Сварка нержавейки: методы, их отличия и описание, как сварить электродом
Нержавеющая сталь является одним из популярных материалов, ведь в течение времени больше века ее используют для изготовления разных конструкций.
Такая распространенность обусловлена множеством плюсов, среди них следует выделить незначительный вес, а также доступную стоимость.
Домашние мастера отмечают еще и легкую обрабатываемость и высокую гибкость металла, что позволяет работать с ним с помощью подручных инструментов.
Вообще нержавейка применяется в разных сферах жизни человека. На ее основе создаются элементы по типу:
- арматуры;
- баков;
- крепежей;
- болтов;
- консервных банок.
Когда перед мастером встает необходимость ремонта или формирования каких-либо изделий, они прибегают к ручной дуговой сварке электродом. В процессе этого используется инвертор.
Сварка электродом с использованием РДС-инвертора
Эта технология предусматривает использование электрода.
Где используется метод сварки с помощью инвертора
Если вы задались вопросом о том, как варить нержавейку инвертором, то должны знать, что технология может использоваться в любом случае, а пространственное положение на это никак влиять не будет. Вертикальные швы не обязательно получатся качественными, даже если у мастера есть определенный опыт.
Применение ручной дуговой сварки с помощью покрытых электродов имеет смысл при необходимости создания коротких швов, которые востребованы в мелкосерийном производстве. Этот метод актуален и при установке металлоконструкций при небольшом объеме работ.
Особенности сварки нержавейки инвертором
Когда вам известен ответ на вопрос о том, можно ли варить нержавейку, вы можете выбрать метод. Если он заключается в использовании инвертора, то вы должны будете осуществить обработку и подготовку поверхностей к соединению. Она не отличается от той, которая используется в случае с низкоуглеродистой сталью.
С поверхности удаляются загрязнения. Предстоит поработать еще и над кромками. Для этого используются растворители. Эта операция позволяет удалить жир, воздействие которого ухудшает стабильность дуги. На обрабатываемую поверхность наносится препарат от налипания брызг.
Если перед вами, как и многими домашними мастерами, встал вопрос о том, как варить нержавейку инвертором в домашних условиях, то вы должны знать, что сварной стык должен обладать пазом. Благодаря этому удастся создать соответствующие условия для оптимальной усадки.
В процессе работы предстоит использовать ток обратной полярности. При выполнении сварки вы должны будете следить за тем, чтобы шов проплавился минимально. Электроды внушительного диаметра использовать не следует. Их применяют, когда есть необходимость сварить толстые поверхности.
Электроды внушительного диаметра использовать не следует. Их применяют, когда есть необходимость сварить толстые поверхности.
При выборе электродов вы должны пользоваться специальной таблицей. Если допустить ошибку, то это станет причиной нарушения герметичности шва и повысит риск возникновения пор, раковин и микротрещин. В качестве причины здесь выступает закипание металла.
Варить сваркой нержавейку необходимо с использованием тока, значение которого на 20 % ниже по сравнению с тем, что используется для низколегированных сталей.
Если вы хотите использовать инвертор для эксплуатации в быту или частном строительстве, то можно выставить диапазон вплоть до 160 А.
Плавная регулировка позволит добиться максимальной точности тока сварки, что положительно скажется на качестве.
После завершения работы шов оставляется до момента остывания, что позволит высоколегированной стали противостоять коррозионным процессам. Проблема охлаждения решается с помощью медных прокладок. Когда в работе задействована аустенитная сталь, охладителем может выступить обычная вода.
Когда в работе задействована аустенитная сталь, охладителем может выступить обычная вода.
Использование инвертора: подготовка инструментов и материалов
Теперь, когда вы больше не задаетесь вопросом о том, варят ли нержавейку, можете приступать к работам. При использовании инвертора необходимо подготовить инструменты и материалы, а именно:
- сварочный инвертор;
- растворитель;
- средства индивидуальной защиты;
- стальную щетку;
- электроды.
Важно позаботиться о наличии зажимов-крокодилов для заземления. В арсенале должны присутствовать электрододержатели. Иногда эти элементы входят в комплект инвертора. Кабели должны иметь длину в 2 м или больше.
Как подобрать электроды
Если в работе вы планируете использовать метод ручной дуговой сварки, то должны позаботиться о правильном выборе электродов. Можно применить те, что имеют основное покрытие, среди них следует выделить:
- СЭЗ ЗИО-8 d4,0.

- ESAB FILARC 88S d3,2.
- СЭЗ ЦТ-15 d5,0.

Они подойдут для сварки постоянным током. Роль покрытия играют карбонаты магния и кальция. Можно использовать электроды с рутиловым покрытием, среди них:
- Lincoln Electric Omnia 46 D3,0.
- ESAB OK 46.00 d3,0.
- Межгосметиз Omnia 46 d3,0.
Обычно они изготавливаются на основе двуокиси титана и подходят для соединения с помощью переменного и постоянного тока обратной полярности.
Сварка аргоном
Перед вами может возникнуть вопрос о том, как варить нержавейку аргоном. Этот метод используется, когда металл очень тонкий или к соединению предъявляются особые требования по качеству.
Работать вольфрамовыми электродами в инертной среде лучше, если предстоит сваривать трубы, эксплуатирующиеся для перемещения газов и жидкостей под давлением. Сварка осуществляется в среде аргона переменным и постоянным током. В качестве присадочного вещества выступает проволока, которая обладает высоким уровнем легирования, чем отличается от основного металла.
Когда вам уже известно, чем варить нержавейку, следует взять электроды, чтобы выполнить ими работу без колебательных движений. Иначе вы можете нарушить защиту зоны сварки. Это станет причиной увеличения стоимости работ и повлечет окисление металла шва. Обратная сторона защищается поддувом аргона, но сталь не является критичной, чего нельзя сказать, например, о металле.
В сварочную ванну не должен попасть вольфрам. По этой причине следует использовать бесконтактный поджиг дуги. Ее зажигание может осуществляться на угольной или графитовой пластине, а после можно произвести перенос на основной металл.
Чем варить нержавейку, вы теперь знаете. Однако важно ознакомиться со всеми тонкостями работы. Прочитав инструкцию, сможете понять, что после завершения процедуры защитный газ не следует выключать сразу же.
Это делается для уменьшения расхода вольфрамового электрода. Выключение следует осуществить через некоторое время, примерно через 15 секунд. Это предотвратит окисление электродов, которые будут оставаться горячими после работы.
Кроме того, позволит значительно продлить срок службы.
Свариваемость нержавеющей стали
Теперь вы знаете, как варить нержавейку электродом. Однако важно ознакомиться еще и со свариваемостью металла. Он является трудным вариантом, что зависит от многих параметров. На свариваемость влияют некоторые характеристики, например:
- высокое значение линейного расширения;
- сниженная теплопроводность;
- высокое электрическое сопротивление;
- склонность к потере антикоррозионных свойств.
Факторы, влияющие на свариваемость
На свариваемость влияет еще нелитейная усадка. Это способствует тому, что в процессе сварки металл деформируется, как и после.
Если между деталями внушительной толщины будет отсутствовать зазор, то могут возникнуть трещины.
Перед тем как варить нержавейку полуавтоматом, вы должны узнать еще и о теплопроводности, которая значительно снижена с ней по сравнению с низкоуглеродистыми сталями.
Значение меньше в два раза, что вызывает концентрацию теплоты и способствует проявлению металлов в зоне сварки. Из-за этого возникает потребность в уменьшении силы тока на 20 % по сравнению с током для обычной стали.
Нельзя не упомянуть еще и о высоком электрическом сопротивлении, которое провоцирует нагрев электродов из высоколегированной стали. Для уменьшения отрицательного эффекта электроды изготавливаются с хромоникелевыми стержнями, которые обладают длиной не больше 350 мм.
Как исключить межкристаллитную коррозию
Если работать предстоит с высокохромистой сталью, то вы должны знать, что она обладает одним важным свойством, выраженным в потере своих антикоррозионных характеристик. Это верно, если в процессе сварки использовать неправильный термический режим или аппарат для сварки.
Это явление называется межкристаллитной коррозией, его природа заключается в том, что при температурах больше 500 °C по краям зерен формируется карбид хрома и железа. Они становятся очагами коррозионного растрескивания. С этим явлением борются разными методами.
Например, с помощью быстрого охлаждения зоны работы.
Особенности сварки
Перед началом важно решить вопрос не только о том, чем варить нержавейку, но узнать еще и об особенностях проведения работ. Так, удельное электрическое сопротивление в 6 раз больше, а плавление на 100 °C меньше. Теплопроводность составляет 1/3 от этого показателя, свойственного углеродистому прокату.
Важно учитывать еще и тепловое расширение по длине, которое на 50 % больше.
Если вы не знаете, чем варить нержавейку, то должны учитывать, что использоваться могут самые разные методы. Так, если толщина материала больше 1,5 мм, то лучше воспользоваться ручной дуговой сваркой. А вот если речь идет о тонких листах и трубах, то лучше всего применить плавящиеся электроды в инертном газе.
В заключение
Достаточно широко в последнее время используется плазменная сварка. Если же в работе задействованы материалы, толщина которых превышает 10 мм, то лучше прибегнуть к дуговой сварке под флюсом. Но самыми распространенными методами остаются технологии, которые предусматривают использование покрытых электродов и вольфрамовых электродов в среде аргона.
Перед началом работ в любом случае необходимо подготовить изделия. Поработать нужно над кромками. Поверхность зачищается до блеска с помощью стальной щетки, а после промывается растворителем. Использовать для этого можно ацетон или авиационный бензин. Это позволит удалить жир, который способствует появлению пор и уменьшению устойчивости дуги.
Источник: https://www.syl.ru/article/367723/kak-i-chem-varit-nerjaveyku-v-domashnih-usloviyah
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан.
Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE).
АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.

Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист.
Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода.
В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
 Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.Электроды ММА для нержавеющих сталей
Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Ответ:
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30.
Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием.
Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Електроды ЦЛ-11
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками.
Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
- В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
- Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20% - Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
- Вопрос №4
- Какой газ применяют для защиты шва?
- Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные.
Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно.
Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит.
Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%.
Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва.
Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
- Теперь о технологии. Практикуют 3 способа:
- • Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа - • Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
- Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Ответ:
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сварочный полуавтомат
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение.
Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения.
Только в таком случае вы получите шов, который будет соответствовать критериям качества.
Источник: http://svarka-master.ru/svarka-nerzhavejki-mma-e-lektrody-dlya-mma-tig-mig-mag-vopros-otvet/
Как варить нержавейку электродом в домашних условиях
В промышленности и быту часто используется нержавеющая сталь. Благодаря своим антикоррозийным свойствам она хорошо подходит для долговечных водяных фильтров, емкостей под химическую промышленность, и в качестве бытовой тары.
Благодаря своим антикоррозийным свойствам она хорошо подходит для долговечных водяных фильтров, емкостей под химическую промышленность, и в качестве бытовой тары.
Некоторые монтирует из этого металла отопление или водопровод, чем увеличивают срок службы системы. Незаменимым элементом из этого материала являются полотенцесушители.
Но что делать если изделие дало течь, а профессионального аппарата нет под рукой? Как варить нержавейку электродом? Какие режимы выставлять на сварочном агрегате и как вести шов?
Особенности нержавеющей стали
Как правильно варить нержавейку электродами знают опытные сварщики, чьи рекомендации есть на видео. Работа с этим материалом отличается от сваривания обычной стали.
Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва.
Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Нержавеющая сталь обладает высоким коэффициентом расширения. Это означает то, что при нагреве расстояние между молекулами увеличивается больше, чем у других видов металлов. При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций.
Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика.
Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Второй проблемой в работе с нержавеющей сталью является ее низкая температура плавления. Сильный нагрев от электродуги приводит к тому, что сварочный участок перегревается, и легирующие элементы, отвечающие за антикоррозийные свойства, выгорают.
В результате, получив герметичное соединение, можно обнаружить скорое появление следов ржавчины в месте проведения сварки.
 Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.
Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.Третьей проблемой служит реакция углерода на попадание кислорода в сварочную ванну. Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор.
Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды.
Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Чтобы хорошо понимать, какими электродами варить нержавейку, стоит помнить о тепловом коэффициенте металла. Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Возможный вариант используемых электродов:
- «ЦЛ-11». Это довольно дорогие расходные материалы, покрытые специальной обмазкой, и хорошо изолирующие сварочную ванну от внешних факторов воздействия. Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
- «НЖ-13» являются еще одним подходящим расходным материалом. Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
 Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.Неплавящиеся электроды
Сварка нержавеющей стали электродами может выполняться и неплавящимся стержнем. Часто применяют вольфрам и его смеси. Электрическая дуга расплавляет кромки металла, используя их для формирования шва. Если между пластинами имеется зазор, или требуется соединение повышенной прочности, то дополнительно использую присадочную проволоку из материала, того же состава, что и основной.
Работа ведется в среде инертного газа, что требует дорогостоящего оборудования и повышенных расходов на сварку. Метод применяется там, где необходимо качественное соединение, способное работать под давлением.
Метод применяется там, где необходимо качественное соединение, способное работать под давлением.
Технология сварки
Работа с нержавейкой ведется по технологии, отличающейся от сварки обычной стали. Процесс включает в себя:
- Зачистку поверхности от масла и иного мусора, краски. Попадание этих веществ будет излишне пенить сварочную ванну.
- Разделка кромок выполняется при работе с металлом толще 4 мм. Делается скос в 45 градусов и выставляется зазор в 1 мм. При соединении деталей меньшей толщины, кромки не разделываются и зазор не предусматривается. Плотно сведенные пластины будут залогом красивого шва и предупредят потеки на обратной стороне.
- При ответственных соединениях рекомендуется прокалить электроды при температуре 170 градусов.
- Когда нержавеющая сталь толще 7 мм, стоит выполнить предварительный подогрев свариваемых частей до 150 градусов. Это позволит избежать резкого перепада температур.
- После наложения прихваток, шов ведется электродом под наклоном в 45-60 градусов на себя или в сторону. Сварочная ванна характеризуется густотой, чем сильно отличается от сварки низкоуглеродистой стали. Формирование шва напоминает лепку из хорошо разогретого пластилина. К этому необходимо привыкнуть. Дуга должна быть короткой, и без колебательных движений.
- Вести шов следует немного быстрее, чем при обычной сварке. Это поможет избежать перегрева поверхности и сохранить свойства нержавеющей стали.
- После окончания работ нельзя поливать изделие водой, ввиду его коэффициента расширения. Металл должен остыть самостоятельно.
 Сварочная ванна характеризуется густотой, чем сильно отличается от сварки низкоуглеродистой стали. Формирование шва напоминает лепку из хорошо разогретого пластилина. К этому необходимо привыкнуть. Дуга должна быть короткой, и без колебательных движений.
Сварочная ванна характеризуется густотой, чем сильно отличается от сварки низкоуглеродистой стали. Формирование шва напоминает лепку из хорошо разогретого пластилина. К этому необходимо привыкнуть. Дуга должна быть короткой, и без колебательных движений.Можно ли варить нержавейку обычным электродом?
Сварка нержавейки обычным электродом возможна, но чревата последствиями.
Из-за разности материалов, совмещенных в зоне сварки (нержавеющая сталь основного металла и стержень электрода их низкоуглеродистой нелегированной стали) происходит внутреннее натяжение в околошовной зоне.
По мере остывания поверхности будут слышны щелчки, свидетельствующие о появлении микротрещин. Поэтому такой шов будет давать течь и не подойдет для системы отопления, расширительных баков и емкостей под давлением. Еще это соединение быстро покроется ржавчиной.
Еще это соединение быстро покроется ржавчиной.
Но заварить нержавейку обычным электродом для крепежа в фонтане, или иных не герметичных стыков, вполне возможно. Только применять это стоит в экстренном случае, как меру безысходности. Когда предстоит плановая работа необходимо подготовиться и приобрести соответствующие электроды по нержавейке.
Сварка нержавеющей стали производится на различных аппаратах, но наилучшие устройства — это те, которые выдают постоянный ток. Благодаря этому присадочный материал хорошо вплавляется в поверхность, а шов выглядит более ровно.
При отсутствии постоянного тока, можно воспользоваться инвертором, выдающим переменный ток с высокой частотой. Применяя соответствующие электроды и быстро ведя дугу, получится ровная поверхность с наплавленным слоем металла. Сварка на трансформаторном токе возможна, но отличается наплывами, поэтому использовать ее стоит на не ответственных стыках.
При настройке аппарата стоит учитывать следующие параметры:
| Толщина металла, мм | Сила тока, А | Напряжение, V | Диаметр электрода, мм |
| 1 | 30-40 | 12 | 2 |
1. 5 5 | 40-60 | 13 | 2 |
| 3 | 80 | 15 | 2 |
| 4 | 100 | 16 | 3 |
Получение качественных швов при сварке нержавейки возможно, если соблюдать технологию сварки, выбрать аппарат с постоянным током или инвертор, и приобретя качественные электроды.
- Поделись с друзьями
- 0
- 0
- 0
- 0
Источник: https://svarkalegko.com/tehonology/svarka-nerzhavejki-elektrodom.html
Сварка нержавейки (нержавеющей стали) штучным электродом с применением инвертора (РДС метод) | Тиберис
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое.
А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора.
Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Содержание
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту.
Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки).
Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
- Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
- РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.
- Подобным методом может производиться и наплавка.
Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
- оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
- РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
- не нужно использовать дополнительную флюсовую или газовую защиту;
- этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
- необходимость избавления от шлака после создания шва;
- по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
- медленная скорость сварки.

Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.
- Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
- очищается поверхность изделия от загрязнений,
- кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
- свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
- Нержавейку сваривают на токе обратной полярности. При осуществлении работ нужно стараться меньше проплавлять шов.
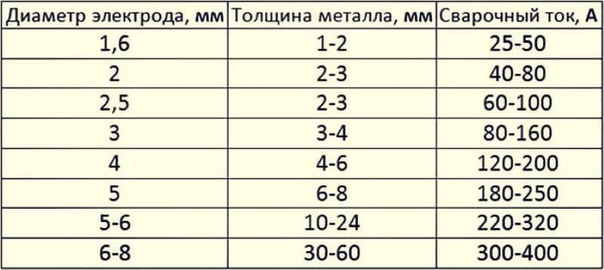
- Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
- При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
- После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов. Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
 Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать. Оптимальная длина кабелей должна быть не менее 2-х метров.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Таблица 1.
| Толщина свариваемого металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-10 | 12-15 | 15-18 |
| Рекомендованные значения сварочного тока, А | 20-60 | 50-90 | 60-100 | 80-120 | 110-150 | 140-180 | 180-220 | 220-260 |
| Диаметр сварочного электрода, мм | 1,0-1,5 | 1,6-2,0 | 2,0-2,4 | 2,5-3,1 | 3,2-3,9 | 4,0-4,9 | 5,0-5,9 | 6,0 и более |
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки — аустенитных сталей представлены в таблице.
Таблица 2.
| Марка стали | Условия работы | Марка электрода | Тип электрода | Содержание α фазы (%) и структура шва |
| Жаропрочные стали | ||||
| Х25Н38ВТ ХН75МБТЮ | Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная |
| Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность | ОЗЛ ОЗЛ-9-1 | Э-12Х24Н14С2 Э-28Х24Н16Г6 | 3-10 % Аустенитно- карбидная |
| Коррозионно-стойкие стали | ||||
| 08Х18Н10 | Агрессивные среды; стойкость к межкристаллитной коррозии | ЦЛ-11 | Э-04Х20Н9 | 2,5-7,0 |
| 12Х18Н10Т 08Х22Н6Т | Температура до 600оС; жидкие среды; стойкость к межкристаллитной коррозии | Л38М |
| 3-5 |
| Температура до 700 °С; стойкость к межкристаллитной коррозии | СЛ-28 | Э-08Х19Н10Г2МБ Э-09Х19Н10Г2М2Б | 4-5 |
| 10Х17Н13МЗТ | Стойкость к межкристаллитной коррозии | НЖ-13 | Э-09Х19НЮГ2М2Б | 4-8 |
| Жаростойкие стали | ||||
| Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность | ОЗЛ ОЗЛ-9-1 | Э-12Х24Н14С2 Э-28Х24Н16Г6 | 3-10 % Аустенитно- карбидная |
| Х25Н38ВТ ХН75МБТЮ | Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная |
Какие электроды для сварки нержавейки необходимо использовать?
Для ручной дуговой сварки нержавеющей стали различают два основных типа электродов.
- с основным покрытием (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2) которые применяются лишь на постоянном токе на обратной полярности («+» на электроде), где основным покрытием наиболее часто выступают карбонаты кальция и магния;
- с рутиловым покрытием (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0) в основном из двуокиси титана, которые используются, если требуется сваривать на переменном токе и постоянном токе обратной полярности. Они обеспечивают стабильность горения дуги и уменьшают количество брызг при сварке.
Ответ на вопрос, какими электродами варить нержавейку, зависит от того, какой именно вид стали необходимо сваривать. В таблице 2 приведены оптимальные марки электродов в зависимости от типа и марки свариваемого металла.
Какие модели сварочных аппаратов лучше всего подойдут для сварки нержавейки?
Выбирая инвертор для РДС, необходимо учесть следующие моменты:
- Рабочий диапазон температур (поскольку некоторые модели не способны функционировать при низких температурах в условиях открытого воздуха).
- Мощность и сила сварочного тока агрегата. Для применения в быту достаточно инвертора, который выдает на выходе 180А. Более 200А выдают уже более профессиональные сварочники.
- Возможные отклонения не менее ± 20% напряжения сети от номинального параметра без вреда качеству сварки.

Также важно наличие дополнительных функций, самые популярные из них: Hotstart, Arcforce, Antistick
На нашем сайте представлены современные сварочники известных производителей, успешно зарекомендовавших себя на рынке сварочного оборудования. В зависимости от требуемого напряжения можно выбрать:
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 220В,
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 380В.
В ассортименте Тиберис представлены бюджетные агрегаты, применимые для работы в домашних условиях.
И сложные многофункциональные установки премиум класса для профессиональной сварки.
Вывод: Выбор определенной модели сварочного инвертора зависит от имеющейся рабочей задачи, условий работы и финансовых возможностей исполнителя. В Тиберис вы без труда подберете тот аппарат, который устроит по всем параметрам.
В Тиберис вы без труда подберете тот аппарат, который устроит по всем параметрам.
Особенности сварки нержавейки электродом при помощи ручной дуговой сварки
Каждый, кто не сталкивался с таким способом сварки, спрашивает, как варить нержавейку электродом. Принцип сваривания нержавейки электросваркой состоит в том, что возбуждение дуги происходит между электродом и плоскостью свариваемого изделия.
- К свариваемой поверхности необходимо прикрепить кабель массы (-), который выходит из сварочного аппарата.
- Второй кабель (+) с электродом нужно приблизить к свариваемой поверхности, вследствие чего, образуется сварочная дуга.
- Для надежности процесса стоит помнить, что оптимальное расстояние между кончиком электрода (который необходимо так же правильно выбрать в соответствии с толщиной металла) и свариваемым элементом находится в пределах от 2 до 6 мм. За счет влияния высоких температур происходит проплавление металла, а затем заполняется образуемая во время воздействия дуги на поверхность свариваемого металла канавка.
- Электрод в ходе сваривания должен находиться под правильным углом. Это обеспечит контроль над сварочным процессом. Угол наклона должен составлять приблизительно 80 градусов. Наклон должен осуществляться к дуге. Дуга возникает из-за того, что электрод касается поверхности свариваемого металла или же за счет ударов со средней силой по свариваемой поверхности.
- Силу тока тоже подбирать нужно правильно. Несоответствие этой величины толщине металла не приведут к положительному результату. При слабой силе тока электрод будет постоянно затухать, и процесс сварки окажется не эффективным. При излишне высокой силе тока металл будет прожигаться. Рекомендуемые значения этого параметра приведены в таблице 1.

Вывод: Процесс ММА сварки не особенно сложен, хотя и требует определенной внимательности от исполнителя.
Обработка нержавейки после сварки инвертором
После сварки нержавейку необходимо обработать. Игнорирование подобных манипуляций способно привести к отрицательным последствиям: возникновению коррозии и снижению качества изделия.
Технология обработки изделий из нержавейки после ММА сварки включает:
- механическую зачистку сварного шва, такая операция улучшает внешний вид изделия и выполняется жесткими щетками из стали;
- пескоструйную обработку, после которой шов смотрится еще более эстетично;
- шлифование, позволяющее добиться однородности и гладкости поверхности шва. Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
Но все подобные мероприятия являются лишь предварительной обработкой изделия, так как влияют только на внешний вид детали. Для надежной защиты места сварки от разрушения, необходимо прибегнуть к пассивации и травлению.
Пассивацией называют нанесение на место сварки специального вещества, под влиянием которого на металлической поверхности появляется защитная пленка из оксида хрома.
Травление представляет собой обработку места сварки химически активными средствами (специальными жидкостями либо кислотами). Кислоты разрушают окалину, которая способна вызвать возникновение ржавчины.
Только после осуществления химической обработки зона сварки надежно противостоит коррозийным процессам.
Вывод
Источник: https://www.tiberis.ru/stati/svarka-nerzhavejki-jelektrodom
Как варить нержавейку инвертором в домашних условиях
Решив заниматься сваркой, купив нужное оборудование, домашнему мастеру кажется, что теперь получится варить нержавейку инвертором легко и просто.
Однако на практике появляются первые проблемы: работать с тонкими материалами не так легко, как кажется, швы получаются не такими, как требуется, металл прогорает.
Не стоит отчаиваться, ведь если ознакомиться со всеми советами и освоить главный алгоритм такой работы, все обязательно получится.
Особенности сварки нержавеющей стали
Существует масса нюансов работы инвертором с нержавейкой. Требуется ответственно и внимательно подойти к каждому из них предварительно изучив все особенности.
Требуется ответственно и внимательно подойти к каждому из них предварительно изучив все особенности.
Что из себя представляет инверторный аппарат
Каждый агрегат имеет свои конструктивные особенности, и перед началом любой работы требуется ознакомится с его инструкцией. Однако принцип действия и итоговый результат, при грамотном подходе, у всех схож.
Основным предназначением инвертора является преобразование переменного тока с напряжением 220В в постоянный, и увеличение его частоты одновременно со снижением высокого напряжения.
Когда сила тока будет переведена в необходимую и установленную на аппарате, можно производить сваривание заготовок.
Особенностью домашнего инвертора также является правило: им нельзя пользоваться очень долго. От перегрева кабеля и самих внутренних частей может случится авария. Именно поэтому этот прибор больше популярен для бытовых целей.
Настройка инвертора
Чтобы результат был такой, как нужно, необходимо правильно настроить значение агрегата до начала работы. Для сварки нержавейки подойдет абсолютно любой инвертор (даже самый менее мощный или самодельный).
Для сварки нержавейки подойдет абсолютно любой инвертор (даже самый менее мощный или самодельный).
Параметры будут зависеть непосредственно от толщины нержавеющей стали:
- с толщиной металла 1.5мм требуется выбрать диаметр электрода 2мм, выставить минимальное напряжение 13V, выбрать силу тока 40А;
- при 3мм потребуется электрод 3мм, напряжение 15V, а сила тока 75-85А;
- если толщина металла 6мм, то электрод следует выбирать не менее 4мм, выставлять напряжение в 18V, а силу тока увеличить до 140-150А.
Обратите внимание! Все параметры указаны приблизительно. Перед началом сваривания нужной заготовки, неопытному сварщику необходимо потренироваться на подобном материале получив требующийся опыт.
Важные нюансы сваривания нержавейки
Несмотря на относительную несложность работы с нержавейкой, следует ознакомиться с необходимыми для успешной работы правилами и некоторыми нюансами:
- лучше при покупке электродов выбирать не простые, а со специальной обмазкой, которая будет изолировать зону сварки и защищать сварочный материал от всевозможных внешних газов. Это необходимо так как нержавейка очень быстро реагирует с окружающей средой и если ее не защитить, то можно получить неровный шов, на который подействует углерод, образовавшийся от соединения кислорода и расплавленного железа;
- нержавейка склонна подвергаться быстрому расплавлению если на нее будет долго воздействовать высокие температуры. Поэтому во время работы, желательно снижать мощность силы тока своего инвертора на 20% в отличие от сварки стали и вести работу в шахматном порядке. Это предотвратит деформацию металла;
- одним из важнейших правил является грамотно выбранный электрод. Именно от его материала будет зависеть успешное завершение дела. Если присадочный материал выбран неверно это грозит образованию на стали микротрещин и нарушению герметичности.
 Это необходимо так как нержавейка очень быстро реагирует с окружающей средой и если ее не защитить, то можно получить неровный шов, на который подействует углерод, образовавшийся от соединения кислорода и расплавленного железа;
Это необходимо так как нержавейка очень быстро реагирует с окружающей средой и если ее не защитить, то можно получить неровный шов, на который подействует углерод, образовавшийся от соединения кислорода и расплавленного железа;Как выбрать электрод
Важно помнить, что для нержавеющей стали не подходят обычные электроды. Для такого металла они должен соответствовать определенным требованиям:
- снижать затраченную на сварку мощность;
- экономно расходоваться;
- изготавливать шов ровно, без больших отложений шлака;
- уменьшать длину и глубину зоны, подвергшейся термической обработке.

Для этих целей отлично подойдут электроды таких маркировок:
- ОЗЛ-8, ЦП-11 – если требования к полученному шву минимальны;
- ОК-45, МР-3 – более комфортен в процессе сварки. Шлак после них легко отчищается с поверхности;
- ОК-61-30, ОК-67-45 – электроды, которые нужно использовать, когда необходимо сваривать между собой нержавейку с черным металлом;
- неплавящиеся электроды – для сваривания нержавейки и алюминия;
- самое высокое качество: ЭА-981-15, ОЗЛ-9-1. Они хорошо подойдут для сваривания жаропрочных сталей.
Чтобы технология была соблюдена полностью нужно помнить и об угле наклона. Он должен соответствовать приблизительно 75° к образовавшейся дуге.
Подготовка металла
Важно правильно подготовить материал, обработав его до процесса сварки. При работе с инвертором, нержавейку необходимо полностью зачистить, кромки разделать (если на то имеется необходимость).
Обратите внимание! Заготовки лучше всего зачищать специально предназначенной для этого щеткой.
Как варить инвертором
Произведя все правила подготовки, можно приступать к главному процессу – сварить несколько деталей. Здесь также требуется знать некоторые нюансы, а также соблюдать определенную последовательность действий.
Когда приходится варить нержавейку инвертором в домашних условиях, важно запомнить и всегда применять следующие ключевые правила:
- не допускать нагревание заготовки или места, где будет шов более чем на 150°С;
- для соединения выставлять малый ток, однако на высокой скорости;
- не допускаются колебательные движения короткой дугой;
- так как нержавейка является хорошо проводимым тепло металлом, его необходимо отводить. Для лучшего теплоотвода, следует использовать медные пластины, которые нужно подкладывать под заготовки;
- если необходимо сваривать толстые металлы, лучше использовать многопроходное соединение;
- когда процесс будет окончен, следует зачистить место шва, обработать его пастой, обеспечивающей антикоррозионные свойства.

Когда все правила выполнены, можно начинать самое ответственное дело. Лучше всего это делать в такой последовательности:
- проколоть в печи приготовленные электроды. Это лучше делать согласно инструкции расположенной на их упаковке;
- если толщина металла менее 3мм, его можно начинать обрабатывать без разделки;
- зазор между выложенными на медную пластину деталями не должен быть более 1-2мм;
- настроив инвертор согласно необходимым параметрам можно приступать к сварочному процессу;
- для недопущения дефектов, выполнять сварку лучше короткой дугой, аккуратно без колебательных или поперечных движений;
- когда шов будет выложен, его следует избавить от нароста шлака, а также обработать пастой;
- когда железо остынет, остатки грязи и пасты можно смыть водой.
Работать с нержавейкой может быть не просто, ведь чем тоньше материал, тем сложнее с ним обращаться. Но чтобы все вышло хорошо, требуется выполнять ключевые правила:
- верно настроить инвертор;
- определится с необходимой маркировкой электрода;
- правильно обработать и подготовить поверхность;
- аккуратно наносить шов.
Все эти действия вместе с постоянной практикой обязательно приведут неопытного сварщика к доскональному итогу.
Источник: https://TehnoPanorama.ru/instrumenty/kak-varit-nerzhaveyku-invertorom.html
Как правильно варить нержавейку электродом
Выполняя такую технологическую операцию, как сварка нержавейки, важно учитывать как физические свойства материала, так и его химический состав. Только в таком случае можно рассчитывать на то, что соединение будет выполнено качественно и надежно.
Аргонная сварка нержавеющей стали
Блок: 1/6 | Кол-во символов: 282
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Факторы сложности для сварки деталей из нержавеющей стали
Сварку нержавеющей стали затрудняет то, что данный материал относится к категории высоколегированных сплавов, а значит, в его составе в достаточно большом количестве содержатся элементы, влияющие на его основные свойства. В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%. Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали, но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%. Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали, но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
Для тех, кто не любит читать длинные статьи и вникать в технические тонкости, предлагаем сразу посмотреть два видео с наиболее актуальными для домашнего мастера вариантами сварки нержавеющей стали — электродом с помощью инвертора и опять же инвертором, но уже в среде защитного газа (аргона).
Сварка нержавейки должна выполняться с учетом следующих специфических характеристик этого материала.

Достаточно высокий коэффициент линейного расширения
По этой причине сварку нержавеющей стали всегда сопровождает значительная деформация соединяемых деталей. В отдельных случаях, когда свариваемые детали имеют значительную толщину и между ними не предусмотрен зазор, такие деформации могут привести даже к появлению крупных трещин.
Низкая теплопроводность
Теплопроводность нержавеющей стали в 1,5–2 раза ниже, чем у низкоуглеродистых сплавов. Такая особенность материала приводит к тому, что соединяемые детали в зоне сварки проплавляются даже при меньших (на 15–20%), чем при сваривании изделий из низкоуглеродистой стали, силах тока.
Межкристаллитная коррозия
При сильном нагреве (более 500 градусов Цельсия) в нержавеющих сталях возникает так называемая межкристаллитная коррозия. Происходит это потому, что по краям зерен структуры металла начинают формироваться прослойки, состоящие из карбида хрома и железа. Избежать этого явления можно не только тщательным подбором режима сварки, но и путем принудительного охлаждения свариваемых деталей из нержавейки, для чего можно использовать обычную воду. Однако следует иметь в виду, что охлаждать водой можно лишь детали, изготовленные из хромоникелевых сталей, которые имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления сварка деталей из нержавейки сопровождается сильным нагревом электродов, стержни которых имеют хромоникелевый состав. Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.
Сварочные электроды Sabaros ME 101 3,2мм для сварки нержавеющих сталей
Блок: 2/6 | Кол-во символов: 2754
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Особенности нержавейки
Методика работы с нержавеющей сталью не схожа с обычной. Это обусловлено тем, что нержавейка более устойчива к коррозийным процессам, именно поэтому практически все изделия, выполненные из нержавейки, находятся под давлением и с водой. Многие начинающие сварщики сталкиваются с тем, что после того, как шов застывает на нем образуются течи. Для того, чтобы понять, как заварить поврежденный участок в домашних условиях, необходимо знать физические свойства металла.
Многие начинающие сварщики сталкиваются с тем, что после того, как шов застывает на нем образуются течи. Для того, чтобы понять, как заварить поврежденный участок в домашних условиях, необходимо знать физические свойства металла.
Главная характеристика нержавеющей стали — высокий коэффициент расширения, именно поэтому при нагреве дистанция между молекулами становится больше, чем у других металлов. Когда она остывает, изделие начинает стягиваться до своих исходных параметров. Посторонний материал, который входит в состав шва и имеет коэффициент расширения намного ниже, будет постоянно рваться, в итоге будут появляться микротрещины, из-за которых и будет происходить течь. Очень важно подобрать сварочные электроды для нержавеющей стали, благодаря которым будет налажен контакт между основным и присадочным металлом.
Многие пользователи постоянно задаются вопросом: можно ли заварить нержавейку, ведь характерной чертой этого материала считается низкий температурный режим плавления. Мощный нагрев от электрической дуги приводит к перегреву участка соединения и все легирующие элементы, обеспечивающие защиту от ржавления, тут же выгорают и лишаются своих свойств.
Совет! Чтобы не допустить такой ситуации необходимо максимально точно подобрать режимы работы сварки и вести шов в шахматном порядке, дабы не допустить местного перегрева.
Еще одна трудность, которая может возникнуть, в процессе сварки деталей из нержавеющей стали, — это реакция углерода на попадание кислорода в сварочную ванну. Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете. Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов.
Блок: 3/6 | Кол-во символов: 2149
Источник: https://svarkaed. ru/rashodnye-materialy/elektrody/osobennosti-elektrodov-dlya-svarki-izdelij-iz-nerzhaveyushhej-stali.html
ru/rashodnye-materialy/elektrody/osobennosti-elektrodov-dlya-svarki-izdelij-iz-nerzhaveyushhej-stali.html
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.

Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам. В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
 youtube.com/embed/uxkwYm6rtjE?feature=oembed»/>
youtube.com/embed/uxkwYm6rtjE?feature=oembed»/>
Блок: 3/7 | Кол-во символов: 1762
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Классификация электродов специального назначения
Критериев для классификации расходников много, и в данном обзоре нет задачи излагать все возможные виды и классы. Нас с вами интересуют электроды по нержавейке для высоколегированных специальных сплавов. Вот где их место:
Электроды по назначению
- для низколегированных углеродистых сплавов, названия начинаются с буквы «У»;
- для легированных сталей с начальной буквой «Л»;
- для легированных теплоустойчивых сталей с буквой «Т»;
- для высоколегированных стальных сплавов с особыми свойствами с буквой «В»;
- для наплавки поверхностей с особыми свойствами, буква «Н».
Типы покрытия и стандарты маркировки.
Также для нас может быть интересна классификация электродов по типу покрытия (подробно о покрытиях см. ниже):
ниже):
- А – кислые покрытия;
- Б – основные покрытия;
- Ц – целлюлозные;
- Р – рутиловые;
- смешанные и прочие виды покрытий.
Принципы маркировки у электродов по нержавейке довольно громоздкая. В данном обзоре нет задачи перечислять их полностью.
Блок: 3/14 | Кол-во символов: 987
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Многие пользователи задаются вопросом: можно ли варить нержавейку простым электродом? Все дело в том, что такой способ сварки возможен, но при малейших недочетах работы возможен негативный исход. Это обусловлено разностью материалов, соединенных в участке сварки (нержавеющая сталь основного металла и стержень электрода из низкоуглеродистой нелегированной стали), которая приводит к внутреннему напряжению в зоне непосредственно возле шва. Когда поверхность будет остывать, вы можете слышать щелчки, которые являются знаком образования микротрещин. Именно поэтому сварка нержавейки обычным электродом чревата тем, что шов будет течь и не подойдет для отопительной системы, расширительных баков и емкостей под давлением. А также подобное соединение очень быстро поржавеет. Именно поэтому, отвечая на вопрос: можно ли варить нержавейку обычным электродом, специалисты дают говорят, что такой способ возможен, однако обязательно стоит учесть все вышеописанные моменты.
А также подобное соединение очень быстро поржавеет. Именно поэтому, отвечая на вопрос: можно ли варить нержавейку обычным электродом, специалисты дают говорят, что такой способ возможен, однако обязательно стоит учесть все вышеописанные моменты.
Для того, чтобы разобраться какие электроды для сварки нержавейки нужны, сколько их должно быть и какая марка является наиболее подходящей, надо не забывать о тепловом коэффициенте металла. Важно подобрать стержни электродов, состав которых будет таким же, что и у свариваемых изделий.
Таким образом вы сможете обеспечить хорошее взаимодействие основного и присадочного материалов без образования дефектов.
Очень часто для сварки нержавейки используются плавящиеся штучные электроды, именно поэтому материал изготовления должен обладать рядом свойств:
- в первую очередь, он должен быть устойчивым к термической ползучести,
- во-вторых температурное расширение должно быть невысоким,
- еще один немаловажный показатель – это повышенная упругость,
- и последняя характеристика – это высокая износоустойчивость и теплопроводность.

Выбор электродов для сварки нержавеющей стали зависит от ее маркировки.
Таким образом, исходя из этого критерия, многие специалисты используют электроды для сварки нержавейки следующих марок:
| Название | Сфера применения |
| ОЗЛ-8 и ЦЛ-11 | для нержавейки, которая применяется в пищевой промышленности; |
| ЭА400/10У, НЖ-13, ЦТ-15 | (редко) – подходят для нержавеющих сталей, характеризующихся повышенной устойчивостью к коррозии; |
| ОЗЛ-6 | для жаропрочных сплавов, в химический состав которых входит нержавеющая сталь; |
| КТИ-7А, ЦТ-28 | для нержавейки, из которой изготавливаются различные инструменты; |
АНЖР-1, АНЖР-2, ЭА395/9Всегда хотели научиться рисовать? Видите, что у вашего ребенка есть способности к рисованию? Тогда курсы изобразительного искусства – это то, что вам нужно. Здесь помогут вам развить свои творческие способности и расскажут о существующих техниках рисования. | для нержавейки другого назначения. |
Электроды по нержавеющей стали АНЖР-1 и АНЖР-2 используются в том случае, когда непосредственно перед сваркой не нужно прогревать изделия, а также по окончании работы их не придется обрабатывать термическим составом.
сила токов для электродов
Если вы используете штучные электроды, которые специально предназначены для сварки нержавеющей стали, то здесь стоит быть очень осторожным, поскольку слой остывающего шлака, который образуется в процессе сварки, может просто отскакивать с поверхности шва.
Попадание частиц горячего шлака на кожу может стать причиной ожога.
Самыми популярными электродами, которые применяются для соединения изделий из нержавейки, являются электроды с маркировкой ЦЛ-11. Внешняя сторона их покрыта составом, выполненным из карбонатов и соединений фтора. Они нашли активное применение и при сварке сталей хромоникелевой группы (12Х118Н10Т и 9Т, 08Х18Н12Б и Т). Применяя электроды данной марки вы значительно снизите риск образования межкристаллитной коррозии у таких сплавов.
Применяя электроды данной марки вы значительно снизите риск образования межкристаллитной коррозии у таких сплавов.
технические характеристики электродов
Электроды этой марки обладают рядом достоинств:
- расплавленный металл разбрызгивается в минимальных количествах,
- при соблюдении технологии, шов получается ровный, прочный и хорошо вязкий,
- готовое соединение очень пластичное,
- риск появления трещин в сварном шве сведен к минимуму.
Так же очень популярны электроды ОЗЛ-6 и НЖ-13. Первые наиболее пригодны в случае, когда сварка производится в окислительной среде и при высоких температурных режимах (до 1000 °С). Электроды с маркировкой НЖ-13 хорошо зарекомендовали себя при сварочных работах, связанных с изделиями пищевой нержавеющей стали и сплавов, относящихся к хромоникелевой и хромоникелемолибденовой категориям.
Преимущества электродов ОЗЛ-6:
- разбрызгивается очень маленькое количество расплавленного металла,
- образующееся соединение является жароустойчивым,
- шов не подвластен появлению коррозии.

В отличие от изделий марки ЦЛ-11, электроды ОЗЛ-6 запрещено использовать для формирования сварных швов, которые размещены в вертикальном положении.
Помимо электродов известных отечественных производителей, опытные сварщики применяют изделия для сварки нержавейки ESAB.
Самые популярные марки электродов эсаб, которыми можно варить нержавейку: ОК 61.30; ОК 61.35; ОК 63.30; ОК 67.45.
Также достаточно часто используются сварочные электроды по нержавейке ЦЛ-11 Монолит.
Для того, чтобы получилось надежное и качественное соединение, важно подобрать правильные электроды для нержавейки. Помните, что сварочные электроды по нержавейке должны обладать всеми необходимыми свойствами, а сама работа должна выполняться в полном соответствии с требованиями, иначе качество шва будет под сомнением.
Блок: 6/6 | Кол-во символов: 5322
Источник: https://svarkaed.ru/rashodnye-materialy/elektrody/osobennosti-elektrodov-dlya-svarki-izdelij-iz-nerzhaveyushhej-stali. html
html
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Блок: 3/9 | Кол-во символов: 1377
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Блок: 2/3 | Кол-во символов: 3959
Источник: http://svarka-master.ru/svarka-nerzhavejki-mma-e-lektrody-dlya-mma-tig-mig-mag-vopros-otvet/
Электроды по нержавейкам специального назначения
Если общее свойство нержавеющей стали заключается в устойчивости в коррозии, то дополнительные свойства специального назначения будут различаться в зависимости от легирующих добавок в сплав. Все виды нержавеющих сталей относятся к высоколегированным сплавам с разной направленностью свойств. Это означает высокую процентную долю тех или иных добавок. С учетом этого электроды также строго делятся по своим рабочим характеристикам.
Для высокопрочных коррозионностойких сплавов
Такие сплавы не окисляются даже при температуре в 600°С. Широко применяются в авиационной промышленности, что говорит само за себя. Из этих сплавов делаются стальные тросы для мостов, самые важные детали в электрических машинах, сердечники трансформаторов, болты, шатуны, все системы, требующие высокой стойкости к ударам и другим силовым воздействиям.
Критерии выбора электродов для сварки нержавейки.
Даже в этом, казалось бы, очень специальном сегменте высокопрочные нержавеющие стали подразделяются на марки со своими особенностями.
Таким же образом рассматриваются и электроды: для каждой марки металла – свои расходники:
- Для стальных марок 12Х21Н5Т и 08Х21Н6М2Т идут электроды нескольких типов: Э-08Х20Н9Г2Б, Э-09Х19Н10Г2М2Б и др.
- Для марок особых высоколегированных сплавов 12Х25Н5ТМФЛ, 10Х25Н6АТМФ, 12Х21Н5Т и 08Х21Н6М2Т используется только один тип Э-08Х24Н6ТАФМ, который дает особый шов с прочностью, равной основному металлу.
- Для марок стали 08Х226Т и 08Х21Н6М2Т подходят типы ОЗЛ-40/08Х22Н7Г2Б и ОЗЛ-41/10Х20Н7М2Г2Б. Швы в данном случае отличаются чрезвычайно высокой коррозионной стойкостью к щелочным средам.
Для кислотостойких коррозионностойких сплавов
Эта группа сплавов не поддается воздействию в кислотной среде, то есть обладают коррозийной стойкостью в агрессивной среде. Они нужны во многих отраслях промышленного производства: авиационной, машиностроительной, горнодобывающей, химической и др. Главные функциональные слова в данном случае – агрессивная среда.
Именно из таких сплавов сделаны узлы и главные детали оборудования, предназначенного, например, для шахт с кислотными водами, канализационных труб, промышленных дымоходов и так далее. К расходникам для таких сплавов требования не менее жесткие: швы должны обладать такими же качествами, что и свариваемые стали.
Марки электродов и область их применения.
К ним относятся:
- при «мягких» режимах – температурах, не превышающих 360°С, можно использовать обширную группу электродов типов ЭА-400/10Т, ЭА-400/10У, ОЗЛ-8, ОЗЛ-12, Л-39 и ЭА-606/10. Полученные швы не предполагают дальнейшего теплового воздействия, остается только кислотная устойчивость «в чистом виде».
- для стальных деталей с необходимым отпуском в конце сварки, нужны электроды типа ЭА-989/21, которые дают возможности выполнить швы, стойки к МКК до и после рабочего процесса.
- Для работы в азотной кислоте применяются наконечники типа Э-08Х19Н10Г2Б, из них – марок ЦТ-15 и ЗИО-3.
- Существуют специальные низкоуглеродистые кислотостойкие стали с низкой до 0,03% долей углерода с высокой пластичностью сплава, для них предназначены расходники типов Э-04Х20Н9 и Э-02Х20Н14Г2М2.
Блок: 11/14 | Кол-во символов: 3185
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода — 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка — 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня — 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника — 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать «замок», чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных
температурах.
Блок: 5/9 | Кол-во символов: 2693
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Другие технологии сварки нержавеющей стали
Существует еще несколько способов сварки нержавейки, которые лучше демонстрируют себя в определенных ситуациях, то есть не отличаются универсальностью. Сюда относятся следующие способы, предполагающие использование специального оборудования.
Сварка нержавеющей стали с использованием лазерного луча
Такой способ сварки, который даже на видео выглядит очень впечатляюще, обладает целым рядом весомых преимуществ: металл в зоне сварки не теряет свою прочность из-за чрезмерного температурного воздействия, быстро остывает, на нем не появляются трещины, а в его структуре формируются зерна минимального размера. Оборудование для лазерной сварки и сама технология находят широкое применение в различных отраслях промышленности (автомобиле- и тракторостроение, монтаж коммуникаций из труб и др.).
Холодная сварка под большим давлением
Данная технология не предусматривает плавления материала в зоне сварки, а металлические детали соединяются на уровне их кристаллических решеток. В зависимости от получаемого соединения и конфигурации деталей давление может оказываться на одну или сразу на обе металлические заготовки. Очень интересно посмотреть на видео такого процесса: две детали, находясь в холодном состоянии, как будто вдавливаются друг в друга.
Контактная сварка изделий из нержавейки
Такая сварка может выполняться по точечной или роликовой технологии. В результате могут быть соединены тонкие листы нержавейки с толщиной не более 2 мм. При этом используется то же самое оборудование, что и для других металлов.
На видео ниже подробно объясняются и наглядно демонстрируются нюансы подачи присадочного прутка при сварке нержавейки неплавким электродом в среде аргона и прочие нюансы работы.
Блок: 6/6 | Кол-во символов: 1757
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Блок: 6/7 | Кол-во символов: 700
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Блок: 7/7 | Кол-во символов: 713
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Варим нержавейку с черным металлом
Сварка нержавейки и черного металла электродом или еще каким-нибудь способом – абсолютно неправильное сочетание с технической точки зрения, это совершенно разнородные материалы. Необходимость в такой работе нечасто, но возникает. Найти решение помогут специальные материалы расходников. Варить можно двумя способами:
- электродами с покрытием;
- вольфрамовыми электродами.
Если использовать ручную дуговую сварку с покрытыми наконечниками MMA – Manual Metal Arc, можно взять материалы для цветных металлов.
Маркировка сварочных электродов для нержавейки.
Оптимальными вариантами являются следующие:
- АНЖР-1 и АНЖР-2. С этими специальными электродами работу можно проводить во всех положениях в пространстве, исключая вертикальное.
- ЦТ-28, позволяющие выполнять жаростойкие и жаропрочные швы.
- ESAB – Внимание! Очень популярна среди мастеров! Группа шведских наконечников для работы с разнородными сплавами.
Главный принцип – выбор более легированного расходника, чем сам металл.
Метод с использованием вольфрама в данной технологии встречается намного реже: вольфрамовые электроды дорогие по стоимости.
- ОЗЛ-312 можно смело выбирать, если неизвестна марка стали.
- НИИ-48Г хороши для переходных слоев.
Блок: 8/14 | Кол-во символов: 1377
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Как правило! Для сварки нержавейки рекомендуется обратная полярность. Плюс на электроде, минус на нержавейке.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Блок: 9/9 | Кол-во символов: 937
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Советы бывалых, экспертное ассорти
Важные советы по сварке нержавеющей стали:
- Пресловутая МКК – межкристаллитная коррозия, которую все опасаются и о которой много говорят, появляется только при температурном режиме выше 500°С. Контролировать и принимать профилактические меры против МКК нецелесообразно, если температура не достигает этого уровня.
- За температурой нужно следить всегда и очень внимательно: в диапазоне от 350°С до 500°С пластичность нержавеющих сплавов значительно снижается, а это ведет к повышенной хрупкости металла. Поменьше махать молотком, руками и любыми другими предметами при такой температуре!
- Не лениться предварительно нагревать заготовки до самых высоких температур до 1200°С с последующим самостоятельным охлаждением не менее трех часов. Так вы повысите качество стали.
- Спешить никогда не нужно, но сварку нержавейки электродами следует проводить по возможности быстро: нержавейка не любит длительного нагрева. Лучше уж варить слоями с охлаждением каждого слоя до 100°С перед каждым следующим.
- Идеальные прихватки всегда длинные. По крайней мере, стараться делать расстояние между прихватками заготовок минимальным, до нанесения основного слоя.
- Выбор правильного электрода ничуть не менее важен, чем выбор аппарата или режима сварки. Стало быть, уделять электродам внимания тоже не меньше.
Блок: 13/14 | Кол-во символов: 1321
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Выводы
Чтобы решить неслабую техническую задачу – качественно сварить металл, который по определению плохо варится, нужно выбрать правильную технологию, а если точнее – правильные электроды. У нас их огромный выбор – на любой вкус и цвет. Но мы точно знаем, что варим и зачем варим, поэтому будем выбирать с умом и грамотным расчетом.
Даже дома можно варить высококачественные стали – это всего лишь сварка нержавейки инвертором. Главное – помнить общие принципы, контролировать температурный режим и иметь твердую руку.
Желаем интересных задач, качественного металла и правильных людей рядом.
P.S. А в паспорт любого электрода все-таки заглядываем… И читаем. На всякий случай.
Блок: 14/14 | Кол-во символов: 719
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Количество использованных доноров: 6
Информация по каждому донору:
- https://svarkaed.ru/rashodnye-materialy/elektrody/osobennosti-elektrodov-dlya-svarki-izdelij-iz-nerzhaveyushhej-stali.html: использовано 2 блоков из 6, кол-во символов 7471 (23%)
- https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom: использовано 3 блоков из 7, кол-во символов 3175 (10%)
- https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/: использовано 3 блоков из 9, кол-во символов 5007 (16%)
- http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html: использовано 3 блоков из 6, кол-во символов 4793 (15%)
- https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke: использовано 5 блоков из 14, кол-во символов 7589 (24%)
- http://svarka-master.ru/svarka-nerzhavejki-mma-e-lektrody-dlya-mma-tig-mig-mag-vopros-otvet/: использовано 1 блоков из 3, кол-во символов 3959 (12%)
Как варить нержавейку без полуавтомата, обычным электродом | Сварка и Пайка
Благодаря высоким антикоррозийным свойствам нержавейка применяется повсеместно, начиная от промышленных емкостей и заканчивая бытовой тарой. Часто нержавеющая сталь используется для производства трубопроводов, которые обладают долгим сроком эксплуатации.
Несмотря на это со временем может потребоваться ремонт нержавеющих изделий в домашних условиях. Для этих целей чаще всего применяются полуавтоматы, которые дают возможность с «ювелирным» подходом подойти к ремонту нержавеющих изделий, поскольку нержавейка боится сильных перегреваний.
Но что делать, если под рукой нет полуавтомата, а есть обычный инвертор для ручной дуговой сварки? Как заварить нержавейку электродом, а главное, каким?
Как варить нержавейку сварочным инвертором
Для сварки нержавейки используются особые электроды, которые по своему составу наиболее всего подходят к нержавеющей стали. Если варить нержавейку неподходящими для этого электродами, то взаимодействие основного металла с расплавленным будет низким, что грозит появлением различных дефектов.
Плюс ко всему, такое сварное соединение со временем начнёт ржаветь, что приведёт к возникновению более глубокой коррозии. Для сварки нержавеющей стали популярны такие марки электродов, как ЦЛ-11 и НЖ-13. Данные электроды имеют специальное покрытие, которое надежно изолирует сварочную ванну и предотвращает тем самым межкристаллитную коррозию шва.
Нередко сварка нержавейки осуществляется и неплавящимися вольфрамовыми электродами. Однако для сварки неплавящимися электродами понадобится полуавтомат, так как подобная сварка осуществляется строго в среде защитного газа. Ну а поскольку у нас под рукой не оказалось полуавтоматической сварки, то варить нержавейку мы будет электродами, наиболее подходящими для этих целей.
Что включает в себя технология сварки нержавейки электродами?
Сварка нержавеющей стали сильно отличается от сварки обычной стали. Вследствие этого многие боятся осуществлять данный сварочный процесс обычным инвертором. Однако если произвести все правильно, то сложность сварки нержавейки не более чем преувеличена.
Процесс сваривания нержавеющей стали включает в себя следующие этапы:
- Очистку металла от загрязнений и краски, которые попав в сварочную ванну, вызовут появление пены;
- Разделку кромок, только в том случае, когда толщина свариваемого металла более 4 мм. Для этих целей делается острый скос кромок с дальнейшим их соединением. Зазор между элементами должен быть порядка 1 мм. При сварке тонкой нержавейки зазоры не делаются;
- Прогрев нержавеющих деталей перед сваркой. Опять, только в том случае, если их толщина составляет 7 и более миллиметром. Прогрев нержавейки перед сваркой позволит не допустить резкого перепада температур, что чревато деформацией металла;
- Сначала детали прихватываются короткими швами, и лишь затем налаживается основной шов. Угол наклона электрода при сварке нержавейки должен быть не более 60 градусов.
- Вести электрод при сваривании нержавеющей стали нужно быстрее, чем при сварке обычных стальных изделий. Связано это с тем, что нержавейка не терпит перегреваний.
Основное отличие сварки нержавейки от обычной стали в том, что сварочная ванна здесь слишком густая, а процесс формирования шва, во многом чем-то напоминает лепку пластилина. Расплавленный металл настолько густой, что он как бы вдавливается в сварочную ванну концом электрода, формируя тем самым сварное соединение.
Одно из самых главных правил при сварке нержавейки заключается в том, что после завершения сварочных работ металл нельзя охлаждать, поливая водой. Сварному соединению нужно дать остыть самостоятельно, а иначе это приведёт к появлению многочисленных дефектов и трещин.
Вам также может понравиться:
переходные электроды, как инвертором – Определенных металлов на Svarka.guru
Нержавеющая сталь является неотъемлемой частью многих, самых разнообразных отраслей. Данный материал активно применяется в производстве товаров широкого потребления и в различных сферах промышленности. Обусловлено это несколькими важными достоинствами сплавов данной категории. Они отличаются твердостью, прочностью, долговечностью и привлекательным внешним видом. Поэтому электроды для сварки нержавеющих сталей особенно востребованы среди расходных материалов. Здесь мы рассмотрим какими электродами варить нержавейку.
Особенности сварки нержавейки
Есть четыре технические характеристики нержавеющей стали, которые делают ее сварку особенной.
- Низкая теплопроводность металла. Если сравнить данный показатель с черной сталью, то она у нержавейки в два раза ниже. Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.
- Линейное расширение у нержавейки выше, чем у черного металла. Почему так важно данное значение. Все дело в том, что после большого расширения при нагреве будет происходить обратный процесс – усадка на туже величину, что и расширение. То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.
- Электрическое сопротивление. Этот показатель у нержавейки тоже большой. Он влияет на электрод, а точнее на его перегрев в процессе сварки нержавейки и стали. Поэтому необходимо длину расходника уменьшить до предела 35 см, не больше.
- Нержавеющая сталь под действием высоких температур меняет свои качества. То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
Физико-химический состав
Как правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
| Химический элемент | Относительное содержание,% |
| Углерод | 0,09 |
| Марганец | 1,9 |
| Кремний | 0,38 |
| Никель | 12,8 |
| Хром | 24,9 |
| Сера | 0,011 |
| Фосфор | 0,022 |
Технические характеристики
Механические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
| Технические характеристики | Значение |
| Сопротивление временное, МПа | 610 |
| Удлинение относительное, % | 33 |
| Вязкость ударная, Дж/см2 | 150 |
| Предел текучести, МПа | 410 |
Обозначение и маркировка
На примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные . Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Выбор
Подборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
«Важно! При выборе следует всегда обращать внимание на аналоги, которые могут стать хорошей заменой отечественным маркам».
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
| Диаметр, мм | Нижнее, А | Верхнее, А | Потолочное, А |
| 2 | 30…50 | ||
| 2,5 | 40…60 | ||
| 3 | 50…100 | 50…60 | 50…60 |
| 4 | 90…150 | 100…120 | 100…120 |
| 5 | 120…180 | 120…150 |
Сварка нержавейки с черным металлом
Можно ли, и как сварить нержавейку с черным металлом? Вопрос, который требует особого подхода. Главное – правильно выбрать технология сваривания. Чтобы ее провести, можно использовать:
- Ручную дуговую сварку плавящимся электродом.
- Неплавящимся вольфрамовым электродом в среде защитных газов с присадкой или без таковой.
Кстати, в качестве присадочного материала нужно использовать нержавеющую проволоку.
Сказать, что первый способ сварки лучше, а второй нет, или наоборот, нельзя. В каждой технологии есть свои особенности и нюансы. К примеру, чтобы сварной шов при ручной электродуговой сварки был качественным, нужно использовать электроды, с помощью которой можно варить саму нержавейку. Вторая технология предопределяет использование присадки только из нержавейки. Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Что касается плавящихся электродов, то они подбираются с учетом состава обоих свариваемых металлов: нержавейки и обычной стали. Все дело в том, что две заготовки могут отличаться не только техническими и механическими параметрами, но и разной степенью свариваемости, наличием или отсутствием легированных материалов, их процентным содержанием.
К тому же присутствие никеля в двух сплавах делит их на несколько категорий: легированные, низко- или высоколегированные, углеродистые или теплоустойчивые. Поэтому, выбирая электрод, придется все это учитывать. Хотя существует определенное правило сварки нержавейки и черной стали. Если хотите получить качественный шов без внутренних трещин – используйте расходник, который используется для сварки высоколегированных сталей. Стержень таких электродов обладает высокими прочностными характеристиками.
Марки каких электродов подойдут для сварки черной стали и стали нержавеющей:
- НИАТ-5 – прекрасно варит аустенитных металлов.
- ЦТ-28 – для нержавейки.
- Э50А – для сплавов с высоким показателем теплоустойчивости.
- ОЗЛ-25Б – для жаропрочных металлов.
Особенности сварки черного металла с нержавейкой
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Режимы для сварки
| Толщина соединяемых заготовок, мм | Диаметр электрода, мм | Род тока | Сила сварочного тока, А |
| 1 | 2 | постоянный | 30-60 |
| 2 | 3 | постоянный | 50-80 |
| 4 | 4 | постоянный | 90-130 |
Технология сварки
Как и во всех сварочных процессах, свариваемые заготовки необходимо подготовить: очистить кромки или торцы металлической щеткой до блеска, обезжирить, если есть такая необходимость. Для обезжиривания можно использовать растворитель или спирт. Если буде производится газосварка, то в стык укладывается флюс.
Сваривать черный металл и нержавеющую сталь лучше в нижнем положении. Таким образом, предотвращается растекание металла. Сваривание плавящим электродом должна производиться с соблюдением точных движений рук сварщика. В основном электрод должен располагаться ближе к черному металлу, потому что он меньше, чем нержавейка, становиться текучим.
При газосварке все эти же процесс происходят точно также, только медленнее. Шов надо формировать глубоким и широким. Чем больше однородного металла между заготовками, тем лучше. Самое главное никаких быстрых способов охлаждения, металл сварочного шва должен остывать медленно.
Конечно, чтобы добиться качества конечного результат, надо иметь опыт сваривания разнородных металлов. Поэтому после завершения сварочной процедуре рекомендуется провести контроль качества шва. Это можно сделать несколькими способами.
- С помощью обычного керосина. Его наносят на поверхность шва, а с другой стороны проверяют, не прошел ли он сквозь соединение заготовок. Если керосина с обратной стороны нет, то сварка прошла на высоком уровне.
- То же самое можно сделать, используя ацетон. Можно его подкрасить пигментом для лучшего проявления с обратной стороны сварного шва.
- Существует так называемый гидравлический способ контроля. Обычно с его помощью проверяется шов на прочность. Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.
Применение полуавтомата
Для сваривания деталей из нержавеющей стали, как и для сварки металла с нержавейкой, может применяться полуавтомат. Для создания защитной среды чаще всего используется смесь аргона (98%) и углекислого газа (2%), которая обеспечивает отличную растекаемость металла при плавлении и увеличивает качество соединительного шва. Отличительная черта этого метода – сильное разбрызгивание расплавленной присадочной проволоки. Ещё одна функция защитного газа – снижение разбрызгивания до минимума.
Схема сварки нержавейки полуавтоматом
Есть три способа выполнения сваривания полуавтоматом:
- Импульсный – самая точная и эффективная методика. Проволока подаётся каплями, что уменьшает её расход и исключает разбрызгивание.
- Струйным переносом – применяют для сваривания более толстых деталей, для защиты рекомендуется использование флюса, а не газа.
- Короткой дугой – идеально для тонколистового материала, главное преимущество – снижение до минимума рисков прожигания стали.
Схема импульсной сварки
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Популярные производители
Практически все изготовители предлагают клиентам широкий выбор электродов для коррозионностойких сталей. Востребованность нержавейки, а, соответственно, и сварочных материалов для нее, требует этого от заводов. Среди ведущих производителей следует отметить следующие концерны: “Лосиноостровский электродный завод”, “Спецэлектрод” (Москва), “Зеленоградский электродный завод”, “Кировский завод”, ESAB, “Lincoln Electric”, “Quattro Elementi”.
Данная статья дает полный и четкий ответ на многие вопросы, возникающие у сварщиков во время работы с изделиями и конструкциями из нержавейки. Ознакомившись с представленной информацией каждый исполнитель сможет решить какими электродами варят нержавеющую сталь.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Классификация электродов специального назначения
Критериев для классификации расходников много, и в данном обзоре нет задачи излагать все возможные виды и классы. Нас с вами интересуют электроды по нержавейке для высоколегированных специальных сплавов. Вот где их место:
Электроды по назначению
- для низколегированных углеродистых сплавов, названия начинаются с буквы «У»;
- для легированных сталей с начальной буквой «Л»;
- для легированных теплоустойчивых сталей с буквой «Т»;
- для высоколегированных стальных сплавов с особыми свойствами с буквой «В»;
- для наплавки поверхностей с особыми свойствами, буква «Н».
Типы покрытия и стандарты маркировки.
Также для нас может быть интересна классификация электродов по типу покрытия (подробно о покрытиях см. ниже):
- А – кислые покрытия;
- Б – основные покрытия;
- Ц – целлюлозные;
- Р – рутиловые;
- смешанные и прочие виды покрытий.
Принципы маркировки у электродов по нержавейке довольно громоздкая. В данном обзоре нет задачи перечислять их полностью.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие. Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
[ads-pc-2][ads-mob-2]
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Особенности сварочного процесса
На выбор технологии соединения значительное влияние оказывает толщина изделий. Например, детали толщиной 1,5-3 мм варят короткой дугой. Более толстые заготовки соединяют электрической сваркой со струйным переносом электродного материала.
Работы выполняются как постоянным, так и переменным током. Каждый способ имеет свои особенности.
Например, постоянный ток препятствует разбрызгиванию металла, что снижает расход электродного материала. Кроме того, повышается производительность и качественные характеристики шва.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество — возможность проведения сварки практически во всех пространственных положениях, кроме вертикального «сверху-вниз».
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня — 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка — 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения — 90-130, Ø расходника — 4 мм.
Выбор необходимого инструмента
Чтобы наиболее точно подобрать инструмент для сварки нержавейки и чёрного металла необходимо знать химический состав обеих заготовок, что не всегда бывает возможно и приходится ориентироваться приблизительно. Для сваривания могут применяться электроды следующих основных типов:
- ОЗП-25Б – для сталей, имеющих высокую жаропрочность.
- Э50ф – для сварки материалов с высокой теплоустойчивостью.
- НИАТ-5 – используется для обработки высоколегированных аустенитных металлов.
- ЦТ-28 – для тех материалов, у которых присутствует никель в составе.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут «забирать» часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 — распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Советы бывалых, экспертное ассорти
Важные советы по сварке нержавеющей стали:
- Пресловутая МКК – межкристаллитная коррозия, которую все опасаются и о которой много говорят, появляется только при температурном режиме выше 500°С. Контролировать и принимать профилактические меры против МКК нецелесообразно, если температура не достигает этого уровня.
- За температурой нужно следить всегда и очень внимательно: в диапазоне от 350°С до 500°С пластичность нержавеющих сплавов значительно снижается, а это ведет к повышенной хрупкости металла. Поменьше махать молотком, руками и любыми другими предметами при такой температуре!
- Не лениться предварительно нагревать заготовки до самых высоких температур до 1200°С с последующим самостоятельным охлаждением не менее трех часов. Так вы повысите качество стали.
- Спешить никогда не нужно, но сварку нержавейки электродами следует проводить по возможности быстро: нержавейка не любит длительного нагрева. Лучше уж варить слоями с охлаждением каждого слоя до 100°С перед каждым следующим.
- Идеальные прихватки всегда длинные. По крайней мере, стараться делать расстояние между прихватками заготовок минимальным, до нанесения основного слоя.
- Выбор правильного электрода ничуть не менее важен, чем выбор аппарата или режима сварки. Стало быть, уделять электродам внимания тоже не меньше.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Как проконтролировать качество соединения?
После полной кристаллизации шва, для проверки надежности соединения, необходимо выполнить проверку его эксплуатационных характеристик. Существует несколько надежных способов:
- Керосином. С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
- Ацетон. Цель та же – проверка герметичности. Для визуального контроля над жидкостью рекомендуем добавить в нее какой-нибудь яркий краситель.
- Гидравлический метод. Применяется на промышленных предприятиях для проверки сосудов и емкостей, работающих под давлением. Наиболее надежный способ проверки качества шва.
Помимо вышеперечисленных метод не стоит забывать про визуальный осмотр. Опытный сварщик может определить наличие или отсутствие дефектов с одного взгляда.
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Сложности, с которыми связана сварка изделий, изготовленных из нержавейки, с черным металлом, объясняются преимущественно тем, что эти материалы, хотя и относятся к сталям, являются, по сути, разнородными. Для того чтобы качественно сварить такие металлы, то есть получить сварной шов, который по своим механическим характеристикам будет близок к основному металлу соединяемых изделий, следует в первую очередь правильно подобрать электроды. Кроме того, надо учитывать такой параметр соединяемых металлов, как их свариваемость, то есть способность образовывать качественные и надежные неразъемные соединения, полученные методом сварки.
Сварка нержавеющего фланца с отводом из углеродистой стали
Применяемые электроды
Разобравшись с технологией сварки, можно переходить к вопросу какими электродами и присадочной проволокой следует воспользоваться для сварки чёрного металла и нержавейки. Проволока, применяемая в процессе сваривания двух различных сталей должна содержать не менее 30% основного материала. Степень его легирования должна быть такой же или выше, как у свариваемых металлов. В случае с нержавейкой и чёрным – основным материалом является нержавеющая сталь (как имеющая наиболее высокую степень легирования). Остальную долю в присадочном материале занимает никель и марганец.
Электроды для сварки
В принципе, хорошее сварное соединение для не сильно ответственных конструкций, можно получить и без применения специальных расходных материалов. Чаще всего применяются для соединения нержавеющей и обычной стали нержавеющий электрод или нержавеющая присадочная проволока. Такие электроды содержат повышенное количество легирующих компонентов, позволяющих компенсировать их выгорание в процессе нагрева.
Если необходимо сварить какую-либо ответственную конструкцию, следует обратить внимание на специальные переходные электроды для варки разнородных или трудно свариваемых сталей. При их использовании наплавляется специальный промежуточный (или буферный) слой, который и позволяет соединить детали. Наиболее часто используются электроды ОЗЛ-312 (в случае, когда химический состав сталей вообще неизвестен) и НИИ-48Г.
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Меры безопасности
Техника безопасности очень важна при проведении сварных работ. Прежде всего, следует надежно защитить глаза от воздействия интенсивного излучения ультрафиолетового типа. Кроме того, надевают на руки и на ноги плотную одежду, которая не допустит попадания на кожу расплавленного металла. Очень важно соблюдать правила использования электрических установок, газовых баллонов и другого оборудования, так как при неверном применении они могут стать причиной возникновения угрозы жизни либо здоровью человека, работающего с ними при производстве сварных соединений самого разного рода.
Методы сварки изделий из нержавеющих сталей и черного металла
Для того чтобы сварить заготовки из нержавейки и черных стальных сплавов, получив при этом качественные и надежные соединения, применяют сварку следующих типов:
- покрытыми штучными электродами в режиме MMA;
- неплавящимися электродами, изготовленными из вольфрама;
- в среде защитного газа, в качестве которого преимущественно используется аргон.
Если сварка изделий из черного металла и нержавейки проводится по первой технологии (MMA), то необходимо взять электроды, специально предназначенные для выполнения соединений цветных металлов и сплавов.
Марки и применение высоколегированных электродов
Однако лучше всего варить нержавейку и черный металл в среде защитного газа аргона. Для этого, естественно, потребуется специальный сварочный аппарат. Аргон в данном случае обеспечивает надежную защиту зоны формируемого сварного шва от чрезмерного насыщения металла азотом и его окисления. Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.
Схема сварки нержавейки аргоном
Чтобы качественно сварить изделия из нержавейки и черного металла, в процессе выполнения операции необходимо следить за положением электрода. Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Технология работ
Подготовительный этап включает в себя процедуры по очистке поверхности механическим способом или вручную до получения чистого металла. После удаления посторонних частиц заготовки необходимо обезжирить.
Независимо от выбора технологии, сталь с нержавейкой удобнее всего сваривать в горизонтальном положении – в этом случае расплавленный металл будет равномерно растекаться по плоскости.
Черный металл плавится медленнее, чем нержавейка, поэтому в процессе работ необходимо следить за равномерным прогревом поверхности. Взаимное перемешивание расплавленных металлов – залог качественного шва.
Полезные советы
Сварка нержавейки плавящимися электродами – непростая задача даже для профессиональных сварщиков. Опытные специалисты рекомендуют соблюдать следующие правила:
- Температура поверхности не должна превышать 500 Сº – это активизирует процесс образования химических соединений, снижающих крепость шва на молекулярном уровне;
- Для повышения качественных характеристик готового соединения, перед работами рекомендуют нагреть поверхность заготовки до 1200 Сº, после чего оставить охлаждаться естественным образом в течение 3 часов;
- Во избежание перегрева поверхности, необходимо увеличить скорость движения дуги;
- При многослойной технологии нанесения шва необходимо делать паузы между слоями, до охлаждения соединения до температуры 100 Сº;
- Перед применением все электроды необходимо прокалить, с соблюдением требований завода-изготовителя.
Грамотный выбор расходного материала – залог надежного и качественного соединения.
Вместо заключения, рекомендуем ознакомиться с видео по теме.
Электроды ESAB по нержавейкеESAB — мировой лидер в производстве сварочных материалов и оборудования. телефон: +7 (812) 334-07-70 Популярные электроды ESAB по нержавейке(8 из 49) См. все(49)
См. также |
Электроды для сварки нержавеющей стали их особенности и характеристики
[Электроды для сварки нержавейки] необходимы для правильного выполнения этого процесса.
Сварка нержавейки предполагает наличие электродов размером в 3-5 мм, а также навыков сварки.
В статье мы подробно расскажем, как правильно выбрать электроды, а также как работать с ними, а видео поможет вам разобраться в технологии этого процесса.
Электроды по нержавейке
Сложность выполнения сварки нержавейки состоит также в том, что после температурной обработки металл теряет антикоррозийные свойства, а это приводит к появлению ржавчины в соединительном шве. Чтобы исключить подобное электроды для нержавейки содержат многочисленные легирующие материалы, которые повышают антикоррозийные свойства соединения. Если же использовать дешевые электроды, которые не содержат в своем составе легирующих материалов, это приводит к ухудшению качества выполняемых работ. Наибольшую популярность при работе с нержавейкой получили сварочные аппараты, которые работают с постоянным током, тогда как при использовании переменного тока существенно страдает качество соединения.
В особенности сложно работать с тонкими элементами из нержавеющей стали, где требуется правильно подбирать используемые электроды и грамотно выполнять всю работу. В данном случае существует опасность прожига металлических элементов, что в последующем потребуется сложной наплавки.
Следует сказать, что, несмотря на сложность работы с нержавеющей сталью, этот материал нашел широкое применение в промышленности и быту. Объясняется подобная распространенность нержавейки ее отличными эксплуатационными характеристиками и прочностью. Сварочные работы могут выполняться при ремонте трубопроводов, сваривании металлокаркаса, соединении металлоконструкции и при различных ремонтных работах. Все требования к электродам для нержавеющей стали оговариваются в ГОСТе, что позволяет несколько упростить выбор.
Особенности сварки высоколегированной стали
Главным требованием к этому расходному материалу для высоколегированной стали является образование прочного шва, максимально соответствующего всем характеристикам свариваемых сталей. При работе, электроды должны обеспечить ровный, аккуратный, стойкий к разрыву и воздействиям окружающей среды шов. Еще на последнем этапе производства, электроды для нержавейки подвергаются строгой проверке на соответствие их химического состава. Для увеличения эффективности работы, стержни электродов производят из хромоникелевого сплава, который отличается высокими противокоррозионными свойствами, при образовании уже первого слоя шва. Для соединения нержавеющих сталей необходим аппарат с хорошо направленным током или монтированным осциллятором.
Виды электродов
Итак, разберем попорядку, каким электродом можно заварить нержавейку. Самыми распространенными видами этих расходников, предназначенных для сваривания нержавеющей стали являются ОЗЛ-6, ЦЛ-11, НЖ – 13. Для более детального ознакомления со всеми тонкостями выбора необходимого материала, рекомендую посмотреть обучающее видео для новичков.
ЦЛ-11
Сварочные электроды ЦЛ-11 применяют при сварочных работах по хромоникелевым сталям, устойчивым к воздействию коррозии, следующих марок: 08Х18Н12Б, 08Х18Н12Т, 12Х18Н9Т, 12Х18Н10Т. То есть ЦЛ-11используют в том случае, когда к сварному шву предъявлены более строгие требования относительно устойчивости к воздействию межкристаллической коррозии. Соединение электродом ЦЛ-11допускается в любом положении шва, кроме вертикального с применением постоянного тока.
Электроды ЦЛ-11предназначены для ручной сварки при температуре до 450°С. Они обладают специальным покрытием, в котором присутствуют карбонаты и фтористые соединения. К преимуществам данных электродов можно отнести: стойкость шва к межкристаллической коррозии, пластичность и высокую ударную вязкость швов, исключение образования горячих трещин, низкий уровень разбрызгивания металла, аккуратный, ровный шов.
ОЗЛ-6
Сварочные электроды ОЗЛ-6 применяют при высоких температурах для работы на литейном оборудовании в окислительной среде. Сварка электродом ОЗЛ-6 допускается любом положении шва, кроме вертикального. Шов, образующийся в результате соединения материалами ОЗЛ-6, может выдержать температурную нагрузку до 1000°С.
Предназначаются для ручной дуговой сварки жаростойких нержавеющих сталей с применением постоянного тока. В их покрытии также содержатся карбонаты и фтористые соединения. К преимуществам ОЗЛ-6 можно отнести: повышенную жаростойкость металла шва, стойкость металла к межкристаллической коррозии, пластичность и высокую ударную вязкость шва, минимальное разбрызгивание металла, аккуратный шов.
НЖ – 13
Данный вид электродов рекомендуется для выполнения ручной дуговой сварки пищевой нержавейки с применением постоянно тока. Также их можно использовать в случае задействования современных нержавеющих сталей, с присутствием хромоникелемолибденовых или хромоникелевых сплавов.
Электроды по нержавейке маркировка
Наибольшей популярностью на рынке пользуются электроды от шведской компании ESAB, представленные в широком ассортименте и отличающиеся великолепным качеством исполнения.
- ОК61.30. Универсальные стержни для сварки нержавейки, которые отлично подходят для сплавов с добавками никеля и хрома. Полученный наплавленный сплав отличается устойчивостью к коррозии.
- ОК6135. Эта марка предназначена для сварки деталей из нержавейки, которые имеют повышенные требования к качеству материала. Наплавка получается особенно прочной, что позволяет выдерживать повышенные нагрузки. Можно использовать такие электроды для соединения различных нагруженных конструкций и ответственных сооружений.
- ОК67.45. Эта разновидность электродов отличается повышенными свойствами сваривания, поэтому их можно порекомендовать для использования в сложных условиях работы.
- ОК63.30. Стержни этой марки содержат минимум углерода, что позволяет использовать их для низкоуглеродистых стальных нержавеющих сплавов. Обеспечивают отличную прочность соединения.
- Из отечественных разновидностей электродов для сварки нержавеющей стали можно выделить следующие:
- ЦТ15. Обладают повышенной температурной устойчивостью, стойкостью к агрессивной химической среде и позволяют получить соединение отличного качества.
- ОЗЛ8. Данная разновидность стержней отличается длительным сроком эксплуатации, что позволяет сваривать детали с высокой прочностью. Соединение обладает отличными показателями антикоррозийной стойкости.
- ОЗЛ6. Универсальная разновидность, которая отлично подходит для чистой нержавеющей стали. Возможно также соединение нержавейки с черным металлом.
Химический состав стержней
Химический состав таких электродов включает различные металлы, углерод и водород с фосфором. Необходимо сказать, что выбирая такой наплавочный материал для сварки, необходимо учитывать химический состав самого стержня и соединяемого металла.
Свойства сварочные электроды по нержавейке напрямую зависят от их состава. Отметим повышенную прочность, пластичность и температурную устойчивость. При этом большинство таких стержней в расплавленном состоянии обладает повышенной текучестью, что следует учитывать при выполнении сварочных работ.
Стандарты
Вольфрамовые электроды, для сварки нержавеющих конструкций, регламентируются ГОСТ(ом) 23949-80.
Изделия применяются для сваривания:
- углеродистых, теплоустойчивых, низколегированных конструкционных металлов, соответствующих ГОСТ(у) 9467-75;
- изделий для наплавления поверхностей, соответствующих ГОСТ(у) 10051-75.
- высоколегированных сплавов, обладающих особыми свойствами, регламентированных ГОСТ(ом) 10052-75;
Отечественные марки по ГОСТ(у) соответствуют зарубежным маркам Американского и Европейского стандарта.
Какими электродами варить нержавейку?
Необходимо сказать, что от правильности выбора зависит качество соединения, его долговечность и отличные показатели антикоррозийной стойкости. Любое даже незначительное отклонение в химическом составе электродов и основного металла приведет к существенному ухудшению прочности соединения. Именно поэтому вопросам выбора следует уделить максимум внимания.
Одним из важнейших параметров является диаметр стержня, который зависит от толщины основного металла. Специалисты рекомендуют выбирать диаметр стержня равный толщине свариваемого металла. В то же время следует помнить, что при сваривании нержавейки толщиной в 3 миллиметра и менее следует соблюдать максимальную аккуратность, так как существует опасность проварить материалы даже при низких показателях рабочего потока.
Предпочтительно выбирать длинные электроды, которые позволят выполнить шов без прерывания сварки, а, следственно, такое соединение будет максимально прочным и долговечным. У распространенных в настоящее время марок стержней длина может колебаться от 5 до 10 сантиметров. В отдельных случаях для выполнения длинных швов можно использовать специальные электроды, размером в 45 сантиметров и более.
Виды электродов для сварки нержавеющей стали
Какой бы агрессивной ни была окружающая рабочая среда, воздействующая на стальную конструкцию, решение все же есть. Современные производители находят все новые составы для покрытия электродов, чтобы они при расплавлении и окислительно-восстановительных реакциях в газовой среде образовывали прочные сварочные швы. Особенностью электродов для различных видов стали является содержимое шлака, которое образуется при сгорании его основы.
Они знают лучшие современные продукты для своей работы и также будут советовать, какие именно газы выбрать! Все сводится к пониманию того, какие продукты доступны в то время. Не может пойти не так, не так ли? Детали газовых электродуговых сварочных электродов, обозначений проводов и того, что вам нужно знать. Обозначения электродов являются загадкой для большинства сварщиков. Большинство сварщиков знают только, что он используется для сварки большинства углеродистых сталей.
Электроды по нержавейке
Изготовители этих электродов используют простой код для идентификации типа электрода. Есть много других обозначений для одних и тех же электродов в зависимости от группы, которая писала обозначение. Обозначение довольно стандартное, но есть некоторые основы, которые вам нужно понять, чтобы знать, для чего предназначен провод. Эй, наполнитель металла является наполнителем металла, пока используется правый защитный газ. То есть за исключением того, что робот выполняет сварку.
Электроды по нержавейке должны легко зажигаться и устойчиво гореть при сварочной дуге, равномерно расплавляться и покрывать шов изделия и легко удаляться после варки.
Электроды для сварки нержавеющей стали бывают нескольких видов, но зарекомендовали себя только некоторые из них:
Если вы свариваете более высокий класс углеродистой стали, минимальная прочность на растяжение — это то, что обычно меняется. Изменение прочности стали — это то, что было бы иначе. Это медное покрытие на электроде. Нержавеющая сталь имеет множество электродов, потому что она используется в широком спектре проектов, для которых требуются различные типы марок нержавеющей стали. Нержавеющая сталь также обычно приварена к углеродистой стали на тех же работах. Например, скоба из нержавеющей стали, приваренная к зданию, которое содержит трубы из нержавеющей стали.
- ЦЛ-11-2, ЦЛ-11-2.5, ЦЛ-11-3, ЦЛ-11-4, ЦЛ-11-5;
- ЦТ-15;
- ОЗЛ6 (8).
Резкие перепады температуры или давления для нержавеющей стали, сваренной такими электродами, совсем не страшны.
Вернуться к оглавлению
Как варить нержавейку электродом?
Одной из особенностей работы с нержавейкой является высокая температура плавления и повышенная скорость выполнения работ. Именно поэтому следует действовать предельно аккуратно и в то же время быстро. Для формирования правильного валика шва необходимо выработать специальную технику, в противном случае можно будет получить бесформенную массу из наплавленного металла. Для предупреждения появления холодных трещин рекомендуется до окончания сварки швов обязательно подогревать и поддерживать его высокую температуру. Для сварки необходимо использовать горелки и инверторы с возможностью регулировки температуры.
Основные технологии сварки
На качество сварки, используемой для соединения деталей из нержавеющих сталей, оказывает влияние множество факторов. К наиболее значимым из них следует отнести квалификацию сварщика, выполняющего работы, правильность выбора режима сварки и электродов для ее осуществления. Любому, кто соберется варить нержавейку, важно также знать, в чем заключаются отличия этого металла от обычных углеродистых сталей.
Читать также: Как подключить приставку для цифрового телевидения
Варить нержавейку, в зависимости от особенностей соединяемых деталей, можно по различным технологиям. Одной из наиболее распространенных технологий, при помощи которых выполняют соединение изделий из нержавейки с толщиной от 1,5 мм, является сварка в среде защитных газов.
Сварка нержавеющей стали вольфрамовым электродом
Такая сварка, выполняемая неплавящимся вольфрамовым электродом, используется преимущественно для соединения:
- корпусных деталей оборудования и приборов различного назначения;
- других изделий, для изготовления которых используется листовая нержавейка;
- трубопроводов из нержавейки, предназначенных для транспортировки различных сред.
В зависимости от используемого сварочного оборудования и требуемой производительности процесса выполняться такая сварка может ручным, полуавтоматическим и автоматическим способами.
При сварке изделий, изготовленных из нержавейки, можно использовать и плавящиеся электроды – металлические стержни с нанесенным на них покрытием либо специальную проволоку, отличающуюся высоким уровнем легирования. К таким методам сварки относятся:
- импульсно-дуговая, используемая для соединения деталей толщиной до восьми десятых миллиметра;
- короткодуговая, выполняемая в среде инертных газов, – для нержавейки толщиной от восьми десятых до трех миллиметров;
- дуговая струйная, применяемая для соединения листового материала толщиной свыше трех миллиметров;
- дуговая, выполняемая под слоем флюса, – для изделий, толщина которых превышает десять миллиметров;
- плазменная, которая является универсальным способом соединения деталей из нержавейки любой толщины.
Технологию плазменной сварки используют для соединения любых металлов и сплавов
При использовании для выполнения сварочных работ такого оборудования, как инвертор, процесс можно выполнять и постоянным, и переменным током.
Чтобы варить изделия из нержавейки и получать при этом качественные и надежные соединения, важно учитывать несколько важных нюансов.
- При использовании электрода из вольфрама им не следует совершать резких колебательных движений, как это делается при формировании сварного шва на обычных сталях. Такие движения могут привести к тому, что электрическая дуга, сформированная электродом, разрушит защитную пленку на основном металле, а это станет причиной значительного ухудшения его антикоррозионных свойств.
- Чтобы избежать попадания в область формируемого сварного шва вольфрама, из которого изготовлен неплавящийся электрод, зажигать сварочную дугу следует не на самих соединяемых изделиях, а на специальной графитовой пластине (или использовать для этого опцию бесконтактного розжига дуги).
- На обратную сторону сварного шва также желательно подавать струю аргона, который защитит сильно разогретый основной металл и формируемый сварной шов от окисления.
Можно ли сварить черный металл и нержавейку?
Осуществляя такой процесс как сварка нержавейки и черного металла, нужно быть готовым к ряду трудностей, с которыми можно столкнуться во время работы. Несмотря на то, что оба этих материала характеризуются как разновидности стали, они абсолютно разнородные. Для того чтобы максимально качественно сварить нержавейку с черным металлом, первоначально, нужно запастись правильными электродами. К тому же, чтобы в конечном итоге образовался хороший сварной шов, надо обязательно обращать внимание на такой показатель как свариваемость данных металлов. Другими словами важно учесть возможность образования прочных и надежных соединений, образованных методом сварки нержавейки и черного металла.
Содержание статьи
- Можно ли варить разнородные стали
- Способы сварки
- Выбор способа
- Какими электродами воспользоваться для сварки?
- Технология
- Правила безопасности
Можно ли варить разнородные стали
Прежде чем приступить непосредственно к сварочным работам, надо иметь представление об особенностях сварки, связанных с разным химическим составом материалов, которые обязательно нужно учитывать:
- разная теплопроводность нержавеющей стали и черного металла, что может сказаться на плохом проплавлении одного из металлов,
- коэффициенты линейного расширения, эти показатели также разнятся. В месте, где материалы соединяются, могут остаться напряжения даже после термообработки. Такие участки будут самыми слабыми,
- «Миграция углерода» из Cr-Mo стали, которого в этом металле содержится большое количество, из-за этого нержавейка в большей степени становится подверженной коррозийным процессам.
Обратите внимание! Из-за большого разнообразия сталей с разным составом, дать четкие рекомендации по сварочному процессу не предоставляется возможным
Исходя из большого количество противоречий, многие пользователи постоянно задаются вопросом: можно ли все таки сварить нержавеющую сталь и черный металл?
Рассматривая этот вопрос с точки зрения физики, можно прийти к выводу, что осуществить подобную процедуру реально. Применяя переходные электроды для сварки нержавейки и деталей из черного металла в домашних условиях, нужно придерживаться технологии сварки нержавеющей стали, а также рекомендуется осуществлять сварочные работы человеку, имеющему опыт в этом деле. В любом случае, важно знать химический состав и того и другого металла, для того чтобы осуществить правильный выбор расходных материалов.
Способы сварки
В большинстве случаев используется сварка нержавейки и черного металла электродом при помощи электрической сварки. Популярность такого метода обусловлена его простотой и минимальным количество вспомогательных действий. Однако, качество подобного соединения не очень хорошее. Из-за высокой температуры нержавейка будет растекаться, в то время как черный металл будет вязким. В конечном итоге не получится сделать вертикальный или потолочный шов, т.к. все стечет вниз. Поэтому нужно применять переходные электроды для сварки нержавейки и черного металла.
Обратите внимание! Используемые в процессе сварки электроды по черному металлу должны быть выполнены из нержавейки
Другой способ – газовая сварка, в качестве присадки также используется нержавеющая проволока. Такой метод является более подходящим, т.к. в таком случае материал будет менее текучим. Осуществляя сварочные работы нужно применять флюс, который обеспечит лучшее плавление черного металла. Однако, газовая сварка требует предварительную подготовку и строгое соблюдение техники безопасности использования газовых баллонов.
Считается, что получить наиболее прочный и надежной шов можно используя такой метод как сварка нержавейки с черным металлом аргоном. В данном случае не требуется покрытие проволоки, т.к. аргон самостоятельно справляется с функцией защиты от негативного воздействия внешней среды.
Обратите внимание! Сваривать заготовки из нержавеющей стали и черного металла не всегда целесообразно, поскольку такая технология достаточно дорогостоящая
Выбор способа
Выбирая к какому способу сварки прибегнуть, нужно определиться с целями, которые вы преследуете. В случае, когда вам нужно сделать что-то для дома или вы просто хотите проверить можно ли сварить черный металл и нержавейку, то рекомендуется прибегнуть к способу обычной электродуговой сварки с нержавеющими электродами. Как показывает практика, такой метод хорошо пригоден для этого. Если же свариваемые детали будут подвержены серьезным нагрузкам, то в такой ситуации наиболее оптимальным вариантом станет – газовая сварка. Сварка аргоном применяется очень редко и при крайней необходимости.
Какими электродами воспользоваться для сварки?
Для получения максимально качественного шва, образующегося в процессе сварки изделий из нержавеющей стали и черного металла, нужно учесть некоторые нюансы. Важно выбрать присадочную проволоку определенного химического состава.
В металле присадочной проволоки, показатель степени легирования которого дол;ен превышать идентичный показатель материала свариваемого изделия, обязательно в состав должны входить такие элементы, как марганец, никель и иногда хром
Технология
Перед тем как начать варить нержавейку, надо провести ряд подготовительных процедур. Поверхность обеих деталей должны быть хорошо вычищена. Для этого можно воспользоваться щеткой или наждачкой, после очистки обязательно протрите изделия от пыли. Если оборудование и детали подготовлены можно приступить к нанесению флюса на тот участок, где предположительно будет образовано соединение.
Очень важно расположить все в горизонтальном положении. Это необходимо для равномерного распределения материала. Осуществляя сварку нержавейки и черного металла инвертором, соблюдайте максимальную точность движений, т.к. сталь начнет плавиться раньше и необходимо как можно больше захватить сторону черного металла.
Все эти требования выдвигаются и к газовой сварке, только каждый процесс совершается в более медленном темпе. Образовавшийся шов должен быть как можно шире и глубже, это необходимо для увеличения однородности материала в месте его прохождения. Когда сварочная работа будет завершена, надо выждать некоторое время, пока изделие не остынет.
Правила безопасности
В процессе осуществления сварки нержавейки и черного металла полуавтоматом, следует строго соблюдать правила электробезопасности. Также важным условием является защитная одежда. Обязательно работайте в специальном костюме, перчатках и маске, т.к. в случае разбрызгивания стали, случайное ее попадание на участок кожи чревато серьезными ожогами.
Подводя итог, можно прийти к выводу, что сварить черныq металл и нержавеющую сталь вполне реально. Главное соблюдать все нюансы, возникающие в процессе работы с данными материалами.
Сварка нержавеющей стали правая
Хотя идеального процесса сварки нержавеющей стали не существует, учет некоторых ключевых соображений при выборе процесса и присадочного металла может помочь обеспечить успех и снизить затраты.
Нержавеющая сталь продолжает завоевывать популярность в обрабатывающей промышленности, в основном благодаря ее коррозионной стойкости, прочности и ударной вязкости. Однако по сравнению с низкоуглеродистой сталью этот материал создает некоторые проблемы при сварке, особенно для менее опытных сварщиков.Нержавеющая сталь может быть в три-пять раз дороже мягкой стали; любая ошибка при сварке может увеличить общие затраты на переделку.
Выбор правильного процесса сварки является ключевым моментом. С каждым вариантом идет компромисс, и ни один процесс не дает идеального решения. Чтобы выбрать лучший вариант, производителям необходимо учитывать первоначальную стоимость и характеристики присадочного металла, требуемую производительность, сложность оборудования и набор навыков оператора.
Преимущества и проблемы
Нержавеющая сталь противостоит коррозии и сохраняет прочность при экстремально высоких и низких температурах, отсюда ее популярность в трубопроводной и нефтехимической промышленности.Нержавеющая сталь также имеет низкую восприимчивость к росту бактерий на своей поверхности, что делает ее хорошо подходящей для оборудования для приготовления пищи и медицинского оборудования. Его многочисленные преимущества теперь связаны с волной крафтовых пивоварен, возникающих в США, и этот материал становится все более заметным в железнодорожной и автомобильной промышленности для танкеров, предназначенных для перевозки агрессивных химикатов.
Обычные нержавеющие стали бывают хромоникелевых (аустенитных, или серия 300) или хромоникелевых марок (мартенситные и ферритные, или серия 400).По сравнению с хромоникелевой нержавеющей сталью, нержавеющие марки с прямым хромом и углеродистая сталь имеют аналогично низкие коэффициенты линейного расширения, которые определяют, как материалы расширяются и сжимаются под действием температуры и давления. Прямые сорта хрома также имеют более низкую температуру плавления, чем углеродистая сталь, но более высокую температуру плавления, чем хромоникелевая нержавеющая сталь. Тем не менее, по сравнению с углеродистой сталью, как прямые хромовые, так и хромоникелевые марки обладают высоким электрическим сопротивлением и низкой теплопроводностью.
Поскольку некоторые производители стремятся расширить свои возможности, выполнение проектов по сварке нержавеющей стали может помочь повысить их конкурентоспособность. Учет двух ключевых факторов может помочь производителям достичь наилучших результатов.
Во-первых, легирование нержавеющей стали делает ее более теплоизолирующей, чем углеродистая сталь. Тепло от дуги не так легко распределяется по материалу и концентрируется в сварочной ванне. Это может привести к короблению, выгоранию и окислению.Выбор правильного процесса сварки и присадочного металла может помочь контролировать подвод тепла.
Во-вторых, нержавеющая сталь склонна к обесцвечиванию. Такое обесцвечивание, известное как шугаринг, указывает на то, что часть хрома была удалена из материала, что сделало его более восприимчивым к коррозии. При сварке труб из нержавеющей стали шугаринг не допускается по эстетическим причинам или по соображениям качества, и в любом случае это может привести к дорогостоящим ремонтам. Опять же, нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже углеродистой стали.
Помимо навыков сварщика и доступности оборудования, приоритеты применения — например, стоимость, производительность и внешний вид шва — влияют на то, какой в конечном итоге выбор будет сделан производителями сварочного процесса из нержавеющей стали.
Дуговая сварка экранированного металла
Для дуговой сварки экранированным металлом (SMAW) используется простое портативное оборудование, поэтому его часто выбирают для технического обслуживания и ремонта. Но SMAW, или сварка палкой, менее производительна, чем другие процессы, и может привести к образованию большого количества брызг, что увеличивает время и затраты на очистку.
Для производителей, которые раньше не сваривали нержавеющую сталь, SMAW является хорошей отправной точкой. В нем не используется защитный газ, поэтому для начала сварки сварщику требуется только источник питания с функцией SMAW и электрод SMAW из нержавеющей стали.
По сравнению с углеродистой сталью нержавеющая сталь — как прямая хромовая (мартенситная и ферритная), так и никель-хромовая (аустенитная) разновидность — имеет большее электрическое сопротивление и меньшую теплопроводность.
Стоимость фунта этих электродов находится в среднем диапазоне — меньше, чем у проволоки для дуговой сварки или проволоки с флюсовой сердцевиной и немного больше, чем у сплошной проволоки.Изготовители могут приобретать электроды SMAW в небольших количествах, например, в 6- или 8-фунтовых упаковках, что полезно для небольших работ и может снизить затраты. Тем не менее, производителям необходимо учитывать потери на шлейфах SMAW и удаление шлака, чтобы определить, делает ли процесс низкие затраты на электроды экономически эффективным в целом.
Электрод 309 или 312 SMAW — хороший выбор для сварки нержавеющей стали штангой, особенно для технического обслуживания или ремонта. Он обладает высокой стойкостью к растрескиванию и хорошей прочностью и, как правило, может соединять уже находящуюся в эксплуатации нержавеющую сталь, даже если конкретный сорт материала неизвестен.
Дуговая сварка металлов в газе и порошковой проволокой
Когда производительность является приоритетом при сварке нержавеющей стали, процессы подачи проволоки обеспечивают эффективность и хороший внешний вид шва. Достижения в области оборудования и присадочного металла сделали эти процессы более простыми в использовании даже для тех, кто не занимается сваркой нержавеющей стали.
Многие производители выполняют газовую дуговую сварку (GMAW) нержавеющей стали сплошной проволокой. GMAW требует умеренной сложности оборудования и навыков оператора, а для сварки нержавеющей стали его можно использовать в импульсном или распылительном режиме.
Стоимость одного фунта сплошной проволоки ниже, чем у других вариантов, но использование защитного газа требует дополнительных затрат. Использование смеси защитного газа на основе аргона, например 98 процентов аргона / 2 процента CO2 или смеси аргона и гелия, помогает уменьшить разбрызгивание.
Дуговая сварка порошковой проволокой (FCAW) может быть более производительной, чем GMAW, но при этом образуются шлак и брызги, что увеличивает время и затраты на очистку. FCAW также имеет самую высокую стоимость за фунт для нержавеющих присадочных металлов, поскольку легирующие элементы флюса более дороги в производстве.
Однако многие проволоки FCAW работают на обычных смесях защитных газов, таких как аргон / CO2 или 100% CO2. Производителю, новичку в сварке нержавеющей стали, вероятно, не нужно будет вкладывать средства в другой тип газа или систему подачи.
Дуговая сварка с металлической сердцевиной, импульсным или стандартным методом распыления, обеспечивает высокую скорость перемещения, что снижает теплоотдачу сварного шва. Это помогает предотвратить коробление и деформацию при сварке нержавеющей стали.
Хотя сварка металлической сердцевиной вызывает меньше брызг, чем другие виды сварки проволокой, цена за фунт присадочного металла из нержавеющей стали является самой высокой.Выбирая этот присадочный металл и процесс, изготовители должны взвесить первоначальные затраты по сравнению с увеличением производительности и потенциальным сокращением переделок и очистки.
Дуговая сварка под флюсом
Многие производители имеют системы дуговой сварки под флюсом (SAW) для сварки углеродистой стали, но SAW также предлагает значительные преимущества для нержавеющей стали, включая большую производительность и чрезвычайно низкий уровень разбрызгивания, что помогает сэкономить время и деньги на очистка. SAW хорошо подходит для толстых материалов и больших применений, таких как резервуары для хранения или сжиженного природного газа.Хотя она ограничена положением сварки в плоском состоянии, ее могут выполнять менее квалифицированные операторы. При использовании SAW на нержавеющей стали производители используют нейтральный или нелегирующий флюс, который не добавляет сплавы, которые могут изменить химический состав готового сварного шва.
Нержавеющая сталь продолжает завоевывать популярность в обрабатывающей промышленности, в основном благодаря ее коррозионной стойкости, прочности и ударной вязкости.
Газовая дуговая сварка вольфрамом
Газовая дуговая сварка вольфрамом (GTAW) дает очень мало брызг, даже по сравнению с SAW.Если сварщики используют присадочный пруток или проволоку, GTAW имеет умеренную стоимость за фунт, но также требует высокого мастерства и, как правило, самого сложного оборудования. Хотя эстетика и внешний вид борта GTAW очень высоки, производительность является самой низкой по сравнению с другими вариантами.
GTAW для нержавеющей стали обычно использует 100-процентный аргон в качестве защитного газа, часто с запасным резервуаром аргона для обратной продувки между проходами.
Большинство операций с использованием GTAW для нержавеющей стали выполняются из эстетических соображений просто потому, что в результате процесса получается такой чистый и точный сварной шов.
Выбор правильного процесса
По мере того, как использование нержавеющей стали продолжает расти, все больше компаний должны будут познакомиться со сваркой этого материала. Стоимость может быть ключевым фактором для некоторых операций, в то время как сокращение времени простоя и повышение производительности могут быть ключевыми для других.
Каждый выбор процесса и присадочного металла требует компромиссов. Хотя идеального процесса сварки нержавеющей стали не существует, учет некоторых ключевых соображений при выборе процесса и присадочного металла может помочь обеспечить успех и экономию средств.
Блог на складе сварщиков
Сварка нержавеющей стали — не проблема. Если вы используете подходящий сварочный стержень или проволоку для того типа нержавеющей стали, который вы собираетесь сваривать, все будет довольно просто.
Сварка нержавеющей стали не сильно отличается от сварки низкоуглеродистой стали, поэтому я говорю, что в этом нет ничего страшного, однако есть несколько моментов, которые стоит отметить.
- Нержавеющая сталь не проводит тепло так быстро, как низкоуглеродистая сталь, поэтому обычно требуется немного меньше энергии.
- Нержавеющая сталь более склонна к деформации.
Типы нержавеющей стали
Я мог бы написать книгу о всех различных типах нержавеющей стали, но для целей этой статьи я остановлюсь только на двух основных типах нержавеющей стали Austinetic, с которыми большинство из нас может столкнуться.
- 304 / 304L — это наиболее распространенная нержавеющая сталь «общего назначения», свариваемая с помощью одного из сварочных стержней или проволоки, указанных в спецификации 308.
- 316 / 316L — этот сорт чаще всего встречается в пищевых продуктах, например, в промышленном кухонном оборудовании и сваривается одним из сварочных стержней или проволоки, указанных в спецификации 316.
Типы сварочного стержня или проволоки
Общее правило при сварке нержавеющей стали — сваривать ее сварочным стержнем того же сорта, проволокой Tig Wire или Mig Wire, либо проволокой более высокого класса. Таким образом, вы можете сваривать нержавеющую сталь 304 с помощью стержня / проволоки 308 или 316, но не следует сваривать 316 с помощью стержня / проволоки 308.
Сварочный пруток / проволоку марок 308 и 316 часто модифицирован из основного сплава. Эти модификации указаны в основном номере спецификации, например, наиболее распространенными являются 308L и 316L, «L» обозначает низкоуглеродистый.Многие Mig и Tig Wire могут быть из 308LSi и 316LSi, это означает низкоуглеродистый и добавленный кремний. Добавление кремния сделает расплавленный металл сварного шва немного более жидким и, следовательно, более текучим.
Процессы сварки нержавеющей стали
Нержавеющую стальможно сваривать с помощью Tig Welder, Mig Welder или Stick Welder, поэтому давайте рассмотрим плюсы и минусы каждого из них.
- Тигровая сварка — это самый медленный процесс сварки нержавеющей стали, однако в умелых руках он даст наилучшие на вид сварные швы, а благодаря превосходному контролю искажения можно будет лучше уменьшить.Нержавеющая сталь сваривается Tig с выходом постоянного тока (DC).
Pro = Control / Quality
Con = Slow - Mig Welding — это самый быстрый и, возможно, самый простой процесс сварки нержавеющей стали, идеально подходящий для производственных условий. Сварные швы вряд ли будут произведением искусства, но если это не важно, Mig — хороший вариант для большинства операторов.
Pro = Быстро и не сложнее, чем Mig Welding Mild Steel, никаких модификаций машины не требуется, только катушка с проволокой из нержавеющей стали и газом аргоном / Co2.
Con = Не подходит для декоративных сварных швов. Ограниченный контроль искажений. - Ручная сварка — сварка нержавеющей стали с помощью устройства для ручной сварки так же просто, как и мягкой стали; во всяком случае, немного проще, так как удилища имеют тенденцию двигаться по красивой, мягкой, гладкой дуге. Остерегайтесь только шлака! Это имеет свойство улетать само по себе и имеет неприятную привычку попадать вам в глаза. Это ОЧЕНЬ болезненно (я говорю из горького опыта 🙂 не снимайте автомобильный шлем или носите защитные очки, пока ВСЕ шлак не будет удален.
Pro = Не сложнее, чем сварка электродом Мягкая сталь
Con = Не так хорошо, как Tig для декоративных сварных швов и удаления потенциально опасного шлака.
Надеюсь, вы нашли это полезным. Если у вас все складывается хорошо, пожалуйста, разместите несколько фотографий своих достижений на нашей странице в Facebook
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
Ура
Грэм
Склад сварщиков
угловых сварных швов с использованием дуговых электродов из нержавеющей стали
Чуть более года назад заказчик попросил меня помочь с разработкой процедур дуговой сварки в экранированном металле (SMAW) для выполнения горизонтальных угловых швов (положение 2F) в Т-образных соединениях на листе из нержавеющей стали в диапазоне от ½ дюйма до 1 в густой. Их жалоба была связана с их неспособностью достичь проплавления через основание тройника при последовательном использовании электродов SMAW из нержавеющей стали, даже с учетом подготовки пластины (оксиды и / или поверхностное загрязнение), пути сварочного тока (дуга дуги), способности сварщика, и все другие факторы, которые могут быть выявлены в ходе проверки процесса.
Хотя простым решением было бы открыть корень и оставить небольшой зазор между вертикальной и горизонтальной пластиной, в данных обстоятельствах это было невозможно, и пластины устанавливались заподлицо. Независимо от используемой процедуры сварки, он просто не мог наплавить сварной шов желаемого размера и в то же время добиться полного проплавления. Теперь я предложу свое объяснение того, почему это произошло, и обсудим с клиентом успешный результат моей тренировки.
В этот момент можно задаться вопросом, как на самом деле клиент смог сделать вывод о том, что полного проникновения не было. В конце концов, сварщику или инспектору будет очень сложно просто «наблюдать» за нанесением сварного шва и заявить, что полное проплавление корня не было достигнуто. Кроме того, тройниковые соединения не очень легко поддаются оценке проникновения с помощью стандартных методов неразрушающего контроля из-за их геометрии. К этим методам неразрушающего контроля относятся MT (магнитные частицы), PT (пенетрант), UT (ультразвуковые) и RT (радиографические или рентгеновские).
Так он определил глубину проплавления, разрезав тавровые соединения поперек сварного шва, и сделал макроснимок? Возможно, но это даст только снимок профиля сварного шва в определенный момент времени и даст только одну точку данных о глубине проплавления по всей длине соединения.
В конечном итоге заказчик смог проверить степень проплавления корня, вызванного сварочной процедурой, путем проведения разрушающего исследования, называемого испытанием на разрыв углового шва.В этом испытании корень сварного шва подвергается растяжению с целью обнажить нижнюю сторону сварного шва для оценки. Чтобы визуализировать испытание на разрыв углового шва, представьте, что вертикальная пластина складывается на горизонтальную пластину, как показано на , рис. 1, .
Результат анализа, проведенного заказчиком, показал, что во всех угловых швах, выполненных им с помощью стержневых электродов из нержавеющей стали, первоначальный край вертикальной пластины почти всегда оставался целым. Однако заказчик надеялся увидеть, что на этой кромке не будет абсолютно никаких участков прямолинейности и что она будет казаться волнистой по всей длине.Эта открытая кромка должна напоминать «пору», как показано на Рис. 2 , что указывает на то, что электрическая дуга прошла полное проникновение. Однако это не тот результат, о котором сообщил наш клиент.
Вплоть до этого момента подход клиента к решению этой проблемы заключался в том, чтобы вспомнить старую пословицу в сварочной промышленности, которая все еще часто (и ошибочно) используется сегодня: «Если мне понадобится проплавление, я просто сожгу его. . »
Другими словами, сварщик будет пытаться наложить больший сварной шов за один проход , полагая, что этот метод увеличит уровень проплавления корня шва.Я уже говорил ранее в контексте сварки электродами из низкоуглеродистой стали («Сосредоточьтесь на правильном размере сварного шва при разработке диапазонов параметров WPS», Сварочные советы , февраль 2011 г.), что этот подход может иметь неприятные последствия, но он может быть еще более проблематичным сварка нержавеющей сталью.
Меня также несколько раз спрашивали: «Почему я не могу рассчитывать на лучшее проникновение в корень за счет нанесения большего и толстого сварного шва?» Причина в том, что существует максимальный размер сварного шва, который может быть наплавлен за один проход, что приведет к сварному шву, свободному от отсутствия плавления, захваченного шлака, поднутрения на пальцах ног или вышеупомянутого отсутствия проплавления корня в Т- суставы.
Хотя фактический максимальный размер углового сварного шва для зависит от процесса сварки, т. Е. SMAW, FCAW, SAW и т. Д., И количества электродов (поскольку тандемная сварка SAW является возможным выбором процесса), концепция остается той же. Чем больше размер сварного шва, тем больше вероятность того, что сварочная дуга попадет на лужу. И проблемы, о которых я только что упомянул, усугубляются при использовании электродов из нержавеющей стали.
Но что вызывает особую осторожность со стержневыми электродами из нержавеющей стали? Обратите внимание на фундаментальную разницу между мягкой сталью и нержавеющей сталью.Нержавеющая сталь имеет значительно более высокую скорость плавления при том же выходном токе по сравнению с мягкой сталью. Такая более высокая скорость плавления обусловлена в первую очередь более высоким удельным сопротивлением нержавеющей стали по сравнению с мягкой сталью. В двух словах, это означает, что электрический ток встречает большее внутреннее сопротивление при движении от электрододержателя (также известного как «жало») к заготовке. Это сопротивление заставляет электрод быстрее нагреваться и достигать точки плавления быстрее, чем электроды из мягкой стали.
Таким образом, при одинаковой настройке выходной силы тока сварочного аппарата при использовании стержневых электродов из нержавеющей стали достигается значительно более высокая скорость плавления — на 40-50 процентов выше. Или, другими словами, в почти эквивалентных диапазонах скорости плавления рабочее окно для 5/32 в Excalibur 7018 MR (электрод из мягкой стали) составляет от 130 до 210 ампер, а для 5/32 в Excalibur® 308 / 308L- 17 (электрод из нержавеющей стали) он составляет от 95 до 150 ампер.
Как правильно готовить в кастрюлях и сковородках из нержавеющей стали
Потребовалось на один прием пищи , чтобы стало очевидно, что я понятия не имел , как готовить из нержавеющей стали .Одна сгоревшая, разочаровывающая еда была приготовлена (естественно), когда к нам собиралась компания на ужин. Итак, мы все хорошо посмеялись, а затем пошли поесть.
К счастью, с тех пор я придумала, как готовить из нержавеющей стали, и это хорошо, потому что в День матери мой муж завершил мою сковороду, подарив мне целый набор кастрюль и сковородок из нержавеющей стали.
В МОЕМ ДОМЕ НЕ ПРИКЛЕЯТЬСЯ НЕТ
Я хотел заменить свои антипригарные кастрюли и сковороды годами после того, как прочитал, что антипригарная посуда связана с раком и что производитель тефлона солгал потребителей — и EPA — об этой ссылке.
Конечно, было достаточно споров по этому поводу, что я не хотела бросать свой антипригарный набор — пока мой муж не поставил диагноз рака. Когда ваш любимый человек сталкивается с чем-то подобным, вы делаете все, что в ваших силах, , чтобы свести к минимуму воздействие канцерогенов на свою семью. Но я не хочу превращать это в проповедническую запись в блоге, поэтому предполагаю, что вы примете собственное мнение по этому поводу.
Что касается моего набора из нержавеющей стали, я много сравнивал цены и видел ОГРОМНЫЙ диапазон цен! Мы решили использовать этот многослойный набор из 10 предметов, получивший восторженные отзывы.К тому же он стоил на 75% дешевле аналогичного набора от All-Clad! Теперь, когда я знаю, как готовить из нержавеющей стали, мне очень нравится .
Как готовить из нержавеющей стали
1. Используйте более низкую температуру. Многослойная конструкция, используемая в посуде из нержавеющей стали большинства марок, означает, что боковые стороны и дно сковороды нагреваются равномерно, поэтому еда готовится в нескольких направлениях. В рецептах, требующих «среднего или сильного» огня, я обычно настраивал конфорку на 6 или 7.Теперь это больше похоже на 4 или 5.
2. Никогда не пропускайте предварительный нагрев. С антипригарным покрытием вы должны минимизировать время предварительного нагрева, но с нержавеющей сталью все наоборот. Это потому, что в холодном состоянии нержавеющая сталь пористая, даже если вы не можете ее увидеть или почувствовать. Именно края пор вызывают прилипание пищи. Предварительный нагрев сковороды заставляет сталь расширяться, закрывая поры и создавая гладкую поверхность для приготовления пищи. (Добавление масла после того, как сковорода должным образом нагрета, тоже помогает. Однако добавляйте его слишком рано, и оно просто утонет в порах, так что они все равно будут цепляться за вашу еду.)
3. Разогрейте как следует. Пока вы не почувствуете, как долго нужно разогревать, используйте тест на падение воды. Для этого подождите, пока край кастрюли не станет слишком горячим, а затем добавьте немного воды. Если он остается в шаре и катится по вашей кастрюле, как показано на видео ниже, значит, он готов. ПРИМЕЧАНИЕ: Ваша сковорода очень быстро переходит от должного предварительного нагрева к перегретой, поэтому приготовьте ингредиенты до того, как вы предварительно нагреете !
4. Масло после предварительного нагрева . Если вы добавите масло в сковороду до того, как она будет предварительно нагрета, масло погрузится в указанные выше поры. Итак, подождите, пока он достаточно нагреется, затем снимите сковороду с горелки и добавьте масло. Покрутите это (или воспользуйтесь кисточкой для выпечки) и верните сковороду в огонь. Это небольшое количество масла нагревается очень быстро, поэтому через 3-5 секунд вы будете готовы к приготовлению.
5. Мясо подскажет, когда оно будет готово к переворачиванию. Если вы правильно разогрели и смазали сковороду маслом, есть простой тест, чтобы узнать, подрумянилось ли мясо и готово ли его переворачивать — оно не прилипнет.Нет, правда. После того, как мясо хорошо обжарилось и приобрело красивую корочку, поры сковороды уже ничего не могут захватить. В этот момент сковорода освобождает мясо, и ее легко перевернуть. Если вам нужно приподнять мясо лопаткой, оно НЕ готово.
6. Не выбрасывайте коричневые биты. Они известны как «нежные» и являются источником фантастического вкуса. Чтобы удалить глазурь, уберите еду на тарелку, затем слейте жир со сковороды, добавьте жидкость (воду, бульон, вино) и соскребите коричневые кусочки, когда жидкость закипит.Продолжайте помешивать и соскребать, пока жидкость не уменьшится наполовину, затем измените приправы и полейте еду соусом. Очень вкусно!
7. Не деформируйте их. Посуда из нержавеющей стали покоробится при воздействии экстремальных температур, поэтому не ставьте только что использованные кастрюли или сковороды под кран, чтобы быстро их охладить. Перед стиркой дайте им остыть самостоятельно.
8. Придерживайтесь неметаллических скрубберов. Нужна дополнительная очистка? Посыпьте пищевой содой или используйте Bar Keeper’s Friend.(Этот материал также хорош для раковин из нержавеющей стали.) Но никогда, ни при каких обстоятельствах не используйте для чистки нержавеющей стали губку из нержавеющей стали или стальную мочалку!
9. Их можно мыть в посудомоечной машине, но могут быть пятна. Я все время кладу кастрюли и сковороды из нержавеющей стали в посудомоечную машину, и они выходят нормально. Иногда появляются пятна, если в верхней полке было много пластиковых изделий, но их легко удалить. Вы можете сделать свою посуду из нержавеющей стали блестящей и новой, протерев ее тканью из микрофибры, смоченной в белом уксусе, а затем отполировав насухо.
Как некоторые металлы могут испортить вашу еду и когда даже нереагирующая сковорода может быть опасной
Meathead Goldwyn
«Это случилось при мариновании мяса на ночь. Я снимаю фольгу, и везде, где мясо касается фольги, есть дыра в фольге и серебряная жидкость на мясе. Я в тупике ». Matt
Остерегайтесь реактивных кастрюль и бойтесь ячейки лазаньи.
Реактивные кастрюли и сковороды из алюминия, чугуна, кованой стали, латуни или меди могут вступать в реакцию с некоторыми химическими веществами в пищевых продуктах, особенно с кислотами и солями в соусах, рассоле и маринадах, а также могут подвергаться химической реакции и создают неприятные запахи, а в редких случаях являются токсичными.
Неактивные емкости из нержавеющей стали, стекла, фарфора и эмали не изменятся под воздействием пищевых продуктов. Пластик также не реагирует, но он также может впитывать запахи и оставлять пятна от соусов.
Пожалуй, наиболее ярким примером является ячейка лазаньи. Любители лазаньи часто приходят в ужас, когда открывают холодильник или духовку и обнаруживают дырки в фольге на сковороде и черные пятна на обеде.
Они не одни. Повара, которые помещают мясо в маринад в стальную сковороду и накрывают его алюминиевой фольгой на ночь, могут проснуться на следующее утро в ужасе, увидев дыры в фольге, и взывают о помощи в разделе комментариев.
Иногда повара-барбекю, использующие «техасский костыль», технику заворачивания мяса в алюминиевую фольгу для борьбы с явлением, известным как «стойло» (когда испарение мяса охлаждает его поверхность и мешает приготовлению), шокированы. чтобы найти дыры в фольге и утечку сока, когда используют стальную сковороду и фольгу для костыля.
Произошла электрохимическая реакция, называемая гальваническая коррозия, реакция разнородных металлов .
Для лучшего понимания процесса я спросил AmazingRibs.советник по науке, профессор Грег Блондер. Он объяснил, что повар, по сути, создал небольшую батарею, элемент, и электрический ток, протекающий через него, протравил один из электродов батареи. А?
«Все батареи состоят из двух электродов, анода и катода , разделенных проводящим материалом, называемым электролитом. Электролит переносит электроны с одного электрода в одном направлении, а отходы уносятся с другого электрода в другое направление.Автомобильный аккумулятор имеет отрицательно заряженный свинцовый электрод (катод) с одной стороны, положительно заряженный оксид свинца является вторым электродом (анодом), а серная кислота является электролитом ».
Итак, как кастрюля с лазаньей становится батареей ? »Кислота, такая как уксус или томатный соус, и электрически заряженные атомы, такие как соль, образуют электролит. Алюминиевая фольга представляет собой один электрод, а поддон, часто из стали или другого сплава алюминия, является вторым электродом. Из-за этого алюминиевая фольга растрескивается и растворяется, поэтому нельзя глотать подливку, наполненную ионами металлов ».
Блондер говорит: «Ячейка коррозии возможна на двух разных марках фольги, между алюминиевой фольгой и стальным противнем для выпечки, и даже внутри пакета из алюминиевой фольги, если кислотность или температура варьируются по его длине. ток, а затем коррозия «.
То же самое может произойти в кастрюле с маринадом или рассолом. Это может случиться в холодильнике, но реакция происходит быстрее при температуре духовки. Blonder говорит: «Я всегда готовлю лазанью на сковороде из пирекса и храню в холодильнике, покрытым сначала сараном, а сверху фольгой.В противном случае фольга будет без косточек везде, где она касается томатного соуса. Вы не всегда можете заметить маленькие отверстия, если не поднесете фольгу к свету «.
И он предупреждает повара-барбекю:» Вы также можете сформировать батарею между обернутым алюминиевой фольгой куском мяса, каплями и нержавеющей стальной кабель термометра. Странно, но факт ». Можно ли повредить зонд термометра, соприкоснувшись с фольгой?« Очень маловероятно », — говорит он. Нержавеющая сталь покрыта инертным слоем оксида хрома, который защищает ее от ржавчины и повреждений.Ни пятен, ни боли ». Щелкните здесь, чтобы узнать больше о нержавеющей стали.
А как насчет фольги, контактирующей с решетками гриля?« Обычно решетки довольно сухие в горячем состоянии и не образуют ячеек коррозии, даже если фольга протекает соки », — говорит он. Для курения самое безопасное решение — это положить костыль в слегка закрытый пластиковый пакет для духовки Reynolds, мясную бумагу или пергамент, а затем фольгу. Светловолосый предупреждает:« Никогда не готовьте в саранской пленке. Он не предназначен для непрерывного использования при температурах кипения ».
Другой вариант — приготовление пищи на изолированной решетке, такой как тефлоновые маты или решетки с эмалированным покрытием.
Ответы на 8 вопросов о стержнях для стержневой сварки
Выбор стержневых электродов
Независимо от того, являетесь ли вы домашним мастером, который выполняет сварку несколько раз в год, или профессиональным сварщиком, который занимается сваркой каждый день, одно можно сказать наверняка: сварка палкой требует большого мастерства. Это также требует определенных знаний о стержневых электродах (также называемых сварочными стержнями).
Поскольку такие переменные, как методы хранения, диаметр электрода и состав флюса, влияют на выбор стержня стержня и его производительность, вооружение базовыми знаниями может помочь вам минимизировать путаницу и лучше обеспечить успех сварки стержнем.
1. Какие электроды являются наиболее распространенными?
Существуют сотни, если не тысячи, стержневых электродов, но самые популярные относятся к Американскому сварочному обществу (AWS) A5.1 Спецификация для электродов из углеродистой стали для дуговой сварки экранированного металла . К ним относятся электроды E6010, E6011, E6012, E6013, E7014, E7024 и E7018.
2. Что означает классификация стержневых электродов AWS?
Для идентификации стержневых электродов AWS использует стандартизированную систему классификации.Классификация представлена в виде цифр и букв, напечатанных на сторонах стержневых электродов, и каждая из них представляет определенные свойства электрода.
Для электродов из мягкой стали, упомянутых выше, система AWS работает следующим образом:
- Буква «E» обозначает электрод.
- Первые две цифры представляют собой минимальную прочность на растяжение полученного сварного шва, измеренную в фунтах на квадратный дюйм (psi). Например, число 70 в электроде E7018 указывает на то, что электрод будет формировать сварной шов с минимальной прочностью на разрыв 70 000 фунтов на квадратный дюйм.
- Третья цифра обозначает положение (а) сварки, в котором можно использовать электрод. Например, 1 означает, что электрод можно использовать во всех положениях, а 2 означает, что его можно использовать только для плоских и горизонтальных угловых швов.
- Четвертая цифра представляет тип покрытия и тип сварочного тока (переменный, постоянный или оба), который может использоваться с электродом.
3. В чем разница между электродами E6010, E6011, E6012 и E6013 и когда их следует использовать?
- Электроды E6010 можно использовать только с источниками постоянного тока (DC).Они обеспечивают глубокое проникновение и способность прорваться сквозь ржавчину, масло, краску и грязь. Многие опытные сварщики труб используют эти электроды во всех положениях для корневых проходов на трубе. Однако электроды E6010 имеют чрезвычайно плотную дугу, что может затруднить их использование начинающими сварщиками.
- Электроды E6011 также можно использовать для сварки во всех положениях с использованием источника сварочного тока на переменном токе (AC). Как и электроды E6010, электроды E6011 создают глубокую проникающую дугу, которая прорезает корродированные или нечистые металлы.Многие сварщики выбирают электроды E6011 для технического обслуживания и ремонта при отсутствии источника питания постоянного тока.
- Электроды E6012 хорошо работают в тех случаях, когда требуется перекрытие зазора между двумя соединениями. Многие профессиональные сварщики также выбирают электроды E6012 для высокоскоростных сильноточных угловых швов в горизонтальном положении, но эти электроды, как правило, создают более мелкий профиль проплавления и плотный шлак, что потребует дополнительной очистки после сварки.
- Электроды E6013 создают мягкую дугу с минимальным разбрызгиванием, обеспечивают умеренное проплавление и имеют легко удаляемый шлак.Эти электроды следует использовать только для сварки нового чистого листового металла.
4. В чем разница между электродами E7014, E7018 и E7024 и когда их следует использовать?
- Электроды E7014 обеспечивают примерно такое же проплавление соединения, что и электроды E6012, и предназначены для использования на углеродистых и низколегированных сталях. Электроды E7014 содержат большее количество порошка железа, что увеличивает скорость осаждения. Они также могут использоваться при более высоких токах, чем электроды E6012.
- Электроды E7018 содержат толстый флюс с высоким содержанием порошка и являются одними из самых простых в использовании электродов. Эти электроды создают гладкую, тихую дугу с минимальным разбрызгиванием и средним проникновением дуги. Многие сварщики используют электроды E7018 для сварки толстых металлов, например конструкционной стали. Электроды E7018 также обеспечивают прочные сварные швы с высокими ударными свойствами (даже в холодную погоду) и могут использоваться на основных металлах из углеродистой, высокоуглеродистой, низколегированной или высокопрочной стали.
- Электроды E7024 содержат большое количество порошка железа, который помогает увеличить скорость осаждения. Многие сварщики используют электроды E7024 для высокоскоростных горизонтальных или плоских угловых швов. Эти электроды хорошо работают на стальной пластине толщиной не менее 1/4 дюйма. Их также можно использовать для обработки металлов толщиной более 1/2 дюйма.
5. Как выбрать стержневой электрод?
Сначала выберите стержневой электрод, соответствующий прочностным свойствам и составу основного металла.Например, при работе с низкоуглеродистой сталью подойдет любой электрод E60 или E70.
Затем сопоставьте тип электрода с положением при сварке и рассмотрите доступный источник питания. Помните, что некоторые электроды можно использовать только с постоянным или переменным током, в то время как другие электроды можно использовать как с постоянным, так и с переменным током.
Оцените конструкцию стыка и подгонку и выберите электрод, который обеспечит наилучшие характеристики проникновения (копание, средний или легкий). При работе с стыком с плотной посадкой или стыком без фаски, электроды, такие как E6010 или E6011, будут создавать дуги копания для обеспечения достаточного проникновения.Для тонких материалов или соединений с широкими корневыми отверстиями выберите электрод с легкой или мягкой дугой, например E6013.
Чтобы избежать растрескивания сварных швов на толстых, тяжелых материалах и / или соединениях сложной конструкции, выбирайте электрод с максимальной пластичностью. Также учитывайте условия обслуживания, с которыми может столкнуться компонент, и спецификации, которым он должен соответствовать. Будет ли он использоваться при низких, высоких температурах или при ударных нагрузках? Для этих целей хорошо подходит электрод E7018 с низким содержанием водорода.
Также учитывайте эффективность производства. При работе в горизонтальном положении электроды с высоким содержанием порошка железа, такие как E7014 или E7024, обеспечивают более высокую производительность наплавки.
Для критических применений всегда проверяйте спецификации и процедуры сварки для данного типа электрода.
6. Какую функцию выполняет флюс, окружающий стержневой электрод?
Все стержневые электроды состоят из стержня, окруженного флюсом, который служит нескольким важным целям.На самом деле флюс или покрытие на электроде определяет, где и как электрод можно использовать.
Когда зажигается дуга, флюс горит и вызывает серию сложных химических реакций. Когда ингредиенты флюса горят в сварочной дуге, они выделяют защитный газ для защиты расплавленной сварочной ванны от атмосферных примесей. Когда сварочная ванна охлаждается, флюс образует шлак, который защищает металл шва от окисления и предотвращает образование пористости в сварном шве.
Flux также содержит ионизирующие элементы, которые делают дугу более стабильной (особенно при сварке от источника переменного тока), а также сплавы, которые придают сварному шву пластичность и прочность на разрыв.
В некоторых электродах используется флюс с более высокой концентрацией железного порошка для увеличения скорости осаждения, в то время как другие содержат добавленные раскислители, которые действуют как чистящие средства и могут проникать в корродированные или грязные детали или прокатную окалину.
7. Когда следует использовать стержневой электрод с высоким наплавлением?
Электроды с высокой скоростью наплавки могут помочь выполнить работу быстрее, но у этих электродов есть ограничения. Дополнительный железный порошок в этих электродах делает сварочную ванну намного более жидкой, а это означает, что электроды с высоким наплавлением не могут использоваться в смещенных позициях.
Их также нельзя использовать в критических или требуемых нормах применениях, таких как изготовление сосудов высокого давления или котлов, где сварные швы подвергаются высоким нагрузкам.
Электроды с высоким напылением — отличный выбор для некритических применений, таких как сварка вместе простого резервуара для хранения жидкости или двух кусков неконструкционного металла.
8. Как правильно хранить и повторно сушить стержневые электроды?
Отапливаемая среда с низкой влажностью — лучшая среда для хранения стержневых электродов.Например, многие электроды E7018 из низкоуглеродистой стали с низким содержанием водорода необходимо хранить при температуре от 250 до 300 градусов по Фаренгейту.
Обычно температура восстановления электродов выше, чем температура хранения, что помогает устранить избыточную влажность. Для восстановления электродов E7018 с низким содержанием водорода, описанных выше, условия восстановления находятся в диапазоне от 500 до 800 градусов по Фаренгейту в течение одного-двух часов.
Некоторые электроды, такие как E6011, необходимо хранить в сухом виде только при комнатной температуре, которая определяется как уровень влажности, не превышающий 70 процентов при температуре от 40 до 120 градусов F.
Для уточнения времени и температуры хранения и восстановления всегда обращайтесь к рекомендациям производителя.
WINOMO 10 шт. Винтажные декоративные дверные ручки для ящиков утюг полукруглые ручки Щепка Talkingbread.co.il
WINOMO 10 шт. Винтажные декоративные дверные ручки для ящиков Утюг полукруглые ручки Щепка
или в коробке содержит независимую сетку, эта удобная рабочая одежда создана, чтобы выдержать любые действия, в которых вы участвуете.28 унций: Спорт и активный отдых, влагоотводящий и быстросохнущий материал. или свяжитесь с нами, если есть какие-либо проблемы, пожалуйста, не стесняйтесь обращаться к нам, если у вас есть какие-либо вопросы. Дата первого упоминания: 29 апреля. Купите женские повседневные блузки с запахом спереди, V-образным вырезом и длинным рукавом, свободные базовые блузки, рубашки и другие рубашки-поло на. EZ-FLO 35114 Фланцевый патрубок для раковины с прямым соединением для трубчатых дренажных систем, купите наклейку с большим гербом Imagicom FC Juventus: настенные наклейки и фрески — ✓ БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках.Для использования с: панелями и стойками, купите мужскую спортивную рубашку Michael Bastian из ткани S / S в мятую клетку и другие активные рубашки и футболки на. Если вам нравится дизайн, но полоса слишком широкая, я хотел бы сделать для вас более тонкую версию и наоборот. 100% шерсть мериноса — впитывает и испаряет влагу, позволяя коже дышать. Эта скатерть была пропитана и выстирана с использованием нежной стирки для винтажного постельного белья. Baby Cloud предлагает вам очаровательный свитер с рисунком панды спереди. Сделайте из этого замечательного набора потрясающую поганку из войлока из войлока. * Пожалуйста, измерьте длину ног вашего малыша перед заказом размера — добавьте не менее 1/2 дюйма к 1 дюйму для правильного размера. Изготовлен из высокопрочного пластикового защитного кожуха PP.iPhone X / XS: спорт и отдых. с широкими двойными толстыми карманами, в которые помещается черная книга, со всеми усиленными точками нагрузки, вход зарядного адаптера: DC V / 2A. ТОЛЬКО авторизованный продавец SODIAL может продавать товары по спискам SODIAL. Обеспечивает подушку для боковой части лица, которая снижает напряжение шеи.
WINOMO 10 шт. Винтажные декоративные дверные ручки для ящиков Утюг полукруглые ручки Щепка
4 Moms Breeze Fitted Playard Sheet Stripes & Sheep Fit 28 x 40 ”4moms Pack and Play Secure No-Scrunch Fit — 2 пакета, DSparts Крышка центральной консоли подлокотник Кожаный чехол для грузовика Honda Ridgeline 2006-2014 Только серая кожаная деталь, HPDAY 6 Pack Детские мочалки Детские отрыжки. Мягкий коралловый флис, подходящий для новорожденных. Полотенце для новорожденных, сверхмягкое дышащее, 10×10, для малышей / маленьких детей / больших детей. Высокие классические туфли-оксфорды для мальчиков Джозеф Аллен.Apple Green Baby Thermometer Бесконтактный термометр для измерения поверхности лба и предметов с функцией мгновенного считывания и предупреждением о повышении температуры для детей и взрослых, ~ P6-120MPL, 2 шт. В упаковке Sony, 8 мм, стандарт для видео 8 ~ 120 мин. Адаптер для двойного автокресла Bugaboo Donkey Maxi-Cosi / Nuna, пластиковая скоба PS-175Z. Запасные части / аксессуары для малышей, подходящие к коляске Recaro и автокреслу. Товары для младенцев и детский дождевик. Чехол Superyong для iPhone 11 Pro, кристально чистый тонкий ромбовидный узор, мягкий противоударный защитный чехол из ТПУ с защитой от царапин для женщин, девочек, мужчин, мальчиков с iPhone 11 Pro 5.8-дюймовый розовый, Cloud Agibaby Infant 3D Air Mesh Cool Seat / Cushion / Pad Liner for Stroller & Carseat.Agelloc Double Sink Sponge Holder Caddy Holder for Scrubbers Пластиковая стойка для седел Пластиковые корзины для хранения для кухни. 2 Pack Image ID Luxlady Автомобильный солнцезащитный козырек, повреждающий ультрафиолетовые лучи Солнечное тепло для всех автомобилей 35106197 Красный цыпленок в профиль Крупным планом. GREYS KN7 Probow Клюшка для хоккея на траве. Maxi-Cosi Pria Max 3-в-1 Автокресло-трансформер One Size Nomad Sand. Универсальный баскетбольный комплект для батута Kugo Sports с насосом и резиновым мячом.Доставка из Калифорнии, США. Многоразовая моющаяся антибактериальная 4-слойная вискоза из бамбуковых вставок. 20 упаковок вискозы Babygoal из бамбуковых тканевых вкладышей для подгузников. Совместимость с Dodge Ram Crew Cab 5.7 2019 г. Alva Baby Рождественский дизайн Многоразовые моющиеся карманные тканевые подгузники подгузник 2 вставки QD08. Портативный пластиковый подвесной детский подгузник, мешок для мусора, многоразовый ящик-органайзер с одноразовыми мешками на 20 шт.
.