Как заварить силуминовую деталь
Алюминий считается одним из самых распространённым металлов на данный момент. Используют этот металл в разных отраслях, благодаря его характеристикам. Однако, далеко не всегда удаётся состыковать алюминиевые детали с помощью сварки. Соединение на болтах будет ненадёжным для этого металла. Из-за этого большую популярность получила холодная сварка для алюминия.
Высокотехнологичное соединение алюминия клеем «Холодная сварка»
Холодная сварка алюминия представляет собой соединение деталей с помощью специальной клеевой смеси. Благодаря ей, получается надёжное соединение без нагревания металла.
В качестве связывающей смеси выступает эпоксидный компаунд. Он представляет собой густую массу, по консистенции напоминающую мастику. Холодная сварка для алюминия состоит из эпоксидной смолы насыщенной металлическим порошком. Благодаря его содержанию в смоле, увеличивается показатель прочности затвердевшего состава. Склеенное место может быть прочнее, чем сам материал.
Помимо основного компонента (эпоксидной смолы) в упаковке есть второй компонент. Это специальный отвердитель, который при перемешивании с “эпоксидкой” вступает в реакцию и состав начинает застывать. В промежуток времени от 10 до 30 минут, мастер должен успеть нанести смолу на детали и соединить их. Далее нужно прижать отдельные детали вместе на 15-20 минут (в некоторых клеях время фиксации для отвердевания доходит до 40 минут).
Совет! Приступать к дальнейшим работам желательно через 2-3 часа после нанесения клеящей смеси. Полного застывания эпоксидной смолы нужно ждать как правило, не меньше суток.
Важно помнить о том, что как высокотемпературная так и холодная сварка это вредные процессы, которые требуют индивидуальной защиты человеческого организма. При взаимодействии с клеями, нужно чтобы помещение хорошо проветривалось, рядом не было открытого огня. Для защиты органов дыхания следует одевать респиратор. Чтобы не получить раздражение слизистой оболочки глаза, желательно одевать защитные очки. При проглатывании эпоксидной смолы, необходимо немедленно отправиться в больницу.
При проглатывании эпоксидной смолы, необходимо немедленно отправиться в больницу.
У клеевых смесей есть ряд серьёзных преимуществ:
- Не требуется покупать дополнительное оборудование и искать точки подключения к сети.
- С эпоксидной смолой сможет работать любой человек без каких-либо навыков. На упаковках указывается пошаговая инструкция. Этого нельзя сказать про сварку с помощью электрооборудования.
- Отвердевший клей образует прочный шов, который немногим уступает сварочным соединениям.
- Затвердевшие составы устойчивы к коррозийным процессам, воздействию влаги, масел и топлива.
- Спустя 20-60 минут получается прочное соединение.
- Холодная сварка считается экономичным вариантом для починки разнообразной техники.
При использовании сварочных автоматов, соединяемый металл подвергается воздействию высоких температур и сильной деформации. Этих недостатков лишена холодная сварка. Однако, клей нельзя использовать при починке сосудов с высоким давлением и емкостей, которые часто подвергаются смене окружающей среды (влажность, температура).
Однако, клей нельзя использовать при починке сосудов с высоким давлением и емкостей, которые часто подвергаются смене окружающей среды (влажность, температура).
Холодная сварка ASTROhim для алюминия, серия Total Bond
ASTROhim – холодная сварка для алюминия. Используется для проведения различных видов ремонтных работ. Помимо алюминия, этот состав эффективно соединяет деревянные, стальные и керамические детали в разных комбинациях.
Этапы выполнения работ с помощью холодной сварки ASTROhim:
- Очистить рабочие поверхности от грязи, пыли. Ржавчину снять с помощью наждачной бумаги, обезжирить и просушить.
- Далее нужно смочить руки под проточной водой, отрезать часть эпоксидного стержня, смешать его с отвердителем и разомнуть в ладонях.
- Нанести готовый состав на склеиваемые поверхности. Прижать их на 15 минут.
Если нужно восстановить резьбу, нужно намазать готовую смесь на старую часть резьбы, и вкрутить болт.
Через 20 минут нужно выкрутить болт. Использовать готовую резьбу можно через 90 минут.
 Через 20 минут нужно выкрутить болт. Использовать готовую резьбу можно через 90 минут.
Через 20 минут нужно выкрутить болт. Использовать готовую резьбу можно через 90 минут.- Жизнеспособность смеси после смешивания компонентов – 7 минут. Температура в помещении должна быть около +20° С.
- Время схватывания – 20 минут.
- Проводить другие работы можно через 1,5 часа.
- Сохраняет свои свойства при температуре от -60 и до +150° С.
Отвердевает клей быстрее при нагревании и медленнее при снижении температуры.
В этой серии выпускается «Холодная сварка ASTROhim термостойкая» — высокотемпературная холодная сварка для алюминия, силумина. Надежно ремонтирует детали из других цветных и черных металлов, также керамики, рабочая температура от -60° С до +250° С.
Герметик (холодная сварка) Анлес Унипласт-универсал 20гр алюминий
Эпоксипластилин, суперкомпаунд. Анлес Унипласт-универсал – представляет собой холодную сварку на основе алюминия. Используется для скрепления заготовок из различных металлов (цветных и черных), восстановления резьбы, ремонта сантехнических труб и емкостей для хранения топлива.
Этапы работы с Анлес Унипласт-универсал:
- Рабочая поверхность очищается от грязи и ржавчины. Обрабатывается наждачной бумагой. Затем поверхность обезжиривается и просушивается.
- Отвердитель и основу нужно отрезать в равных частях, перемешать до получения однородной массы и нанести на склеиваемые детали.
- Зафиксировать место склейки с помощью жгута или положить под груз.
Продолжать работы рекомендуется спустя 24 часа. Имеет высокие электроизоляционные свойства.
- Жизнеспособность готового состава – около 25 минут. Температура +20° С.
- Максимальная прочность соединения наступает спустя сутки.
- Холодная сварка устойчива к длительному воздействию воды, бензина и масел.
- Выдерживает температуры от -40 и до +120° С.

Работать с этим клеем нужно в хорошо проветриваемом помещении и вдали от источников огня.
Weicon Repair Stick ST Aluminium. Ремонтный стержень
Weicon Repair Stick ST Aluminium – представляет собой ремонтный стержень, который используется для починки сантехнических труб, исправления визуальных повреждений на обшивке судов, лодок, автомобилей и оконных рам. Стержень состоит из эпоксидной смолы с медным наполнителем. Относится к ремонтным стикам.
Этапы работы с холодной сваркой Weicon Repair Stick ST Aluminium:
- Поверхность соединяемых деталей очищается от грязи, обрабатывается наждачной бумагой, обезжиривается.
- С помощью канцелярского ножа нужно отрезать от стержня требуемую часть, смочить руки и разомнуть в пальцах клей.
- Нанести на сломанную часть и прижать на 20 минут.
Желательно продолжать работы со склеенным изделием спустя сутки.
- При 20 градусах, жизнеспособность состава – 4 мин.
- Устойчивость к температурам от -50 до +120° С.
- Полное время отвердевания – 24 часа.

Работать с клеящим составом можно от +10 до +35° С.
Сварка холодная «Быстрая сталь» METALFIX LAVR 60гр
«Быстрая сталь» METALFIX LAVR – двухкомпонентная смесь, которую используют для соединения черных и цветных металлов, бетона, дерева, пластика, гранита и различных полимерных материалов. Также эту холодную сварку используют для починки сантехнических труб, ремонта автомобилей и промышленного оборудования.
- Поверхности склеиваемых деталей очищаются от слоя пыли и ржавчины. Далее она обрабатывается с помощью крупнозернистой «наждачки».
- Нужно обезжирить поверхности и высушить.
- Отрезать часть эпоксидной смолы и тщательно размять её в ладонях.
- Нанести смесь на склеиваемые поверхности, растереть её до нужной формы любым плоским предметом.
Чтобы продолжать работы, нужно выждать всего 1,5 часа.
 Не уступает по прочности сварному шву. Устраняет течи бензобаков, радиаторов, картеров двигателя и коробки передач.
Не уступает по прочности сварному шву. Устраняет течи бензобаков, радиаторов, картеров двигателя и коробки передач.- Частично схватывается клей за 15 минут.
- Устойчив к длительному воздействию влаги и масел.
- Полное отвердевание достигается спустя сутки.
- Выдерживает температуры от -60 до +150° С.
- Желательно успеть нанести холодную сварку за 10 минут.
Aluminium Putty F (Devcon F), металлополимер наполненный алюминием
Aluminium Putty F (Devcon F) – двухкомпонентный состав, который насыщен алюминиевым порошком. Используется для соединения цветных металлов, а также пластика и бетона. С помощью этой холодной сварки можно создавать алюминиевые поверхности, которые устойчивы к воздействию коррозийных процессов.
- Изначально поверхности склеиваемых деталей очищаются от краски, грязи и ржавчины. Остатки масла и жира нужно удалить с помощью растворителя. При работе с изделиями из алюминия, нужно зачищать его перед нанесением холодной сварки.
- Если работы проводятся при температуре менее +10° С, поверхности разогреваются до +40° С.
- На плоской дощечке смешивается основа и отвердитель с помощью шпателя. Им же готовый клей наносится на детали.
- Готовое изделие обрабатывать мокрой шкуркой.

При нанесении клея, нужно вдавливать его в пустоты и трещины материала. Холодную сварку этого типа можно использовать для починки емкостей, в которых будет содержаться бензин или масло.
- Начинать механические работы со склеенным изделием после отверждения не ранее чем через 4 часа. Через 16 часов при комнатной температуре достигает 75% полной готовности к использованию.
- Устойчив к коррозийным процессам. Защищает металл.
- При полной готовности сохраняет свои свойства при температуре до +120° С.
- Наносить клей можно в течении 60 минут.
Компаунды Devcon F имеют химстойкость к воде, растворам солей, бензину, нефтепродуктам, маслу и пропиленгликолю.
 Не подходит для длительного контакта с концентрированными кислотами и органическими растворителями.
Не подходит для длительного контакта с концентрированными кислотами и органическими растворителями.Холодная сварка — эпоксидный многоцелевой компаунд Permatex GOLD WELD
«Permatex GOLD WELD» — многоцелевой компаунд, смесь на основе “эпоксидки”. Применяется для соединения различных металлов, пластика, керамических изделий, стекла, дерева, резины и различных полимеров. Наносится с помощью тюбика. Процесс применения похож на нанесение клея-момента. Рекомендуется для жесткого соединения и заливки форм.
- Отвердевший состав устойчив к разрушительному воздействию щелочей и кислот.
- Не поддаётся коррозийным процессам.
- Застывает за 4 минуты. Время частичного отверждения – 10 минут.
- В готовом изделии кратковременно выдерживает температуру до +177° С.
Эта холодная сварка устойчива к физическим воздействиям и вибрациям. Благодаря этому её используют для починки промышленного оборудования.
 Основное применение: алюминий, сталь, латунь, бронза и медь. Продукт устойчив к воздействию большинства автомобильных, промышленных и очищающих жидкостей.
Основное применение: алюминий, сталь, латунь, бронза и медь. Продукт устойчив к воздействию большинства автомобильных, промышленных и очищающих жидкостей.Сварка деформацией особенности технологии
Когда алюминиевые заготовки соединяются при комнатной температуре, этот способ называется “холодная сварка”. Помимо использования клеевых составов, которые были описаны выше, существуют принцип деформации. Заключается эта технология в нескольких ключевых этапах:
- Алюминиевые поверхности изначально обезжириваются.
- Далее заготовки сближаются как можно ближе и сдавливаются под воздействием давления.
В во время процесса сдавливания, разрушается внешний окисленный слой. Между кристаллическими решётками металла образуются межмолекулярные связи. Таким образом получается надёжное соединение.
С помощью этой технологии можно скреплять другие цветные металлы. Давление может подаваться равномерно или добавляться вибрация. По технологии деформации можно выделить три метода соединения, о которых подробнее будет описано ниже.
По технологии деформации можно выделить три метода соединения, о которых подробнее будет описано ниже.
Стыковой метод
Эта методика относится к одной из самых надёжных в плане холодной сварки алюминия. Подходит для соединения деталей через их торцы. Таким образом можно объединять пластинки в один большой щит. Процесс скрепления металла происходит в несколько этапов:
- В первую очередь торцы деталей зачищаются. С них снимается краска, ржавчина и грязь. Далее они обезжириваются.
- После очистки детали зажимаются в специальных тисках которые расположены друг напротив друга. Наружу должны торчать только торцы и по 1 см металла.
- Когда заготовки надёжно закреплены в тисках, через них на торцы передаются торцевое давление. С его помощью получается надёжное соединение.
В технологическом плане это простой и малозатратный процесс, который доступен любому мастеру работающему с металлом. Однако, у него есть существенные недостатки.

Во-первых, размеры удерживающих тисков не дают использовать детали больших размеров для соединения. Во-вторых, часть металла зажатая в тисках также подвергается деформации. В-третьих, после окончания стыковой холодной сварки, сложно вытащить готовую деталь из зажимов.
Точечная технология
С помощью этого метода холодной сварки алюминиевые листы могут соединятся внахлёст. Считается наиболее популярной технологией из трёх представленных. Процесс скрепления:
- Детали кладутся друг на друга и прижимаются с двух сторон специальными зажимами.
- С определённым интервалом располагаются пуансоны, на которые и будет передаваться точенное давление.
- На пуансоны передаётся усилие, которое вдавливает их в металл.
Прочность соединения будет зависеть от того, насколько сильно вдавливается пуансон в металл и из какого материала изготовлены эти точечные элементы. Также важным моментом считается количество точек в соединительной линии.
Главное преимущество точечной холодной сварки – малая деформация детали. Она происходит только в точках соприкосновения элементов через которые на алюминий передаётся давление.
Шовный способ
Эффективная методика холодной сварки, которая подразумевает создание сплошного шва с помощью специального оборудования.
Она представляет собой два ролика, между которыми закрепляются детали. Ролики располагаются параллельно друг друга. На их рабочей части закрепляются пуансоны или специальное кольцо. Эти элементы и формируют стыковочный шов. Разделить шовную сварку можно на два вида:
- Односторонняя – вращается один ролик, другой прочно зафиксирован в одном положении.
- Двухсторонняя – два ролика приводятся в движение с помощью электродвигателей.
Процесс скрепления металлических листов:
- Зона которая будет скрепляться, изначально обезжиривается и очищается от грязи с ржавчиной.
- Детали прижимаются между роликами.
- После запуска двигателя, они начинают вращаться и прогоняют детали через рабочую часть. Так получается ровный однородный шов.

Металлурги часто соединяют таким образом большие листы алюминия и других цветных металлов. Однако, нужно помнить о том, что сплошные швы снижают прочность общей детали. Из-за этого шовная методика была со временем модернизирована. В процессе развития технологий появился метод шовно-точечного соединения. Он подразумевает под собой установку на ролики пуансонов, которые делают шов разбитым на множество точек. Таким образом он получается гораздо прочнее.
Заключение и выводы
Холодная сварка позволяет соединять различные материалы без применения дополнительного оборудования и обучения специальным навыкам. Эпоксидная смола расходуется экономично, а после высыхания образует прочный шов, который не уступает основному материалу в надёжности. Нужно понимать, что есть недорогие и малозатратные варианты соединения алюминия в домашних условиях.
Если говорить про алюминий, то не только холодной и горячей сваркой можно достичь прочного скрепления. Для этого можно применять три варианта технологии деформации. Такими методами соединяются и другие цветные металлы. Но этот вариант дорогостоящий, требующий высокой квалификации и на практике не часто имеет превосходство над клеевой холодной сваркой по алюминию.
Как видите — выбор большой, остающийся за умельцами, исходя из конкретной ситуации, зависящий от знаний, искусности, технических средств, временных и финансовых затрат.
На заметку! Силумин – это сплав алюминия и кремния, который предназначен для создания деталей сложной формы.
Такой металл характеризуется высокими показателями прочности, устойчивостью к коррозийным процессам и износостойкостью.
Сварка силумина при помощи аргоном
Технология сварки силумина практически идентична процессу сваривания алюминия. Она получила название аргонодуговой, поскольку в ней объединились электрическая и газовая сварки. А именно, сварка осуществляется при помощи неплавящегося электрода в защитном аргоном облаке.
А именно, сварка осуществляется при помощи неплавящегося электрода в защитном аргоном облаке.
Как уже отмечалось, основная функция аргона заключается в защите сплава от процессов окисления. За счет того, что он тяжелее воздуха, он вытесняет воздушные массы из зоны сварки. Еще одна отличительная особенность аргона состоит в том, что он является инертным газом, а значит ни с воздухом, ни с другими газами он ни при каких обстоятельствах не будет вступать в реакцию.
Если вы новичок, и впервые производите сварку силумина в домашних условиях, следует быть очень внимательным и не перегреть газ.
В случае, когда осуществляется сварка на обратной полярности (электрод подсоединяется к плюсу, а заготовленная деталь к минусу), от атомов аргона будут отсоединяться электроды. Таким образом, происходит ионизация газа и он начнет пропускать через себя электроток. Поэтому очень важно довести аргон до нужной температуры, ведь если его перегреть, то своей силой он будет не соединять заготовки из силумина, а начнет их разрушать.
Обратите внимание! Сваривать можно исключительно литейный силумин, в котором находится 5-20% кремния. Если в составе много цинка. То варить такой материал нельзя.
Как произвести сварку силумина
Чтобы сварить силумин нужно прибегнуть к аргонодуговой технологии. Оборудование сконструировано из инвертора, газового баллона, осциллятора и горелки. В горелку монтируется неплавящийся вольфрамовый электрод, силуминовая проволока предстает в качестве присадки.
Перед тем как начать процесс сварки нужно:
- взять наждачку, металлическую щетку или пескоструйную машину и зачистить кромки свариваемых силуминовых деталей,
- затем нужно обработать их химическим составом. Для этого подойдут: бензин или любой растворитель.
Сварка осуществляется на обратной полярности при короткой дуге, поскольку так металл будет лучше плавиться. Присадочную проволоку нужно поместить в зону сварки, там она расплавится и совместится с основным металлом. В результате образуется однородная жидкая масса, которая после того как остынет превратится в монолит.
В результате образуется однородная жидкая масса, которая после того как остынет превратится в монолит.
Чтобы сварной шов получился качественным, важно подавать проволоку перед горелкой и держать ее нужно пол углом. Соблюдайте точность и равномерность подачи проволоки вдоль шва, ведь если подать ее слишком быстро – металл разбрызгается и шов получится кривым.
Осуществляя сварку силумина в домашних условиях, соблюдайте все установленные правила и рекомендации, а именно:
- когда поджигаете электрод, ни в коем случае не касайтесь свариваемых металлических заготовок,
- подаваться газ должен только спустя 15 секунд после того как вольфрамовый электрод разожжется,
- в конце сварочного процесса нельзя прекращать подачу газа, отключать его разрешается лишь спустя 10 секунд после того, как прекратится подача электрической энергии на электрод. Так, металл будет остывать равномерно.
Данная технология отличается рядом достоинств, среди которых выделяются:
- во-первых, такой способ является практически единственной возможностью соединить силуминовые заготовки,
- во-вторых, при короткой дуге сварочный процесс не займет много времени,
- аргон зарекомендовал себя как надежный защитный элемент, поэтому при соблюдении всех правил сварки, в конечном итоге вы получите прочное соединение,
- сварочный процесс каждый может осуществить в домашних условиях, здесь большую роль сыграет опыт.

Несмотря на большое количество плюсов, есть у такого способа и некоторые недостатки:
- сварку силумина аргоном не рекомендуется проводить на улице, т.к. ветер будет сдувать из зоны сварки защитный газ, поэтому сварочные работы лучше производить в закрытых помещениях,
- для сварки с аргоном нужно обзавестись всем необходимым оборудованием,
- могут возникнуть сложности с настройкой режима сварки,
- в случае применения сварочного трансформатора с большим током, важно дополнительно охладить силуминовые детали.
Подводя итог, стоит отметить, что сварка силумина – достаточно трудоемкий процесс, требующий внимательности и определенных знаний. Для того, чтобы конечный результат был качественным, лучше доверить это дело опытному специалисту.
Алюминий и его сплавы, в силу особенностей характеристик и свойств материала, обрабатываются специальными методами. Сварка силумина или дюралюминия потребует от мастера не только особых знаний, но и специализированного оборудования. Современные технологии позволяют качественно сваривать легкие металлы, поэтому они популярны в авиационной и кораблестроительной промышленности.
Современные технологии позволяют качественно сваривать легкие металлы, поэтому они популярны в авиационной и кораблестроительной промышленности.
Особенности сварки алюминиевых сплавов
Силумин содержит в своем составе до 22% кремния, он намного прочнее алюминия, обладает повышенной износоустойчивостью, но уступает по крепости дюрали — сплаву алюминия с медью, марганцем и магнием. Однако силумин устойчивее к коррозии, поэтому широко применяется в кораблестроении.
Алюминий имеет высокую теплопроводность, поэтому сваривать его обычными электродами для черных металлов затруднительно. Шлак не успевает удаляться из раскаленного металла и шов получается некачественным.
- перед сваркой детали из алюминиевого сплава прогревают до 300-400°C;
- электроды перед сваркой прокаливаются при температуре 100-200°C;
- тугоплавкий оксид с температурой плавления 2050°С, образовывающийся на поверхностях, затрудняет работу;
- высокая рабочая температура снижает прочность соединения;
- высокий коэффициент линейного расширения приводит к деформациям.

Применение различных технологий, дополнительных химических средств, инертных газов позволяет практически полностью избавиться от перечисленных недостатков и получать качественные соединения.
Устранение трудностей соединения
Наличие оксидной пленки на поверхности металла существенно снижает качество шва. Она не только имеет более высокую температуру плавления, но и плотность. Пленка затрудняет образование стабильной дуги. Кроме того, дефрагментированные частички оксида остаются внутри шва, снижая его жесткость.
Чтобы этого не происходило, свариваемые поверхности предварительно очищают травлением или механической очисткой при помощи металлической щетки.Очищенные детали хранятся не более трех часов.
Эффективным методом удаления пленки является катодное распыление, когда металл бомбардируется ионами, очищая поверхность. Метод применяется в промышленности.
Также применяют флюсы, растворяющие пленку и переводящие ее в летучие соединения.
Для сварки сплавов, не содержащих магний, как силумин, применяется флюс АН-А1.
 Для дюралюминия применяется флюс АН-А4.
Для дюралюминия применяется флюс АН-А4.Кроме того, перед свариванием поверхности очищают от загрязнений растворителями РС-1, РС-2.
Разновидности сварки алюминиевых сплавов
В промышленности, мастерских и быту используется три основных метода сварки сплавов алюминия:
- полуавтоматом с подачей проволоки в среде защитных инертных газов — DC MIG;
- электродами из вольфрама в среде защитных инертных газов AC TIG;
- покрытыми электродами без применения инертных газов — MMA;
- газовой горелкой с покрытыми электродами без аргона.
Каждый метод соединения металлов имеет свои преимущества и недостатки и предназначен для различных задач.
Сварочные полуавтоматы
Полуавтоматы для сваривания алюминия работают в импульсном режиме. Высоковольтный импульс напряжения разрушает оксидную пленку. Между импульсами происходит разогрев металла, капля затекает в сварочную ванну и образовывает качественный шов.
Принципиально полуавтомат для алюминия не отличается от устройств для сварки черных металлов, которыми некоторые умельцы варят силумин и дюраль. Но следует учитывать технологические особенности:
- алюминий и его сплавы не сваривают постоянным током с минусовой полярностью на электроде, только с плюсовой;
- необходимо использовать механизм подачи проволоки с 4 роликами и тефлоновым вкладышем, иначе проволока будет путаться;
- скорость подачи проволоки должна быть в 2-4 раза выше, чем в аппаратах для сварки стали.
Полуавтоматы для сварки сплавов алюминия намного дороже аппаратов для черных металлов, поэтому иногда дешевле модернизировать обычный сварочник для универсального использования.
Метод быстрый, но уступает по качеству шва дуговой сварке.
Сварка вольфрамовыми электродами
Дуговой метод сварки вольфрамовыми электродами подразумевает использование аргоновой среды. Такой метод обеспечивает наиболее качественное и аккуратное создание шва.
Чтобы не образовывалась оксидная пленка, процесс происходит в защитной среде инертного газа — аргон. Возможно использование и других газов, как ксенон, криптон, азот, но они дороже и их использование может быть оправдано только специальными условиями.
Сварка дюралюминия вольфрамовым электродом с использованием трехфазной дуги повышает эффективность работы в 3-5 раз и позволяет сваривать детали толщиной 3 см в один проход. При обычном подключении за один проход можно сварить поверхности толщиной до 0,3 см.
Сварка покрытыми электродами без защитных газов
Такой метод сварки позволяет производить работы там, где использование газов не рекомендуется или запрещено:
- труднодоступные места;
- на улице;
- внутри резервуаров.
Электрод с внутренним стержнем, близким по составу к свариваемым металлам, покрывается хлористыми и фтористыми солями натрия и калия, криолитом. В процессе, при испарении, внешний слой электрода создает защитную среду.
Сварка покрытыми электродами не требует громоздкого оборудования, газовых баллонов и достаточно дешева.
Бытовой метод сварки без аргона
Метод чаще называют пайкой, потому что в процессе не используется электричество, но соединение деталей из алюминия и его сплавов получаются достаточно крепкими. Необходимо иметь лишь портативную газовую горелку, желательно с большим объемом баллона и проволоку с припоем, например, HTC-2000.
Процесс соединения деталей или заделки трещин прост. Разогреваете деталь до температуры, пока стержень с припоем не начнет плавиться, заливайте припоем щели, соединяйте поверхности. Но не нужно забывать предварительно очистить детали от оксидной пленки.
Если вы профессионал в процессах сварки алюминия и вам есть что дополнить или поспорить, то присоединяйтесь к дискуссии в блоке комментариев.
Сварка силумина: технологии, оборудование, преимущества
Главная » Обработка металла » Сварка » Возможно ли проведение сварки силумина в домашних условиях
На чтение 4 мин
Содержание
- Техника
- Какое оборудование необходимо?
- Преимущества и недостатки
- Требования
- Можно ли выполнять сварку такого типа дома?
- Этапы сварки
- Техника безопасности
Силумин представляет собой сплав на основе алюминия, который используется для изготовления деталей. При обработке этого материала следует учитывать некоторые особенности. Например, сварка силумина похожа на работу с алюминием, однако этот процесс считается более энергозатратным.
При обработке этого материала следует учитывать некоторые особенности. Например, сварка силумина похожа на работу с алюминием, однако этот процесс считается более энергозатратным.
Техника
На производстве, в частных мастерских и автосервисах мастера часто задаются вопросом о том, как сварить силумин. Для соединения деталей из этого материала применяется аргонодуговая сварка. Технология представляет собой сваривание неплавящимся электродом. Чтобы сделать надёжное соединение, используется специальная силуминовая проволока, которая выступает в качестве присадочного материала.
Перед использованием сварочного оборудования следует провести подготовку детали. Необходимо снять оксидную пленку, образующуюся на поверхности материала. Для этого используют наждачную бумагу, щётку или пескоструйный аппарат. Для химической обработки используют растворитель.
Какое оборудование необходимо?
Прежде чем приступать к сварочным работам следует подготовить оборудование. Для соединения силуминовых заготовок важно подобрать качественный аппарат. Сварочный трансформатор для этого не подойдёт. Нужен инверторный аппарат и газовый баллон. Помимо них применяют: вольфрамовые электроды, специальная горелка и осциллятор.
Для соединения силуминовых заготовок важно подобрать качественный аппарат. Сварочный трансформатор для этого не подойдёт. Нужен инверторный аппарат и газовый баллон. Помимо них применяют: вольфрамовые электроды, специальная горелка и осциллятор.
Сваривать силуминовые детали можно полуавтоматом. Проволока подаётся под защитой инертных газов. При использовании полуавтомата важно учитывать некоторые особенности:
- Если постоянный ток имеет минусовую полярность на электроде, качественный шов сделать не получится.
- Чтобы соединяющая проволока не путалась при подаче, используют инструмент, оснащенный 4 роликами.
Преимущества и недостатки
У сварки силумина есть определённые преимущества и недостатки.
Сильные стороны:
- Деформация заготовки практически отсутствует благодаря малой области обработки.
- Аргон защищает обрабатываемую поверхность от попадания кислорода.
- Высокая скорость выполнения работ.
- С помощью этой технологии можно соединять конструкции, которые не поддаются другим методам сваривания.

Слабые стороны:
- При работе на улице сильный ветер будет мешать проведению работ.
- Если при создании дуги используется мощная токовая сила необходима дополнительная система охлаждения.
- Оборудование, используемое для соединения силумина, очень дорого стоит.
- Для работы с инструментами и создания качественного шва нужно обладать практическими навыками.
Требования
Заварить шов, используя сварочное оборудование, можно соблюдая определенные требования:
- Нельзя прикасаться электродом к обрабатываемой поверхности при зажигании дуги.
- Перед тем как подавать газ следует разогреть сопло горелки. Спустя 15 секунд можно открывать вентиль с газом.
- После прекращения подачи электричества на электрод следует подождать 10 секунд и только после этого перекрывать газовый вентиль.
Если работы проводятся дома, можно использовать плавящийся, а не вольфрамовый электрод.
Можно ли выполнять сварку такого типа дома?
Иногда необходимо провести сварку силумина в домашних условиях. Этапы проведения:
Этапы проведения:
- Подготовить помещение, рабочее место и оборудование. При сварке аргоном нужно позаботиться о хорошей системе вентиляции. Для проведения работ подойдёт металлический стол.
- Чтобы соединить детали из силумина, нужно использовать плавящиеся электроды.
- Заготовки разогреваются до температуры в 300 градусов. Электроды нужно нагреть до 150 градусов.
Шов можно сделать плавкими электродами. Важно, чтобы они состояли из стержня силумина, который покрывается щелочно-солевым раствором. При проведении сварочных работ будет выделяться большое количество шлака. Его следует быстро убрать с поверхности заготовки.
Этапы сварки
Чтобы сделать качественное соединение силумина, сварка должна выполняться со строгим соблюдением технологии. Этапы:
- После зажжения дуги и включения газа в рабочую зона начинается подаваться проволока. Она расплавляется и создаёт качественное соединение деталей.
- При подаче проволоки её держат под углом перед соплом горелки.
- Проволоку нужно подавать медленно. Иначе расплавленные металл будет разбрызгиваться по сторонам и качество шва ухудшается.

Техника безопасности
Перед тем как начать сваривать силуминовые детали нужно позаботиться о безопасности. Для этого понадобится:
- Защитная экипировка — перчатки, маска, обувь, роба.
- Сварочное оборудование должно быть исправным. При поломке нужно заменить аппарат или провести его ремонт.
Помещение, которое используется для сварки, должно хорошо проветриваться.
Сварка силумина — технологический процесс, похожий на соединение алюминиевых деталей. При этом нужно правильно выбирать оборудование и расходные материалы.
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-57’, blockId: ‘R-A-1226522-57’ })})»+»ipt>»; cachedBlocksArray[266488] = «window.
 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»+»ipt>»;
cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»+»ipt>»;
cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»+»ipt>»;
cachedBlocksArray[277810] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»+»ipt>»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»+»ipt>»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»+»ipt>»;
cachedBlocksArray[266487] = «window.
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»+»ipt>»;
cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»+»ipt>»;
cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»+»ipt>»;
cachedBlocksArray[277810] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»+»ipt>»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»+»ipt>»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»+»ipt>»;
cachedBlocksArray[266487] = «window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»+»ipt>»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»+»ipt>»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»+»ipt>»;
cachedBlocksArray[266492] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»+»ipt>»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»+»ipt>»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»+»ipt>»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»+»ipt>»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»+»ipt>»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»+»ipt>»;
cachedBlocksArray[266492] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»+»ipt>»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»+»ipt>»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»+»ipt>»;( Пока оценок нет )
Поделиться
Сварка силумина: особенности материала, технология
Содержание
- Свариваемость сплава и возможные проблемы
- Плюсы и минусы
- Предъявляемые требования
- Пайка силумина
- Описание возможных способов сварки
- В аргоновой среде
- С использованием плавящихся электродов
- Как подготовить силуминовую поверхность
- Настройки аппаратов для сварки
- Возможности холодной сварки
- Что необходимо помнить
- Можно ли варить дома
Сварка силумина имеет некоторые технологические особенности, т. к. этот сплав алюминия с кремнием быстро окисляется при нагреве. Это затрудняет процесс соединения элементов, отличающихся сложной формой.
к. этот сплав алюминия с кремнием быстро окисляется при нагреве. Это затрудняет процесс соединения элементов, отличающихся сложной формой.
Свариваемость сплава и возможные проблемы
Силумин прочен и устойчив к коррозии и хорошо поддается литью, штамповке и ковке. Однако сплав отличается высокой окислительной активностью, что затрудняет процесс сварки.
Удобнее работать с силуминовыми сплавами литейных марок, которые включают 5-22% кремния, но даже в этом случае требуются большие затраты ресурсов. Если в состав сплава входит много цинка, деталь варить нельзя, т.к. под действием температуры этот компонент выгорает, делая кромку ломкой.
При обработке силумина чаще используют инертные газы. Аргон, который тяжелее воздуха, оседает на обрабатываемой поверхности облаком. Таким образом, на открытом воздухе провести обработку этой области крайне сложно. Кроме того, в ряде случаев возможно плавление электродов.
Для сварки этого сплава применяют далеко не все припои, т. к. висмут, свинец, олово и кадмий плохо растворяются в алюминии, что делает полученное соединение ненадежным.
к. висмут, свинец, олово и кадмий плохо растворяются в алюминии, что делает полученное соединение ненадежным.
Однако при использовании флюса, отличающегося высокой активностью, и при тщательной обработке места шва используют припой на основе оловянно-свинцовой смеси. Полученный в этом случае шов отличается низкой устойчивостью к окислительным процессам, поэтому требует дополнительного покрытия лакокрасочным материалом.
Кремний в составе силумина плохо влияет на свариваемость.Лучше всего для пайки и сварки алюминиевых элементов подходят припои на основе:
- серебра;
- алюминия;
- кремния;
- цинка;
- меди.
Расходные материалы часто включают сразу несколько компонентов в разных соотношениях. Лучшим являются припой 34А, содержащий около 6% кремния, 28% меди и 66% алюминия, а также ЦОП-40 с 40% цинка и около 60% олова.
Плюсы и минусы
Часто сварка и пайка силумина проводятся с использованием аргона. Этот метод имеет ряд преимуществ и недостатков.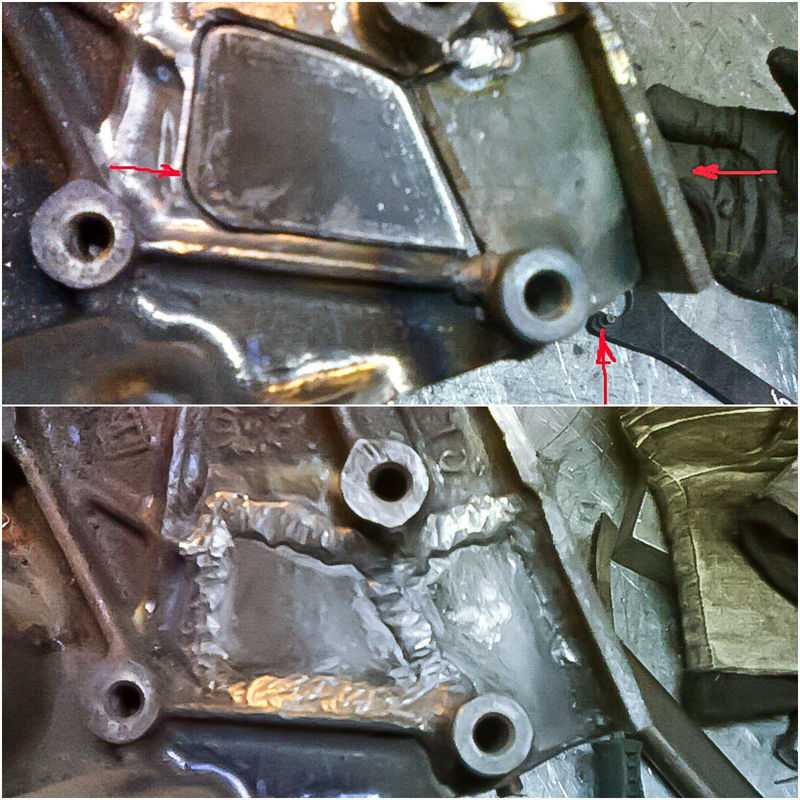
К положительным сторонам такой обработки можно отнести:
- высокую прочность соединения;
- вытеснение кислорода со сварочной области;
- исключение деформации кромок;
- снижение затрат времени на формирование шва;
- исключение быстрого окисления материала.
Считается, что технология сварки силумина с применением аргона проста, поэтому более доступна новичкам.
Однако у этого способа имеется и ряд недостатков. Такая сварка невозможна на открытом воздухе, т.к. ветер мешает распределению инертного газа по рабочей поверхности. Кроме того, выполнять обработку можно только специальным оборудованием. Нередко возникают сложности с настройкой сварочных аппаратов. Если для обработки силумина используется трансформатор, дающий высокую силу тока, поверхности потребуется периодически охлаждать.
Предъявляемые требования
Для защиты силумина требуется создание прочной окисной пленки. Ее формирование усложняет процесс работы. Если обрабатываемая деталь не будет находиться под большой нагрузкой, сварку допустимо выполнять при постоянном токе, отличающемся обратной полярностью, с применением электрода. Кроме того, обработка таких изделий может быть выполнена прямым током и с применением неплавящегося вольфрамового или угольного электрода.
Если обрабатываемая деталь не будет находиться под большой нагрузкой, сварку допустимо выполнять при постоянном токе, отличающемся обратной полярностью, с применением электрода. Кроме того, обработка таких изделий может быть выполнена прямым током и с применением неплавящегося вольфрамового или угольного электрода.
Особые требования предъявляются к нагреву деталей для проплавления. Для этого можно использовать газовую горелку. Если толщина материала менее 10 мм, нагревание проводится до 250-300°C. Если заготовка толще, производится нагрев до 400°C.
Поверхность алюминия всегда покрыта тугоплавким стойким оксидом.Есть требования и к силе тока: его регулируют до начала сварки. Желательно провести тестирование на силумине схожей толщины. Сварочная работа должна проводиться непрерывно 1 электродом, т.к. формирующаяся при остывании пленка включает в себя шлаки, которые препятствуют повторному розжигу дуги. Таким нужно постараться сразу же заварить всю необходимую поверхность, т.к. преждевременное прекращение работы ухудшит качество шва.
преждевременное прекращение работы ухудшит качество шва.
Только массивные заготовки могут быть сварены в 2 прохода. Сначала разогреваются края, а затем ведется шов. При этом присадка держится в левой руке и перемещается позади электрода. Его необходимо помещать на расстоянии 7-10 мм. Нельзя допускать плавления припоя каплями, т.к. это приведет к разбрызгиванию силумина и отсутствию формирования шва.
Пайка силумина
Пайка силумина имеет свои особенности.
Чтобы спаять элементы из этого сплава, нужно придерживаться некоторых правил:
- Сначала тщательно зачистить обрабатываемые поверхности, обеззаразить их.
- Зафиксировать детали в нужном положении.
- После этого проверить работу инструментов.
- Газовой грелкой прогреть обрабатываемую область.
- Прикасаться к разогретому месту припоем с включением активного флюса.
Если для работы используется бесфлюсовый припой, крайне важно для разрушения оксидной пленки дополнительно нанести флюс.

Описание возможных способов сварки
Существует 2 главных метода сварки элементов из силумина. В первом случае соединение проводится аргонодуговым способом, а во втором используются плавкие электроды. Каждый вариант имеет свои особенности.
В аргоновой среде
Аргоновая сварка в большинстве случаев позволяет получить лучший результат. Однако этот способ соединения требует использования специального оборудования, например сварочного инвертора, рассчитанного на 220В или 380В.
Сила тока должна регулироваться в зависимости от толщины деталей. Кроме того, при работе задерживается осциллятор, который необходим для регуляции напряжения, поступающего на электрод при создании дуги. В процессе работы потребуются также баллон с газом и сварочное оборудование, присадочный пруток, горелка, расходные материалы.
Аргонная сварка – один из наиболее востребованных видов современной сварки.Сварка силумина с аргоном требует использования обратной полярности. Таким образом, к электроду подводится плюсовой контакт. Это необходимо для ионизации инертного газа, повышения его электропроводности.
Таким образом, к электроду подводится плюсовой контакт. Это необходимо для ионизации инертного газа, повышения его электропроводности.
Инертный газ начинает подводиться к рабочей области только после розжига. Шов при этом охлаждается в защитной зоне не менее 10 секунд. В этом случае обеспечивается качественное схватывание верхнего слоя.
Припой необходимо вести со средней скоростью перед горелкой. Электрод не следует приближать к поверхности на расстояние менее 2,5 мм. Движения прутка и горелки должны совпадать. Необходимо, чтобы диаметр присадочной проволоки был меньше, чем диаметр электрода.
С использованием плавящихся электродов
Для сварки плавящимся электродом со стержнем из силумина можно проводить выпрямитель или трансформатор. Перед работой поверхность требуется нагреть до 150°C, саму область стыка прогреть до 300°C. В этом случае шва не будет, т.к. произойдет сплав поверхностей. Образовавшийся шлак нужно зачистить.
Как подготовить силуминовую поверхность
Поверхность из силумина требует специальной подготовки перед сваркой и пайкой:
- Провести тщательную зачистку рабочей зоны для устранения оксидной пайки. Лучше всего использовать для этого металлическую щетку или наждачную бумагу.
- Обеззаразить поверхность, используя бензин, ацетон или другой растворитель.
 Лучше всего использовать для этого металлическую щетку или наждачную бумагу.
Лучше всего использовать для этого металлическую щетку или наждачную бумагу.Настройки аппаратов для сварки
Настройка зависит от типа сварочного оборудования, которое будет использоваться для сварки силумина.
Лучше всего после подготовки всех аппаратов провести тестирование на отдельном куске материала и при необходимости выполнить подстройку.
Возможности холодной сварки
Детали, которые не будут подвергаться сильным нагрузкам, можно соединять холодной сваркой.
Для этого применяют специальные клеевые составы:
- «Холодная сварка».
- PERMATEX Cold Weld.
- Abro Steel.
- Cosmopur 819.
- Mastix.
- Cosmopur 819.
- Abro Steel.
Каждый из этих материалов имеет особенности использования. Они указываются производителем на упаковке. Необходимо точно следовать представленным рекомендациям.
Необходимо точно следовать представленным рекомендациям.
Что необходимо помнить
Крайне важно тщательно подготавливать поверхности к обработке. При сварке нельзя касаться электродом имеющихся заготовок. Подавать газ следует через 15 минут после розжига. После завершения работы не рекомендуется сразу же прекращать подачу газа: это обеспечит постепенное остывание поверхности.
Можно ли варить дома
В случае крайней необходимости сварку изделий из силумина можно проводить в домашних условиях. Однако необходимо соблюдать технику безопасности: надевать защитную одежду, перчатки и очки. Помещение должно проветриваться, но при этом не должно быть сквозняка. Кроме того, для проведения работ нужно иметь необходимые навыки. Новичкам не следует выполнять сварку дома.
Новичкам не следует выполнять сварку дома.
Сварка силумина
Ротор 43
Столкнулся с вот таким проишествием:
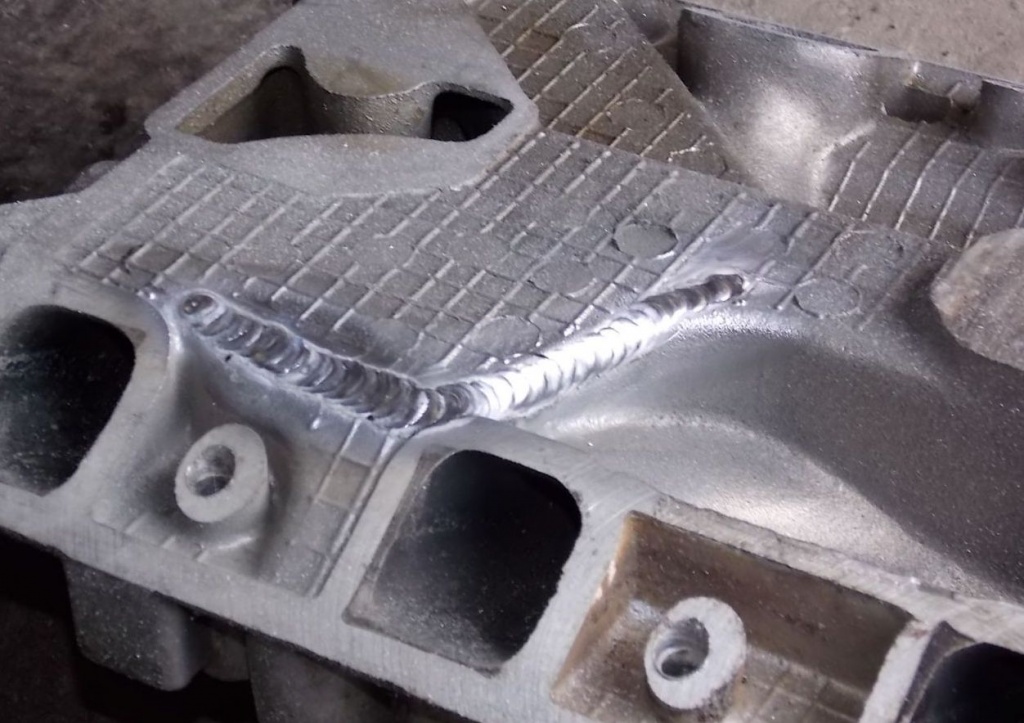
Выкидывать жалко, паять клеить нереально, силумин как известно штука противная. Принес на работу, сели, подумали и решили испробывать новый сварочник на переменном токе в среде аргона и как видите получилось чему я несказанно счастлив.
Если кому то требуется такой же ремонт, обращайтесь в личку, рад буду помочь.
AZot
Варили проволокой?
Ротор 43
Да
——————
Токарные и слесарные работы, кому что надо , связь в личку
AZot
Да простится, мне, мое невежество, но стальной проволокой и силумин… Может, все же, деталь стальная (имею ввиду порошковое спекание). Не слышал, чтобы силумин варили сталью. Даже с аргоном. Хотя на фото, вроде «схватилось».
Не слышал, чтобы силумин варили сталью. Даже с аргоном. Хотя на фото, вроде «схватилось».
Ротор 43
Проволка алуминевая была, помоему на фото и так видно
——————
Токарные и слесарные работы, кому что надо , связь в личку
Mc Duck
По моему проще запаять было это дело соответствующим припоем, технологию рассказывал 7ergey. Напилинга меньше, да и сделать можно дома — не обращаясь в кому то.
Ротор 43
Так этот припой в Ростове еще найти надо, а за инфу спасибо
——————
Токарные и слесарные работы, кому что надо , связь в личку
Mc Duck
Есть же Чип и дип — типа интернет магазин. Да и в Ростове у него могут быть филиалы… в нем есть!
CzenMao
Паял силумин кислотным припоем для алюминия , схватывается огого но нужно мощный паяльник. найти такой можно в коробках с кабельными муфтами
Ротор 43
А что портативная газовая горелка не подойдет ?
——————
Токарные и слесарные работы, кому что надо , связь в личку
Desert Eagle
Прослежу за темкой, мне, чую, тоже скоро силумин паять придётся!
Mc Duck
Ротор 43
А что портативная газовая горелка не подойдет ?
Ну да, такое паяют горелкой!Продается в том же Чип и Дип.
http://chipdip.ru/catalog/show/2122.aspx
http://chipdip.ru/catalog/show/1092.aspx
у меня такой http://chipdip.ru/product0/9000020424.aspx но китайский ноунейм… зато и стоил 100р.
а вот и припой.
http://chipdip.ru/product0/79927976.aspx
Ротор 43
Спасибо, но я уже сам все нарыл в нэте, завтра буду искать подобное у себя в городе
——————
Токарные и слесарные работы, кому что надо , связь в личку
Mc Duck
Ротор ты ченить в токарных станках понимаешь?
Ротор 43
Нет, откуда, я же токарь
——————
Токарные и слесарные работы, кому что надо , связь в личку
Mc Duck
а…. ну ладно просто хотел спросить TOS S28 нормальный станок или так — отсой… а то облоился мне тут… вроде так ниче, метр межцентров 3 киловата… лимб 0,01 мм. Работает! только вот несколько выраотан ходовой вал… но жить можно.
Ротор 43
Вот тебе сайт http://www.chipmaker.ru/ изучай….
——————
Токарные и слесарные работы, кому что надо , связь в личку
Mc Duck
Знаю я этот сайт.
Tallion
С моей точки зрения, как сварщика и технолога сварочного производства, силумин варить не стоило совсем — идея плохая изначально. Тем более дугой, пусть даже и в защитной среде. На сколько мне не изменяет мой маразм, силумин стот варить только контактными и фрикционными сварками, ибо дуга там натворит очень много нехороших дел. В последствие, все это безобразие может очень хорошо треснуть как в зоне шва, так и где угодно на детали. Раньше всего должно разрушиться по шву, либо в зоне термического влияния. А с проволкой вобще полный ужас — могут иметь место интерметаллидные фазы, и деталь может быть серьезно загублена. Плюс редкостный геморрой с режимами и зачисткой как проволоки, так и самой детали. К тому же, судя по фотографии, пожгли вы деталь весьма существенно. Если будете стачивать галтель не удивляйтесь пористому шву.
К тому же, судя по фотографии, пожгли вы деталь весьма существенно. Если будете стачивать галтель не удивляйтесь пористому шву.
Если уж так нужно скрепить силуминовые детали, то лучше всего паять, хотя тут тоже свои прелести есть, но косяков будет меньше. Кстати, с горелкой лучше по-аккуратнее — если есть возможность, то лучше в печке.
Ротор 43
Поумничал, теперь сделай тоже самое , только лучше и сюда выложи, а то критиковать все мастера, а как что сделать так руки из жопы
——————
Токарные и слесарные работы, кому что надо , связь в личку
Alter
Tallion
С моей точки зрения, как сварщика и технолога сварочного производства, силумин варить не стоило совсем — идея плохая изначально. Тем более дугой, пусть даже и в защитной среде. На сколько мне не изменяет мой маразм, силумин стот варить только контактными и фрикционными сварками, ибо дуга там натворит очень много нехороших дел.
 В последствие, все это безобразие может очень хорошо треснуть как в зоне шва, так и где угодно на детали. Раньше всего должно разрушиться по шву, либо в зоне термического влияния. А с проволкой вобще полный ужас — могут иметь место интерметаллидные фазы, и деталь может быть серьезно загублена. Плюс редкостный геморрой с режимами и зачисткой как проволоки, так и самой детали. К тому же, судя по фотографии, пожгли вы деталь весьма существенно. Если будете стачивать галтель не удивляйтесь пористому шву. Если уж так нужно скрепить силуминовые детали, то лучше всего паять, хотя тут тоже свои прелести есть, но косяков будет меньше. Кстати, с горелкой лучше по-аккуратнее — если есть возможность, то лучше в печке.
В последствие, все это безобразие может очень хорошо треснуть как в зоне шва, так и где угодно на детали. Раньше всего должно разрушиться по шву, либо в зоне термического влияния. А с проволкой вобще полный ужас — могут иметь место интерметаллидные фазы, и деталь может быть серьезно загублена. Плюс редкостный геморрой с режимами и зачисткой как проволоки, так и самой детали. К тому же, судя по фотографии, пожгли вы деталь весьма существенно. Если будете стачивать галтель не удивляйтесь пористому шву. Если уж так нужно скрепить силуминовые детали, то лучше всего паять, хотя тут тоже свои прелести есть, но косяков будет меньше. Кстати, с горелкой лучше по-аккуратнее — если есть возможность, то лучше в печке.+10
Alter
Ротор 43
Поумничал, теперь сделай тоже самое , только лучше и сюда выложи, а то критиковать все мастера, а как что сделать так руки из жопы
Он не поумничал, а сказал дело. У сварки-пайки по силумину есть исчо фишка-на морозе могут давать трещины, это крайне поганый материал, не дающий 100% гарантии как сварка-пайка по *нормальным* металлам.
У сварки-пайки по силумину есть исчо фишка-на морозе могут давать трещины, это крайне поганый материал, не дающий 100% гарантии как сварка-пайка по *нормальным* металлам.
Очевидно, тебе потом придётся снимать часть шва для навешивания прибамбасов, что тоже уводит прочность не в лучшую сторону. В плане самого шва-он висит в воздухе одной частью-превед концетратору 😊.
В плане ремонта, я бы рассмотрел возможность мехкрепления этой трубки через промежуточную втулку или деталь иной конфигурации *на корпус*-замороки для токарника меньше и надёжнее.
RAY
AlterОн не поумничал, а сказал дело. У сварки-пайки по силумину есть исчо фишка-на морозе могут давать трещины, это крайне поганый материал, не дающий 100% гарантии как сварка-пайка по *нормальным* металлам.
Очевидно, тебе потом придётся снимать часть шва для навешивания прибамбасов, что тоже уводит прочность не в лучшую сторону. В плане самого шва-он висит в воздухе одной частью-превед концетратору 😊.
В плане ремонта, я бы рассмотрел возможность мехкрепления этой трубки через промежуточную втулку или деталь иной конфигурации *на корпус*-замороки для токарника меньше и надёжнее.

————
Отож. А варить силумин, да еще так… ну, дело-то хозяйское, но не удивлюсь если крякнет уже при зачистке шва.
Alter
RAY
А варить силумин, да еще так… ну, дело-то хозяйское, но не удивлюсь если крякнет уже при зачистке шва.
Опа, иде пропадаль? 😊 ПМ сатрел?
RAY
Alter
Опа, иде пропадаль? 😊 ПМ сатрел?
————
ЧОГО???!!! 😊
Болею я!
Alter
Шота тут все жалуются на пошту, типа не пашет, могёт не дошло 😞. Тама фоты *ах какого жениха*)).
Тама фоты *ах какого жениха*)).
Целый год болеть!? Эка? Шо болить?, щас пропишу! 😀
Tallion
Сделать тоже самое я не могу по двум причинам — 1)отсутствие необходимого оборудования, 2)совесть не позволит силумин варить.
Я же не говорил, что этого нельзя сделать, при желании сделать можно что угодно, вот только зачем. Просто силумин, как сплав (сорри — спеченые гранулы Al-Si-(Zn) и куча всяких присадок) не обладает свариваемостью практически совсем. Это сплав исключительно для литья (хотите матана — гуглите диаграму состояния). Лучший вариант сварки тут (конкретно для такой детали) только стыковой сопротивлением, да и то никто гарантию на шов не даст, потому что злобный кремний в сплаве может подкинуть нехилую подлянку в качестве трещин и усадочной пористости. Вобще-то алюминиевые сплавы варить в кустарных условиях затруднительно, в основном из-за зачистки под сварку и режимов.
А паять рекомендую в печи в среде аргона (индуктором тоже можно, но неудобно), ибо оксидная пленка. Припой выбирать лучше с малым содержанием меди, подходят силуминовые припои (34А, силумин ПСр 5АКЦ), но по предварительному лужению, либо паять по цинковому покрытию. Зазор должен быть минимален. Хотя, даже при соблюдении всех правил возможен непропай из-за изначальной структуры силумина.
Припой выбирать лучше с малым содержанием меди, подходят силуминовые припои (34А, силумин ПСр 5АКЦ), но по предварительному лужению, либо паять по цинковому покрытию. Зазор должен быть минимален. Хотя, даже при соблюдении всех правил возможен непропай из-за изначальной структуры силумина.
А по поводу рук из жопы, судить других очень легко, к тому же мои заказчики вашего мнения по поводу этого не разделяют.
RAY
Alter
Шота тут все жалуются на пошту, типа не пашет, могёт не дошло 😞. Тама фоты *ах какого жениха*)).
Целый год болеть!? Эка? Шо болить?, щас пропишу! 😀
———
Год не год, а че-то я подзатра… закрутился
😀
Alter
RAY
подзатра… закрутился
Ну вливайся, чё там.
RAY
Alter
Ну вливайся, чё там.
———
Да я счас гриппом бАлею 😊
Alter
RAY
Да я счас гриппом бАлею
Эта у всех мор пошёл,а ить молчат СМИ. *Тамифлю* в цигарку закрути-отколбасит быстро(прописал 😛)
RAY
Alter
Эта у всех мор пошёл,а ить молчат СМИ. *Тамифлю* в цигарку закрути-отколбасит быстро(прописал 😛)
———
Да уже чего тока ни. Две недели с гаком уже. Колбасит все.
Alter
RAY
Две недели с гаком уже. Колбасит все.
Снег сойдёт окончательно-пройдёт, говна за зиму много накопилось, фрухты нямай и сё. Ладно не флудим, то щас Сашок приде и нам покаже! 😛.
Ладно не флудим, то щас Сашок приде и нам покаже! 😛.
Как спаять силумин в домашних условиях
Содержание
- Припой
- Подготовка поверхности
- Нагрев места пайки
- Инструкция по пайке
- Основные преимущества силумина
- Техника сварки силумина
- Как происходит сварочный процесс?
- Основные требования
- Можно ли выполнять сварочные работы такого типа в бытовых условиях?
- Преимущества технологии
- Недостатки
- Техника безопасности
Периодически сталкиваюсь с разрушением силуминовых элементов. Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.
И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина.
ОК. Все равно хотелось бы тезисно изложить основные требования к свариванию. Источник Websvarka.ru.
- Использовать только аргон.
- Силумин бывает разный. Надо всегда пробовать. Откровенно китайские изделия не свариваются. Тупо расплавляются. А вот, к примеру, автомобильные детали от известных производителей без проблем поддаются свариванию.
- Для сваривания силумина рекомендуют использовать специальные припои типа Harris-52, НТS-2000, ER 4043. Они предназначены для сваривания алюминия.
- Перед сваркой необходимо детали предварительно разогреть до температуры 220 градусов цельсия. Для более эффективного отвода тепла рекомендуют использовать стальные прокладки. Насколько я понимаю это необходимо для недопущения расплавления силумина.
- Жесткие закрепления стараться избегать во избежаний трещинообразования.
- Перед сваркой попытаться попробовать на тестовом образце.

Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.
Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу.
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
 Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
 В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева – использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
 Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия – полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
 В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;Необходимо предупредить, что процесс пайки алюминия без специальных материалов – довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Сварка материала силумина на первый взгляд представляет собой несложный способ соединения изделий, но в действительности может сопровождаться множеством трудностей. В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
Силумин – сплав кремния и алюминия. Он предназначен для изготовления деталей сложной формы. Этот сплав отличается высокими механическими, литейными характеристиками.
Основные преимущества силумина
- Износоустойчивый материал.
- Не боится коррозии.
- Высокопрочный металл.
Техника сварки силумина
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.

Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
Преимущества технологии
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.
Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.

Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.
Посоветуйте токаря-фрезера — Страница 2 — Флуд — HondaShadow и VT1300
#21
UNIT (Глеб)
Отправлено 02 Сентябрь 2013 — 05:37
давайте не вдаваться в технические детали, силуминовые детали можно соединить\спаять\сварить, но не все берутся
Малина, каким хреном я тебе его дам? приезжай, бери, дорогой!
- Наверх
#22
Странник (Странник)
Отправлено 02 Сентябрь 2013 — 06:46
напомни вечером в личку или лучше на мыло. скину контакты его
скину контакты его
- Наверх
#23
Странник (Странник)
Отправлено 02 Сентябрь 2013 — 06:46
Великие спецы, аж смешно. СИЛУМИН не вариться ни чем. Есть курс металловедения там много чего есть полезного, что бы глупо не выглядеть.
очень стесняюсь спросить, а где написано что это силумин?
- Наверх
#24
UNIT (Глеб)
Отправлено 02 Сентябрь 2013 — 06:51
очень стесняюсь спросить, а где написано что это силумин?Великие спецы, аж смешно.
 СИЛУМИН не вариться ни чем. Есть курс металловедения там много чего есть полезного, что бы глупо не выглядеть.
СИЛУМИН не вариться ни чем. Есть курс металловедения там много чего есть полезного, что бы глупо не выглядеть. та это я еб*нул, что крепление силуминовое ЗАВАРИТЬ хотел, каюсь, грешен
- Наверх
#25
Mr.Malina (Александр)
Отправлено 02 Сентябрь 2013 — 07:33
Великие спецы, аж смешно. СИЛУМИН не вариться ни чем. Есть курс металловедения там много чего есть полезного, что бы глупо не выглядеть.
Да хули внатуре….мы ш лОхи.
Почемуто мне такой сплав сварили . …. наверно просто не знали что этого нельзя делать.
…. наверно просто не знали что этого нельзя делать.
Да, составы бывают разные, одни варятся хуже, другие лучше….но все их в одну кучу и под один диагноз никак нельзя.
Цитата:
Литейные силумины (Силуми́н — сплав алюминия с кремнием. Химический состав — 4-22 % Si, основа — Al, незначительное количество примесей Fe, Cu, Mn, Ca, Ti, Zn, и некоторых других) прилично свариваются, только нужно соблюдать очень чётко тепловой режим и варить на пороге плавления и не выше. Без горелки ап даун или д/у это довольно сложно сделать особенно на разнотолщинных изделиях(поддоны, корпуса …) . При определённой сноровке и опыте получается довольно качественно. Чем больше содержание цинка в силумине, тем хуже он сваривается(например АК7Ц9). ЦАМ варится ещё хуже.
…взято с форума сварщиков. http://websvarka.ru/
- Наверх
#26
UNIT (Глеб)
Отправлено 02 Сентябрь 2013 — 07:44
в данном случае под силумином подразумевается композитный материал. ..прессуют крошку металлическую в форме и получается деталька…это говно правда не везде верят, возможно его паяют, возможно клеют, но факт — скрепляют две половинки оторванные и получается почти целая деталь
..прессуют крошку металлическую в форме и получается деталька…это говно правда не везде верят, возможно его паяют, возможно клеют, но факт — скрепляют две половинки оторванные и получается почти целая деталь
- Наверх
#27
unk1500 (Сергей)
Отправлено 02 Сентябрь 2013 — 12:44
В общем, это оказалась хрень из прессованной крошки. Мне сказали заварить не получится, попробовали, так и вышло. Не липнет деталь к себе. Но в этом же месте обещали выточить по чертежу. Как сделают, если кому интересно дам контакты. Сейчас буду переделывать чертёж и отдам в производство.
Ещё нашёл на форуме оппозитчиков мастера с почтой lmz8103tolyan@mail. ru, он работу оценил в 2500.
ru, он работу оценил в 2500.
- Наверх
#28
Chizh.tm (ЗАЙЦЕВ ДЕНИС)
Отправлено 02 Сентябрь 2013 — 13:04
Деталь фрезерная, токарь тут мало чем поможет, разве что отверстие центральное расточит.
А вообще сделать конечно можно, но стоит очень очень дорого будет.
Ценообразование следующие: час работы хорошего ЧПУ фрезерного станка от 50 до 100 евро/час.
Что бы сделать эту деталь: часа 2 должен поработать программист написать программу, часа 3-4 наладчик, сама деталь делается минут 15 — 20. ну и материал купить надо. Получатся — ДОХРЕНА
Поэтому когда речь идет о штучном изготовлении, всегда будет в разы дороже чем купить. Или брат, сват, друг работает во вторую смену на заводе — и за «пузырь» сделает хоть черта лысого — этот вариант к сожалению встречается все реже и реже
Или брат, сват, друг работает во вторую смену на заводе — и за «пузырь» сделает хоть черта лысого — этот вариант к сожалению встречается все реже и реже
- Наверх
#29
unk1500 (Сергей)
Отправлено 02 Сентябрь 2013 — 13:15
Деталь фрезерная, токарь тут мало чем поможет, разве что отверстие центральное расточит.
А вообще сделать конечно можно, но стоит очень очень дорого будет.Ценообразование следующие: час работы хорошего ЧПУ фрезерного станка от 50 до 100 евро/час.
Что бы сделать эту деталь: часа 2 должен поработать программист написать программу, часа 3-4 наладчик, сама деталь делается минут 15 — 20.
Поэтому когда речь идет о штучном изготовлении, всегда будет в разы дороже чем купить.Или брат, сват, друг работает во вторую смену на заводе — и за «пузырь» сделает хоть черта лысого — этот вариант к сожалению встречается все реже и реже
 ну и материал купить надо. Получатся — ДОХРЕНА
ну и материал купить надо. Получатся — ДОХРЕНА Там ещё три канала внутри надо проточить. Да и дело тут скорее в сроках поставки, чем в деньгах, хотя это тоже немаловажно. Но вроде во Фря обещали сделать по приемлемым ценам. Посмотрим…
- Наверх
#30
ЖУРО (ЮрКо ЖуРо)
Отправлено 12 Сентябрь 2013 — 05:34
напиши потом как получилось и сделали ли вообще
Глеб, а папин гараж с трубогибом во Фря?
Давай согнём мне руль и дуги?
- Наверх
#31
Bacillus_Anthracis (Artem)
Отправлено 13 Сентябрь 2013 — 08:31
Есть один человек (хороший автомастер). Говорит, что у него есть отличный токарь-фрезеровщик в районе малаховки. он вернется из отпуска 16-20.09. Если нужно могу свести с ним. Порядок цен и объем работ не знаю. Надо с ними обсуждать. Я в этом как свинья в апельсинах.
Говорит, что у него есть отличный токарь-фрезеровщик в районе малаховки. он вернется из отпуска 16-20.09. Если нужно могу свести с ним. Порядок цен и объем работ не знаю. Надо с ними обсуждать. Я в этом как свинья в апельсинах.
- Наверх
#32
unk1500 (Сергей)
Отправлено 01 Октябрь 2013 — 08:02
Сделали детальку, сегодня будем примерять на вилку. Вроде всё нормально, есть малюсеникие косяки со сверловкой, но это поправимо. И пришлось загрубить деталь, чтобы снизить стоимость. Встало всё в рубль двести.
Изображение не вставилось, результат тут: https://scrobly.com/…txAnXK0mNKobrvK
- Наверх
#33
npycb (npycb)
Отправлено 01 Октябрь 2013 — 08:09
[attachment=11319]-01. 10.201313-02-44.jpg[/attachment]
10.201313-02-44.jpg[/attachment]
- Наверх
#34
UNIT (Глеб)
Отправлено 01 Октябрь 2013 — 08:19
поздравляю! надо тоже взять на зметку токоря этого =) кстати ищу для конторы своей компанию, которая будет всю механическую обработку выполнять
- Наверх
#35
unk1500 (Сергей)
Отправлено 01 Октябрь 2013 — 09:32
Спасибо А, контакты забыл. Сайт http://m-tis.ru/, наша фирма у них много чего заказывает, как выяснилось у меня там пара знакомых работает Базируются на территории ФЗМТ со стороны Окружного, рядом с «Легион-Авто».
У них вроде даже гальваника есть (хром), но ещё точно не узнавал.
Сайт http://m-tis.ru/, наша фирма у них много чего заказывает, как выяснилось у меня там пара знакомых работает Базируются на территории ФЗМТ со стороны Окружного, рядом с «Легион-Авто».
У них вроде даже гальваника есть (хром), но ещё точно не узнавал.
- Наверх
#36
UNIT (Глеб)
Отправлено 01 Октябрь 2013 — 10:27
ааа знаю, они нам сделали последний раз таккооооой вал…я плакал над ним сидел…даже с*ка не пытались по размерам точить…
- Наверх
#37
KamikoroS (Kamikoros)
Отправлено 01 Октябрь 2013 — 12:10
Если нужна партия будет могу помоч с обработкой деталей. есть токарка, фрезер, 5 координатки, продольного точения, гидрообразив и шлифовки разные.
есть токарка, фрезер, 5 координатки, продольного точения, гидрообразив и шлифовки разные.
- Наверх
#38
Chizh.tm (ЗАЙЦЕВ ДЕНИС)
Отправлено 04 Октябрь 2013 — 06:53
поздравляю! надо тоже взять на зметку токоря этого =) кстати ищу для конторы своей компанию, которая будет всю механическую обработку выполнять
Напиши мне в личку свой е-майл: Я тебе сброшу инфу.
- Наверх
Силуминовая сварка
Как и большинство деформируемых литьевых алюминиевых сплавов, алюминиевые сплавы могут, в принципе, также соединяться сваркой плавлением. Доэвтектические и эвтектические силумины — алюминиево-кремниевые сплавы. Плохо свариваемыми и не свариваемыми являются литые детали из сплавов типа Al Cu4Ti из-за высокого содержания меди — при сварке образуются термические трещины. При сварке литых алюминиево-магниевых сплавов горячее растрескивание борется за счет выбора правильной присадочной проволоки.
Доэвтектические и эвтектические силумины — алюминиево-кремниевые сплавы. Плохо свариваемыми и не свариваемыми являются литые детали из сплавов типа Al Cu4Ti из-за высокого содержания меди — при сварке образуются термические трещины. При сварке литых алюминиево-магниевых сплавов горячее растрескивание борется за счет выбора правильной присадочной проволоки.
Сварка алюминиевого литья
Современные литейные сплавы и методы литья дают конструктору огромную свободу при проектировании отливок. Тем не менее, сварка становится все более и более важной для соединения литых алюминиевых деталей. Применяется для соединения двух и более деталей, которые удобно отливать по отдельности, например из двух половин, потому что часто очень сложно или неэкономично отливать такую деталь как единое целое.
Еще более широко сварка применяется при ремонте алюминиевых литых деталей, в том числе при устранении дефектов литья. Сварку активно применяют для исправления размерных отклонений отлитой детали, восстановления изношенной детали путем наваривания на нее металла, и, конечно же, для ремонта сломанных деталей.
Методы сварки литья алюминия
Чаще всего для сварки литых алюминиевых деталей применяют дуговую сварку металлическим электродом в среде инертного газа (сварка МИГ) и дуговую сварку вольфрамовым электродом также в среде инертного газа (сварка ВИГ). В качестве инертного газа чаще всего используют аргон.
Сварка МИГ литого алюминия
При сварке методом МИГ — метод дуговой сварки в среде инертного газа — между плавящимся электродом и электродом постоянно горит электрическая дуга. заготовка. Процесс протекает при постоянном токе, а проволочный электрод действует как положительный полюс. Сварку проводят под защитой инертного газа, для защиты расплавленного участка от вредного воздействия кислорода и влаги, на воздухе. В качестве защитных газов применяют аргон и гелий или их смесь. Однако чаще используют более дешевый аргон.
Метод сварки MIG подходит для ручной, полуавтоматической и автоматической сварки. Когда обеспечен хороший отвод тепла от сварного шва, то можно получить относительно узкую тепловую зону шва, а также удовлетворительную прочность и пластичность шва.
Импульсная сварка MIG позволяет выполнять сложные сварочные работы, например сварку стенок толщиной около 1 мм.
В настоящее время именно сварка МИГ чаще всего используется для сварки алюминия. Это связано с более простым контролем процесса сварки, более дешевым оборудованием и меньшими эксплуатационными расходами.
Дуговая сварка вольфрамовым электродом (TIG)
При сварке TIG — дуговая сварка в среде инертного газа — электрическая дуга горит между неплавящимся вольфрамовым электродом и заготовкой. Для сварки алюминия обычно используют переменный электрический ток. Сварочная проволока вставляется отдельно вручную или механически. Сварку проводят под защитой инертного газа, для защиты расплавленного участка от вредного воздействия кислорода и влаги, на воздухе. В качестве защитных газов применяют аргон и гелий или их смесь. Чаще всего сварку ТИГ проводят на переменном токе с аргоном, что дешевле. Сварка MIG осуществляется в основном вручную, но там, где это возможно, используется и автоматическая сварка.
Одним из вариантов сварки TIG является сварка с отрицательной полярностью электрода. Как это делается при сварке стали, постоянным током и защитой гелием. По сравнению с аргоном гелий имеет более высокую теплопроводность, что позволяет использовать меньший ток для разрушения оксидной пленки на алюминии. Следовательно, электрод не перегревается. Метод сварки TIG также имеет опции импульсной обработки.
ВИГ или МЭ?
В отношении пористости сварного шва метод TIG дает самые чистые швы. Одним из недостатков метода TIG является слишком большой поток энергии в зону сварки. Это приводит к значительному разупрочнению зоны сварки, что, впрочем, характерно для сварки МИГ. Сварка ВИГ считается более удобной для ремонта мелких дефектов литых алюминиевых деталей. По сравнению со сваркой МИГ, однако, сварка ВИГ происходит на меньшей скорости.
Подготовка к сварке литой алюминиевой детали
Чтобы получить хороший сварной шов, необходимо соблюдать некоторые «правила». Способы подготовки к сварке зависят от способа сварки, толщины соединяемых стенок, типа алюминиевого сплава. Избыточный оксидный слой на алюминии иногда удаляют механической обработкой. При очистке поверхности шлифовальным инструментом не используйте синтетические шлифовальные диски во избежание пористости.
Способы подготовки к сварке зависят от способа сварки, толщины соединяемых стенок, типа алюминиевого сплава. Избыточный оксидный слой на алюминии иногда удаляют механической обработкой. При очистке поверхности шлифовальным инструментом не используйте синтетические шлифовальные диски во избежание пористости.
Другим возможным способом удаления окислов с поверхности детали является ее травление. удалять надлежащим образом с учетом возможного образования пор. Детали с толстыми стенками перед сваркой необходимо предварительно подогреть.
Сварочная проволока ISO 18273
Сварочная проволока является стандартизированным продуктом. В зарубежной практике требования к химическому составу сварочных материалов для литья алюминия определяются международным стандартом ISO 18273 (он же EN 18273). Выбор присадочной проволоки зависит от свариваемых материалов. Для наиболее часто используемых алюминиевых литейных сплавов, таких как доэвтектические и эвтектические силумины, а также термически упрочненных сплавов, таких как AlSi10Mg и AlSi5Mg, рекомендуются сварочные материалы S-AlSi12 и S-AlS5.
Большую опасность при сварке представляет склонность многих материалов к образованию трещин при переходе из жидкого состояния в твердое. Эти трещины вызваны растягивающими усадочными сварочными напряжениями, которые возникают при остывании сварного шва. Часто количества фаз с низкой температурой плавления в сварочной проволоке недостаточно для залечивания возникающих трещин. Выбирая более мягкую сварочную проволоку с большей долей этих фаз, можно снизить эту опасность. Однако необходимо иметь в виду снижение прочностных свойств сварного шва.
Анодирование сварных алюминиевых отливок
Декоративное анодирование сварных швов, выполненных из вышеуказанных сварочных сплавов, невозможно, это сделает сварной шов намного темнее, чем основной алюминий. Анодирование для повышения коррозионной стойкости или адгезии, конечно, всегда возможно.
Источник: материалы Aleris, 2011 г.
Перчатки ATG Maxiflex Ultimate- Легкая универсальная перчатка.
- Прочное покрытие ладони обеспечивает надежное сцепление и долгий срок службы.
- 360° Дышащий.
- Лучшая в своем классе форма и ощущение, снижающие усталость рук и повышающие комфорт.

КУПИТЬ СЕЙЧАС
СПЕЦИАЛЬНОЕ ПРЕДЛОЖЕНИЕШлем Sentinel A50
Годы сварки научили вас точно знать, что вам нужно от капюшона: важнейший комфорт, большие линзы и технологии нового поколения.
*Пока есть в наличии
£189.00 + НДС
В корзинуQuick View
£ 721,00
Добавить в корзину
Quick View
£ 857,50
Добавить в корзину
£ 857,50Добавить в корзину
.
Быстрый просмотр
1 060,00 £
Добавить в корзину
Быстрый просмотр
2 150,00 £ 2 150,00
Добавить в корзину
В корзинуБыстрый просмотр
575,00 £
В корзину
79 фунтов стерлингов.86
В корзину
9,94 £
Добавить в корзину
109,60 £
Добавить в корзину
190,17
В корзину
166,17 £
Добавить в корзину
71,71 £
Добавить в корзину
3 109,30 фунтов стерлингов
В корзину
69,60 £
Добавить в корзину
102,40 фунтов стерлингов
В корзину
£ 152,59
Добавить в корзину
£ 8 640,00
Добавить в корзину £ 8 640,00
Добавить к корзину £ 8 640,00
. 3 236,80 фунтов стерлингов В корзину 5 319,30 фунтов стерлингов В корзину 69 фунтов стерлингов.75 В корзину 294,74 £ В корзину 4 081,00 фунтов стерлингов Добавить в корзину Являясь одним из ведущих дистрибьюторов сварочного оборудования в Западном Сассексе, мы гордимся тем, что предлагаем высококачественное сварочное оборудование по конкурентоспособным ценам. У нас есть все виды оборудования для сварки MIG, TIG, дуговой сварки, газовой сварки и плазменной резки от ведущих производителей, включая ESAB, Harris, Hypertherm, Jasic, Migatronic, Parweld, Stealth и EWM. У нас есть на складе сварочные маски от мировых лидеров Optrel, Speedglas, Parweld и ESAB. Мы предлагаем ряд средств индивидуальной защиты и защиты рабочего места, соответствующих новому законодательству HSE. Kemper — один из наших ведущих брендов в области технологии удаления сварочного дыма, предлагающий различные способы удаления сварочного дыма. У нас есть склад Portwest, включая рабочую одежду, огнестойкую одежду повышенной видимости. У нас также есть ресурсы, чтобы вышить одежду с логотипом вашей компании, пожалуйста, отправьте нам электронное письмо, чтобы запросить. Наш ассортимент защитной обуви, включая сапоги и кроссовки, представлен в различных размерах. Чтобы убедиться, что мы предлагаем полный спектр услуг, S.P.A. Welding Supplies является назначенным агентом BOC, предлагающим полный спектр газов на основе сбора. Мы рады возможности предложить эту дополнительную услугу местной промышленности. Мы предлагаем широкий ассортимент газовых баллонов на основе депозитов для малых и средних пользователей. Являясь авторизованным сервисным центром сварочного оборудования ESAB, мы можем гарантировать клиентам, что машины ESAB можно приобретать с полной уверенностью. Мы также можем откалибровать сварочные аппараты в соответствии с последними стандартами CE. Имея полный ассортимент абразивов от ведущих производителей, включая SAIT, Tyrolit и SIA, мы предлагаем все виды резки, шлифовки и полировки. Мы можем предложить полный спектр услуг по ремонту и техническому обслуживанию всех ваших сварочных аппаратов. Наши квалифицированные сервисные инженеры могут предоставить полный спектр услуг по поиску неисправностей, сохраняя при этом самые высокие стандарты. У нас есть большой выбор арендного оборудования на складе, включая сварочные аппараты MIG от 180 до 450 ампер. Сварочные аппараты для сварки вольфрамовым электродом в среде переменного/постоянного и постоянного тока от 150 до 400 ампер. Плазменные резаки, прошивные резаки и сварочные генераторы. Вскоре появится страница для этого диапазона.

 К ним относятся газы Mig и Tig, кислород и ацетилен, пропилен, Co2 и азот.
К ним относятся газы Mig и Tig, кислород и ацетилен, пропилен, Co2 и азот.
 ..]
ослоние газ ej , spawa nia manualnego i s pawa ni a łukiem krytym.
..]
ослоние газ ej , spawa nia manualnego i s pawa ni a łukiem krytym. ..]
питатели, формовочные, роликовые правильные, автоматические робы ot i c сварка a n d ручная сварка
..]
питатели, формовочные, роликовые правильные, автоматические робы ot i c сварка a n d ручная сварка  0003
0003
 com.pl
com.pl ..]
..] 0002 eur-lex.europa.eu
0002 eur-lex.europa.eu ..]
..] ..]
..]
 ..]
сравнение со станом da r d ручная сварка , a ff […]
..]
сравнение со станом da r d ручная сварка , a ff […]
 ..]
..] ..]
..] ..]
..] pl
pl europa.eu
europa.eu
 ..]
..] ..]
..]
 ..]
pionowe — na przyk ł ad podczas sp aw ania dużych zbiorników — to stosując tę metodę można znacznie ograniczyć koszty w po równ ani u z ponoszonymi przy r ę czny m sp aw aniu metodą […]
..]
pionowe — na przyk ł ad podczas sp aw ania dużych zbiorników — to stosując tę metodę można znacznie ograniczyć koszty w po równ ani u z ponoszonymi przy r ę czny m sp aw aniu metodą […] ..]
СФЭ-ЛРС и Р FP -600 dla zgrzewadeł manu alny ch […]
..]
СФЭ-ЛРС и Р FP -600 dla zgrzewadeł manu alny ch […]