как и чем выполняется, особенности этого металла, техника работы
Сварка алюминия инвертором, осуществляемая в производственных и в домашних условиях, – это очень распространенный технологический процесс, так как изделия из данного металла используются практически повсеместно. Широкая популярность, которой отличается данный металл, объясняется его уникальными свойствами: небольшим удельным весом, высокой тепло-, а также электропроводностью, способностью противостоять механическим нагрузкам. Выполнять соединение деталей из алюминия с применением инвертора в домашних условиях позволяет развитие сварочной техники.
Сварка алюминиевых деталей в домашних условиях
Сварка алюминия электродами
Практически каждый сварщик. независимо от своего опыта, когда-нибудь сталкивался со свариванием алюминия. Для этого используются специальные электроды, которые имеют в своей основе алюминиевый стержень. У многих людей возникают трудности с тем, что им сложно правильно производить сваривание алюминия.
Для того, чтобы у Вас не возникало никаких трудностей, лучше всего использовать электроды Unitor ALUMIN-351N, которые предназначены специально для сварки алюминия. С его помощью можно сваривать алюминиевые листы, трубы, крышки, поршни и многое другое.
Главное условие сваривания алюминиевых изделий этими электродами является толщина металла не менее 2 миллиметров. Если Вы собираетесь производить сваривание алюминия толщиной более 3 миллиметров, то Вам нужно обязательно сделать V-образную канавку под углом 60 градусов. В этом случае воздушный зазор должен быть не менее 1 и не более 3 миллиметров. Если Вы свариваете детали малой толщины с деталями большей толщины, то закрепите подобающим образом тонкий металл. Все канавки, которые Вы заранее уже приготовили. Вам нужно тщательно очистить от разного рода загрязнений.
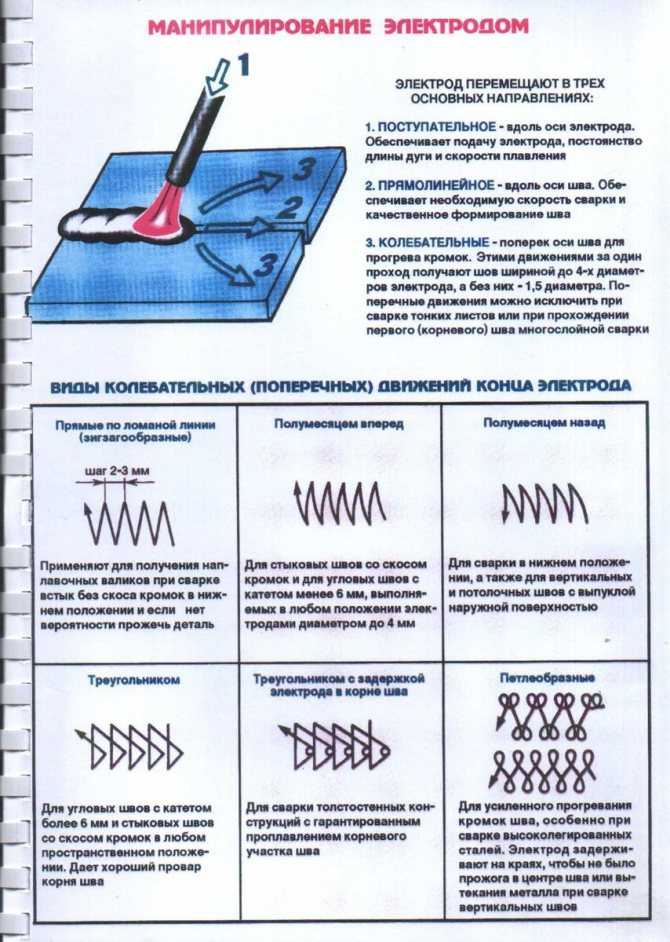
При сваривании алюминиевого изделия используйте постоянный ток положительной полярности. Если же Вы собираетесь производить сваривание литых или крупных деталей, то обязательно разогрейте их до температуры около 300 градусов. Непосредственно в самом процессе сваривания, электрод должен находиться под небольшим углом наклона или вертикально. Конец электрода должен перемещаться по направлению сварочного шва.
Непосредственно в самом процессе сваривания, электрод должен находиться под небольшим углом наклона или вертикально. Конец электрода должен перемещаться по направлению сварочного шва.
Самым предпочтительным положением сваривания электродами Unitor ALUMIN-351N является нижнее положение. Сварочная дуга должна быть короткой, а сварка как можно быстрее. Когда Вы оборвали сварочную дугу, то очистите поверхность металла от шлаковой корки и продолжайте сваривание. Следующий валик сварки должен перекрывать предыдущий примерно на 1 сантиметр. Завершающий шов должен быть зачищен и промыт водой. Алюминиевые электроды Unitor ALUMIN-351N нужно хранить в сухом помещении, потому что они сильно легко поглощают влагу.
Как видите, производить сваривание алюминия не очень сложно. В отличие от свари чугуна, алюминий — это мягкий металл, который не лопается при резком понижении температуры, но в то же время и очень легок как в работе, так в своем весу. Простота сваривания алюминия показывает, что для того, что бы правильно ее производить, Вам нужно использовать только электроды Unitor ALUMIN-351N, которые позволяют сварить нужное Вам изделие не только быстро, но и качественно.
Также для сваривания алюминия не требуется каких-то особенных навыков сваривания, потому что по сравнению со свариванием чугуна — алюминий сварить очень просто. Главное — это следовать рекомендациям профессиональных сварщиков. Помимо рекомендаций, которые Вам нужно применять, будьте аккуратны в обращении с металлом.
К примеру, алюминий можно быстро расплавить и испортить материал, а, например чугун, можно перегреть или слишком быстро остудить. Как в первом, так и во втором случае Вы можете испортить свое изделие. Итак, чтобы сварочный процесс происходил быстро, а главное качественно — будьте внимательными и слушайте советы профессионалов.
 youtube.com/embed/oE_-TZPEsYE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/oE_-TZPEsYE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Преимущества и недостатки
Среди преимуществ указанного сплава отмечают следующие:
- небольшой вес, но при этом дюралевые детали способны выдерживать высокие нагрузки;
- сварочные работы выполняют, используя разные технологии, их выбор зависит от условий проведения работ и других факторов;
- подготовка изделий не требует больших трудозатрат и времени;
- необходимые электроды всегда можно приобрести в специализированных магазинах.
Рекомендуем к прочтению Как варить алюминий в аргоновой среде
Есть у данного процесса и ряд недостатков:
- сварочный шов имеет низкую устойчивость против коррозии;
- после создания такого соединения характеристики сплава ухудшаются;
- для проведения работ надо иметь высокую квалификацию, быть внимательным и все выполнять с высокой точностью;
- чтобы подобрать электроды, надо точно знать марку сплава;
- высокая текучесть дюралюминия создает сложности при формировании сварочного валика;
- для качественного выполнения работ приходится использовать флюс или защитный газ;
- стоимость расходных материалов высокая;
- при выполнении скоростной сварки сложно организовать контроль качества шва.

Сварка аргоном: сварка алюминия, нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
https://youtube.com/watch?v=KX1U-YzGEww
Как сварить алюминий аргоном
Алюминий –это один из тех металлов, что у каждого есть на языке, даже ребенок знает что алюминий это металл.
Этот металл используют на промышленных предприятиях, из него делают посуду и даже элементы к микроэлектронике, а это очень специализированная ниша.
НО даже такая широкая известность этого металла не обеспечила того, чтобы все знали как с ним обращаться. В большинстве случаев новичок не будет знать с какой стороны подойти к такому металлу, как алюминий.
Именно из-за этого работа с одним из самых распространенных металлов так кропотлив и не легка. Подробнее про оксидную пленку мы расскажем вам в другой статье поскольку это очень широкая и болезненная тема.
Ещё статья расскажет вам про поджигание и поддержание стабильности дуги и образование сварочной ванны. Эта стать даст вам все необходимые сведенья о том как варить алюминий с помощью аргона даже в диких условиях.
Настройка аргонового аппарата
Сначала настраивается расход газа в диапазоне 6 — 12 л/мин по манометру, который ближе к шлангу. Работая в помещении, значение устанавливается в 1,5 раза меньше чем на улице. Завышенный расход создает турбулентные завихрения, которые газ смешивают с воздухом, снижая тем самым надежность защиты зоны сварки.
В зависимости от толщины заготовок настройку аппарата для сварки аргоном по току проводят по таблице:
Толщина металла, мм | Величина тока, А | Диаметр электрода из вольфрама, мм |
1 | 30 — 40 | 1,6 |
1,5 | 45 — 60 | 2,3 |
2 | 70 -80 | 2,3 |
3 | 90 — 120 | 3,2 |
Для алюминия устанавливается полярность 50/50. Однако при работе с чистым металлом для получения тонкого шва и меньшего разогрева электрода регулятор баланса тока сдвигают в сторону отрицательных значений. Для сплавов лучше пользоваться положительным диапазоном, но не увлекаясь. Переменный ток с большой положительной полуволной губителен для электрода.
Однако при работе с чистым металлом для получения тонкого шва и меньшего разогрева электрода регулятор баланса тока сдвигают в сторону отрицательных значений. Для сплавов лучше пользоваться положительным диапазоном, но не увлекаясь. Переменный ток с большой положительной полуволной губителен для электрода.
Время затухания дуги при заваривании кратера, в зависимости от толщины заготовок устанавливается 2 — 4 секунды. Продолжительность подачи аргона после завершения сварки 3 — 5 секунд.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями
При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения
Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения
Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Что это такое?
Сварка аргоном подразумевает обязательное применение в процессе выполнения работ электрической дуги и инертного газа. Задачей такой технологии является надежное обеспечение защиты сварочной ванны от окисления поверхности металлических кромок, которое возникает под действием кислорода во время плавления металла и ухудшает прочность сварочного шва.
По этой причине аргон завоевал популярность и широко используется для проведения сварочных работ. Инертный газ аргон обладает определенными свойствами, которые заключаются в следующем:
- газ в несколько раз тяжелее воздуха, поэтому при сварке кислород активно вытесняется из полости сварочной ванны – так происходит защита металла от окисления;
- аргон инертен с химической точки зрения, поэтому он не вступает в реакцию с другими веществами, в том числе и с металлом.

Выполнение сварочного шва в среде аргона допускается с использованием вольфрамовых неплавящихся или обычных плавящихся электродов. Выбор типа электрода зависит от того, какие материалы предполагается соединять путем сварки. Облегчают задачу подбора электродов специальные справочники, где указан тип материала и рекомендуемый диаметр электрода, а также его разновидность. Аргонодуговая сварка обладает своими определенными преимуществами и рядом недостатков. Преимуществами метода являются:
- в результате эффективной защиты сварочный шов получается прочным, в нем отсутствуют шлак и посторонние примеси;
- во время сварочного процесса металл прогревается умеренно, поэтому свариваемые заготовки не деформируются, что дает возможность работать даже с самыми сложными и ответственными конструкциями;
- появляется возможность соединять не только однородные по составу материалы, но и разнородные металлические сплавы, которые нельзя соединить в других условиях;
- за счет применения электрической дуги образуется высокотемпературный режим, который позволяет выполнять работу в интенсивном темпе.

Недостатки, присущие электросварке в газовом аргонном облаке:
- сварочное оборудование подлежит точной и сложной настройке;
- методика выполнения сварочных работ довольно сложная, требующая знаний теории и практических навыков, поэтому для новичка-сварщика она не подходит.
Особенности процесса
Работа по соединению цветных сплавов и литья черного металла в аргонной среде требует определенного навыка, поэтому варить новичку своими руками такие заготовки будет непросто. Выполняя сварочные работы, следует помнить, что титан, медь, алюминий, силумин и бронза имеют физические и химические различия по сравнению с чугуном и сталью. При расплавлении стали или цветных сплавов жидкий металл имеет свойство поглощать примеси, образующиеся в результате плавления под действием высоких температур, что приводит к наличию в сварочном шве пористости. Инертный газ, применяемый для защиты расплавленного металла, устраняет проникновение посторонних продуктов плавления в сварочную ванну, тем самым укрепляя шов.
Аргонодуговая сварка является универсальным методом, технология которого используется для ремонта кузовного железа, внутреннего угла двери автомобиля, алюминиевых элементов кузова и поддона картера, для установки дополнительного оборудования и сварки тонкого металла. Нередко для выполнения таких работ используется техника применения газа с поддувом, причем расход аргона даже в таком случае будет меньше, чем гелия при его применении. Детали могут соединяться встык или внахлест, чаще всего работу проводят неплавящимся электродом из вольфрама, а для розжига электродуги применяют осциллятор.
Основным моментом является предварительная подготовка металла к сварке: кромки, предназначенные для соединения, зачищают от поверхностной пленки оксидов, а затем обезжиривают с помощью растворителя. Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
В зависимости от типа свариваемых материалов выбирается и присадка. Это может быть проволока из алюминия, нержавеющей стали, а также медно-никелевые или латунные прутки. Состав сплава у присадочных материалов указывается в соответствующем справочнике по маркировке, имеющейся на конце прутка
Кроме того, важно правильно выбрать и сам сварочный аппарат. Например, для соединения медной детали с алюминием, толщина которых не превышает 7 мм, потребуется мощное сварочное оборудование промышленного типа, которое дает мощность до 400–500 А
Настройка аппарата перед началом работы является важным условием, причем сила тока и напряжение выбираются исходя из размера вольфрамового или обычного электрода.
У современных аппаратов имеется опция «Заварка кратера», она применяется для того, чтобы обеспечить плавное угасание дуги после того, как формирование шва будет завершено. Например, если выполняется соединение деталей, толщина которых 3 мм, то значение этого параметра ставят на показатель 2–3 сек. Кроме того, перед сваркой настраивают и предварительную продувку области проведения работ. Такое действие необходимо, чтобы в процессе выполнения работы не появлялись дефекты шва, так как в неостывшем металле появляется пористость. Последовательность выполнения сварочного процесса заключается в следующем:
Например, если выполняется соединение деталей, толщина которых 3 мм, то значение этого параметра ставят на показатель 2–3 сек. Кроме того, перед сваркой настраивают и предварительную продувку области проведения работ. Такое действие необходимо, чтобы в процессе выполнения работы не появлялись дефекты шва, так как в неостывшем металле появляется пористость. Последовательность выполнения сварочного процесса заключается в следующем:
- выполняется зачистка кромок, и если материал довольно толстый, то делают скосы для сварочного шва, а затем обезжиривают поверхность металла;
- все детали фиксируются специальными зажимами, после чего можно приступать к выполнению процесса сварки;
- осуществляют поджиг электрической дуги, причем если эта процедура контактная, то на горелке нажимают кнопку и электродом прикасаются к одной из кромок металла, а при бесконтактном розжиге такого касания делать не нужно;
- следующим этапом выполняют сварочную ванну, для этого допускается сделать несколько поперечных колебательных движений сварочным электродом по стыкуемому материалу в области сварного шва, при этом присадка должна начать плавление и равномерно распределяться в сварочной ванне;
- инертный газ в процессе работы обдувает место сварки, но это должно происходить умеренно, чтобы не разбрызгивать металл и не мешать его плавлению.

Опытные сварщики рекомендуют соединять тонкие листы металла без применения присадки. Чтобы выполнить сварочный шов, вольфрамовый электрод располагают под небольшим углом таким образом, чтобы кромка одного листа наплавлялась на кромку второго листа.
О сварке аргоном смотрите далее.
Процесс
В пошаговой инструкции для начинающих по аргонной сварке алюминия указывают, что ровный шов на заготовке можно получить при помощи прихватывания с двух сторон. Присадочную проволоку требуется вводить сразу после создания сварочной ванны. Торможение часто оканчивается прожиганием дыры в металле. Длина электрической дуги в норме должна быть около 0,3 см. Профессионалы иногда дают и другое значение.
Положение электрода всегда должно быть под углом 80 градусов к поверхности. Проволоку держат под прямым углом к самому электроду.
Тонкий металл варят, двигая электрод по стыку, не совершая поперечных движений, зигзагообразные движения возможны при работе по алюминию толщиной от 0,3 см.
Еще одна тонкость состоит в том, что проволоку двигают перед электродом, а не наоборот. Шов надо завершать, нажимая специальную кнопку. Она переводит аппарат в режим гашения дуги. Только после срабатывания специального таймера происходит окончательное отключение. Горелку нельзя двигать, пока обдув аргоном не окончен. Правильно выполненный шов имеет ребристую поверхность, каких-либо пор и трещин в нем быть не должно.
Отдельная тема — работа по сварке дисков автомобильных колес. Литые диски чинят, наплавляя пруток на проблемное место. Такой способ позволяет добиться получения плотного шва. На СТО всегда применяют аргонодуговую сварку на полуавтоматах. Они гарантируют исключительно однородную подачу присадок.
Сколы и трещины заблаговременно разделывают. Их глубина при этом неважна. Концевые части дефектов засверливают, убирая напряжение в слое металла. Пленку окислов на дисках, в отличие от листового металла, часто убирают абразивами. Только так можно добиться блеска, кромки непременно обрабатывают растворителем, чтобы убрать жир.
О сварке алюминия смотрите далее.
Выбор присадочного материала
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки;
- электродуговая сварка;
- аргонодуговая сварка.
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.

Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения
Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
Подача присадочной проволоки должно проводиться плавно и равномерно
Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Особенности сварки алюминия полуавтоматом – технология и оборудование.
 Как варить алюминий полуавтоматом?
Как варить алюминий полуавтоматом?Содержание
Существует 2 типа сварки — TIG и MIG. При первом методе сварка производится вольфрамовым электродом в среде инертного газа (аргона). Сварка алюминия полуавтоматом в аргоне, а также в сплавах на основе аргона осуществляется переменным током.
Сварка алюминия полуавтоматом — особенности, технология
Полуавтоматическая MIG/MAG сварка алюминия в среде защитного газа — один из методов обработки цветных металлов специальной присадочной проволокой. Защитный газ, обычно смесь или чистый аргон, используется для защиты алюминиевого сварного шва от воздействия кислорода (окисления). Сварщик вручную перемещает горелку, через которую автоматически подается сварочная проволока и защитный газ с определенной скоростью и необходимым давлением.
Полуавтоматическая сварка алюминия без защитного газа не рекомендуется по следующим причинам:
- повышенная дисперсность металла,
- происходит недостаточное отделение затвердевшего шлака,
- это снижает прочность сварного шва,
- увеличивает пористость сварного шва.
Сварка алюминия значительно отличается от обычной сварки стали, поскольку алюминиевые детали обладают высокой теплопроводностью. По этой причине рекомендуется предварительно нагревать заготовки и увеличивать скорость подачи присадочного металла. Полуавтоматическая сварка алюминия обычно используется в малой и крупной промышленности, судоремонтных и строительных компаниях, авиации, пищевой и химической промышленности, мастерских, автозаправочных станциях и т.д.
Требуется сварка алюминия методом MIG/MAG:
- Профессиональное оборудование и расходные материалы,
- Высококачественная порошковая проволока,
- Высокий уровень навыков сварки,
- Высококачественный инертный газ или смесь.
При соблюдении всех вышеперечисленных факторов можно получить высококачественное MIG/MAG сварное соединение алюминиевых деталей.
Отличительные особенности сварки MIG/MAG от TIG
Алюминий — цветной металл с высокой температурой плавления благодаря тугоплавкому оксидному слою на его поверхности. Алюминиевые изделия не меняют цвет при нагревании.
Алюминиевые изделия не меняют цвет при нагревании.
Процесс сварки алюминия с помощью MIG/MAG и TIG отличается:
- Полуавтоматическая сварка выполняется сварочным прутком, аргонодуговая сварка выполняется сварочной проволокой.
- При полуавтоматической сварке дуга создается между сварочной проволокой и свариваемым металлом, тогда как в TIG-преобразователе она создается между вольфрамовым электродом и свариваемым металлом.
- Полуавтоматическая сварка MIG/MAG является более производительной, чем ручная сварка TIG.
- Полуавтоматическую сварку MIG/MAG новичкам освоить легче, чем сварку TIG аргоновой дугой.
- Работа с двойным импульсом на полуавтомате. Во время сварочного цикла в импульсном токе дуги накладываются импульсы с двумя значениями тока. В период высокого импульса сварочная капля «проталкивается» в зону сварки, а в период низкого импульса изделие охлаждается, предотвращая образование наплывов и утечек. Это обеспечивает точное управление сварочным циклом и подачей тепла.
- Сварка алюминия TIG во много раз медленнее, чем полуавтоматическая сварка.
- Аргонодуговая сварка обеспечивает более прочный шов и поэтому используется для всех ответственных областей и задач — трубопроводы высокого давления, соединительные элементы (фитинги, переходники) высокой грузоподъемности, сварка сталей 40Х и т.д.

Современные сварочные полуавтоматы могут работать в различных режимах и с различными настройками: классический режим сварки, импульсный режим, режим «двойного импульса» и т.д. Наличие этих режимов помогает добиться лучшего качества сварки алюминия и быстрого проплавления оксидного слоя на поверхности заготовок. В импульсном режиме, например, каждая капля присадочного металла вдавливается (вбивается) в поверхность металла. В результате получается высококачественный сварной шов, высокая прочность шва, меньше брызг и более однородная структура шва.
Преимущества и особенности
Полуавтоматическая MIG/MAG сварка алюминия в инертном газе имеет множество особенностей и преимуществ:
- Более простой процесс сварки, чем процесс TIG с аргоновой дугой. Полуавтоматическая работа не требует такого большого опыта и высокой квалификации, как работа TIG для сварки алюминия.
- Более высокая скорость сварки по сравнению со сваркой TIG — до 3 раз выше производительность.
- Функция импульсной сварки алюминия играет важную роль в улучшении качества сварки, повышении прочности шва и повышении эффективности работы.
- Использование высококачественного присадочного металла повышает стабильность сварочного цикла и улучшает качество и проплавление сварного шва.
- При сварке алюминия полуавтоматом расход присадочного металла увеличивается до 20% по сравнению со сваркой черных металлов.
- Температура плавления алюминия значительно выше, чем у черных металлов, благодаря наличию оксидного слоя на его поверхности.

Алюминиевая сварочная проволока для сварочных полуавтоматов выпускается российскими и зарубежными производителями с Ø 0,8 ÷ 3,2 мм. Сваривается алюминиевая проволока со свойствами, указанными в таблице.
Отличия сварки полуавтоматом от аргонодуговой
Полуавтоматическая сварка алюминия имеет несколько отличий по сравнению с аргонодуговой сваркой. Основное различие между этими двумя технологиями заключается в типе используемых электродов:
При полуавтоматической сварке используется алюминиевая проволока, тогда как при аргонодуговой сварке электрод основан на тугоплавком вольфраме, а присадочный металл вводится в зону сварки в виде стержня.
Аргонодуговой процесс обычно используется для ручной сварки.
Процесс TIG используется в более сложных условиях для получения неразъемного соединения, поскольку геометрия сварки является более точной.
Процесс TIG связан с высокими затратами на компоненты и расходные материалы и требует значительно больше времени для выполнения сварного соединения.
Сварочные полуавтоматы для сварки деталей из алюминиевых сплавов традиционно оснащаются не только стандартными функциями, но и возможностью работы в импульсном режиме. Использование последних позволяет получить более эстетичный вид сварного шва и повысить качество соединения. Сильный импульс электрического тока мгновенно проникает в оксидный слой соединяемых деталей.
Каждый импульс тока выталкивает каждую каплю расплавленного металла, образующегося при плавлении алюминиевой проволоки в базовом токе (ниже), на поверхность сварочной ванны. При импульсной сварке контролируется переход электродного металла. С помощью этой техники можно значительно улучшить качество сварного шва, так как разбрызгивание алюминия максимально исключено.
Преимущества механизированной сварки плавящимся электродом в среде защитного газа
Хорошо организованная сварка алюминия полуавтоматом имеет ряд преимуществ:
Высокая производительность. По сравнению с аргонодуговой сваркой без потребления топлива процесс MIG в 3 раза быстрее.
Простота в эксплуатации. В отличие от аргонодуговой сварки, с полуавтоматом может быстро разобраться даже новичок в сварочном деле. По этой причине сварные соединения алюминиевых деталей «сделай сам» очень популярны среди любителей.
Пульсирующее оборудование полуавтомата обеспечивает высокое качество сварки и геометрическую точность. Потери проволоки от брызг сведены к минимуму.
Требования к оборудованию и материалам
Чтобы полностью использовать возможности сварки алюминия сварочным полуавтоматом, необходимо обратить особое внимание на дополнительные требования к инвертору и используемым расходным материалам:
Полярность противотока должна быть гарантирована. Это обеспечивает разрушение оксидного слоя на свариваемых деталях.
Механизм подачи проволоки должен иметь 4-роликовый механизм для обеспечения равномерной подачи проволоки в зону сварки. Это связано с тем, что малейшее сопротивление при подаче проволоки может легко раздавить мягкий алюминий. Обычно устанавливаются ролики с нерезкими U-образными канавками.
Из-за высокой теплоотдачи алюминиевый сплав расширяется больше, чем сталь. По этой причине рекомендуется использовать специальный контактный наконечник с большим допуском на диаметр отверстия.
Для достижения наилучшего качества сварки в процессе сварки следует использовать только чистый аргон для создания защитной среды.
Сварочная горелка должна быть оснащена тефлоновым каналом для уменьшения трения алюминиевой проволоки.
MIG-сварка алюминиевых сплавов подходит для соединения деталей толщиной более 3 мм.
Руководство по сварке алюминия
Алюминий: Руководство по сварке алюминия методом GMAW
Перепечатано с разрешения журнала Welding Design and Fabrication
Следуйте практическим правилам, предлагаемым здесь, для выбора сварочного оборудования, подготовки основных материалов, применения надлежащей технологии и визуального осмотра сварных швов, чтобы обеспечить высокое качество сварных швов с использованием газа, металла и газовой вольфрамовой дуги.
Газо-дуговая сварка металлов
Подготовка основного металла: Для сварки алюминия операторы должны позаботиться о очистке основного материала и удалении любого оксида алюминия и углеводородных загрязнений от масел или растворителей для резки. Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним плавится при 1200 F.
Предварительный нагрев: Предварительный нагрев алюминиевой заготовки может помочь избежать растрескивания сварного шва. Температура предварительного нагрева не должна превышать 230 F — используйте индикатор температуры для предотвращения перегрева. Кроме того, размещение прихваточных швов в начале и конце зоны, подлежащей сварке, упростит предварительный нагрев. Сварщики также должны предварительно нагревать толстый кусок алюминия при сварке его с тонким куском; если происходит холодная притирка, попробуйте использовать вкладки для притирки и притирки.
Температура предварительного нагрева не должна превышать 230 F — используйте индикатор температуры для предотвращения перегрева. Кроме того, размещение прихваточных швов в начале и конце зоны, подлежащей сварке, упростит предварительный нагрев. Сварщики также должны предварительно нагревать толстый кусок алюминия при сварке его с тонким куском; если происходит холодная притирка, попробуйте использовать вкладки для притирки и притирки.
Техника толчка:
Скорость передвижения: Сварка алюминия должна выполняться «горячо и быстро». В отличие от стали, высокая теплопроводность алюминия диктует использование более высоких значений силы тока и напряжения, а также более высоких скоростей перемещения сварного шва. Если скорость перемещения слишком мала, сварщик рискует чрезмерно прожечь, особенно на тонколистовом алюминиевом листе.
Защитный газ: Аргон, благодаря своему хорошему очищающему действию и профилю проникновения, является наиболее распространенным защитным газом, используемым при сварке алюминия. При сварке алюминиевых сплавов серии 5XXX смесь защитного газа, состоящая из аргона и гелия (максимум 75 процентов гелия), минимизирует образование оксида магния.
Сварочная проволока: Выберите алюминиевую присадочную проволоку, температура плавления которой аналогична температуре плавления основного материала. Чем больше оператор может сузить диапазон плавления металла, тем легче будет сваривать сплав. Возьмите проволоку диаметром 3/64 или 1/16 дюйма. Чем больше диаметр проволоки, тем легче она подается. Для сварки тонколистового материала хорошо подходит проволока диаметром 0,035 дюйма в сочетании с процедурой импульсной сварки при низкой скорости подачи проволоки — от 100 до 300 дюймов/мин.
Сварные швы выпуклой формы: При сварке алюминия растрескивание кратера вызывает большинство отказов. Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных усадок, возникающих при остывании сварных швов. Риск растрескивания наиболее высок для вогнутых кратеров, поскольку поверхность кратера сжимается и рвется при охлаждении. Поэтому сварщики должны наращивать кратеры, чтобы они образовали выпуклую или холмистую форму. По мере остывания сварного шва выпуклая форма кратера будет компенсировать силы сжатия.
Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных усадок, возникающих при остывании сварных швов. Риск растрескивания наиболее высок для вогнутых кратеров, поскольку поверхность кратера сжимается и рвется при охлаждении. Поэтому сварщики должны наращивать кратеры, чтобы они образовали выпуклую или холмистую форму. По мере остывания сварного шва выпуклая форма кратера будет компенсировать силы сжатия.
Выбор источника питания: При выборе источника питания для GMAW алюминия сначала рассмотрите метод переноса -дуговой или импульсный. Для дуговой сварки со струйным распылением могут использоваться машины постоянного тока (cc) и постоянного напряжения (cv). Распылительная дуга использует крошечную струю расплавленного металла и распыляет ее поперек дуги от электродной проволоки к основному материалу. Для толстого алюминия, для которого требуется сварочный ток свыше 350 А, cc дает оптимальные результаты.
Передача импульсов обычно выполняется с помощью инверторного источника питания. Новые источники питания содержат встроенные процедуры импульсной подачи, основанные на типе и диаметре присадочной проволоки. При импульсном GMAW капля присадочного металла переносится с электрода на заготовку при каждом импульсе тока. Этот процесс обеспечивает положительный перенос капель и приводит к меньшему разбрызгиванию и более высокой скорости следования, чем сварка с переносом распыления. Использование импульсного процесса GMAW на алюминии также позволяет лучше контролировать тепловложение, облегчая сварку в нерабочем положении и позволяя оператору сваривать тонколистовые материалы при низких скоростях подачи проволоки и токах.
Новые источники питания содержат встроенные процедуры импульсной подачи, основанные на типе и диаметре присадочной проволоки. При импульсном GMAW капля присадочного металла переносится с электрода на заготовку при каждом импульсе тока. Этот процесс обеспечивает положительный перенос капель и приводит к меньшему разбрызгиванию и более высокой скорости следования, чем сварка с переносом распыления. Использование импульсного процесса GMAW на алюминии также позволяет лучше контролировать тепловложение, облегчая сварку в нерабочем положении и позволяя оператору сваривать тонколистовые материалы при низких скоростях подачи проволоки и токах.
Механизм подачи проволоки: Предпочтительным методом подачи мягкой алюминиевой проволоки на большие расстояния является двухтактный метод, в котором используется закрытый шкаф подачи проволоки для защиты проволоки от окружающей среды. Двигатель с переменной скоростью и постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через горелку с постоянной силой и скоростью. Двигатель с высоким крутящим моментом в сварочной горелке протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
Двигатель с высоким крутящим моментом в сварочной горелке протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
В некоторых цехах сварщики используют одни и те же механизмы подачи проволоки для подачи стальной и алюминиевой проволоки. В этом случае использование пластиковых или тефлоновых вкладышей поможет обеспечить плавную и равномерную подачу алюминиевой проволоки. Для направляющих трубок используйте отходящие и пластиковые входные трубки долотообразного типа, чтобы поддерживать проволоку как можно ближе к приводным роликам, чтобы предотвратить запутывание проволоки. При сварке держите кабель горелки как можно более прямым, чтобы свести к минимуму сопротивление подаче проволоки. Проверьте правильность совмещения приводных роликов и направляющих труб, чтобы предотвратить стружку алюминия.
Используйте приводные ролики, предназначенные для алюминия. Установите натяжение приводного ролика, чтобы обеспечить равномерную скорость подачи проволоки. Чрезмерное натяжение деформирует проволоку и вызовет грубую и неравномерную подачу; слишком слабое натяжение приводит к неравномерному кормлению. Оба условия могут привести к нестабильной дуге и пористости сварного шва.
Чрезмерное натяжение деформирует проволоку и вызовет грубую и неравномерную подачу; слишком слабое натяжение приводит к неравномерному кормлению. Оба условия могут привести к нестабильной дуге и пористости сварного шва.
Сварочные пистолеты: Используйте отдельный вкладыш для сварки алюминия. Во избежание перетирания проволоки постарайтесь зафиксировать оба конца лейнера, чтобы устранить зазоры между лейнером и газовым диффузором на пистолете. Часто меняйте направляющие, чтобы свести к минимуму вероятность того, что абразивный оксид алюминия вызовет проблемы с подачей проволоки. Используйте контактный наконечник примерно на 0,015 дюйма больше, чем диаметр используемого присадочного металла — при нагревании наконечник расширяется до овальной формы и, возможно, ограничивает подачу проволоки. Как правило, когда сварочный ток превышает 200 А, используйте горелку с водяным охлаждением, чтобы свести к минимуму накопление тепла и уменьшить трудности с подачей проволоки.
Алюминиевая сварочная проволока с флюсовым сердечником: что нужно знать
У вас возникли проблемы с поиском алюминиевой сварочной проволоки с флюсовым сердечником ?
Вы не одиноки. В этой теме много путаницы и даже некоторый обман.
Также называемая проволокой для безгазовой алюминиевой сварки, она подходит для небольших сварочных работ. И тот, который может сэкономить вам сотни на сварочном газе MIG и шпульном пистолете.
Кроме того, если у вас сварочный аппарат только с флюсовой сердцевиной, это ваш единственный вариант. Или это?
Давайте разберемся, что правда, а что миф: существует ли вообще алюминиевая сварочная проволока с флюсовым сердечником? И можно ли сваривать алюминий сварочным аппаратом с флюсовой проволокой?
Мой поиск алюминиевой проволоки с флюсовым сердечником – что реально?
Простой поиск в Интернете дает интересные, но в основном бесполезные результаты, которые вносят путаницу.
Реклама
Проволока для пайки и пайки с флюсовой сердцевиной
Хотя это порошковые присадочные материалы для соединения алюминия, пайка и пайка — это разные процессы, которые не работают в сварочном аппарате. Дуговая сварка слишком горячая для этой проволоки.
Дуговая сварка слишком горячая для этой проволоки.
Хотя это и не то, что мы ищем, прутки для пайки — это удобный способ соединения алюминия без дорогостоящего оборудования. Если вы освоите эту технику и будете держать под рукой несколько удочек, когда-нибудь вы будете рады, что сделали это.
Подробнее об этом позже.
Объявления о продуктах
По запросу «безгазовая алюминиевая проволока MIG» или другим подобным запросам Google показывает многообещающие объявления.
Но безуспешно. Продукция представляет собой твердую алюминиевую или стальную проволоку с флюсовым сердечником. Они не будут работать с алюминием или нуждаются в защитном газе.
Универсальные сварочные аппараты
Этот сварочный аппарат 4-в-1 привлек мое внимание. Может производитель еще и расходники продает?
Нет, еще одна забастовка. Эта машина, предназначенная для сварки алюминия с флюсом и , определенно не является машиной с алюминиевым флюсом .
Алюминиевая сварочная проволока с искусственным флюсовым сердечником
Название этой проволоки на eBay выглядит выигрышным…0003
✔ С сердечником (для уверенности)
✔ Без газа
✔ Без упоминания о сплошной проволоке
Но, подождите, ниже указан номер детали Blue Demon для однофунтовой катушки диаметром 0,035
9 сплошная алюминиевая проволока9 . Для этого провода нужен аргон .Как узнал этот покупатель:
Жалко, но спасибо ему за предупреждение другим.
Что я не нашел
Я согласен с вышеприведенным отзывом. Доказательство того, что алюминиевая проволока, предназначенная для аппаратов для дуговой сварки с флюсовым сердечником (FCAW), реальна, ускользнуло от меня.
Подтверждение пришло, когда я увидел эту таблицу спецификаций присадочного металла от Американского общества сварщиков (AWS):
Таблица: Американское общество сварщиков Когда AWS не перечисляет спецификации алюминиевой сварочной проволоки FCAW, пришло время признать поражение. Этот провод не существует .
Этот провод не существует .
Реклама
Почему нет алюминиевой сварочной проволоки с флюсовым сердечником?
Несколько проблем препятствуют использованию алюминиевой проволоки FCAW. К ним относятся вопросы удобства использования и качества.
Тяжелая для подачи
Даже сплошная алюминиевая проволока мягкая и ее трудно подавать. Только представьте, что вы пытаетесь подать полую порошковую проволоку, не сдавливая и не заклинивая ее. Простые проводные приводы просто не справились бы с этой задачей. Потребовалась бы специализированная система привода.
Плохие свойства флюса
Из-за уникальных характеристик алюминия флюсы, разработанные для углеродистой или нержавеющей стали, не подходят. А флюсы, используемые при пайке и пайке, неэффективны при более высоких температурах дуговой сварки.
Кроме того, алюминиевые флюсы, испытанные для сварки, чрезвычайно агрессивны. Это проблема как для пользователей, так и для окружающей среды. Кроме того, флюсы гигроскопичны и поглощают воду из воздуха. Эти особенности способствуют плохому качеству сварки и чрезмерному разбрызгиванию.
Кроме того, флюсы гигроскопичны и поглощают воду из воздуха. Эти особенности способствуют плохому качеству сварки и чрезмерному разбрызгиванию.
Природа FCAW
Дуговая сварка стали под флюсом может привести к образованию большого количества брызг. Жидкая природа алюминия при температуре сварки усугубит проблему. Количество расплавленного материала, выброшенного из сварного шва, ухудшит качество и внешний вид сварного шва.
Альтернативы сварке под флюсом для соединения алюминия?
Теперь мы знаем, что мы не можем сваривать алюминий с сердечником из флюса , используя сварочный аппарат с подачей проволоки. Итак, давайте рассмотрим другие варианты, которые вы можете использовать, чтобы сделать ремонт или построить свой проект.
Сварка MIG
На совместимый сварочный аппарат можно установить катушечную горелку. Это, наряду с баллоном со 100% аргоновым сварочным газом и небольшой катушкой твердой алюминиевой проволоки, является эффективным и надежным методом.
Если ваш сварочный аппарат не готов к установке шпульного пистолета или вы просто хотите сэкономить, попробуйте сварить алюминий MIG без шпульного пистолета. По цене рулона проволоки и, возможно, вкладыша вы узнаете, способна ли ваша машина. Немного терпения и практики могут дать удивительные результаты.
Advertisement
Сварка ВИГ
Сварочный аппарат ВИГ на переменном токе с защитным газом из чистого аргона может обеспечить самые красивые сварные швы. Как и при любой сварке алюминия, потребуется некоторая практика. Помните, что это ручной процесс, который выполняется медленнее, чем MIG. TIG лучше всего подходит для небольших проектов.
В крайнем случае, сварочный аппарат TIG на постоянном токе вместе со сварочными прутьями с флюсовым покрытием может выполнить работу.
Ручная сварка
В качестве альтернативы можно использовать сварочную машину с покрытыми флюсом сварочными стержнями.
Пайка/пайка
Если вы занимаетесь металлообработкой, рассмотрите возможность добавления пайки и пайки в свой набор инструментов.
Оба процесса нагревают заготовку до точки плавления присадочного материала, а не основного металла. Меньший нагрев, чем при дуговой сварке, означает меньший риск деформации основных металлов.
«Паяние твердым припоем и пайка — это процессы, которые имеют много больших преимуществ… хорошая конструкция соединения обеспечивает прочность соединения, равную или превышающую прочность сварки».
Л. Джеффус «Принципы и применение сварки» (8-е издание, стр. 816)
840℉ — это разделительная линия для процессов, где пайка происходит при температуре ниже этой, а пайка — выше.
Капиллярное действие втягивает наполнитель для заполнения пустот между деталями. Можно даже соединять разнородные металлы.
Вы можете начать работу с простой горелкой, небольшой бутылкой газа MAPP и несколькими алюминиевыми стержнями.
Несколько советов по пайке от Bernzomatic
Заклепки
Это очень просто, но придает проекту законченный вид.
Возьмите хороший заклепочный пистолет и несколько заклепок из нержавеющей стали или алюминия. Просверлите отверстия. Вставьте заклепки. Достаточно хорошо работает для лодок и самолетов.
Для масштабных проектов может помочь пневматический пистолет или модель на батарейках.
Общая картина
Алюминий обладает уникальными качествами, которые делают его привлекательным материалом для проектов.
Другие характеристики не позволяют разработать алюминиевую сварочную проволоку с флюсовой сердцевиной, обеспечивающую надежное качество сварки, безопасную и простую в использовании.
Сварка алюминия
Алюминий — один из самых популярных металлов, который используется в самых разных коммерческих целях. Благодаря своим естественным защитным и легким свойствам они находят применение в самолетах, космических кораблях, поездах, кораблях, транспортных средствах, электронных приборах, оконных рамах и многом другом.
Кроме того, алюминий занимает особое место в сварочной промышленности благодаря своей некоррозионной естественной и эстетически приятной внешности. Однако сварка алюминия – непростая задача. В этой статье подробно рассматривается сварка алюминия, начиная с проблем и заканчивая решениями.
Краткое описание
1. Почему сложно сваривать алюминий?Алюминий идеально подходит для сварки различных типов. Но сварщик должен знать о методах и навыках, необходимых для сварки алюминия. Сварка алюминия затруднена, так как это очень мягкий металл с относительно высокой склонностью к окислению. В то время как чистый алюминий имеет температуру плавления 650°C, оксиды алюминия имеют температуру плавления 2037°C. Следовательно, необходимо предотвратить окисление алюминия.
Кроме того, в расплавленном состоянии алюминий склонен вступать в реакцию с примесями, что приводит к непрочным сварным швам. Кроме того, алюминий обладает высокой теплопроводностью, из-за чего неточная сварка может привести к его прогоранию. Поэтому совершенно очевидно, что сварка алюминия сложнее, чем сварка других металлов.
Следующий список факторов, затрудняющих сварку алюминия.
Оксидный слой – Чистый алюминий имеет высокую реакционную способность по отношению к кислороду, и оксидный слой оседает на поверхности чистого алюминия. Этот оксидный слой имеет значительно более высокую температуру плавления, чем чистый алюминий. Чтобы расплавить верхний оксидный слой, сварщики должны применять высокую температуру для достижения более высокой температуры плавления. Однако им нужно быть осторожными, чтобы не прожечь дыры в чистом алюминии, который находится под оксидным слоем.
Примеси – Алюминий обладает высокой реакционной способностью, из-за чего легко загрязняется в процессе сварки. Он может реагировать с грязью и воздухом, что может изменить свойства алюминия. Помимо реакции с кислородом воздуха, он также реагирует с водородом воды или влажного воздуха. Поэтому сварщикам приходится очень тщательно очищать алюминий и поддерживать его в чистом виде.
Пузырьки – Как было сказано ранее, алюминий может реагировать с водородом из различных доступных источников. Вероятность реакции с водородом сильно возрастает в расплавленном состоянии. Когда металл затвердевает, водород выделяется, оставляя после себя пузырьки. Эти пузырьки приводят к тому, что свариваемая деталь со временем становится пористой и слабой.
Вероятность реакции с водородом сильно возрастает в расплавленном состоянии. Когда металл затвердевает, водород выделяется, оставляя после себя пузырьки. Эти пузырьки приводят к тому, что свариваемая деталь со временем становится пористой и слабой.
Несмотря на то, что сварка алюминия трудна, сварщики отлично справляются с ней, используя правильный сварочный процесс. Существуют различные методы точной сварки алюминия, позволяющие избежать распространенных проблем. Перед этим самым важным шагом является правильная подготовка алюминия перед сваркой. Вот шаги, чтобы подготовить алюминий наилучшим образом.
Шаг 1 – Возьмите растворитель, например ацетон, и используйте его для удаления любых отложений с алюминиевой поверхности, таких как масло, жир и капли.
Шаг 2 – Используйте проволочную щетку из нержавеющей стали, чтобы избавиться от оксидных отложений на алюминиевой поверхности. Вы также можете использовать умеренную кислоту или сильную щелочь. Перед сваркой убедитесь, что поверхность полностью высохла.
Вы также можете использовать умеренную кислоту или сильную щелочь. Перед сваркой убедитесь, что поверхность полностью высохла.
Шаг 3 – Держите алюминий все время сухим и храните его при комнатной температуре. Убедитесь, что вы используете его в течение нескольких дней, чтобы вы могли использовать его в чистом виде.
Существуют различные методы сварки алюминия. Сварка GTAW/TIG является лучшей среди них. Подробнее о типах сварки речь пойдет ниже.
3. Типы сварки алюминияНиже приводится список различных обычно используемых типов сварки алюминия.
Сварка GTAW/TIG GTAW означает дуговую сварку вольфрамовым электродом в газе, а TIG означает сварку вольфрамовым электродом в среде инертного газа. Это, вероятно, наиболее часто используемый профессионалами метод сварки алюминия. В этом процессе сварщику необходимо оборудование постоянного тока с питанием от переменного тока. В качестве защитного газа используется аргон. Процесс автоматически удаляет оксидный слой с поверхности алюминия во время сварки. Поэтому в течение всего процесса сварки не будет никаких загрязнений или примесей.
Процесс автоматически удаляет оксидный слой с поверхности алюминия во время сварки. Поэтому в течение всего процесса сварки не будет никаких загрязнений или примесей.
Важно помнить:
Для достижения наилучших результатов в качестве электрода используйте стержень из чистого вольфрама.
Потратьте достаточно времени на подготовку алюминия, как указано выше.
Убедитесь, что поток аргона умеренный и равномерный, чтобы избежать неравномерной сварки.
Сварка GMAW/MIG GTAW означает дуговую сварку металлическим газом, а MIG означает сварку металла в среде инертного газа. Это еще один наиболее часто используемый коммерческий процесс сварки алюминия. По сравнению со сваркой TIG она выполняется относительно быстрее, а скорость наплавки выше. Недостатком является использование механической системы подачи проволоки. Кроме того, сварщик должен убедиться, что основной материал и наполнитель чистые, чтобы избежать пористости после сварки.
Доступны различные процессы балочной сварки. Для сварки алюминия популярны лазерный луч и электронно-лучевая сварка . При электронно-лучевой сварке вы можете точно нагреть только целевую зону, и, следовательно, она обеспечивает больший контроль над всем процессом. Он подходит, когда у вас есть толстые алюминиевые профили для сварки, и для этого не нужен защитный газ, так как он происходит в вакууме.
С другой стороны, лазерная сварка выполняется быстрее, и в результате получается узкая зона термического влияния. Он идеально подходит для чувствительных к растрескиванию материалов, таких как алюминий. Однако выбор защитного газа должен соответствовать долговечности в зависимости от марки алюминия.
Сварка сопротивлением В этом процессе металлы соединяются пропусканием тока под высоким давлением. Это не обычный процесс, так как алюминий обладает высокой электропроводностью и теплопроводностью. Сварщик должен быть очень опытным и точным в технических условиях, чтобы сварка была достаточно хорошей.
Сварщик должен быть очень опытным и точным в технических условиях, чтобы сварка была достаточно хорошей.
В этом процессе сварщик использует расходуемый алюминиевый электрод. Электрический ток образует электрическую дугу между соединяемым металлом и электродом. Со временем электрод и металл расплавляются, образуя ванну расплава, которая охлаждается для образования соединения. Этот алюминиевый электрод покрыт флюсом, который действует как защитный или защитный газ, когда электрод плавится. Таким образом, свариваемая часть получает защиту от погодных условий. Хотя это не обычный процесс сварки, он идеально подходит для модификации литого алюминия.
4. Чего следует избегать при сварке алюминияВот список распространенных ошибок, которых следует избегать при сварке алюминия.
Отсутствие мер безопасности — Сварка — это рискованный процесс, независимо от вашего опыта. Поэтому примите все возможные меры безопасности, например, наденьте комплект СИЗ. В комплект СИЗ входят защитные очки, сварочные каски, защитные перчатки и защитная обувь. Будет много искр и брызг, а также вредных паров, поэтому нужно правильно укрыться.
Поэтому примите все возможные меры безопасности, например, наденьте комплект СИЗ. В комплект СИЗ входят защитные очки, сварочные каски, защитные перчатки и защитная обувь. Будет много искр и брызг, а также вредных паров, поэтому нужно правильно укрыться.
Невыполнение надлежащей подготовки — Подготовка важна как для сварщика, так и для сварочного материала. Мы уже говорили, как подготовить алюминий перед сваркой. Его следует тщательно очистить и хранить в безопасном месте. Точно так же сварщик должен заранее знать метод сварки алюминия. Он не должен быть уверен только потому, что у него есть опыт сварки других металлов.
Отсутствие внимания к деталям – Когда вы имеете дело с чувствительным материалом, таким как алюминий, вы должны быть терпеливы и обращать внимание на детали. Достаточно небольшой ошибки, чтобы свариваемая деталь стала хрупкой и пористой. При сварке алюминия недопустимы ошибки.
6. Преимущества использования алюминия Несомненно, сварка алюминия сложна, но замены алюминию в промышленности нет. Преимущества алюминия не имеют себе равных по сравнению с другими металлами, и они перечислены ниже.
Преимущества алюминия не имеют себе равных по сравнению с другими металлами, и они перечислены ниже.
Легкий вес – Самым большим преимуществом алюминия как металла является его легкий вес. Он весит сравнительно меньше, чем сталь, которая является наиболее популярным металлом для сварки. Алюминий имеет лучшее соотношение прочности и веса. Таким образом, его легкий вес не делает его менее прочным. Он также легко транспортируется и удобен в обращении.
Долговечность – В отличие от стали и других металлов, алюминий устойчив к коррозии. Нет никаких сомнений в том, что он ржавеет, и он устойчив к атмосферным воздействиям. На самом деле, он не реагирует на ультрафиолетовые лучи, и, следовательно, долговечность значительно увеличивается.
Гибкость – Алюминий может принимать любую форму в соответствии с требованиями промышленного процесса. Все эти процессы, начиная от прокатки, экструзии и заканчивая ковкой и литьем, легко применимы к алюминию.