Знание, какая температура плавления алюминия по Цельсию, обеспечивает домашнее литье
Алюминий — цветной металл, имеющий низкую плотность. Поверхность сплава серебристо-белая, матовая. Весьма легок и мягок, за счет чего имеет низкую температуру плавления — примерно 650 градусов. Свое применение нашел во всех сферах человеческой жизни. Активно используется в пищевой промышленности, в том числе для изготовления различной посуды. По производству среди всех металлов занимает второе место в мире, после железа.
Алюминий восприимчив к агрессивному воздействию кислот. Способен раствориться в концентрированных растворах щелочей. Во избежание таких явлений, вся алюминиевая продукция покрывается защитными пленками. В измельченном пылеватом состоянии, находясь в кислородной среде, поддерживает активное горение.
Немного о свойствах и сплавах алюминия
Теплопроводные и электропроводные свойства этого металла сопоставимы с золотом, серебром и медью. Очень распространен в электротехнике. Из него делают многожильные провода и кабели, создают обмотки для электродвигателей и трансформаторов. Алюминий очень пластичен, но весьма хрупок. Его можно раскатать до достояния полупрозрачной фольги. Алюминиевые слитки можно без труда строгать и разрубать. При введении соответствующих добавок можно значительно повысить прочность сплава, тем самым расширив спектр его применения.
Из него делают многожильные провода и кабели, создают обмотки для электродвигателей и трансформаторов. Алюминий очень пластичен, но весьма хрупок. Его можно раскатать до достояния полупрозрачной фольги. Алюминиевые слитки можно без труда строгать и разрубать. При введении соответствующих добавок можно значительно повысить прочность сплава, тем самым расширив спектр его применения.
Подобный сплав был разработан в 1911 году немецкими мастерами в городке Дюрен. Отсюда пошло и название сплава, состоящего из алюминия, меди, магния и марганца — дюраль, или дюралюминий. Подобное сочетание и длительная закалка, позволили повысить прочностные характеристики и сохранить прежнюю легкость (алюминий легче стали в 3 раза). Большое применение дюралюминиевый сплав нашел в авиастроении, за счет чего был прозван «крылатым металлом». Для поддержания антикоррозионных характеристик, его покрывали напылением чистого алюминия.
Чтобы исключить подобное напыление, был разработан иной алюминиевый сплав с включениями кремния — силумин.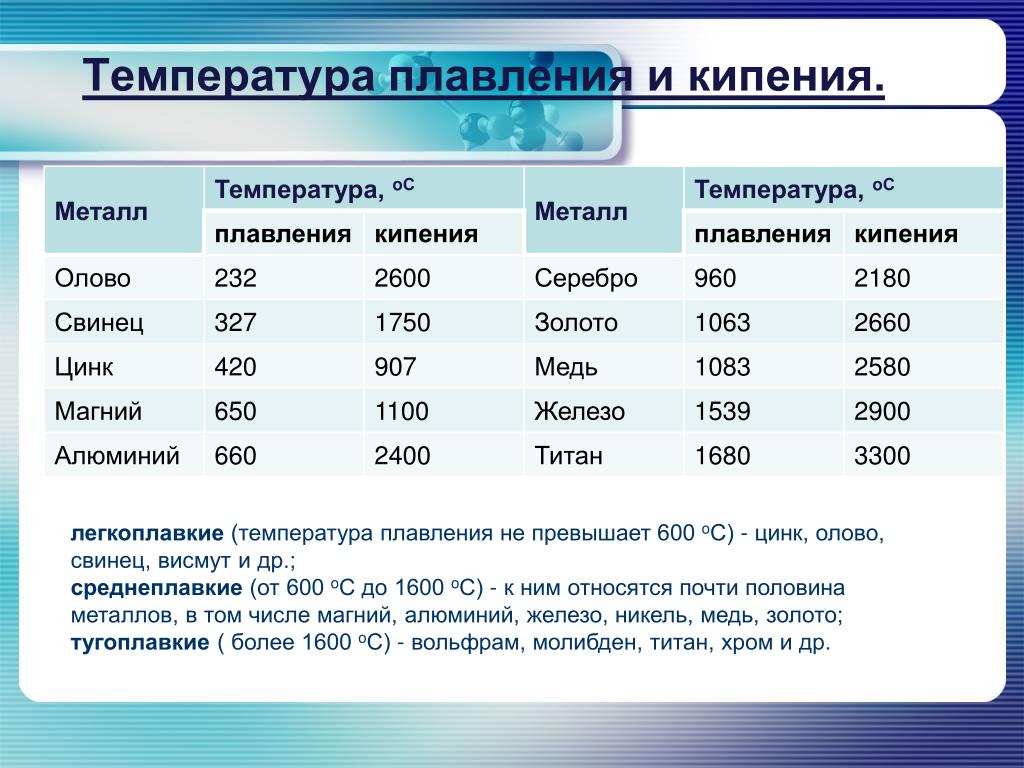 Благодаря своей блескости и серебристому цвету, алюминий используется в производстве зеркал, как промышленных и технических (например, для телескопов), так и бытовых.
Благодаря своей блескости и серебристому цвету, алюминий используется в производстве зеркал, как промышленных и технических (например, для телескопов), так и бытовых.
Использование сплавов алюминия в пищевой отрасли
Алюминий в пищевой промышленности, а также в быту, используется достаточно активно. Из него делают посуду, всевозможную тару для жидкостей и смесей, изготавливают станки и оборудование для пищевого производства. Для этого обычно применяется пищевой листовой алюминий. Это обусловлено тем, что сплавы алюминия никак не влияют на состав продуктов или компонентов косметики. Полностью сохраняются все витамины, полезные вещества, изначальные свойства и микроэлементы. Кроме того, они не способны нанести вреда человеческому здоровью. Тем более что в пищевой промышленности разрешается применять лишь алюминий пищевой и его сплавы определенных марок.
Могут также использоваться металлические сплавы, содержащие в своем составе алюминий. Все марки этого металла, которые разрешено использоваться в пищевой промышленности должны полностью соответствовать ГОСТу.
Плавление алюминия
Алюминий и его сплавы используются почти во всех сферах промышленности, а также в процессе изготовления предметов домашнего обихода.
В условиях комнатной температуры на алюминии образуется тонкая пленка окиси (А12O3), прочно защищающая его от последующего окисления. Время окисления алюминия с ростом температуры резко увеличивается.
Именно по этой причине в процессе плавки алюминия и его сплавов в плавильных печах поверхность расплавляемого материала и зеркало ванны очень быстро покрывается пленкой окиси.
Печи для плавки алюминия
Зачастую в производстве вторичного алюминия используют отражательные (подовые) печи. Такой тип печей для плавки алюминия отличается большим количеством модификаций. Однако все они приспособлены под стандартную отражательную печь, под специальные условия работы и особую шихту.
Не меньшей популярность пользуются и тигельные печи, в особенностях, на малых производствах.Производства вторичного алюминия часто используют в качестве плавильных печей роторные печи, в особенности для того, чтобы переплавить лом с высокой удельной поверхностью, к примеру, алюминиевую стружку, а также очень грязный алюминиевый лом.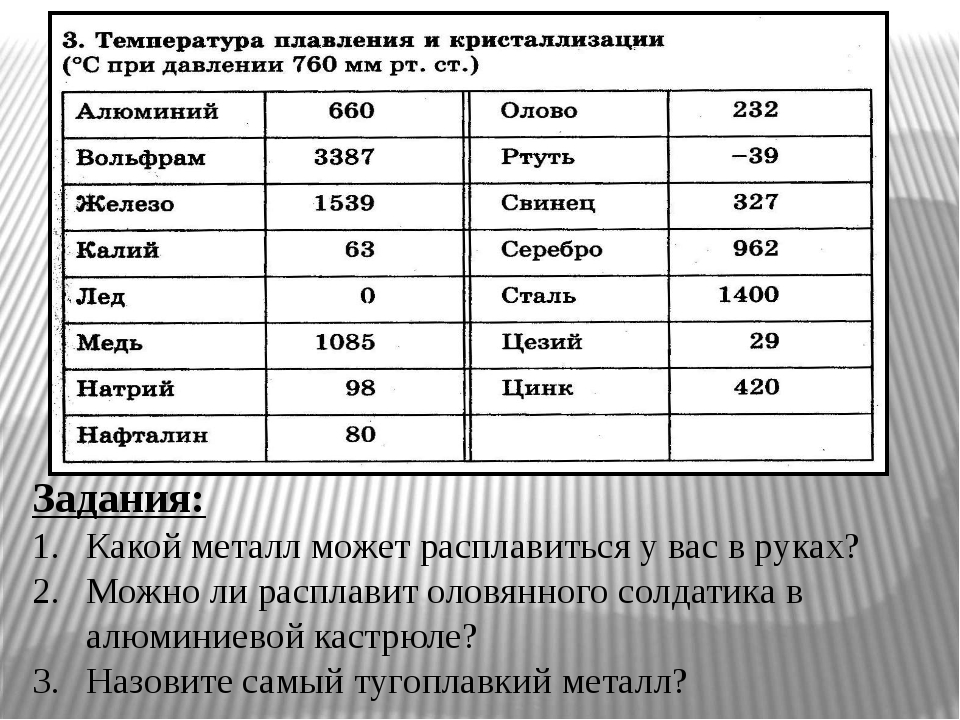
Всех производителей вторичного алюминия делят на две категории:
- компании, создающие литейные сплавы для изготовителей алюминиевых отливок
- компании, создающие алюминий для раскисления стали.
Обе категории компаний используют в качестве сырья «старый» лом и производственные отходы литейных заводов. На таких заводах помимо введения легирующих составляющих для доводки определенного сплава используют оснащение для очистки алюминиевого расплава и ликвидации нежелательных химических элементов и прочих примесей.
Роторными плавильными печами пользуются именно эти переработчики алюминиевого лома.
Плавление алюминия на литейных предприятиях, которые занимаются производством алюминиевых отливок из вторичного литейного алюминия, осуществляется главным образом в тигельных печах – газовых и электрических, индукционных и сопротивления, и для плавки, и для выдержки алюминия, а также для разливки алюминиевого расплава в подготовленные формы.
Температура плавления окиси алюминия составляет примерно 2050° С, что почти в три раза выше, чем градус плавления алюминия металлического. На сегодняшний день наиболее популярной является плавка алюминия в пламенных отражательных печах, которые работают на углеродистом топливе, и в электрических печах.
На сегодняшний день наиболее популярной является плавка алюминия в пламенных отражательных печах, которые работают на углеродистом топливе, и в электрических печах.
В ходе плавки алюминия в отражательных пламенных печах и в камерных электропечах сопротивления прогрев обособленных кусков садки стартует в области самых высоких температур, т. е. в верхней части. В тоже время поверхность садки с большой скоростью окисляется и поглощает много газов.
Внутри канальной индукционной электропечи расплавление кусков алюминия осуществляется в области наивысших температур под слоем жидкого металла, поверхность которого накрыта пленкой окиси алюминия. Области наивысших температур в канальных электропечах расположена в узком канале и в прилегающих к нему частях шихты.
Металл на поверхности шахты имеет самую низкую температуру, вследствие чего получившиеся отливки из канальных электропечей, имеют в своем составе более низкое количество окислов, чем отливки из печей других видов.
Таким же преимуществом отличаются тигельные индукционные электропечи, в которых по технологическим требованиям в тигле по окончанию каждой плавки остается некоторое количество жидкого металла, примерно 20—35% от емкости тигля печи. Важное свойство жидкого алюминия и его сплавов заключается в его способности поглощать газы, в особенности водород. В пламенных печах много водорода собирается в топочных газах. Помимо этого, в плавильные печи всех видов его можно внести сырой шихтой.
Важное свойство жидкого алюминия и его сплавов заключается в его способности поглощать газы, в особенности водород. В пламенных печах много водорода собирается в топочных газах. Помимо этого, в плавильные печи всех видов его можно внести сырой шихтой.
Жидкий алюминий является хорошим растворителем для многих металлов, к примеру, железа. При этом образуются хрупкие соединения FeAl2 и Fe2Al7, которые снижают качество отливок.
Плавление алюминия в домашних условиях
Очень печально, если в доме выходят из строя маленькие, но важные функциональные составляющие, к примеру, направляющие рольставен или раздвижных дверей (могут лопнуть), фурнитура и прочее. Чаще всего такие элементы создают из алюминия.
Искать им замену проблематично, а иногда ликвидировать поломку в функционале двери или окна нужно немедленно, хотя бы временно. Если вы имеете опыт паяния, но большую часть поломок алюминиевой фурнитуры или профиля можно устранить самостоятельно.
Основная проблема – это получение рабочего материала, то есть расплавленного алюминия, при помощи которого будет осуществляться пайка сломанных деталей.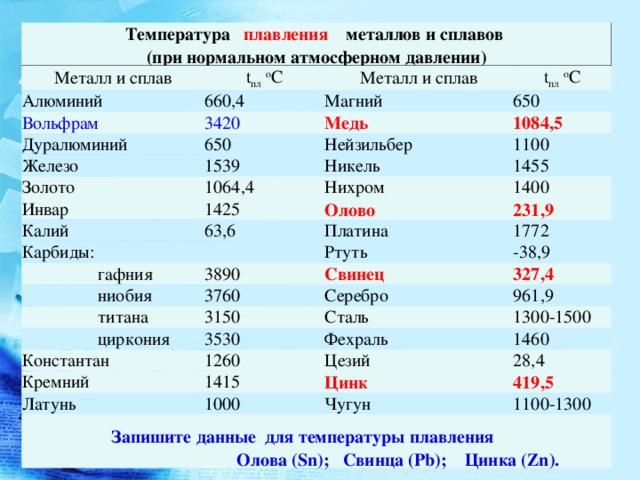 Многие не знают, какая температура плавления алюминия. Она составляет около 660 градусов. Стандартная газовая плита не способна разогреть металл до такой температуры.
Многие не знают, какая температура плавления алюминия. Она составляет около 660 градусов. Стандартная газовая плита не способна разогреть металл до такой температуры.
Что же делать?Для начала необходимо приобрести алюминиевую чушку, но можно и использовать обрезки старого профиля. Чтобы расплавить алюминий понадобится портативная газовая горелка или паяльная лампа. Разные модели этих устройств способны дать температуру в пределах 1000 – 1300 градусов.
Подготовленный материал нужно положить в тугоплавкую емкость, к примеру, из нержавеющей стали. Кроме этого, нужна прокаленная стальная пластина или еще одна емкость, в которую мы будем выливать расплавленный металл.
Последовательность работы:
- создание небольшого «колодца». Сверху нужно будет поставить емкость для плавки
- розжиг костра в «колодце». Это необходимо для поддержания тары в нагретом состоянии, после использования горелки. Также костер поможет прогреть алюминий снизу
- после образования жарких углей можно установить емкость с алюминием.
 Время плавления алюминия таким образом составляет примерно 15 – 20 минут. Тут же вы можете оставить прогреваться и вторую емкость или пластину
Время плавления алюминия таким образом составляет примерно 15 – 20 минут. Тут же вы можете оставить прогреваться и вторую емкость или пластину - далее нужно включить газовую горелку на максимум и греть алюминий сверху
- плавка металла начинается почти мгновенно, но цель еще не получена. задача – получение однородного прогрева. Чтобы этого добиться нужно периодически встряхивать емкость
- в процессе плавки образуется оксид алюминия, формирующий окалину
- после этого расплавленный металл нужно вылить на прокаленную стальную поверхность, аккуратно, чтобы не высыпалась окалина. Теперь расплавленный алюминий готов к дальнейшей работе.
 Время плавления алюминия таким образом составляет примерно 15 – 20 минут. Тут же вы можете оставить прогреваться и вторую емкость или пластину
Время плавления алюминия таким образом составляет примерно 15 – 20 минут. Тут же вы можете оставить прогреваться и вторую емкость или пластинуПлотность алюминия при 20°С
| Степень чистоты, % | 99,25 | 99,40 | 99,75 | 99.97 | 99,996 | 99.9998 |
| Плотность при 20°С, г/см3 | 2,727 | 2,706 | 2,703 | 2,6996 | 2,6989 | 2,69808 |
Плотность расплавленного алюминия при 1000°С
| Степень чистоты, % | 99,25 | 99. 40 40 | 99.75 |
| Плотность, г/см3 | 2,311 | 2,291 | 2,289 |
Зависимисть температуры плавления алюминия от чистоты
| Степень чистоты, % | 99,2 | 99,5 | 99,6 | 99,97 | 99,996 |
| Температура плавления, °С | 657 | 658 | 659,7 | 659,8 | 660,24 |
Использование в качестве упаковки
В каждом доме были или даже есть предметы кухонного обихода из алюминия — это ложки, чашки, поварешки, кастрюли, соковыжималки, мясорубки и многое другое. Очень популярна в кулинарном мире алюминиевая фольга, которую используют при запекании мяса и овощей или просто хранения и транспортировки пищи. Такая фольга отлично подходит для упаковки конфет, шоколада, мороженого, масла, сыра и творога.
Многие кремы и косметические средства, художественная краска (масляная, темпера, гуашь и даже акварель) упаковываются в емкость из пищевого алюминия. В них же, упаковывается и еда для космонавтов. Можно с уверенностью сказать, что алюминий, в том числе пищевой, и сплавы на его основе прочно вошли в нашу повседневную жизнь.
Можно с уверенностью сказать, что алюминий, в том числе пищевой, и сплавы на его основе прочно вошли в нашу повседневную жизнь.
Алюминий пищевой широко применяется при производстве емкостей под консервы. Из-за такого распространения, ежегодно возрастает и количество алюминиевого мусора, без дела, разлагающегося на свалках.
Достоинства пищевого алюминия
Алюминий пищевой имеет множество достоинств, среди которых можно выделить следующие:
- Не подвержен воздействию коррозии. Благодаря этому кухонное оборудование и инструменты способны длительное время находиться в воде без вреда для себя.
- Пищевой алюминий не деформируется под воздействием высокой температуры.
- Несмотря на его вступление в контакт с материалами, обладающими органолептическими свойствами, не происходит изменение свойств продуктов. Также сохраняются все имеющиеся в них витамины.
- Благодаря достаточной жесткости, материал во время приготовления пищи не деформируется.
- Пищевой алюминий абсолютно безвреден для человеческого организма и полностью гигиеничен.
- Посуда из этого материала способна использоваться при приготовлении пищи в духовых и микроволновых печах.

Производство посуды и оборудование для приготовления пищи из алюминия
Алюминий пищевой и его сплавы входят в состав многих видов оборудования для приготовления пищи. Так как этот металл отличается способностью образовывать всевозможные сплавы, он, как говорилось выше, активно применяется для изготовления разнообразной кухонной тары. Кроме того, он незаменим в производстве всевозможных термостойких изделий. Например, оборудования для кухонь и различных жарочных поверхностей электробытовых приборов.
Алюминий отличается прекрасной проводимости тепла при низкой теплоемкости. Кроме того, он практически не деформируется при высокой температуре или при ее перепадах. Благодаря низкой температуре плавления и своей пластичности, алюминий активно используется для литья различных изделий, применяемых на кухне. Он подходит для изготовления различных поверхностей, которые отличаются глубоким рельефом, всевозможными сложными формами и изделиями с обширной площадью. Например, он отлично подходит для всевозможных форм для выпечки кулинарных изделий.
Например, он отлично подходит для всевозможных форм для выпечки кулинарных изделий.
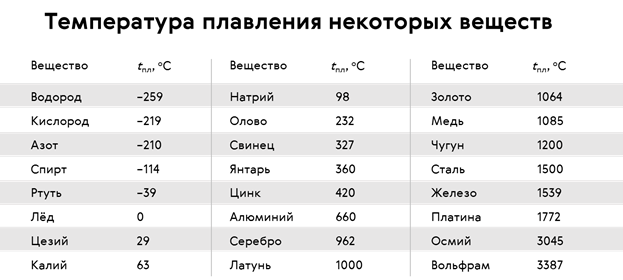
Температура плавления металлов
Металлы и неметаллы
Любой кусок металла, например, алюминия, содержит миллионы отдельных кристаллов, которые называются зернами. Каждое зерно имеет свою уникальную ориентацию атомной решетки, но все вместе зерна ориентированы внутри этого куска случайным образом. Такая структура называется поликристаллической.
Аморфные материалы, например, стекло, отличаются от кристаллических материалов, например, алюминия, по двум важным отличиям, которые связаны друг с другом:
- отсутствие дальнего порядка молекулярной структуры
- различия в характере плавления и термического расширения.
Различие молекулярной структуры можно видеть на рисунке 1. Слева показана плотно упакованная и упорядоченная кристаллическая структура. Аморфный материал показан справа: менее плотная структура со случайным расположением атомов.
Рисунок 1 – Структура кристаллических (а) и аморфных (б) материалов. Кристаллическая структура: упорядоченная, повторяющаяся и плотная, аморфная структура – более свободно упакованная с беспорядочным расположением атомов.
Кристаллическая структура: упорядоченная, повторяющаяся и плотная, аморфная структура – более свободно упакованная с беспорядочным расположением атомов.
Плавление металлов
Это различие в структуре проявляется при плавлении металлов, в том числе, плавлении алюминия различной чистоты и его сплавов. Менее плотно упакованные атомы дают увеличение объема (снижение плотности) по сравнению с тем же металлом в твердом кристаллическом состоянии.
Марки металлических сплавов, включающие в себя алюминий
Также можно применять металлические сплавы, в которых имеется алюминий. К ним относятся марки АВ, АВМ, А0, АД1, АД1М, АЛ22, АЛ23, АМг22. Все эти сплавы активно используются для изготовления ложек.
Достаточно часто, на изделия из пищевого алюминия или его сплавов, должно быть впоследствии нанесено особое покрытие. Но это можно делать с маркой АМц, так как его химический состав полностью соответствует ГОСТу.
Пищевой алюминий давно и прочно вошел в наш ежедневный обиход. Нельзя найти кухню, в которой нет посуды, изготовленной из этого металла. Отзывы о нем лишь положительные, и, судя по всему, его популярность не думает падать.
Нельзя найти кухню, в которой нет посуды, изготовленной из этого металла. Отзывы о нем лишь положительные, и, судя по всему, его популярность не думает падать.
Процесс плавления в домашних условиях
Относительно низкая температура плавления алюминия позволяет проводить эту операцию в домашних условия. Надо сразу отметить, что в качестве сырья в домашней мастерской использовать порошкообразную смесь слишком опасно. Поэтому в качестве сырья применяют или чушки, или нарезанную проволоку. Если к будущему изделию нет особых требований по качеству, то для плавления можно использовать все, что изготовленного из этого металла.
Плавка алюминия в самодельном горне
При этом не особо важно, будет сырье покрыто краской или нет. Когда происходит плавление алюминия, все посторонние вещества просто выгорят и будут удалены вместе со шлаком.
Для получения качественного результата плавки необходимо использовать материалы, которые называют флюсами. Они призваны решать задачу по связыванию и удалению из расплава посторонних примесей и загрязнений.
Свойства алюминия — ПЕРЕПЛАВ.РУ
Сферы использования алюминия.
Алюминий — химический элемент главной подгруппы третьей группы третьего периода ПСХИ Менделеева Д. И., с атомным номером 13. Обозначается символом AL (лат. Aluminium). Относится к группе лёгких металлов. Наиболее распространённый металл и третий по распространённости химический элемент в земной коре (после кислорода и кремния).
Простое вещество алюминий — лёгкий, немагнитящийся металл серебристо-белого цвета, легко поддающийся ковке, литью, механической обработке. Алюминий обладает высокой тепло- и электропроводностью, стойкость к коррозии обуславливается образованием оксидной плёнки на поверхности, защищающей от дальнейшего воздействия агрессивной среды.
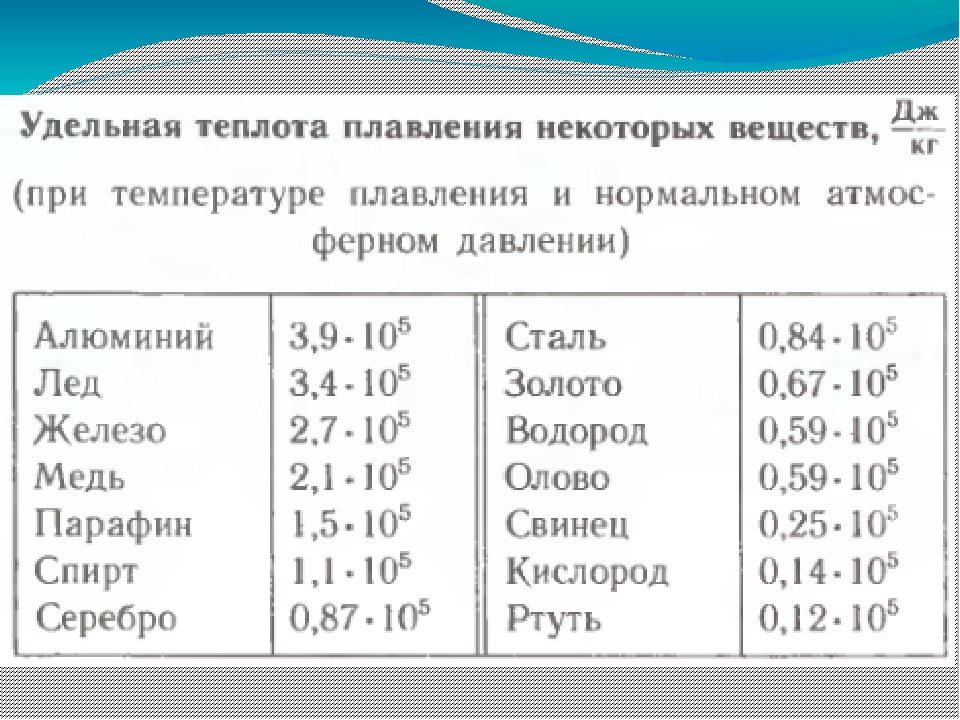
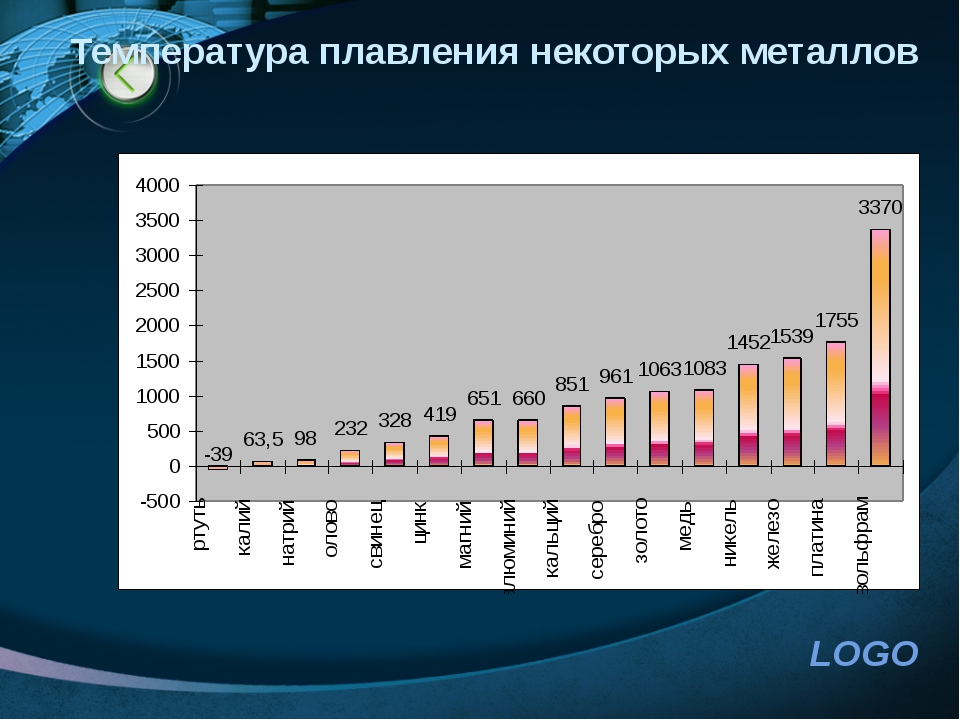
Физические свойства алюминия. Плотность — 2,7 г/см³, температура плавления — порядка 658-660 °C, удельная теплота плавления — 390 кДж/кг, температура кипения — 2500 °C, удельная теплота испарения — 10,53 МДж/кг, временное сопротивление литого алюминия — 10…12 кг/мм², деформируемого — 18…25 кг/мм², сплавов — 38…42 кг/мм².
Твёрдость по Бринеллю — 24…32 кгс/мм², высокая пластичность: технический алюминий — 35 %, чистый алюминий — 50 %, прокатывается в фольгу. Модуль Юнга — 70 ГПа. электропроводность — 0,0265 мкОм·м, теплопроводность — 1,24×10−3 Вт/(м·К), обладает высокой светоотражательной способностью.температурный коэффициент линейного расширения 24,58×10−6 К−1 (20…200 °C). Образует сплавы практически со всеми прочими металлами.
Впервые алюминий был выделен как самостоятельное вещество в Европе Гансом Эрстедом в 1825 году. Современный метод, основанный на получении алюминия электролизом глинозема, растворённого в расплавленном криолите, положил начало широчайшей сфере применения алюминия в нашей жизни
Физические и химические свойства объясняют огромное значение алюминия в мировой экономике. Без него аэрокосмическая индустрия никогда не получила бы развития. Алюминий и сплавы на его основе необходимы для производства автомобилей, в машиностроении, микроэлектронике, да наверно вообще во всех отраслях промышленности.
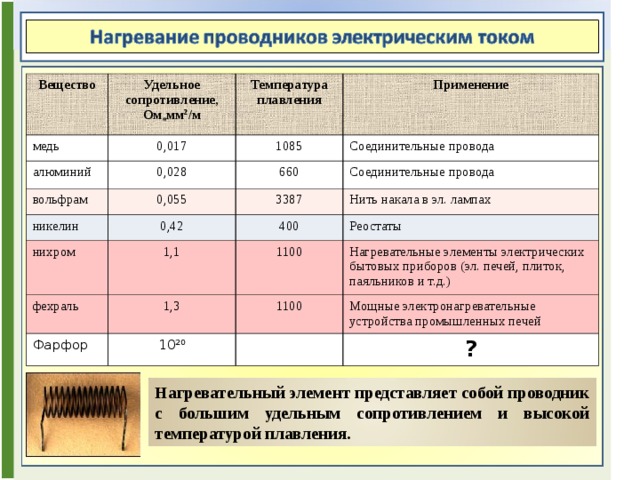
Как компонент используется в стекловарении, его соединения используются в качестве высокоэффективного горючего в ракетных топливах; в алюминиевых бронзах основные компоненты — медь и алюминий. В магниевых сплавах в качестве добавки чаще всего используется алюминий. Для изготовления спиралей в электронагревательных приборах используют (наряду с другими сплавами) фехраль (Fe, Cr, Al).
Еще один пример — Алюминий зарегистрирован в качестве пищевой добавки Е173.
Если мир без алюминия представляется не самым уютным местом, то мир, в котором алюминий есть, открывает нам самые разные возможности.
Наша компания осуществляет производство и поставку на внешний и внутренний рынки сплавов алюминиевых литейных, деформируемых, алюминий технической чистоты (технический алюминий), алюминий для раскисления (раскислители) различных марок.
Цены на алюминий и его сплавы, а так же способы доставки алюминия можно уточнить, связавшись с нами по телефону или электронной почте.
Встретившись с потребностью в алюминии или сплавах алюминия Вы можете задать в поиске «купим чушку» или «купим сплав алюминия», знайте, что в случае с «куплю чушку» лучше обратиться к нам, как специалистам в области производства и поставок. Мы сможем помочь Вам подобрать интересующий Вас сплав в соответствии с потребностями и совместно скоординируем форму выпуска, сроки и период поставки.
Методы и способы плавления алюминия на производстве и в домашних условиях
Алюминий и его сплавы используются почти во всех сферах промышленности, а также в процессе изготовления предметов домашнего обихода. В условиях комнатной температуры на алюминии образуется тонкая пленка окиси (А12O3), прочно защищающая его от последующего окисления. Время окисления алюминия с ростом температуры резко увеличивается. Именно по этой причине в процессе плавки алюминия и его сплавов в плавильных печах поверхность расплавляемого материала и зеркало ванны очень быстро покрывается пленкой окиси.
Печи для плавки алюминия
Зачастую в производстве вторичного алюминия используют отражательные (подовые) печи. Такой тип печей для плавки алюминия отличается большим количеством модификаций. Однако все они приспособлены под стандартную отражательную печь, под специальные условия работы и особую шихту.
Не меньшей популярность пользуются и тигельные печи, в особенностях, на малых производствах.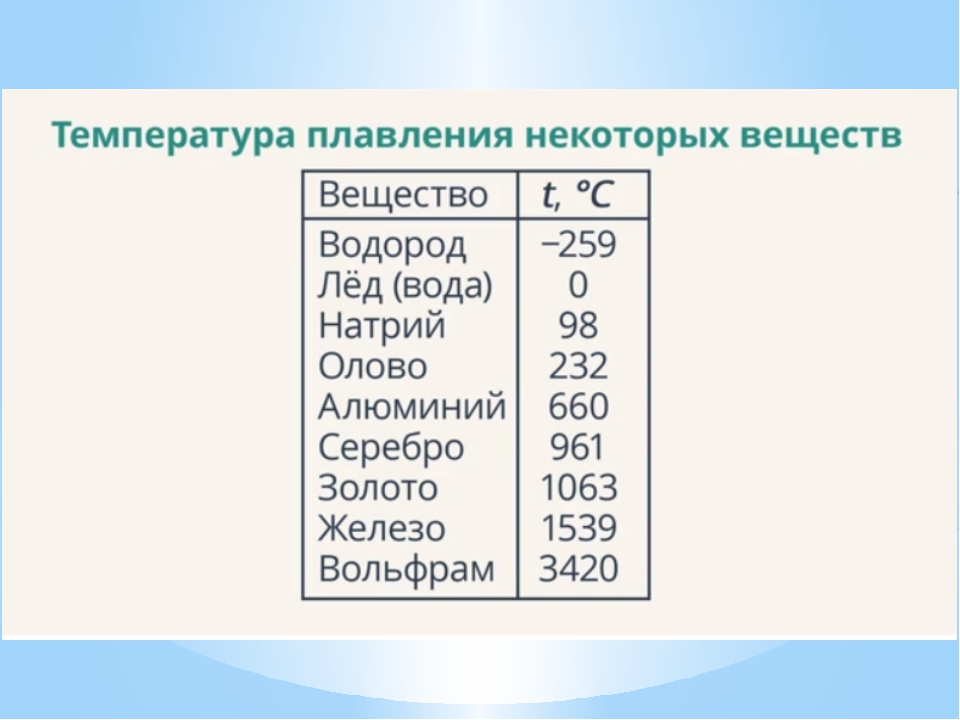
Производства вторичного алюминия часто используют в качестве плавильных печей роторные печи, в особенности для того, чтобы переплавить лом с высокой удельной поверхностью, к примеру, алюминиевую стружку, а также очень грязный алюминиевый лом.
Всех производителей вторичного алюминия делят на две категории:
- компании, создающие литейные сплавы для изготовителей алюминиевых отливок
- компании, создающие алюминий для раскисления стали.
Обе категории компаний используют в качестве сырья «старый» лом и производственные отходы литейных заводов. На таких заводах помимо введения легирующих составляющих для доводки определенного сплава используют оснащение для очистки алюминиевого расплава и ликвидации нежелательных химических элементов и прочих примесей. Роторными плавильными печами пользуются именно эти переработчики алюминиевого лома.
Плавление алюминия на литейных предприятиях, которые занимаются производством алюминиевых отливок из вторичного литейного алюминия, осуществляется главным образом в тигельных печах – газовых и электрических, индукционных и сопротивления, и для плавки, и для выдержки алюминия, а также для разливки алюминиевого расплава в подготовленные формы.
Температура плавления окиси алюминия составляет примерно 2050° С, что почти в три раза выше, чем градус плавления алюминия металлического.
Внутри канальной индукционной электропечи расплавление кусков алюминия осуществляется в области наивысших температур под слоем жидкого металла, поверхность которого накрыта пленкой окиси алюминия. Области наивысших температур в канальных электропечах расположена в узком канале и в прилегающих к нему частях шихты.
Металл на поверхности шахты имеет самую низкую температуру, вследствие чего получившиеся отливки из канальных электропечей, имеют в своем составе более низкое количество окислов, чем отливки из печей других видов.
 Таким же преимуществом отличаются тигельные индукционные электропечи, в которых по технологическим требованиям в тигле по окончанию каждой плавки остается некоторое количество жидкого металла, примерно 20—35% от емкости тигля печи.
Таким же преимуществом отличаются тигельные индукционные электропечи, в которых по технологическим требованиям в тигле по окончанию каждой плавки остается некоторое количество жидкого металла, примерно 20—35% от емкости тигля печи.Важное свойство жидкого алюминия и его сплавов заключается в его способности поглощать газы, в особенности водород. В пламенных печах много водорода собирается в топочных газах. Помимо этого, в плавильные печи всех видов его можно внести сырой шихтой.
Жидкий алюминий является хорошим растворителем для многих металлов, к примеру, железа. При этом образуются хрупкие соединения FeAl2 и Fe2Al7, которые снижают качество отливок.
Плавление алюминия в домашних условиях
Очень печально, если в доме выходят из строя маленькие, но важные функциональные составляющие, к примеру, направляющие рольставен или раздвижных дверей (могут лопнуть), фурнитура и прочее. Чаще всего такие элементы создают из алюминия. Искать им замену проблематично, а иногда ликвидировать поломку в функционале двери или окна нужно немедленно, хотя бы временно.
Основная проблема – это получение рабочего материала, то есть расплавленного алюминия, при помощи которого будет осуществляться пайка сломанных деталей.
Многие не знают, какая температура плавления алюминия. Она составляет около 660 градусов. Стандартная газовая плита не способна разогреть металл до такой температуры. Что же делать?
Для начала необходимо приобрести алюминиевую чушку, но можно и использовать обрезки старого профиля. Чтобы расплавить алюминий понадобится портативная газовая горелка или паяльная лампа. Разные модели этих устройств способны дать температуру в пределах 1000 – 1300 градусов.
Подготовленный материал нужно положить в тугоплавкую емкость, к примеру, из нержавеющей стали. Кроме этого, нужна прокаленная стальная пластина или еще одна емкость, в которую мы будем выливать расплавленный металл.
Последовательность работы:
- создание небольшого «колодца». Сверху нужно будет поставить емкость для плавки
- розжиг костра в «колодце». Это необходимо для поддержания тары в нагретом состоянии, после использования горелки. Также костер поможет прогреть алюминий снизу
- после образования жарких углей можно установить емкость с алюминием. Время плавления алюминия таким образом составляет примерно 15 – 20 минут. Тут же вы можете оставить прогреваться и вторую емкость или пластину
- далее нужно включить газовую горелку на максимум и греть алюминий сверху
- плавка металла начинается почти мгновенно, но цель еще не получена. Главная задача – получение однородного прогрева. Чтобы этого добиться нужно периодически встряхивать емкость
- в процессе плавки образуется оксид алюминия, формирующий окалину
- после этого расплавленный металл нужно вылить на прокаленную стальную поверхность, аккуратно, чтобы не высыпалась окалина. Теперь расплавленный алюминий готов к дальнейшей работе.
 Сверху нужно будет поставить емкость для плавки
Сверху нужно будет поставить емкость для плавки| Степень чистоты, % | 99,25 | 99,40 | 99,75 | 99. 97 97 |
99,996 | 99.9998 |
| Плотность при 20°С, г/см3 | 2,727 | 2,706 | 2,703 | 2,6996 | 2,6989 | 2,69808 |
| Степень чистоты, % | 99,25 | 99.40 | 99.75 |
| Плотность, г/см3 | 2,311 | 2,291 | 2,289 |
| Степень чистоты, % | 99,2 | 99,5 | 99,6 | 99,97 | 99,996 |
| Температура плавления, °С | 657 | 658 | 659,7 | 659,8 | 660,24 |
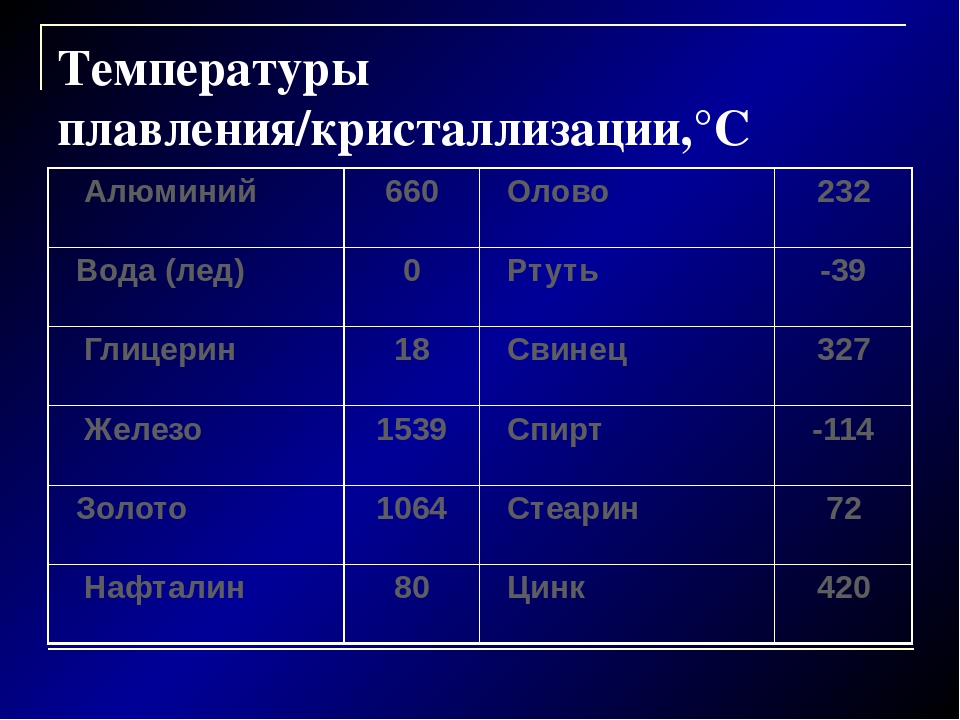
Температура плавления алюминия
Алюминий – легкий металл белого цвета с серебристым оттенком, мягкий (можно согнуть руками), хорошо обрабатывается, в то же время достаточно прочный. Является отличным проводником тепла и электричества. В чистом виде алюминий почти не используется, применение его практикуется в виде сплавов с медью, углеродом, оловом, титаном, марганцем и цинком. По электро- и теплопроводности алюминий уступает только серебру и меди. В то же время примеси ванадия, хрома и марганца снижают эти показатели.
Является отличным проводником тепла и электричества. В чистом виде алюминий почти не используется, применение его практикуется в виде сплавов с медью, углеродом, оловом, титаном, марганцем и цинком. По электро- и теплопроводности алюминий уступает только серебру и меди. В то же время примеси ванадия, хрома и марганца снижают эти показатели.
Алюминий активно реагирует с кислотами и щелочами, образуя хлориды, сульфаты, алюминаты и прочие соединения. На воздухе металл моментально покрывается оксидной пленкой, которая защищает его от последующего окисления. Температура плавления алюминия находится в пределах 660,1 градусов, металл в расплавленном виде обладает хорошей жидкотекучестью. Для этого металла характерны высокая пластичность, морозостойкость, коррозионная стойкость при взаимодействии с дистиллированной и пресной водой.
Специалисты отмечают, что коррозионная стойкость зависит от чистоты алюминия — чем выше она, тем больше стойкость. Причиной коррозии могут стать поверхностные нарушения окисной пленки. Доказано, что температура плавления алюминия повышается по мере роста его чистоты. Обладая прекрасными литейными качествами, металл при кристаллизации дает большую усадку, этот показатель важен при изготовлении ответственного литья из этого металла.
Доказано, что температура плавления алюминия повышается по мере роста его чистоты. Обладая прекрасными литейными качествами, металл при кристаллизации дает большую усадку, этот показатель важен при изготовлении ответственного литья из этого металла.
Температура плавления алюминия может колебаться в зависимости от применяемого в качестве примеси материала. Лидерами производства алюминия в настоящее время в мире являются Россия, США, Канада, Австралия. Диапазон использования алюминия достаточно большой, наши предки алюминий в виде соединений (квасцы) применяли как вяжущее средство в медицине, для дубления кож, для продления срока хранения красок.
Достаточно низкая температура плавления алюминия позволяла расплавлять его в примитивных условиях.
В природе встречается оксид алюминия (корунд), он применяется как абразивный материал, а разновидности его — сапфир и рубин — относятся к категории драгоценных камней. Так как в чистом виде алюминий малопригоден для технического применения, чаще всего его применяют как сырье для изготовления различных сплавов. Спектр алюминиевых сплавов довольно обширный, он постоянно пополняется (с применением разных технологий).
Спектр алюминиевых сплавов довольно обширный, он постоянно пополняется (с применением разных технологий).
В настоящее время из таких сплавов изготавливают пищевые баллоны, бидоны, кухонную посуду и различные предметы домашнего быта. Важными потребителями алюминиевых сплавов являются автомобильная, электротехническая, приборостроительная, химическая, оборонная, металлургическая промышленности. При какой температуре плавится алюминий, учитывается при изготовлении комплектующих частей для оборонной, космической и ядерной промышленностей.
Одним из самых распространенных цветных сплавов является дюралюминий, разработан он в прошлом веке немецким инженером А. Вильмом. Температура плавления дюралюминия составила примерно 650 градусов. Сущность его изобретения заключается в том, что сплав на основе алюминия после термической обработки приобретает большую прочность и твердость. Этим незамедлительно воспользовались специалисты и его пустили на нужды воздухоплавания. Новый сплав стал одним из главных конструкционных материалов в авиастроении.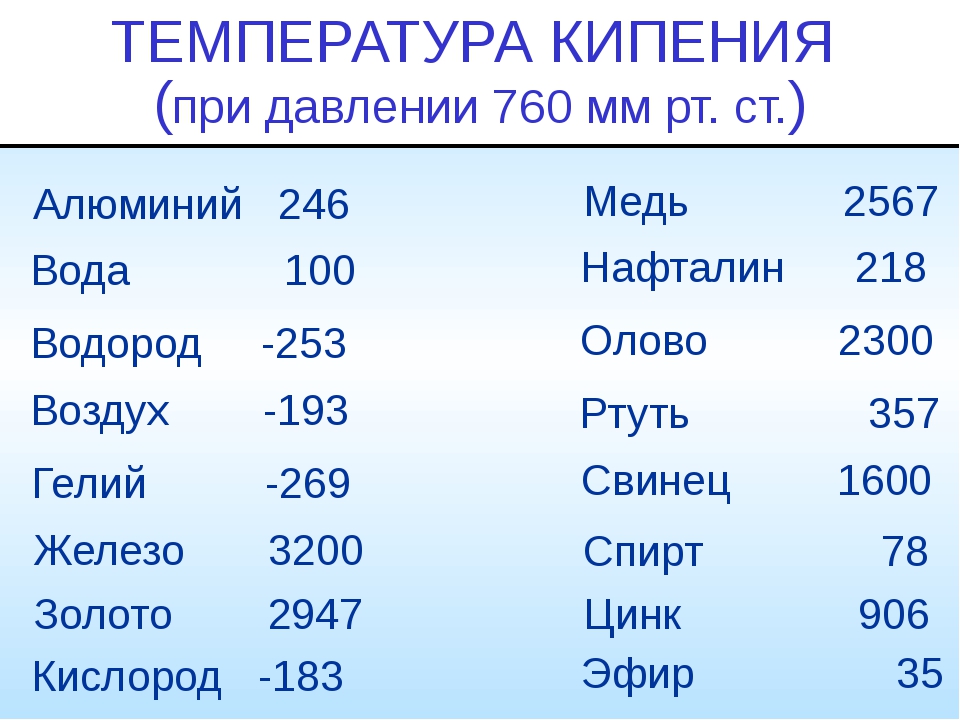
В настоящее время под понятием дюралюминий подразумевается большой выбор алюминиевых сплавов, отличающихся высокой прочностью. Современные сплавы кроме меди содержат марганец, кремний, магний и т.д., по прочности они приблизились к низкоуглеродистой стали. Сегодня эти сплавы имеют широкое применение в авиационной промышленности, при изготовлении скоростных поездов и в ряде других случаев.
Алюминий: опыт применения
В последние годы алюминий получил широкое применение в промышленности благодаря своему низкому весу и ряду других качеств, которые делают его привлекательной альтернативной стали. Более того, по прогнозам рынок сварки алюминия будет продолжать расти со скоростью 5,5% в год, в частности, из-за продолжающегося распространения алюминия в автомобильной области.
В том, что касается сварки, алюминий уникален. Он имеет свои особенности и не стоит надеяться, что для работы с алюминием Вам хватит опыта работы со сталью. Например, алюминий имеет высокую теплопроводимость и низкую температуру плавления, которые при несоблюдении должных процедур сварки легко приводят к прожиганию и деформациям.
В этой статье мы рассмотрим различные легирующие элементы и их влияние на свойства алюминия, затем поговорим о сварочных процедурах и оптимальных параметрах сварки. Наконец, мы рассмотрим несколько технологических инноваций, которые могут сделать сварку алюминия немного проще.
Легирующие элементы
Чтобы понять алюминий, сначала нужно разобраться с металлургией алюминиевых сплавов. Алюминий может иметь множество первичных и вторичных легирующих элементов, которые придают ему улучшенные механические характеристики, коррозионную стойкость и/или упрощают сварку.
Первичные легирующие элементы алюминиевых сплавов — это медь, кремний, марганец, магний и цинк. Перед тем, как начать говорить о них более подробно, нужно отметить, что сплавы делятся на два типа: пригодные к тепловой обработке и не пригодные.
Пригодность к тепловой обработке
Сплавы, пригодные к тепловой обработке, после сварки можно нагреть до определенной температуры, чтобы восстановить утраченные во время сварки механические характеристики. Тепловая обработка сплава подразумевает нагревание до достаточно высокой температуры, чтобы легирующие элементы перешли в состояние твердого раствора, и затем контролируемого охлаждения для образования перенасыщенного раствора. Следующий этап процесса — поддерживание низкой температуры в течение времени, достаточного для отложения нужного объема легирующих элементов.
Тепловая обработка сплава подразумевает нагревание до достаточно высокой температуры, чтобы легирующие элементы перешли в состояние твердого раствора, и затем контролируемого охлаждения для образования перенасыщенного раствора. Следующий этап процесса — поддерживание низкой температуры в течение времени, достаточного для отложения нужного объема легирующих элементов.
В случае сплавов, непригодных к тепловой обработке, механические характеристики можно улучшить за счет холодной обработки или упрочнения под механическими нагрузками. Для этого в структуре металла должны произойти механические деформации, которые вызывают повышение сопротивления деформации и снижение жидкотекучести.
Другие различия
Алюминиевые сплавы могут иметь следующие обозначения в зависимости от состояния термообработки: F = после отливки, O = отожженное, H = после механического упрочнения; W = с тепловым растворением и T = после термообработки, которая может подразумевать собственно температурную обработку или старение холодной обработкой. Например, сплав может иметь обозначение 2014 T6. Это значит, что в его состав входит медь (серия 2XXX), а T6 указывает на то, что сплав прошел термообработку и искусственное старение.
Например, сплав может иметь обозначение 2014 T6. Это значит, что в его состав входит медь (серия 2XXX), а T6 указывает на то, что сплав прошел термообработку и искусственное старение.
В рамках этой статьи мы будем говорить только о пластичных сплавах, то есть алюминиевых сплавах, раскатанных из заготовки или отштампованных по формам заказчика. Учтите, что сплавы также могут быть литыми. Литые сплавы используются для изготовления деталей из расплавленного металла, который заливают в формы. Литые сплавы могут быть дисперсионно-твердеющими, но никогда — твердеющим под механическими нагрузками. Пригодность к сварке таких сплавов зависит от типа литья — в многократную форму, под давлением или в песчаную форму — так как для сварки важна поверхность материала. Литые сплавы обозначаются трехзначным числом с одним десятичным знаком, например, 2xx.x. Для сварки пригодны алюминиевые литые сплавы 319.0, 355.0, 356.0, 443.0, 444.0, 520.0, 535.0, 710.0 и 712.0.
Легирующие элементы
Теперь, когда мы разобрались с основной терминологией, давайте поговорим о различных легирующих элементах.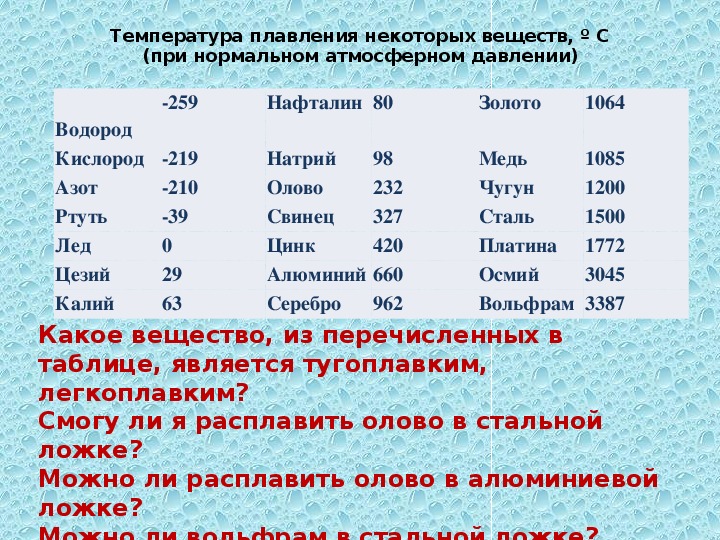 :
:
Медь (имеет обозначение серии пластичных сплавов 2XXX) обеспечивает алюминию улучшенные механические характеристики. Эта серия сплавов пригодна для тепловой обработки и в основном используется для изготовления деталей авиационных двигателей, заклепок и крепежа. Большинство сплавов серии 2ХХХ плохо подходит для дуговой сварки из-за склонности к горячему растрескиванию. Эти сплавы серий обычно сваривают материалами серий 4043 или 4145, которые имеют низкую температуру плавления и снижают вероятность горячего растрескивания. Исключениями из этого правила являются сплавы 2014, 2219 и 2519, для которых хорошо подходит проволока 2319.
Марганец (серия 3XXX) при добавлении в алюминий образует непригодные к тепловой обработке сплавы для наплавки и производства общего назначения. Сплавы серии 3ХХХ имеют средние механические характеристики и используются для производства формовкой, в том числе листового алюминия для автотрейлеров и бытового применения.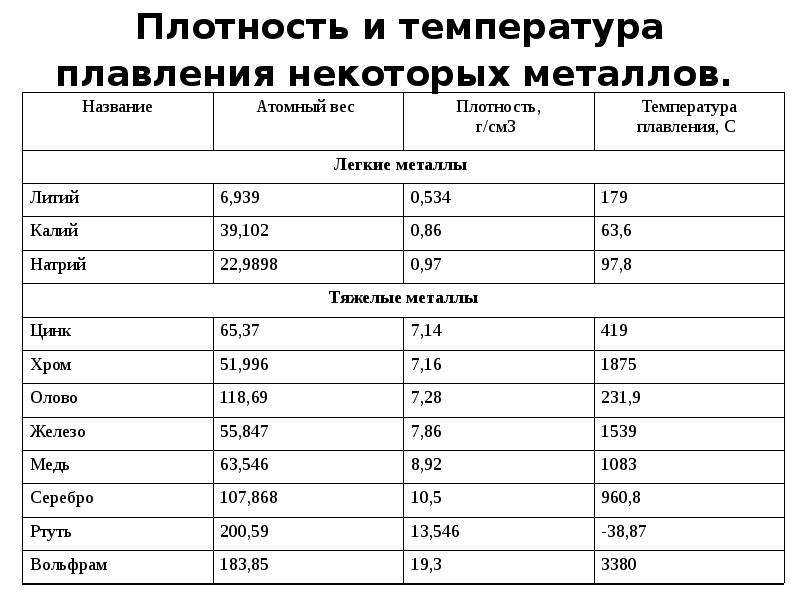 С помощью упрочнения под механическими нагрузками этим сплавам можно придать нужную жидкотекучесть и антикоррозионные свойства. Сплавы серии 3ХХХ не склонны к образованию горячих трещин и хорошо поддаются сварке. Для этого обычно используются материалы серий 4043 или 5356. Впрочем, невысокие механические характеристики не позволяют использовать их для изготовления металлоконструкций.
С помощью упрочнения под механическими нагрузками этим сплавам можно придать нужную жидкотекучесть и антикоррозионные свойства. Сплавы серии 3ХХХ не склонны к образованию горячих трещин и хорошо поддаются сварке. Для этого обычно используются материалы серий 4043 или 5356. Впрочем, невысокие механические характеристики не позволяют использовать их для изготовления металлоконструкций.
Кремний (серия 4XXX) позволяет снизить температуру плавления алюминия и улучшить жидкотекучесть. В основном эта серия используется в качестве присадочного материала. Сплавы 4ХХХ отличаются высокими сварочно-технологическими характеристиками и считаются не пригодными к термообработке. В частности, сплав 4047 стал предпочтительным выбором в автомобильной промышленности, потому что он обладает очень высокой жидкотекучестью и хорошо подходит для пайки и сварки.
Магний (серия 5XXX) при добавлении в алюминий обеспечивает высокие сварочно-технологические характеристики с минимальным снижением механических свойств и устойчивость к образованию горячих трещин. Более того, серия 5ХХХ имеет самые высокие сварочно-технологические характеристики среди всех алюминиевых сплавов, не пригодных к тепловой обработке. Благодаря коррозионной устойчивости эти сплавы используют для изготовления резервуаров для химикатов и сосудов высокого давления и температуры, а также металлоконструкций, железнодорожных вагонов, самосвалов и мостов. При сварке с присадочными материалами серии 4ХХХ они теряют жидкотекучесть из-за образования Mg2Si.
Более того, серия 5ХХХ имеет самые высокие сварочно-технологические характеристики среди всех алюминиевых сплавов, не пригодных к тепловой обработке. Благодаря коррозионной устойчивости эти сплавы используют для изготовления резервуаров для химикатов и сосудов высокого давления и температуры, а также металлоконструкций, железнодорожных вагонов, самосвалов и мостов. При сварке с присадочными материалами серии 4ХХХ они теряют жидкотекучесть из-за образования Mg2Si.
Кремний и магний (серия 6XXX) — в этой серии сплавов используются оба этих легирующих элемента. В основном они применяются в автомобильной, трубной, железнодорожной и строительной отрасли, а также для штамповки выдавливанием. Серия 6ХХХ несколько склонна к горячему растрескиванию, но эту проблему можно решить, правильно подобрав сварочные материалы. Сплавы этой серии можно сваривать материалами серий 5XXX и 4XXX без риска трещин – однако для этого необходимо обеспечить должное разбавление основного материала присадочным. Чаще всего для этого используют материалы 4043.
Чаще всего для этого используют материалы 4043.
Цинк (серия 7XXX) при добавлении в алюминий вместе с магнием и медью образует пригодный к тепловой обработке сплав с самыми высокими механическими характеристиками. В основном используется в авиационной отрасли. Сплавы серии 7ХХХ часто плохо подходят для сварки из-за склонности к образованию трещин (из-за широкого температурного интервала плавления и низкого солидуса). Сплавы 7005 и 7039 пригодны для сварки присадочными материалами серии 5ХХХ.
Другие элементы (серия 8XXX) — в эту серию включены все остальные легирующие элементы алюминиевых сплавов (например, литий). Большинство из этих сплавов редко подвергаются сварке, хотя они отличаются очень высокой жесткостью и в основном используются в аэрокосмической отрасли. В качестве присадочного материала для этих сплавов используется серия 4ХХХ.
Чистый алюминий (серия 1XXX) — алюминий без легирующих элементов считается непригодным к тепловой обработке и в основном используется для изготовления резервуаров и труб для химикатов ввиду его высокой коррозионной устойчивости. Эти материалы также часто используют в электрических шинах благодаря высокой электропроводимости. Для сварки серии 1ХХХ хорошо подходят сплавы 1070, 1100 и 4043.
Эти материалы также часто используют в электрических шинах благодаря высокой электропроводимости. Для сварки серии 1ХХХ хорошо подходят сплавы 1070, 1100 и 4043.
Помимо основных легирующих элементов, также существует и множество вторичных, куда входят хром, железо, цирконий, ванадий, висмут, никель и титан. Эти элементы могут придать алюминию коррозионную устойчивость, повышенные механические характеристики и пригодность к тепловой обработке.
Физические свойства
После того, как мы разобрались с металлургией алюминиевых сплавов, давайте рассмотрим физические свойства алюминия и того, как они соотносятся с другими металлами, например, сталью.
Главная причина настолько широкого распространения алюминия — это его физические свойства. Например, алюминий в три раза легче стали и в то же время при соответствующем легировании имеет более высокую прочность. Он проводит электричество в шесть раз лучше углеродистой стали и почти в 30 раз лучше нержавеющей стали.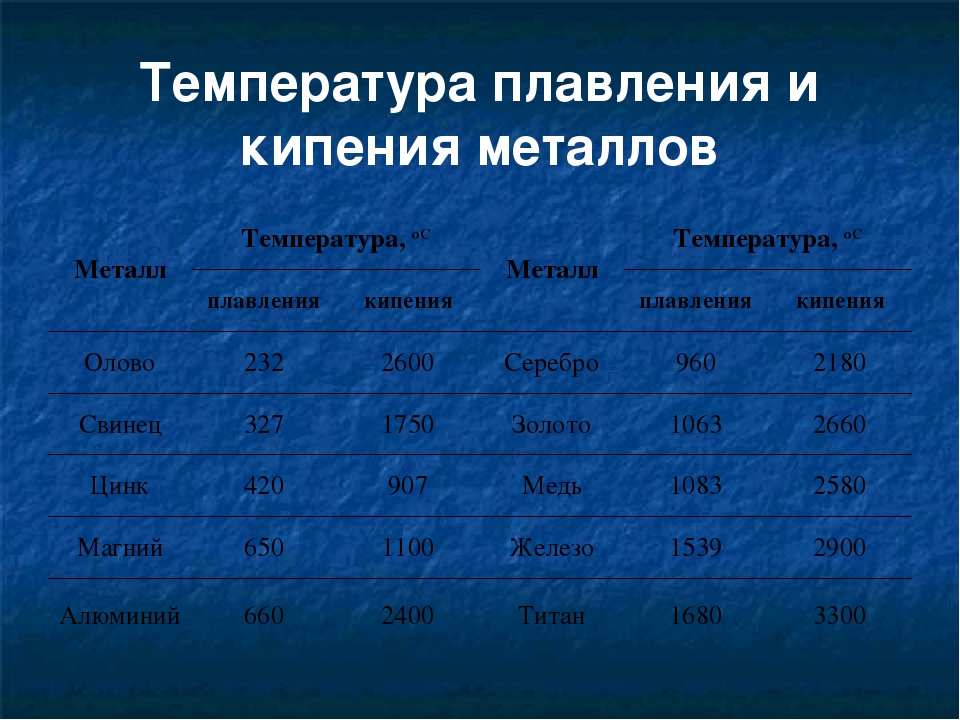 Высокая проводимость делает влияние вылета проволоки в режиме MIG менее значительной по сравнению со сталью.
Высокая проводимость делает влияние вылета проволоки в режиме MIG менее значительной по сравнению со сталью.
Кроме того, алюминий имеет высокую коррозионную устойчивость, легко меняет форму и соединяется, а также нетоксичен и может использоваться в пищевой отрасли. Так как это немагнитный металл, во время сварки можно не опасаться отклонения дуги. Благодаря в 5 раз более высокой теплопроводимости по сравнению со сталью алюминий легко поддается сварке в сложных пространственных положениях. Впрочем, алюминий имеет свои недостатки, так как он быстро отводит тепло, что затрудняет сплавление и снижает глубину проплавления.
Так как алюминий имеет низкую температуру плавления — 660 градусов Цельсия (в два раза меньше, чем у стали) — при том же диаметре проволоки для его плавления требуется намного меньшая сила тока. Более того, при равной силе сварочного тока скорость расплавления проволоки примерно в два раза выше стали.
Химические свойства
В том, что касается химического состава, алюминий имеет высокую способность к растворению атомов водорода в жидкой форме и низкую — при температуре затвердевания.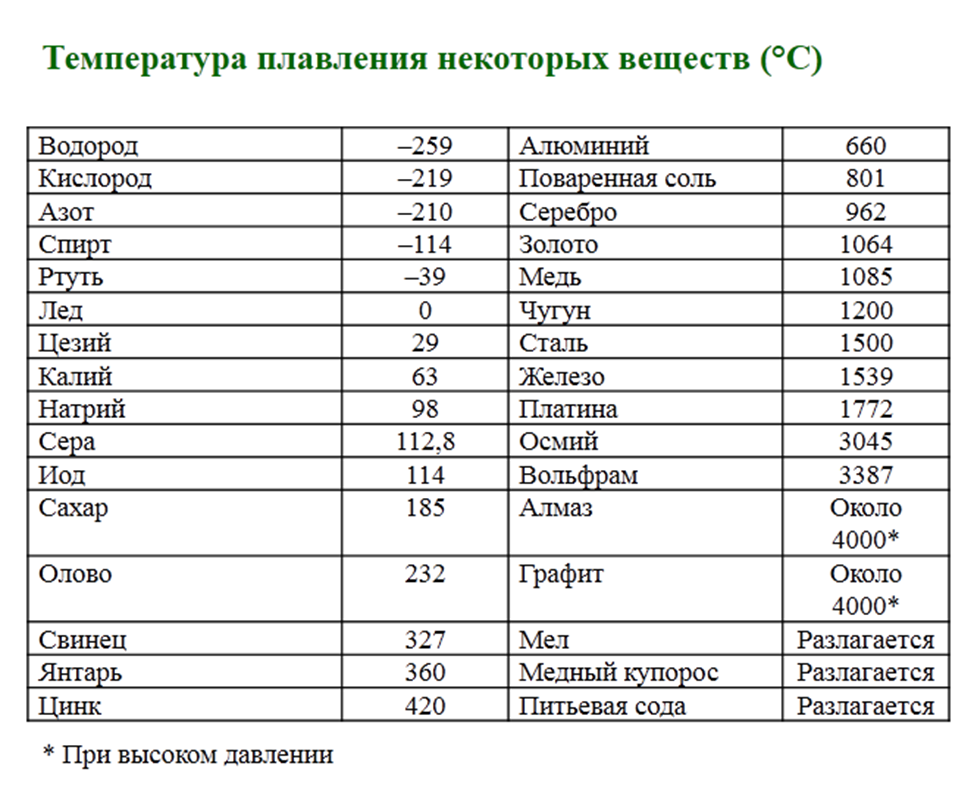 Это означает, что даже небольшое количество растворенного в жидком наплавленном металле водорода после затвердевания алюминия будет стремиться выйти из металла, что приведет к образованию пористости.
Это означает, что даже небольшое количество растворенного в жидком наплавленном металле водорода после затвердевания алюминия будет стремиться выйти из металла, что приведет к образованию пористости.
Кроме того, при механической обработке алюминий вступает в реакцию с кислородом и мгновенно образует слой оксида алюминия. Этот слой очень пористый и может легко удерживать в себе влагу, масло и другие материалы. Пленка оксида обеспечивает хорошую коррозионную устойчивость, но перед сваркой ее следует удалить, так как из-за высокой температуры плавления (2050°C) она ограничивает глубину проплавления. Для этого применяются механическая очистка, растворители, химическая очистка и травление.
Механические свойства
Механические свойства алюминия, например, предел текучести, предел прочности и относительное удлинение, зависят от комбинации основного металла и сварочных материалов. При сварке шва с разделкой кромок прочность соединения зависит от зоны теплового воздействия. В случае непригодных к тепловой обработке сплавов зона теплового воздействия окажется полностью отожжена и зона теплового воздействия станет самым слабым местом. Для полного отжига пригодных к тепловой обработке сплавов требуется намного больше времени при температуре отжига в сочетании с медленным охлаждением, поэтому надежность сварного шва в этом случае падает меньше. Такие аспекты, как предварительный подогрев, отсутствие охлаждения меду проходами сварки и лишнее тепло из-за низкой скорости сварки или поперечных колебаний, увеличивают как пиковую температуру, так и длительность воздействия повышенной температуры, что увеличивает риск падения механических характеристик.
В случае непригодных к тепловой обработке сплавов зона теплового воздействия окажется полностью отожжена и зона теплового воздействия станет самым слабым местом. Для полного отжига пригодных к тепловой обработке сплавов требуется намного больше времени при температуре отжига в сочетании с медленным охлаждением, поэтому надежность сварного шва в этом случае падает меньше. Такие аспекты, как предварительный подогрев, отсутствие охлаждения меду проходами сварки и лишнее тепло из-за низкой скорости сварки или поперечных колебаний, увеличивают как пиковую температуру, так и длительность воздействия повышенной температуры, что увеличивает риск падения механических характеристик.
При угловой сварке механические характеристики зависят от состава используемых сварочных материалов. При изготовлении металлоконструкций использование 5ХХХ вместо 4ХХХ может обеспечить в два раза более высокую прочность.
Сплавы, непригодные к тепловой обработке, имеют высокую жидкотекучесть при использовании сварочных материалов той же серии, хотя при сварке материалами серии 4ХХХ жидкотекучесть становится меньше.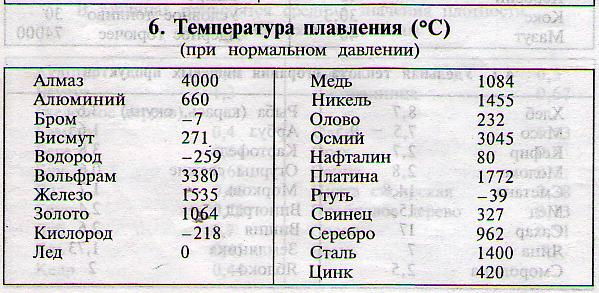 Пригодные к тепловой обработке сплавы обычно имеют из-за нее низкую жидкотекучесть.
Пригодные к тепловой обработке сплавы обычно имеют из-за нее низкую жидкотекучесть.
О металлургии подробнее
После того, как мы обсудили основные положения о металлургии алюминия, давайте применим эту информацию к практической сварке сплава. Сначала мы рассмотрим технологию, которая позволяет получить наилучшее качество сварки алюминия и решить такие распространенные проблемы, как недостаточное проплавление, высокий уровень разбрызгивания, прожигание и пористость.
Современные инверторные сварочные аппараты с запатентованной технологией управления формой волны сварочного тока компании Линкольн позволяют точно регулировать характеристики формы волны, чтобы оптимальным образом контролировать перенос капель расплавленного металла. Это помогает снизить разбрызгивание из-за низкой плотности алюминия, в то время как импульсы пикового тока обеспечивают должную глубину проплавления.
Кроме того, так как изменение химического состава оказывает большое влияние на физические характеристики сплава, эта возможность позволяет индивидуально подобрать форму волны для каждого конкретного сплава с учетом физических характеристик металла.
Так как алюминий имеет высокую способность к растворению водорода в жидком виде и низкую — при застывании, можно разработать пульсирующую форму волны, которая позволит сократить длину волны за счет снижения силы сварочного тока и риска возникновения пористости.
Недавно компания Линкольн вывела эту технологию на новый уровень благодаря программе Wave Designer Software®. Она позволяет сварочным инженерам и сварщикам в реальном времени корректировать и изменять текущую форму волны сварочного тока подключенного к сети аппарата на собственных персональных компьютерах. При использовании в сочетании с инверторными сварочными аппаратами это позволяет обеспечить высокое качество сварки в любых условиях.
Новые методы сварки
Применение источников питания на падающей ВАХ для сварки алюминия в защитном газе имеет долгую и успешную историю. При сварке алюминия падающая ВАХ позволяет обеспечить высокоэнергетический струйный перенос металла, который стабильно и равномерно реагирует на изменения собственно силы сварочного тока, несмотря на колебания длины дуги.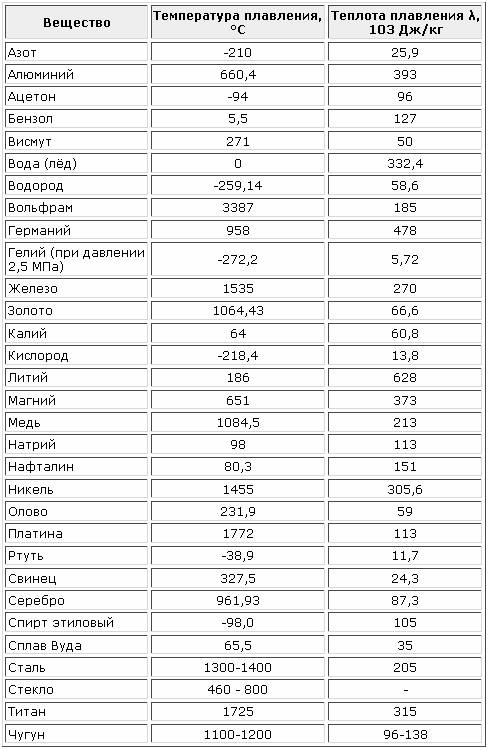 В результате падающая ВАХ обеспечивает равномерную глубину проплавления по всей длине шва.
В результате падающая ВАХ обеспечивает равномерную глубину проплавления по всей длине шва.
Совершенствование контроля дуги привело к появлению инверторных источников питания с программным управлением. «Оптимизация» характеристик дуги программными методами при MIG-сварке алюминия вышла на новый уровень благодаря разработанной компанией Линкольн Электрик технологии управления формой волны. В этом импульсном режиме с высокоскоростным синергетическим управлением падающая вольт-амперная характеристика модифицируется так, чтобы обеспечить несколько преимуществ при сварке алюминия. Например, сюда входит повышенный сварочный ток в момент пика импульса. Пики импульсов позволяют обеспечить равномерный профиль проплавления по всей длине шва. Также при этом снижается разбрызгивание, улучшается жидкотекучесть сварочной ванны, что позволяет увеличить скорость сварки, и снижается тепловложение и связанный с ним риск деформаций.
Технология управления формой волны выводит импульсную сварку на новый уровень. Она позволяет пользователю создать индивидуальную, «идеальную» для каждой конкретной задачи форму волны. Эта технология и ее возможности индивидуальной настройки поддерживается высокотехнологичными источниками питания, например, инверторными моделями семейства Power Wave®. Аппараты Power Wave можно использовать двумя способами. Оператор может выбрать предустановленную форму волны для сварки алюминия или же создать собственную с помощью программы Wave Designer™. Индивидуально разработанные формы волны затем переносятся с компьютера на аппарат Power Wave.
Она позволяет пользователю создать индивидуальную, «идеальную» для каждой конкретной задачи форму волны. Эта технология и ее возможности индивидуальной настройки поддерживается высокотехнологичными источниками питания, например, инверторными моделями семейства Power Wave®. Аппараты Power Wave можно использовать двумя способами. Оператор может выбрать предустановленную форму волны для сварки алюминия или же создать собственную с помощью программы Wave Designer™. Индивидуально разработанные формы волны затем переносятся с компьютера на аппарат Power Wave.
Анатомия формы волны
Но что именно представляет собой технология управления программы Wave Designer Pro? Благодаря этой технологии источник питания мгновенно регулирует сварочный ток по заданной программе. Учтите, что «форма волны» позволяет влиять на поведение каждой отдельной капли расплавленного присадочного материала. Область ниже формы волны отражает энергию, прилагаемую к этой капле. При струйном переносе металла сила тока на несколько миллисекунд увеличивается настолько, чтобы расплавить металл. В этот момент формируется и отделяется капля металла, которая затем начинает движение вдоль дуги. Теперь в период спуска капли к ней можно приложить дополнительную энергию, которая позволила бы сохранить или увеличить ее жидкотекучесть. После этого импульс переходит в фазу фонового тока, которая позволяет поддержать дугу, охладить материал и подготовиться к следующему пику.
В этот момент формируется и отделяется капля металла, которая затем начинает движение вдоль дуги. Теперь в период спуска капли к ней можно приложить дополнительную энергию, которая позволила бы сохранить или увеличить ее жидкотекучесть. После этого импульс переходит в фазу фонового тока, которая позволяет поддержать дугу, охладить материал и подготовиться к следующему пику.
Давайте рассмотрим форму волны подробнее. Фаза возрастания (А) — это период увеличения силы тока до пиковой (измеряется в амперах в миллисекунду), в течение которого формируется расплавленная капля на кончике электрода. По достижении пикового значения капля отделяется. Процентная доля «превышения» (B) придает дуге дополнительную жесткость и способствует отделению расплавленной капли от электрода. Длительность пиковой фазы (C) влияет на размер капли: чем она меньше, тем больше становится капля. С этого момента отделившаяся капля зависит от энергии, подаваемой на фазе убывания. Эта фаза состоит из периодов снижения пикового тока (D) и финального тока (E).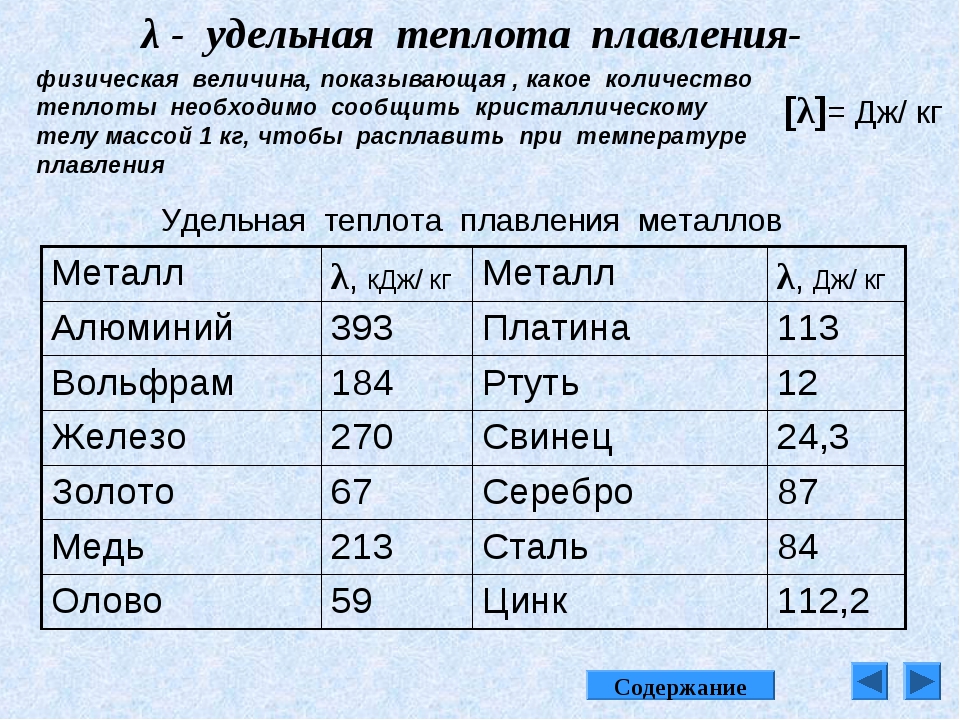 Период снижения пикового тока позволяет при необходимости увеличить энергию расплавленной капли. Это улучшает жидкотекучесть сварочной ванны в период снижения пикового тока. Фаза финального тока начинается после снижения пикового. Она влияет на стабильность анода и регулировка силы финального тока может помочь избавиться от избыточного распыления мелких капель. С этого момента ток переходит к фоновому значению (F), которое позволяет сохранить дугу. Чем меньше длительность фазы фонового тока, тем больше частота пульсации. Чем выше частота пульсации, тем выше становится средняя сила тока. С другой стороны, увеличение частоты приведет к более сфокусированной дуге.
Период снижения пикового тока позволяет при необходимости увеличить энергию расплавленной капли. Это улучшает жидкотекучесть сварочной ванны в период снижения пикового тока. Фаза финального тока начинается после снижения пикового. Она влияет на стабильность анода и регулировка силы финального тока может помочь избавиться от избыточного распыления мелких капель. С этого момента ток переходит к фоновому значению (F), которое позволяет сохранить дугу. Чем меньше длительность фазы фонового тока, тем больше частота пульсации. Чем выше частота пульсации, тем выше становится средняя сила тока. С другой стороны, увеличение частоты приведет к более сфокусированной дуге.
Форма волны также зависит от «адаптивной характеристики» импульсной MIG-сварки с синергетическим управлением. Адаптивность подразумевает способность дуги сохранять заданную длину дуги несмотря на изменения вылета электрода. Это важный аспект для стабильной сварки и надежности соединения.
Оптимизация сварки через регулировку формы волны
Регулировка формы волны сварочного тока позволяет получить необходимую скорость сварки, хороший внешний вид шва, упростить очистку поверхности после сварки и сократить уровень выделения дыма. Настоящая сила этой технология заключается в возможности самому настраивать форму волны в программе Wave Designer Pro и том, насколько легко это сделать. Пользователь может в реальном временем менять дугу простым движением мыши в привычной среде PC Windows™. Пятиканальная панель ArcScope позволяет просматривать сделанные изменения, в том числе пиковые значения тока и напряжения, а также расчетное тепловложение. ArcScope собирает данные с частотой 10 КГц. «то ценное опциональное дополнение к программе Wave Designer. ArcScope дает сварочному инженеру визуальное представление разработанной им формы волны. После проведения оценки он может внести поправки.
Настоящая сила этой технология заключается в возможности самому настраивать форму волны в программе Wave Designer Pro и том, насколько легко это сделать. Пользователь может в реальном временем менять дугу простым движением мыши в привычной среде PC Windows™. Пятиканальная панель ArcScope позволяет просматривать сделанные изменения, в том числе пиковые значения тока и напряжения, а также расчетное тепловложение. ArcScope собирает данные с частотой 10 КГц. «то ценное опциональное дополнение к программе Wave Designer. ArcScope дает сварочному инженеру визуальное представление разработанной им формы волны. После проведения оценки он может внести поправки.
Например, при сварке тонколистового алюминия технология управления формы волны поможет уменьшить тепловложение, деформации, разбрызгивание, устранить несплавление и прожигание. Это уже смогли подтвердить на своем опыте многие компании. Пользователь может составить программы сварки для определенного диапазона скорости подачи проволоки и/или силы тока и благодаря этому работать с очень широким диапазоном толщин материалов и скорости подачи проволоки.
Заключение
Алюминий имеет целый ряд отличительных особенностей, которые делают его привлекательным выбором для многих задач несмотря на то, что его сварка может быть связана с определенными сложностями. Тем не менее, хорошее понимание его металлургии и знание доступных на современном рынке инструментов и технологий позволят вам справиться с этой задачей.
АЛЮМИНИЙ
АЛЮМИНИЙАЛЮМИНИЙ
THE ОСНОВЫ
Алюминий встречается в земной коре в больших количествах, чем любой другой металл. Однако это не бесплатно, а это означает, что людям очень трудно получить в пригодном для использования виде. Как металл, используемый для многих вещей, он ценный металл, который можно добыть. Так Как нам это получить?
Как выглядит алюминий?
Алюминий — серебристо-белый металл, из которого очень легко сформовать проволоку или
другие полезные формы.
Немного круто Применение для алюминия
Несколько интересных сайтов, которые было бы интересно взглянуть на:
www.ibiblio.org/lou/ball/chronicle: Чувак, который ведет этот сайт, сделал клубок из алюминиевых оберток (Aluminium конечно), что теперь весит три фунта!
www.ntos.demon.co:uk/ball/htm: На этом сайте рассказывается о росте мяча, сделанного из оберток Kit-Kat.
http: /zapatopi.net: «Эффективное и недорогое решение для борьбы с контролем над разумом». У тебя будет чтобы убедиться в этом.
ТУ ОСНОВЫ
Атомный номер: 13
Атомная масса: 26.9815
Электронная конфигурация основного состояния: [Ne} 3s23p1
Изотоп природного происхождения: 27
 -3 при 293 К
-3 при 293 К  Это
также может быть использован на солнцезащитных очках, таких как очень популярная линия Oakley Polarized.
оттенки. Чтобы узнать о самых крутых очках, посетите сайт www.oakley.com
Это
также может быть использован на солнцезащитных очках, таких как очень популярная линия Oakley Polarized.
оттенки. Чтобы узнать о самых крутых очках, посетите сайт www.oakley.com  Это ум или ум в конце? Оказывается, у нас, британцев, может быть яйцо на лице, а также немного того, что мы называем алюминием.
Это ум или ум в конце? Оказывается, у нас, британцев, может быть яйцо на лице, а также немного того, что мы называем алюминием. И в то время как железо ржавеет под воздействием элементов, алюминий образует микроскопически тонкий оксидный слой, защищающий его поверхность от дальнейшей коррозии. С этим здоровенным резюме неудивительно, что алюминий можно найти во многих других транспортных средствах, включая корабли, автомобили, грузовики, поезда и велосипеды.
И в то время как железо ржавеет под воздействием элементов, алюминий образует микроскопически тонкий оксидный слой, защищающий его поверхность от дальнейшей коррозии. С этим здоровенным резюме неудивительно, что алюминий можно найти во многих других транспортных средствах, включая корабли, автомобили, грузовики, поезда и велосипеды.
 Примечательно, что другой 22-летний француз Поль Луи Туссен Эру открыл точно такой же электролитический метод почти в то же время, что спровоцировало трансатлантическую гонку патентов. Их наследие, закрепленное как процесс Холла-Эру, остается основным методом производства алюминия в промышленных масштабах — в настоящее время ежегодно производится миллион тонн алюминия из бокситов, самой богатой алюминиевой руды.
Примечательно, что другой 22-летний француз Поль Луи Туссен Эру открыл точно такой же электролитический метод почти в то же время, что спровоцировало трансатлантическую гонку патентов. Их наследие, закрепленное как процесс Холла-Эру, остается основным методом производства алюминия в промышленных масштабах — в настоящее время ежегодно производится миллион тонн алюминия из бокситов, самой богатой алюминиевой руды. Но, пожалуй, самым узнаваемым воплощением алюминия является алюминиевая банка для напитков, сотни миллиардов штук которых производятся ежегодно. Естественно глянцевая поверхность каждой банки служит привлекательным фоном для названия продукта, и хотя ее тонкие стенки могут выдерживать давление до 90 фунтов на квадратный дюйм (в три раза больше, чем в обычной автомобильной шине), к содержимому можно легко получить доступ с помощью просто потяните за язычок. И хотя рафинирование алюминия поглощает значительную часть мирового электричества, алюминиевые банки можно перерабатывать экономично и многократно, каждый раз экономя почти 95% энергии, необходимой для плавки металла в первую очередь.
Но, пожалуй, самым узнаваемым воплощением алюминия является алюминиевая банка для напитков, сотни миллиардов штук которых производятся ежегодно. Естественно глянцевая поверхность каждой банки служит привлекательным фоном для названия продукта, и хотя ее тонкие стенки могут выдерживать давление до 90 фунтов на квадратный дюйм (в три раза больше, чем в обычной автомобильной шине), к содержимому можно легко получить доступ с помощью просто потяните за язычок. И хотя рафинирование алюминия поглощает значительную часть мирового электричества, алюминиевые банки можно перерабатывать экономично и многократно, каждый раз экономя почти 95% энергии, необходимой для плавки металла в первую очередь. Людям не нужен алюминий, но он попадает в наш организм каждый день — он содержится в воздухе, которым мы дышим, в воде, которую мы пьем, и в еде, которую мы едим.Хотя в пищевых продуктах обычно присутствует небольшое количество алюминия, мы отвечаем за основные источники пищевого алюминия: пищевые добавки, такие как разрыхлители, эмульгаторы и красители. Проглатывание антацидов, отпускаемых без рецепта, может повысить уровень их потребления в несколько тысяч раз. И многие из нас ежедневно наносят дезодоранты, содержащие алюминий, непосредственно на кожу. Что беспокоит, так это то, что несколько исследований показали, что алюминий является фактором риска как рака груди, так и болезни Альцгеймера.Хотя большинство экспертов по-прежнему не убеждены в доказательствах, алюминий в высоких концентрациях является доказанным нейротоксином, в первую очередь влияющим на кости и мозг. Итак, пока не будут проведены дополнительные исследования, жюри останется открытым. Теперь, возможно, это то, что вас беспокоит при следующем дальнемагистральном перелете.
Людям не нужен алюминий, но он попадает в наш организм каждый день — он содержится в воздухе, которым мы дышим, в воде, которую мы пьем, и в еде, которую мы едим.Хотя в пищевых продуктах обычно присутствует небольшое количество алюминия, мы отвечаем за основные источники пищевого алюминия: пищевые добавки, такие как разрыхлители, эмульгаторы и красители. Проглатывание антацидов, отпускаемых без рецепта, может повысить уровень их потребления в несколько тысяч раз. И многие из нас ежедневно наносят дезодоранты, содержащие алюминий, непосредственно на кожу. Что беспокоит, так это то, что несколько исследований показали, что алюминий является фактором риска как рака груди, так и болезни Альцгеймера.Хотя большинство экспертов по-прежнему не убеждены в доказательствах, алюминий в высоких концентрациях является доказанным нейротоксином, в первую очередь влияющим на кости и мозг. Итак, пока не будут проведены дополнительные исследования, жюри останется открытым. Теперь, возможно, это то, что вас беспокоит при следующем дальнемагистральном перелете.
 Я Крис Смит, спасибо за внимание и до свидания.
Я Крис Смит, спасибо за внимание и до свидания.

 Температура плавления измеряется в градусах Цельсия (C).
Температура плавления измеряется в градусах Цельсия (C). Разделенный на бессвинцовый и бессвинцовый, он является полезным справочником для инженеров и покупателей. Типичный припой 60/40 с 60% олова и 40% свинца имеет температуру плавления от 183 ° C до 188 ° C.
Разделенный на бессвинцовый и бессвинцовый, он является полезным справочником для инженеров и покупателей. Типичный припой 60/40 с 60% олова и 40% свинца имеет температуру плавления от 183 ° C до 188 ° C. Напротив, бессвинцовые припои обычно имеют более высокую температуру плавления.
Напротив, бессвинцовые припои обычно имеют более высокую температуру плавления.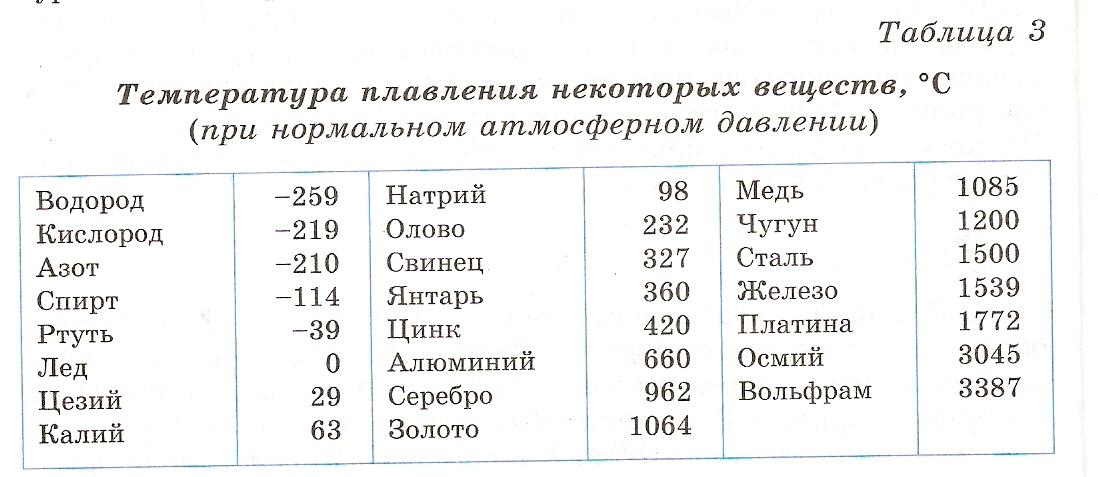 Цинк-алюминиевые (ZA) сплавы имеют немного более высокий диапазон плавления, от 800 ° F до 900 ° F (от 426 ° C до 482 ° C).
Цинк-алюминиевые (ZA) сплавы имеют немного более высокий диапазон плавления, от 800 ° F до 900 ° F (от 426 ° C до 482 ° C).


 Затем точки плавления и кипения группы благородных газов VA (VIIIA) начинают снижаться.
Затем точки плавления и кипения группы благородных газов VA (VIIIA) начинают снижаться.
 Так что в обычной жизни его нельзя поджечь. Вызывает ли алюминиевая фольга болезнь Альцгеймера?
Так что в обычной жизни его нельзя поджечь. Вызывает ли алюминиевая фольга болезнь Альцгеймера?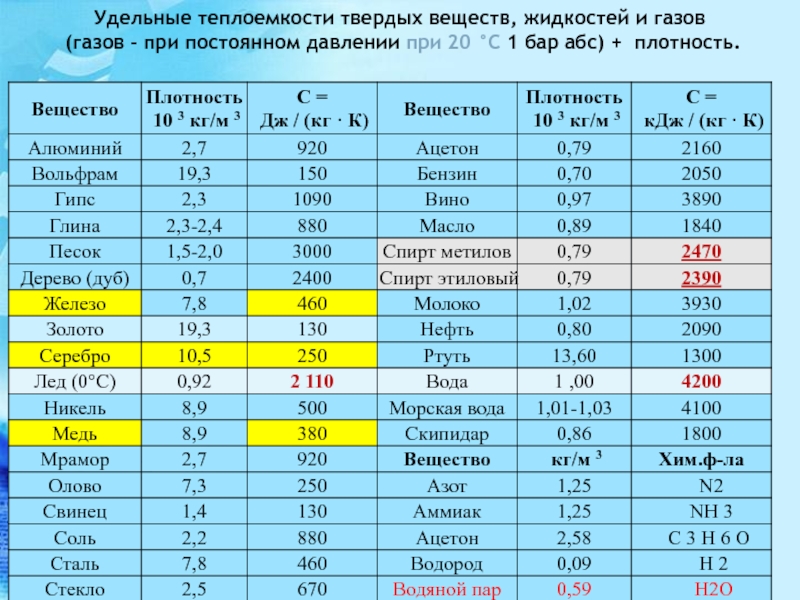 По мере уменьшения толщины пленка становится более склонной к разрыву или прокалыванию.Алюминиевая фольга производится двумя основными способами:
По мере уменьшения толщины пленка становится более склонной к разрыву или прокалыванию.Алюминиевая фольга производится двумя основными способами:
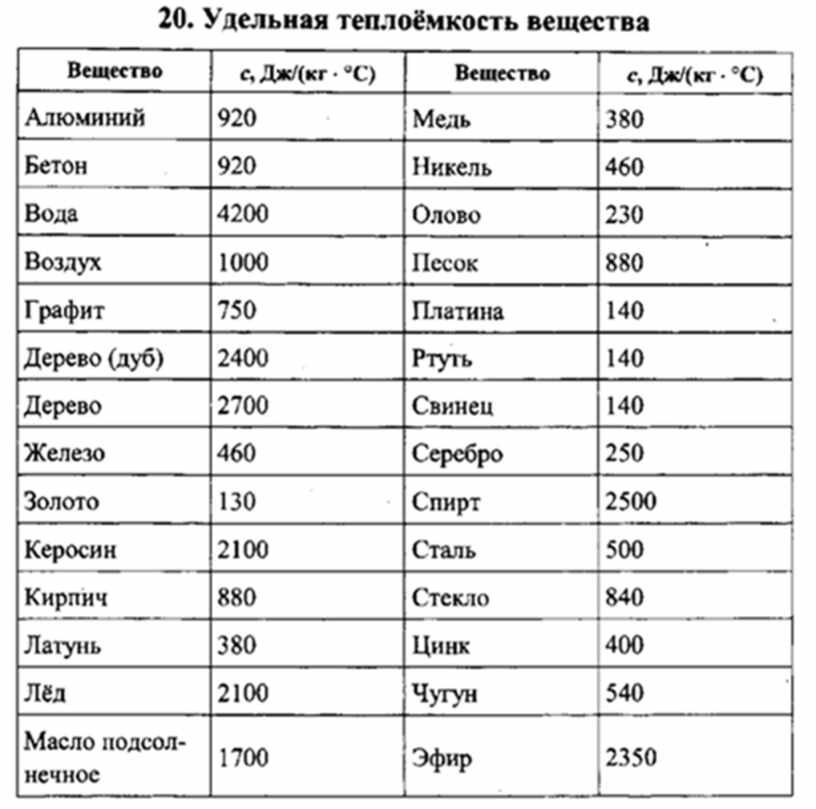
 Если поставить сковороду на плиту, температура воды и сковороды поднимется одинаково. используйте уравнение теплопередачи для данного изменения температуры и массы воды и алюминия. Значения удельной теплоемкости воды и алюминия приведены в таблице 1.
Если поставить сковороду на плиту, температура воды и сковороды поднимется одинаково. используйте уравнение теплопередачи для данного изменения температуры и массы воды и алюминия. Значения удельной теплоемкости воды и алюминия приведены в таблице 1.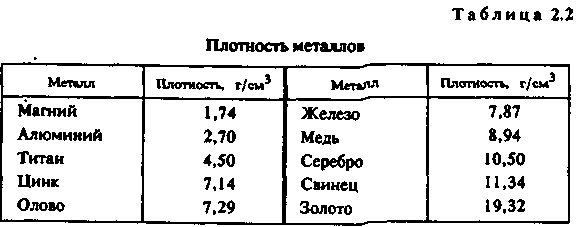
 Вычислите среднюю температуру на основе нескольких измерений температуры по формуле: Средняя температура = сумма измеренных температур количество измерений.
Вычислите среднюю температуру на основе нескольких измерений температуры по формуле: Средняя температура = сумма измеренных температур количество измерений.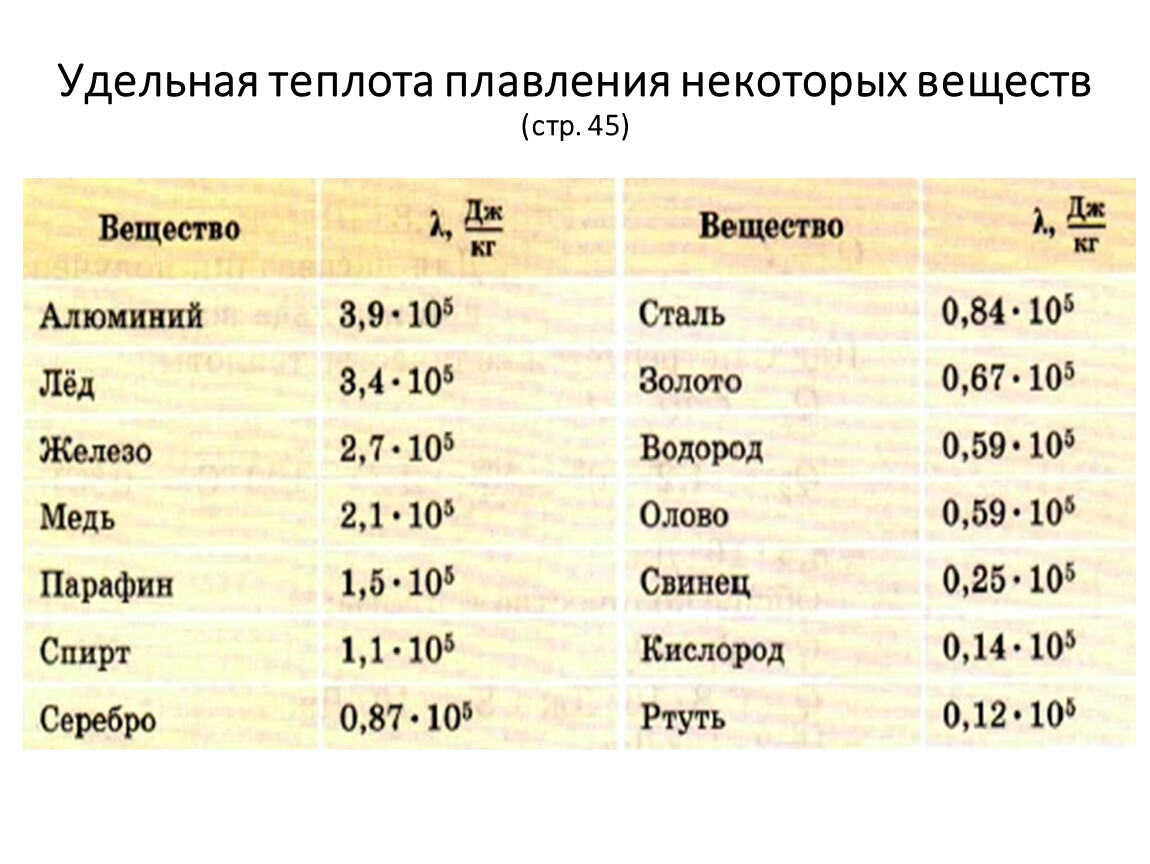 Это значение почти умножается на удельную теплоемкость меди. Это значение позволяет оценить энергию, необходимую для нагрева 500 г алюминия до 5 ° C, Q = m x Cp x ΔT = * 897 * 5 = J.
Это значение почти умножается на удельную теплоемкость меди. Это значение позволяет оценить энергию, необходимую для нагрева 500 г алюминия до 5 ° C, Q = m x Cp x ΔT = * 897 * 5 = J. затем медленно остыть. Между холодной обработкой отжигают при 650ºC в течение 2 часов, затем охлаждают на воздухе.
затем медленно остыть. Между холодной обработкой отжигают при 650ºC в течение 2 часов, затем охлаждают на воздухе. Если у вас есть опыт плавления олова и алюминия в металлической печи, попробуйте плавить латунь.
Если у вас есть опыт плавления олова и алюминия в металлической печи, попробуйте плавить латунь. Алюминий плавится, когда температура превышает точку плавления, он не горит. В этом случае обработка алюминия невозможна.
Алюминий плавится, когда температура превышает точку плавления, он не горит. В этом случае обработка алюминия невозможна. В химических лабораториях оксид алюминия представляет собой хроматографическую среду, доступную в основных (pH), кислых (pH воды) и нейтральных составах.
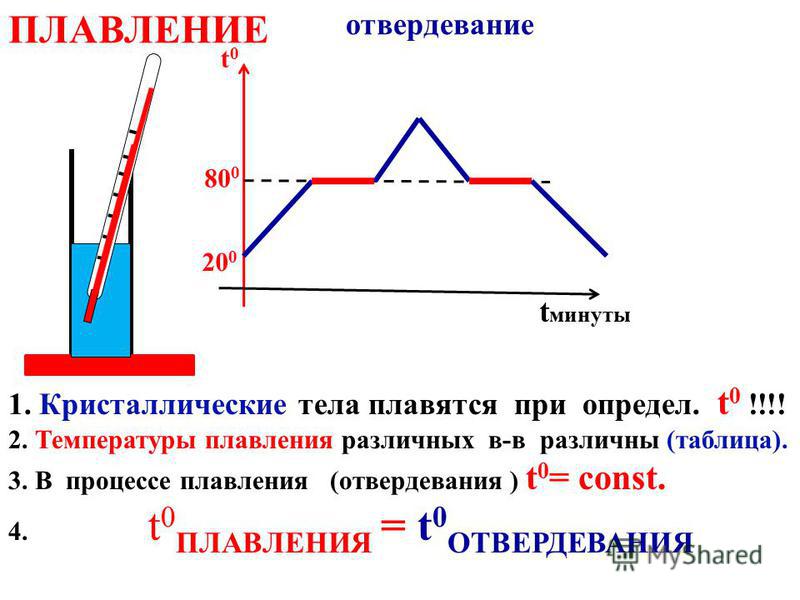
В химических лабораториях оксид алюминия представляет собой хроматографическую среду, доступную в основных (pH), кислых (pH воды) и нейтральных составах. Точка плавления вещества — это температура, при которой происходит это фазовое изменение.
Точка плавления вещества — это температура, при которой происходит это фазовое изменение. Еще одним преимуществом этого типа алюминиевого сплава является его устойчивость к коррозии.
Еще одним преимуществом этого типа алюминиевого сплава является его устойчивость к коррозии. Температура, при которой начинает происходить испарение (кипение) для данного давления, называется температурой насыщения или точкой кипения .Давление, при котором начинается испарение (кипение) для данной температуры, называется давлением насыщения. Если рассматривать температуру обратного перехода от пара к жидкости, она называется точкой конденсации.
Температура, при которой начинает происходить испарение (кипение) для данного давления, называется температурой насыщения или точкой кипения .Давление, при котором начинается испарение (кипение) для данной температуры, называется давлением насыщения. Если рассматривать температуру обратного перехода от пара к жидкости, она называется точкой конденсации.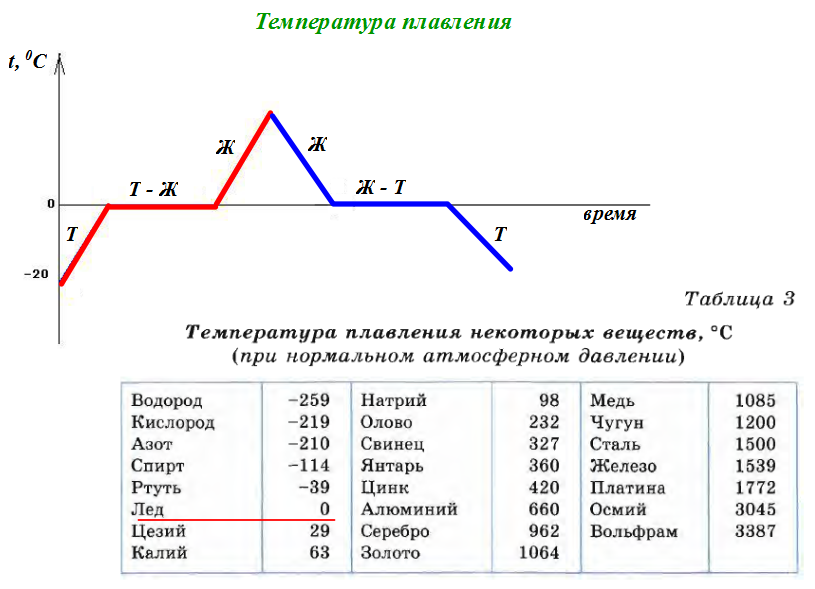 Твердые тела похожи на жидкости в том, что оба являются конденсированными состояниями с частицами, которые расположены гораздо ближе друг к другу, чем частицы газа. Атомы в твердом теле плотно связаны друг с другом либо в правильной геометрической решетке (кристаллические твердые тела, которые включают металлы и обычный лед), либо нерегулярно (аморфное твердое тело, такое как обычное оконное стекло), и обычно имеют низкую энергию. движение отдельных атомов , ионов или молекул в твердом теле ограничено колебательным движением вокруг фиксированной точки. Когда твердое тело нагревается, его частицы колеблются быстрее , поскольку твердое тело поглощает кинетическую энергию. В какой-то момент амплитуда колебаний становится настолько большой, что атомы начинают вторгаться в пространство своих ближайших соседей и мешать им, и начинается процесс плавления. Точка плавления — это температура, при которой разрушительные колебания частиц твердого тела преодолевают силы притяжения, действующие внутри твердого тела.
Твердые тела похожи на жидкости в том, что оба являются конденсированными состояниями с частицами, которые расположены гораздо ближе друг к другу, чем частицы газа. Атомы в твердом теле плотно связаны друг с другом либо в правильной геометрической решетке (кристаллические твердые тела, которые включают металлы и обычный лед), либо нерегулярно (аморфное твердое тело, такое как обычное оконное стекло), и обычно имеют низкую энергию. движение отдельных атомов , ионов или молекул в твердом теле ограничено колебательным движением вокруг фиксированной точки. Когда твердое тело нагревается, его частицы колеблются быстрее , поскольку твердое тело поглощает кинетическую энергию. В какой-то момент амплитуда колебаний становится настолько большой, что атомы начинают вторгаться в пространство своих ближайших соседей и мешать им, и начинается процесс плавления. Точка плавления — это температура, при которой разрушительные колебания частиц твердого тела преодолевают силы притяжения, действующие внутри твердого тела.
 9
9

 Если само давление превращает щелочные металлы из твердых тел в жидкости, были ли они вообще металлами? Указывало ли их поведение в условиях экстремального давления на тогда еще дикую идею «квантового состояния»?
Если само давление превращает щелочные металлы из твердых тел в жидкости, были ли они вообще металлами? Указывало ли их поведение в условиях экстремального давления на тогда еще дикую идею «квантового состояния»?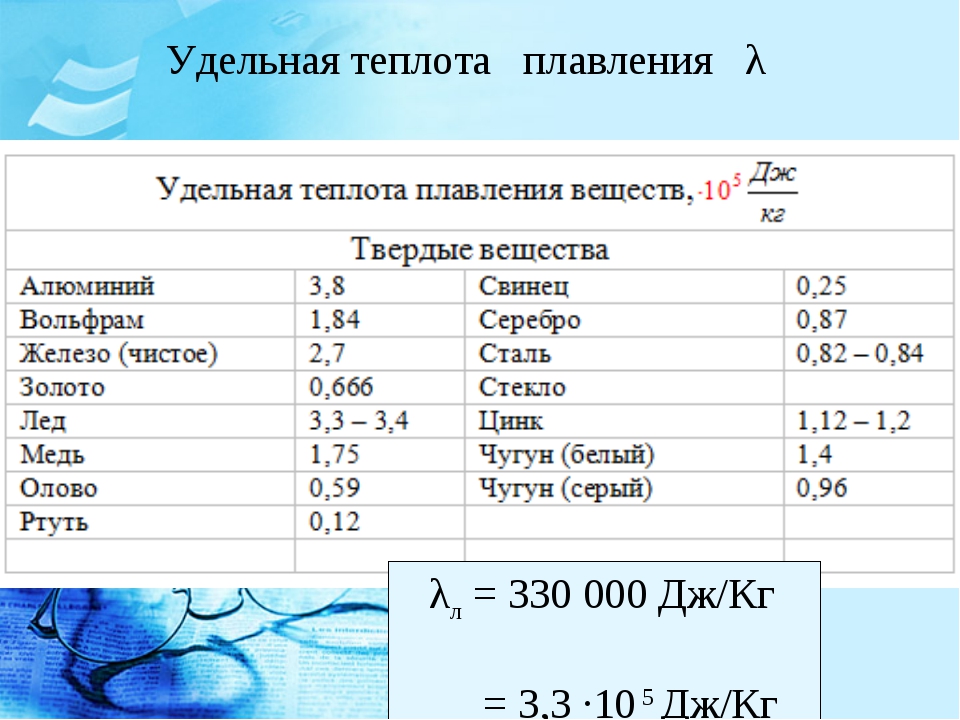 Это обычное явление для веществ, которые по своей природе являются жидкостями.
Это обычное явление для веществ, которые по своей природе являются жидкостями. Планеты с металлическим составом, даже без мощной геотермальной энергии и изолирующей атмосферы Земли, также могли бы иметь жидкие ядра под давлением.
Планеты с металлическим составом, даже без мощной геотермальной энергии и изолирующей атмосферы Земли, также могли бы иметь жидкие ядра под давлением.