Сварочный кабель: марки, как выбрать, характеристики
Содержание
- Характеристики
- Сечение
- Выбор сечения у сварочного кабеля
- Провод для подключения к сети
- Виды сварочных кабелей (маркировка)
Характеристики
На сегодняшний день не производят универсальный сварочный кабель, который мог бы работать во всех климатических и производственных условиях. Но выпускают довольно большую линейку проводов, которые отвечают главным условиям сварочного кабеля: минимальное сопротивление и гибкость.
У отечественных производителей марка КГ означает, что гибкий кабель сделан из меди. Он предназначен для соединения силовых элементов нестационарного оборудования, может использоваться в качестве сварочного кабеля. Кроме этого имеется специальный сварочный кабель КС. По техническим характеристикам они практически идентичны.
Если на проводе присутствует маркировка КГ 1х16, это означает гибкий силовой одножильный кабель сечением 16 мм2. Допустимый рабочий ток 189 А.
Допустимый рабочий ток 189 А.
Первая цифра обозначает количество жил, две или три последующие – сечение провода. Буквы ХЛ сообщают о том, что кабель можно использовать при низких рабочих температурах до -60 ⁰C. Дополнительное покрытие предотвращает появление трещин на холоде.
Буква Т говорит о способности провода работать в условиях повышенной влажности и температуры до + 85 ⁰C. Кроме этого буква Т говорит, что провод обладает антисептическими свойствами, не боится грибка и плесени, что характерно для тропического климата.
Аббревиатура КОГ сообщает о том, что жилы сварочного проводника особо гибкие и позволяют использовать его в любых самых неудобных и труднодоступных местах без причинения вреда рабочим качествам.
Такой кабель обеспечивает максимальный комфорт для сварщика. В сварочном кабеле КС буква П означает полимерное покрытие, ВЧ – напряжение высокой частоты. Выбор такого кабеля для инвертора будет идеальным решением.
При проведении сварочных работ в зонах повышенной пожарной опасности необходимо использовать соответствующий сварочный кабель.
Маркировка КГН означает негорючесть. Весь кабель КГ независимо от климатического исполнения полностью герметичный, может использоваться под водой. Единственное, что нужно сделать, это обеспечить герметичность в местах соединения проводника с аппаратом и держателем электрода.
Сечение
Для безопасного выполнения работ, а также для исключения возможности поломки оборудования, следует правильно выбирать сечение кабеля для сварки.
Очень важно правильно соотнести два параметра: сечение и токи сварочного кабеля, так как они тесно связаны. Таким образом, каждому исполнителю важно знать, какое сечение сварочного кабеля следует выбирать при работе с различными токовыми нагрузками
Выбор сечения
Расчет сечения сварочного кабеля по току является наиболее простым и быстрым способом подобрать оптимальный вариант проводника.
Многие исполнители располагают сварочным оборудованием инверторного типа. Его многочисленные технические достоинства и доступная стоимость делают данное оснащение популярным. Поэтому следует определить сечение сварочного кабеля для инвертора.
Поэтому следует определить сечение сварочного кабеля для инвертора.
Для проведения работы в домашних условиях исполнители используют агрегаты, максимальная величина тока которых составляет порядка 180-200 А. Рассмотрим далее более подробно сварочный кабель для инвертора, какое сечение необходимо для определенных величин тока.
- Сечение кабеля для инверторного сварочного аппарата, выдающего максимальный ток в 80-100 А, должно составлять 6 мм2.
- Для аппаратов с выдаваемым максимальным током в 120 А предназначен провод с сечением в 10 мм2.
- Сварочный кабель сечение 16 мм2 предназначен для инверторов, которые поддерживают максимальный ток до 180 А.
- Востребован у сварщиков сварочный кабель на 200 Ампер, сечение составляет 25 мм2.
- Сварочный кабель сечение 35 мм2 выдерживает ток в 289 А, поэтому, чаще всего, он используется для оснащения трансформаторов. Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.


Для выполнения работ на профессиональном уровне в большинстве случаев используются уже упоминаемые ранее трансформаторы. Очень важным фактором является определенность в том, какое сечение кабеля нужно для сварочного аппарата подобного типа.
Оборудование трансформаторного типа способно выдавать ток до 500 А. Поэтому для данного оснащения следует использовать провода с сечением в 70 и 95 мм2. Первый способен проводить до 437 А, второй — до 522 А.
Сварочные выпрямители выдают ток, величина которого может достигать 600 А
Поэтому исполнителям с оснащением такого типа следует обратить внимание на провода с сечением в 120 мм2
Таблица сечений сварочного кабеля и токовых нагрузок для проводов позволяет узнать оптимальный вариант проводника для оснащения всего необходимого оборудования: инверторы, трансформаторы, выпрямители, держак, клеммы массы.
Определив два важных параметра: максимальная величина тока и сечение провода, можно рассчитать другую важную характеристику — длина кабеля.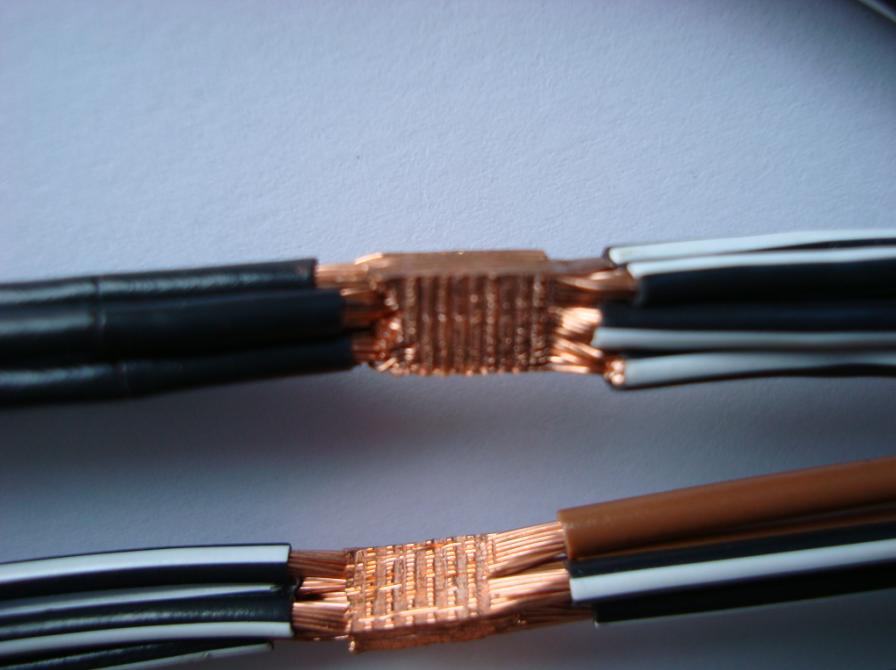
Данная статья поможет любому исполнителю определить, какого сечения должен быть сварочный кабель при определенных величинах тока.
Выбор сечения у сварочного кабеля
Площадь сечения провода для сварки – один из важнейших параметров для эффективной работы всего устройства: именно от площади сечения будут зависеть такие ключевые показатели как предельно максимальная сила тока и проводимость.
От этих ключевых показателей зависит качество общих работ по сварке – прочность и эстетика сформированного шва и скорость проведения операционных работ.
Марка провода и допустимая нагрузка.
Площадь сечений, которые относятся к малым калибрам, насчитывают примерно 7 мм². Эти изделия предназначены для инверторных аппаратов компактных габаритов, с которыми работают при подключении к бытовым электрическим сетям с уровнем напряжения 220В.
Если же вы имеете дело с промышленным оборудованием для сварки автоматического типа, вам придется разбираться с токопроводящими кабелями с большими площадями сечения – около 47 – 49 мм².
Линейка такого рода изделий с самыми разными вариантами сечений и оплеток представлена в много численных каталогах и таблицах, которые помогут вам выбрать самый подходящий кабель по сечению с точностью до миллиметра.
В таких каталогах указаны дополнительно и маркировки, и предельные сила тока с вольтажом, длиной шнура и расчетной массой аппаратуры.
Если вы ошибетесь и подберете провод с неверным количеством жил и неадекватной площадью сечения, вы получите неприятности: как минимум это будет неэффективная с точки зрения затрат времени и энергии работа. А скорее всего, у вас случится короткое замыкание с поломкой реостата, всего оборудования и прочими бедами.
Что случится, если площадь сечения вашего провода меньше необходимого размера и никак не подходит по запрограммированной мощности к инвентарному аппарату: электрический ток будет вырабатываться в избытке, в результате он начнет концентрироваться на предохранителе устройства.
Вы не сможете работать в таких условиях, потому что при малейшем зажигании электрической дуги аппарат будет мгновенно отключаться, чтобы сбросить напряжение.
Провод для подключения к сети
Для питания любого аппарата не требуется провод такого же сечения как у кабеля для сварки, поскольку величина тока в разы меньше. В комплект бытовых инверторов входит многожильный гибкий кабель сечением 2,5 — 4 мм² длиной 3 — 5 м. Для розетки с заземлением он должен быть с тремя жилами.
Если на месте проведения работ розетка расположена далеко, аппарат подключают через удлинитель сечением не меньше 2,5 мм², при условии, что расстояние не превышает 20 м. При длине до 60 м лучше взять переноску с катушкой сечением 4 мм². Для подключения трехфазного оборудования на производстве используют кабель силовой с четырьмя жилами из меди сечением 4 — 6 мм², для алюминия ― не меньше 16 мм².
Приведенные рекомендации помогут сделать правильный выбор. Однако сварочные кабели стоят дорого, поэтому прежде чем идти в магазин нужно точно определить, какая длина и сечение нужны. Зачем покупать лишнее, если оно не будет использовано.
Виды сварочных кабелей (маркировка)
Кабель сварочный, цена которого выше, имеет некоторые отличия (качество исполнения, толщина, уровень проводимости и т. п.).
п.).
На рынке сварочных комплектующих различают несколько видов кабеля:
одножильный кабель.
Выполненная из меди жила характеризуется неплохими показателями эластичности, гибкости (при сматывании), проводимости. Чаще всего такие кабели используют в переносных инверторах;
двужильный кабель.
Две жилы в кабеле представляют катод и анод, которые отлично проводят высокочастотный ток для импульсной сварки. Обычно такой кабель сделан из меди или других токопроводящих сплавов с медной основой;
трёхжильный кабель.
Данный вид кабеля применяется в основном в автоматических аппаратах, которые используются для сварки трубопроводов (в такой сварке требуется идеально ровный шов).
Маркировка сварочных кабелей:
- КС – кабель сварочный;
- П – защита с полимерным покрытием;
- 1, 2, 3 – число жил;
- ВЧ (П, П) – высокочастотный ток (переменный, постоянный).
Кабель сварочный, сечение и его предназначение имеет также классификацию двух видов: септический кабель и устойчивый к холоду. Первый обладает устойчивостью к температуре около 50оС, второй – наделён полимерным покрытием, которое препятствует замерзанию кабеля.
Первый обладает устойчивостью к температуре около 50оС, второй – наделён полимерным покрытием, которое препятствует замерзанию кабеля.
Как правило, всегда со сварочным оборудованием продаётся и все необходимые комплектующие, поэтому сварочный кабель купить можно лишь в том случае, если он действительно пришёл в непригодность (хотя и такие случаи бывают крайне редко).
Tags: автомат, анод, бра, бросить, вид, вред, выбор, дом, е, заземление, кабель, как, кт, маркировка, нагрузка, напряжение, переменный, перенос, постоянный, правило, провод, пуск, р, работа, размер, расчет, реостат, розетка, ряд, сеть, сопротивление, тип, ток, трансформатор, ук, щит, эффект
Сварочный кабель сечение в Ярославле: 549-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Ярославль
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Промышленность
Промышленность
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Сварочный кабель сечение
550
730
Вилка кабельная для сварочного аппарата с байонетным разъемом 35-50 (сечение кабеля) набор 2 шт
В МАГАЗИНЕще цены и похожие товары
495
495
Вилка кабельная для сварочного аппарата с байонетным разъемом 35-50 (сечение кабеля) комплект 2 шт
В МАГАЗИНЕще цены и похожие товары
Вилка кабельная для сварочного аппарата с байонетным разъемом 50-70 (сечение кабеля) набор 2 шт
ПОДРОБНЕЕЕще цены и похожие товары
86 780
Сварочный кабель обжатый, сечение 120мм, 24м Производитель: ESAB, Длина кабеля: 2400см
ПОДРОБНЕЕЕще цены и похожие товары
Вилка кабельная для сварочного аппарата с байонетным разъемом 35-50 (сечение кабеля) комплект 2 шт
ПОДРОБНЕЕЕще цены и похожие товары
Rexant / Кабель силовой сварочный гибкий промышленный с сечением жил 1х35 кв. мм, 3 м, Rexant
мм, 3 м, Rexant
ПОДРОБНЕЕЕще цены и похожие товары
38 258
Сварочный кабель обжатый, сечение 120мм, 10м Производитель: ESAB, Длина кабеля: 1000см
ПОДРОБНЕЕЕще цены и похожие товары
2 799
3995
Сварочный кабель КГтп-ХЛ 25 (5м) Тип: Сварочный кабель, Размер: Длина 40.000 Ширина 40.000 Высота
В МАГАЗИНЕще цены и похожие товары
553
1224
Кабель электрический ШВВП 3*0,75 мм, трехжильный, сечение 0,75 белый, 10 м Тип: Силовой кабель,
В МАГАЗИНЕще цены и похожие товары
5 210
5731
FUBAG Сварочный аппарат инверторный IQ 160 с комплектом кабелей / диапазон сварочного тока 20-160 А, диаметр электрода 1,6-4,0 мм, Горячий старт, Форсаж дуги, Антизалипание
В МАГАЗИНЕще цены и похожие товары
43 690
92475
Сварочный аппарат Ресанта САИПА-220 СИНЕРГИЯ (MIG/MAG) полуавтомат, 220А, комплект кабелей Тип:
В МАГАЗИНЕще цены и похожие товары
13 500
23535
Сварочный аппарат Link Lion MIG 190/ инверторный/ полуавтомат/ MAG MMA Lit TIG/ комплект сварочных кабелей/ горелка
В МАГАЗИНЕще цены и похожие товары
3 628
4848
Сварочный кабель КГтп-ХЛ 16 (10м) Тип: Сварочный кабель, Размер: Длина 45. 000 Ширина 45.000 Высота
000 Ширина 45.000 Высота
В МАГАЗИНЕще цены и похожие товары
978
1517
Кабель электрический ШВВП 3*0,5 мм, трехжильный, сечение 0,5 белый, 25 м Тип: Силовой кабель,
В МАГАЗИНЕще цены и похожие товары
651
1150
Провод электрический ШВВП 3*0,5 мм, трехжильный, сечение 0,5 белый, 15 м Тип: Электрический провод,
В МАГАЗИНЕще цены и похожие товары
8 001
17379
Сварочный аппарат Ресанта САИ-190Т LUX с дисплеем, 190А, комплект кабелей Тип: Сварочный аппарат,
В МАГАЗИНЕще цены и похожие товары
1 216
1997
Сварочный кабель КГтп-ХЛ 25 (2м) Тип: Сварочный кабель, Размер: Длина 40.000 Ширина 40.000 Высота
В МАГАЗИНЕще цены и похожие товары
470
639
Провод электрический ШВВП 2*0,5 мм, двужильный, сечение 0,5 белый, 10 м Тип: Электрический провод,
В МАГАЗИНЕще цены и похожие товары
2 086
3100
Кабели сварочные дл. 2м, разъем 25мм2 электрододержатель зажим Тип: Сварочный кабель, Размер: Длина
2м, разъем 25мм2 электрододержатель зажим Тип: Сварочный кабель, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
8 001
18186
Сварочный аппарат Ресанта САИ-190Т LUX , 190 ампер комплект кабелей Тип: Сварочный аппарат, Размер:
В МАГАЗИНЕще цены и похожие товары
1 508
2258
Сварочный кабель КГтп-ХЛ 10 (6м) Тип: Сварочный кабель, Размер: Длина 40.000 Ширина 40.000 Высота
В МАГАЗИНЕще цены и похожие товары
496
640
Кабель электрический ШВВП 2*0,5 мм, двужильный, сечение 0,5 белый, 10 м Тип: Силовой кабель,
В МАГАЗИНЕще цены и похожие товары
12 400
23805
Сварочный аппарат инверторный Link Lion MIG 180S1/ аппарат/ полуавтомат/ комплект сварочных кабелей/ горелка
В МАГАЗИНЕще цены и похожие товары
Сварочные кабели Foxweld 3372 Тип разъема: DX25, Длина (держатель + зажим): 2+1. 5, Сечение провода:
5, Сечение провода:
ПОДРОБНЕЕЕще цены и похожие товары
631
1980
Кабель электрический ШВВП 2*0,75 мм, двужильный, сечение 0,75 белый, 25 м Тип: Силовой кабель,
В МАГАЗИНЕще цены и похожие товары
46 400
59288
Сварочный аппарат Ресанта САИПА-220 СИНЕРГИЯ (MIG/MAG) полуавтоматический , 220 ампер комплект кабелей
В МАГАЗИНЕще цены и похожие товары
184
359
Провод электрический ШВВП 2*0,5 мм, двужильный, сечение 0,5 белый, м Тип: Электрический провод,
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
Сварочный кабель — его длина и сечение
0
Опубликовано: 31.03.2017
На стабильность сварочных работ оказывают влияние не только характеристики источника напряжения, но и параметры сетевого и сварочного кабеля.
Оглавление:
- Параметры, виды и подбор сварочного кабеля
- Сварка волоконно-оптических линий
- Подводим итоги
Параметры, виды и подбор сварочного кабеля
Любой сварочный кабель имеет определённое электрическое сопротивление, которое можно рассчитать по таблицам, например, алюминиевый проводник обладает большим сопротивлением, чем медный. Поэтому для сетевого удлинителя потребуется большее сечение и значительное количество килограммов алюминиевого провода. Учитывая этот фактор, сетевые провода удлиняют не более чем на 40 м и выбирают для этого двух- или трехжильный медный кабель сечением более 2,5 мм В отличие от сетевых проводов, сварочные кабели подбирают в зависимости от силы выходного тока и используют медные многожильные сорта с улучшенной изоляцией и повышенной гибкостью.
В отличие от сетевых проводов, сварочные кабели подбирают в зависимости от силы выходного тока и используют медные многожильные сорта с улучшенной изоляцией и повышенной гибкостью.
Самые распространённые кабели для сварки носят маркировку КГ (гибкий) или КОГ (повышенной гибкости) и имеют многослойную изоляцию токопроводящих жил с резиновым внешним покрытием. Длина провода обычно равна 2-3 м потому, что повышение этого параметра на 1 м требует увеличения сечения в 1,5 раза от расчётного из-за возрастания сопротивления и излишнего нагрева. При выборе марки изделия необходимо учитывать условия работы для того, чтобы выбрать тип стойкости изоляции к механическим повреждениям и температурным условиям. Маркируется проводник в зависимости от условий эксплуатации следующим образом:
- сварочный кабель типа КГ Т 1Х16 означает тропическое (Т) исполнение от -10 до +55 °С, одножильный с сечением жилы 16 мм2;
- изделие КОГ ХЛ 1Х50 значит хладостойкий (ХЛ) от -60 до +50 °С, с эффективным сечением 50 мм2;
- если индекс термостойкости не присутствует, то проводник выдерживает от -40 до +50 °С;
 youtube.com/embed/gDwcW6LWh3w?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/gDwcW6LWh3w?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»> Особое значение имеет сечение сварочного кабеля, от которого зависит сила рабочего тока и эффективность процесса. Выбор по этому параметру основывается на согласовании предполагаемой силы тока и сечения проводящей жилы по следующему принципу:
- током силой до 180 А допускается работать маркой КГ 1Х16;
- при токе 230 А подходит КГ 1Х25;
- ток 280 А допускает работу с сечением жилы в 35 мм
- 350 А соответствует типу КГ 1Х50;
- марка КГ 1Х70 допускает ток 430 А;
Сварка волоконно-оптических линий
Современная технология позволяет избежать потери сигнала при передаче на большие расстояния, для этого используют волоконную оптику. В составе продукции находятся светопроницаемые нити с отражающим покрытием, через которые высокочастотный сигнал проходит без затухания. Оптический кабель прокладывается для нужд связи различного назначения и является помехозащищённым, шифрованным передаточным звеном между абонентами. Существуют мультимодовые и одномодовые линии, которые отличаются по качеству прохождения сигнала и цене, но обеспечивающие идеальную развязку между узлами коммуникации.
Существуют мультимодовые и одномодовые линии, которые отличаются по качеству прохождения сигнала и цене, но обеспечивающие идеальную развязку между узлами коммуникации.
При монтаже такого рода линий становится необходимой сварка оптоволоконного кабеля, представляющая собой сложную инженерно-техническую задачу, поскольку толщина центральной жилы равна 62,3 мкм. Для этой цели используются специальные сварочные устройства, которые позволяют свести к минимуму потери качества и состоящие из следующих узлов, а именно:
- блока видеоконтроля с монитором;
- устройство термоусадочное с кареткой и электроприводом;
- направляющие с системой оптической и механической коррекции;
- сварочный модуль оптоволокна с блоком создания дуги;
- процессорная плата управления с контроллерами;
- источник питающего напряжения и сварочного тока.

Агрегаты для сварки оптического волновода обладают автономными, засекреченными программными средствами и интерфейсом, позволяющим сохранить высокую конфиденциальность передачи данных.
Подводим итоги
Мы рассмотрели тему выбора сварочного кабеля, его разновидностей и условий эксплуатации. Очень важно принять правильное решение, чтобы избежать экстремальной работы оборудования и несчастных случаев. Также коснулись темы сварки оптоволоконных линий и оборудования для этих работ. Будем рады, если эта информация окажется вам полезной.
Сергей Одинцов
tweet
1915.56 — Дуговая сварка и резка.
- По стандартному номеру
- 1915.56 — Дуговая сварка и резка.
Положения настоящего раздела применяются к судоремонту, судостроению и разборке судов.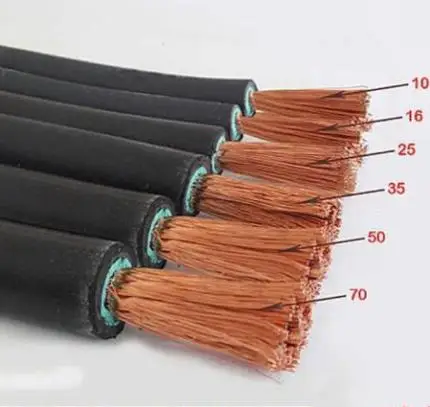
1915.56 (а)
Электрододержатели ручные .
1915.56 (а) (1)
Должны использоваться только ручные электрододержатели, специально предназначенные для дуговой сварки и резки и способные безопасно выдерживать максимальный номинальный ток, необходимый для электродов.
1915.56 (а) (2)
Любые токопроводящие части, проходящие через ту часть держателя, которую сварщик или резчик держит в руке, и внешние поверхности губок держателя, должны быть полностью изолированы от максимального напряжения, встречающегося на земле.
1915.56(б)
Сварочные кабели и разъемы .
1915.56(б)(1)
Все кабели для дуговой сварки и резки должны быть полностью изолированными, гибкими, способными выдерживать максимальные требования к току незавершенной работы, принимая во внимание рабочий цикл, в котором работает аппарат для дуговой сварки или резак.
1915.56(б)(2)
Должен использоваться только кабель без ремонта или сращивания на расстоянии не менее десяти (10) футов от конца кабеля, к которому подсоединен электрододержатель, за исключением кабелей со стандартными изолированными разъемами или с соединениями, качество изоляции которых равно кабеля.
1915.56(б)(3)
Когда необходимо соединить или срастить отрезки кабеля друг с другом, должны использоваться прочные изолированные соединители с пропускной способностью, по крайней мере, равной емкости кабеля. Если соединения осуществляются с помощью кабельных наконечников, они должны быть надежно закреплены вместе для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
Если соединения осуществляются с помощью кабельных наконечников, они должны быть надежно закреплены вместе для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
1915.56(б)(4)
Кабели в плохом состоянии не должны использоваться. Когда кабель, отличный от кабельного ввода, указанного в пункте (b)(2) настоящего параграфа, изнашивается до такой степени, что обнажаются оголенные проводники, открытая таким образом часть должна быть защищена с помощью резины и фрикционных лент или другой эквивалентной изоляции.
1915.56 (с)
Возврат заземления и заземление машины .
1915.56 (с) (1)
Кабель заземления должен иметь безопасную пропускную способность по току, равную или превышающую указанную максимальную выходную мощность устройства для дуговой сварки или резки, которое он обслуживает. Когда один кабель заземления обслуживает более одного устройства, его безопасная пропускная способность по току должна быть равна или превышать общую указанную максимальную выходную мощность всех устройств, которые он обслуживает.
Когда один кабель заземления обслуживает более одного устройства, его безопасная пропускная способность по току должна быть равна или превышать общую указанную максимальную выходную мощность всех устройств, которые он обслуживает.
1915.56(с)(2)
Сооружения или трубопроводы, за исключением трубопроводов, содержащих газы легковоспламеняющихся жидкостей, или трубопроводов, содержащих электрические цепи, могут использоваться как часть контура заземления при условии, что трубопровод или сооружение имеют токонесущую способность, равную требуемой пунктом ( в)(1) настоящего раздела.
1915.56 (с) (3)
Если конструкция или трубопровод используются в качестве цепи заземления, должно быть определено наличие необходимого электрического контакта на всех соединениях. Возникновение дуги, искр или тепла в любой точке должно привести к отказу конструкции от цепи заземления.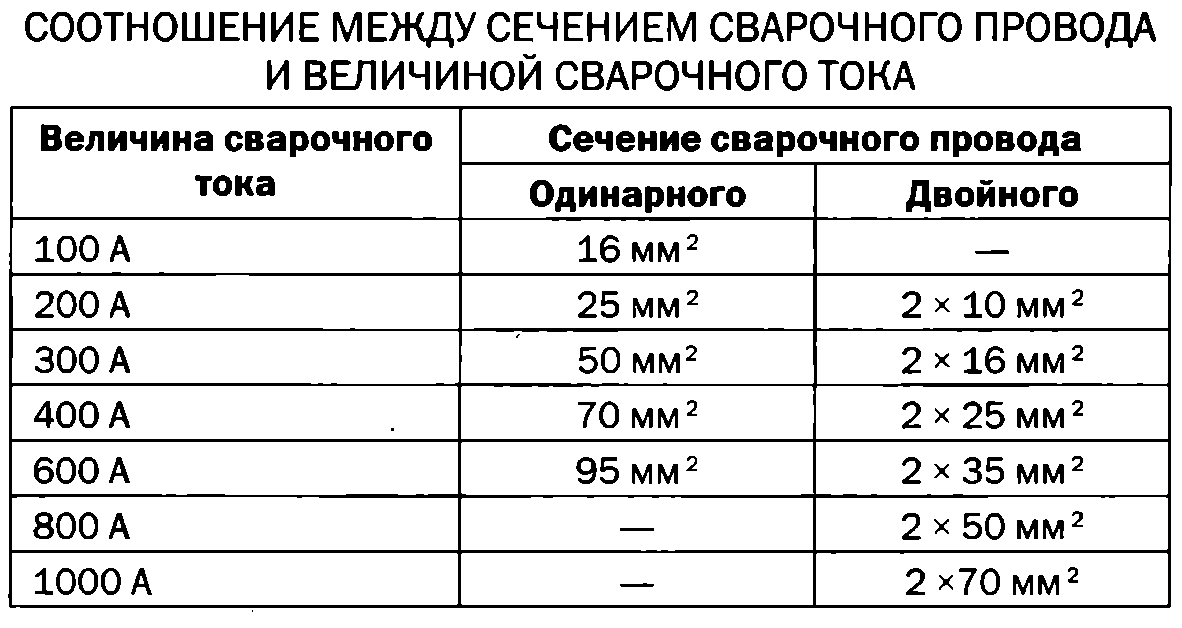
1915.56 (с) (4)
Если конструкция или трубопровод постоянно используются в качестве контура заземления, все соединения должны быть загерметизированы, и должны проводиться периодические проверки, чтобы убедиться, что в результате такого использования не существует условий электролиза или опасности возгорания.
1915.56 (с) (5)
Корпуса всех машин для дуговой сварки и резки должны быть заземлены либо через третий провод в кабеле, содержащем провод цепи, либо через отдельный провод, который заземляется в источнике тока. Цепи заземления, кроме как с помощью конструкции сосуда, должны быть проверены, чтобы убедиться, что цепь между землей и заземленным силовым проводом имеет достаточно низкое сопротивление, чтобы пропустить ток, достаточный для прерывания тока предохранителем или автоматическим выключателем.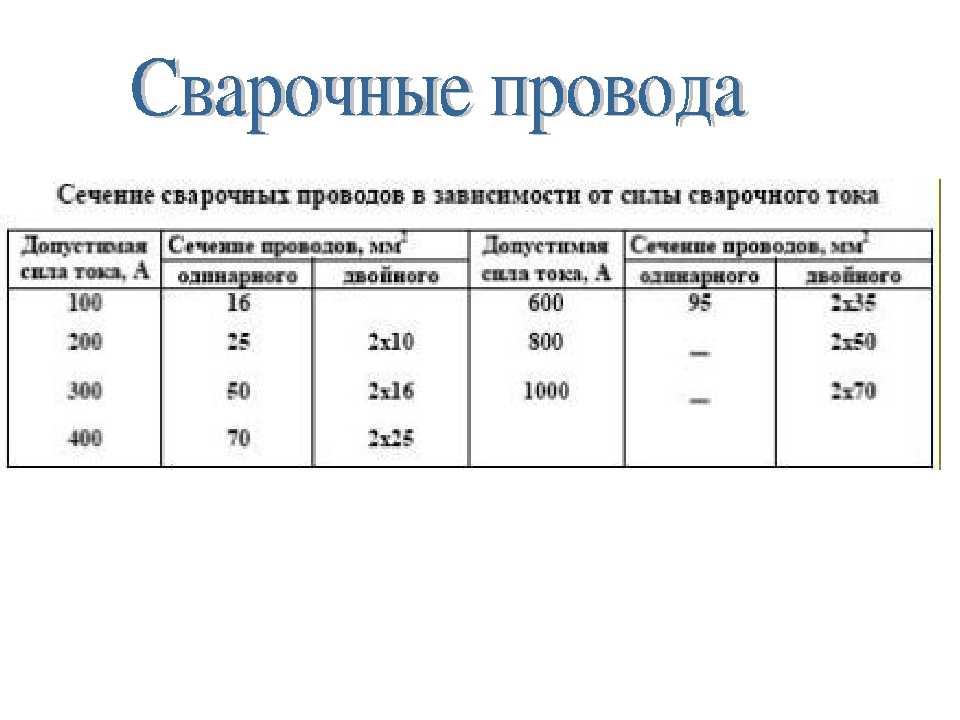
1915.56 (с) (6)
Все соединения заземления должны быть проверены, чтобы убедиться, что они механически прочны и электрически соответствуют требуемому току.
1915.56 (г)
Инструкция по эксплуатации . Работодатели должны проинструктировать работников по безопасным методам дуговой сварки и резки следующим образом:
1915.56(г)(1)
Если держатели электродов необходимо оставить без присмотра, электроды должны быть удалены, а держатели должны быть размещены или защищены таким образом, чтобы они не могли вступать в электрический контакт с работниками или токопроводящими объектами.
1915.56 (г) (2)
Держатели горячих электродов нельзя погружать в воду, так как это может привести к поражению электрическим током сварочного аппарата или резака.
1915.56(г)(3)
Когда сварщику или резчику приходится оставить свою работу или прекратить работу на какое-либо значительное время, или когда машину для дуговой сварки или резки необходимо переместить, выключатель питания оборудования должен быть разомкнут.
1915.56 (д) (4)
О любом неисправном или неисправном оборудовании необходимо сообщить руководителю.
1915.56(д)
Экранирование . Когда это возможно, все операции дуговой сварки и резки должны быть ограждены негорючими или огнестойкими экранами, которые защитят сотрудников и других лиц, работающих поблизости, от прямых лучей дуги.
Сварочный кабель 400 AMP_HuaDong Cable & Wire
Что такое сварочный кабель 400 AMP?
Сварочный кабель на 400 ампер изготовлен из скрученных пучков медной проволоки, плотно упакованной и изолированной. Скрутка проволоки придает кабелю большую гибкость и устойчивость к износу, а изоляция (обычно EPDM или неопреновый каучук) обеспечивает дополнительную защиту от суровых условий, характерных для сварочных работ, и является более гибкой, чем ПВХ или другие резиновые покрытия.
Скрутка проволоки придает кабелю большую гибкость и устойчивость к износу, а изоляция (обычно EPDM или неопреновый каучук) обеспечивает дополнительную защиту от суровых условий, характерных для сварочных работ, и является более гибкой, чем ПВХ или другие резиновые покрытия.
Характеристики сварочного кабеля 400 AMP
• Изоляция EPDM обеспечивает исключительную стойкость к порезам, истиранию и образованию шлака
• Стойкость к маслам, химикатам, воде, озону и растворителям
• Красная, оранжевая, синяя, черная куртка
• Другие цвета доступны по запросу
Допустимая нагрузка сварочного кабеля
Требуемые размеры кабеля:
Для применения с кабелем для дуговой сварки
Длина в футах для всей цепи* для вторичного напряжения
| Ампер | 100’ | 150’ | 200’ | 250’ | 300’ | 350’ | 400’ |
| 100 | 4 | 4 | 2 | 2 | 1 | 1/0 | 1/0 |
| 150 | 4 | 2 | 1 | 1/0 | 2/0 | 3/0 | 3/0 |
| 200 | 2 | 1 | 1/0 | 2/0 | 3/0 | 4/0 | 4/0 |
| 250 | 1 | 1/0 | 2/0 | 3/0 | 4/0 | — | — |
| 300 | 1/0 | 2/0 | 3/0 | 4/0 | — | — | — |
| 350 | 1/0 | 3/0 | 4/0 | — | — | — | — |
| 400 | 2/0 | 3/0 | — | — | — | — | — |
| 450 | 2/0 | 4/0 | — | — | — | — | — |
| 500 | 3/0 | 4/0 | — | — | — | — | — |
| 550 | 3/0 | 4/0 | — | — | — | — | — |
| 600 | 4/0 | — | — | — | — | — | — |
Сварочный кабель 400 AMP Области применения:
Провода контактной сварки вторичным напряжением
Источники питания не более 600 В переменного тока
Кабель аккумулятора
Сварка
Сварочный кабель 400 AMP, почему стоит выбрать HuaDong?
Huadong Cable Group как специальный завод по производству сварочного кабеля в Китае. У нас не только более 30 лет опыта производства и 15 лет опыта экспорта сварочного кабеля, но также у нас есть 15 старших инженеров, они могут бесплатно спроектировать размер сварочного кабеля 400 AMP. согласно требованию клиента.
У нас не только более 30 лет опыта производства и 15 лет опыта экспорта сварочного кабеля, но также у нас есть 15 старших инженеров, они могут бесплатно спроектировать размер сварочного кабеля 400 AMP. согласно требованию клиента.
Наш сварочный кабель 400 AMP экспортируется в Южную Африку, Филиппины, Индонезию, Малайзию, Сингапур, Вьетнам, Корею, Монголию, Йемен, Камбоджу, Таиланд, Кению, Танзанию, ОАЭ, Ботсвану, Нигерию, Панаму, Иран и т. Д. Высокое качество обслуживания и продукция является первым выбором многих клиентов.
Чтобы получить лучшую цену на сварочный кабель 400 AMP, пожалуйста, не стесняйтесь оставлять свои требования, мы ответим вам в течение 12 часов.
9 Проблемы технического обслуживания, вызывающие плохие сварные швы
Комментарий 0 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | email Проблемы, связанные с техническим обслуживанием, являются причиной большого количества плохих сварных швов при ежедневной сварке. Однако эти причины остаются незамеченными и неустранимыми, потому что они происходят медленно с течением времени. Надлежащая программа профилактического обслуживания сварочных аппаратов, столов для резки с ЧПУ и другого промышленного оборудования абсолютно необходима.
Однако эти причины остаются незамеченными и неустранимыми, потому что они происходят медленно с течением времени. Надлежащая программа профилактического обслуживания сварочных аппаратов, столов для резки с ЧПУ и другого промышленного оборудования абсолютно необходима.
Многие проблемы, связанные с техническим обслуживанием и вызывающие плохие сварные швы, легко устраняются, но для этого необходимо регулярно проверять сварочную систему.
Ниже приведены 9 наиболее распространенных проблем с обслуживанием, которые стоят нашим клиентам больших денег в виде простоев.
- Поврежденные или изношенные рабочие соединения – В руководстве по эксплуатации любого источника сварочного тока вы найдете раздел по установке, в котором указаны размеры необходимых вам кабелей. Если в руководстве указан сварочный кабель 4/0 (диаметр 0,46 дюйма), вы не должны использовать кабель 2/0 (диаметром 0,37 дюйма). Если вы используете кабель меньшего сечения, возможно, он не сможет эффективно пропускать ток и начнет перегреваться. Когда это происходит, вы теряете напряжение в виде тепла. В некоторых случаях падение на 3-4 вольта в течение дня является обычным явлением.
 Когда это происходит, вы теряете напряжение в виде тепла. В некоторых случаях падение на 3-4 вольта в течение дня является обычным явлением.
Когда это происходит, вы теряете напряжение в виде тепла. В некоторых случаях падение на 3-4 вольта в течение дня является обычным явлением.Изношенные кабели снижают допустимую нагрузку по току рабочих и электродных кабелей, что приводит к потере напряжения.
Когда медные жилы на кабеле изнашиваются, это эффективно уменьшает площадь поперечного сечения и, следовательно, количество тока, которое он может пропускать без перегрева. Это часто происходит в местах, где кабель постоянно изгибается вперед и назад, как в случае рабочего соединения. Если у вас есть какой-либо из них в вашем магазине, это легко исправить, отрежьте кабель и снова правильно прикрепите к рабочему зажиму.
- Изношенные приводные ролики . Еще одна проблема, которую трудно заметить, поскольку она скрыта внутри механизма подачи проволоки, — это износ приводного ролика при использовании такого процесса проволоки, как GMAW или FCAW. Канавки на приводных роликах имеют определенный размер в зависимости от диаметра используемой проволоки. Когда канавка изнашивается, проволока начинает проскальзывать, вызывая проблемы с подачей. Эти проблемы с подачей приводят к неустойчивой дуге и чрезмерному использованию контактного наконечника.
 Когда канавка изнашивается, проволока начинает проскальзывать, вызывая проблемы с подачей. Эти проблемы с подачей приводят к неустойчивой дуге и чрезмерному использованию контактного наконечника.
Когда канавка изнашивается, проволока начинает проскальзывать, вызывая проблемы с подачей. Эти проблемы с подачей приводят к неустойчивой дуге и чрезмерному использованию контактного наконечника.- Чрезмерный износ контакта Наконечники – Отверстие контактного наконечника больше, чем диаметр провода, для которого он предназначен. Однако, если это отверстие становится намного больше, это может привести к тому, что проволока будет проходить через наконечник без контакта. Когда это происходит, дуга немедленно гаснет, затем изгибается и образует дугу внутри и захватывает контактный наконечник. Эта проблема чаще встречается при использовании наконечника увеличенного размера (скажем, при использовании наконечника 0,052 дюйма для провода диаметром 0,045 дюйма), но ее часто можно увидеть в автоматизированных приложениях, когда на контактном наконечнике начинает вырезаться канавка.
- Ослабленные соединения – рабочие и электродные кабели должны быть плотно присоединены к наконечникам, разъемам Dinse или быстроразъемным соединениям. Лучшее соединение – это соединение с большой площадью контакта и плотное. Ослабленные соединения, такие как ослабление наконечника на выходных шпильках источника питания, вызовут искрение и неравномерную дугу, что, в свою очередь, приведет к плохим сварным швам. В некоторых случаях неплотное соединение перегревается и плавится, что делает невозможным его удаление и приводит к выходу из строя сварочного аппарата и необходимости его ремонта.
 Лучшее соединение – это соединение с большой площадью контакта и плотное. Ослабленные соединения, такие как ослабление наконечника на выходных шпильках источника питания, вызовут искрение и неравномерную дугу, что, в свою очередь, приведет к плохим сварным швам. В некоторых случаях неплотное соединение перегревается и плавится, что делает невозможным его удаление и приводит к выходу из строя сварочного аппарата и необходимости его ремонта.
Лучшее соединение – это соединение с большой площадью контакта и плотное. Ослабленные соединения, такие как ослабление наконечника на выходных шпильках источника питания, вызовут искрение и неравномерную дугу, что, в свою очередь, приведет к плохим сварным швам. В некоторых случаях неплотное соединение перегревается и плавится, что делает невозможным его удаление и приводит к выходу из строя сварочного аппарата и необходимости его ремонта.Обеспечение герметичности всех соединений необходимо для предотвращения дугового разряда и повреждения источников сварочного тока и фидеров
- Утечки газа – Сварочные цеха настолько шумные, что мы никогда не слышим утечки газа. Наличие утечек в трубах вашей газовой системы является нормальным явлением и, как правило, не вызывает особых опасений. Когда это проблема, когда эти утечки являются серьезными и вызывают значительный недостаток защитного газа на дуге. Утечки из-за неплотного соединения задней части вашего сварочного пистолета с приемной втулкой на подающем устройстве могут привести к потере газового покрытия и пористости. Иногда соединение плотное, но уплотнительные кольца изношены или отсутствуют, что приводит к утечкам.
 Иногда соединение плотное, но уплотнительные кольца изношены или отсутствуют, что приводит к утечкам.
Иногда соединение плотное, но уплотнительные кольца изношены или отсутствуют, что приводит к утечкам.
- Грязные станки – производственные предприятия выделяют много сварочного дыма (металлические частицы), шлифовальную пыль, стружку и другие взвешенные в воздухе частицы. Сварочные аппараты имеют вентиляторы, которые всасывают воздух цеха для его охлаждения. При этом эти машины также всасывают все переносимые по воздуху частицы. Если машины не продуть (используя сжатый воздух, желательно с открытыми сторонами), существует вероятность искрения электрических компонентов в платах, что может привести к выходу машины из строя. Кроме того, толстый слой пыли и металлической стружки действует как изолятор, который снижает способность машины к надлежащему охлаждению.
- Кабели меньшего размера – Как обсуждалось в пункте 1 выше, кабели меньшего размера не смогут эффективно передавать необходимый ток. Часто при замене кабелей мы используем то, что есть под рукой. Убедитесь, что размер кабеля указан производителем источника питания. Имейте в виду, что если вы увеличиваете длину кабеля, размер (диаметр) также должен быть увеличен.
 Часто при замене кабелей мы используем то, что есть под рукой. Убедитесь, что размер кабеля указан производителем источника питания. Имейте в виду, что если вы увеличиваете длину кабеля, размер (диаметр) также должен быть увеличен.
Часто при замене кабелей мы используем то, что есть под рукой. Убедитесь, что размер кабеля указан производителем источника питания. Имейте в виду, что если вы увеличиваете длину кабеля, размер (диаметр) также должен быть увеличен.
- Поврежденный рабочий зажим – поврежденные рабочие зажимы препятствуют адекватному контакту и уменьшают площадь контактной поверхности. Это приводит к выделению тепла и потере напряжения.
Неисправные рабочие зажимы также вызывают чрезмерное выделение тепла и потери напряжения.
- Поврежденный/перегнутый вкладыш – вкладыши являются расходным материалом, не следует пытаться выжать 2 года из одного вкладыша. При первых признаках проблем с кормлением следует подумать о смене вкладыша после того, как будут решены все другие потенциальные проблемы с кормлением.
Комментарий 0 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | электронная почта
Опубликовано