какие разновидности использовать, какой расход в работе и какое давление применяется для получения ровного шва – Газовая сварка на Svarka.guru
На сегодняшний день существует множество режимов и видов сварки. Для одних типов требуются переносные (инверторные) источники питания другие же могут использоваться только в условиях цеха под наблюдение нескольких специалистов.
Чтобы получился хороший, ровный и прочный шов, нужно соблюдать все правила, знать какие газы будут оптимальны для данного аппарата и каких правил нужно придерживаться при работе с металлами.
Содержание
- 1 Особенности
- 2 Что можно варить?
- 3 Разновидности
- 4 Расход в работе
- 5 Газовые смеси
- 5.1 Какие бывают смеси?
- 6 Заключение
Особенности
Алгоритм сварки полуавтоматом — это своего рода модификация ручной электродуговой сварки. Чтобы в полной мере оценить преимущества недостатки, нужно рассмотреть как именно проводится полуавтоматическая сварка.
Перед тем как приступать к процессу сварки нужно усвоить несколько пунктов:
- В плюсовую клемму нужно подключать горелку, а в минусовую — заготовку.
- Для каждого типа металла используется специальная проволока.
- Сила тока и скорость его подачи проволоки это прямо пропорциональное значение. Чем сильнее поступает ток, тем больше должна быть скорость подачи и наоборот.
- Токосъемный наконечник это расходный материал который будет часто меняться. Его диаметр должен соответствовать диаметру самой проволоки.
- В основном, от параметров работы механизма падающего проволоку зависит качество готового шва.
- Чтобы подача проволоки была непрерывной, шланг который подаёт её, должен быть крайне жестким.
- Если толщина металла который сваривают, менее 1 мм то лучше производить сварку точками, тогда заготовка не перегреется и не прогорит.
- В том случае когда напряжение в сети 190 вольт а не 220, то есть меньше стандартного, лучше использовать проволоку маленького диаметра.
 К примеру вместо 0,8 взять 0,6, тогда аппарат намного легче справится с ней и шов качественный.
К примеру вместо 0,8 взять 0,6, тогда аппарат намного легче справится с ней и шов качественный. - Если сварка полуавтоматическим устройством происходит без участия газа, то плюсовую клемму нужно подключать непосредственно к заготовке и применять для сварки специальную проволоку.
 К примеру вместо 0,8 взять 0,6, тогда аппарат намного легче справится с ней и шов качественный.
К примеру вместо 0,8 взять 0,6, тогда аппарат намного легче справится с ней и шов качественный.Что можно варить?
Полуавтоматом можно варить металл любой толщины, тем не менее толстые изделия нужно разогревать докрасна паяльной лампой. Для этих целей отлично подходит инверторный источник питания.
Сварка в аргоне это совсем другое, ведь принцип работы полуавтомата заключается в том чтобы плавить стальную проволоку и заполнять ею швы. Чтобы не происходил процесс окисления, процедура проходит под действием углекислоты. Аргон применяется для защиты активных металлов от окисления.
Атмосфера из инертных газов не даст кислороду реагировать с поверхностью.
Разновидности
Рассмотрим виды газов, которые применяются при сварке полуавтоматом
Ацетилен это бесцветный газ, который легче воздуха. Он обладает особенным запахом. Один из широко распространенных газов, которые применяются в данной сфере, так как обладает самой высокой температурой горения и имеет повышенную полярность. Часто используется из-за высоких температурных показателей при резке металлических конструкций.
Он обладает особенным запахом. Один из широко распространенных газов, которые применяются в данной сфере, так как обладает самой высокой температурой горения и имеет повышенную полярность. Часто используется из-за высоких температурных показателей при резке металлических конструкций.
Водород — также бесцветный, не пахнущий газ, который относится к классу взрывоопасных веществ. При контакте с кислородом воздушная среда образует гремучую смесь. По технике безопасности водородные баллоны не должны находиться под давлением больше 15 мПА.
Коксовый газ не имеет цвета, но имеет специфический запах. Это отход, извлекаемый в процессе добычи кокса, который используется при сварке. Он выводится из каменного угля. Газ можно транспортировать при помощи трубопроводных магистралей.
Природные газы, такие как метан, бутан и пропан не имеют особых требований к хранению и транспортировке. Добыча газа чаще всего происходит прямо на месте зарождения.
Пиролизный газ добывается в процессе распада нефтепродуктов. Он способствует образованию коррозии горелки, из-за этого они быстро выходят из строя. Перед самим использованием пиролизный газ очищают. Использует такую субстанцию не только при сварке но и при резке металлов.
Непосредственно для сварки в стандартных условиях, то есть при подключении к сети 220 В, используется два вида газов — это Углерод и Аргон. Они оба подходят для сварки полуавтоматом. Иногда можно встретить комбинацию этих газов или особые газовые смеси которые отличаются по свойствам от их оригиналов.
Расход в работе
Обычный 40-литровый баллон содержит в себе 24 кг углекислого газа. При испарении из него образуется 12000 дм. куб. Если учитывать данные, которые были выведены, можно узнать на сколько хватит баллона при непрерывном использовании.
Если при работе используется проволока, толщиной 1 мм и ток, напряжением в 100 А, то 40 литров газа хватит примерно на 24 часа.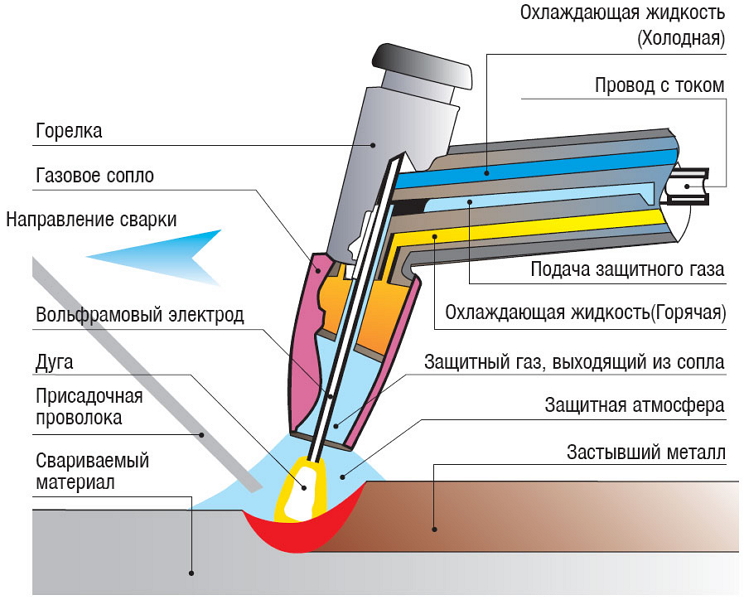
[stextbox id=’info’]Итого, 24 кг углекислого газа хватит на 29 кг сваренного металла.[/stextbox]
Исходя из статистики можно сказать, что в большинстве случаев эти данные соответствуют реальности.
| Удельный расход газа (углекислый газ или смесь Аргона и углекислого газа) при сварке | |||
| Диапазон силы тока, А | Расход газа | ||
| м3/с *104 | л/мин | ||
| 0,8 | 60-120 | 8-9 | |
| 1,0 | 60-160 | 1,33-1,5 | 8-9 |
| 1,2 | 100-250 | 1,5-2,0 | 9-12 |
| 1,4 | 120-320 | 2,0-2,5 | 12-15 |
| 1,6 | 240-260 | 2,3-2,5 | 14-15 |
| 1,6 | 260-380 | 2,5-3,0 | 15-18 |
| 2,0 | 240-280 | 2,5-3,0 | 15-18 |
| 2,0 | 280-450 | 3,0 – 3,33 | 18-20 |
Газовые смеси
Подробнее о смесях — у них есть определенный ряд преимуществ перед чистыми глазами а именно:
- малое разбрызгивание металла;
- хорошая глубина проплавки;
- невысокая степень деформации;
- уменьшенное потребление проволоки;
- быстрая скорость сварки;
- высокая эффективность с точки зрения КПД.

Какие бывают смеси?
- Газовая смесь НП-1: состоит на 85% из гелия, на 13,5% из аргона, на 1,5% из двуокиси углерода. Обеспечивает ровный, гладкий шов, без оксидной плёнки. Хорошо взаимодействует с тонкими поверхностями, ведь не деформирует их.
- Газовая смесь НП-2: состоит на 55% из гелия, на 43% из аргона, на 2% из двуокиси углерода. Обеспечивает низкий уровень шва и быструю скорость сварки. Варить можно материалы любой толщины в любом режиме (в том числе и в автоматическом).
- Газовая смесь НП-3: состоит на 38% из гелия, на 60% из аргона, на 2% из двуокиси углерода. Обеспечивает стабильность дуге, низкую степень деформации и разбрызгивания металла. Подходит для сварки поверхностей, толще 9 мм.
В конечном итоге выбор смеси будет зависеть только от конкретного режим работы. Если сварка происходит в автоматических условиях, то лучше выбирать смесь НП-2 или чистый Аргон. Если сварка происходит вручную, то придется выбирать между НП-1 и НП-3. Далее всё зависит от толщины металла который будет свариваться.
Если сварка происходит вручную, то придется выбирать между НП-1 и НП-3. Далее всё зависит от толщины металла который будет свариваться.
Для промышленных предприятий и крупных партий сварок часто разрабатывается собственные смесь, которая удовлетворяет конкретно условиям изделия. Такие смеси на рынке чаще стоят намного дешевле обычных, но приобретать их можно только на свой страх и риск, потому что если она подошла для одной партии, она может не подойти для вашего изделия, а производителю нужно куда-то спихнуть остатки.
Заключение
Надеемся, что наша статья поможет вам разобраться в процессе сварки при помощи полуавтоматических устройств, или как минимум не переплатить в том случае, если вы заказываете сварку у специалистов.
Краткий итог:
- для удачной сварки двух поверхностей нужно определить, могут ли они быть сварены при помощи полуавтоматического устройства;
- далее нужно рассчитать расход газа и правильно рассчитать условия работы. Неверные параметры не только замедлят процесс сварки, а и могут привести к порче поверхностей;
- также нужно правильно определить вид газа, который будет использоваться при сварке. И у инертных и у чистых газов есть свои преимущества, и каждый подойдёт для конкретного способа.
 И у инертных и у чистых газов есть свои преимущества, и каждый подойдёт для конкретного способа.
И у инертных и у чистых газов есть свои преимущества, и каждый подойдёт для конкретного способа.Если после прочтения нашей статьи вы всё ещё не уверены в своих силах, то можно попробовать сварить парочку не ответственных деталей или ненужных поверхностей, чтобы проверить навыки, полученные в процессе чтения.
Какой газ используется для сварки полуавтоматом: разновидности
главная » ОБОРУДОВАНИЕ » Полуавтомат
Полуавтомат
На чтение 3 мин
Содержание
- Разновидности используемых газов с характеристиками
- Критерии выбора смеси для аппарата
- Технология газовой сварки
- Преимущества и недостатки газовой среды
В полуавтоматической сварке используют специальную проволоку, которая выступает материалом для формирования шва. Чтобы соединение получилось герметичным, в сварочную ванну подают газ непрерывным потоком, который защищает его от губительного воздействия кислорода воздуха. Однако прежде всего важно понять, какой газ используется для сварки полуавтоматом.
Разновидности используемых газов с характеристиками
Чаще всего применяют следующие газы для полуавтоматической сварки:
- Аргон.
Тяжелее воздуха. Имеет низкую теплопроводность. Эффективно защищает сварочную ванну и поддерживает стабильность дуги. Чаще всего аргон используется для работы с изделиями из цветных металлов. - Углекислый газ.
Также тяжелее воздуха. При температурах сварочной дуги распадается на составляющие – кислород и угарный газ. Чтобы первый не подействовал на шов, используют специальную присадочную проволоку, в составе которой есть кремний и марганец. - Гелий.
Легче воздуха. Этим объясняются некоторые трудности, которые могут возникнуть при его использовании в сварке полуавтоматом. Имеет такой же показатель теплопроводности, как и аргон. Однако в чистом виде гелий используется редко, его применяют в качестве одного из компонентов газовых смесей. - Кислород.
Эффективно поддерживает стабильность дуги, снижая при этом поверхностное натяжение расплавленного металла. Это увеличивает текучесть сварочной ванны, что положительно сказывается на результате.
 Это увеличивает текучесть сварочной ванны, что положительно сказывается на результате.
Это увеличивает текучесть сварочной ванны, что положительно сказывается на результате.Критерии выбора смеси для аппарата
Выбор защитного газа для сварки зависит от следующих факторов:
- температуры горения;
- расхода газа;
- уровня защиты сварного шва;
- тепла, выделяющегося на месте соединения заготовок.
Чтобы понять, какой газ нужен, необходимо определить материал сварных заготовок.
| Металл | Состав смеси | Особенности процесса |
| Углеродистая сталь | Углекислый газ и аргон в соотношении 1:3 | Высокая скорость сварки, отсутствие деформации заготовок. Подходит для работы с металлами толщиной до 3 мм Подходит для работы с металлами толщиной до 3 мм |
| Нержавеющая сталь | Углекислота (2,5%), аргон (7,5%) и гелий (90%) | Высокий уровень защиты свариваемых частей от окисления |
| Низколегированная сталь | Аргон и углекислый газ в соотношении 3:1 | Прочный сварной шов, высокая устойчивость дуги |
| Сплавы алюминия | Гелий (65%) и аргон (35%) | Применяется для сплавления толстых металлов толщиной до 76 мм |
Для получения хорошего, прочного шва лучше посоветоваться со специалистом, чтобы правильно подобрать сварочную смесь для полуавтомата.
Технология газовой сварки
Полуавтоматическая сварка основана на формировании электрической дуги между электродом аппарата и заготовкой. Ее температура достаточно велика, чтобы расплавить присадочную проволоку, которая непрерывно подается в свариваемое место и образует шов.
Газовая смесь формирует защитную среду вокруг плавящейся присадочной проволоки и поддерживает стабильность дуги, что ускоряет процесс сварки.
Без нее шов подвергается негативному воздействию со стороны атмосферного воздуха, что в результате приведет к образованию негерметичного соединения. Смесь содержится в специальных прочных баллонах и подается в горелку по трубам.
Процесс сварки полуавтоматом в газовой среде имеет следующие преимущества:
- Нет необходимости покупать дорогое оборудование.
- Можно сваривать оцинкованные изделия, не повреждая при этом покрытие.
- Оператор видит результат по ходу работы, т. к. шлак не перекрывает соединение.
- Можно сваривать тонкие стальные листы толщиной менее 1 мм.

Из недостатков отмечают сильное излучение дуги, из-за чего возникает необходимость использования маски для лица.
Сварка полуавтоматом с газом, сварочный газ, сварка полуавтоматом с газом проволокой
Выбрав сварку полуавтоматом, мастер может обрабатывать практически любые металлы и сплавы. Сварка полуавтоматом в среде газа дает возможность соединять как тонкие, так и толстые заготовки. Сварщик может выбрать различные газы для сварки в зависимости от того, с каким металлом предстоит работать.
Перед тем, как выбрать газ для сварки полуавтоматом, желательно разобраться в особенностях данной сварки. В ее основе лежит электродуговой процесс. Создание электродуги происходит из-за разницы потенциалов между электродом и обрабатываемым материалом.
Электрическая дуга обладает высокой температурой, за счет которой происходит расплавление присадки и свариваемого материала. Присадка застывает и вступает в контакт с обрабатываемым материалом на атомарном уровне, создавая шов.
Присадка застывает и вступает в контакт с обрабатываемым материалом на атомарном уровне, создавая шов.
Оборудование для полуавтоматической сварки не подразумевает использование обычных электродов. В качестве альтернативы используется присадочная проволока, размещенная на катушке. Сварка полуавтоматом с газом проволокой имеет одно важное преимущество. Мастеру не нужно разрывать шов, чтобы произвести замену стержня. Процесс проходит непрерывно, что позволяет сохранить целостность шва и ускорить сварку.
Расход присадки сварщик может регулировать. Газ подается непрерывно, как до создания электродуги, так и после ее разрыва. Это позволяет снизить интенсивность образования брызг и облегчить работу сварщика.
Какой газ для сварки полуавтоматом используют мастера?Опытные сварщики при выборе газа для сварки ориентируются на его свойства. Наиболее часто используются следующие газы:
- Ацетилен. Распространенный сварочный газ, имеющий наиболее высокую температуру горения. Многие мастера предпочитают использовать его при разрезании конструкций из металла. Данный газ не имеет цвета и легче воздуха. При создании ацетилена задействуются специальные генераторы;
- Водород. Как и ацетилен, этот газ бесцветен. Сварщику следует учесть, что водород является взрывоопасным газом. При его соединении с кислородом образуется гремучий газ;
- Углекислый. Высокая доступность этого газа делает его одним из самых популярных. Сварка полуавтоматом в среде углекислого газа проста в освоении, поэтому ее стоит изучить начинающим сварщикам;
- Коксовый. Данный газ со специфическим запахом получают в процессе добычи кокса;
- Природные. При сварке используется метан, пропан и бутан. Эти газы удобны тем, что не требуют особых условий хранения и транспортировки;
- Пиролизный. Подходит для сваривания или резки конструкций из металла.
 Многие мастера предпочитают использовать его при разрезании конструкций из металла. Данный газ не имеет цвета и легче воздуха. При создании ацетилена задействуются специальные генераторы;
Многие мастера предпочитают использовать его при разрезании конструкций из металла. Данный газ не имеет цвета и легче воздуха. При создании ацетилена задействуются специальные генераторы;Нет необходимости использовать только один газ полуавтоматический сварка. Мастер может применять для работы смесь разных газов.
Мастер может применять для работы смесь разных газов.
Сварщики с большим опытом рекомендуют использовать углекислый газ и аргон в соотношении 20/80 соответственно. Именно такое сочетание газов идеально подходит для сварки. Швы будут получаться ровными и их не придется дополнительно обрабатывать.
Теперь, когда известно, какой газ используется для сварки полуавтоматом, следует научиться работать с оборудованием.
Настройка оборудования
Перед началом работ надо настроить сварочное оборудование:
- На редукторе устанавливаем необходимый расход газа для сварки полуавтоматом. Он выбирается на основе того, какой толщины будет обрабатываемый материал. К примеру, для пластин стали толщиной 2,5 мм подойдет значение около 11 л/мин;
- Активируем тип сварки MIG SYN;
- Подбираем проволоку подходящего диаметра;
- Определяемся с режимом работы. Если требуется быстро сделать небольшой шов, то выбираем двухтактный режим.
- Устанавливаем сварочный ток. Для обозначенной выше толщины материала будет достаточно 100 Ампер.
Сначала хорошо зачищаем и обезжириваем материал. Далее надо убедиться, что вылет сварочной проволоки подходит для работы. Если длина проволоки велика, то отрезаем ее при помощи бокорезов.
На горелке нажимаем соответствующую кнопку для подачи проволоки и сварочного газа. Произойдет зажигание дуги, после чего можно приступать к сварке. Если требуется погасить дугу, то следует отпустить кнопку и убрать горелку от детали. При работе можно держать горелку одной рукой, но если требуется сделать аккуратный шов и лучше контролировать процесс, то надо задействовать обе руки.
Угол наклона горелки выбирается в зависимости от ситуации. Если свариваются два изделия в одной плоскости, и они имеют одинаковую толщину, то прибор лучше держать вертикально. При разных по толщине изделиях наклон следует делать в сторону того, которое тоньше. Расстояние между обрабатываемой поверхностью и соплом должно составлять 5-20 мм.
При разных по толщине изделиях наклон следует делать в сторону того, которое тоньше. Расстояние между обрабатываемой поверхностью и соплом должно составлять 5-20 мм.
Во время работы стоит обращать внимание на звук дуги. Если дуга установлена верно, то сварщик будет слышать ровное шипение. Треск свидетельствует о плохом контакте в области сваривания или других проблемах.
Достоинства сварки полуавтоматом с газом
У сварки полуавтоматом с газом имеется много плюсов:
- Высокая температура воздействует на маленький участок металла. Это позволяет материалу сохранять физические свойства;
- Можно соединять любые металлы, начиная от алюминия и заканчивая конструкционной сталью;
- Во время работы не образуется дым, поэтому мастер будет хорошо видеть место сваривания;
- Заготовка может находиться в любом положении. К примеру, чтобы сформировать потолочные или наклонные швы, сварщику достаточно отрегулировать мощность горелки;
- Не нужно тратить время на зачистку швов. Как только будет остановлена подача смеси, произойдет улетучивание флюса.
 Как только будет остановлена подача смеси, произойдет улетучивание флюса.
Как только будет остановлена подача смеси, произойдет улетучивание флюса.Отдельно стоит отметить достоинство сварки полуавтоматом в среде углекислого газа. Она отлично подходит для ремонта автомобиля. Сварщику не придется предварительно подгонять свариваемые детали. Также краска на материале будет выгорать узкой полосой, что дает возможность уменьшить объем подготовительных и финишных работ.
Как варить полуавтоматом без газа: правила которые следует соблюдать
Содержание
У многих начинающих сварщиков возникает много вопросов по сварке полуавтоматом. Особенно если дело касается того, как варить полуавтоматом без газа. Что, защитный газ СО2 или гелий не нужен? Действительно, такой способ сварки существует, и применяется некоторыми сварщиками.
Существует много способов сварки и у каждого есть свои плюсы и минусы. Тут главное понять то, что под каждую работу следует не только подбирать оборудование, но и материалы.
Например, у полуавтоматической сварки сплошной проволокой есть недостаток. Защитный газ, который используется при работе, на открытом воздухе будет не эффективно защищать расплавленный металл шва. Это приведёт к появлению дефектов в сварном шве.
К счастью, есть способ, который позволяет обойти эту проблему, не используя защитный газ. Поэтому ниже вы узнаете, как варить полуавтоматом без газа и что для этого нужно.
Для выполнения таких работ потребуется порошковая проволока. Такая проволока представляет собой трубку наполненную специальным флюсом. При сгорании этот флюс образует защитное облако. Это облако защищает сварной шов от воздействия окружающей среды. Поэтому о том как варить проволокой без газа, я расскажу немного ниже. О том как выбрать порошковую проволоку уже рассказывалось в этой статье.
Прежде чем начать варить проволокой без газа нужно сделать следующее:
- Подготовить поверхность изделия к сварке;
- Выбрать проволоку и установить её в подающий механизм;
- Настроить режимы сварки: силу тока, скорость подачи проволоки;
- Установить правильную полярность.
А теперь подробно поговорим о том, как варить проволокой без газа.
Для начала нужно зачистить поверхность изделия от загрязнений. Если это масляные пятна, то с помощью уайт-спирита нужно их удалить. Ржавчину предстоит удалять металлической щёткой. Если необходимо можно применить УШМ.
После того как проволока выбрана, её нужно установить её в подающий механизм полуавтомата. Так как она поставляется в бобинах, сделать это очень просто. Установите бобину в полуавтомат. Далее нужно размотать свободный конец проволоки и продеть его через направляющие ролики.
Заранее позаботьтесь о том, чтобы диаметр проволоки и размер канавки в роликах совпадали. Если это не так, то ролики нужно заменить.
После того как проволока продета в ролики, её нужно поджать. Поджимать проволоку нужно плотно, но не сильно. При сильном поджатии проволока может деформироваться. Если поджать слабо, то проволока не будет захватываться роликами, а значит подаваться в зону сварки не будет.
После этого нужно прогнать проволоку по каналу горелки полуавтомата. Для этого нажмите на кнопку и отпустите её после того, как проволока вылезет через токоподводящий наконечник. Чтобы проволока прошла легче, токоподводящий наконечник можно снять.
Следующим этапом нужно выставить режимы сварки. Сила тока должна выставляться в зависимости от толщины свариваемого металла. Тут ещё многое зависит от типа свариваемого металла. Поэтому рекомендуемые режимы сварки можно прочесть на упаковке от катушки с проволокой. Если упаковка отсутствует, тогда режимы можно узнать из таблицы, которая наклеена на внутренней поверхности крышки инвертора.
Сварка порошковой проволокой должна производится на прямой полярности. Это значит то, что к «плюсу» подсоединяется изделие, а к «минусу» — сама горелка. Можно подсоединится и обратно, но это ухудшит качество проплавления металла.
Прежде чем приступить к варке, для начала нужно выполнить пробную сварку на куске заготовки. При необходимости откорректировать режимы. Когда всё работает верно, можно приступать непосредственно к самой сварке.
Варить проволокой без газа также просто, как в среде защитного газа. Перед тем как зажечь дугу, горелку следует слегка наклонить вперёд. Дуга зажигается нажатием на кнопку, которая расположена на горелке. Она же приводит в движение бобину с проволокой.
Вести горелку нужно вдоль свариваемого участка. Движения должны быть плавными, без рывков. Сварной шов должен формироваться ровными валиками. При быстрой скорости сварки, валики становятся растянутыми, а проплавление шва будет неполным.
Можно в процессе сварки производить колебательные движения горелкой. Таким образом можно увеличить площадь наплавляемого шва. Такие движения могут быть как круговыми, так и «ёлочкой».
Для выполнения сварки многопроходных швов проволокой без газа, каждый шов необходимо зачищать. Для этого перед выполнением следующего прохода, шов очищается от брызг и шлака металлической щёткой.
Можно ли варить полуавтоматом без газа
Одной из особенностью полуавтоматической сварки MIG является то, что она способна обеспечить превосходное качество сварки. Ею легко варить и она имеет очень высокую производительность. Однако у полуавтоматической сварки MIG есть один недостаток – её нужен защитный газ. Тем самым её мобильность ухудшается, а работать на открытом воздухе становится невозможно. Поэтому у многих сварщиков возникает один вопрос: можно ли варит полуавтоматом без газа. Что для этого нужно?
Однозначно ответ один: можно варить полуавтоматом без газа, но для этого нужна порошковая проволока. Состав флюса, который содержится в проволоке, позволяет выполнять сварочные работы без защитного газа. Для этого достаточно приобрести такую проволоку и сварочный полуавтомат готов к работе.
Единственное что может остановит сварщика выполнять работы полуавтоматом без газа – это высокая стоимость порошковой проволоки. Проволока сплошного сечения в несколько раз дешевле стоит, чем порошковая.
Ещё стоит не забывать то, что качество сварного шва выполненного порошковой проволокой будет гораздо хуже, чем проволокой сплошного сечения. Поэтому можно варить полуавтоматом без газа, но нужно быть готовым к некоторым «неудобствам».
Преимущества и недостатки сварки полуавтоматом без газа
К преимуществам сварки полуавтоматом без газа можно отнести следующее:
- Большая производительность из-за полуавтоматического способа подачи проволоки;
- Мобильность сварочного оборудования. Не нужно перемещать газовый баллон;
- Нет растрат на фитинги, манометры, редуктора и газовые рукава;
- Возможно выполнять сварку на открытом воздухе.
К недостаткам сварки полуавтоматом без газа можно отнести следующее:
- Низкое качество сварочного шва. По сравнению с использованием защитных газов, шов получается намного хуже.
- Часто проволока переламывается из-за своей хрупкость.
- Большое разбрызгивание металла. Полуавтоматическая сварка и так «славится» большим разбрызгиванием. При использовании такой проволоки, разбрызгивание становится ещё больше.
- Образование шлака на поверхности шва. Перед каждым новым проходом, шов нужно очищать.
- Высокая стоимость порошковой проволоки.
Сварка полуавтоматом без газа обычной проволокой
Сварка становится всё популярнее как в среде профессионалов, любителей и начинающих, которые предпочитают начинать учиться делать первые сварные швы на качественном оборудовании. Это обусловлено рядом преимуществ аппаратной сварки к ручной покрытыми электродами:
- универсальность – полуавтоматы способны варить конструкционные стали, нержавеющую сталь и другие металлы как чугун, алюминий, медь и их сплавы;
- простота процесса – любой, даже который впервые взял в руки держак, способен через непродолжительное время научиться делать швы достаточно высокого качества;
- возможность неразъемного соединения тонкого металла. Высокая скорость и производительность работы.
- удобство – не нужно изменять положение руки при процессе как при электродной.
Соединение деталей подразделяется на два вида: с защитным газом и без защитного газа.
Сварка полуавтоматом флюсовой проволокой без газа
Флюсовая катанка представляете полую трубку, которая наполнена порошком флюса, который при горении обеспечивает необходимую газовую защиту от окислительного воздействия кислорода, образуя облако защиты в зоне горения дуги. катанка с флюсом позволяет производить работу без применение защитного газа.
Основные преимущества и недостатки сварки без газа
Преимущества:
- нет необходимости с собой возить баллон с газом, достаточно небольшого аппарата.
- сварка полуавтоматом без газа по цене обходится значительно дешевле, особенно если требуется ремонт на выезде.
К недостаткам можно отнести:
- высокую стоимость проволоки;
- недостаточное качество, отечественных производителей, импортная обойдется дороже, при покупке нужно внимательно осмотреть продукцию, т.к. проволока не всегда соответствует необходимым параметрам. Из-за этого может процесс работы не состояться.
Виды проволоки для ручного полуавтомата
Сварочная катанка для ручных полуавтоматов поставляется в виде бухт или рулонов весом от 2 до 5 кг. Основной диаметр 0,6,0,8,1,1,2 мм. диаметр свыше 1 мм используется узе в промышленных аппаратах.
Для предотвращения внешнего воздействия, продукция упаковывается в плотные материалы, непропускающие воздух, в результате образуется внутри образуется конденсат. Для избежание влияния этого явления перед применением продукцию необходимо просушить в течение несколько часов при температуре 200°C.
Порошковая
Порошковой проволокой называется полая стальная оболочка, заполненная флюсовым порошком, который сгорая в электродуге образует защитное облако зоны сварки, предохраняет от вредного воздействия кислорода. Активные добавки во флюс предотвращают образование на сварочном шве шлака.
Купить проволоку для сварки полуавтоматом без газа можно на специализированных интернет ресурсах или дилерских центрах по продаже сварочного оборудования.
Омедненная
Стальной стержень предназначен для неразъемного соединения и наплавки углеродистых сталей. стержень покрыт специальным медным составом электрохимическим способом для предотвращения поверхностной коррозии металла. Изделие выпускается стабильным химическим составом и имеет низкую цену. Сварка полуавтоматом без газа обычной проволокой получается некачественной: шов неровный с большим количеством раковин и шлаковых включений.
Легированная
Спускается изделие с добавками, высоколегированным компонентами, которые входят никель, вольфрам, медь. Сварочные швы получается высокопрочными. Низколегированная имеет минимальный объем присадочных компонентов.
Нержавейка
Для неразъемных соединений деталей из нержавеющих компонентов применяют проволоку соответствующее из нержавеющего металла. Высококачественные провод имеет легированные добавки, как: марганец, фосфор и хром. В зависимости от присадочного элемента проволока может быть твердой мягкой термостойкой. Материал достаточно дорогой, поэтому настройка полуавтоматического аппарата должна быть максимально точной. Применение сварки полуавтоматом без газа обычной проволокой не даст результата, т.к. сварочный шов получится с большими порами и по причине соединения разных металлов по механическим свойствам, между пластинами возникнут механические напряжения, которые приведут к трещинам.
Алюминиевая
Этот вид продукции предназначен для неразъемного соединение деталей из алюминия и его сплавов. В основе продукции алюминий с добавлением различных присадок, улучшающих качество шва. Одной из особенностей применения этого изделия является то, что проволока должна использоваться в течение нескольких дней после вскрытия упаковки, так – как длительное нахождение на воздухе способствует образование окислительной плёнки. Уменьшение влияния окисла на шов полуавтомат устанавливается на переменный режим тока. Сварка алюминия полуавтоматом без газа применяется редко из – за низкие качества шва. Больше всего практикуется соединение алюминиевых деталей в среде защитного газа – аргона.
Больше всего практикуется соединение алюминиевых деталей в среде защитного газа – аргона.
Таблица технических характеристик проволоки для деталей из алюминия
| Свариваемый основной металл | Присадочный материал (сварочная проволока) универсальная | Присадочный материал (сварочная проволока) специальная для обеспечения особых свойств шва | |||
|---|---|---|---|---|---|
| Стойкость против горячих трещин | Временное сопротивление разрыву | Относительное удлинение | Коррозионная стойкость | ||
| А99, А97, А95 | А99 | А99 | СвА85Т | А99 | А99 |
| АД0, АД1 | СвА5 | СвА5 | СвА5 | СвА97 | СвА97 |
| Амц | СвАМц | СвАМц | СвАМц | СвАМц | СвАМц |
| АМг3 | СвАМг3 | СвАМг5 | СвАМг5 | Авч | Авч |
| АМг5 | СвАМг5 | СвАМг6з | СвАМг6 | СвАМг5 | Св1557 |
| АМг6 | СвАМг6 | СвАМг6з | СвАМг6 | СвАМг6з | Св1557 |
| АВ, АД31, АД33 | СвАК5 | СвАК5 | Св1557 | Св1557 | Авч |
| 1915 | Св1557 | СвАМг5 | СвАМг6 | СвАМг5 | Св1557 |
 youtube.com/embed/2HrmjNtP6sE?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/2HrmjNtP6sE?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> Подготовка к работе
Одной из особенности сварки без подачи газа является обратная полярность источника тока. При настройке подачи проволоки необходимо убедиться, что диаметр подающего гнезда в ролике подающего механизма соответствует диаметру проволоки. Прижимной ролик не нужно сильно закручивать, так как мягкая оболочка может замяться, для того чтобы этого не произошло, при подаче наконечник горелки необходимо прикручивать к корпусу только после появления конца катанки из отверстия канала. Только после этого нужно устанавливается наконечник. Сопло настраивать не нужно так – как при работе подачи газа через него не будет.
Оборудование для работы
Чтобы приступить к работе необходим, аппарат для подачи сварочной проволоки и источника тока, сварочная проволока и защитный газ (при работе в среде защитного газа). Применяемый газ – это углекислота CO2, либо смесь углекислоты с аргоном, стандартная смесь – 80% аргона и 20% углекислого газа.
Для начала необходимо определиться с условием работы аппарата: сколько часов он будет в непрерывной работе, какая толщина металла будет свариваться. Так, например, если толщина металла 5 – 10 мм тогда требуемый ток полуавтомата должен быть примерно 50 – 400А. Если же аппарат предназначен для неразъёмного соединения автомобильного железа толщиной 0,8- 0,6 мм достаточно мощности до 200 А. Также необходимо определить время сколько будет длится непрерывная работа. Если это время превышает более 4 час. тогда о необходимо выбирать аппарат с полезной нагрузкой полезную нагрузку более 60%.
Представляем один из популярных сварочных полуавтоматов Solaris MULTIMIG-228
Аппарат работает в 3 режимах:
- работа только с проволокой – режим МIG – МAG,
- сварка ручная – ММА,
- покрытым электродом и аргоновая сварка неплавящимся вольфрамовым электродом – TIG.
Аппарат имеет широкий настрой функций, которое найдет широкое применение на СТО, ремонтных мастерских, а также в частном хозяйстве. Сердцем аппарата является микропроцессорная система, которая выполняет функции по управлению узлами аппарата. Такое управление работы устройства является наиболее оптимальным на всех режимах работы. Пластиковые элементы корпуса изготовленный высокопрочного полиамида.
Сердцем аппарата является микропроцессорная система, которая выполняет функции по управлению узлами аппарата. Такое управление работы устройства является наиболее оптимальным на всех режимах работы. Пластиковые элементы корпуса изготовленный высокопрочного полиамида.
Передняя панель оснащена двумя цифровыми дисплеями отображающий сварочный ток и сварочные напряжение. Это позволяет контролировать настройку параметров максимально точно в режиме работы. На дисплее аппарат отражает реальное напряжение и токи, используемые для данного вида работ, позволяет выставить более оптимальный режим работы.
Аппарат легкий, с небольшими габаритами. Аппарат позволит быстро научиться приемам сварки полуавтоматом для начинающих без газа и на остальных режимах. Так же можно найти обучающий материал на интернет ресурсах, сварка полуавтоматом без газа обучающее видео можно посмотреть здесь.
Сварку полуавтомат без газа купить можно на специализированных интернет – ресурсах либо на специализированных дилерских центрах, где можно получить квалифицированную консультацию при приобретении аппаратуры для сварки полуавтомат без газа по сниженным ценам.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.
|
 ru
ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Газ для сварки полуавтоматом в Украине. Цены на Газ для сварки полуавтоматом на Prom.ua
Полуавтомат сварочный инверторный 2 в 1, сварка проволокой без газа и с газом Vitals MIG 1400SN Mini
На складе в г. Кропивницкий
Доставка по Украине
6 300 грн
6 177 грн
Купить
«УКРинструмент» — интернет-магазин строительных инструментов и садовой техники
Полуавтомат сварочный инверторный 2 в 1, сварка проволокой без газа и с газом Vitals MIG 1400SN Mini
На складе в г. Кропивницкий
Кропивницкий
Доставка по Украине
6 180 грн
5 975 грн
Купить
POLOSA — ИНТЕРНЕТ-МАГАЗИН ТОВАРОВ ДЛЯ СТРОИТЕЛЬСТВА, САДА И ДОМА
Коган Ю. А. Автоматы и полуавтоматы для дуговой сварки плавящимся электродом в среде защитных газов.
Доставка по Украине
240 грн
Купить
MaxBook
Полуавтомат сварочный инверторный 2 в 1 Сталь MIG 240, сварка проволокой без газа
На складе в г. Кропивницкий
Доставка по Украине
6 050 — 6 180 грн
от 2 продавцов
6 500 грн
6 050 грн
Купить
«УКРинструмент» — интернет-магазин строительных инструментов и садовой техники
Сварочная омедненная проволока на полуавтомат MG2 1.0 (5 кг) Magmaweld
На складе в г. Киев
Доставка по Украине
632 грн
Купить
Electro Weld
Сварочный полуавтомат для сварки алюминия Луч Профи ALUMIG 280P Double Pulse Synergia
На складе
Доставка по Украине
39 600 грн
Купить
Сварочное оборудование и комплектующие Welds
Сварочная горелка (TIG) WP-26 TM Parweld длина 4 м, подключение KZ-2 для полуавтоматов инверторных
На складе в г. Днепр
Днепр
Доставка по Украине
3 960 грн
3 841.20 грн
Купить
Спарк-Центр
Сопло газовое на полуавтомат 12 мм, MB15 Rhino для MIG/MAG сварки
Доставка из г. Львов
98.75 грн
79 грн
Купить
220PLUS.COM.UA
Антипригарная паста 280 г для сварки Gradient SNY1028 для полуавтоматов
Доставка из г. Львов
297.50 грн
238 грн
Купить
Интернет-магазин GIGATOOLS
Сварочный полуавтомат инверторный Vitals Master MIG 1600 SN Сварка проволокой с газом, без газа, электродом
На складе в г. Кропивницкий
Доставка по Украине
9 999 грн
Купить
ВМережі
Сопло для полуавтомата 12 мм, MB15 Rhino для MIG/MAG сварки
Доставка из г. Львов
97.50 грн
78 грн
Купить
Интернет-магазин GIGATOOLS
Сварочная омедненная проволока MG2 0,8 (5 кг) Magmaweld
На складе в г. Киев
Доставка по Украине
640 грн
Купить
Electro Weld
Флюсовая проволока (0. 8 мм, 1 кг) Gradient E71T-GS для полуавтомата
8 мм, 1 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
348 — 350 грн
от 3 продавцов
436.25 грн
349 грн
Купить
Горелка (рукав) со встроенным клапаном газа в ручке для полуавтомата 4 метра
Доставка по Украине
1 750 грн
Купить
СВАРТОРГ
Клапан отсечения газа для полуавтомата 12 В (DС)
На складе в г. Харьков
Доставка по Украине
445 грн
Купить
Интернет магазин сварочных комплектующих и расходных материалов SvarShop
Смотрите также
Клапан отсечения газа для полуавтомата 24 В (АС)
На складе в г. Харьков
Доставка по Украине
445 грн
Купить
Интернет магазин сварочных комплектующих и расходных материалов SvarShop
Клапан отсечения газа для полуавтомата 24 В (DC)
На складе в г. Харьков
Доставка по Украине
445 грн
Купить
Интернет магазин сварочных комплектующих и расходных материалов SvarShop
Клапан отсечения газа для полуавтомата 36 В (AC)
На складе
Доставка по Украине
445 грн
Купить
Интернет магазин сварочных комплектующих и расходных материалов SvarShop
Горелка (рукав) со встроенным клапаном газа в ручке для полуавтомата 2. 5м
5м
Доставка по Украине
1 400 грн
Купить
СВАРТОРГ
Проволока с флюсом (0.8 мм, 1 кг) к полуавтомату Gradient E71T-GS
Доставка из г. Львов
436.25 грн
349 грн
Купить
220PLUS.COM.UA
Флюсовая проволока (0.8 мм, 5 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
1 648 — 1 650 грн
от 3 продавцов
2 060 грн
1 648 грн
Купить
Интернет-магазин GIGATOOLS
Сварочный полуавтомат MegaTec SUPERMIG 500P для ручной сварки МIG/MAG-MMA
Доставка по Украине
по 148 660 грн
от 2 продавцов
148 660 грн
Купить
Интернет-магазин «Лидер»
Сварочный полуавтомат MegaTec STARMIG 205 для ручной сварки МIG/MAG-MMA
Доставка по Украине
по 11 699 грн
от 2 продавцов
14 652 грн
11 699 грн
Купить
Интернет-магазин «Лидер»
Сварочный полуавтомат MegaTec STARMIG 175 для ручной сварки МIG/MAG-MMA
Доставка по Украине
по 9 569 грн
от 2 продавцов
11 961 грн
9 569 грн
Купить
Интернет-магазин «Лидер»
Сварочный полуавтомат MegaTec SUPERMIG 500DP двойной импульс для ручной сварки МIG/MAG-MMA
Доставка по Украине
по 182 540 грн
от 2 продавцов
182 540 грн
Купить
Интернет-магазин «Лидер»
Сварочный полуавтомат MegaTec STARMIG-500S для ручной сварки МIG/MAG-MMA
Доставка по Украине
по 89 592 грн
от 2 продавцов
89 592 грн
Купить
Интернет-магазин «Лидер»
Флюсовая(порошковая) проволока Edon на полуавтомат (1кг) 0. 8 мм
8 мм
Доставка по Украине
349 грн
Купить
Сток Торг
Клапан отсечения газа для полуавтомата 12V DС
На складе
Доставка по Украине
540 грн
Купить
PROFSVARKA
Клапан отсечения газа для полуавтомата 24V DС
На складе
Доставка по Украине
540 грн
Купить
PROFSVARKA
Технология сварки газопровода
Ян Ю.
Ян Ю.
Менеджер по продажам в Yaang Pipe Industry Co., Limited
Опубликовано 27 января 2020 г.
+ Подписаться
Трубопровод природного газа относится к трубопроводу, который транспортирует природный газ (включая попутный газ, добываемый на нефтяном месторождении) от производственной площадки или очистных сооружений к городскому газораспределительному центру или пользователям промышленных предприятий, также известный как газопровод. Использование газопровода для транспортировки природного газа — это способ транспортировки природного газа по суше. Трубопроводы природного газа составляют около половины всех трубопроводов в мире. Современная газопроводная промышленность Китая в основном сосредоточена в провинции Сычуань, которая является основным районом добычи природного газа. В 1963 завершен первый газопровод Баю диаметром 426 мм и общей протяженностью 54,7 км. К 1983 г. построена сеть магистральных газопроводов от востока Сычуани до Чэнду, Дэян и других мест через Чунцин, Лучжоу, Вэйюань и др., диаметром 426-720 мм, общей протяженностью более 2200 км, 178 газосборных пунктов. и распределительных станций и годовой мощностью 5-6 миллиардов кубометров. Кроме того, в Дацине, Шэнли, Северном Китае и других нефтяных месторождениях есть трубопроводы для транспортировки попутного газа на нефтехимические заводы.
Использование газопровода для транспортировки природного газа — это способ транспортировки природного газа по суше. Трубопроводы природного газа составляют около половины всех трубопроводов в мире. Современная газопроводная промышленность Китая в основном сосредоточена в провинции Сычуань, которая является основным районом добычи природного газа. В 1963 завершен первый газопровод Баю диаметром 426 мм и общей протяженностью 54,7 км. К 1983 г. построена сеть магистральных газопроводов от востока Сычуани до Чэнду, Дэян и других мест через Чунцин, Лучжоу, Вэйюань и др., диаметром 426-720 мм, общей протяженностью более 2200 км, 178 газосборных пунктов. и распределительных станций и годовой мощностью 5-6 миллиардов кубометров. Кроме того, в Дацине, Шэнли, Северном Китае и других нефтяных месторождениях есть трубопроводы для транспортировки попутного газа на нефтехимические заводы.
Технология сварки газопровода
I. Универсальный метод сварки
Как правило, полуавтоматическая сварка является основным методом технической сварки, а ручная дуговая сварка вниз может использоваться для локально сложных участков и соединений. Правила выполнения сварки вниз должны соответствовать положениям «Правил проведения сварки трубопроводов вниз».
Правила выполнения сварки вниз должны соответствовать положениям «Правил проведения сварки трубопроводов вниз».
- 1. Электрод из целлюлозы AWS_E6010 используется для ручной дуговой сварки, электрод AWS_E8010 используется для заполнения, а электрод с низким содержанием водорода AWS_E8018G используется для покрытия.
- 2. Для полуавтоматической корневой сварки используется электрод AWS_E6010, для заполнения и укупорки используется порошковая проволока E71T8-Ni1 или 71T8-K6.
II. Сварщики
- 1. Перед строительством внедрить систему управления качеством сварки в соответствии с процессом сварки. Обучайте и тестируйте сварщиков в соответствии с требованиями процесса сварки, утвержденными владельцем, чтобы техническое качество и технический уровень сварщиков могли соответствовать соответствующим правилам критериев приемки строительства этого проекта.
- 2. Все сварщики, участвующие в строительстве этого объекта, должны иметь «Квалификационный аттестат сварщика», выданный Государственным генеральным управлением технического надзора или провинциальными и муниципальными бюро технического надзора, и «Рабочий сертификат», выданный перед началом работы. супервайзер, с тем чтобы провести сертификат для работы.
 супервайзер, с тем чтобы провести сертификат для работы.
супервайзер, с тем чтобы провести сертификат для работы.III. Основное сварочное оборудование
Источник питания: Полуавтоматический источник питания сварочный — передвижная электростанция ДЗ-80 производства ООО «Трубопроводное оборудование». Электростанция оснащена многосистемной сварочной машиной DC-400 Lincoln, которая одновременно может выполнять ручную сварку.
IV. ОБЩИЕ ТРЕБОВАНИЯ
- 1. Сварка трубопровода материалом X70 требует предварительного нагрева перед сваркой. Кольцевой нагреватель и ручка для выпечки используются для предварительного нагрева. Ширина предварительного нагрева: канавка с обеих сторон (> 50 мм), температура предварительного нагрева, температура межслойного нагрева: в соответствии с температурой, указанной в процедуре сварки для термообработки. Температура предварительного нагрева измеряется инфракрасным термометром на расстоянии 50 мм от отверстия трубы.
- Для других материалов предварительный нагрев не требуется.
- 2. Начало дуги или закрытие валиков сварного шва смещены более чем на 30 мм. Зажигание сварочной дуги осуществляется в разделке, не допускается зажигание дуги на разделке вне сварочного слоя, тем более на стенке трубы вне разделки. Каждая точка начала дуги и стык должны быть отремонтированы перед сваркой. После завершения первого слоя сварки начинается следующий слой сварки.
- 3. После завершения корневой сварки угловая полировальная машина используется для шлифовки и очистки шлака, брызг, дефектов и выступов шва на внешней поверхности корневой сварки. Форма разделки на наружной поверхности трубы не должна быть нарушена шлифовкой, а интервал времени между корневой сваркой и заливкой не должен превышать 10 минут.
- 4. Все валики должны быть сварены непрерывно, а межслойная температура валиков должна соответствовать требуемым требованиям. После окончания сварки брызги и шлак на поверхности шва необходимо очистить. До завершения сварки валика в этот день должно быть выполнено более 50 % всего валика сварного шва в каждом сварном соединении и не менее трех слоев. В сварочном строительстве «протокол сварочного процесса» должен быть заполнен тщательно в соответствии с правилами.
- 5. Для покрытия несварных швов в этот день необходимо использовать сухие водонепроницаемые и теплоизоляционные материалы. Перед сваркой на следующий день необходимо предварительно нагреть до температуры, требуемой процедурой сварки. Для неиспользованной сварочной проволоки в тот же день механизм подачи проволоки следует снять с механизма подачи проволоки или положить вместе с механизмом подачи проволоки на склад, оборудованный осушителем, на строительной площадке для осушения. На следующий день после прибытия на строительную площадку немедленно снимите ленту, намотанную на горловину трубы, зашлифуйте корень, а затем кольцевым нагревателем прогрейте левое устье. Требования к температуре нагрева такие же, как и к температуре горловины трубы. Качество нагрева должно быть одобрено инженером по надзору на месте.
- 6. В процессе сварки резиновый защитный слой шириной 800 мм наматывается на два конца антикоррозионного слоя для предотвращения брызг и ожогов при сварке.
- 7. Требования к сварочным материалам
- (1) Каждая партия сварочных материалов должна иметь сертификат качества, сертификат соответствия и акт повторной экспертизы. Ввозимые материалы также должны иметь сертификат товарной инспекции.
- (2) Внешний вид сварочных материалов должен быть гладким, чистым, без трещин, ржавчины, масла и других загрязнений.
- (3) Категорически запрещается разрушать сварочные материалы сыростью, дождевой водой и маслом. Хранить их следует в сухих и проветриваемых помещениях с влажностью не более 60%.
- (4) Полка сварочного материала находится на высоте более 300 мм над землей, на расстоянии более 300 мм от стены, а высота укладки не превышает установленного количества слоев.
- (5) Следует избегать повреждения сварочных материалов и упаковки во время хранения и обращения. После вскрытия упаковки ее следует беречь от порчи. Сварочные материалы с признаками повреждения или износа не должны применяться в технике.
- (6) Назначьте специального человека для хранения и распределения сварочных материалов, а также для ведения надлежащих записей о распределении и возврате, метеорологических записей и записей о выпечке.
- (7) При использовании электрода его следует поместить в корпус электрода. При относительной влажности окружающей среды более 80% использование электрода должно быть ограничено в течение двух часов, а при относительной влажности окружающей среды менее 80% использование электрода должно быть ограничено в течение четырех часов. .
- (8) Неиспользованные электроды в этот день должны быть изъяты и сохранены. Электрод с низким содержанием водорода следует использовать первым после повторной сушки, и количество повторных сушек не должно превышать двух раз.
- (9) Каждый электрод должен быть приварен непрерывно, и сварщик должен, насколько это возможно, избегать разрыва дуги.
- (10) Сварочную проволоку нельзя сушить. Его следует хранить в сухом и проветриваемом помещении и держать в сухости.
- (11) При большом эксцентриситете электрода, трещинах покрытия, каплеобразовании и других явлениях, влияющих на качество сварки, их нельзя использовать для сварки.
- (12) После завершения сварки оставшиеся электроды не выбрасываются по собственному желанию, а за восстановление и централизованную обработку несут ответственность специальные лица.

 В сварочном строительстве «протокол сварочного процесса» должен быть заполнен тщательно в соответствии с правилами.
В сварочном строительстве «протокол сварочного процесса» должен быть заполнен тщательно в соответствии с правилами.

V. Среда сварки
Сварка строго запрещена в следующих случаях, например, без эффективных защитных мер (таких как укрытие, обогреватель и т. д.).
- Когда скорость ветра превышает требования процедуры сварки, необходимо предусмотреть специальное ветровое стекло для обеспечения требований к герметизации места сварки.
- Если скорость окружающего ветра влияет на сварочные работы, необходимо принять эффективные меры по защите от ветра для защиты зоны сварки. Согласно прошлому опыту строительства, мы обычно используем метод ветрозащиты.
Ⅵ. Контроль сварки
1. Визуальный осмотр
Визуальный осмотр
После сварки, ремонта или ремонта своевременно должен быть проведен визуальный осмотр. Перед осмотром необходимо удалить шлак, брызги и другие загрязнения с поверхности. Внешний вид сварного шва должен соответствовать стандарту приемки, указанному при сварке и приемке стального трубопровода. Неразрушающий контроль не должен проводиться для сварных швов, не прошедших визуальный контроль. Проверка внешнего вида сварного шва должна соответствовать следующим требованиям.
- (1) Внешний вид сварного шва однородный, а поверхность сварного шва и его зона термического влияния не должны иметь дефектов, таких как трещины, непровары, воздушные отверстия, шлаковые включения, брызги, сварные швы и т. д.
- (2) Поверхность сварного шва не должна быть ниже поверхности основного металла, а усиление сварного шва не должно превышать 1,6 мм.
- (3) Ширина каждой стороны поверхности сварного шва должна быть на 0,5–2 мм шире, чем поверхность разделки.
- (4) Непригодность после сварки должна быть менее 2 мм
- (5) Максимальный размер поднутрения должен соответствовать требованиям.
- (6) След от дуги должен быть зачищен, а оставшаяся толщина стенки трубы после шлифовки не должна быть уменьшена меньше минимальной толщины, разрешенной стандартом на материал. В противном случае весь участок трубы со следом от дуги должен быть отрезан.

2. Неразрушающий контроль сварных швов
Все стыковые сварные швы подлежат 100% радиографическому контролю, а повторный ультразвуковой контроль (известный как двойной контроль) должен проводиться в соответствии со следующими требованиями. Требования к дизайну должны быть проверены в соответствии с фактическими требованиями:
(1) Выполните 100% ut на следующих сварных швах:
- a. Все стыки труб в зонах класса III и класса IV;
- б. Сварные соединения трубопроводов, пересекающих крупные и средние реки, горные тоннели, болота, водохранилища, автомобильные и железные дороги выше III класса;
- в. Сварное соединение трубопровода, пересекающее подземный трубопровод, кабель и оптический кабель;
- д. Сварное соединение прямой трубы и колена;
- эл. Сварка встык после испытания давлением в разрезе;
- ф. Первые 100 сварных швов, изначально сваренных каждым агрегатом;
 Сварное соединение трубопровода, пересекающее подземный трубопровод, кабель и оптический кабель;
Сварное соединение трубопровода, пересекающее подземный трубопровод, кабель и оптический кабель;(2) После 100 % радиографического контроля 10 % всех сварных соединений, выполненных в один день каждой единицы, подлежат ультразвуковой дефектоскопии: неквалифицированные сварные соединения должны быть отремонтированы по мере необходимости, а сроки устранения дефектов той же детали не должно превышать 1, а отремонтированные детали подлежат 100%-ному ультразвуковому контролю.
Ⅶ. Ремонт
- 1. Дефекты, не связанные с трещинами, в сварном шве могут быть отремонтированы напрямую. Если процесс ремонта отличается от первоначального процесса сварки, необходимо использовать квалифицированный процесс ремонтной сварки.
- 2. Когда длина трещины составляет менее 8% длины сварного шва, для ремонта должна использоваться аттестованная процедура ремонтной сварки. При длине трещины более 8 % все сварные швы с трещинами должны быть отрезаны от трубопровода.
- 3. Сроки устранения дефектов в одной и той же детали не должны превышать 1 раза, в противном случае сварной шов срезается. После ремонта проверьте в соответствии с первоначальным стандартом.
 При длине трещины более 8 % все сварные швы с трещинами должны быть отрезаны от трубопровода.
При длине трещины более 8 % все сварные швы с трещинами должны быть отрезаны от трубопровода.Источник: Китай Производитель газопроводов – Yaang Pipe Industry Co., Limited (www.yaang.com)
Принцип уплотнения и характеристики плоского приварного фланца
1 мая 2020 г.
Как выбрать и установить спирально-навитые прокладки?
2 апр. 2020 г.
Способ снятия прокладки спиральной обмотки
22 марта 2020 г.
Анализ процесса изготовления спирально-навитой прокладки
8 марта 2020 г.
Руководство по предотвращению покупки металлических спиральных прокладок
1 марта 2020 г.
Исследование процесса экструзии бесшовной трубы из супердуплексной нержавеющей стали UNS S32750
18 февраля 2020 г.
Анализ 14 видов металлических материалов, обычно используемых в прокладках
10 февраля 2020 г.
Общие проблемы безопасности и профилактический контроль при строительстве газопроводов
3 фев. 2020 г.
Виды и функции прокладок
8 января 2020 г.
Классификация и краткое введение травления стали и стальных труб
2 января 2020 г.


Другие также смотрели
Исследуйте темы
Какой газ используется для сварки MIG: полное руководство
Выбор подходящего защитного газа для сварки MIG может значительно улучшить качество сварки, а также сэкономить время и деньги. Чтобы правильно выбрать газ или газовую смесь, необходимо учитывать различные факторы, в том числе материал, метод переноса, стоимость и объем необходимой очистки.
Чтобы правильно выбрать газ или газовую смесь, необходимо учитывать различные факторы, в том числе материал, метод переноса, стоимость и объем необходимой очистки.
Какой газ используется для сварки MIG? Инертный газ используется для сварки MIG или сварки металлов в среде инертного газа, используйте инертный газ в качестве защитного газа. Защитный газ предотвращает попадание в зону сварки нежелательных загрязнителей, таких как кислород и азот из воздуха.
Защитные газы используются в определенных процессах сварки и состоят из инертного газа и/или полуинертного газа. Часто полуинертные или неинертные газы используются в небольшом процентном соотношении, что технически превращает процесс в процесс сварки GMAW, а не в процесс сварки MIG («MIG Welding Gases», n.d.).
В зависимости от того, свариваете ли вы черные или цветные металлы, наиболее распространенными вариантами являются смесь аргона и углекислого газа или их чистые формы. Также доступны более дорогие смеси для сварки нержавеющей стали. К негативным последствиям выбора неправильного типа газа относятся выгорание, неравномерный рисунок валиков, чрезмерное выделение дыма и разбрызгивание.
К негативным последствиям выбора неправильного типа газа относятся выгорание, неравномерный рисунок валиков, чрезмерное выделение дыма и разбрызгивание.
Со всеми доступными опциями поначалу это может показаться ошеломляющим. Однако в этой статье я расскажу о лучших вариантах сварки MIG на основе нескольких различных применений. Я начну с общего обзора того, что такое защитный газ и из чего состоят эти газы.
Инертные газы: аргон и гелий Инертный или благородный газ — это газ, обладающий высокой устойчивостью к химическим изменениям при определенных обстоятельствах. Аргон и гелий — это два инертных газа, которые используются как при сварке MIG, так и при сварке TIG. Аргон является наиболее часто используемым инертным газом для сварки MIG, либо сам по себе, либо в смеси с одним или двумя другими газами. Аргон обеспечивает неглубокое, но более широкое проплавление сварного шва и стабильную дугу, в то время как гелий горит намного горячее, чем аргон, и стоит дороже («Сварочные газы MIG», n. d.).
d.).
И аргон, и гелий, как правило, смешивают с другими газами, поскольку оба они относительно дороги. Кроме того, смеси, состоящие только из инертных газов, таких как аргон и гелий, обычно ограничиваются использованием на цветных металлах, таких как алюминий и медь. Поскольку инертные газы устойчивы к химической реакции, они дают меньше брызг, чем полуинертные газы. Еще одно соображение заключается в том, что, хотя гелий снижает пористость сварного шва, он также потребляет больше энергии, и необходимо проявлять большую осторожность, чтобы избежать прогорания и перегрева («Сварочные газы MIG», n.d.).
Полуинертный и неинертный газ Полуинертный газ по-прежнему устойчив к химическим изменениям, но в меньшей степени, чем инертные газы. Углекислый газ (CO2) — это полуинертный газ, который часто используется при сварке MIG либо сам по себе, либо в небольшом процентном соотношении с инертным газом. Основные преимущества СО2 заключаются в том, что он дешевле инертного газа и позволяет глубже проникать в металл. Основным недостатком CO2 является то, что его более жесткие характеристики дуги приводят к большему разбрызгиванию, что, в свою очередь, требует дополнительной очистки вокруг сварного шва («Сварочные газы MIG», n.d.).
Основным недостатком CO2 является то, что его более жесткие характеристики дуги приводят к большему разбрызгиванию, что, в свою очередь, требует дополнительной очистки вокруг сварного шва («Сварочные газы MIG», n.d.).
Кислород — это неинертный газ, который используется в очень малых количествах для увеличения провара при сварке более толстых металлов и нержавеющей стали. Это звучит нелогично, поскольку кислород также ответственен за окисление и ржавчину дефектных сварных швов. Однако в очень небольших количествах (от одного до пяти процентов) он помогает стабилизировать дугу и дешевле гелия («Сварочные газы MIG», nd).
Преимущества смесей C25 и аргон-CO2 Каждый из этих газов с их различными свойствами имеет свои преимущества и недостатки, и существуют различные смеси, предназначенные для конкретных целей. Одной из наиболее распространенных газовых смесей для сварки MIG является смесь из 75 процентов аргона и 25 процентов углекислого газа, известная как C25. Смеси 80 процентов аргона и 20 процентов CO2, а также 9Также распространены 0 процентов аргона и 10 процентов CO2 («Сварочные газы MIG», n.d.).
Смеси 80 процентов аргона и 20 процентов CO2, а также 9Также распространены 0 процентов аргона и 10 процентов CO2 («Сварочные газы MIG», n.d.).
Хотя C25 дороже, чем 100-процентный CO2, он дешевле, чем 100-процентный аргон. Чем выше содержание аргона, тем выше цена. В то же время профиль сварки C25 намного уже, что приводит к меньшему разбрызгиванию и очистке, чем при использовании 100-процентного CO2. Для большинства применений при сварке MIG, скорее всего, вам подойдет газ C25 («Сварочные газы MIG», n.d.).
В то время как C25 является наиболее распространенным вариантом, ваш метод переноса сварки также определяет оптимальный для вас газ. Защитные газы с содержанием двуокиси углерода 25 процентов или выше лучше всего подходят для сварки короткой дугой или короткого замыкания. Более высокие уровни аргона лучше подходят для шаровидного переноса и дуговой сварки со струйным распылением, поскольку они помогают ограничить разбрызгивание. Опять же, большим компромиссом здесь является стоимость («Сварочные газы MIG», n. d.).
d.).
C25 и 100-процентный CO2 являются наиболее часто используемыми газами для сварки углеродистой стали. Также часто рекомендуется смесь аргона, углекислого газа и кислорода («сварочные газы MIG»). , н.д.). Мягкую или низкоуглеродистую сталь легче сваривать или обрабатывать, и она более доступна по цене, чем сталь с высоким содержанием углерода. Низкое содержание углерода в низкоуглеродистой стали и меньшее содержание других металлических сплавов делают ее более доступной, но также делают ее более склонной к окислению и ржавчине («Что такое мягкая сталь?», 2016).
Защитные газы, состоящие исключительно из инертного газа, такие как аргон, не подходят для сварки стали MIG, поскольку они часто приводят к подрезу и некрасивому сварному шву («Сварочные газы MIG», n.d.). Подрез — это небольшая канавка в верхней части наплавленного валика, образовавшаяся в основном металле из-за непостоянной скорости перемещения или высокого напряжения.
Смеси аргона и кислорода от одного до пяти процентов широко используются в промышленности, например, в автомобильной промышленности для сварки углеродистой и нержавеющей стали («Смеси для кислородно-аргоновой сварки», 2012 г.). Риск окисления и ржавления от этих кислородных смесей, очевидно, возрастает при более низком содержании углерода в мягкой стали.
Три смеси и нержавеющая сталь Для нержавеющей стали иногда используется тройная смесь гелия, аргона и углекислого газа или гелия, аргона и кислорода. Одним из примеров может быть тройная смесь из 90 процентов гелия, 7,5 процента аргона и 2,5 процента CO2. Опять же, добавление гелия увеличивает тепло, а кислород помогает проникать в более толстые металлы и стабилизировать дугу. И CO2, и гелий требуют более высокого напряжения для поддержания стабильной дуги, а гелий является самым дорогим из инертных газов. Более доступным и распространенным вариантом для нержавеющей стали является C2, который состоит из 98 процентов аргона до 2 процентов углекислого газа («Сварочные газы MIG», nd).
Сварка ВИГ или сварка вольфрамовым электродом в среде инертного газа — это еще один вид сварки, в котором используется инертный газ. Однако при сварке TIG используется только инертный газ. Также называемая GTAW (газовая вольфрамовая дуговая сварка), сварка TIG основана только на аргоне, гелии или их смеси. Хотя технически возможна сварка смесями, содержащими такие газы, как углекислый газ или кислород, делать это совсем не рекомендуется. Углекислый газ приведет к возгоранию, перегреву и беспорядку (Nguyen, 2015).
Поскольку для сварки TIG требуется 100-процентный инертный газ, вы потенциально можете использовать 100-процентный газ аргон для сварки TIG, одновременно используя тот же газ для сварки MIG тонкого алюминия (менее ½ дюйма). Для большинства других видов сварки MIG, особенно для стали, не рекомендуется использование 100-процентного аргона. Кроме того, поскольку сварка TIG обеспечивает лучшую сварку алюминия с использованием того же газа, трудно понять, почему бы вам просто не использовать 100-процентный аргон для сварки TIG алюминия. Если вы часто выполняете сварку TIG и сварку MIG, наличие одного баллона с C25 и одного баллона со 100-процентным аргоном может охватывать широкий спектр применений.
Если вы часто выполняете сварку TIG и сварку MIG, наличие одного баллона с C25 и одного баллона со 100-процентным аргоном может охватывать широкий спектр применений.
Чтобы узнать больше о различиях между сваркой MIG и TIG, , нажмите здесь!
Газовые баллоны для сварки MIGГазовые баллоны или баллоны доступны в различных размерах, таких как 20, 40, 80, 125, 150, 250 и даже 330 кубических футов. Для чего-то, что вы собираетесь часто перемещать, вы, вероятно, смотрите на что-то между 20 и 125 CF. Высота газовых баллонов варьируется от 14 до 55 дюймов, а меньшие могут весить от 13 до 71 фунта, поэтому важно учитывать, как часто вы собираетесь перемещать баллон (Джонс, 2019 г.).).
Для больших объемов работ можно купить или арендовать газовый баллон или баллон большего размера. Многие сварщики делают это для цилиндров больше 125 CF. Одним из основных преимуществ больших баллонов является то, что вы будете платить гораздо меньше за кубический фут газа, чем за баллоны меньшего размера (Jones, 2019).
Газовые баллоны имеют штамп с указанием месяца и года последней сертификации. Обычно это длится пять лет, если рядом с датой также не стоит звезда. Это указывает на то, что сертификация действительна в течение десяти лет (Байерс, 2019 г.).).
Давление газа для сварки MIGДля большинства газовых регуляторов давление газа (PSI) от вашего регулятора расхода газа или трубопровода устанавливается на минимальное значение 25 PSI и максимальное значение 80 PSI. Регуляторы, предназначенные для CO2, обычно имеют диапазон от 50 до 80 фунтов на квадратный дюйм. На пути к шлангу сварочного пистолета это давление снижается с помощью игольчатого клапана или отверстия диаметром около 0,025 дюйма, которое обычно устанавливается на заводе в диапазоне от 3 до 8 фунтов на квадратный дюйм. Необходимое давление зависит от ограничений в сопле пистолета, вызванных разбрызгиванием, или ограничений в кабеле пистолета (Uttrachi, 2019).).
Когда такие ограничения возникают в большинстве систем с потоком газа, в которых используется такая система с «дроссельным потоком» или «критическим потоком», автоматическая компенсация расхода газа настраивается для поддержания расхода газа в среднем на уровне около 5 фунтов на квадратный дюйм. Это связано с тем, что давление газа за точкой дросселирования составляет не менее 25 фунтов на квадратный дюйм (Uttrachi, 2019).
Это связано с тем, что давление газа за точкой дросселирования составляет не менее 25 фунтов на квадратный дюйм (Uttrachi, 2019).
Обратной стороной этого является то, что когда вы прекращаете сварку, когда газ все еще течет, давление газа в нагнетательном шланге возрастает до того же уровня, что и ваш газовый регулятор. Затем, как только вы снова начнете сварку, из сопла сварочной горелки вырвется газ. Это не только бесполезная трата газа, но и попадание загрязняющих веществ, таких как влажный воздух, в поток газа и зону сварки (Uttrachi, 2019).).
Попытки предотвратить такую трату газа привели к разработке регуляторов расхода газа более низкого давления на основе давления от 3 до 8 фунтов на квадратный дюйм, необходимого для нагнетательного шланга. Однако это устраняет автоматическую компенсацию расхода газа, обеспечиваемую системой дросселирования потока, и может привести к некачественному запуску. В отличие от относительно постоянного расхода, достигаемого обычными системами, испытания регуляторов более низкого давления показали колебания расхода газа в диапазоне от 16 до 37 кубических футов в час (Uttrachi, 2019). ).
).
Не путать с давлением газа (PSI), расход газа измеряется в кубических футах в час (CFH). Скорость потока газа должна быть достаточно высокой, чтобы защитить сварной шов, но слишком высокая настройка может фактически всасывать воздух в сварной шов («Сварочные газы MIG», n.d.).
Находясь в закрытом помещении, настройка может составлять всего 15 кубических футов в минуту, хотя на сквозняке может потребоваться что-то близкое к более высокому рекомендуемому концу спектра, около 50 кубических футов в час. Надлежащий поток газа также зависит от диаметра сопла. Всегда проверяйте рекомендации производителя сварочного оборудования.
Сварочная диаграмма MIG с рекомендациями по расходу газа обычно находится в сварочном аппарате. Тем не менее, это рекомендации, и поиск наилучшей настройки расхода газа требует некоторой степени проб и ошибок («Сварочные газы MIG», n.d.).
Среди других факторов, которые следует учитывать при настройке скорости потока, — поверхность сварки и скорость сварки. Для сварки плоских поверхностей требуется более высокий расход газа, чем для сварки материалов с канавками. Для угловых сварных швов обычно требуется самый низкий расход газа, поскольку они защищены от сквозняков, а для стыковых сварных швов требуется более высокий поток газа, поскольку они не защищены. Увеличение скорости сварки также потребует более высокого расхода газа, как и сварка более толстого материала.
Для сварки плоских поверхностей требуется более высокий расход газа, чем для сварки материалов с канавками. Для угловых сварных швов обычно требуется самый низкий расход газа, поскольку они защищены от сквозняков, а для стыковых сварных швов требуется более высокий поток газа, поскольку они не защищены. Увеличение скорости сварки также потребует более высокого расхода газа, как и сварка более толстого материала.
Срок действия вашего газа сильно зависит от расхода вашего газа. Относительно легко рассчитать время сварки, разделив объем цилиндра в кубических футах (CF) на расход вашего регулятора в кубических футах в час (CFH).
Предположим, вы находитесь в помещении и на низком значении CFH, равном 15. С цилиндром объемом 20 кубических футов вы рассчитываете примерно на час и 18 минут сварки MIG. С большим баком 125 CF в тех же условиях это будет около 8 часов 18 минут. При более высокой настройке, такой как 40 CFH, это будет всего полчаса для цилиндра 20 CF и три часа для цилиндра 125 CF (Джонс, 2019 г. ).).
).).
Если вы ищете наилучший вариант защитного газа для сварки MIG с самым широким применением, 75 % аргона и 25 % CO2 или что-то близкое к нему, например, 80 /20 смесь, вероятно, будет вашим лучшим выбором. Если у вас ограниченный бюджет и вы не возражаете против того, чтобы убрать немного дополнительных брызг, углекислый газ дешев и отлично подходит для любительской сварки или экспериментов. Для сварки MIG алюминия или сварки TIG в целом лучше всего использовать 100-процентный аргон.
Нержавеющая сталь — это то место, где вещи становятся дороже из-за более высокого уровня гелия, смешанного с аргоном и CO2 или кислородом. Даже там у вас есть выбор менее дорогого C2 с миксом 98/20.
Всегда учитывайте, какие материалы вы пытаетесь сваривать, и обязательно максимально используйте скорость потока газа. Помните, что ваш выбор газа и расход газа являются ключом к равномерному рисунку валика и предотвращению перегрева материала. Ознакомьтесь с рекомендациями производителя по параметрам потока газа и поэкспериментируйте, чтобы определить, что лучше всего подходит для вас.
Ознакомьтесь с рекомендациями производителя по параметрам потока газа и поэкспериментируйте, чтобы определить, что лучше всего подходит для вас.
Аргоно-кислородные сварочные смеси. (2012). Получено с https://www.praxairdirect.com/Industrial-Gas-and-Welding-Information-Center/Welding-and-Fuel-Gases/StarGold/Argon-Oxygen.html
Byers, B. (2019). Размеры резервуаров с аргоном для сварки MIG, лучшие советы и рекомендации. Получено с https://welditmyself.com/argon-tank-sizes/
Джонс, Д. (2019). Какой размер газового баллона для сварки MIG? Время принятия решений. Получено с https://welditu.com/welding/tips-mig/what-size-gas-cylinder/
Сварочные газы MIG. (н.д.). Получено с https://gowelding.org/welding/mig-gmaw/gasses/
Нгуен, О. (2015). Что такое GTAW (дуговая сварка вольфрамовым электродом)? Получено с https://www.weldingschool.com/blog/welding/what-is-gtaw-gas-tungsten-arc-welding/
Uttrachi, J. (2019). Контроль и оптимизация защитного газа MIG. Получено с http://netwelding.com/Shielding_Gas_Control_Download.pdf
Получено с http://netwelding.com/Shielding_Gas_Control_Download.pdf
Что такое мягкая сталь? (2016). Получено с https://www.metalsupermarkets.com/what-is-mild-steel/
GMAW Welding
Если вы занимаетесь промышленной сваркой, вы наверняка слышали о GMAW. Если вы этого не сделали и хотите знать, читайте дальше. GMAW также известна как дуговая сварка металлическим газом, широко используемая в промышленности из-за ее быстрого и эффективного характера.
Как работает GMAW? Почему он предпочтительнее других методов сварки? Ну, вы можете найти все свои ответы о GMAW ниже. Итак, начнем.
Краткое описание
Что такое GMAWРаньше в строительстве и обрабатывающей промышленности приходилось вкладывать большие средства в строительные материалы и человеческий труд. Устаревшие или традиционные методы потребляют до 85% общих затрат. И это то, что привело к использованию GMAW.
GMAW, также известная как дуговая сварка металлическим газом или проволочная сварка, представляет собой эффективный процесс сварки. Электрическая дуга возникает между проволочным электродом и металлом под действием тепла. Это плавит металл и сплавляет детали навсегда. Теперь GMAW очень эффективен, поскольку он может снизить затраты на рабочую силу до 25%. Это причина, по которой промышленность выбирает этот подход к сварке.
Электрическая дуга возникает между проволочным электродом и металлом под действием тепла. Это плавит металл и сплавляет детали навсегда. Теперь GMAW очень эффективен, поскольку он может снизить затраты на рабочую силу до 25%. Это причина, по которой промышленность выбирает этот подход к сварке.
Итак, GMAW — это обширный термин. Любой сварочный процесс, в котором для сварки используется газ, можно отнести к категории GMAW. Таким образом, MIG, известная как сварка в среде инертного газа, также относится к этой категории. Давайте разберемся, как это работает:
В процессе сварки MIG есть стоимость работы и используемый проволочный электрод. Процесс происходит при образовании электрической дуги между заготовкой и проволочным электродом. Теперь температура повышается, что расплавляет как заготовку, так и проволочный электрод.
Электрод постоянно получает питание во время процесса. Кроме того, в этом процессе используется защитный газ. Теперь, когда мы говорим о сварке MIG, газы, используемые при этом, представляют собой промежуточные газы, такие как гелий или аргон.
Теперь, когда мы говорим о сварке MIG, газы, используемые при этом, представляют собой промежуточные газы, такие как гелий или аргон.
Процесс сварки MIG является полуавтоматическим. Это связано с тем, что мощность определяет длину дуги и подачу проволоки. Но вам нужно вручную контролировать скорость и положение.
Как обеспечить успешную сварку MIGДля обеспечения успешного процесса сварки сварщики должны научиться: –
- Оптимизировать напряжение
- Контроль расхода и подачи проволоки
- Очистка пистолета
Еще одна важная вещь, о которой должен знать сварщик, — это скорость перемещения. В конце концов, он будет контролировать форму и качество сварного шва.
ОборудованиеОборудование GMAW обычно состоит из
- Источник питания
- Система подачи защитного газа
- Система Wire Drive для стягивания проволочного электрода с катушки
- Источник холодной воды для охлаждения сварочной горелки
Когда провод проходит через пистолет, на него подается напряжение при контакте с медной контактной трубкой. Он передает ток от источника питания к дуге. Имеется точная система управления, которая: –
Он передает ток от источника питания к дуге. Имеется точная система управления, которая: –
- Инициирует и прекращает подачу защитного газа и охлаждающей воды
- Работает подрядчиком по сварке
- Контролирует скорость подачи электрода в соответствии с требованиями
GMAW или газовая дуговая сварка металлическим электродом, как следует из названия, использует газы для процесса. Газы предотвращают попадание загрязняющих веществ в сварочную ванну. Обычно используемыми газами для GMAW являются аргон и гелий. Такие газы инертны или неактивны, что означает, что они не будут реагировать с заготовкой.
Источники питания Для большинства процессов полуавтоматической сварки и сварки MIG требуется источник питания постоянного напряжения. Это источник питания, который подает постоянное напряжение на электрическую дугу в течение всей процедуры. Вы также можете найти саморегулирующуюся длину дуги, которая помогает улучшить условия сварки.
Обычные инструменты, используемые во время GMAW процесса сварки MIG: –
- Плоскогубцы
- Сварочные магниты
- Сварочный аппарат МИГ
- Отрезная пила
- Угловая шлифовальная машина
- Ленточная пила
- Мыльный камень
- Отбойный молоток
- Зажимы
Существует несколько защитных средств, таких как перчатки, защитная одежда и автоматически затемняющиеся приспособления для дополнительной защиты.
Для чего используется GMAW?Вот некоторые распространенные области применения сварки GMAW: –
- Аэрокосмическая промышленность
- Техническое обслуживание и производство автомобилей
- Производство
- Сварка труб/соединение труб
- Строительство
- Изготовление на заказ
- Судостроение
- Сварка под водой
- Ремонт и строительство железнодорожного пути
Универсальный характер методов сварки GMAW делает их предпочтительным выбором для промышленных рабочих. Вы можете использовать его как в небольших ремонтных мастерских, так и в крупных промышленных предприятиях.
Вы можете использовать его как в небольших ремонтных мастерских, так и в крупных промышленных предприятиях.
Теперь поговорим о преимуществах процесса сварки GMAW: –
Простота в освоенииХотя GMAW требует от вас мастерства в этом процессе легко учить. Поскольку это операция одной руки, любой человек с базовыми знаниями может получить работу.
Высокая универсальностьВ отличие от других методов сварки, сварку MIG или GMAW можно использовать для различных сплавов и металлов. Вы также можете найти хороший ассортимент материалов для присадочных электродов, которые еще больше увеличивают диапазон сварных швов.
Легко чистится В процессе сварки GMAW используется защитный газ. Он защищает дугу и сводит к минимуму образование шлака и брызг. Таким образом, вам не придется прилагать много усилий для очистки рабочего места или машины.
В зависимости от приобретаемой машины вы можете найти множество настроек для настройки полярности, силы тока и скорости подачи проволоки. Таким образом, он предлагает множество вариантов, облегчающих его использование.
ЭффективностьЭто одно из преимуществ, побуждающих промышленность использовать метод сварки GMAW. Его очень легко чистить, и им можно управлять одной рукой, что упрощает управление и управление. Простота в обращении помогает выполнять работу быстрее, проще и эффективнее.
Недостатки сварки GMAWСварка GMAW или MIG имеет ряд хороших преимуществ, но имеет и некоторые недостатки. Вот некоторые из них: —
Нерентабельно Аппарат для сварки MIG или GMAW стоит дорого. Таким образом, вам нужно заранее потратить хорошие деньги, если вы хотите использовать это оборудование. Кроме того, эта машина требует обслуживания и регулярной замены деталей для повышения эффективности .
Еще одним недостатком сварочных аппаратов MIG является то, что они не являются портативными. Вы не можете носить его с собой. Он использует защитные газы, которые могут быть унесены ветром снаружи. А без стабильного экранирования нельзя защитить дугу, что еще больше влияет на процесс. По этой причине GMAW проводится только в помещении.
Вероятность прожогаПрожог — это процесс, при котором металл прожигается, если его ширина меньше указанной. И это то, что происходит при сварке MIG. Все материалы толщиной менее 0,5 мм склонны плавиться в этом процессе. Таким образом, вы будете ограничены использованием определенного набора металлов.
Количество позиций сварки ограничено . При сварке методом GMAW, особенно MIG, количество позиций для сварки ограничено. Он отличается текучестью и высокой тепловложением, поэтому вы можете столкнуться с трудностями при потолочной или вертикальной сварке.
Сварочный процесс GMAW является одним из новейших и наиболее эффективных сварочных процессов. Он включает использование защитного газа и металлической дуги и в конечном итоге обеспечивает прочную и постоянную связь. Однако это процесс для специалистов. Таким образом, не каждый может выполнить его идеально.
Чаще всего используется в промышленности из-за эффективности и снижения трудозатрат. Итак, если вы хотите использовать его, обязательно хорошо изучите его.
км Новости лечения | Kinder Morgan
Природный газ — это безопасный, надежный и ответственный источник энергии, который служит краеугольным камнем энергетического, экологического и экономического будущего Северной Америки. Природный газ отапливает наши дома, питает предприятия, заправляет топливом автомобили и морские суда и служит ключевым компонентом во многих наиболее важных промышленных процессах. Природный газ — самое чистое ископаемое топливо на Земле. Созданный естественным образом под землей в результате многолетнего давления и распада, природный газ почти полностью состоит из метана со следовыми количествами других газов, включая этан, пропан, бутан и пентан. Природный газ – это бытовой природный ресурс, который в исходном состоянии не имеет цвета и запаха.
Природный газ – это бытовой природный ресурс, который в исходном состоянии не имеет цвета и запаха.
Прежде чем природный газ поступит на рынок, он обрабатывается с помощью газоперерабатывающего оборудования, которое обрабатывает газ в соответствии со спецификациями качества трубопровода. Сварка и изготовление являются ключевыми процессами, используемыми в промышленности для производства газоперерабатывающего оборудования. &Fabrication — это весь процесс создания металла от начала до конца. Например, производство стали — это производство металлических конструкций с использованием ряда процессов, таких как резка, сварка и сборка. Напротив, сварка — это только часть производственного процесса, который включает в себя использование тепла и электричества для соединения двух кусков металла вместе.
Необходимое оборудование
Переработка газа включает в себя комплекс сложных операций и ряд различных типов оборудования, инструментов и методов. Новейшие технологии в сочетании с высокоэффективным оборудованием являются ключом к успешному производству высококачественных газоперерабатывающих установок.
Kinder Morgan Treating использует новейшие решения в области программных платформ, технологии автоматизации сварки, устройства для восстановления флюса, инструменты дистанционного контроля и эффективные процедуры сварки для максимального повышения производительности. Наши Завод площадью 65 акров, сертифицированный по стандарту ISO 9001 и отвечающий нормам ASME, в Одессе, штат Техас, производит новое оборудование для покупки и ремонтирует бывшее в употреблении оборудование для сдачи в аренду.
К ним относятся установки для амина, стабилизатора и обезвоживания (Dehy), а также сосуды и резервуары. Наше сварочное и производственное предприятие полностью оборудовано для изготовления труб и сборки подвижных модульных систем трубопроводов. Наше сварочное и производственное предприятие имеет крытую площадь 80 000 квадратных футов с 19 мостовыми кранами и новейшим автоматическим сварочным оборудованием. Другие специализированные производственные площади включают наши 11 внутрицеховых сварочных станций, покрасочные и пескоструйные установки, станции наматывания труб и модульные сборочные цеха.
Мы являемся ведущим производителем сосудов под давлением ASME и обладаем всеми возможностями для сварки модульных систем трубопроводов. Для сварки и изготовления сосудов под давлением требуется предприятие, сертифицированное ASME и имеющее сертификаты Национального совета по регистрации. Kinder Morgan Treating LP — Одесса предлагает все эти сертификаты в сочетании с сертификацией ISO 9001: 2015. Наша команда по сварке и изготовлению имеет опыт выполнения требований ASME Section VIII, ASME B31.3 и других норм и требований клиентов.
Мы используем новейшее оборудование в нашем производственном процессе и сотрудничаем с лидерами отрасли в производстве установок для обработки газа, таких как сосуды под давлением, системы трубопроводов, котлы, башни, блоки стабилизации, блоки осушки, системы регенерации амина и другое оборудование.
Сварка и изготовление
Оборудование для обработки и обработки газа состоит из сосудов под давлением, систем трубопроводов и другого оборудования, которое изготавливается с использованием стандартных отраслевых методов и технологий.
Наиболее часто используемым методом изготовления газоперерабатывающего оборудования является процесс сварки. В процессе изготовления газоперерабатывающего оборудования применяют ручной, полуавтоматический и автоматический методы сварки. На нашем предприятии по стандарту ASME работают сварщики, сертифицированные по разделу IX ASME, для изготовления всего газоперерабатывающего оборудования, включая сосуды под давлением, системы трубопроводов и опорные конструкции.
В ходе предварительного процесса сварка используется для создания сборочных линий и опорных конструкций. В середине потока сварка используется для создания резервуаров для хранения и магистральных трубопроводов. Трубопроводы будут транспортировать сырую нефть или газ на большие расстояния по всей стране. В секторе переработки и сбыта сварка используется для создания резервуаров для хранения и транспортировки, где сварка будет использоваться чаще всего.
Использование различных методов сварки, включая автоматизацию сварки в нефтегазовой промышленности, имеет ряд преимуществ. Качество, скорость и эффективность — вот лишь некоторые из преимуществ, которые сварка дает нефтегазовой промышленности. Сварка также экономична и универсальна, чтобы удовлетворить любые ваши потребности. Скорость и эффективность важны при доставке газа из точки А в точку Б.
Качество, скорость и эффективность — вот лишь некоторые из преимуществ, которые сварка дает нефтегазовой промышленности. Сварка также экономична и универсальна, чтобы удовлетворить любые ваши потребности. Скорость и эффективность важны при доставке газа из точки А в точку Б.
Kinder Morgan Treating — ваша доверенная газоперерабатывающая компания
Kinder Morgan Treating предлагает инженерные и дизайнерские услуги, качественную продукцию и непревзойденное обслуживание клиентов. Мы изготавливаем и модернизируем новое оборудование для удовлетворения ваших потребностей в переработке и очистке газа. Посетите нашу контактную страницу сегодня или позвоните нам по телефону 713-369-8544 или 713-369-8535, чтобы работать со специальным менеджером проекта Kinder Morgan.
ОБОРУДОВАНИЕ GMAW MIDTERM 2 Flashcards
Для чего была разработана GMAW?
Для исключения использования флюсов при сварке алюминиево-магниевых сплавов
К чему привели флюсы?
Коррозия при воздействии тепла или кислоты.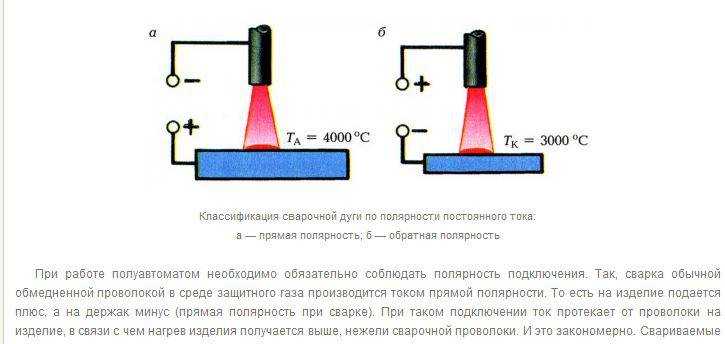
Какой защитный газ требуется для GMAW?
Аргон гелий co2
Какой газ используется в процессе MIG?
Двуокись углерода для сварки углеродистой и низколегированной стали.
Самый дешевый бензин.
GMAW такой же, как?
Электроды также называются?
Расходные материалы
Назовите несколько методов сварки с подачей проволоки?
GMAW FCAW SAW STT PAW
Что означает термин DCEP?
постоянный ток, положительный электрод. Обратная полярность.
Для чего используется GMAW?
Для машинной полуавтоматической и полностью автоматической сварки углеродистой и легированной стали (нержавеющей)
Какой оттенок лучше выбрать для сварочной линзы?
Чего следует избегать при сварке с использованием системы GMAW?
Ветер или бриз.
Что такое источник питания в системе GMAW?
Постоянный ток.
Что такое DCEP? И что в основном используется?
Обратная полярность, используется в большинстве приложений GMAW.
Для чего используется постоянный ток?
SMAW GTAW (стержень)
Для чего используется постоянный ток постоянного напряжения?
GMAW FCAW (подача проволоки)
Описать держатели электродов
Пистолеты и кабели, используемые для подачи сварочного тока, защитного газа, проводов переключателей управления и охлаждающей жидкости.
Пистолет и кабель в сборе оцениваются по их?
Допустимая нагрузка по току.
Define AWS
Американское общество сварщиков.
Описать обязанности CSA и AWS
Классифицировать химический состав, механические свойства, размер производителя и хранение сплошной проволоки для защитных газов GMAW.
Информация о режимах переноса металла, стабильности дуги и проплавлении.
Зачем калибруют расходомеры?
Для указания объемного расхода в литрах в минуту. Или фут3/ч.
Какой метод охлаждения используется в системах GMAW?
Водяное охлаждение
Какие существуют три метода переноса металла
Перенос короткого замыкания 12 на 22 В (наиболее часто используется в трубной промышленности)
Шаровидный перенос 22 на 26 В
Распылительный перенос 26 на 35 В (самый популярный)
Что такое пинч-эффект?
При отделении расплавленного металла от конца присадочной проволоки сжимающей силой, создаваемой магнитным полем, которое создается вокруг помещения электрода.
По мере того, как этот привод становится сильнее, он сжимает расплавленный металл с конца электрода.
Описать глобулярный перенос?
Часто больше в диаметре, чем присадочная проволока, и имеет неправильную форму.
Обычно не применяется при GMAW из-за проблем с разбрызгиванием и плохого внешнего вида металла сварного шва.
Опишите перенос распылением.
Возникает при использовании DCEP с защитным газом, содержащим не менее 85 % аргона, и при увеличении сварочного тока выше критического клапана, называемого переходным током.
Капли, выбрасываемые вдоль оси электрода, называются ?
Осевой перенос распылением.
Что производит дуговая сварка со струйным распылением?
Высокая скорость наплавки металла шва.
GMAW P
P для импульсного распыления.
Описать источники питания для GMAW.
Сварочные аппараты, используемые для GMAW, могут иметь выходной ток от менее 100 ампер для легких режимов до более 500 ампер для высокопроизводительных полностью автоматических операций GMAW.
Национальная ассоциация производителей электротехники.
Какова оптимальная скорость потока для GMAW CO2?
15 CFH
Какое напряжение требуется для GMAW?
Постоянное напряжение.
Какая разница между напряжением и потенциалом?
Нет. Они одинаковые.
Ха-ха!
Что происходит, когда GMAW вступает в контакт с основным металлом?
Создает короткое замыкание
Что контролирует сила тока?
Скорость осаждения или выгорания.
Предотвращает застревание присадочной проволоки в сварочной ванне. Или сгореть обратно в пистолет.
Что такое перенос импульсной дуги?
Перенос распыления, который происходит через заданные, а не случайные промежутки времени.
Каковы наиболее предпочтительные особенности переноса струйной дуги?
Способны соединять тонкие материалы
и более толстые металлы во всех положениях.
Металлический инертный газ.
Номинальные источники сварочного тока.
Рекомендуется 100% рабочий цикл.
Механизмы подачи проволоки с постоянной скоростью.
Электрический регулятор регулирует скорость подачи проволоки с постоянной скоростью.
Этот тип управления в основном используется с источником питания CV.
Как регулируется сварочный ток?
Путем изменения скорости подачи проволоки.
Если увеличить скорость подачи проволоки, сварочный ток автоматически увеличит длину дуги, а напряжение останется относительно близким к выбранному значению.
Как должны быть установлены узлы приводных роликов?
Они должны быть установлены таким образом, чтобы давление приводного ролика подавало проволоку плавно, но проскальзывало в случае возникновения проблем в узле троса пистолета.
Уметь зажать провод до упора.
Конструкция приводного ролика
Конструкция с V-образным или U-образным пазом предпочтительна для сплошной проволоки. Потому что они обеспечивают трехточечный контакт для захвата провода с минимальным давлением при сохранении формы провода.
Потому что они обеспечивают трехточечный контакт для захвата провода с минимальным давлением при сохранении формы провода.
Что такое напряжение?
Сила, которая преодолевает сопротивление, чтобы обеспечить поток силы.
Напряжение также контролирует текучесть лужи.
Более высокое напряжение приводит к более широкому и толстому сварному шву с неглубоким проплавлением 9Источники питания 0673 CV имеют регулятор напряжения на передней панели.
Что такое сила тока?
Величина текущего расхода.
Контролирует проникновение и скорость выгорания.
Увеличение силы тока приведет к получению более узкого верхнего валика с меньшим потоком металла и более глубоким проникновением.
Аппарат автоматически регулирует силу тока при изменении скорости подачи проволоки.
Нет регулировки силы тока на источнике питания CV
Прямая полярность.
Сварочные кабели подсоединяются к аппарату так, чтобы электрод находился на отрицательном полюсе, а заготовка — на положительном полюсе сварочной цепи.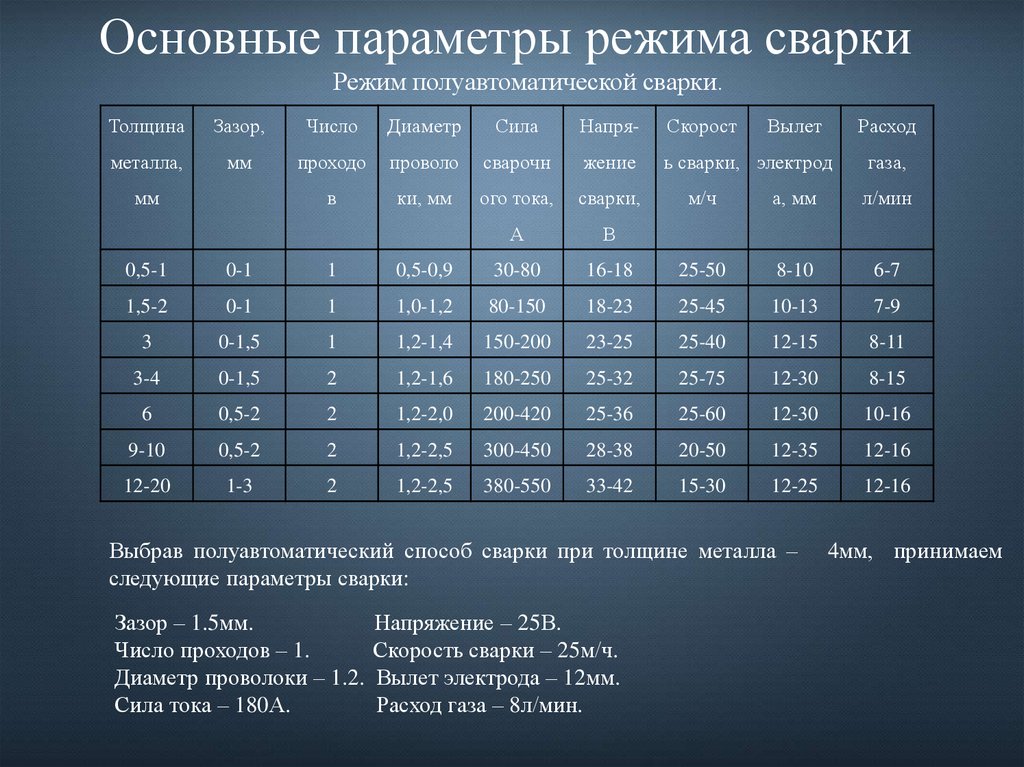
Используется для калиброванного металла.
Более высокая скорость сварки.
Более широкий сварной шов.
Обратная полярность.
Электрод на положительной стороне.
Заготовка находится на отрицательной стороне.
Используется для сварки в тяжелых условиях
Конструкции с динамическими нагрузками
B Сварка давлением.
Постоянный ток течет только в одном направлении.
Можно ли использовать питание переменного тока с GMAW?
Нет
Из-за внутренних проблем со стабильностью дуги
Что такое вылет электрода?
Также называется удлинением электрода и представляет собой расстояние между электродом и контактным наконечником на конце нерасплавленного электрода
Расстояние вылета и защемления составляет 3/8 дюйма
Каковы эффекты удлинения электрода?
Увеличение электрода удлинение уменьшает сварочный ток
Уменьшение удлинения электрода увеличивает ток
Что регулирует наклон
Уменьшает разбрызгивание
Какое другое слово для наклона
Дроссель.
Наклон относится к уменьшению выходного напряжения с увеличением силы тока.
Какие две системы управления используются для управления уклоном?
Бесступенчатое управление наклоном
Управление наклоном с отводом.
Описать индуктивность.
Индуктивность определяет скорость реакции на нарастание и спад тока.
Индуктивность создается реактором внутри источника питания.
Повышает текучесть лужи, улучшает проникновение, делает валик более плоским и гладким. Это также уменьшает разбрызгивание.
Задается отдельным регулятором на источнике питания. Это может быть ступенчатый или плавно регулируемый тип.
Описать толкающую систему.
Проволока подается с помощью набора приводных роликов, расположенных в самом блоке подачи проволоки.
Приводные инструменты стягивают проволоку с катушки и проталкивают ее через направляющий канал к сварочному пистолету.
Максимальное расстояние, рекомендуемое для толкания, составляет 4,5 метра. 15 футов.
15 футов.
Описать систему вытягивания
Системы вытягивания имеют приводные ролики, установленные в самом пистолете рядом с контактным наконечником.
Популярный тип тяговой системы включает небольшую катушку с электродной проволокой в пистолете рядом с приводными роликами. Шпуля на ружье.
Используется с источниками питания типа CC или CV.
Используется для проволоки малого диаметра и мягкой проволоки.
Описать двухтактную систему
Хорошо подходит для подачи мягкой проволоки.
Расстояние подачи для двухтактных систем может достигать 15 метров. 15 футов и более.
Как оцениваются сварочные горелки?
Допустимая нагрузка по току.
Для чего нужна изогнутая шейка сварочного пистолета?
Максимальный комфорт оператора.
Он также помогает проводу плотно прилегать к внутренней части контактного наконечника, обеспечивая положительную непрерывную передачу тока на провод.
Описать контактную трубку
Также известен как контактный наконечник. Изготовлен из меди или медных сплавов.
Изготовлен из меди или медных сплавов.
Его основное назначение — передавать электрический ток на электрод и направлять проволоку в зону сварки.
Насколько далеко назад должна быть утоплена контактная трубка для распыления?
Оптимально 3,2 мм или 1/8 дюйма
Для чего нужна насадка?
Направляет защитный газ в зону сварки для предотвращения загрязнения атмосферы.
Давление кислородного баллона?
Давление ацетиленового баллона
250 фунт/кв. -40F до того, как из него начнет конденсироваться влага.0003
Опишите расход газа CO2.
Нормальный требуемый расход составляет от 5,8 до 12,5 л/мин. Для короткого замыкания.
GMAW использует CO2 со скоростью от 11,5 до 18,9 л/мин для шаровидного переноса.
Системы для жидких сыпучих материалов.
Описать расходомеры
Указать расход защитного газа.
Они откалиброваны для отображения скорости потока в л/мин. Или КФХ.
Аппараты и оборудование для орбитальной сварки TIG, сварка труб и труб
Процессы орбитальной сварки TIG в развивающихся решениях по автоматизации — представьте идеальный сварной шов!
POLYSOUDE предлагает широкий стандартный ассортимент оборудования для орбитальной сварки, для орбитальной сварки труб и труб TIG/GTAW, а также автоматизированные решения, объединяющие новейшие технологии.

Два из каждых трех пользователей во всем мире доверяют решениям POLYSOUDE и их гарантии высочайшего качества сварки и максимальной производительности. POLYSOUDE предлагает полную линейку открытых и закрытых сварочных головок и источников тока для орбитальной сварки, предназначенных для различных областей применения, таких как:
- сварка труб к трубам
- сварка трубы с трубной решеткой
- любой размер толщины стенки от тонкой до толстой
- сварочные инструменты для всех типов заготовок
Модульные сварочные головки и инструменты легко адаптируются к различным применениям, охватывая широкий диапазон диаметров, толщин стенок и геометрии заготовок.
Орбитальная сварочная установка обычно состоит из следующего оборудования:
- программируемый источник питания с пультом дистанционного управления
- сварочная головка
- Устройство подачи проволоки, если требуется приложением
В дополнение к ассортименту оборудования для орбитальной и трубной сварки компания POLYSOUDE предлагает полных автоматизированных установок для процессов TIG/GTAW, холодной/горячей проволоки и плазмы, а также связанных с ними комбинаций, чтобы удовлетворить все ваши требования. Только автоматическая сварка может гарантировать ограниченное тепловложение во время сварки, тем самым сохраняя свойства материала. Аппаратные решения POLYSOUDE
Только автоматическая сварка может гарантировать ограниченное тепловложение во время сварки, тем самым сохраняя свойства материала. Аппаратные решения POLYSOUDE
в сочетании с широким спектром сварочных услуг являются гарантией того, что все клиенты достигнут своих производственных целей.
Специальные установки разрабатываются в соответствии с потребностями заказчика. Как правило, они состоят из:
- источника сварочного тока
- манипуляторы заготовки или резака, такие как колонна и стрела, позиционер или робот.
Все эти установки могут быть укомплектованы компонентами сбора данных и видео.
Что такое орбитальная сварка?
Орбитальная сварка — это метод, при котором сварочный инструмент вращается на 360° вокруг неподвижной заготовки. Первоначально разработан для решения проблемы ошибки оператора в Сварка вольфрамовым электродом в среде инертного газа (TIG) (также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)) и позволяет получить равномерный сварной шов вокруг труб и трубок, чего может быть трудно достичь при ручной сварке.
Процесс орбитальной сварки позволяет создавать высококачественные воспроизводимые сварные швы с использованием компьютера, а это означает, что вмешательство сварщика практически не требуется. Процесс используется для двух основных приложений; Соединение труба-труба/труба-труба и труба-трубная решетка.
Этот процесс был первоначально разработан в аэрокосмической промышленности в 1960 году Родериком Рорбергом из North American Aviation для устранения утечек топлива и гидравлической жидкости в исследовательском самолете ракеты X-15. В 1980-х годах улучшения в системах управления, портативности и источниках питания позволили орбитальным сварочным аппаратам перемещаться между строительными площадками.
Для чего используется орбитальная сварка?
Где используется? Поскольку она способна создавать сварные швы высокой чистоты, орбитальная сварка использовалась в течение 9 лет.0261 производство деталей для чистых помещений для полупроводниковой, фармацевтической или сверхчистой промышленности, а также трубопроводов для различных отраслей промышленности .
Какой тип электрода используется при сварке TIG?
Для поддержания постоянной и компактной формы сварочной дуги вольфрамовые электроды, которые будут использоваться для механизированной или автоматической сварки , должны иметь конический конец. Диаметр электрода , угол заточки «А» и угол диаметр «М» уплощенного наконечника зависит от силы сварочного тока . Узнайте больше об электродах TIG здесь.
Какой газ используется для орбитальной сварки?
Для орбитальной сварки требуются специальные газовые смеси, чтобы в процессе можно было достичь желаемых плавных результатов. В зависимости от применения, обычно 100% аргон используется для сварки большинства материалов посредством орбитальной сварки, тогда как экзотические сплавы часто свариваются через смесь 95% аргона и 5% водорода.
Каковы 5 основных видов сварки?
Существует 5 основных видов сварки. MIG – Дуговая сварка металлическим электродом в среде защитного газа ( GMAW ), Вольфрам в среде инертного газа ( TIG ), также известная как Дуговая сварка вольфрамовым электродом в среде защитного газа ( GTAW ), Дуговая сварка в защитном металле ( SMAW ), Порошковая проволока – Дуговая сварка порошковой проволокой ( FCAW ) и дуговая плазменная сварка ( PAW ). Polysoude специализируется на сварке TIG с 1961 года и является экспертом в области плазменно-дуговой сварки уже более 25 лет.
MIG – Дуговая сварка металлическим электродом в среде защитного газа ( GMAW ), Вольфрам в среде инертного газа ( TIG ), также известная как Дуговая сварка вольфрамовым электродом в среде защитного газа ( GTAW ), Дуговая сварка в защитном металле ( SMAW ), Порошковая проволока – Дуговая сварка порошковой проволокой ( FCAW ) и дуговая плазменная сварка ( PAW ). Polysoude специализируется на сварке TIG с 1961 года и является экспертом в области плазменно-дуговой сварки уже более 25 лет.
Автоматическая ли орбитальная сварка?
Поскольку процесс полностью автоматизирован с помощью вращающихся двигателей и контроллеров, а также с помощью интеллектуальной сварочной станции (источника питания), орбитальная сварка идеально подходит для производства большого количества сварных швов благодаря повторяемости и удобной эргономике. Комбинация полуавтоматических и механизированных машин может использоваться в других областях, называемых автоматической сваркой .