Сварка проводов | Ремонт электрики
Сварка проводов.
Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах. Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов. К слову, сварочный полуавтомат https://svarka-ua.com/svarochnyie-poluavtomatyi в быту является прибором важным, и порой незаменимым. В случае проведения комплексных ремонтных работ, либо же возведения загородного дома без сварочного автомата не обойтись.
Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки.
При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (0$—1 мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде. В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо.
В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции.
Вам также могут быть интересны следующие ремонтные статьи:
сварка медных проводов | Советы электрика
07 Янв 2012 Самоделки, Советы специалиста
Итак, по многочисленным просьбам читателей я расскажу о своем сварочном аппарате, с помощью которого я свариваю скрутки медных проводов в распредкоробках.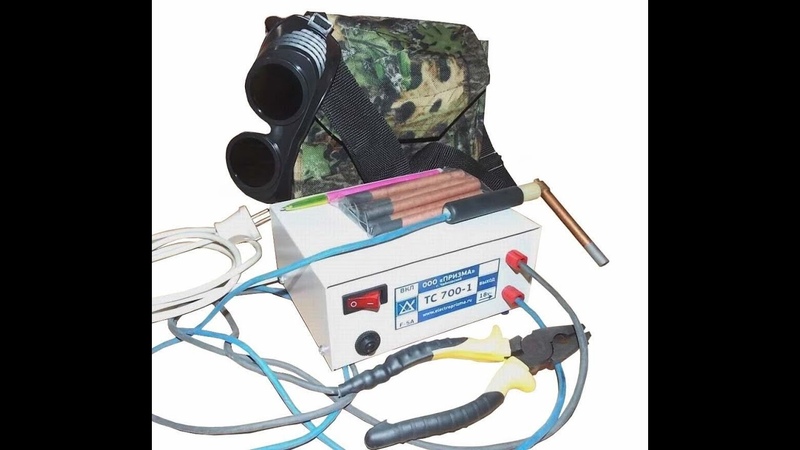
Когда я только начинал заниматься электромонтажом, провода я соединял либо на зажимы, или болтовое соединение делал, а если на цепи освещения то просто делал хорошую скрутку и все.
Затем однажды я увидел как сваривается скрутка электопроводки, посмотрел внимательно на получившееся соединение, попробовал так сказать на зуб и мне это дело очень приглянулось.
Соединение при сварке получается однородное, то есть несколько проводов становятся как бы единым целым, правда медь при этом немного отжигается в месте сварки, то есть становится мягче или пластичнее что ли и в этом месте сама скрутка хуже работает.
Но это только вокруг сварки, по длине не более 10-15 мм в зависимости от количества скрученных проводов и сечения. А так как скрутка длиной 30-40 мм, а то и более, то по оставшейся поверхности соединение остается надежно скрученным.
Первое время я сварочник брал у знакомого напрокат, но это было неудобно- то знакомого нет, то сварочник занят, то еще что нибудь.
Тогда решил сделать свой сварочник, тем более подвернулся подходящий понижающий трансформатор 220/12 Вольт мощностью 0,25 кВ*А (250 Ватт).
Собрал все это дело буквально за полчаса из подручных материалов, да и все что понадобилось- это обрезок доски на основание (а досок на стройке всегда много) и соединительные провода, которые у настоящего электрика конечно же всегда есть)))
Что из всего этого получилось- смотрите ниже на видео.
Должен отметить что есть много противников скруток, говорят что это пошлый век и что это недолговечно и т.д.
Могу сказать на это следующее: если я расключил провода в распредкоробке скруткой и потом сварил еще сваркой концы скрутки- я сплю спокойно!
То есть я уверен что с этим соединением абсолютно ничего не случится при любых нагрузках на провод, соответствующих его сечению. Можно распредкоробку закрывать гипсокартоном, заштукатуривать и т.д. то есть забыть про нее, ничего в дальнейшей эксплуатации там проверять, подтягивать не надо.
Естественно все это при условии что провода выбраны по сечению правильно и правильно подобраны автоматические выключатели для электропроводки.
Итак, специально для вас, видеообзор о сварочном аппарате для сварки скруток медных проводов электропроводки:
Если видео понравилось- кликните по кнопке +1 и “retweet” вверху статьи- буду очень благодарен!
Узнайте первым о новых материалах сайта!
Просто заполни форму:
Теги: аппарат для сварки, как сделать сварку провода, сварка, сварка скрутки
Аппарат для сварки проводов, применение, доработка своими руками | СРЕДА ОБИТАНИЯ ЧЕЛОВЕКА
Монтаж коммуникаций электрических сетей не обходится без соединения электрических проводов. При этом соединения должны обеспечивать надежный контакт между свободными концами провода. Для проводки электрических цепей в бытовых и производственных помещениях в основном является медная жила в электроизоляционной оболочке: ВВГнг (негорючий) либо ВВГнг-LS (негорючий с пониженным выделением вредных веществ). Медь является материалом с низким сопротивлением по току, имеет хорошую пластичность и хорошую электро — пропускную способность.
При этом соединения должны обеспечивать надежный контакт между свободными концами провода. Для проводки электрических цепей в бытовых и производственных помещениях в основном является медная жила в электроизоляционной оболочке: ВВГнг (негорючий) либо ВВГнг-LS (негорючий с пониженным выделением вредных веществ). Медь является материалом с низким сопротивлением по току, имеет хорошую пластичность и хорошую электро — пропускную способность.
Для монтажа схемы необходимо надежное соединение проводов. Соединения применяют разъемные и неразъемные. К разъемным относится механическое соединение в различных клеммных колодках и зажимах. К неразъемным относится соединения: пайка, сварка, скрутка и опрессовка гильзой.
Каждый из названных способов применяется в практике с определёнными ограничениями по мощности. Так, например, клеммные соединения применяется в маломощных сетях до 1 кВт. Скрутки и обжимные гильзы соответствуют номиналу характеристик применяемого провода, но правильно ее выполнить может быть только электрик высокого уровня, ведь в электросетях любая ошибка может имеет очень серьёзные последствия.
Одним из самых надежных способов соединения является сварка провода специальным аппаратом для сварки медных проводов. С его помощью любой начинающий электрик соединит провода надежно и быстро. Сварочный аппарат для сварки проводов купить можно в любом специализированном магазине или интернет ресурсах набрав в поисковой строке название прибора.
Соединение разъемное:
1. Клеммные зажимы. Для коммуникации проводов используется три вида зажимов: пружинные клеммы, обеспечивать необходимые контакт нажатием пружины на лепестки соединения, либо используются пружинящие свойства материала контактных лепестков.
2. Резьбовые — используется сила резьбового соединения винта.
Виды разъемных соединений.
3. Скрутка. Как способ соединения проводов запрещена ПУЭ п. 2.1.21 (правила устройства электроустановок) т.к. имеет тенденцию к ослаблению и повышенному сопротивлению в зоне контакта.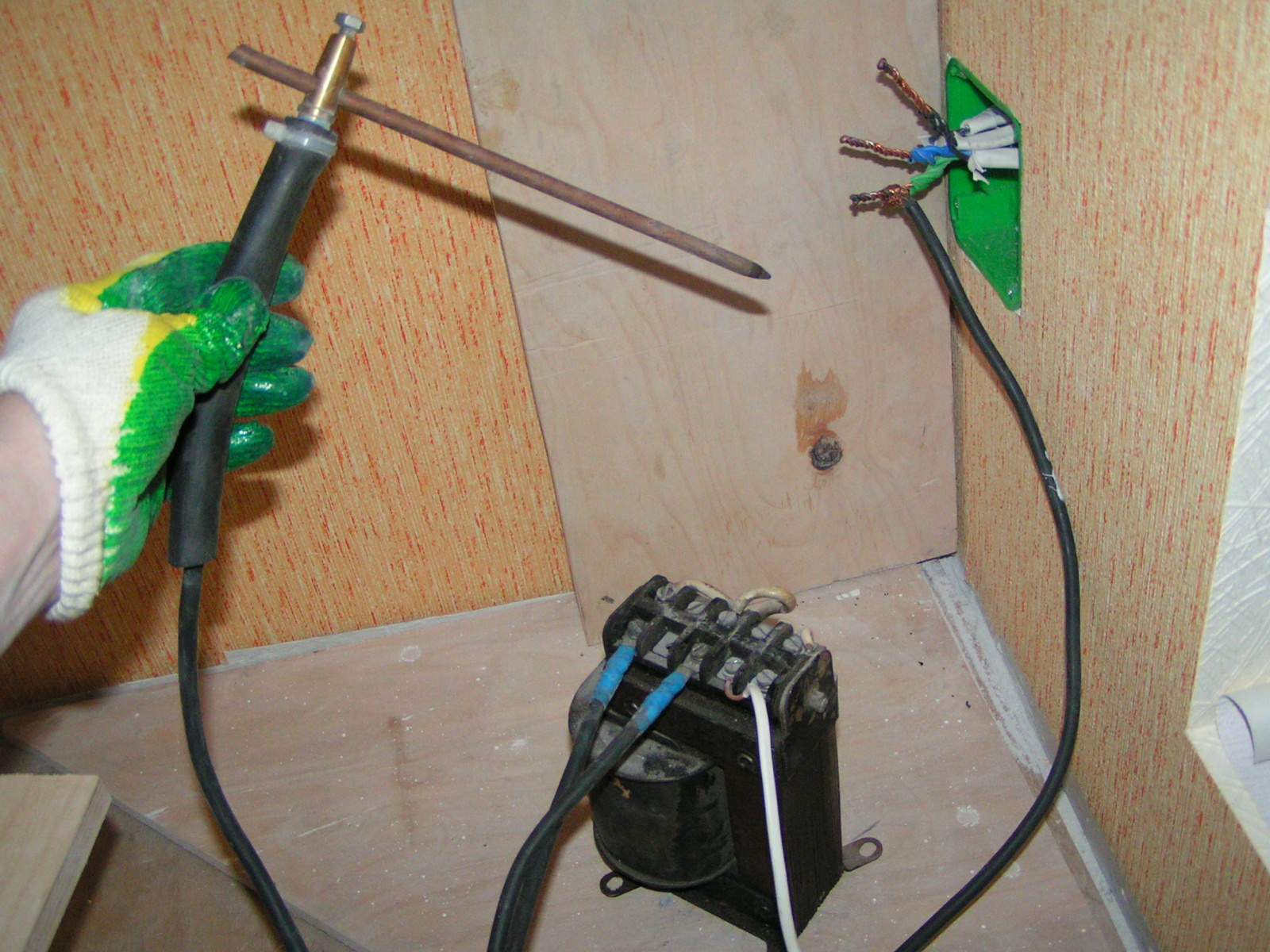 Особенно это проявляется при токах более 10А. Переходное сопротивление в месте оксидной пленки сильно разогревается, повреждая изоляцию и целостность соединения.
Особенно это проявляется при токах более 10А. Переходное сопротивление в месте оксидной пленки сильно разогревается, повреждая изоляцию и целостность соединения.
Соединение проводов скруткой
Неразъемные соединение
Гильзовая опрессовка. Надежный способ соединения проводов, но имеет ряд недостатков:
- нужно иметь большой набор специальной гильз необходимого диаметра и обжимок, чтобы обеспечить определённое давление на гильзу;
- необходимо иметь достаточную квалификацию исполнителя для производства подобной работы.
2. Соединение пайкой. Соединение подобного рода производится проводами с током нагрузки до 10А, свыше этого значения ПУЭ не рекомендует (глава 4.2 п. 4.2.46) в связи с усилением окислительных процессов, происходящих в оловянисто — свинцовых припоях.
Неразъемные соединения обжимной гильзой и пайкой.Неразъемные соединения обжимной гильзой и пайкой.
Сварка
Учитывая непрерывное ужесточение требований ПУЭ в сфере безопасности к промышленным электроустановкам, сварка остается единственно разрешенным способом монтаже провода. При этом положительным моментом является то, что в правилах не обозначены четкие критерии сварного шва, поэтому для качественного соединение проводов достаточно капли расплавленного металла соединяемых жил, которая одинаково охватывает соединяемые провода.
Преимущества соединения скруток медных проводов сваркой:
- Отсутствие переходного сопротивления;
- На качество соединения не влияет влажность и температура окружающей среды;
- Не подвержены механическим воздействиям;
- Высокая механическая прочность соединения
Наиболее распространенные виды сварки:
- сварочным инвертором;
- специальным прибором для сварки;
- самодельным аппаратом;
- термитной шашкой (разрешён только вне помещения).


Техника сварки
Техника сварного соединения жил.Техника сварного соединения жил.
Для сварки подойдёт любой бытовой маломощный сварочный инвертор, с минимальным током от 15А.В качестве электрода можно использовать специальный круглой угольный стержень, который можно приобрести в магазине. Если стержня нет, то можно использовать графитовый стержень от использованной батарейки, либо взять электрощетку от двигателя пылесоса или от генератора машины. «Земляной» провод можно просто прижать к зачищенному проводу плоскогубцами. Также необходимо позаботиться о безопасности глаз, лучше всего для этого использовать очки «Хамелеон» с автоматическим затемнением.
Техника работы простая, необходимо поднести электрод к концам скрутки, зажечь дугу и ее держать 1 — 2 секунды, пока не оплавятся края провода. Для изоляции можно использовать термоусадочную трубку, либо обычную изоленту с фиксацией обычной ниткой, чтобы она не развернулась после высыхания.
Установка тока сварки
По отзывам опытных электриков, оптимальный сварочный ток для сварки скруток медных проводов устанавливаются умножением суммарного сечения проводов в скрутке на 10. Например, если сечение 6 мм, то сварочный ток достаточно 60А. Напряжение инвертора устанавливается также минимальное. В чём ещё преимущества использования сварочных инверторов — это наличие встроенных функций Hot-star — горячий старт и Anti-stick (Анти-стик) функция поддержки дуги.
Аппарат для сварки проводов купить можно в любом дилерском центре сварочного оборудования и посмотреть, и выписать на интернет — ресурсах.
Итак, подведем итоги, для сварки скруток необходимо следующие комплектующие:
- Бытовой сварочный инвертор;
- Сварочные очки или маска, желательно со стеклом «Хамелеон»;
- Два длинных кабеля, сечением не менее 6 мм2.;
- Пассатижи и держатель угольного электрода.

Внимание! Для того чтобы не повредить термический изоляцию, провода в скрутке оголяются не менее на 6-10 см.
Для наглядного изучения процесса предлагаем посмотреть видео
Профессиональный сварочный аппарат для сварки медных проводов
Профессиональный прибор для сварки проводов.Профессиональный прибор для сварки проводов.
Для профессиональных работ промышленность производит специализированные аппараты, которые позволяет быстро соединять не только медные провода, но и алюминиевые. Очень хорошо зарекомендовали себя профессиональные отечественные приборы из серии ТС. Базовая модель ТС -700 и его модификации ТС 700 -1, ТС 700-2 » Призма», ТС 700 -3. Аппарат позволяет быстро переключаться на работу с различным диаметром скруток, максимальный диаметр 30 мм2. Купить аппарат для сварки проводов по низкой цене можно через интернет магазин Яндекс Маркет, там вы сравните цены, характеристики, условия доставки из разных магазинов или сразу в магазине Беру. РУ, который действительно «держит»цены.
Купить аппарат для сварки проводов по низкой цене можно через интернет магазин Яндекс Маркет, там вы сравните цены, характеристики, условия доставки из разных магазинов или сразу в магазине Беру. РУ, который действительно «держит»цены.
Характеристики прибора:
- Вес 4 кг;
- Габариты 19,5х18,0х6,6 см;
- Помещается в небольшой удобной сумке, которую можно разместить на груди, или подвесить;
- Потребляемая мощность 1,5 кВт, работает от напряжения 220В при колебаниях в сети до 20%;
- Имеет защиту от короткого замыкания и перенапряжения.
Аппарат своими руками
Переделка трансформатораПеределка трансформатора
Если работа по соединению проводов является разовой и приобретать профессиональный аппарат для сварки проводов по высокой цене нет необходимости, то можно изготовить этот прибор самостоятельно. До этого необходимо иметь небольшой навык электромонтажа и силовой трансформатор мощностью не менее 600 Вт. Хорошо для этих целей подойдет понижающий трансформатор от микроволновой печи. Если используется подобный трансформатор, то необходимо удалить вторичную обмотку и на это место намотать провод сечением не менее 6 мм2 от 25 до 32 витков. Этого будет достаточно для получения напряжение 25 — 30 В. Сечение кабеля 6 мм2 обеспечит силу тока 50 А.ф
Хорошо для этих целей подойдет понижающий трансформатор от микроволновой печи. Если используется подобный трансформатор, то необходимо удалить вторичную обмотку и на это место намотать провод сечением не менее 6 мм2 от 25 до 32 витков. Этого будет достаточно для получения напряжение 25 — 30 В. Сечение кабеля 6 мм2 обеспечит силу тока 50 А.ф
Если вас заинтересовало самостоятельное изготовление, предлагаем посмотреть видео ниже, в котором подробно описано как производится переделка силового трансформатора от микроволновой печи. Если же не хочется возится, то профессиональный аппарат для сварки проводов можно купить в любом дилерском центре или интернет ресурсах.
Соединение проводов. Все виды и способы | ENARGYS.RU
Качественное электроснабжение и подача напряжения, устойчивое и бесперебойная работа электрооборудования во многом зависит от соединения электрических проводов. От сечения провода и от качества соединения зависит величина тока нагрузки потребителя.
Виды соединения проводов
- Скрутка.
- Пайка.
- Резьбовое соединение.
- Соединение клеммами.
- Соединение при помощи клеммной колодки.
- Опрессовывание.
- Использование заклепочника.
- Сварка жил.
- Бандажирование проводников.
- Прокалывание проводников.
Скрутка проводов
Это соединение входит в самые наиболее употребляемые и признанные ошибочными виды соединений электрических проводов.
Недостаток скрутки: появление зазора из-за перепадов температур, появляющихся во время линейного увеличения металла проводников в результате протекания тока нагрузки большой величины.
Скрутка, согласно последним требованиям ПУЭ, для монтажа запрещается, но рекомендуется к использованию для низкоточных линий для конкретного соединения медных проводов или только алюминиевых.
Существует несколько рекомендаций для выполнения скрутки.
В первую очередь недопустимо соединение медного и алюминиевого провода, в этом случае медный проводник должен быть облужен припоем, в том случае если соединяется многожильный и одножильный провода, многожильный проводник также подвергается лужению.
В том случае если необходимо соединить два одножильных провода в случае облома провода, проводник разделяется на две жилы. Жилы разрезается и режутся на расстоянии друг от друга, для того чтобы места крутки не контактировали друг с другом, достаточно 2 – 5 витков, которые желательно пропаять. Изолировать скрутку можно при помощи кембрика, или даже без изоляции отдельных проводников, вообще, достаточно закрепить по длине скрутки полоски изоляции.
Пайка проводов
Этот вид не рекомендуется для соединении проводников, в случае если, возможно появление нагрева соединения при прохождении большого тока нагрузки, это требование закреплено в ГОСТ Р 50571.5.52-2011 и ПУЭ. В том случае, когда пайка все-таки необходима, на место пайки надевается специальный защитный колпачок с резьбой.
Рис №1. Пайка проводов.
Резьбовое соединение проводников
Соединение под болт, допускает соединение проводов из разноименного металла. Винты рекомендуется постоянно подтягивать, из-за происходящего с течением времени ослаблением контакта вследствие перепада температур, при повышенной токовой нагрузке. Для предотвращения ослабления используется гровер, он выбирает появляющийся зазор и способствует надежности контактного соединения. Резьбовое соединение с помощью винта громоздкое и занимает много места.
Рис №2. Резьбовое соединение под болт.
Соединение клеммами
Наиболее широко используется этот вид соединения в бытовой технике, а также в электропроводке автомобиля. Соединение отличается надежностью, хотя из-за перепадов температур в результате добавления нагрузки или частого разделения соединения происходит облом провода или отгорание клеммы. Замена происходит после опрессовки при помощи подручного инструмента и припаивания места соединения проводов с клеммой.
Соединение при помощи клеммной колодки
В том случае если в сети используются небольшие токи нагрузки, например, в цепях РЗА или люминесцентного или другого энергосберегающего освещения. Распространено два вида клемных колодок
- Клеммная колодка с использованием болтового зажима.
- Плоскопружинный зажим Wago, этот зажим относится к современным, но дорогостоящим соединительным элементам. Он рассчитан на ток до 25А, хотя в условиях российской действительности его лучше использовать для сетей с нагрузкой не более 10А.

Рис №4. Соединение проводников с помощью пружинных клемм Wago.
Неразъемное соединение проводов
В неразъемные способы соединения проводов входят:
- Опресовка.
- Заклепка.
- Сварка.
- Бандажирование.
- Сжим.
- Прокалывание.
Опрессовка
Соединение выполняется за счет использования медной или алюминиевой гильзы, которая одевается на соединенные жилы, впоследствии продавливаемые пресс-клещами. Для опресовки можно использовать также (в зависимости от диаметра провода) обычные пассатижи, или молоток с зубилом, хотя клещи все-таки предпочтительнее ввиду большей надежности. Опрессовку можно выполнить также с помощью защитного колпачка с резьбой, он, одновременно, выполняет функцию изолирующего элемента.
В случае использования проводников большого сечения используют специальные гидравлические пресс-клещи с использованием пуансона и матрицы.
Рис № 5. Гидравлические пресс-клещи.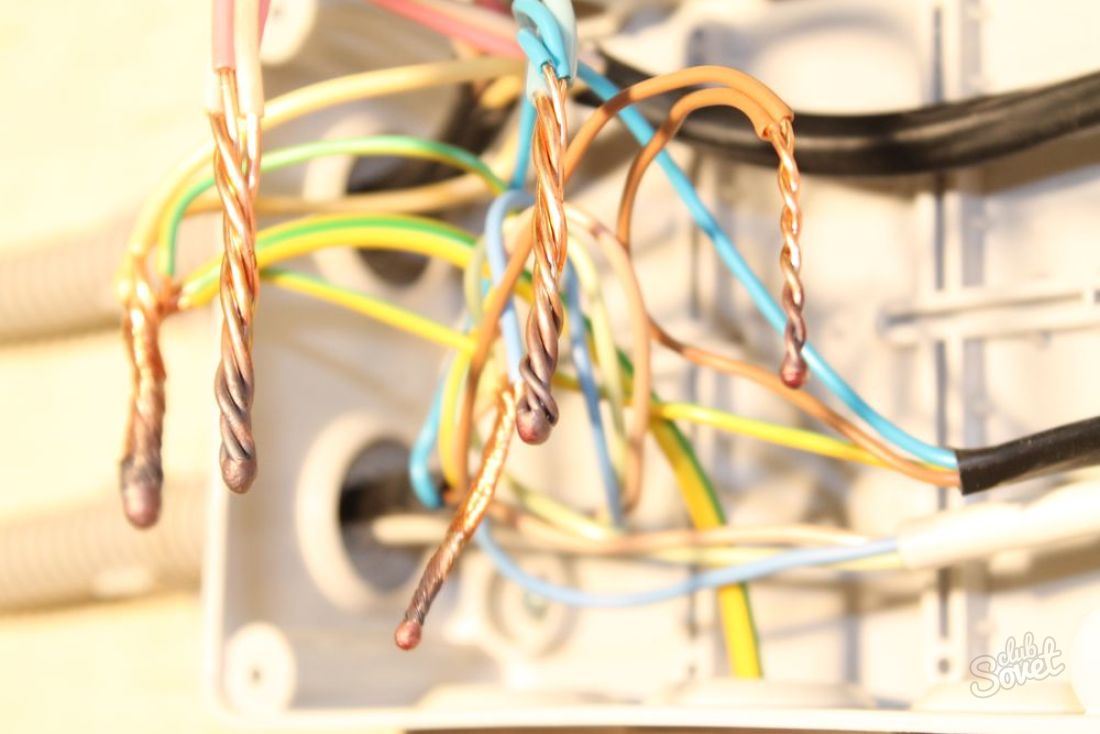
Заклепочное соединение проводов
Соединение производится при помощи заклепки и пружинной (гравера) и плоской шайб. Гровер разделяет проводники из алюминия и меди, она также не дает ослабнуть контакту, плоская шайба одевается снаружи, кольца проводников и разделительные шайбы надеты на стальной стержень, который вставляется в заклепочник.
Рис №6. Заклепочное соединение проводников.
Сварка проводов
Сварочное соединение осуществляется двумя способами с помощью термитной и дуговой сварки. В случае дуговой сварки используется инверторный аппарат. Сварка выполняется при помощи плавящегося электрода, к примеру, АНО.
Рис № 7. Термитная сварка проводов.
Термитная сварка используется при помощи термита – смеси порошков алюминия, магния, кальция и титана. Часто используется для работы на высоте при соединении алюминиевых проводов высоковольтных линий электропередач, отличается надежностью, удобством и быстротой соединения, не нужно использовать соединительные болтовые плашки. Очень удобно в условиях низких температур и неблагоприятных погодных условий.
Очень удобно в условиях низких температур и неблагоприятных погодных условий.
Бандажирование проводников
Выполняется при соединении, как одноименных проводников, так и для соединения разноименных, а также одножильных и многожильных проводников. Жилы со снятой изоляции складываются друг с другом, затем поверх них, захватывая область рядом с соединением, производится намотка мягкой оцинкованной проволоки, которая проводит электроток.
Соединение проводов сжимом и прокалыванием
Этот вид соединения используется для создания ответвления от основной воздушной или кабельной линии электропередач без отключения напряжения. Если еще несколько лет назад, для подключения потребителей необходимо было отключить линию электропередач и выполнить скрутку, в настоящее время для электросети 0,4 кВ, достаточно использовать специальное устройство (сжим), наиболее популярен так называемый «орех». Для сжима нужно произвести зачистку изоляции, что опасно и для жизни и для чего желательно отключить сеть.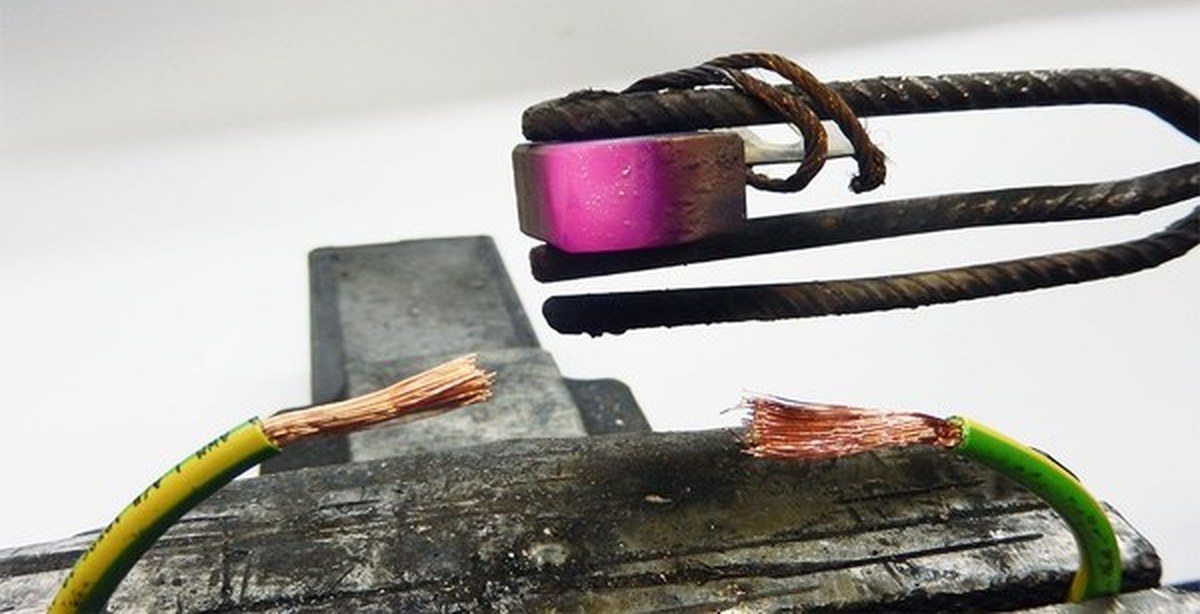
Рис №8. Сжим «орех».
Рис № 9. Конструкция прокалывающего зажима ОЗПИ.
Соединение прокалыванием, отличается герметичностью, не требует отключения и зачистки изоляции. Зажимные пластины имеют в своей конструкции зубцы, прокалывающие изоляцию и обеспечивающие надежное соединение. Затяжка регулируется шестигранником. Соединение – неразборное и одноразовое, рекомендуется для проводов СИП.
4 типа сварки жгута электрических проводов
4 типа сварки жгута электрических проводов
Спрос на определенные продукты во многом определил способ производства жгутов электрических проводов и материалы, из которых они состоят. В качестве примера рассмотрим автомобильную промышленность. Поскольку пространство в моторном отсеке и вес имеют большое значение на этапе проектирования, потребность в легких материалах вынудила инженеров придумать новые способы крепления проводов и кабелей.Есть много различных типов технологий, предназначенных именно для этой цели. Вот некоторые из наиболее распространенных.
Вот некоторые из наиболее распространенных.
1. Ультразвуковая сварка . Новейший и, возможно, самый высокотехнологичный из различных методов сращивания включает создание прочной металлургической связи между отдельными проводами посредством вибрации жил вместе с частотой от 15 до 40 кГц. Эта вибрационная энергия вызывает образование поверхностных оксидов на отдельных жилах проволоки, тем самым создавая металлургическую связь с высокой проводимостью.
Преимущество этого метода заключается в том, что на данный момент это самая низкая из доступных форм сварки. Это низкое сопротивление позволяет использовать провода меньшего размера, которые в других методах могут расплавиться. Это также позволяет осуществлять точный мониторинг и контроль как с точки зрения отключения питания вибраций, так и их продолжительности. Однако, несмотря на преимущества, это не всегда лучший метод сращивания для каждого применения.
2. Сварка сопротивлением – Некоторые металлы обладают меньшей проводимостью, чем другие, и не подходят для ультразвуковой сварки. Сварка сопротивлением — это метод, используемый для соединения многожильных проводов, и он лучше всего подходит для таких материалов, как никель или нержавеющая сталь. Хотя это относительно недорогой метод, он требует большого количества тепла, что может привести к отжигу проводов и вызвать повышенный износ электрода с течением времени из-за плотности тока. Твердые железосодержащие материалы обычно являются лучшими кандидатами для этого типа сварки.
Сварка сопротивлением — это метод, используемый для соединения многожильных проводов, и он лучше всего подходит для таких материалов, как никель или нержавеющая сталь. Хотя это относительно недорогой метод, он требует большого количества тепла, что может привести к отжигу проводов и вызвать повышенный износ электрода с течением времени из-за плотности тока. Твердые железосодержащие материалы обычно являются лучшими кандидатами для этого типа сварки.
3. Пайка – Пайка является одной из наиболее распространенных форм сращивания из-за ее низкой стоимости, простоты использования и того факта, что это самый старый и наиболее традиционно используемый метод сращивания.Он используется во многих проектах по обработке проводов, таких как заделка оловянных проводов. Для пайки требуется, чтобы технический специалист подготовил провода, а затем использовал нагретый утюг, чтобы расплавить проводящий материал, который сплавляет провода вместе, что является влагостойким и проводящим.
Недостатком использования пайки является то, что ее сложнее использовать в условиях крупносерийного производства. Из-за требований к размещению провода это часто используется для разовых проектов или приложений, где ожидается ремонт в полевых условиях, например, для прокладки кабелей для захвата звука.
4. Лазерная сварка – Последним методом, хотя и дорогим и иногда сложным в использовании, является лазерная сварка. Эта форма сращивания почти исключительно используется для крепления датчиков к тонким проводам. Из-за формы датчика до сварного шва можно добраться только с одной стороны, что затрудняет использование других форм сращивания.
Для получения дополнительной информации о различных методах сращивания жгутов электрических проводов позвоните нам прямо сейчас!
Сварочный кабель
Провод-и-кабельDel City предлагает полную линейку сварочных кабелей и сварочных проводов для вашего электрического проекта или установки.
 Сварочный кабель изготовлен из отожженной скрученной медной проволоки и изолирован гибкой водонепроницаемой оболочкой из этилен-пропилен-диенового мономера (EPDM). Эта конструкция делает сварочные кабели Del City идеальным выбором для обычных применений, таких как батареи, солнечные батареи и транспортные средства. Однако сварочный кабель также может использоваться в других электрических приложениях в зависимости от требований и номинальных характеристик кабеля. Оболочка сварочных кабелей из EPDM и более тонкие жилы кабеля обеспечивают высокую степень гибкости, что делает кабель отличным вариантом для прокладки в холодную погоду или там, где в труднодоступных местах требуется изгиб кабеля.Предлагаемые ниже сварочные кабели и сварочные провода обладают высокой устойчивостью к порезам, разрывам, истиранию, жиру, маслу, воде и пламени. Они имеют номинальную температуру от 50°C до 105°C (от -58°F до 221°F), и все приведенные ниже сварочные кабели разработаны в соответствии со статьей 63 Национального электротехнического кодекса для электросварщиков.
Сварочный кабель изготовлен из отожженной скрученной медной проволоки и изолирован гибкой водонепроницаемой оболочкой из этилен-пропилен-диенового мономера (EPDM). Эта конструкция делает сварочные кабели Del City идеальным выбором для обычных применений, таких как батареи, солнечные батареи и транспортные средства. Однако сварочный кабель также может использоваться в других электрических приложениях в зависимости от требований и номинальных характеристик кабеля. Оболочка сварочных кабелей из EPDM и более тонкие жилы кабеля обеспечивают высокую степень гибкости, что делает кабель отличным вариантом для прокладки в холодную погоду или там, где в труднодоступных местах требуется изгиб кабеля.Предлагаемые ниже сварочные кабели и сварочные провода обладают высокой устойчивостью к порезам, разрывам, истиранию, жиру, маслу, воде и пламени. Они имеют номинальную температуру от 50°C до 105°C (от -58°F до 221°F), и все приведенные ниже сварочные кабели разработаны в соответствии со статьей 63 Национального электротехнического кодекса для электросварщиков. Сварочный кабель предлагается с калибром от 6 до 4/0 и может быть красного или черного цвета. Длина катушки сварочного кабеля варьируется от 50 футов до 500 футов, а катушки по 25 футов также доступны для небольших работ, где требуются сварочные провода.Кабель рассчитан на напряжение до 600 В переменного тока, а рекомендуемая допустимая нагрузка для сварочного кабеля и сварочных проводов зависит от калибра. Выбор сварочного кабеля Del City гарантирует, что у вас будет гибкий и прочный кабель, необходимый для подключения вашей установки, приложения или проекта.
Сварочный кабель предлагается с калибром от 6 до 4/0 и может быть красного или черного цвета. Длина катушки сварочного кабеля варьируется от 50 футов до 500 футов, а катушки по 25 футов также доступны для небольших работ, где требуются сварочные провода.Кабель рассчитан на напряжение до 600 В переменного тока, а рекомендуемая допустимая нагрузка для сварочного кабеля и сварочных проводов зависит от калибра. Выбор сварочного кабеля Del City гарантирует, что у вас будет гибкий и прочный кабель, необходимый для подключения вашей установки, приложения или проекта.Del City предлагает полную линейку сварочных кабелей и сварочных проводов для вашего электрического проекта или установки. Сварочный кабель изготовлен из отожженной скрученной медной проволоки и изолирован гибкой водонепроницаемой оболочкой из этилен-пропилен-диенового мономера (EPDM).Эта конструкция делает сварочные кабели Del City идеальным выбором для обычных применений, таких как батареи, солнечные батареи и транспортные средства.
 Однако сварочный кабель также может использоваться в других электрических приложениях в зависимости от требований и номинальных характеристик кабеля. Оболочка сварочных кабелей из EPDM и более тонкие жилы кабеля обеспечивают высокую степень гибкости, что делает кабель отличным вариантом для прокладки в холодную погоду или там, где в труднодоступных местах требуется изгиб кабеля. Предлагаемые ниже сварочные кабели и сварочные провода обладают высокой устойчивостью к порезам, разрывам, истиранию, жиру, маслу, воде и пламени.Они имеют номинальную температуру от 50°C до 105°C (от -58°F до 221°F), и все приведенные ниже сварочные кабели разработаны в соответствии со статьей 63 Национального электротехнического кодекса для электросварщиков. Сварочный кабель предлагается с калибром от 6 до 4/0 и может быть красного или черного цвета. Длина катушки сварочного кабеля варьируется от 50 футов до 500 футов, а катушки по 25 футов также доступны для небольших работ, где требуются сварочные провода. Кабель рассчитан на напряжение до 600 В переменного тока, а рекомендуемая допустимая нагрузка для сварочного кабеля и сварочных проводов зависит от калибра.
Однако сварочный кабель также может использоваться в других электрических приложениях в зависимости от требований и номинальных характеристик кабеля. Оболочка сварочных кабелей из EPDM и более тонкие жилы кабеля обеспечивают высокую степень гибкости, что делает кабель отличным вариантом для прокладки в холодную погоду или там, где в труднодоступных местах требуется изгиб кабеля. Предлагаемые ниже сварочные кабели и сварочные провода обладают высокой устойчивостью к порезам, разрывам, истиранию, жиру, маслу, воде и пламени.Они имеют номинальную температуру от 50°C до 105°C (от -58°F до 221°F), и все приведенные ниже сварочные кабели разработаны в соответствии со статьей 63 Национального электротехнического кодекса для электросварщиков. Сварочный кабель предлагается с калибром от 6 до 4/0 и может быть красного или черного цвета. Длина катушки сварочного кабеля варьируется от 50 футов до 500 футов, а катушки по 25 футов также доступны для небольших работ, где требуются сварочные провода. Кабель рассчитан на напряжение до 600 В переменного тока, а рекомендуемая допустимая нагрузка для сварочного кабеля и сварочных проводов зависит от калибра.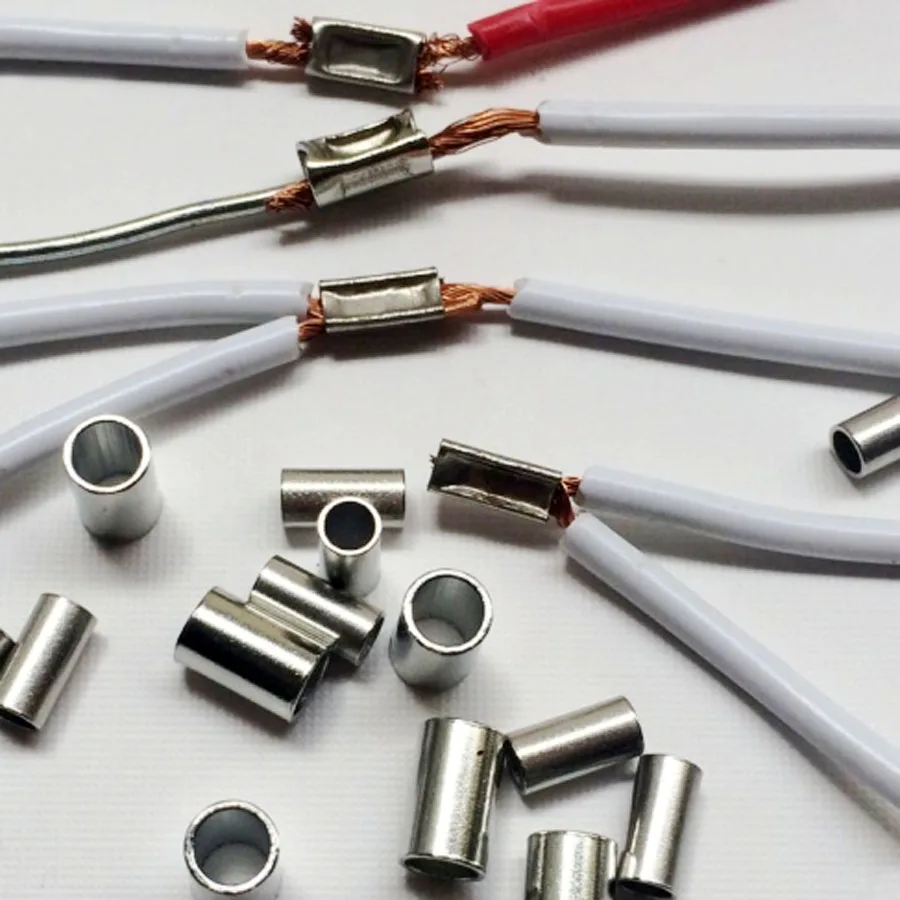 Выбор сварочного кабеля Del City гарантирует, что у вас будет гибкий и прочный кабель, необходимый для подключения вашей установки, приложения или проекта.
Выбор сварочного кабеля Del City гарантирует, что у вас будет гибкий и прочный кабель, необходимый для подключения вашей установки, приложения или проекта. Влияние точечной электросварки на скорость деформации ортодонтических дуг
Dent Res J (Исфахан).2015 сентябрь-октябрь; 12(5): 438–442.
Shiva Alavi
1 Исследовательский центр стоматологических материалов и кафедра ортодонтии, Исфаханский университет медицинских наук, Исфахан, Иран
Arezoo Abrishami
2 Медицинский факультет Университета ортодонтии, Фафа стоматологии Исфахан, Иран
1 Исследовательский центр стоматологических материалов и кафедра ортодонтии, Исфаханский университет медицинских наук, Исфахан, Иран
2 Кафедра ортодонтии, Школа стоматологии, Исфаханский университет медицинских наук, Исфахан, Иран
Адрес для переписки: Dr.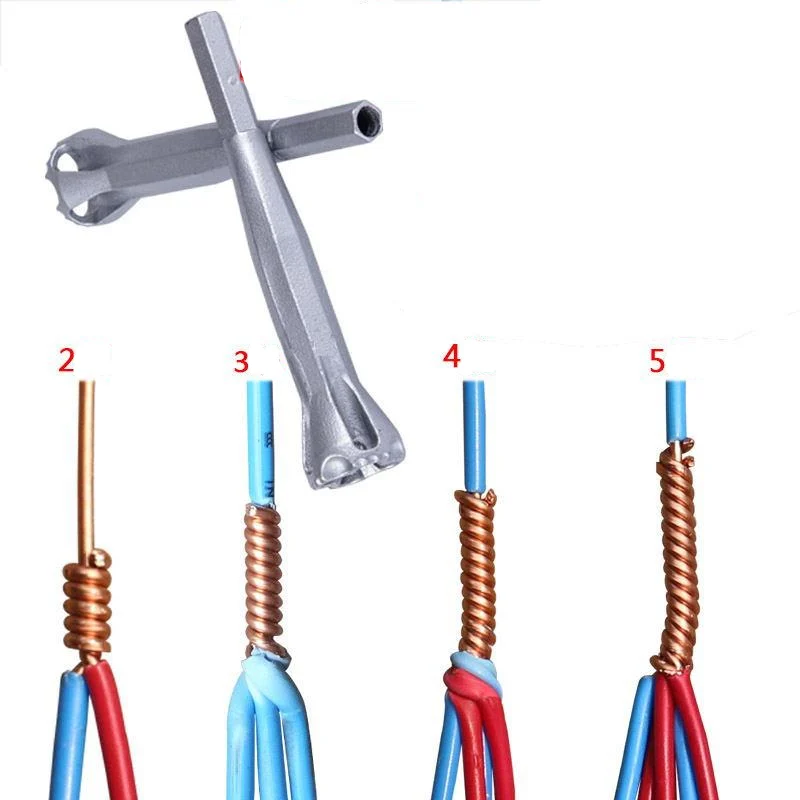 Арезу Абришами, кафедра ортодонтии, школа стоматологии, исследовательский центр студентов-стоматологов, Исфаханский университет медицинских наук, Исфахан, Иран. Электронная почта: moc.oohay@imahsirbaoozerA
Арезу Абришами, кафедра ортодонтии, школа стоматологии, исследовательский центр студентов-стоматологов, Исфаханский университет медицинских наук, Исфахан, Иран. Электронная почта: moc.oohay@imahsirbaoozerAПоступила в редакцию в мае 2015 г.; Принято в июне 2015 г.
Эта статья находится в открытом доступе и распространяется в соответствии с условиями лицензии Creative Commons Attribution-NonCommercial-ShareAlike 3.0, которая позволяет другим микшировать, настраивать и развивать произведение в некоммерческих целях, если автор зачисляется, и новые творения лицензируются на тех же условиях.
Abstract
Background:
Одним из методов, используемых для соединения металлов, является сварка, которая может выполняться с использованием различных методов, таких как точечная электросварка. В этом исследовании оценивалось влияние точечной электросварки на скорость отклонения под нагрузкой ортодонтических дуг из нержавеющей стали и хромокобальтовых дуг.
Материалы и методы:
В этом экспериментально-лабораторном исследовании скорость отклонения под нагрузкой проволоки из нержавеющей стали и хромокобальта размером 0,016 × 0,022 дюйма оценивалась в пяти группах ( n = 18): группа 1: проволоки из нержавеющей стали, группа вторая: хромокобальтовые проволоки, третья группа: нержавеющая проволока, приваренная к нержавеющей стали, четвертая группа: нержавеющая проволока, приваренная к хромокобальтовой проволоке, пятая группа: хромокобальтовая проволока, приваренная к хромокобальтовой проволоке. После этого с помощью универсальной испытательной машины измеряли силы, создаваемые образцами при прогибе на 0,5 мм, 1 мм, 1,5 мм. Затем среднюю силу, измеренную для каждой группы, сравнивали с другими группами. Данные анализировали с использованием дисперсионного анализа с повторными измерениями (ANOVA), однофакторного ANOVA и парного t -теста с помощью программного обеспечения SPSS. Уровень значимости был установлен равным 0,05.
После этого с помощью универсальной испытательной машины измеряли силы, создаваемые образцами при прогибе на 0,5 мм, 1 мм, 1,5 мм. Затем среднюю силу, измеренную для каждой группы, сравнивали с другими группами. Данные анализировали с использованием дисперсионного анализа с повторными измерениями (ANOVA), однофакторного ANOVA и парного t -теста с помощью программного обеспечения SPSS. Уровень значимости был установлен равным 0,05.
Результаты:
Тест Тьюки показал, что существуют значительные различия между скоростями прогиба под нагрузкой сварных групп по сравнению с контрольными ( P < 0.001).
Заключение:
Принимая во внимание ограничения данного исследования, процесс точечной электросварки, выполненный на проволоке из нержавеющей стали и хромокобальтовой проволоки, увеличил скорость их отклонения под нагрузкой.
Ключевые слова: Модуль упругости, ортодонтические дуги, сварка
ВВЕДЕНИЕ
Перемещение зуба является результатом приложения к нему силы и реакции тканей. Ортодонтические дуги создают биомеханические силы, которые приводят к движению зубов.[1] Для благоприятных результатов лечения необходимы проволоки соответствующего размера и идеальные сплавы.Идеальная дуга должна иметь приемлемую степень стабилизации, твердости, формуемости, упругости, биосовместимости и свариваемости.[2] Нержавеющая сталь является основным сплавом для ортодонтических дуг.[3] Проволоки из нержавеющей стали и хром-кобальта являются предпочтительными для последних стадий лечения, когда требуется стабильность формы зубной дуги.[4,5]
Ортодонтические дуги создают биомеханические силы, которые приводят к движению зубов.[1] Для благоприятных результатов лечения необходимы проволоки соответствующего размера и идеальные сплавы.Идеальная дуга должна иметь приемлемую степень стабилизации, твердости, формуемости, упругости, биосовместимости и свариваемости.[2] Нержавеющая сталь является основным сплавом для ортодонтических дуг.[3] Проволоки из нержавеющей стали и хром-кобальта являются предпочтительными для последних стадий лечения, когда требуется стабильность формы зубной дуги.[4,5]
Силы, необходимые для перемещения зубов, функционируют через различные системы, такие как винтовые пружины. , силовые рычаги и приспособления, приваренные к проволоке, а также различные формы петель, как из проволоки, так и сварные.Сварочные приспособления на проволоке помогают прикладывать усилия по центру сопротивления зубьев. Поэтому он благоприятен среди ортодонтов.[6]
Сварка — это метод соединения металлов, который бывает различных типов, таких как лазерная сварка и точечная электросварка. [7] В настоящее время использование лазера как метода сварки в ортодонтической практике сокращается. Различный состав ортодонтической проволоки может влиять на глубину проникновения лазера в металлическую проволоку, что влияет на прочность соединения свариваемых деталей.Точечная электросварка — это процесс, при котором две или более поверхностей соединяются за счет тепла, выделяемого электрическим током. Быстрая сварка, простой лабораторный процесс, низкая стоимость и хорошая гигиена являются преимуществами этой техники.[8]
[7] В настоящее время использование лазера как метода сварки в ортодонтической практике сокращается. Различный состав ортодонтической проволоки может влиять на глубину проникновения лазера в металлическую проволоку, что влияет на прочность соединения свариваемых деталей.Точечная электросварка — это процесс, при котором две или более поверхностей соединяются за счет тепла, выделяемого электрическим током. Быстрая сварка, простой лабораторный процесс, низкая стоимость и хорошая гигиена являются преимуществами этой техники.[8]
Nascimento и др. . [8] исследовали влияние точечной электросварки на прочность проволоки на растяжение. Результаты показали, что проволока из нержавеющей стали, сваренная с проволокой из нержавеющей стали, имеет большую прочность на растяжение по сравнению с другими комбинациями.Кришнан и др. . [6] исследовали прочность проволоки из нержавеющей стали после процесса сварки и отметили, что «образование самородков», которые образовались в точке сварки во время процесса сварки, и микроструктурные изменения, которые произошли из-за тепла, выделяемого в зоне сварки, могут влияют на механические характеристики этих проводов.
Скорость отклонения дуги под нагрузкой является наиболее важным фактором, определяющим биологическую характеристику движения зубов. Согласно исследованию Burstone [9], основным фактором при выборе троса является скорость его прогиба под нагрузкой.В связи с тем, что исследования по сравнению влияния точечной электросварки на механические свойства проволоки из нержавеющей стали и хромокобальтовой проволоки не проводились, поэтому в данном исследовании мы оценили влияние точечной электросварки на скорость отклонения нагрузки нержавеющей стали и хромовой проволоки. -кобальтовые провода.
МАТЕРИАЛЫ И МЕТОДЫ
В этом экспериментально-лабораторном исследовании использовались два разных типа прямой проволоки из нержавеющей стали (3M, Uniteck, Монровия, Калифорния, США) и хром-кобальтовой (Blue Remaloy, Dentarum, Pforzheim, Германия) с 0 .Использовались диаметры 016 дюймов × 0,022 дюйма. Образцы были разделены на две группы: случай и контроль. В контрольных группах было две подгруппы: группа из 18 проволок из нержавеющей стали (30 мм) и группа из 18 хромокобальтовых проволок (30 мм). Эти две подгруппы не были спаяны. Группы случаев состояли из трех подгрупп:
Эти две подгруппы не были спаяны. Группы случаев состояли из трех подгрупп:
18 образцов, в которых 30 мм хромокобальтовой проволоки были сварены с двумя 8 мм отрезками хромокобальтовой проволоки (R+R).
18 образцов, которые 30 мм хромокобальтовой проволоки были сварены с двумя 8 мм отрезками проволоки из нержавеющей стали (S + R).
18 образцов, в которых проволока из нержавеющей стали длиной 30 мм была сварена с двумя отрезками проволоки из нержавеющей стали диаметром 8 мм (S + S).
Точечная электросварка была выполнена 2 раза на аппарате Master 2000 (Dentarum, Pforzheim, Germany) мощностью 30 Вт после соединения двух электродов.[10] Расстояние между двумя точками сварки составляло 20 мм.
После этого все образцы прошли испытание на изгиб в трех скобах. Процесс был разработан, чтобы быть похожим на движение зубов в ротовой полости.Разработанная модель состояла из двух прямоугольных кубов, расположенных на расстоянии 12 мм друг от друга.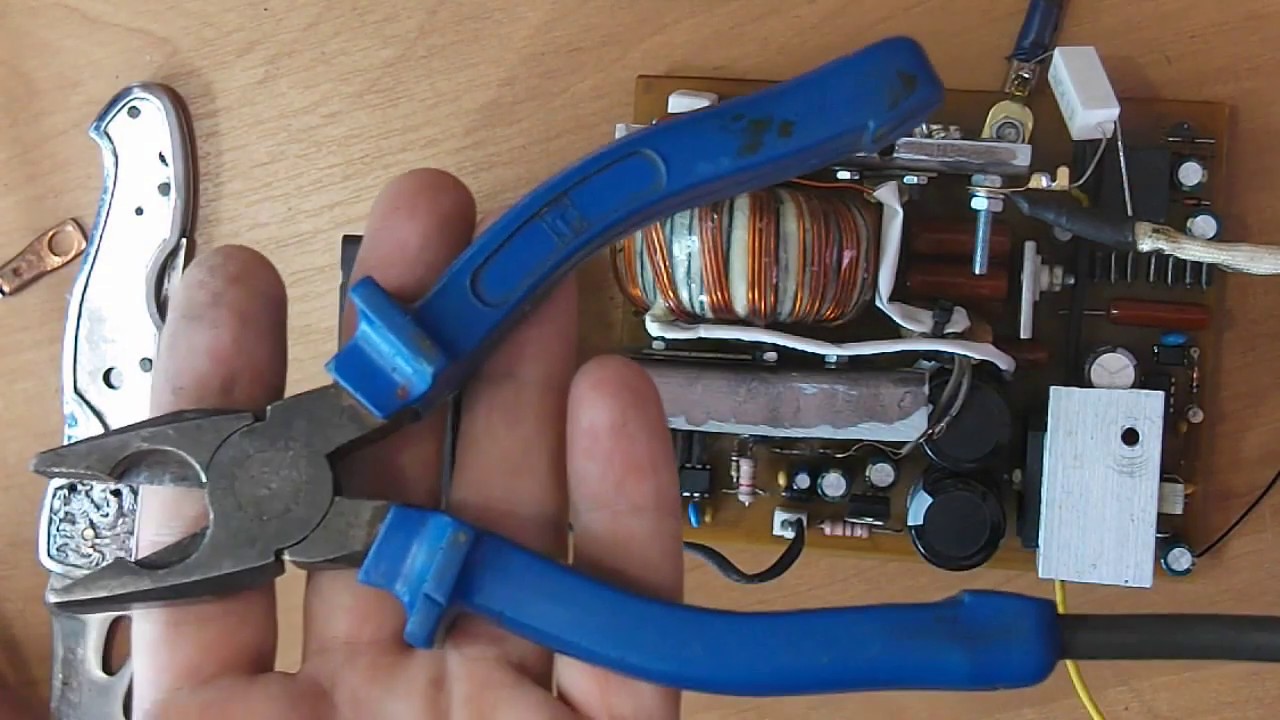 Два центральных резца верхней челюсти были закреплены на кубах так, чтобы их середины находились на расстоянии 14 мм друг от друга. Каждый образец помещали в скобы и связывали эластомерными кольцами. Точки сварки располагались за пределами межбрекетной области. Третий кронштейн крепился к головке цилиндра и располагался на подвижной вертикальной части испытательной машины.Когда устройство было установлено в положение разгрузки, третья скоба находилась точно посередине двух сварных точек, а три скобы находились на одной линии. Универсальная испытательная машина (Walter+bi AG, Лёнинген, Швейцария) использовалась для испытания на отклонение под нагрузкой. Скорость подвижной части была установлена на уровне 1 мм/мин[11]. Значение нагрузки было измерено при отклонениях 0,5 мм, 1 мм и 1,5 мм [12] на длине проволоки 0,022 дюйма [рисунки и ]. Машина проследила кривую отклонения нагрузки для каждого образца.
Два центральных резца верхней челюсти были закреплены на кубах так, чтобы их середины находились на расстоянии 14 мм друг от друга. Каждый образец помещали в скобы и связывали эластомерными кольцами. Точки сварки располагались за пределами межбрекетной области. Третий кронштейн крепился к головке цилиндра и располагался на подвижной вертикальной части испытательной машины.Когда устройство было установлено в положение разгрузки, третья скоба находилась точно посередине двух сварных точек, а три скобы находились на одной линии. Универсальная испытательная машина (Walter+bi AG, Лёнинген, Швейцария) использовалась для испытания на отклонение под нагрузкой. Скорость подвижной части была установлена на уровне 1 мм/мин[11]. Значение нагрузки было измерено при отклонениях 0,5 мм, 1 мм и 1,5 мм [12] на длине проволоки 0,022 дюйма [рисунки и ]. Машина проследила кривую отклонения нагрузки для каждого образца.
Универсальная испытательная машина, установленная при отклонении проволоки на 1,5 мм, вид спереди.
Универсальная испытательная машина, установленная при отклонении проволоки на 1,5 мм от вида сверху.
В конце данные были проанализированы с помощью дисперсионного анализа с повторными измерениями (ANOVA), одностороннего дисперсионного анализа, парного t -теста и теста Тьюки с использованием программного обеспечения SPSS версии 13 (SPSS, Чикаго, Иллинойс, США). Уровень значимости был установлен на уровне 0,05.
РЕЗУЛЬТАТЫ
Средние значения нагрузки для 0,5 мм, 1 мм и 1 мм.Прогибы 5 мм для каждого образца представлены в и . В соответствии со значительным взаимодействием между изменениями нагрузки и типом сварного шва, а также с проволокой, доказанным в повторном измерении ANOVA, однофакторный ANOVA тест показал, что в каждой группе значения нагрузки, измеренные для 0,5 мм, 1 мм и 1,5 мм. мм отклонения достоверно различались ( P < 0,001 во всех группах). Разница между значениями нагрузки, измеренной при прогибах 0,5 мм, 1 мм и 1,5 мм, была достоверной во всех группах ( P < 0. 001). Тест Тьюки показал, что при прогибах 0,5 мм, 1 мм и 1,5 мм нагрузки, измеренные для группы S + S, значительно отличались от других групп. Кроме того, разница между значениями нагрузки группы S + R и групп S и R была значимой (группа S + R имела более высокие значения), но разница между группами S + R и R + R не была значимой (за исключением 1,5 мм, при котором величины в R+R были значительно выше), а также имелась достоверная разница между группами R и S и группой R+R (во всех прогибах средняя нагрузка в группе R+R была выше по сравнению с группы R и S).
001). Тест Тьюки показал, что при прогибах 0,5 мм, 1 мм и 1,5 мм нагрузки, измеренные для группы S + S, значительно отличались от других групп. Кроме того, разница между значениями нагрузки группы S + R и групп S и R была значимой (группа S + R имела более высокие значения), но разница между группами S + R и R + R не была значимой (за исключением 1,5 мм, при котором величины в R+R были значительно выше), а также имелась достоверная разница между группами R и S и группой R+R (во всех прогибах средняя нагрузка в группе R+R была выше по сравнению с группы R и S).
Таблица 1
Среднее значение, SD и CI нагрузок, измеренных в исследуемых группах ( n = 18).
Линейная диаграмма средних нагрузок при различных прогибах в каждой группе.
ОБСУЖДЕНИЕ
Ортодонтические дуги, усиливающие биомеханические силы, представляют основной интерес в клинической практике.[13] До 1920 года единственная доступная ортодонтическая проволока была сделана из золота. Нержавеющая сталь была представлена в 1929 году.[2] Сегодня аустенитная нержавеющая сталь является основным сплавом, используемым в ортодонтических дугах.После нержавеющей стали в ортодонтию были введены другие сплавы с приемлемыми характеристиками, такие как хром-кобальт [4]. Обоснование использования проволоки для конкретного лечения должно основываться на широком диапазоне механических характеристик, таких как модуль упругости (жесткость или скорость отклонения нагрузки) [3]. Биомеханические соображения утверждают, что жесткость проволоки является важной характеристикой, которая определяется как корреляция между ортодонтической силой и отклонением в диапазоне упругости.[14] Наши результаты показали, что увеличение прогиба (в проводах этого типа) значительно ( P < 0.001) увеличил силу, прилагаемую проволокой, что было предсказуемо.[15]
Нержавеющая сталь была представлена в 1929 году.[2] Сегодня аустенитная нержавеющая сталь является основным сплавом, используемым в ортодонтических дугах.После нержавеющей стали в ортодонтию были введены другие сплавы с приемлемыми характеристиками, такие как хром-кобальт [4]. Обоснование использования проволоки для конкретного лечения должно основываться на широком диапазоне механических характеристик, таких как модуль упругости (жесткость или скорость отклонения нагрузки) [3]. Биомеханические соображения утверждают, что жесткость проволоки является важной характеристикой, которая определяется как корреляция между ортодонтической силой и отклонением в диапазоне упругости.[14] Наши результаты показали, что увеличение прогиба (в проводах этого типа) значительно ( P < 0.001) увеличил силу, прилагаемую проволокой, что было предсказуемо.[15]
Согласно Куси и Гринбергу [4], хотя нержавеющая сталь и хром-кобальт имеют разный состав, их модуль упругости одинаков, и когда термоупрочнение и прочность на кручение хром-кобальта не нужны, их можно заменить на друг с другом. Наше исследование также показало, что различия в измеренных нагрузках между несварными нержавеющими и несварными хромокобальтовыми проволоками в этих трех прогибах не были значительными ( P = 1, 0.93, 0,54). Этот результат аналогичен исследованию Мелинга и Одегаарда [16], в котором сообщалось, что хромокобальтовая проволока размером 0,016 × 0,022 дюйма имеет одинаковую жесткость с проволокой из нержавеющей стали того же размера. Kusy [17] сообщил, что Elgiloy (Chromium-cobalt, Rocky Mountain Orthodontics, Денвер, Колорадо, США) имеет аналогичную жесткость с нержавеющей сталью. Нержавеющая сталь и синий Egiloy — это провода высокой жесткости.[5]
Наше исследование также показало, что различия в измеренных нагрузках между несварными нержавеющими и несварными хромокобальтовыми проволоками в этих трех прогибах не были значительными ( P = 1, 0.93, 0,54). Этот результат аналогичен исследованию Мелинга и Одегаарда [16], в котором сообщалось, что хромокобальтовая проволока размером 0,016 × 0,022 дюйма имеет одинаковую жесткость с проволокой из нержавеющей стали того же размера. Kusy [17] сообщил, что Elgiloy (Chromium-cobalt, Rocky Mountain Orthodontics, Денвер, Колорадо, США) имеет аналогичную жесткость с нержавеющей сталью. Нержавеющая сталь и синий Egiloy — это провода высокой жесткости.[5]
Процесс сварки широко используется для облегчения перемещения зубов.[18] Сварку можно выполнять точечной электросваркой или лазерной сваркой.[7] Для изготовления сложных приборов можно сваривать как нержавеющую сталь, так и хром-кобальт.[19] Большое значение имеет влияние сварки на свойства проволоки. Наш результат показал, что процесс точечной сварки увеличивает жесткость проволоки. В этом исследовании сварка проводилась за пределами области испытаний, чтобы исключить влияние увеличения длины на жесткость. Одним из основных факторов точечной электросварки является тепло, выделяемое электродами в зоне соединения.[20] Некоторые исследования утверждают, что низкое сопротивление медных электродов приводит к тому, что тепло остается только в месте сварки.[8,9] В других исследованиях сообщалось, что повышенная температура в месте сварки может привести к значительным изменениям характеристик проволоки, прилегающей к точке сварки.[20]
В этом исследовании сварка проводилась за пределами области испытаний, чтобы исключить влияние увеличения длины на жесткость. Одним из основных факторов точечной электросварки является тепло, выделяемое электродами в зоне соединения.[20] Некоторые исследования утверждают, что низкое сопротивление медных электродов приводит к тому, что тепло остается только в месте сварки.[8,9] В других исследованиях сообщалось, что повышенная температура в месте сварки может привести к значительным изменениям характеристик проволоки, прилегающей к точке сварки.[20]
Мы можем сказать, что эффекты повышенной температуры, вызванные точечной электросваркой, могут быть аналогичны эффектам термической обработки, потому что в настоящее время для термической обработки используются ортодонтические аппараты для точечной сварки. но исследователи показали, что термообработка может повлиять на жесткость ортодонтических дуг.[23,24] Снижение внутреннего напряжения во время термической обработки при низкой температуре рассматривается как механизм восстановления в нержавеющей стали и Elgiloy. [24] Различные исследования оценивали термообработку хромокобальтовых проволок различных размеров и сообщали, что их жесткость увеличивается на 10-20%.[24] Другие исследования, однако, утверждают, что увеличение модуля упругости более чем на 15% встречается очень редко.[25] Анализ прямых хромокобальтовых проволок показал, что небольшое увеличение модуля упругости предсказуемо.[24,26] Показано, что термическая обработка проволоки из нержавеющей стали увеличивает ее жесткость. сообщается.[25] С другой стороны, Ингерслев [29] сообщил, что термообработка не влияет на жесткость проволоки. Watanabe et al . [19] заявили, что лазерная сварка оказывает меньшее тепловое воздействие на соседние области, поэтому является предпочтительным методом в клинике.
[24] Различные исследования оценивали термообработку хромокобальтовых проволок различных размеров и сообщали, что их жесткость увеличивается на 10-20%.[24] Другие исследования, однако, утверждают, что увеличение модуля упругости более чем на 15% встречается очень редко.[25] Анализ прямых хромокобальтовых проволок показал, что небольшое увеличение модуля упругости предсказуемо.[24,26] Показано, что термическая обработка проволоки из нержавеющей стали увеличивает ее жесткость. сообщается.[25] С другой стороны, Ингерслев [29] сообщил, что термообработка не влияет на жесткость проволоки. Watanabe et al . [19] заявили, что лазерная сварка оказывает меньшее тепловое воздействие на соседние области, поэтому является предпочтительным методом в клинике.
Сравнение групп S + S и R + R показало, что величины нагрузки сварной нержавеющей стали (во всех трех прогибах) были значительно выше, чем сварной Remaloy ( P < 0.001). Различные комбинации Co, Fe, Mb между проволоками, вероятно, могут быть причиной этой разницы. Сравнение скорости прогиба под нагрузкой в группе S + R с группой S + S показало, что группа S + S имела значительно более высокую жесткость при всех трех прогибах ( P < 0,001). Ватанабэ и др. . [19] также показали, что гетерогенные сварные соединения имеют более низкие скорости отклонения под нагрузкой по сравнению с однородными, возможно, из-за различной теплопередачи в точке сварки в гетерогенных сочетаниях по сравнению с однородными.В образцах группы S + R основной проволокой был Remaloy, поэтому можно было предсказать, что их скорость прогиба под нагрузкой была в основном такой же, как у основной проволоки, и ниже, чем у группы S + S. Результаты показали, что хотя величины нагрузки в группе S + R были больше, чем R + R при прогибе 0,5 мм и 1 мм, их различие не было статистически значимым ( P = 0,99, 1).
Сравнение скорости прогиба под нагрузкой в группе S + R с группой S + S показало, что группа S + S имела значительно более высокую жесткость при всех трех прогибах ( P < 0,001). Ватанабэ и др. . [19] также показали, что гетерогенные сварные соединения имеют более низкие скорости отклонения под нагрузкой по сравнению с однородными, возможно, из-за различной теплопередачи в точке сварки в гетерогенных сочетаниях по сравнению с однородными.В образцах группы S + R основной проволокой был Remaloy, поэтому можно было предсказать, что их скорость прогиба под нагрузкой была в основном такой же, как у основной проволоки, и ниже, чем у группы S + S. Результаты показали, что хотя величины нагрузки в группе S + R были больше, чем R + R при прогибе 0,5 мм и 1 мм, их различие не было статистически значимым ( P = 0,99, 1).
ЗАКЛЮЧЕНИЕ
В рамках данного лабораторного исследования сделан вывод о том, что процесс точечной электросварки проволоки из нержавеющей стали и хромокобальтовой проволоки может привести к увеличению скорости их прогиба под нагрузкой.
Финансовая поддержка и спонсорство
Это исследование было финансово поддержано и одобрено Исфаханским университетом медицинских наук, Иран.
Конфликты интересов
Авторы этой рукописи заявляют, что у них нет конфликтов интересов, реальных или предполагаемых, финансовых или нефинансовых в этой статье.
БЛАГОДАРНОСТИ
Авторы с благодарностью признают, что этот отчет основан на диссертации, представленной в школе стоматологии Исфаханского университета медицинских наук, в частичном выполнении требований для получения степени магистра (грант No.393532). Это исследование было финансово поддержано и одобрено Исфаханским университетом медицинских наук, Иран.
ССЫЛКИ
1. Джуввади С.Р., Кайласам В., Падманабхан С., Читаранджан А.Б. Физические, механические и изгибные свойства трех ортодонтических дуг: исследование in-vitro . Am J Orthod Dentofacial Orthop. 2010; 138: 623–30. [PubMed] [Google Scholar]2. Виджаялакшми Р.Д. , Нагачандран К.С., Кумми П., Джаякумар П. Сравнительная оценка металлургических свойств дуг из нержавеющей стали и ТМА с тимолиевыми и титано-ниобиевыми дугами — исследование in vitro .Индиан Джей Дент Рез. 2009; 20: 448–52. [PubMed] [Google Scholar]3. Дрейк С.Р., Уэйн Д.М., Пауэрс Дж.М., Асгар К. Механические свойства ортодонтических дуг при растяжении, изгибе и кручении. Am J Orthod Dentofacial Orthop. 1982; 82: 206–10. [PubMed] [Google Scholar]4. Кусий Р.П., Гринберг А.Р. Влияние состава и поперечного сечения на упругие свойства ортодонтических дуг. Угол Ортод. 1981; 51: 325–41. [PubMed] [Google Scholar]5. Капила С., Сачдева Р. Механические свойства и клиническое применение ортодонтических дуг.Am J Orthod Dentofacial Orthop. 1989; 96: 100–9. [PubMed] [Google Scholar]6. Кришнан В., Кумар К.Дж. Характеристики сварки материалов ортодонтических дуг. Угол Ортод. 2004; 74: 533–538. [PubMed] [Google Scholar]7. Мадхан Кумар С., Сетумадхава Дж. Р., Ананд Кумар В., Манита Г. Влияние обычной сварки и лазерной сварки на предел прочности при растяжении, предел прочности при растяжении и характеристики поверхности двух кобальт-хромовых сплавов: сравнительное исследование.
, Нагачандран К.С., Кумми П., Джаякумар П. Сравнительная оценка металлургических свойств дуг из нержавеющей стали и ТМА с тимолиевыми и титано-ниобиевыми дугами — исследование in vitro .Индиан Джей Дент Рез. 2009; 20: 448–52. [PubMed] [Google Scholar]3. Дрейк С.Р., Уэйн Д.М., Пауэрс Дж.М., Асгар К. Механические свойства ортодонтических дуг при растяжении, изгибе и кручении. Am J Orthod Dentofacial Orthop. 1982; 82: 206–10. [PubMed] [Google Scholar]4. Кусий Р.П., Гринберг А.Р. Влияние состава и поперечного сечения на упругие свойства ортодонтических дуг. Угол Ортод. 1981; 51: 325–41. [PubMed] [Google Scholar]5. Капила С., Сачдева Р. Механические свойства и клиническое применение ортодонтических дуг.Am J Orthod Dentofacial Orthop. 1989; 96: 100–9. [PubMed] [Google Scholar]6. Кришнан В., Кумар К.Дж. Характеристики сварки материалов ортодонтических дуг. Угол Ортод. 2004; 74: 533–538. [PubMed] [Google Scholar]7. Мадхан Кумар С., Сетумадхава Дж. Р., Ананд Кумар В., Манита Г. Влияние обычной сварки и лазерной сварки на предел прочности при растяжении, предел прочности при растяжении и характеристики поверхности двух кобальт-хромовых сплавов: сравнительное исследование. J Индийский протез Soc. 2012;12:87–93. [Бесплатная статья PMC] [PubMed] [Google Scholar]8.Насименто Л.Э., Сантос Р.Л., Питон М.М., Араужо М.Т., Нодзима М.Г., Нодзима Л.И. Влияние точечной электросварки на механические свойства различных сплавов ортодонтической проволоки. Матер Рез. 2012;15:409–14. [Google Академия]9. Берстон CJ. Ортодонтия с переменным модулем. Эм Джей Ортод. 1981; 80: 1–16. [PubMed] [Google Scholar] 10. Чундури Р. Сварочные характеристики бета-титановой проволоки переменного сечения. J Индийская ортодоксальная церковь. 2011;45:24–8. [Google Академия] 11. Басафа М., Зебарджад С.М., Джаханбази Х. Оценка степени деформации под нагрузкой ортодонтических дуг из нержавеющей стали, доступных на коммерческом рынке Ирана.Дж. Мешхед Дент Ш. 2006; 30:15–24. [Google Академия] 12. Накано Х., Сато К., Норрис Р., Джин Т., Камегаи Т., Исикава Ф. и др. Механические свойства нескольких проволок из никель-титанового сплава при испытаниях на трехточечный изгиб. Am J Orthod Dentofacial Orthop.
J Индийский протез Soc. 2012;12:87–93. [Бесплатная статья PMC] [PubMed] [Google Scholar]8.Насименто Л.Э., Сантос Р.Л., Питон М.М., Араужо М.Т., Нодзима М.Г., Нодзима Л.И. Влияние точечной электросварки на механические свойства различных сплавов ортодонтической проволоки. Матер Рез. 2012;15:409–14. [Google Академия]9. Берстон CJ. Ортодонтия с переменным модулем. Эм Джей Ортод. 1981; 80: 1–16. [PubMed] [Google Scholar] 10. Чундури Р. Сварочные характеристики бета-титановой проволоки переменного сечения. J Индийская ортодоксальная церковь. 2011;45:24–8. [Google Академия] 11. Басафа М., Зебарджад С.М., Джаханбази Х. Оценка степени деформации под нагрузкой ортодонтических дуг из нержавеющей стали, доступных на коммерческом рынке Ирана.Дж. Мешхед Дент Ш. 2006; 30:15–24. [Google Академия] 12. Накано Х., Сато К., Норрис Р., Джин Т., Камегаи Т., Исикава Ф. и др. Механические свойства нескольких проволок из никель-титанового сплава при испытаниях на трехточечный изгиб. Am J Orthod Dentofacial Orthop. 1999; 115:390–5. [PubMed] [Google Scholar] 13. Iijima M, Muguruma T, Brantley WA, Mizoguchi I. Сравнение тестов наноиндентирования, трехточечного изгиба и растяжения ортодонтических дуг. Am J Orthod Dentofacial Orthop. 2011; 140:65–71. [PubMed] [Google Scholar] 14.Олтьен Дж.М., Дункансон М.Г., младший, Гош Дж., Нанда Р.С., Карриер Г.Ф. Жесткость-деформация выбранных ортодонтических дуг. Угол Ортод. 1997; 67: 209–18. [PubMed] [Google Scholar] 15. Proffit WR, Fields HW, Jr, Sarver DM. 5-е изд. Сент-Луис: CVMosby Co; 2013. Современная ортодонтия; п. 313. [Google Академия] 16. Meling TR, Odegaard J. Влияние вариаций размеров поперечного сечения квадратных и прямоугольных хром-кобальтовых дуг на кручение. Угол Ортод. 1998; 68: 239–48. [PubMed] [Google Scholar] 17.Кусий РП. Обзор современных дуг: их свойства и характеристики. Угол Ортод. 1997; 67: 197–207. [PubMed] [Google Scholar] 18. Сантос Р.Л., Питон М.М., Насименто Л.Е., Мартинс Ф.О., Романос М.Т., Нодзима М.С. и др. Цитотоксичность точечной электросварки: исследование in vitro . Дент Пресс J Ортод. 2011;16:57–63. [Google Академия] 19. Ватанабе Э., Стигал Г., Эльшахави В., Ватанабе И. Характеристики нагрузки на изгиб ортодонтических дуг, сваренных лазером. Угол Ортод. 2012; 82: 698–702. [PubMed] [Google Scholar] 20.Дарвиш С.М., Ганья А. Критическая оценка технологий сварки. J Mater Process Technol. 2000; 105: 221–9. [Google Академия] 21. Куоги О.А., Касберген Г.Ф., Сантос П.Х., Мендонса М.Р., Тонделли П.М. Влияние термообработки на ортодонтические дуги из нержавеющей стали. Браз Орал Рез. 2011;25:128–34. [PubMed] [Google Scholar] 22. Дурр Д.П., Варгас Р., Уорд К. Оценка методов снятия напряжения с кобальт-хромовых ортодонтических дуг. Педиатр Дент. 1988; 10: 205–9. [PubMed] [Google Scholar] 23. Голдберг А.Дж., Вандерби Р., младший, Берстон С.Дж.Снижение модуля упругости ортодонтических дуг. Джей Дент Рез. 1977; 56: 1227–31. [PubMed] [Google Scholar] 24. Асгарния М.К., Брантли В.А. Сравнение испытаний на изгиб и растяжение ортодонтических дуг. Эм Джей Ортод. 1986; 89: 228–36.
1999; 115:390–5. [PubMed] [Google Scholar] 13. Iijima M, Muguruma T, Brantley WA, Mizoguchi I. Сравнение тестов наноиндентирования, трехточечного изгиба и растяжения ортодонтических дуг. Am J Orthod Dentofacial Orthop. 2011; 140:65–71. [PubMed] [Google Scholar] 14.Олтьен Дж.М., Дункансон М.Г., младший, Гош Дж., Нанда Р.С., Карриер Г.Ф. Жесткость-деформация выбранных ортодонтических дуг. Угол Ортод. 1997; 67: 209–18. [PubMed] [Google Scholar] 15. Proffit WR, Fields HW, Jr, Sarver DM. 5-е изд. Сент-Луис: CVMosby Co; 2013. Современная ортодонтия; п. 313. [Google Академия] 16. Meling TR, Odegaard J. Влияние вариаций размеров поперечного сечения квадратных и прямоугольных хром-кобальтовых дуг на кручение. Угол Ортод. 1998; 68: 239–48. [PubMed] [Google Scholar] 17.Кусий РП. Обзор современных дуг: их свойства и характеристики. Угол Ортод. 1997; 67: 197–207. [PubMed] [Google Scholar] 18. Сантос Р.Л., Питон М.М., Насименто Л.Е., Мартинс Ф.О., Романос М.Т., Нодзима М.С. и др. Цитотоксичность точечной электросварки: исследование in vitro . Дент Пресс J Ортод. 2011;16:57–63. [Google Академия] 19. Ватанабе Э., Стигал Г., Эльшахави В., Ватанабе И. Характеристики нагрузки на изгиб ортодонтических дуг, сваренных лазером. Угол Ортод. 2012; 82: 698–702. [PubMed] [Google Scholar] 20.Дарвиш С.М., Ганья А. Критическая оценка технологий сварки. J Mater Process Technol. 2000; 105: 221–9. [Google Академия] 21. Куоги О.А., Касберген Г.Ф., Сантос П.Х., Мендонса М.Р., Тонделли П.М. Влияние термообработки на ортодонтические дуги из нержавеющей стали. Браз Орал Рез. 2011;25:128–34. [PubMed] [Google Scholar] 22. Дурр Д.П., Варгас Р., Уорд К. Оценка методов снятия напряжения с кобальт-хромовых ортодонтических дуг. Педиатр Дент. 1988; 10: 205–9. [PubMed] [Google Scholar] 23. Голдберг А.Дж., Вандерби Р., младший, Берстон С.Дж.Снижение модуля упругости ортодонтических дуг. Джей Дент Рез. 1977; 56: 1227–31. [PubMed] [Google Scholar] 24. Асгарния М.К., Брантли В.А. Сравнение испытаний на изгиб и растяжение ортодонтических дуг. Эм Джей Ортод. 1986; 89: 228–36. [PubMed] [Google Scholar] 25. Бакофен В.А., Гейлз Г.Ф. Низкотемпературная термообработка нержавеющей стали для ортодонтии. Угол Ортод. 1951; 21: 117–24. [PubMed] [Google Scholar] 26. Khier SE, Brantley WA, Fournelle RA. Структура и механические свойства ортодонтических проволок из нержавеющей стали в состоянии поставки и после термообработки.Am J Orthod Dentofacial Orthop. 1988; 93: 206–12. [PubMed] [Google Scholar] 27. Кемлер ЭА. Влияние низкотемпературной термообработки на физические свойства ортодонтической проволоки. Эм Джей Ортод. 1956; 42:793. [Google Академия] 28. Хоу Г.Л., Гринер Э.Х., Кримминс Д.С. Механические свойства и снятие напряжений ортодонтической проволоки из нержавеющей стали. Угол Ортод. 1968; 38: 244–9. [PubMed] [Google Scholar] 29. Ингерслев Ч. Влияние термической обработки на физические свойства изогнутой ортодонтической проволоки. Угол Ортод.1966; 36: 236–47. [PubMed] [Google Scholar]
[PubMed] [Google Scholar] 25. Бакофен В.А., Гейлз Г.Ф. Низкотемпературная термообработка нержавеющей стали для ортодонтии. Угол Ортод. 1951; 21: 117–24. [PubMed] [Google Scholar] 26. Khier SE, Brantley WA, Fournelle RA. Структура и механические свойства ортодонтических проволок из нержавеющей стали в состоянии поставки и после термообработки.Am J Orthod Dentofacial Orthop. 1988; 93: 206–12. [PubMed] [Google Scholar] 27. Кемлер ЭА. Влияние низкотемпературной термообработки на физические свойства ортодонтической проволоки. Эм Джей Ортод. 1956; 42:793. [Google Академия] 28. Хоу Г.Л., Гринер Э.Х., Кримминс Д.С. Механические свойства и снятие напряжений ортодонтической проволоки из нержавеющей стали. Угол Ортод. 1968; 38: 244–9. [PubMed] [Google Scholar] 29. Ингерслев Ч. Влияние термической обработки на физические свойства изогнутой ортодонтической проволоки. Угол Ортод.1966; 36: 236–47. [PubMed] [Google Scholar]Welding Cable VS Автомобильный аудиокабель для силовых цепей — Электрические аккумуляторы — Генераторы — Электропроводка — №1 в мире форум энтузиастов автомобильного аудио! | СМД
Количество нитей не имеет большого значения с точки зрения переноса большей или меньшей силы тока.
Также количество прядей не означает, что один провод лучше другого. Провод с большим количеством прядей, но меньшим сечением, может по-прежнему нести ту же нагрузку, что и провод такого же размера, в котором используется меньше прядей, но пряди большего размера.
Все, на что на самом деле влияет количество прядей, — это гибкость в отношении того, как мы используем провод в автомобильной аудиосистеме.
Когда количество прядей имеет значение, это для переменного тока, когда вам приходится иметь дело с «скин-эффектом», который означает, что переменный ток в большей степени течет по поверхности провода, а не через него. Эффект становится все более и более очевидным по мере увеличения частоты.
Но система зарядки транспортных средств работает от постоянного тока, это не проблема.
Что касается оболочки на сварочной кабельной проволоке, то у каждого производителя они разные, одни прочнее других.
То же самое и с проводным корпусом для автомобильной аудиосистемы.
Вы не можете разложить все провода по разным категориям и сказать, что один лучше другого, когда он может работать в обоих направлениях для обоих типов проводов в зависимости от марки.
Обычно аудиокабель более гибкий, но я видел приличный сварочный кабель Flex-A-Prene, который не был слишком потертым по сравнению с другим сварочным кабелем, но он был немного больше.
Еще одна вещь, которую вы должны сравнить, это фактическое сечение провода.
Большинство автомобильных аудиопроводов имеют негабаритный размер и продаются как 1/0.
Если вы покупаете сварочный кабель 1/0, он будет меньше, чем провод аудиосистемы 1/0, поэтому вам обычно потребуется переходить на сварочный кабель 2/0, чтобы получить провод того же размера, что и провод автомобильной аудиосистемы.
Одним из больших плюсов проводов, предназначенных для аудио, является то, что некоторые компании обрабатывают свои провода серебристым оловом, что продлевает срок службы провода и не так легко и быстро подвергается коррозии.
Одним из преимуществ сварочной проволоки является то, что она, как правило, производится в США, но не все бренды.
Еще одним преимуществом аудиопровода является то, что он обычно лучше выглядит при установке.Обычно у вас есть лучший доступ к цветам, которые подходят к вашей теме.
Я действительно чувствую, что некоторые компании, производящие аудио провода, не являются настоящими и используют другие металлы, чтобы они выглядели как настоящие и имели тот же вес
Я видел некоторые довольно сомнительные провода imo, и некоторые, кажется, принимают припой намного хуже, чем другие, что странно.
Как правило, это легко определить, потому что, как только вы зачистите провод, чтобы вставить его в клемму или усилитель, жилы выскочат и не сохранят форму, даже если вы попытаетесь их скрутить, в то время как в случае с некоторым проводом вы зачистите его, и он не пукает повсюду.
Одними из лучших проводов из бескислородной меди, с которыми я когда-либо работал, были Rockford Fosgate, Kicker Hyperflex, Sundown, JL Audio, XS Power XS Fleks, CT Sounds, Stinger (но это не слишком большой провод 1/0, как у других).
Однако за большинство этих брендов вы заплатите более высокую цену.
Мне также нравились Knukonceptz Kolossus Fleks, но их новый материал, выпущенный несколько лет назад, кажется тоньше во всех отношениях. Более тонкий/дешевый корпус, более тонкий провод и даже кажется более дешевым проводом. Хотя может это просто я.
К сожалению, большинство аудиокабелей не соответствуют каким-либо стандартам, как сварочные кабели, поэтому вы можете найти очень дешевые компании, продающие провод 1/0 размером 4 калибра с массивным кожухом вокруг него, чтобы он выглядел как 1/0. когда его нет. Только более дорогой аудиокабель соответствует морскому стандарту BC-5W2, поэтому, как правило, вы получаете более прочный корпус и кабель, который не подвергается коррозии так быстро, поскольку его можно использовать в морских приложениях (на лодках). Наряду с тем, что некоторые из них соответствуют стандарту CEA соответствия или превышения калибра, на который претендует компания.
Также я начинаю задаваться вопросом, как одна компания может продавать продукт калибра 4/0 по той же или меньшей цене, что и другая компания, продающая качественный кабель калибра 1/0, и дешевле, чем большинство сварочных кабелей 4/ 0, в то время как другая компания, продающая 4/0, продает его почти на 2 доллара за фут дороже, чем другие ребята с шириной 4/0. Это действительно заставляет вас задуматься о том, что вы на самом деле покупаете, когда получаете этот более дешевый аудиокабель.
Это действительно заставляет вас задуматься о том, что вы на самом деле покупаете, когда получаете этот более дешевый аудиокабель.
Разум=Взорван…
EWCS имеет высококачественный сварочный кабель
Сварочный кабель — это удивительно универсальный тип электрического кабеля.Он может выдерживать высокое напряжение и обеспечивает превосходную гибкость и долговечность по сравнению с обычными домашними кабелями. Компания Electric Wire and Cable Specialists (EWCS) предлагает огромный выбор сварочных кабелей для самых разных областей применения. Если вам нужно заменить сварочные кабели или вам просто нужен кабель высокого напряжения, на который вы можете положиться, проверьте наш ассортимент на EWCS сегодня.
Как следует из названия, сварочный кабель в основном используется для сварочного оборудования. Хотя источнику питания для сварки может не требоваться сварочный кабель, он имеет решающее значение для подачи питания на электрододержатель. Проводимость и гибкость этих кабелей позволяют сварщику работать с высокой нагрузкой и легко перемещаться по заготовке, не подвергая пользователя риску.
Проводимость и гибкость этих кабелей позволяют сварщику работать с высокой нагрузкой и легко перемещаться по заготовке, не подвергая пользователя риску.
Такой процесс, как дуговая сварка, требует, чтобы один кабель был прикреплен к заготовке, а другой подавал питание на расходуемый электрод. Когда дуга зажигается от электрода, огромное количество энергии передается через заготовку. Когда эта цепь замыкается, огромное количество тепла расплавляет электрод и позволяет сварщику сплавить металл с заготовкой.Помимо сварки, эти кабели идеально подходят для аккумуляторов, генераторов, солнечных батарей и инверторов. Всякий раз, когда вам нужен гибкий кабель, рассчитанный на напряжение до 600 вольт, сварочный кабель, как правило, будет вашим лучшим вариантом.
Мы предлагаем восемь разновидностей сварочных кабелей в зависимости от сечения и типа разъема. Наши кабели доступны в следующих размерах: 6, 4, 2, 1/0, 2/0, 3/0 и 4/0. Мы также предлагаем кабели с предварительно установленными разъемами Lenco для легкого подключения к сварочному оборудованию прямо из коробки. Мы предлагаем все наши кабели удобной длины, включая 10, 15, 20, 25, 50, 100 и 250 футов. Если вам нужны кабели нестандартной длины, мы будем рады сотрудничать с вашим бизнесом, чтобы предоставить вам именно те кабели, которые вам нужны.
Мы предлагаем все наши кабели удобной длины, включая 10, 15, 20, 25, 50, 100 и 250 футов. Если вам нужны кабели нестандартной длины, мы будем рады сотрудничать с вашим бизнесом, чтобы предоставить вам именно те кабели, которые вам нужны.
Причина такой гибкости сварочных кабелей заключается в том, что они состоят из множества тонких медных жил. Наш провод калибра 6 содержит 259 медных жил, а массивные провода калибра 4/0 содержат 2014 медных жил. Это позволяет проводу легко проводить большие токи, оставаясь чрезвычайно гибким.Все наши сварочные кабели имеют изоляцию из этилен-пропилен-диенового мономера (EPDM). Эта изоляция обладает масло- и газостойкостью и рассчитана на работу в диапазоне температур от -50 °C до 105 °C (от -58 °F до 221 °F). Мы предлагаем наши провода красного и черного цвета, а некоторые калибры также доступны в синем, зеленом и желтом цветах.
В дополнение к нашему сварочному кабелю, EWCS производит множество других сортов качественной проволоки и кабеля. Мы предлагаем лотковые кабели, морские кабели, контрольно-измерительные и электрические кабели, а также различные типы медных кабелей.Независимо от того, какие провода и кабели нужны вашему бизнесу, мы можем предложить вам выгодные условия и быструю доставку. Если вы ищете кабель, которого мы не предлагаем, позвоните в нашу команду
, и мы можем предложить подходящую альтернативу или изготовить кабель, который будет идеально соответствовать вашим потребностям.
В EWCS мы стремимся к тому, чтобы у наших клиентов были все кабельные и электропроводочные материалы, необходимые их бизнесу. Имея удобные центры выполнения заказов по всей стране, мы можем осуществлять доставку из ближайшего к вам места.Мы всегда стараемся ускорить нашу доставку, и большинство наших клиентов получают свою продукцию в течение 3 рабочих дней или меньше. Если у вас есть какие-либо вопросы о наших проводах и кабелях, позвоните нашей команде сегодня по телефону 800-262-1598. В следующий раз, когда вам понадобится провод или кабель, доверьтесь специалистам по электропроводке и кабелю!
Для получения дополнительной информации о кабелях для лодочных аккумуляторов и кабеле пожарной сигнализации посетите веб-сайт: Electric Wire & Cable Specialists (EWCS).
Китайский производитель химикатов, Неизолированный проводник, Поставщик силового кабеля
Основанная в 2014 году и объединившая завод с более чем 30-летним опытом работы с кабелями, Lonheo опирается на отличную репутацию нашего сотрудничающего завода. Все, что мы делаем, — это делаем их ведущими кабельными подрядчиками в мире.Компания Lonheo способна добиваться успеха в сегодняшней конкурентной бизнес-среде, создавая синергию и консолидируя ресурсы всех партнеров. Это гарантирует, что Lonheo останется стабильной в операционном и финансовом отношении.
Благодаря этому стратегическому партнерству Lonheo может помочь нашим клиентам достичь их целей и предоставить им дополнительные услуги.
Наша компания занимается поставками кабелей и проводов, а также химикатами для очистки сточных вод.
Наши характеристики Продукт:
===Силовые кабели===
Сверхвысокое напряжение, Силовой кабель, Высоковольтный силовой кабель, Силовой кабель среднего напряжения, Силовой кабель низкого напряжения, LSZH (низкодымный, безгалогенный) Кабель, XLPE Кабель, силовой кабель AAAC (проводник из алюминиевого сплава), бронированный кабель, кабель SWA (армированный стальной проволокой).
Кабели силовые в основном используются для систем передачи и распределения электроэнергии в электроэнергетике и промышленности общего назначения.
===Провода и кабели для электрооборудования===
Кабель с резиновой изоляцией, кабель для горнодобывающей промышленности, бурения и туннелирования, судовой кабель, провод в нейлоновой оболочке, кабель управления с пластиковой изоляцией.
Электрооборудование Кабели в основном используются для подачи и распределения электроэнергии.
===Антенный кабель===
Антенный кабель в жгуте, медная многопроволочная проволока, алюминиевая жила, армированная сталью (ACSR), жила из алюминиевого сплава (AAAC), многожильная алюминиевая жила (AAC).
Эти кабели в основном используются в качестве воздушных линий электропередач для передачи и распределения электроэнергии.
===Специальные кабели и провода===
Огнестойкий кабель, высокотемпературный кабель, кабель, устойчивый к грызунам / кабель, устойчивый к термитам, водонепроницаемый кабель, экологически чистый кабель постоянного тока, силовой кабель среднего напряжения для метро и освещения. вес, Ветроэнергетический кабель, Ядерный кабель класса 1E, Энергоэффективный ACSR, Поддерживающие и расширяющие воздушные провода сверхвысокого напряжения, Гибкий огнезащитный кабель для 0.6/1кВ.
вес, Ветроэнергетический кабель, Ядерный кабель класса 1E, Энергоэффективный ACSR, Поддерживающие и расширяющие воздушные провода сверхвысокого напряжения, Гибкий огнезащитный кабель для 0.6/1кВ.
Сварочный кабель | Служба электрических терминалов
Сварочный кабель
Этот атмосферостойкий кабель обычно используется для подключения грузовых и автомобильных аккумуляторов, а также для соединительных кабелей. Превосходная гибкость и способность выдерживать более высокую силу тока благодаря большему количеству жил. Толстая оболочка из EPDM позволяет кабелю выдержать испытание временем. Устойчив к истиранию, порезам, огню, жиру, маслу и растворителям. Сделано в США.600 вольт макс. Заказ в 10 футов. 25 футов, 50 футов, 100 футов и 500 футов. размеры шпули.
| Диаметр провода | Куртка | Скрутка | ||
| (AWG) | ОД | ОД | Черный | Красный |
| 8 | 0. 28 дюймов 28 дюймов | 0,14″ | СФ8-Б | СФ8-Р |
| 6 | 0,31 дюйма | 0,18″ | SF6-B | SF6-R |
| 4 | 0,34 дюйма | 0,20″ | СФ4-Б | СФ4-Р |
| 2 | 0.42 дюйма | 0,29 дюйма | СФ2-Б | СФ2-Р |
| Диаметр провода | Куртка | Скрутка | ||
| (AWG) | ОД | ОД | Черный | Красный |
| 1 | 0. 49 дюймов 49 дюймов | 0,31 дюйма | СФ1-Б | СФ1-Р |
| 1/0 | 0,53 дюйма | 0,36 дюйма | СФ1/0-В | СФ1/0-Р |
| 2/0 | 0,57 дюйма | 0,40″ | СФ2/0-Б | СФ2/0-Р |
| 3/0 | 0.62 дюйма | 0,45 дюйма | SF3/0-B | СФ3/0-Р |
| Диаметр провода | Куртка | Скрутка | ||
| (AWG) | ОД | ОД | Черный | Красный |
| 4/0 | 0.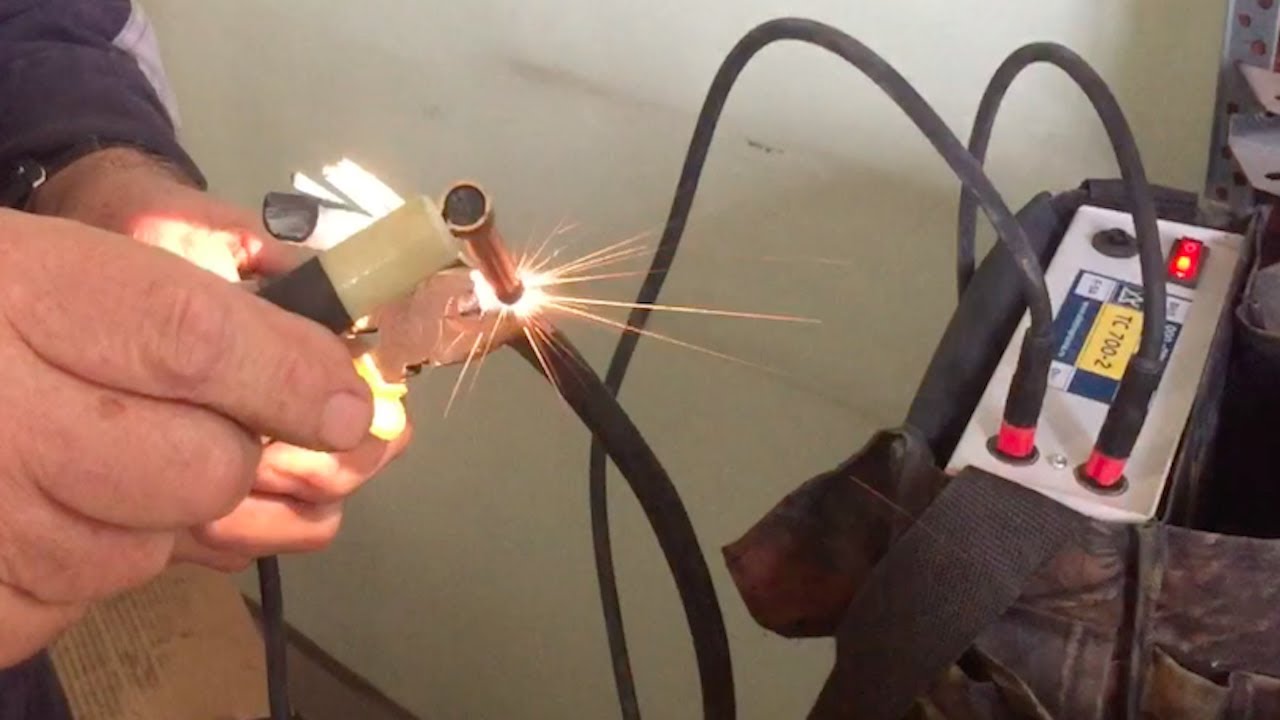 69 дюймов 69 дюймов | 0,52 дюйма | СФ4/0-Б | СФ4/0-Р |
| 250 | 0,81 дюйма | 0,60″ | СФ250-Б | —— |
| 350 | 0,93 дюйма | 0,72 дюйма | СФ350-Б | —— |
Сварочный кабель
| Размер провода (AWG) | Цвет | |
| 8 | Черный и желтый | СФ-88 |
| 6 | Черный и оранжевый | СФ-66 |
| 4 | Черно-белый | СФ-44 |
| 2 | Черно-белый | СФ-22 |
Нужно провести два провода? Этот сварочный кабель состоит из двух сварочных кабелей, соединенных вместе, что упрощает установку и управление проводами. Используется на лифтах, соединительных кабелях, вспомогательных источниках питания.
Используется на лифтах, соединительных кабелях, вспомогательных источниках питания.
Толстая оболочка TPE устойчива к истиранию, порезам, огню, жиру, маслу и растворителям. 60 вольт макс. Заказ в 5 футов, 10 футов. 25 футов, 50 футов и 100 футов. размеры шпули.
Концы соединительных кабелей
900
Ампер
| Ампер | Цвет | Номер детали |
| 900 | Черный | ДЖКЭ900-Б |
| 900 | Красный | ДЖСЕ900-Р |
Наконечники соединительного кабеля на 900 А изготовлены из твердой меди и подходят для сварочного кабеля калибра до 2/0.