Каким током варить алюминий переменным или постоянным электродом
Общая характеристика
Сила тока при сварке с использованием электродов должна выбираться в соответствии со многими критериями
Важно помнить, что режим сварочного процесса должен состоять не только из силы тока и показателей диаметра стержней, но из других не менее важных параметров:
- марки электродов;
- положения при сварочных работах;
- рода сварочного тока;
- полярности тока;
- слоев будущих соединений.
Но обязательно нужно учитывать, какие характеристики будут в приоритете — качество соединения, его размер, другие качества. Исходя из этих качеств следует производить настройку режима сварки и силу тока. Но для новичков это может показаться тяжелым и трудным процессом, поэтому стоит рассмотреть все важные нюансы.
Запомните! Если вы не знаете, как подобрать сварочный ток, то нужно взять на заметку золотое правило — чтобы рассчитать оптимальную силу тока необходимо посмотреть на диаметр электрода, который будет применяться для сваривания. Он будет базой для проведения дальнейших настроек.
Он будет базой для проведения дальнейших настроек.
Выбор стержней считается также важным этапом. Их диаметр рекомендуется выбирать с учетом толщины металлического изделия. Чем больше будет толщина, тем больше должен быть диаметр расходников. Одновременно с этим рекомендуется учитывать рекомендуемое пространственное положение для электродов.
Но лучше проводить сварку в том положении, для которого предназначены стержни. Но не все сварщики могут приобретать разные электроды для формирования различных швов. Но есть решение, которое позволит существенно сэкономить.
К примеру, в наличии имеются расходники для сварки в нижнем пространственном положении, но сварщику требуется сделать вертикальное соединение. В этом случае амперы можно уменьшить на 10-15 %. Данный метод подходит и для формирования швов потолочного типа, но в этом случае амперы укорачиваются уже на 25-30 %. Однако стоит помнить, что при сваривании потолочных соединений диаметр стержней не должен быть больше 4 мм.
Технология сварки
Сварку алюминиевых конструкций можно проводить разными способами:
- При помощи вольфрамовых электродов в среде инертных газов;
- Полуавтоматической сваркой в инертных газах;
- С помощью покрытых плавящихся электродов;
- Методом контактной сварки.
Для сваривания ответственных участков используют аргонодуговой способ. Технология сварки алюминия и его сплавов при помощи тугоплавких вольфрамовых электродов предполагает, что присадочная проволока будет перемещаться только вдоль шва, перед электродом. Длина дуги должна быть минимальной, а подача проволоки — плавной. Для сварки по алюминию следует использовать максимальную скорость, иначе соединение будет иметь дефекты. Как правило, сваривают во всех положениях. Масса аргона гораздо больше, чем у воздуха, поэтому лучшее качество шва будет у горизонтальных соединений. Для сварки алюминия в потолочном и вертикальном положениях лучше смешать аргон с гелием.
Обычно сварка алюминиевых радиаторов и других конструкций проходит с помощью полуавтомата тогда, когда они толще 3-х мм. Для сварки алюминия полуавтоматом используется алюминиевая проволока. Она подается в автоматическом режиме, а газовая горелка перемещается вручную. Инертный газ, поступающий во время работы, служит для защиты алюминиевых деталей от окисления. Режимы сварки алюминия подбираются в зависимости от толщины деталей и электродов, а также силы тока. Перед тем, как сварить алюминий, убедитесь, что ток — обратной полярности, наконечник имеет диаметр больший, чем проволока, а подающий проволоку механизм снабжен четырьмя роликами. Такие меры обеспечат целостность оксидной пленки и нормальный вылет проволоки из сопла, без излишнего трения и сминания.
Для сварки алюминия полуавтоматом используется алюминиевая проволока. Она подается в автоматическом режиме, а газовая горелка перемещается вручную. Инертный газ, поступающий во время работы, служит для защиты алюминиевых деталей от окисления. Режимы сварки алюминия подбираются в зависимости от толщины деталей и электродов, а также силы тока. Перед тем, как сварить алюминий, убедитесь, что ток — обратной полярности, наконечник имеет диаметр больший, чем проволока, а подающий проволоку механизм снабжен четырьмя роликами. Такие меры обеспечат целостность оксидной пленки и нормальный вылет проволоки из сопла, без излишнего трения и сминания.
Сварка алюминия электродом в домашних условиях производится тогда, когда толщина деталей превышает 4 мм, а использовать громоздкое профессиональное оборудование нет возможности. Сварка алюминия и его сплавов таким образом требует предварительного нагрева поверхностей: если они средней толщины, то до 250°С, если большой толщины, то до 400°С. Если толщина деталей превышает 20 мм, то нужно заранее выполнить разделку кромок. Как правило, сварка алюминия своими руками при помощи электрода производится электродами ОЗАНА и УАНА
Как правило, сварка алюминия своими руками при помощи электрода производится электродами ОЗАНА и УАНА
Обратите внимание, что этот способ имеет ряд недостатков: металл в процессе разбрызгивается, шлак тяжело счищается с поверхностей, шов получается пористый и в результате недостаточно прочный. Поэтому дуговая сварка алюминия электродом применяется относительно редко
Контактная сварка алюминия может быть:
- точечной,
- стыковой,
- шовной.
сварка алюминия при помощи машины контактной точечной сварки Точечная сварка алюминия сложна тем, что сварщику необходимо перемещать электрод на высокой скорости, чтобы обеспечить равномерное давление на материал. Точечная сварка алюминия может проводиться электродами, выполненными из меди и ее сплавов. Как и материал свариваемой поверхности, они достаточно прочные и отлично проводят электричество, поэтому такая сварка задействует аккумулированную энергию.
Использование стыкового метода позволяет оплавлять металл равномерно. Величина тока при этом должна составлять примерно 15 тысяч А на 1 сантиметр сечения детали.
Величина тока при этом должна составлять примерно 15 тысяч А на 1 сантиметр сечения детали.
Шовный способ целесообразен тогда, если машина имеет большую мощность и оснащена ионными прерывателями.
Важные рекомендации для сварщиков
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.

- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.
Не забывайте, что технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.

По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Параметры аппаратов
Основными параметрами являются выходные ток и напряжение, а так же динамическая характеристика.
Выходной ток и напряжение
Основным параметром аппарата для сварки является выходной ток. От него зависит диаметр электродов и толщина металла. В индивидуальных аппаратах он достигает 200А. Поскольку выходное напряжение имеет значение только при зажигании дуги, в современных инверторных устройствах для уменьшения потребляемой мощности и габаритов выпрямителя этот параметр максимально снижен, а поджиг дуги обеспечивается дополнительными встроенными устройствами.
Выходное напряжение в однопостовых аппаратах составляет 45-65В. В больших аппаратах, рассчитанных на одновременную работу нескольких сварщиков, выходное напряжение может достигать 110В.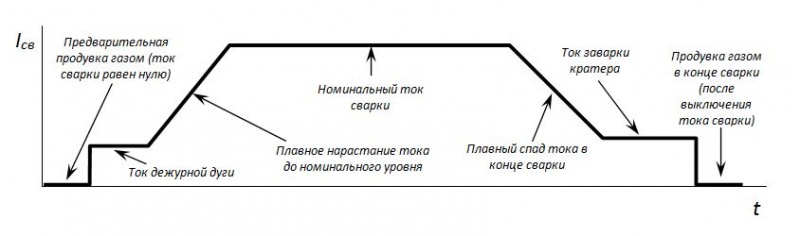
Динамическая характеристика
При изменении расстояния от конца электрода до детали меняется длина дуги и ее сопротивление
Поэтому не менее важной является динамическая, или вольт амперная характеристика – зависимость тока от длины дуги:. Крутопадающая, или мягкая
При росте тока в устройстве с такой характеристикой падает напряжение, что ограничивает его рост. Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться
Крутопадающая, или мягкая. При росте тока в устройстве с такой характеристикой падает напряжение, что ограничивает его рост. Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться.
Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться.
Пологопадающая, или жесткая характеристика. При жесткой характеристике напряжение не меняется, а ток, соответственно меняется при изменении длины дуги. Такие параметры имеют большие много постовые аппараты или автоматические устройства, поддерживающие постоянное расстояние между электродом и деталью.
Особенности технологии
Рассмотрим особенности технологии сварки электродами по алюминию
Ручная дуговая сварка алюминия — не самый удобный процесс, поэтому важно знать и учитывать некоторые особенности проведения сварки
- Выбор электродов. Прежде всего нужно подобрать подходящий тип электродов. Дело в том, что некоторые марки имеют покрытие, предназначенное только для работы со сплавами алюминия. Другие же используются исключительно для сварки чистого алюминия. Поэтому этот параметр следует учитывать. Производители электродов указывают назначение конкретной марки, так что вы сможете без проблем выбрать подходящую.
- Чистота поверхности. При сварке электродами большое значение имеет подготовка поверхности конструкции. Её следует хорошо обработать, чтобы шов получился ровным и прочным.
- Ток. Сварка алюминия ведётся с использованием постоянного тока обратной полярности. Это обусловлено тем, что на поверхности данного металла образуется оксидная плёнка. А при обратной полярности плёнка разрушается с помощью катодного распыления.
 Прежде всего нужно подобрать подходящий тип электродов. Дело в том, что некоторые марки имеют покрытие, предназначенное только для работы со сплавами алюминия. Другие же используются исключительно для сварки чистого алюминия. Поэтому этот параметр следует учитывать. Производители электродов указывают назначение конкретной марки, так что вы сможете без проблем выбрать подходящую.
Прежде всего нужно подобрать подходящий тип электродов. Дело в том, что некоторые марки имеют покрытие, предназначенное только для работы со сплавами алюминия. Другие же используются исключительно для сварки чистого алюминия. Поэтому этот параметр следует учитывать. Производители электродов указывают назначение конкретной марки, так что вы сможете без проблем выбрать подходящую.Химические свойства алюминия
Для алюминия характерна высокая растворимость водорода в жидкой форме при низкой растворимости в точке кристаллизации. Это напрямую влияет на качество сварочных работ. Если даже в металле шва растворится небольшое количество водорода, шов может стать пористым, так как водород будет стремиться выйти наружу.
Если даже в металле шва растворится небольшое количество водорода, шов может стать пористым, так как водород будет стремиться выйти наружу.
Ещё одно важное химическое свойство алюминия — окисление. Соединение с кислородом создаёт оксид алюминия, который образует своеобразную плёнку на поверхности металла
С одной стороны, оксидная плёнка надёжно защищает металл от коррозии. С другой же, становится препятствием для проведения сварочных работ. При том, что алюминий плавится уже при 660.3оС, температура плавления оксидной плёнки — 2037оС.
Механические свойства алюминия
Прочность, упругость и удлинение сварного шва зависят от вида сплава, из которого изготовлены детали, а также от состава электрода. Прочность сварного соединения будет достаточно слабой в сплавах холодной закалки. Чтобы добиться хорошей прочности шва в термостойких сплавах, необходимо большее время термической обработки и медленное охлаждение.
ВАЖНО! Алюминий имеет хорошую теплопроводность, поэтому при проведении сварочных работ рекомендуется использовать теплоотводящие подкладки. Это поможет сохранить остальные части заготовок от усадок и деформаций.
Это поможет сохранить остальные части заготовок от усадок и деформаций.
Использование легирующих компонентов
Для улучшения качеств сварного шва в составе электродов по алюминию могут использоваться следующие легирующие добавки:
- Марганец (Mn) — повышает коррозийную стойкость.
- Кремний (Si) — уменьшает плавление алюминия, улучшает текучесть и свариваемость.
- Магний (Mg) — придаёт металлу отличную свариваемость и хорошую прочность. В сочетании с кремнием формирует термостойкий сплав.
Электроды ОК AlMn1 (96.20) с марганцем в составе
Недостатки
- Приходится выбирать между стабильной дугой или разрушением оксидов;
- Без разрушения оксидной пленки невозможно достичь высокого качества сварки, так как она обволакивает расплавленный металл, не давая ему нормально соединиться;
- Сложно подобрать параметры оборудования для сваривания конкретной толщины металла при таком режиме работы.
Нюансы при сварке постоянным током
Перед тем как варить алюминий электросваркой требуется в первую очередь разобраться с параметрами оборудования. Специалисты не рекомендуют использовать постоянный ток прямой полярности, так как его недостатки перевешивают преимущества и сварка алюминия электродом с ним получается очень проблематичной. При обратной полярности удается побороть одну из главных проблем свариваемости алюминия, но это не единственная проблема, с которой приходится сталкиваться.
Специалисты не рекомендуют использовать постоянный ток прямой полярности, так как его недостатки перевешивают преимущества и сварка алюминия электродом с ним получается очень проблематичной. При обратной полярности удается побороть одну из главных проблем свариваемости алюминия, но это не единственная проблема, с которой приходится сталкиваться.
К прочим нюансам данного процесса можно отнести высокую текучесть металла в расплавленном состоянии, с которой не поможет справиться ни какой род тока, а лишь мастерство сварщика. Также стоит учитывать повышенную предрасположенность к напряжению, что предполагает подогрев металла и тщательную просушку электродов перед использованием. Здесь нужно учитывать низкую глубину проварки металла, так что при работе с толстыми заготовками может потребоваться дополнительная обработка кромок. В плане предварительной подготовки здесь также есть несколько нюансов, которые касаются очистки поверхности растворителями и простыми механическими способами, что должно увеличить качество соединения.
Материалы и инструмент
- Сварочный аппарат, без которого невозможна была бы электросварка алюминия электродом. Он подбирается в зависимости от способа, так как возможно еще применение газа;
- Присадочный материал, в качестве которого могут выступать алюминиевые электроды или сварочная проволока;
- Баллон с инертным газом, если используется сварка алюминия аргоном постоянным током.
- Надежные шланги для соединения баллона с горелкой;
- Горелка, которая рассчитана специально для аргонодуговой сварки;
- Редуктор, чтобы изменять давление газа, подаваемое с баллона;
- Манометр, чтобы следить за уровнем давления, с которым ведется работа.
Выбор материалов и оборудования
Электросварка алюминия на постоянном токе обратной полярности может проводиться стандартным методом, при использовании обычной электросварки и электродов, а также аргонодугового аппарата. Первый вариант более простой и дешевый, тогда как второй оказывается одним из самых надежных, но себестоимость процесса и его сложность становится выше. Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант
Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант
В любом случае, при выборе аппарата нужно обращать внимание на широту его диапазона, а также плавность регулировки параметров
С подбором расходного материала все проще, так как для электросварки нужны специальные электроды, которые предназначены для чистого металла или его определенного сплава, а для аргонодугового способа требуется сварочная проволока, состав которой бы максимально совпадал с составом свариваемого металла или его сплава.
Пошаговая инструкция
Сварка алюминия постоянным током в среде аргона предполагает следующий ряд действий:
- Подготовка металла, куда входит обработка кромок, механическая очистка и обработка растворителем, которым может стать ацетон или другая похожая жидкость;
- Далее следует расположить на поверхности сваривания флюс, который улучшит соединение;
- После этого можно приступать к настройке техники, в соответствии с заданным режимом;
- Далее уже идет сама сварка, во время которой следует провести шов по всей поверхности кромок;
- Дать остыть шву и проверить его качество каким-либо из доступных методов.

Процесс проходит преимущественно в нижнем положении, так как металл сильно растекается в горизонтальном или потолочном.»
Импульсно-дуговая сварка
Импульсно-дуговая (нестационарной дугой) сварка способом MIG/MAG возможна при низком сварочном токе во всех пространственных положениях шва при минимальном разбрызгивании и качественном формировании шва.
Существуют два основных вида переноса электродного металла:
- с непрерывным горением дуги — «длинной дугой»;
- с короткими замыканиями дугового промежутка — «короткой дугой»
Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке «длинной дугой» возможны две разновидности переноса:
При сварке «длинной дугой» возможны две разновидности переноса:
- один импульс — одна капля;
- один импульс — несколько капель.
Перенос «короткой дугой» характерен для сварки в углекислом газе. Нестабильность и усиленное разбрызгивание электродного металла определяются свойствами источника питания и зависят от характера изменения мгновенной мощности как в период горения дуги, так и при коротком замыкании.
При импульсно-дуговой сварке способом MIG/MAG эффективно синергетическое управление процессом.
Оборудование для сварки
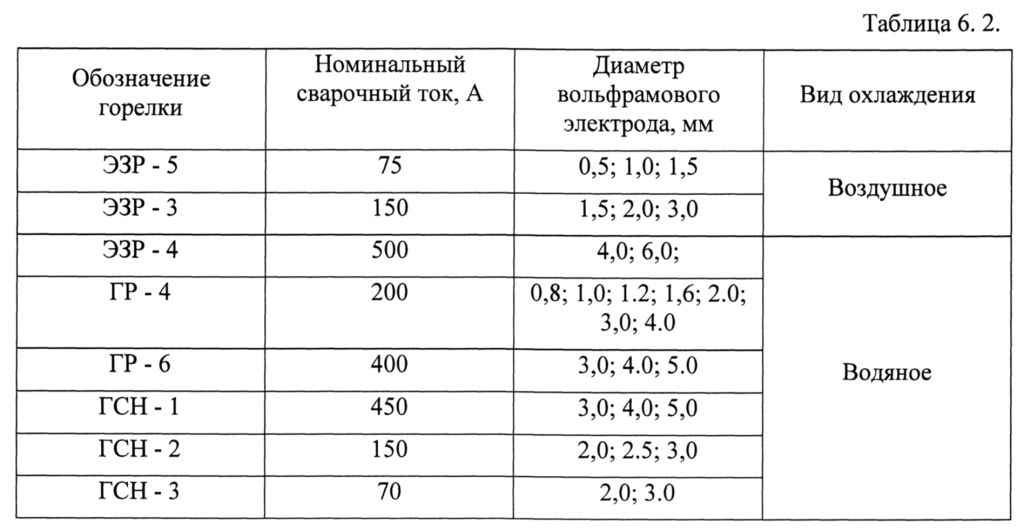
Чтобы обработка деталей из алюминия стала возможной, требуется использование специального сварочного аппарата, цена его сравнительно невысока. Сначала потребуется приобрести инвертор TIG AC, он является основным источником переменного тока, подходящего для процедур с этим видом металла. Обязательно обустроить качественную систему заземления, так как использоваться будет большой ток, опасный для жизни. Для работы применяют вольфрамовые электроды, проволока из алюминия.
Кроме этого, аппарат имеет горелку TIG, она нуждается в специальном охлаждающем блоке. Также конструкция включает цанги, сопла, подключаемый газовый баллон
Большое внимание уделяют надежности и гибкости шланга. Баллон для аргона должен оснащаться специальным редуктором, при помощи которого давление газа можно регулировать
Работник должен использовать средства индивидуальной защиты, к которым относится сварочная маска, специальный щиток, затемненное стекло, краги из натуральной кожи. При профессиональном подходе для управления током можно использовать специальную педаль, которая является дополнительным оборудованием, обеспечивающим большее удобство при настройке и работе.
Зависимость электрического тока от толщины электрода
Важно знать, как подобрать силу тока при сварке в соответствии с толщиной стержней. Это два взаимосвязанных свойства, которые оказывают основное влияние на прочностные характеристики шва и изделия в целом
Для каждой марки расходников предусмотрена наиболее подходящая величина тока.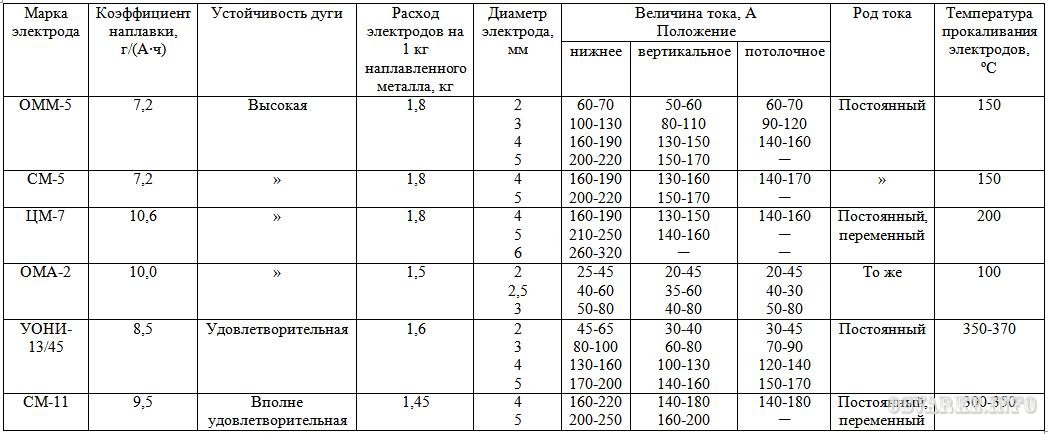
Важно! Если будет неправильно выбран сварочный ток для электродов 2, 3, 4, 5 мм при проведении инвентарной или дуговой сварки, то это может привести к неприятным последствиям. Если напряжения будет недостаточно, то будет наблюдаться проваривание шва, а при его превышении, будет пропаливание соединения
В настоящее время производится много компактных сварочных аппаратов, которые подходят для бытовых условий. При помощи них заваривают небольшие металлические конструкции — заборы, крыши, двери и многое другое. Именно для них подходят расходники с небольшим диаметром — 1, 1,5, 2 мм. Показатель напряжения для стержней с этими значениями должен составлять от 30 до 45 Ампер. Регулирование на приборе должно быть плавным. Дело в том, что даже небольшая погрешность может негативно отразиться на качестве шва.
Данная информация всегда указывается в описании на упаковке сварочных материалов. Но все же ниже рассмотрим примерные параметры, которые часто используются во время сварочных работ.
Ток сварки для электрода 6-8 мм
Как выбрать ток для сварки, если используются расходники с диаметром 6-8 мм? Обязательно должен соблюдаться определенный показатель напряжения, это требуется для получения прочного шва. Обычно при большом диаметре показатель напряжения должен быть 250 Ампер.
А вот как правильно выбрать ток при сварке инвертором, если проводятся тяжелые работы? Опытные сварщики советуют выставлять напряжение в пределах 300-350 Ампер. Но все же не стоит забывать про толщину металлических заготовок, она также влияет на размер диаметра стержней.
Ток сварки для электрода 5 мм
Как выбрать сварочный ток, если используются стержни 5 мм? Сварщики рекомендуют устанавливать напряжение в пределах 160-250 Ампер. Во время этого процесса должен учитываться тип металла, пространственное положение.
Обратите внимание! Электроды 5 мм являются массивным расходным материалом. Количество Ампер должно зависеть от степени глубины проваривания металла
Чтобы сделать сварочную ванну с глубиной больше 5 мм должна использоваться максимальная мощность. При стандартных режимах хватает 200-220 Ампер. Для обеспечения качественной и постоянной работы с такими электродами должен использоваться трансформатор с достаточными показателями мощности.
При стандартных режимах хватает 200-220 Ампер. Для обеспечения качественной и постоянной работы с такими электродами должен использоваться трансформатор с достаточными показателями мощности.
Ток сварки для электрода 4 мм
Стержни с диаметром 4 мм являются популярными сварочными расходными материалами. Их востребованность связано с тем, что они считаются универсальными материалами. Они подходят для сваривания как мелких, так и больших соединений.
Но все же не стоит забывать про правильное напряжение, оно также оказывает огромное влияние на прочностные качества шва изделия. Сила тока при сварке электродом 4 мм должна быть от 110 до 200 Ампер.
Ток сварки для электрода 3 мм
Обязательно требуется знать, какой ток нужно выставлять при сварке электродом 3мм. Это влияет на прочность, форму, внешний вид, качество сварных соединений. Этот критерий требуется обязательно учитывать, иначе металлическое изделие может получиться хрупким, оно быстро придет в негодность.
Так какой ток нужен для сварки электродом 3мм? Обычно применяется показатель в пределах от 65 до 130 Ампер. Но предварительно сварщики настраивают усредненный показатель — 80-90 А. Это поможет установить, какой ток подходит для электрода 3 мм.
Ток сварки для электрода 2 мм
А какой ток для сварки электродом 2мм? Обычно данные стержни применяются для сваривания металлических изделий с толщиной 2-3 мм. Но чтобы шов был прочным не стоит забывать про правильную настройку напряжения.
Сила тока при сварке электродом 2 мм должна быть в пределах от 30 до 80 Ампер. Большое расхождение обусловлено видом металла и выбранным положением в пространстве.
Но все предоставленные показатели приблизительные. На практике сила тока будет зависеть от марки стержня. У каждой марки имеются собственные показатели, которые указываются в описании на упаковке. К примеру, чтобы выяснить, каким током варить на электроде 3 мм, требуется первым делом изучить рекомендации производителей. Но вот опытные сварщики смогут с этим разобраться быстро, у них в этом деле имеются хорошие познания.
Но вот опытные сварщики смогут с этим разобраться быстро, у них в этом деле имеются хорошие познания.
Сварочный выпрямитель
Использование постоянного напряжения дает более качественный шов. Она позволяет кроме обычных видов обработки выполнять аргонно-дуговую сварку и другие виды работ.
Информация! Такие устройства кроме однофазных изготавливают трехфазные. Это увеличивает мощность с распределением нагрузки на три фазы и обеспечивает более “гладкое” выходное напряжение, без пульсаций.
Сварочные выпрямители различают по типу установленных выпрямительных блоков:
- С двумя диодами. Вместо одной вторичной обмотки мотаются две и диоды подключаются по схеме с общей средней точкой.
- С обычным диодным мостом. В однофазных аппаратах устанавливается обычный мост, из четырех диодов, в трехфазных – мост Ларионова, из шести.
- Транзисторные. Редко встречаются из-за слишком мощных выходных транзисторов.
- Тиристорные. Разновидность диодных аппаратов, но вместо диодов устанавливаются тиристоры и система управления. Регулировка осуществляется за счет изменения угла открытия тиристора и действующего значения напряжения.
- Инверторные. Современные электронные аппараты индивидуального использования. Ток регулируется ручками управления или кнопками, расположенными на передней панели.
 Регулировка осуществляется за счет изменения угла открытия тиристора и действующего значения напряжения.
Регулировка осуществляется за счет изменения угла открытия тиристора и действующего значения напряжения.Сварка металлическим электродом в среде защитных газов (процесс GMAW) Подготовка основы: для сварки алюминия с его поверхности необходимо полностью удалить слой оксида и углеводородных загрязнений от масла или растворов для резки. Поверхностный слой оксида алюминия плавится при температуре 2040°С, а алюминий под ним – при 650°С. Из-за этого оксид может затруднить проникновение заполняющего материала внутрь соединения. Для удаления оксида можно использовать металлическую щетку из нержавеющей стали, растворители или травильные средства. Предварительный подогрев: предварительный подогрев рабочего изделия и алюминия помогает избежать растрескивания шва. Температура подогрева не должна превышать 110°С – поэтому для ее контроля нужно использовать термоиндикатор. Также для предотвращения перегрева в начале и конце свариваемой зоны можно разместить прихватки. Техника сварки: при сварке алюминия горелку нужно направлять вперед по отношению к направлению сварки, а не назад. Такая техника обеспечивает меньшее загрязнение шва благодаря более качественной очистке и газовой защите. Скорость сварки: сварка алюминия отличается высокой температурой и скоростью.»» В отличие от стали, высокая теплопроводимость алюминия требует более высокой силы тока, напряжения и скорости сварки. При меньшей скорости значительно возрастает риск прожигания, особенно в случае тонколистового алюминия. Защитный газ: в качестве защитного газа при сварке алюминия чаще всего используется аргон благодаря его очищающему действию и профилю проникновения. Для сварки сплавов алюминия серии 5XXX используется смешанный защитный газ из аргона и до 75% гелия, который помогает снизить образование оксида магния. Сварочная проволока: выбирайте алюминиевую заполняющую проволоку с такой же температурой плавления, как и у материала основы. Чем больше оператор сможет сократить разницу в температуре плавления металлов, тем проще станет сварка. Лучше всего подходит проволока диаметром 1.2 или 1.6 мм. При этом чем больше диаметр проволоки, тем проще наладить ее подачу. Для сварки тонкопрофильных материалов больше подходит проволока диаметром 0.9 мм в сочетании с процедурой импульсной сварки при низкой скорости подачи – 2.5-7.6 м/мин. Форма шва: в случае алюминия большинство поломок сварных соединений вызывается растрескиванием кратера шва. Растрескивание возникает при быстром термическом расширении и сужении алюминия в ходе сварки и последующего остывания шва. Вероятность растрескивания больше всего в случае вогнутых сварных швов, так как в таком случае поверхность кратера по мере остывания сужается и трескается. Следовательно, сварщики должны наращивать кратеры, чтобы придать шву выпуклую форму. Выбор источника питания: при выборе источника питания для сварки алюминия в защитных газах в первую очередь стоит рассмотреть метод струйного или импульсного переноса металла. Для сварки со струйным переносом металла можно использовать аппараты с поддержкой режимов падающей (CC) и жесткой (CV) вольт-амперной характеристкой. В таком режиме образуется крохотный поток расплавленного металла, который переносится через дугу в металл основы. В случае толстопрофильного алюминия, для которого требуется сварочный ток силой больше 350 A, наилучшие результаты достигаются в режиме CC. Импульсный перенос металла обычно используется в сочетании с инвертерными источниками питания. Последние модели включают несколько встроенных процедур импульсной сварки для разных типов и диаметров заполняющей проволоки. Во время импульсной сварки заполняющий металл переносится от электрода к рабочему изделию в момент пика сварочного тока. Механизм подачи проволоки: предпочтительным методом подачи мягкой алюминиевой проволоки на большое расстояние является пуш-пульный метод, в котором проволока размещается в герметичном отсеке, который защищает ее от воздействия окружающей среды. Расположенный в этом отсеке двигатель с постоянным крутящим моментом и переменной скоростью вращения равномерно «толкает» и направляет проволоку через горелку. В сварочной горелке находится второй двигатель с высоким крутящим моментом, который подтягивает проволоку и тем самым помогает обеспечить стабильность скорости подачи проволоки и длины дуги. На некоторых предприятиях для подачи стальной алюминиевой проволоки используют одни и те же механизмы подачи. В таком случае для более плавной и равномерной подачи алюминиевой проволоки можно воспользоваться пластиковыми или тефлоновыми направляющими. В качестве направляющих трубок используются долотообразные исходящие и пластиковые входящие трубки, которые удерживают проволоку как можно ближе к приводным роликам и тем самым предотвращают ее спутывание. Во время сварки горелку нужно держать как можно ровнее по отношению к проволоке, чтобы свести сопротивление к минимуму. тобы предотвратить соскабливание алюминия, нужно выровнять приводные ролики и направляющие трубки. Используйте приводные ролики, специально предназначенные для алюминиевой проволоки. Отрегулируйте натяжение приводных роликов так, чтобы обеспечить равномерную скорость подачи проволоки. Слишком большое натяжение приведет к деформации проволоки и перебоям с подачей проволоки, слишком низкое – непостоянной скорости подачи. Сварочные горелки: для сварки алюминия нужно использовать отдельную направляющую горелки. Чтобы предотвратить перетирание проволоки, постарайтесь зафиксировать оба конца направляющей так, чтобы между направляющей и газовым диффузором горелки не было зазора. Регулярно меняйте направляющие, чтобы свести к минимуму проблемы подачи проволоки из-за абразивного оксида алюминия. Используйте контактные наконечники примерно на 0.4 мм больше, чем диаметр используемой проволоки – наконечник по мере нагревания может принять овальную форму и затруднить подачу проволоки. При использовании сварочного тока выше 200A для предотвращения перегрева и проблем с подачей проволоки часто используются горелки с жидкостным охлаждением. |
 Если для чистки используется щетка из нержавеющей стали, все движения щеткой можно делать только в одном направлении. При этом к ней нельзя прикладывать слишком большое усилие, так как из-за этого оксид может быть занесен еще глубже. Более того, эту щетку можно использовать только для чистки алюминиевых поверхностей – алюминий нельзя чистить щеткой, которой до того обрабатывали нержавеющую или углеродистую сталь. Если для удаления оксида используются химические травильные растворы, перед сваркой с поверхности обязательно нужно удалить их остатки. Чтобы свести к минимуму риск попадания в шов углеводородов из масла или растворов для резки, их нужно удалить обезжиривателем. В состав обезжиривателя не должны входить углеводороды.
Если для чистки используется щетка из нержавеющей стали, все движения щеткой можно делать только в одном направлении. При этом к ней нельзя прикладывать слишком большое усилие, так как из-за этого оксид может быть занесен еще глубже. Более того, эту щетку можно использовать только для чистки алюминиевых поверхностей – алюминий нельзя чистить щеткой, которой до того обрабатывали нержавеющую или углеродистую сталь. Если для удаления оксида используются химические травильные растворы, перед сваркой с поверхности обязательно нужно удалить их остатки. Чтобы свести к минимуму риск попадания в шов углеводородов из масла или растворов для резки, их нужно удалить обезжиривателем. В состав обезжиривателя не должны входить углеводороды.


 В обоих случаях это может привести к нестабильности дуги и пористости материала.
В обоих случаях это может привести к нестабильности дуги и пористости материала.Как правильно выбрать аппарат для TIG сварки
16 августа 2021
Для того чтобы правильно подобрать такой аппарат нам понадобиться ответить на несколько вопросов:
- Нужно ли будет сваривать алюминий или магний?
- Какая максимальная толщина свариваемых деталей?
- Какая минимальная толщина?
- Какое время работы сварочного аппарата необходимо?
- Дополнительные функции.

1) Нужно ли будет сваривать алюминий или магний?
Сварка алюминия и магниевых сплавов затруднена тем, что на поверхности таких деталей при контакте с воздухом почти моментально образуется тугоплавкая оксидная пленка. К примеру, температура плавления алюминия составляет примерно 660◦С, а его оксидная начинает плавиться при температуре 2072◦С, что и затрудняет процесс сварки. Борются с этим с помощью применения переменного сварочного тока. Постоянная смена направления электронов разрушает оксидную пленку и облегчает процесс сварки.
Существуют универсальные аппараты, которые могут сваривать как на постоянном токе, так и на переменном — в их маркировке вы увидите надпись AC/DC.
Для остальных металлов, таких как нержавеющие стали, чугун, медь, титановые сплавы обычно используется постоянный ток.
2) Какая максимальная толщина свариваемых деталей?
Таблица с рекомендациями по выбору тока для сварки:
|
Вид металла |
Толщина металла, мм |
Род тока |
Сила тока¸ А |
|
Стальные сплавы |
1,0 |
DC |
20 — 40 |
|
1,5 |
DC |
40 — 70 |
|
|
4,0 |
DC |
120 — 140 |
|
|
Алюминий |
1-2 |
AC |
20 — 60 |
|
4-6 |
AC |
120 — 180 |
|
|
6-10 |
AC |
220 — 230 |
|
|
11-15 |
AC |
280 — 360 |
Например, для сварки листов толщиной до 6 мм подойдет аппарат с номинальным сварочным током 200А. В Афалина техно с такими характеристиками всегда в наличии аппараты Сварог, Aurora, TSS. А если нужно что-то посерьезнее, то мы доставим и аппараты промышленного масштаба – EWM, MegMeet, Lorch.
В Афалина техно с такими характеристиками всегда в наличии аппараты Сварог, Aurora, TSS. А если нужно что-то посерьезнее, то мы доставим и аппараты промышленного масштаба – EWM, MegMeet, Lorch.
3) Какая минимальная толщина свариваемых деталей?
При сварке деталей малых толщин возникают определенные проблемы, связанные с тем что их очень легко прожечь, тем самым заранее заложив дефекты в сварных соединениях. Чтобы этого не произошло, требуется контролировать тепловложения.
Для сварки на малых токах может помочь импульсный режим (Pulse). Суть его работы заключается в том, что в течение сварочного цикла сварочный ток меняется от максимального (ток импульса) до минимального (ток паузы) – это и контролирует тепловложения в сварной шов, позволяя производить сварку без присадочного материала. Возрастает стабильность процесса сварки и уменьшение тепловложения. Деталь не перегревается и коробление металла сведено к минимуму.
4) Какое время работы сварочного аппарата необходимо?
В сварочных аппаратах используется такая характеристика, как продолжительность включения (ПВ) или продолжительность нагрузки (ПН). Эта характеристика дает возможность оценить время безостановочной работы сварочного аппарата при максимальной нагрузке.
Эта характеристика дает возможность оценить время безостановочной работы сварочного аппарата при максимальной нагрузке.
Например, у нас имеется сварочный аппарат со следующими параметрами:
- номинальный сварочный ток – 200 А
- ПВ – 60%
Анализируя данные характеристики, мы видим, что при токе 200 А аппарат будет безостановочно работать 6 минут, и должен отдохнуть 4 минуты. Обычно данный показатель замеряется при температуре окружающей среды 40◦С. Чем будет меньше температура окружающей среды, тем дольше будет работать аппарат.
Существуют аппараты с ПВ 100%, но их цена, соответственно, выше, чем у аппаратов с ПВ 60%. Поэтому при выборе аппарата аргонодуговой сварки стоит выбирать тот, у которого номинальный ток выше, чем тот, который вам необходим, для небольшого запаса.
5) Дополнительные функции
Заварка кратера. В конце сварочного процесса при простом обрыве дуги остается не заваренный кратер – это дефект, от которого необходимо избавляться. Для этого предусмотрена функция заварка кратера – она плавно уменьшает ток в конце сварки, позволяя заварить кратер.
Для этого предусмотрена функция заварка кратера – она плавно уменьшает ток в конце сварки, позволяя заварить кратер.
Высокочастотный поджиг. Дуга между металлом и электродом зажигается без касания, что исключает прожиг металла, а также на металле не остается вольфрамовых включений.
Продувка газом. Перед началом и в конце сварки металл продувается газом, с его помощью происходит защита сварочного шва от окисления.
Жидкостное охлаждение горелки. Функция необходима для исключения перегрева горелки и возможности более интенсивного ее использования.
Таким образом, определив необходимые критерии, вы всегда подберете сварочный аппарат, подходящий под ваши задачи. А если у вас останутся вопросы, звоните — мы всегда поможем с выбором аппарата из имеющихся в наличии или сформируем заявку под заказ.
Специалист отдела продаж
Владислав Ходченков
+7 (922) 758-70-09
svarka@afalina.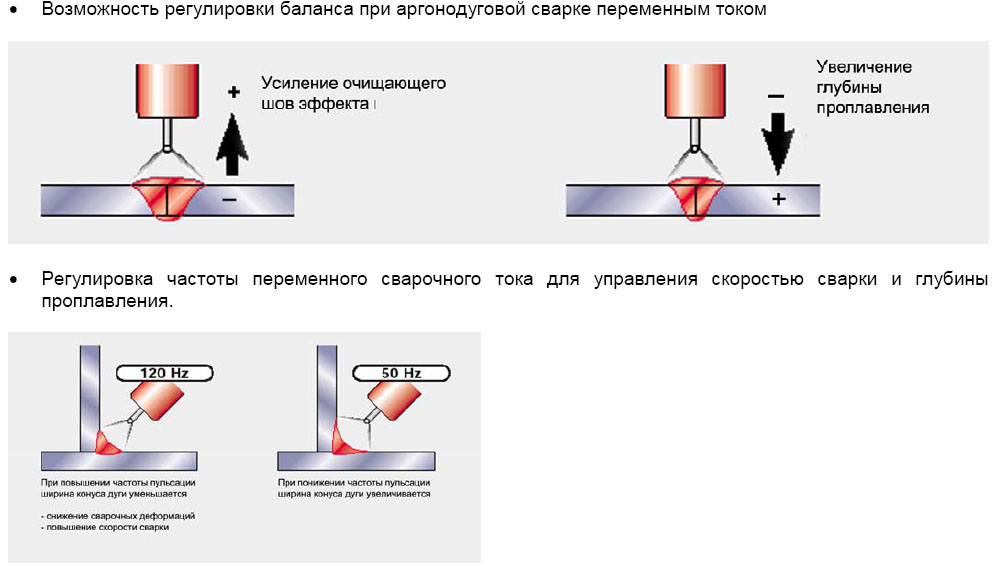 com
com
Сколько ампер нужно для сварки алюминия?
Общее эмпирическое правило заключается в том, что вам понадобится 1 ампер на каждые 0,001 дюйма металла, который вы собираетесь сваривать, когда другие переменные неизменны . Это означает, что если вы хотите сварить 1/8-дюймовый алюминий, вам потребуется около 125 ампер, если другие факторы неизменны.
Посмотреть полный ответ на millerwelds.com
Какой ток вы используете для сварки алюминия?
1. Переменный ток используется для сварки алюминия, потому что его положительный полупериод обеспечивает «очищающее» действие, а отрицательный полупериод обеспечивает проплавление.
Просмотр полный ответ на millerwelds.com
Что требуется для сварки алюминия?
Хотя для некоторых работ вы можете сваривать алюминий со сталью, основное отличие заключается в том, что для алюминия требуется температура нагрева 1221 градус вместо 2500 градусов для стали. Сварка алюминия требует глубокого понимания процесса сварки TIG, а также горелки TIG.
Сварка алюминия требует глубокого понимания процесса сварки TIG, а также горелки TIG.
Посмотреть полный ответ на homedepot.com
Можно ли сваривать алюминий с помощью сварочного аппарата?
Можно ли сваривать алюминий? Можно сваривать алюминий, используя методы сварки стержнем, но это может быть грязно. Некоторые из лучших методов для использования в процессе включают сварку TIG на переменном или постоянном токе или сварку MIG.
Посмотреть полный ответ на uti.edu
Сколько вольт нужно для сварки алюминия?
Алюминий — сложный металл для сварки с помощью сварочного аппарата MIG, потому что он требует больше тепла, чем мягкая сталь (обычно в диапазоне от 21 до 24 вольт). Минимальная толщина алюминия, которую вы должны попробовать, составляет примерно 14 ga. До 18 га. Если тоньше, вам понадобится сварочный аппарат TIG.
Просмотр полный ответ на makemoneywelding.com
Сварка алюминия диаметром 3/8 дюйма при токе 125 А с предварительным нагревом | TIG Time
 youtube.com/embed/Mb4AThOKgXI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Mb4AThOKgXI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Вы используете переменный или постоянный ток для сварки алюминия?
Постоянный ток используется для сварки TIG мягкой стали/нержавеющей стали, а переменный ток используется для сварки алюминия.
Посмотреть полный ответ на jasic.co.uk
Как дешево сварить алюминий?
Использование пропановой горелки и нескольких алюминиевых стержней для пайки — это быстрый способ склеивания алюминия без использования сварочного аппарата. Это создает очень прочную связь, и с небольшой практикой можно сделать быстро и с великолепными результатами.
Просмотр полный ответ на makesomething.com
Какова основная причина того, что алюминий плохо поддается сварке?
Теплопроводность (мера того, насколько быстро тепло проходит через металл) алюминия примерно в пять раз выше, чем у низкоуглеродистой стали, поэтому он очень быстро рассеивает тепло. Проблемы с пористостью — еще одна характеристика, которая затрудняет сварку алюминия.
Проблемы с пористостью — еще одна характеристика, которая затрудняет сварку алюминия.
Посмотреть полный ответ на adslaser.co.uk
Насколько сложно сваривать алюминий?
«Довольно часто считается, что сварить алюминий очень сложно, что на самом деле не так. Это просто другое. Как только вы поймете разницу, сварить его будет очень легко — гораздо проще, чем сталь».
Посмотреть полный ответ на trailer-bodybuilders.com
Нужно ли предварительно нагревать алюминий перед сваркой?
Как правило, для сварки алюминиевых сплавов предварительный подогрев никогда не требуется. Если вы хотите предварительно нагреть, температура должна быть ограничена максимум 200 градусов по Фаренгейту. Этот тип предварительного нагрева часто полезен для удаления конденсата и влаги.
Просмотр полный ответ на thefabricator.com
Вы толкаете или тянете при сварке MIG алюминия?
Метод сварки алюминия MIG
Для достижения наилучшего качества сварки алюминия при сварке MIG следует использовать метод сварки проталкиванием. Отталкивание сварочной горелки MIG от ванны вместо ее вытягивания приводит к более качественной очистке, лучшему покрытию защитным газом и уменьшению загрязнения сварного шва.
Отталкивание сварочной горелки MIG от ванны вместо ее вытягивания приводит к более качественной очистке, лучшему покрытию защитным газом и уменьшению загрязнения сварного шва.
Посмотреть полный ответ на yeswelder.com
Можно ли сваривать алюминий сварочным аппаратом MIG?
Могут ли сварщики MIG сваривать алюминий? Да, хотя алюминий может быть сложно сварить MIG, это можно сделать. Для этого процесса потребуется больше тепла, чем для мягкой стали, которая является наиболее распространенным металлом, используемым при сварке MIG. Для всего, что тоньше алюминия 18-го калибра, потребуется сварочный аппарат TIG.
Посмотреть полный ответ на Weldingtroop.com
Можно ли сваривать алюминий на переменном токе?
Сварка переменным током
Плавится только при температуре около 2015 градусов по Цельсию, но сам алюминий, в зависимости от сплава, плавится при температуре около 650 градусов. Это означает, что алюминий будет утекать во время расплавления оксидного слоя, что сделает сварку невозможной.
Это означает, что алюминий будет утекать во время расплавления оксидного слоя, что сделает сварку невозможной.
Просмотр полный ответ на blog.perfectwelding.fronius.com
Можно ли сваривать алюминий без высокой частоты?
Можно ли сваривать алюминий методом TIG без переменного тока и высокочастотной коробки? Да, вы действительно можете сваривать алюминий с помощью недорогого источника питания постоянного тока.
Посмотреть полный ответ на mewelding.com
Является ли пайка алюминия такой же прочной, как сварка?
Быстрый ремонт: пайка алюминия — это гораздо более быстрый метод соединения металлов, чем сварка TIG и другие виды сварки. Поскольку он имеет эквивалентную прочность этим другим навыкам металлообработки, это делает пайку алюминия хорошим вариантом для металлообрабатывающих работ, которые должны выполняться быстро или как часть сборочной линии.
Просмотр
полный ответ на Weldingtroop. com
com
Что произойдет, если сварить алюминий без газа?
Без газа сварной шов не будет держаться так, как должен. Оксиды алюминия загрязняют сварные соединения вместе с пузырьками из-за реакции материала с атмосферой. Просто потому, что технически возможно сваривать без инертного газа, это не рекомендуется.
Посмотреть полный ответ на Weldingtroop.com
Какой алюминий легче всего сваривать?
Алюминиевые сплавы серий 5ХХХ и 6ХХХ лучше всего подходят для сварки в целом.
Посмотреть полный ответ на blog.blackadvtech.com
Что произойдет, если вы сварите алюминий TIG с постоянным током?
Алюминий может деформироваться, если вы выполняете сварку с питанием от сети переменного тока и вам необходимо обеспечить достаточное проплавление для прочного сварного шва. Если вы попытаетесь сварить на переменном токе более толстый кусок алюминия, есть шанс, что вы можете деформировать, деформировать или прожечь металл.
Посмотреть полный ответ на BakersGas.com
Можно ли сваривать алюминий постоянным током?
DC GTAW может очень хорошо работать с алюминием, так что не бойтесь пробовать. Просто имейте в виду, что техника отличается от той, что используется для переменного тока.
Посмотреть полный ответ на thefabricator.com
Какой газ вы используете для MIG-сварки алюминия?
Газ для сварки MIG алюминия
Для большинства алюминиевых проволок требуется 100%-ный защитный газ аргон (в отличие от «смешанного» аргона, такого как Ar+CO2, который часто используется для сварки стали).
Просмотр полный ответ на Weldclass.com.au
Трудно ли сваривать алюминий MIG?
Сварка алюминия методом МИГ может быть сложной задачей, так как он сильно отличается от сварки МИГ мягкой стали.
Посмотреть полный ответ на millerwelds.com
Можно ли использовать аргон 75 25 CO2 для сварки алюминия?
А если серьезно, то, что обычно называют 75/25, это 25% аргона и 75% СО2. CO2 очень реагирует на алюминий, и у вас будет беспорядок. Теперь, если вы имеете в виду 25% аргона и 75% гелия (или наоборот), оба являются инертными газами, и смесь подойдет для алюминия.
CO2 очень реагирует на алюминий, и у вас будет беспорядок. Теперь, если вы имеете в виду 25% аргона и 75% гелия (или наоборот), оба являются инертными газами, и смесь подойдет для алюминия.
Просмотр полный ответ на app.aws.org
← Предыдущий вопрос
Какое другое имя у Скорпиона?
Следующий вопрос →
Сколько стоит 800 долларов в неделю в час?
Настройка TIG, эти графики верны??
10.02.2016 #1
Настройка TIG, эти графики верны??
Во всем, что я исследовал, вы должны сваривать алюминий «горячо и быстро» по сравнению с мягкой сталью, мне также говорят, что нержавеющую сталь нужно делать быстро.
У меня есть три диаграммы, все из одного и того же источника (CK Worldwide «Технические спецификации для сварки TIG»), но они, кажется, противоречат всему, что я слышал.Согласно этим таблицам, для мягкой стали требуется наибольшая сила тока (не алюминий), а также самая высокая скорость перемещения. Кажется, что нержавеющая сталь находится где-то посередине. Эти графики просто кривые или я что-то упустил?
Ответить с цитатой
11.02.2016 #2
Re: Настройка TIG, эти графики верны??
На самом деле эти диаграммы показывают, что алюминий требует большей силы тока, чем мягкая сталь.
Вы заметите, что они говорят «аргон/гелий» для защитного газа при высоком токе алюминия, который при смешивании примерно 75% AR/25% HE повышает тепло примерно на 25%. Таким образом, они говорят, что фактически ~ 375 А для 1/4-дюймового сварного шва алюминия.Но в целом эта диаграмма кажется мне высокой. То есть: 1/8-дюймовая мягкая сталь: 140-205? Я обычно ближе к 130, когда машина настроена немного выше этого. 1/4″ алюминий Я обычно ставлю аппарат на 250, сварочный ток около 220.
Это эмпирическое правило хорошо работает для меня примерно до 3/16 дюйма. После этого я просто устанавливаю его довольно высоким или максимальным и продолжаю. -SS: 0,8 А на 001 дюйм
Последний раз редактировалось njs552; 11.02.2016 в 01:21.
1988 Большой 50 Дизель CC/CV
1982 Weldanpower 225/210
1968 Мотор-генератор SAE 300
Максстар 200SD
2015 АХП 200x«Проблема наших друзей-либералов не в том, что они невежественны, а в том, что они знают так много, что это не так.
» — Рональд РейганОтветить с цитатой
11.02.2016 #3
Re: Настройка TIG, эти графики верны??
Первоначально Послано njs552
На самом деле эти графики показывают, что алюминий требует больше силы тока, чем мягкая сталь.
Это не показывает, что алюминий требует большей силы тока, чем мягкая сталь, пока вы не дойдете до 1/.
— Сталь: 1 А на 0,001 дюйма
— Алюминий: 1,2 А на 0,001 дюйма
— Нержавеющая сталь: 0,8 А на 001 дюйм 4-дюймовый материал, хотя. Все остальное ниже. А как насчет скорости передвижения? Есть ли эмпирическое правило для этого? Вы делаете нержавеющую сталь так же быстро, как алюминиевую? Спасибо за эмпирическое правило силы тока, оно обязательно поможет!Ответить с цитатой
11.02.2016 #4
Re: Настройка TIG, эти графики верны??
Первоначально отправлено bryanmartin
Он не показывает, что алюминий требует большей силы тока, чем мягкая сталь, пока вы не доберетесь до материала 1/4 дюйма.
Это правда. Поскольку алюминий очень теплопроводен, тонкий алюминий нагревается быстрее, поэтому вам не нужно столько тепла через весь сварной шов, как только он нагреется.Сталь не так хорошо проводит тепло, поэтому вам нужно использовать больше тепла через весь сварной шов. Все остальное ниже. А как насчет скорости движения? Есть ли правило? Вы делаете нержавеющую сталь так же быстро, как алюминий? Спасибо за эмпирическое правило силы тока, оно определенно поможет!Что касается скорости движения, я не знаю эмпирического правила для этого. Я предпочитаю быстрое для стали, немного медленнее для алюминия, а нержавеющая сталь — это довольно тонкий баланс между нагревом и скоростью перемещения для более тонких материалов. В основном это приходит с практикой, и нет единственно правильного ответа. Это зависит от того, что кажется правильным и как движется лужа.
Отправлено с моего S4 с помощью Tapatalk
1988 Big 50 Diesel CC/CV
1982 Weldanpower 225/210
1968 Мотор-генератор SAE 300
Максстар 200SD
2015 AHP 200x«Проблема наших друзей-либералов не в том, что они невежественны, а в том, что они знают так много, что это не так».
— Рональд РейганОтветить с цитатой
11.02.2016 #5
Re: Настройка TIG, эти графики верны??
Для меня это имеет смысл, спасибо.
Ответить с цитатой
11.
02.2016
#6Re: Настройка TIG, эти графики верны??
У меня есть вопрос о скорости движения, она просто показывает измерение в дюймах, сколько времени это должно занять? Минута? Второй? Это важно знать.
Эти таблицы могли бы стать отправной точкой, но строго придерживаться их было бы ошибкой.
Njs552:
Таким образом, следуя правилу 1 ампер на 0,001, вам потребуется 500 ампер для сварки стали толщиной 1/2 дюйма и 1,2 ампера для алюминия, потребуется 600 ампер для сварки толщиной 1/2 дюйма….. , Мне нужен сварочный аппарат побольше.
Это показывает, что это правило полезно только для очень тонких материалов.
Это даже не близко, когда вы увеличиваете толщину материала.А что касается потребности в большем количестве тепла для стали или алюминия, вот как это на самом деле работает: алюминий более теплопроводен, njs552 прав, и именно потому, что он лучше проводит тепло, вам нужно больше тепла, так как тепло в зоне сварки распространяется по всему произведению. Если вы когда-нибудь пробовали сваривать медь, то знаете, что это правда. При сварке стали (не такой теплопроводной) тепло распространяется не так быстро, а это означает, что для сварки требуется меньше тепла.
Если вы нагреваете большее количество алюминия, чем стали, вам нужно больше тепла, то есть больше тока, а не меньше.
При TIG-сварке алюминия вначале вам понадобится намного больше силы тока (потому что вы нагреваете всю деталь), но после того, как вся деталь прогреется, вы обнаружите, что вам нужно снизить силу тока, чтобы сохранить постоянную скорость перемещения и добиться одинакового проникновения в шов.
(или вы можете эффективно добиться того же, быстро увеличив скорость движения), но поскольку скорость движения легче поддерживать постоянной, поэтому у нас есть ножная педаль.Попробуйте аргонодуговую сварку меди, и вы воочию убедитесь, о чем я говорю.
http://www.philswelding.com
Ответить с цитатой
11.02.2016 #7
Re: Настройка TIG, эти графики верны??
в общем, со сталью вы можете использовать меньше ампер и по-прежнему образовывать сварочную ванну даже при 100 ампер.
конечно, вы можете использовать больше ампер, если вы можете справиться с большим размером лужи и двигаться быстрее
.
с алюминием, минимальный ток выше для образования сварочной ванны минимального размера, часто более 200 ампер в зависимости от толщины. то есть, если вы не хотите ждать более нескольких минут, прежде чем образуется сварочная ванна, или вы хотите, чтобы сварочная ванна образовалась за несколько секунд? у вас может быть 100-амперная дуга на алюминии толщиной 1 дюйм в течение часа, и я все еще не уверен, что вы получите сварочную ванну. может быть, у них должна быть таблица минимальной практической силы тока, не рекомендуемая сила тока или таблица максимальной силы токаОтветить с цитатой
11.02.2016 #8
Re: Настройка TIG, эти графики верны??
Первоначально Послано MetalMan23
У меня есть вопрос о скорости движения, она просто показывает измерение в дюймах, сколько времени это должно занять? Минута? Второй? Это важно знать.
Эти схемы могли бы стать отправной точкой, но строго придерживаться их было бы ошибкой.
Njs552:
Таким образом, следуя правилу 1 ампер на 0,001, вам потребуется 500 ампер для сварки стали толщиной 1/2 дюйма и 1,2 ампера для алюминия, потребуется 600 ампер для сварки толщиной 1/2 дюйма….. , Мне нужен сварочный аппарат побольше.
Это показывает, что это правило полезно только для очень тонких материалов. Это даже не близко, когда вы увеличиваете толщину материала.
А что касается потребности в большем количестве тепла для стали или алюминия, вот как это на самом деле работает: алюминий более теплопроводен, njs552 прав, и именно потому, что он лучше проводит тепло, вам нужно больше тепла, так как тепло в зоне сварки распространяется по всему произведению. Если вы когда-нибудь пробовали сваривать медь, то знаете, что это правда. При сварке стали (не такой теплопроводной) тепло распространяется не так быстро, а это означает, что для сварки требуется меньше тепла.
Если вы нагреваете большее количество алюминия, чем стали, вам нужно больше тепла, то есть больше тока, а не меньше.
При TIG-сварке алюминия вначале вам понадобится намного больше силы тока (потому что вы нагреваете всю деталь), но после того, как вся деталь прогреется, вы обнаружите, что вам нужно снизить силу тока, чтобы сохранить постоянную скорость перемещения и добиться одинакового проникновения в шов. (или вы можете эффективно добиться того же, быстро увеличив скорость движения), но поскольку скорость движения легче поддерживать постоянной, поэтому у нас есть ножная педаль.
Попробуйте аргонодуговую сварку меди, и вы воочию убедитесь, о чем я говорю.
Скорость перемещения IPM — Дюймов в минуту. Для нас по эту сторону прудаЭд Конли
http://www.screamingbroccoli.com/
ММ252
MM211 (Продано)
Passport Plus и шпульный пистолет
Lincoln SP135 Plus- (Ушел в хороший дом)
Клатч 120В Плазменный резак
Гибочный станок SO 2020
Пиво в холодильникеОтветить с цитатой
11.
02.2016
#9Re: Настройка TIG, эти графики верны??
Эта диаграмма выглядит нормально для меня, но я держу пари, что она была написана для транссексуалов. Инверторные тиги выдают другую, более эффективную дугу, если они запрограммированы правильно. Существует огромная разница между дугой переменного и постоянного тока, поэтому сравнивать квасцы со сталью сложно.
Сварка типа «WELDOR», а не «DERR»
MillerDynasty700DX,Dynasty350DX4ea,Dynasty200DX,Li ncolnSW200-2ea.,MillerMatic350P,MillerMatic200w/spoolgun,MKCobraMig260,Lincoln SP-170T,PlasmaCam/Hypertherm1250,HFProTig2ea,MigMax1ea.Ответить с цитатой
11.02.2016 #10
Re: Настройка TIG, эти графики верны??
Не знаю, алюминий, но сделал много мс напорной трубки. Ориентировочные настройки: 1/8 дюйма для стены… 90 ампер для корня, 100 для закрытия. 1/4 дюйма для стены… 90-95 ампер для корня, 110-130 ампер для заполнения и закрытия по мере необходимости. Никогда не было желания зажечь лампу на 200 ампер.
Ответить с цитатой
11.02.2016 #11
Re: Настройка TIG, эти графики верны??
Первоначально Послано shovelon
Эта диаграмма выглядит нормально для меня, но я держу пари, что она была написана для tranny tigs. Инверторные тиги выдают другую, более эффективную дугу, если они запрограммированы правильно.
Да, я думал об этом, одна и та же сила тока при сравнении переменного и постоянного тока будет немного меньше, верно. Из-за EP-части волны переменного тока? Существует огромная разница между дугой переменного и постоянного тока, поэтому сравнивать квасцы со сталью сложно.http://www.philswelding.com
Ответить с цитатой
 У меня есть три диаграммы, все из одного и того же источника (CK Worldwide «Технические спецификации для сварки TIG»), но они, кажется, противоречат всему, что я слышал.
У меня есть три диаграммы, все из одного и того же источника (CK Worldwide «Технические спецификации для сварки TIG»), но они, кажется, противоречат всему, что я слышал. Вы заметите, что они говорят «аргон/гелий» для защитного газа при высоком токе алюминия, который при смешивании примерно 75% AR/25% HE повышает тепло примерно на 25%. Таким образом, они говорят, что фактически ~ 375 А для 1/4-дюймового сварного шва алюминия.
Вы заметите, что они говорят «аргон/гелий» для защитного газа при высоком токе алюминия, который при смешивании примерно 75% AR/25% HE повышает тепло примерно на 25%. Таким образом, они говорят, что фактически ~ 375 А для 1/4-дюймового сварного шва алюминия. » — Рональд Рейган
» — Рональд Рейган 4-дюймовый материал, хотя. Все остальное ниже. А как насчет скорости передвижения? Есть ли эмпирическое правило для этого? Вы делаете нержавеющую сталь так же быстро, как алюминиевую? Спасибо за эмпирическое правило силы тока, оно обязательно поможет!
4-дюймовый материал, хотя. Все остальное ниже. А как насчет скорости передвижения? Есть ли эмпирическое правило для этого? Вы делаете нержавеющую сталь так же быстро, как алюминиевую? Спасибо за эмпирическое правило силы тока, оно обязательно поможет! Все остальное ниже. А как насчет скорости движения? Есть ли правило? Вы делаете нержавеющую сталь так же быстро, как алюминий? Спасибо за эмпирическое правило силы тока, оно определенно поможет!
Все остальное ниже. А как насчет скорости движения? Есть ли правило? Вы делаете нержавеющую сталь так же быстро, как алюминий? Спасибо за эмпирическое правило силы тока, оно определенно поможет! — Рональд Рейган
— Рональд Рейган 02.2016
#6
02.2016
#6 Это даже не близко, когда вы увеличиваете толщину материала.
Это даже не близко, когда вы увеличиваете толщину материала. (или вы можете эффективно добиться того же, быстро увеличив скорость движения), но поскольку скорость движения легче поддерживать постоянной, поэтому у нас есть ножная педаль.
(или вы можете эффективно добиться того же, быстро увеличив скорость движения), но поскольку скорость движения легче поддерживать постоянной, поэтому у нас есть ножная педаль. конечно, вы можете использовать больше ампер, если вы можете справиться с большим размером лужи и двигаться быстрее
конечно, вы можете использовать больше ампер, если вы можете справиться с большим размером лужи и двигаться быстрее 

 02.2016
#9
02.2016
#9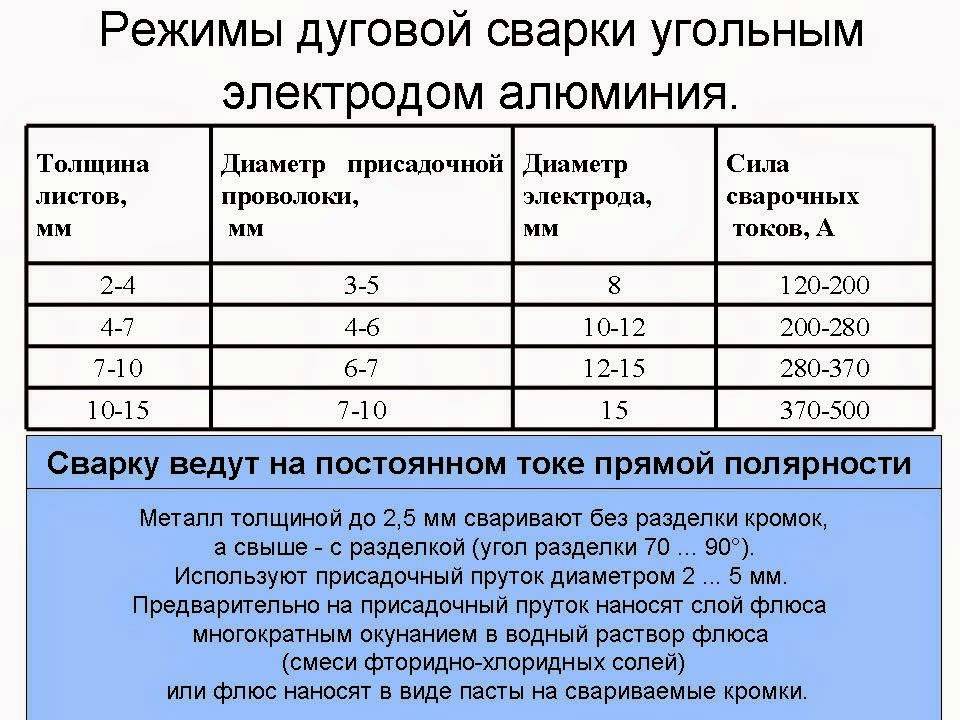

 Существует огромная разница между дугой переменного и постоянного тока, поэтому сравнивать квасцы со сталью сложно.
Существует огромная разница между дугой переменного и постоянного тока, поэтому сравнивать квасцы со сталью сложно.Краткая история сварки алюминия
В: Какова история сварки алюминия? Является ли Heliarc заварка все еще жизнеспособным вариантом для сварки алюминия? Почему мы не видим много Газовая сварка или сварка штучным электродом алюминия в промышленности?
A: Пытаясь ответить на эти вопросы, я также попытаюсь прояснить некоторые используемые термины и определения.
- Гелиаруговая сварка — это старое традиционное название, иногда используемое и сегодня, для процесса дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) . Этот же процесс сварки часто называют, особенно в Европе, процессом сварки вольфрамовым инертным газом (TIG).
 Этот же процесс сварки часто называют, особенно в Европе, процессом сварки вольфрамовым инертным газом (TIG).
Этот же процесс сварки часто называют, особенно в Европе, процессом сварки вольфрамовым инертным газом (TIG). Процесс GTAW довольно часто является подходящим вариантом для сварки алюминия. Он был разработан в 1944 году (см. рис. 1) и до сих пор широко используется для успешной сварки алюминиевых сплавов. Некоторые из сварных швов самого высокого качества, используемых в критических областях, таких как сварные швы труб с полным проплавлением на криогенных сосудах под давлением, почти всегда выполняются с помощью этого процесса сварки. Переменный ток (AC) используется для большинства приложений, но постоянный ток (DC) используется для некоторых специализированных приложений. Процесс GTAW был разработан раньше, чем процесс дуговой сварки металлическим газом (GMAW), и какое-то время использовался для сварки алюминия любой толщины и типа соединения. С тех пор процесс GTAW был заменен процессом дуговой сварки металлическим газом (GMAW) для многих применений сварки алюминия, в первую очередь из-за повышенной скорости процесса GMAW для сварки более толстых профилей.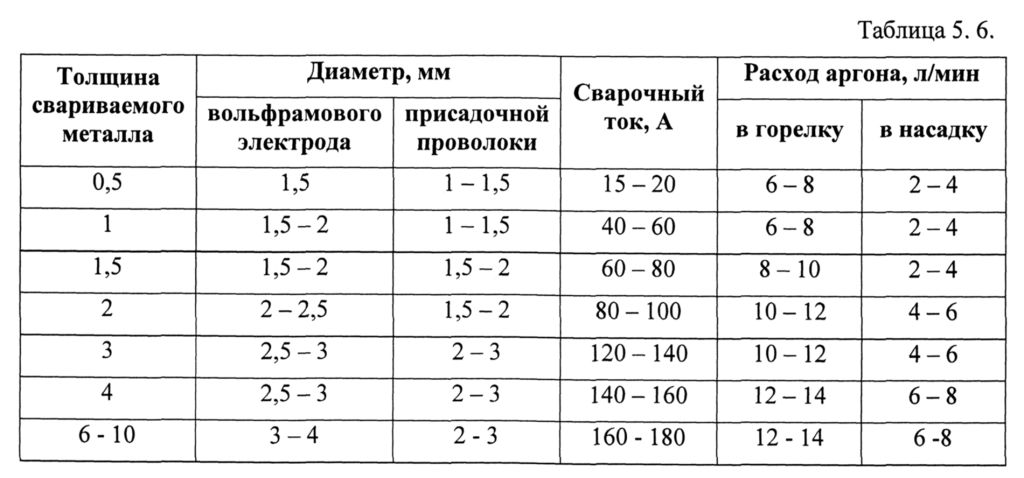 Тем не менее, GTAW по-прежнему занимает важное место в отрасли сварки алюминия. GTAW с переменным током (AC) и защитным газом из чистого аргона в настоящее время чаще всего используется для сварки более тонких алюминиевых листов (до ¼ дюйма), а также в тех случаях, когда эстетика является наиболее важной. Переменный ток (AC) является наиболее распространенным методом дуговой сварки алюминия вольфрамовым электродом в среде защитного газа. Сбалансированная дуга переменного тока обеспечивает очищающее действие для большинства применений и примерно равномерно распределяет тепло дуги между электродом и основным материалом. Источники питания GTAW для сварки переменным током, которые позволяют регулировать баланс между полярностями, позволяют пользователю выбирать либо улучшенную очистку дуги, либо более широкие возможности проплавления. Для более специализированных применений мы можем найти GTAW, используемый в отрицательном режиме электрода постоянного тока (DCEN). Этот метод обеспечивает концентрацию дуги около 80 % тепла на основном материале и около 20 % на электроде.
Тем не менее, GTAW по-прежнему занимает важное место в отрасли сварки алюминия. GTAW с переменным током (AC) и защитным газом из чистого аргона в настоящее время чаще всего используется для сварки более тонких алюминиевых листов (до ¼ дюйма), а также в тех случаях, когда эстетика является наиболее важной. Переменный ток (AC) является наиболее распространенным методом дуговой сварки алюминия вольфрамовым электродом в среде защитного газа. Сбалансированная дуга переменного тока обеспечивает очищающее действие для большинства применений и примерно равномерно распределяет тепло дуги между электродом и основным материалом. Источники питания GTAW для сварки переменным током, которые позволяют регулировать баланс между полярностями, позволяют пользователю выбирать либо улучшенную очистку дуги, либо более широкие возможности проплавления. Для более специализированных применений мы можем найти GTAW, используемый в отрицательном режиме электрода постоянного тока (DCEN). Этот метод обеспечивает концентрацию дуги около 80 % тепла на основном материале и около 20 % на электроде. Это приводит к относительно глубокому и узкому проплавлению сварного шва, а также к очень незначительной очистке дуги во время операции сварки. Этот метод сварки, обычно используемый с защитным газом из чистого гелия, позволяет сваривать материалы гораздо большей толщины (до 1 дюйма) и чаще всего используется при автоматической шовной сварке. Третий режим GTAW — положительный электрод постоянного тока (DCEP). При использовании этого метода около 20 % тепла выделяется на опорной плите и 80 % на электроде. Мы создаем отличное очищающее действие, но очень поверхностное проникновение. Вероятно, это наименее используемый метод GTAW.
Это приводит к относительно глубокому и узкому проплавлению сварного шва, а также к очень незначительной очистке дуги во время операции сварки. Этот метод сварки, обычно используемый с защитным газом из чистого гелия, позволяет сваривать материалы гораздо большей толщины (до 1 дюйма) и чаще всего используется при автоматической шовной сварке. Третий режим GTAW — положительный электрод постоянного тока (DCEP). При использовании этого метода около 20 % тепла выделяется на опорной плите и 80 % на электроде. Мы создаем отличное очищающее действие, но очень поверхностное проникновение. Вероятно, это наименее используемый метод GTAW.
- Газовая сварка — это нестандартный термин для процесса кислородно-газовой сварки (OFW) . Это был один из первых способов сварки алюминия. На рис. 2 показана фляга армии США. Сваренная методом OFW и датированная 1918 годом, эта фляга, вероятно, использовалась во время «Великой войны» (1 st World War) и была сварена примерно за 25 лет до разработки процессов сварки в среде инертного газа (GTAW и GMAW).

Газокислородная сварка — это процесс газовой сварки. Он достигает коалесценции за счет использования тепла пламени кислородно-топливного газа и, для алюминия, активного флюса для удаления оксида и защиты сварочной ванны. В прошлом с помощью этого процесса сваривались очень толстые соединения, но чаще всего он применялся для листового металла. Одна из проблем этого процесса сварки заключается в том, что флюс, используемый во время процесса, является гигроскопичным, что означает, что он поглощает влагу из окружающей атмосферы. Во влажном состоянии флюс вызывает коррозию алюминия. Поэтому после сварки флюс необходимо удалить, чтобы свести к минимуму вероятность коррозии. Поскольку трудно быть уверенным, что все следы флюса удалены, часто приходилось заканчивать операцию погружением в кислоту, чтобы нейтрализовать любые остатки флюса. Другие недостатки использования этого процесса для сварки алюминия заключаются в том, что механическая прочность, как правило, ниже, а зоны термического влияния шире, чем при дуговой сварке. Сварка практична только в плоском и вертикальном положениях, а деформация может быть очень большой. Большинство проблем вызвано коррозионным флюсом и чрезмерным подводом тепла, связанным с этим процессом. Процесс кислородно-газовой сварки широко использовался для сварки алюминия до разработки процесса сварки в среде инертного газа, но сегодня его применение ограничено.
Сварка практична только в плоском и вертикальном положениях, а деформация может быть очень большой. Большинство проблем вызвано коррозионным флюсом и чрезмерным подводом тепла, связанным с этим процессом. Процесс кислородно-газовой сварки широко использовался для сварки алюминия до разработки процесса сварки в среде инертного газа, но сегодня его применение ограничено.
- Сварка штучными электродами — это нестандартный термин для Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
До разработки процесса сварки в среде инертного газа (GTAW и GMAW) дуговая сварка алюминия в основном ограничивалась дуговым процессом с защитным металлом (SMAW), иногда называемым процессом ручной дуговой сварки металлическим электродом (MMA). В этом процессе сварки используется сварочный электрод с флюсовым покрытием. Электроды представляют собой прямые отрезки алюминиевого стержня, покрытые флюсом. Флюс растворяет оксид алюминия как на основном сплаве, так и на стержне во время сварки, что необходимо, если должна произойти коалесценция. Некоторые компоненты флюса испаряются в дуге с образованием защитных газов, которые помогают стабилизировать дугу и защитить ее и сварочную ванну от окружающей атмосферы. Одной из основных проблем этого процесса сварки была коррозия, вызванная захватом флюса, особенно в угловых сварных швах, где флюс мог задерживаться за сварным швом и способствовать коррозии с обратной стороны сварного шва. Другая проблема заключалась в том, что сварные швы, полученные в результате этого процесса, склонны к большой пористости. Не существует электродов для основных сплавов с высоким содержанием магния, и электроды, оказавшись на воздухе, начинают поглощать влагу флюсом, что в конечном итоге вызывает коррозию алюминиевого сердечника и создает чрезмерные проблемы с пористостью. Вскоре выяснилось, что этот процесс не очень подходит для сварки алюминия. Действующие нормы и стандарты сварки алюминиевых конструкций не признают этот процесс сварки пригодным для промышленной сварки.
Некоторые компоненты флюса испаряются в дуге с образованием защитных газов, которые помогают стабилизировать дугу и защитить ее и сварочную ванну от окружающей атмосферы. Одной из основных проблем этого процесса сварки была коррозия, вызванная захватом флюса, особенно в угловых сварных швах, где флюс мог задерживаться за сварным швом и способствовать коррозии с обратной стороны сварного шва. Другая проблема заключалась в том, что сварные швы, полученные в результате этого процесса, склонны к большой пористости. Не существует электродов для основных сплавов с высоким содержанием магния, и электроды, оказавшись на воздухе, начинают поглощать влагу флюсом, что в конечном итоге вызывает коррозию алюминиевого сердечника и создает чрезмерные проблемы с пористостью. Вскоре выяснилось, что этот процесс не очень подходит для сварки алюминия. Действующие нормы и стандарты сварки алюминиевых конструкций не признают этот процесс сварки пригодным для промышленной сварки.
Заключение :
Несомненно, прорыв в области алюминия как свариваемого конструкционного материала произошел с введением в 1940-х годах процессов сварки в среде инертного газа.