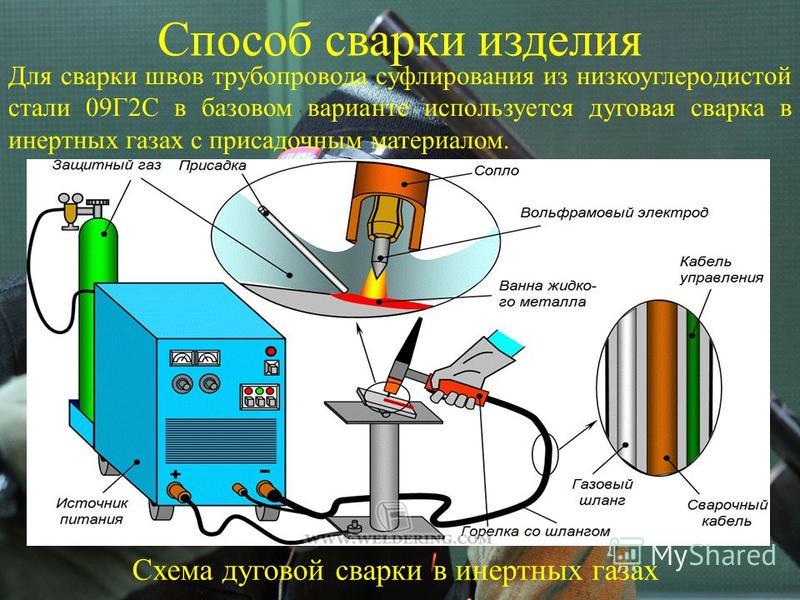
Виды дуговой сварки и их классификация
- Дуговая сварка
- — это процесс, при котором для расплавления кромок соединяемых деталей используют теплоту, выделяющуюся при горении электрической дуги, питаемой постоянным или переменным током.
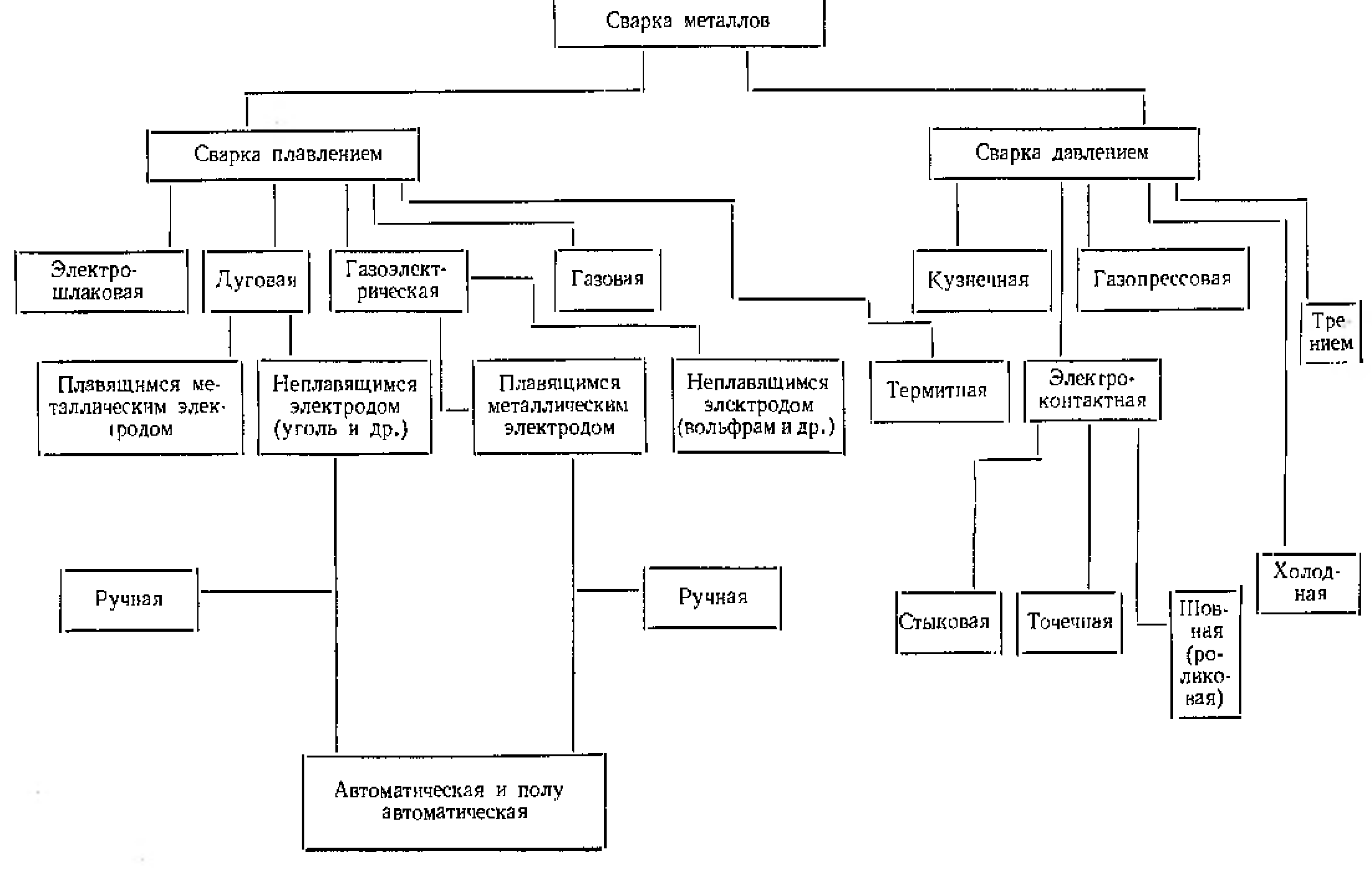
Классификация видов дуговой электросварки
Одним из них является способ воздействия дуги на металл.
В этом случае различают сварку зависимой и независимой дугами.
К первому виду относится сварка, осуществляемая дугой, горящей между электродом и изделием.
Сварка независимой дугой характеризуется тем, что свариваемый металл не включен в цепь тока и нагревается за счет косвенного действия дуги.
Возможно выполнение сварки при одновременном использовании обоих видов дуг, как, например, при сварке трехфазным током, предложенной академиком В. Ф. Миткевичем
Рис. Схема электросварки трехфазной дугой.
1,2,3 — сварочные дуги
Другим классификационным признаком является 
В практике сварки применяются не плавящиеся (угольные или вольфрамовые) и плавящиеся (металлические) электроды.
В первом — случае электрод служит только для поддержания горения дуги, а во втором материал электрода является еще и дополнительным металлом для образования сварного соединения.
Наконец, существенным технологическим признаком является способ защиты зоны сварки от воздействия воздуха.
Сварочные дуги можно разделить на
- открытые,
- защищенные и
- закрытые.
При сварке открытой дуги процесс образования соединения происходит без защиты от окружающей среды.
Защищенные сварочные дуги получают, окружая зону сварки активными или инертными газами.
Другим широко распространенном вариантом сварки защищенной дугой является сварка с применением качественных электродов.
Наиболее эффективная защита достигается при погружении дуги в порошкообразные и стекловидные флюсы.
Рис. 2. Схема сварки по способу . Н. Г. Славянова:
2. Схема сварки по способу . Н. Г. Славянова:
1 — металлический электрод; 2- свариваемое изделие
Различными вариантами сочетаний описанных выше признаков обусловлено многообразие известных в настоящее время видов электродуговой сварки.
Наибольшее производственное значение имеет сварка по способу Н. Г. Славянова — сварка дугой прямого действия плавящимся электродом (рис. 2).
Менее распространенным является способ Н. Н. Бенардоса — сварка дугой прямого действия не плавящимся угольным электродом. Этот вид сварки, носящий название сварка угольным электродом, осуществляется по схеме, приведенной на рис. 3.
Рис. 3. Схема сварки по способу. Н. Н. Бенардоса:
Стальные электроды для дуговой сварки изготовляются из специальной сварочной проволоки. Стандарт распространяется на холоднотянутую стальную проволоку для дуговой и газовой сварки, поставляемую в мотках, и предусматривает сортамент, технические условия, правила приемки, методы испытания, упаковку и маркировку проволоки.
Стандартом предусмотрено 30 марок сварочной проволоки, отличающихся но своему химическому составу, из них наиболее широко применяются в строительстве семь марок проволоки из углеродистой стали — Св-08, Св-08А, Св-08Г, Св-08ГА, Св-10ГА, Св-15, Св-15Г.
Стальные электроды должны удовлетворять требованиям ГОСТ. Классификация электродов производится не по составу покрытий, а по механическим свойствам металла сварного шва.
Основные группы электродов
В первую группу входит 13 типов электродов для сварки конструкционных низкоуглеродистых, среднеуглеродистых и низколегированных сталей. Эти электроды имеют обозначение: Э-34; Э-38; Э-42; Э-42А- Э-50; Э-50А и т. д. Цифры 34, 38 и т. д. соответствуют гарантированной величине предела прочности. Индекс «А» обозначает повышенные пластические свойства металла шва.
Во вторую и третью группы входят электроды для сварки сталей с особыми свойствами (нержавеющие и др.) для наплавки износостойких поверхностей.
Применяются главным образом электроды с толстым покрытием, дающие высокие механические качества сварного соединения.
Применение электродуговой сварки при изготовлении и монтаже стальных конструкций регламентируется «Техническими условиями на производство и приемку строительных и монтажных работ»
Высокопроизводительные методы ручной дуговой сварки
Сварка пучком электродов производится двумя, тремя и более электродами, соединенными в один пучок при помощи трех перевязок по длине электродов.
В процессе сварки дуга блуждает, автоматически переходя с электрода на электрод, при этом общий нагрев стержней электродов происходит в меньшей степени, что позволяет увеличить сварочный ток.
Тепловая энергия дуги используется более эффективно, так как во время плавления одного электрода концы других электродов подогреваются.
Вспомогательное время, нужное для смены электродов, снижается
Коэффициент наплавки увеличивается, благодаря чему при одинаковом сварочном токе производительность сварки пучком по сравнению с производительностью при работе с одним электродом возрастает на 50—140%
Сварка с глубоким проплавлением производится при плотном опирании конца электрода обмазкой на свариваемый металл, что достигается непрерывным легким нажимом сварщика на электрод.
Рациональное использование мощности дуги и глубокое проплавление свариваемого металла приводят к увеличению в шве содержания основного металла и уменьшению наплавленного.
Стыковой шов, выполненный без скоса кромок, состоит примерно на 80% из расплавленного основного металла.
При сварке с глубоким проплавлением применяют электроды марок ЦМ-7, ЦМ-7с, ЦНИЛСС-УКД.
Производительность сварки в 1,5—2 раза выше по сравнению с обычным методом.
Сварка трехфазной дугой осуществляется от трехфазного сварочного трансформатора.
Две фазы присоединяют к двум изолированным друг от друга электродам, третью — к свариваемому изделию.
Техника выполнения шва аналогична применяемой при сварке пучком электродов.
Виды сварки чугуна, проблемы при сварке чугунных изделий
Чугун – это сплав железа с углеродом. Количество последнего в составе должно быть не менее 2,14 процента. Чугун бывает серым (графит) или белым (цементит).
Чугун бывает серым (графит) или белым (цементит).
В свою очередь серый материал делится на три вида:
- с пластинчатым графитом,
- ковкий с графитом в виде хлопьев,
- особо прочный с графитом в виде шаров.
Все они соответствуют разным государственным стандартам.
Такой сплав плохо подвергается тепловой обработке, однако соединение с помощью сваривания используется повсеместно. Используя такой метод, можно исправить брак литья, починить изделие или сделать новую конструкцию.
Виды сварки чугуна:
1. Горячая, при которой температура доводится до шестисот-семисот градусов по Цельсию, а затем медленно охлаждается. Благодаря этому не возникает пористость и отбеливание.
При беспрерывном выполнении процедуры вся область сварки находится в жидком состоянии. Такой метод осуществляют ручным плавящимся электродом, угольным с присадочными прутьями, газовой технологией, механизированной порошковой проволокой.
Этапы горячей сварки:
- Деталь готовится к процессу.
- Изделие подогревают.
- Производится сварка.
- Деталь медленно охлаждается.
2. Холодная, при которой процесс осуществляется электродами с использованием графитизаторов и легирующих компонентов. Добавки должны помогать сфероидизации карбидов. Иногда применяются электроды из медных или никельных сплавов. Чтобы рещультат был более надежным, в некоторых случаях предварительно используют установку шпилек или шурупов из стали.
Этот процесс осуществляется газовой технологией с присадочными прутьями, электро-шлаковой пластинчатыми электродами и ручной – плавящимися, а также механизированным способом порошковой проволокой.
Проблемы, которые могут возникнуть при сварке чугуна:
- Слишком быстрое охлаждение приводит к отбеливанию материала шва,
- Значительные напряжения внутри приводят к появлению трещин,
- Поры образуются из-за выделения газа из сварочной ванны,
- Значительная жидкотекучесть.

В качестве сварочных материалов используют порошковую и сварочную проволоку, а также покрытые электроды.
Если наплавленным металлом является чугун, то применяются следующие методы сварки:
- Дуговая электродами из чугуна с покрытием,
- Дуговая порошковыми проволоками,
- Дуговая с применением стержней из керамики,
- Газовая с присадкой из чугуна.
Виды газовой сварки — Энциклопедия по машиностроению XXL
Рис, 172. Виды газовой сварки [c.378]Виды газовой сварки [c.495]
ВИДЫ ГАЗОВОЙ СВАРКИ [c.495]
Газовой (химической) сваркой называется процесс получения неразъемных соединений, при котором для нагревания до расплавления кромок соединяемых деталей используют теплоту реакций сгорания смеси горючих газов или паров с кислородом. Классификация видов газовой сварки производится в зависимости от рода применяемого горючего. Некоторые сведения об основных видах горючих приведены в табл. 31.
[c.495]
Некоторые сведения об основных видах горючих приведены в табл. 31.
[c.495]
Классификация видов газовой сварки производится в зависимости от вида применяемого горючего. Некоторые сведения об основных видах горючих материалов приведены в табл. V- . [c.276]
Специаль н е виды газовой сварки. Сварка сквозным валиком выполняется при вертикальном положении деталей в направлении снизу вверх. [c.73]
Назовите специальные виды газовой сварки. [c.81]
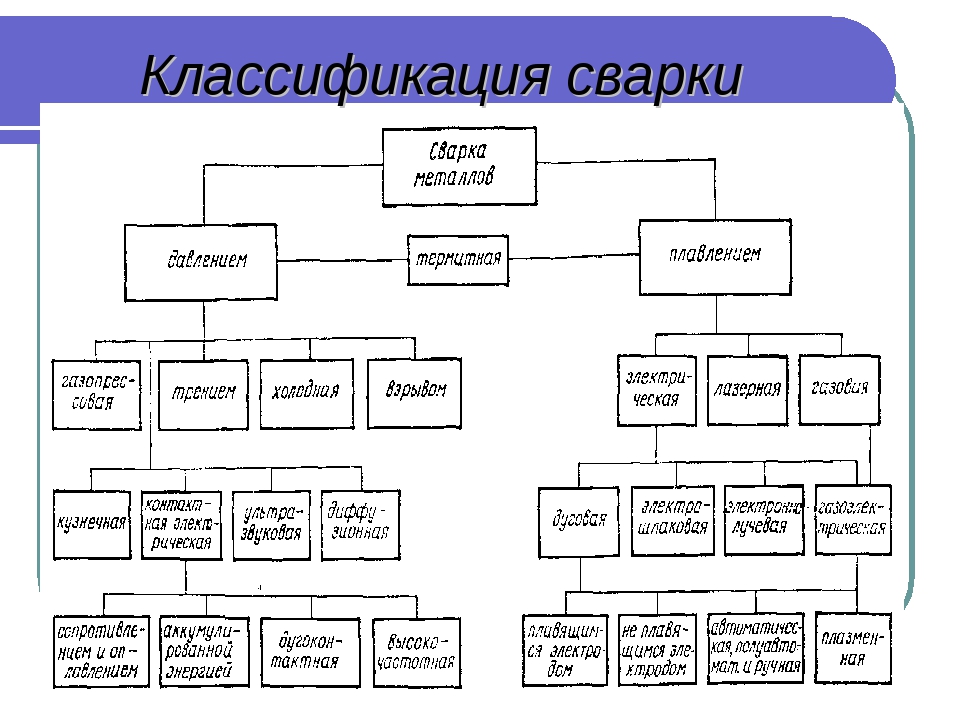
В современном производстве применяют два основных вида сварки давлением (горновая сварка, холодная сварка и др.) и плавлением (газовая сварка, дуговая сварка и др.). [c.194]
Газовая сварка осуществляется пламенем горючего газа, ацетилена, водорода, метана и других газов, сжигаемых в струе кислорода. В зону нагрева металла пламенем горелки подается присадочный материал в виде прутка с обмазкой. Газовая сварка имеет преимущество перед дуговой электросваркой при сварке цветных металлов и чугуна.
[c.214]
Газовая сварка имеет преимущество перед дуговой электросваркой при сварке цветных металлов и чугуна.
[c.214]
Для газовой сварки сталей присадочную проволоку выбирают в зависимости от состава сплава свариваемого металла. Для сварки чугуна применяют специальные литые чугунные стержни для наплавки износостойких покрытий — литые стержни из твердых сплавов. Для сварки цветных металлов и некоторых специальных сплавов используют флюсы, которые могут быть в виде порошков н паст для сварки меди и ее сплавов — кислые флюсы (буру, буру с борной кислотой) для сварки алюминиевых сплавов — бескислородные флюсы на основе фтористых, хлористых солей лития, калия, натрия и кальция. Роль флюса состоит в растворении оксидов и образования шлаков, легко всплывающих на поверхность сварочной ванны. Во флюсы можно вводить элементы, раскисляющие и легирующие наплавленный металл. [c.207]
При газовой сварке используют теплоту пламени, полученную от сгорания газа (ацетилена, водорода и др.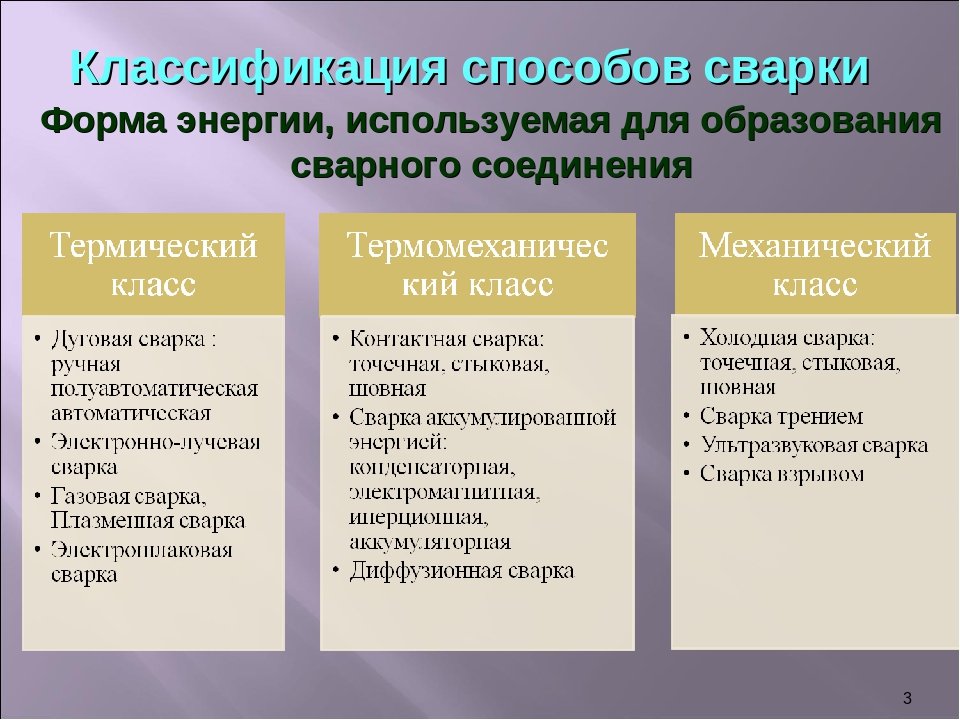 ) в струе кислорода. В процессе сварки добавляют присадочный материал в виде металлического прутка (черт. 269), который под действием температуры плавится и заполняет зазор в стыке соединяемых деталей. Наплавленный металл затвердевает и образует шов сварного соединения.
[c.122]
) в струе кислорода. В процессе сварки добавляют присадочный материал в виде металлического прутка (черт. 269), который под действием температуры плавится и заполняет зазор в стыке соединяемых деталей. Наплавленный металл затвердевает и образует шов сварного соединения.
[c.122]
Тонкостенные трубы сваривают встык валиковым швом (вид 19) предпочтительно газовой сваркой с отбортовкой одной (вид 20) или двух (вид 21) кромок, а также роликовой сваркой (вид 22). Если диаметр и длина труб допускают введение внутрь электродов, применяют роликовую сварку по отбортованным кромкам (вид 23). [c.183]
Ширина зоны термического влияния зависит от толщины металла, вида и режимов сварки. При ручной дуговой сварке она составляет обычно 5—6 мм, при сварке под флюсом средних толщин около 10 мм, при газовой сварке до 25 мм. [c.30]
Флюсы для газовой сварки представляют собой легкоплавкие флюсы в виде порошка или пасты, очищающие при сварке поверхность металла. В качестве флюсов используют буру, борную кислоту, ОКИСЛЫ и соли бария, калия, лития, натрия, фтора и др.
[c.53]
В качестве флюсов используют буру, борную кислоту, ОКИСЛЫ и соли бария, калия, лития, натрия, фтора и др.
[c.53]
Левым способом газовой сварки называют такой способ, при котором сварка производится справа налево, сварочное пламя направляется на еще ле сваренные кромки металла, а присадочная проволока, перемещается впереди пламени. При левом способе сварщик хорощо видит свариваемый металл, поэтому внешний вид шва лучше, чем при правом способе предварительный подогрев кромок свариваемого металла обеспечивает хорошее перемешивание сварочной ванны. [c.101]
При газовой сварке оплавление элементов деталей и прутка присадочного материала происходит в струе газового пламени. Этот вид сварки весьма эффективен при сваривании деталей из металлов или сплавов, обладающих различными температурами плавления, а также при сваривании пластмассовых деталей. Наиболее распространенной является сварка пластмасс газовыми теплоносителями (газотермическая сварка). [c.401]
[c.401]
Примечание. Грунтовое лакокрасочное покрытие мест или ребер, предназначенных под сварку при толщине до 25 мкм возможна газовая сварка, дуговая электросварка и точечная сварка электрическим сопротивлением применяется также для изделий, которые должны обладать высокой коррозионной стойкостью сушка в течение 15—60 мин, следующее лакокрасочное покрытие наносят через 24 ч поверхность стали должна быть подвергнута дробеструйной очистке до степени о1 согласно изображению ol или Dol в приложении к ЧСН 03 8221 толщина покрытия не должна превышать 25 мкм для кроющего слоя можно применять все виды лакокрасочных материалов защитное действие сохраняется в течение шести месяцев. [c.124]
Самопроизвольность возникновения сварного соединения в результате расплавления металла без последующего приложения давления вызвала появление термина автогенная (т. е. самовозникающая).сварка , как синонима сварки плавлением. В дальнейшем термин автогенная сварка в обычной речи стал применяться к одному виду сварки плавлением — газовой сварке — и создал своеобразный, не совсем грамотный, технический жаргон варить автогеном , автогенная резка и т. д., почему термин автогенная сварка
[c.272]
д., почему термин автогенная сварка
[c.272]
Проволока поставляется диаметров, указанных в табл. 20, в виде мотков, стержней (для дуговой сварки) и прутков (для газовой сварки). [c.294]
Для газовой сварки основным видом сварного соединения является стыковое. Соединения внахлёстку и втавр обычно не применяются, так как при этих формах соединения получаются большие деформации и термические напряжения в процессе газовой сварки. Подготовка кромок при сварке стали осуществляется в зависимости от толщины металла применительно к левой сварке (фиг. 241). Для других методов сварки отступления от указанных способов подготовки были указаны выше. [c.409]
При испытаниях сварщики выполняют сварку одним из способов сварки (ручной, электродуговой, газовой, полуавтоматической и автоматической в среде защитных газов, контактной, трением, прессовкой и др.), а также один из видов работ (сварка корпусов котлов и сосудов и их элементов сварка трубопроводов пара и горячей воды, а также трубчатых элементов подконтрольных госгортехнадзору объектов и др. ) применительно к конкретным маркам свариваемых материалов.
[c.45]
) применительно к конкретным маркам свариваемых материалов.
[c.45]
Были исследованы четыре стыка труб из стали 20, сваренные контактной сваркой. На внутренней поверхности двух из них была обнаружена незначительная коррозия. В одном из этих стыков подвергся коррозии небольшой участок поверхности трубы в виде кольца шириной до 2 мм, находяш,егося в 7 л/л от сварного шва. На внутренней поверхности другого стыка имелись неглубокие язвины округлой формы размером 2—7 мм. Осмотр дополнительно 10 контактных стыков без разрезки позволил выявить еще один стык с коррозионными язвинами. На внутренней поверхности труб в стыках из стали 20, выполненных электродуговой и газовой сваркой, дефектов коррозионного характера обнаружено не было. [c.338]
Рукава напорные с нитяными оплетками изготовляют по ГОСТу 10362-63, а рукава резиновые для газовой сварки и резки металлов — по ГОСТу 9356-60.
 По ТУ изготовляют ряд специальных видов напорных рукавов, в том числе с хлопчатобумажными оплетками (МРТУ-6-1707-62 ТУ МХП 1515-56).
[c.401]
По ТУ изготовляют ряд специальных видов напорных рукавов, в том числе с хлопчатобумажными оплетками (МРТУ-6-1707-62 ТУ МХП 1515-56).
[c.401]Сравнение видов сварки. Электродуговая сварка имеет ряд преимуществ перед газовой сваркой. Преимущества эти следующие [c.143]
Сварочный участок предназначен для выполнения следующих видов работ газовой сварки и резки металла, стыковой сварки заготовок, сварки трением. В более крупных отделениях (типы IV—VI) возможна также полуавтоматическая дуговая сварка в углекислом газе и дуговая наплавка штампов сварочным автоматом под флюсом. [c.67]
Из всех видов газовой сварки наибольшее распространение получила ацетилено-кислородная ацетилен дает сварочное пламя высокой температуры, его удобно получать из карбида кальция. [c.541]
При соединении и оконцевании медных жил могут быть (Применены все виды сварки, и в первую очередь электросварка. Из всех видов газовой сварки наиболее целесообразной в электромонтажной практике является пропааовая с применением малогабаритных установок со сменными баллонами. При сварке алюминиевых жил непосредственный нагрев их электрической дугой или пламенем газовой горелки недопустим, так как это приводит к пережогу и расплавлению проволок жилы. Поэтому при соединении алюминиевых жил получила
[c.26]
При сварке алюминиевых жил непосредственный нагрев их электрической дугой или пламенем газовой горелки недопустим, так как это приводит к пережогу и расплавлению проволок жилы. Поэтому при соединении алюминиевых жил получила
[c.26]
В связи с наличием в нашей стране большого числа станций, обеапечиваюших снабжение газом пропаном, и разработкой передвижных малогабаритных установок для сварки пропаном этот вид сварки в ближайшее время в электромонтажном производстве, несомненно, вытеснит все остальные виды газовой сварки. [c.27]
Основным видом газовой сварки является ацетилено-кислородная, а электрической — дуговая сварка. [c.193]
Горючим газом, используемым для сварки, может быты ацетилен, водород, светильный газ, пары бензииа и пары бензола. Используемый горючий газ определяет вид газовой сварки (например, водородная сварка, ацетиленовая). [c.179]
Наиболее широко применяют сварку алюминия и его сплавов в атмосфере защитных газов неплавящимся (толщины 0,5—10 мм) и плавящимся (толщины более 10 мм) электродом. В этом случае получают более высокое качество сварных швов по сравнению с другими видами дуговой сварки. Применяют также автоматическую сварку плавящимся электродом полуоткрытой дугой по слою флюса, при которой для формирования корня шва используют медные или стальные подкладки. Возможна газовая (ацетилено-кислородная) сварка алюминия и его сплавов. Флюс наносят на свариваемые кромки в виде пасты или вводят в сварочную ванну на разогретом конце присадочного прутка. Алюминий и его сплавы также сваривают плазменной и электрошлаковой сваркой они достаточно хорошо свариваются контактной сваркой. Учитывая высокую теплопроводность и электропроводимость алюминия, для его сварки необходимо применять большие силы тока.
[c.237]
В этом случае получают более высокое качество сварных швов по сравнению с другими видами дуговой сварки. Применяют также автоматическую сварку плавящимся электродом полуоткрытой дугой по слою флюса, при которой для формирования корня шва используют медные или стальные подкладки. Возможна газовая (ацетилено-кислородная) сварка алюминия и его сплавов. Флюс наносят на свариваемые кромки в виде пасты или вводят в сварочную ванну на разогретом конце присадочного прутка. Алюминий и его сплавы также сваривают плазменной и электрошлаковой сваркой они достаточно хорошо свариваются контактной сваркой. Учитывая высокую теплопроводность и электропроводимость алюминия, для его сварки необходимо применять большие силы тока.
[c.237]
Основные виды сварных соединений злектродуговой н газовой сваркой следующие стыковые С, угловые У, нахлесточные Н, тавровые Т. [c.166]
В книге изложены основы теории сварки (сущность, клас сификация, физико-химические процессы, деформации и напри-жения, свариваемость металлов), кратко описано устройство оборудования и аппаратуры для дуговой и газовой сварки, наплавки Н резки рассмотрены приемы выполнения различных сварных швов, приведены ведения о перспективных видах сварки, механизации и автоматизации сварочного производства. [c.2]
[c.2]
Газовую сварку выполняют нормальным пламенем с использо—ванием защитного флюса в виде порошка или пасты, наносимого на свариваемые кромки и присадочной проволоки типа АФ-4А (КС1— 50%, L1 1 — 14%, Na l—28 /о. NaF—8%), с подогревом металла при сварке больших толщин. Ориентировочную мощность сварочного пламени выбирают из расчета расхода ацетилена 75 дм ч на i мм толщины свариваемого металла. [c.135]
Виды соединешш. В зависимости от расположения свариваемых деталей различают следующие виды соединений, получаемых дуговой и газовой сваркой стыковые (рис. 29.1), на-хлесточные (рис. 29.2), тавровые и угловые (рис. 29.3). [c.470]
Для сварных соединений, выполненных угледуговой сваркой, допускаемые напряжения аналогичны напряжениям при дуговой сварке электродами Э34 при условии, что механические свойства наплавленного металла и сварных соединений, выполненных угледуговой сваркой, соответствуют требованиям, приведённым в табл 16 и 17 для ручной сварки электродами Э34. Для сварных соединений, выполненных полуавтоматической сваркой наклонным и лежачим электродами и газовой сваркой, допускаемые напряжения такие же, как при дуговой сварке электродами Э42, при условии, что механические свойства наплавленного металла и сварных соединений, выполненных этими видами сварки, удовлетворяют требованиям, приведённым в табл. 17 и 18 для ручной сварки электродами Э42. При несоответствии качества указанным требованиям допускаемые напряжения назначают, как для ручной сварки электродами Э34
[c.153]
Для сварных соединений, выполненных полуавтоматической сваркой наклонным и лежачим электродами и газовой сваркой, допускаемые напряжения такие же, как при дуговой сварке электродами Э42, при условии, что механические свойства наплавленного металла и сварных соединений, выполненных этими видами сварки, удовлетворяют требованиям, приведённым в табл. 17 и 18 для ручной сварки электродами Э42. При несоответствии качества указанным требованиям допускаемые напряжения назначают, как для ручной сварки электродами Э34
[c.153]
Испытания под статической нагрузкой различных видов соединений, выполненных элек-тродуговой и газовой сваркой, показали, что прочность их не зависит от концентрации напряжений, возникающих в упругой стадии, и может быть рассчитана по формулам, приведённым в гл. V- [c.851]
Змеевики пароперегревателя изгибаются в холодном виде па специальных трубозагибочных станках. Минимальный радиус гиба обычно принимается равным 2—2,5 диаметра трубы. Соединение отдельных звеньев змеевиков производят обычно электрической или газовой сваркой.
[c.59]
Соединение отдельных звеньев змеевиков производят обычно электрической или газовой сваркой.
[c.59]
Если осуществим только частичный дефектоскопический контроль, то по разрешению Госгортехнадзора барабан может быть допущен к эксплуатации при сниженной величине коэффициента прочности. В этом случае при автоматической двусторонней сварке под флюсом, электрошлаковой сварке, контактной сварке, сварке с подкладной пленкой или с подваркой кория шва коэффициент прочности принимается равным 0,85. При Других видах электродуговой сварки и при газовой сварке коэффициент прочности сварного шва принимается равным 0,7. Усиление сварного шва не принимается в расчете во внимание. [c.396]
В отдельных узлах энергоустановок с большим числом однотипных деталей из листового проката или труб и, прежде всего, при изготовлении теплообменной аппаратуры находят применение различные виды контактной сварки, например, роликовая сварка — при изготовлении оребренных трубчатых поверхностей теплообмена регенераторов газовых турбин, а также при изготовлении пластинчатых теплообменников. Внедрение этого прогрессивного метода позволило создать принципиально новый тип теплообменных аппаратбв и сократить металлоемкость подобных конструкций более чем в два раза.
[c.73]
Внедрение этого прогрессивного метода позволило создать принципиально новый тип теплообменных аппаратбв и сократить металлоемкость подобных конструкций более чем в два раза.
[c.73]
В машиностроении применяются все виды электрической сварки. Из видов химической сварки больше применяются газовая, кисло-родно-ацетилено1вая. [c.51]
различных типов сварочного процесса по схеме
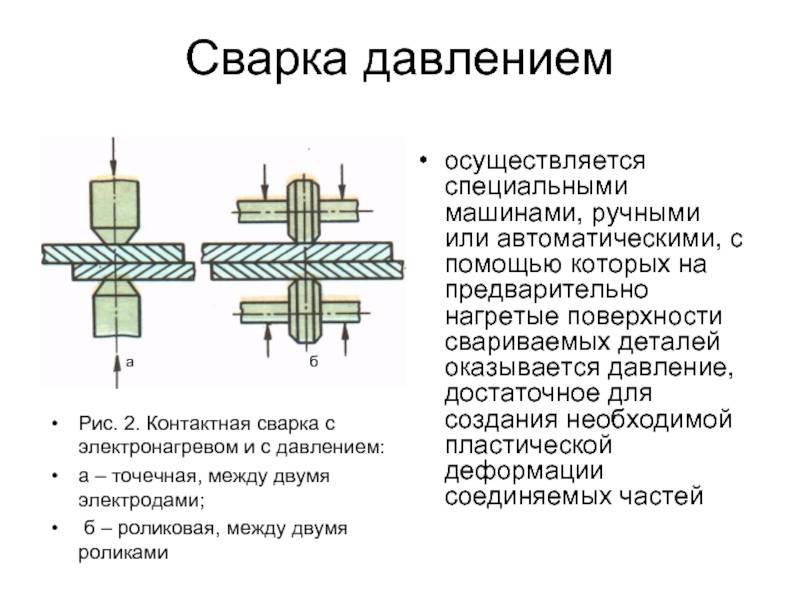
Что такое сварка? Это процесс, при котором два или более куска материала будут сплавлены вместе. Есть две вещи, которые гарантируют, что сварка будет успешной: должно быть достаточно тепла и давления. Чтобы лучше понять, как работает сварка, вам необходимо знать различные типы сварочного процесса с помощью диаграмм.
Сварка кормов — первый вид сварки
Было время, когда сварщики выполняли только одну сварку типа .Это называется кузнечной сваркой. Кузнечная сварка требует нагревания двух металлических частей и их сколачивания вместе, пока они не соединятся. Если нагрев не будет слишком сильным, металл не расплавится, и этот вид сварки будет невозможен. Учтите, что это может не относиться ко всем типам металлов. Это будет зависеть от толщины и пластичности металлов.
Если нагрев не будет слишком сильным, металл не расплавится, и этот вид сварки будет невозможен. Учтите, что это может не относиться ко всем типам металлов. Это будет зависеть от толщины и пластичности металлов.
Виды сварки
Возможно, вам уже будет интересно узнать о различных сварочных процессах. Было бы неплохо сначала узнать о различных типах сварки, чтобы лучше понять процесс сварки.
- Сварка пластика — Этот тип сварки требует сочетания пластика с металлом. Все пластиковые и металлические детали следует нагреть, чтобы они расплавились. Это может упростить сплавление материалов.
- Сварка в жидком состоянии — Этот тип сварки требует нагрева металла до тех пор, пока он не достигнет жидкого состояния, после чего он будет смешан с другими материалами, прежде чем снова станет твердым.
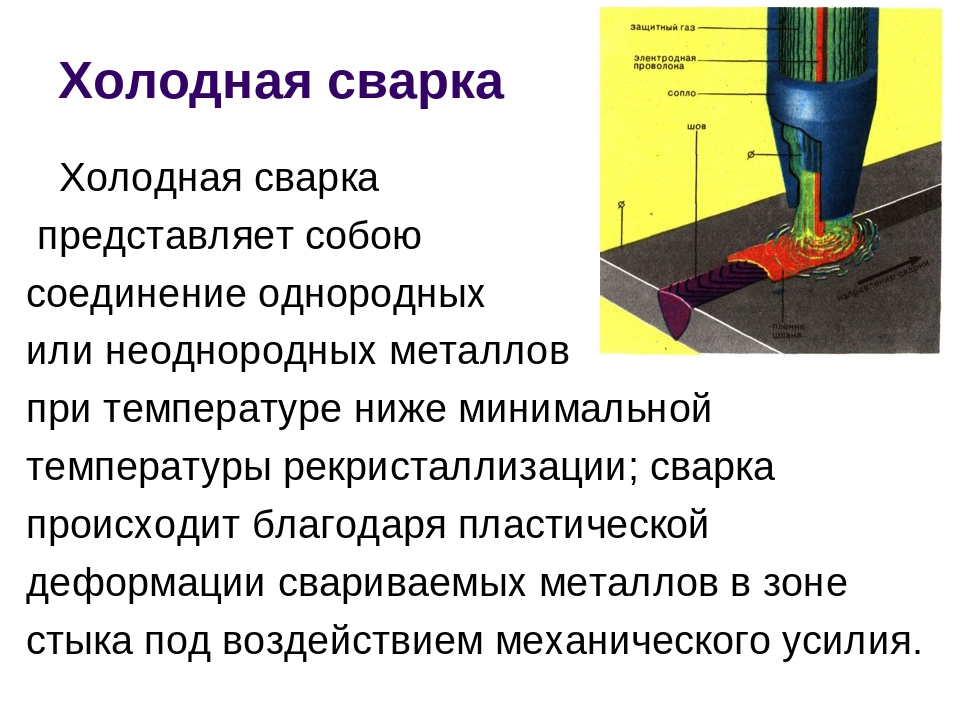
- Холодная сварка — Этот вид сварки не требует нагрева.Давление используется для сплавления двух или более материалов вместе.
Различные типы сварочных процессов со схемой
Иногда бывает сложно отслеживать различные сварочные процессы. Типы сварки и определения могут сбивать с толку. Вначале они могут показаться одинаковыми, но чем больше вы знаете об этом, тем больше вы будете знать, почему один метод сварки лучше в зависимости от материалов, которые вы хотите соединить.
Газовая сварка
Это тип сварочного процесса, в котором используется газ, например кислород или ацетилен.Газовая сварка производится без использования присадочных металлов. Здесь можно найти три типа сварки:
- Сварка ацетилена на воздухе — Для этого необходимо смешать ацетилен и воздух. Наступит момент, когда сварка станет возможной без использования нагрева или присадочных металлов. Это можно использовать для некоторых листов меди.
- Кислородно-водородная сварка — Этот вид сварки эффективно используется для резки. Его можно использовать для полировки различных поверхностей или для плавления некоторых дорогих металлов.
 Его можно использовать для полировки различных поверхностей или для плавления некоторых дорогих металлов.
Его можно использовать для полировки различных поверхностей или для плавления некоторых дорогих металлов.- Кислородно-ацетиленовая сварка — это, наверное, один из самых популярных видов газовой сварки. Это позволяет использовать различные горючие газы, чтобы вскоре после этого можно было разрезать различные металлические детали. Дизайнеры ювелирных изделий используют этот процесс для создания замысловатых деталей и дизайна украшений.
Дуговая сварка
Дуговая сварка может быть автоматической или ручной, в зависимости от используемых инструментов и машин. Концы металлов связаны с использованием электричества.Концы металлических деталей будут оплавлены, прежде чем они будут сплавлены и затвердевают с другими материалами. Для уверенности в этом типе сварки потребуется постоянная подача.
- Дуговая сварка защищенного металла — Может использоваться для ремонта больших машин. Процесс может быть опасным, если люди не будут выполнять правильные действия при выполнении этого типа сварки. Аппараты, которые используются для этого вида сварки, считаются доступными по цене. Это также может работать на не очень гладких поверхностях.
 Аппараты, которые используются для этого вида сварки, считаются доступными по цене. Это также может работать на не очень гладких поверхностях.
Аппараты, которые используются для этого вида сварки, считаются доступными по цене. Это также может работать на не очень гладких поверхностях.- Газовая дуговая сварка вольфрамом — Для правильной сварки используется вольфрамовый электрод. GTAW используется в основном для сварки в космосе. Это можно использовать для тонких материалов, которые легко сваривать.
- Газовая дуговая сварка металла — Это процесс, который вначале может показаться ручным, но чем больше вы посмотрите на процесс, вы поймете, что это можно сделать с помощью полуавтоматических и автоматических инструментов. Это выбор людей, которые впервые учатся сварке.Это легко сделать, и его можно использовать для различных материалов.
- Дуговая сварка под флюсом — Будет использоваться использованный электрод с питанием, а также проволока с пластинами. Это выбор людей, которые хотели бы сделать метод сварки, который окажет сильное воздействие на металл. GMAW обычно используется для изделий, связанных с автомобильной промышленностью.
 GMAW обычно используется для изделий, связанных с автомобильной промышленностью.
GMAW обычно используется для изделий, связанных с автомобильной промышленностью.- Дуговая сварка под флюсом — Этот тип сварки обычно используется для предотвращения коррозии стали.Строительство судна не будет выполнено должным образом без использования этого вида сварки.
Сварка сопротивлением
На производственных площадках применяется данный вид сварки. Это может привести к сплавлению различных металлических деталей и листов. Сильный ток будет нагреваться, чтобы металлы можно было правильно расплавить. При этом типе сварки используются следующие процессы, например:
- Сварка швом — Подобная техника используется для сплавления двух одинаковых металлов.Для этого будут использоваться медные электроды. Этот тип сварки использовался для создания банок для напитков, с которыми многие люди знакомы.
- Точечная сварка — это процесс, используемый для объединения двух или более металлических листов. Это не потребует использования присадочных материалов, а это означает, что вам не придется слишком много тратить на сварку этого типа. Экологи будут довольны этим, так как это более экологично, чем другие доступные варианты.
 Это не потребует использования присадочных материалов, а это означает, что вам не придется слишком много тратить на сварку этого типа. Экологи будут довольны этим, так как это более экологично, чем другие доступные варианты.
Это не потребует использования присадочных материалов, а это означает, что вам не придется слишком много тратить на сварку этого типа. Экологи будут довольны этим, так как это более экологично, чем другие доступные варианты.- Контактная стыковая сварка — Для этого потребуется сочетание тепла и давления, чтобы обеспечить правильное сочетание двух типов металлов.Этот вид сварки можно выполнить быстро. При таком способе сварки можно лучше комбинировать мелкие компоненты.
- Сварка оплавлением — Этот вид сварки широко используется в железнодорожной промышленности. Это также используется для сплавления различных типов металлов, таких как медь и алюминий или сталь и медь.
Сварка лучистым излучением
Что можно ожидать от этого типа сварки, основываясь только на его названии? Это использует лучистую энергию, чтобы гарантировать, что различные материалы будут успешно сочетаться вместе. Используются различные методы, например:
Используются различные методы, например:
- Сварка лазерным лучом — Лазерный луч легко соединит два или более объекта. Это можно использовать в открытой среде, и это не займет много времени.
- Электронно-лучевая сварка — Многие люди знакомы с этим термином EBW. Это высокотехнологичный процесс, используемый для успешной сварки и плавления различных металлов, прежде чем их можно будет слить вместе.
Новички обычно избегают использования этого типа сварки, поскольку процесс и используемые машины более сложны, чем другие обычные типы.
Сварка твердого тела
Этот тип сварки требует объединения разных металлов, когда они достигают точки плавления. В этот тип сварки можно включить различные процессы, но в идеале будет лучше сосредоточиться на тех, которые используются чаще.
- Холодная сварка — Этот тип сварки выполняется при комнатной температуре и требует высокого давления для успешного выполнения.
- Диффузионная сварка — Этот тип сварки требует сплавления материалов, которые не совсем похожи друг на друга.Не используются какие-либо присадочные материалы, которые гарантируют, что этот процесс может быть выполнен хорошо.
- Сварка взрывом — Вы можете много догадываться о том, какой тип сварочного процесса основан на его названии. Химические взрывчатые вещества позволяют склеивать различные материалы. Этот метод применяется, когда все остальные способы сварки уже не сработали.
Прочие виды сварки
Вы можете подумать, что номеров сварочных процессов, которые вы прочитали, уже достаточно, но есть и другие виды сварки, с которыми вы можете ознакомиться.Некоторые из упомянутых типов сварки обычно используются для определенных целей. Например, дуговая сварка шпилек — это тип процесса, который используется для производства ювелирных изделий. Другие типы сварки могут использоваться для процессов, связанных с ювелирными изделиями, но это наиболее распространенный вид сварки.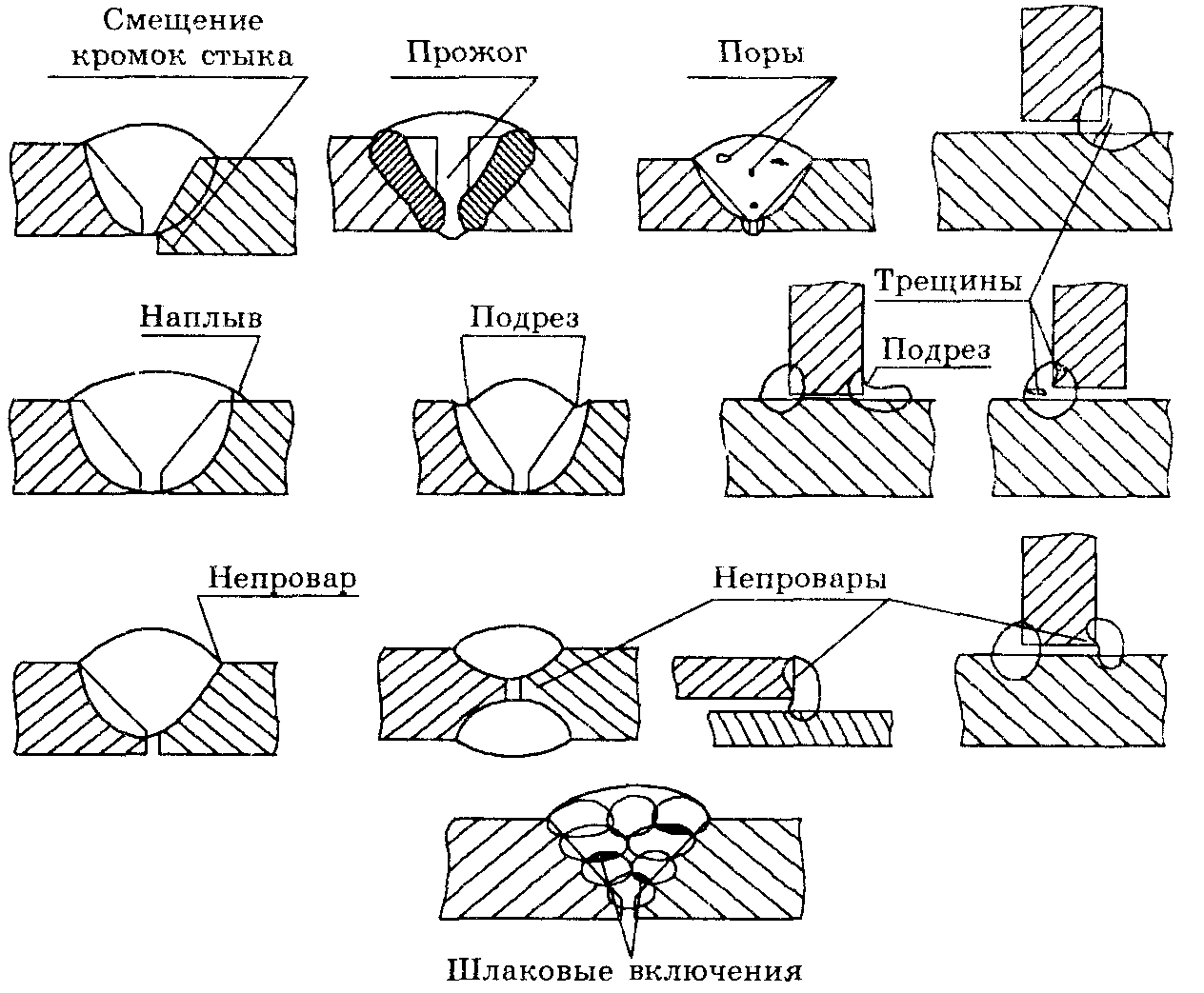
Заключение
Детали очень четкие, и очевидно, что разные методы сварки также могут давать разные результаты. Эти методы используются для создания многих материалов, которые мы используем в современном мире.Сварка позволила большему количеству машин изменить современные технологии, начиная с автомобилей и других машин. Какой из видов сварочного процесса со схемами следует использовать в вашем следующем проекте?
видов сварки в производстве металлов | Блог
В нашем последнем блоге мы обсудили, какие типы металлов используются в JC Metalworks в рамках нашего процесса производства металлов. Изготовление металла — это процесс, при котором металлические детали свариваются, а также подвергаются шлифовке и правке для подготовки к процессу отделки.Но какие типы сварки используются при изготовлении металла?
Какие виды сварки бывают?
Здесь, в JC Metalworks, мы используем три основных типа сварочных процессов в наших проектах по изготовлению металлов: сварка MIG, точечная сварка и сварка TIG. Тип сварочного процесса, который мы выбираем для каждого проекта, зависит от ряда факторов, включая тип материала, толщину материала и желаемые результаты.
Тип сварочного процесса, который мы выбираем для каждого проекта, зависит от ряда факторов, включая тип материала, толщину материала и желаемые результаты.
Что такое сварка MIG?
Сварка MIG, или сварка металла в среде защитного газа, представляет собой тип сварки, при котором между плавящимся проволочным электродом и обрабатываемыми кусками металла образуется электрическая дуга.Это вызывает нагрев кусков металла, что, в свою очередь, заставляет металлы плавиться и соединяться друг с другом.
Это универсальный вид сварки, который можно использовать практически для любого металла. Он широко используется в производстве легкой стали и алюминия и является наиболее часто используемым производственным процессом из-за его скорости и экономической эффективности. Этот процесс обеспечивает аккуратный сварной шов и поэтому подходит для использования на металлических частях, которые будут видны на готовом изделии.
Что такое точечная сварка?
Точечная сварка — один из старейших методов сварки и изготовления. В этом процессе для сварки двух металлических частей не используется присадочный материал. Вместо этого давление и тепло поступают в зону сварки через два профилированных электрода из медного сплава. Сварочный ток сосредоточен в небольшом месте; плавление материалов и возможность слияния двух частей вместе.
В этом процессе для сварки двух металлических частей не используется присадочный материал. Вместо этого давление и тепло поступают в зону сварки через два профилированных электрода из медного сплава. Сварочный ток сосредоточен в небольшом месте; плавление материалов и возможность слияния двух частей вместе.
Этот процесс обычно используется для листов нержавеющей стали или алюминия толщиной 0,5–3 мм. Точечная сварка обеспечивает подачу большого количества энергии в зону сварки за короткое время, что делает этот процесс очень привлекательным, поскольку он не вызывает ненужного нагрева остальной части металлического листа.
Что такое сварка TIG?
Сварка TIG, или сварка вольфрамовым электродом в среде инертного газа, является одним из самых сложных сварочных процессов.
В этом процессе дуга использует неплавящийся вольфрамовый электрод, в отличие от плавящегося электрода, используемого при сварке MIG. Поскольку электрод в этом сценарии не плавится, в зону сварки подается тонкая проволока из присадочного металла, которая затем плавится и соединяет две части вместе.
TIG обычно используется для нержавеющей стали и алюминия, а также для сплавов магния и меди, таких как латунь.
Хотя этот процесс сложен для освоения, он дает сварщику значительно больший контроль над сваркой, создавая более прочные и высококачественные сварные швы. Недостатком этого типа сварки является то, что он выполняется медленнее, чем другие процессы, однако это перевешивается преимуществами аккуратного и аккуратного сварного шва.
Хотите узнать больше о наших процессах? Обязательно загляните на нашу страницу изготовления металлических изделий для получения дополнительной информации и свяжитесь с нами, если у вас есть проект.
Какие бывают виды сварки и как стать сварщиком
Сварка — это искусство соединения металлов и других материалов, которое также включает такие элементы, как улучшение конструкции и изготовление.Сварщик может быть полезной карьерой, но есть разные вещи, которые вы должны знать, прежде чем достигнете желаемой цели. Если вы хотите стать профессионалом в области металлообработки, вот все, что вам нужно знать о том, как стать сварщиком.
Если вы хотите стать профессионалом в области металлообработки, вот все, что вам нужно знать о том, как стать сварщиком.
Виды сварки
Существуют различные виды сварки, в которых особенно важно комбинировать разные типы материалов. Ниже приведены три наиболее часто используемых метода сварки.
Дуговая сварка защищенного металла (SMAW)
Этот тип сварки иногда называют сваркой штангой, при которой используются стержни или стержни электродов, которые подают через сварочный пистолет.Электричество — это основной источник энергии, который используется для создания дуги между металлической поверхностью и электродом для их соединения с использованием расплавленных электродов в качестве наполнителя. Этот вид сварки очень распространен в строительстве и других отраслях тяжелой промышленности, так как он используется для соединения больших металлических деталей.
Газовая дуговая сварка металла (GMAW)
Это иногда называют сваркой в среде инертного газа (MIG), и она работает почти так же, как сварка штучной сваркой.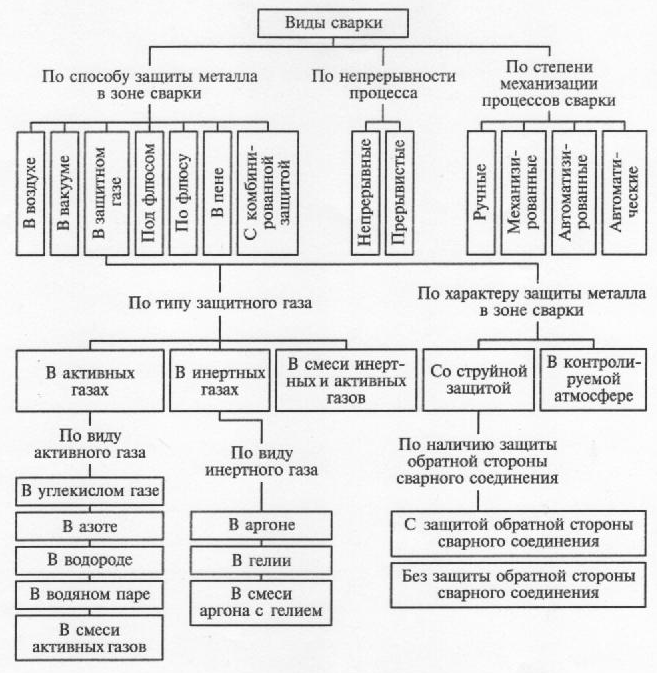 Единственная разница в этом случае заключается в том, что вместо стержней используется сплошная электродная проволока.Сварка MIG широко используется в обрабатывающей промышленности и автомобилестроении. Что еще более важно, этот вид сварки более аккуратный, чем сварка штучной сваркой.
Единственная разница в этом случае заключается в том, что вместо стержней используется сплошная электродная проволока.Сварка MIG широко используется в обрабатывающей промышленности и автомобилестроении. Что еще более важно, этот вид сварки более аккуратный, чем сварка штучной сваркой.
Газовая дуговая сварка вольфрамом (GTAW)
Этот тип сварки также называется сваркой вольфрамовым инертным газом (TIG), и он заменяет расходный стержень или электродную проволоку, которые используются при сварке MIG или сваркой штучной сваркой. Вместо этого используется неплавящийся вольфрам, что означает отсутствие необходимости в присадочном материале. Тепло от дуги плавит металлическую поверхность, создавая связь.TIG — это самый изящный вид сварки, но это самый медленный вариант. Этот вид сварки обычно применяется к хрупкому металлу, где внешний вид имеет значение.
Как стать сварщиком
При тщательном планировании сварщик — это полезная карьера, которая открывает множество возможностей в различных сферах. Есть несколько шагов, которые вы должны предпринять, чтобы продолжить карьеру сварщика, и тип сварки, который вы хотите выполнять, определяет ваш курс. Вы можете получить диплом или формальное профессиональное обучение, чтобы пройти любую из двух наиболее распространенных программ сертификации в США.К ним относятся Американский институт нефти (API) и Американское общество сварки (AWS).
Есть несколько шагов, которые вы должны предпринять, чтобы продолжить карьеру сварщика, и тип сварки, который вы хотите выполнять, определяет ваш курс. Вы можете получить диплом или формальное профессиональное обучение, чтобы пройти любую из двух наиболее распространенных программ сертификации в США.К ним относятся Американский институт нефти (API) и Американское общество сварки (AWS).
Образование
Чтобы продолжить карьеру сварщика, вам необходим аттестат средней школы или его эквивалент, чтобы поступить на выбранную вами программу. Среднее школьное образование имеет жизненно важное значение, поскольку оно дает необходимые навыки обучения, такие как алгебра и геометрия, которые вы можете использовать, чтобы понять, как материалы склеиваются во время сварки. Другие средние школы предлагают курсы сварки для подготовки кандидатов к сертификационным экзаменам по сварке.Обучение и образование имеют решающее значение, если вы хотите преуспеть в своем сварочном курсе.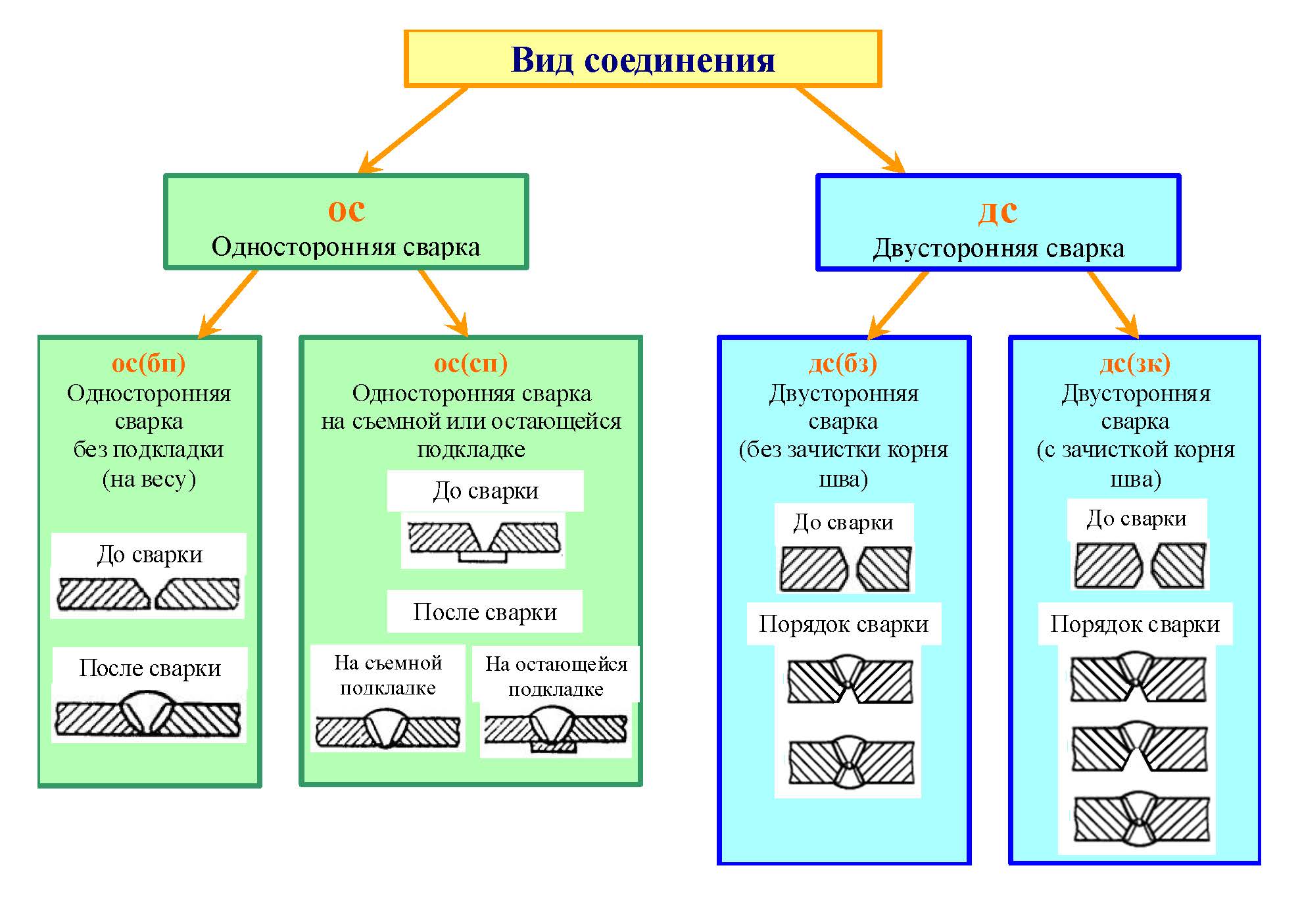
Сертификаты и лицензирование
В основном существуют две программы сертификации, включая Американское общество сварки и Американский институт нефти. API более продвинутый и в первую очередь ориентирован на нефтехимическую промышленность. Если вы новичок в сварке, вы можете рассмотреть возможность использования AWS. Вам может потребоваться несколько недель или лет, чтобы получить сертификат сварщика, о котором вы мечтаете. Если у вас нет формального образования, вам понадобится опыт работы, если вы хотите получить сертификат по API.
Ученичество
Стажировка — верный способ начать карьеру сварщика. Многие компании предлагают обучение без отрыва от производства, где вы можете получить практический опыт, а также заработать денежные стипендии, работая под руководством опытных сварщиков. Вам необходимо проверить требования к кандидату, чтобы подать заявку на ученичество. Вам нужно искать места, такие как правительственные веб-сайты и профессиональные училища, чтобы найти места для ученичества.