Аргоновая сварка из инвертора: собираем своими руками
Екатерина
Время чтения: 7 минут
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.
К счастью, эта проблема решается довольно просто и, что самое главное, быстро. Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
Содержание статьи
- Общая информация
- Сборка самодельного аргонового аппарата
- Из чего собираем?
- Про источник тока
- Про осциллятор и блок защиты
- Про горелку и газ
- Про редуктор и шланг
- Сборка аппарата
- Настройка самодельного аппарата
- Вместо заключения
Общая информация
Аргонно дуговая сварка во многом очень схожа с ручной дуговой сваркой, вот только дополнительно применяется защитный газ аргон и присадочная проволока. Одновременно с этим используется неплавящийся электрод из вольфрама. Электрод помогает поджечь дугу, а проволока формируется шов. В мире эта сварочная технология называется TIG (ТИГ).
Одновременно с этим используется неплавящийся электрод из вольфрама. Электрод помогает поджечь дугу, а проволока формируется шов. В мире эта сварочная технология называется TIG (ТИГ).
Суть аргонодуговой сварки проста. Сначала горелка подает в сварочную зону аргон. Спустя секунду после подачи газа поджигается сварочная дуга. Чтобы поджечь дугу, нужно поднести к металлу горелку с электродом внутри и нажать на копку включения. Но отчего поджигается дуга? Ведь нет никаких причин для этого.
Эту задачу решает осциллятор. Он ионизирует газ и тем самым позволяет дуге зажечься в парах аргона.
После того, как дуга стабилизировалась, можно подавать в сварочную ванну присадочный материал. Это можно делать вручную или с помощью подающего механизма. Дуга плавит металл, а вот присадочная проволока позволяет сформировать сварной валик. Проволока плавится вместе с металлом и смешивается с ним.
Далее мы расскажем, что вам понадобится для сборки аргонной сварки своими руками.
Сборка самодельного аргонового аппарата
Из чего собираем?
Аргонная сварка своими руками собирается из очень простых компонентов. Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
Для начала, вам понадобится источник сварочного тока. В нашем случае это сварочный аппарат типа инвертор. Также вам нужен осциллятор. Дополнительно мы соберем блок защиты для нашего инвертора. Из второстепенных компонентов понадобится сварочная горелка, газовый баллон с аргоном, редуктор, газовые шланг и кабели. Давайте подробнее остановимся на каждом компоненте.
Про источник тока
Аргонныйаппарат собирается на основе какого-либо источника тока. Мы выбрали для этих целей обычный сварочный инвертор. Конечно, можно использовать трансформатор или выпрямитель, но инвертор предпочтительнее.
Однако, учтите, что из инвертора сделать аргонный аппарат сложнее. Если вы возьмете обычный инвертор и подключите к нему осциллятор, то аппарат все равно не сможет работать как аргонный. Он просто выйдет из строя. Так что вам придется немного переделать инвертор, добавив к основной схеме так называемый блок защиты. Блок собирается на той же плате, что и осциллятор, и плата монтируется в отдельный корпус.
Блок собирается на той же плате, что и осциллятор, и плата монтируется в отдельный корпус.
Есть еще один вариант. Внимательно осмотрите ваш инвертор. Возможно в нем есть встроенная функция TIG. Если это действительно так, то считайте вам повезло. Инвертор не нужно переделывать. Достаточно подсоединить к нему газовый баллон, горелку и можно варить. Такие инвертор зачастую предназначены для ММА сварки, но оснащены осциллятором и блоком защиты. Поэтому производитель дает возможность использовать аппарат для TIG.
Про осциллятор и блок защиты
Предположим, что у вас обычный инвертор без функции TIG, и из него вам нужно собрать аргонную сварку своими руками. В таком случае вам придется отдельно сделать осциллятор и блок защиты. Ниже приведена удобная схема.
Про горелку и газ
Теперь о второстепенных компонентах. Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.
А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.
Вы можете самостоятельно собрать аргонную горелку дома, купив все детали в интернете. Но по нашему опыту это пустая трата времени и сил. Лучше купите заводскую, она стоит не так уж дорого.
В качестве газа нужно использовать аргон. Он поставляется в баллонах черного или серого цвета, так что не перепутаете. Но лучше всего использовать именно газ из серых баллонов, поскольку там содержится чистый аргон. Он предпочтительнее для сварки.
Что касается емкости, то для сварки в домашних условиях вам будет достаточно баллона 10 л. Он достаточно легкий и компактный, его можно без проблем привезти на дачу или в гаражный кооператив. Для дома лучше не покупать большие баллоны по 50 литров. Вам будет трудно его перемещать.
Про редуктор и шланг
Также вам понадобится специальный газовый редуктор. Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.
Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.
Отдельно обращайте внимание на шланг. Мы рекомендуем сразу купить готовый и не мучиться с самостоятельной сборкой. Самодельный шланг, скорее всего, будет неудобным и вы потеряете много времени на поиск и установку специальных разъемов для подключения шланга к баллону и горелке.
Сборка аппарата
Итак, все компоненты собраны, можно приступать. Аргоновая сварка своими руками начинается с подключения осциллятора + блока защиты к инвертору. Посмотрите на схему выше, там все понятно. Возьмите массу и подсоедините ее к плюсовой клемме осциллятора. К минусовой клемме подключите кабель, идущий от горелки. Если будете варить алюминий, то поменяйте эти кабели местами.
Далее соедините газовый рукав и горелку, установите редуктор на баллон. Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном. Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В. Все готово. Осталось настроить аппарат для корректной работы.
Настройка самодельного аппарата
Любая самодельная вещь или прибор нуждается в грамотной настройке, чтобы сварка проходила более-менее качественно. Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Для начала нужно заточить электрод. Для этого можно использовать специальную точилку. Конец электрода должен быть остро заточен. Если использовать для сварки не заточенный электрод, дуга будет нестабильной и не сможет сконцентрироваться в одной точке. Так что не игнорируйте этот этап.
Затем вам нужно установить электрод в горелку и включить ее, открыв вентиль на баллоне.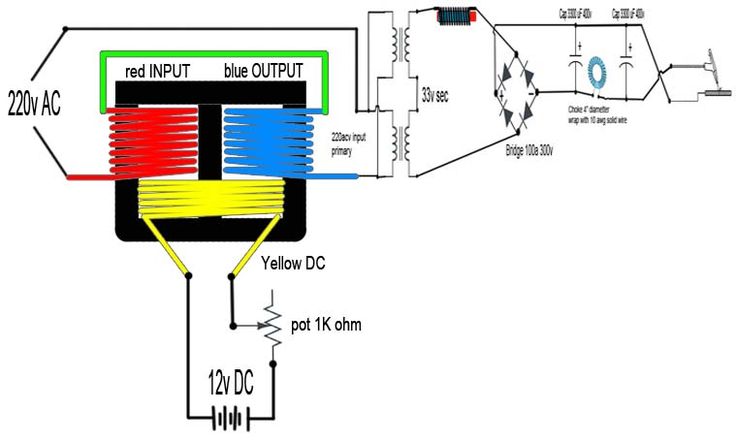 С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
Читайте также: Оптимальный расход углекислоты при сварке полуавтоматом
Теперь вам нужно включить осциллятор с блоком защиты и поднести горелку к металлу. Предварительно на металл присоединяется масса. Держите горелку близко к поверхности металла. При включении появится сварочная дуга. Далее вам нужно опять включить подачу газа, одновременно отводя горелку чуть дальше.
Вот и все. Аппарат настроен и готов к работе.
Вместо заключения
Как видите, аргоно дуговая сварка своими руками собирается довольно просто. Для его сборки вам понадобятся детали, которые можно купить с рук или поискать у себя в гараже. Самодельный аппарат обладает множеством достоинств. Он прост в применении, стоит недорого и ремонтопригодный. К тому же, вы знаете с точностью до детали, какие компоненты использовали при сборке. И поэтому можете быть уверены в его надежности.
И поэтому можете быть уверены в его надежности.
Конечно, не стоит требовать слишком многого от самодельного аргонного аппарата. Он точно не подойдет для регулярной профессиональной сварки. А вот для работы на дому его можно смело использовать.
Похожие публикации
как собрать, особенности, характеристики и настройка
Сварочная технология с применением аргона даёт мастеру много возможностей. Аргонодуговой метод поможет соединить стали, сплавы и углеродистые металлы с любой толщиной.
Но у сварщика, который работает для себя, может не быть возможности купить производственный аппарат для такой сварки: кто-то сомневается в производителях, кто-то не найдет аппарат с нужной ценой.
Эту проблему можно решить так же, как и многие другие технологические проблемы в сварке — сделать аппарат для аргонодуговой методики самому из инвертора. Он может заменить простые заводские модели, не уступая им по функционалу и удобству работы.
Мы расскажем вам об основах сборки аргонного аппарата.
Содержание статьиПоказать
- Общая информация
- Сборка самодельного аргонного аппарата
- Из чего собрать?
- Про источник тока
- Про осциллятор и блок защиты
- Про горелку и газ
- Про редуктор и шланг
- Сборка аппарата
- Настройка самодельного аппарата
- Заключение
Общая информация
От простой ручной электродуговой сварки аргоновая отличается наличием газового баллона с аргоном и присадочного материала. Остальные детали этих методов похожи.
Аргонодуговая сварка (также известная как ТИГ/TIG) обязательно включает применение вольфрамового тугоплавкого электрода, который поджигает дугу. Шов формируется присадкой.

Аргонодуговая сварка сама по себе не сложная. В зону образования шва из горелки подаётся защитный газ. После начала подачи, зажигается дуга. Для зажигания дуги горелка со вставленным стержнем подносится к металлической детали.
В какой момент и из-за чего происходит поджог?
Этим занимается осцилляторный механизм. Он заряжает аргон и направляет его частицы. Этот заряд и провоцирует поджог дуги.
Присадочная проволока подаётся в сварочное углубление только после стабилизации электродуги. Она двигается или подающим механизмом, или рукой сварщика.
Металл плавится дугой, а сварные валики формируются из присадки. Последняя расплавляется одновременно с металлом и сливается с ним в однородную массу.
В следующем блоке мы опишем сборку аппарата для аргонодуговой сварки и что понадобится для неё.
Сборка самодельного аргонного аппарата
Из чего собрать?
Аппарат для сварки аргоном не требует покупки сложных компонентов. Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Во-первых, у вас должен быть источник тока для сварки. Мы возьмём инверторное сварочное устройство.
Далее нужен осцилляторный прибор, о назначении которого мы говорили. В дополнение нам нужен защитный блок аппарата. Вторичные детали — газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
Далее поговорим конкретно про каждую из них.
Про источник тока
В качестве источника сварочного тока можно использовать трансформаторные и выпрямительные аппараты. Но они технически не новы, и могут не осилить некоторые моменты аргонодуговой сварки.
Функциональный инверторный аппарат лучше покажет себя в этой роли.
Но сделать из инверторного устройства аппарат для аргонодуговой сварки несколько сложнее. Если вы попробуете просто подключить к нему осциллятор, инвертор может выйти из строя вместо того, чтобы варить в аргоновой среде.
Чтобы этого не случилось, нужно добавить к прибору защитный блок. Его собирают на одной плате с осциллятором, а саму плату оснащают индивидуальным корпусом.
Вы можете внимательнее осмотреть ваш инверторный аппарат или его паспорт. Если где-то указано, что в устройстве предусмотрена функция ТИГ, вам не нужно будет ничего делать со своим инвертором.
Для аргоновой сварки вы можете просто подключить к аппарату баллон с аргоном и горелку. Обычно инвертор подходит для сварки типа ММА, но имеет расширенный функционал за счет осциллятора и защитного блока.
В этом случае считайте, что производитель позаботился о вас и сделал аппарат пригодным для ТИГ-сварки.
Про осциллятор и блок защиты
Для того, чтобы оборудовать инверторы, не предназначенные для аргонодуговой сварки, нужно встраивать в них осцилляторы и блоки защиты.
Для этого можете найти в интернете наглядные схемы или видео уроки. Они объяснят понятнее, чем простой текст.
Про горелку и газ
Второстепенные компоненты нельзя выбирать наощупь. Например, любая газовая горелка не подойдёт. Производятся специализированные горелки для аргонодуговой сварки.
Её сопло сделано из керамики, а внутрь встроен держатель для тугоплавкого электродного стержня.
Горелки также собираются вручную, а детали для них есть в интернет-магазинах и строительных гипермаркетах. Но лучше сэкономить время и выбрать одну из заводских горелок. Разница в цене будет не так заметна.
Защитным газом выступает аргон. Его «запаковывают» и перевозят в серых или черных баллонах. Аргон из баллонов серого цвета содержит аргон в чистом виде, поэтому он лучше проявляет себя в сварке.
Вам не нужен баллон больше десяти литров, если вы варите дома, на даче или в гараже. Десятилитровый баллон маленький и лёгкий, поэтому его легко как переносить, так и перевозить с места на место.
Баллоны в пятьдесят литров нужны мастерам, которые работают на стационарном оборудовании, чаще всего в цеху.
Про редуктор и шланг
Газовые редукторы надеваются на баллоны с аргоном, чтобы уравнивать внешнее давление в шлангах и внутреннее давление резервуара. Не все редукторы подходят для аргона. Они обычно покрашены в цвет баллона.
Собирать шланг самому не стоит. Проще будет купить заводской и не пытаться экспериментировать. Шланг, который вы сделаете вручную, может иметь поры или быть неудобным в использовании.
К тому же, найти разъем для подсоединения к источнику газа и горелке будет нелегко.
Сборка аппарата
Когда у вас есть все составляющие, можно начинать сборку. В первую очередь подключите осциллятор и защитный блок к инверторному аппарату. Чтобы понять, как это делается, поищите наглядные схемы.
В первую очередь подключите осциллятор и защитный блок к инверторному аппарату. Чтобы понять, как это делается, поищите наглядные схемы.
Массу присоедините к клемме осцилляторного прибора со знаком «плюс». К «минус»-клемме подсоедините кабель, который отходит от горелки. Для сварки алюминия кабели нужно подключить наоборот.
Подключите горелку к газовому рукаву и объедините баллон с редуктором. Рукав с горелкой подведите к газовому шлангу и кабелям. Потом подключите между собой редуктор и шланг.
Только после этого аппарат можно подключать к обычной сети питания в 200 вольт. Мощность у осциллятора должна быть около шести вольт. После всех этих действий нужно настроить инверторное оборудование для аргонодуговой технологии сварки.
Настройка самодельного аппарата
Даже заводской прибор должен быть грамотно настроен. Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Первый этап — заточка электродного стержня. Для этого нужна специальная точилка. Кончик стержня должен быть острым, как карандаш.
Тупой электрод дестабилизирует сварочную дугу, и она не сможет идти по одной ровной линии. Поэтому избежать этапа заточки не получится.
После заточки электрод вставляется в держатель горелки. Последняя включается прокруткой вентиля на баллоне и нажатием кнопки зажигания. Редуктором поправьте ход аргона.
Он не должен быть больше пятнадцати литров в минуту. После того, как расход газа будет настроен, отключите горелку и поставьте подачу на паузу.
После этого подключите осцилляторный прибор с защитным блоком и поднесите горелку к заготовке. Перед этим разместите на металле массу. Горелка должна быть очень близкой к металлу.
После включения возникнет электродуга. Потом откройте газ и в это время отводите горелку немного дальше.
Теперь переделанный инвертор может работать.
Заключение
 youtube.com/embed/5RiLchzavaY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/5RiLchzavaY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Аппарат для аргонодуговой сварки можно не только купить, но и собрать самостоятельно. И это, как видите, несложно. Некоторые детали для этого даже могут быть у вас на даче, а остальные можно купить в интернете или на рынке.
Зная, как собрать устройство для ТИГ-сварки, вы будете знать и как его ремонтировать. Кроме того, вложите вы немного и быстро научитесь работать с ним. Вы наверняка будете выбирать качественные детали, поэтому будете гарантом качества сами для себя.
Большим функционалом такой инвертор отличаться не будет, и потому не подойдёт для выездных или строительных работ. Но в условиях дома или гаража, вам его хватит. Желаем удачи!
как собрать, особенности, характеристики и настройка
Главная / Аппараты
Назад
Время на чтение: 4 мин
0
1628
Сварочная технология с применением аргона даёт мастеру много возможностей. Аргонодуговой метод поможет соединить стали, сплавы и углеродистые металлы с любой толщиной.
Аргонодуговой метод поможет соединить стали, сплавы и углеродистые металлы с любой толщиной.
Но у сварщика, который работает для себя, может не быть возможности купить производственный аппарат для такой сварки: кто-то сомневается в производителях, кто-то не найдет аппарат с нужной ценой.
Эту проблему можно решить так же, как и многие другие технологические проблемы в сварке — сделать аппарат для аргонодуговой методики самому из инвертора. Он может заменить простые заводские модели, не уступая им по функционалу и удобству работы.
Мы расскажем вам об основах сборки аргонного аппарата.
- Общая информация
- Сборка самодельного аргонного аппарата Из чего собрать?
- Про источник тока
- Про осциллятор и блок защиты
- Про горелку и газ
- Про редуктор и шланг
Общая информация
 » src=»https://www.youtube.com/embed/kQ2BVe6Mt7o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
» src=»https://www.youtube.com/embed/kQ2BVe6Mt7o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> От простой ручной электродуговой сварки аргоновая отличается наличием газового баллона с аргоном и присадочного материала. Остальные детали этих методов похожи.
Аргонодуговая сварка (также известная как ТИГ/TIG) обязательно включает применение вольфрамового тугоплавкого электрода, который поджигает дугу. Шов формируется присадкой.
Аргонодуговая сварка сама по себе не сложная. В зону образования шва из горелки подаётся защитный газ. После начала подачи, зажигается дуга. Для зажигания дуги горелка со вставленным стержнем подносится к металлической детали.
В какой момент и из-за чего происходит поджог?
Этим занимается осцилляторный механизм. Он заряжает аргон и направляет его частицы. Этот заряд и провоцирует поджог дуги.
Присадочная проволока подаётся в сварочное углубление только после стабилизации электродуги. Она двигается или подающим механизмом, или рукой сварщика.
Она двигается или подающим механизмом, или рукой сварщика.
Металл плавится дугой, а сварные валики формируются из присадки. Последняя расплавляется одновременно с металлом и сливается с ним в однородную массу.
В следующем блоке мы опишем сборку аппарата для аргонодуговой сварки и что понадобится для неё.
Техника безопасности
При проведении сварки в среде аргона нужно соблюдать правила безопасной работы.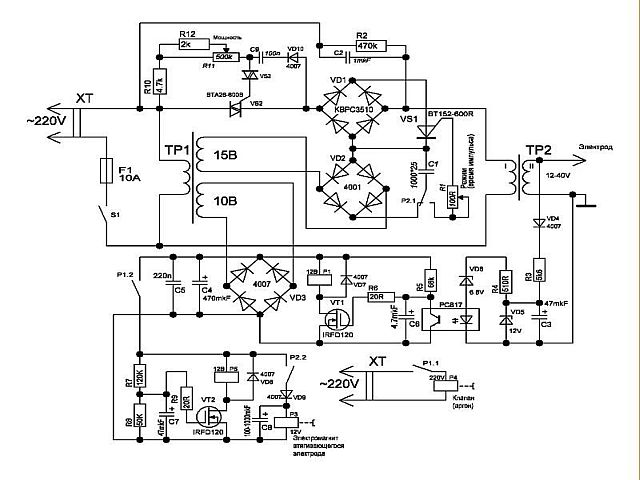 В основном они мало чем отличаются от правил, которые нужно соблюдать при проведении обычной сварки, но есть и некоторые нюансы:
В основном они мало чем отличаются от правил, которые нужно соблюдать при проведении обычной сварки, но есть и некоторые нюансы:
- Важно контролировать газовые баллоны на герметичность, так как газ в них находится под давлением.
- Не допускать утечку аргона, ведь этот газ тяжелее воздуха и не имеет запаха. Поэтому его постепенное накопление может привести к удушью.
- Работу производить в защитной маске, специальной обуви и одежде.
- Строго соблюдать правила электрической безопасности. Оборудование агрегата должно быть надежно заземлено.
- Особое внимание следует уделить борьбе с вероятностью возникновения пожара. Все воспламеняющиеся предметы должны быть удалены из сварочной зоны.
- Нужно запретить нахождение посторонних людей в зоне проведения сварочных работ.
Помните, что аргоновая сварка позволяет получить качественное соединение металлов, которое невозможно сделать другими способами. Начинающему сварщику придется приложить много усилий и терпения, чтобы освоить все способы аргоновой сварки.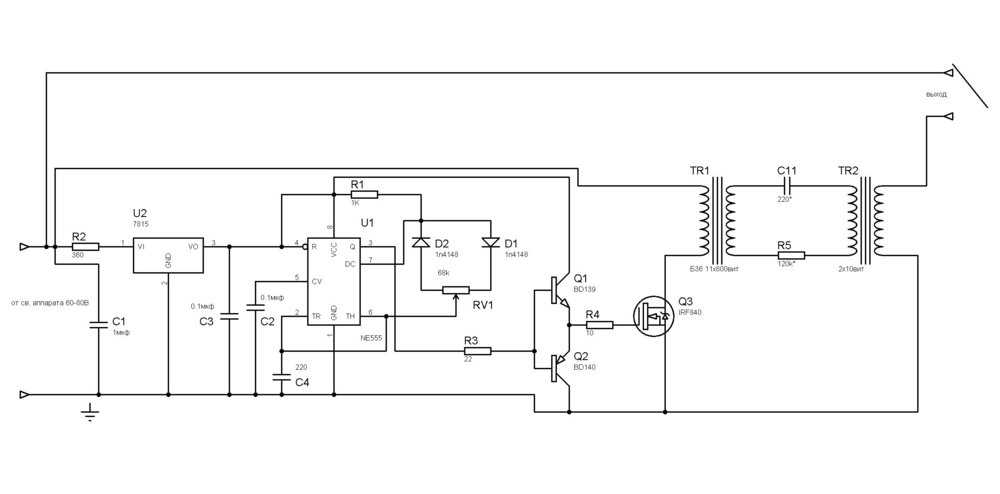
Сборка самодельного аргонного аппарата
Из чего собрать?
Аппарат для сварки аргоном не требует покупки сложных компонентов. Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Во-первых, у вас должен быть источник тока для сварки. Мы возьмём инверторное сварочное устройство.
Далее нужен осцилляторный прибор, о назначении которого мы говорили. В дополнение нам нужен защитный блок аппарата. Вторичные детали — газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
Далее поговорим конкретно про каждую из них.
Про источник тока
В качестве источника сварочного тока можно использовать трансформаторные и выпрямительные аппараты. Но они технически не новы, и могут не осилить некоторые моменты аргонодуговой сварки.
Функциональный инверторный аппарат лучше покажет себя в этой роли.
Но сделать из инверторного устройства аппарат для аргонодуговой сварки несколько сложнее. Если вы попробуете просто подключить к нему осциллятор, инвертор может выйти из строя вместо того, чтобы варить в аргоновой среде.
Чтобы этого не случилось, нужно добавить к прибору защитный блок. Его собирают на одной плате с осциллятором, а саму плату оснащают индивидуальным корпусом.
Как сделать аппарат для аргоновой сварки
При работе с цветными металлами и их сплавами в домашних условиях аргонная сварка своими руками – один из наиболее подходящих способов соединения металлических заготовок.
Стремление к самостоятельному изготовлению аппарата, предназначенного для аргоновой сварки, объясняется высокой стоимостью промышленного оборудования, содержащего в своём составе множество различных узлов. К этому следует добавить высокую цену самого инвертора, позволяющего сваривать аргоном в самых различных режимах.
Устройство и принцип действия
В тех случаях, когда предполагаются лишь разовые домашние операции – предпочтительнее собрать аппарат для аргонодуговой сварки своими руками. Реализацию этой затеи облегчит подход, при котором применяются готовые блоки, входящие в состав ряда бытовых устройств, а также подходящие подручные материалы.
Сборка аппарата
Когда у вас есть все составляющие, можно начинать сборку. В первую очередь подключите осциллятор и защитный блок к инверторному аппарату. Чтобы понять, как это делается, поищите наглядные схемы.
Массу присоедините к клемме осцилляторного прибора со знаком «плюс». К «минус»-клемме подсоедините кабель, который отходит от горелки. Для сварки алюминия кабели нужно подключить наоборот.
Подключите горелку к газовому рукаву и объедините баллон с редуктором. Рукав с горелкой подведите к газовому шлангу и кабелям. Потом подключите между собой редуктор и шланг.
Только после этого аппарат можно подключать к обычной сети питания в 200 вольт. Мощность у осциллятора должна быть около шести вольт. После всех этих действий нужно настроить инверторное оборудование для аргонодуговой технологии сварки.
Настройка самодельного аппарата
Даже заводской прибор должен быть грамотно настроен. Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Первый этап — заточка электродного стержня. Для этого нужна специальная точилка. Кончик стержня должен быть острым, как карандаш.
Тупой электрод дестабилизирует сварочную дугу, и она не сможет идти по одной ровной линии. Поэтому избежать этапа заточки не получится.
После заточки электрод вставляется в держатель горелки. Последняя включается прокруткой вентиля на баллоне и нажатием кнопки зажигания. Редуктором поправьте ход аргона.
Редуктором поправьте ход аргона.
Он не должен быть больше пятнадцати литров в минуту. После того, как расход газа будет настроен, отключите горелку и поставьте подачу на паузу.
После этого подключите осцилляторный прибор с защитным блоком и поднесите горелку к заготовке. Перед этим разместите на металле массу. Горелка должна быть очень близкой к металлу.
После включения возникнет электродуга. Потом откройте газ и в это время отводите горелку немного дальше.
Теперь переделанный инвертор может работать.
Самодельная горелка для аргонодуговой сварки
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.
) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон).
Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе.
В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться.
Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей.
По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).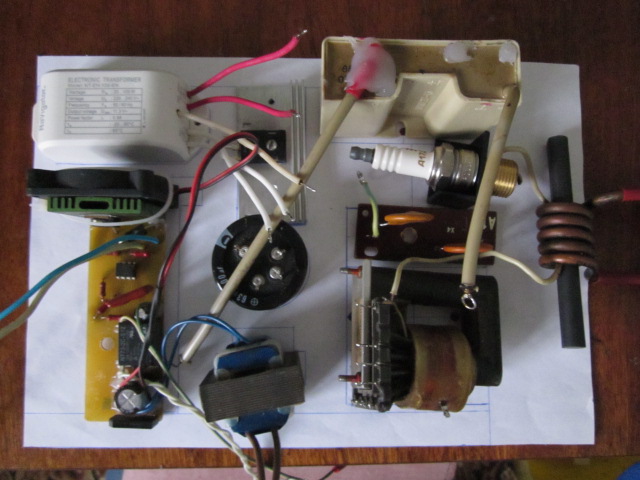
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм.
Диаметр последней должен находиться в пределах 8–10 мм.
Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ.
Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра.
Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму.
К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ.
Обратный конец такой трубки соединяют с газовым баллоном.
 Обратный конец такой трубки соединяют с газовым баллоном.
Обратный конец такой трубки соединяют с газовым баллоном.Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду.
Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд).
В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже.
В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима.
Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей.
Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.
 youtube.com/embed/Vkb1wuwmIOw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Vkb1wuwmIOw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Самодельный сварочный аппарат | Лаборатория сварки
Сварочным аппаратом в простейшем виде является один лишь трансформатор с подключенными к нему необходимыми проводами и зажимами. Для грубой работы этого вполне достаточно. И в принципе сделать сварочный аппарат своими руками несложно, но для его изготовления потребуются дорогостоящие материалы. Поэтому заниматься его изготовлением целесообразно, если уже есть в наличии часть материалов, или есть возможность их купить по ценам существенно ниже рыночных. Иначе себестоимость самодельного сварочного аппарата может оказаться близкой к стоимости фирменного аппарата с лучшими характеристиками.
Самодельный сварочный аппарат
Сварочные аппараты сделанные своими руками в основной своей массе обладают выраженной спецификой перед своими собратьями промышленного изготовления. На первое место здесь зачастую ставится не тщательность расчета параметров конструкции и соблюдение технологии изготовления, а возможность достать тот или иной компонент будущей конструкции самодельного сварочного аппарата. Делать трансформатор чаще всего приходится из того, что есть, а не из того, из чего хотелось бы. Многие конструкции отличаются особой оригинальностью компоновки, собираются из материалов, ничего общего до того со сварочным делом, а то и с трансформаторами вообще не имевшими. Параметры элементов конструкции некоторых образцов сварочных трансформаторов могут сильно выходить за рамки рекомендуемых стандартными методиками значений.
На первое место здесь зачастую ставится не тщательность расчета параметров конструкции и соблюдение технологии изготовления, а возможность достать тот или иной компонент будущей конструкции самодельного сварочного аппарата. Делать трансформатор чаще всего приходится из того, что есть, а не из того, из чего хотелось бы. Многие конструкции отличаются особой оригинальностью компоновки, собираются из материалов, ничего общего до того со сварочным делом, а то и с трансформаторами вообще не имевшими. Параметры элементов конструкции некоторых образцов сварочных трансформаторов могут сильно выходить за рамки рекомендуемых стандартными методиками значений.
Тем не менее большинство самодельных сварочных аппаратов вполне оправдывают свое существование. Их сварочные характеристики находятся на приемлемом рабочем уровне, а в случае необходимости могут быть подправлены.
То, что разные трансформаторы по-разному варят, сварщикам известно хорошо. В одном случае дуга зажигается и горит стабильно, швы ложатся ровно, работать таким аппаратом легко — сварщики говорят: «варит мягко». В другом же случае наоборот: удерживать дугу тяжело, она часто гаснет, металл сильно разбрызгивается, и швы получаются какими-то рваными и размытыми, притом что трансформатор развивает необходимый ток, даже вроде бы обладает запасом по мощности и с выходным напряжением у него тоже все в порядке. В чем же дело? А причина как раз в способности трансформатора стабильно держать рабочий ток, что характеризуется таким показателем, как внешняя вольт-амперная характеристика (ВАХ) источника питания. Про неё подробно написано в статье Типы сварочных аппаратов. Если в двух словах — ток короткого замыкания не должен сильно отличаться от тока сварки. Ток должен быть ограничен либо увеличенным магнитным рассеянием трансформатора, либо балластным сопротивлением, либо дросселем, либо другим способом.
В другом же случае наоборот: удерживать дугу тяжело, она часто гаснет, металл сильно разбрызгивается, и швы получаются какими-то рваными и размытыми, притом что трансформатор развивает необходимый ток, даже вроде бы обладает запасом по мощности и с выходным напряжением у него тоже все в порядке. В чем же дело? А причина как раз в способности трансформатора стабильно держать рабочий ток, что характеризуется таким показателем, как внешняя вольт-амперная характеристика (ВАХ) источника питания. Про неё подробно написано в статье Типы сварочных аппаратов. Если в двух словах — ток короткого замыкания не должен сильно отличаться от тока сварки. Ток должен быть ограничен либо увеличенным магнитным рассеянием трансформатора, либо балластным сопротивлением, либо дросселем, либо другим способом.
О качестве внешних характеристик сварочных трансформаторов судят на практике. Если с трансформатором работать легко, дуга горит стабильно, а наплавленный металл ложится равномерно — значит, все в порядке.
Надежность сварочного трансформатора
При эксплуатации сварочного аппарата, и тем более сделанного своими руками, работающий на пределе своих возможностей трансформатор постепенно изнашивается — действует перегрев, вибрация, влага, механические воздействия.
Злейшим врагом сварочных трансформаторов является перегрев. Самым действенным средством против перегрева являются надежные обмоточные провода с плотностью тока не более 5-7 А/мм2. Чтобы провод быстро охлаждался, он должен иметь хороший контакт с воздухом. Для этого в обмотках делаются щели. Сначала мотается первый слой и с внешних сторон вставляются деревянные или гетенаксовые планки толщиной 5-10 мм, потом планки вставляются через каждые два слоя провода: так каждый слой имеет контакт с воздухом с одной стороны.
Катушка сварочного трансформатора с вентиляционными щелями
Если трансформатор делается без вентилятора, то щели должны ориентироваться вертикально. Тогда через них постоянно будет циркулировать воздух: теплый поднимается вверх, а снизу засасывается холодный. Еще лучше, если трансформатор постоянно обдувается вентилятором. Вообще-то принудительный обдув мало влияет на скорость нагрева трансформатора, зато заметно ускоряет его охлаждение. Быстрее всего греются и хуже всего охлаждаются тороидальные трансформаторы. У сильно греющегося сварочного трансформатора с закрытыми обмотками даже мощный обдув не решит этой проблемы, и здесь придется удерживать температуру обмоток разве что очень умеренным режимом работы.
Тогда через них постоянно будет циркулировать воздух: теплый поднимается вверх, а снизу засасывается холодный. Еще лучше, если трансформатор постоянно обдувается вентилятором. Вообще-то принудительный обдув мало влияет на скорость нагрева трансформатора, зато заметно ускоряет его охлаждение. Быстрее всего греются и хуже всего охлаждаются тороидальные трансформаторы. У сильно греющегося сварочного трансформатора с закрытыми обмотками даже мощный обдув не решит этой проблемы, и здесь придется удерживать температуру обмоток разве что очень умеренным режимом работы.
Если предстоит варить много и быстро, а ваш сварочный трансформатор намотан не ахти какими проводами и катастрофически быстро греется и т.д., здесь можно применить одно кардинальное средство борьбы с перегревом. Перегрева можно не так бояться, если весь трансформатор полностью погрузить в трансформаторное масло. Обладая значительной теплопроводностью, масло не только отводит тепло из обмоток, но и является дополнительным изолятором. В простейшем виде это просто ведро с маслом с утопленным в нем трансформатором, откуда выходят только четыре провода — такое «чудо» иногда можно увидеть на дворах в сельской местности.
В простейшем виде это просто ведро с маслом с утопленным в нем трансформатором, откуда выходят только четыре провода — такое «чудо» иногда можно увидеть на дворах в сельской местности.
Самодельный сварочный трансформатор помещенный в емкость с трансформаторным маслом
В режиме сварки трансформатор создает мощное переменное магнитное поле, которое притягивает к нему стальные элементы, вызывая вибрацию. Вибрируют не только стальные корпуса сварочных аппаратов, но и вообще все детали, соединенные с трансформатором и находящиеся внутри магнитопровода. Особенно подвержены вибрациям подвижные части регулирующих устройств мощности, если таковые имеются. К подвижным элементам (большей частью промышленных аппаратов) могут относиться: сердечники, магнитные шунты, подвижные обмотки, т.е. элементы, с помощью передвижения которых изменяется рабочий ток трансформатора и которые невозможно закрепить совершенно жестко. Эти части связаны с неподвижными элементами трансформатора посредством винтов, направляющих и других элементов, деформирующихся под действием переменных сил. Вибрации подвержены и закрепленные жестко элементы конструкции. Амплитуды и действие вибрации зависят от множества конструктивных факторов, которыми во многом и определяется надежность сварочного трансформатора. Нередки случаи, когда из-за недоработки конструкции или некачественной сборки, вследствие вибрации быстро выходят из строя даже трансформаторы промышленного изготовления. Для самодельных конструкций эта проблема стоит еще более остро, особенно когда используются обмоточные провода в тонкой лаковой изоляции. От постоянной вибрации и трения друг о друга витков, лак на некоторых участках может разрушаться, что неизбежно приведет к межвитковому замыканию. Поэтому изоляция между слоями провода здесь обязательна. Также необходимо предусмотреть, чтобы под действием вибрации не произошло разрушение или продавливание на углах каркаса обмоток или (в тех конструкциях, где его вообще нет) слоя изоляции между катушками и железом магнитопровода. Можно без всякого, преувеличения сказать, что вибрация наравне с перегревом является одной из основных причин преждевременного выхода из строя сварочных трансформаторов.
Вибрации подвержены и закрепленные жестко элементы конструкции. Амплитуды и действие вибрации зависят от множества конструктивных факторов, которыми во многом и определяется надежность сварочного трансформатора. Нередки случаи, когда из-за недоработки конструкции или некачественной сборки, вследствие вибрации быстро выходят из строя даже трансформаторы промышленного изготовления. Для самодельных конструкций эта проблема стоит еще более остро, особенно когда используются обмоточные провода в тонкой лаковой изоляции. От постоянной вибрации и трения друг о друга витков, лак на некоторых участках может разрушаться, что неизбежно приведет к межвитковому замыканию. Поэтому изоляция между слоями провода здесь обязательна. Также необходимо предусмотреть, чтобы под действием вибрации не произошло разрушение или продавливание на углах каркаса обмоток или (в тех конструкциях, где его вообще нет) слоя изоляции между катушками и железом магнитопровода. Можно без всякого, преувеличения сказать, что вибрация наравне с перегревом является одной из основных причин преждевременного выхода из строя сварочных трансформаторов.
При эксплуатации и тем более хранении сварочного аппарата, следует опасаться сырых подвалов и вообще мест с повышенной влажностью. Постепенно обмотки впитывают в себя влагу, которая, попадая в мельчайшие щели и трещины изоляции, долго не высыхает, становясь хорошим проводником тока.
Чаще всего проблемы бывают с первичной катушкой высокого напряжения. Первичная катушка содержит большее количество витков, обычно она сильнее греется, ее более тонкий провод больше подвержен влиянию разрушающих механических воздействий, нежели провод вторичной цепи. Эта катушка находится под опасным напряжением, и при повреждении изоляции ее провода высокое напряжение может попасть на корпус или магнитопровод трансформатора. Если сварочный трансформатор не имеет корпуса, то повреждения обмоток могут происходить от случайных ударов, а также опрокидываний и падений тяжелого трансформатора. Разрушающее воздействие на изоляцию оказывает вибрация, особенно для провода в лаке, перегрев обмоток и влага. Если произошел пробой на корпус или магнитопровод, которые не заземлены, или повреждена внешняя изоляция провода первичной обмотки, то при прикосновении человек попадет под высокое напряжение. От пробоя на корпус спасает заземляющий провод. Однако заземление на самодельных конструкциях делается нечасто.
Если произошел пробой на корпус или магнитопровод, которые не заземлены, или повреждена внешняя изоляция провода первичной обмотки, то при прикосновении человек попадет под высокое напряжение. От пробоя на корпус спасает заземляющий провод. Однако заземление на самодельных конструкциях делается нечасто.
Другой вариант пробоя первичной обмотки, когда она пробивает на вторичную катушку внутри трансформатора. В этом случае ничего не подозревающий сварщик и его помощники могут попасть под высокое напряжение сети со всеми вытекающими отсюда последствиями. Это может предотвратить надежная изоляция первичной и вторичной обмоток друг от друга. Напряжение вторичной катушки может повыситься, даже если ее изоляция не нарушена. Напряжение на выходе вторичной катушки зависит от количества витков первичной катушки. Так, при межвитковом замыкании первичной катушки достаточно большое количество ее витков может «вылететь» из работы: в результате напряжение на выходе сварочного трансформатора повысится.
Корпус для самодельного сварочного аппарата
Чтобы сварочный трансформатор не был подвержен влиянию всех атмосферных стихий и возможным механическим воздействиям, его желательно упрятать в корпус. Однако здесь не все так просто. Сварочный трансформатор — мощный источник электромагнитного излучения, и далеко не все материалы одинаково хорошо годятся для его наружной оболочки. Тем более что в некоторых случаях возможна еще и потеря мощности из-за индуцируемых в оболочках корпусов токов.
При установке сварочного трансформатора в корпус особое внимание надо уделять его материалу и возможности протока воздуха для охлаждения, при этом верх должен быть закрыт, предохраняя трансформатор от возможного дождя. Корпуса или хотя бы некоторые их части лучше делать из не магнитных материалов: латунь, дюраль, гетенакс, пластмассы. Если корпус сделан из жести или напротив оси первичной обмотки привинчены стальные панели, то при работе вся эта конструкция будет втягиваться внутрь и вибрировать.
Для практически всех существующих конструкций сварочных трансформаторов характерны очень сильные магнитные поля рассеивания вблизи обмоток. Эти поля вызывают не только сильные вибрации магнитных материалов, но и заметные потери энергии в кожухах и других конструктивных элементах трансформаторов. Потери энергии обусловлены возбуждением в кожухах вихревых токов. Присутствие вихревых токов, а следовательно, и потери энергии, будут тем меньшими, чем больше расстояние от обмоток трансформатора до стенок металлического корпуса. На потери энергии мало влияют магнитные свойства металлов. Если корпус сделать из немагнитных металлов — латунь, алюминий и т.д., то это мало повлияет на генерацию вихревых токов, ведь здесь важна токопроводимость материала, которая у металлов всегда высокая.
С другой стороны, потери такого рода вообще могут быть сведены на нет, если корпус выполнить из изоляционного материала, тем более что в этом случае сразу удастся избежать и вибраций, вызванных переменными магнитными полями. Однако корпус из диэлектрических материалов сложнее сделать или же подобрать уже готовый, также он имеет худшие показатели прочности. Конечно, проблемы с корпусом, его вибрациями, вихревыми токами и потерями энергии можно вообще избежать, отказавшись от цельного корпуса, как это и принято, наверное, у большинства самодельных сварок. Однако отсутствие корпуса добавит массу других, не менее важных проблем, а также отразится на безопасности и надежности в эксплуатации сварочного аппарата.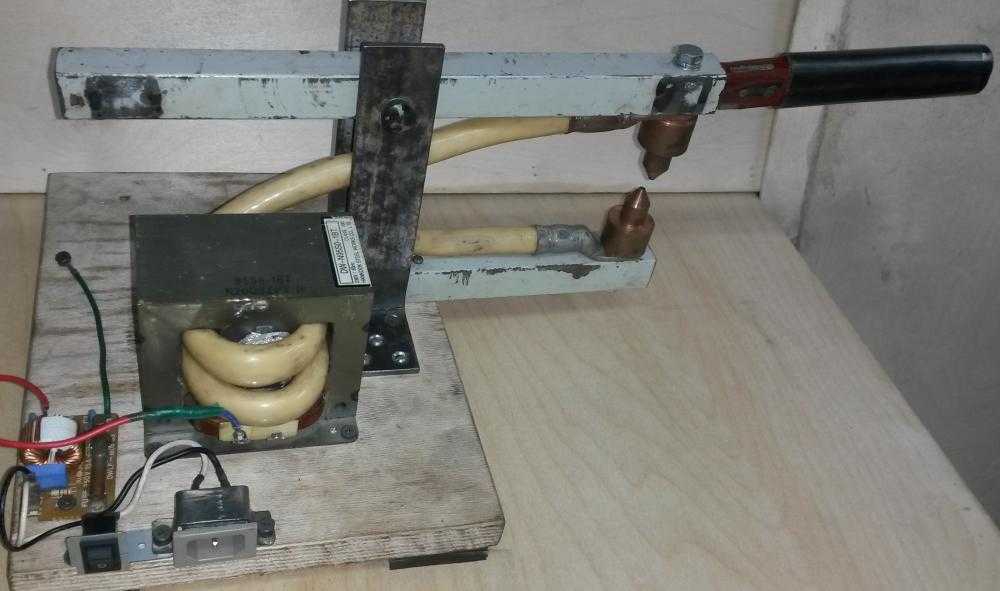
В корпус сварочного аппарата можно установить вентилятор или сделать его герметичным и залить трансформаторным маслом.
© 2018 Лаборатория сварки
Создание и продвижение сайтов компания «ИДЕЯ!»
Полная Карта Сайта
Полная Карта СайтаДобрый день, уважаемые посетители сайта Сварка и Резка.
Вы находитесь на странице, где представлена полная карта сайта «Современная Энциклопедия Сварочных Работ».
Для доступа к материалам вам достаточно перейти по любой из ссылок, расположенных ниже.
- Рубрики: Газовая сварка
- Газ для сварки металлов — режимы сварки в защитных газах полуавтоматом
- Рубрики: Дуговая сварка
- Правильная сварка полуавтоматом — видео: начальная настройка полуавтомата и работа
- Правильная сварка тавровых соединений
- Сколько стоит хороший сварочный аппарат — смотрим цены
- Инверторный сварочный полуавтомат — характеристики, типы, отзывы сварщиков
- Принципиальная схема простого сварочного инвертора
- Ручная дуговая сварка — видео и принцип работы сварочного аппарата для начинающих
- Сварочный инвертор самодельный – разбираем и комментируем схемы самодельных сварочных аппаратов
- Mig Mag сварка — что это и какой выбрать сварочный полуавтомат Mig для сварки
- Сварочный инвертор своими руками — схемы, советы, видео сборки
- Сварка аргоном алюминия — используем сварочный аппарат для сварки алюминиевых сплавов
- Что такое аргоновая сварка и какой купить лучше аргонный сварочный аппарат
- Аргоновая сварка — цены за см от хорошего сварщика по сварке аргоном
- Сварка аргоном — видео, как правильно производится аргонная сварка
- Какой сварочный аппарат для сварки алюминия и дюралюминия выбрать новичку
- Аргонная сварка — какую купить, цена аппарата, характеристики сварочника
- Аргонодуговая сварка — видео уроки для начинающих
- Сварка алюминия полуавтоматом – видео применения полуавтомата
- Где купить полуавтоматический сварочный аппарат – цена с хорошей гарантией
- Принцип работы инвертора сварочного — быстрая сварка и резка металла сварочным инвертором
- Сварочный углекислотный полуавтомат — углекислота для сварки металлов
- Лучший сварочный аппарат для дома — выбираем инверторы сварочные
- Ручная сварка для начинающих — самоучитель по сварке дома
- Какой купить сварочный аппарат — какой лучше выбрать инвертор для сварки в гараже
- Как работать сварочным аппаратом — как настроить сварочный полуавтомат самому
- Сварка нержавейки электродом — процесс сварки нержавеющей стали
- Сварка чугуна электродом — видео процесса
- Тестируем инвертор сварочный Кедр — отзывы владельцев на сварочное оборудование
- Новые уроки сварки электродом — что такое «сварка в лодочку»
- Сколько стоит сантиметр аргонной сварки — используем сварочный аппарат, сваривая алюминий
- Как правильно работать сваркой — дуговая сварка видео уроки для начинающих
- Как производится сварка проводов в распределительной коробке инвертором
- Сварка автомобиля инвертором — быстрая сварка рамы автомобиля
- Аргоновая сварка — видео уроки и обучение сварке аргоном
- Грамотная сварка трубы на просвет — видео о сварке труб ручной дуговой сваркой
- Сварка трубопроводов — соблюдаем ГОСТ при сварке труб
- Сварка инвертором для начинающих – видео уроки
- Какой недорогой сварочный инвертор лучше купить?
- Инверторный сварочный аппарат — какой лучше выбрать для сварки на улице
- Сварочный аппарат или инвертор — какой лучше варит и режет металл
- Как научиться варить сварочным инвертором дома
- Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома
- Сварочные инверторы – рейтинг надежности от пользователей
- Самый простой сварочный инвертор своими руками — подбираем транзисторы
- Сварка по алюминию инверторная — азы для начинающих
- Как выбрать инверторный сварочный аппарат — выбираем сварочник для дома
- Рубрики: Контактная сварка
- Рубрики: Оборудование для сварки
- Сварочное оборудование Сварог — отзывы по сварке
- Полуавтомат сварочный инверторный — отзывы пользователей по сварке
- Сварочная проволока для полуавтомата — цена и где ее купить
- Рукав сварочный для полуавтомата — какой и где лучше взять
- Продажа и ремонт сварочных полуавтоматов, какие запчасти есть в продаже
- Бытовая полуавтоматическая сварка — цена на полуавтоматы инверторного типа
- Сварка полуавтомат — какие цены, где купить
- Сварочные полуавтоматы инверторного типа — цены, отзывы, какой сварочный полуавтомат лучший и где купить
- Схема инверторного сварочного аппарата — схемы оборудования для инверторной сварки
- Сварочная маска Хамелеон — отзывы, цены, где купить
- Сравнение нескольких сварочных аппаратов — Патриот, Солярис, Евролюкс, Штурм, ОКОФ
- Виды электродов для сварки — сварка электродами на видео
- Осциллятор сварочный — купить или собрать своими руками?
- Аппараты Свага — сварочное оборудование для дома и дачи
- Сварочный полуавтомат без газа — цена и характеристики аппарата
- Газосварочное оборудование для газовой сварки — сварка газом своими руками (видео)
- Аппарат Брима — сварочный инвертор с хорошими показателями сварки
- Плазменный сварочный аппарат Горыныч — сварка плазмой в домашних условиях
- Сварочный аппарат Телвин — изучаем полуавтомат в реальных условиях
- Сварочный инвертор Днипро М 250 — отзывы пользователей
- Сварка Кайзер — сварочный аппарат инвертор — характеристики
- Cварка Тесла — сварочный аппарат полуавтомат — характеристики
- Сварочные аппараты инверторные Ресанта — отзывы пользователей по Ресанта 160 и 190
- Сварочный инвертор Мастер 202 — цена и отзывы пользователей
- Сварочный аппарат Аврора — выбираем полуавтомат для сварки
- Сварочный аппарат Кемпи — цена и характеристики инвертора
- Сварочный инвертор Интерскол — отзывы пользователей
- Сварочный аппарат Фубаг — характеристики и отзывы
- Сварочные полуавтоматы инверторного типа — отзывы владельцев по надежности
- Правильный держак для сварочного аппарата и магнитные держатели для сварки
- Какая на полуавтоматы сварочные цена — дешево покупаем сварочный полуавтомат с гарантией
- Сварка полуавтоматом для начинающих – видео уроки, изучаем азы
- Полуавтомат сварочный – какой выбрать для сварки дома
- Полуавтомат сварочный – принцип работы, технология полуавтоматической сварки, режимы сварки
- Сварочный полуавтомат своими руками – схема сборки для дома
- Какую купить маску для сварки Хамелеон
- Сварочные маски Хамелеон Ресанта — отзывы пользователей
- Сварочная маска Хамелеон — какую выбрать лучше для домашней сварки
- Сварочные маски Хамелеон — как выбрать по характеристикам
- Для чего нужна сварка в частном доме
- Рубрики: Плазменная сварка
- Рубрики: Резка металла
- Аппарат для воздушно-плазменной резки металла — технология и какой купить аппарат плазморез
- Резка металла водой — видео гидроабразивной резки металлов
- Резка металла пропаном и кислородом — оборудование, горелка, расход и давление пропана при резке
- Смотрим металлорежущее оборудование — станок для резки металла дисковый
- Механическая резка металла — дисковая пила, ленточная пила, агрегат продольной резки металлов
- Услуги и стоимость резки металлов — лазерная, плазменная, ультразвуковая, гидроабразивная
- Алмазная струна для резки металла — резка металла проволокой
- Резка металла лазером — цена лазерной установки и какую лучше купить
- Лазерная резка металла своими руками — собираем самодельный лазер для резки металла
- Ручная гильотина для резки металла — резка металлов в домашних условиях
- Газовая резка металла — технология и оборудование для резки
- Какой купить резак для резки металла – выбираем ручной металлорежущий инструмент
- Рубрики: Сварка полимеров
- Рубрики: Сварочные вопросы
Импульсная сварка своими руками: схема, устройство
Импульсная сварка — что это такое? По сути своей, это обычная электродуговая сварка, в процессе которой подаются дополнительные кратковременные импульсы. Просим не путать данный тип сварки с точечным. Импульсная точечная сварка и импульсно-дуговая сварка — два кардинально разных метода соединения металлов.
Просим не путать данный тип сварки с точечным. Импульсная точечная сварка и импульсно-дуговая сварка — два кардинально разных метода соединения металлов.
Но что, если вы хотите испробовать в своей практике данный метод соединения металлов, но не хотите тратить много денег на покупку качественного сварочного аппарата? Решение есть! Можно сделать самодельную импульсную сварку. Импульсная сварка своими силами собирается за полтора-два часа, а все комплектующие стоят недорого. В этой статье мы подробно расскажем, как своими руками сделать импульсную сварку и каков наш опыт использования самодельного сварочного аппарата.
Сборка импульсной сварки
Преобразователь
Начнем со сборки преобразователя. Который также называют силовой частью сварочного аппарата. Ниже вы можете видеть подробную схему сборки.
Также мы привели несколько таблиц со спецификациями используемых комплектующих.
Схема управления
Ниже приведена понятная и рабочая схема управления, а также видна небольшая часть схемы запуска аппарата.
Как и при сборке преобразователя мы привели несколько таблиц со спецификациями используемых комплектующих.
Плата
Ниже вы можете видеть схематичное изображение печатной платы.
А вот схема расположения всех элементов на плате.
Обращаем ваше внимание, «мягкий запуск» размещается на плате управления.
Прибор в сборе
Ниже вы можете видеть прибор в сборе. Это его простейший вид. Не хватает корпуса с вентиляторами, платы управления (ее нужно прикрепить к самому корпусу), разъема для сварочного тока, а также сетевого фильтра и предохранительного автомата (тоже крепится к корпусу).
Выбор основных элементов
Питающий блок сварочного агрегата состоит из сердечника и обмоток. Первый можно приобрести в готовом виде или собрать самостоятельно.
Рекомендуем к прочтению Как пользоваться сварочным выпрямителем и что это такое
Сердечник для сварочника
Основной компонент аппарата изготавливается из стальных профилей. Сделать его самостоятельно сложно. Проще найти готовую деталь на заводах, в пунктах сбора металла. Конструкция имеет вид прямоугольника площадью более 55 см². При сборке устанавливают болт, с использованием которого задают положение подвижной вторичной обмотки по отношению к стационарной первичной.
Сделать его самостоятельно сложно. Проще найти готовую деталь на заводах, в пунктах сбора металла. Конструкция имеет вид прямоугольника площадью более 55 см². При сборке устанавливают болт, с использованием которого задают положение подвижной вторичной обмотки по отношению к стационарной первичной.
Обмотка проводов и особенности намотки
На первом этапе формируется первичная часть. Для этого накладывают 210-215 витков. Поверх устанавливают текстолитовую планку, на которой болтами фиксируют концы провода. После этого приступают к формированию вторичной обмотки. Она состоит из 70 витков. Концы также прикрепляют к текстолитовой пластине.
Трансформатор можно применять в таком виде или модифицировать на следующих этапах.
Опыт применения
Наш опыт показал, что устройство, собранное по данным схемам, работает практически безотказно. Мы остались довольны функционалом и качеством получаемых швов. Конечно, с помощью такого агрегата вы не сможете выполнить профессиональные сварочные работы, но оно и не нужно. Такой самодельный сварочник подойдет для импульсной сварки забора или теплицы. Словом, он не подведет ни одного домашнего умельца, при этом его сборка обойдется очень дешево.
Такой самодельный сварочник подойдет для импульсной сварки забора или теплицы. Словом, он не подведет ни одного домашнего умельца, при этом его сборка обойдется очень дешево.
Собранный по данным схемам сварочник предназначен для работы в сети 220В. Но на нашей памяти случались ситуации, когда напряжение было нестабильным, особенно на даче. Тем не менее, дуга горела стабильно, зажигалась довольно просто. Да, это не профессиональная микроимпульсная сварка, но все же. Кстати, рекомендуем использовать в работе с таким самодельным аппаратом только плавящиеся электроды. Сварка плавящимся электродом куда эффективнее и неплохо стабилизирует горение дуги.
Естественно, для сборки нам понадобилось потратить свое личное время и силы. Но конечная стоимость самодельного аппарата для импульсной сварки оказалась в несколько раз ниже, тем у бюджетных моделей из магазина. При этом самодельное устройство отлично справляется со своими функциями.
Изготовление регулятора тока
Сделать простое устройство можно из 2 тиристоров и подручных средств. Регулирующий аппарат включается в цепь преобразуемого тока. RC определяет точку размыкания тиристоров, после чего сопротивление резистора меняется. Такое устройство помогает выбирать напряжение по энергии переменного тока. Настройку прибора выполняют под напряжением, остальные радиоэлементы должны быть отключенными от схемы. Резисторы и филдисторы можно заменять динисторами, однако такие компоненты работают нестабильно.
Регулирующий аппарат включается в цепь преобразуемого тока. RC определяет точку размыкания тиристоров, после чего сопротивление резистора меняется. Такое устройство помогает выбирать напряжение по энергии переменного тока. Настройку прибора выполняют под напряжением, остальные радиоэлементы должны быть отключенными от схемы. Резисторы и филдисторы можно заменять динисторами, однако такие компоненты работают нестабильно.
Устройства регулировки для контактного сварочника изготавливать самому нецелесообразно. Для сборки требуются дорогие детали, результат может отличаться от желаемого.
Рекомендуем ознакомиться
Регулятор тока для сварочного трансформатора
Преимущества самодельного аппарата
Помимо цены у самодельного аппарата для импульсной сварки есть множество других преимуществ перед моделями, продающимися в магазине. Первое преимущество — малое потребление тока. Если вы включите обычный аппарат из магазина в бытовую розетку у себя на даче и сварите калитку, например, то вскоре получите счета за электроэнергию и неприятно удивитесь. К тому же, подключать такой аппарат к бытовой розетке просто опасно, автоматы могут не выдержать такой мощности.
К тому же, подключать такой аппарат к бытовой розетке просто опасно, автоматы могут не выдержать такой мощности.
Не забывайте и о габаритах покупных аппаратов. Их просто невозможно спокойно перенести в руках с места на место. На заводах сварщики просто используют очень длинные провода, чтобы не перемещать такой аппарат по цеху. При этом цена на такие провода очень высока, и мы не думаем, что вы захотите тратить лишние 100$ на кабели. А вот самодельный аппарат весит немного и его можно легко перемещать.
Также у покупных аппаратов есть свои производственные возможности, и они редко превышают 80%. А зачастую находятся на отметке в 50%. Это значит, что такой аппарат просто не может раскрыть весь свой потенциал. Происходит это из-за того, что большой и технически сложный сварочник сильно нагревается и ему требуется много времени на остывание. По этой причине вы также не сможете варить дольше 2-3 минут подряд.
У самодельного сварочника, собранного по нашим схемам, нет таких недостатков.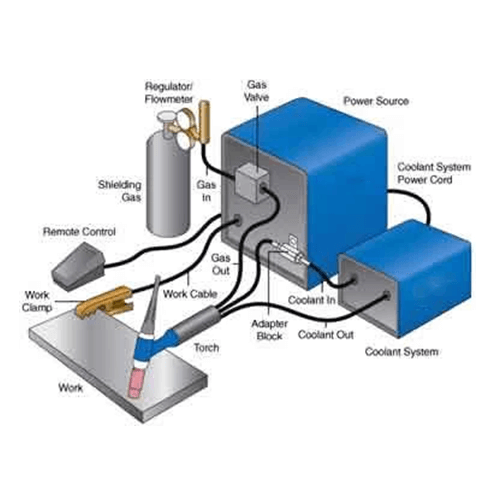 В нем нет реактивных токов, так что практически вся электроэнергия используется. Вы без проблем можете подключить такой сварочник к домашней розетке и не беспокоиться о счетах за электричество и возможном времени работы. Ведь мощность нашего самодельного прибора лишь немного больше, чем мощность обычного утюга.
В нем нет реактивных токов, так что практически вся электроэнергия используется. Вы без проблем можете подключить такой сварочник к домашней розетке и не беспокоиться о счетах за электричество и возможном времени работы. Ведь мощность нашего самодельного прибора лишь немного больше, чем мощность обычного утюга.
С помощью самодельного аппарат для импульсной сварки можно варить более 20 минут, что точно больше, чем положенные 2-3 минуты у аппарата их магазина. А вес такого самодельного прибора не превышает 10 килограмм. Это то, что нужно для домашнего мастера.
Какие еще есть достоинства? Ну вы можете на этапе сборки еще больше удешевить конструкцию. Например, в качестве сварочных кабелей использовать провода с меньшим сечением, достаточно 12 квадратных миллиметров. А для питания аппарата можно использовать провода от бытовых удлинителей.
Устройство из трехфазного трансформатора
Если ЛАТР найти невозможно, сварочный аппарат конструируют из блока питания 380/36 В. 3-фазный трансформатор используется в работе осветительных систем или электроинструментов. Допускается применение блока с одной сгоревшей обмоткой. Агрегат будет питаться от бытовой или промышленной сети. В процессе сборки выполняют следующие действия:
3-фазный трансформатор используется в работе осветительных систем или электроинструментов. Допускается применение блока с одной сгоревшей обмоткой. Агрегат будет питаться от бытовой или промышленной сети. В процессе сборки выполняют следующие действия:
- Изготавливают клеммы для крепления вторичной намотки из полой трубки. Один конец делают плоским, в нем просверливают отверстие для фиксации провода.
- Заменяют расположенные в верхней части трансформатора винты с гайками М6 на болты М10.
- Изготавливают текстолитовую плату для вывода концов обмотки. В ней проделывают 10-11 отверстий, в которые вставляют винты М6. Плату устанавливают на верхнюю панель трансформатора.
- Крайние первичные намотки подключают друг к другу параллельно. Средняя подсоединяется последовательно.
Особенности
Сварка своими руками с применением самодельного сварочника имеет ряд особенностей. О них мы и поговорим ниже.
В ходе работ дуга может гореть нестабильно.![]() Чтобы это исправить нужно использовать трансформатор с большой степенью индуктивности. Но учтите, что в таком случае значение тока может уменьшится. Это, конечно, минус. Ведь зачастую такие сварочные аппараты работают с переменным током и по умолчанию имеют маленький диапазон регулировки тока, а вместе с тем и низкий коэффициент полезного действия.
Чтобы это исправить нужно использовать трансформатор с большой степенью индуктивности. Но учтите, что в таком случае значение тока может уменьшится. Это, конечно, минус. Ведь зачастую такие сварочные аппараты работают с переменным током и по умолчанию имеют маленький диапазон регулировки тока, а вместе с тем и низкий коэффициент полезного действия.
А вот у аппаратов, работающих на постоянном токе, сам ток стабилизируется благодаря отдельному дросселю. В некоторых моделях может быть сразу два дросселя. Поэтому время восстановления дуги существенно сокращается, а значение сварочного тока увеличивается.
Вывод очевиден: нужно, чтобы сварочник работал на постоянном токе. Но учтите, что необходимо следить за индуктивностью дросселя. Если она будет слишком большой, то вы не сможете нормально зажечь дугу и электрод просто начнет прилипать к металлу. Можно ли добиться быстрого поджига дуги и стабильного сварочного тока? Конечно. Но для этого нужно сделать так, чтобы индуктивность дросселя была низкой, при этом частота тока была высокой.
Изготовление мощного трансформатора
Сборку осуществляют в несколько шагов.
Что потребуется
Для создания трансформатора своими руками понадобятся электротехническая сталь, медные провода, изоляционный материал, крепежные элементы.
Упрощенная формула расчета
Если возможность выполнения сложных вычислений отсутствует, можно воспользоваться типовыми параметрами, к которым относятся:
- напряжение во время сварки – 18-25 В;
- сила тока на первой обмотке – 25 А, на второй – 120-150 А;
- напряжение во время охлаждения – 55-60 В.
Процесс сборки
Для изготовления сердечника потребуются стальные пластины толщиной 0,35-0,55 мм.
Размер готовой конструкции зависит от сечения провода. Опытные сварщики умеют определять требуемые параметры без расчетов.
Г-образные пластины укладывают так, чтобы они образовывали прямоугольник. После получения сердечника нужной толщины угловые части пластин скрепляют болтами. Конструкцию зачищают надфилем, изолируют. После этого выполняют намотку стандартным способом.
Конструкцию зачищают надфилем, изолируют. После этого выполняют намотку стандартным способом.
Рекомендуем к прочтению Каким аппаратом варят полипропиленовые трубы
Добавление сварочного выпрямителя
Самодельный трансформатор представляет собой простой блок питания. Стабилизатор напряжения устроен также, как подобная деталь зарядного устройства телефона. В стандартную схему диодного моста включают конденсаторы, нейтрализующие переменные импульсы. Выпрямитель можно изготовить и без этих деталей, однако прочность шва будет более низкой.
Для изготовления моста применяют диоды Д161-250. Поскольку под нагрузкой они выделяют тепловую энергию, требуется установка радиаторов. Диоды фиксируются на них болтами. Рядом с радиаторами устанавливают вентилятор, отводящий тепло в окружающую среду.
Устройство для спайки проводов
Если прибор будет предназначаться только для работы с тонкими жилами, например, при установке распределительных щитков, обходятся микросварочным прибором. Размер устройства составляет 7-10 см. Оно собирается на основе транзистора КТ835. Трансформатор наматывают самостоятельно, придавая ему вид высокочастотного повышающего преобразователя.
В отличие от стандартных схем, конструкция использует высокое напряжение (до 30000 В). При сварке этим устройством соблюдают технику безопасности. Трансформатор изготавливают на базе ферритового стержня. Первая обмотка включает 20 витков диаметром 1 мм, вторая – из 500. В схему вводят резисторы, препятствующие перегреву прибора на холостом ходу.
Используя маленький аппарат, формируют жгуты проводов, разрезают тонкие листовые металлы. Вместо электрода применяют толстую иглу.
Сварочный аппарат «Сделай сам» — Соберите свой собственный портативный сварочный аппарат MIG/TIG/ARC
Сварочный аппарат «Сделай сам» — Соберите свой собственный портативный сварочный аппарат MIG/TIG/ARC| Сварочный аппарат «Сделай сам» — Соберите свой собственный аппарат для дуговой сварки, сварки MIG и TIG | Посещений страниц: |
 У меня не осталось досок. Так что не спрашивай.
У меня не осталось досок. Так что не спрашивай.Я долго боролся с вариантами нового дизайна. оригинальная цифровая плата была сложной и дорогой. Некоторые из сложности:
- Изолированное измерение напряжения
- Изолированный датчик тока
- Изолированный выход до 200 В
- Импульсный блок питания с 3 изолированными выходами.
- Множество аналогов для управления в реальном времени
- 150 деталей
- Дорогой энкодер для ввода
- Режимы MIG, TIG, Stick и зарядное устройство.
- Механически сложный.
- Чувствительность тока трудно откалибровать.

Это работало, но я никогда не хотел строить. Много дорогих деталей типа линейных оптоизоляторов. Эта сложность должен был позволить использовать его в 3-х конфигурациях:
- Сварочный аппарат постоянного тока с автомобильным генератором переменного тока
- Дополнение AC/DC TIG и MIG для стандартных сварочных аппаратов с приводом от двигателя (например, Pipeliner, SA-250)
- Дополнение для трансформаторных сварочных аппаратов, таких как Airco, Miller DDR/3, Dialarc и другие, которые используют трансформаторы насыщения.
Упрощенная плата предназначалась только для генератора. Это сработало
хорошо, но как только я начал его строить, переключатели пошли от
от 1,49 до почти 6 долларов за штуку. Это было слишком упрощенно: это только
приводило к высокому напряжению поля, была зафиксирована в функции и не
безопасно поддерживать TIG.
Stick (SMAW), TIG и MIG — цели новой платы. Если все, что вам нужно, это сварка стержнем, неэлектронный Версия будет все, что вам нужно.
Одной из проблем упрощенной платы было отсутствие изоляции; все было связано с отрицательным выходом генератора. TIG постоянным током является отрицательным электродом. Итак, вы подключаете плюсовой провод к работе. Вот и ставится генератор, плата и весь сварочный аппарат металла на OCV сварщика, обычно 60В. Не безопасная ситуация.
Я обдумывал, как сделать это относительно недорого. Первое изменение заключается в использовании современного процессора, такого как Microchip PIC32. Это переместит все управление напряжением, током и выходом из много аналоговых частей для программного обеспечения. Это облегчает изменение и добавьте такие функции, как горячий запуск, запуск с подъема, управление двигателем. Наличие встроенного дисплея избавляет пользователя от необходимости добавить счетчики или дисплеи.
Схема почти готова. по сложности не так уж и плохо
в цепи или механически. Все же не дешево, как хотелось бы, но
разумный. На данный момент возможностей:
по сложности не так уж и плохо
в цепи или механически. Все же не дешево, как хотелось бы, но
разумный. На данный момент возможностей:
- 4-значный светодиодный дисплей с 10 светодиодами состояния.
- Пользовательский ввод через 3 тумблера. вверх/вниз, отображение и режим/дистанционный переключатель. Все переключатели трехпозиционные (ВКЛ/ВЫКЛ/ВКЛ) мгновенный.
- Изолированный датчик напряжения — обеспечивает более безопасную сварку TIG.
- Управляющий выход до 8 А для поддержки двух генераторов переменного тока. Вариант сборки для выходного напряжения до 200 В (сварщики двигателей).
- Режимы Stick, TIG, MIG и зарядное устройство.
- Измерение тока через ток возбуждения — не совсем точно, но достаточно хорошо. Мой опыт работы с разными сварщиками актуален. настройка является приблизительной в любом случае. 120А на одну машину действует по разному чем 120А на другом.
- ЦП с сокетом PIC32. Позволяет обновлять программное обеспечение. Я хотел бы
чтобы иметь возможность загружать новый код, но это добавляет USB или последовательные интерфейсы
это будет редко использоваться и только увеличивает стоимость.
- Разрешить сохранение и загрузку конфигураций.
- Опора электромагнита холостого хода двигателя.
- Поднимите старт TIG, начните с минимального тока, пока не установится дуга.
- Выходная мощность пуска для внешней цепи пуска ВЧ.
- Выход внешнего контактора (полезно для лучшего запуска MIG.)
- Дистанционное управление напряжением/током.
- Одноплатный, возможно, 5×3 дюйма. Это будет монтироваться на 4×6 панель из красного плексигласа. Надеюсь на шелкографию панелей. со всем текстом и надписями.
- Винтовые клеммы для соединений.
- Опция для внешней платы для точного измерения тока (полезно для сварщиков двигателей.)
 Я хотел бы
чтобы иметь возможность загружать новый код, но это добавляет USB или последовательные интерфейсы
это будет редко использоваться и только увеличивает стоимость.
Я хотел бы
чтобы иметь возможность загружать новый код, но это добавляет USB или последовательные интерфейсы
это будет редко использоваться и только увеличивает стоимость. По затратам пока не уверен. Первые доски должны были
покрыть макетные платы, а также изготовить панель и нанести шелкографию.
Если кто-нибудь знает место, где можно вырезать панели, просверлить и нанести шелкографию.
недорого; дай мне знать. Не стесняйтесь обсуждать это на Yahoo
группа вверху страницы.
По затратам пока не уверен. Первые доски должны были
покрыть макетные платы, а также изготовить панель и нанести шелкографию.
Если кто-нибудь знает место, где можно вырезать панели, просверлить и нанести шелкографию.
недорого; дай мне знать. Не стесняйтесь обсуждать это на Yahoo
группа вверху страницы. мост, так как нет защиты от убегания выхода
и нет стабилизатора для лучшей дуги. Обычно они работают примерно на
20В; это будет работать, но трудно поддерживать дугу.
мост, так как нет защиты от убегания выхода
и нет стабилизатора для лучшей дуги. Обычно они работают примерно на
20В; это будет работать, но трудно поддерживать дугу. Добавьте газ и устройство подачи проволоки, и вы получите MIG. Добавлять
горелка TIG и газовый соленоид, и вы можете начать TIG с нуля.
На плате есть инструкция, в которой описаны все соединения. Самый
работа механическая.
Добавьте газ и устройство подачи проволоки, и вы получите MIG. Добавлять
горелка TIG и газовый соленоид, и вы можете начать TIG с нуля.
На плате есть инструкция, в которой описаны все соединения. Самый
работа механическая.Сварочный аппарат «Сделай сам» — Соберите свой собственный портативный сварочный аппарат MIG/TIG/ARC
Сварочный аппарат «Сделай сам» — Соберите свой собственный портативный сварочный аппарат MIG/TIG/ARC| Сварочный аппарат «Сделай сам» — Соберите свой собственный аппарат для дуговой сварки, сварки MIG и TIG | Посещений страниц: |
 У меня не осталось досок. Так что не спрашивай.
У меня не осталось досок. Так что не спрашивай.Я долго боролся с вариантами нового дизайна. оригинальная цифровая плата была сложной и дорогой. Некоторые из сложности:
- Изолированный датчик напряжения
- Изолированный датчик тока
- Изолированный выход до 200 В
- Импульсный блок питания с 3 изолированными выходами.
- Множество аналогов для управления в реальном времени
- 150 шт.
- Дорогой энкодер для ввода
- Режимы MIG, TIG, Stick и зарядное устройство.
- Механически сложный.
- Чувствительность тока трудно откалибровать.

Это работало, но я никогда не хотел строить. Много дорогих деталей типа линейных оптоизоляторов. Эта сложность должен был позволить использовать его в 3-х конфигурациях:
- Сварочный аппарат постоянного тока с автомобильным генератором переменного тока
- Дополнение AC/DC TIG и MIG для стандартных сварочных аппаратов с приводом от двигателя (например, Pipeliner, SA-250)
- Дополнение для трансформаторных сварочных аппаратов, таких как Airco, Miller DDR/3, Dialarc и другие, которые используют трансформаторы насыщения.
Упрощенная плата предназначалась только для генератора. Это сработало
хорошо, но как только я начал его строить, переключатели пошли от
от 1,49 до почти 6 долларов за штуку. Это было слишком упрощенно: это только
приводило к высокому напряжению поля, была зафиксирована в функции и не
безопасно поддерживать TIG.
Stick (SMAW), TIG и MIG — цели новой платы. Если все, что вам нужно, это сварка стержнем, неэлектронный Версия будет все, что вам нужно.
Одной из проблем упрощенной платы было отсутствие изоляции; все было связано с отрицательным выходом генератора. TIG постоянным током является отрицательным электродом. Итак, вы подключаете плюсовой провод к работе. Вот и ставится генератор, плата и весь сварочный аппарат металла на OCV сварщика, обычно 60В. Не безопасная ситуация.
Я обдумывал, как сделать это относительно недорого. Первое изменение заключается в использовании современного процессора, такого как Microchip PIC32. Это переместит все управление напряжением, током и выходом из много аналоговых частей для программного обеспечения. Это облегчает изменение и добавьте такие функции, как горячий запуск, запуск с подъема, управление двигателем. Наличие встроенного дисплея избавляет пользователя от необходимости добавить счетчики или дисплеи.
Схема почти готова. по сложности не так уж и плохо
в цепи или механически. Все же не дешево, как хотелось бы, но
разумный. На данный момент возможностей:
по сложности не так уж и плохо
в цепи или механически. Все же не дешево, как хотелось бы, но
разумный. На данный момент возможностей:
- 4-значный светодиодный дисплей с 10 светодиодами состояния.
- Пользовательский ввод через 3 тумблера. вверх/вниз, отображение и режим/дистанционный переключатель. Все переключатели трехпозиционные (ВКЛ/ВЫКЛ/ВКЛ) мгновенный.
- Изолированный датчик напряжения — обеспечивает более безопасную сварку TIG.
- Управляющий выход до 8 А для поддержки двух генераторов переменного тока. Вариант сборки для выходного напряжения до 200 В (сварщики двигателей).
- Режимы Stick, TIG, MIG и зарядное устройство.
- Измерение тока через ток возбуждения — не совсем точно, но достаточно хорошо. Мой опыт работы с разными сварщиками актуален. настройка является приблизительной в любом случае. 120А на одну машину действует по разному чем 120А на другом.
- ЦП с сокетом PIC32. Позволяет обновлять программное обеспечение. Я хотел бы
чтобы иметь возможность загружать новый код, но это добавляет USB или последовательные интерфейсы
это будет редко использоваться и только увеличивает стоимость.
- Разрешить сохранение и загрузку конфигураций.
- Опора электромагнитного клапана холостого хода двигателя.
- Поднимите старт TIG, начните с минимального тока, пока не установится дуга.
- Выходная мощность пуска для внешней цепи пуска ВЧ.
- Выход внешнего контактора (полезно для лучшего запуска MIG.)
- Дистанционное управление напряжением/током.
- Одноплатный, возможно, 5×3 дюйма. Это будет монтироваться на 4×6 панель из красного плексигласа. Надеюсь на шелкографию панелей. со всем текстом и надписями.
- Винтовые клеммы для соединений.
- Опция для внешней платы для точного измерения тока (полезно для сварщиков двигателей.)
 Я хотел бы
чтобы иметь возможность загружать новый код, но это добавляет USB или последовательные интерфейсы
это будет редко использоваться и только увеличивает стоимость.
Я хотел бы
чтобы иметь возможность загружать новый код, но это добавляет USB или последовательные интерфейсы
это будет редко использоваться и только увеличивает стоимость. По затратам пока не уверен. Первые доски должны были
покрыть макетные платы, а также изготовить панель и нанести шелкографию.
Если кто-нибудь знает место, где можно вырезать панели, просверлить и нанести шелкографию.
недорого; дай мне знать. Не стесняйтесь обсуждать это на Yahoo
группа вверху страницы.
По затратам пока не уверен. Первые доски должны были
покрыть макетные платы, а также изготовить панель и нанести шелкографию.
Если кто-нибудь знает место, где можно вырезать панели, просверлить и нанести шелкографию.
недорого; дай мне знать. Не стесняйтесь обсуждать это на Yahoo
группа вверху страницы. мост, так как нет защиты от убегания выхода
и нет стабилизатора для лучшей дуги. Обычно они работают примерно на
20В; это будет работать, но трудно поддерживать дугу.
мост, так как нет защиты от убегания выхода
и нет стабилизатора для лучшей дуги. Обычно они работают примерно на
20В; это будет работать, но трудно поддерживать дугу. Добавьте газ и устройство подачи проволоки, и вы получите MIG. Добавлять
горелка TIG и газовый соленоид, и вы можете начать TIG с нуля.
На плате есть инструкция, в которой описаны все соединения. Самый
работа механическая.
Добавьте газ и устройство подачи проволоки, и вы получите MIG. Добавлять
горелка TIG и газовый соленоид, и вы можете начать TIG с нуля.
На плате есть инструкция, в которой описаны все соединения. Самый
работа механическая.Что такое аргонный сварочный аппарат?
Принятое в быту выражение « аргоносварочный аппарат » в корне неверно. Аргон сам по себе является инертным газом и напрямую не соединяет две металлические части.
Есть еще одна концепция – сварка в инертной среде, где аргон или другой газ служит защитой и предотвращает инициирование негативных процессов. Таким способом сегодня можно сваривать различные сплавы металлов, в том числе и цветных.
Таким способом сегодня можно сваривать различные сплавы металлов, в том числе и цветных.
- Что такое аргонная сварка?
- Классификация аргоновой сварки по типу
- Что нужно для аргонной сварки
- Сварка инвертором в аргоне
- Аргоновые горелки
- Как правильно приготовить аргон
- Режимы
- Делаем аргоновую сварку на дому
- Какие металлы можно варить в аргоне?
- Преимущества и недостатки
Что такое аргонная сварка?
Гибридная технология, сочетающая газовый и электросварочный методы, позволяет работать с самыми разными объемами и материалами.
Хорошо зарекомендовал себя при сварке чугуна, стали, меди и других металлов. С его помощью хорошо свариваются большие стальные трубы и миниатюрные бронзовые крючки от подвески.
Работа с нержавеющей сталью — еще один пример универсальности оборудования и технологий.
Без изучения теории сварочного мастерства невозможно стать хорошим специалистом. Особенно это касается сложных технологий, к которым относится аргоновый метод.
Для того, чтобы детально разобраться в сути, преимуществах и особенностях метода аргонной сварки , необходимо освоить физику процессов, происходящих при работе.
Для того, чтобы соединить между собой две металлические заготовки, необходимо состыковать некоторые их части. А это можно сделать только при нагревании.
Повышение температуры связано с использованием огня, который, в свою очередь, нуждается в кислороде. Последний вступает в химические реакции окисления. И чем быстрее окисляется металл, тем сложнее его сваривать. Окисление — одно из нежелательных явлений при сварке металлов.
В ходе химической реакции внутри металла образуется множество мелких пузырьков, что сильно ухудшает механические характеристики соединения.
А с алюминием практически невозможно работать: при достаточном количестве кислорода он просто горит.
Аргон предназначен для изоляции рабочей зоны от внешней среды. Его основная функция заключается в вытеснении кислорода из этой области.
Тяжелее атмосферного воздуха и заменяет собой весь объем вокруг сварочной дуги. Инертные газы отлично справляются с поставленной задачей. Помимо аргона, при сварке используется гелий. Но используется гораздо реже из-за более высокой стоимости и расхода.
Еще один важный нюанс – при работе с гелием необходимо защищать все части тела специальной одеждой.
Азот применяют еще реже: он востребован при сварке меди. Аргон остается основным компонентом для сварки в защищенной инертной среде. Отсюда и разговорное название технологии.
Основные свойства аргона:Газ тяжелее воздуха. За счет этого он вытесняет из сварочной ванны кислород воздуха и другие ненужные летучие соединения.
Инертные газы не вступают в химическую реакцию с другими элементами. Они не участвуют в сварке металла и никак не влияют на процесс.
Важно не забывать об одной особенности аргона: он становится электропроводной средой в случае подачи тока обратной полярности.
Классификация аргоновой сварки по видамДеление может основываться на уровне механизации процесса. Аргоновые швы бывают трех видов:
Ручные. Присадочная проволока и сама горелка перемещаются сварщиком. Для таких работ используются только неплавящиеся вольфрамовые электроды.
Полуавтоматический. В этом случае горелкой может управлять сварщик, а подачей проволоки — механизм.
Автоматическая: Горелка и проволока будут перемещаться механически, а оператор управляет работой машины.
В настоящее время нередко можно встретить установки, работающие даже без вмешательства человека. Роботизированные системы можно использовать, например, при сварка труб.
Что нужно для аргонной сварки
Способ сварки металлов инертным газом предполагает большие возможности в плане выбора оборудования и материалов.
Иногда с этим могут спутать начинающие сварщики. Но на самом деле их опасения совершить неправильный поступок могут быть совершенно необоснованными.
Большинство оборудования и аксессуаров, представленных на потребительском рынке, универсальны и подходят для широкого круга работ.
Установки, предназначенные для аргонно-дуговой сварки, подразделяются на три группы:
Специализированный: Разработан специально для выполнения однотипных работ. Чаще всего востребован в промышленности, когда нужно быстро и точно обработать однотипные заготовки.
Special: Еще один вид оборудования, востребованный на промышленных предприятиях, который предназначен для работы с заготовками одного размера.
Универсал: Стал самым распространенным и востребованным среди самых разных категорий пользователей – от профессионалов до начинающих сварщиков.
- Помимо самого устройства может понадобиться дополнительное оборудование:
- вольфрамовая горелка и расходные материалы
- подрядчик-используется для подключения источника питания к горелке;
- Баллон с редуктором для инертного газа
- реле-отвечает за подключение автогенератора или контактора Выпрямитель
- — преобразует напряжение в 24В постоянного тока.

Таймер-используется для контроля периода времени, когда рабочая зона обдувается аргоном;
- амперметр-измеряет силу тока
- клапан питания
- аккумулятор для стабилизации цепи переменного тока
- фильтр-контролирует высоковольтные импульсы.
Для работы потребуются два трансформатора: основной и вспомогательный. Генератор может подключаться к схеме параллельно с источником питания.
Может потребоваться подача высокочастотного импульса, который зажигает дугу между металлом и неплавящимся вольфрамовым стержнем.
В бытовой сети напряжение 220 В, частота 50 Гц. После генератора эти значения составляют 6000 вольт и 500000 Гц.
Для работы с заготовками большой толщины или для повышения производительности сварочного оборудования потребуется дополнительное оборудование:
Специальная горелка, в которую можно вставлять одновременно несколько электродов. В результате шов хорошего качества можно получить при более высокой скорости движения горелки;
Устройство для предварительного нагрева присадочной проволоки.
Подача пульсирующего тока позволяет делать в работе микропаузы, способствующие кристаллизации расплава и повышению качества шва.
Сварка инвертором в среде аргонаИнверторы могут применяться как на промышленных предприятиях, так и в домашних мастерских. На рынке представлен целый класс оборудования для аргонно-дуговой сварки, преобразующего входящее переменное напряжение в постоянное.
Инверторы прекрасно адаптируются к скачкам напряжения, которыми повсеместно грешат бытовые электросети.
Инвертор для аргонно-дуговой сварки легкий, компактный и надежный. Он пригоден для работы в различных условиях и прост в обслуживании. Именно на таком оборудовании проще всего обучать начинающих сварщиков.
Аргоновые горелкиГорелка подает напряжение на вольфрамовый стержень и служит для создания защитного экрана из инертного газа вокруг рабочей зоны.
Важно уделить максимальное внимание при его выборе, впрочем, как и подбору расходных материалов.
Как было сказано выше, аргонодуговая технология может основываться на использовании вольфрамовых электродов, которые не плавятся, и инертных газов.
Отсюда вытекают основные критерии, по которым нужно выбирать горелку:
- максимально допустимая мощность и ток
- есть ли в комплекте держатель вольфрамового стержня?
- насадку желательно сделать из керамики
- опция охлаждения горелки при работе с толстыми и тонкими заготовками
- Горелка универсального применения. Имеется в виду возможность его связи со сварочными аппаратами разных типов
- длина кабеля питания.
Работу горелки поэтапно можно описать так:
Все начинает работать сразу: циркулирует система охлаждения, в горелку подается инертный газ, запускается сам сварочный аппарат.
Сразу после формирования защитного слоя инициализируется газовая дуга. Заготовки могут нагреваться до точки плавления.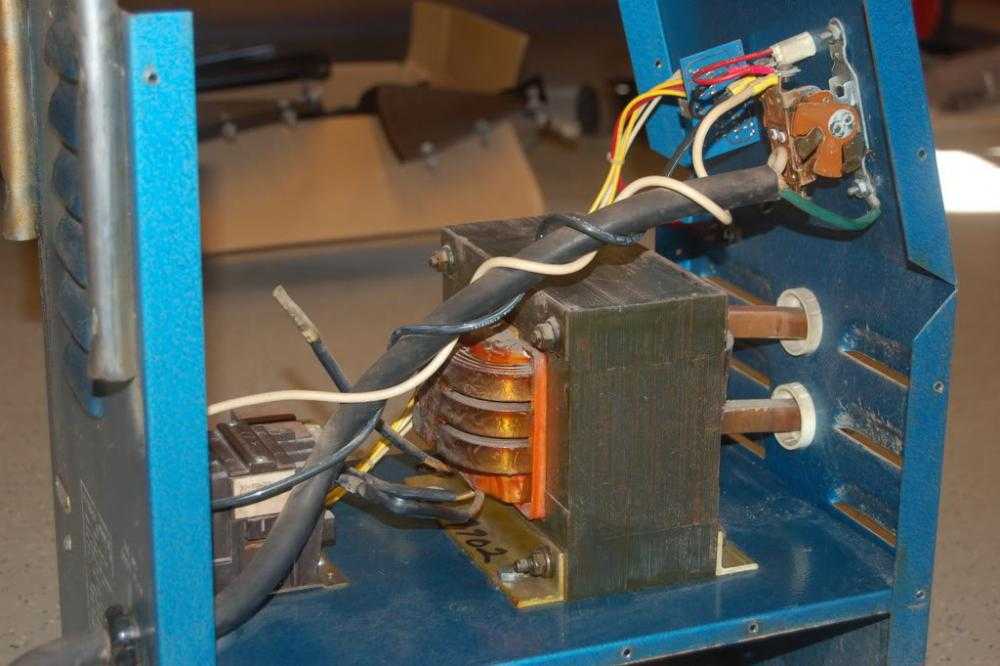 В этот момент нужно подать присадочную проволоку в рабочую ванну.
В этот момент нужно подать присадочную проволоку в рабочую ванну.
Далее присадочная проволока вместе с вольфрамовым стержнем движется в направлении стыка заготовок.
Неплавящиеся электроды
Ручная аргонодуговая сварка обычно можно комплектовать неплавящимися вольфрамовыми электродами. Лучше всего они подходят для сварки нержавеющей стали и цветных металлов с высокой химической активностью – алюминия, титана, магния.
Электрод может устанавливаться в токоведущую втулку горелки с керамическим соплом, направляющим потоки инертного газа в рабочую зону.
Система может быть оснащена водяным охлаждением. Диаметр электрода напрямую зависит от силы тока, которую можно выбрать в зависимости от толщины заготовки.
В связи с тем, что при сварке металлов таким способом не образуются брызги, горелки снабжены сетчатым фильтром, служащим для равномерного распределения потока инертного газа.
Механизированная горелка имеет несколько иную конструкцию. Помимо уже перечисленных элементов, может дополнительно оснащаться маховиком для подъема и опускания вольфрамового электрода.
Помимо уже перечисленных элементов, может дополнительно оснащаться маховиком для подъема и опускания вольфрамового электрода.
Токоведущий сбор присоединения средства резьбового соединения для смены стержней разного диаметра.
Электроды плавящиеся
Полуавтоматическая и автоматическая аргонодуговая сварка чаще всего комплектуется горелкой с плавящимся электродом.
При работе аппарата дуга поддерживается между свариваемой поверхностью и присадочной проволокой.
В зависимости от исполнения установки система охлаждения может быть воздушной или жидкостной. Конструкция насадки и принцип работы полностью идентичны аналогам, оснащенным неплавящимися стержнями.
Как правильно варить аргонНачинающим сварщикам не лишним будет изучить основные правила и порядок выполнения операций при работе с аргонной сваркой:
Рабочую поверхность можно очистить от сторонних включений: грязи, масла , жир, краска и т. д. Важно произвести качественную очистку, так как металлопластик не терпит никаких загрязнений. Допускаются любые способы очистки, в том числе механические и химические.
д. Важно произвести качественную очистку, так как металлопластик не терпит никаких загрязнений. Допускаются любые способы очистки, в том числе механические и химические.
Подайте инертный газ на рабочую зону за 20 секунд до начала сварочных работ. Подберите проволоку и горелку, которые можно расположить ближе к поверхности для сварки. Дуга может образоваться сразу после подачи питания.
Ведите горилку по линии стыка, избегая поперечных движений. Не подавайте присадочную проволоку в зону сварки слишком быстро, так как это вызовет разбрызгивание металла. Лучше всего держать его немного впереди горелки и добавлять или удалять его быстрыми движениями вперед.
Важно добиться максимально короткой дуги. В этом случае шов будет узким, глубоким и эстетичным на вид.
Особенно обратить внимание на этот нюанс следует в случаях работы с неплавящимся электродом. Горелка и присадочная проволока должны находиться внутри оболочки инертного газа.
Заварите воронку, снизив напряжение, подаваемое на горелку, но не прерывая дугу. Подача инертного газа может быть отключена через 15 секунд после завершения сварки.
Подача инертного газа может быть отключена через 15 секунд после завершения сварки.
Режим работы сварочного аппарата необходимо выбирать тщательно, с учетом всех исходных данных. От этого во многом зависит результат. Итак:
Направление и полярность тока. Определяющим критерием является металл, с которым вам предстоит работать. Для большинства стальных заготовок, включая нержавеющую сталь, требуется постоянный ток. Что касается цветных металлов, магния и алюминия, то все с точностью до наоборот. Лучше всего выбрать переменный ток с обратной полярностью.
Расход инертного газа может определяться двумя факторами – рабочими условиями и скоростью подачи аргона.
Сварка металла на открытой площадке при сильном ветре влечет за собой повышенный расход инертного газа. Поэтому всегда необходимо иметь как минимум две ветрозащитные стороны.
На первый взгляд может показаться нерациональным, но в аргоновой смеси есть кислород. Его доля невелика и не превышает 5% от общего объема. Казалось бы, это негативно скажется на качестве шва. Но нет. В малых дозах кислород выполняет положительную функцию: сжигает мелкие вредные примеси. Они реагируют с газом и сгорают.
Его доля невелика и не превышает 5% от общего объема. Казалось бы, это негативно скажется на качестве шва. Но нет. В малых дозах кислород выполняет положительную функцию: сжигает мелкие вредные примеси. Они реагируют с газом и сгорают.
Хотя технология аргонодуговой сварки является одной из самых сложных и характеризуется множеством технических нюансов, многие домашние мастера умудряются выполнять работы с использованием подручных средств.
Для этого необходимо иметь инверторную сварку, хотя в некоторых случаях допускается ее замена ретроспективной трансформаторной установкой. Естественно, необходимо иметь баллон с инертным газом, маску и редуктор.
Кроме того, для реализации идеи самодельного аргонового аппарата вам потребуются инструменты:
- электродрель, УШМ и обычный сварочный аппарат
- гаечные ключи, отвертка, ножовка по металлу, плоскогубцы
- Тестер, амперметр, микрометр, вольтметр.

Источник тока можно сделать из сварочного трансформатора и выпрямителя, который в этом случае нужно будет совместить с автогенератором.
Первичная обмотка должна быть выполнена из медного провода толщиной до 0,8 мм. Для вторичной обмотки понадобится медь гораздо большего диаметра — не тоньше 3,5 мм.
Следующей по важности будет газовая горелка. Для корпуса желательно использовать латунь, а саму насадку можно сделать из меди. Для герметизации стыка этих двух компонентов подходит термостойкая резина. Тем более, что сделать прокладку из гибкого материала несложно.
Аргон подается к горелке по медной трубке, которую можно вставить в отверстие в корпусе, а соединительный шов можно герметизировать.
Эта же линия будет отличным проводником тока, необходимого для зажигания и поддержания дуги. Вольфрамовый электрод должен иметь острый конец, заточенный под углом примерно 45 градусов. Примерная длина удилища будет 25-30 см.
Важно понимать, что изготовление оборудования для аргонно-дуговой сварки в домашних условиях – достаточно сложная задача. И не всегда «овчинка стоит выделки».
И не всегда «овчинка стоит выделки».
Если оборудование можно использовать редко, затраты на его изготовление могут никогда не окупиться. Очень часто гораздо практичнее воспользоваться услугами специалиста с собственным оборудованием или приобрести готовое устройство бюджетного ценового сегмента.
Какие металлы можно кипятить в аргоне?Принцип действия аргонно-дуговой сварки определяет широкий спектр ее применения. Имеется в виду не только область применения, но и перерабатываемые материалы.
Может использоваться для соединения чугуна, стали (включая нержавеющую), титана, алюминия, а также других черных и цветных металлов.
Работаем с алюминием
Без аргона соединить две алюминиевые заготовки не то что проблематично, а практически невозможно. Распространенный в быту и в производственной сфере металл является одним из самых сложных в этом отношении. Трудности могут вызвать свойства алюминия. При малейшем контакте с кислородом на его поверхности может моментально образоваться защитная пленка, представляющая собой оксид алюминия.
Само по себе это не проблема. Дело в другом: температура плавления оксида может быть намного выше, чем у алюминия.
Инертный газ тяжелее воздуха, и при попадании в рабочую зону вытесняет оттуда кислород, не давая металлу окисляться и образуя защитную пленку.
В таких условиях и сам алюминий, и присадочная проволока плавятся при подходящей температуре, а сварочный шов получается достаточно прочным и внешне приятным.
Использование переменного тока может подразумевать. Обратная полярность значительно повышает температуру плавления за счет катодной очистки оксида металла.
И наоборот. Прямая полярность позволяет формировать короткую и стабильную дугу. Однако мощности недостаточно, чтобы разрушить оксидную пленку. Вывод: обратная полярность необходима, т. к. в этом случае повышается качество сварного шва.
Использование постоянного тока при сварке алюминиевых заготовок не исключается. Но в этом случае понадобится другой инертный газ — гелий.
Он намного дороже гелия и может расходоваться намного активнее. Кроме того, работа с постоянным током очень сложна с точки зрения техники исполнения.
В любой технологии сварки деталей из алюминия очень важна предварительная обработка поверхности. Пренебрегать ею не следует вне зависимости от уровня квалификации сварщика. Очистку будем проводить в следующем порядке:
- части заготовок, предназначенных для сварки можно уменьшить растворителем
- оксидную пленку можно удалить механически или химически
- очищенную поверхность можно высушить.
Медь варим
Высокая стойкость к агрессивным средам и коррозии отличает медь от других цветных металлов по химической активности.
При работе с ним опытные сварщики используют не чистый аргон, а его смесь с гелием (добавляется более мелкими фракциями). Вольфрамовые электроды могут использоваться как для плавления, так и для неплавления. Ток будет выбран постоянным.
При необходимости сварки заготовок толщиной 4 мм и более их необходимо предварительно нагреть до температуры 800 градусов Цельсия.
Присадочная проволока может быть из чистой меди или медно-никелевого сплава. Зачастую он может заменить аналогичный по составу брусок. Дуга может формироваться стабильно и стабильно во время работы.
Из-за высокой теплопроводности кромки для сварки обязательно будут обрезаны. Если толщина заготовок не будет превышать 12 мм, то достаточно подрезать одну из двух кромок. При большей толщине желательно обрабатывать обе стороны.
Преимущества и недостаткиАргонная сварка имеет ряд недостатков и перечислить их не составит труда:
- оборудование технически сложное, а его настройка требует определенных знаний и навыков;
- метод не может быть использован новичками из-за технической сложности.
Достоинства на этом фоне выглядят гораздо внушительнее:
- качественные швы
- за счет умеренного нагрева металла деформация сварного соединения отсутствует
- уникальная способность работать с широким спектром металлов
- сварка неоднородных заготовок позволяет
- использование высокотемпературного режима позволяет значительно ускорить работу.

Из списка видно, что недостатки относятся к числу мелких и решаемых проблем. Тогда как преимущества обусловлены особенностями оборудования и технологии. Эксклюзивные функции, которые невозможно получить с помощью любой другой технологии.
Лучший сварочный аппарат для DIY и домашней мастерской 2022
Нет ничего более приятного, чем иметь собственную домашнюю мастерскую и иметь возможность заниматься своими руками или ремонтировать дом. Те из нас, у кого есть желание что-то строить, чинить, создавать и ремонтировать, представляют собой редкую породу людей, которые больше всего на свете любят проводить дождливый (или любой другой) день в мастерской. Часто мы обнаруживаем, что хотя в наших мастерских есть все оборудование для работы с деревом, наличие сварочного аппарата под рукой открывает совершенно новое поле для творчества. В этой статье мы обсудим, какой сварочный аппарат лучше всего подходит для проектов «сделай сам» и домашнего обслуживания.
Содержание
- 1 Лучший сварщик для DIY
- 2 Лучший сварщик DIY. Сварка электродом
- 5.3 Недостатки дуговой сварки / сварки электродом
 Сварка электродом
Сварка электродом- 7.1 Преимущества сварочных аппаратов Mig для самостоятельных работ
- 7.2 Disadvantages of Mig Welders
- 9.1 Advantages
- 9.2 Disadvantages
Лучший сварочный аппарат для самодельных
Это распространенный вопрос, и суть в том, что он зависит от того, какие проекты своими руками вы, вероятно, будете делать. Домашние мастера — это способные и творческие люди, которые могут приложить свои руки практически ко всему, поэтому лучший сварочный аппарат для DIY — это тот, который подходит для интересующего вас типа DIY.
- Универсальная мастерская «Сделай сам» . Это может охватывать изготовление стальной мебели, металлических каркасов, кронштейнов, легких металлоконструкций, прицепов, кемперов, верстаков, предметов искусства, а также ремонт или реконструкцию кузова. Здесь вам лучше всего подойдет многоцелевой сварочный аппарат , который может выполнять как минимум сварку MIG и сварку стержнем на одном аппарате. Для тех, кому требуются более точные и точные сварные швы, функция сварки TIG является бонусом.
- Самостоятельная сварка на открытом воздухе . Тем, кто хочет выполнять сварку снаружи на крупных объектах и ремонтных работах, лучше всего подойдет аппарат для сварки электродом или сварочный аппарат с флюсовой проволокой с подачей проволоки . Дуговая сварка под флюсом может стать отличной альтернативой стандартной сварке MIG. Сварка MIG требует газовой защиты, а для использования на открытом воздухе в ветреную погоду они бесперспективны.
- Общие проекты мастерских «сделай сам» хорошо сочетаются с автономным сварочным аппаратом MIG . Один из них был бы моим первым выбором в качестве сварщика общего назначения. Вы можете сваривать практически все металлы, включая нержавеющую сталь и алюминий. Их также можно использовать на открытом воздухе при использовании безгазовой порошковой проволоки.
- В специализированной сварке у некоторых домашних мастеров возникает потребность в выполнении высококачественных сварных швов. Это могут быть произведения искусства, скульптура, велосипедные рамы и кузовной ремонт. Здесь сварка TIG имеет наилучшую отделку сварных швов среди всех других типов сварки. Использование сварочного аппарата TIG требует большего мастерства, однако готовые сварные швы TIG получаются небольшими, аккуратными и прочными.

Краткое руководство по лучшему сварочному аппарату для самостоятельной работы
Наличие сварщика в мастерской — это одно, но какой сварочный аппарат лучше всего подходит для проектов «сделай сам»? Что хотим сварить, что строим, что ремонтируем? Здесь мы рассмотрим четыре распространенных типа сварочных аппаратов для DIY, сварочные аппараты Mig, сварочные аппараты TIG, сварочные аппараты с подачей проволоки и базовый сварочный аппарат Stick.
| Предварительный просмотр | Продукт | Цена | |
|---|---|---|---|
| Хобарт 500572 Обработчик 100 | 279,99 $ | Купить на Амазоне | |
| Сварочный аппарат Forney Easy Weld 261, 140 FC-i, 120 В, зеленый | 252,19 $ | Купить на Амазоне | |
Инвертор Weldpro 155 Amp MIG/дуговой сварочный аппарат с двойным напряжением 240V/120V сварочный аппарат, шпульный пистолет. .. .. | $399,64 | Купить на Амазоне | |
| YESWELDER Stick Welder, 125Amp Hot Start ARC Welder, IGBT Inverter MMA Welder, 110/220V… | 99,99 $ | Купить на Амазоне |
Сварочные аппараты и их применение
Сварочный аппарат – это ваш основной и оригинальный сварочный аппарат. Используемые в течение десятилетий, эти машины были строителями промышленности. Первый аппарат для сварки электродами был изобретен примерно в 1890 году, а первые сварочные электроды с покрытием были изобретены примерно в начале 1900 года. Новое поколение сварочных аппаратов для дуговой сварки – компактное, портативное и мощное. Часто они способны выполнять не только дуговую сварку, но и сварку TIG, а также совмещать сварку TIG и электродуговую сварку в одном аппарате.
Часто они способны выполнять не только дуговую сварку, но и сварку TIG, а также совмещать сварку TIG и электродуговую сварку в одном аппарате.
Сварочные аппараты для стержневой сварки обычно используются в строительстве и ремонтных работах, особенно в областях специализированной сварки, таких как сварка труб и подводная сварка. В то время как парень или девушка, занимающиеся домашним хозяйством, могут использовать эти машины для основных работ по изготовлению и ремонту оборудования.
Применение сварки электродами
По сравнению с другими процессами сварка электродами имеет ряд уникальных преимуществ. Сварочный аппарат использует покрытые флюсом электроды для соединения двух металлических деталей. Для сварки мягкой стали общего назначения существуют стандартные типы электродов, которые считаются универсальными и могут использоваться в различных областях. Включая трубы из мягкой стали, уголки, плоские стержни, пластины и полые профили. Самодельные сварочные аппараты малой и средней мощности могут сваривать детали толщиной от 1/8 дюйма (3 мм) до 1/2 дюйма (12 мм)
Сварка стержнем может использоваться как для оцинкованной, так и для низкоуглеродистой стали.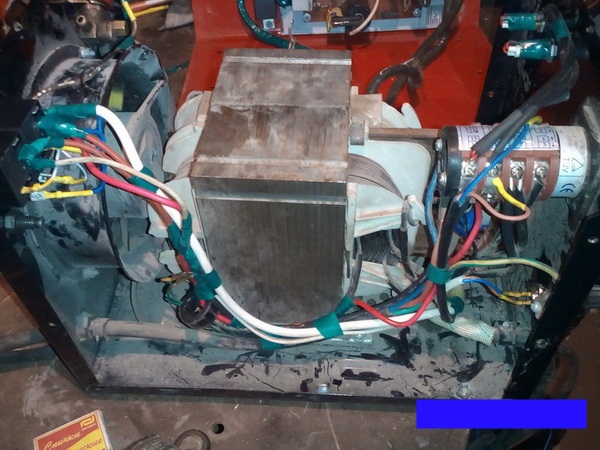 Толщина стали, которую можно сварить с помощью сварочного аппарата, зависит от мощности и силы тока сварочного аппарата. Как правило, используйте меньшую силу тока для тонкого металла и большую силу тока для более толстого металла.
Толщина стали, которую можно сварить с помощью сварочного аппарата, зависит от мощности и силы тока сварочного аппарата. Как правило, используйте меньшую силу тока для тонкого металла и большую силу тока для более толстого металла.
Таблица силы тока для электродуговой сварки
Сколько ампер необходимо для сварки малоуглеродистой стали разной толщины с помощью электродуховной сварки?
Преимущества сварки электродом
- Очень портативный , Новые машины, такие как 140 Forney Easy Weld, чрезвычайно легкие . При весе всего 10 фунтов или около того эти машины идеально подходят для технического обслуживания и общих производственных работ. Многие из этих новых сварочных аппаратов также имеют функцию сварки TIG.
- Сварщики дуговой сварки не привередливы, когда дело доходит до состояния свариваемого металла, и будут сваривать грязные материалы, хотя некоторые попытки удалить отслаивающиеся материалы, краску или ржавчину должны быть предприняты. Также можно сваривать оцинкованную сталь, нержавеющую сталь и чугун.
- Электросварочный аппарат без защитного газа можно использовать в любую погоду .
- Цена. Большинство дуговых сварочных аппаратов, используемых для DIY, очень доступны по цене . Сварочный аппарат на 140 ампер можно купить менее чем за двести долларов. Другим фактором экономии является то, что дополнительный защитный газ, используемый на таких машинах, как сварочный аппарат MIG, не требуется.
- Идеально подходит для сварки трубопроводов, особенно при сварке труб во всех положениях.
- Базовая дуговая сварка может быть изучена за относительно короткое время при хорошем обучении. (на U-tube есть много видео о дуговой сварке)
 Также можно сваривать оцинкованную сталь, нержавеющую сталь и чугун.
Также можно сваривать оцинкованную сталь, нержавеющую сталь и чугун.Недостатки дуговой/стержневой сварки
- Может потребоваться более тщательная очистка, чем при сварке MIG, удаление шлаковых отложений или шлифовка, когда требуется несколько проходов сварки. Это также зависит от типа используемого электрода.
- Тяжелая для сварки очень тонкая сталь и листовой металл
- Не так эффективен, как сварочный аппарат MIG, когда речь идет о производительности. Они медленны в использовании, так как вы постоянно меняете электроды.
- Не умеет сваривать алюминий.
- Для высококачественной сварки, такой как подводная сварка или сварка труб, требуется высокий уровень опыта и обучения.
 Это также зависит от типа используемого электрода.
Это также зависит от типа используемого электрода.Какие сварочные аппараты лучше всего подходят для DIY
YESWELDER ARC Welder 205Amp Цифровой инвертор IGBT…
Распродажа
Электрический сварочный аппарат Miller, серия Thunderbolt,…
Lincoln Electric K2278-1 Handy Core
Forney Easy Weld 298 Arc Welder 100ST, 120 В,…
- Forney Easy Weld
- Хобарт Хэндлер
- Линкольн Электрик
- Сварщик
- Миллер
Сварочные аппараты MIG — лучший сварочный аппарат для самостоятельной работы
Лучший сварочный аппарат для самостоятельного выполнения работ Сварка MIG, предназначенная для общего ремонта своими руками и ремонта дома, будет наиболее универсальным из всех трех типов и для большинства будет лучшим сварочным аппаратом для самостоятельной работы.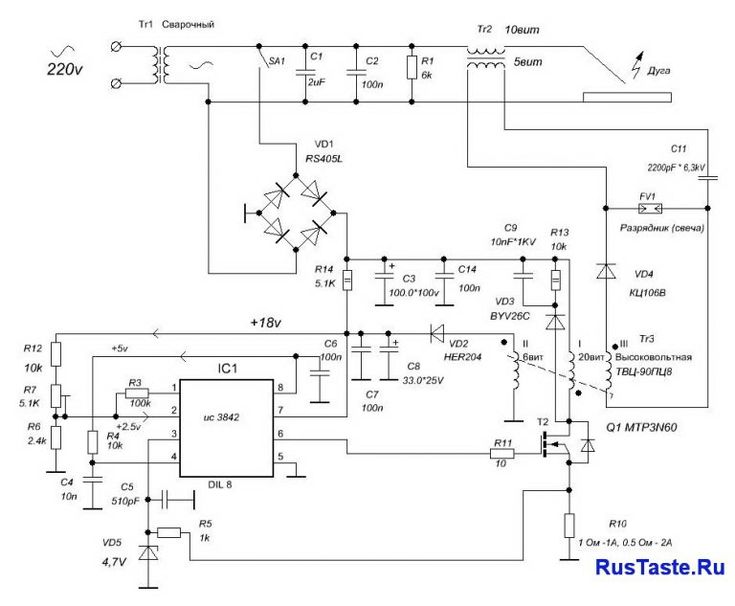 Эти сварочные аппараты работают с непрерывной подачей проволоки, которая является присадочной проволокой к месту дуги. Сварочный аппарат MIG имеет внутри катушку с проволокой, которую можно приобрести с различными размерами катушек и толщиной проволоки. Эти катушки с проволокой изготавливаются из мягкой стали, алюминия, нержавеющей стали и проволоки с флюсовой сердцевиной для дуговой сварки мягкой стали без использования защитного газа.
Эти сварочные аппараты работают с непрерывной подачей проволоки, которая является присадочной проволокой к месту дуги. Сварочный аппарат MIG имеет внутри катушку с проволокой, которую можно приобрести с различными размерами катушек и толщиной проволоки. Эти катушки с проволокой изготавливаются из мягкой стали, алюминия, нержавеющей стали и проволоки с флюсовой сердцевиной для дуговой сварки мягкой стали без использования защитного газа.
Сварочные аппараты MIG имеют регулятор скорости подачи проволоки, который можно использовать в сочетании с настройкой мощности для сварки металла или алюминия различной толщины.
Однако в некоторых случаях они требуют использования защитного газа. Это может ограничивать мобильность, но при сварке низкоуглеродистой стали это можно обойти.
Защитный газ требуется для сварочных аппаратов Mig, если вы собираетесь сваривать мягкую сталь, нержавеющую сталь и алюминий. Существует еще один вариант сварки низкоуглеродистой стали с использованием сварочной проволоки с флюсовой сердцевиной. Использование проволоки с флюсовым сердечником не требует защитного газа, поскольку флюсовая проволока обеспечивает защиту сварочной ванны.
Использование проволоки с флюсовым сердечником не требует защитного газа, поскольку флюсовая проволока обеспечивает защиту сварочной ванны.
Нажмите, чтобы увидеть один из лучших сварочных аппаратов MIG для домашних мастеров
Преимущества сварочных аппаратов Mig для домашних мастеров
- Хорошая цена для аппаратов хорошего качества
- Отличные сварщики-любители
- Современные сварочные аппараты Mig меньше, легче и компактнее, а в некоторых случаях имеют большую мощность
- Сварка MIG будет самым простым из всех видов сварки для изучения
- Можно сваривать намного быстрее, чем с помощью дуговой или аргонодуговой сварки
- Отлично подходит для сварки тонких металлов, таких как автомобильные панели
- Сварные швы имеют хорошую отделку и более чистые, без шлака. (флюсовая проволока может образовывать небольшое количество шлака и может потребовать очистки проволочной щеткой или шлифованием)
- Одна машина может сваривать мягкую сталь, алюминий и нержавеющую сталь с использованием порошковой проволоки.
- Сварку флюсовой проволокой можно выполнять на открытом воздухе при ветреной погоде

Недостатки сварочных аппаратов Mig
- Требуется защитный газ, если не используется проволока с флюсовым сердечником.
- Использование защитного газа требует очень стабильных атмосферных условий, чтобы не сдуть защитный газ
- Баллоны с защитным газом могут быть тяжелыми и требуют подключения кабелей. Лучше всего использовать сварочную тележку для переноски как сварочного аппарата Mig, так и газовых баллонов.
- Лучше всего использовать для более тонких металлов. В зависимости от мощности вашей машины. Например, для сварки 2-дюймовой пластины требуется сварочный аппарат мощностью не менее 500 ампер.
- Требует большей подготовки, чем при использовании аппаратов для ручной сварки, область сварки должна быть очищена от грязи, ржавчины или краски.
Лучший бюджетный сварочный аппарат MIG
На рынке представлено множество недорогих сварочных аппаратов MIG. Некоторые из них имеют хорошую стоимость и получают положительные отзывы сварщиков MIG, однако некоторые являются мусором и не могут быть легко обслужены или возвращены. Лучшим бюджетным сварочным аппаратом MIG для меня будет тот, у которого есть хотя бы какое-то обслуживание, доступное в округе, в котором вы живете. В США есть несколько компаний, которые имеют недорогие сварочные аппараты MIG и хорошее обслуживание. К ним относятся Hobart, Lincoln Electric, сварка Yes, сварка Forney, Everlast, Esab и сварка Miller 9.0049
Некоторые из них имеют хорошую стоимость и получают положительные отзывы сварщиков MIG, однако некоторые являются мусором и не могут быть легко обслужены или возвращены. Лучшим бюджетным сварочным аппаратом MIG для меня будет тот, у которого есть хотя бы какое-то обслуживание, доступное в округе, в котором вы живете. В США есть несколько компаний, которые имеют недорогие сварочные аппараты MIG и хорошее обслуживание. К ним относятся Hobart, Lincoln Electric, сварка Yes, сварка Forney, Everlast, Esab и сварка Miller 9.0049
Сварочные аппараты TIG, преимущества и недостатки
Сварочные аппараты TIG — это прецизионные машины. Вероятно, это не лучший сварочный аппарат для самостоятельной работы, но если вы занимаетесь точной работой, вам стоит подумать об этом. Обычно используется для промышленности и производства в таких отраслях, как пищевое и спортивное оборудование. Рама вашего велосипеда, скорее всего, сварена методом TIG.
Высокоточные сварные швы, выполненные с помощью аппарата для сварки TIG, практически не требуют очистки.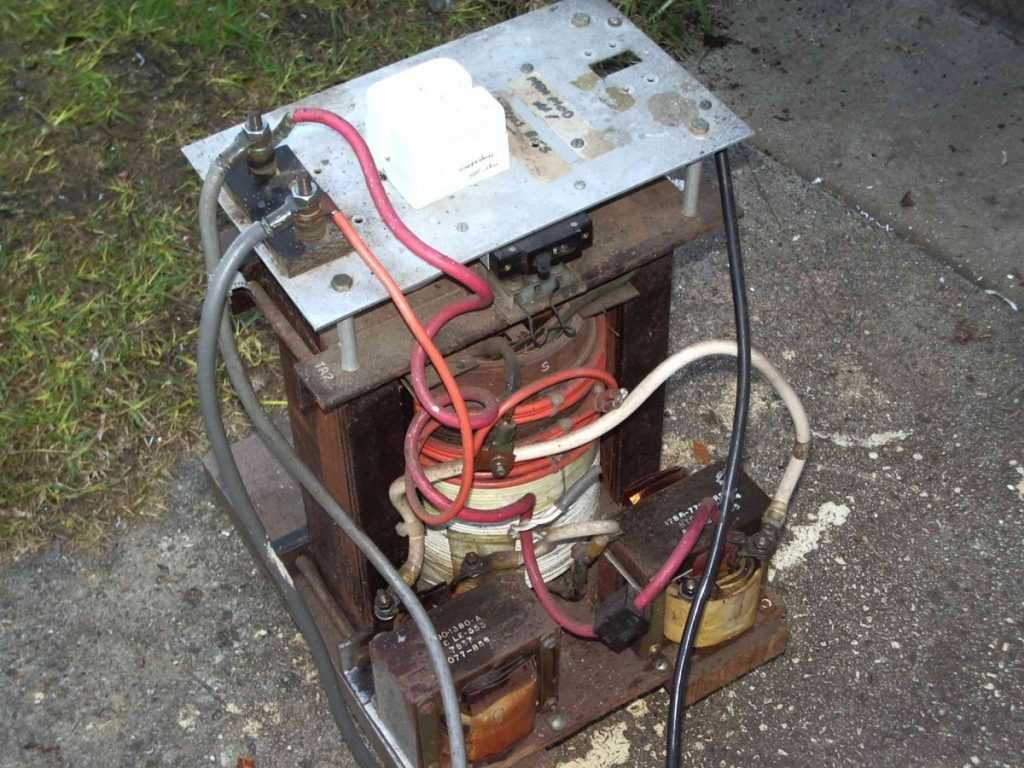 Сварные швы чистые и чистые, так как в процессе сварки не используется флюс.
Сварные швы чистые и чистые, так как в процессе сварки не используется флюс.
Сварка TIG представляет собой электрическую версию газовой сварки в ее простейшей форме, при которой основные металлы нагреваются до точки плавления, а для завершения сварки вводится присадочный стержень из того же материала.
Преимущества
- Сварные швы практически не требуют очистки, очень чистые
- Сварные швы могут быть очень маленькими и тонкими
- Отлично подходит для сварки тонких металлов и листового металла
- Прочные высококачественные сварные швы
- Нагрев, подаваемый на сварной шов, можно контролировать с помощью педали управления
- Может сваривать сталь, сплавы и нержавеющую сталь
Недостатки
- Требуется защитный газ
- Процесс сварки требует определенных навыков
- Не подходит для сварки более толстых сталей
Какой тип сварки лучше всего подходит для домашнего использования
Для тех, кому нужен универсальный сварочный аппарат общего назначения, лучше всего подойдет сварочный аппарат Mig.
Если вы просто свариваете более тяжелые стальные профили, такие как конструкционные прямоугольные и толстые листы толщиной около 1/4 дюйма, вам может понадобиться сварочный аппарат. Ручные сварщики — более дешевый вариант, и с практикой их можно легко освоить.
Какой сварочный аппарат лучше всего подходит для начинающих
Лучшим сварочным аппаратом для начинающих, безусловно, является сварочный аппарат MIG. Легко учиться и легко использовать. Варианты покупки включают
- Стандартный сварочный аппарат MIG, который может сваривать мягкую сталь, нержавеющую сталь и, возможно, алюминий, если позволяет бюджет.
- Автономный сварочный аппарат FCI (только для порошковой проволоки) с подачей проволоки. Они работают так же, как MIG, но не требуют газового баллона. Сварщики с флюсовой проволокой обычно сваривают только мягкую сталь.
- В начале работы ищите сварочный аппарат MIG с номинальной мощностью (измеряемой в амперах) от 100 до 250. Чем выше значение силы тока у сварочных аппаратов MIG или любого другого сварочного аппарата, тем больше мощность и тем толще материал, который вы можете сварить. сварка. Ориентировочно, 100-амперный сварщик будет сваривать стальной лист толщиной примерно до 3/16 или 4,8 мм.
- Лучшим выбором для сварки MIG здесь будет Hobart Handler 100 или Hobart handler 140
 сварка. Ориентировочно, 100-амперный сварщик будет сваривать стальной лист толщиной примерно до 3/16 или 4,8 мм.
сварка. Ориентировочно, 100-амперный сварщик будет сваривать стальной лист толщиной примерно до 3/16 или 4,8 мм.Самодельный сварочный аппарат Заключение
Суть в том, что сварочные аппараты Mig будут лучшими сварочными аппаратами для самостоятельной работы для большинства людей. Это означает, что они являются наиболее универсальными и справятся практически со всем. Излишне говорить, что следующим лучшим вариантом является дуговой сварщик. Они больше подходят для обслуживания ферм и более тяжелых строительных проектов.
Ноэль Дэвидсон веками занимается сваркой стали, распилом древесины и созданием крутых вещей. Его блог Habitatdiy.com посвящен сделай сам и творчеству, потому что ты можешь.
Как работает сварка ВИГ без газа — с альтернативами и последствиями метода
Независимо от того, являетесь ли вы профессиональным сварщиком или новичком, вы должны сталкиваться с некоторыми ситуациями, когда вам необходимо выполнять сварку ВИГ без газа. Это могут быть ветреные погодные условия или грязный металл, важно понимать создание сварных швов без газа. В этой статье будет подробно рассмотрена сварка TIG без газа. Работоспособность и различные параметры играют важную роль, если вы не используете газ. Прочитав эту статью, читатели смогут понять методику выполнения сварки TIG без газа. Однако крайне важно понимать негативные и позитивные последствия этого. Кроме того, в статье также представлены другие альтернативные процессы сварки, которые можно выполнять без газа. Итак, если вы ищете полный пакет для сварки TIG без газа, вы находитесь в правильном месте.
Это могут быть ветреные погодные условия или грязный металл, важно понимать создание сварных швов без газа. В этой статье будет подробно рассмотрена сварка TIG без газа. Работоспособность и различные параметры играют важную роль, если вы не используете газ. Прочитав эту статью, читатели смогут понять методику выполнения сварки TIG без газа. Однако крайне важно понимать негативные и позитивные последствия этого. Кроме того, в статье также представлены другие альтернативные процессы сварки, которые можно выполнять без газа. Итак, если вы ищете полный пакет для сварки TIG без газа, вы находитесь в правильном месте.
Содержание
- 1 Что такое сварка ВИГ?
- 1.1 Каковы характеристики сварки TIG?
- 1.2 Что такое источник питания для сварки TIG?
- 1.3 Какие электроды используются при сварке TIG?
- 2 Можно ли выполнять сварку TIG без газа?
- 3 Как решить, стоит ли сварка ВИГ без газа
- 4 Какие варианты у вас есть
- 4. 1 Какие методы альтернативы сварке ВИГ без газа?
- 4.
- 5 Как выполнить сварку TIG без газа?
- 6 Общие советы по сварке TIG
- 7 Заключение
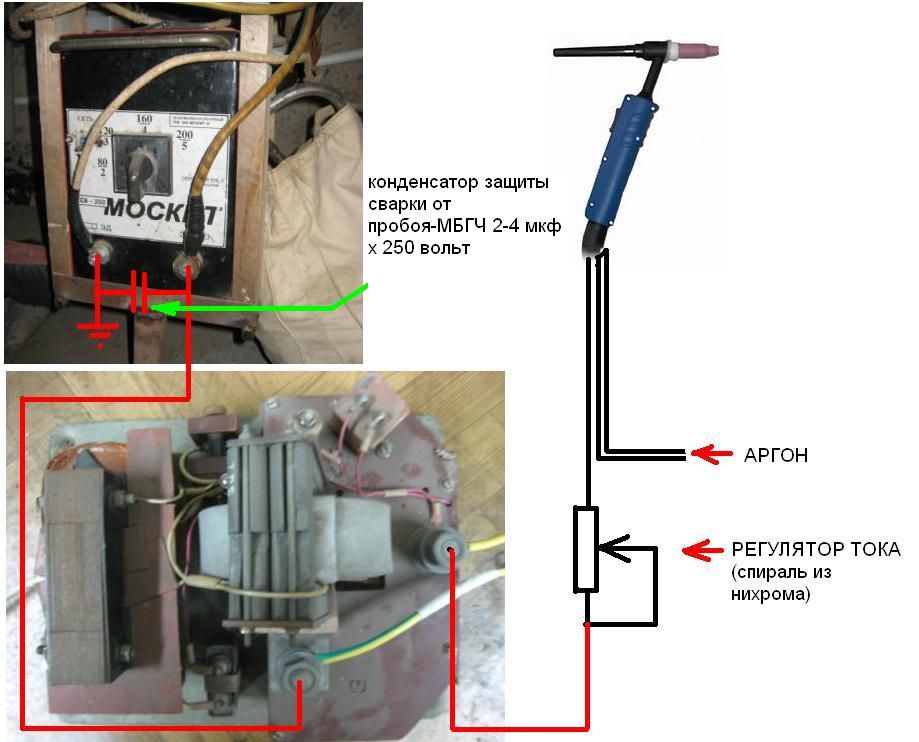 1 Какие методы альтернативы сварке ВИГ без газа?
1 Какие методы альтернативы сварке ВИГ без газа?Прежде чем перейти к самому вопросу, я должен упомянуть некоторые основные факты о тех, кто впервые пробует сварку TIG. Я упоминаю их, потому что без основ нелегко понять техническую информацию, которую я напишу позже. Сварка вольфрамовым электродом в среде инертного газа (TIG) — это тип дуговой сварки, при котором для получения сварного шва используется вольфрамовый электрод. Старое название сварки TIG — «гелиаруговая» сварка, потому что в качестве инертного газа используется гелий.
Процесс сварки был разработан в 1941 году для сварки алюминия, нержавеющей стали и магния. Тем не менее, сварка TIG в основном используется для сварки нержавеющей стали. Процесс сварки стал популярным из-за его использования в военной промышленности. Сварка цветных металлов — сложный процесс, требующий узкоспециализированных технологий, поскольку цветные металлы вступают в реакцию с примесями. Вначале для решения этой проблемы использовались баллонные инертные газы. Со временем в аэрокосмической промышленности появился метод сварки в защитных газах для сварки магния и других легких металлов.
Вначале для решения этой проблемы использовались баллонные инертные газы. Со временем в аэрокосмической промышленности появился метод сварки в защитных газах для сварки магния и других легких металлов.
Каковы характеристики сварки TIG?
В процессе сварки TIG сварщик использует вольфрамовый электрод для создания сварочной ванны. Для этого процесса используется заостренный электрод, который помогает производить высококачественные и высокоточные сварные швы. При сварке TIG электрод не расходуется. Благодаря использованию нерасходуемого электрода отпадает необходимость балансировки подвода тепла. Если в процессе сварки требуется присадочный металл, он предоставляется отдельно на зону сварки.
Что такое источник питания для сварки TIG?
Сварка ВИГ может выполняться как на постоянном, так и на переменном токе. Однако необходимо, чтобы источник питания оставался постоянным на протяжении всего процесса сварки. Стабильный источник питания помогает избежать чрезмерных токов. Чрезмерные токи могут привести к короткому замыканию электрода. Обычно вероятность короткого замыкания возникает в начале дуги. Но это также может произойти во время процесса сварки, если подача не будет постоянной. Использование источника переменного тока предпочтительнее источника постоянного тока, поскольку примеси кислорода удаляются благодаря переменному току. Это делает источник переменного тока более подходящим для материалов с прочной поверхностью.
Чрезмерные токи могут привести к короткому замыканию электрода. Обычно вероятность короткого замыкания возникает в начале дуги. Но это также может произойти во время процесса сварки, если подача не будет постоянной. Использование источника переменного тока предпочтительнее источника постоянного тока, поскольку примеси кислорода удаляются благодаря переменному току. Это делает источник переменного тока более подходящим для материалов с прочной поверхностью.
Какие электроды используются при сварке TIG?
Для источника питания постоянного тока используется электрод из чистого вольфрама. В электрод добавляют от 2 до 4% тория для улучшения зажигания дуги. Для получения превосходных характеристик в вольфрам добавляют оксид лантана и оксид церия. Они помогают уменьшить расход электрода и стабилизировать дугу. Выбор правильного угла наклона электрода и диаметра электрода необходимо производить в соответствии с уровнем тока. Общее правило заключается в том, что диаметр электрода и угол наклона уменьшаются при слабом токе и наоборот.
Когда переменный ток используется в качестве источника питания, электрод используется при гораздо более высоких температурах, чем источник постоянного тока. Высокие температуры разрушают вольфрамовый электрод. Простым способом преодоления эрозии электродов является использование вольфрамовых электродов, содержащих диоксид циркония. Кончик электрода очень трудно поддерживать в рабочем состоянии, и он принимает форму сферического шара при более высоких температурах.
Сварка ВИГ без газа НЕ ДОЛЖНА применяться в каких-либо профессиональных или важных проектах, где речь идет о безопасности человека, имущества и окружающей среды. Без инертного газа окружающий воздух значительно ухудшает механические свойства сварного шва, такие как ударная вязкость и прочность. Кроме того, выполнение небольших прихваточных швов для правильного расположения металлических деталей не допускается, когда безопасность конструкции имеет жизненно важное значение.
Теперь, когда дело доходит до ремонта, где прочность и ударная вязкость не являются существенными требованиями, я могу рассмотреть возможность использования TIG без газа только для быстрого временного ремонта или для прихваточных швов. Имейте в виду, что неиспользование присадочного металла все равно приведет к окислению как присадочного металла, так и вольфрама. Как вы узнаете позже в этой статье, вы можете сделать что-то, чтобы сохранить часть силы, но вы ничего не можете сделать, чтобы сохранить ее прочность. Поэтому слабый удар мог разорвать сварной шов и разъединить куски.
Имейте в виду, что неиспользование присадочного металла все равно приведет к окислению как присадочного металла, так и вольфрама. Как вы узнаете позже в этой статье, вы можете сделать что-то, чтобы сохранить часть силы, но вы ничего не можете сделать, чтобы сохранить ее прочность. Поэтому слабый удар мог разорвать сварной шов и разъединить куски.
Даже для крепления металлического забора TIG без газа не справится, учитывая, что сила ветра рано или поздно разорвет шов.
Существует несколько причин, по которым сварка ВИГ выполняется без газа. На самом деле ни один вид сварочного процесса не может создать сварочную ванну без защитного материала. Единственная разница заключается в том, что для таких сварочных процессов, как сварка TIG, требуется настоящий газ для защиты, а для некоторых других процессов требуется флюс или покрытия, которые действуют как защитный материал.
Без использования аргона существует вероятность обгорания вольфрамового электрода. Кроме того, отсутствие аргона может привести к загрязнению зоны сварки. Контролировать дугу становится сложно, потому что защитный газ создает стабильную дугу. Без газа дуга постоянно движется, что усложняет процедуру.
Контролировать дугу становится сложно, потому что защитный газ создает стабильную дугу. Без газа дуга постоянно движется, что усложняет процедуру.
Продолжайте читать, чтобы узнать, какие у вас есть варианты и на что обратить внимание, если вы все еще хотите обойтись без газа.
Ниже в этой статье я написал инструкции по сварке TIG без газа. Однако использование сварки TIG без газа следует рассматривать только в том случае, если выполняются ВСЕ следующие условия:
- требования к прочности сварного шва и особенно к ударной вязкости минимальны или отсутствуют. Если нагрузки значительны или возможен разрыв шва, использовать TIG без газа нельзя.
- отсутствие риска для людей, имущества или окружающей среды в случае отказа сварного шва.
- вы можете управлять нестабильной дугой, потому что у вас есть некоторый опыт.
- сварка выполняется на углеродистой стали или чугуне, а НЕ на нержавеющей стали, меди или алюминии.
- нельзя использовать сварку электродом или флюсовой проволокой.

Если какое-либо из вышеперечисленных условий отсутствует, у вас нет другого выбора, кроме как заказать газ. Вы можете проверить этот защитный газ на Amazon, если вы спешите.
Другой вариант — использовать другой процесс сварки. Продолжайте читать, чтобы узнать, что вы можете сделать.
Какие альтернативы методам сварки TIG без газа?
Сварки ВИГ без газа можно избежать с помощью современных сварочных аппаратов, которые могут выполнять как сварку ВИГ, так и сварочные аппараты. Наличие старой машины, предназначенной только для сварки TIG, не позволяет вам выполнять более сложные проекты. Таким образом, вы можете купить сварочный аппарат TIG/Stick и продать свой старый аппарат. Таким образом, у вас есть более новая машина с более продвинутыми функциями за деньги. Таким образом, вы можете выполнять более сложные задачи, вы становитесь более универсальным, и вы профинансировали это с помощью своей старой машины.
Вы можете ознакомиться с моими лучшими выборками по машинам TIG в другой статье, которую я написал.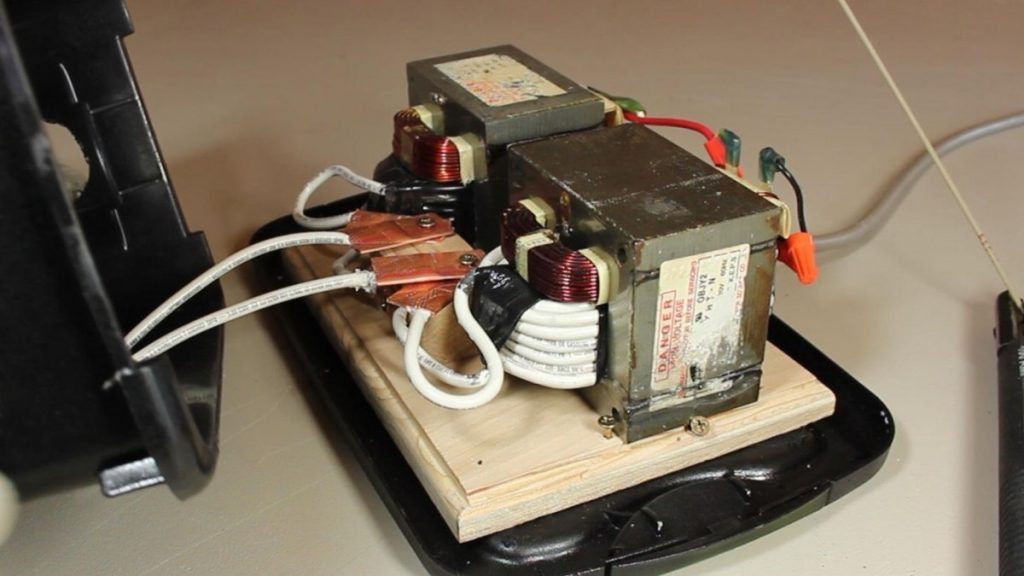 Сварщикам-любителям я рекомендую этот недорогой сварочный аппарат Weldpro TIG/Stick Weld, а профессионалам — высокопроизводительный Lotos TIG/Stick Welder.
Сварщикам-любителям я рекомендую этот недорогой сварочный аппарат Weldpro TIG/Stick Weld, а профессионалам — высокопроизводительный Lotos TIG/Stick Welder.
Теперь, если у вас уже есть хороший сварочный аппарат, вы можете использовать его вместо него. Обязательно используйте электроды малого диаметра, потому что сварочная ванна будет намного больше при сварке электродом. Я рекомендую эти электроды US Forge для этого сценария, которые может использовать сварщик любого уровня.
Наилучшей альтернативой аргону является дуговая сварка с флюсовой проволокой (FCAW). В FCAW нет необходимости во внешнем защитном газе, потому что поток внутри сердечника электрода обеспечивает достаточную защиту процесса. При FCAW образуется жидкий шлак, который защищает сварной шов. Расходуемые электроды используются в FCAW и имеют трубчатую ориентацию, заполненную флюсом.
В реальных случаях в сердцевине электрода есть много других ингредиентов, помимо флюса. Эти ингредиенты помогают защитить сварочную дугу при более высоких температурах. Процесс сварки очень популярен, потому что он обеспечивает высокую скорость проникновения в основные металлы.
Процесс сварки очень популярен, потому что он обеспечивает высокую скорость проникновения в основные металлы.
С ним проще обращаться, и он предлагает широкий спектр материалов, на которых он может быть выполнен. Обычно, когда сварка выполняется без газа, сварщики предпочитают сварку Flux Core сварке TIG.
Все сварочные аппараты с флюсовой сердцевиной также являются сварочными аппаратами MIG. Я написал полную статью о лучших сварочных аппаратах с флюсовой проволокой. Из этого списка я рекомендую Forney Welder для сварщиков-любителей и Lotus Welder для профессионалов.
В этом методе редко используется газ. Однако выполнение сварки TIG без газа — непростая задача. Всякий раз, когда упоминается термин «сварка ВИГ без газа», имеется в виду использование проволоки ВИГ с флюсовой сердцевиной. Внешний защитный газ не используется, а защитный эффект достигается за счет сжигания флюса в процессе сварки. Это требует высокой квалификации и некоторых предупреждений. В этом разделе приведена методика выполнения сварки TIG без газа.
- В первую очередь необходимо обеспечить безопасность сварщика. Независимо от того, являетесь ли вы профессиональным сварщиком или новичком, сварочные процессы требуют надлежащих мер безопасности и мер предосторожности. Во время различных сварочных процессов достигаются высокие температуры, которые могут привести к повреждению сварщика и оборудования. Поэтому перед началом сварочного процесса важно проверить все предохранительное оборудование.
- Кроме того, заготовка и рабочее пространство должны быть на 100 % чистыми. Преимущество сварки ВИГ заключается в том, что грязные заготовки можно сваривать надлежащим образом. Однако, если один из металлов грязный, а другой чистый, разница останется после выполнения сварки. Учитывая тот факт, что вы не используете газ, это создает массу проблем. Поэтому чистка и расчесывание необходимы.
- Следующим этапом является шлифовка и подготовка шва.
- Запустить процесс сварки. Выполняя сварку TIG без газа, старайтесь быть максимально последовательным. Когда сварка TIG выполняется без газа, образуется чрезмерное количество ядовитого дыма, который не позволяет сварщикам видеть сварочную ванну. Начинающие должны потратить некоторое время на повышение своей последовательности. Вы можете покрыть большую площадь, чтобы смягчить недостаток силы, но это также еще больше уменьшит и без того чрезвычайно низкую прочность.
- После завершения процесса необходимо снова очистить зону сварки и основной металл.
 Когда сварка TIG выполняется без газа, образуется чрезмерное количество ядовитого дыма, который не позволяет сварщикам видеть сварочную ванну. Начинающие должны потратить некоторое время на повышение своей последовательности. Вы можете покрыть большую площадь, чтобы смягчить недостаток силы, но это также еще больше уменьшит и без того чрезвычайно низкую прочность.
Когда сварка TIG выполняется без газа, образуется чрезмерное количество ядовитого дыма, который не позволяет сварщикам видеть сварочную ванну. Начинающие должны потратить некоторое время на повышение своей последовательности. Вы можете покрыть большую площадь, чтобы смягчить недостаток силы, но это также еще больше уменьшит и без того чрезвычайно низкую прочность.После получения четкого представления о сварке ВИГ без газа здесь приведены некоторые общие советы по сварке ВИГ:
- Сварщикам не нужно носить с собой большие и тяжелые газовые баллоны. В случае, если требуется газ, можно использовать баллоны небольшого размера вместо тяжелых, поскольку вес может создать проблемы. Тяжелые баллоны весят более 200 фунтов, и их трудно разместить на сварочной тележке. Они также опасны и могут привести к серьезной аварии в случае падения.
- Сварка ВИГ с газом позволяет получить аккуратные сварные швы на грязных металлах.
- Сварщик плохо видит сварочную ванну без защитного газа
- Сварка ВИГ может привести к образованию опасного дыма и дыма. Поэтому вентиляция очень важна.
- Сварка ВИГ без газа занимает больше времени, чем сварка ВИГ с аргоном или гелием.

В заключение можно сказать, что сварка TIG является очень универсальным процессом и широко используется в различных областях. Тем не менее, сварка TIG без газа требует большого терпения и практики, но она может помочь в идеальном выполнении сложной задачи. Просто убедитесь, что вы используете качественные машины для сварки TIG, такие как машины Everlast.
Пожалуйста, не стесняйтесь задавать любые вопросы в комментариях. Кроме того, вы можете поделиться постом, если вы нашли в нем ценность.
10 чертежей тележки для сварки своими руками, которые можно собрать сегодня (с иллюстрациями)
Последнее обновление
получить некоторый опыт использования инструментов, которые вы приобретаете. Сварочные тележки не так уж сложны в изготовлении, и вам не потребуются специальные инструменты для создания большинства конструкций. Мы искали в Интернете столько чертежей самодельных сварочных тележек, сколько смогли найти, и мы собираемся представить их вам здесь.
Как собрать тележку для сварки своими руками
Вот чертежи, которые мы смогли найти для вас.
1. Сверхмощная тележка сварочного аппарата
Сварочная тележка повышенной прочности от Дейва Вирта. Эта конструкция не слишком сложна в сборке и требует всего несколько плат и несколько медных трубок. Инструкции очень четкие и содержат множество точных иллюстраций. В результате получилась прочная и привлекательная тележка, в которой достаточно места для всех ваших инструментов, включая огнетушители.
Материалы: Пиломатериалы, медные трубы, ролики, краска, столярный клей
Инструменты: Ножовка, рулетка, кисть
2.
 Тележка Mig
Тележка MigТележка Mig создана компанией Dave Jewers и является прекрасной возможностью использовать свой сварочный аппарат для создания этой простой тележки. Для этого требуется всего несколько материалов и еще меньше инструментов. После того, как вы соберете все материалы, сборка тележки не займет много времени и станет полезным дополнением к вашей мастерской.
Материалы: Квадратная труба, уголок, материал покрытия
Инструменты: Сварочный аппарат, угловая шлифовальная машина, зажимы
3. Металлический сварочный стол
Стол для сварки металлов поступает к нам от Lincoln Electric, и этот план предоставляет нам простой план, который занимает всего несколько часов и позволяет вам использовать свое сварочное оборудование. Для этого требуется только 1/8-дюймовая сталь, ролики и стальные трубы.
Материалы: 1/8-дюймовая сталь, стальные трубы, шайбы, ролики
Инструменты: Сварочный аппарат, кусачки, рулетка, зажимы
4.
 Лучшая тележка для сварки своими руками?
Лучшая тележка для сварки своими руками?Лучшая тележка для сварки своими руками? Giaco Whatever представляет собой еще один простой в использовании проект, который позволяет вам использовать сварочный аппарат для сборки сварочной тележки. Видеоруководству очень легко следовать, и в результате вы получите пригодную для использования тележку менее чем за день без большого количества материалов или инструментов.
Материалы: Квадратная стальная труба, стальная сетка
Инструменты: Сварочный аппарат, рулетка, карандаш
5. Учитель из той мастерской
Эта сварочная тележка поступила к нам от учителя из той мастерской, и это еще одна простая в сборке тележка, которую использует квадратные стальные трубы для большей части сборки. Видеоруководство продвигается в правильном темпе, и учитель цеха находит время, чтобы объяснить важные аспекты сборки. Если у вас есть материалы, это не займет больше нескольких часов.
Материалы: Квадратные стальные трубы различной ширины, ролики
Инструменты: Сварочный аппарат, ручная пила, шлифовальный станок, шлифовальный станок, зажимы
- См. также: Почему сварочные тележки расположены под углом?
6. Проект простой тележки для сварки своими руками
Проект простой тележки для сварки разработан компанией Urchfab и является одной из самых простых конструкций в этом списке. Это хорошо объяснил ведущий обучающего видео, и он демонстрирует все в простой для понимания форме. Готовый продукт очень привлекательный, немного более блестящий, чем многие другие модели, гладкий и прочный
Материалы: Квадратные стальные трубы, колесики, стальные трубы
Инструменты: Сварочный аппарат, ручная шлифовальная машина, рулетка
некоторые другие тележки в этом списке, но это того стоит, и в результате вы получите очень прочную тележку для ваших сварочных принадлежностей.
 Для этой тележки потребуется несколько более крупных инструментов, таких как торцовочная пила и ленточная шлифовальная машина, которых может не быть в некоторых небольших мастерских.
Для этой тележки потребуется несколько более крупных инструментов, таких как торцовочная пила и ленточная шлифовальная машина, которых может не быть в некоторых небольших мастерских.Материалы: ролики, квадратные стальные трубы, металлическая решетка
Инструменты: Сварочный аппарат, торцовочная пила, ленточная шлифовальная машина, зажимы
. Он предоставляет вам множество специальных функций, в том числе выдвижной ящик и выдвижное дно ящика, поэтому вы можете выбрать цельное или сетчатое. Он выглядит лучше, чем многие коммерческие модели, и достаточно прочный
Материалы: Квадратная стальная труба, листовой металл, колесики, металлическая решетка
Инструменты: Сварочный аппарат, ручная шлифовальная машина, зажимы
доставила нам компания Ollari, и это продвинутый проект, который лучше всего воплощают в жизнь опытные сварщики и механики. Получившийся в результате проект чрезвычайно полезен, а складной стол предоставляет достаточно места для выполнения вашей работы.

Материалы: ролики, квадратные стальные трубы, металлическая решетка, листовой металл, шайбы
Инструменты: Сварочный аппарат, ручная пила, ручная шлифовальная машина, аэрозольная краска
10. Сварочная тележка с настольной шлифовальной машиной
Сварочная тележка с настольным шлифовальным станком — еще один продвинутый проект, результатом которого является полезный способ перемещения сварочного оборудования и настольного шлифовального станка. В нем есть два держателя для факелов, место для принадлежностей, большие крючки для кабеля и емкость для воды.
Материалы: ролики, квадратные стальные трубы, листовой металл
Инструменты: Уровень, ручная шлифовальная машина, зажимы, сварочный аппарат, молоток
Резюме
сравните свой уровень навыков с требуемыми функциями. Большинство планов в этом списке просты и приводят к очень удобной тележке, в которой должно быть достаточно места для всех ваших принадлежностей и места, чтобы повесить фонарик.