Заварить капиллярную течь в водопроводе — Сварка в сантехнике
Вычищать дефектный участок металла, и варить заново(со снятием давления, само собой). Варить автогеном(моё оценочное мнение). Варить по старым соплям бесполезно, будет только хуже. Проверено. Может, конечно, руки кривые, но этот трюк я пытался несколько раз провернуть — результат отрицательный — потом кроме чужих соплей приходится подтирать ещё и свои.
Как я выходил из положения .в подобных случаях. Готовится всё необходимое для ремонта. От слова совсем, чтоб потом не суетится и не бегать. Помощник с рацией отправляется в подвал, и методом тыка ищет нужный стояковый вентиль. После каждого перекрытия сообщает вам. Когда найден нужный, ждёте, пока система распрессуется и в темпе вальса выполняете работу. ТОВАРИЩ ВСЁ ЭТО ВРЕМЯ СТОИТ НА ШУХЕРЕ(А вдруг там ещё один джигит!!!) Далее даёте команду на пуск, убеждаетесь, что всё сделано правильно, и отправляете напарника в сельпо.
Таким методом менялись стояковые краны, врезались полотенцесушители, и много чего ещё делалось.
З.Ы.: Для чего весь этот зоопарк с рацией??? Я не сантехник, и для меня найти с первого раза нужный стояковый кран равноценно полёту в космос, поэтому действуем методом тыка. Если для Вас это не проблема, можно и без радиосвязи, но СТОЯЩИЙ ТОВАРИЩ НА ШУХЕРЕ ОБЯЗАТЕЛЕН, ибо, по закону подлости, обязательно найдётся дурачок, который, решив, что он самый умный, пустит воду в тот момент, когда Вы благополучно вскроете шов.
З.Ы.: З.Ы.: Если изложенное выше показалось Вам слишком сложным, можно махнуть рукой и… не торопиться. Аварийного в Вашей ситуации я ничего не вижу. Есть вероятность, что течь через некоторое время «заваксуется». Бывало такое, своими глазами видел.
Сообщение отредактировал Svinovod: 11 Август 2015 04:41
Сварка водопроводных труб под давлением
Сварка стальных труб — ответственное дело, после выполнения которого ожидается, что они будут работать под давлением длительное время, и обеспечивать бесперебойную подачу жидкости для водоснабжения или отопления.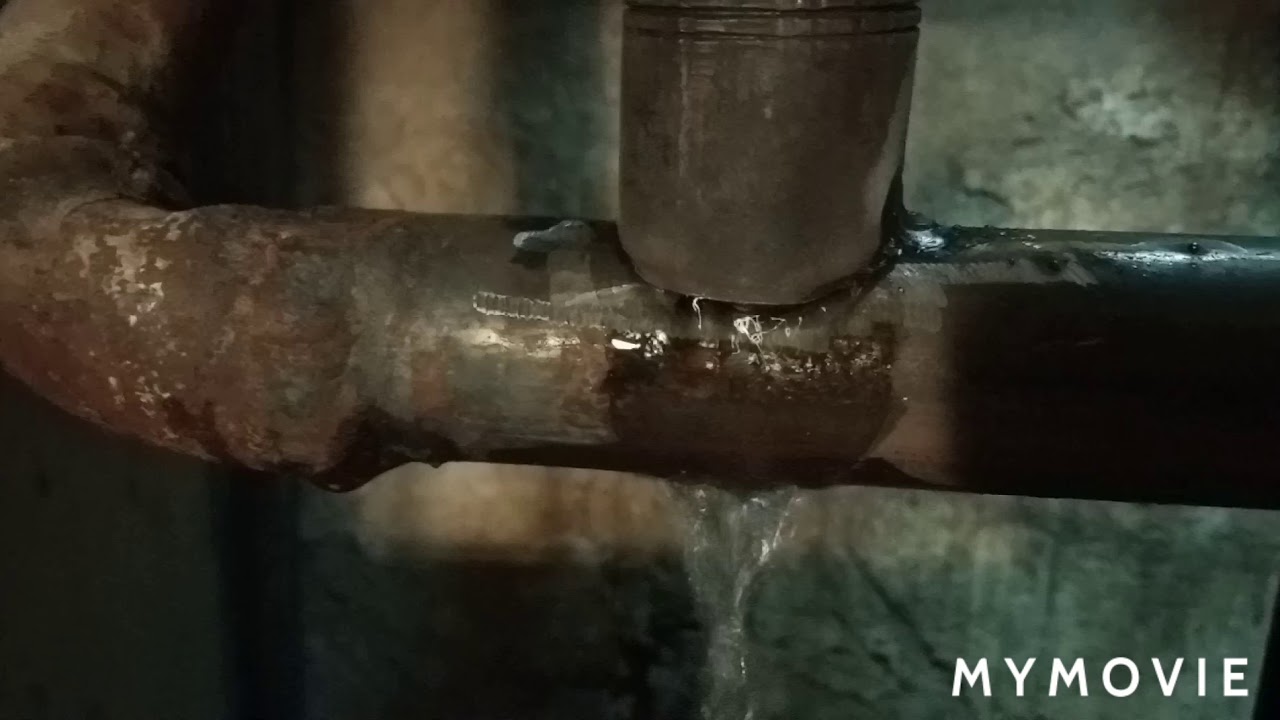 Поэтому все швы должны выполняться качественно, с соблюдением правильных режимов сварки для конкретной ситуации. Как производится сварка водопроводных труб чтобы минимизировать ремонтные работы? Что делать если необходимо заварить трубу в которой уже есть вода?
Поэтому все швы должны выполняться качественно, с соблюдением правильных режимов сварки для конкретной ситуации. Как производится сварка водопроводных труб чтобы минимизировать ремонтные работы? Что делать если необходимо заварить трубу в которой уже есть вода?
Грамотное выполнение работы
Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы. Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды.
Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
Сварка магистральных трубопроводов выполняется в несколько проходов, чтобы гарантировать герметичность. По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Для более качественного монтажа магистрального трубопровода используется сварка лазером в цехах, а на месте выполняются только последние стыки. Ручная сварка на трубах начинается с самой нижней части окружности (в горизонтальном положении трубопровода) и ведется вверх. Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки. Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Когда может понадобиться сварка трубы с водой
К сожалению, даже при соблюдении всех вышеописанных правил, могут потребоваться сварочные работы на уже запущенном в эксплуатацию трубопроводе. Чаще всего это связано с ошибками, допущенными предыдущими сварщиками. Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб. Поэтому возникает необходимость выполнять сварку под давлением.
Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб. Поэтому возникает необходимость выполнять сварку под давлением.
Заваривать трубу с жидкостью может потребоваться и в случае экстренной врезки, когда времени на слив системы нет, и все, что можно сделать — это отключить насосы, чтобы снизить давления в системе. Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва). Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.
Почему это сложно
Многие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:

Как заварить трубу с водой
Трубопровод под давлением, как можно увидеть на видео, успешно сваривается электросваркой. Для этого выбираются определенные режимы и параметры, о которых написано ниже. Но существуют и небольшие хитрости, а также технологии, помогающие выполнить правильно этот процесс. В зависимости от вида требуемой работы применяются разные подходы.
Борьба со свищами
Из-за несоблюдения режимов сварки или коррозионной среды в трубопроводе может образоваться свищ. Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Чтобы успешно заварить проблемное место электросваркой необходимо стать напротив проблемного участка. Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз.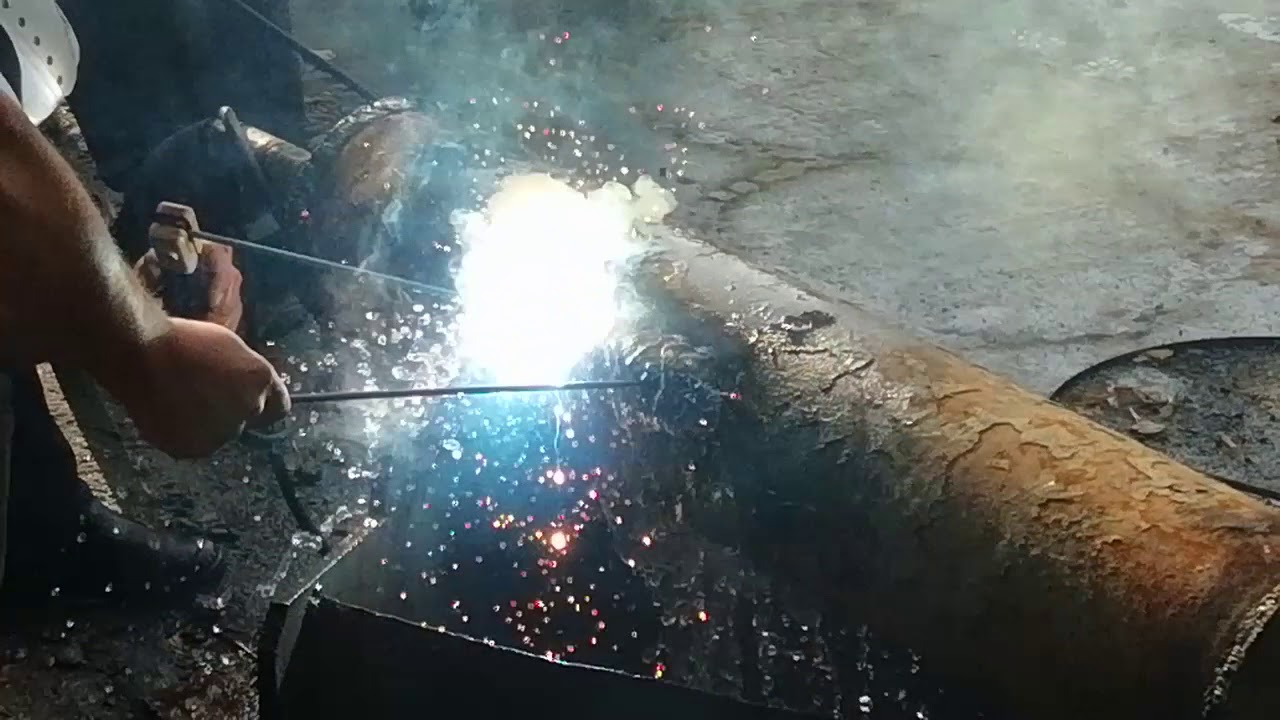 Целью является сужения свища до полного перекрытия.
Целью является сужения свища до полного перекрытия.
Для этого нужно:
- Наложить несколько капель металла на верхнюю сторону края отверстия.
- Ударить один-два раза молотком сразу после прекращения горения дуги. Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища.
- Наложить еще насколько капель металла, продвигаясь вниз.
- Снова постучать молотком.
- Если боковые края свища имеют тонкие стенки, их нужно усилить таким же образом.
- После полного прекращения просачивания пара наружу, необходимо нарастить стенку трубы. Это выполняется наоборот, снизу вверх, на малом токе, чтобы не прожечь тонкий металл. Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.
- Пройденный шов желательно простучать для проковки и уплотнения.
Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения. Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать. В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Шов накладывается изнутри через вырезанное окно. Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов. Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно. Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам.
Если необходима врезка
Сварка трубопроводов высокого давления может выполняться в случае потребности в дополнительном канале отвода жидкости. Например, добавлена еще одна емкость, куда требуется поставка воды, или сооружена еще одна ветвь отопления в пристройке, и необходима подача теплоносителя. Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Это происходит по следующей схеме:
- На выбранный участок трубы подгоняется патрубок с резьбой и шаровым краном.
- Не нарушая целостности трубопровода выполняется обварка наложенного элемента.
- После этого кран ставится в открытое положение и через него сверлится отверстие в основной трубе.
- Дальше действовать нужно быстро. Через новообразованный выход вода устремляется наружу.
 Сверло быстро удаляется и кран перекрывается.
Сверло быстро удаляется и кран перекрывается. - К ответной резьбе крана подсоединяется сгон с обмоткой и замыкается новая ветвь.
- Кран открывается и запускается подача жидкости.
 Сверло быстро удаляется и кран перекрывается.
Сверло быстро удаляется и кран перекрывается.Эту операцию можно проводить на любом давлении. Важно приварить патрубок с краном на небольшом токе, чтобы не прожечь основную трубу. Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно.
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики. Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня. В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается. Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке. После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала. Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода. Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Режимы
Для выполнения сварочных работ на трубопроводе, в котором присутствует жидкость, важно установить силу тока выше обычной для данного положения. Это позволит устойчивее удерживать дугу. Электрод не будет прилипать из-за быстрого охлаждения водой.
Присадочные материалы важно хорошо прокалить. Из распространенных моделей подойдет УОНИ 13/55. Они отлично проявляют себя в подобных условиях. Место желательно прогреть горелкой, чтобы испарить подтекающую воду. Это благоприятнее скажется и на проникновении присадочного металла.
Вид напряжения тоже играет свою роль. Здесь все зависит от личных предпочтений сварщика. Переменный ток хорошо удерживает дугу. Им можно варить под большим слоем воды. Но качество самого шва хуже. Постоянное напряжение менее устойчиво при работе во влажной среде, за то степень проникновения расплавленного материала выше.
Грамотный монтаж трубопровода позволяет сразу получить качественную систему. Но если был допущен брак или материал прохудился, и требуется ремонт без слива жидкости, то приведенные советы в статье помогут справиться с проблемой.
Источник
Технология сварки водопроводных труб под давлением | ММА сварка для начинающих
Сварка водопроводных труб под давлением удается не каждому даже опытному сварщику, не говоря уже о тех, кто не так давно начал варить. Из-за постоянного напора воды, которая остужает сварочную ванну, расплавленному металлу трудно сцепиться с основным.
Кроме того, нельзя забывать и о технике безопасности, ведь вода является отличным проводником электрического тока. Особенно это касается сварки потолочных стыков, когда вода просто стекает на сварщика.
Тем не менее, заварить водопроводную трубу под давлением можно, главное захотеть. В данной статье будут представлены советы, которые помогут эффективно выполнить такую работу.
В чем заключаются сложность сварки труб под давлением
Основная сложность, это постоянно вытекающая вода из трубы под напором. В результате этого розжиг электрода становится проблематичным, а сварочная ванна, которая образовывается в результате горения сварочной дуги, остывает за считанные доли секунды. Все это существенно усложняет перенос и плавление металла при сварке.
Также процесс осложняется тем, что при сварке водопроводных труб под давлением все время скапливается большое количество пара. Мало того, что пар ограничивает видимость сварщику, так он еще и поднимается вверх, из-за чего запотевает маска. При сварке потолочных стыков, вода льётся на сварщика, поэтому варить становится еще и небезопасно.
Чтобы заварить трубу с водой, нужно действовать по ситуации. Для этого увеличивается сварочный ток и выбирается определённый режим сварки. Также существуют и свои хитрости, которые помогут заварить трубопровод под давлением.
Технология сварки водопроводных труб под давлением
Рассмотрим рабочие способы, которые помогут заварить свищ в трубе под давлением:
- При увеличенном сварочном токе на верхнюю сторону свища накладывается несколько капель металла;
- После прекращения горения сварочной дуги, капли металла пристукивают молотком. Это дает возможность углубить наплавленный металл в основной, а также уменьшить диаметр свища. Также подобное действие помогает предотвратить появление пор в дальнейшем;
- Затем накладывается еще пара капель металла, и снова они пристукиваются молотком. Таким образом, сварщик продвигается вниз, заделывая отверстие в трубе;
- После того, как вода полностью прекратит вытекать из трубы, необходимо будет нарастить стенку. Усиление выполняется меньшим сварочным током и снизу вверх, что не даст прожечь тонкий металл;
- В завершении сварки нужно хорошо обстучать сварочный шов молотком, чтобы уплотнить и проковать полученное соединение.

В том случае, когда боковые стенки свища имеют небольшую толщину, перед завариванием их следует усилить. Усиление делается точно таким же способом, как и заваривание отверстия в трубе под давлением.
Еще статьи про сварку:Вопрос: Как сваривать под водой? — Хобби и рукоделие
Содержание статьи:
СВАРКА В ВОДЕ ОБЫЧНЫМ ЭЛЕКТРОДОМ
Видео взято с канала: Наумов Своими Руками
Как заварить трубу с течью
Видео взято с канала: СВАРЩИК В ГОРОДЕ
Учимся варить ПОД ВОДОЙ
Видео взято с канала: Я Сварщик
Электроды для сварки под водой.
Видео взято с канала: Всё о сварке и самоделках.
Процесс подводной сварки
Видео взято с канала: Вебсварка
Электросварка под водой
Показать описаниеКак происходит подготовка к сварке под водой? Вы увидите процесс работы с грунтососом глазами водолаза. Полный выпуск: https://www.youtube.com/watch?v=YOgBSghZLgY..
Полный выпуск: https://www.youtube.com/watch?v=YOgBSghZLgY..
Подпишись на канал «Наука»: https://www.youtube.com/c/naukatv?sub_confirmation=1.
Сперва водолаз займется грунто-уборочной работой, фактически на дне он будет копать яму. Только делаться это будет не лопатой, а иным, более оригинальным способом. Копать яму на дне нужно, чтобы добраться до коммуникаций или освободить от ила и песка затонувшее судно..
ЕХперименты В каждой программе автор и ведущий Антон Войцеховский в доступной форме раскрывает зрителям суть явлений и научных открытий. Свои вопросы он задает ведущим экспертам разных областей. И с помощью анимации и графики рассказывает просто о самом сложном..
Смотрите все выпуски подряд: https://www.youtube.com/playlist?list=PLS93_pp5BAdVikDwmRmbaJ-iJtLn29snu.
Наши ресурсы:
Официальный сайт: http://www.naukatv.ru/.
ВК: https://vk.com/tv_nauka.
Facebook: https://www.facebook.com/nauka20.
ОК: http://ok.ru/group/52977282973900.
Официальный канал «Наука 2. 0»..
0»..
Научно-популярный познавательный канал о достижениях российской и мировой науки: человек, техника, технологии и космос. Специальные проекты и программы..
«Наука 2.0» – канал для тех, кто интересуется настоящим и хочет знать, каким будет наше будущее..
Большинство зрителей даже не представляет, что такое современная наука и над чем сегодня работают ученые всего мира. Наша основная задача – рассказывать о значимых изобретениях, технологиях и открытиях. Ведь в 21 веке развитый интеллект, эрудированность и способность к нестандартному мышлению настоящий ключ к успеху..
Смотрите передачи:
Агрессивная среда https://bit.ly/AggressiveEnvironment.
Анатомия монстров https://bit.ly/MonstersAnatomy.
Бионика https://bit.ly/ScienceBionics.
Большой скачок https://bit.ly/GreatLeapForward.
Британские ученые доказали https://bit.ly/BritishScientists.
Год на орбите https://bit.ly/AYearInSpace.
Градусы риска https://bit.ly/DegreeOfRisk.
Джуманджи. Животные в мегаполисе https://bit. ly/JumanjiAnimals.
ly/JumanjiAnimals.
EXперименты https://bit.ly/EXperiments.
На пределе https://bit.ly/OnTheLimit.
НЕпростые вещи https://bit.ly/NONsimpleThings.
Опыты дилетанта https://bit.ly/AmateurExperiments.
Правила жизни 100-летнего человека https://bit.ly/How2Live100.
Тайны мозга https://bit.ly/BrainSecrets.
Химия вкуса https://bit.ly/ChemistryOfTaste
Видео взято с канала: Наука 2.0
Сварка под водой электродом
Видео взято с канала: MastakSvarka
ᐈ Заварить Трубу Киев — Прайс-лист 2022, Цена
В современном мире сварочные работы проводят во многих сферах – от микроэлектроники до промышленного строительства. Независимо от предназначения, цель сварочных работ – надежно скрепить поверхности, расплавив их и превратив после застывания в общий сплав. При этом важно соблюдать технологию, разбираться в свойствах материалов и не забывать о безопасности.
Виды сварочных работ
В зависимости от используемой энергии и прочих подходов к варке, отличают 3 вида работ с различными подвидами:
- Термический вид сварочных работ. В этом случае для плавления поверхностей применяют тепловую энергию. К этому виду относят дуговую, газовую и электрошлаковую сварку. При дуговой для нагрева поверхностей используют электрическую дугу, при газовой – пламя от горения газа, при электрошлаковой – теплоту электротока.
- Термомеханический. Это сварка с применением тепловой энергии давления. К этому виду относят контактную и диффузионную сварку. При контактной используют электроток с давлением, при диффузионной – давление и воздействие повышенной температуры для достижения диффузии атомов. Два основных вида диффузионной сварки – шлакопрессовая и газопрессовая.
- Механический вид сварочных работ. Это сварочные работы с использованием давления и механической энергии. Виды: холодная и ультразвуковая сварка, а также сварка взрывом или трением.
 В этом случае для плавления поверхностей применяют тепловую энергию. К этому виду относят дуговую, газовую и электрошлаковую сварку. При дуговой для нагрева поверхностей используют электрическую дугу, при газовой – пламя от горения газа, при электрошлаковой – теплоту электротока.
В этом случае для плавления поверхностей применяют тепловую энергию. К этому виду относят дуговую, газовую и электрошлаковую сварку. При дуговой для нагрева поверхностей используют электрическую дугу, при газовой – пламя от горения газа, при электрошлаковой – теплоту электротока.Самая востребованная сварка – аргонодуговая и ручная дуговая. Она целесообразна для соединения между собой металлических поверхностей толщиной до 3-4 мм. Почти все распространенные металлы (кроме алюминия, бериллия и магния) сваривают на постоянном токе. Для достижения качества важно тщательно очищать кромки. Еще один распространенный вид сварки – газовая. При этом варить можно автономно (подключение к электричеству не нужно). Вид подходит для сварки цветных металлов, легкосплавных, чугуна и т.п. Очистка от ржавчины, подогрев, пайка, работа с водопроводными трудами из металла – все это реально при газовой сварке.
Почти все распространенные металлы (кроме алюминия, бериллия и магния) сваривают на постоянном токе. Для достижения качества важно тщательно очищать кромки. Еще один распространенный вид сварки – газовая. При этом варить можно автономно (подключение к электричеству не нужно). Вид подходит для сварки цветных металлов, легкосплавных, чугуна и т.п. Очистка от ржавчины, подогрев, пайка, работа с водопроводными трудами из металла – все это реально при газовой сварке.
Как заказать услуги сварщика
Заказывая сварочные работы, люди хотят добиться высокого качества, получить гарантии надежности и потратить на процесс оптимальную для них сумму. Все это реально, если правильно выбрать сварщика. Он должен соответствовать таким критериям:
- наличие своего аппарата;
- знание технологии;
- умение работать с материалами;
- соблюдение техники безопасности;
- ответственность, пунктуальность и вежливость.
Расценки на Заварить трубу в Киеве 2022
| Цены сварочных швов | Цена, грн. /м2 /м2 |
|---|---|
| Нержавеющая сталь 1-2 мм | от 150 грн. |
| Нержавеющая сталь 2-4 мм | от 200 грн. |
| Нержавеющая сталь 4-8 мм | от 250 грн. |
| Алюминий 1,5-3 мм | от 250 грн. |
| Алюминий 3-5 мм | от 300 грн. |
| Алюминий 5-10 мм | от 400 грн. |
| Сталь 1,5-3 мм | от 150 грн. |
| Сталь 3-6 мм | от 250 грн. |
| Сталь 6-10 мм | от 300 грн. |
| Стоимость сварки труб | Цена, грн./м2 |
| Труба d21 | от 50 грн. |
| Труба d27 | от 60 грн. |
| Труба d34 | от 70 грн. |
| Труба d38 | от 75 грн. |
| Труба d42 | от 80 грн. |
| Труба d48 | от 90 грн. |
| Труба d60 | от 120 грн. |
| Труба d76 | от 140 грн. |
| Труба d89 | от 160 грн. |
| Труба d102 | от 180 грн. |
| Труба d108 | от 200 грн. |
| Труба d114 | от 220 грн. |
| Труба d127 | от 250 грн. |
| Труба d133 | от 270 грн. |
| Труба d159 | от 330 грн. |
| Труба d219 | от 370 грн. |
| Труба d273 | от 450 грн. |
| Труба d325 | от 520 грн. |
| Стоимость сварочных работ | Цена, грн./м2 |
| Каркас лестницы | от 800 грн. |
| Ворота | от 1000 грн. |
| Ограждения | от 650 грн. |
| Балконы | от 850 грн. |
| Беседки | от 3000 грн. |
| Навесы | от 500 грн. |
| Козырьки | от 600 грн. |
*Цена актуальная на Февраль 2022
Хотите заказать услуги сварки в Киеве у специалиста, подходящего под эти требования? Тогда не рискуйте и не выбирайте сварщика по объявлениям. Не стоит также переплачивать специализированным компаниям. Дешевле и надежнее найти специалиста с помощью сервиса Kabanchik.ua. Здесь вы сами выбираете сварщика по отзывам и рейтингу, сами предлагаете свою цену за работы и платите только по факту.
Как сварить и установить ПЭ водопроводную трубу?
Основным процессом сварки ПЭ водопроводной трубы (стыковое соединение термоклеем) является регулировка, нагрев, переключение, герметизация шва и охлаждение. Материалы в вязкотекучем состоянии на границе раздела текут и диффундируют при стыковом соединении. Слишком большой поток не способствует диффузии и запутыванию. Поток должен быть ограничен определенным диапазоном для достижения «сварки после плавления» в ограниченном потоке. Поэтому ключом к процессу стыковки является регулировка трех параметров температуры, времени и давления во время процесса стыковки.Учитывать характеристики, состояние напряжения, геометрическую форму и условия окружающей среды материала интерфейса соединения для обеспечения надежной сварки плавлением.
Поэтому ключом к процессу стыковки является регулировка трех параметров температуры, времени и давления во время процесса стыковки.Учитывать характеристики, состояние напряжения, геометрическую форму и условия окружающей среды материала интерфейса соединения для обеспечения надежной сварки плавлением.
Требования к процессу
Подготовка материала: Круглость трубы, используемой для сварки фитингов, должна быть выше стандартного значения. И при вырубке следует оставлять припуск 10-20 мм. При использовании для соединения труб две свариваемые трубы должны располагаться на ровной поверхности.Зажимные трубы должны быть заменены основным приспособлением в соответствии с привариваемыми фитингами. И подбирать подходящие прокладки. Свариваемая труба перед резкой должна быть зажата.
- Резка: Резка загрязнений и оксидного слоя на торце сварного отрезка трубы для обеспечения гладкости и чистоты двух торцов стыкового соединения.
- Несоосность двух пар сварных секций трубы при выравнивании должна быть как можно меньше: Если несоосность большая, это приведет к концентрации напряжений.Несоосность не должна превышать 10% толщины стенки.
- Обеспечение достаточного количества расплавленного материала: Нагрев для обеспечения достаточного количества расплавленного материала для подготовки к взаимной диффузии молекул во время плавления и стыковки.
- Чем короче период переключения, тем лучше: Период от окончания нагрева до начала стыковки плавлением является периодом переключения. Для обеспечения качества стыковки Fusion чем короче период переключения, тем лучше.
- Плавление встык является ключом к сварке: Процесс сварки встык всегда должен выполняться под давлением плавления.
- Охлаждение сварного шва должно осуществляться под определенным давлением: Из-за плохой теплопроводности пластмасс скорость охлаждения соответственно низкая. Усадка наплавленного материала и формирование структуры протекают с малой скоростью в течение длительного периода времени.Поэтому охлаждение сварного шва необходимо проводить под определенным давлением.

 Усадка наплавленного материала и формирование структуры протекают с малой скоростью в течение длительного периода времени.Поэтому охлаждение сварного шва необходимо проводить под определенным давлением.
Усадка наплавленного материала и формирование структуры протекают с малой скоростью в течение длительного периода времени.Поэтому охлаждение сварного шва необходимо проводить под определенным давлением.Рабочие этапы и меры предосторожности при стыковой сварке горячим расплавом
- Включение питания каждой части сварочного аппарата
Должен использоваться переменный ток 220В, 50Гц, изменение напряжения не более 10%, блок питания должен иметь заземляющий провод. В то же время убедитесь, что поверхность нагревательной пластины чистая и без царапин.
- Соедините насосную станцию и раму гидравлическими проводами
Перед подсоединением проверьте и очистите место соединения от грязи, чтобы предотвратить попадание грязи в гидравлическую систему и повреждение гидравлических компонентов. После того, как гидравлический провод подключен, соединительная часть должна быть заблокирована, чтобы предотвратить опасность открытия соединения во время работы под высоким давлением.
- Стационарные трубы и фитинги
Свариваемые трубы (фитинги) зажимаем и закрепляем на раме.При сварке труб большого диаметра лучше всего использовать бракованные стыки труб или специальные скобы для выравнивания, чтобы защитить трубы и уменьшить трение во время сварки.
- Установка фрезы
Откройте раму, вставьте фрезу и поверните фиксирующую ручку, чтобы зафиксировать фрезу на раме. Запуск насосной станции следует производить при нейтральном положении рукоятки управления направлением.
- Пуск фрезы
Запустите фрезер и закройте приспособление.Обрежьте торец трубы (фитинг).
- Уменьшите давление и закройте фрезу
Когда образуется сплошная резка, уменьшите давление, откройте приспособление и закройте фрезу. Этот процесс должен выполняться в следующем порядке: сначала снизить давление, затем открыть приспособление и, наконец, закрыть фрезу.
Этот процесс должен выполняться в следующем порядке: сначала снизить давление, затем открыть приспособление и, наконец, закрыть фрезу.
- Проверить зазор между двумя концами трубы
Снимите фрезу, закройте хомут.А затем проверьте зазор между двумя концами трубы. Зазор не должен быть больше 0,3 мм! При снятии фрезы с рамы станка избегайте столкновения фрезы с торцом. Если столкновение произошло, его необходимо повторно фрезеровать. Не прикасайтесь к фрезерованному торцу и не допускайте загрязнения маслом.
- Проверить концентричность трубы
Проверьте соосность трубы. Убедитесь, что максимальное смещение составляет 10 % от толщины стенки трубы.Если зазор между двумя концами и величина смещения не соответствуют требованиям, его следует повторно зажать и отфрезеровать. Следующий шаг может быть выполнен после прохождения теста.
- Проверка температуры нагревательного элемента
Соответствующая температура нагревательной пластины составляет около 210 ℃ ± 10 ℃. Если красный индикатор нагревательной пластины горит или мигает, это означает, что температура соответствует требованиям.После включения первой лампочки на нагревательной пластине лучше подождать еще 10 минут, чтобы использовать ее, чтобы сделать температуру всей нагревательной пластины равномерной.
Если красный индикатор нагревательной пластины горит или мигает, это означает, что температура соответствует требованиям.После включения первой лампочки на нагревательной пластине лучше подождать еще 10 минут, чтобы использовать ее, чтобы сделать температуру всей нагревательной пластины равномерной.
10. Проверить сопротивление сопротивления P0 системы и записать его
Необходимо измерить давление сопротивления каждого сварочного порта. Когда давление перетаскивания слишком велико, это можно решить с помощью коротких колодок.
Проблемы и решения в процессе сварки стыкового соединения
| Проблема качества | Причина | Решение |
| Наплавленный валик узкий и высокий | Высокое давление плавления, длительное время нагрева, высокая температура нагрева | Уменьшите давление плавления встык, сократите время нагрева и понизьте температуру нагревательной плиты |
| Сварной шов слишком низкий | Слишком низкое давление расплавленного стыка, короткое время нагрева, низкая температура нагрева. | Увеличьте давление плавления встык и температуру нагревательной плиты, а также увеличьте время нагрева |
| Обе стороны сварного шва имеют разную высоту | ①Время нагрева и температура нагрева двух свариваемых труб различаются ②Материалы двух труб разные, и температура плавления разная, поэтому степень плавления торцов двух труб разная. ③Выравнивание двух труб неправильное, и возникает отклонение, так что будут ошибки до того, как две трубы будут расплавлены и соединены. | ① Сделайте температуру с обеих сторон нагревательной пластины одинаковой ②Выберите одинаковую партию или одинаковую марку материалов ③ Совместите осевые линии двух приспособлений оборудования и отцентрируйте трубу после резки |
| Глубокая канавка в середине наплавленного валика | Слишком низкая температура расплава и слишком большое время переключения при сварке встык | Проверьте температуру нагревательной пластины, увеличьте рабочую скорость и минимизируйте время переключения. |
| Серьезно неуместный интерфейс | Соосность двух труб перед стыковым соединением неудовлетворительна, и несоосность серьезная. | Строго контролируйте смещение двух труб и проверяйте выравнивание перед нагревом и стыковкой труб. |
| Частично не скрученный или скрученный снаружи или не скрученный внутри или скрученный внутри или снаружи | ①Фрезерное лезвие ослаблено, из-за чего конец трубы фрезеруется неравномерно, а локальный зазор между двумя трубами слишком велик после выравнивания двух труб. ②Недостаточное время нагрева ③Поверхность нагревательной пластины неровная, из-за чего труба не нагревается локально. | ①Оборудование для регулировки находится в хорошем состоянии, а локальные зазоры должны соответствовать требованиям после разрезания трубы ②Соответствующим образом увеличить время нагнетания и нагрева до тех пор, пока минимальная высота скручивания не будет соответствовать требованиям ③Отрегулировать нагревательную пластину так, чтобы она была плоской и равномерно нагревалась |
| Ложная сварка | ① Давление плавления в стыке слишком велико, и расплавленный материал между двумя трубами выдавливается. ② Высокая температура нагрева или длительное время нагрева могут привести к перегреву и разложению расплавленного материала. | ① Уменьшить давление стыка плавления ② Уменьшить температуру нагрева и сократить время нагрева |
Удержит ли сварка Jb давление воды
Будет ли Jb Weld держать давление воды
JB Weld может остановить утечку воды?
По крайней мере, два разных бренда на рынке JB Weld и Harvey’s Epoxy Putty одинаково хорошо подходят для герметизации утечек.Оба лучше прилипают к сухим поверхностям и эффективно предотвращают небольшие утечки в медных и оцинкованных стальных трубах. Один из кранов должен быть под течью.
Поэтому JB Weld водонепроницаем?
Эпоксидный клей JB Weld JB Weld представляет собой двухкомпонентный эпоксидный клей (или герметик), устойчивый к высоким температурам. JB Weld устойчив к воде, бензину/химикалиям (закаленный) и кислотам.
Вы также заметили утечку уплотнительного масла JB Weld?
Основная концепция заключается в том, чтобы временно остановить утечку масла с помощью сварки JB, чтобы трещину можно было закрыть серой силиконовой прокладкой. Сварка JB не получается, но в идеале делается силикон.
Сварка JB не получается, но в идеале делается силикон.
Учитывая, как долго служит JB Weld WaterWeld?
Эпоксидная шпатлевка WaterWeld™ 2 унции После затвердевания просверлить, постучать, напилить, отшлифовать и покрасить. WaterWeld™ имеет время схватывания 1525 минут и отвердевает за один час. WaterWeld ™ отверждается до беловатого цвета, имеет прочность на разрыв 1300 фунтов на квадратный дюйм и может выдерживать температуры до 300 ° F.
Как остановить протекающую трубу ■■■■■■■■
№С помощью двух гаечных ключей надежно затяните сжатие ■■■■■■■■, чтобы обжать муфту на трубе (Фото 3).Кроме того, убедитесь, что шланг или шланг входят непосредственно в ■■■■■■■■ Неправильная настройка приводит к потерям. Если соединение протекает после включения воды, попробуйте затянуть гайку на четверть туже.
Что JB Weld не уважает?
JB Weld не прилипает или прилипает плохо к: мягкой резиновой поверхности. учить. Винил.
Действительно ли мокрая сварка JB работает?
Нет, при контакте с водой не сработает. Вспомните традиционный сварной шов JB. Это то, что делает поток.Он не такой прочный, как обычные вещи.
Работает ли мокрая сварка JB на пластмассах?
Оригинальный JB Weld плохо работает с полиэтиленом или полипропиленом. Полиэтилен часто используется для изготовления контейнеров для воды или газа или садовых разбрызгивателей. Полипропилен — более прочный пластик, достаточно прочный, чтобы его можно было использовать на некоторых частях автомобильного радиатора.
Сможете ли вы спасти JB Weld?
Общие принципы: Хотя JB WELD является отличным шпателем и может также использоваться для литья мелких деталей, снаружи он не такой прочный, как настоящий металл, используемый таким образом.Если возможно, используйте JB WELD в качестве клея в виде очень тонкого слоя JB WELD, который скрепляет две металлические детали.
Каково сопротивление сварочной ручки JB?
Как убрать JB Weld с кожи?
Если у вас нет дезинфицирующего средства для рук или оно не работает, попробуйте ацетон или растворитель для краски. Я мою руки сразу после того, как надену одежду. В своих приложениях я трачу на это около 1520 минут и пытаюсь удалить его в течение двадцати минут.
Я мою руки сразу после того, как надену одежду. В своих приложениях я трачу на это около 1520 минут и пытаюсь удалить его в течение двадцати минут.
Можно ли сократить время отверждения JB Weld?
Температура зависит от нагрузки на эпоксидную смолу.Если смешать большее количество отвердителя, он затвердеет еще быстрее. Да, жара увеличивает продолжительность курса.
Можно ли использовать подводную сварку jb?
JB Weld Эпоксидная шпатлевка для мокрого ремонта. JB Welds WaterWeld (на фото) — это специально разработанный эпоксидный герметик, который можно наносить на любую влажную, протекающую или погруженную в воду поверхность. После смешивания его можно легко разлить. Время экспозиции от 15 до 25 минут.
Можно ли использовать сантехническую замазку, чтобы остановить течь?
Может ли сантехническая замазка остановить течь?
Сантехнические комплекты можно использовать только для предотвращения или остановки утечек в определенных местах. Его нельзя использовать взаимозаменяемо с другими продуктами, такими как шпаклевка или лента.
Его нельзя использовать взаимозаменяемо с другими продуктами, такими как шпаклевка или лента.
Водостойкая ли эпоксидная шпаклевка?
Как избавиться от WaterWeld?
Если у вас нет источника тепла, вы также можете попробовать механическую энергию с помощью мясорубки. Используйте такие инструменты, как угловая шлифовальная машина, дремель и наждачная бумага, чтобы полностью удалить сварной шов JB. При шлифовании обязательно надевайте респиратор или маску, чтобы не вдыхать пыль, так как это может быть опасно.
Эпоксидка водостойкая?
Морской эпоксидный клейпредставляет собой постоянный водостойкий клей.Двухкомпонентная формула идеально подходит для проектов, требующих высокой адгезии к поверхностям, подверженным погружению в воду. Клей можно наносить и отверждать под водой. Его можно использовать на стекле, металле, дереве и других популярных материалах.
Как остановить потерю давления воды?
Силиконовая лента для личной гигиены может использоваться в качестве временного решения на шлангах низкого давления. Оберните ленту вокруг трубы и натяните ее, делая ее туго, внахлест ■■■■■■■■, чтобы закрыть место утечки.Ремонтные хомуты иногда можно использовать для больших трещин или разрывов труб.
Оберните ленту вокруг трубы и натяните ее, делая ее туго, внахлест ■■■■■■■■, чтобы закрыть место утечки.Ремонтные хомуты иногда можно использовать для больших трещин или разрывов труб.
Как заделать дырку в пластике?
Большинство пластиков плавятся и затвердевают при воздействии тепла. Используйте паяльник или нагретый нож для масла, чтобы аккуратно расплавить пластик вокруг отверстия. Используйте паяльник, канцелярский нож или другой инструмент, например, мастерок, чтобы нанести расплавленный пластик на место, чтобы закрыть отверстие. Максимально разгладьте материал.
Как предотвратить течь масляного поддона?
Как предотвратить течь прокладки масляного поддона?
Устранение утечки уплотнения масляного поддона: замена уплотнения
Как остановить внешнюю утечку масла?
Удержит ли сварка Jb давление водыКак устранить проблемы с водопроводными трубами
Как отремонтировать водопроводные трубы, включая лопнувшие или протекающие трубы, шумные или замерзшие трубы, включая информацию о том, как определить местонахождение подземных утечек
Утечки воды и сломанные трубы могут быть большая проблема для любого домовладельца. Поскольку вода в водопроводных трубах находится под давлением (обычно около 50 фунтов на квадратный дюйм), если в трубе или фитинге возникает утечка, вода обычно разбрызгивается со значительной силой.
Поскольку вода в водопроводных трубах находится под давлением (обычно около 50 фунтов на квадратный дюйм), если в трубе или фитинге возникает утечка, вода обычно разбрызгивается со значительной силой.
Большинство современных бытовых водопроводных труб медные, спаянные вместе с отводами, тройниками и другими фитингами. Резьбовые трубы из оцинкованного железа также распространены, особенно в старых домах, но постепенно выводятся из употребления, потому что со временем они забиваются минеральными отложениями.
Как вы увидите, полезно иметь под рукой по крайней мере один хомут для ремонта труб на случай разрыва трубы, особенно если вы живете в климате, где трубы могут замерзнуть. Вы можете купить эти устройства для быстрого ремонта в любом магазине товаров для дома или в Интернете.
Как быстро устранить течь в трубе (3 метода)
1 Найдите протекающую трубу. Из-за этого давления обычно довольно очевидно, если труба протекает, даже если труба находится внутри стены или над потолком.Часто можно услышать брызги воды внутри стены или потолка. Гипсокартон становится влажным, особенно на стыках между панелями. И вода часто скапливается у основания.
Из-за этого давления обычно довольно очевидно, если труба протекает, даже если труба находится внутри стены или над потолком.Часто можно услышать брызги воды внутри стены или потолка. Гипсокартон становится влажным, особенно на стыках между панелями. И вода часто скапливается у основания.
+
Найдите ближайших к вам сантехников, прошедших предварительную проверку
Если вода окрашивает потолок или капает, утечка может происходить прямо над ним, хотя вода может проходить вдоль балки или другого элемента внутреннего каркаса и окрашивать стену или потолок на некотором расстоянии от самой утечки. Если наверху нет пятен или капель в качестве доказательства, возьмите фонарик и проверьте трубы в подвале или подполье.
2 Перекрыть клапан, регулирующий подачу воды в поврежденную трубу (см. Как перекрыть подачу воды).
3 Установите хомут для ремонта трубы в соответствии с инструкциями на упаковке. Обычно это включает центрирование резиновой втулки над местом утечки в трубе, а затем привинчивание хомута, состоящего из двух частей, поверх втулки.
4 Если у вас нет накидного хомута, вы можете сделать свой собственный хомут для ремонта трубы, обернув лопнувший участок трубы полоской резины (например, из внутренней трубки), а затем зажав оберните регулируемым хомутом, хомутом для труб или С-образным хомутом. Остановите утечку с помощью временного хомута из хомута из нержавеющей стали и куска резины. © HomeTips.com
5 Если утечка произошла вблизи стыка, нанесите эпоксидную замазку. Утечки вокруг соединений трудно остановить с помощью хомута.Вместо этого попробуйте нанести эпоксидную замазку в труднодоступных местах. Сначала отключите подачу воды и обязательно очистите и высушите трубу перед запуском. © HomeTIps.com
Обратите внимание, что это временный ремонт. Если вы не можете самостоятельно заменить поврежденный участок трубы, вызовите сантехника.
См. ниже, как выполнить более длительный ремонт.
Как починить протекающую медную трубу (постоянно)
Здесь вы можете увидеть, как починить медную трубу, которая протекает внутри стены.Эта труба, хотя и довольно новая, имела точечную утечку, из-за которой вода разбрызгивалась в полость стены между стенными стойками. Он был спрятан за гипсокартоном, но со стены было слышно брызги и поверхность стены была влажной. Влажность стены начиналась примерно в 5 футах от пола, поэтому было ясно, что утечка была выше этой точки.
Этот ремонт включает вырезание и замену поврежденной части трубы. Для выполнения этой работы вам понадобится короткий отрезок соответствующей медной трубы, две прямые муфты и труборез.
Одна или обе муфты должны быть такого типа, которые не имеют «трубного упора», чтобы они могли полностью надвигаться на трубы до тех пор, пока не будет установлена сменная деталь, а затем надвигаться на замену.
Кроме того, вам понадобятся паяльные принадлежности и горелка. Полную информацию о пайке медных труб см. в разделе Как разрезать и припаять медные трубы.
Полную информацию о пайке медных труб см. в разделе Как разрезать и припаять медные трубы.
1 Перекройте вентиль , регулирующий подачу воды в эти трубы. При необходимости перекройте главный водяной кран в доме.Откройте кран или нагрудник ниже места утечки, чтобы слить воду из труб. Дополнительную информацию см. в разделе Как перекрыть подачу воды. Отключите подачу воды. ©Don Vandervort, HomeTips
2 Разрежьте стену , если необходимо получить доступ к трубе. Имейте в виду, что это приведет к беспорядку, поэтому при необходимости подготовьте место с помощью тряпок и т.п. Запланируйте сделать вертикальные разрезы прямо внутри стенных стоек (см. Как найти настенные стойки и обрамление).
С помощью универсального ножа или сабельной пилы сделайте надрезы по прямым линиям.Осторожно: электрические провода или трубы могут быть внутри стены (как в этом случае), поэтому будьте очень осторожны, чтобы не попасть в них лезвием пилы. На самом деле, вы можете полностью избежать проводов, если прорежете отверстие канцелярским ножом, чтобы несколько раз прорезать его по линиям. Сделайте неглубокие надрезы по прямым линиям, чтобы удалить часть поверхности стены. Остерегайтесь электрических проводов и труб! © Don Vandervort, Hometips
Сделайте неглубокие надрезы по прямым линиям, чтобы удалить часть поверхности стены. Остерегайтесь электрических проводов и труб! © Don Vandervort, Hometips
Удалите вырезанный фрагмент и сохраните его, чтобы потом заменить. Если он промок, положите его на плоскую поверхность снаружи, чтобы он мог высохнуть.
3 Вырезать поврежденный участок трубы. Сделайте два надреза — по одному с каждой стороны утечки на расстоянии примерно 10 или 12 дюймов друг от друга. Отрежьте поврежденный участок трубы. Небольшой труборез, подобный этому, работает хорошо.
В зависимости от того, как расположена труба, используйте либо небольшой труборез, подобный показанному на рисунке, либо лезвие для резки металла в сабельной пиле. Измерьте расстояние между двумя оставшимися отрезанными трубами и отрежьте новый кусок примерно на 1/4 дюйма короче. Небольшой труборез хорошо работает в труднодоступных местах.Константин Панкин / Shutterstock.com
4 Нанесите флюс на все концы труб после того, как отполируете срезанные концы и удалите заусенцы с помощью влажной наждачной бумаги. Покройте срезанные концы труб флюсом для пайки медных труб.
Покройте срезанные концы труб флюсом для пайки медных труб.
5 Проверьте посадку муфты , надев ее на трубу. Вам понадобится одна из этих муфт на обоих концах сменной детали.
Наденьте две муфты на концы существующих труб.6 Припаяйте верхнюю муфту к существующей и сменной трубам, начиная с верхней муфты.Держите поблизости огнетушитель и будьте очень осторожны с пламенем! Припаяйте верхнюю муфту на место. Будьте осторожны с пламенем!
7 Припаяйте нижнюю муфту к трубам, используя ту же технику. Дайте трубам остыть, а затем снова включите воду. Обязательно закройте все краны, которые вы открывали при опорожнении труб.
Имейте в виду, что до тех пор, пока воздух не будет удален из ваших водопроводных труб, краны по всему дому, скорее всего, будут брызгать и выплевывать воздух и воду, когда вы их используете.Через пару применений это прекратится. Припаяйте нижнюю муфту к замене и имеющейся трубе.
8 Отремонтировать стену. Когда вы уверены, что утечка устранена и стена успела высохнуть, вы можете заменить удаленный кусок стены. Вам, вероятно, понадобится добавить пару деревянных блоков, чтобы было к чему прибить или прикрутить стеновую панель. Подробнее о способах крепления см. в разделе «Как повесить гипсокартон».
Когда вы уверены, что утечка устранена и стена успела высохнуть, вы можете заменить удаленный кусок стены. Вам, вероятно, понадобится добавить пару деревянных блоков, чтобы было к чему прибить или прикрутить стеновую панель. Подробнее о способах крепления см. в разделе «Как повесить гипсокартон».
Избранный ресурс: Получить предварительный просмотр местного сантехника Pro
Позвоните для бесплатной оценки от местных профессионалов сейчас:
1-866-342-3263
О нас имеет более чем 30-летний опыт работы в качестве строительного редактора Sunset Books, старшего редактора журнала Home Magazine, автора более 30 книг по благоустройству дома и автора бесчисленных журнальных статей.Он появлялся в течение 3 сезонов в программе HGTV «The Fix» и несколько лет работал домашним экспертом MSN. Дон основал HomeTips в 1996 году. Подробнее о Don Vandervort
Ручная сварка водопроводных труб на JSTOR
Абстрактный Полиэтиленовая труба — недорогой, надежный и долговечный материал, широко используемый в водном хозяйстве по всему миру. В странах с низким уровнем дохода одной из проблем при его использовании является высокая стоимость фурнитуры. Это особая проблема для небольших населенных пунктов, которые несут ответственность за поддержание своих собственных запасов воды.Это может стать серьезным препятствием для устойчивого развития. Одним из решений является замена фитингов на ручную стыковую сварку: простой метод сварки труб вместе. Этот метод широко использовался в Непале, но в последнее время потерял популярность. Жаль, поскольку он все еще может иметь широкое применение во всем мире. В этой статье подробно описывается техника ручной стыковой сварки и демонстрируется, что соединение не менее прочное, чем при механическом соединении.
В странах с низким уровнем дохода одной из проблем при его использовании является высокая стоимость фурнитуры. Это особая проблема для небольших населенных пунктов, которые несут ответственность за поддержание своих собственных запасов воды.Это может стать серьезным препятствием для устойчивого развития. Одним из решений является замена фитингов на ручную стыковую сварку: простой метод сварки труб вместе. Этот метод широко использовался в Непале, но в последнее время потерял популярность. Жаль, поскольку он все еще может иметь широкое применение во всем мире. В этой статье подробно описывается техника ручной стыковой сварки и демонстрируется, что соединение не менее прочное, чем при механическом соединении.
Журнал Waterlines, издаваемый с 1982 года, является рецензируемым журналом, предоставляющим форум для тех, кто занимается распространением водоснабжения, санитарии, гигиены и управления отходами на всех в развивающихся странах. Waterlines устраняет разрыв между исследованиями и практикой: он поощряет статьи, написанные исследователями для пользы практики, и статьи, написанные практиками, для информирования исследований и политики. Он выделяет источники информации и способствует обсуждению различных точек зрения. Waterlines рассматривает ключевые проблемы, стоящие перед работниками сектора водоснабжения и санитарии — инженерами, работниками здравоохранения, работниками по развитию сообществ, исследователями, политиками, — и предлагает, как эти проблемы можно решить с помощью доступных, устойчивых систем со ссылкой на более широкие политические и институциональные рамки.Waterlines содержит: Полные рецензируемые статьи; Более короткие «статьи с полей»; Книжные рецензии, дающие руководство к тому, какие книги действительно стоит прочитать; «Перекрестный огонь», посвященный спорным вопросам, спорным между двумя экспертами; Webwatch, который направляет читателей к дальнейшему чтению по теме; «От нашего водного корреспондента» — обычное письмо профессионала водного хозяйства, занимающегося сложными проблемами на местах.
Waterlines устраняет разрыв между исследованиями и практикой: он поощряет статьи, написанные исследователями для пользы практики, и статьи, написанные практиками, для информирования исследований и политики. Он выделяет источники информации и способствует обсуждению различных точек зрения. Waterlines рассматривает ключевые проблемы, стоящие перед работниками сектора водоснабжения и санитарии — инженерами, работниками здравоохранения, работниками по развитию сообществ, исследователями, политиками, — и предлагает, как эти проблемы можно решить с помощью доступных, устойчивых систем со ссылкой на более широкие политические и институциональные рамки.Waterlines содержит: Полные рецензируемые статьи; Более короткие «статьи с полей»; Книжные рецензии, дающие руководство к тому, какие книги действительно стоит прочитать; «Перекрестный огонь», посвященный спорным вопросам, спорным между двумя экспертами; Webwatch, который направляет читателей к дальнейшему чтению по теме; «От нашего водного корреспондента» — обычное письмо профессионала водного хозяйства, занимающегося сложными проблемами на местах.
Практические публикации действий помогают развивать навыки и возможности исследователей и практиков, участвующих в международном развитии, путем распространения знаний в различных средах, включая книги и рецензируемые журналы.За последние 40 лет, помимо реализации независимой издательской программы, мы сотрудничали с рядом международных организаций по развитию, включая ПРООН, Care International, DFID, IFRC, Save the Children, Oxfam, ЮНИСЕФ, ФАО и многими другими.
Кислотная сварка труб | Allied Flow Specialists Inc.
Allied Flow Specialists Inc. специализируется на кислотной сварке труб.
Врезка в горячем режиме — это способ постоянного добавления выхода в существующую систему без прерывания работы.
Существенным преимуществом кислотной сварки труб является то, что она позволяет трубе продолжать работать даже во время добавления или ремонта. Это экономит деньги, безопаснее, чем отключение вашей системы, и лучше для окружающей среды.
Это экономит деньги, безопаснее, чем отключение вашей системы, и лучше для окружающей среды.
Наши процедуры сварки кислотных труб и безопасность соответствуют самым высоким стандартам в отрасли.
Поскольку большинство жидкостей являются опасными, вам следует работать только со специалистами по сварке труб кислотой. Наши технические специалисты сертифицированы, имеют государственную лицензию и обучены работе с ацетонитрилом, ацетиленом, кислотой, бутадиеном, каракарбом, едким натром, хлоридом, хлором, горючими газами, сжатым воздухом, этиленом, этиленоксидом, горючими газами, горючими жидкостями, паром высокого давления, гидравлическими нефть, сероводород, плавиковая кислота, водород, метан, природный газ, кислород, перекись, пропен, пропеноксид, соединения серы, серная кислота и другие токсичные или опасные вещества.
Свяжитесь с нами сейчас, чтобы получить предложение по сварке кислотных труб!
Определение горячей врезки: Использование машины для напорного бурения создает отверстие в существующей трубе, что позволяет соединить новую трубу с исходной трубой.
Процесс
Кислотная сварка труб позволяет ремонтировать трубы или добавлять новые трубы к исходным без прерывания текущего обслуживания. В первую очередь необходимо измерить наружный диаметр трубы, а также рабочее давление.Затем с трубы снимают покрытие и очищают саму трубу.
Чтобы обеспечить качественную кислотную сварку труб, мы обеспечиваем правильное выравнивание приварного фитинга на трубе, а затем снова проверяем его. Важно, чтобы обе стороны фитинга были надежно закреплены и не двигались. Для заполнения скоса требуется три раза.
После завершения сварки фитинг охлаждается в течение примерно 15 минут, после чего будет установлен соответствующий клапан. Прежде чем установить какое-либо оборудование для кислотной сварки труб, сама труба испытывается под давлением с водой и мылом, чтобы убедиться в отсутствии утечек.После того, как об этом позаботятся, сварка кислотной трубы будет завершена, и еще одно испытание под давлением снова проверит наличие утечек.
В случае линии природного газа на входе и выходе трубы предусмотрена продувка азотом (вкл./выкл.). Таким образом, во время сварки кислотной трубы содержимое остается внутри трубы, и после завершения сварки кислотной трубы отрезанная часть трубы удаляется, а клапан закрывается.
Пожарная безопасность и защита
Перед любой сваркой кислотных труб на газопроводах устанавливаются новые уплотнительные кольца, чтобы убедиться, что труба герметична.Allied Flow Specialists также рекомендует закрывать все клапаны во время процедуры. Средства пожарной безопасности должны быть предоставлены заказчиком.
Объекты, которые пользуются нашими услугами, включают коммерческие здания, промышленные предприятия, электростанции, школы, водоочистные сооружения, высотные здания, больницы, аэропорты, отели и многое другое.
Сварка кислотных труб применяется для трубопроводов охлажденной воды, водопроводов для бытовых нужд, трубопроводов конденсатора, гидравлических трубопроводов, трубопроводов котловой воды, тепловых и спринклерных линий, а также всех типов трубопроводов для опасных материалов.
Материалы для кислотной сварки труб включают медь, углеродистую сталь, нержавеющую сталь, чугун, трубы с покрытием или облицовкой, алюминиевые сплавы, никелевые сплавы и пластмассы.
Мы занимаемся кислотной сваркой труб с 1997 года в Далласе-Форт-Уэрте (DFW), Хьюстоне, Сан-Антонио, Остине и других районах Техаса. Мы также обслуживаем Оклахому, Луизиану, Нью-Мексико, Колорадо, и для правильной работы мы поедем в любую точку США.
Свяжитесь с нами сейчас для получения консультации по сварке кислотных труб.
ПРИМЕР: HYMAX VERSA ремонтирует водопроводную трубу в Центральном водном округе округа Уэлд, штат Колорадо,
Клиент
Стэн Линкер — окружной менеджер Центрального водного округа округа Уэлд. Он обеспечивает водоснабжение примерно 50 000 человек на территории примерно в 50 милях к северо-востоку от Денвера, охватывающей 250 квадратных миль. Водная инфраструктура состоит из 500 миль труб диаметром от 2 до 42 дюймов, изготовленных из труб из ковкого железа, ПВХ и асбоцемента.
Ситуация
Требовался ремонт течи на 12-дюймовом DIP, обслуживающем большой населенный пункт. Труба подверглась коррозии снаружи из-за окружающего горячего грунта. Стандартный ремонт начался с вывода из эксплуатации поврежденного участка водопровода и его полного осушения. Затем экипажу нужно было удалить поврежденную секцию, отрезать новый кусок трубы, чтобы заменить его, и закрепить его на месте с помощью прочной втулки и двух мега-проушин на каждом конце. Однако выполнение этого ремонта полностью прервет обслуживание клиентов примерно на восемь часов.После завершения выездным специалистам потребуется время, чтобы перезарядить линию и промыть ее, пока из линии не будут удалены весь мусор и воздух, прежде чем возобновить работу. Весь процесс был бы чрезвычайно дорогим, трудоемким и прерывал бы обслуживание на неприемлемое количество времени. Округ ранее пытался произвести такой ремонт, обматывая поврежденную трубу лентами из нержавеющей стали, но обнаружил, что высокое давление воды может привести к разрушению уплотнений после возобновления регулярного обслуживания.
Вызов
Для быстрого и надежного ремонта трубы при минимальных простоях обслуживания — без вырезания трубы.
Решение
Linker решил использовать 12-дюймовую HYMAX VERSA, которая была намного прочнее и проще в установке по сравнению с ремонтными лентами из нержавеющей стали. Вместо вырезания и замены трубы, восьмичасовой работы двух или трех монтажников, HYMAX VERSA был установлен примерно за три часа всего двумя рабочими . Не было необходимости осушать водопровод, и команда Линкера могла поддерживать положительное давление потока, не отключая его полностью.Загрязнение водой было полностью исключено, так как трубу не нужно было резать для ремонта, а промывка значительно сократилась, что позволило сэкономить время и воду за счет промывки. И в долгосрочной перспективе нержавеющая сталь VERSA будет противостоять коррозии намного лучше, чем стандартная муфта.
«Использование HYMAX VERSA сделало ремонт очень простым как с точки зрения времени, так и рабочей силы», — сказал Линкер. «Когда вы можете быстрее вернуть обслуживание клиентов и сократить количество установщиков на работе, использование HYMAX VERSA было хорошим выбором.
«Когда вы можете быстрее вернуть обслуживание клиентов и сократить количество установщиков на работе, использование HYMAX VERSA было хорошим выбором.
HYMAX VERSA также предлагает очень прочное решение. Его конструкция без сварки и детали из 100% нержавеющей стали сделали его устойчивым к коррозии, что является ключевым преимуществом, учитывая окружающую горячую почву. HYMAX VERSA использует ту же прокладку муфты, что и муфта Hymax HYMAX, которая оснащена запатентованной прокладкой с гидравлическим усилием, которая надувается при увеличении давления воды. Это позволяет иметь три степени динамического отклонения на каждом конце, чтобы снизить риск повреждения трубы в будущем из-за сдвигов грунта и изменений температуры.Радиальная конструкция закрытия и системы уплотнений также помогают избежать ошибок при установке.
Правила сварки трубопроводов из ХПВХ с цементом и растворителем
Этот пост был первоначально опубликован в июле 2017 года и дополнен дополнительной информацией и ресурсами, в том числе видео испытаний соединений на разрыв цемента с растворителем.
При установке систем трубопроводов из хлорированного поливинилхлорида (ХПВХ) у вас есть несколько различных вариантов соединения труб и фитингов.В зависимости от размера трубы труба и фитинги могут быть соединены резьбой или фланцем, что обеспечивает прочное и долговечное соединение. Однако для большинства применений Corzan ® Industrial Systems рекомендует сварку растворителем.
Цемент на растворителе не является клеем. Вместо этого это быстрый и простой процесс установки, в котором используются растворители и смола для химического сплавления трубы и фитинга на молекулярном уровне, по существу создавая один непрерывный кусок пластика. Фактически, растворяющий клей является единственным методом соединения, рекомендуемым для элементов системы, таких как компенсационные петли, поскольку он позволяет трубе изгибаться и перемещаться без нарушения или ослабления уплотнения соединения.
Чтобы обеспечить правильное нанесение клея на растворителе по всей технологической системе, мы составили следующие рекомендации и рекомендации, которые следует помнить на протяжении семиэтапного процесса соединения.
Если соблюдаются предусмотренные инструкции по укладке клея на растворителе, посмотрите, насколько надежными становятся соединения, посмотрев приведенное ниже видео с испытаниями на разрыв.
Испытание на разрыв сварного соединения с растворителем из ХПВХ
1.Резка ХПВХ
Следует: использовать инструменты, предназначенные для работы с пластиковыми трубами и фитингами.
Предпочтительные инструменты для резки пластика включают храповой резак, дисковый резак для пластиковых труб, электропилу или пилу с мелкими зубьями.
Что нужно сделать: Убедитесь, что ХПВХ обрезан под прямым углом с помощью стусла.
Разрезание трубы как можно более прямо обеспечивает максимальную площадь склеиваемой поверхности. Чем больше площадь поверхности, которая становится химически связанной, тем более прочным будет соединение.
Не используйте затупившееся или сломанное лезвие режущего инструмента.
2. Снятие фаски и удаление заусенцев из ХПВХ
Сделать: Удалить заусенцы и опилки.
Заусенцы и опилки могут помешать правильному контакту между трубой и фитингом и могут создать чрезмерную нагрузку на узел трубы и фитинга. Используйте инструмент для снятия фаски или напильник, чтобы удалить заусенцы и опилки снаружи и внутри трубы.
Сделать: сделать небольшой скос на конце трубы.
Небольшой скос облегчает вход трубы в раструб и сводит к минимуму вероятность вытирания растворяющего клея с фитинга. Для труб размером 2 дюйма и больше рекомендуется фаска 3/32 дюйма под углом от 10 до 15°.
3. Подготовка фитинга к растворному цементу
№
Что делать: Чистой сухой тряпкой сотрите рыхлую грязь и влагу с раструба фитинга и конца трубы.
Рыхлая почва и/или влага могут замедлить время отверждения и снизить прочность шва. Убедитесь, что посадка хорошая, проверив, что труба легко входит в раструб фитинга на 1/3–2/3 глубины.
Убедитесь, что посадка хорошая, проверив, что труба легко входит в раструб фитинга на 1/3–2/3 глубины.
Примечание. Если нижняя часть трубы входит в фитинг с небольшим натягом, попробуйте новый фитинг.
4. Нанесение грунтовки
Необходимо: использовать грунтовку, соответствующую ASTM F656, и подходящий аппликатор.
Грунтовка необходима для подготовки зоны склеивания к добавлению цемента и последующей сборке.Используйте подходящий аппликатор, такой как мазок, тампон или кисть, размером примерно в половину диаметра трубы.
Нанесите грунтовку на внутреннюю часть раструба фитинга и на внешнюю сторону конца трубы. Нанесите второй грунтовочный слой внутри гнезда фитинга. Обмакивайте аппликатор так часто, как это необходимо, чтобы вся поверхность обеих частей была липкой.
Не используйте тряпку для нанесения грунтовки.
5.
 Применение цемента на растворителе
Применение цемента на растворителе
Следует: использовать только клей на растворителе, соответствующий ASTM F493
Обратитесь в компанию Corzan® Industrial Systems или к производителю растворяющего цемента для получения рекомендаций по использованию в агрессивных химических средах.
Нанесите клей на растворителе, когда поверхность трубы станет липкой (не влажной) от грунтовки. Соединяемые поверхности должны быть пропитаны и размягчены.
Цемент следует наносить кистью или тампоном из натуральной щетины размером в половину диаметра трубы. Для труб диаметром менее 2 дюймов можно использовать мазок.
Нанесите толстый равномерный слой цемента на внешнюю сторону конца трубы и средний слой на внутреннюю часть раструба фитинга. Для труб диаметром более 2 дюймов нанесите второй слой цемента на конец трубы.
Нельзя: Допускать скопления растворяющего клея в фитингах и трубе.
Не используйте клей на растворителе вблизи источников тепла, открытого огня или при курении.
Запрещается: использовать растворяющий цемент, срок годности которого истек, обесцвеченный или загустевший.
6. Сборка
После нанесения цемента немедленно вставьте трубу в муфту фитинга, поворачивая ее на 1/8–1/2 оборота до упора фитинга.В это время фитинг должен быть правильно выровнен для установки.
Труба должна доходить до нижней части раструба фитинга. После установки сборку следует удерживать на месте от 10 до 30 секунд, чтобы обеспечить первоначальную фиксацию и избежать выталкивания.
Что нужно сделать: Убедитесь, что вокруг соединения трубы и фитинга виден слой цемента.
Если этот валик не является непрерывным вокруг буртика гнезда, это может указывать на то, что было нанесено недостаточное количество цемента. В этом случае фитинг следует выбросить, а соединение собрать заново.
В этом случае фитинг следует выбросить, а соединение собрать заново.
Вытрите излишки растворителя ветошью.
Нужно: Использовать оборудование для соединения труб большого диаметра.
Для труб диаметром 6 дюймов и более рекомендуется использовать съемник для труб (пригодный) для сборки соединения и удержания его на месте в течение первоначального времени схватывания без приложения чрезмерных усилий, которые могут повредить трубу или фитинг.
Это оборудование должно быть настроено до начала грунтовки, чтобы сборка могла быть произведена быстро, пока грунтовка и цемент еще жидкие.
7. Время схватывания и отверждения
Время схватывания цемента на растворителе и время отверждения зависят от размера трубы, температуры, относительной влажности и плотности прилегания.
Время высыхания сокращается в более сухих условиях, при использовании труб меньшего диаметра, при высоких температурах и плотной посадке.
Узел должен схватываться без какой-либо нагрузки на соединение в течение времени, указанного в следующих таблицах. После начального периода схватывания со сборкой можно обращаться осторожно, избегая значительных нагрузок на соединение.
Делать: Соблюдайте рекомендованное установленное время.
После того, как шов собран с использованием растворяющего клея, его нельзя трогать в течение некоторого времени, чтобы обеспечить надлежащее «схватывание». Рекомендуемое время установки:
Что делать: Соблюдайте рекомендуемое время отверждения.
После того, как соединение будет собрано с использованием клея на растворителе, необходимо дать цементу должным образом «затвердеть», прежде чем система трубопроводов будет находиться под давлением.
Рекомендуемое минимальное время отверждения показано ниже. Эти рекомендации должны служить только ориентиром, поскольку атмосферные условия во время установки будут влиять на процесс отверждения.