Сварочный шов GMAW — WALDUN
С самого начала Waldun является самым надежным производителем машин для наплавки GMAW в Китае. На протяжении более 15 лет мы в Waldun всегда стремились улучшить качество наших машин.
Waldun может помочь вам изготовить сварочные аппараты GMAW, FCAW, SAW и даже SMAW.
Где бы вы ни находились, Waldun сможет предоставить вам необходимые машины для наплавки GMAW!
Отправить запрос сейчас Запросить предложение
Машины для наплавки сварных швов Waldun GMAWМашины для наплавки, которыми мы располагаем здесь, в Waldun, идеально подходят для производства износостойких листов.
Вы можете рассчитывать на нас в производстве пластин из карбида вольфрама и износостойких пластин с наплавкой из карбида хрома (CCO).
Сварные накладки Waldun GMAW снабжены полными деталями и спецификациями. Он идеально подходит для производства износостойких пластин любого типа.
У нас есть машины для наплавки GMAW с двумя (2) или четырьмя (4) головками. Кроме того, мы можем подобрать необходимое вспомогательное сварочное оборудование!
Кроме того, мы можем подобрать необходимое вспомогательное сварочное оборудование!
Оборудование Waldun для наплавки GMAW обладает множеством функций. Наиболее заметные из них включают, но не ограничиваются:
- Встроенная многофункциональная сварочная горелка
- Стабильность платформы контролируется IPC
- Плавная подача проволоки благодаря расположению цилиндрических проволок
- Оснащен продольными и горизонтальными серводвигателями
- Структура наложения сварного шва GMAW усилена и обработана соответствующим образом
Машины для наплавки GMAW, которые предлагает Waldun, используются в приложениях, связанных с производством изнашиваемых пластин и деталей.
Обычные клиенты Waldun — производственные компании. Однако нам доверяют и другие отрасли и предприятия!
Работаете ли вы в горнодобывающей или строительной сфере, в металлообработке и производстве — или если вы занимаетесь трубами, трубами и т. п., Waldun станет для вас лучшим выбором!
п., Waldun станет для вас лучшим выбором!
Компания Waldun имеет сертификаты ISO 14001 и ISO 9001. У нас есть лицензии, и нам доверяет множество компаний, потому что:
- Все механические и электронные части наших сварочных аппаратов GMAW получены из проверенных источников.
- Перед началом производства мы тестируем и оцениваем наше оборудование и / или машины.
- Мы предлагаем нашим клиентам комплексные услуги послепродажного обслуживания.
- Перед сборкой рамы нашего оборудования проходят пескоструйную обработку.
- Все машины и оборудование доставляем в течении 15-20 дней.
- Компания Waldun, являясь ведущим производителем машин для наплавки GMAW в отрасли, всегда оправдает ваши ожидания и даже превзойдет их!
Помимо оборудования для наплавки GMAW, Waldun также производит износостойкие пластины из карбида хрома, машины для плазменной резки, машины для сварки PTA, машины для наплавки труб и многое другое!
Свяжитесь с нами здесь, в Waldun, и получите самые функциональные машины для наплавки GMAW, которые вы можете получить!
Укажите раму и основание станка в зависимости от того, насколько они вам нужны! Получите это по конкурентоспособной цене! Считайте нас своим универсальным магазином для всего сварочного оборудования, технической поддержки, а также продуктов и компонентов изнашиваемых пластин, которые вам нужны!
Наплавка наплавки газовой дуговой сваркой (GMAW) — полное руководство по часто задаваемым вопросамНаложение сварного шва GMAW — один из наиболее распространенных типов наложения сварного шва. Благодаря своей простоте и эффективности, это одна из техник, любимых многими промышленными компаниями.
Благодаря своей простоте и эффективности, это одна из техник, любимых многими промышленными компаниями.
В этом руководстве мы проведем вас через процесс наложения сварного шва GMAW. Мы поговорим обо всем, что вам нужно знать об этом; что это такое, как он может помочь вам в вашем бизнесе, а также машины, необходимые для выполнения работы.
Что такое GMAW?Это короткий срок для газовой дуговой сварки металла.
Он описывает процесс, при котором электрод пропускается через горелку с постоянной и контролируемой скоростью.
Одновременно следует подавать защитный газ на место сварки, чтобы избежать ослабления сварного шва.
GMAW — это то же самое, что MIG?MIG или сварка в среде инертного газа на самом деле является разновидностью GMAW.
Процесс GMAW может иметь различные варианты экранирования. Они есть:
- Использование порошковой проволоки
- Газ, протекающий через горелку
В МИГ, с другой стороны, он определяет использование инертный газ (обычно гелий и аргон). Итак, вы можете сказать, что они одинаковы с точки зрения процесса и основы.
Итак, вы можете сказать, что они одинаковы с точки зрения процесса и основы.
Однако они разные с точки зрения процедуры экранирования и выбора.
Что такое сварочные аппараты GMAW?Сварочные аппараты GMAW — это оборудование, которое вы можете использовать для выполнения процесса GMAW.
В GMAW вы можете выбрать один из четырех (4) различных методов переноса металла. Они есть:
- Спрей
- Импульсный спрей
- Шаровидный
- Короткое замыкание
Сварочный слой осаждение одного или нескольких металлов на конкретную деталь или изделие.
Общая цель наплавки — улучшение желаемых свойств основного продукта. Более того, его также можно использовать для восстановления формы и размеров компонента.
Отличается ли наплавка GMAW от наплавки GMAW?Термины «наплавка» и «наплавка» обычно взаимозаменяемы. Это почти похожие процессы, но в глубине души они разные.
Это почти похожие процессы, но в глубине души они разные.
GMAW облицовка представляет собой процесс GMAW, при котором материал наносится на поверхность заготовки.
Цель состоит в том, чтобы покрыть компонент, чтобы сделать его устойчивым к износу, коррозии и истиранию.
Наложение сварного шва GMAW — это процесс GMAW, при котором материал наносится на заготовку.
Цель состоит в том, чтобы улучшить его свойства или восстановить его форму, форму или размеры.
GMAW против сварки FCAW?GMAW — это процесс, в котором в качестве присадочного металла используется твердый проволочный электрод.
FCAW — это сокращение от дуговой сварки порошковой проволокой. Это процесс, в котором в сердечнике используются материалы, которые при сгорании создают защитные и флюсирующие агенты.
Между ними разница в расходных материалах. В FCAW используется порошковая проволока, которая высвобождает защитный агент.
Однако в GMAW для этого используется сплошной расходный проволочный электрод.
GTAW — это сокращение от газовой вольфрамовой дуговой сварки.
Основное отличие от GMAW заключается в том, что в нем используется неплавящийся вольфрамовый электрод; тогда как GMAW использует расходуемый проволочный электрод.
Вы можете выполнять их точно так же, просто у вас есть другой электрод.
Что такое покрытие GMAW?В наплавке GMAW используется метод GMAW для нанесения материалов на поверхность или заготовку.
Цель состоит в том, чтобы создавать материалы, которые будут лучше, прочнее и долговечнее; материалы, которые:
- Сопротивление ржавчине
- Более высокая устойчивость к ударам
- Более высокая устойчивость к температуре
- Износостойкий
- Износостойкий
- И так далее
По сравнению с другими методами сварки, плакировка GMAW может дать вам следующие преимущества:
- Меньше дыма, что улучшает обзор проекта.

- Может использоваться для широкого спектра сплавов и металлов
- Не требует от оператора высокой квалификации
- Более высокая производительность благодаря полностью автоматическому
- Имеет более высокую эффективность электродов

Это лишь некоторые из преимуществ, которые может дать вам процесс наплавки GMAW.
Где лучше всего применить процесс наплавки GMAW?Общее применение наплавки GMAW будет в следующих секторах:
- Химическая промышленность
- Бумажная промышленность
- Военно-морское оборудование
- Электростанция Промышленность
- Нефтегазовая промышленность
Итак, если вы занимаетесь каким-либо из этих секторов, вы можете извлечь из этого выгоду. У вас не будет никаких сомнений.
Для чего нужна наплавка GMAW?Это то же самое, что и для наложения сварного шва — для улучшения свойств.
Что отличает его от остальных, так это простота использования и доступность.
Все наиболее важные металлы можно сваривать с помощью процесса наплавки GMAW.
Вот некоторые из вещей, включенных в список:
- Титана
- Никелевые сплавы
- Медь
- Нержавеющая сталь
- Алюминий Сталь
- И многое другое
СОВЕТ: Одним из БОЛЬШИХ преимуществ GMAW является его способность сваривать многие сплавы и металлы. Он гибкий, универсальный и не такой требовательный.
Образует ли наплавку GMAW шлак?GMAW использует металлический электрод для экранирования. Флюс — один из основных агентов, образующих шлак.
Но поскольку вы не будете использовать флюс в GMAW, вы не можете ожидать шлака.
Что такое Инконель?Проще говоря, инконель — это обобщенный термин для группы или семейства суперсплавов.
Это называется Инконель потому что это товарный знак Special Metals Corp. Названия различных сплавов основаны на их сопротивлении, пластичности, температуре и т. д.
Названия различных сплавов основаны на их сопротивлении, пластичности, температуре и т. д.
Благодаря своей высокой коррозионной стойкости он используется во многих различных областях. Инконель считается идеальным материалом, который можно использовать в экстремальных химически активных средах.
Некоторые из наиболее распространенных отраслей, в которых используется инконель, включают:
- Нефтегазовая промышленность
- Атомная промышленность
- Аэрокосмическая и морская промышленность
- Промышленность химических реакций
- И многое другое
Имейте в виду, что инконель похож на другой коррозионно-стойкий материал; они просто более мощные и обладают большими свойствами, чем обычные сплавы.
Инконель против нержавеющей сталиОба они уникальны и полезны по-своему, но используются по-разному.
Инконель — это материал, который вы хотите использовать, если вы будете работать при высоких температурах, с большей химической реактивностью. Из-за его исключительной устойчивости к коррозии он будет полезен в этих областях.
Из-за его исключительной устойчивости к коррозии он будет полезен в этих областях.
С другой стороны, нержавеющая сталь — это то, что вы можете использовать, если вам нужна прочная деталь при более обычных температурах. Он также устойчив к коррозии, но при воздействии высоких температур могут возникнуть проблемы.
Кроме того, инконель намного дороже нержавеющей стали. Его также часто используют в условиях повышенной температуры; тогда как нержавеющая сталь идеально подходит для более тяжелых случаев удара.
Что такое наложение при сварке?Это процесс нанесения металлаs к основному металлу с целью улучшения его свойств.
Часто его основная цель — восстановить или перестроить структуру компонента.
Что такое Inconel Overlay?Наложение инконеля — это процедура нанесения суперсплавов на поверхности или заготовки.
Вы можете выполнить оверлей Inconel, если хотите усилить и развить оборудование, которое будет:
- Подвергается воздействию высоких температур
- Под сильным химическим давлением
Лучшая процедура будет зависеть от проекта, который вам нужно выполнить.
Кроме того, вы можете выбрать любую из доступных процедур сварки.
Независимо от того, какой результат вам нужен, это будет основой наилучшей процедуры сварки.
Что такое облицовка из инконеля?Облицовка инконелем — это процесс улучшения поверхности детали или компонента.
Цель состоит в том, чтобы нанести на детали и компоненты материал с высокой коррозионной стойкостью, чтобы защитить их от коррозии и окисления.
Может ли инконель ржаветь?Все сплавы Inconel обладают высокой стойкостью к окислению и коррозии. Мало свидетельств того, что он ржавый или ржавый.
Однако, если вы позволяете инконелю находиться при экстремальных температурах в течение длительных периодов времени; самые стойкие тоже могут сломаться.
В чем разница между Inconel 625 и Inconel 825?Помимо количества, основное различие между ними заключается в Никель содержание.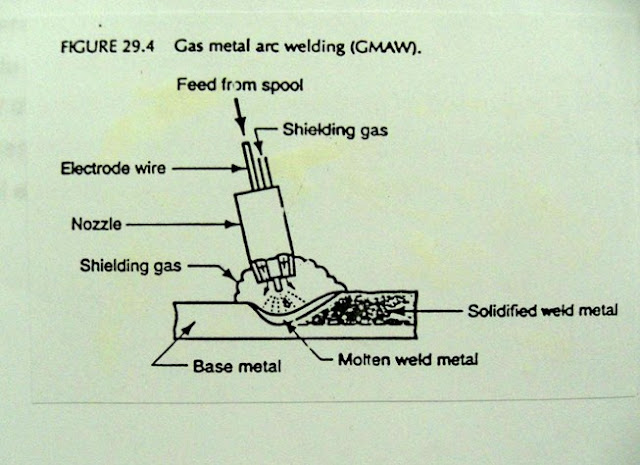 Тем не менее, вот их отличия:
Тем не менее, вот их отличия:
Инконель 625 приблизительно состоит из никеля 58%; пока Инконель 825 содержит всего около 36 от % до 48%.
Температура плавленияЕще одно отличие — их температура плавления. Инконель 625 плавится при температуре около 1350 градусов по Цельсию. Инконель 825, с другой стороны, плавится при температуре около 1400 градусов по Цельсию.
Инконель 625 является частью группы инконель, которая содержит большое количество никеля. 825, однако, содержит его умеренное количество.
Между ними есть и другие различия, которые указывают на использование и использование каждого из материалов.
Что делает инконель устойчивым к коррозии?Инконель был разработан, чтобы защитить материал, который он покрывает.
Фактически, когда он достигает экстремальных температур, он образует и извергает толстый слой оксида.
Это защищает деталь или поверхность от коррозии и других возможных атак.
Что такое труба с оболочкой из инконеля?Труба, плакированная Inconel, представляет собой обычную стальную трубу, покрытую и сплавленной материалом Inconel.
Благодаря этому он будет менее подвержен коррозии и окислению. Кроме того, он может адаптировать обильные уровни никеля из материала Inconel.
Где можно использовать трубы Inconel Overlay?Накладные трубы из инконеля идеально подходят для сред и ситуаций с экстремальными температурами и вероятностью окисления.
Они идеально подходят для нефтегазовой промышленности, химических проектов и т. Д.
Облицовка из инконеля и инконель — это одно и то же?Часто они различаются неправильно из-за одних и тех же процессов.
Облицовка — это процесс нанесения материала через поверхность с целью сделать его:
- Сопротивление ржавчине
- Износостойкий
- Износостойкий
- Сильнее того, что есть
Наложение — это процесс улучшения и улучшения свойств деталей или компонентов.
Этот процесс чаще всего используется в различных условиях и случаях, таких как восстановление формы или размеров, предотвращение дальнейшего износа и т.п.
Где можно получить услугу наложения сварных швов GMAW?Не будет недостатка в компаниях, которые могут помочь вам с наплавкой GMAW.
На самом деле многие к нему уже адаптировались. Однако, если вы ищете лучшее и высочайшее качество, вы можете работать с нами здесь, в Waldun.
Waldun является ведущим производителем наплавок GMAW в Китае. Вы не ошибетесь, накопив тысячи доверяющих нам клиентов.
В следующем проекте, где вам понадобится наплавка GMAW, работайте с нами! Испытайте процедуры высокого качества, не тратя на это целое состояние!
Холодный перенос металла. Сварочная система для наиболее ответственных областей применения
| Скачать PDF |
Внедрением технологии CMT (холодного переноса металла) компания Fronius объявила о начале новой эры в автоматизированных и роботизированных технологиях GMAW (сварка плавящимся электродом в среде защитных газов). С той поры эта передовая технология, предусматривающая использование принципиально нового реверсивного устройства подачи проволоки, год за годом расширяет сферу своего применения в самых различных отраслях промышленности. В настоящий момент без применения CMT многие задачи, решаемые с помощью сварки и пайки, экономически нецелесообразны.
С той поры эта передовая технология, предусматривающая использование принципиально нового реверсивного устройства подачи проволоки, год за годом расширяет сферу своего применения в самых различных отраслях промышленности. В настоящий момент без применения CMT многие задачи, решаемые с помощью сварки и пайки, экономически нецелесообразны.
Рис. 1: Основой технологии CMT является оборудование серии TransPuls Synergic. Широкие возможности данной технологии по автоматическому регулированию базируются на чётком взаимодействии между реверсивным устройством подачи проволоки и устройством точного управления фазами электрической дуги.
Технология CMT был разработана с целью решения всех неразрешенных проблем, присущих сварке GMAW. Несмотря на то, что все представленные на рынке традиционные системы были передовыми и совершенными, инженеры и разработчики компании Fronius увидели возможности для усовершенствований в методиках применения. Основной задачей считалось обеспечение повышенной способности по перекрытию зазора, уменьшение тепловых деформаций и, главное, снижение брызгообразования при сварке до минимума. Быстро выяснилось, что значительных улучшений можно добиться только при полном отказе от стереотипов. Перед началом любых конструкторских работ проектная группа выполняла тщательный анализ каплеобразования, передачи энергии и образования брызг металла. Такой подход в результате привел к разработке инновационной технологии, которая стала сенсацией при её презентации на выставке Euroblech 2004 и при выходе на рынок в 2005 г., холодный перенос металла или CMT.
Быстро выяснилось, что значительных улучшений можно добиться только при полном отказе от стереотипов. Перед началом любых конструкторских работ проектная группа выполняла тщательный анализ каплеобразования, передачи энергии и образования брызг металла. Такой подход в результате привел к разработке инновационной технологии, которая стала сенсацией при её презентации на выставке Euroblech 2004 и при выходе на рынок в 2005 г., холодный перенос металла или CMT.
«Другой» — значит «лучший»
К существенным различиям между технологией CMT и традиционными технологиями сварки короткой дугой относится порядок управления процессом перемещения проволоки, порядок точной стабилизации и гашения дуги, а также порядок точного отделения капель без образования брызг. То, что на первый взгляд кажется таким простым, на деле является очень сложным взаимодействием алгоритмов управления дугой и перемещения проволочного электрода. Именно в этой области компания Fronius нашла свой собственный, необычный путь.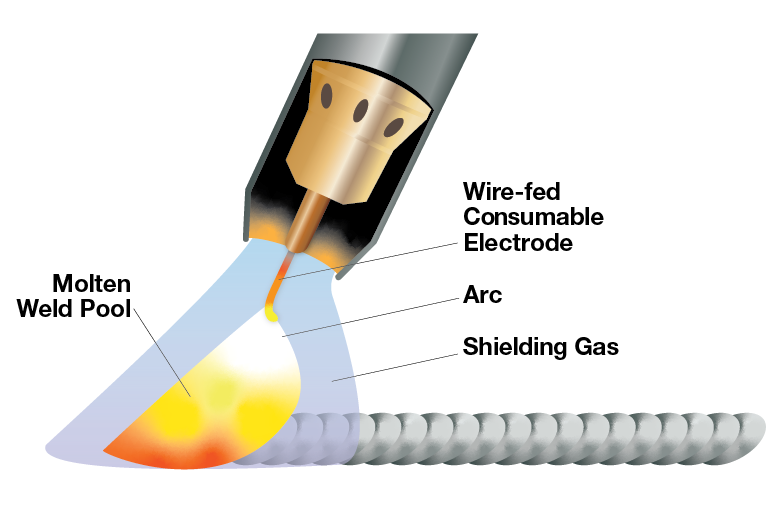
Система CMT комплектуется двумя приводами подачи проволоки: одним — на инверторе, вторым — на сварочной головке. Привод, установленный на инверторе, обеспечивает постоянную подачу проволочного электрода через блок шлангов и сварочную горелку в сварочную ванну. Секрет системы заключается в приводе горелки. Данный привод не просто дополняет первый привод при подаче проволоки в одном направлении. Наоборот, он противодействует этой подаче и в заданном ритме оттягивает проволочный электрод назад на малое расстояние перед возобновлением прямой подачи. Данный принцип перемещения может быть описан известным изречением «два шага вперед, один шаг назад». Для предотвращения заклиниваний проволоки между двумя сварочными горелками устанавливается специальное буферное устройство. Преимущества такого необычного перемещения проволоки можно обнаружить только при его рассмотрении в сочетании с различными фазами сварочной дуги.
Когда расстояние между токоведущей сварочной проволокой и заготовкой сокращается до определенного критического расстояния, обычно возникает короткое замыкание. Однако, цифровое устройство управления определяет момент начала короткого замыкания и соответствующим образом уменьшает сварочный ток. Система управления прерывает дугу на доли секунды, предотвращая таким образом разбрызгивание, характерное для коротких замыканий. Другим преимуществом является уменьшенное тепловложение в сварочную ванну, поскольку тепловложение имеет место только при отделении капли в бездуговой фазе. Вышесказанное объясняет причины применения компанией Fronius принципа реверсивной подачи: привод горелки выводит проволочный электрод из сварочной ванны на долю секунды в бездуговой фазе. Небольшое обратное перемещение помогает осуществить перенос капли с электрода в сварочную ванну в заданном режиме. Сразу после отделения капли привод горелки освобождает проволоку, и она возобновляет прямое перемещение в сварочную ванну. Одновременно с этим система управления снова повышает ток и восстанавливает дугу — начинается новый цикл. В первых системах CMT данные циклы осуществлялись с частотой 70 Гц (70 циклов в секунду).
Однако, цифровое устройство управления определяет момент начала короткого замыкания и соответствующим образом уменьшает сварочный ток. Система управления прерывает дугу на доли секунды, предотвращая таким образом разбрызгивание, характерное для коротких замыканий. Другим преимуществом является уменьшенное тепловложение в сварочную ванну, поскольку тепловложение имеет место только при отделении капли в бездуговой фазе. Вышесказанное объясняет причины применения компанией Fronius принципа реверсивной подачи: привод горелки выводит проволочный электрод из сварочной ванны на долю секунды в бездуговой фазе. Небольшое обратное перемещение помогает осуществить перенос капли с электрода в сварочную ванну в заданном режиме. Сразу после отделения капли привод горелки освобождает проволоку, и она возобновляет прямое перемещение в сварочную ванну. Одновременно с этим система управления снова повышает ток и восстанавливает дугу — начинается новый цикл. В первых системах CMT данные циклы осуществлялись с частотой 70 Гц (70 циклов в секунду).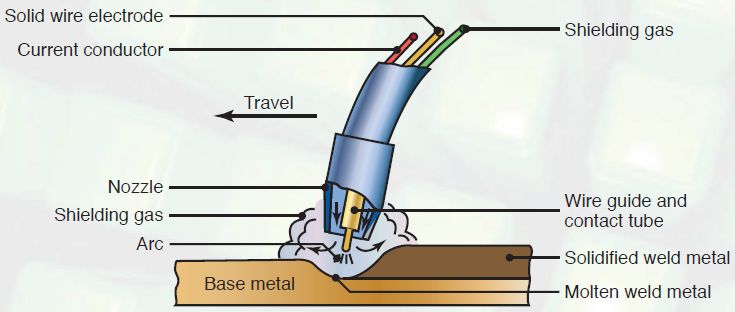 Современные системы работают с частотой 130 Гц и показывают впечатляющие результаты: увеличение точности управления также улучшает параметры переноса материала и повышает способность по перекрытию зазора. Результатом является возрастание скорости сварки и улучшение управляемости процессом переноса металла и тепловложения.
Современные системы работают с частотой 130 Гц и показывают впечатляющие результаты: увеличение точности управления также улучшает параметры переноса материала и повышает способность по перекрытию зазора. Результатом является возрастание скорости сварки и улучшение управляемости процессом переноса металла и тепловложения.
CMT характеризуется тремя факторами: выполнением сварки практически без разбрызгивания, значительным снижением тепловложения и отделением капли в заданном режиме. Порядок достижения указанных преимуществ пользователями при практическом применении данной технологии рассмотрен в следующих примерах.
Перекрытие зазора — отделение капли в заданном режиме для повышения технологической гибкости
Известный международный производитель комплектующих для автомобильной промышленности, ELB-Form GmbH, специализируется на выпуске полых конструкций малого веса. Основным полем деятельности ELB-Form GmbH является гидравлическое прессование и сварка сложных конструкций из большого количества отдельных деталей, существенно различающихся по форме и размеру. Компании часто приходится осуществлять соединение штампованных деталей, причем вследствие технологических ограничений соединения должны отличаться высокой точностью. Ярким примером могут являться гнутые или штампованные детали, имеющие массу дефектов сопрягаемых поверхностей. Это означает, что установка заготовок с обеспечением точной величины зазора не всегда возможна. При этом величина зазора подвержена существенным колебаниям и сварочные технологии должны устранить влияние этих колебаний. Кроме того, толщина стенок деталей также существенно различается, что еще более усложняет задачу. Поэтому применяемый сварочный процесс должен обладать двумя свойствами: очень высокой способностью по перекрытию зазора и очень низким тепловложением.
Компании часто приходится осуществлять соединение штампованных деталей, причем вследствие технологических ограничений соединения должны отличаться высокой точностью. Ярким примером могут являться гнутые или штампованные детали, имеющие массу дефектов сопрягаемых поверхностей. Это означает, что установка заготовок с обеспечением точной величины зазора не всегда возможна. При этом величина зазора подвержена существенным колебаниям и сварочные технологии должны устранить влияние этих колебаний. Кроме того, толщина стенок деталей также существенно различается, что еще более усложняет задачу. Поэтому применяемый сварочный процесс должен обладать двумя свойствами: очень высокой способностью по перекрытию зазора и очень низким тепловложением.
Рис. 2: Надежность и привлекательный внешний вид сварных швов являются ключевыми факторами при сварке алюминиевых трубчатых каркасов для спортивных автомобилей на предприятии ELB-Form.
Хельмут Хаспл (Helmut Haspl), главный инженер компании ELB-Form, считает технологию CMT идеальной технологией для автоматической и роботизированной сварки GMAW. Технология CMT открывает для компании совершенно новые перспективы в отношении качества и технологичности сварки. Очень высокая способность по перекрытию зазора; низкое тепловложение, практическое отсутствие брызг при сварке, высокий уровень технологической гибкости, легкость воспроизведения результатов сварки — все вместе эти факторы оказали существенное влияние на принятие решения о переходе на технологию CMT.
Технология CMT открывает для компании совершенно новые перспективы в отношении качества и технологичности сварки. Очень высокая способность по перекрытию зазора; низкое тепловложение, практическое отсутствие брызг при сварке, высокий уровень технологической гибкости, легкость воспроизведения результатов сварки — все вместе эти факторы оказали существенное влияние на принятие решения о переходе на технологию CMT.
Рис. 3: Сварочный трактор перемещает горелку автоматизированного комплекса CMT вдоль шва.
Аналогичные впечатления о технологии CMT ежедневно сообщаются и другими поставщиками комплектующих для автомобильной промышленности, а также самими автопроизводителями. Подлежащие соединению детали нередко имеют толщины стенок, которые отличаются друг от друга в отношении 1:5 или более. Технология CMT легко справляется с данной проблемой. Даже присутствующие в отдельных случаях неровности зазоров в пределах от 0 до 3 мм больше не мешают созданию совершенного шва, поскольку перенос капли в заданном режиме обеспечивает возможность формирования сварного шва без принудительного формирования обратного валика съёмными или остающимися подкладками.
Деформация под контролем: чем ниже тепловложение, тем меньше правка
В г. Зальцгиттер (Северная Германия) компания Alstom производит железнодорожный подвижной состав. Сварка является одним из наиболее важных моментов технологического процесса производства вагонов. Безусловным подтверждением этого служит факт применения компанией 700 сварочных систем, которые обслуживают 200 квалифицированных сварщиков. Наружная обшивка вагонов изготавливается в основном из хромоникелевых сплавов. Данные материалы часто усложняют сварочные работы.
Сварщики из Зальцгиттера впервые испытали технологию CMT на полуавтоматическом оборудовании. Инструментодержатель (сварочный трактор) с электроприводом перемещает горелку аппарата TransPuls Synergic 4000 CMT вдоль 18-метрового нахлёсточного шва между боковой панелью вагона и аркой крыши. До внедрения технологии CMT для выполнения таврового шва (с последующей доработкой) сварщики использовали технологию GMAW. Сейчас, благодаря применению CMT, они экономят время и сокращают затраты по содержанию персонала. Сварной шов получается более плоским, ровным и прямым. Основным преимуществом технологии CMT является значительно уменьшенное тепловложение, что существенно уменьшает деформацию листового материала. Сварщики из Зальцгиттера также восхищены дугой, более стабильной по сравнению с традиционными сварочными технологиями.
Сварной шов получается более плоским, ровным и прямым. Основным преимуществом технологии CMT является значительно уменьшенное тепловложение, что существенно уменьшает деформацию листового материала. Сварщики из Зальцгиттера также восхищены дугой, более стабильной по сравнению с традиционными сварочными технологиями.
Рис. 4: Крупногабаритные боковые панели, изготавливаемые для требовательных клиентов, не должны иметь деформаций и грата.
Сварщики зарабатывают деньги на передовых характеристиках технологии CMT
В 1992 году, в возрасте всего лишь 23 лет, Бернд Русс (Bernd Ruß) основал HABS, подрядную компанию, предоставляющую услуги роботизированной сварки, которые и стали основным направлением деятельности. В то время это посчитали крайне смелым решением, однако сегодня Бернд Русс считается одним из пионеров применения данной технологии. Для успеха подрядной компании определяющими факторами являются качество и соблюдение сроков выполнения работ. Поэтому правильный выбор технологии играет очень важную роль. Таким образом, совершенно неудивительно, что в 2005 г. компания HABS одной из первых внедрила технологию CMT. С тех пор HABS успешно пользуется всеми преимуществами данной технологии. Более 80% оборота компании относятся к выполнению подрядов по роботизированной сварке. В настоящий момент компания владеет девятью системами CMT. Оставшаяся часть оборота относится к конструированию и производству роботизированных сварочных установок. Компания поставляет роботы, комплектующие, сварочные системы и системы позиционирования, а также предоставляет услуги по программированию технологического оборудования. Основной деятельностью компании по-прежнему остается предоставление услуг по роботизированной сварке серийных изделий из полуфабрикатов, предоставляемых заказчиками.
Таким образом, совершенно неудивительно, что в 2005 г. компания HABS одной из первых внедрила технологию CMT. С тех пор HABS успешно пользуется всеми преимуществами данной технологии. Более 80% оборота компании относятся к выполнению подрядов по роботизированной сварке. В настоящий момент компания владеет девятью системами CMT. Оставшаяся часть оборота относится к конструированию и производству роботизированных сварочных установок. Компания поставляет роботы, комплектующие, сварочные системы и системы позиционирования, а также предоставляет услуги по программированию технологического оборудования. Основной деятельностью компании по-прежнему остается предоставление услуг по роботизированной сварке серийных изделий из полуфабрикатов, предоставляемых заказчиками.
Рис. 5: Технология CMT компании Fronius гарантирует получение ровных швов и отсутствие брызг при сварке от начала и до конца производственного процесса. Эти конструкции из хромоникелевой стали являются типовыми изделиями завода HABS в г. Могендорф.
Могендорф.
Помимо CMT сварки, Русс серьезно заинтересован в возможном использовании технологии CMT для пайки оцинкованных стальных листов. Существенно сниженное тепловложение в значительной степени уменьшает испарение цинка и, по причине отсутствия брызгообразования, дорогостоящий процесс удаления грата шлифованием или иными способами механической обработки становится ненужным. Поскольку защитные свойства цинкового слоя (и, соответственно, свойства коррозионной защиты) остаются практически неизменными, указанные факторы приводят к повышению качества паяных изделий из оцинкованных стальных листов.
Заключение
Технология CMT — это не просто развитие хорошо известной технологии GMAW. Данная технология открывает совершенно новые перспективы при решении технических задач по сварке и пайке. Детали, которые практически не имеют грата, не требуют затратной механической обработки. Это снимает необходимость в промежуточных операциях, в том числе в повторном контроле качества. Применение правильной технологии сварки позволяет оптимизировать весь производственный процесс и обеспечить развитие с применением передовых решений.
Дуговая сварка и ее особенности, тонколистовая сварка, сварка толстых листов
Сегодня нельзя представить ни одного этапа строительства современного сооружения без сварки. В статье изложена общая информация о дуговой сварке, её методах и деталях, которые она может скрепить.
Различные процедуры, толщина пластины и материалы
Большие детали необходимо сваривать при строительстве судов, железнодорожных транспортных средств, кранов, мостов, электростанций или строительных и уплотнительных машин. Высокие скорости плавления требуются во время сварки из-за ширины сварных швов, различной толщины листового металла и различных условий сварки. В зависимости от сплава используемой стали могут применяться различные сварочные процедуры. Сварка МИГ и МАГ обеспечивает наилучшие результаты при сварке крупных деталей. При сварке вне помещения рекомендуется ручная дуговая сварка без газа. Большие алюминиевые детали обычно свариваются в процессе МИГ.
Оптимальная подача проволоки, прочная конструкция, небольшой вес
Чтобы гарантировать доступ ко всем точкам сварки и обеспечить оптимальные результаты сварки, крупные детали часто размещаются на больших вращающихся и наклонных модулях.
Кабельные сборки горелок должны быть гибкими, легкими и чрезвычайно долговечными, поскольку они часто натягиваются на острые края. При сварке крупных деталей часто бывает необходимо преодолеть большие расстояния, а в некоторых случаях сварщикам также необходимо лезть в детали с помощью горелок. По этой причине крайне важно, чтобы источник питания функционировал безупречно. Вот почему так называемые двухтактные горелки часто используются в этих случаях, потому что они имеют дополнительный блок подачи проволоки в рукоятке, позволяющий надежно подавать проволоку даже на расстояния от 8 до 16 метров.
Сварка толстых листов
Соединение толстых стальных листов, подобных тем, которые используются для строительства кораблей и машин, является одной из самых сложных и трудных сварочных задач, и часто необходимо компенсировать большие допуски и зазоры. Все детали требуют тщательной подготовки для обеспечения стабильного соединения. Кроме того, требуемый результат часто достигается только после нескольких сварочных процессов.
Все детали требуют тщательной подготовки для обеспечения стабильного соединения. Кроме того, требуемый результат часто достигается только после нескольких сварочных процессов.
MAG (GMAW) сварка в многослойной технике
Стальные пластины толщиной 10-15 мм соединяются методом дуговой сварки MAG. Часто применяется трудоемкая многослойная техника. Различные процедуры объединяются для повышения качества сварных швов с высокой эффективностью: производительная сварка MAG с более высокой скоростью плавления используется для корневых и присадочных слоев, а в некоторых случаях для всего сварного шва. Другие стандартные процедуры, применяемые для соединения толстых листов, включают ручную дуговую сварку металлом и дуговую сварку под флюсом, которая также подходит для наплавочных покрывающих слоев.
Точная координация процедуры и материала
Чтобы гарантировать как эффективность, так и качество в течение длительного процесса сварки толстолистовой стали, важно выбрать процесс сварки, который точно соответствует используемым материалам и горелкам. Все чаще используются новые процедуры, например, гибридные методы GMAW и лазерной сварки или оптимизированные тандемные методы MAG.
Все чаще используются новые процедуры, например, гибридные методы GMAW и лазерной сварки или оптимизированные тандемные методы MAG.
Тонколистовая сварка. Обеспечение стабильности — предотвращение тепловых искажений
Сварка тонких листов толщиной до 3 мм является одной из самых сложных задач сварки. Цель состоит в том, чтобы создать стабильное соединение, несмотря на тонкий датчик материала. Для предотвращения деформации металлической пластины и трудоемкой переделки на рабочей поверхности должно выделяться как можно меньше тепла. Это требует большого опыта, хорошего сварочного оборудования, которое способно работать точно в любой ситуации.
Сварка MAG (GMAW) — это правило
В зависимости от материала процедура сварки MAG обычно применяется для тонколистового металла. Это обеспечивает относительно высокую скорость процесса, обеспечивает высокую прочность сварного шва и приводит к небольшому искажению и переработке. Сварка МИГ и ТИГ (GTAW) также подходит для сварки тонколистового металла, особенно угловых и вертикальных сварных швов, которые часто встречаются, например, при сборке шкафов управления.
В заключение необходимо отметить, что важно правильно подбирать горелку в соответствии с требованиями, чтобы обеспечить наилучшие результаты сварки с точки зрения качества и скорости работы. Горелки должны быть максимально легкими и эргономичными, а также работать точно при непрерывном использовании. Они также должны обеспечить равномерную подачу проволоки, а также низкие эксплуатационные расходы и удобство обслуживания.
Дуговая сварка металлическим газом | Technoweld
Что такое GMAW?
GMAW — широко используемый процесс сварки. Он стал одним из наиболее широко используемых процессов из-за относительно низкой стоимости приобретения стандартного оборудования, быстрого времени сварки и простоты использования. Это гибкий процесс сварки, который можно модифицировать в соответствии с требованиями к сварке. Он также подходит для многих различных материалов из стали и сплавов, что дополняет его преимущества.
В GMAW задействовано множество переменных, поэтому рекомендуется использовать специальные спецификации процедуры сварки GMAW, чтобы обеспечить соответствие сварного шва стандарту.
История GMAW
GMAW был разработан в 1940-х годах для сварки алюминия и других цветных металлов, но вскоре после этого был использован для стали. Было обнаружено, что он обеспечивает более быструю сварку по сравнению с другими процессами.
Высокая стоимость инертного газа ограничивала его использование в сталях до тех пор, пока активные газы, такие как двуокись углерода и смеси аргона и двуокиси углерода, не стали более распространенными. В настоящее время GMAW является наиболее распространенным промышленным процессом сварки. Его предпочитают за его универсальность, скорость и способность адаптироваться к роботизированной автоматизации.
Процесс GMAW
GMAW широко известен как сварка металлов в среде инертного газа (MIG) или (MAG) сварка металлов в среде активного газа. Электрическая дуга создает непрерывную подачу электродов, защищенных газом, который применяется отдельно.
Для этого процесса требуется источник электроэнергии, устройство подачи электродной проволоки и защитный газ. Проволока и газ подаются через сварочную горелку. Длина дуги регулируется поддержанием постоянного напряжения питания совместно с блоком скорости подачи проволоки.
Проволока и газ подаются через сварочную горелку. Длина дуги регулируется поддержанием постоянного напряжения питания совместно с блоком скорости подачи проволоки.
Этот процесс может быть полуавтоматическим или механизированным с использованием источника постоянного тока постоянного напряжения. В качестве альтернативы можно использовать системы постоянного или переменного тока. Электродная система GMAW является одной из самых эффективных процедур сварки.
Когда использовать GMAW
Четыре основных метода переноса металла в GMAW: шаровидный, короткое замыкание, распыление и импульсное распыление. Все они имеют различные свойства и, конечно же, имеют свои преимущества и ограничения.
GMAW в основном используется для металлических деталей, где необходимо усилить прочность соединения. Он подходит для ряда твердых электродов и электродов с металлическим сердечником для ряда исходных материалов. Процесс может быть изменен с полуавтоматического на механизированный и на полностью автоматический роботизированный.
Легированные материалы включают:
- Алюминий
- Углеродистая сталь
- Медные сплавы
- Магний
- Никелевые сплавы
- Нержавеющая сталь
- Кремниевая бронза
- Трубчатые сплавы с металлическим сердечником
Преимущества GMAW
Метод дуговой сварки металлическим газом имеет много преимуществ. Он имеет возможность производить сварные швы отличного качества по разумной цене. Как правило, стоимость на длину металла шва ниже, чем при других процессах сварки открытой дугой. Кроме того, он применим к целому ряду как цветных, так и черных сплавов различной толщины.
Затраты
GMAW производит высококачественные сварные швы на высоких скоростях. Хотя GMAW с неизолированной проволокой имеет как положительные, так и отрицательные стороны, первоначальные затраты на сплошную сварочную проволоку относительно низки по сравнению с проволокой FCAW или MCAW. Разнообразие смесей сварочных газов, подходящих для использования с GMAW, обеспечивает гибкость в тех областях, где, например, некоторые газы, такие как аргон, дороги. В загруженном цехе с несколькими сварочными аппаратами и высокой производительностью эти затраты могут очень быстро возрасти!
Разнообразие смесей сварочных газов, подходящих для использования с GMAW, обеспечивает гибкость в тех областях, где, например, некоторые газы, такие как аргон, дороги. В загруженном цехе с несколькими сварочными аппаратами и высокой производительностью эти затраты могут очень быстро возрасти!
Сварщики могут сваривать так быстро, как пожелают, поскольку нет необходимости останавливаться и начинать работу благодаря непрерывной подаче электродов. Возможность легко механизировать процесс также сводит к минимуму утомляемость оператора и увеличивает время дуги, что может положительно сказаться на прибыли.
Для GMAW не существует слишком больших или слишком маленьких работ, и он может заменить другие методы соединения, такие как клепка, пайка, пайка серебром или контактная сварка.
Эффективность
Операционная система для GMAW гораздо более эффективна для сварщика, чем другие методы.
Оборудование простое в настройке и управлении; Оборудование для газовой дуговой сварки было разработано с учетом возможности управления. Сварщик должен только следить за углом горелки на материале, за вылетом электрода, контролировать скорость перемещения и форму сварочной ванны.
Сварщик должен только следить за углом горелки на материале, за вылетом электрода, контролировать скорость перемещения и форму сварочной ванны.
Точность
Меньшее искажение является одним из основных преимуществ для сварщика. При использовании сплошной проволоки или проволоки с металлическим сердечником образуется минимальное количество сварочного шлака и брызг, что обеспечивает быструю и легкую очистку. Отсутствие шлака и брызг, как правило, просто делает поверхность сварного шва более гладкой.
Эти характеристики обеспечивают значительную экономию средств, поскольку отделка металла является дорогостоящим производственным мероприятием. Еще один момент безопасности заключается в том, что он создает меньше дыма и производит меньше тепла по сравнению с другими формами сварки.
Гибкость
Сварка не ограничивается положением или материалом. Это может быть облегчено в любом положении на легких или тяжелых материалах. Для более тяжелого материала можно использовать более узкий угол паза с более толстой поверхностью основания. Узкая канавка уменьшает количество требуемого присадочного металла и, следовательно, сокращает время подготовки и сварки.
Узкая канавка уменьшает количество требуемого присадочного металла и, следовательно, сокращает время подготовки и сварки.
Плотность тока — это сила тока на квадратный дюйм площади поперечного сечения электрода. При GMAW концентрация тока выше, чем при сварке штучными электродами. Это обеспечивает более высокую скорость наплавки, чем при ручной сварке. Высокая плотность тока концентрирует больше энергии в одной точке, чем при низкой плотности.
Ограничения GMAW
GMAW менее портативный, чем другие методы сварки. Из-за необходимости газовой защиты GMAW обычно проводится в закрытых или частично закрытых помещениях, чтобы предотвратить выброс защитного газа. Некоторые механизмы подачи проволоки GMAW отсоединяются от источника питания и могут быть перемещены в небольшие помещения, хотя горелки могут быть громоздкими для доступа к узким местам сварки.
В GMAW используются материалы, которые легко загрязняются, казалось бы, безобидными загрязняющими веществами, такими как ржавчина, грязь, краска и частицы пыли. В цехе должны быть приняты надлежащие меры по очистке и техническому обслуживанию, чтобы предотвратить загрязнение материалов GMAW/MIG.
В цехе должны быть приняты надлежащие меры по очистке и техническому обслуживанию, чтобы предотвратить загрязнение материалов GMAW/MIG.
Компоненты GMAW
Электродуговая сварка состоит из 3 основных компонентов: механизм подачи проволоки, газовый экран и силовая цепь.
Устройство подачи проволоки
Качество проволоки является одним из наиболее важных элементов процесса. Низкокачественная проволока оказывает большее влияние на допуск по диаметру, и поэтому проволока не такая однородная. Поскольку сварочный аппарат выдает относительно постоянные ампер и вольт, если «отношение мощности к весу» постоянно колеблется вокруг дуги, результатом является неустойчивая дуга.
Система газовой защиты
Система газовой защиты не такая сложная. Газ подается через регулятор и расходомер на баллоне. Затем он проходит через соленоид включения / выключения, который включается и выключается с помощью курка, так что он совпадает с подачей проволоки, таким образом, газ подается вниз к горелке. Распространенной ошибкой сварщиков является чрезмерное увеличение газа.
Распространенной ошибкой сварщиков является чрезмерное увеличение газа.
Слишком высокое содержание газа может создать столько же проблем, сколько и слишком низкое. Слишком низкое значение означает, что сварной шов не будет должным образом защищен. Слишком большой поток газа приводит к турбулентности, в результате чего газ ударяется о пластину и образует вихрь.
Это вовлечет часть атмосферы в защитный газ, что может вызвать пористость сварного шва. Это также означает, что вы потребляете слишком много газа.
Цепь питания
Плохие соединения в цепи питания могут вызвать проблемы со сваркой. Источник питания может привести к серьезному повреждению оборудования и повлиять на общее качество сварки. Если ваша электрическая цепь не обслуживается должным образом или не настроена правильно, это также может быть опасно для сварщиков. Наличие инспектора по сварке, наблюдающего за процессом, — лучший способ убедиться, что все процедуры выполняются в соответствии со стандартами.
Переменные
Существует множество переменных, которые необходимо настроить при сварке с использованием процесса GMAW
, и все они по-разному влияют на готовый профиль сварного шва. К ним относятся:
- Длина дуги
- Характеристики защитного газа
- Удлинитель электрода
- Расход газа
- Подготовка швов
- Полярность
- Размер и тип присадочной проволоки
- Скорость движения
- Напряжение
- Рабочий угол и угол перемещения
- Скорость подачи проволоки (текущая)
Регулировка зависит от типа свариваемого материала, толщины, положения сварного шва, скорости наплавки и конечных характеристик сварного шва. Точно так же сварочный ток и скорость перемещения также влияют на высоту и ширину валика. Переменные увеличивают или уменьшают высоту и ширину борта одновременно. Любое изменение этих переменных в конечном итоге влияет на количество присадочного металла, наносимого на заданную длину соединения.
Если скорость перемещения и сварочный ток не обеспечивают достаточного количества сварочного металла для заполнения определенного соединения, их необходимо отрегулировать соответствующим образом. Напряжение дуги очень важно для создания хорошего сварного шва. В конечном счете, напряжение дуги контролирует нагрев поверхности, контур валика и некоторые дефекты, такие как подрезы, пористость и несплошности.
Чтобы завершить сварной шов, необходимо манипулировать дугой, чтобы предотвратить образование так называемого «сварочного кратера». Это достигается сваркой до конца требуемой длины сварного шва, а затем изменением направления движения примерно на дюйм перед тем, как отпустить курок пистолета или погасить дугу.
Спецификации процедуры сварки GMAW
Хорошо разработанная WPS GMAW проведет сварщиков через проверенные и общепринятые процедуры, необходимые им для создания сварного шва в соответствии со стандартом. Он разработан для конкретных материалов и используемых методов сварки. С таким количеством переменных в процессе GMAW всегда лучше следовать определенной процедуре GMAW, написанной опытным сварщиком.
С таким количеством переменных в процессе GMAW всегда лучше следовать определенной процедуре GMAW, написанной опытным сварщиком.
Хотите узнать больше о сварке? Ознакомьтесь с некоторыми из наших блогов
Контроль искривления при сварке с инженерами-сварщиками в Австралии Компания Technoweld, являющаяся экспертом в области контроля сварки и консультирования, готова поделиться своим объяснением искривления при сварке, а также советами и рекомендациями по контролю искривления при сварке. Мы являемся ведущим сварочным…
Что такое сварка и как она работает? Поскольку австралийская сварочная промышленность продолжает совершенствоваться и расширяться, многие люди задаются вопросом: «Как работает сварка?». Давайте разберем его и рассмотрим, как работает сварка, основные функции сварки и как надежная сварка…
Почему проверка сварки важна для вашего проекта? Проверка сварки требует от инспектора широкого круга знаний, включая понимание сварочных чертежей, символов и процедур. Давайте рассмотрим важность квалифицированного сварщика…
Давайте рассмотрим важность квалифицированного сварщика…
Общие проблемы сварки GMAW и их решения — Baker’s Gas & Welding Supplies, Inc.
Делиться: Эд Дуговая сварка металлическим электродом в среде защитного газа (GMAW) считается одним из самых простых процессов сварки для изучения и выполнения. Основная причина простоты его использования заключается в том, что источник питания выполняет большую часть работы, поскольку он регулирует параметры сварки в соответствии с различными условиями сварки, с которыми может столкнуться сварщик. Простота изучения процесса дуговой сварки металлическим газом позволяет сварщикам овладеть этой техникой с ограниченным временем, затрачиваемым на обучение и изучение процесса. Это может быть полезно, но может вызвать проблемы в будущем. Сварщики, которые только начинают использовать этот процесс, часто обнаруживают, что сварные швы получаются некачественными, и многие сварщики не знают, как исправить эти проблемы.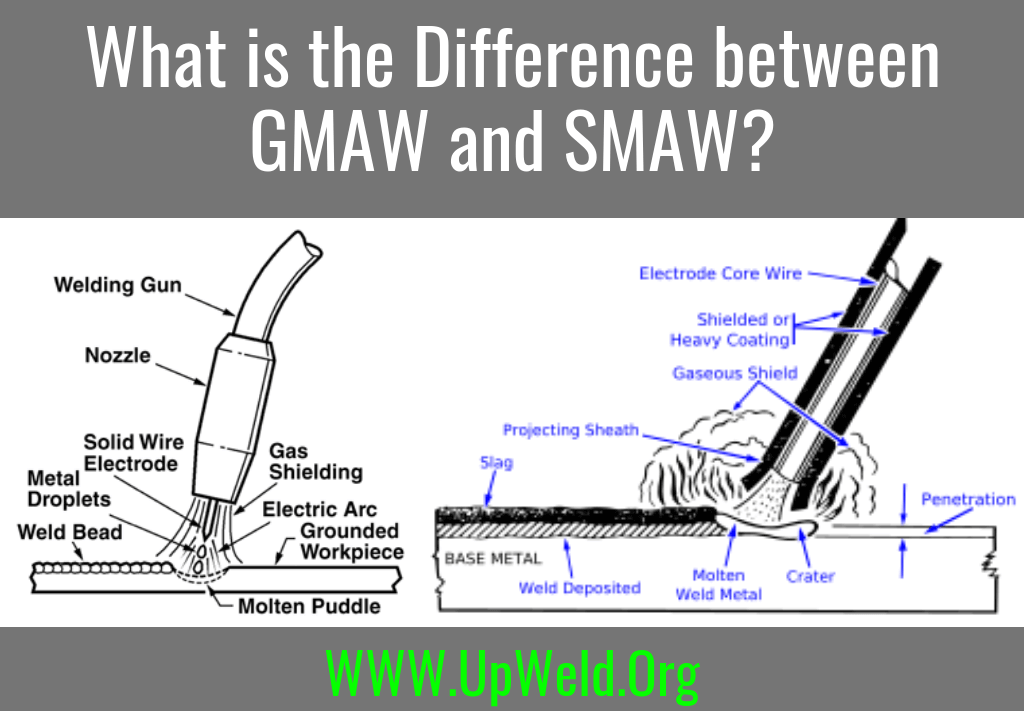 Советы, перечисленные ниже, были разработаны, чтобы помочь сварщикам с газовой дугой распознать свои ошибки и предпринять соответствующие шаги, чтобы уменьшить их повторение.
Советы, перечисленные ниже, были разработаны, чтобы помочь сварщикам с газовой дугой распознать свои ошибки и предпринять соответствующие шаги, чтобы уменьшить их повторение.
- Пористость . Наиболее распространенной причиной образования пор в сварных швах является то, что поверхность свариваемого металла не была должным образом очищена перед сваркой. Для уменьшения пористости сварщики должны использовать в проволоке раскислитель. Эти раскислители могут представлять собой кремний, марганец или следовые количества алюминия, циркония или титана. Перед сваркой вы должны протестировать различные типы проволоки, чтобы увидеть, какой тип лучше всего подходит для основных металлов, с которыми вы будете работать. Наряду с выбором правильного типа проволоки, вы также захотите тщательно очистить поверхность металла с помощью шлифовальной машины или химикатов. Важно, чтобы при использовании химикатов не применялись хлорсодержащие обезжиривающие средства вблизи сварочной дуги. Пары, создаваемые чистящими средствами этого типа, часто вступают в реакцию с дугой и могут выделять токсичные пары.
- Защитный газ . Также известно, что проблемы с защитным газом вызывают пористость сварных швов. При дуговой сварке металлическим газом требуется использование защитного газа для защиты сварочной ванны от загрязняющих веществ в воздухе и в качестве стабилизатора дуги. Если есть какое-либо нарушение защиты во время выполнения сварки, может возникнуть пористость. Чтобы свести пористость к минимуму, рекомендуется, чтобы защитный газ производился с соответствующей скоростью потока. Это можно измерить с помощью расходомера. Если вы используете защитный газ из чистого диоксида углерода, вам следует использовать расходомер, специально предназначенный для этого типа газа. Другими причинами, по которым ваш защитный газ может быть нарушен, является то, что вы выполняете сварку на открытом воздухе. Ветер нарушит поток защитного газа и позволит загрязнениям попасть в сварочную ванну.
- Основной металл . Еще одна распространенная причина проблем со сваркой возникает, если основной металл неправильно сцепляется с материалом, используемым для его соединения. Чтобы предотвратить эту проблему, вы должны использовать другую марку стали или перейти на процесс сварки с образованием шлака.
- Неподходящий валик . Появление неподходящего валика указывает на то, что сварщик использовал неправильные настройки и что температура была слишком низкой для типа металла, с которым он работал. Чтобы решить эту проблему, сварщик должен определить правильную силу тока для типа и толщины используемого металла. Еще одна проблема, которая может привести к неправильному формированию валика, связана с техникой сварки. Чтобы избежать этого, сварщик должен использовать технику проталкивания под углом от пяти до десяти градусов. Проблемы с рабочими кабелями также могут стать причиной появления неправильных бортов. Если ваши кабели перегрелись, на сварном шве могут появиться признаки неправильного валика. Если ваши кабели проявляют признаки перегрева, вам следует заменить кабель и убедиться, что вы используете правильный размер для используемого типа тока.
 Пары, создаваемые чистящими средствами этого типа, часто вступают в реакцию с дугой и могут выделять токсичные пары.
Пары, создаваемые чистящими средствами этого типа, часто вступают в реакцию с дугой и могут выделять токсичные пары.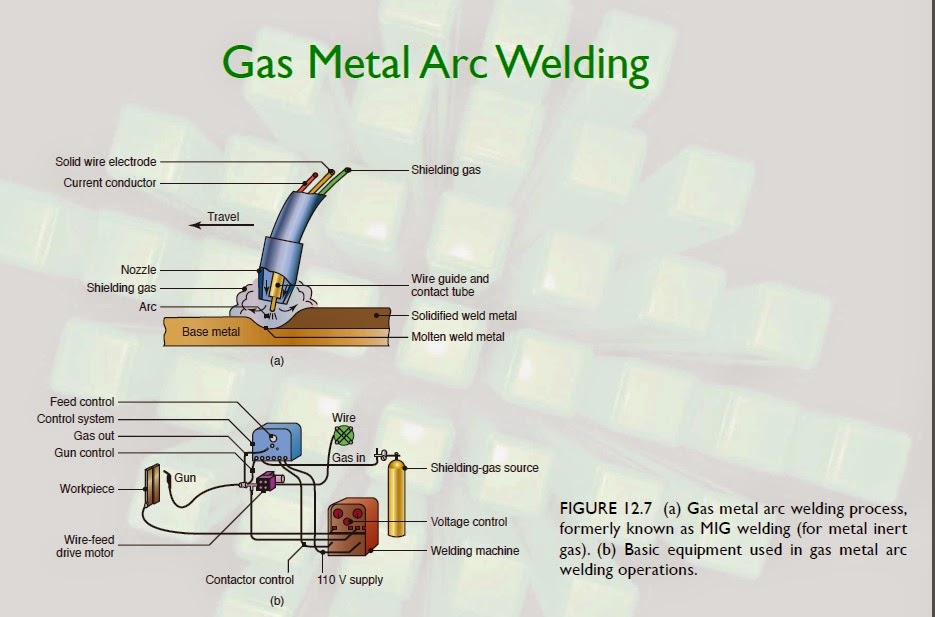
 Проблемы с рабочими кабелями также могут стать причиной появления неправильных бортов. Если ваши кабели перегрелись, на сварном шве могут появиться признаки неправильного валика. Если ваши кабели проявляют признаки перегрева, вам следует заменить кабель и убедиться, что вы используете правильный размер для используемого типа тока.
Проблемы с рабочими кабелями также могут стать причиной появления неправильных бортов. Если ваши кабели перегрелись, на сварном шве могут появиться признаки неправильного валика. Если ваши кабели проявляют признаки перегрева, вам следует заменить кабель и убедиться, что вы используете правильный размер для используемого типа тока.Это некоторые из наиболее распространенных типов проблем, с которыми сталкиваются сварщики, использующие процесс дуговой сварки металлическим электродом. Мы надеемся, что некоторые из перечисленных нами советов помогут вам получить сварные швы более высокого качества.
Источник изображения: www.bernardwelds.com
Ссылка: http://www.lincolnelectric.ca/knowledge/articles/content/gmaw.asp
Подано в: основной металл, дуговая сварка металлическим газом, гмав, неправильный бисер, Учиться, пористость, защитный газ, техника, Советы, сварщик, сварка, проблемы со сваркой, сварочный процесс, сварочные решения, сварные швы
Делиться: Предыдущая статья Дистанционный пуск/останов Miller Electric на приводах двигателейРазличия между процессами сварки GMAW и GTAW
Сварка является одним из популярных методов соединения, позволяющим неразрывно соединять два или более материалов вместе с применением тепла, давления и присадочного материала или без них. Сварка плавлением представляет собой группу сварочных процессов, при которых соприкасающиеся поверхности основного компонента сплавляются путем нагревания для образования коалесценции. Дуговая сварка является наиболее популярным процессом сварки плавлением, при котором тепло подается с помощью электрической дуги, возникающей между двумя электродами при наличии достаточной разности потенциалов. Существуют различные процессы дуговой сварки для соединения различных материалов различными способами. Дуговая сварка металлическим электродом в среде защитного газа (GMAW) и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — это два таких процесса дуговой сварки, обладающие определенными уникальными преимуществами.
Сварка плавлением представляет собой группу сварочных процессов, при которых соприкасающиеся поверхности основного компонента сплавляются путем нагревания для образования коалесценции. Дуговая сварка является наиболее популярным процессом сварки плавлением, при котором тепло подается с помощью электрической дуги, возникающей между двумя электродами при наличии достаточной разности потенциалов. Существуют различные процессы дуговой сварки для соединения различных материалов различными способами. Дуговая сварка металлическим электродом в среде защитного газа (GMAW) и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — это два таких процесса дуговой сварки, обладающие определенными уникальными преимуществами.
Дуговая сварка металлическим газом (GMAW) представляет собой экономичный процесс соединения, при котором коалесценция образуется путем плавления прилегающих поверхностей и присадочного металла с помощью электрической дуги, образующейся между плавящимся электродом и проводящим основным металлом. Поскольку электрод является расходуемым, его подача осуществляется непрерывно с постоянной скоростью с помощью механизированного механизма подачи проволоки. Поэтому его нельзя проводить в автогенном режиме, так как расходуемый электрод является неотъемлемой частью процесса. Для защиты сварного шва от загрязнения можно использовать подходящий защитный газ (инертный или активный). Однако присадочный металл может наноситься на валик сварного шва с более высокой скоростью, и поэтому этот процесс является производительным и экономичным. При правильном выполнении с использованием оптимального набора параметров можно получить прочное и надежное соединение.
Поскольку электрод является расходуемым, его подача осуществляется непрерывно с постоянной скоростью с помощью механизированного механизма подачи проволоки. Поэтому его нельзя проводить в автогенном режиме, так как расходуемый электрод является неотъемлемой частью процесса. Для защиты сварного шва от загрязнения можно использовать подходящий защитный газ (инертный или активный). Однако присадочный металл может наноситься на валик сварного шва с более высокой скоростью, и поэтому этот процесс является производительным и экономичным. При правильном выполнении с использованием оптимального набора параметров можно получить прочное и надежное соединение.
Дуговая сварка вольфрамовым электродом (GTAW) , широко известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой сложный процесс сварки плавлением, при котором соединение осуществляется путем образования коалесценции из-за сплавления сопрягаемых поверхностей. Здесь электрическая дуга возникает между проводящим материалом основы и неплавящимся вольфрамовым электродом. Поскольку электрод является неплавящимся, присадочный материал необходимо наносить отдельно при наличии достаточного корневого зазора. Он также благоприятен для автогенного режима сварки, когда не применяется присадочный материал. Защитный газ, предпочтительно инертный газ, такой как аргон, также применяется для защиты ванны горячего металла во время сварки от атмосферного кислорода. Хотя этот процесс сравнительно медленнее, его способность соединять различные металлы и создавать прочные и надежные соединения делает его одним из предпочтительных процессов во многих областях применения. Великолепный внешний вид сварного шва и бездефектное соединение также являются двумя важными преимуществами. GMAW отличается от GTAW во многих аспектах, и их различия приведены ниже в виде таблицы.
Поскольку электрод является неплавящимся, присадочный материал необходимо наносить отдельно при наличии достаточного корневого зазора. Он также благоприятен для автогенного режима сварки, когда не применяется присадочный материал. Защитный газ, предпочтительно инертный газ, такой как аргон, также применяется для защиты ванны горячего металла во время сварки от атмосферного кислорода. Хотя этот процесс сравнительно медленнее, его способность соединять различные металлы и создавать прочные и надежные соединения делает его одним из предпочтительных процессов во многих областях применения. Великолепный внешний вид сварного шва и бездефектное соединение также являются двумя важными преимуществами. GMAW отличается от GTAW во многих аспектах, и их различия приведены ниже в виде таблицы.
| Дуговая сварка металлическим газом (GMAW) | Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) |
|---|---|
GMAW использует расходуемый электрод. Таким образом, электродный материал плавится и откладывается на сварном шве. Таким образом, электродный материал плавится и откладывается на сварном шве. | В сваркеGTAW или TIG используется неплавящийся электрод, поэтому материал электрода не осаждается на сварной шов. |
| Металлургический состав электродного материала аналогичен основному компоненту. | Электрод изготовлен только из вольфрама (с небольшими легирующими элементами). |
| Невозможно выполнить в автогенном режиме, так как этому процессу присуще осаждение электродного материала. | Это один из благоприятных процессов дуговой сварки для автогенной сварки. |
| Поскольку электрод обеспечивает необходимый наполнитель для заполнения корневого промежутка, внешний наполнитель не применяется. | Присадочный материал при необходимости наносится снаружи обычно в виде стержней малого диаметра. |
| Процесс GMAW может использовать инертный или активный защитный газ. | В процессе GTAW в основном используется инертный защитный газ. |
| Процесс GMAW намного быстрее, так как электрод (или наполнитель) непрерывно подается механизированной системой. | GTAW является сравнительно более медленным процессом. Так что это экономически невыгодно. |
| В процессе GMAW образуются брызги, даже если для сварки используется оптимальный набор параметров. | GTAW — это сварочный процесс без брызг. |
| Внешний вид сварного шва не очень хороший. | Обеспечивает превосходный сварной шов. |
| Это относительно простой процесс. | Для выполнения этого процесса требуется опытный и внимательный сварщик. |
Плавящийся и неплавящийся электрод: При дуговой сварке электрическая дуга возникает между электродом и токопроводящими рабочими материалами. Высокая тепловая плотность этой дуги расплавляет привалочные поверхности основных компонентов, а также присадочный металл, если он применяется. Когда электрод плавится и, следовательно, откладывается на сварном шве во время сварки, его называют плавящимся электродом. Другими словами, когда электрод расходуется для обеспечения наполнителя, он называется расходуемым электродом. При дуговой сварке металлическим электродом в среде защитного газа (GMAW) электрод относится к плавящемуся типу, поскольку он плавится из-за нагрева дуги и впоследствии осаждается на валике сварного шва. В отличие от этого, в процессе дуговой сварки вольфрамовым электродом (GTAW) электрод остается неповрежденным при интенсивном дуговом нагреве. Поскольку он не плавится для осаждения необходимого присадочного металла, он не является расходуемым. Следовательно, срок службы электрода GTAW выше, чем у электрода GMAW.
Когда электрод плавится и, следовательно, откладывается на сварном шве во время сварки, его называют плавящимся электродом. Другими словами, когда электрод расходуется для обеспечения наполнителя, он называется расходуемым электродом. При дуговой сварке металлическим электродом в среде защитного газа (GMAW) электрод относится к плавящемуся типу, поскольку он плавится из-за нагрева дуги и впоследствии осаждается на валике сварного шва. В отличие от этого, в процессе дуговой сварки вольфрамовым электродом (GTAW) электрод остается неповрежденным при интенсивном дуговом нагреве. Поскольку он не плавится для осаждения необходимого присадочного металла, он не является расходуемым. Следовательно, срок службы электрода GTAW выше, чем у электрода GMAW.
Состав электродного материала: В GMAW металлургический состав электрода (или наполнителя) более или менее совпадает с составом исходных компонентов, которые должны быть соединены. В GTAW всегда используется заостренный вольфрамовый электрод, независимо от состава исходного материала. Однако некоторые легирующие элементы (например, торий, оксид лантана, оксид церия, диоксид циркония и т. д.) также добавляются к вольфраму для улучшения различных характеристик сварки, таких как излучательная способность электронов, эрозия электрода и т. д.
Однако некоторые легирующие элементы (например, торий, оксид лантана, оксид церия, диоксид циркония и т. д.) также добавляются к вольфраму для улучшения различных характеристик сварки, таких как излучательная способность электронов, эрозия электрода и т. д.
Возможность выполнения в автогенном режиме: Автогенный режим сварки выполняется без применения присадочного металла. Здесь корневой зазор поддерживается минимальным, обычно нулевым. Во время сварки только соприкасающиеся поверхности оплавляются за счет нагрева электрической дугой и охлаждаются. Расплавленный материал двух поверхностей смешивается и при охлаждении образует сварной шов. Процесс GMAW по своей сути наносит присадочный металл на сварной шов, поскольку в нем используется расходуемый электрод. Таким образом, это не может быть выполнено в аутогенном режиме. Поскольку при сварке TIG используется неплавящийся электрод, ее целесообразно выполнять в автогенном режиме. Фактически, это один из предпочтительных способов сварки для соединения в автогенном режиме.![]()
Нанесение присадочного металла снаружи: В процессе GMAW присадочный металл не требуется наносить из внешнего источника, поскольку сам электрод действует как присадочный металл. Однако при сварке TIG присадку можно наносить отдельно, если это необходимо. Хотя TIG предпочтительнее для автогенного соединения, его также можно выполнять в гомогенном или гетерогенном режиме. Присадку в виде стержня малого диаметра можно подавать в зону сварки под электрической дугой с постоянной заданной скоростью. Этот присадочный стержень расплавляется за счет дугового нагрева и откладывает необходимый наполнитель. Состав этого присадочного стержня может быть как у рабочего материала, так и отличаться от него; однако он должен быть совместим с основным металлом, в противном случае будет получено дефектное соединение.
Инертный и активный защитный газ: Защитный газ используется для защиты горячего сварного шва от кислорода воздуха путем создания защитного слоя, окружающего всю зону сварки. Это также прямо или косвенно помогает снизить уровень разбрызгивания, стабилизировать дугу и улучшить свойства сварного шва. Этот защитный газ может быть также инертным или активным газом. Активный защитный газ может показать лучшие характеристики в определенных ситуациях. Такие газы также могут индуцировать химические элементы на сварном шве для улучшения различных механических свойств соединения. В процессе GMAW могут использоваться оба типа защитного газа; и, соответственно, его можно разделить на две группы — металлический инертный газ (MIG) и металлический активный газ (MAG). MIG использует только инертный газ, такой как аргон, гелий и т. д. MAG использует активный газ, такой как двуокись углерода, кислород и т. д., обычно смешанный с инертным газом в различных пропорциях. С другой стороны, в процессе сварки GTAW или TIG используется только инертный газ, преимущественно аргон.
Это также прямо или косвенно помогает снизить уровень разбрызгивания, стабилизировать дугу и улучшить свойства сварного шва. Этот защитный газ может быть также инертным или активным газом. Активный защитный газ может показать лучшие характеристики в определенных ситуациях. Такие газы также могут индуцировать химические элементы на сварном шве для улучшения различных механических свойств соединения. В процессе GMAW могут использоваться оба типа защитного газа; и, соответственно, его можно разделить на две группы — металлический инертный газ (MIG) и металлический активный газ (MAG). MIG использует только инертный газ, такой как аргон, гелий и т. д. MAG использует активный газ, такой как двуокись углерода, кислород и т. д., обычно смешанный с инертным газом в различных пропорциях. С другой стороны, в процессе сварки GTAW или TIG используется только инертный газ, преимущественно аргон.
GMAW — более быстрый процесс по сравнению с TIG: В процессе GMAW электрод в виде проволоки малого диаметра, намотанной в ванне, непрерывно подается с помощью соответствующего механизированного устройства. Таким образом, наполнитель может наноситься быстрее, и, следовательно, этот процесс сварки является более производительным по сравнению со сваркой TIG.
Таким образом, наполнитель может наноситься быстрее, и, следовательно, этот процесс сварки является более производительным по сравнению со сваркой TIG.
Уровень и внешний вид брызг: Брызги – это мелкие капли расплавленного металла, образующиеся в результате рассеяния дуги и выходящие из зоны сварки. Это разбрызгивание вызывает потерю присадочного металла и, следовательно, неравномерную скорость осаждения присадочного материала, что иногда приводит к различным дефектам сварки, включая отрицательное армирование и неточность размеров. Он также портит внешний вид и требует шлифовки после сварки для его удаления. Многие процессы дуговой сварки производят брызги, включая GMAW. Ее невозможно выполнить без разбрызгивания даже при оптимальном наборе параметров процесса и правильной технике сварки. Сварка TIG обычно не дает брызг, если поверхность обрабатываемого материала не является чистой. Сварной шов, полученный сваркой TIG, гладкий и внешне привлекательный.
Квалификация сварщика: GMAW выполнить гораздо проще, так как большинство движений автоматизированы.