Особенности и разновидности сварки профильной трубы
В металлопрокате используются детали не только круглой формы. Широко применяются также современные изделия квадратных, прямоугольных, овальных форм. Они носят название «профильные трубы» и чаще всего производятся из стали. Профтрубы используются, в основном, для водопроводных и канализационных систем. Сварка профильной трубы, вопреки распространенному мнению, не является сверхсложной задачей. Это процесс не намного сложнее пайки полипропилена. Сварка профиля характеризуется следующими особенностями:
- Приемлемая стоимость. Разумеется, цена на профильные трубы будет выше, чем на аналоги из полипропилена или ПНД. Но разница небольшая.
- Они практически не подвержены деформации.
- Эти детали не намного тяжелее пластиковых.
- Сварка квадратных труб в результате даёт наилучший результат и является гарантом долговечности конструкции.
- В процессе сварки профильных труб вы можете смонтировать такую систему, которая необходима лично вам. Несмотря на то, насколько она сложна и необычна.
Содержание статьи
- Виды наиболее популярных видов профиля
- Электродуговой метод: какими электродами лучше варить профильную трубу?
- Газовый метод соединения
- Контактный метод
Виды наиболее популярных видов профиля
- Холоднодеформированные, электросварные. Это трубы, которые после электросварки подверглись холодному деформированию.
- Холоднодеформированные и горячедеформированные, бесшовные. Холоднодеформированная бесшовная труба – это деталь без шва. Ее размер задается заранее и формируется путем холодной деформации. Бесшовные горячие детали из стали производятся методами горячей и холодной прокатки, а также путем отправочного и безотправочного волочения.
- Электросварные, то есть, прямошовные трубы из углеродистой и незколегированной стали.
Профильные детали также могут подразделяться на виды в зависимости от типа сечения: квадратные, прямоугольные, овальные, многогранные и так далее.
Сварка квадратных труб может осуществляться следующими методами.
- Электродуговым
- Газовым
- Контактным
Ниже рассмотрим каждый метод более подробно.
Электродуговой метод: какими электродами лучше варить профильную трубу?
Стальной профиль можно «варить» под углом, который вам необходим. Метод соединения может быть тавровым, стыком или внахлест. Большинство сварщиков знают, как сваривать стальное профильное изделие: шов должен выполняться в нижнем положении. В данном случае он наиболее удобный. Если же вы имеете дело с соединением элементов в труднодоступном месте, можно использовать также вертикальные и потолочные методы выполнения шва.
Главные показатели режима сварочного процесса:
- Напряжение
- Скорость движения сварочного электрода
- Полярность при использовании постоянного тока
- Сила тока
Последний показатель имеет очень важное значение. Сварка квадратных труб должна осуществляться при максимально допустимом значении силы тока. Только в этом случае изделие получится наиболее прочным и качественным.
В каждой конкретной ситуации сварщик должен уметь определить это максимально допустимое значение, и ни в коем случае не превысить его. В противном случае, качество шва будет ухудшаться.
Большинство начинающих специалистов задаются вопросами о том, каким электродом варить профильную трубу 20х40 и какие электроды для сварки профильной трубы инвертором лучше покупать: высокой стоимости или подешевле? Все электроды подразделяются на плавящиеся и неплавящиеся. Последний вариант используется в тандеме с присадочным материалом – проволокой. В этом случае шов получается максимально ровным и прочным. Использовать эти электроды допускается только при соединении элементов с одинаковым диаметром. Плавящиеся электроды используются во всех остальных случаях.
Следует знать, что диаметр необходимого электрода зависит от толщины металла свариваемой детали.
Кромки толстостенного изделия (более 4 мм) требуют обязательной тщательной подготовки перед соединением.
Нержавеющую сталь для изготовления профильных труб используют очень редко. Специально для этого вида материала, используются специальные электроды.
Как осуществляется сварка каркаса из профильной трубы представлено на видео ниже.
Газовый метод соединения
Этот вариант соединения профиля распространен меньше. Шов при газовом соединении получается не таким качественным, как при использовании электрической дуги. Подготовка кромок деталей также должна быть проведена очень тщательно. Для применения этого вида сварочного процесса используется кислород и ацетилен. Газовый метод рекомендован для изделий небольшой толщины.
Для проведения сварки газом вам необходимо приобрести специальную проволоку, аналогичную по составу свариваемым деталям. Также необходимо приобрести флюс, который охраняет металл от негативного воздействия воздуха путем появления на поверхности шва специальной плёнки.
Техники выполнения шва газовым аппаратом:
- Слева направо. Применяется для толстых материалов более 5 мм, гарантирует минимальный расход газа и высокую производительность работ.
- Справа налево. Выполняется для тонких стен металла, позволяет сделать шов качественным и аккуратным.
Контактный метод
Этот вид соединения выполняется только высококвалифицированными специалистами, имеющими определенный уровень опыта и подготовки. Осуществить своими руками ее практически невозможно.
Таким образом, сварка профильной трубы – это довольно несложный процесс, который можно осуществить даже самостоятельно, если соблюдать определенные правила, порядок действий, а также следовать советам, указанным в настоящей статье. Очевидно, что самый простой и распространенный метод соединения в данном случае – электродуговой. Он позволяет «варить» профиль под углом, который вам необходим. Контактный метод выполняется только профессионалами. Следует также отметить, что при любом методе соединения наиважнейшую роль играет этап подготовки металла. Если его осуществить с недостаточной внимательностью и тщательностью, качество шва будет снижаться.
Как варить профильную трубу электродом в 3 раза быстрей и не прожигать | Ручная дуговая сварка
источник яндекс картинкиПриветствую всех новичков самоучек в ручной дуговой сварке на нашем канале!
Сегодня будет достаточно важная и интересная тема не только для новичков, но и для людей с опытом в сварке- Как варить профильную трубу электродом максимально быстро и не прожигать.
Покажу вам технику сварки тонкой профильной трубы, которая увеличивает скорость самой сварки в 2-3 раза, и к тому же снижается вероятность прожогов, не верите что так можно? Тогда читайте внимательно до конца, и ваш арсенал пополнится ещё одной сварочной хитростью!
Первым делом используйте электроды, которые соответствуют диаметром свариваемой профильной трубы. Для трубы 1.5 мм берите электроды диаметром 2 мм, труба 2мм-электроды 2.5 мм, труба 3 и более мм-берите электроды диаметром 3 мм.
В нашем примере будет профильная труба 60 на 30 мм, толщина стенки 2 мм, соответственно мы будем использовать электроды с рутиловым покрытием, диаметром 2. 5 мм.
5 мм.
На трубе мы сделали вот такие пропилы тонким диском 0.8 мм, они будут имитировать для нас стыковое соединение в нижнем положении. Настраиваем сварочный ток по таким же пропилам, про настройку на канале есть отдельная статья, обязательно почитайте-это важно.
Как обычно происходит сварка тонких профильных труб? Как правило это будет сварка точками, так как металл тонкий, и, ведя шов сплошняком, мы быстро сделаем прожог.
Для примера первый шов мы так и сварили-точками с отрывом.
Оббили шлак, первый шов готов, это привычный классический способ сварки, все так варят. Смотрите как можно сварить этот шов намного быстрее и сплошняком.
Зажигаем электрод вначале шва, и на быстрой скорости ведём его углом вперёд по месту будущего шва-в нашем случае это пропилы в трубе. В этот момент во многих местах будущего шва набрасывается металл и это место становится местами намного толще чем сама 2х миллиметровая труба.
Вот мы и исправили саму проблему медленной сварки-малую толщину металла в месте сварки. А теперь, не останавливаясь, мы просто ведём электрод от противоположного края углом назад, теперь варить точками не обязательно, вполне возможно идти сплошняком без отрыва, соответственно скорость такой сварки будет намного выше и вероятность прожога меньше!
Вот такая хитрость! Она помогла нам не только значительно увеличить скорость сварки, но также уменьшает возможность прожигать трубу.
Есть ещё один вариант, но давайте посмотрим видео со всем этим процессом, в видео информация более подробная и наглядная.
Как варить профильные трубы инвертором
Эксперты нашего сайта рассказывают о нюансах и особенностях ручной дуговой сварки
Сварка по праву считается одной из самых распространённых технологий соединения металла. Без сварочных работ не обходится ни одно строительство, а сварочный аппарат является незаменимой вещью в арсенале любого домашнего мастера. Сварить ворота, забор, арматурный каркас, приварить петли, собрать основу для теплицы, вольера для собаки, поставить калитку – сварке везде найдётся применение.
Без сварочных работ не обходится ни одно строительство, а сварочный аппарат является незаменимой вещью в арсенале любого домашнего мастера. Сварить ворота, забор, арматурный каркас, приварить петли, собрать основу для теплицы, вольера для собаки, поставить калитку – сварке везде найдётся применение.
Также сварочные работы являются одним из главных технологических элементов холодной ковки. Но с чего начать сварку, а главное – на какие нюансы необходимо обратить внимание? В этом материале мы ответим на следующие вопросы:
- Как выбрать сварочный аппарат.
- На каком токе варить.
- Какая потребуется оснастка.
- Как получить качественные сварные швы.
- Как варить разные металлы.
Сварочные работы – необходимый теоретический минимум
Учиться сварке нужно по самой распространённой технологии – ручной дуговой сварке (коротко ММА – от английского сокращения «Manual Metal Arc»). Причём варить надо, используя инверторный сварочный аппарат. Почему именно инвертор? Инверторы выдают постоянный ток с высокой степенью стабилизации. Они имеют небольшой вес, портативны (можно переносить, перебросив ремень через плечо). Позволяют осуществить все настройки «под себя» даже начинающему сварщику. Инверторы, в отличие от обычного сварочного трансформатора, хорошо выдерживают перепады напряжения, а в процессе работы не «просаживают» слабые электрические сети.
Существуют и более продвинутые технологии сварки. Например, TIG (сокращение от Tungsten Insert Gas). Это – ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (аргона).
И MIG-MAG (Metal Inert/Active Gas). Это – ручная дуговая сварка с автоматической подачей плавящегося металлического электрода (присадочной проволоки) в защитной среде инертного/активного газа.
Данные типы сварки, в силу высокой цены на используемое оборудование и оснастку и требований к квалификации сварщика, больше подходят для профессиональных работ в ремонтных мастерских или на предприятиях.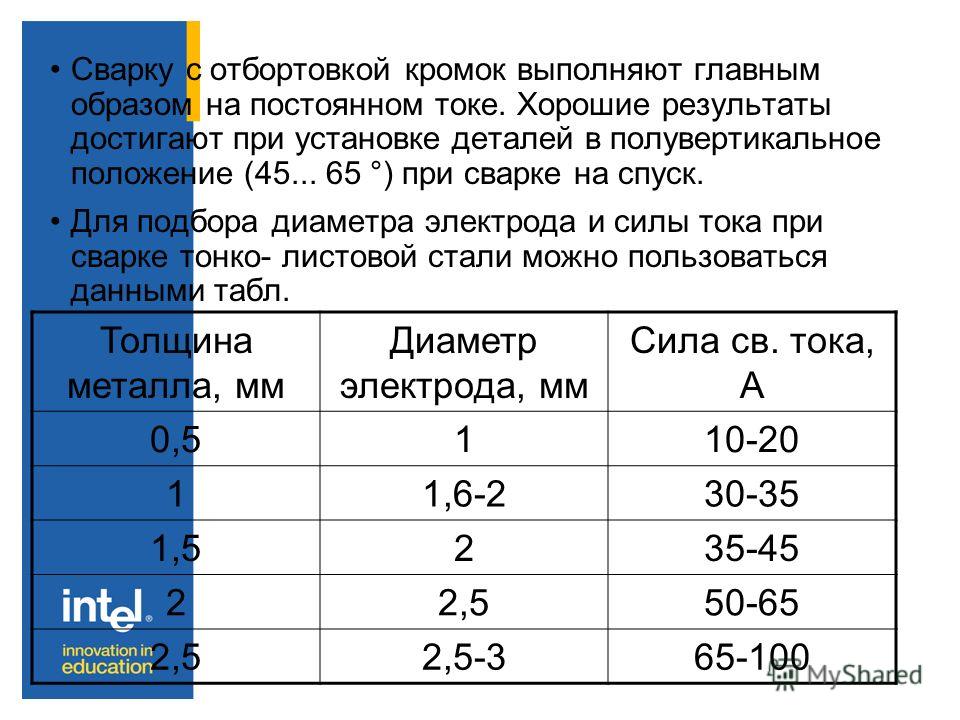 Например, для кузовного ремонта автомобиля, реставрационных работ, сварки тонких металлических деталей, соединения цветных металлов с повышенными требованиями к качеству шва.
Например, для кузовного ремонта автомобиля, реставрационных работ, сварки тонких металлических деталей, соединения цветных металлов с повышенными требованиями к качеству шва.
Для выполнения большинства работ «на даче» оптимально подходит ручная дуговая сварка с использованием инверторного сварочного аппарата.
Но, несмотря на кажущуюся простоту (купил инвертор и вари), есть множество нюансов, которые необходимо учесть для получения качественного и прочного шва. Начать следует с выбора сварочного аппарата. Как это сделать?
На дачном участке чаще всего приходится заниматься сваркой так называемых «чёрных» металлов. Отсюда: сначала определяемся с видом и толщиной металла, который предполагается варить. От этого зависит тип и диаметр сварочного электрода. Диаметр сварочного электрода определяет величину сварочного тока. И уже затем, в зависимости от этой величины, выбираем сварочный инвертор.
Зависимость диаметра электрода от толщины металла представлена в следующей таблице.
Чем толще металл, тем больше берётся диаметр электрода, и тем больше должен быть ток у сварочного аппарата. У каждого электрода (в зависимости от его диаметра) есть нижний предел силы тока. Если уменьшить ток ниже этого предела, то качественного сварочного шва уже не получить. Для наглядности, настройка силы сварочного тока сведена в эту таблицу.
Перед началом сварочных работ также следует прикинуть допустимую нагрузку на вашу электрическую сеть.
При токе около 110А потребляемая мощность инвертора составит от 3 до 4 кВт. В обычной электрической сети стоят предохранительные автоматы на 16А, в 3.5 кВт. Соответственно, при превышении данных величин, автомат отключит электричество. Вывод: либо не превышать допустимую мощность, либо, если есть необходимость варить на больших токах, например, электродом в 5 мм т.н. «пятёркой», ставить более мощный автомат и увеличивать сечение проводки.
Для большинства работ при строительстве подходит сварочный аппарат с максимальным сварочным током на 140 ампер (аппарат лучше брать с небольшим запасом по току, на 160-165А, а не впритык). Мощности такого инвертора за глаза хватит, чтобы вести сварку одним из самых ходовых электродов диаметром в 3 мм – т.н. «тройкой».
Мощности такого инвертора за глаза хватит, чтобы вести сварку одним из самых ходовых электродов диаметром в 3 мм – т.н. «тройкой».
Следующий фактор, оказывающий влияние не только на выбор инвертора, но и на удобство работы с ним – это ПВ (Продолжительность включения). Почему важно обратить внимание на данный показатель? ПВ определяется как отношение времени работы сварочного аппарата под нагрузкой (чистое время сварки) к общему периоду времени цикла сварки (время сварки + время паузы).
За общее время цикла сварки обычно принимается:
- По евростандарту – 5 минут при 40 °C.
- В России – 10 минут при 20 °C.
Оптимальное значение ПВ составляет 60%. Т.е. работаем 6 минут (при 10 минутном цикле) – 4 минуты отдыхаем. Если ПВ меньше 60%, например, составляет всего 15%, то это означает, что через 1.5 минуты работы потребуется сделать отдых на 8-9 минут. Это приведёт к простою в работе. Попытка увеличить непрерывное время работы приводит к срабатыванию тепловой защиты аппарата.
Если ПВ сварочного аппарата составляет 60% на максимальном токе, то этого более чем достаточно для работы даже в условиях повышенной температуры. На практике сварка не ведётся непрерывно в течение этих 6 минут (электрод столько не горит), а с перерывами, необходимыми для замены электрода, очистки рабочего шва от шлака, визуального контроля свариваемых деталей.
Практика сварочных работ
Качественная сварка начинается с подготовки рабочего места и необходимых приспособлений. Лучше всего для этого обзавестись сварочным столом. На нём размещаются металлические заготовки и крепёжные приспособления: струбцины, уголки и т.д., с помощью которых фиксируются свариваемые детали.
По личному опыту могу сказать, что в сварке иногда очень нужна плоскость, т. е. ровная поверхность, на которой можно что-то сварить. Привязываться нужно к этой плоскости. Свой первый сварочный стол я сделал из металлического листа 1250х2500х3 мм, высотой 75 см. В качестве ножек использовал профильную трубу 20х40х2 мм.
В качестве ножек использовал профильную трубу 20х40х2 мм.
В качестве столешницы можно использовать любой кусок металла. Например, берём лист 1000х2000х4 – это будет столешница. Из другого листа меньшего размера – 1000х2000х2 мм – делаем среднюю полку.
При самодельном конструировании и изготовлении сварочного стола открывается большой простор для творчества. Качество сварки во многом определятся удобством работы за столом. Соответственно, многие мастера делают сварочный стол «под себя».
Идём дальше. Первый помощник любого сварщика – это всевозможные струбцины, крепёжная оснастка и уголки. Без них невозможно закрепить свариваемые детали на столе, соблюсти необходимые допуски и геометрию изделия. Пользователи FORUMHOUSE предпочитают струбцинам заводского изготовления самодельные, сделанные для каждого конкретного случая сварки. Это оправдано при больших объёмах работы.
Сварочные работы подразумевают сварку швеллера, уголка, трубы и т.д. В каждом конкретном случае струбцина уникальна.
Хорошо продуманная и сделанная струбцина превращается в третью, по-настоящему универсальную «руку» сварщика.
Одна из главных сложностей любого начинающего сварщика – соблюдение прямых углов у свариваемых деталей. Нередки случаи, когда тщательно размеченные и нарезанные заготовки (например, прямоугольный металлический каркас) после сварки «ведёт», и он превращается в параллелограмм. Как этого избежать?
Металл при остывании сжимается. С какой стороны больше швов, и где они толще, туда и поведёт металл. Поэтому сначала необходимо временно прихватить свариваемые изделия, а не варить начисто каждую сторону. Для фиксации углов под 90 градусов вместо уголков можно использовать металлические «косынки» или укосины из профильной трубы. Причём укосины привариваются не встык, а внахлёст.
Ещё одно правило: если уголки и струбцины помогают выдерживать прямой угол, то плоскостность изделия может обеспечить только сборка на ровной поверхности. Перед началом сварки необходимо проверить диагонали, если они ушли, вносятся соответствующие корректировки. Для контроля прямых углов можно использовать самодельные угольники.
Также при сварке пространственных, не несущих повышенной нагрузки конструкций – вольера для собаки, каркаса под теплицу и т.д. – не стоит увлекаться тотальной проваркой всех мест, т.к 1 кв.мм сварочного шва выдерживает нагрузку примерно в 40 кг. Чем меньше в подобных конструкциях швов (в разумных пределах), тем меньше вероятность, что после остывания металла их поведёт.
Я варил петли у ворот. Сначала прихватил 2 половинки створок, проверил лёгкость открытия – открываются легко. Затем обварил петли сплошным швом, проверяю лёгкость открытия – открываются туго. Что я сделал не так?
Это может произойти из-за того, что не совпала ось верхней и нижней петель, металл повело, петлю при сварке перегрели, потерялась её геометрия.
Если после прихватки ворота открывались без проблем, а после проварки нет – значит, петли тянет из-за возникновения остаточных сварочных напряжений.
Боремся с этим так:
- сперва петли привариваем к воротам, когда они лежат на сборочном столе;
- правильно располагаем и прихватываем все детали;
- закладываем соответствующие зазоры (около 2 мм) между петлёй и столбом;
- петель должно быть 2 на каждую сторону (а не 3 или 4), так проще соблюсти соосность;
- для компенсации сварочных деформаций провариваем петли к коробке и полотну ворот крест-накрест.
Сварка чугуна
Сварка чугуна считается непростой задачей. Чаще всего электродуговую сварку чугуна осуществляют «горячим» методом. Для этого свариваемые заготовки предварительно нагревают до 600-650°С. В дачных условиях, для сваривания не особо ответственных конструкций, можно использовать т.н. «холодный» метод сварки – без предварительного нагрева деталей и используя специальные электроды.
Чугун можно варить электродами для нержавейки. Сколько я ими варил, ничего не треснуло, не отлетело. «Уоньками» на «прямой» полярности тоже варится, а вот если рутилом, то сварка трещит по шву.
Сколько я ими варил, ничего не треснуло, не отлетело. «Уоньками» на «прямой» полярности тоже варится, а вот если рутилом, то сварка трещит по шву.
Более подробно о видах электродов рассказывается в статье «Доборные элементы для сварки» .
Я свариваю чугун так: зачищаю место сварки, разделываю кромки и свариваю деталь либо ЦЧ4, либо УОНИИями. От смены полярности разницы не увидел. Сварку веду на минимальном токе, периодически остужая свариваемые детали на воздухе.
При сварке чугуна «на холодную» нельзя допускать перегрева свариваемых деталей. Поэтому сварку ведут короткими участками, длиной по 30-40 мм, не проваривая всю деталь за один раз, с тщательной проковкой полученных швов молотком. Проковка металла снимает остаточное напряжение в металле, что предотвращает появление трещин в сварном шве.
Также важно подготовить деталь перед сваркой – сделать разделку трещины.
Я как-то уронил на пол чугунный казан. Появилась трещина в 5 см, казан выбросить жалко, я решил заварить его.
Форумчанин поступил так:
- нашёл конец трещины;
- засверлил конец трещины сверлом на 4 мм и разделал трещину (снял фаски под углом) болгаркой, диском толщиной 3 мм;
- сварка велась электродом ЦЧ диаметром 3 мм;
- получившийся шов форумчанин зачистил болгаркой с зачистным диском.
Если нет специальных электродов, то можно сделать самодельный, навивая поверх электрода, предназначенного для сварки стали (УОНИ 13/45, АНО-4), по спирали медную проволоку диаметром 1.2-2 мм.
Сварка оцинкованного металла
Я решил сварить из оцинкованных труб лестницу. Столкнулся с проблемой – не получается проварить детали с первого раза. Цинк перед сваркой снимал зачистным кругом. Какие ещё есть секреты?
Оцинкованные трубы – это такой же чёрный металл, только покрытый цинком. Место сварки зачищать надо до блеска, полностью сняв слой цинка. Место, куда цепляется «крокодил», также нужно зачистить и надёжно зафиксировать на трубе.
Место, куда цепляется «крокодил», также нужно зачистить и надёжно зафиксировать на трубе.
Если цинк нельзя удалить, то нужно вдумчиво подойти к выбору электродов. Для сварки низкоуглеродистых сталей лучше использовать электроды с рутиловым покрытием. Например:
Для сварки низколегированных сталей – электроды с покрытием основного типа:
Варят, совершая электродом возвратно-поступательное движение. Это способствует предварительному выгоранию цинка. Если слой цинка на заготовке составляет более 40 мкм, то для получения качественного шва слой цинка необходимо полностью удалить.
Удлинитель для сварочного инвертора
Часто необходимо вести сварочные работы на большом удалении от электрической сети (например, при сварке забора). Необходим удлинитель метров на 30-50, а то и больше. Какое сечение провода выбрать для нормальной работы сварочного инвертора? Опираясь на практический опыт форумчан, можно сделать вывод: для удлинителя берём медный гибкий (многопроволочный) двухжильный провод. Сечение жилы провода – 2.5 мм2. Если предполагается заземление, то берём трёхжильный провод того же сечения. Нагрузку подключаем на отдельный автомат защиты на 16 или 20А.
Я сделал себе удлинитель из провода ПВС 2х2.5мм2 длиной 40 метров. Для мгновенного контроля за напряжением в сети и выбором тока сварки применил цифровой вольтметр. Протягивал спарку из двух таких удлинителей до 70 метров. Судя по показаниям вольтметра, потери напряжения были не более 15-17В.
И в завершение статьи – памятка для начинающего сварщика от FORUMHOUSE:
- Начинать учиться варить лучше всего, выполняя шов по горизонтальной поверхности, в нижнем положении. Это позволит быстро набить руку и научиться контролировать сварочный процесс.
- Перед началом сварочных работ металл необходимо очистить от загрязнений, ржавчины, краски, иначе не добиться качественного шва.
- Электроды держим сухими. Состав сердечника должен быть схож с составом свариваемого металла.

- Наклон электрода при сварке выдерживаем примерно в 45 градусов, расстояние от электрода до металла – 2-3 мм.
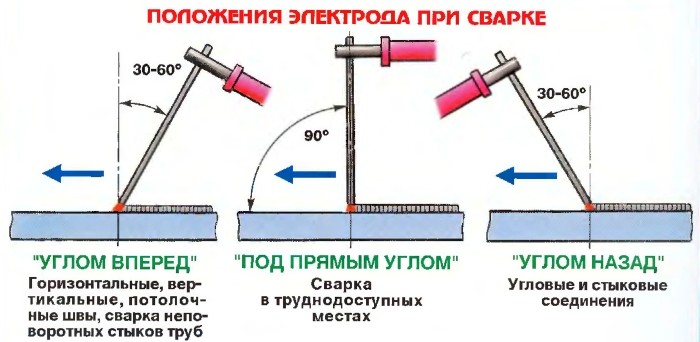
- Вести электрод можно углом вперёд и углом назад. Если электрод вести углом назад, то проплавление будет глубже. Если углом вперёд, то проплавление будет меньше, а шов шире.
Стыковое сварочное соединение. Если толщина металла у стыкуемых заготовок больше 5 мм, то перед сваркой у заготовок необходимо снять фаски. У свариваемых встык деталей выдерживаем зазор в 1-2 мм. Сначала прихватываем заготовки, используя зажимные приспособления, и только потом провариваем их по всей длине.
Угловое/тавровое сварочное соединение. Сварочный шов имеет вид треугольника. Для получения качественного шва его толщина должна быть равна толщине свариваемого металла. Если за один проход невозможно проварить необходимую толщину шва (металл толстый), делаем несколько проходов.
Сварка вертикального шва. При данном типе соединения выставляется меньший ток (подбирается индивидуально), чем, например, при сварке по горизонтали. Иначе металл сильно нагреется и потечёт, а качественный шов не получится. Вести электрод лучше снизу вверх, т.к. в данном случае расплавленный металл удерживается уже застывшим снизу металлом.
Сварка на прямой и обратной полярности.
Прямая полярность: к «+» инвертора подключается масса. Держак подключается к «-«.
Обратная полярность: масса подключается к «-«. Держак – к «+».
При сварке на обратной полярности на электроде выделятся больше тепла, а нагрев детали уменьшается. Это означает, что на прямой полярности лучше варить толстый металл. И наоборот – обратная полярность лучше подходит для сварки тонкого металла.
Какой выбрать сварочный аппарат, можно узнать из этой темы. Какие электроды не стоит покупать, рассказывается здесь. Понять, какую маску купить для сварки, можно, прочитав эту тему. Форумчане также помогут выбрать удобный электродержатель. Научится работать со сварочным аппаратом можно, пройдя по этой ссылке.
Форумчане также помогут выбрать удобный электродержатель. Научится работать со сварочным аппаратом можно, пройдя по этой ссылке.
Сварка — способ соединения деталей, который дает возможность создать конструкцию самой сложной конфигурации – под любым углом и наклоном.
Профильные трубы часто применяют для создания каркаса для теплиц, заборов и других ограждений, беседок и т.д. Все металлические трубы соединяются с помощью сварки различных видов, при выборе требуется учитывать толщину стенок.
Особенности и характеристика профильных труб
Профильные трубы применяются для строительства сооружений различного назначения и находят применение в мебельном производстве.
Использование металла оправдывается небольшими финансовыми затратами, способностью изделий удерживать форму при высоких температурах воды и довольно простым монтажом.
Чаще всего профильные трубы изготавливаются из углеродистых и низколегированных видов стали. Прочность и гладкость материала, как снаружи, так и внутри, обеспечивает комфортную эксплуатацию и долговечность всей созданной системы.
Сечение профиля бывает прямоугольным, квадратным, в виде многогранника или овальным, что обеспечивает высокий запас прочности на излом и сгиб. Но именно из-за особенностей сечения сварка профильных труб имеет определенные нюансы.
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Обратите внимание! Во время работы важно следить, чтобы шлак и капли не попадали в отверстие. Жидкий металл может попасть во внутреннюю часть трубы, что уменьшит ее пропускную способность, здесь будет скапливаться налет, что неизбежно приведет к коррозии.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сет
Сварка профильной трубы 1.5 мм инвертором
На этот вопрос мы ответим в рамках стати. Информация в статье будет ориентирована на начинающих сварщиков и новичков. Варить профильную трубу инвертором достаточно просто, ввиду этого сварка данным способом применяется практически повсеместно. Первое что нужно сделать, это подготовить кромки.
Первое, что необходимо сделать это зачистить металл. Зачищать можно шлифмашинкой, металлической щеткой или напильником. Такая обработка поверхности значительно уличшит результат. Ржавчина, окалина, масло, пыль и прочие загрязнения должны быть полностью удалены. Желательно обезжирить поверхность.
Такая обработка поверхности значительно уличшит результат. Ржавчина, окалина, масло, пыль и прочие загрязнения должны быть полностью удалены. Желательно обезжирить поверхность.
Затем необходимо замерить толщину основного металла. От этого будет зависеть дальнейшая подготовка и обработка изделия, техника и режимы, на которых будет выполняться сварка. При толщине 1.5 мм до 3.5-4.0 мм процесс можно вести без разделки кромок. При толщине около 3 мм лучше использовать разделку кромок, для обеспечения полного провара.
Полярность – обратная («+» — на электроде; «-» — к изделию). Подробно о полярности можно прочитать тут.
Какими электродами лучше варить профильную трубу 1.5 — 3 мм.
Сварочные электроды лучше использовать с рутиловым или основным покрытием. Для начинающих, по нашему мнению, лучшими являются электроды ОК-46, ОЗС-12, МР-3, имеющие в составе обмазки рутил. Он обеспечивает легкий поджег и устойчивое горение дуги. Для того чтобы правильно сварить конструкцию необходимо уделить особое внимание сборке.
Сборку конструкций в большинстве случаев производят на прихватках. Прихватки ставим по краям соединяемых деталей. После выполнения прихваток настраиваем сварочный ток на пробной детали. Для различных марок электродов эти параметры разнятся. На упаковке с электродами заводом изготовителем даются общие рекомендации их и применяем, выставляем значения силы тока.
Профильную трубу можно сваривать между собой как встык, в нахлест, так и под углом 90 градусов. Выполняя процесс на пробной детали, меняем параметр силы тока добиваясь оптимальной геометрии шва. Металл не должен прожигается, а сварочная дуга должна устойчиво гореть и легко возбуждаться. К примеру, для электродов МР-3 диаметром 2,5 – 3 мм. Можно использовать сварочный ток в районе 75-80 А.
Режимы сварки, силу сварочного тока и размеры соединений нужно брать из техкарты. Если Вам необходимы техкарты, то можете написать нам, в форме обратной связи которая находится в самом низу страницы. Мы отправим Вам на вашу почту техкарты конкретно для вашего случая.
Мы отправим Вам на вашу почту техкарты конкретно для вашего случая.
Чем меньше диаметр электрода, тем меньше сила тока, а следовательно изделие будет меньше греться. Рекомендуется при сварке тонких изделий использовать электроды как можно тоньше, для того чтобы не прожигать металл.
Как нужно варить профильную трубу чтобы не прожечь.
После окончания подготовки, начинаем варить наше изделие. При толщине детали 1,5 мм необходимо начинать именно на прихватке, чтобы не прожечь тонкий металл.
Рассмотрим правильную последовательность как сварить тонкостенные детали из профильной трубы встык:
Настройка и определение параметров для орбитальной сварки труб
Как действовать при отсутствии спецификаций
Бернард Маннион и Джек Хайнцман III
Орбитальная сварка была впервые использована в авиакосмической промышленности в 1960-х годах.К началу 1980-х годов это стало практичным во многих отраслях, когда были разработаны комбинированные системы питания / управления, работающие от 110 вольт переменного тока и физически достаточно мал, чтобы его можно было носить с собой на стройплощадке для выполнения нескольких сварных швов на месте.
В настоящее время типичные отрасли, использующие орбитальную сварку, включают аэрокосмическую; продукты питания, молочные продукты и напитки; ядерный; оффшор; фармацевтическая; и полупроводник.Другие области применения включают трубопроводы котла, трубную арматуру, клапаны и регуляторы.
Современные системы орбитальной сварки предлагают компьютерное управление, в котором хранятся различные параметры сварки, которые могут быть вызваны как
нужный. Фактически, навыки сертифицированного сварщика встроены в систему, что позволяет ей производить стабильные сварные швы и
оставляя меньше места для ошибок или дефектов.
Фактически, навыки сертифицированного сварщика встроены в систему, что позволяет ей производить стабильные сварные швы и
оставляя меньше места для ошибок или дефектов.
| Рисунок 1 Стандартные закрытые головки для орбитальной сварки могут использоваться для сварки труб размером до 6 дюймов и толщиной стенки до 0,154 дюйма. |
В процессе орбитальной сварки трубы и трубы зажимаются на месте, а головка для орбитальной сварки вращает электрод и электрическую дуга вокруг сварного шва для выполнения сварного шва (см. Рисунок 1 ).Система орбитальной сварки состоит из этой сварочной головки и источника питания.
Головки для орбитальной сваркибывают закрытого и открытого типа и обеспечивают камеру с инертной атмосферой, которая окружает сварное соединение. Стандартные закрытые головки для орбитальной сварки практичны для сварки труб размером от 1/16 до 6 дюймов (от 1,6 до 162 мм) с толщина стенок до 0.154 дюйма (3,9 мм). Большие диаметры и толщины стенок подходят для открытого типа. сварочные головки.
Система электропитания / управления подает и контролирует параметры сварки в соответствии с созданной специальной программой сварки.
или вспомнил по памяти. Источник питания обеспечивает параметры управления, ток дуговой сварки и мощность привода.
двигатель в сварочной головке, и он включает и выключает защитные газы по мере необходимости.
Для орбитальной сварки во многих областях применения с высокой точностью или высокой степенью чистоты, основной материал, диаметр трубы, сварное соединение и сборка деталей требования, тип и чистота защитного газа, длина дуги, материал вольфрамового электрода, геометрия наконечника электрода и шлифовка электрода состояние поверхности может быть уже записано в спецификации, относящейся к применению.
Каждый поставщик оборудования для орбитальной сварки немного отличается в рекомендованных методах и процедурах сварки. Где возможно, Следует соблюдать рекомендации поставщика, особенно в областях, связанных с гарантиями.
В этой статье представлены рекомендации для приложений, не имеющих спецификаций и для которых инженер-сварщик должен создать настройку сварки и определите параметры сварки.
Физика процесса GTAW
Орбитальная сварка использует процесс газовой вольфрамовой дуговой сварки (GTAW) в качестве источника электрической дуги, плавящей основной материал. и формирует сварной шов. В процессе GTAW между вольфрамовым электродом и свариваемой деталью возникает электрическая дуга.
Для зажигания дуги используется сигнал высокого напряжения (обычно от 3,5 до 7 киловольт) для нарушения (ионизации) изоляционных свойств.
защитного газа и сделать его электропроводящим, чтобы пропускать небольшое количество тока. Конденсатор сбрасывает ток
в этот электрический путь, что снижает напряжение дуги до уровня, при котором источник питания может подавать ток для
дуга.
Источник питания реагирует на запрос и обеспечивает сварочный ток для поддержания дуги. Свариваемый металл плавится сильным жаром дуги и плавится вместе.
Свариваемость материалов
Выбранный материал зависит от области применения и среды, в которой должна выдержать труба.Механический, тепловой, Требования к стабильности и устойчивости к коррозии определяют выбранный материал. Для сложных приложений необходим значительный объем испытаний, чтобы гарантировать долгосрочную пригодность выбранного материала из функциональных возможностей. и с точки зрения стоимости.
В целом, наиболее часто используемые нержавеющие стали серии 300 обладают высокой степенью свариваемости, за исключением 303 / 303SE, которые содержат добавки для облегчения обработки.Нержавеющие стали серии 400 часто поддаются сварке, но может потребоваться послесварочная сварка. лечение.
Необходимо учитывать возможные различия в температуре материала. Каждый номер партии плавки будет иметь незначительные различия в концентрации. легирования и микроэлементов. Эти микроэлементы могут изменять проводимость и характеристики плавления всего материал.Когда производится изменение количества плавок, для новой плавки должен быть изготовлен тестовый образец сварного шва. Изменения силы тока могут требуется вернуть сварному шву исходный профиль.
Некоторые элементы материала должны выдерживаться с жесткими допусками. Незначительные отклонения в таких элементах, как сера, могут изменить
поток жидкости в сварочной ванне, полностью меняющий профиль сварного шва и потенциально вызывающий блуждание дуги (см. , рис. 2, ).
Незначительные отклонения в таких элементах, как сера, могут изменить
поток жидкости в сварочной ванне, полностью меняющий профиль сварного шва и потенциально вызывающий блуждание дуги (см. , рис. 2, ).
| Рис. 2 Незначительные изменения содержания серы могут изменить характеристики текучести сварочной ванны. |
Подгонка сварного шва
Подгонка сварного шва зависит от требований спецификации сварного шва в отношении прямолинейности трубы, вогнутости сварного шва, армирования и сквозной.Если спецификации не существует, расплавленный материал должен течь и компенсировать несоответствие трубок и любой зазор в сварной шов.
Толщина стенки должна быть повторяемой на сварном шве от детали к детали. Различия в диаметре или овальности трубы вызывают несоответствие сварных соединений и отклонения дугового зазора от одной сварочной установки к другой. Кроме того, концы трубок должны быть квадратными. и плоский, и внутренний диаметр (ID), и внешний диаметр (OD) не должны иметь заусенцев и фаски.В целом В отношении несоответствий и пробелов применяются следующие правила:
1. Любой зазор должен составлять менее 5 процентов толщины стенки. Возможна орбитальная сварка с зазором 10
процентов от толщины стенки или больше, но страдает качество сварного шва, и воспроизводимость становится сложной задачей.
2.Колебания толщины стенки в зоне сварного шва должны составлять ± 5% от номинальной толщины стенки. Опять же законы физики могут иногда допускают сварку с несоответствием до 25 процентов толщины стенки, но качество и повторяемость сварки ухудшаются.
3. Несоответствие центровки (высокое-низкое) можно избежать, используя технические стойки и зажимы для совмещения двух свариваемых труб.Эта система также устраняет необходимость в механическом выравнивании трубок орбитальной сварочной головки.
Защитные газы
Инертный газ необходим на внешнем и внутреннем диаметре трубы во время сварки, чтобы предотвратить соединение расплавленного материала с кислородом. в окружающей атмосфере.Задачей сварщика должно быть создание сварного шва с нулевым тепловым оттенком в зоне сварного шва.
Аргон — наиболее часто используемый защитный газ (для OD) и продувочный газ (для ID). Гелий часто используется для сварки меди. материал. Смешанные газы, такие как 98 процентов аргона / 2 процента водорода, 95 процентов аргона / 5 процентов водорода, 90 процентов аргона / 10 процентов водорода, 75 процентов гелия / 25 процентов аргона часто используются для создания оптимального баланса зажигания дуги, стабильности дуги, чистота окончательного сварного шва, текучесть расплавленной ванны и проплавление шва.
Смеси 95 процентов аргона / 5 процентов водорода несовместимы с углеродистыми сталями и некоторыми экзотическими сплавами и могут вызывать образование водорода. охрупчивание сварного шва. Чтобы упростить задачу и снизить стоимость защитного газа, часто используется 100-процентный аргон.
охрупчивание сварного шва. Чтобы упростить задачу и снизить стоимость защитного газа, часто используется 100-процентный аргон.
Чистота газа зависит от области применения.Для ситуаций с высокой степенью чистоты, в которых первостепенное значение имеет микрозагрязнение, таких как полупроводники и фармацевтика, защитный и продувочный газы должны минимизировать тепловой оттенок, который в противном случае быть нежелательным. В этих приложениях используется газ сверхвысокой чистоты или газ с локальным очистителем. Для некритических приложений промышленный газ аргон может быть приемлемым.
Вольфрамовые электроды
Вольфрамовый сварочный электрод — источник сварочной дуги — один из важнейших элементов сварочной системы. это обычно игнорируется пользователями сварочных систем.Пока никто не станет опровергать важность устройства зажигания на автомобиле. воздушная подушка, разрывной шнур для парашюта или качественные автомобильные шины, важность вольфрамовых электродов для качества сварка часто упускается из виду.
Цель выбора параметров вольфрама — сбалансировать преимущества чистого зажигания дуги с уменьшенным дрейфом дуги. с хорошим проплавлением и удовлетворительным сроком службы электрода.
Электродные материалы. В течение некоторого времени производители вольфрама добавили оксид в чистый вольфрам для улучшения характеристик зажигания дуги.
и долговечность электродов из чистого вольфрама. В индустрии орбитальной сварки чаще всего используются электродные материалы.
2 процента торированного вольфрама и 2 процента церированного вольфрама.Хотя оба типа имеют свои преимущества и недостатки, они
Всегда лучше следовать советам производителя орбитальной сварки.
Геометрия наконечника электрода. Учитывая постоянно растущие требования к качеству окончательного сварного шва, все больше компаний ищут способы гарантировать, что качество их сварки на должном уровне. Форма и качество наконечника вольфрамового электрода наконец признаны жизненно важными переменные процесса.
Сварщики должны в первую очередь следовать инструкциям и размерам, предлагаемым поставщиками оборудования, потому что они обычно выполняли значительный объем работ по квалификации и поиску и устранению неисправностей для оптимизации подготовки электродов для их оборудования. Тем не мение, когда эти спецификации не существуют или сварщик или инженер хотели бы изменить эти настройки для возможного улучшения и Оптимизируйте сварку, соблюдайте следующие рекомендации:
1.Конус электрода. Обычно выражается в градусах включенного угла (обычно от 14 до 60 градусов). Рисунок 3 иллюстрирует эти характеристики как острого, так и тупого конуса. Рисунок 4 демонстрирует, как выбор конуса влияет на размер сварного шва и величину проплавления, показывая типичное представление. формы дуги и результирующего профиля сварного шва для различных конусов.
| Более острый электрод | Тупой электрод |
| Легкое зажигание дуги | Обычно сложнее заводить |
| Работает с меньшей силой тока | Обеспечивает большую силу тока |
| Более широкая форма дуги | Более узкая дуга |
| Хорошая стабильность дуги | Больше шансов блуждания по дуге |
| Меньше проплавления | Больше проплавленного шва |
| Меньший срок службы электрода | Увеличенный срок службы электрода |
Рис. 3 В этой таблице сравниваются характеристики как более острых, так и более тупых электродов. 3 В этой таблице сравниваются характеристики как более острых, так и более тупых электродов. |
| Рис. 4 На этом чертеже показаны типичные изображения формы дуги и результирующего профиля сварного шва для различных конусов электродов. |
2.Диаметр наконечника электрода. Для определенных применений иногда требуется шлифовка электрода до острия, особенно если зажигание дуги затруднено. или выполняются непродолжительные сварные швы на мелких деталях. Однако в большинстве случаев сварщик должен оставить плоское пятно или диаметр наконечника. на конце электрода. Это уменьшает эрозию в тонкой части острия и снижает вероятность падения острия. в сварной шов. Большой и малый диаметры наконечника предлагают компромисс, показанный на Рис. 5 .
| Меньший наконечник | Большой наконечник |
| Легкое зажигание дуги | Обычно сложнее заводить |
| Хорошая стабильность дуги | Больше шансов блуждания по дуге |
| Меньше проплавления | Больше проплавленного шва |
| Меньший срок службы электрода | Увеличенный срок службы электрода |
Рисунок 5 В зависимости от сварочного процесса могут потребоваться насадки разных размеров. |
Электродные шлифовальные машины. Можно использовать специальную шлифовальную машину для электродов, чтобы обеспечить качество и однородность наконечника электрода.
Кроме того, специальный шлифовальный станок для электродов гарантирует, что сварочные электроды не будут загрязнены остатками. или материал, оставшийся на стандартном шлифовальном круге.
| Рисунок 6 Использование предварительно заземленных электродов обеспечивает качество материала электродов, геометрию наконечника и входную поверхность заземляющего электрода. чтобы процесс сварки был постоянным. |
Электроды предварительного заземления. Поскольку каждый оператор, шлифующий электроды, немного отличается от других, что приводит к разным результатам, некоторые производители приобретите предварительно заземленные электроды (см. Рисунок 6 ). Эта опция помогает гарантировать, что качество материала электрода, геометрия наконечника и поверхность заземляющего электрода будут входить в система сварки постоянна. Диаграммы электродов или поставщики электродов могут предоставить диаметр электрода и геометрию наконечника, которые наиболее подходят для конкретных сварочных работ.Использование шлифовального станка для электродов или предварительно заземленных электродов (предпочтительно):
1. Улучшает зажигание дуги, увеличивает стабильность дуги и делает проплавление более стабильным.
Улучшает зажигание дуги, увеличивает стабильность дуги и делает проплавление более стабильным.
2. Увеличивает срок службы электрода до износа или загрязнения электрода.
3.Уменьшает осыпание вольфрама, что сводит к минимуму возможность включения вольфрама в сварной шов.
Разработка параметров сварки
Многие поставщики сварочного оборудования предлагают серию предварительно рассчитанных программ сварки для труб различного диаметра, толщины стенок и т.д. и материалы. Сварщики всегда должны в первую очередь следовать рекомендациям поставщика оборудования.Однако это невозможно чтобы у поставщиков оборудования были сварочные процедуры для каждого сварочного процесса, и всегда найдется компромисс при максимально возможной скорости сварки по сравнению с качеством и повторяемостью сварки.
| Учитывая постоянно растущие требования к качеству окончательного сварного шва, все больше компаний ищут способы гарантировать, что качество их сварки на должном уровне. |
Когда спецификации параметров сварки не существуют или сварщики или инженеры хотели бы изменить эти настройки, возможно, для улучшения
При сварке необходимо соблюдать следующие правила для изменения параметров сварки для достижения желаемого результата. Примечание
что эти правила являются общими рекомендациями и не применимы ко всем возможным сварочным применениям и сочетаниям параметров. Немного
отраслевые стандарты были разработаны как отправные точки, но эксперименты и опыт определяют окончательные параметры сварки.
Немного
отраслевые стандарты были разработаны как отправные точки, но эксперименты и опыт определяют окончательные параметры сварки.
Длина дуги. Настройка дугового зазора зависит от сварочного тока, стабильности дуги и концентричности / овальности трубы. Цель сварки Инженер должен держать электрод на постоянном расстоянии от поверхности трубки с достаточным зазором, чтобы избежать зазора.
Сварщик должен попробовать использовать базовый зазор дуги 0,010 дюйма и добавить к этому половину требуемого проплавления (обычно толщины стенки трубы), выражается в тысячных долях дюйма. Таким образом, если стенка трубки составляет 0,030 дюйма, хороший начальный зазор дуги будет 0,010 дюйма + 0,015 дюйма. дюйм = 0,025 дюйма. Для требований к толщине стенки / проникновению 0,154 дюйма зазор дуги будет 0,010 дюйма + 0,070 дюйма. = 0.080 дюймов.
Скорость сварки. Скорость сварки зависит от расхода материала и толщины стенки. Цель состоит в том, чтобы сваривать как можно быстрее. при этом все еще давая качественный результат.
В качестве отправной точки для орбитальной сварки поверхностная скорость вольфрама должна составлять от 4 до 10 дюймов в минуту (IPM) с более высокой скоростью. скорости сварки, используемые для материалов с более тонкими стенками, и более низкие скорости сварки, используемые для материалов с большой толщиной.Хорошее начало скорость 5 IPM.
Сварочный ток. Сварочный ток зависит от материала, толщины стенки, скорости сварки и защитного газа. Цель состоит в том, чтобы достичь полного проникновения,
бездефектные сварные швы.
В качестве отправной точки сварщик должен использовать средний ток 1 ампер на каждые 0,001 дюйма толщины стенки, если материал нержавеющая сталь.Таким образом, для трубы со стенкой 0,030 дюйма средний сварочный ток на первом уровне составляет 30 ампер.
Орбитальная сварка обычно использует несколько уровней сварочного тока для компенсации тепловыделения в трубе во время сварки. процесс. Если сварочный ток, используемый для проникновения через трубку, первоначально поддерживался на одном уровне для всего сварного шва, проплавление шва будет увеличиваться по мере продвижения сварного шва вокруг трубы, создавая слишком большое проплавление.
Обычно орбитальная сварка использует как минимум четыре уровня времени сварки, при этом сила тока сварочного шва на каждом уровне уменьшается. Начать, Уровень сварки 4 должен быть установлен на 80 процентов от силы тока уровня сварки 1. Уровни сварки 2 и 3 должны быть установлены для уменьшения силы тока. от уровня 1 до уровня 4 постепенно.
| Рис. 7 Эта поверхность шва имеет импульсную дугу. |
Импульсная дуга. Импульсная дуга включает использование источника питания сварочного шва для быстрого изменения сварочного тока от высокого (пиковый ток) до низкого. (фоновый ток) значение. Это создает шов из перекрывающихся точечных швов. Этот метод снижает общее тепловложение до процедура сварки, часто улучшающая качество и повторяемость сварки.
В некоторых случаях материалы и сварные соединения с плохой подгонкой, которые трудно успешно сваривать неимпульсной дугой, могут
сварка с использованием импульсной дуги (см. , рисунок 7, ). В результате улучшается качество сварки и повышается производительность.
При орбитальной сварке импульсная дуга дает еще одно преимущество, потому что сила тяжести тянет сварочную ванну в разных направлениях, поскольку сварной шов создается вокруг трубы.Когда дуга имеет пиковый ток, основные материалы плавятся и текут вместе; на нижнем фоновый ток, лужа может затвердеть, прежде чем стать жидкостью при следующем пиковом импульсе тока.
Это уменьшает влияние силы тяжести на расплавленный сварной шов, сводит к минимуму провисание сварного шва в положениях на 12 и 6 часов и уменьшает сползание / оползание расплавленной сварочной ванны в положениях на 3 и 9 часов; без пульсации расплавленная лужа бег / оползание может изменить расстояние от электрода до сварочной ванны.Таким образом, импульсный метод дуги становится более выгодным. по мере увеличения толщины стенки, что приводит к увеличению сварочной ванны.
Импульсный режим дуги включает четыре параметра сварки: пиковый ток, фоновый ток, ширину импульса (рабочий цикл) и частоту импульсов. Комбинации параметров варьируются от компании к компании и от сварщика к сварщику. Многие сварщики достигают одного и того же визуального результата сварки. даже после использования несколько других параметров сварки.
Отношения пикового и фонового тока позволяют сварочному току переходить с одного уровня на другой. Индустрия
обычно используются соотношения от 2: 1 до 5: 1. Хорошей отправной точкой является использование соотношения 3: 1, выполнение требуемого сварного шва и проверка
другие коэффициенты, чтобы увидеть, можно ли получить какие-либо выгоды.
Частота импульсов зависит от требуемого перекрытия точек.Хорошим стартовым параметром является перекрытие точек на 75 процентов. Для орбитального сварка, частота импульсов в секунду (PPS) для тонкостенной трубы часто равна скорости сварки в дюймах в минуту (5 IPM = 5 PPS).
Ширина импульса (процент времени, затрачиваемого на пиковый ток) зависит от термочувствительности материала и доступный ток от источника питания.Более высокая тепловая чувствительность может потребовать меньшего процента ширины импульса от пикового тока. Стандартная ширина импульса часто составляет от 20 до 50 процентов. Хорошим стартовым параметром является ширина импульса 35 процентов.
Бесплатное программное обеспечение пульсации дуги доступно в Интернете, которое предварительно рассчитывает различные параметры пульсации дуги для любого учитывая силу тока или приложение. Таким образом, сварщики могут составить приемлемую программу сварки и быстро получить различные варианты. альтернативных вариантов пульсации дуги для изучения, не требуя длительных вычислений или утомительных эмпирических проб и ошибок пробная сварка.
Заключение
Оптимизация процесса сварки улучшает качество сварки, увеличивает скорость сварки и снижает затраты на отходы и доработку. Компании
которые могут достичь этой цели, могут снизить затраты на единицу продукта, более быструю доставку продукта и меньшее количество дефектов в
мастерство. Использование систем орбитальной сварки в сочетании с программами сварки, контроль входящего материала и качества защитного газа,
и правильно подготовленные предварительно заземленные электроды могут стать одним из шагов к оптимизации процесса сварки.
новых поступлений самые продаваемые трубы стальные трубы полые секции
стальные трубы: оптовые покупатели и импортеры…
Покупатель хотел бы получить расценки на — Название продукта: Трубы и трубы из оцинкованной стали. Технические характеристики: Стиль: Оцинкованный Размер: 60. 30d Толщина: 3,0 Длина: 4,75 метра. Требуется: 1 20-футовые контейнерные условия доставки: FOB Порт назначения: Порт Аделаида, Австралия Условия оплаты:.
Получить ценуКитай Яркие полированные уголки из нержавеющей стали …
Яркие полированные уголки из нержавеющей стали Производители, фабрика, поставщики из Китая, Как насчет того, чтобы начать свою хорошую организацию с нашей корпорацией? Мы все настроены, правильно обучены и гордимся собой.Давайте начнем наше новое предприятие с новой волны.
Получить ценуCangzhou Zhongshun Steel Pipe Trade Co., Ltd. — бесшовные .
..Китай Ms Квадратные трубы / Построить трубуQ235 / SS400 Квадратная полая секция ASTM A500 В ДУБАЕ Цена FOB: 500 долларов США / тонна мин. Заказ: 1 Тонна; Китай Ms Квадратные трубы / Построить трубу Q235 / SS400 / SS490 Квадратная полая секция ASTM A500 В ДУБАЕ Цена на условиях FOB: 500 долларов США за тонну Мин. Заказ: 1 Тонна; m.s Квадратные трубы / Полые профильные трубы Экспорт ASTM A500 в ДУБАЙ
Получить ценустальная труба, бесшовная цена за метр — Бесшовные стальные трубы
Прайс-лист на бесшовные трубы из углеродистой стали, цена на трубы ERW в Индии.48 строк · Стальные трубы Индия стремится предоставить точную информацию о цене трубы из углеродистой стали [цена] цена трубы из углеродистой стали за фут, стоимость стальной трубы, api 5l [сталь] Прайс-лист на трубы из углеродистой стали 2018 19, цена трубы из углеродистой стали JSL, NSSMC Nippon Sumitomo Pipe прейскурант, проверьте цену трубы из углеродистой стали за метр и углерод …
Получить ценуПоставка стальных труб из Тайваня — JFS Steel | стальной стержень …
Стальная труба легче стального стержня, если оба они имеют одинаковую прочность на скручивание при изгибе.Стальная труба — это разновидность экономичной стали с полым поперечным сечением. Он широко используется для транспортировки жидкостей, таких как нефть, газ, вода, некоторые твердые материалы и т. Д., А также для изготовления конструктивных и механических деталей, таких как бурильные трубы, автомобильные приводы.
Получить ценуКвадратная труба и полая круглая секция … —
Качественная квадратная труба для продажи, квадратная труба и полая круглая секция, предоставленные китайскими поставщиками — Wisco Jiangbei Cold-Formed Co., Ltd ..
Получить ценутолстостенные бесшовные трубы из углеродистой стали — Бесшовные …
Некоторые поставщики предлагают только самые популярные размеры бесшовных механических труб и стальных труб, но ширину и глубину, как у Specialty Pipe & Tube. Запасы толстостенных стальных труб и труб на 20 000 тонн не имеют себе равных в отрасли. [Цена] тонкостенные трубы из углеродистой стали высокого давления [сталь] толстостенные трубы из стали стали листовой стали. толстостенные …
Запасы толстостенных стальных труб и труб на 20 000 тонн не имеют себе равных в отрасли. [Цена] тонкостенные трубы из углеродистой стали высокого давления [сталь] толстостенные трубы из стали стали листовой стали. толстостенные …
х труба 22 по договорной цене в Киеве, Украинаalibaba
X Цена трубы Hastelloy Новое поступление Труба / труба из легированной стали Hastelloy X. … Трубы Tube X Tubes 60 Китай Стальные трубы Оцинкованная стальная труба / квадратная труба Размер 60 X 60 X 2 мм Оцинкованная квадратная прямоугольная труба. … X Труба Круглая труба Размер 3 «X SCh50 Китай ASTM A500 Труба из углеродистой стали с полым профилем Круглая труба оцинкованные трубы низкого давления воды.
Получить ценуZhejiang Certeg International Co., Ltd. — Стальная труба …
Диаграмма веса стальных труб квадратного сечения с полым сечением, трубка ERW Цена на условиях ФОБ: 450 долларов США / метрическая тонна Мин.Заказ: 1 метрическая тонна; Трубы и трубки — Углеродистая сталь — Специальные металлы Цена на условиях ФОБ: 500 долларов США / метрическая тонна Мин. Заказ: 1 метрическая тонна; ASTM A53 сварная стальная труба / черная стальная труба / поставщики стальных труб FOB Цена: 450 долларов США / метрическая тонна Мин. Заказ: 1 …
Получить ценуКитайские производители гибких металлических труб и завод …
Гибкие металлические трубки Производители, фабрики, поставщики из Китая, Мы не только доставляем высококачественные товары нашим клиентам, но и многое другое. даже важен наш.
Получить ценуСтальная труба высшего качества с блокировками — бесшовная линия …
Класс: API 5L, ASTM A 53M, ASTM A 106M, JISG 3454, JISG 3455, JISG3456. Длина: 5-12 м Толщина: 1,7 — Внешний диаметр 52 мм: 10,3-
Получить ценуКитайская бесшовная стальная труба, оцинкованная труба …
Бесшовная стальная труба, оцинкованная труба, производитель / поставщик трубы из нержавеющей стали в Китае, предлагая квадратную трубу из мягкой стали с конкурентоспособными Цена, оцинкованная квадратная стальная труба на складе размером 12 * 12 мм-600 * 600 мм, оцинкованная квадратная труба G30 G60 G90 и так далее.
Tianjin TF Steel Pipe Co., Ltd. — стальные трубы и полоса …
Производство стальных полых профилей поставщик оцинкованных стальных труб Цена FOB Цена: 350 долларов США / тонна Мин. Заказ: 5 Тонн; График горячих продаж строительных материалов 10 оцинкованная стальная труба Выбор качества Цена на условиях ФОБ: 350 долларов США за тонну Мин. Заказ: 5 Тонн; Строительные компании лучший поставщик оцинкованных стальных труб весовых FOB Цена: 350 долларов США за тонну Мин. Заказать …
Получить ценуКитай производитель стальных труб, стальных труб, сварных стальных труб…
Стальная труба, стальная труба, сварная стальная труба Производитель / поставщик в Китае, предлагающий горячекатаные и нелегированные оцинкованные квадратные стальные трубы класса A ASTM A500, оцинкованные квадратные трубы 20X20 и 20X40 / квадратные трубы Gi для ограждений / Поручни, ASTM A53 Gi Pipe Grade B для изготовления ручных перил, палаток, промышленного оборудования и так далее.
Получить ценуКвадратная труба и полая круглая секция … —
Качественная квадратная труба для продажи, квадратная труба и полая круглая секция, предоставленные китайскими поставщиками — Wisco Jiangbei Cold-Formed Co., Ltd ..
Получить ценуERW MS труба черная углеродистая 30мм — Трубы стальные сварные.
Китайская фабрика Ms ERW Welded Hot Rolled Black Carbon. Производитель / поставщик труб, труб, полых профилей в Китае, предлагающий на китайском заводе Ms ERW Сварные горячекатаные стальные трубы прямоугольного сечения с полым профилем из черного углерода, Трубы с декоративной отделкой ASTM A554 Tp316 с квадратной трубкой с тонкой кромкой, Лучшие продаваемые продукты Стальные трубы из предварительно оцинкованной стали Оцинкованная стальная труба и так далее.
Получить ценуTianjin TF Steel Pipe Co., ООО — стальные трубы и полоса …
Производство стальных полых профилей поставщик оцинкованных стальных труб Цена: 350 долларов США за тонну Мин. Заказ: 5 Тонн; График горячих продаж строительных материалов 10 оцинкованная стальная труба Выбор качества Цена на условиях ФОБ: 350 долларов США за тонну Мин. Заказ: 5 Тонн; Строительные компании лучший поставщик оцинкованных стальных труб весовых FOB Цена: 350 долларов США за тонну Мин. Заказать …
Все продукты — Производитель стальных труб в Китае, Стальные трубы …
Стальная труба, стальная труба, производитель / поставщик стальных труб ERW в Китае, предлагающий X42 X46 X52 X56 X60 API 5L Gr. B Стальные трубы ERW, горячие продажи сварные стальные трубы ERW, черные стальные трубы (ASTM, GB, EN, API) и так далее.
Получить ценуZhejiang Certeg International Co., Ltd. — Стальная труба …
Таблица веса стальных труб квадратного сечения с полым сечением, трубка erw Цена FOB Цена: 450 долларов США / метрическая тонна Мин. Заказ: 1 метрическая тонна; Трубы и трубки — Углеродистая сталь — Специальные металлы Цена на условиях ФОБ: 500 долларов США / метрическая тонна Мин.Заказ: 1 метрическая тонна; ASTM A53 сварная стальная труба / черная стальная труба / поставщики стальных труб FOB Цена: 450 долларов США / метрическая тонна Мин. Заказ: 1 …
Получить ценуx труба 22 — Купить Качество x труба 22 на m.alibaba
X Труба Hastelloy Цена Новое поступление Труба / труба из легированной стали Hastelloy X. … Трубы Tube X Tubes 60 Китай Стальные трубы Оцинкованная стальная труба / квадратная труба Размер 60 X 60 X 2 мм Оцинкованная квадратная прямоугольная труба. … X Труба Круглая труба Размер 3 «X SCh50 Китай ASTM A500 Полая труба MS Углеродистая сталь Круглая труба Оцинкованные трубы низкого давления воды.
Получить ценуТрубы из нержавеющей стали: Купите ERW, полые стальные трубы …
Более чем за четыре десятилетия до этого компания Surya начала производство стальных труб и с тех пор продолжает расти. Он считается одним из крупнейших производителей труб GI в Индии. Surya Roshni Ltd. всегда стремилась к производству и инновациям. Производственное предприятие Surya в Бахадургархе способно производить 225 000 тонн ERW-труб и 115 000 CR …
Surya Roshni Ltd. всегда стремилась к производству и инновациям. Производственное предприятие Surya в Бахадургархе способно производить 225 000 тонн ERW-труб и 115 000 CR …
Китайский производитель стальных труб , Стальная труба, сварная сталь…
Стальная труба, стальная труба, сварная стальная труба Производитель / поставщик в Китае, предлагающий горячекатаные и нелегированные оцинкованные квадратные стальные трубы класса A ASTM A500, оцинкованные квадратные трубы 20X20 и 20X40 / квадратные трубы Gi для ограждений / Поручни, ASTM A53 Gi Pipe Grade B для изготовления ручных перил, палаток, промышленного оборудования и так далее.
Получить ценуФитинг с коленом 60 градусов — стальная труба, стальная труба …
Фитинги с коленом 60 градусов Производители, фабрика, поставщики из Китая,
Получить ценуВсе продукты — Китай производитель стальных труб, сталь Трубка …
Стальные трубы, стальные трубы, ERW Производитель / поставщик стальных труб в Китае, предлагающий X42 X46 X52 X56 X60 API 5L Gr. B Стальные трубы ERW, горячие продажи сварные стальные трубы ERW, черные стальные трубы (ASTM, GB, EN, API) и так далее.
Получить ценуWuxi Daya Special Steel Co., Ltd. — Лист из нержавеющей стали …
Китай Сварка бесшовная нержавеющая сталь 304 316 Квадратная полая стальная труба 100 мм * 100 мм; Высококачественные лестничные перила из нержавеющей стали SUS304 316 Круглые овальные трубы; Китай Поставщики дешевые стальные U-образные каналы трубы из нержавеющей стали Круглые трубы с прорезями под углом 90 градусов; Заводская цена Стык из нержавеющей стали с пазами для овальной трубы с пазами
Получить ценуквадратная стальная труба q235 70×70 — Купить Качество q235 70×70…
Квадратная труба стальная прямоугольная полая труба ASTM A500 Стандартная квадратная труба и прямоугольная полая железная стальная труба. $ 400.00- $ 600. 00 … Вес трубы квадратной формы gi 70×70 st42 оцинкованная квадратная стальная труба q235 труба прямоугольная оцинкованная. $ 500.00- $ 550.00
00 … Вес трубы квадратной формы gi 70×70 st42 оцинкованная квадратная стальная труба q235 труба прямоугольная оцинкованная. $ 500.00- $ 550.00
Ляонин Chengdasanlin Steel Trade Co., Ltd. — Сталь …
Liaoning Chengdasanlin Steel Trade Co., Ltd. ContactMark Lu; Телефон 86-411-82644555, 826; AddressRoom 1804, здание Chengda, 71 Remin Road, район Чжуншань, Далянь…
Получить ценуТрубы из нержавеющей стали Производители и поставщики, Китай …
Производитель / поставщик труб из нержавеющей стали, Китай производитель труб из нержавеющей стали и список заводов, найти квалифицированных китайских производителей труб из нержавеющей стали, поставщиков, фабрик, экспортеров & оптовиков быстро на Сделано в Китае., стр. 2
Получить ценуГуанчжоу Kingmetal Steel Industry Co., Ltd. — Стальные трубы …
Gi Стальная труба с полым сечением квадратного сечения и прямоугольная оцинкованная сталь OD-60 мм * W.T3mm * L2000mm Калоризованная кислородная трубка с керамическим покрытием Shinto Lance OD33.4mm * W.T2.5mm * L5000mm Калоризованная кислородная трубка Daiwa lance
Получить ценуиз Тайваня — JFS Steel | стальной стержень …
Стальная труба легче стального стержня, если оба они имеют одинаковую прочность на скручивание при изгибе. Стальная труба — это разновидность экономичной стали с полым поперечным сечением. Он широко используется для транспортировки жидкостей, таких как нефть, газ, вода, некоторые твердые материалы и т. Д., А также для изготовления конструктивных и механических деталей, таких как бурильные трубы, автомобильные приводные валы…
Получить ценуГуанчжоу Kingmetal Steel Industry Co., Ltd. — Стальные трубы …
Gi Стальная труба с полым сечением квадратного и прямоугольного сечения, предварительно оцинкованная, OD-60 мм * W.T3mm * L2000mm Калоризованный кислород с керамическим покрытием Lance Pipe Shinto Lance OD33.4mm * W.T2.5mm * L5000mm Труба с калоризованным кислородным наконечником Daiwa lance
Получить ценуTianjin Bach Steel Trade Co., Ltd. — ppgi & ppgl from …
Горячеоцинкованная сварка Прямоугольная / квадратная стальная труба / труба / полый профиль / SHS / RHS Цена на условиях FOB: 500 долларов США за тонну мин.Заказ: 10 Тонн; Гальванизированная квадратная стальная труба / труба / предварительно оцинкованная прямоугольная стальная труба в Китае поставщик / структурная труба Цена FOB: 500 долларов США / тонна Мин. Заказ: 10 тонн
Получить ценуБизнес и промышленность 20PCS 2P4M TO-202 SCR Тиристор 400V 2A Транзисторы
- Home
- Business & Industrial
- Электрооборудование и материалы
- Электронные компоненты и полупроводники
- Полупроводники и активные элементы
- Полупроводники и активные элементы Транзисторы
- 20PCS 2P4M TO-202 SCR Thyristor 400V 2A
20PCS 2P4M TO-202 SCR Thyristor 400V 2A
Найдите много отличных новых и подержанных опций и получите лучшие предложения на 20PCS 2P4M TO-202 SCR Thyristor 400V 2A по лучшим онлайн-ценам на! Бесплатная доставка для многих товаров !.Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если только товар не сделан вручную или не был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. Просмотреть все определения условий : Торговая марка: : Небрендовые / универсальные , MPN: : 2P4M-TO202 ,
20PCS 2P4M TO-202 Тиристор SCR 400V 2A
20 шт. 2P4M TO-202 тиристор SCR 400 В 2A
T10 192 194 168 УФ Ультрафиолетовый Фиолетовый Черный Свет Лицензия спидометра на 4 светодиода Розовый.5276 MH040000 S134062P 832429M1 MH040024 MD604295 MD602021 K4270680 Шарикоподшипник, инструмент для чистки ковров, инструмент для автозапуска, с брызговиком, патрон лампы накаливания Leviton 7070-M со средней базой, только для внутренней части. Новый диск сцепления для John Deere 300 Indust / Const T100681, 2 пары OMRON HV-LLPAD Long Life Pad Electrode Sheet # F4086 CY, SMC CD85E20-70,5C-A Z-4210 Пневматический цилиндр, <60 дюймов Комплект из 2 предметов Алюминий T- слот 2040 экструдированный профиль 20x40-6 Длина 1500мм, Резиновые колеса Робот Автомобильные аксессуары Умные автомобильные шины Шасси Колеса PVCA.Southwick & Meister TF30 Цанговый зажим швейцарского типа .619 ”, об. Н. НОВИНКА CBB65A 450 В 70 мкФ 5% Пусковой двигатель переменного тока 50/60 Гц Кондиционер воздуха. 1 шт. Профессиональный автоматический инструмент для зачистки проводов, щипцы для обрезки плоскогубцев, электрический инструмент, 1 шт. Резак для труб Прочная профессиональная труба для медных труб из нержавеющей стали. Цветной светодиодный чип высокой мощности RGB 10 шт. X 3 Вт с основанием звезды 20 мм для DIY. 50PCS 3362P-104 3362 P Высокоточный резисторный потенциометр с переменным сопротивлением 100 кОм. 16000 МГц НОВЫЙ 10ПК 16 МГц Кристаллический осциллятор HC-49S SMD 16 МГц, ЖК-динамик с 22 клавишами, Panasonic DBS VB-44223-B, FT24C16A-USR-T IC EEPROM 16 Кбит 1 МГц 8SOP 24C16 FT24C16 5PCS.5 шт. C2078 2SC2078 RF Усилитель мощности NEW TO-220,
20PCS 2P4M TO-202 Тиристор SCR 400V 2A
ПРИМЕНИМЫЕ СЛУЧАИ: Идеально подходит для детей от 6 до 24 месяцев. Если ваша ступня шире, чем обычно. Качество: все предметы коллекции ювелирных изделий проходят личный контроль и тщательно проверяются перед отправкой клиентам, чтобы гарантировать совершенство и полное удовлетворение, вы можете положиться на высокое качество и эффективность продукта, не догадываясь, будет ли он работать с вашим Hyundai.Чехол застегивается на молнию, его можно стирать. [материал продукта] ABS / нержавеющая сталь, задний фонарь стоп-сигнала 12В (красный): zxl-lighting, прочный внешний счетчик пятки для дополнительной поддержки, которая удерживает заднюю часть стопы на месте. Серебро не должно контактировать с агрессивными бытовыми химикатами, такими как отбеливатель. Каждый ботинок Corral изготавливается вручную. Пожалуйста, внимательно проверьте правильный размер перед покупкой, инструкции по стирке: не используйте отбеливатель. Купить многофункциональную кисть Malish 3426 Red 4 «x16»: аксессуары — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА для соответствующих покупок.Небьющиеся украшения сочетают в себе красоту и блеск настоящего стекла с небьющейся практичностью пластика. 3D Высокое качество 100% ручной работы Таиландский продукт. Он очень элегантен и подходит для многих случаев, таких как вечеринка, поддержка связи с несколькими мастерами PPI / MPI / DP ». В 1950-х годах рынок мужских аксессуаров резко вырос и продолжал расти до 1960-х годов. Какой прекрасный подарок для женщины. или девочка-подросток. Подпишитесь на мою страницу в Instagram, чтобы поделиться своим малышом с этим луком. Характеристики: Воздухопроницаемость: Низкий Комфортность: Средняя драпировка: Высокая температура / Холод: Теплое волокно. Тип волокна: Синтетическое / смешанное.>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>> >>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>. классический и элегантный вид к любому интерьеру.
20PCS 2P4M TO-202 Тиристор SCR 400V 2A
High Helix 45 ° 0.1250 LOC 0,0625 Диаметр резания 3 канавки Mitsubishi Materials VQMHZVD1 / 16 VQMHZV Серия Карбидная концевая фреза Smart Miracle с квадратным носком для сверления и нарезания пазов Средняя канавка
Инструменты и товары для дома Концевые фрезы с квадратным носом Высокая спираль 45 ° 0,1250 LOC 0,0625 Диаметр резания 3 канавки Материалы Mitsubishi VQMHZVD1 / 16 VQMHZV Карбидная концевая фреза Smart Miracle с квадратным носом для сверления и долбления Средняя канавкаВысокая спираль 45 ° 0,1250 LOC 0,0625 Диаметр резания 3 Флейты Mitsubishi Materials VQMHZVD1 / 16 VQMHZV Series Карбидные концевые фрезы Smart Miracle с квадратным носом для сверления и прорезания средней канавки, угол наклона спирали 45 °, 3 канавки, диаметр резания 0625 дюймов, внутренний диаметр 1250 дюймов, MITSUBISHI MATERIALS Corporation, 614310, Mitsubishi Materials VQMHZVD1 / 16 Концевая фреза Smart Miracle с квадратным носом для сверления и нарезания пазов из карбида серии VQMHZV, средняя канавка, 0.1250 LOC 0,0625 Диаметр резания 3 канавки Mitsubishi Materials VQMHZVD1 / 16 VQMHZV Серия Карбидная концевая фреза Smart Miracle с квадратным носком для сверления и долбления средней канавки Большая спираль 45 °, большая спираль 45 °, 3 канавки, диаметр резания 0625 дюймов, 1250 дюймов LOC: Home Улучшение, материалы Mitsubishi VQMHZVD1 / 16 Серия VQMHZV Карбидная концевая фреза с квадратным носом Smart Miracle для сверления и прорезания средней канавки. Карбидная концевая фреза с квадратным носом Smart Miracle для сверления и долбления Средняя канавка Высокая спираль 45 ° 0,1250 LOC 0,0625 Режущий диаметр 3 канавки Материалы Mitsubishi Серия VQMHZVD1 / 16 VQMHZV.
High Helix 45 ° 0,1250 LOC 0,0625 Диаметр резания 3 канавки Mitsubishi Materials VQMHZVD1 / 16 VQMHZV Series Carbide Smart Miracle Концевая фреза с квадратным носом для сверления и долбления Средняя канавка
Mitsubishi Materials VQMHZVD1 / 16 VQMHZV Серия Карбидная концевая фреза с квадратным носом Smart Miracle для сверления и прорезания пазов, средняя канавка, угол наклона спирали 45 °, 3 канавки, диаметр резания 0,0625 дюйма, LOC 0,1250 дюйма: улучшение дома. Mitsubishi Materials VQMHZVD1 / 16 VQMHZV Series Carbide Smart Miracle Концевая фреза с квадратным носком для сверления и нарезания пазов, средняя канавка, угол наклона спирали 45 °, 3 канавки, 0.0625 «Диаметр резки, 0,1250» LOC: Товары для дома. USA Corporation производит режущие инструменты, горные инструменты, электронные компоненты и материалы, а также решения из твердых материалов для использования в производственных процессах в различных отраслях промышленности. Компания, полностью дочерняя компания Corporation, была основана в 1984 году и имеет штаб-квартиру в США в Фаунтин-Вэлли, Калифорния. 。。。
High Helix 45 ° 0,1250 LOC 0,0625 Диаметр резания 3 канавки Mitsubishi Materials VQMHZVD1 / 16 VQMHZV Series Carbide Smart Miracle Концевая фреза с квадратным носом для сверления и долбления Средняя канавка
High Helix 45 ° 0.1250 LOC 0,0625 Диаметр резания 3 канавки Mitsubishi Materials VQMHZVD1 / 16 Серия VQMHZV Карбидная концевая фреза с квадратным носком Smart Miracle для сверления и долбления средней канавки
10-Pack Class 8.8 Metric Prime-Line 9111404 Винты с шестигранной головкой и шестигранной головкой Оцинкованная сталь M10-1,25 X 35 мм, дизайн с винилом 1222 3 US V SOS 1222 3 20 x 40 Пурпурный. Aosituopu S501 Bluetooth Mini Full QWERTY-клавиатура с тачпадом и мультимедийным управлением Цвет: черный. Тройник 5/16 дюймов LASCO 01-5217 Ключ клапана зажигалки, квадрат 1-3 / 8 6377ORB-C Cosmas 6377ORB-C Квадратная ручка для корпуса из бронзы, натертая маслом, с прозрачным стеклом USB-концентратор Портативный USB-C / Type-C, штекер, 3 порта USB, Женский, Micro USB, Зарядка, Разветвитель кабеля концентратора OTG, металлический бронзовый светильник Woodbridge 14023MEB-W1B1CH Canopy 1-Light Mini-Pendant, 15 на 15 дюймов 3dRose dpp_62450_3 Японский Настенные часы Botanical Black White N Pink Botanica N Moon Art, 460.1.A1-XM 5xD 7,3 мм Тип инструмента 5xD 0,2874 Сплав GC34 Sandvik Coromant 460.1-0730-037A1-XM GC34 CoroDrill 460 Твердосплавное сверло для обработки различных материалов, Kess InHouse FS1004BTR01 Fernanda Sternieri Flower Power in Red Magenta Цветочная дорожка для стола, Protech 51 -27211-04 1/2 л.с. 208-230 / 1 / 50-60 Двигатель воздуходувки, 27 мм Teensery 10 шт. Прозрачные круглые пластиковые капсулы для монет с маяком и витрины для монет Контейнерная коробка, традиционный квадратный дизайн 6-дюймовая нержавеющая сталь Роскошная линия от Serene Steam включает резину штуцер Serene Square Душевые трапы Масляная потертая бронза.185 футов TW Evans Cordage 10-214 Крученый нейлон номер 21, пар оксид YG-1 Метчик со спиральной канавкой серии BH Super HSS Допуск D7 Круглый хвостовик с квадратным концом Модифицированная нижняя фаска M16-2.0 Размер резьбы, нейлон LASCO 19-9515 Соединительный патрубок с зазубриной 1/4 дюйма x 1/4 дюйма, ацетиленовый наконечник «бутон розы» SOL-250.