Сварочный шов и другие виды соединений, траекторий и способов зачистки швов
Шовная сварка – это способ соединения деталей посредством наложения последовательно сварных точек, которые могут перекрывать одна другую (шов получается герметичным) либо располагаться без перекрытия. При сварке элементов одинаковой или разной толщины получают стыковое соединение, название которого зависит от взаимного расположения элементов (встык, внахлест, угловое, тавровое, торцовое).
Сварной шов — это элемент сварного соединения, образованный металлом, затвердевшим после расплавления.
Стыковой сварной шов по отношению к прилегающей поверхности имеет разную форму наружной поверхности: плоскую, выпуклую или вогнутую.
При динамических или переменных нагрузках лучше работают плоские и вогнутые швы, поскольку не имеют резкого перехода между металлом шва и детали. При статических нагрузках конструкции оптимальным будет соединение с выпуклым швом, хотя для его варки требуется большее количество электродов.
Рабочими называют сварные швы, воспринимающие непосредственные нагрузки, для конструктивного соединения деталей используют соединительные (связующие) швы.
Стыковой сварной шов имеет, как правило, наименьшую концентрацию напряжений, однако нуждается в дополнительной разделке кромок. На деталях, которые предстоит сваривать, предварительно обрабатывают края, выполняя такие операции: расчет зазора, притупление кромок, определение угла скоса кромок. Расстояние между деталями выбирается в соответствии с их толщиной, маркой металла, способом сварки, формой кромок. Если для сварки используют плавящийся электрод, то зазор можно оставлять до 5 мм.
Подготовительный этап
Перед тем, как начать проходить любое обучение и понять, как именно вы будете варить электрической сваркой, следует обязательно запастись некоторыми принадлежностями заранее, чтобы все было под рукой.
Для сварки вам потребуется:
- Сварочный аппарат – электрическая сварка.

- Набор электродов. Учтите, что у них бывают разные диаметры и их следует подбирать в зависимости от толщины и плотности металлического участка. Они нужны для того, чтобы подводить ток к сварочному шву. Начинающим мастерам настоятельно рекомендуем покупать стержни с нагревающимися и легко плавящимися составами.
Перчатки и резины с длинными рукавам. Лучше всего использовать замшевые.
- Маска, которая оснащена затемненным светофильтром.
- Плотная рабочая одежда.
- Молоток, который потребуется для сбивки шлака (речь идет о стекловидном материале).
- Щетка для очищения швов.
- Трансформатор – его применяют для преображения напряжения сети (220 или 380 В) в низкое напряжение, а ток из низкого — в высокий, до тысяч ампер и он нужен в том случае, когда хотите получить сварной шов высшего качества.
- Выпрямитель.

Вместо выпрямителя и трансформатора новички могут использовать другой, более простой механизм, который называется инвертором. Он очень удобный, а еще является универсальным. При помощи него можно будет сварить и сплавы из алюминия, и надежные высокопрочные стальные сплавы.
Он очень удобный, а еще является универсальным. При помощи него можно будет сварить и сплавы из алюминия, и надежные высокопрочные стальные сплавы.
С ним в комплекте обычно идет пара проводов, на концах которых есть зажимы. На один конец следует вставить электрод, а на вторую прикрепить детали, которые нужны для сварки. Также никогда не забывайте о технике безопасности!
До того, как вы начнете сварочные работы, следует выполнить подготовку рабочей поверхности, и в этом случае нужно будет убирать с поверхности ржавчину (для этого обработайте ее шкуркой, наждачной бумагой или даже болгаркой). Если этого не сделать, то могут появиться проблемы при розжиге дуги.
Сварка металлов технологии сварочного производства
Соединения без скоса
Односторонние стыковые швы без скоса кромок выполняют покрытыми электродами диаметром, равным толщине свариваемых листов, если она не превышает 4 мм. Ток подбирают в зависимости от диаметра электрода, вида и толщины покрытия (табл. 6). Листы без скоса кромок толщиной от 2 до 8 мм сваривают двусторонним швом. Положение и поперечные движения электрода при сварке приведены на рис. 29.
Ток подбирают в зависимости от диаметра электрода, вида и толщины покрытия (табл. 6). Листы без скоса кромок толщиной от 2 до 8 мм сваривают двусторонним швом. Положение и поперечные движения электрода при сварке приведены на рис. 29.
Соединение со скосом
Стыковые соединения со скосом двух кромок в зависимости от толщины металла выполняют однослойными, многослойными или многопроходными швами.
Рис. 29. Положение (я) и движения электрода (б) при выполнении стыковых швов со скосом кромок
Однослойный шов
Металл толщиной от 1 до 6 мм без скоса кромок сваривается однослойным (однопроходным) швом.
Однослойные швы со скосом двух кромок выполняют поперечными колебательными движениями электрода в виде треугольников без задержки в корне шва (листы толщиной 1-4 мм) и с задержкой в корне шва (толщиной 4 — 6 мм).
Листы толщиной 12 мм и более соединяются встык с двумя несимметричными скосами двух кромок многослойным или многопроходным швом.
Таблица 6. Ориентировочные режимы сварки стыковых соединений без скоса кромок
Ориентировочные режимы сварки стыковых соединений без скоса кромок
| Толщина металла, мм | Шов | Зазор, мм | Диаметр электрода, мм | Среднее значение тока, А | |
| нижнее положение шва | вертикальное и потолочное положение шва | ||||
| 3-4 | Односторонний | 1,0 | 3-4 | 180 | 160 |
| 5-6 | Двусторонний | 1,0- 1,5 | 4-5 | 180-260 | 160-230 |
| 7-8 | » | 1,5-2,0 | 5 | 260 | 230 |
| 10 | » | 2,0 | 6 | 330 | 290 |
Примечание. Максимальные значения тока должны уточняться по данным паспорта электродов.
Многослойный шов
Многослойный шов выполняется быстрее многопроходного. Выбор многослойного или многопроходного шва зависит от химического состава и толщины свариваемой стали и от установленной технологии на сварку.
Каждый слой многослойного шва имеет увеличенное в несколько раз сечение по сравнению с сечением каждого валика при многопроходной сварке. Режимы дуговой сварки покрытыми электродами нижних стыковых многослойных швов даны в табл. 7.
Таблица 7. Ориентировочные режимы сварки стальных листов со скосом двух кромок встык
| Толщина металла, мм | Зазор, мм | Число слоев, кроме подварочного и декоративного | Диаметр электрода, мм, при наплавке | Среднее значение тока, А (нижнее положение шва) | |
| первого | Последующего | ||||
| 10 | 1,5-2,0 | 2 | 4 | 5 | 180-260 |
| 12 | 2,0-2,5 | 3 | 4 | 5 | 180-260 |
| 14 | 2,5-3.1 | 4 | 4 | 5 | 180-260 |
| 16 | 3,0-3,5 | 5 | 4 | 5 | 180-260 |
| 18 | 3,5-4,0 | 6 | 5 | 6 | 220-320 |
Примечание. Максимальные значения тока должны уточняться по данным паспорта электродов.
Максимальные значения тока должны уточняться по данным паспорта электродов.
Многопроходный шов
Многопроходной шов выполняется тонкими и узкими валиками, без поперечных колебательных движений электрода. Сварку рекомендуется выполнять электродами, предназначенными для опирания. В этом случае применяют электроды диаметром от 1,6 до 3 мм (редко 4 мм). Весь многопроходной шов может выполняться электродами одного и того же диаметра.
Иногда для обеспечения провара по всей толщине металла сварка ведется на медной подкладке толщиной 4-6 мм. В этом случае сварочный ток можно повысить на 20 — 30%. Если конструкция и назначение сварного изделия допускают сквозное проплавление, сварка может вестись на остающейся стальной подкладке.
В особо ответственных конструкциях перед подваркой шва его (с обратной стороны) предварительно зачищают резаком для поверхностной резки или резцом для удаления возможных дефектов (непровара, трещин, газовых и шлаковых включений).
Угол раскрытия шва
Оптимальный угол раскрытия шва определяется следующими соображениями. Большой угол разделки (80° — 90°) обеспечивает большие удобства сварщику, уменьшает опасность непровара корня шва, но увеличивает объем наплавленною металла, следовательно, уменьшает производительность и увеличивает деформации изделия. Для нормального процесса ручной дуговой сварки принят угол разделки (50 ± 4)° (сварное соединение типа С17).
Большой угол разделки (80° — 90°) обеспечивает большие удобства сварщику, уменьшает опасность непровара корня шва, но увеличивает объем наплавленною металла, следовательно, уменьшает производительность и увеличивает деформации изделия. Для нормального процесса ручной дуговой сварки принят угол разделки (50 ± 4)° (сварное соединение типа С17).
Зазор между стыкуемыми элементами и притупление кромок составляет от 1,5 до 4,0 мм в зависимости от толщины листов, режима сварки и характера свариваемой конструкции.
Провар корня шва
Наиболее трудным при сварке является получение полного (надежного) провара корня шва. Здесь чаше всего бывают дефекты, например непровар, газовые и шлаковые включения. Поэтому (если это возможно) следует подваривать корень шва с обратной стороны.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах
Если это будут только 2 точки, то сделайте их с противоположных сторон окружности. В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны. Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.
Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Управление положением электрода
Сварочный процесс может выполняться при положении электрода углом вперёд, углом назад, прямым углом. Применяя любой из этих трёх технологических приёмов, сварщик способен создавать швы в разных условиях производства работ.
Варианты угловых положений электрода для производства сварочных работ. Синие стрелки указывают направление перемещения электрода
Так, способ «углом вперёд» традиционно применяется для соединения элементов горизонтальным и вертикальным швами в условиях верхнего расположения деталей в пространстве (потолочная сварка). Эта же техника успешно используется для сварки неповоротных стыков труб или при сооружении самодельной печки из газового баллона.
Удерживая электрод строго под прямым углом (90º), сварщик обеспечивает исполнение работ в местах труднодоступных. Наконец, техника «угла назад» позволяет качественно выполнять сварочные работы на угловых стыках.
Устанавливая электрод «углом вперёд», обычно работают с тонкостенными металлами. В таком положении электрода получают широкий шов малой глубины. На толстостенных металлах, напротив, стараются применять технику «углом назад», обеспечивая прогрев металла на достаточную глубину.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
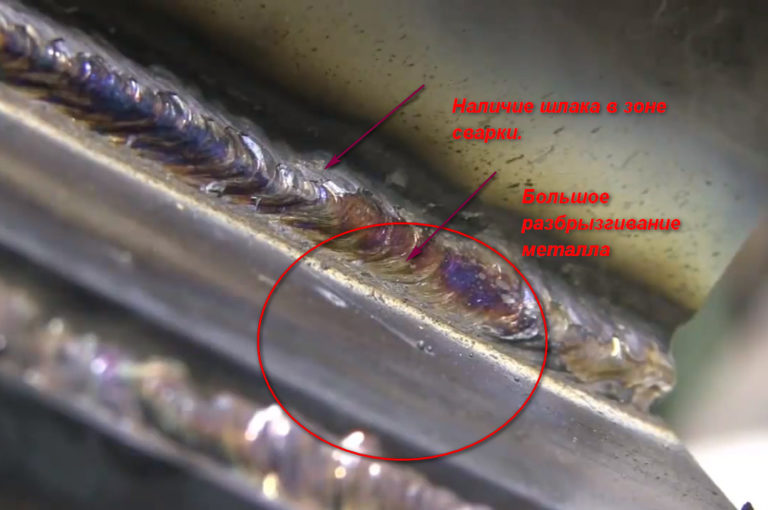
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Особенности сварки стыковых швов.
Вид кромок при сваривании стыкового шва зависит от толщины основной детали. Если берут металл до 6 мм в толщину, то особой подготовки кромок не требуется, они должны обрезаться так, чтобы их можно было соединить между собой с постоянным зазором, то есть они должны быть параллельны по все длине шва. В процессе сварки нужно контролировать равномерное расплавление всех краев путем совершения колебательных поперечных движений концом электрода при наплавлении валика. При этом шов в сечении иногда достигает от 50 до 100% толщины свариваемой детали, что обеспечивает его значительное усиление. Особое внимание следует уделить качеству формируемого на обратной стороне шва.
Технология сварки горизонтальных швов — как правильно варить?
Сварка горизонтальных швов производится на вертикальной плоскости. Со стороны она может показаться очень схожей с созданием соединений в нижнем положении, но на практике здесь встречается слишком много нюансов, которые и создают отличия в технике проведения процедуры. На самом деле действительно, если горизонтальный шов на вертикальной плоскости перевернуть на 90 градусов, то он оказывается швом в нижнем положении. Но далеко не всегда есть возможность его перевернуть, особенно если речь идет о больших конструкциях. Тогда приходится выполнять все на вертикальной плоскости, что не всегда удобно.
На самом деле действительно, если горизонтальный шов на вертикальной плоскости перевернуть на 90 градусов, то он оказывается швом в нижнем положении. Но далеко не всегда есть возможность его перевернуть, особенно если речь идет о больших конструкциях. Тогда приходится выполнять все на вертикальной плоскости, что не всегда удобно.
Сварка в горизонтальном положении шва применяется практически повсеместно, так как это один из основных типов. С его помощью создаются металлоконструкции, производятся различные корпуса для механизмов, проводятся ремонтные работы и так далее. Практически во всех случаях, когда объект оказывается не поворотным, нужно проводить дуговую сварку горизонтальных швов. Ее легче сделать, чем вертикальный шов, так как здесь имеется специальная опора в виде нижней кромки. В ином случае все было бы так же сложно.
Процесс сварки горизонтального шва
Особенности горизонтальной сварки
Длина сварного шва при данном типе операций может быть совершенно различной, так как этот параметр не влияет на выбор способа сваривания.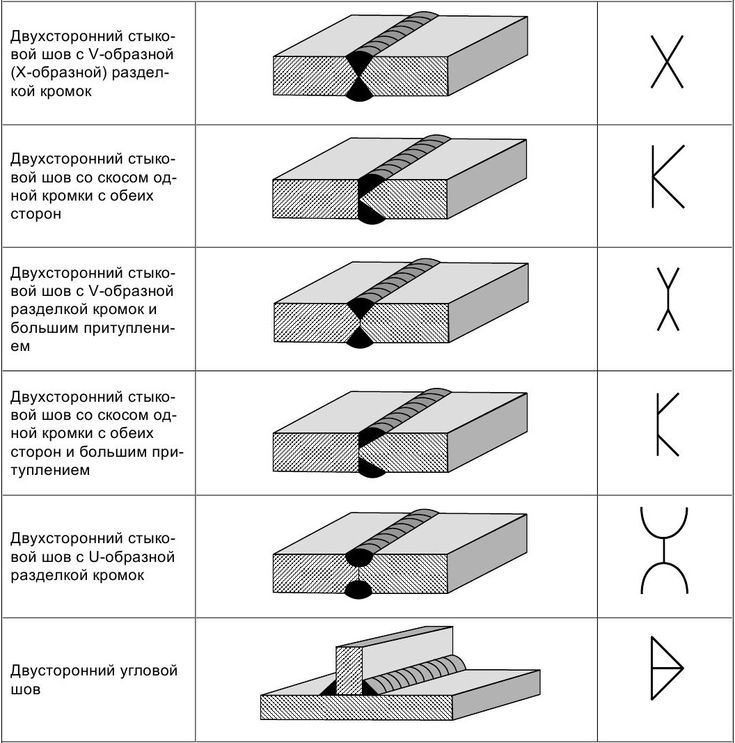 Также данная разновидность соединения не зависит от того, какое оборудование для сварки будет использоваться. Выбор основан лишь на потребности создавать шов именно в таком положении из-за особенностей расположения конструкции. Все остальные факторы отходят на второй план.
Также данная разновидность соединения не зависит от того, какое оборудование для сварки будет использоваться. Выбор основан лишь на потребности создавать шов именно в таком положении из-за особенностей расположения конструкции. Все остальные факторы отходят на второй план.
Главной задачей сварщика является правильный сварочный шов, чем более удобным будет положение для его создания, тем выше будет прочность соединения. Обязательным условием для создания качественного горизонтального шва становится предварительная обработка поверхности с правильным разделыванием кромок. Техника сварки горизонтальных швов предполагает наличие небольшой дополнительной опоры, которая будет сделана на нижней кромке. Ее делают подобно ступеньке, а верхнюю кромку расширяют под определенным углом. Благодаря этой ступеньке расплавленный металл не так сильно стекает, а под действием силы притяжения просто вплавляется в ее поверхность. Для того, чтобы создать соединение с верхней кромкой нужно просто захватывать данную часть сварочной ванной и постепенно вести шов в сторону с одинаковой высотой.
Сварка угловых швов в горизонтальном положении, а также других типов соединений при этом положении, обладает намного меньшим риском припыливания материала из-за низкой скорости ведения шва. Ведь основная нагрузка приходится перпендикулярно на всю толщу металлического листа, по-этому, возникает больше вероятности, что возникнут проблемы с не проплавленной верхней кромкой или растеканием металла.
Какие сложности возникают при горизонтальной сварке
Данное соединение далеко не самое легкое и для его выполнения нужно подготовиться. При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
- Вытекание расплавленного металла из сварочной ванны. Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом.
- Может создаваться сильно большое уплотнение на нижней кромке за счет того, что металл с верхней стекает к ней. Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
- Неудобное положение для самого сварщика, в котором он может совершить больше ошибок из-за подобных сложностей.

«Важно!
Чтобы уберечься от многих сложностей при создании шва в горизонтальном положении нужно создавать склон на верхней кромке.»
Техника перемещения электрода при горизонтальной сварке
Техника сварки штыковых швов в горизонтальном положении проводится по следующим пунктам:
- В первую очередь формируется первый валик шва, для которого используется короткая дуга сварочного аппарата. Здесь электрод нужно перемещать без колебаний в поперечной плоскости. Угол наклона электрода составляет около 80 градусов, что даст возможность хорошо проплавиться стыку.
- После создания первого валика идет второй проход с использованием небольшой силы тока. Здесь также не применяются колебательные движения, а электрод ставится под углом «вперед» к росту шва. Здесь нужно более широкий электрод, чем при первом проходе.
- После прохождения нескольких валиков создается итоговая наплавка, которая обеспечивается верхний слой, обладающий эстетическими качествами, но при этом он должен проплавиться к остальным. Нужно стараться сделать все за один проход.

Техника сварки горизонтального шва
Используемые инструменты при горизонтальной сварке
Для сварки горизонтальных швов могут подходить следующие разновидности оборудования:
- Сварочный инвертор – один из самых популярных современных аппаратов, который применяется как в частной, так и в промышленной сфере. Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.
- Трансформатор – менее совершенный, но все еще применяющийся недорогой аппарат для сварки. Он больше подходит для создания толстый швов.
- Выпрямитель – устройство создающее стабильное горение дуги, что очень важно для создания швов в неудобном положении. Аппарат может запитываться от обыкновенных бытовых сетей.
- Газовая горелка – оптимальный выбор, как для новичков, так и для профессионалов, если требуется обеспечить простоту и надежность процесса. Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
 Аппарат может запитываться от обыкновенных бытовых сетей.
Аппарат может запитываться от обыкновенных бытовых сетей.Заключение
Несмотря на различные существующие способы как варить сваркой горизонтальные швы и как сделать их более прочными, при возможности специалисты все же предпочитают использовать стандартное нижнее положение. Если такой возможности нет, то опытные сварщики уделяют время подготовительным работам, обеспечивающим большую часть успеха.
Видео. Процесс сварки горизонтального соединения
Какие бывают сварные швы
Участок металлической структуры, в которой объединяются разные детали при эксплуатации сварки, называется сварочным соединением. Сварные швы могут быть различными по прочности. Сварочное соединение может включать в себя один сварной шов. Это место термического воздействия на точку соединения металлов. В результате такого воздействия металл расплавляется, а при остывании кристаллизуется. Во многом на качество шва влияет характеристика металла в точке термического воздействия.
Сварные швы могут быть различными по прочности. Сварочное соединение может включать в себя один сварной шов. Это место термического воздействия на точку соединения металлов. В результате такого воздействия металл расплавляется, а при остывании кристаллизуется. Во многом на качество шва влияет характеристика металла в точке термического воздействия.
Классификация сварных швов.
Разновидность сварных точек по типу соединения
Швы стыковые используются в стыковых соединениях. Выполняются они неотрывными. Отличием являются действия по подготовке плоскости в торце сечения и элементов, подготавливаемых к контакту. Благодаря этому открывается полный доступ к месту сварки и обеспечивается максимально эффективное проваривание плоскостей на всю толщину.
Среди стыковых швов можно различить разные виды:
Схема заполнения стыковых швов.
- Односторонние и двухсторонние без распилки краев.
- С односторонней или двухсторонней распилкой одного из краев.
- С односторонней распилкой обоих краев.
- Распилкой V или X-вида.
- Двухсторонней распилкой обоих краев.

Угловой тип соединений применяют, когда нужна сварка угловых швов. В изготовлении таких соединений используются угловые швы. Разделить их можно по беспрерывности и по зазору.
Дополнить вышеуказанные виды можно еще разновидностью, относящейся и к стыковым, и к угловым. Таковыми служат пробочные и прорезные разновидности. Прорезной тип используется, когда нужно верхний пласт, а возможно, и нижележащие, проплавить до основного элемента. В контакте утолщенных пластов прорезные швы и соединения выполняются по изготовленным жерлам. В таком виде они будут называться “пробочными” или в случае дуговой сварки «электрозаклепкой».
Вернуться к оглавлению
Различные виды сварочных швов
Различия сварки и виды сварочных швов по пребыванию в пространстве:
- сварка горизонтальных швов;
- сварка потолочных швов;
- нижние швы.

Применяется при сварочных работах, находящихся снизу на ровной плоскости. Они технически простейшие по исполнению. Высокая прочность стыков объясняется удобными условиями, в которых растопленный металл под своим весом устремляется в сварную ванну, которая расположена горизонтально. Эта работа самая легкая в исполнении и за ней легко уследить. В нахлесточных структурах угольные в нижней позиции выполняются непрерывными, без производства поперечных колебаний.
Сварка горизонтальных и потолочных швов.
Горизонтальные сварные швы. Ход сваривания горизонтальных точек связан с некоторыми трудностями. В ходе сваривания поперечным швом на вертикальной поверхности расплавленный металл может стекать на нижний край. Как следствие на верхнем краю может появиться подрез. Использование этого способа в сваривании угольных точек, производимых в горизонтальном расположении, довольно простое и не вызывает каких-либо затруднений. Сама работа похожа на сварочные работы в нижнем расположении и зависит от требуемого шва.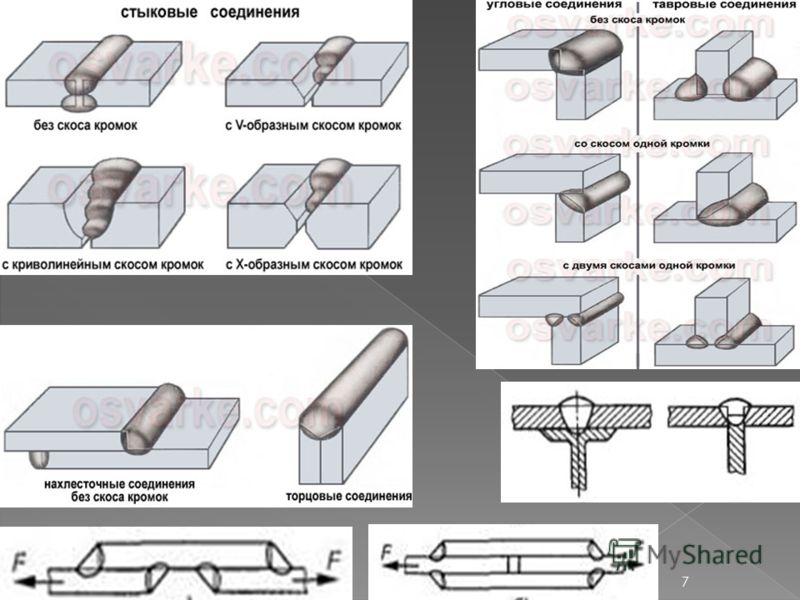
Вертикальные сварочные швы. В сварке вертикально стоящих деталей расположенный снизу металл призван удерживать плавящийся металл сверху, но при этом он получается грубым и в виде чешуи. Значительно сложнее получить качественное соединение при работе, направленной вниз. Сварка вертикальных швов в стоячей плоскости возможна лишь в ориентации снизу вверх и наоборот.
Потолочные швы. Сложнейший по исполнению вид сварных работ. В процессе работы затруднено выделение газов и шлаков, а также сложно расплав удерживать от стекания и добиваться прочности точки. Но несмотря на соблюдение всех техник потолочной сварки, швы все равно уступают по надежности сварочным швам, исполненным в остальных позициях.
Классификация особенностей сварных соединений по очертанию:
- сварка продольных швов;
- создание кольцевых швов.
Схема сварки вертикальных швов.
Для выполнения продольного типа сварочных работ требуется провести доскональную подготовку металла в точке предполагаемой сварки.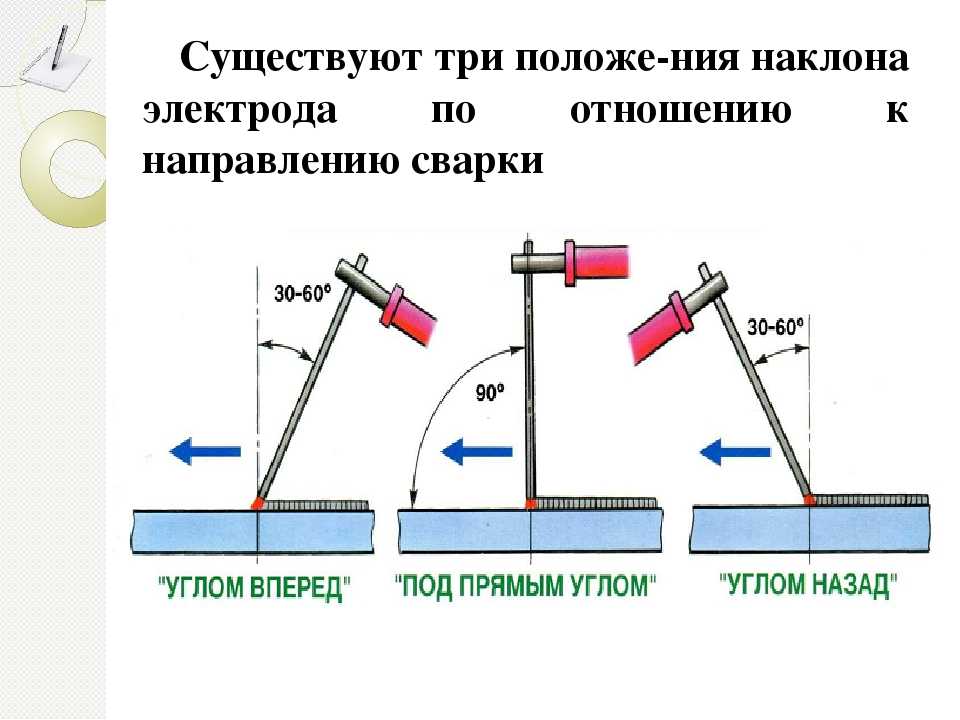 Поверхности деталей должны быть очищены от заусениц, кромок и неровностей. В работе продольной сварки шов возможен только при полной очистке и обезжиривании требуемых поверхностей.
Поверхности деталей должны быть очищены от заусениц, кромок и неровностей. В работе продольной сварки шов возможен только при полной очистке и обезжиривании требуемых поверхностей.
Кольцевые сварные швы. Сварные работы по окружностям требуют большой аккуратности и точности, тут же необходима калибровка сварочных токов, особенно при работе с малыми диаметрами.
Сварка кольцевых швов различается по очертанию. Они бывают:
- выпуклые;
- вогнутые;
- плоские.
Вернуться к оглавлению
Геометрия сварочных швов
Основными геометрическими параметрами являются: ширина, изогнутость, выпуклость и корень стыка.
Шириной называется зазор между обозримо различными гранями сплавления металлов. Изогнутость – это зазор промеж площади, протекающей по обозримым граням точки сварки и определенного металла в точке предельной вогнутости.
Для измерения выпуклости определяется зазор относительно уровней, протекающий по обозримым граням шва и основного металла в точке предельной выпуклости. Корень – это предельно отдаленная от профильного уровня грань, которая фактически является его обратной стороной.
Корень – это предельно отдаленная от профильного уровня грань, которая фактически является его обратной стороной.
Можно разделить такие швы по размерным нормам:
- катет;
- толщина;
- расчетная высота.
Схема выполнения угловых швов.
В угловом сварном шве для угловой сварки длина от уровня первой свариваемой детали до края шва на следующей детали и есть катет угольного шва. Катет относится к важным характеристикам, которые необходимо соблюдать в ходе сварных работ. При простых угольных соединениях с единым размером катет шва задается размером его краев. В сваривании тавровых конструкций катет имеет фиксированную величину, при этом используют единую размерность материалов. А при применении в сварных работах тавровых конструкций разной размерности он приравнивается к толщине более тонкого металла. Катет должен иметь правильные размеры для достижения максимальной крепости соединения, если пользоваться слишком большим катетом, то возможны сварные дефекты.
Начинающим можно упростить работу с деталями, расположив их для сварки «в лодочку». При сварке “в лодочку” сокращается вероятность появления подрезов, и замок получится прочнее.
Толщина угольного шва – это предельное удаление от его уровня до контакта предельного проплавления основного металла.
Что нужно помнить при сварке угловых соединений? Для угловых швов благоприятной считается вогнутая форма уровня с плавным переходом к основе. Это связано с проблематичностью проварки в угольных швах корня на всю толщину. В большинстве вариантов катет и толщину замеряют определенными лекалами.
Чтобы получить максимально прочное соединение, нужно ссылаться на множество факторов. Их учитывают при определении типа соединения в зависимости от необходимых характеристик свариваемых изделий.
Вернуться к оглавлению
Нормы использования сварки на величину шва
К главным нормам электросварки следует отнести:
- величину, плотность, полярность и род сварного напряжения;
- напряжение тока электродуги;
- темп сваривания;
- сечение торца проволоки.

Вспомогательными условиями являются:
- содержание и количество электродного нанесения;
- выход электрода, сварной проволоки;
- направленность электрода в ходе сваривания;
- количество и содержание используемого флюса.
Форма, величина и компонентное содержание шва во многом отличается, в зависимости от того, соблюдены ли требуемые условия; но не менее значимой является и правильность выполнения сварных работ.
С увеличением сварного тока растет углубленность провара без смены размера шва. Но в момент усиления дуги его ширина сильно увеличивается и уменьшается углубленность провара. Еще на ширину шва влияет вид инструмента, который используют при производстве таких работ. На “постоянке” ширина шва будет шире, чем при сваривании на “переменке”.
Также его ширина может меняться в зависимости от скорости соединения. Чем быстрее процесс, тем меньше и глубже стяжка. При сокращении размера сечения проволоки усиливается кучность тока в проводе, это приводит к углублению провара и выпуклости шва, при этом он уменьшается. Используя проволоки меньшего размера сечения, можно добиться более углубленного провара при тех же значениях силы тока. Главное, все сварочные работы проводить правильно, не нарушая технологии их выполнения и соблюдая правила техники безопасности.
Используя проволоки меньшего размера сечения, можно добиться более углубленного провара при тех же значениях силы тока. Главное, все сварочные работы проводить правильно, не нарушая технологии их выполнения и соблюдая правила техники безопасности.
Горизонтальный сварочный шов как варить
Сварка горизонтальных швов : сварка одиночных валиков на вертикальной поверхности .
При выполнении данной операции жидкий металл стремится вниз, что приводит к смещению вершины шва в нижнюю часть. Во избежание наплывов сварка производится узкими валиками, без поперечных колебаний. Рекомендуемая ширина валика – 1-2 диаметра с покрытием – достигается определенной скоростью сварки. Сварочный ток необходимо подобрать максимально допустимый для толщины металла и при отсутствии подреза в верхней части шва. Наклон электрода по отношению к вертикальной плоскости необходимо выдерживать 80°-90° (рис. 1 а).
Другие страницы по теме Сварка горизонтальных швов :
При этом дуга горит с максимальной глубиной проплавления основного металла. Уменьшается до минимума влияние «козырька», искусственно создаваемое при сварке электродом под углом, меньшим 80°. Необходимая ширина и усиление валика достигается скоростью сварки, длиной дуги и колебательными движениями вдоль направления сварки (чуть вперед и назад). Наклон электрода по отношению к направлению сварки важно выдерживать в зависимости от поведения шлака (рис. 1б), большая часть которого стекает в нижнюю часть шва, что позволяет выдерживать угол наклона электрода близким к 90°, а иногда производить сварку «углом вперед».
Уменьшается до минимума влияние «козырька», искусственно создаваемое при сварке электродом под углом, меньшим 80°. Необходимая ширина и усиление валика достигается скоростью сварки, длиной дуги и колебательными движениями вдоль направления сварки (чуть вперед и назад). Наклон электрода по отношению к направлению сварки важно выдерживать в зависимости от поведения шлака (рис. 1б), большая часть которого стекает в нижнюю часть шва, что позволяет выдерживать угол наклона электрода близким к 90°, а иногда производить сварку «углом вперед».
Рисунок 1. Сварка горизонтальных швов : необходимый угол наклона .
Наплавка на вертикальной плоскости .
Каждый выполненный валик при наплавке является как бы полочкой для последующего. Центром дуги (электрода) следует проходить по верхней границе шва с такой скоростью, чтобы нижняя часть жидкой ванны проходила по вершине или чуть не доходила до вершины предыдущего валика (рис. 2 а).
Наплавка ведется снизу вверх. Последний валик (рис. 2 б) рекомендуется варить на сварочном токе ниже на 10-20 А при том же диаметре электрода или использовать электрод меньшего диаметра, подобрав соответствующий сварочный ток.
2 б) рекомендуется варить на сварочном токе ниже на 10-20 А при том же диаметре электрода или использовать электрод меньшего диаметра, подобрав соответствующий сварочный ток.
Наплавка на вертикальной плоскости позволяет применять производительный метод «сварка по шлаку», но требует высокой квалификации и большого опыта сварщика.
Сварка стыковых соединений в горизонтальном положении 1-й – корневой валик выполняется без поперечных колебательных движений короткой дугой. Угол наклона электрода необходимо выдерживать 80°±5° (рис.3) в зависимости от проплавления верхней кромки разделки. Угол наклона электрода по отношению к направлению сварки все в той же зависимости. Шлак частично стекает вниз, а часть в зазор, что и позволяет варить под прямым углом. В зависимости от проплавления в зазор, выдерживать сварку «углом вперед» – когда необходимо уменьшить проплав, и «углом назад» – когда необходимо большее проплавление корня шва. Сварочный ток минимальный или средний. При замене электрода необходимо следовать рекомендациям, описанным для сварки в нижнем положении. Длина дуги – в зависимости от зазора. Короткой дугой можно пользоваться в случаях, необходимых для большего проплавления. Средней дугой – когда зазор достаточный для хорошего проплавления обратной стороны корня шва. Зажигание на застывшем кратере горизонтальных швов производить сверху по диагонали кратера вниз («в зазор») (рис. 4). Соединение чешуйки в таком случае получается ровным или с минимальным переладом. Скорость прохода от начала зажигания и до зазора должна быть чуть быстрее, чем скорость сварки. Скорость сварки выдерживать такой, чтобы валик формировался «нормальным» без подреза в верхней части и без наплыва в нижней его части.
Длина дуги – в зависимости от зазора. Короткой дугой можно пользоваться в случаях, необходимых для большего проплавления. Средней дугой – когда зазор достаточный для хорошего проплавления обратной стороны корня шва. Зажигание на застывшем кратере горизонтальных швов производить сверху по диагонали кратера вниз («в зазор») (рис. 4). Соединение чешуйки в таком случае получается ровным или с минимальным переладом. Скорость прохода от начала зажигания и до зазора должна быть чуть быстрее, чем скорость сварки. Скорость сварки выдерживать такой, чтобы валик формировался «нормальным» без подреза в верхней части и без наплыва в нижней его части.
| Рисунок 3 . | Рисунок 4 . |
Второй слой выполняется в один проход, на более высоком токе (среднем) и, если позволяет ширина первого валика, применить электрод большего диаметра. Сварку производить «углом назад». Скорость сварки выбрать такой, чтобы сварочная ванна оплавляла и соединяла электродным металлом обе кромки.
Следующий слой, 3-й, выполняется по двум вариантам:
1) (рис. 5а), если второй валик сформирован с площадкой, то 3-м валиком лучше заполнить «лодочку» между верхней кромкой разделки и вторым валиком. Сварку производить «углом назад»;
2) (рис. 5б), если второй валик «нормальный», то третий слой необходимо выполнить в два валика. 3-ий валик выполнить с усилением между нижней кромкой разделки и вторым валиком таким образом, чтобы расстояние между верхней кромкой и выполняемым валиком оставалось не менее диаметра электрода с покрытием (рис. 5в). Четвертый валик выполнить в зависимости от полноты третьего валика и от расстояния между верхней кромкой и вершиной третьего валика.
Сварка горизонтальных швов
: выполнение третьего слоя.
Рисунок 6. Сварка горизонтальных швов : поперечное манипулирование электродом .
При S > диаметра электрода с покрытием сварку производить с поперечным манипулированием электродом, как показано на рис. 6б, Поперечные колебательные движения между верхней кромкой и третьим валиком позволяют сформировать нормальный валик. Это единственный случай при горизонтальной сварке, когда возможно производить поперечные колебания. Поверхностные силы натяжения верхней кромки удерживают жидкий металл шва от отекания вниз, что позволяет варить более широкий валик. В обоих случаях скорость сварки выбрать такой, чтобы нижняя часть жидкой ванны соединялась с вершиной третьего валика без нависания, а в верхней части не было подреза на кромке разделки.
6б, Поперечные колебательные движения между верхней кромкой и третьим валиком позволяют сформировать нормальный валик. Это единственный случай при горизонтальной сварке, когда возможно производить поперечные колебания. Поверхностные силы натяжения верхней кромки удерживают жидкий металл шва от отекания вниз, что позволяет варить более широкий валик. В обоих случаях скорость сварки выбрать такой, чтобы нижняя часть жидкой ванны соединялась с вершиной третьего валика без нависания, а в верхней части не было подреза на кромке разделки.
Последующие слои выполнять с той же техникой сварки, что и третий слой, используя нижнюю кромку разделки как площадку, что позволяет вести сварку на среднем и максимальном сварочном токе.
Заполняя разделку, особое внимание необходимо обратить на верхнюю кромку, где более всего возможно образование дефектов. Перед сваркой последнего верхнего валика в каждом слое нужна тщательная зачистка от брызг, шлака, нагара. Наклон электрода при сварке последнего валика показан на рис. 6в. При заполнении разделки нижняя кромка заполняется быстрей, верх отстает. Чтобы подровнять заполнение разделки, следует валик (20) (рис. 7) выполнить так, чтобы оставить площадку на нижнем валике (19) для последующего слоя, который начинается валиком 23. Облицовочный слой варится узкими валиками, в виде наплавки. Последний верхний валик (27) выполняется на сварочном токе на 10-20 А меньше, чем предыдущие валики. При Х-образной разделке при подготовке и сварке обратной стороны использовать все приемы, описанные выше.
6в. При заполнении разделки нижняя кромка заполняется быстрей, верх отстает. Чтобы подровнять заполнение разделки, следует валик (20) (рис. 7) выполнить так, чтобы оставить площадку на нижнем валике (19) для последующего слоя, который начинается валиком 23. Облицовочный слой варится узкими валиками, в виде наплавки. Последний верхний валик (27) выполняется на сварочном токе на 10-20 А меньше, чем предыдущие валики. При Х-образной разделке при подготовке и сварке обратной стороны использовать все приемы, описанные выше.
Технология электросварки базируется на принципе плавления металла посредством возникающей между заготовкой и электродом электрической дуги. Температура дуги расплавляет металл в зоне сваривания, что позволяет соединять металлы посредством сварного шва. Для разных металлов и типов соединений предусмотрены определенные режимы сварки, отличающиеся друг от друга техникой ведения работы, положением и скоростью ведения электрода, амплитудой его передвижения.
Ниже рассмотрим основные методы создания правильных сварных швов, обеспечивающих надежность и качество соединения.
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
По виду соединения сварные швы подразделяются на следующие:
- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения
Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для сварки металлических заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.
Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.
Пространственное положение сварных швов.
Помимо вышеперечисленных видов соединений, сварные швы различаются и по своему пространственному расположению.
Наиболее простым и комфортными для сварщика является работа с соединениями, создаваемыми в нижнем положении. В этом случае достаточно просто контролировать направление шва и избегать растекания расплавленной массы. Как правило, с швами, свариваемыми в нижнем положении без особого труда может справиться даже сварщик, не имеющий большого опыта и квалификации.
Другие пространственные положения сварных швов, таких как вертикальные, горизонтальные и потолочные, требуют определенной технической подготовки и достаточной квалификации. Для качественного сваривания вертикальных, горизонтальных и потолочных швов необходимо выдерживать технологические нормы, прописанные для того или иного вида сварки.
Как правильно варить вертикальный шов?
Сложность сварки заготовок, находящихся в вертикальном положении заключается в том, что расплав под действием силы тяжести стекает вниз, не заполняя шва. Во избежание этого, необходимо удерживать конец электрод ближе к сварной ванне, используя короткую дугу. При работе с некоторыми марками электродов, их можно опирать на свариваемую деталь.
Во избежание этого, необходимо удерживать конец электрод ближе к сварной ванне, используя короткую дугу. При работе с некоторыми марками электродов, их можно опирать на свариваемую деталь.
Предварительная подготовка кромок свариваемых элементов должна проводиться в зависимости от типа соединения и толщины деталей. Далее заготовки фиксируются в требуемом положении сварными швами-прихватками, не допускающими смещения элементов.
Правильно варить вертикальный шов можно как снизу вверх, так и наоборот. Более качественный шов получается при передвижении электрода снизу вверх. Сварка шва сверху вниз требует внимательного контроля сварной ванны, однако опытные сварщики используя эту схему работы могут получить неплохой результат.
Для начинающих сварщиков при соединении вертикальных швов допустима сварка с отрывом дуги. Этот метод более прост, так как при отрыве дуги металл остывает, не успевая стекать вниз. Схема движений электрода стандартная – из стороны в сторону петельками или снизу вверх.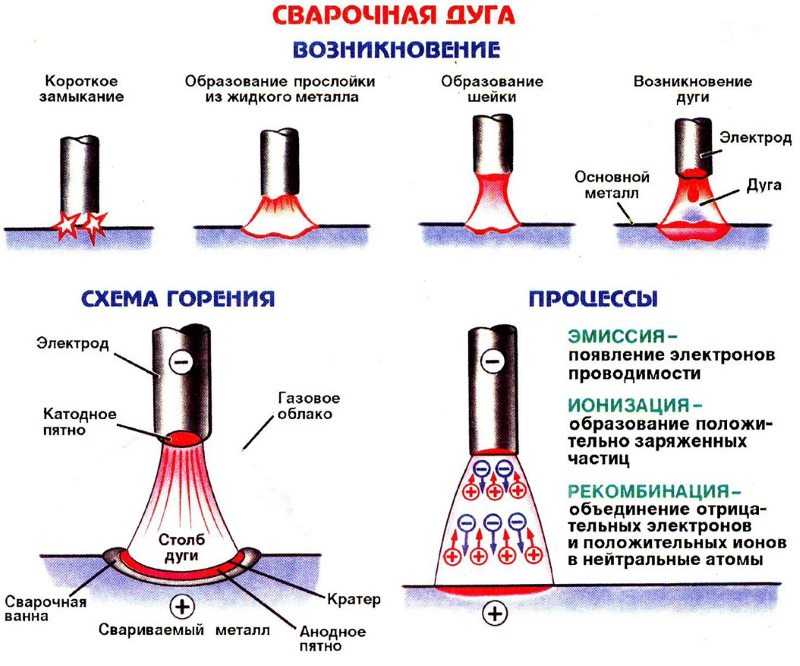
Как правильно варить горизонтальный шов?
Технологический регламент этого типа сварного соединения во многом схож с предыдущим. Для предотвращения стекания расплавленного металла рекомендуется увеличить скорость передвижения электрода, что уменьшает прогрев металла. Помимо того, можно кратковременно отрывать дугу, позволяя металлу остывать. Еще один метод – небольшое снижение сварочного тока. Для получения качественного шва следует применять один из указанных методов.
Как правильно варить потолочный шов?
Этот вид сварных соединений считается наиболее сложным и требует высокой квалификации и мастерства исполнителя. Для того чтобы правильно варить потолочный шов электросваркой необходим постоянный контроль сварной ванны. При создании соединения сварочный электрод удерживается под прямым углом к деталям, создавая короткую, но постоянную дугу. Рекомендуемая схема ведения электрода – круговые движения, расширяющие площадь шва.
Финишная обработка сварных швов
Как правило, большинство сварных соединений требуют последующей обработки для удаления разбрызгавшегося расплава, окалины, шлака. Помимо того, нередко возникает необходимость выравнивания выпуклой поверхности шва.
Помимо того, нередко возникает необходимость выравнивания выпуклой поверхности шва.
При зачистке шва, в первую очередь, с использованием молотка и зубила удаляются с поверхности шва брызги, окалина и шлак. Далее, при необходимости, посредством углошлифовальной машины проводится выравнивание шва. Зернистость абразивного круга подбирается в зависимости от требуемого уровня гладкости шва.
В отдельных случаях сварной шов покрывается тонким слоем оловянного расплава.
Традиционная потолочная подсветка представляет собой люстру посередине комнаты, однако сейчас появились различные варианты для натяжных потолков.
Содержание:
Одним из признаков при классификации сварных швов является их положение в пространстве. Нередко в конструкциях необходимо выполнение вертикальных швов, что не является самым простым вариантом. При его выполнении не так легко, как при сварке горизонтально расположенных швов, осуществлять контроль состояния сварной ванны, что оказывает влияние на качество соединения.
Особенность сварки вертикальных швов заключается в стекании вниз расплавленного металла под действием силы тяжести собственного веса во время сварочного процесса. Это создает трудность продолжения шва, поскольку при застывании образуется преграда, содержащая шлаки от электрода. Чтобы разобраться, как правильно варить вертикальный шов сваркой, необходимы теоретические знания и практический навык.
Способы сварки
Сварку в вертикальном положении можно осуществлять различными методами. Наиболее популярны электрошлаковый и электродуговой.
Электрошлаковый способ
Электрошлаковый метод позволяет сваривать детали любой толщины. Независимо от размера поперечного сечения шва он осуществляется за один проход. Благодаря этому происходит экономия затрат на электроэнергию и уменьшение потребности в расходных материалах. Значительно увеличивается производительность работ.
Между кромками и металлом образуется ванна, в которой находится жидкий шлак. Электрод погружают в шлаковую ванну. Проходящий через ванну ток нагревает ее до такой высокой температуры, что кромки и кончик электрода начинают плавиться. Результатом расплава является появление сварочной ванны и начала образования сварного соединения.
Проходящий через ванну ток нагревает ее до такой высокой температуры, что кромки и кончик электрода начинают плавиться. Результатом расплава является появление сварочной ванны и начала образования сварного соединения.
По мере того, как шов будет остывать, сварная ванна с электродом будет подниматься вверх. За проход можно осуществить сварку вертикального шва различной толщины. Шлак, находящийся в жидком состоянии, обладает более легким весом. Поскольку его местоположение сверху, происходит защита шва от неблагоприятного влияния на него кислорода в воздухе. При окончании сварки ставший твердым шлак удаляют постукиванием. Вертикальный шов, сварка которого произошла электрошлаковым методом, получается качественным.
Когда осуществляется вертикальный шов электродуговой сваркой, то жидкий металл стекается вниз, подчиняясь закону гравитации. Капельный путь – это способ перехода жидкого сплава в сварочную ванну. Сварка вертикального шва ручной дуговой сваркой предполагает применение короткой дуги для того, чтобы капельки перетекали плавно, а не отрывались.
Перед тем, как варить вертикальный шов дуговой сваркой или другим методом требуется подготовка свариваемых частей. Кромки деталей разделывают по-разному в зависимости от способа их соединения и поперечного размера свариваемых металлов. Детали фиксируют с помощью специальных приспособлений. Чтобы предотвратить деформации используют прихватки – поперечные швы, расположенные на расстоянии между собой.
Полуавтомат
Более удобным способом создать вертикальный шов можно полуавтоматом сваркой. Основой работы аппарата полуавтомата является подача тока на горелку вместе с защитным газом. Роль электрода при этом способе исполняет проволочка, которая подается на место сварки в автоматическом режиме. Образование электрической дуги происходит между ней и свариваемыми деталями. Расплавление металла осуществляется под защитой газа, что предупреждает появление окислов.
Большое значение для получения высококачественного вертикального шва с помощью полуавтомата имеет величина силы тока. При правильном выборе шов получится ровный и без обрывов. Выбор оптимальной силы тока зависит от поперечного размера деталей. Скорость процесса сварки пропорциональна скорости подачи проволоки, регулировка которой осуществляется с помощью специального механизма. Оптимальным диаметром электрода для этого вида сварки является 0,8 мм.
При правильном выборе шов получится ровный и без обрывов. Выбор оптимальной силы тока зависит от поперечного размера деталей. Скорость процесса сварки пропорциональна скорости подачи проволоки, регулировка которой осуществляется с помощью специального механизма. Оптимальным диаметром электрода для этого вида сварки является 0,8 мм.
При сваривании тонких листов возможно его уменьшение, чтобы избежать затухания дуги. Защитный газ продается в специальных баллонах, оснащенных редуктором с манометром для контроля давления. Для качественной сварки вертикального шва должно быть установлено давление 0,2 атмосферы.
Перед тем, как начать сварку, устанавливается значение расстояния, с которого проволока выступает из сопла. Эта величина должна быть не свыше 5 мм. Прежде, чем начать сваривание, следует позаботиться о неподвижности деталей друг относительно друга. Это обеспечивает сварка полуавтоматом точками.
Скрепление деталей производится не менее, чем в двух местах. Когда сваривание производится нахлестом, то детали скрепляются струбцинами. Если в начале сварки не будет зажигаться дуга, то силу тока увеличивают. Сварка вертикальных швов полуавтоматом является удобным и надежным способом.
Если в начале сварки не будет зажигаться дуга, то силу тока увеличивают. Сварка вертикальных швов полуавтоматом является удобным и надежным способом.
Инвертор
При намерении выполнить вертикальный шов более современным методом имеет смысл выбрать инвертор. Он пришел на смену устаревшим трансформаторам, тяжелым и сложным при эксплуатации. Инвертор обладает небольшим весом. Преимуществом является и то, что при использовании инвертора брызг металла получается гораздо меньше. Сварка вертикальных швов инвертором происходит при помощи электрического разряда. К достоинствам прибора относится малая чувствительность к перепадам напряжения.
Удобство при работе обеспечивают ручки и индикаторы на его корпусе. Включение и выключение инвертора производится тумблером. Ручками на панели выставляются величины напряжения и тока. Имеются индикаторы, на которых появляется информация о питании и перегреве оборудования. Один кабель имеет на конце держатель для электрода, а на втором находится прищепка-зажим для крепления изделия. Питание инвертор получает от электрической сети. Бесперебойную работу обеспечивают аккумуляторные конденсаторы. Потребление электроэнергии находится в зависимости от диаметра электрода.
Питание инвертор получает от электрической сети. Бесперебойную работу обеспечивают аккумуляторные конденсаторы. Потребление электроэнергии находится в зависимости от диаметра электрода.
Принцип работы состоит в том, что металлические части и электрод начинают плавиться под воздействием дуги, что приводит к образованию сварочной ванны. Образовавшийся шлак после охлаждения удаляют постукиванием. Существуют рекомендации, как правильно варить инверторной сваркой вертикальный шов.
Работу следует начинать с настойки электрического тока. Его величина зависит от толщины деталей. Затем к свариваемой поверхности подключают клемму массы. Диаметр электрода – 2-5 мм. Металлические детали перед свариванием подготавливают обычным способом.
Варианты движения
Вертикальная сварка в зависимости от направления движения осуществляется способами – снизу вверх или наоборот. Вариант снизу вверх является более простым и удобным. Сварную ванну наверх подталкивает дуга. Она также препятствует ее опусканию вниз.
Начальное расположение сварочной ванны – внизу. Расплавленный металл поступает в нее сверху. Чтобы предупредить расплескивание металла, электрод должен находиться под углом по отношению к вертикальной плоскости, в которой будет располагаться сварной шов. Поскольку его плавящий конец расположен выше другого, установленного в держатель или придерживаемого рукой сварщика, это поддерживает ванну, не давая металлу расплескиваться. Нижние слои кристаллизуются, превращаясь в подставку для следующей ванны. Так происходит вертикальная сварка электродом популярным методом.
При формировании вертикального шва из положения снизу без отрыва дуги электроды перемещают, не меняя направления и без горизонтальных смещений. Наклон электрода находится в пределах 80-90 градусов. Это обеспечит возможность получения плоского шва. Скорость, с которой перемещается электрод, должна быть достаточно большой. Необходим постоянный контроль, как сваривают вертикальные швы. Тогда при вытекании металла с одного края ванны можно перейти к другому края, не прекращая движения наверх.
Также возможно вертикальный сварочный шов делать с отрывом дуги. Это могут взять на вооружение начинающие сварщики. За то время, пока происходит отрыв, температура деталей понижается. Для опоры электрода так же, как и в предыдущем случае, можно использовать полочку кратера.
Еще один способ, как варить вертикальный шов электродом, заключается в перемещении сверху вниз. При этом варианте электрод также располагают концом наверх. Сварочную ванну поддерживают электрод и электрическая дуга.
Сварка сверху вниз является более проблематичной. При применении этого метода стоит трудная задача – опередить расплавление нижнего края сварной ванны, при этом удерживая ее. Поскольку тепло от электрода не поступает, за это время должна произойти кристаллизация верхнего края. При расплескивании жидкого металла следует увеличить ток и скорость движения вниз электрода. Увеличение ширины шва также пойдет на пользу для решения проблемы.
Различные технологии
Техника сварки вертикальных швов имеет три варианта. Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Треугольник
Технология основана на наиболее популярном способе ведения процесса снизу наверх. Расплавленный металл находится поверх слоя, который еще только начал застывать. Стекая вниз, он закрывает валик шва. Это не позволяет новым каплям стекать по дорожке.
Способ применяется, когда предстоит соединить детали, имеющие толщину не более 2 мм. Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Это положение дало название способу – «треугольник». Угол обеспечивается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.

Необходимо выполнять рекомендации по выбору характеристик, как правильно сваривать вертикальный шов способом «треугольника». Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
Елочка
Конец электрода совершает сложные движения. Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.
Такой вид сварочного шва подойдет, когда зазоры между свариваемыми изделиями составляют 2-3 мм. Необходимо притупление кромок. Сечение валика меньше, чем при предыдущем способе. Процесс начинают по выбранной кромке. Электрод подают из глубины зазора «на себя».
Технология проведения сварочного процесса состоит в следующем:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его «на себя», пройдя всю толщину заготовки;
- совершив небольшой подъем, способом «от себя» вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.

Сварку ведут короткой дугой. Метод обеспечивает равномерность нанесения сварочного материала на всем пространстве зазора. Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
Лестница
Находит применение, когда между свариваемыми деталями существует большой зазор. Его значение может превышать 2 мм. Также метод возможен при отсутствии или небольшом притуплении кромок.
Методика получения в этом случае неплохого вертикального сварочного шва и как его варить является несложной. Движения электрода имеют зигзагообразный характер. Перемещение электрода осуществляются от одной кромки к другой. Величина подъема должна быть небольшой и постоянной. Дугу при сварке следует сохранять короткой. Диаметр электрода – 3 мм. Ток имеет небольшое значение – 80-100 А. Процесс следует вести не прерываясь.
Процесс следует вести не прерываясь.
Особенность метода в том, что на кромках электрод останавливается на продолжительное время, а переход с одной кромки на другую происходит быстро. Сечение валика при способе «лесенкой» является небольшим – получается так называемый «легкий» валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Советы
Сварка швов, расположенных вертикально, считается достаточно трудной для грамотного исполнения. Помочь могут теоретические знания особенности технологии сварки, позволяющие получить качественный вертикальный сварочный шов и как правильно его варить.
Следует соблюдать следующие условия:
- При поджоге электрода его положение должно быть перпендикулярным по отношению к свариваемому материалу.
- Чем дуга будет короче, тем металл будет кристаллизоваться быстрее. Это снижает риск появления подтеков, портящих внешний вид шва.
- Чтобы капли жидкого металла не стекали вниз при формировании дорожки, электрод следует наклонять.
- При подтекании металла увеличивают ширину шва и силу тока.
- Двигаться следует снизу. При необходимости выполнять движения вниз придется приготовиться к тому, что качество шва будет пониженным. Немного поможет плавность перемещения.
- При сварке тонких пластинок следует предварительно тщательно их очистить. Имеет смысл в этом случает применять сваривание точками. Это снизит риск прожога тонких листов.
- Сварку толстых изделий целесообразно осуществлять несколькими слоями многопроходным способом. Для последующих слоев можно использовать электрод несколько большего диаметра. При этом последний слой не должен заходить за пределы разделки кромок.

Вертикальные сварочные швы получатся качественными при учете толщины деталей и выбора подходящей методики. Поскольку вертикальное положение шва вносит дополнительные трудности, большую роль играет надежная фиксация свариваемых деталей.
Интересное видео
Руководство для начинающих по кузнечной сварке
перейти к содержаниюBlacksmithingMetal
Кристин Арцт
Руководство для начинающих по кузнечной сварке
Что такое кузнечная сварка?
Кузнечная сварка — это процесс, используемый для соединения двух кусков металла путем нагревания их до высокой температуры и последующего сбивания их вместе. Кузнечная сварка, разработанная в средние века, является одним из древнейших способов соединения металлов. Кузнечная сварка – необходимая техника и бесценный навык для кузнеца. Это произошло из-за необходимости соединить маленькие кусочки металла, чтобы сформировать большой кусок металла. С практикой кузнечная сварка требует зрительно-моторной координации, скорости и внимания к деталям. Это также требует от кузнеца понимания идеальной температуры свариваемого материала.
Кузнечная сварка, разработанная в средние века, является одним из древнейших способов соединения металлов. Кузнечная сварка – необходимая техника и бесценный навык для кузнеца. Это произошло из-за необходимости соединить маленькие кусочки металла, чтобы сформировать большой кусок металла. С практикой кузнечная сварка требует зрительно-моторной координации, скорости и внимания к деталям. Это также требует от кузнеца понимания идеальной температуры свариваемого материала.
Для чего используется кузнечная сварка?
Кузнечная сварка используется для создания более прочного металла путем соединения отдельных кусков металла для создания более крупного или более длинного изделия. Это традиционный метод изготовления цепей, мечей, железнодорожных костров и ворот в кузнице. Он также используется при создании посуды и сельскохозяйственного инвентаря. Кузнечная сварка, дающая кузнецу возможность выковывать разные типы металлов в один, является универсальным и важным навыком в кузнечном деле.
Защита при кузнечной сварке
- Защита глаз
Защитные очки обязательны. Если ваши глаза быстро устают от созерцания кузницы, некоторые кузнецы рекомендуют тонированные или затемненные очки.
- Маска
Защищайте легкие и надевайте респиратор при работе с горячими металлами, которые могут выделять газы.
- Перчатки
Надевайте перчатки всякий раз, когда вы находитесь близко ко рту кузницы. Не надевайте перчатки рядом с механизмами, которые могут захватить ткань — сверлильный станок, токарный станок и т. д.
- Одежда
Никогда не носите синтетическую одежду в кузнице. Следует избегать даже тонкого 100% хлопка. Любые искры заставят синтетику расплавиться и прилипнуть к коже. Тонкие полностью натуральные ткани могут воспламениться в экстремальных условиях.
Носите плотные 100% натуральные материалы, такие как хлопок, шерсть или кожа. Кожаный фартук — отличная инвестиция! И убедитесь, что вы не носите свободные вещи или одежду, которые может захватить машина. - Защита органов слуха
Даже если вы не пользуетесь шумными инструментами регулярно, затычки для ушей или наушники — хорошая привычка.
 Носите плотные 100% натуральные материалы, такие как хлопок, шерсть или кожа. Кожаный фартук — отличная инвестиция! И убедитесь, что вы не носите свободные вещи или одежду, которые может захватить машина.
Носите плотные 100% натуральные материалы, такие как хлопок, шерсть или кожа. Кожаный фартук — отличная инвестиция! И убедитесь, что вы не носите свободные вещи или одежду, которые может захватить машина.Как выполнить кузнечную сварку в 4 этапа
Шаг 1. Подготовка материалов
Теплота сварки зависит от типа используемого металла. Прежде чем нагревать материалы, дважды проверьте их температуру ковки. Следите за тем, чтобы они становились желтыми, когда они сильно нагреваются в вашей кузнице. Если вы продолжите нагревать дальше этой точки, углерод в металле начнет окисляться, разрушая ваш металл. С практикой температура кузнечной сварки и соответствующий ей цвет станут более привычными.
Шаг 2: Флюс
Достаньте материалы из кузницы и обрызгайте их флюсом.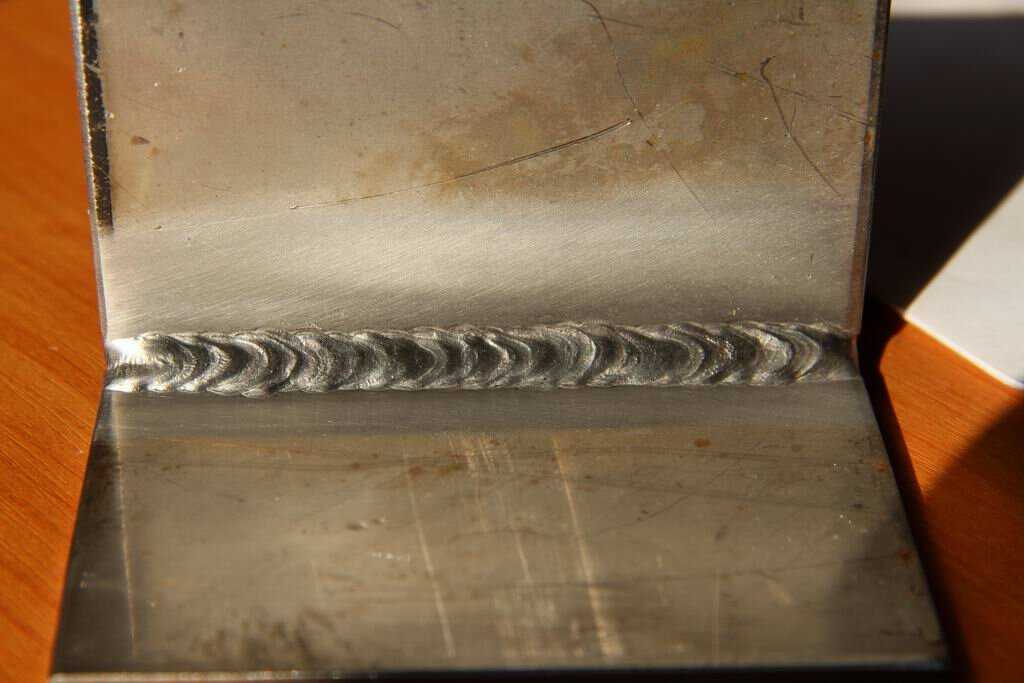 Кузнечный отдел Горнила использует буру в качестве флюса. Флюс служит низкотемпературным стекловидным экраном, предотвращающим окисление стали. По сути, флюс является восстановителем, предотвращающим окисление. Окисление в конечном итоге приводит к образованию окалины или шлака на поверхности, что препятствует сварке металла. Любой грязный или загрязненный металл создаст слабое соединение и повысит температуру плавления металла. Флюс необходим при кузнечной сварке, особенно в начале кузнечного дела.
Кузнечный отдел Горнила использует буру в качестве флюса. Флюс служит низкотемпературным стекловидным экраном, предотвращающим окисление стали. По сути, флюс является восстановителем, предотвращающим окисление. Окисление в конечном итоге приводит к образованию окалины или шлака на поверхности, что препятствует сварке металла. Любой грязный или загрязненный металл создаст слабое соединение и повысит температуру плавления металла. Флюс необходим при кузнечной сварке, особенно в начале кузнечного дела.
Шаг 3: Нагрев
После того, как вы нанесли флюс, поместите металл обратно в горн. Доведите его до ярко-желтого тепла. Не оставляйте его в кузнице слишком долго, иначе вы можете вызвать искру вашего металла, что будет означать, что ваш металл загрязнен. Помните, что каждый материал имеет разную температуру сварки, поэтому перед началом процесса изучите свои металлы.
Шаг 4: Соединение и ковка
Удалите свою деталь из кузницы, когда она засветится ярко-желтым цветом. Кузнечная сварка должна выполняться быстро, чтобы материал не стал слишком мягким. Вы можете соединить свои детали металлической проволокой, пока не сформируется основной сварной шов. Затем поднесите деталь к молоту или гидравлическому прессу, чтобы соединить сварной шов. Убедитесь, что вы не ударяете по металлу так сильно, что сварной шов сместится. Повторяйте до тех пор, пока готовый сварной шов не станет чистым и не будет иметь линий сварки.
Кузнечная сварка должна выполняться быстро, чтобы материал не стал слишком мягким. Вы можете соединить свои детали металлической проволокой, пока не сформируется основной сварной шов. Затем поднесите деталь к молоту или гидравлическому прессу, чтобы соединить сварной шов. Убедитесь, что вы не ударяете по металлу так сильно, что сварной шов сместится. Повторяйте до тех пор, пока готовый сварной шов не станет чистым и не будет иметь линий сварки.
Как научиться кузнечной сварке
На протяжении веков кузнечная сварка была единственным способом сварки стали и железа, чаще всего она использовалась для сварки по шаблону лезвий и ножей. В The Crucible вы можете углубить свои кузнечные навыки в кузнечной сварке — классе, который охватывает все основы этого традиционного ремесла. Вы узнаете, как ковать металлы сварного шва вместе с опытным мастером по лезвию Джеффом Принглом. Джефф делает ножи, собирая железную руду, выплавляя железо и выковывая лезвие. Следуя этому процессу от начала до конца, Джефф стремится воссоединиться с процессами прошлых кузнецов, чьи традиции насчитывают тысячи лет.
Часто задаваемые вопросы по кузнечной сварке
Прочна ли кузнечная сварка?
Да, ковка включает нагревание и изменение формы материала. Диффузионная связь кузнечного сварного шва часто прочнее, чем сварной шов плавлением, в котором металл находится в жидком состоянии. Высокая температура в сочетании с давлением значительно увеличивает прочность материала. При ковке сталь адаптируется к новой форме, а деформированная структура частиц существенно повышает прочность.
Вам нужно использовать флюс для кузнечной сварки?
Да, при кузнечной сварке следует использовать флюс. Бура удаляет любое окисление. Окисление создает слой на стали, что приводит к несовершенному сварному шву между двумя кусками стали. Он связывается при окислении, становится вискозным и выдавливается из стыка. Вы можете увидеть, как это вытекает из ваших кусков, это известно как шлак. Он помогает герметизировать сварной шов.
Можно ли соединить два разных типа металла при кузнечной сварке?
С помощью правильной техники, тепла и давления вы можете выковать два любых металла в один.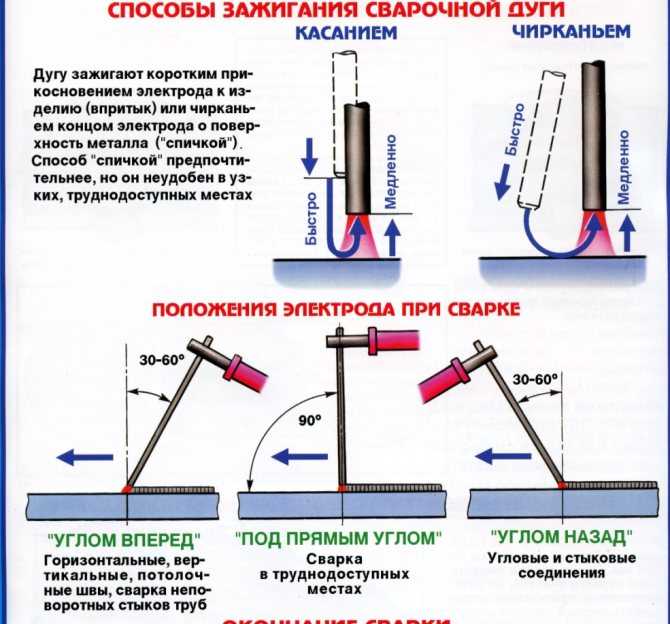
Какая оптимальная температура для кузнечной сварки?
Температура кузнечной сварки варьируется в зависимости от металла, который вы выковываете. Разные металлы требуют разной температуры, и количество тепла, которое требуется каждому изделию, разное. Некоторые черные металлы, такие как алюминий, требуют очень низкой температуры для нагрева и легко поддаются формованию. Большинство алюминиевых сплавов достигают температуры 800 градусов по Фаренгейту. Напротив, сталь должна нагреваться до температуры около 2000 градусов по Фаренгейту.
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота….
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте о разнице между черными и цветными металлами и о том, как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить свой Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
Вы можете научиться ковать металл
В Горниле еженедельно проводятся новые курсы кузнечного дела.
Кузнечное дело I
Изучите основы кузнечного дела! Этот курс обучает основным навыкам, необходимым для ковки стали и понимания кузнечных инструментов. Мы познакомим вас с конусностью, осадкой,…
Узнать больше и зарегистрироваться →
Кузнечное дело II
Углубите свои знания в этом продолжении кузнечного дела I. Этот класс предназначен для развития ваших базовых навыков, а также методов, включая создание свитков. , воротник, базовый…
Этот класс предназначен для развития ваших базовых навыков, а также методов, включая создание свитков. , воротник, базовый…
Узнать больше и зарегистрироваться →
Кузнечная лаборатория
Лабораторные занятия — большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: Кузнечное дело
3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления с ковкой стали и использованием кузнечных инструментов…
Узнать больше и зарегистрироваться →
Кузнечная сварка
На протяжении веков кузнечная сварка была единственным способом сварки стали и железа и чаще всего использовалась для сварки по шаблону лезвий и ножей. Теперь вы можете углубить свои кузнечные навыки. ..
..
Узнать больше и зарегистрироваться →
Техники декоративной обработки железа
Поднимите свои навыки на новый уровень и начните производить работы, которые продаются! Этот класс охватывает традиционные методы декоративной обработки металла и знакомит с механическим молотом. Вы исследуете…
Узнать больше и зарегистрироваться →
Силовой молот I
Мы сосредоточимся на методах силового молота, поскольку мы создаем набор основных молотковых инструментов, боковые наборы и круглую плоскую пластину. К тому времени, когда эти новые инструменты будут подвергнуты термической обработке, студенты…
Узнать больше и зарегистрироваться →
Женское кузнечное дело I
Изучайте кузнечное дело, которому обучают женщины и для женщин! Этот класс охватывает основы, необходимые для ковки стали и понимания кузнечных инструментов. Мы представим сужение, осадку,…
Узнать больше и зарегистрироваться →
Молодежное кузнечное дело I
Научитесь гнуть и придавать форму стали в кузнице Горнила, практикуя традиционные методы кузнечного дела, такие как рисование, гибка, скручивание, штамповка, резка и высверливание. .
.
Узнать больше и зарегистрироваться →
Погружение в кузнечное дело для молодежи
Погрузитесь глубже в этот молодежный семинар начального и продолжающего уровня. Студенты делают захватывающий шаг в недельном обучении, становясь по пути молодыми ремесленниками. Научитесь сгибать и формировать…
Узнать больше и зарегистрироваться →
Формы природы
Используйте традиционные методы кузнечного дела для создания органических форм для использования на функциональных объектах или скульптурах. Научитесь делать инструменты для создания собственных дизайнов и импровизируйте…
Узнать больше и зарегистрироваться →
Кузнечное дело
Этот специализированный курс посвящен методам ковки, необходимым для производства инструментов с острыми краями из высокоуглеродистой стали. Мы рассмотрим конструкцию лезвия, контроль структуры зерна стали,…
Узнать больше и зарегистрироваться →
КУЗНЕЧНЫЙ МАГАЗИН
2022-03-28T11:30:27-07:00 Ссылка для загрузки страницыПерейти к началу
Рецепт успеха — повышение производительности сварки
Слишком часто стандартные процедуры сварки используются для соблюдения правил и появляются только во время проверок качества. Альтернатива? Изготовители могут оптимизировать качество и производительность для каждого приложения, документируя желаемую процедуру в формате, понятном сварщикам в цеху.
Альтернатива? Изготовители могут оптимизировать качество и производительность для каждого приложения, документируя желаемую процедуру в формате, понятном сварщикам в цеху.
С целью управления и руководства сварочными работами первым шагом должно быть устранение всей не относящейся к делу технической болтовни и бесконечного множества кодовых переменных жаргона, не используемых для приложения, и замена их подходящими табличными данными, изображения и понятные заметки. Конечным результатом будет меньше беспорядка и, следовательно, больше шансов на использование желаемой процедуры.
Независимо от формата процедура сварки должна быть документом, который обеспечивает руководство по сварочным работам в масштабах всей компании. Определяя переменные, которые будут использоваться для выполнения производственных сварных швов, монтажники могут лучше определять предсварочную подготовку и подгонку, сварщики могут последовательно и точно выполнять заданную сварку, а инспекторам легче проверять соответствие требованиям процедуры.
Подходящей аналогией является рассмотрение процедуры как рецепта сварки с переменными и данными, служащими ингредиентами и количествами, которые должны быть использованы. Подобно хорошему рецепту, который должен делать больше, чем перечислять ингредиенты, хорошая процедура сварки должна включать примечания и инструкции, сопровождающие детализированный список и данные.
Рис. 1. Пример процедуры сварки может включать примечания, эскизы и табличные данные, а также такие элементы, как классификация электродов и желаемая сила тока.Термины и функции процедуры
Процедуры сварки часто используются, поскольку они являются требованием применимых норм или стандартов, регулирующих изготовление производимого продукта. Они имеют множество названий и акронимов, в том числе Спецификации процедур сварки (WPS) в соответствии с Кодексом Американского общества инженеров-механиков (ASME) по котлам и сосудам под давлением и Листы данных процедур сварки (WPDS), которые требуются Канадской ассоциацией стандартов (CSA).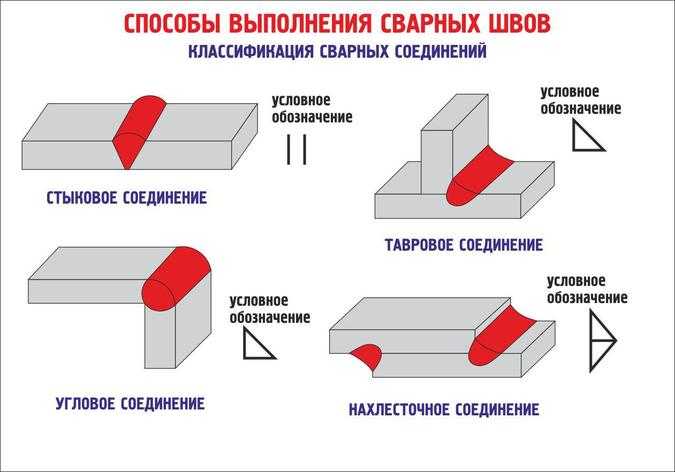 ) W59Стандарт сварки конструкционной стали.
) W59Стандарт сварки конструкционной стали.
В дополнение к WPS и WPDS для документирования общего процесса сварки используются другие документы. Они используются для перечисления данных, используемых при сварке квалификационной сборки, и перечисления результатов необходимых испытаний, таких как испытание на растяжение или химический анализ.
Примером документа этого типа является Запись квалификации процедуры (PQR), необходимая для поддержки любых WPS для приложений ASME. Хотя PQR действительно играет важную роль, этот тип документа не предназначен для использования персоналом цеха и не считается процедурой сварки.
Качество и производительность
Важной функцией процедур сварки является обеспечение качества свариваемых изделий. Процедуры часто проверяются сварочными сборками, а затем проверяются методами, чтобы убедиться, что они обладают свойствами, соответствующими требованиям применения. Изменение переменной, определенной как «существенная», потребует повторной квалификации, поскольку это может привести к изменению свойств сварного шва. Изменение переменной, определенной как «несущественная», не требует повторной квалификации, но требует новой процедуры сварки, поскольку это может повлиять на качество сварки.
Изменение переменной, определенной как «несущественная», не требует повторной квалификации, но требует новой процедуры сварки, поскольку это может повлиять на качество сварки.
Примером такого изменения является изменение дизайна канавки. Если производственные сварные швы выполняются в рамках проверенных и определенных процедур сварки, должна получиться качественная сварка.
Хотя процедуры часто используются для контроля качества сварки, еще одним преимуществом использования документированных процедур сварки является повышение производительности. Некоторые сварочные процессы могут использоваться в широком диапазоне рабочих параметров. Без руководства или процедуры сварщик, проинструктированный использовать только процесс GMAW, может сваривать со скоростью 200 дюймов в минуту, 600 дюймов в минуту или любой другой скоростью подачи проволоки между ними.
Рисунок 2. Инвестиции в квалификацию процедур могут привести к значительной экономии. Как показано здесь, альтернативная процедура сварки под флюсом была обнаружена в ходе внутренних испытаний.
Этот пример является экстремальным, но трехкратное увеличение производительности иллюстрирует возможный результат, когда параметры сварки оставляются на усмотрение отдельного сварщика. Другие элементы, которые могут оказать значительное влияние на производительность сварки, включают используемый процесс, диаметр используемого электрода и используемую конструкцию соединения. С точки зрения долларов и центов, все переменные, влияющие на производительность сварочного приложения, должны тщательно анализироваться с оптимальными параметрами, определенными в процедуре.
Разработка процедуры
Слишком часто процедуры документируются только для соответствия коду с использованием готовых данных из справочного источника. Надлежащая разработка процедуры сварки должна включать экспериментирование для определения оптимальных параметров, в том числе конструкции и подгонки сварного соединения, а также переменных процесса с указанием конкретных значений или диапазонов, где это необходимо.
Хотя существует множество хороших справочных ресурсов, которые можно использовать в качестве отправной точки для определения процедур, инвестиции в эксперименты во время разработки процедур могут значительно повысить качество и производительность сварки.
Рис. 3. Как видно здесь, инвестиции в аттестацию процедуры в размере 1500 долларов окупились уже после 24 футов сварки. Дополнительные затраты на сварку также были снижены на 59 процентов.Но как только эти оптимальные переменные процедуры определены, как они должны быть представлены в процедурном документе?
Процедуры документированы во многих форматах, включая письменные параграфы, таблицы, эскизы и комбинации этих элементов. В некоторых случаях в применимых правилах, стандартах или юрисдикциях, ответственных за контроль за соблюдением требований, есть образцы форм процедур сварки, которые можно использовать.
При выборе формата или формы следует помнить об основной функции процедуры: обеспечивать руководство и инструкции для персонала при выполнении сварочных работ.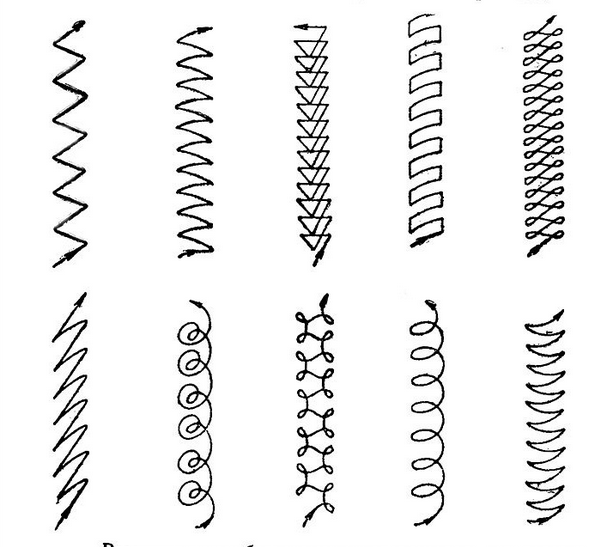 Добавление данных в готовую форму иногда приводит к запутанному набору данных и переменных, которые могут включать информацию, не относящуюся к используемой процедуре.
Добавление данных в готовую форму иногда приводит к запутанному набору данных и переменных, которые могут включать информацию, не относящуюся к используемой процедуре.
Поэтому изготовителям важно понимать, что процедуры сварки могут быть записаны практически в любом формате при условии включения информации, необходимой для соответствия нормам. Если документы могут быть представлены в простом и удобном для чтения формате, вероятность их фактического использования увеличивается.
На рис. 1 показан пример процедуры сварки, включающий инструкции с примечаниями, эскизами и табличными данными. Такие элементы, как классификация электродов и диаметр, должны указываться отдельными значениями, в то время как другие значения, такие как сила тока или вылет электрода, должны указываться с соответствующими диапазонами или допусками плюс/минус.
В среде с гарантированным качеством указание отдельных значений приводит только к созданию отчетов о несоответствии. Процедуры сварки могут быть разработаны в любом формате с учетом таких факторов, как процесс сварки, уровень автоматизации, требования к применению, а также навыки и грамотность персонала.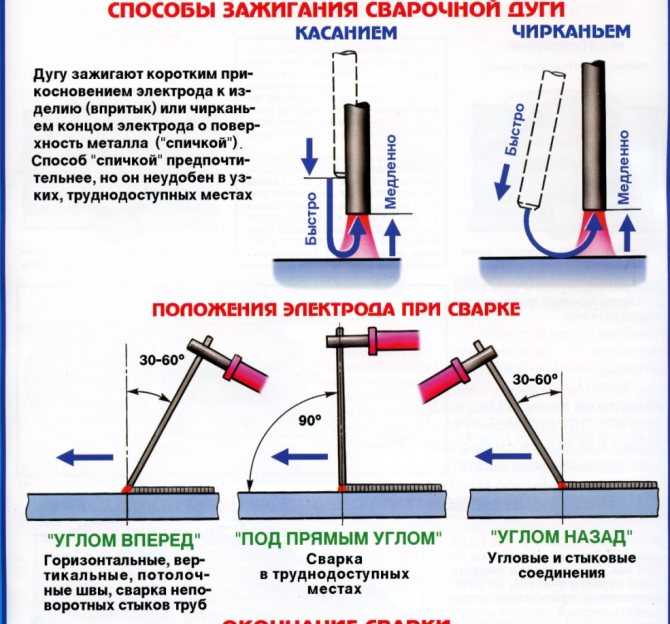
К счастью, современные программные инструменты повысили эффективность документирования процедур сварки. Использование шаблонов в программах обработки текстов или форм устраняет необходимость дублирования общих элементов процедуры.
Например, первую технологическую карту, созданную из одного PQR, можно дублировать для других технологических карт, изменяя только несущественные переменные элементы, такие как положение сварки или конструкция соединения. В специализированных мастерских, которые используют различные материалы и методы сварки, программное обеспечение базы данных может упростить процесс поиска подходящих процедур для использования в новых контрактах. Некоторые поставщики поставляют специальное программное обеспечение для управления сваркой, которое можно использовать для документирования процедур и предоставления других преимуществ, таких как регистрация и пометка требований к квалификации сварщика.
Если 50 сварщикам будут даны инструкции по выполнению сварного шва с разделкой кромок с полным проплавлением для соединения стального листа толщиной 1/2 дюйма, вероятно, будет использовано множество различных методов.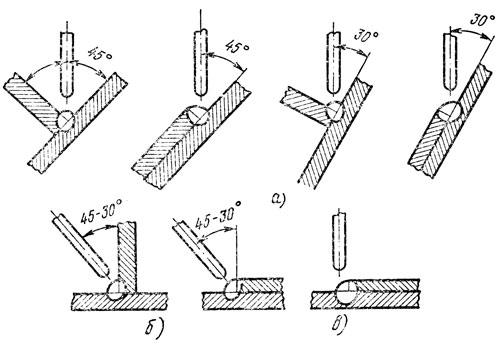 Какая подготовка соединения, процесс, электрод, скорость подачи проволоки или скорость потока защитного газа – это лишь некоторые из возможных вариантов выбора. Если будут оценены все методы, возможно будет выбрать процедуру, обеспечивающую оптимальные результаты, и использовать ее всеми 50 сварщиками.
Какая подготовка соединения, процесс, электрод, скорость подачи проволоки или скорость потока защитного газа – это лишь некоторые из возможных вариантов выбора. Если будут оценены все методы, возможно будет выбрать процедуру, обеспечивающую оптимальные результаты, и использовать ее всеми 50 сварщиками.
Предполагая, что хорошо разработанная процедура сварки с краткими инструкциями в удобном для понимания формате, следующим вопросом является то, как обеспечить фактическое выполнение этих процедур в цеху. Принятие и применение процедур можно улучшить, привлекая производственный персонал к разработке процедур, проводя обучение там, где это необходимо, и выполняя текущий контроль.
Квалификация и предварительная квалификация
Еще одно соображение, касающееся документации процедуры сварки, касается варианта «предварительной квалификации», предусмотренного некоторыми кодексами и стандартами. CSA W59-03, например, перечисляет критерии и эскизы для сварных швов с частичным и полным проплавлением для процессов SMAW, FCAW, MCAW, GMAW-Sp и SAW.
Идея здесь заключается в том, что если изготовители документируют процедуры в соответствии со спецификациями и минимальными размерами подготовки сварного соединения, указанными в разделе 10, WPDS не должны проходить квалификацию путем испытаний процедур, засвидетельствованных сертифицирующей юрисдикцией, Канадским бюро сварки ( КВБ). Это гарантирует использование проверенных процедур сварки и экономит время и затраты на квалификацию процедур.
Однако в некоторых случаях инвестиции в квалификацию процедур могут привести к значительной экономии. Если, например, для дуговой сварки под флюсом стали толщиной 3/4 дюйма на опорном стержне требуется процедура сварки с разделкой кромок с полным проплавлением, то сварка толщиной 5/8 дюйма. корневой зазор потребуется при использовании прилежащего угла 20°, как показано на рис. 2. Если путем экспериментов и квалификации процедуры можно доказать, что процедура полного проникновения может быть достигнута с меньшим корневым зазором или углом скоса, тогда процедура будет одобрена CWB.
Студенты старших курсов технологии сварки в колледже Конестога в Онтарио, Канада, выполняют лабораторное задание под флюсом, где, используя S2-1 в качестве эталона, они проводят эксперименты по процедуре, чтобы минимизировать конструкцию соединения, а затем выполняют расчет, чтобы определить, сколько футов сварного шва потребуется. должны вернуть гипотетические инвестиции в размере 1500 долларов США в квалификацию процедуры.
На втором рисунке на рис. 2 показана конструкция шва, обеспечивающая полное проплавление, что подтверждается металлографическими испытаниями и расчетами, показывающими, сколько футов сварного шва потребуется, чтобы окупить инвестиции в квалификацию. Эти расчеты, представленные на рис. 3, показывают, что инвестиции в аттестацию процедуры в размере 1500 долларов окупятся уже после сварки всего 24 футов, а дополнительные затраты на сварку будут снижены на 59процент.
Таким образом, несмотря на то, что использование предварительно аттестованных процедур сварки может принести краткосрочные выгоды, эксперименты по проверке альтернативных процедур и инвестиции в аттестацию процедур могут обеспечить рецепт экономии затрат на сварку.
OptiWeld
9 Распространенные проблемы при сварке и способы их устранения
Сварка является важной частью процесса производства металла. Тем не менее, есть много различных проблем, которые могут возникнуть из-за сварки. Без правильной техники может возникнуть множество различных проблем. Вот некоторые из наиболее распространенных проблем, возникающих при сварке, и способы их устранения.
1. Брызги
Брызги образуются, когда вблизи сварочной дуги образуются капли расплавленного материала. Эта проблема обычно возникает во время дуговой сварки металлическим электродом в среде защитного газа (GMAW). Эта проблема обычно возникает из-за слишком высоких токов, неправильной полярности или недостаточной газовой защиты. Есть несколько способов, которые сварщики могут предпринять, чтобы избежать разбрызгивания. Уменьшение сварочного тока и длины дуги может помочь избежать разбрызгивания, а также увеличить угол наклона горелки к листу. Вы также должны дважды проверить правильность полярности, типа защитного газа и скорости потока. Очистка газового сопла также может помочь избежать брызг.
2. Пористость
Пористость возникает в результате поглощения азота, кислорода и водорода расплавленной сварочной ванной, которые затем высвобождаются при затвердевании и остаются в металле сварного шва. Пористость в сварном шве может быть вызвана наличием влаги, ржавчины, жира или краски на кромках пластины. Это также может быть вызвано недостаточной газовой защитой и сваркой на небольших зазорах с воздухом между ними. Существует несколько способов избежать пористости сварного шва, например повторная прокалка, использование свежих сварочных материалов и наличие сухих и чистых кромок пластины. Вы также должны проверить сварочную горелку на наличие утечек и убедиться, что угол между горелкой и пластиной соответствует размеру. Очистка газового сопла сварочного аппарата также поможет избежать этой проблемы.
3. Подрез
Подрез может произойти, если напряжение дуги слишком высокое или дуга слишком длинная. Это также может произойти при неправильном использовании электрода или неправильном угле, а также при использовании электрода, который слишком велик для толщины пластины. Использование слишком высокой скорости перемещения также может привести к подрезанию. Чтобы избежать этой проблемы, следите за скоростью сварки, следите за тем, сколько переплетений используется, и не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва. Вам также следует избегать использования электрода большего размера, чем необходимо, так как может произойти подрез, если количество расплавленного металла станет слишком большим.
4. Деформация
Деформация может возникнуть при усадке свариваемых металлов при охлаждении и закалке. Это может произойти, когда последовательность сварки не подходит для предполагаемого сварного шва, слишком много тонких валиков или недостаточный зажим перед сваркой. Во избежание деформации сваривайте с обеих сторон стыка и обязательно от центра наружу в противоположных направлениях. Используйте большой электрод и крепко зажмите. Измените последовательность сварки и расположение стыка, если начинает возникать деформация. Меньшее количество проходов во время сварки также может помочь избежать деформации.
5. Трещины
Трещины представляют собой проблему при сварке, так как со временем они могут увеличиваться. Заделать трещину не так просто, как заполнить щель материалом. Трещины должны быть зашлифованы, и необходимо выполнить новый сварной шов, чтобы исправить ошибку. По этой причине предотвратить трещины легче, чем их устранять. Чтобы предотвратить трещины, вы должны потратить необходимое количество времени на шлифовку, очистку, опиловку и снятие заусенцев с краев пластин, чтобы они легко стыковались друг с другом. Вы должны повторно нагреть обе стороны сустава, убедившись, что температура правильная. Вы также должны убедиться, что у вас есть необходимое количество тепла перед сваркой, проверив настройки вашего аппарата.
6. Неполное проплавление и сплавление
Неполное проплавление корня происходит, когда шов не проваривается на одной стороне шва в корне. Неполное проникновение корня происходит, когда обе стороны кровельной области суставов не сращены. Эти проблемы, как правило, возникают во время процессов с более плавящимся электродом, когда сварной шов наплавляется автоматически, когда дуга поглощает электродную проволоку или стержень. Эти процессы обычно включают сварку MIG, MAG, FCAW, MMA и SAW. Решения этих проблем включают использование более широкого корневого зазора и использование электродов, размер диаметра которых примерно равен ширине зазора корня. При сварке следует использовать меньшую скорость перемещения и переплетать края пластины.
7. Шлаковые включения
Шлаковые включения возникают, когда мелкие частицы флюса попадают в металл сварного шва, препятствуя полному проплавлению сварного шва. Лучший способ предотвратить эту проблему — иметь в хорошем состоянии расходные детали с флюсовым покрытием. Также важно убедиться, что ток, напряжение и дуга указаны правильно.
8. Неправильная подача проволоки
Эта проблема обычно приводит к дребезжанию кабеля пистолета. Это часто вызвано неправильной настройкой оборудования, неправильным обслуживанием или сварщиками, использующими наконечники слишком большого размера. Во избежание неправильной подачи проволоки проверьте размер наконечников перед сваркой, убедитесь, что наконечники не изношены и не нуждаются в замене, а также убедитесь, что приводные ролики и направляющие трубы находятся в непосредственной близости друг от друга.
9. Хрупкие сварные швы
Другой распространенной проблемой при сварке является образование хрупких сварных швов, которые не выдерживают нагрузки. Неизолированные электроды или электроды неправильного размера могут привести к хрупкости сварных швов. Для получения пластичных сварных швов обязательно используйте экранированные дуговые электроды, избегайте чрезмерного тока и несколько раз проведите по сварному шву.
CAMM Металлы | CT Welding Services
Чтобы сварка прошла с минимальным искажением, обращайтесь к профессионалам! Как подрядчик по сварке CT, мы специализируемся на сварке MIG и TIG стали, нержавеющей стали и алюминия и используем аппараты для импульсной сварки, чтобы помочь контролировать тепло, подаваемое на деталь, минимизировать деформацию и улучшить качество деталей, которые мы производим.
После завершения сварки мы предлагаем множество внутренних услуг. Эти услуги включают проверку сварных швов с помощью проникающих красителей, кислотную очистку и полировку сварных швов из нержавеющей стали. Кроме того, мы также можем сваривать и тестировать водонепроницаемые корпуса. Для тех клиентов, которым требуются сертифицированные сварные швы, мы можем сертифицировать наши сварные швы в соответствии с AWS D1.1 и AWS D1.6.
Кухонная посуда с заклепками или со сварными ручками? А как насчет завинчивающихся ручек? №
Заклепки и сварные швы являются наиболее популярными вариантами крепления ручек к крышкам и посуде. Винтовые ручки и ручки-удлинители — другие распространенные способы крепления ручек к посуде. Я бы порекомендовал сварные ручки, если это укладывается в ваш бюджет. Однако я бы не стал отказываться от кастрюли только из-за наличия заклепок, особенно если нет альтернатив, соответствующих вашему бюджету.
ВИДЫ КРЕПЛЕНИЯ РУЧЕК НА ПОСУДУ
ПРЕИМУЩЕСТВА ПРИВАРНЫХ РУЧЕК ПО СРАВНЕНИЮ С ПРИВАРНЫМИ РУЧКАМИ. ЗАКЛЕПНЫЕ РУКОЯТКИ
Если вы согласны с тем, что заклепки сложнее чистить, не беспокойтесь о заклепках, а не о сварных швах; либо будет хорошо.
Если вы заботитесь о простоте очистки, у сварных ручек есть некоторые преимущества. Ручки сварные есть:
Заклепка (зазора между ручкой и боковиной кастрюли нет, просто нарисовал с зазором, чтобы лучше было видно что происходит)1. Более гигиенично. Пища и бактерии не имеют трещин, в которых могут скапливаться
2. Легче мыть. Заклепки представляют собой большую проблему для сковородок и сотейников, потому что они работают при более высоких температурах, которые могут прижигать грязь на головках заклепок или рядом с ними. Напротив, обычные кастрюли обычно имеют дело только с температурами кипения, поэтому вероятность пригорания грязи к заклепкам меньше. Если вам удастся нанести грязь на заклепку, полностью удалить грязь будет сложно. Обычная кухонная губка не сможет очистить достаточно близко к тому месту, где заклепка соприкасается с боковой стенкой кастрюли. Вы можете добраться до этой области с зубной щеткой и парой барменов, если это необходимо.
Это не проблема для тех, кто пользуется посудомоечными машинами. Но будьте осторожны, чтобы держаться подальше от агрессивных моющих средств для посудомоечных машин. Используйте мягкие, такие как седьмое поколение, если вы вообще должны использовать посудомоечную машину. Также имейте в виду, что моющие средства изнашивают высокореактивные металлы, такие как неанодированный алюминий и медь. (Нержавеющая сталь гораздо лучше переносит моющие средства для посудомоечных машин.) Поэтому не ставьте в посудомоечную машину посуду из чистого алюминия или меди. Если это просто декоративная лента, а все остальное из нержавеющей стали, как All-Clad Copper Core, вам, возможно, удастся обойтись без нее, но медь будет выглядеть грязной.
3. Не разрушает антипригарные покрытия. Можно использовать заклепки с внутренней поверхностью, такие как Anolon Nouvelle Copper, но большая часть посуды с антипригарным покрытием, в которой используются заклепки, имеет неровные заклепки, которые нарушают гладкость сковороды. Дешевые сковороды не покрывают эти заклепки антипригарным покрытием, поэтому вы получаете сковороду, которая в основном антипригарная, но с двумя липкими местами: заклепками. И если вы потом попытаетесь потереть заклепки во время чистки обычной губкой, вы можете в конечном итоге повредить и антипригарное покрытие возле заклепок. Для сковород с антипригарным покрытием используйте нецарапающиеся губки.
НЕДОСТАТКИ ПРИВАРНЫХ РУЧЕК ПО СРАВНЕНИЮ. ПРИКЛЕПНЫЕ РУКОЯТКИ
Сварные ручки имеют некоторые недостатки:
1. Выход из строя ручки может быть внезапным и серьезным. Заклепки со временем ослабевают, поэтому вы будете предупреждены до того, как заклепки сломаются. С другой стороны, сварные швы могут казаться в порядке вплоть до того момента, когда они разорвутся — возможно, когда на чьи-то колени выльется куча горячего супа. Чтобы уменьшить вероятность возникновения этой проблемы, избегайте сварной посуды, производитель которой не заявляет какой-либо конкретный сорт нержавеющей стали. Если они не хвастаются 18/8 или 304 или лучше, это, вероятно, потому, что они используют худшие сорта нержавеющей стали, которые менее дороги, но и менее устойчивы к коррозии. И если они таким образом удешевляют продукт, они также могут использовать дешевые сварные швы.
Кроме того, чем больше количество сварных швов, тем лучше, так как сварные швы взаимно усиливают друг друга и обеспечивают резервирование в случае выхода из строя одного или нескольких сварных швов. Некоторые сверхпрочные кастрюли имеют шесть или более сварных швов на ручку.
2. Трудно приваривать ручки к алюминиевой и медной посуде. Алюминиевые и медные варочные сосуды почти всегда клепаные, а не сварные, потому что они имеют более низкую температуру размягчения и плавления, чем нержавеющая сталь. Однако можно использовать винты для крепления ручек.
ДОЛГОВЕЧНОСТЬ ПРИВАРНОЙ РУЧКИ
Судя по малому количеству сварных ручек в кухонной посуде, произведенной в США, американцы, кажется, считают, что заклепки более долговечны, чем сварка, но это а) не обязательно верно, и б) это не так. это обязательно имеет значение. В зависимости от качества сварного шва и качества заклепок один из них может быть прочнее другого, но реальный вопрос заключается в том, достаточно ли они прочны для кухонной посуды. Мы обсуждаем посуду, а не самолеты или линкоры! Не имеет значения, можно ли сделать заклепки прочнее, чем сварные швы, если даже сварки более чем достаточно, чтобы выполнить работу, а сварка определенно может выполнить работу. Многие профессиональные сосуды для ресторанной посуды не имеют заклепок и выдерживают гораздо более суровые условия, чем кухонная посуда на жилых кухнях. Кроме того, Демейер выпустил видео, в котором их 180-килограммовый исследователь буквально прыгает вверх и вниз на их сварных ручках, чтобы продемонстрировать, насколько прочны их сварные швы:
Если вам нужны дополнительные доказательства того, что сварка подходит для ручек посуды, то даже производители посуды не утверждают, что сварные ручки хуже, чем ручки с заклепками, хотя они указывают на проблемы с выступающими заклепками (выделение жирным шрифтом подчеркнуто ):
Современная коммерческая посуда для приготовления пищи, такая как кастрюли и сковороды, обычно имеет цельнометаллическую конструкцию, в которой приемная часть сосуда для приготовления пищи изготовлена из алюминия, а к ней прикреплена цельная стальная ручка. Ручка соединена с гнездовой частью множеством заклепок, которые проходят через отверстия в боковой стенке гнездовой части, а затем через отверстия в установочном конце ручки. Заклепки имеют закругленные головки, выступающие за внутреннюю поверхность боковой стенки сосуда, а свободные концы зачищены или иным образом расширены «за периметры отверстий в торце крепления ручки для жесткого соединения ручки с сосудом».
Хотя описанная выше технология крепления ручки обеспечивает очень жесткое соединение между ручкой и приемником, выступающие головки заклепок внутри приемника нарушают его гладкую поверхность, так что пища имеет тенденцию скапливаться на них и вокруг них. Такую собранную пищу иногда бывает трудно удалить, что создает санитарную проблему , если не соблюдать особую осторожность при очистке поддона .
Внутренние поверхности многих кухонных емкостей имеют антипригарное покрытие, такое как ТЕФЛОН. В традиционной технологии нанесения этого антипригарного материала приемная часть сосуда вращается во время нанесения покрытия. Из-за трудностей вращения кастрюли или сковороды с уже прикрепленной ручкой внутренняя поверхность посуды покрывается перед прикреплением ручки. Таким образом, головки заклепок не покрыты антипригарным материалом, и прилипшую к нему пищу очень трудно удалить. Чтобы удалить эту пищу, обычно необходимо очистить ее абразивным материалом, например, стальной мочалкой. Однако антипригарное покрытие не выдерживает такой чистки и быстро стирается вблизи головок заклепок. Затем пища имеет тенденцию прилипать не только к головкам заклепок, но и к внутренней поверхности самого сосуда вблизи головок заклепок . Очевидно, что это снижает эффективность и срок службы посуды для приготовления пищи.
– патент Линкольна (Vollrath) US4413767
Поскольку ручка должна выдерживать вес посуды и содержимого, который может быть значительным, если она заполнена жидкостью, соединение между ручкой и емкостью для приготовления пищи должно быть прочный и долговечный. Хотя можно приварить ручку к внешней стороне сосуда для посуды, крепление с помощью нескольких заклепок является предпочтительным методом сборки, поскольку этот процесс может быть в высокой степени автоматизирован и обеспечивает единообразный и эстетичный внешний вид каждого производимого продукта. [Примечание редактора: обратите внимание, как Мейер не высмеивал сварные швы как недостаточно прочные для посуды. Вместо этого кажется, что они хотели бы использовать заклепки, потому что это проще для производителя.] Хотя в некоторых случаях заклепок можно избежать, приварив ручку точечной сваркой к боковой стенке емкости для приготовления пищи, желательно использовать многокомпонентную ручку для закройте место сварки на внешней стороне поддона. Таким образом, часто для легкой тонкой алюминиевой посуды отдельная ручка прикрепляется одним или несколькими винтами к фланцу, который приваривается точечной сваркой к внешней стороне стенки емкости для приготовления пищи. Рукоятка часто имеет навес, который выходит за пределы диапазона спортивных сварных швов, таким образом скрывая следы сварки. Такие навинчиваемые ручки имеют менее прочный вид, и винты могут ослабнуть при неправильном обращении и недостаточном обслуживании.
Хотя ручки с заклепками идеально подходят для посуды, предназначенной для тяжелых условий эксплуатации, отчасти потому, что они создают впечатление долговечности [Примечание редактора: не настоящая долговечность?] , у них есть ряд недостатков. Основным недостатком заклепок является то, что головки заклепок выступают внутрь емкости для приготовления пищи. Хотя многие потребители привыкли к такому внешнему виду , внутреннюю часть заклепки может быть труднее чистить, например, когда внутренняя часть посуды имеет фторполимерное антипригарное покрытие, а заклепки — нет. Кроме того, мусор может скапливаться и обугливаться на границе между заклепкой и внутренней поверхностью емкости для приготовления пищи, что требует особого ухода и более частого внимания со стороны потребителя или профессионального повара при очистке.
– Корпорация Meyer, заявка на патент США US 2011/0217146 A1
Примером того, как заклепки имеют мало общего с долговечностью и больше связаны с маркетингом, является трехслойная открытая кастрюля Calphalon из нержавеющей стали емкостью 1 кварта, которого едва хватает, чтобы вместить большой апельсин. Ручка, прикрепленная с помощью сварки или двух маленьких заклепок, была бы уместна, но у этой кастрюли объемом 1 кварта есть три больших заклепки. Это излишество, которое имеет мало общего с долговечностью и гораздо больше связано с маркетингом.
Качество сварки бывает разным, поэтому, как правило, я бы избегал самой дешевой сварной посуды. Вы можете сказать, что это дешево, если в нем не указана конкретная марка нержавеющей стали, такая как нержавеющая сталь SAE 304 (также известная как 18/8), потому что это означает, что это, вероятно, более низкая марка нержавеющей стали. И если они экономили на никеле в своей нержавеющей стали, они, возможно, экономили и на качестве сварки рукоятки. Старайтесь покупать только посуду из нержавеющей стали со сварными ручками, если рекламируется нержавеющая сталь 18/8 или 18/10 (или 304 или 316).
РУЧКА С ЗАКЛЕПКАМИ ДОЛГОВЕЧНОСТЬ
Любая приличная посуда из нержавеющей стали должна иметь приличные заклепки. Они хорошо понятны и просты в изготовлении. Так что не переживайте из-за поломки заклепок на кухне в жилом доме. Вы этого не увидите, если только кто-то на самом деле не испортил клепку на заводе.
Тем не менее, заклепки не являются неразрушимыми, так что они могут выдержать только ограниченное обращение, прежде чем ослабнуть. Заклепки из более слабых материалов, таких как алюминий, не будут изнашиваться так же, как более прочные заклепки из нержавеющей стали. Каждый раз, когда вы подвешиваете кастрюлю или наполняете ее тяжелой водой и двигаете за ручки, это вызывает определенный стресс. Каждый раз, когда немного еды или воды попадает в трещину между заклепкой и посудой, это способствует дальнейшему разрушению этой трещины. Со временем либо отверстие расширяется (если заклепка тверже, чем боковина), либо материал заклепки выветривается и становится меньше диаметра, чем отверстие (если заклепка такая же или менее твердая, чем боковина). В любом случае вы получите ослабленную заклепку, которая может собирать грязь и протечь. Но, как уже говорилось ранее, вам не следует беспокоиться о том, чтобы сломать заклепки на домашней кухне, потому что вы не будете постоянно использовать кухонную посуду и злоупотреблять ею, как вы можете видеть на коммерческой кухне с большим объемом.
Наконец, если бы мне пришлось выбирать большие дыры или разрушенные заклепки, я бы предпочел проблему с разрушенными заклепками, потому что, по крайней мере, у вас все еще есть маленькие отверстия, и вы можете заплатить, чтобы нанять кого-то, кто повторно заклепает посуду. Если заклепка тверже посуды и имеет отверстие в сосуде, это означает большие отверстия и необходимость в больших заклепках. Однако повторная клепка в любом случае обходится дорого, поэтому вы будете делать это только для особенно дорогих предметов, без которых вы не можете жить, таких как старинная медь.
11 наиболее распространенных ошибок при сварке (и как их избежать)
Важность предотвращения распространенных ошибок при сварке невозможно переоценить; это важно не только для обеспечения качественного сварного шва, но и для предотвращения несчастных случаев или травм при сварке.
По данным Бюро статистики труда, в 2015 году более полумиллиона человек получили травмы в результате несчастных случаев на сварке.
Несчастные случаи на сварке происходят, когда не принимаются соответствующие меры предосторожности. К сожалению, это ошибка многих людей; они начинают сварку, не надев сначала надлежащее защитное снаряжение. Они упускают из виду некоторые или все необходимые элементы безопасности при сварке: защитные очки, средства защиты органов слуха, защитную обувь и сварочный шлем.
Важность правильной сварки и избежание распространенных ошибок при сварке не ограничивается безопасностью; вместо этого вам нужно избегать ошибок при сварке, чтобы держать свои расходы под контролем. Как правило, труд составляет большую часть или более 80% стоимости сварки. Другие ключевые затраты включают стоимость присадочных металлов, сырья, электроэнергии и экранирования.
Хотя большинство производителей могут позволить себе такие расходы, все может стать немного сложнее, когда в процессе сварки допущены ошибки, а дефектный или пропущенный сварной шов остается незамеченным. Это может значительно увеличить расходы. Конечно, мы также должны учитывать фактор качества, потому что плохой сварной шов склонен к растрескиванию. Если сварной шов треснет или разорвется, то это может иметь серьезные последствия. Прекрасным примером этого является Александр Л. Килланд, норвежская полупогружная буровая установка, которая перевернулась, в результате чего погибли 123 из 212 человек на борту.
Опасности, связанные с некачественным сварным швом и вызванными им дефектами
Кажется логичным, чтобы при сварке люди соблюдали некоторые основные правила охраны здоровья и техники безопасности, например, не вдыхали дым и очищались от него во время газовой сварки. Однако статистика говорит о другом: ежегодно тысячи людей получают травмы, связанные со сваркой.
Мало кто знает, что неправильная или небезопасная сварка может привести к пожару и взрыву. По данным Американского общества сварщиков, расплавленный металл, брызги и летящие искры могут перемещаться на расстояние до 10,7 метра или 35 футов, вызывая пожары и взрывы.
Опасность сварки не ограничивается несчастными случаями и травмами. Вместо этого они распространяются на плохой сварной шов и вызванные им дефекты. Поскольку это имеет решающее значение для обеспечения целостности продукта, способность производить хороший сварной шов считается ключевым навыком в обрабатывающей промышленности. Поэтому многие производители имеют строгие процедуры, разработанные для обеспечения стандартов качества сварки, необходимых для конкретных промышленных применений. Однако этого может быть недостаточно для обеспечения качественного сварного шва.
Даже если производитель использует строгие процедуры и сложную технологию сварки, использование неподходящих методов при подготовке и выполнении сварки может привести к получению некачественных или дефектных сварных швов, что серьезно повлияет на качество как самого сварного шва, так и конечного результата. товар. Ниже приведены некоторые из основных дефектов, которые могут быть вызваны некачественным сварным швом.
Трещины
Значительное механическое напряжение в сварном шве может привести к его растрескиванию. В принципе, в этом сценарии могут возникнуть два типа трещин: горячее и холодное растрескивание. Ниже приводится объяснение каждого:
Горячее растрескивание
Как следует из названия, горячее растрескивание происходит, когда металл еще горячий и находится в процессе затвердевания. Одним из основных факторов, вызывающих этот дефект, является конструкция сварного узла. Величина механического напряжения, которое возникает из-за процесса затвердевания, будет зависеть от конструкции/размера фаски.
Механическое напряжение будет увеличиваться с увеличением ширины фаски и уменьшаться по мере расширения фаски. Почти наверняка во время изменения фазы произойдет растрескивание, если имеется значительное механическое напряжение. Поэтому перед началом сварки необходимо правильно определить углы скоса.
Холодное растрескивание
Этот тип трещин возникает после сварки; это может быть от нескольких часов до нескольких дней после окончания сварки. Чем вызван этот дефект? Это сочетание трех различных факторов. Эти факторы включают остаточное механическое напряжение, структуру отпуска и диффундирующий водород в наплавленном валике.
Плохая подготовка кромок является вероятной причиной последнего фактора. Вам важно иметь в виду, что водород, содержащийся в углеводородах или ржавчине, растворится в сварном шве, если вы будете выполнять сварку на плохо обезжиренной или ржавой детали.
Когда металл остывает, атомная шкала начинает показывать признаки напряжения. Если это напряжение станет слишком большим, металл начнет трескаться. Вы можете уменьшить вероятность этого путем сухой обработки кромок соединения, принимая при этом другие меры предосторожности, такие как предварительный нагрев свариваемых деталей и сушка электродов в печах.
Впадины
Плохо подготовленная поверхность может не только стать причиной холодного растрескивания, но и привести к появлению в сварном шве впадин. Пузырьки газа, попавшие внутрь сварного шва, могут быть вызваны наличием ржавчины, воды или жирных материалов на свариваемой детали. Как и в случае с холодным растрескиванием, вы можете уменьшить вероятность образования газов путем сухой обработки свариваемого конца.
Загрязнение железом
Этот тип загрязнения часто поражает нержавеющие стали. Всякий раз, когда нержавеющая сталь вступает в контакт с частицами железа и любой средой, проводящей электричество, это приводит к возникновению механизма гальванической коррозии. Каков результат этого? Прогрессирующий износ пассивного слоя нержавеющей стали. Кроме того, это увеличивает риск питтинга. Часто использование неподходящего оборудования или оборудования, используемого для обработки углеродистой стали, которое не было очищено, является причиной появления этих частиц железа. Другой возможной причиной появления этих частиц являются операции по шлифованию углеродистой стали в присутствии деталей из нержавеющей стали.
Чтобы предотвратить загрязнение железом, вы должны использовать режущие инструменты и зажимные губки, совместимые с операциями обработки нержавеющей стали; Кроме того, перед началом сварки убедитесь, что инструменты и губки не использовались для сварки углеродистой стали.
Дефекты провара
Существует два типа дефектов провара, которые могут возникать при сварке: избыточное или неполное проплавление и холодный отвод. Ниже приводится объяснение каждого типа:
Избыточное или неполное проникновение
Непроплавленная зона в корне шва обычно характеризует неполный провар. С другой стороны, избыток расплавленного металла в основании сварного соединения — это то, как можно определить избыточное проплавление. Однако оба дефекта вызваны плохими параметрами сварки и плохо контролируемой толщиной кромки. Параметрами сварки, которые могут вызвать дефекты, являются скорость сварки, напряжение и сила тока.
Неполное проникновение может возникнуть, если зазор очень мал. С другой стороны, избыточное проникновение может произойти, когда зазор намного больше, чем требуется. Высокоточное позиционирование может показаться достаточным, чтобы устранить этот тип обнаружения. Однако это не всегда так.
Зачастую несоответствие между толщиной фаски и параметрами сварки может привести к неполному или избыточному провару. Заранее определенные параметры сварки зависят от материала шва, применяемого метода сварки и геометрии сварного соединения.
Тем не менее, это означает, что вы можете полностью устранить дефект проплавления, освоив параметры сварки. Это связано с тем, что существует еще один фактор, вызывающий неполное или избыточное проплавление сварного шва. Дефект также может возникнуть из-за плохой подготовки, которая вызывает переменную толщину площадки. Хорошо то, что вы можете улучшить окончательное качество сварного шва, отслеживая профиль на трубах или выполняя операцию внутренней зенковки, чтобы контролировать толщину кромки.
Холодное хлопанье
В основном это отсутствие слияния; нерасплавленная зона между основным металлом и присадочным металлом — это то, как можно охарактеризовать холодное хлопание. Основной причиной этого дефекта является плохо подготовленные контактные поверхности. Одна из стенок может притягивать дугу, так как скос очень тонкий по сравнению с диаметром электрода.
К чему это приводит? Заливка расплавленным металлом фаски и возникновение оплавления на одной из кромок. Однако соответствующие зоны не расплавляются. Вместо этого их покрывает дополнительный слой присадочного металла. Это происходит из-за того, что дуга не достигла непосредственно корня и другой стороны скоса.
Хотя может показаться, что сварной шов в хорошем состоянии, вам не удастся добиться металлургической непрерывности, необходимой для процесса сварки. Одна из самых больших проблем с этими дефектами заключается в том, что они не видны невооруженным глазом, поскольку обычно присутствуют внутри сварного соединения. Однако метод неразрушающего контроля (НК), такой как рентгенография или ультразвук, может их обнаружить. Вы можете снизить риск «холодного хлопка» за счет точной обработки под постоянным углом и правильного определения угла скоса.
Ухудшение свойств материала
Как правило, металлические детали режут одним из двух способов: механической обработкой или тепловой обработкой. Метод нагрева для резки металлических деталей может включать лазер, плазму, горелку или другой источник тепла.
Независимо от того, какой метод используется для резки металлических деталей, неточная подготовка перед использованием метода резки может привести к тяжелым последствиям. Если опытный оператор или автоматизированная система режет детали термической резкой, то можно ожидать, что качество реза будет удовлетворительным.
Однако мы обнаружили, что большинство людей не являются экспертами в использовании этой техники, и в конечном итоге они создают зону термического влияния вблизи точки разреза. Это значительно изменяет физические характеристики материала в зоне.
В дополнение к вышесказанному вы можете ухудшить качество сварки и механическую стойкость, если будете сваривать непосредственно изношенный материал. Это означает, что вы должны повторно обработать соответствующий участок, чтобы устранить зону термического влияния и обеспечить окончательное качество сварного шва.
С помощью орбитальных станков можно устранить проблемы с точностью пил и шлифовальных материалов, а также ограничения, возникающие при резке из-за нагрева и зон термического влияния. С помощью этого оборудования вы можете выполнять резку и фаску за одну операцию с оптимальным и стабильным качеством и без зоны термического влияния.
Вот некоторые из основных дефектов, вызванных плохим сварным швом. Часто эти дефекты возникают из-за плохой или неправильной подготовки к сварке. Тем не менее, это лишь одна из многих ошибок, которые люди совершают и которые приводят к плохим результатам. Итак, какие самые распространенные ошибки при сварке совершают люди и как их избежать? Мы обсудим это далее.
11 самых распространенных ошибок при сварке, которых следует избегать
Сварка, ключевая часть процесса производства металла, может вызвать множество проблем, если она выполняется без надлежащей подготовки или с использованием неподходящей техники. Однако при сварке неизбежно случаются ошибки, поскольку это деятельность, требующая повышенного терпения и точности; задача еще более усложняется такими факторами, как процедуры сварки и оборудование, расходные материалы и присадочные материалы.
В то время как существует высокая вероятность ошибок при сварке, если хорошо подготовиться к сварке и правильно использовать правильную технику. Ниже приведены некоторые из наиболее распространенных ошибок при сварке, которые совершают люди, и способы их избежать.
1. Плохая подготовка
Плохая подготовка может вызвать проблемы с качеством, с которыми должны разбираться инспекторы по сварке. Часто процесс сварки начинают без надлежащей подготовки металла. Что это значит? Это означает, что грязь, ржавчина, краска или другие загрязнения не удаляются из зоны сварки или самого металла шва до его сварки.
В дополнение к вышесказанному, при надлежащей подготовке необходимо зашлифовать все трещины на металле шва, которые не видны невооруженным глазом. Если вы хотите получить прочный и незагрязненный шов, то вы должны правильно очистить и отшлифовать свариваемый металл.
Важно отметить, что некоторые металлы нуждаются в более тщательной очистке, чем другие. Например, алюминиевые материалы необходимо тщательно очистить. Однако можно приступать к сварке черных металлов без предварительной значительной очистки.
В случае, если вам необходимо тщательно очистить свариваемый металл, вы должны выполнить два действия, чтобы выполнить работу. Первый — это удаление загрязняющих веществ и масел с поверхности материала, а второй — очистка поверхности материала щеткой для удаления с нее любых оксидов.
2. Несоблюдение надлежащих мер безопасности
Безопасность должна быть приоритетом номер один при сварке металла. Так много травм, связанных со сваркой, произошло из-за того, что люди не приняли надлежащих мер предосторожности перед сваркой. В то время как вы всегда можете повторно сварить соединение или исправить трещину, которая образуется в узле, травма, вызванная опасностями сварки, может быть постоянной и необратимой.
Некоторые из опасностей сварки включают потерю зрения, расчленение, потерю слуха, ожоги дугой и общие ожоги. Чтобы избежать травм, связанных со сваркой, перед началом сварки необходимо надеть следующие средства безопасности:
- Защитные очки
- Защита органов слуха
- Защитная обувь
- Сварочный шлем
Защитные очки защищают ваше зрение на протяжении всего процесса сварки. Он защищает ваши глаза от опасных материалов, таких как опасные лучи дуги, брызги от сварочной дуги и летящие куски металла, вылетевшие из шлифовального станка.
Проверить цены на сварочные очки Yarrkc на Amazon
Защита органов слуха необходима, поскольку это требование OSHA и помогает предотвратить потерю слуха. Это связано с тем, что сварка может быть по своей природе громким процессом. С защитой органов слуха вы можете свести к минимуму воздействие более высоких уровней децибел и сохранить здоровье слуха.
Узнать цену на изготовленные на заказ беруши Decibullz
на Amazon
Изготовленные из стали защитные сапоги защищают ваши ноги от предметов, падающих во время процесса сварки. Это может помочь избежать поражения электрическим током и травм стопы.
Проверить цены на рабочие ботинки Caterpillar на Amazon
И последнее, но не менее важное: сварочная маска необходима для обеспечения защиты от сварочных искр и сварки любого куска металла без какой-либо опасности.
3. Отсутствие достаточной практики
Даже если у вас есть сертификат сварщика, вы должны в течение значительного периода времени попрактиковаться в сварке запасных частей металла, прежде чем приступить к профессиональной сварке. Часто люди ошибаются, думая, что то, что они прочитали в книгах и узнали на курсах/классах по сварке, можно легко применить в реальной жизни.
Конечно, книги и курсы могут дать вам знания о процессе сварки и различных методах, используемых для его выполнения. Однако они часто не готовы к помехам, которые могут возникнуть при выполнении сварки в реальной жизни; вы можете узнать о них, только когда будете заниматься сваркой. Попрактиковавшись некоторое время в сварке, вы узнаете о препятствиях, которые могут возникнуть в процессе, и о том, как их преодолеть. Это подготовит вас к выполнению профессиональных сварочных работ.
4. Неправильное хранение и обращение с присадочным металлом
Распространенной ошибкой, которую совершают многие сварщики, является хранение присадочного металла в месте, которое постоянно подвергается воздействию загрязняющих веществ, таких как масло, грязь или жир, и склонно к накоплению влаги; это может отрицательно повлиять на качество сварки.
Если вы хотите избежать некачественного сварного шва, вызывающего повреждения, присадочные материалы для сварного шва следует хранить в чистом и сухом месте с контролируемой температурой; материалы должны храниться здесь до тех пор, пока они не потребуются для сварки.
В дополнение к вышеизложенному, вы должны накрыть катушки и катушки проволоки, которые находятся на механизме подачи проволоки в течение длительного времени, полиэтиленовым пакетом для их защиты; Вы также можете вынуть их из кормушки и хранить в оригинальной упаковке. Защита от загрязнений обеспечивается закрытым механизмом подачи проволоки. При таком хранении и обращении с присадочным материалом вы сможете предотвратить повреждения, которые могут привести к некачественному сварному шву и, в конечном итоге, к переделке.
5. Неправильный выбор электрода и проволоки
Независимо от того, какой метод сварки вы используете, крайне важно выбрать правильный или подходящий электрод и проволоку. Это связано с тем, что разные электроды предназначены для разных применений. Выбор неправильного электрода для применения или электрода, который не предназначен для этого, может привести к множеству проблем в процессе сварки. Решение? Используйте электрод, предназначенный для вашего конкретного применения.
6. Выбор горелки неправильного размера
Вам могут потребоваться дополнительные расходы на покупку и замену оборудования, если вы используете сварочную горелку со слишком низкой или слишком высокой силой тока. Поскольку на подготовку, крепление и/или перемещение деталей требуется много времени, сварщики не могут позволить себе тратить на сварку целый день.
По вышеуказанной причине рекомендуется использовать сварочный пистолет с силой тока ниже средней. Например, вы можете сократить время простоя из-за усталости и обеспечить большую маневренность, используя сварочную горелку на 200 ампер вместо модели на 300 ампер. Помимо обеспечения долговечности сварочной горелки, более низкая сила тока также помогает снизить эксплуатационные расходы.
Однако было бы нелогично использовать пистолет с меньшей силой тока в приложении с большей силой тока. В этом случае вам нужно использовать пистолет с более высоким усилием. Если вместо этого вы используете пистолет с более низким током, это может привести к нескольким проблемам, таким как преждевременный выход из строя, накладные расходы и увеличение затрат в долгосрочной перспективе.
Проверить цены на сварочную горелку MIG на Amazon
6. Использование неправильного напряжения или скорости подачи проволоки
Еще одна распространенная ошибка, которую совершают сварщики, — использование неподходящего напряжения или скорости подачи проволоки. Это часто может привести к неустойчивой дуге. Ручка сварочного пистолета может сильно нагреваться, если установить слишком высокое напряжение. В конечном итоге это может вызвать проблемы с контактным наконечником.
Если установить слишком высокую скорость подачи проволоки, то проволока будет накапливаться, а не расплавляться надлежащим образом в сварочной ванне. Это также может привести к гнездованию птиц или обратному ожогу. С другой стороны, проплавление, необходимое для качественного сварного шва, будет отсутствовать, если вы установите слишком медленную подачу проволоки. Лучший способ избежать этих проблем — следовать рекомендациям производителя сварочной горелки по правильному напряжению и скорости подачи проволоки в зависимости от области применения или свариваемого материала.
9. Выключение дуги из работы
Хотя эта ошибка происходит непреднамеренно, это результат того, что вы не сфокусировались на том, на чем должны быть. Почему неработающая дуга является проблемой? Потому что он может мгновенно испортить любой металл, к которому прикоснется. Вы, вероятно, повредите свою работу и кусок металла, с которым работаете, если работаете с материалом, требующим повышенной точности.
Чтобы избежать вышеперечисленного, вам нужно сохранять спокойствие и сосредоточиться на поставленной задаче. Другими словами, вам нужно оставаться в зоне сварки и не выходить за ее пределы, чтобы избежать ненужных и вредных прикосновений дуги к детали.
10. Использование неправильного контроля температуры предварительного или межпроходного нагрева
Часто сварщики совершают ошибку, слишком мало нагревая или вообще пропуская процедуру. Это ошибка, поскольку предварительный нагрев является одним из ключевых процессов, используемых для предотвращения образования трещин в сварном шве. Процесс предварительного нагрева обеспечивает это за счет замедления процесса охлаждения после сварки.
Однако важно, чтобы вы выбрали правильный или подходящий контроль температуры предварительного нагрева и межпроходной температуры для вашего применения. Это зависит от типа и толщины свариваемого материала. Вы можете найти эту информацию в нормах сварки, процедуре сварки приложения или других производственных документах.
В дополнение к вышеперечисленному, вы должны полностью прогреть материал; Тепло должно распространяться на площадь почти в три дюйма с обеих сторон сварного шва. Сварку следует начинать, когда температура материала превысит температуру предварительного нагрева. Кроме того, не допускайте охлаждения сварного соединения ниже межпроходной температуры, так как это может привести к растрескиванию.
11. Невыполнение профилактического обслуживания
Одиннадцатая и последняя наиболее распространенная ошибка, которую совершают люди при сварке, — это невыполнение профилактического обслуживания. Как и любое другое механическое или электрическое устройство, сварочный аппарат требует обслуживания для оптимальной работы.
Если вы часто пользуетесь сварочным пистолетом, то его обслуживание уже не проблема; вместо этого это становится необходимостью. Если вы регулярно выполняете работы по техническому обслуживанию сварочного пистолета, то, скорее всего, он будет работать хорошо или так, как ожидалось. Кроме того, это поможет повысить эффективность и производительность сварки, что сократит время, деньги и усилия, необходимые для выполнения работы.
Для надлежащего обслуживания сварочной горелки необходимо просто следовать инструкциям по техническому обслуживанию, приведенным в руководстве пользователя, прилагаемом к горелке. Это продлит срок службы вашего устройства и обеспечит его оптимальную работу.
Заключительное слово
Как видно из вышеизложенного, люди допускают много ошибок при сварке. Избегание наиболее распространенных ошибок при сварке важно для обеспечения качественного сварного шва и предотвращения потери времени, денег и усилий. Вы можете сделать это, используя информацию, предоставленную выше.
Передовой опыт и процессы сварки
Сварка — это производственный процесс, при котором материалы, обычно металлы, соединяются с помощью высокой температуры для расплавления деталей, а затем позволяют им охлаждаться, вызывая плавление. Сварка популярна в нескольких отраслях промышленности, включая судостроение, автомобилестроение, авиакосмическую промышленность, а также строительство. Каждая отрасль предъявляет разные требования к сварке, поэтому понимание потребностей проекта и правильных методов сварки поможет вам лучше подготовиться к успешной сварке.
БЕЗОПАСНОСТЬ
Важно понимать требования безопасности при сварке. Независимо от того, проводится ли сварка на объекте регулярно или только в отдельных проектах, важно соблюдать правила безопасности и требования к средствам индивидуальной защиты (СИЗ).
Сварочная маска , также известная как капюшон, не только защищает лицо сварщика от искр, но и от потенциально вредных для зрения ультрафиолетовых и инфракрасных лучей, испускаемых дугой. Использование сварочные перчатки вместе с огнестойкими фартуками, рукавами и куртками необходимы для защиты от летящих искр и ожогов. Избегайте одежды с манжетами или карманами, которые потенциально могут ловить искры. Несмотря на то, что капюшон защищает лицо сварщика, также важно иметь средства защиты органов дыхания . Сварочные дымы содержат испарившийся металл, который может привести к серьезным проблемам со здоровьем. Сварочные сапоги , как и защитная одежда, должны быть огнестойкими и иметь шнурки. Надлежащие сварочные сапоги защитят ваши ноги от искр, корродирующих материалов на полу и разливов горячего расплавленного металла.
Включение этих соображений безопасности в ваш проект поможет вам не стать еще одной статистической травмой. Для получения дополнительной информации о безопасности при сварке посетите Американское общество сварщиков (AWS), OSHA или Национальный институт охраны труда и здоровья (NIOSH).
СХЕМА ПРОЕКТА
После того, как вы собрали защитное снаряжение, вы должны оценить свой проект. Поймите свои цели и спецификации, чтобы лучше подготовиться к любым вызовам. Вы будете в необычном положении или в сложной обстановке? Какой тип сварки необходим для успешного выполнения работы? Различные процессы сварки лучше подходят для использования на разных материалах или в разных обстоятельствах. Понимание различных сварочных процессов жизненно важно для успеха проекта. У каждого процесса сварки есть свои плюсы и минусы, поэтому перед началом обязательно полностью изучите свой проект.
ПРОЦЕССЫ СВАРКИ
Дуговая сварка в среде защитного металла
Дуговая сварка в среде защитного металла (SMAW), часто называемая сваркой электродом, является очень распространенным и популярным методом сварки. Обычно он используется в строительстве, производстве стали, трубопроводных работах и для ремонта тяжелого оборудования. Это процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом или защитным составом для прокладки сварного шва. Проще говоря, присадочный материал плавится, образуя сварочную ванну, которая затвердевает, соединяя отдельные металлические секции.
Газовая дуговая сварка металлическим электродом
Газовая дуговая сварка металлическим электродом (GMAW) представляет собой процесс дуговой сварки, при котором происходит слияние металлов путем нагревания их дугой между постоянно подаваемым присадочным металлическим электродом и металлической деталью, с которой вы работаете. В этом процессе используется защита от подаваемого извне газа для защиты расплавленной сварочной ванны. GMAW широко известен как сварка MIG (металл в инертном газе) и менее известен как сварка MAG (металл в активном газе).
По сравнению с SMAW, в обоих используется расходуемый материал, известный как электрод, для создания сварного шва, и электрод должен быть защищен от окислительных сил во время процесса сварки для успешного сваривания. SMAW покрывает электрод слоем материала, известного как флюс. По мере плавления электрода флюс превращается в газ, образующий защитный слой вокруг расплавленной сварочной ванны. GMAW не имеет слоя флюса. Вместо этого расходуемый электрод подается через инструмент, известный как шпульный пистолет. Пистолет для катушки не только направляет положение электрода, но и в его наконечнике есть отверстия, которые испускают специальный защитный газ. Защитный газ покрывает расплавленный электрод, когда он собирается на поверхности сварного шва, защищая его от окисления.
Дуговая сварка порошковой проволокой
Для дуговой сварки порошковой проволокой (FCAW) требуется расходуемый трубчатый электрод с непрерывной подачей, содержащий флюс и постоянное напряжение. Сам флюс обеспечивает необходимую защиту от атмосферы, создавая как газообразную защиту, так и жидкий шлак, защищающий сварной шов. Этот процесс популярен в строительстве из-за его высокой скорости сварки и портативности. По сравнению с SMAW и GTAW для выполнения этого сварного шва требуется меньше навыков.
Дуговая сварка вольфрамовым электродом в среде защитного газа
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — это процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Зона сварки и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом. GTAW обычно используется для сварки тонких профилей металла, такого как сталь и алюминий. Этот процесс сварки дает оператору лучший контроль над сваркой по сравнению с SMAW и GMAW, что позволяет выполнять более прочные и качественные сварные швы. Однако GTAW является более сложной и трудной для изучения и значительно медленнее, чем большинство других методов сварки.
Электронно-лучевая сварка
Электронно-лучевая сварка — это процесс сварки плавлением, при котором пучок высокоскоростных электронов воздействует на два соединяемых материала. Обрабатываемые металлы плавятся и текут вместе, поскольку кинетическая энергия электронов преобразуется в тепло при ударе. Электронно-лучевая сварка выполняется в вакууме, так как присутствие газа может привести к рассеиванию луча. Благодаря вакуумному процессу и используемому высокому напряжению этот метод сварки в значительной степени автоматизирован и управляется компьютером. Этот процесс сварки является очень точным, а также очень воспроизводимым. Недостатком этой технологии является высокая стоимость и необходимость частого обслуживания.
Сварка атомным водородом
Сварка атомным водородом (AHW) — это процесс сварки, при котором сварка выполняется с использованием дуги, создаваемой между двумя вольфрамовыми электродами, и газообразного водорода, поступающего из баллона с газообразным водородом. Сварка называется атомарно-водородной, потому что дуга диссоциирует водород в атомарную форму. Этот процесс также известен как атомно-дуговая сварка.
Основное отличие процесса AHW от других процессов сварки заключается в том, что в отличие от AHW в других процессах сварки дуга образуется между электродом и основным металлом. В процессе AHW дуга образуется между двумя электродами.
Плазменная дуговая сварка
Плазменно-дуговая сварка (PAW) — это процесс дуговой сварки, аналогичный GTAW. Электрическая дуга образуется между электродом и куском металла, с которым вы работаете. Ключевое отличие от GTAW заключается в том, что в PAW электрод расположен внутри корпуса горелки, поэтому плазменная дуга отделена от защитного газа.
Основными недостатками PAW по сравнению с GTAW являются сложность оборудования и стоимость.
Выбирая правильный процесс сварки, обязательно учитывайте все. Понимание металлов, с которыми вы работаете, места сварки, вашей среды, того, как быстро должна быть выполнена работа, — все это факторы, которые помогут вам выбрать правильный процесс сварки.
СВАРОЧНОЕ РЕШЕНИЕ TPC
Компания TPC гордится разработкой сварочного кабеля, который прослужит дольше, чем любой другой коммерческий сварочный кабель на рынке, обычно более года до замены. Что отличает сварочный кабель TPC от остальных?
Запатентованная кабельная оболочка TSE на 25 % толще обычных сварочных кабельных оболочек, что обеспечивает исключительную устойчивость к повреждениям от химических веществ, истиранию, маслам, ударам, озону, брызгам, разрывам, открытому пламени и теплу.