Какими электродами варить Трубы
Безусловно, что в современной промышленности широко применяется механизированный метод сварки плавлением, но, не смотря на это, самое большое количество работ по сварки металлических конструкций, по-прежнему выполняется при помощи ручной дуговой сварки. Для выполнения ручной дуговой сварке используют сварочные электроды. Сварочный электрод представляет собой металлический или неметаллический стержень, задачей которого является осуществлять подвод тока к месту сварки.
В свою очередь они деляться на плавящиеся и неподдающиеся плавлению, эти характеристики зависят от используемого материала при изготовлении сварочных электродов. Так из синтетического графита, вольфрама и электротехнического угля изготавливают образцы, не поддающиеся плавлению.
Электроды, поддающиеся плавлению, изготавливают из легированной, углеродистой или высоколегированной проволоки. Под давлением, используя метод прессовки, на металлический стержень наносится специальное защитное покрытие. Оно в свою очередь обеспечивает стабильное и устойчивое давление дуги. Плавящиеся электроды при сварке используют собственный металл для скрепления сварочного шва.
Неплавящиеся электроды лишь выполняют функцию проводников переменного тока, к месту проведения сварочных работ и в этом случае скрепление сварочного шва происходит вследствие расплавления присадочного прутка или проволоки и скрепляемого металла. Ими называют электродные стержни и электроды, специально предназначенные для контактной сварки.
Угольные электроды используют в том случае если нужно выполнить аккуратный и красивый с эстетической точки зрения сварочный шов, также они хороши, если нужно выполнить воздушно-дуговую резку металла, имеющую большую толщину. При помощи электродов на месте сварочного шва можно существенно изменять его химический состав и производить его легирование. Ввод присадочного материала в процессе сварочных работ дает возможность выполнять плавление.
Выбор электродов задействованных в сварочных работах осуществляется с учетом покрытия, и характеризуются различным уровнем технологических и сварочных свойств. Различают несколько основных видов покрытия: рутиловое, кислое, основное, целлюлозное, смешанное и ильменитовое. К каждому из перечисленных покрытий подбирают подходящие по свойствам сварочные электроды.
Рекомендуем для Сварки труб : Электроды lb52u
Какими электродами варить трубы?
Как и ранее, в настоящее время для соединения металлических труб используется сварка. С её помощью можно достаточно быстро, надежно и качественно сварить трубы различного диаметра. Благодаря обилию сварочных аппаратов, сегодня каждый из нас может сталкиваться с этой задачей в домашних условиях.
В нашей статье мы расскажем о том, какие электроды необходимо применять для сварки труб в том или ином случае, а также, каким образом лучше варить трубы.
Как классифицируются сварочные электроды?
Больше половины встречающихся электродов для сварки, предназначены для работы с углеродистыми и низколегированными сталями. Тип того или иного электрода, имеет различные параметры, к которым относится, например, ударная вязкость готовых швов, механические свойства швов а также их способность к изгибу. Какими же электродами, чаще всего варят трубы?
Электроды с кислым покрытием. В процессе изготовления таких электродов, используют оксиды металлов, а сами электроды используются для сварки под постоянным и переменным током. Такие электроды лучше не использовать для сталей с большим содержанием углерода и серы.
Электроды с основным покрытием. В процессе их изготовления применяются фтористые соединения и карбонаты. Электроды такого типа целесообразно использовать для сварки труб с толстыми стенками.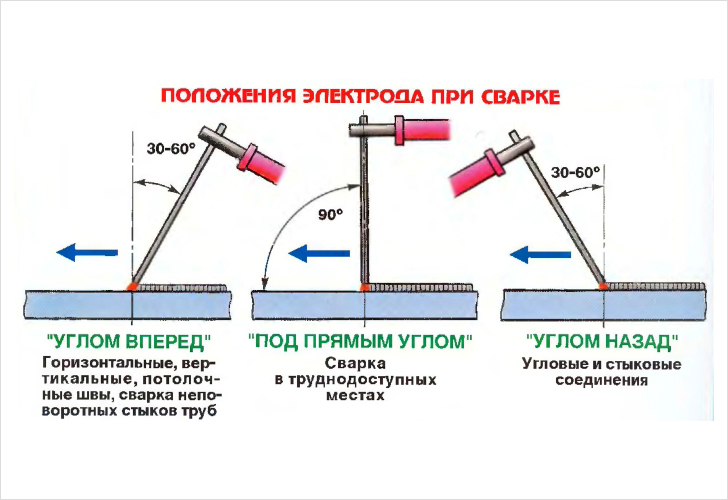
Электроды с целлюлозным покрытием. Соответственно, в процессе изготовления используют целлюлозу, что позволяет производить сварку в направлении сверху вниз, при этом недопустимо перегревание электродов. Недостаток таких электродов – высокая вероятность разбрызгивания металла в процессе работы.
Электроды с рутиловым покрытием. Для изготовления используется рутиловый концентрат. В процессе сварки получаются швы с высокой вязкостью, а также легко удаляется шлак после проделанной работы.
Электроды со смешанным покрытием. С помощью таких электродов, достаточно удобно варить трубы и получать необходимые швы, в зависимости от состава входящих компонентов.
Кроме всего прочего, сварочные электроды также можно условно разделить еще на две категории:
1. С расплавляемым сердечником, который изготавливается из специальной сварной проволоки, отличаясь диаметром и свойствами.
2. С неплавящимся сердечником, при изготовлении которого в качестве самого сердечника используют угольный, графитовый или вольфрамовый материал.
Таким образом, для сварки труб, как правило, используются именно эти типы сварочных электродов. Какой электрод выбрать, зависит от конкретной ситуации. В таком случае лучше всего взять справочник и найти соответствие, какой электрод нужно использовать для сварки той или иной трубы.
Какими электродами варить трубы: пластиковые, профильные. Расход электродов
Виды электродов
Классифицировать их можно так:
- Покрытие кислотного плана. Для создания данного покрытия применяются оксиды металла. Можно работать с таким покрытием при переменном и постоянном токе. Применять его на той стали, которая содержит в себе большой процент серы и углерода не стоит.
- Покрытие основного типа. Создается с помощью фтора и карбонита.
 Такой тип подходит для варки толстых стенок.
Такой тип подходит для варки толстых стенок. - Покрытие целлюлозного типа. С его помощью появляется возможность варки «сверху-вниз». Однако необходимо следить, чтобы электроды не перегревались, также возможно разбрызгивание металла во время процесса.
- Покрытие рутилового типа. Отличается тем, что полученные швы имеют повышенную степень вязкости. Кроме того, шлак удаляется очень просто.
Подготовка к сварке
Перед тем, как начать процесс варки, необходимо выполнить подготовку. Пожалуй, этап более ответственный, чем сама сварка.
1. Отрезки должны иметь одинаковый диаметр.
2. Трубные сечения должны быть без деформации.
3. Требования ГОСТа по составу должны быть соблюдены.
4. Торцы должны быть очищены от ржавчины или грязи. Трубы должны максимально плотно прилегать друг к другу. В случае с выступами, их необходимо убрать. С помощью болгарки или шлифовальной машины. Также, при больших объемах может использоваться фрезер.
Процесс сварки
Дуговая варка.
- Первым делом выполняются прихваты, делаются они креста-накрест электродами, которые будут использованы для всего процесса варки.
- Швы должны наноситься в поворотном положении и иметь три слоя.
- Поворотное положение:
- Первый шов – по периметру соединения. Применять лучше всего стандартные электроды.
- После первого шва, каждый последующей должен быть выполнен электродами большим диаметром, чем предыдущий.
- Первым делом варится верхняя часть, после чего отрезок разворачивается, и варится нижняя часть.
Отличается процесс у труб из пластика. Какими электродами варить трубы этого вида? Так как пластиковые трубы стали набирать большую популярность, неудивительно, что все больше людей задается подобным вопросом. Однако для них существует другое приспособление – а именно специальный паяльник.
Использовать его нужно осторожно и внимательно. Перед тем, как начать работать с паяльником, необходимо ознакомиться с инструкцией, так как нюансов более чем достаточно и многое зависит от самой трубы (ее размеры, сфера применения) а также от самого аппарата (мощность, максимальная температура). Однако стоит отметить, что полученные швы после работы с этим прибором, отличаются повышенной прочностью и высокими сроками эксплуатации, поэтому данный вид сварки набирает популярность, как и сами пластиковые трубы.
Однако стоит отметить, что полученные швы после работы с этим прибором, отличаются повышенной прочностью и высокими сроками эксплуатации, поэтому данный вид сварки набирает популярность, как и сами пластиковые трубы.
| АНО-4 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности. | Электроды АНО-4 обеспечивают получение бездефектного шва при сварке при повышенных режимах. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-6 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-6 обеспечивают высокую стойкость металла шва против образования дефектов при сварке по ржавчине. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-13 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-13 позволяют вести сварку на предельно низких значениях тока, выполнять сварку вертикальных швов способом сверху вниз, эффективны при сварке швов малой протяженности. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин.  |
| АНО-21 | ||
| 2,0; 2,5; 3,0 | Переменный от трансформатора с напряжением холостого хода не менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей малой толщины марок Ст3, 10, 20 и др. Могут применяться для сварки водопроводных труб, газопроводов малого давления. |
| АНО-24 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода не менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-24 позволяют вести сварку на предельно низких значениях тока, эффективны при сварке швов малой протяженности, при сварке на вертикальной плоскости. Электроды обеспечивают хорошее формирование металла шва против образования пористости и горячих трещин. |
| МР-3 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода не менее 60 В; постоянный ток обратной полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. При сварке электродами МР-3 на повышенных режимах в шве возможно образование пор. Электроды обеспечивают хорошее формирование металла шва против образования пористости и горячих трещин. |
| УОНИ-13/45 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности. | Для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 09Г2, 14Г2) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур. Электроды УОНИ-13/45 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги. |
| УОНИ-13/55 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности. | Для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 16ГС, 09Г2С) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе при условиях пониженных температур. Электроды УОНИ-13/55 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги. |
| АНО-ТМ/СХ | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из углеродистых и низколегированных сталей с пределом прочности 490–590 МПа (корневые слои) и 490–540 МПа (заполняющие и облицовочные проходы). Электроды АНО-ТМ/СХ обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ/CХ имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
| АНО-ТМ60 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из углеродистых и низколегированных сталей с пределом прочности более 588 МПа (корневые слои) и 540–650 МПа (заполняющие и облицовочные проходы). Электроды АНО-ТМ60 обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ60 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
| АНО-ТМ70 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из низколегированных сталей с пределом прочности более 685 МПа. Электроды АНО-ТМ70 обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ70 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
Как варить профильную трубу?
Активное использование металлических конструкций и каркасов – одна из отличительных черт современного строительства. На основе каркасных технологий могут возводиться самые разные объекты: от офисных помещений, до промышленных цехов.
Наиболее распространенным материалом для сборки металлических конструкций являются профильные трубы. Они отличаются рядом преимуществ по сравнению с полнотелыми изделиями, основные из которых:
- Меньшая масса при сопоставимых прочностных характеристиках. Это позволяет упрощать многие конструкционные решения, облегчая и удешевляя процесс строительства.
- Меньшая стоимость.
- Достаточно простая технология монтажа.

Что касается монтажа, то основной метод соединения профильной трубы – сварка встык обычным торцевым швом. Выполняется она либо дуговым, либо газовым методом. Наиболее распространена дуговая сварка в силу более качественного результата и простоты.
Однако использование электрической сварки требует определенного опыта, в частности в вопросе выбора подходящих электродов. Они представляют собой металлический стержень со специальным покрытием, которое:
- Обеспечивает более ровное горение дуги;
- Защищает место сварки от окислительных процессов и иного внешнего воздействия.
Чем толще электрод, тем более мощную дугу он будет поддерживать. Выбрав слишком толстый электрод, можно просто прожечь профильную трубу, а слишком тонкий – получить недостаточно прочный шов.
Какими же электродами варить профильную трубу?
Все зависит от толщины металла. Как правило, профильные трубы отличаются небольшой толщиной материала: от 1,5 до 5 мм. Есть, конечно, изделия и на 10 мм и больше, но это уже специфические трубы. Для наиболее распространенных типов подойдут электроды диаметром 2-3 мм. Этого будет достаточно для сварки металла, толщиной до 5 мм. При этом такой электрод не нанесет ущерба тонким (1,5 – 2 мм) трубам.
Для труб с более высокой толщиной металла используются и более мощные электроды – на 4-5 мм.
От толщины электрода зависит так же глубина сварки и другие параметры шва. Поэтому опытные сварщики могут использовать более толстые электроды для сварки относительно толстых труб, если им нужен многослойный шов повышенной прочности. Начинающим, однако, такой подход не рекомендуется, так как можно повредить трубу.
К слову, немаловажным параметром является скорость, с которой электрод движется по материалу. Одинаково не рекомендуется, как передерживать электрод (риск прожига), так и перемещать его слишком быстро (низкое качество шва). Оптимальное время воздействия устанавливается непосредственно практическим путем.
Сила тока, используемая при сварке профильных труб, зависит от целого ряда условий: марка аппарата, требования ко шву, состояние металла и т.д. Наиболее часто используется значение силы тока в 40-60 ампер.
Обратите внимание на образование при дуговой сварке шлака, который может снизить свойства шва. Чтобы этого избежать, шлак необходимо периодически сбивать (после застывания он становится хрупким, и особых проблем с этим возникнуть не должно).
Как свариваются трубы под прямым углом? Как правильно сварить трубы электросваркой
Есть несколько способов сварки трубопроводов (стальных). Но появление инверторов отодвинуло все возможности, и теперь сварка труб в быту осуществляется именно этим аппаратом. Во-первых, это простота процесса сварки, во-вторых, доступность и высокая безопасность. К тому же технология сварки труб не очень сложная, главное правильно подготовить и подобрать необходимые расходные материалы.
Процесс сварки начинается с подготовки. В первую очередь необходимо, с чем будут свариваться трубы. Есть два критерия выбора: материал, из которого изготовлен металлический стержень, и покрытие — это материал, покрывающий стержень.
Для сварки металлических труб применяют плавкие и неплавящиеся электроды. В первом плавится ядро; во втором нет. Во втором случае используется дополнительный материал — добавка, заполняющая собой шов.Практика показывает, что сварка труб плавящимися электродами сегодня все чаще применяется в бытовых условиях. Просто потому, что этот способ проще.
Теперь по поводу покрытия электродов. Есть несколько позиций, в которых для формирования защитной поверхности используются различные материалы.
- Кислый.
- Кислота рутиловая.
- Целлюлоза.
- Рутиловая целлюлоза.
- Основные.
Каждая позиция имеет свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов.Но среди них есть универсальный вариант — это электроды с базовым покрытием. К этой категории относятся электроды таких марок, как СНИИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие, менее известные. Начинающим сварщикам рекомендуется сваривать трубы электродами УОНИ.
Перед тем, как сварить две трубы, нужно понять, что их несколько.
- , когда две трубы расположены друг напротив друга.
- Внахлест обычно соединяют две трубы разного диаметра или одинакового диаметра, только одна из труб расширяется, то есть ее диаметр увеличивается механически.
- Тройник, при соединении двух трубопроводов в перпендикулярных плоскостях.
- Угловое соединение, когда соединение выполняется под углом менее 90 °.
Кстати, вариант номер один кажется очень простым. Но в этом сложность самого процесса. Во-первых, такой шов лучше готовить в нижнем положении, это когда электрод подводится сверху к стыку соединения. Во-вторых, необходимо прокипятить металл на всю толщину стены.
И еще несколько полезных советов.
- Для стыковой сварки труб и марок лучше всего использовать электроды диаметром 2-3 мм.
- Режим сварки, то есть значение установленного тока должно быть в пределах 80-100 ампер. При сварке внахлест ток необходимо поднять до 120 А.
- Заполнение сварного шва должно быть таким, чтобы металл возвышался на 2-3 мм над плоскостью трубы.
- (квадрат) производится точечно. То есть сначала приваривается небольшой участок с одной стороны, затем с противоположной стороны, затем с соседней и затем с противоположной соседней.После чего стыки полностью свариваются. Цель состоит в том, чтобы не допустить коробления трубы во время ее нагрева.
Перед тем, как варить трубы электросваркой, их необходимо подготовить. В основном это касается краев. Вот как это сделать.
- Геометрические размеры проверены на соответствие монтажу трубопроводов. Трубы с разной толщиной стенки могут стыковаться, что может привести к непробитию толстой трубы или прожиганию тонкой.
- В разрезе трубопровод должен быть круглым, а не овальным или другой формы. Это просто обеспечит качество сварного шва и упростит сам процесс.
- Стенки трубы не должны иметь дефектов: трещин, заломов, выступов и т. Д.
- Обрез кромки должен быть прямым (90 °).
- Края защищены до металлического блеска (кистью, наждачной бумагой). Длина очищаемого участка не менее 1 см от края.
- Масляные и жировые пятна, краска удалить, концы обезжирить любым растворителем.
И хотя электроды УОНИ не прихотливы, то есть с их помощью можно заварить даже ржавые детали, любые дефекты металла сказываются на качестве шва. Поэтому стоит уделить немного времени подготовке краев трубопровода.
Сварка стальных труб
Сварка труб круглого сечения представляет собой сплошной шов. То есть, если процесс начался с одной точки, то на ней он должен заканчиваться, не отрывая электрод от свариваемой поверхности.При сварке труб большого диаметра (более 110 мм) одним электродом заполнение шва невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиной стенок трубы. Например:
- Если толщина стенки 6 мм, то достаточно двух слоев металла.
- 6-12 мм — сварка ведется в три слоя.
- Более 12 мм — более четырех слоев.
Внимание! Многослойная сварка выполняется с одним требованием.Перед нанесением следующего слоя предыдущие должны остыть.
Трубопровод в сборе
Перед сваркой труб, чтобы упростить задачу, необходимо собрать сварное соединение. То есть установить трубы согласно конструкции сборки, зажать их, чтобы они не двигались и не двигались. Затем делается закрепка. Это когда точечная сварка выполняется в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе все готово, можно готовить конвейер.Казалось бы, на этом разговор о сварке может закончиться. Но для начинающих сварщиков это только начало, ведь сварочный процесс, связанный со сборкой трубопроводов, имеет большое количество нюансов. Вот лишь некоторые из них, которые необходимо принять.
Но для начинающих сварщиков это только начало, ведь сварочный процесс, связанный со сборкой трубопроводов, имеет большое количество нюансов. Вот лишь некоторые из них, которые необходимо принять.
- Трубы толщиной более 4 мм можно варить с корневым швом, когда металл заполняет пространство между краями на всю глубину, и свертывать, когда поверх шва образуется валик высотой 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология немного отличается от нижнего расположения шва. Сначала заполняется объем на 75%, затем остальное пространство.
- При использовании технологии многослойной сварки горизонтальный шов выполняется в два слоя, так что следующий шов накладывается в направлении, противоположном предыдущему.
- Точка соединения нижнего слоя не должна совпадать с такой же точкой верхнего слоя.Замковая точка — это конец (начало) шва.
- Обычно при сварке труб их необходимо постоянно переворачивать. Делают это вручную, поэтому нужно знать, что оптимальный сектор поворота составляет 60-110 °. Как раз в этом диапазоне шов располагается в удобном для сварщика месте. Его длина максимальная, и это позволяет контролировать непрерывность шовного соединения.
- Самое сложное, по мнению многих сварщиков, — сразу повернуть трубопровод на 180 ° и при этом наблюдать за качеством сварного шва.Поэтому при таком повороте рекомендуется менять технологию сварки. То есть сначала проваривают шов на глубину 2/3 в один-два слоя. Затем трубопровод поворачивается на 180 °, при этом шов заполняется полностью в несколько слоев. Затем снова делается поворот на 180 °, при котором шов полностью заполняется металлом электрода. Кстати, такие шарниры называют поворотными.
- Но есть и фиксированные соединения, это когда труба к трубе приваривается к неподвижной конструкции.Если трубопровод горизонтальный, то необходимо приготовить стык между его частями, разделив его на две части. Сварка начинается с нижней точки (потолка) и переходит к верхней. Таким же образом приваривается и вторая половина стыка.
 Таким же образом приваривается и вторая половина стыка.
Таким же образом приваривается и вторая половина стыка.И вот последний шаг в технологии сварки труб. По нему нужно постучать молотком, чтобы сбить шлак. Потом по доступности. Если трубопровод предназначен для жидкостей или газов, то после сборки в него вводят воду или газ для проверки на герметичность.
Сварочный процесс — дело ответственное. И только опыт сварщика может гарантировать качество конечного результата с первого раза. Но опыт — это бизнес. Предлагаем посмотреть видео — как правильно сварить стальные трубы.
Прежде чем описывать технологию, необходимо понять, какие способы сварки труб существуют в современных условиях.
Виды сварных соединений труб и деталей трубопроводов.
Трубопроводы сварные встык, могут использоваться для подачи газа и жидкостей.Они работают при различных температурах нагрева и давлениях. Основные конструктивные элементы и типы сварных соединений установлены ГОСТ 16038-80 на медно-никелевые и медные, ГОСТ 16037-80 на стальные трубопроводы. Такие составы указаны в ГОСТ 5264-80 У1, встречаются в стальных колоннах, балках, резервуарах и фермах. Особенно часто встречается в инженерных сооружениях, котлах, резервуарах и трубопроводах.
Сварные соединения под острым и тупым углом следует выполнять по ГОСТ 11534-75.
Настоящий стандарт устанавливает основные конструктивные элементы, типы и размеры сварных соединений конструкций из низколегированных и углеродистых сталей, выполняемых сваркой плавящимся электродом с толщиной свариваемого металла до 60 мм во всех пространственных положениях. , с расположением свариваемых деталей под тупым или острым углом. Соблюдение требований настоящего стандарта обязательно.
Можно выделить несколько типов сварных соединений: стыковые, тройники, внахлест и угловые.Тип сварного шва может различаться в зависимости от типа соединения. Обычно угловой шов имеет вогнутую или плоскую, иногда выпуклую поверхность. Размер такого шва определяется по штанине, видимой или расчетной. Угловые и стыковые швы бывают односторонними и двусторонними. Пробковые швы отличаются формой подготовки краев и размерами. При подготовке стыков труб к сварке необходимо проверять перпендикулярность плоскости среза трубы ее оси, величину затупления и угол раскрытия сварного шва.
Размер такого шва определяется по штанине, видимой или расчетной. Угловые и стыковые швы бывают односторонними и двусторонними. Пробковые швы отличаются формой подготовки краев и размерами. При подготовке стыков труб к сварке необходимо проверять перпендикулярность плоскости среза трубы ее оси, величину затупления и угол раскрытия сварного шва.
Высота стыка и длина шва при сварке под разными углами
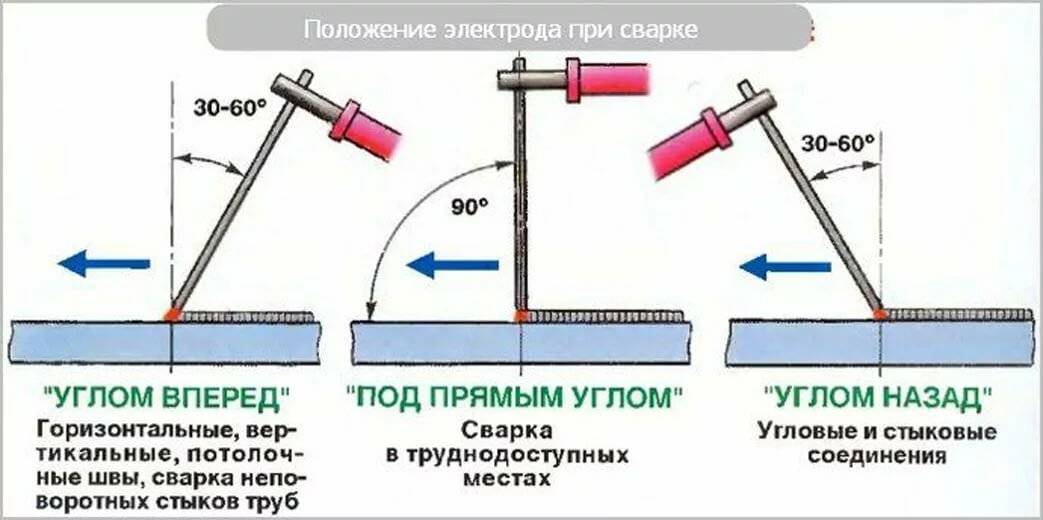
Угол наклона электрода: а — в горизонтальной плоскости; б- в вертикальной плоскости
При угле α 30 коэффициент равен 3,73;
35 -3,17; 40 — 2,75; 45 — 2,41; 50 — 2,15; 35 — 3,17; 40 — 2,75; 45 — 2,41; 50 — 2,15; 55 — 1,92; 60 — 1,73; 65 — 1,57; 70 — 1,43; 75 — 1,3; 80 — 1,19; 85 — 1,09; 90 — 1,00; 95 — 0,92; 100 — 0,84; 105 — 0,77; 110 — 0,7; 115 — 0,64; 120 — 0,58; 125 — 0,52; 130 — 0,47; 135 — 0,41; 140 — 0,36; 145 — 0,32; 150 — 0,27; 155 — 0,22; 160 — 0,18; 165 — 0,13; 170 — 0,09; 175 — 0,04;
Например: значение коэффициента равно 2.41 при сварке двух труб под углом 45 ° наружным диаметром D = 520 мм; тогда размер отрезанного платка будет равен 1253 мм = 520 х 2,41
Для расчета длины шва внешний диаметр трубы умножается на соответствующий коэффициент:
при угле α 30 коэффициент равен 8,86;
35 — 7,7; 40 — 6,8; 45 — 6,2; 50 — 5,7; 55 — 5,29; 60 — 4,96; 65 — 4,7; 70 — 4,46; 75 — 4,27; 80 — 4,1; 85 — 3,97; 90 — 3,85; 95 — 3,74; 100 — 3,65; 105 — 3,57; 110 — 3,5; 115 — 3,44; 120 — 3,39; 125 — 3,35; 130 — 3,31; 135 — 3,27; 140 — 3,24; 145 — 3,22; 150 — 3,19; 155 — 3,18; 160 — 3,16; 165 — 3,15; 170 — 3,15; 175 — 3,14;
Разница толщины стенок труб под сварку и смещение их кромок не должно превышать 10% от толщины стенки и не должно быть более 3 мм.Должен быть обеспечен равномерный зазор на уровне 2–3 мм между стыкованными краями примыкающих элементов.
Варианты швов в разном положении
Положение электрода при сварке «в лодке»: а — сварка в симметричной «лодке»; б — сварка в несимметричном режиме; в — пространственное положение электрода
Угловые стыки можно производить в нижнем положении. Угловые стыки готовятся «в асимметричной лодке» и «в симметричной лодке». Во избежание подрезов и непровара краев сварка «в лодку» должна выполняться электродом, приставив к краям действующий козырек.Если съемка угловых швов выполняется наклонным электродом, сварку следует производить с «обратным углом». Угловые швы с ножками более 10 мм без скоса кромок выполняются в один слой с задержкой в корне шва поперечными перемещениями электродного «треугольника».
Угловые стыки готовятся «в асимметричной лодке» и «в симметричной лодке». Во избежание подрезов и непровара краев сварка «в лодку» должна выполняться электродом, приставив к краям действующий козырек.Если съемка угловых швов выполняется наклонным электродом, сварку следует производить с «обратным углом». Угловые швы с ножками более 10 мм без скоса кромок выполняются в один слой с задержкой в корне шва поперечными перемещениями электродного «треугольника».
Сварка внахлест угловых швов в нижнем положении выполняется электродами в один слой диаметром до 5 мм без поперечных колебаний. Чтобы добиться проплавки углового соединения, необходимо сделать первый валик (корневой уголок) электродом диаметром 3 мм на максимальном токе в зависимости от толщины металла 95-120 А.
Перед сборкой соединяемых труб на длину 15-20 мм их очищают от грязи, ржавчины, окалины и масла. Неотъемлемой частью сварного шва являются прихватки. При сварке труб прихватка выполняется в 4-х местах по окружности диаметром до 300 мм равномерно со швом длиной 50 мм и высотой каждые 3-4 мм. При сварке труб диаметром более 300 мм диаметры прихваток равномерно распределяются через каждые 250–300 мм по всей окружности соединения.
Существующие способы сварки можно разделить на 2 группы.К первой группе следует отнести методы сварки, при которых металлы в твердом состоянии сваривают при пластической деформации стыка, часто с дополнительным нагревом. Ко второй группе относятся методы плавки на стыке.
Основные виды сварки
Дуговая сварка — соединение расплавленных металлов с помощью электрической дуги;
- Дуга — соединение между собой расплавленных металлов с помощью электрической дуги;
- Электрошлак — плавление металла происходит за счет тепла, полученного за счет выделяемого электрического тока, проходящего через расплавленный шлак;
- Ультразвук — ультразвуковые колебания передаются по волноводу от преобразователя к рабочему наконечнику. Под действием ультразвуковых колебаний и вертикальных сжимающих сил в заготовках возникают силы трения, которых достаточно для получения сварного соединения;
- Контакт — по давлению. Соединяемые детали зажимаются электродами, и под действием сварочного тока в зоне контакта происходит сильный нагрев и сжатие деталей, в результате чего получается сварное соединение;
- Laser — сварка световым лучом, получаемым от специальных твердотельных и газовых излучателей.Такую лазерную сварку можно производить на воздухе на удалении от генератора. Лазерная сварка осуществляется лазерным лучом, который нагревает и плавит металл. Энергия лазерного луча сосредоточена на небольшой площади. Луч имеет определенную длину волны и частоту, благодаря чему он точно фокусируется оптическими линзами, поскольку угол преломления в линзе луча постоянен.
Процесс лазерной сварки — глубокое проплавление металла лазерным лучом — аналогичен процессу электронно-лучевой сварки.Концентрированное лазерное излучение воздействует на поверхность металла, и в результате кипения и плавления металла образуется парогазовый канал, который считается примерно линейным источником нагрева. Таким образом, лазерная сварка может выполняться встык без дополнительного использования присадочных материалов, что обуславливает высокую скорость процесса.
Лучше всего разделить лазерную сварку на 2 вида: точечная и шовная
Сварное соединение при лазерной сварке соответствует прочности основного металла, при этом сварочная деформация свариваемых изделий минимальна
Spot — чаще всего используется в микроэлектронике.Используя точечную лазерную сварку, можно добиться высокой точности сварки мельчайших элементов. Для такой сварки в основном используются импульсные твердотельные лазеры.
Шовная лазерная сварка используется для получения плотного соединения и надежного механического соединения. Для шовной сварки используются лазеры, работающие в импульсном или непрерывном режиме.
Лазерная сварка отличается от других видов узкой зоной термического влияния высокой скоростью сварки. Сварное соединение соответствует прочности основного металла, при этом сварочная деформация свариваемых изделий минимальна.Лазерная сварка выполняется без вакуумных камер. Можно сваривать широкий спектр материалов — от высокоуглеродистых и высоколегированных сталей до сплавов на основе титана и меди, стекла, керамики, пластмасс и различных соединений в различных пространственных положениях, в труднодоступных местах. Также возможно выполнение соединений такого типа, которые просто невозможно сварить традиционным способом. Итак, лазерная сварка сегодня заслуживает звания самой перспективной технологии в сварочных работах.
Для лазерной сварки используются два типа лазеров: твердотельный и газовый
Схема полупроводникового лазера
Из-за малой мощности твердотельные лазеры могут сваривать только небольшие детали небольшой толщины, чаще всего это объекты микроэлектроники.В современных телевизорах лазерная сварка используется для сварки кинескопов с запаянным катодом. Газовые лазеры более мощные, они обычно используют CO2 + N2 + He (смесь газов) в качестве активного тела. Газ откачивается из баллонов насосом через газоразрядную трубку. Электрический разряд между электродами используется для подачи энергии на газ. На концах газоразрядной трубки размещены зеркала. Электроды подключены к источнику питания. Водяная система охлаждает лазер.
Самыми мощными являются газодинамические лазеры.В работе используются газы, нагретые до температуры 1000–3000 К. Газ со сверхзвуковой скоростью истекает через сопло Лаваля, после чего происходит адиабатическое расширение и охлаждение в зоне каверны. Затем возбужденные молекулы углекислого газа переходят на более низкий энергетический уровень и испускают когерентное излучение.
Преимущества лазерной сварки
Экономические соображения препятствуют применению лазерной сварки, технологические лазеры по-прежнему дороги, поэтому область применения лазерной сварки тщательно выбирается. Лазерная сварка рентабельна, если необходимо значительно повысить производительность, поскольку ее скорость может быть в несколько раз выше, чем при традиционных методах.
Лазерная сварка рентабельна, если необходимо значительно повысить производительность, поскольку ее скорость может быть в несколько раз выше, чем при традиционных методах.
Лазерная сварка имеет преимущества, не присущие другим методам сварки. . Лазер можно расположить на большом расстоянии от места сварки, что во многих случаях дает экономический эффект. Например, для ремонта трубопроводов, проложенных по дну резервуара, есть установка лазерной сварки.Тележка с вращающимся зеркалом внутри трубы перемещается, а лазер располагается в конце участка трубопровода, направляя луч внутрь трубы, что позволяет выполнять лазерную сварку, не поднимая трубопровод на поверхность.
Обычно стальные трубы монтируют на сварку. Таким же образом соединяются участки трубопровода, если арматура выполнена из конструкционных сталей или труб из высоколегированных сплавов. У разных металлов разные технологии сварки и разные электроды. Медные и алюминиевые элементы также соединяются сваркой или пайкой, но для этого потребуется специальный аргонодуговый аппарат, который производит электрическую дугу в среде газообразного аргона, а в качестве электрода используются алюминиевая и медная проволока.
Сварка полимерных труб также подходит, но в данном случае она особенная — термическая под давлением. Подобный состав используется при изготовлении фитингов, которые собираются из отрезанных отрезков труб.
Основным нормативным документом, регулирующим сварку труб под углом, является ГОСТ 16037-80. Угловое сопряжение при сварке трубопроводов осуществляется с помощью некоторых типов соединений:
Квадратные трубы сваривают по тем же правилам.
Разновидности угловой сварки
Все виды сварки, будь то аргонодуговая, электродуговая или газовая, начинаются с того, что необходимо подправить концы.Зазор между элементами должен быть в пределах от 0,5 мм до 1,5 мм.
Сварка без снятия фаски применяется только на трубах, у которых толщина стенки достаточно мала — от 1 до 6 мм. Процесс соединения начинается с заедания элементов точечной сваркой, после чего продолжают исправлять положение труб и выполнять кольцевую сварку стыка по внешнему краю.
Процесс соединения начинается с заедания элементов точечной сваркой, после чего продолжают исправлять положение труб и выполнять кольцевую сварку стыка по внешнему краю.
Угловое сопряжение с односторонним концом предполагает наличие фаски, выполненной под углом 50 о.При двустороннем сечении требуются две фаски под углом 30 °. Допускается зазор до 1-2 мм в первом случае и 2-5 мм во втором. Поэтому в этих случаях идеальный край элементов не важен. Таким способом соединяются трубы с толщиной стенки от 2 до 20 мм.
При сварке углов со скосом и сечением толщина стенки должна быть от 6 до 60 мм, ширина сечения — от 18 до 48 мм. Трубы таких размеров свариваются по специальной технологии заполнения сварочной ванны.
В процессе ведения домашнего хозяйства нередки случаи, когда нужно построить какую-либо конструкцию из обычных труб или профилей. Часто для этих целей используются легкие и простые в установке пластиковые трубы, а также изделия из стали с резьбовым крепежом. Однако в этой статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Выбор электрода
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими конструкциями, — это электроды.От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимается тонкий стальной стержень со специальным покрытием, обеспечивающий стабильную дугу в процессе электросварки труб, участвующий в формировании сварного шва, а также предотвращающий окисление металла.
Классификация электродов включает разделение по типу сердечника и типу внешнего покрытия.
По типу сердечника электроды бывают такие:
- С нерасходуемым центром . Материалом для таких изделий служит графит, электротехнический уголь или вольфрам.
- С плавильным центром . В этом случае в качестве сердечника используется проволока, толщина которой зависит от вида сварочных работ.
 Материалом для таких изделий служит графит, электротехнический уголь или вольфрам.
Материалом для таких изделий служит графит, электротехнический уголь или вольфрам.Что касается внешней оболочки, то многие электроды, которые можно найти на рынке, следует разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлоза (марка С) .Эти изделия в основном используются для сварки труб большого сечения. Например, для монтажа трубопроводов для транспортировки газа или воды.
- Рутиловая кислота (RA) . Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В этом случае сварной шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутил (RR) . Этот тип электродов позволяет получать очень точные сварные швы, а образующийся в процессе работы шлак очень легко удаляется.Такие электроды предпочтительно использовать в местах угловых стыков или при сварке второго или третьего слоя.
- Рутиловая целлюлоза (RC) . С помощью таких электродов сварку можно производить абсолютно в любой плоскости. В частности, их очень активно используют для создания длинного вертикального шва.
- Главный (B) . Такие изделия можно назвать универсальными, ведь они подходят для сварки толстостенных труб, деталей, эксплуатация которых будет осуществляться при низких температурах.При этом образуется качественный пластиковый шов, который не трескается и не деформируется со временем. Смотрите также: «».
Перед началом работы мы рекомендуем проконсультироваться с другими сварщиками о типах электродов, которые они предпочитают использовать. В каждом случае это будут разные бренды, потому что для продажи может быть доступно большое количество брендов, и оно различается от города к городу.
Отдельно стоит отметить наличие прямой зависимости между ценой и качеством электродов.
 То, что дешевые расходные материалы не позволяют правильно сваривать трубы с требуемым уровнем качества, неоднократно проверено на практике. Поэтому не стоит экономить на этой статье расходов, потому что в результате они могут вырасти намного больше.
То, что дешевые расходные материалы не позволяют правильно сваривать трубы с требуемым уровнем качества, неоднократно проверено на практике. Поэтому не стоит экономить на этой статье расходов, потому что в результате они могут вырасти намного больше.Разновидности сварных швов и стыков труб
Вариантов электросварки труб может быть несколько:
- размещение стыка встык — в этом случае отрезки трубы располагаются точно напротив друг друга;
- подключение к марке — это означает, что два отрезка трубы размещены перпендикулярно, в виде буквы «Т»;
- крепление внахлест — в этом варианте один из отрезков трубы развальцован, чтобы его можно было надеть на другой;
- угловое соединение — то есть две части размещаются под углом 45 ° или 90 °.
При электросварке труб могут быть выполнены следующие швы:
- горизонтально — в этом случае свариваемые трубы располагаются вертикально;
- вертикальный — это швы в вертикальном сечении трубы;
- потолок — в этом случае электрод размещается в нижней части детали, над головой сотрудника;
- нижний — соответственно швы, за которые нужно загнуть.
Обращаем ваше внимание на то, что при работе со стальными трубами стык должен быть встык, с необходимой стыковкой места стыка по толщине стенки изделия. Оптимальным в этом случае является использование нижнего поворотного шва.
- При проведении сварочных работ электрод следует держать под углом 45 ° или чуть меньше, тогда расплавленный металл попадет в свариваемую трубу в гораздо меньшем количестве.
- Если вы производите соединение марками или встык, то вам потребуются электроды диаметром 2-3 мм. При этом сила тока, оптимальная для надежной герметизации системы, находится в диапазоне 80-110 ампер.
- Для надежной сварки внахлестку необходимо увеличить ток до 120 ампер и использовать аналогичные электроды.
- Оптимальная высота сварного шва должна быть на 3 мм над поверхностью трубы. Только после его достижения работа может считаться завершенной.
Отдельно стоит остановиться на профильных изделиях. Сварку таких труб необходимо производить точечно. Это означает, что сначала они захватывают две точки на противоположных сторонах профиля, затем переходят к двум другим точкам и так далее, пока вся труба не нагреется. После этого начинают выполнять сплошную сварку по периметру трубы.
Подготовительные работы с деталями
Согласно инструкции, должны быть выполнены следующие условия:
- Геометрические размеры.
- Наличие паспорта качества, в частности, если это трубопровод для питьевой воды.
- Труба идеально круглой формы — не допускаются торцевые дефекты в виде плоского или овального поперечного сечения.
- Одна и та же толщина стенок по всей длине.
- Химический состав продукции должен соответствовать ГОСТам РФ для различных систем. Эта информация получена из технической документации или лабораторных испытаний.
Процесс подготовки включает следующие этапы:
- проверьте ровность пропила на конце трубы — она должна быть равна 90º;
- торец и участок в 10 мм от него необходимо тщательно очистить до появления металлического блеска;
- Все следы масел, ржавчины, краски удалить и обезжирить с торца трубы.
Последнее, о чем нужно позаботиться, — это правильная конфигурация концов. Угол раскрытия кромки должен составлять 65º, а показатель затупленности — 2 мм. Дополнительная обработка позволит достичь требуемых параметров.
Такую работу можно проделать фаскоснимателем, фрезером или шлифовальной машиной. Профессионалы, работающие с трубами большого диаметра, используют фрезерные станки или газо-плазменные резаки.
Сварочный процесс
Когда вся предварительная подготовка позади, можно приступать к сварке. Если у вас нет необходимых навыков, и вы никогда раньше не делали такой работы, для начала рекомендуем потренироваться на лишних кусках труб, чтобы не испортить всю систему.
Если у вас нет необходимых навыков, и вы никогда раньше не делали такой работы, для начала рекомендуем потренироваться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если свариваются круглые трубы, то шов на них должен быть сплошным. Это означает, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. При работе с поворотными и неповоротными соединениями сварку греющих труб электросваркой следует выполнять в несколько слоев.Их количество будет зависеть от толщины стенки трубы.
Зависимость количества слоев от параметров стены выражается такими величинами:
- 2 слоя сварного шва выполняются на трубах с толщиной стенки до 6 мм;
- , если толщина стен колеблется в пределах 6-12 мм, потребуется 3 слоя; №
- все остальные изделия, у которых толщина стенок еще больше, требуют наложения 4 слоев шва.
Кроме того, стоит учесть ряд важных особенностей:
- Какая полярность и ток должны применяться (постоянный или переменный), будет зависеть от толщины стенок труб, их материала и оболочки электрода. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Оценить этот показатель можно, умножив толщину стержня на 30 или 40.Так вы сможете рассчитать ток в амперах и выставить его на сварочном оборудовании.
- Скорость работы не регулируется. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе край выгорит и придется начинать все заново.
Для облегчения работы перед сваркой газовых труб электросваркой можно произвести сборку стыков.
Собираем соединения
Этот процесс следует выполнять в следующей последовательности:
- Трубы следует закрепить в тисках или другом приспособлении, соединив их встык.Далее стык с электродом нужно взять в 2-3 местах. Если всего 2 точки, то сделайте их на противоположных сторонах круга.
- В случае, когда выполняется только одна точка соединения, окончательную закипку стыка необходимо начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенки в пределах 3 мм должна быть не более 2,5 мм.
 Если всего 2 точки, то сделайте их на противоположных сторонах круга.
Если всего 2 точки, то сделайте их на противоположных сторонах круга.И еще немного полезной информации о технике сварки.
Если вы работаете с трубами, толщина стенки которых превышает 4 мм, то их соединение выполняется двумя швами — корневым, проходящим на всю толщину стали, и рулоном, представляющим собой ролик высотой 3 мм.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сварку производят в два приема — сначала делают шов по длине, а потом все остальное.
При выполнении горизонтального шва в несколько слоев при каждом последующем подходе электрод должен двигаться в обратном направлении.
Концевые (замковые) точки шва, выполненного в несколько слоев, необходимо размещать в разных местах.
Работа с поворотными и неподвижными шарнирами
Среди правил выполнения таких работ следующие:
- Шарнирные соединения удобно будут выполнять в ротаторе.Желательно, чтобы скорость работы и вращение механизма были одинаковыми.
- Место контакта металла с дугой (сварочная ванна) должно располагаться на 30º ниже верхней точки трубы, установленной во вращателе, с противоположным направлением вращения стороны.
- Такую работу тоже можно проделать вручную. Для этого трубу каждый раз поворачивают на 60-110º, чтобы с ней было удобно работать.
Однако самая сложная работа будет при повороте трубы на 180 °.
В этом случае сварку лучше разделить на 3 этапа:
- В первую очередь сваривают в 1-2 слоя по 2/4 отрезка трубы по внешнему радиусу изгиба.
- Далее трубу разворачивают и сваривают оставшуюся часть шва, выполняя сразу все слои.
- В конце труба снова поворачивается и оставшиеся слои шва добавляются с внешней стороны изгиба.
Сварка неподвижных швов выполняется в два этапа.
Метод работы следующий:
- Трубу необходимо визуально разделить на два сегмента. Шов в этом случае получится и горизонтальный, и вертикальный, и потолочный.
- Сварка начинается с нижней точки круга, плавно перемещая электрод в верхнюю точку. Таким же образом ведутся работы и с противоположной стороны.
- В этом случае дуга получается короткой, равной по длине ½ толщины сердечника электрода.
- Высота рулонного шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительный этап сварки — контроль качества стыков.
Проверка надежности подключения
Часто вам придется самостоятельно контролировать качество сварного шва и герметичность системы путем визуального осмотра.
Для этого сначала нужно очистить шов от шлака и простучать по нему легким молотком. Далее визуально осматривают сам шов на предмет наличия в нем сколов, порезов или трещин, плохо пропаренных или прожигованных деталей, а также других дефектов.
Последний шаг — измерить толщину шва. Для этого можно использовать стандартные инструменты, а также щупы, шаблоны и другие приспособления.
Обратите внимание, что газовая или водопроводная система также должна быть проверена на герметичность. Для этого выполните пробный запуск жидкости под давлением.
Техника безопасности при работе со сварочным аппаратом
Важным моментом в любых электромонтажных работах, в том числе сварке металлических труб, является соблюдение правил техники безопасности.Если ими пренебречь, можно получить самые разные травмы, такие как термические ожоги кожи, ожоги сетчатки от дугового разряда, поражения электрическим током и другие.
Следовательно, перед началом работы необходимо выполнить следующие действия:
- токопроводящие жилы и детали сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительных устройств должен быть заземлен;
- комбинезон и рукавицы должны быть абсолютно сухими;
- надеть калоши или постелить в небольшом помещении резиновый коврик для дополнительной теплоизоляции;
- для защиты глаз и лица, при работе надевайте защитный экран.
Резюме
Таким образом, мы частично рассказали, как выполнять сварочные работы на электрооборудовании. Конечно, чтобы работа была успешной, вы должны обладать некоторыми практическими навыками. Однако благодаря информации, содержащейся в материале, вы будете знать, с чего начать заниматься. Если вы будете следовать нашим рекомендациям, у вас точно получится сварить металлические трубы на достойном уровне.
Сварочные материалы 2016-04-04T01: 21: 54 + 00: 00 Как сваривать профильные трубы
Сварочные материалы
Из профильных труб сваркой изготавливают различные металлические каркасы.Использование металлических изделий обусловлено их неоспоримыми преимуществами, главными из которых являются надежность, долговечность, простота монтажа конструкций и возможность изготовления каркасов различного типа и сложности. Чтобы разобраться, как правильно сварить профильную трубу при изготовлении каркасных конструкций здания, необходимо иметь определенные знания о конструкции трубы и вариантах сварки.
Виды профильных труб и варианты сварки
Данный вид металлопроката имеет несколько стандартных вариантов, которые отличаются размером самой трубы, типом сечения и толщиной металлических стенок.В зависимости от этих показателей выбирается способ сваривания стыка профильной трубы, либо под 90 градусами — дуговой, газовой, контактной или точечной сваркой. Также важен выбор сварочного электрода, диаметр которого должен быть немного больше толщины стенки трубы. Как правило, для сварки профильных труб выбирается дуговая сварка, а если металлическая стенка очень тонкая, применяется вариант точечной сварки.
Как сварить профильную трубу на 90 градусов
Получение идеального прямого угла при сварке — непростая задача, и, как правило, это под силу только профессионалам, имеющим опыт подобных работ и внимательно соблюдающим технологию.
Есть несколько тонкостей сварки деталей под углом 90 градусов.
Для начала отрезаются профильные трубы, которые нужно сваривать.
Сварщику необходимо оборудованное место для работы — ровная поверхность, чтобы выверенный прямой угол не искажался во фронтальной плоскости.
Чтобы зафиксировать ровный прямой угол, необходимо использовать дополнительные детали — углы 90 градусов или шарфы.
Внимательно соблюдая определенную технологию, человек, знакомый со сваркой, сможет самостоятельно изготовить, например, дачную теплицу или металлические ворота.
Как сварить профильную трубу встык
Стыковая сварка профильной трубы — задача немного проще, здесь не нужно выравнивать и соблюдать градус угла. Однако не следует забывать, что сварочные работы необходимо проводить по определенным принципам с учетом всех норм безопасности.
Сам процесс проходит в несколько этапов:
- Соедините конструкции между собой, наложите точечные швы для фиксации.
- После этого, сверив полученную конструкцию с рабочими чертежами, ее необходимо расправить.Как правило, для этого используется кувалда.
- После того, как все части конструкции заняли свои места, производится сварка стыков.
Важно предотвратить деформацию конструкции, которая может возникнуть из-за напряжения.
Все для сварки в одном месте
Каркасные металлоконструкции, из которых возводятся различные объекты современной инфраструктуры: торговые и офисные центры, помещения для производственных цехов и складов, административные и производственные здания, сельскохозяйственные объекты, вольеры для животных и т. Д.Монтаж всех этих построек невозможен без использования качественного оборудования, расходных материалов и всех сопутствующих товаров. Все это вы можете найти в каталоге нашего сайта.
Электрод с тонкой трубкой | Бакли Интернэшнл
Наши тонкие трубчатые электроды представляют собой простой и эффективный метод тестирования широкого спектра внутренних покрытий трубопроводов различного диаметра и длины. Он идеально подходит для испытания стеклянных и полимерных футеровок в химической и перерабатывающей промышленности.
Предназначен для простого и надежного контроля футеровки трубопроводов диаметром от 18 до 40 мм и с длиной кабеля от 1 до 12,5 м; этот электрод изготавливается в соответствии с требованиями заказчика.
Присоединение к выходу испытательного прибора через резьбу M8 позволяет подсоединять к любому высоковольтному испытательному прибору Buckleys. — такие как линейки PHD Pro ’и DCCT — простой процесс.
Корпус электрода изготовлен из ПВХ — материала с хорошо зарекомендовавшими себя электроизоляционными свойствами, что позволяет электроду надежно и безопасно передавать до 30 кВ в испытательную зону, а его кабель питания с двойной изоляцией достаточно прочен для питания электрода. через трубопроводы, но достаточно гибкие, чтобы с легкостью преодолевать и тестировать изогнутые участки.
Гибкие контакты из силиконовой резины являются заменяемыми и обеспечивают испытание всей футеровки без риска повреждения покрытия в результате истирания.
Данная электродная система изготавливается для каждого индивидуального применения; пожалуйста, свяжитесь с нашим отделом продаж, чтобы обсудить ваши требования.
- Испытательное напряжение: <30 кВ
- Материал корпуса: ПВХ
- Тип питающего троса: Рукав высоковольтный
- Доступные длины: от 1 м до 12.5 м *
- Доступные диаметры: от 18 м до 40 мм *
* Свяжитесь с нашим отделом продаж, чтобы обсудить ваши требования
Примечание: Вследствие текущих технических разработок вся указанная информация является типичной и может быть изменена без предварительного уведомления и каких-либо обязательств.
Код товара: 9027
0
В данный момент нет вопросов
Спросите первым!
Задать вопрос
Язык: Голландскийанглийский Французский Немецкий ИтальянскийПортугальскийИспанский
6010 VS 7018 Сварочные электроды: подробное сравнение
Вкратце: 6010 против 7018 Сварочные стержни
Оба изделия представляют собой мягкие сварочные электроды, часто используемые при сварке, например при сварке труб, производстве и т. Д.Основное различие между ними возникает, когда сварка выполняется на загрязненных поверхностях (ржавчина, грязь и т. Д.). 6010 производит меньше и легко удаляемый шлак. Однако 6010 является электродом только постоянного тока, в отличие от 7018, который можно использовать как с постоянным, так и с переменным током.
Сварочная проволока — это металлический стержень, который используется для получения нагретой дуги с целью соединения металлов в процессе сварки.
Эти провода представляют собой газовые электроды с рядом характерных механических и химических свойств, поведения дуги, качества и стоимости.
Провода также бывают разных диаметров и обычно выбираются в зависимости от используемого сварочного аппарата и материала, из которого выполняется работа.
В следующих разделах представлена важная информация по обоим продуктам.
Обзор сварочных стержней 6010
Источник изображения: Miller
E6010 — это универсальный целлюлозный электрод с быстро зажигающейся, устойчивой и глубоко проникающей дугой. Он производит сварные швы рентгеновского качества в плоском, горизонтальном, потолочном, вертикальном и вертикальном положениях вниз.
Электрод применяется для изготовления, ремонта, ремонтной сварки, рентгеновской сварки в нестабильном положении, в строительстве и судостроении, сварке труб. Электрод также используется для вертикальной и потолочной сварки листов.
Изделие представляет собой сварочную проволоку только на постоянном токе и рассчитано на максимальное проплавление, например, при нанесении корневого валика на внутреннюю часть куска трубы. 6010 предпочтительнее, если на поверхности есть ржавчина, масло, краска или грязь.
Он также работает во всех положениях и подходит для трубопроводных работ, но может оказаться немного сложным для начинающих пользователей.
Проволока не образует много шлака, а полученный шлак легко удаляется. Всепозиционная характеристика проволоки делает ее пригодной для сварки во многих областях.
Материал проволоки — низкоуглеродистая сталь, а покрытие проволоки — натриевая соль с высоким содержанием целлюлозы. Сварщик имеет хорошее удлинение и хорошие прочностные характеристики.
Еще одна особенность электродов 6010 — скорость их горения. Это делает его идеальным для сварки под углом жесткости или спусков.Электрод 6010 обладает достаточной прочностью для выполнения работы и быстрее, чем другие электроды в своей категории.
| Параметр | Подробности |
|---|---|
| Материал | Низкоуглеродистая сталь |
| Покрытие проволоки | Натрий с высоким содержанием целлюлозы |
| Сварочный ток | DC + |
| Прочность на разрыв | 78000 фунтов на кв. Дюйм |
| Предел текучести | 60000 фунтов на кв. Дюйм |
| Удлинение | 22% |
| Позиция | Все позиции |
Плюсы
- Все позиции
- Легко удаляемый шлак
- Сварные швы рентгеновского качества
- Глубокое проникновение
Обзор сварочных стержней 7018
Источник изображения: Miller
Электрод 7018 представляет собой всепозиционный электрод постоянного тока, который в основном используется, когда сварщику требуется высокий уровень полировки сварных швов на трудно плавящихся металлах.Это электрод с высоким наплавлением, подходящий для низко- и среднеуглеродистых сталей.
Электрод представляет собой электрод из железного порошка с низким содержанием водорода и выдающимися механическими свойствами, которые делают проволоку устойчивой к растрескиванию и обеспечивают сварные швы рентгеновского качества.
Модель 7018 обеспечивает однородные сварные швы на металле и обладает лучшими ударными свойствами при отрицательных температурах.
Именно поэтому 7018 используется для строительства корпусов судов, сосудов высокого давления, котлов, трубопроводов, тяжелого оборудования, технического обслуживания, производства или изготовления.
Проволока используется для работ, требующих небольшого проплавления и обеспечивающих тихую дугу без брызг.
Электрод считается больше «тяговым» стержнем, 7018 также широко известен как стержень с низким содержанием водорода или «низкий-высокий» в полевых условиях.
Ряд строительных магазинов, сварщиков на месте и домашних любителей часто не имеют надлежащего запаса стержней 7018. Электрод представляет собой стержень с низким содержанием водорода, для него требуется среда, свободная от влаги, чтобы флюс оставался защищенным от нее.
Флюс содержит очень мало водорода, и электрод дает гладкие сварные швы, которые по своей природе пластичны.
Это причина, по которой 7018 также широко используется при сварке конструкций, например, в торговых комплексах, атомных или других электростанциях, заводах, электростанциях, плотинах и мостах.
| Параметр | Подробности |
|---|---|
| Материал | Низкоуглеродистая сталь |
| Покрытие проволоки | Низкое содержание водорода, калий Железный порошок |
| Сварочный ток | AC, DC + или DC- |
| Прочность на разрыв | 70,000 psi |
| Предел текучести | 58000 фунтов на кв. Дюйм |
| Удлинение (в 2 дюйма) | 22% |
Плюсы
- Более тихая работа
- Дуга без брызг
- Стабильная дуга
- Высокое качество сварки
Минусы
- Низкое проникновение
- Требуется дополнительное хранилище
Ключевые различия между 6010 и 7018
Модель 6010 обеспечивает более глубокое проникновение сварного шва в основной металл при работе.6010 также оставляет значительно меньше шлака после завершения процесса.
7018 требует духовки для выпечки прутьев при температуре 300 градусов по Фаренгейту, чего нет на 6010.
Хотя удлинение у обеих сварочных проволок одинаково, 6010 обладает более высоким пределом прочности и текучести.
В отличие от 6010, 7018 совместим как с переменным, так и с постоянным током.
Различия сведены в таблицу —
| 7018 | 6010 | |
|---|---|---|
| Материал | Низкоуглеродистая сталь | Низкоуглеродистая сталь |
| Покрытие проволоки | Низкое содержание водорода, калий, железный порошок | Высокий уровень целлюлозы, натрия |
| Сварочный ток | AC, DC + или DC- | DC + |
| Прочность на растяжение | 70,000 psi | 78,000 psi |
| Предел текучести | 58,000 psi | 60,000 psi |
| Удлинение (в 2 дюйма) | 22% | 22% |
Резюме
Электроды сильно различаются как по своим характеристикам, так и по применению.6010 используется во всех работах вне положения, когда другие электроды выходят из строя.
При использовании 6010 не требуется чистка, поскольку электрод обычно прожигает всю ржавчину, грязь и т. Д. С поверхности, чтобы обеспечить хороший сварной шов.
Это важно, поскольку во многих случаях у пользователя может не быть времени на очистку поверхности или удаление ржавчины, 6010 помогает избавиться от этой проблемы.
Если 7018 обеспечивает лучший сварной шов, то 6010 не образует много шлака после процесса.
7018, с другой стороны, является подходящим сварочным стержнем, если корень сварного шва легко доступен и получает несколько проходов в основной металл работы. Во многом это связано с меньшей проникающей способностью сварочной проволоки.
Amazon.com: Труба для горелки Hisencn из нержавеющей стали, тент с защитной пластиной, ремонтный комплект электрода зажигания Замена для кухонной посуды 720-0733A, 720-0745, 720-0745B Модели газовых грилей с 4 горелками: Сад и на открытом воздухе
Номер модели вашего продукта можно найти на табличке, прикрепленной к продукту, или в руководстве пользователя.Несмотря на то, что детали могут выглядеть одинаково, похожие детали часто отличаются, и важно покупать детали, подходящие для вашей конкретной модели.
У большинства бытовых приборов номер модели указан где-нибудь на табличке, которая выглядит следующим образом.
Номерные знаки могут появляться в разных местах, в зависимости от типа вашей модели.
Подкатегория
Выберите подкатегорию
ADMAG CA | Иокогава Америка
Характеристики
Измерения сверхнизкой проводимости
Электроды емкостного типа и усилитель с очень высоким импедансом ADMAG CA делают возможным измерение жидкости со сверхнизкой проводимостью.Эта комбинированная технология позволяет ADMAG CA измерять жидкости с уровнем проводимости от 0,01 мкСм / см.
Спецификация точности
ADMAG CA обеспечивает точность до 0,5% от расхода.
Электроды, не контактирующие со средой
В ADMAG CA используется конструкция несмачиваемого электрода. Вместо этого на измерительную трубку помещаются пластины для считывания электродов, которые регистрируют и измеряют электродвижущую силу. Несмачиваемые электроды создают отличную возможность для использования в химических и суспензионных приложениях, поскольку на них не влияют коррозия, покрытие, сверхнизкая проводимость и абразивные свойства, связанные со смачиваемыми электродами.
Это снижает влияние шлама или технологического шума, устраняет возможные пути утечки и делает его идеальным для применения в процессах с интенсивным нанесением покрытий.
Керамическая футеровка — отлично подходит для агрессивных и абразивных жидкостей
Керамические трубки с футеровкой имеют много преимуществ перед фторполимером (PFA / PTFE) или другими материалами футеровки, такими как резина. ADMAG CA использует глиноземную керамику (Al2O3) для своих керамических гильз, которые демонстрируют превосходные характеристики для широкого спектра применений.
Керамика из оксида алюминия (Al2O3), используемая в ADMAG CA, имеет чистоту 99,9%.
Эти свойства керамической футеровки обеспечивают превосходные:
- Устойчивость к истиранию, обеспечивающая точные измерения даже с высокоабразивными растворами
- устойчивость к агрессивным средам
- Долговечность в условиях высоких температур и высокого давления без дополнительной металлической трубки
Стойкое покрытие
Несмачиваемые емкостные электроды могут измерять электродвижущую силу посредством емкости, включая покрытие из изоляционного материала, обеспечивая стабильное измерение.ADMAG CA идеально подходит для проверенных на практике применений, таких как латекс, регенерированное масло, вода из горячих источников, красный шлам и краситель, которые труднее измерить с помощью обычных магнитных расходомеров.
Зеркальная полированная поверхность
С помощью специального процесса магнитной полировки внутренней поверхности керамической гильзы можно придать зеркальное покрытие. Этот метод полировки дает преимущество в устранении таких проблем, как абразивные неровности и тусклые края, и снижает влияние покрытия на ваш процесс.Керамическая гильзовая трубка с зеркальной отделкой имеет шероховатость поверхности Ra 0,1 мкм.
4-электродный датчик проводимости EMCO, серия 821
для Измерение концентрации щелочи в белом и кулинарном ликере
ПРИЛОЖЕНИЯ
Щелочной датчик EMCO типа 821 и анализатор EMCO
тип 580 рассчитать концентрацию
белого и варочного щелока в мякоти
и бумажной промышленности путем измерения проводимости
ликер.
В варочном котле в
на целлюлозном заводе древесную стружку варят с белым щелоком, чтобы удалить
лигнин
и другие нежелательные вещества. Лигнин — это продукт, склеивающий древесину
волокна
все вместе.
Белый раствор представляет собой химическую смесь, состоящую в основном из гидроксида натрия (NaOH) и
сульфид натрия (Na 2 S).
NaOH и Na 2 S значительно более проводящие, чем остальные компоненты в
белый щелок.Следовательно, проводимость может представлять собой эффективную щелочь (EA) и
концентрация активной щелочи (АК).
Датчики
предназначен для установки непосредственно в систему циркуляции корма при подаче
в
оператор с измерениями в реальном времени и оптимальными условиями для точной настройки
щелочь
и температура в процессе.
Доступны затворные или выдвижные под давлением типы, см.
внизу страницы
брошюра по серии 822.
В качестве альтернативы
доступно полное обходное решение, которое включает дополнительные элементы
например, главный
патрубок, байпасная измерительная труба, клапаны, дроссельная диафрагма
и
кулер и др.
Все предметы будут предоставлено и произведено EMCO Controls.
СТРОИТЕЛЬСТВО
Чувствительный элемент имеет конструкцию с 4 электродами для большей точности по сравнению с 2 конструкция электрода.
Чувствительный элемент имеет точный датчик температуры с малым временем отклика для
быстрая температурная компенсация.
датчик должен быть установлен на трубе размером более 200 мм.
кабель для подключения к анализатору специально подобран для обеспечения высокой точности
и большое расстояние между датчиком и анализатором. Кабель входит в комплект поставки
.из датчик.
Наши много лет в области проектирования инструментов гарантирует грубую конструкцию,
но по-прежнему позволяет решать особые требования клиентов.
ОСОБЕННОСТИ
датчик чрезвычайно устойчив к износу.
конструкция дискового типа гарантирует отсутствие риска масштабирования (скопления продукта).
уникальный дизайн датчика исключает риск захвата пузырьков воздуха, которые могут влияние
измерение точность.
ПРИНЦИП ИЗМЕРЕНИЙ
проводимость равна проводимости жидкости, умноженной на постоянную ячейки.
проводимость обратно пропорциональна электрическому сопротивлению жидкости. измеряется.
постоянная ячейки равна расстоянию между электродами, деленному на
эффективный площадь электродов.
Диапазон измерения: 0-2000 мСм / см
Присоединение к процессу: фланец согласно ANSI B 16.5, EN 1092-1 или DIN
Номинальное давление: 300 фунтов или PN 40
Размеры: 1½ ”, 2”, DN 40, DN 50.
Давление макс. : 30 бар
Температура макс.: 180 ° С
Материал. Корпус датчика: AISI 316, 22 Cr Duplex
Материал. электроды: AISI 316, 22 Cr Duplex
Материал, опора электрода: PTFE
Глубина погружения: 286 мм
Температурный элемент: Pt1000, класс A IEC 751
Константа ячейки: определяется индивидуально, отмечается на датчике
Точность: лучше 3% (2% за декаду)
Степень защиты: IP 65
Электрическое подключение: разъем, 9 контактов
Длина кабеля: 3 м, 5 м, 10 м, 20 м, 30 м.
Подходящий анализатор: модель 580
электрический — Когда медные трубы являются заземлением?
Хорошо, теперь, когда мы видим вашу правку с картинкой, мы знаем лучше. Этот провод является водяной связью для электрических сетей. Он НЕ используется в качестве заземления, он связывает металлическую систему водопровода в доме, так что в случае контакта провода или компонента под напряжением с водопроводной трубой сработает автоматический выключатель. Вы видите, куда он идет? Он должен вернуться на главную сервисную панель.
Кроме того, медные трубопроводы могут использоваться для заземления схемного оборудования только в некоторых очень специфических и строгих случаях. Я могу процитировать разделы кода, но достаточно сказать, что это в основном не имеет значения, поскольку так же легко подключить правильную цепь или заземлить к коробке панели.
Давным-давно, как в 60-х и 70-х годах, было обычным делом заземлять некоторые цепи на трубы с холодной водой, но во многих случаях это было признано небезопасным и, как правило, не разрешалось в течение довольно долгого времени.Нередко можно увидеть провода, все еще прикрепленные к трубам в старых домах.
Старые бытовые электрические сушилки и приборы для приготовления пищи на 120/240 В могли быть «3-проводными», используя две точки и только нейтраль, заземление оборудования можно было исключить, а нейтраль также использовалась в качестве земли. Это «трехпроводное» допущение было удалено из кодекса в 90-х годах.
Вот соответствующий раздел кода для осушителей и диапазонов:
Начиная с NEC
2011 года250.140 рамок и сушилок для одежды
Рамы электрических плит, духовых шкафов навесных, варочных панелей устройства, сушилки для одежды, а также розетки или распределительные коробки, которые являются частью цепь для этих приборов должна быть подключена к оборудованию. заземляющий провод в соответствии с 250.134 или 250.138.
Исключение: только для существующих распределительных цепей, когда заземляющий провод оборудования отсутствует в розетке или распределительная коробка, рамы электрических плит, настенные духовые шкафы, навесные кухонные плиты, сушилки для одежды и розетки или стыки коробки, которые являются частью цепи для этих приборов, должны быть разрешается подключать к заземленному проводнику цепи, если все выполняются следующие условия.
(1) Цепь питания 120/240 В, однофазный, 3-х проводный; или 208Y / 120-вольт, полученный от 3-фазная, 4-проводная система с соединением звездой.