Сварка тонкого металла электродом – сложности, преимущества, выбор параметров инвертора и электродов, техника, рекомендации новичкам © Геостарт
Сваривание заготовок толщиной 2,5 мм и меньше зачастую осуществляется инверторным аппаратом. Однако применять правила и техники, характерные для толстостенных деталей, при этом нельзя – изделие можно просто прожечь насквозь. Поэтому разберем, какие особенности, трудности и преимущества имеет сварка тонкого металла электродом с помощью инвертора, как правильно подобрать рабочие характеристики оборудования и инструмента, какие вариации техники при этом могут применяться, а также что нужно учесть начинающему сварщику.
Особенности
Правила, по которым осуществляется сварка тонкого металла посредством инверторного аппарата, существенно отличаются от рекомендуемых для толстостенных изделий. В первую очередь учитываются сложности, вызванные спецификой поведения металла под действием электротехнических сил. Однако у технологии есть и свои плюсы. Разберем эти нюансы более детально.
Разберем эти нюансы более детально.
Сложности
При сварном соединении инвертором двух металлических заготовок толщиной 2-3 мм и меньше, возникает следующий ряд специфических трудностей:
- Тонкое металлическое изделие прогорает при перегреве . По этой причине процедура стыковки должна проводиться как можно скорее, но без нарушения качества. При длительной обработке заготовка если не прогорит, то искривится. Поэтому электрод должен проводиться исключительно по направлению шва – без малейших отклонений.
- Параметры силы тока должны иметь минимальное значение. Как следствие, дуга становится короткой. Малейшее увеличение расстояния приводит к ее погасанию. В некоторых случаях она может долго не разжигаться. Под такие условия подбирается сварочный аппарат с показателем холостого напряжения не менее 70 вольт и возможностью постепенного изменения силы тока, начиная с 10 ампер.


- Искривление при чрезмерном нагреве. Малейшее увеличение температуры приведет к искривлению листа. Лучший способ не допустить этого – максимально тщательно выбирать параметры сварки и контролировать степень накала. Кроме того, если ситуация позволяет, то применяются специальные термоотводящие материалы, аккуратно подкладываемые снизу шва.
- Непровары на лицевой и наплывы с обратной стороны. Этими дефектами часто характеризуется сварка тонкого металла инвертором для начинающих. Если все выше приведенные недостатки можно в той или иной степени нивелировать правильным подбором параметров, условий и инструмента, то эти два полностью зависят от навыка мастера. Не проваренные или пропущенные места часто являются следствием спешки сварщика, наплывы – напротив, чрезмерного старания. В обоих случаях нужно корректировать технику.
Важно!
Преимущества
Инверторная сварка – наилучший, современный и доступный способ, как варить тонкий металл. При соблюдении всех условий технологии шов получается весьма качественным, прочным, герметичным, долговечным, незаметным при последующей доработке и нанесении покрытия. С его помощью допустимо сваривать тонкостенные конструкции различного назначения – к примеру, автомобильные кузова и детали, емкости, трубы. Единственный общий недостаток инверторных сварочных технологий – нестабильность при отрицательной температуре окружающей среды.
При соблюдении всех условий технологии шов получается весьма качественным, прочным, герметичным, долговечным, незаметным при последующей доработке и нанесении покрытия. С его помощью допустимо сваривать тонкостенные конструкции различного назначения – к примеру, автомобильные кузова и детали, емкости, трубы. Единственный общий недостаток инверторных сварочных технологий – нестабильность при отрицательной температуре окружающей среды.
Сварка оцинковки
Существует единственный способ, как варить тонкий металл электродом 3 мм, когда заготовки покрыты слоем цинка, это инверторная сварка с предварительной зачисткой поверхностного слоя в месте стыковки. Процедура выполняется несколькими методами:
- Механическим. Для этой цели применяются шлифовальные машинки, абразивные круги, щетки со стальной щетиной, наждачная бумага.
- Термообработка сваркой. Цинковое наслоение выжигается двойным проходом электрода вдоль всей траектории шва с обязательной последующей отбивкой образуемого шлака.

Другой особенностью сварки оцинкованных изделий является необходимость создания двойного шва:
- Первый проход выполняется рутиловым электродом с наименьшей амплитудой.
- Второй проход финишный, облицовочный. Осуществляется основным электродом с шириной шва, равным 3-х-кратному диаметру инструмента.
Обратите внимание!
Подбор параметров оборудования и инструмента
Только правильное соотношение параметров работы аппарата, применяемого инструмента и толщины самого материала позволяет качественно решить вопрос о том, как варить тонкий металл электродом. Как начинающие, так и опытные сварщики применяют следующие установленные закономерности:
При этом сварка с помощью инвертора может проходить в двух вариантах по характеристикам выдаваемого аппаратом тока:
- Постоянном.
- Переменном
В первом случае вопрос о том, каким электродом варить металл 2 мм, решается путем подключения цепи способом обратной полярности. Это значит, что «минус» подсоединяется к заготовке, а «плюс» – к держателю. Такая схема приводит к смещению нагрева на инструмент, а не на металлическую деталь. Поэтому удается избежать прогорания, деформации и наплывов.
Это значит, что «минус» подсоединяется к заготовке, а «плюс» – к держателю. Такая схема приводит к смещению нагрева на инструмент, а не на металлическую деталь. Поэтому удается избежать прогорания, деформации и наплывов.
Второй вариант предполагает проведение сварочных работ с более низким значением силы тока, чем для толстостенных листов. При этом частота должна быть высокой. Стартовые показатели тока должны быть снижены минимум на 20-30%. Как вариант, опытные сварщики розжиг электрода осуществляют на болванке, встык расположенной к заготовке, а затем сразу переходят на рабочий шов.
Совет!
Варианты техники
Во всех без исключения случаях сварка тонкого металла инвертором должна осуществляться как можно скорее. Электрод проводится по прямой траектории только раз и без остановок. Параметры силы тока минимальны. Перед началом поверхность деталей обязательно подготавливаются:
- Уделяется внимание начальной геометрии. Если ее нужно сохранить неизменной, принимаются соответствующие меры – минимизируется нагрев, применяются зажимы.
- Края заготовок в местах соединения очищаются от следов коррозии, грязи, краски и т. п.
- Далее заготовки закрепляются или устанавливаются в необходимом положении – в соответствии с технологией.
 Если ее нужно сохранить неизменной, принимаются соответствующие меры – минимизируется нагрев, применяются зажимы.
Если ее нужно сохранить неизменной, принимаются соответствующие меры – минимизируется нагрев, применяются зажимы.По завершении подготовительных работ, когда заготовки закреплены, выполняют предварительные точечные сварочные прихваты – на расстоянии друг от друга не более 5-10 см. Это позволяет избежать многих негативных эффектов – прожига, наплывов, деформации.
Есть две основные техники, как варить тонкий металл электродом 2 мм – это:
- Непрерывно.
- Прерывно.
Первый вариант, как правило, применяется, когда края заготовок располагаются внахлест. Негативные эффекты, такие как, прожог, наплывы и искривления, либо минимизируются, либо вовсе не проявляются. Это дает возможность использовать большие параметры силы тока, диаметра электрода и меньшую скорость ведения шва.
Вторая технология используется для деталей с наименьшей толщиной при соединении встык. При этом характеристики силы тока, диаметра электрода используются минимальные, а скорость ведения шва – максимальная. Сварка в данном случае осуществляется короткими участками с примерно одинаковым шагом.
Рекомендация!
Рекомендации начинающим
Есть несколько простых, но важных рекомендаций, как варить тонкий металл инвертором начинающим:
- Высокое качество шва гарантировано при тщательном его контроле со всех сторон во время проведения сварочных работ.
- Расстояние между электродом и деталью (дуговой зазор) должно быть равным электродному диаметру. При меньшем значении шов приобретет выпуклую форму, при большем – не проварится.
- Для визуального контроля расстояния между электродом и металлом необходимо ориентироваться на раскаленную область в месте контакта. Появление пятна красного цвета свидетельствует о процессе плавления – необходимого для сварного соединения.
- Для наиболее плотного соединения листов при сварке внахлест необходимо детали придавить грузом или зажать.
- Чем меньше расстояние между швами при точечной технике сварки, тем меньше искривление.
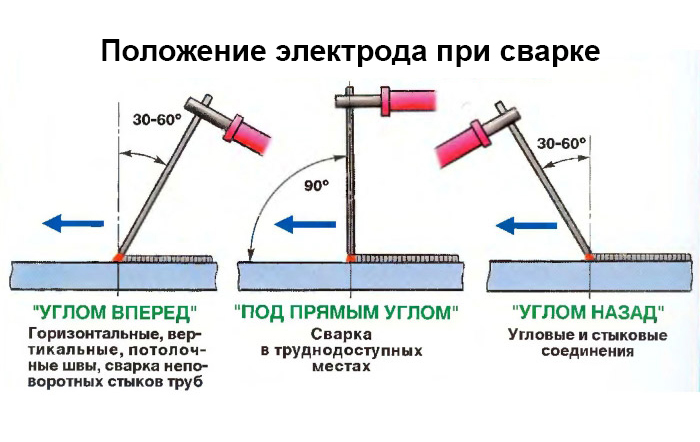
- Наилучший наклон электрода при сварке – от 45 до 90 градусов.
 Появление пятна красного цвета свидетельствует о процессе плавления – необходимого для сварного соединения.
Появление пятна красного цвета свидетельствует о процессе плавления – необходимого для сварного соединения.Полезная информация!
Коротко о главном
Для получения ответа на вопрос о том, как сваривать тонкий металл инвертором, необходимо учесть ряд возникающих трудностей:
- Тонкий металл моментально прожигается при перегреве.
- Дуговой зазор маленький, так как сила тока, выдаваемая аппаратом, должна быть минимальна.
- Длинный шов и тонкая структура приводит к искривлению детали.
- Не проваренные участки и наплывы с обратной стороны соединения часто сопровождают работу неопытного сварщика.

При соблюдении всех нюансов и техники инвертор позволяет получить прочный, качественный, долговечный и незаметный шов. Однако для этого потребуется тщательно подбирать параметры работы оборудования и диаметр электрода – в соответствии с конкретной толщиной материала. При этом есть две основные техники – непрерывно для сварки внахлест и прерывно для стыкового соединения. Для успешного проведения сварочных работ начинающим сварщикам следует учесть рекомендации специалистов.
автор Смирнова Любовь |
Электроды ОК-46 | Назначение, применения, особенности и технические характеристики
Электроды сварочные ОК-46 являются универсальными и предназначены для сварки металлоконструкций из низколегированных и низкоуглеродистых сталей. Предел текучести свариваемого материала до 380 Мпа. Производятся на известном предприятии ESAB (Швеция), имеющем опыт изготовления материалов для сварки более 100 лет.
Благодаря отличным сварочно-технологическим свойствам широко применяются как на производстве, так и для частных хозяйственных нужд. Отлично подходят и для профессионального сварщика, и для любителя, и даже новичка. Используются при изготовлении всевозможных металлических деталей, изделий, прокладке трубопроводов. Сфера применения включает также строительные работы, монтаж конструкций и т.д.
Работают на переменном или от постоянного обратной полярности тока. Благодаря малой величине напряжения холостого хода и устойчивой работе при минимальном значении тока, могут использоваться при работе даже от бытовых источников электроэнергии.
Основные особенности применения
Одной из отличительных особенностей электродов ОК-46 является небольшая чувствительность к загрязнениям поверхности металла. Ими можно варить изделия с гальваническим покрытием поверхности (оцинкованная поверхность и др.) и с наличием краски или грунтовки. А также при ржавчине, повышенной влажности и т. д. Это в сравнении с другими марками снижает требования к подготовке материала на предварительном этапе.
д. Это в сравнении с другими марками снижает требования к подготовке материала на предварительном этапе.
Применяются для ручной дуговой сварки при любых пространственных положениях шва, в том числе и «вертикальный на спуск». Этим свойством они отличаются от большинства остальных электродов, обмазкой которых служит рутил. Поэтому незаменимы при сварочных работах в ограниченных стесненных условиях. Благодаря тому, что ОК-46 имеют очень низкое значение порогового тока, обеспечивающего стабильное горение дуги, они с успехом позволяют сваривать тонкостенные конструкции.
Электроды характеризуются простым и свободным отделением шлака. Слой наплавленного валика имеет ровную поверхность, а переход к свариваемому металлу формируется плавным и ровным. Обладают легкостью не только первых, но и последующих поджигов. Поэтому их широко можно применять при выполнении прихваток, при работе с частыми разрывами дуги, при необходимости сварки как корневых, так и коротких швов.
Благодаря тому, что электроды имеют низкое тепловложение, их можно использовать при сваривании широких зазоров. Из-за относительно невысокой температуры в сварочной ванне, образуется минимальное разбрызгивание. А стабильная дуга защищает ее от атмосферного химического воздействия. Также не происходит перегрев и появление горячих трещин. Швы получаются ровными и обладают хорошей герметичностью и устойчивы к агрессивным средам.
Из-за относительно невысокой температуры в сварочной ванне, образуется минимальное разбрызгивание. А стабильная дуга защищает ее от атмосферного химического воздействия. Также не происходит перегрев и появление горячих трещин. Швы получаются ровными и обладают хорошей герметичностью и устойчивы к агрессивным средам.
Маркировка и технические характеристики
Аббревиатура ОК-46 обозначает следующее: ок – это инициалы основателя предприятия-изготовителя. А цифра 46 означает max допустимую нагрузку на шов, образованный с помощью данных электродов.
Эсаб ОК-46 обладают следующими характеристиками:
- Тип покрытия – рутилово-целлюлозное.
- Тип стержней – проволока сварочная Св08(А).
- Сплав – Carbon Manganese.
- Производительность для d4 1,4 кг/ч.
- Коэф. наплавки 8,5 г/Ач.
- Расход стержней 1,7 кг на 1 кг металла.
- Напряжение х/х50 В.
- Количество направленного металла на выходе 96%.

Мех. свойства при растяжении.
- Временное сопр. электродов 515 Мпа.
- Ударная вязкость сварного шва 140 Дж/кв.см.
- Max значение текучести 400 Мпа.
- Отн. удлинение 28%.
| Классификация | Сертификация |
| ГОСТ 9467: Э46ГОСТ Р ИСО 2560-А: Е 38 0 RC 1 2EN ISO 2560-A: E 38 0 RC 1 2AWS A5.1: E6013 | НАКС: ø 2.5; 3.0; 3.2; 4.0; 5.0 mmABS: 2BV: 2DNV: 2GL: 2LR: 2RS: 2PPP: 2 |
Химический состав
| С | Mn | Si | P | S |
| 0.08 | 0.40 | 0.30 | max 0.030 | max 0.030 |
Механические свойства
| Предел текучести σт, Н/мм² | Предел прочности σв, Н/мм² | Удлинение δ, % | Ударная вязкость KCV, Дж/см² | Ударная вязкость KCU, Дж/см² |
| 400 | 520 | 28 | ≥137 при +20°С88 при 0°С≥35 при -20°С | ≥110 при +20°С≥40 при -40°С |
Преимущества ОК-46
Универсальные электроды общего назначения удобны в пользовании. Для работы с ними достаточно начального уровня квалификации. Успешно используются в различных режимах сварки. Образует ровные швы, малое количество шлака и min разбрызгивание. Легко совершаются первый и ряд повторных поджигов. Отлично подходят как основные присадочные материалы, заполняющие стыки, так и для прихватывания частей деталей.
Для работы с ними достаточно начального уровня квалификации. Успешно используются в различных режимах сварки. Образует ровные швы, малое количество шлака и min разбрызгивание. Легко совершаются первый и ряд повторных поджигов. Отлично подходят как основные присадочные материалы, заполняющие стыки, так и для прихватывания частей деталей.
Справляются с загрязненными и подверженными коррозии поверхностями. Могут использоваться для тонкостенных материалов. Можно выполнять сварку по направлению вниз при вертикальном положении шва. Для работы подходят бытовые источники энергии. Данные электроды обладают стабильно высоким качеством. Так же, как и образованные ими соединения.
Особенности и области использования
Применяются во многих сферах производства для сварки углеродистых конструкционных сталей и сплавов, в том числе изготовлении котлов, станов, контейнеров, различного оборудования, конструкций, резервуаров. А также в частных мастерских, в подсобных хозяйствах, в быту. Также с их помощью может производиться резка и строжка металла.
При сварке чугуна нужно сначала наплавлять плакирующие слои, а уже затем заполнять разделку с помощью электродов.
Во избежание превышения нормы образования шлака, угол стержня по отношению свариваемой поверхности должен быть острым.
Перед применением обычно требуется проведение прокалки. Рекомендуемые температурные режимы от 70 °С до 90 °С в течение 60-ти мин.
Производители и аналоги
Производятся электроды только шведской компанией ЭСАБ. Продукция имеет упаковку, масса которой составляет 1 кг, 2,5 кг и 5 кг. Диаметр электродов составляет: 1,6 мм, 2,0 мм, 2,5 мм, 3,0 мм, 3,2 мм, 4,0 мм и 5,0 мм. Оригинальные пачки отличаются наличием следующей маркировки: логотип концерна производителя, знаки сертификации и соответствующие пиктограммы. Для защиты от влаги картонная упаковка запаяна в пленку.
Длина в зависимости от диаметра составляет:
- 300 мм для диаметров 1,6-2,5 мм;
- 350 мм для 3,0, 3,2 и 5,0 мм;
- 450 мм для 4,0 и 5,0 мм.

Количество электродов на один килограмм (штуки) составляет:
- 50 шт. для диаметра 2,0 мм;
- 45 шт. для 2,5 мм;
- 39 шт. для электродов 3,0 мм;
- 19 шт. для 4,0 мм;
- 13 шт. для длины 450 мм и диаметра 5,0 мм.
Храниться электроды должны в сухом теплом месте при t не менее 15 °С. Влажность покрытия не должна превышать 1%. В противном случае прокалка перед использованием обязательна.
Аналоги выпускают следующие российские предприятия: завод GOODEL г. Шадринск (ОК-46), СЗСМ (СЗСМ-46 00) г. Судиславль, Пензаэлектрод (ПЭ ОК-46 00), ЛЭЗ (ЛЭЗ 46 00) г. Москва.
Похожие свойства имеют электроды марки МОНОЛИТ РЦ, МР-3, МР-3С, ОЗС-12(6), Standart RC, АНО 4(6, 23, 29М, 32).
Соответствие стандартам
Оригинальные ОК-46 соответствуют ГОСТ 9467, E6013, AWS А5.1, DNV2, EN ISO 2560-A, ГОСТ Р ИСО 2560-A и другим необходимым на территории РФ стандартам. А также имеют все сертификаты и одобрения для реализации и использования в большинстве стран мира.
Для заказа электродов ОК-46 необходимо через меню сайта перейти на соответствующую страницу товара и в один клик добавить выбранные электроды в корзину. Для каждого товара имеется описание, список типоразмеров и таблица со всеми необходимыми параметрами и характеристиками.
В дополнение к основному товару в каталоге компании представлено сварочное оборудование, маски, инструмент, флюсы, проволока и другие расходные материалы. А также отрезные круги, горелки, газовое оборудование, канаты, метизы и т.д.
Какими электродами варить профильную трубу 2 мм. Как варить тонкий металл электродом: основные методы сварки
Особенности работы с профильной трубой
Профтруба производится из углеродистой или нержавеющей стали путем литья с последующей формовкой. По сути, она является особым видом металлопроката, сечение которого варьируется в широком диапазоне значений: от 10 до 500 мм. Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Трубный прокат представляет собой особую категорию металлопродукции, которая востребована в создании легких и прочных металлоконструкций по чертежу или без. Основным преимуществом материала является:
- небольшой вес, что позволяет минимизировать издержки на создание, транспортировку и монтаж конструкции;
- большой выбор размеров и сечений;
- стандартные размеры типовых изделий. Их торцевание и стыковка не вызывает особых сложностей;
- унифицированная толщина стенок;
- ровная и гладкая поверхность снаружи и внутри.
Сваривание профтрубы стало основой изготовления поликарбонатных теплиц, декоративных опор для заборов, гаражей, ворот, навесов; а также разного рода коммуникационных магистралей.
Приступая к свариванию профильных труб следует ознакомиться с особенностями работы с таким материалом. В противном случае не стоит рассчитывать на отменный результат. А исправлять ошибки придется методом проб, что забирает время и требует дополнительных вложений.
А исправлять ошибки придется методом проб, что забирает время и требует дополнительных вложений.
Сварка профильной трубы инвертором
Перед началом работы необходимо принять во внимание общие сведения:
- при температурном воздействии профильные трубы деформируются намного больше, нежели круглые;
- расплавленный металл может попадать во внутренние полости заготовок. Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;
- выполняя работы по торцевому соединению заготовок нужно учесть, что в силу неравномерного нагрева или же по причине неправильной формовки валиков на углах конструкции может образоваться высокое напряжение.
 В противном случае расплав может просто перекрыть канал;
В противном случае расплав может просто перекрыть канал;Стенки металлопроката делаются разной толщины. И если толстые стенки не вызывают никаких проблем, то сваривание тонкостенных труб требует специальных навыков. Работая инвертором, следует учесть такие моменты:
- металлопрокат следует сваривать при силе тока от 10 до 60 Ампер;
- для работы с тонкостенным прокатом подбираются электроды диаметром 0,5-2 мм. Расходники большего размера не подходят;
- шов делается за один проход;
- скорость сваривания во многом влияет на качество сварного соединения;
- сварка профиля должна быть завершена еще до того момента, когда успеют остыть кромки профиля.
 youtube.com/embed/3q9GN7hQYwk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/3q9GN7hQYwk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Электроды для сварки профильной трубы
Для получения хорошего результата при работе с профильной трубой необходимо правильно выбрать толщину расходного материала. Очень тонкий электрод – это потенциально нестабильное горение электрической дуги. Толстый же расходник легко может прожечь стенку трубы.
Подбор диаметра присадочной проволоки основывается на толщине стенок заготовок. Практика показывает, что:
- если толщина стенок трубы до 2 мм, то оптимальными будут электроды диаметром 1,5 миллиметра;
- толщина стенок 2- мм – электрод «двоечка»;
- «четверкой» стоит запасаться для работы с профильными трубами, стенки которых имеют толщину 4-6 миллиметров.
Важно учесть, что электроду существуют двух типов: неплавящиеся и плавящиеся. Первые применяются только в сочетании со специальными присадками, выполненными из сплава латуни, олова или иных мягких металлов с фосфатами.
Сварка труб газосваркой
Специалисты реже соединяют трубы газовой сваркой, предпочитая использовать электродуговую. Причина заключается в том, что использование газосварочного аппарата влечет удорожание работ, более опасен из-за ацетилена и требуется основательная подготовка специалиста. Тем не менее, газовые установки тоже используются в таких работах. И связано это, прежде всего, с невозможностью подключения к сети энергоснабжения.
На практике есть две методики использования газосварочного оборудования:
- Сварщик перемещает присадочный материал вслед за горелкой по направлению слева-направо. Такую технологию принято называть «правой». Достоинства метода заключаются в отличном прогревании соединяемых материалов и отличной видимости рабочей зоны. В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.
- «Левый» способ характеризуется тем, что присадочный материал перемещается впереди горелки по направлению справа-налево. Он востребован при работе с тонкостенными трубами.
 Он востребован при работе с тонкостенными трубами.
Он востребован при работе с тонкостенными трубами.Принято различать несколько этапов сварки профильных труб с помощью газовой горелки. Изначально потребуется приобрести материалы:
- баллоны с кислородом и ацетиленом;
- присадочный материал;
- редуктор;
- горелку газовую с наконечниками;
- флюс;
- шланги подачи газа.
Нужно обратить внимание на то, что газовая установка непригодна для использования, когда требуется варить тонкостенную профильную трубу. Металл будет слишком быстро плавиться и герметичность стыка будет сомнительной.
На первом этапе нужно подготовить поверхность: обезжирить и очистить от посторонних включений. Заготовки прочно фиксируются на рабочем столе. Края обрабатываются пастообразным флюсом, который предотвращает окисление металла в процессе сварки. Опытные сварщики рекомендуют делать скосы на кромках труб под углом 30 градусов. Это позволит сделать несколько сварных швов высокого качества.
Пламя образуется в результате горения смеси кислорода и ацетилена.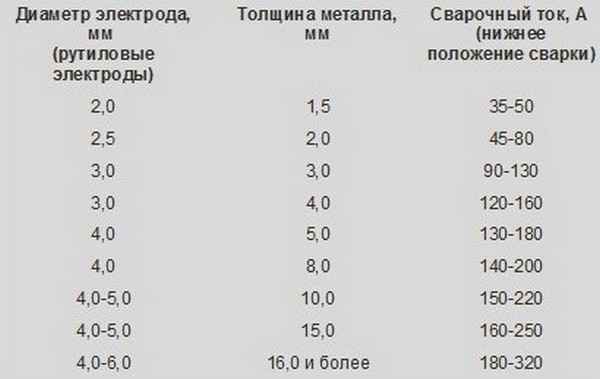 На стык подается присадочный материал и перемещается впереди пламени горелки. Температуры горелки достаточно для того, чтобы расплавить и присадку, и металл заготовок. В результате расплавы соединяются, образуя сварной шов. Перемещать горелку следует справа-налево. Обратное направление применяется в том случае, когда стенки трубопроводов толстые. Проволока в этом случае подается вслед за горелкой, а не впереди ее. Очень важно для качественной сварки выбрать оптимальный по диаметру электрод.
На стык подается присадочный материал и перемещается впереди пламени горелки. Температуры горелки достаточно для того, чтобы расплавить и присадку, и металл заготовок. В результате расплавы соединяются, образуя сварной шов. Перемещать горелку следует справа-налево. Обратное направление применяется в том случае, когда стенки трубопроводов толстые. Проволока в этом случае подается вслед за горелкой, а не впереди ее. Очень важно для качественной сварки выбрать оптимальный по диаметру электрод.
Предлагаем качественную сварку металлопроката по оптимальным ценам: надежно, оперативно, доступно.
предлагает своим клиентам услуги по сварке металлопроката.
Сварка металла – сложный процесс формирования неразъемного соединения металлических элементов путем установления между ними межатомных связей под воздействием местного/общего нагрева или пластического деформирования (или того и другого вместе).
Современное профессиональное оборудование и большой опыт наших специалистов позволяют выполнять сварочные работы на высоком качественном уровне, с соблюдением установленного регламента и использованием оптимальной технологии сварки, которая подбирается с учетом состава и толщины сплава, а также особенностей обработки металла. В результате получатся ровный, надежный сварочный шов, полностью отвечающий как предъявляемым эстетическим, так и прочностным требованиям.
В результате получатся ровный, надежный сварочный шов, полностью отвечающий как предъявляемым эстетическим, так и прочностным требованиям.
У нас вы можете заказать электродную дуговую сварку, обеспечивающую большую глубину проплавления и ровный, прочный сварочный шов с образованием минимального количества оксидов. Электродуговая сварка выполняется с применением качественных электродов, соответствующих ГОСТ. Тип электрода подбирается в зависимости от обрабатываемого металла.
Расчет стоимости услуг по сварке
На нашем сайте вы можете рассчитать примерную стоимость сварки онлайн с помощью удобного калькулятора:
Как правильно варить профильные трубы?
Для различных типов конструкций применяют следующие виды профиля:
Есть и иные, но указаны одни из популярных. Ведь есть различия еще и в сечении.
E6013 E7018 Сварочный стержень / сварочные электроды 2 мм, 2,5 мм Высококачественные котировки в режиме реального времени, цены последней продажи — Okorder.
 com
comDCRP.
обеспечивает глубокий проникающий сварной шов и хорошо работает на грязных, ржавых или окрашенных металлах.
E6013 Этот электрод можно использовать с переменным и постоянным током.
производит сварной шов средней глубины с превосходным внешним видом сварного шва.
E7018 Этот электрод известен как электрод с низким содержанием водорода и может использоваться с переменным или постоянным током.
Покрытие на электроде имеет низкое содержание влаги, что снижает попадание водорода в сварной шов. lectrode может производить сварные швы лучевого качества со средним проплавлением.
Сварка конструкции из низкоуглеродистой стали, особенно подходящая для сварки небольших и коротких сварных швов и требований косметической поверхности сварки, яркая и чистая. Химический состав наплавленного металла:
2. Основные характеристики сварочной проволоки :
1). Мы являемся профессиональным и квалифицированным производителем сварочных электродов из углеродистой стали: E6013 E7018.
2). Размер: 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм, 5,0 мм.
3). Упаковка: 2,5 кг/коробка, 5 кг/коробка, 20 кг/коробка.
4). Сварочные электроды с высоким содержанием титана используются для сварки во всех положениях.
5). Заводская поставка напрямую. Мы можем сделать OEM-пакет по требованию клиентов, если вам нужно.
6). Гарантия стабильного качества и сладкого послепродажного обслуживания.
Welding Electrodes E6013 E7018
3. Welding Rod Images
4. Welding Rod Specification
Chemical Composition | C | Mn | SI | S | P |
Гарантия | ≤0. 0006 | 0.3-0.6 | ≤0.35 | ≤0.035 | ≤0.040 |
Mechanical Properties of Deposited Metal
Test Item | RM (MPA) | REL (MPA) | A (%) | KV2 (J) | KV2 (J) | ||||
| 90029 | 29 9006 29 | 9 | 9 9006 29 | 9006 2 .0002 Guarantee Value | ≥420 | ≥330 | ≥17 | -(normal temperature) | -(0℃) |
Reference Current ( AC, DC)
Electrode Diameter(mm) | φ2. | φ2.5 | φ3.2 | φ4.0 | φ5.0 |
Length(mm) | 300 | 300(350) | 350 | 400 | 400 |
Welding Current (A) | 40~70 | 55~95 | 80~130 | 120~180 | 160~230 |
V-up, OH | 35~60 | 45~90 | 60~120 | 100~160 | 120~200 |
5. FAQ
В: Как вы отправляете сварочный электрод ?
О: Обычно по морю.
Q: Вы производитель?
О: Да, мы предоставляем профессиональные продукты в Сварочная проволока более 10 лет.
В: Могу ли я получить образец?
A: Да, бесплатные образцы подготовлены для вашего теста
Отправьте нам сообщение:
Электронная почта:
Телефон:
Необходимое кол-во:
Acre/AcresAmpere/AmperesBag/BagsBarrel/BarrelsBox/BoxesBushel/BushelsCarat/CaratsCarton/CartonsCase/CasesCentimeter/CentimetersChain/ChainsCubic Centimeter/Cubic CentimetersCubic Foot/Cubic FeetCubic Inch/Cubic InchesCubic Meter/Cubic MetersCubic Yard/Cubic YardsDegrees CelsiusDegrees FahrenheitDozen/DozensDram/DramsFluid Ounce /Fluid OuncesFoot/FeetForty-Foot Container Furlong/FurlongsGallon/GallonsGill/GillsGrain/GrainsGram/GramsGrossHectare/HectaresHertzInch/InchesKiloampere/KiloamperesKilogram/KilogramsKilohertzKilometer/KilometersKiloohm/KiloohmsKilovolt/KilovoltsKilowatt/KilowattsLiter/LitersLong Ton/Long TonsMegahertzMeter/MetersMetric Ton/Metric TonsMile/MilesMilliampere/ MilliamperesMilligram/MilligramsMillihertzMilliliter/MillilitersMillimeter/MillimetersMilliohm/MilliohmsMillivolt/MillivoltsMilliwatt/MilliwattsNautical Mile/Nautical MilesOhm/OhmsOunce/OuncesPack/PacksPair/PairsPallet/PalletsParcel/ParcelsPerch/PerchesPiece/PiecesPint/PintsPlant/PlantsPole/PolesPound/PoundsQuar t/QuartsQuartersRod/RodsRoll/RollsSet/SetsSheets/SheetsShort Tons/Short TonsSquare сантиметр/квадратные сантиметрыSquare Foot/Square FeetSquare Inch/Square InchesSquare Meter/Square MetersSquare Miles/Square MilesSquare Yard/Square YardsStone/TnesTonsTstonesStrands/Strands ЛоткиДвадцатифутовый контейнерЕдиница/ЕдиницыВольт/ВольтВатт/ВаттWpЯрд/Ярды
Компания:
Подробнее:
Осталось: 4000 символов
— О себе
— Требуемые характеристики
— Запросить цену/MOQ
EI 316L — Magmaweld — Электроды из нержавеющей стали
- Домашняя страница
- Сварочные материалы
- Сварочные электроды
- Электроды из нержавеющей стали
ЭИ 316L
Лист данных
Товары :
Кусок:
Бирим Адет
Стандарты
| AWS/ASME SFA-5. 4 | Э316Л-16 |
| ЕН ИСО 3581 — А | E 19 12 3 L R 32 |
| ТС ЕН ИСО 3581 — А | Е 19 12 3 Л Р 32 |
| DIN М. № | 1.4430 |
Разрешения и сертификаты
ДНВ-ГЛ
CWB
ТСЭ
CE
ТЮФ
БВ
Материалы
| Ширина | Материал | АСТМ |
| X3CrNiMo17-13-3 | 1. 4436 4436 | 316 |
| X5CrNiMo17-12-2 | 1.4401 | 316 |
| GX2CrNiMo19-11-2 | 1.4409 | |
| X2CrNiMo17-12-2 | 1.4404 | 316л |
| GX5CrNiMo19-11-2 | 1. 4408 4408 | CF-8M |
| X2CrNiMo18-14-3 | 1.4435 | 316л |
| X6CrNiMoTi17-12-2 | 1.4571 | 316 Ти |
| X6CrNiMoNb17-12-2 | 1.4580 | 316 Кб |
| G-X5CrNiMoNb19-11-2 | 1. 4581 4581 | |
| X10CrNiMo18-12 | 1,4583 | 318 |
Свойства и применение
Электрод из нержавеющей стали рутилового типа для сварки аустенитных нержавеющих Cr-Ni-Mo сталей или литых сталей с очень низким содержанием углерода. Для рабочих температур до 400°C. Особенно подходит для сварки химических резервуаров и труб из нержавеющей стали в химической, текстильной, лакокрасочной, бумажной промышленности. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Легкое зажигание и повторное зажигание дуги. Мелкокапельный перенос металла, хорошее сплавление поверхностей швов, мелковолнистая поверхность валика, легко удаляемый шлак.
Типичные химические значения металла сварного шва
| Тип анализа | |||||||
|---|---|---|---|---|---|---|---|
| Наплавка | 0,03 | 0,80 | 0,90 | 19,00 | 12,00 | 2,680 |
Типичные механические значения металла сварного шва (%)
| Условия испытаний | ||||
|---|---|---|---|---|
| Сварной | 460 | 560 | 40 | 20°C → 70 |
* Химический состав и механические свойства действительны при использовании защитного газа.
Информация по применению
Позиции сварки:
Полярность:
Параметры сварки и эффективность:
| 2,00×250 | 50-70 |
| 2,00×300 | 40-60 |
| 2,50×250 | 50-80 |
| 2,50×300 | 50-80 |
| 3,25×300 | 80-120 |
| 3,25×350 | 80-120 |
| 4,00×350 | 100-165 |
5. 00×350 00×350 | 140-220 |
Информация об упаковке
| Код продукта | Тип упаковки | |||||
|---|---|---|---|---|---|---|
| 13017CIEM2 | 2,00×250 | 152 шт. | ||||
| 13017D9EM1 | 2,00×300 | 15 шт.0065 | ||||
| 13017DBEM2 | 2,00×300 | 88 шт. | ||||
| 13017DDEM2 | 2,00×300 | 221 шт. | ||||
| 13017DJEM2 | 2,00×300 | 154 шт. | ||||
| 13017FIEM2 | 2,50×250 | 100 шт. | ||||
| 13017G9EM1 | 2,50×300 | 10 шт. | ||||
| 13017GBEM2 | 2,50×300 | 54 шт. | ||||
| 13017ГДЕМ2 | 2,50×300 | 135 шт. | 2,62 | 3 | 8,00 | Пластиковый ящик |
| 13017GJEM2 | 2,50×300 | 95 шт. | ||||
| 13017M9EM1 | 3,25×300 | 10 шт. | ||||
| 13017MDEM2 | 3,25×300 | 82 шт. | 2,62 | 3 | 8,00 | Пластиковый ящик |
| 13017MEEM2 | 3,25×300 | 132 шт. | ||||
| 13017MJEM2 | 3,25×300 | 58 шт. | ||||
| 13017N9EM1 | 3,25×350 | 15 шт. | 0,57 | 30 | 17,10 | Блистер |
| 13017NBEM2 | 3,25×350 | 28 шт. | ||||
| 13017NDEM2 | 3,25×350 | 70 шт. | ||||
| 13017NEEM2 | 3,25×350 | 113 шт. | 4.21 | 3 | 12,80 | Пластиковый ящик |
| 13017NJEM2 | 3,25×350 | 56 шт. | ||||
| 13017QBEM2 | 4,00×350 | 19 шт. | ||||
| 13017QDEM2 | 4,00×350 | 46 шт. | 2,62 | 3 | 8,00 | Пластиковый ящик |
| 13017QJEM2 | 4,00×350 | 37 шт. | ||||
| 13017TEEM2 | 5,00×350 | 60 шт. | ||||
| 13017TJEM2 | 5,00×350 | 24 шт. | 2,04 | 10 | 0,00 | Блок питания переменного тока |
Информация о хранении и повторной сушке
>Можно сушить не более 5 раз.
>Необходимо сушить при температуре 350°C в течение 2 часов.
Стержни для дуговой сварки ММА для сварки электродом диаметром от 1,6 мм до 6,0 мм
- Специальные предложения
- Удаление дыма
- Сварочное оборудование
- Сварочные принадлежности
- Прутки и проволока
- МИГ проволока
- Присадочная проволока TIG
- Стержни для дуговой сварки
- Кислородно-топливная сварка / прутки для пайки и флюс
- Мастерская
- Газ в аренду бесплатно
- СИЗ и безопасность
- Электроинструменты, ручные и пневматические инструменты
- Разное
- Услуги
- Сварка и резка
- Проволочные щетки
- Абразивы
Главная / Стержни и проволока > Стержни для дуговой сварки
Категории товаров
Сварочные стержни из нержавеющей стали
Сварочные электроды MMA для сварки нержавеющей стали. У нас есть в наличии различные типы нержавеющей стали, включая стандартные 308, 316 и некоторые нестандартные, такие как 312 и 347
У нас есть в наличии различные типы нержавеющей стали, включая стандартные 308, 316 и некоторые нестандартные, такие как 312 и 347
Сварочные стержни из мягкой стали
Сварочные стержни для низкоуглеродистой стали, как правило, E6013, E6010, E7018, E7024, а также многие другие сварочные электроды для сварки низкоуглеродистой стали, в том числе вертикально вниз, сверху
Сварочные стержни с твердой наплавкой
Сварочные стержни с твердой наплавкой с различной ударной вязкостью и уровнем ударной вязкости для широкого спектра применений, связанных с износом, ударами и повышенным трением, всех размеров
Чугунные сварочные стержни
Все типы сварочных стержней из чугуна MMAW от низкого содержания никеля до более 98 процентов никеля, независимо от того, какой тип чугуна имеет стержень, подходящий для соединения.
Строжальные стержни
Стержни для строжки для использования в держателях электродов для электродуговой сварки, обычно используемых при более высоких уровнях мощности для удаления сварных швов и дефектов сварки путем их выдалбливания
Стержни для дуговой сварки
Сортировать поЦена(низкая-высокая)Цена(высокая-низкая)От нового к старомуСтарому к новомуA к ZZ к A
GeKa 7024 5,0 мм — электроды из железного порошка
7024 Сварочные стержни — диаметр 5 мм — выход 160%
25,00 фунтов стерлингов
(включая 30 фунтов стерлингов)
Ошибка запаса
GeKa 7018 3,2 мм – сварочные электроды с низким содержанием водорода 3 кг в вакуумной упаковке
7018 Сварочные электроды с низким содержанием водорода и железом 3,2 мм, 3 кг, упаковка
13,02 фунтов стерлингов
(включая 15,62 фунтов стерлингов)
Ошибка запаса
Сварочные стержни из кортеновской стали 2,5 мм — E6818-W2, упаковка 4 кг
Стержни, предназначенные для сварки кортеновской стали. 2,5 мм диам. упаковки по 4 кг.
2,5 мм диам. упаковки по 4 кг.
£71,00
(включая 85,20 фунтов стерлингов)
Ошибка запаса
GeKa ElHard 600 S 3.2mm Grab Pack 500г стержней для ММА с наплавкой
600 удилищ ElHard MMA, упаковка 500 г, диаметр 3,2 мм
5,00 фунтов стерлингов
(включая £6.00)
Ошибка запаса
GeKa ELOX R 316L-17 3,2 мм набор для захвата 500 г стержней для ММА
Стержни из нержавеющей стали 316L-17 для ММА, упаковка 500 г, диаметр 3,2 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa ELOX R 316L-17 2,5 мм набор для захвата 500 г стержней для ММА
Стержни из нержавеющей стали 316L-17 для ММА, упаковка 500 г, диаметр 2,5 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa ELOX R 312-17 3,2 мм набор для захвата 500 г удилищ для ММА
Стержни из нержавеющей стали 312-17 для ММА, упаковка 500 г, диаметр 3,2 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa ELOX R 312-17 2,5 мм набор для захвата 500 г стержней для ММА
Стержни из нержавеющей стали 312-17 для ММА, упаковка 500 г, диаметр 2,5 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa ELOX R 309L-17 3,2 мм набор для захвата 500 г удилищ для ММА
Стержни из нержавеющей стали 309L-17 для ММА, упаковка 500 г, диаметр 3,2 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa ELOX R 309L-17 2,5 мм набор для захвата 500 г стержней для ММА
Стержни из нержавеющей стали 309L-17 для ММА, упаковка 500 г, диаметр 2,5 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa ELOX R 308L-17 3,2 мм набор для захвата 500 г стержней для ММА
Стержни из нержавеющей стали 308L-17 для ММА, упаковка 500 г, диаметр 3,2 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa ELOX R 308L-17 2,5 мм набор для захвата 500 г стержней для ММА
Стержни из нержавеющей стали 308L-17 для ММА, упаковка 500 г, диаметр 2,5 мм
15,60 фунтов стерлингов
(включая £18,72)
Ошибка запаса
GeKa LaserB 47 7018 3,2 мм набор стержней для ММА 500 г
7018 Стержни для ММА, упаковка 500 г, диаметр 3,2 мм
5,00 фунтов стерлингов
(включая £6. 00)
00)
Ошибка запаса
GeKa LaserB 47 7018 2,5 мм набор стержней для ММА 500 г
7018 Стержни для ММА, упаковка 500 г, диаметр 2,5 мм
5,00 фунтов стерлингов
(включая £6.00)
Ошибка запаса
GeKa Lotus 6013 3,2 мм набор 500 г стержней для ММА
6013 Стержни для ММА, упаковка 500 г, диаметр 3,2 мм
5,00 фунтов стерлингов
(включая £6.00)
Ошибка запаса
GeKa Lotus 6013 2.5mm Grab Pack 500г стержней для ММА
6013 Стержни для ММА, упаковка 500 г, диаметр 2,5 мм
5,00 фунтов стерлингов
(включая £6.00)
Ошибка запаса
GeKa Lotus 6013 2.0mm Grab Pack 500г ММА удилища
6013 Стержни для ММА, упаковка 500 г, диаметр 2,0 мм
5,00 фунтов стерлингов
(включая £6.00)
Ошибка запаса
E7024 Железный порошковый электрод Nikko GA 24 3,2 мм
E7024 Сварочные стержни — Iron Power 180% 3,2 мм 5 кг Упаковка
37,10 фунтов стерлингов
(включая 44,52 фунта стерлингов)
Ошибка запаса
2,5 мм нержавеющая сталь 309L MMA сварочные стержни электроды присадочные стержни — Nikko Steel
1 кг 309L-16 MMA сварочные стержни диаметром 2,5 мм. Никко сталь.
Никко сталь.
32,90 фунтов стерлингов
(включая 39,48 фунтов стерлингов)
Ошибка запаса
3,2 мм нержавеющая сталь 309L MMA сварочные стержни электроды присадочные стержни — Nikko Steel
1 кг 309L-16 MMA сварочные стержни диаметром 3,2 мм. Никко сталь.
32,37 фунта стерлингов
(включая £38,84)
Ошибка запаса
4,0 мм нержавеющая сталь 309L MMA сварочные стержни электроды присадочные стержни — Nikko Steel
1 кг 309L-16 MMA сварочные стержни диаметром 4,0 мм. Никко сталь.
32,23 фунта стерлингов
(включая 38,68 фунтов стерлингов)
Ошибка запаса
5 мм нержавеющая сталь 309L MMA сварочные стержни электроды присадочные стержни — Nikko Steel
1 кг 309L-16 MMA сварочные стержни диаметром 2,0 мм. Никко сталь.
£154,44
(включая £185,33)
Ошибка запаса
2,5 мм нержавеющая сталь 310-16 MMA сварочные стержни электроды присадочные стержни — Nikko Steel
1 кг 310-16 MMA сварочные стержни диаметром 2,5 мм. Никко сталь.
Никко сталь.
38,96 фунтов стерлингов
(включая 46,75 фунтов стерлингов)
Ошибка запаса
E7024 Железный порошковый электрод Nikko GA 24 4,0 мм
E7024 Сварочные стержни — Iron Power 180% 4,0 мм 5 кг Упаковка
£39,83
(включая 47,80 фунтов стерлингов)
Ошибка запаса
E7024 Железный порошковый электрод Nikko GA 24 5,0 мм
E7024 Сварочные стержни — Iron Power 180% 5,0 мм 5 кг Упаковка
£39,83
(включая 47,80 фунтов стерлингов)
Ошибка запаса
2,0 мм нержавеющая сталь 309L MMA сварочные стержни электроды присадочные стержни — Nikko Steel
1 кг 309L-17 MMA сварочные стержни диаметром 2,0 мм. Никко сталь.
33,03 фунта стерлингов
(включая £39,64)
Ошибка запаса
E307-17 Сварочные стержни MMA 4 мм 307 Нержавеющие стержни 4 кг
E307-17 Стержни из нержавеющей стали – диаметр 4 мм – упаковка по 4 кг
131,95 фунтов стерлингов
(включая 158,34 фунтов стерлингов)
Ошибка запаса
E307-17 Стержни для сварки MMA 5 мм, нержавеющие стержни 307, 4 кг
E307-17 Стержни из нержавеющей стали – диаметр 5 мм – упаковка по 4 кг
131,95 фунтов стерлингов
(включая 158,34 фунтов стерлингов)
Ошибка запаса
3,2 мм сварочные стержни из нержавеющей стали 308L MMA Электроды Присадочные стержни
1 кг 308L MMA сварочные стержни диаметром 3,2 мм. ГеКа
ГеКа
23,84 фунта стерлингов
(включая £28,61)
Ошибка запаса
4,0 мм нержавеющая сталь 308L MMA сварочные стержни электроды наполнительные стержни
1 кг 308L MMA сварочные стержни диаметром 4,0 мм. Никко сталь
23,84 фунта стерлингов
(включая £28,61)
Ошибка запаса
5,0 мм сварочные стержни из нержавеющей стали 308L MMA Электроды Присадочные стержни
4 кг 308L MMA сварочные стержни диаметром 4,0 мм. Никко сталь
79,77 фунтов стерлингов
(включая £95,72)
Ошибка запаса
E307-16 Стержни для сварки MMA 2,5 мм, нержавеющие стержни 307, 1 кг
35,15 фунтов стерлингов
(включая 42,18 фунтов стерлингов)
Ошибка запаса
E307-16 Стержни для сварки MMA 3,2 мм, нержавеющие стержни 307, 1 кг
307-16 Сварочные стержни из нержавеющей стали диаметром 3,2 мм. Упаковка 1 кг.
Упаковка 1 кг.
34,55 фунта стерлингов
(включая 41,46 фунтов стерлингов)
Ошибка запаса
E307-16 Стержни для сварки MMA 4,0 мм, нержавеющие стержни 307, 1 кг
E307-16 Сварочные стержни, диаметр 4 мм, упаковка 1 кг
34,55 фунта стерлингов
(включая 41,46 фунтов стерлингов)
Ошибка запаса
E307-16 Стержни для сварки MMA, 5,0 мм, нержавеющие стержни 307, 1 кг
E307-16 Сварочные стержни MMA — диаметр 5 мм
34,55 фунта стерлингов
(включая 41,46 фунтов стерлингов)
Ошибка запаса
E307-17 Стержни для сварки ММА 2,5 мм, нержавеющие стержни 307, 4 кг
E307-17 Стержни из нержавеющей стали – диаметр 2,5 мм – упаковка по 4 кг
140,10 фунтов стерлингов
(включая 168,12 фунтов стерлингов)
Ошибка запаса
E307-17 Стержни для сварки MMA 3,2 мм Стержни из нержавеющей стали 307 4 кг
E307-17 Стержни из нержавеющей стали – диаметр 3,2 мм – упаковка по 4 кг
134,45 фунтов стерлингов
(включая £161,34)
Ошибка запаса
4 мм нержавеющая сталь 310-16 MMA сварочные стержни электроды присадочные стержни — Nikko Steel
1 кг 310-16 MMA сварочные стержни диаметром 4 мм.