в чем разница между обратной и прямой полярностью? Виды подключения кабелей сварочного инверторного аппарата. Что такое полярность?
Для электрической сварки различных видов металлических заготовок применяются специальные виды сварочных электродов, но для успешного процесса еще необходимо и правильно выбрать настройки на инверторном сварочном аппарате, чтобы технологический цикл соответствовал параметрам электрического тока. Принцип полярности, который применим к электросварочным устройствам, позволяет работать с металлическими заготовками любой толщины, выполняя качественный соединительный шов.
Используя полуавтоматическое сварочное устройство, сварщику нужно знать не только какой силы электроток ему потребуется, но и какая полярность катода и анода будет необходима. Любой инверторный сварочный аппарат можно настроить для работы с обычными металлами, цветными сплавами, а также с высокоуглеродистой или легированной сталью.
Что это такое?
При работе сварочного инверторного аппарата должна быть выбрана его полярность – другими словами, нужно определить, к какому гнезду с «+» или с «-» будет подключен сварочный электрод, а к какому – заготовка для сварки. От выбора порядка подключения электрического тока напрямую зависит полярность, которая бывает прямой и обратной.
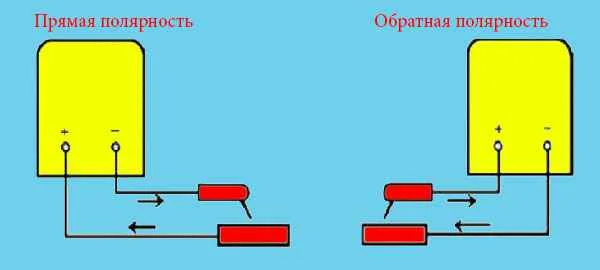
Прямая полярность при электросварке инверторным сварочным аппаратом выбирается следующими действиями:
- к разъему на корпусе сварочного аппарата со знаком «+» подключают через электрокабель с клеммой рабочую заготовку, называемую «масса»;
- к другому разъему со знаком «-» через держатель подключают сварочный электрод.
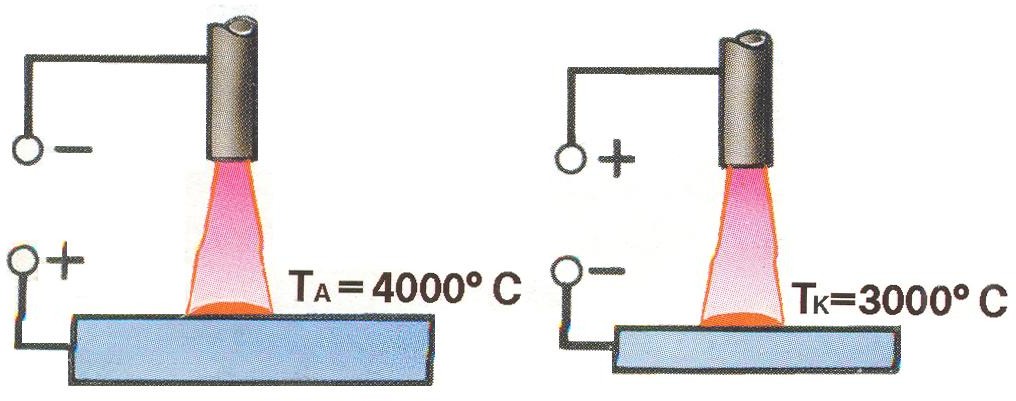
Переменный или постоянный электрический ток, так же как и его полярность, определяется местоположением катодного и анодного пятна. Во время выполнения сварочных работ посредством прямой полярности заготовка будет сильно разогреваться, так как на ней сформировано анодное пятно, генерирующее огромный объем тепловой энергии такой интенсивности, что может расплавиться даже сама заготовка.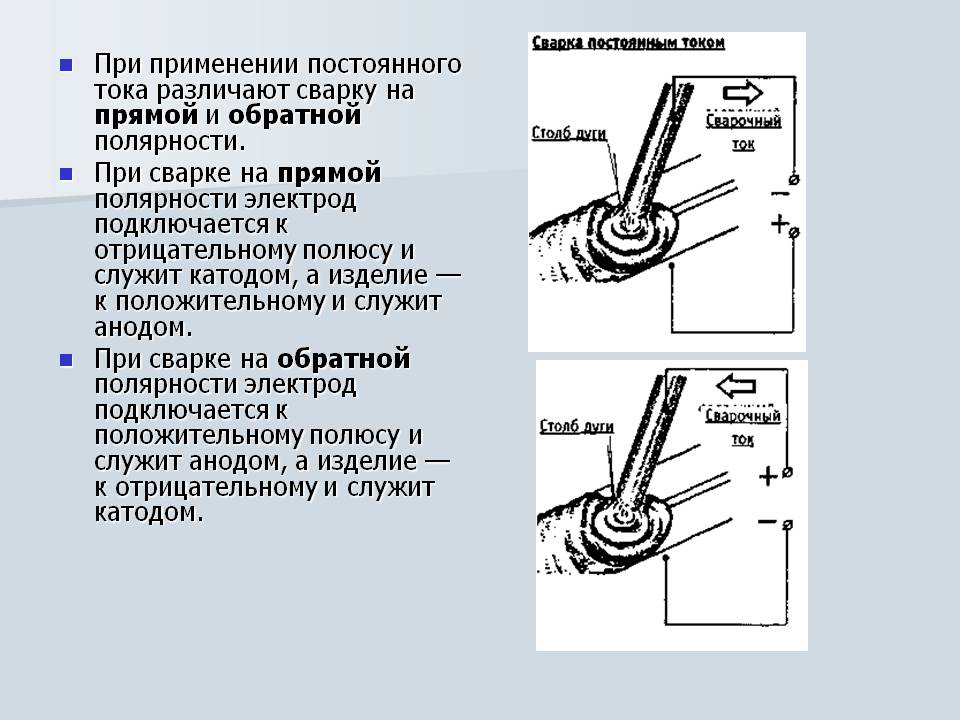
Особенности обратной полярности сварочного инвертора состоят в том, что присоединение клемм электрода и массы будет поменяно местами. К разъему со знаком «+» подключают сварочный электрод, а к разъему со знаком «-» – металлическую рабочую заготовку. В этом случае генерирование тепловой энергии, или как его еще называют «анодное пятно», будет обнаруживаться на конце сварочного электрода.
Подключение прямой или обратной полярности осуществить вручную возможно только при работе инвертора в режиме постоянного электротока, тогда как в режиме переменного тока смена полярностей на сварочном аппарате происходит в автоматическом режиме по несколько раз за 1 секунду.
Перемена места положения анодного пятна дает возможность выбора наиболее благоприятного режима работы для различного типа заготовок. Например, если нужно сварить чугунные или нержавеющие стальные заготовки, то выбирается режим обратной полярности. А для сварки алюминия нужен деликатный режим прямой полярности, необходимый для быстрого удаления окислительной пленки.
Например, если нужно сварить чугунные или нержавеющие стальные заготовки, то выбирается режим обратной полярности. А для сварки алюминия нужен деликатный режим прямой полярности, необходимый для быстрого удаления окислительной пленки.
Бывает и так, что для металла и сварочного электрода подходят противоположные по полярности настройки сварочного аппарата. В этом случае приходится подбирать оптимальное сочетание рабочих параметров инвертора, совмещая их с показателями силы электрического тока. В такой сложной ситуации следует учитывать рекомендации по использованию инверторного сварочного аппарата, которые имеются в его технической документации.
В этом случае приходится подбирать оптимальное сочетание рабочих параметров инвертора, совмещая их с показателями силы электрического тока. В такой сложной ситуации следует учитывать рекомендации по использованию инверторного сварочного аппарата, которые имеются в его технической документации.
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода.
Для изменения полярности подключения достаточно правильно поменять местами клеммы подсоединения к сварочному аппарату. Полярность подключения электрического тока может быть 2-х видов. Каждый тип электросварки имеет свои преимущества и недостатки.
Прямая
Прямая полярность подключения обладает следующими характеристиками:
- в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
- процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
- электрическая дуга устойчива и постоянна, не склонна к срывам;
- сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока;
- с помощью электродуги можно выполнять резку металлических заготовок;
- сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным;
- методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
- нагрев присадочной проволоки или электропроводника происходит медленно;
- с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
- при образовании шва снижен процент введения карбона в массу расплавленного металла.


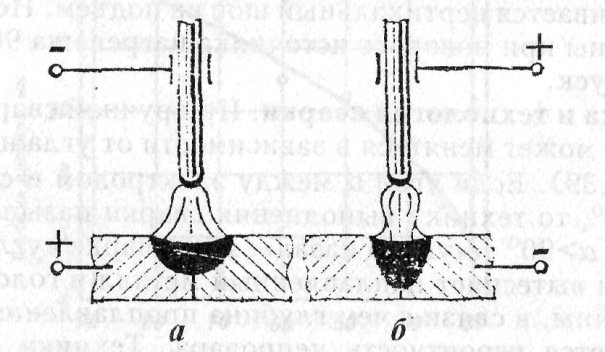
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.
Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.

Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Если требуется большая глубина проплавки металла, то ее сможет обеспечить только режим обратного подключения электротока.
Нюансы выбора
Чтобы выполнить сварочные работы инверторным аппаратом, недостаточно подключить его к сети 220 вольт. Потребуется выбрать необходимые расходные материалы, а также определить полярность, по которой его следует подключать. Полярности меняют в зависимости от толщины и марки стали, а также от типа электрода.
Потребуется выбрать необходимые расходные материалы, а также определить полярность, по которой его следует подключать. Полярности меняют в зависимости от толщины и марки стали, а также от типа электрода.
При подборе полярности важно помнить, что в области анода (где разъем «+») будет всегда сгенерирована мощная тепловая энергия, способная разогревать металл до 4000°C, а на катоде (где разъем «-») температура плавления будет достигать не более 3000°C. Поэтому для выполнения сварки тонкого металла, важно правильно использовать клеммы полярности, чтобы не прожечь стенки металлической заготовки.
Чтобы не ошибиться в выборе полярности подключения электрического тока, необходимо учитывать следующие важные нюансы сварочной технологии.
- При выполнении электросварки металлических заготовок с толстыми стенками потребуется прожечь большую толщу материала, что даст возможность увеличения площади контакта металла с рабочей поверхностью и будет способствовать заполнению любых пустот. Для выполнения такой работы целесообразно применять метод электросварки с прямым подключением полярности.
- При выполнении электросварки деталей с тонкими стенками для защиты от сквозного прожига металлической заготовки на поверхность металла нужно посылать отрицательный заряд электротока, а на стержень сварочного электрода – положительный заряд. Если пренебречь этим правилом, готовый сварочный шов может получиться неровным или с отверстиями.
- Степень прогрева поверхности металлической заготовки и сварочного электрода выбирают путем настройки силы электрического тока на инверторном сварочном аппарате. Чем выше сила электрического тока, тем сильнее будет нагреваться электродуга и та область, к которой она прикасается. Если рабочая поверхность металлической заготовки расположена строго горизонтально, то сила электрического тока при его подаче будет снижена примерно на 15%.
 Для выполнения такой работы целесообразно применять метод электросварки с прямым подключением полярности.
Для выполнения такой работы целесообразно применять метод электросварки с прямым подключением полярности.Работая с инверторным сварочным инверторным аппаратом, следует понимать, что неправильно выбранный режим выполнения электросварки не сможет дать хороших и надежных результатов. Например, толстостенная металлическая заготовка при работе с обратной направленностью электротока плохо прогреется, и готовый сварочный шов будет очень поверхностным, не захватывающим глубокие слои материала. Для устранения этого недостатка и укрепления сварки придется делать шов и с другой стороны изделия, что в значительной мере увеличит затраты средств и времени.
Если начать сваривать тонкостенные заготовки металла в режиме положительной полярности, то металл быстро расплавится и начнет стекать, сварочный электрод его будет прожигать, а множественные брызги загрязнят рабочую поверхность деталей, и после сварки придется потратить много сил и времени, чтобы их удалить.
При правильном выборе режима работы на инверторном сварочном аппарате результат электросварки будет прочным и порадует своим внешний видом.
В следующем видео рассказывается о полярности при сварке.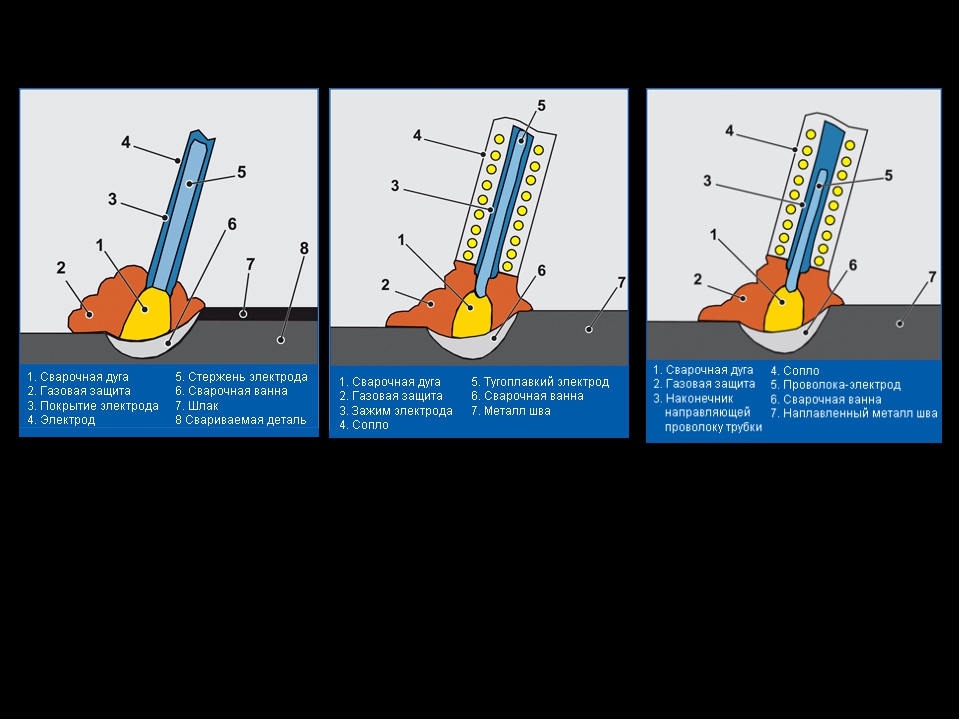
Какую полярность при сварке инвертором выбрать
Какую полярность при сварке инвертором выбрать
Содержание статьи:
Сварка инвертором имеет свои особенности перед сваркой обычным трансформаторным аппаратом. Прежде всего, это постоянный ток, следовательно, сварку металлов можно осуществлять в двух режимах, с прямой и обратной полярностью.Простыми словами, меняя подключения инвертора (плюс на электрод и наоборот), можно менять режимы сваривания металлов. Это одно из основных преимуществ инверторной сварки, перед обычной. Что это даёт? Какую полярность выбрать? Именно об этом и будет рассказано в данной статье строительного журнала samastroyka. ru.
ru.
Зачем нужна обратная и прямая полярность
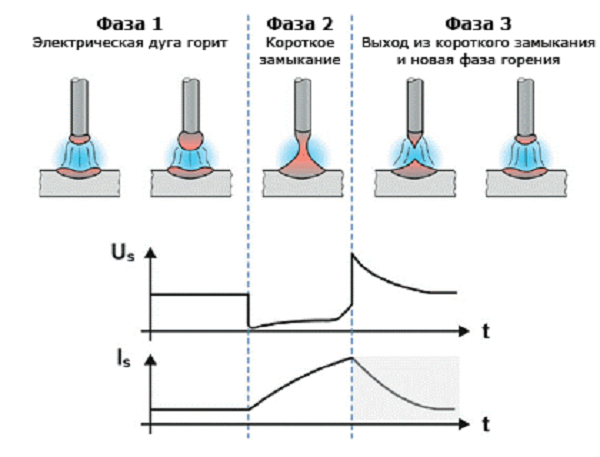
Чтобы ответить на данный вопрос, нужно углубиться в технологический процесс сварки постоянным током. При сварке на конце электрода появляется «термопятно», обладающее температурой свыше 3000°C.
При этом если к плюсовому выходу инвертора подключить электрододержатель, а к минусовому, держатель массы, то температура пятна будет гораздо ниже, примерно на 1000 градусов.
Таким образом, можно более тонко выбрать режим сварки, что даст следующие преимущества:
- Используя прямую полярность инвертора, основная температура придётся на свариваемый металла, который начнёт намного быстрее и больше разогреваться. Все это позволит более качественно проварить толстый металл и хорошо углубить корень шва. Сварочное соединение будет обладать максимальной прочностью и надёжностью.
- Используя обратную полярность инвертора, наоборот, получится не перегревать металл, поскольку самая большая температура будет приходиться на кончик электрода при сварке. Таким образом, на обратной полярности удобней всего варить тонкий металл, который на прямой полярности, скорее всего, будет прожигаться сваркой.
 Таким образом, на обратной полярности удобней всего варить тонкий металл, который на прямой полярности, скорее всего, будет прожигаться сваркой.
Таким образом, на обратной полярности удобней всего варить тонкий металл, который на прямой полярности, скорее всего, будет прожигаться сваркой.Кроме того, на обратной полярности варят такие металлы, которые имею большую чувствительность к перегреву. В первую очередь, это нержавейка, высокоуглеродистая сталь, чугун, и некоторые другие металлы.
Вот зачем нужна обратная и прямая полярность инвертора. При этом расход электродов на обратной полярности, будет намного выше, чем на прямой. Связано это с тем, что при подключении инвертора на обратную полярность, большая часть температуры приходится именно на электрод. В результате чего он намного быстрее сгорает в процессе сварки.
Особенности сварки на прямой полярности
При сварке инвертором на прямой полярности возникают определённые моменты, о которых должен знать каждый сварщик:
- Во-первых, данный режим сварки инвертором характеризуется большим разбрызгиванием расплавленного металла;
- Сварочная дуга на прямой полярности менее стабильна, и с этим приходится мириться;
- Поскольку температура нагрева электрода меньше, то при сварке на прямой полярности возможно использование токов с большим значением;
- Увеличивается коэффициент наплавки металла;
- Смена полярности инвертора влияет и на состав наплавленного металла. При сварке на прямой полярности, в составе металла практически отсутствует углерод, но зато гораздо больше марганца с кремнием.
 При сварке на прямой полярности, в составе металла практически отсутствует углерод, но зато гораздо больше марганца с кремнием.
При сварке на прямой полярности, в составе металла практически отсутствует углерод, но зато гораздо больше марганца с кремнием.Выбор того или иного режима сварки, во много зависит от поставленных задач.
Зная особенности обратной и прямой полярности инвертора, получится выполнить работу более тонко и качественно.
Оценить статью и поделиться ссылкой:Прямая и обратная полярность при сварке инвертором: особенности
Обзор видов
Газовая сварка и процесс соединения заготовок, выполняемый электрической дугой, имеет принципиальные технологические отличия. На сварочные аппараты с подключением электротока спрос намного выше, так как автоматы-инверторы или полуавтоматы, применяемые для ручной электросварки, универсальны, что дает возможность их применения в бытовых условиях.
Считается, что разница в работе с постоянным и переменным током существенна. Приобретая сварочный аппарат, пользователи редко меняют вид постоянного тока на переменный, так как варить постоянным током проще – надо лишь подключить источник питания. Однако не все так просто, как кажется.
Однако не все так просто, как кажется.
Прямая
Обозначение «сварка прямой полярности» подразумевает процесс, во время которого на рабочую поверхность заготовки поступает положительный заряд электрического тока через сварочный выпрямитель. Смена полярности в каждом случае по-разному отражается на эффективности работы электрода. Электрическому току с прямой направленностью будут соответствовать следующие характеристики:
- во время процесса электросварки рабочая поверхность заготовки не накаляется, так как приток тепловой энергии к ней минимален;
- под действием электрода происходит достаточная глубина проплавки металла заготовки, но она гораздо меньшая, по сравнению со сваркой обратной полярности;
- в процессе работы сварочный электрод довольно быстро плавится, и чтобы выполнить весь объем работы, иногда требуется его замена;
- вероятность того, что в процессе сварки будут образовываться брызги металла, достаточно высока.

При выполнении сварочных работ с применением прямой полярности электротока скорость плавления у металла получается наиболее высокой, она почти вдвое выше, чем при сварке с применением электротока обратной полярности. Но есть нюанс, заключающийся в том, что образующаяся электродуга при методе прямой полярности электротока формирует свое нагревание не так стабильно, как это бывает при обратной полярности, а сам процесс электросварки сопровождается образованием брызг металла.
Обратная
С целью осуществления сварочных манипуляций, где применяется электроток обратной полярности, подключение клемм выполняют противоположным методом. К рабочей поверхности детали должен поступать отрицательный заряд с минусовой клеммы, тогда как на сварочный электрод будет подаваться положительный заряд тока от плюсовой клеммы.
Особенности электросварки обратной полярности заключаются в следующем:
- в процессе выполнения сварочных работ рабочая поверхность заготовки достаточно сильно нагревается;
- данный вид технологии обеспечивает довольно глубокую проплавку металла и качественный сварочный шов;
- сварочный электрод в процессе работы расплавляется очень медленно и не требует частой замены;
- при выполнении сварки разбрызгивание расплавленного металла очень незначительно.

Работая с постоянным электротоком, для соединения заготовок важно тщательно и равномерно прогреть рабочую поверхность до момента плавления металла. Делается это с целью образования на заготовках сварочной ванны
При этом если сила электротока недостаточна, то поверхность заготовки не будет прогрета надлежащим образом, а если мощность электротока чрезмерно высока, то поверхность детали будет перекалена, и в процессе выполнения электросварки электродуга станет поступать внутрь заготовки, отталкивая назад металл.
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент
В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса
При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Прямая
Прямая полярность подключения обладает следующими характеристиками:
в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
электрическая дуга устойчива и постоянна, не склонна к срывам;
сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока;
с помощью электродуги можно выполнять резку металлических заготовок;
сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным;
методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
нагрев присадочной проволоки или электропроводника происходит медленно;
с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.
Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.

Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.

Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.
Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Сварочные электроды
Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.
Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
I = (20 + 6d) d
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.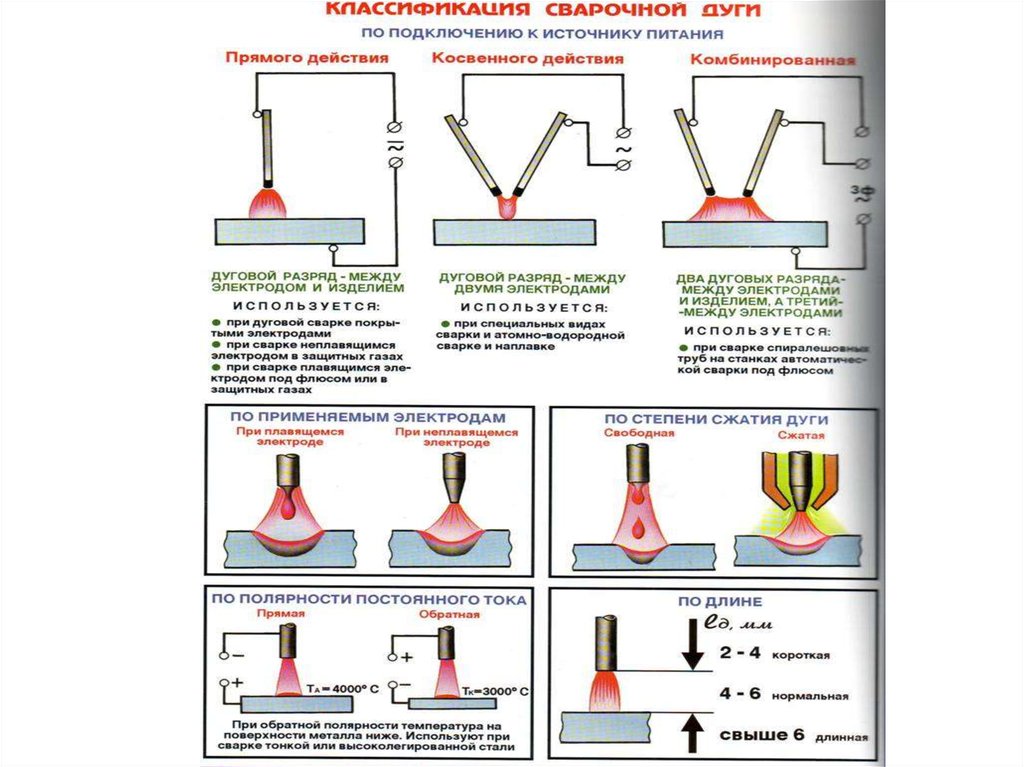
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
I = 30 d;
при диаметре 3-4 мм формула меняется на:
I = 40 d.
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
 То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.. В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного
То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
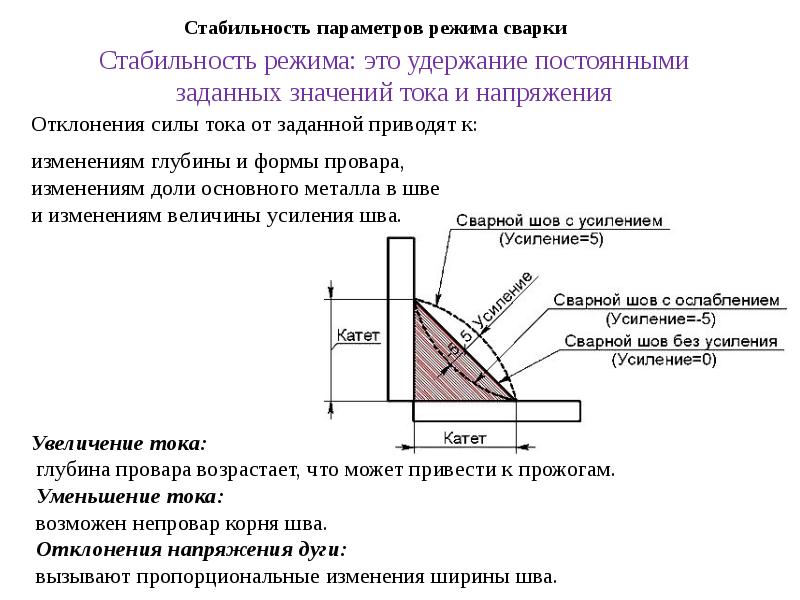
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге.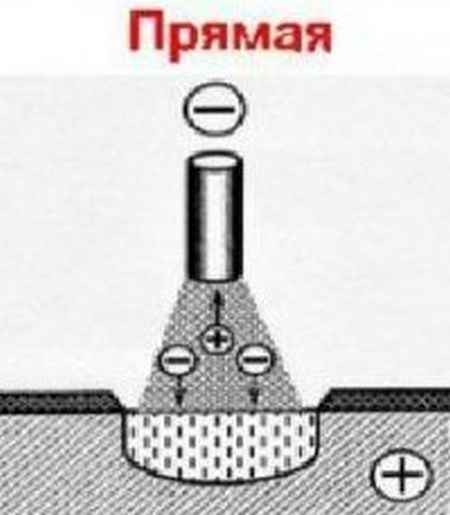 По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Подключение по схеме прямой полярности
При сварке током прямой полярности клеммная колодка “+” соединяется с обрабатываемым изделием. Подключение электродного стержня к контакту “-“ осуществляется через дуговой промежуток. При сварке с прямой полярностью электрический проводник будет нагреваться медленнее, чем металл. Поэтому температура между ними отличается на 700 °C. Во время сварки с постоянным током обратной полярности концы электродного стержня будут нагреваться сильнее поверхности заготовки. При прямом подключении роль катода исполняет электрод, обрабатываемые детали выступают в качестве анода.
При прямом подключении роль катода исполняет электрод, обрабатываемые детали выступают в качестве анода.
Образование сварочной ванны – основная задача при сварке током прямой полярности. Для этого нужно прогреть заготовку до температуры плавления. При повышении силы электротока детали будут отталкиваться от сварочной дуги, что не позволит плотно соединить детали. При сварке с прямой полярностью требуются приборы, работающие при высокочастотных токах.
В культуре
Порядок использования инвертора
Узнав об основах использования данного аппарата, необходимо рассмотреть порядок работы с ним. Сюда включают следующие стадии:
Поверхность материала отделяют от загрязнений и ржавчины. Это понадобится для того, чтобы сформировать надежный шов;
Выбираете режим сварочного тока и тип электрода
Здесь важно рассмотреть как материал, так и параметры сварного шва;
Соединяете плюсовую клемму с металлической поверхностью для проведения необходимых операций;
К держателю электрода подключаем минус;
Формируем дугу, затем молотком снимаем окалину с получившегося шва.
Это стандартная последовательность действий. Однако она не учитывает форму соединения и ориентацию электрода. Такие тонкости необходимы для формирования специальных видов швов для сварки. Последние используются для цилиндрических емкостей (сепараторы в нефтегазовой сфере, строительные резервуары).
Производительность при сварке прямой полярности.
Многие исследователи отмечают, что применение определенных сварочных материалов при сварке прямой полярности позволяет повысить коэффициент наплавки. Так, к примеру, сварка под флюсами определенных типов (к примеру, ОСЦ-45) увеличивает этот коэффициент, в сравнении с обратной полярностью. Такой же эффект можно наблюдать и при сваривании металлоизделий на прямой полярности плавящимися электродами в среде инертных и определенных активных газов.
Так, к примеру, сварка под флюсами определенных типов (к примеру, ОСЦ-45) увеличивает этот коэффициент, в сравнении с обратной полярностью. Такой же эффект можно наблюдать и при сваривании металлоизделий на прямой полярности плавящимися электродами в среде инертных и определенных активных газов.
На рисунке мы четко видим, что прямая полярность позволяет увеличить упомянутый коэффициент в 1,6-1,8 раза по сравнению с обратной.
Что же касается геометрии шва, тут также следует отметить некоторые особенности. Кроме глубины проплавления, о которой мы вспоминали немного ранее, от полярности зависит и доля наплавления металла в сварном соединении. Так, при прямой она больше, нежели при обратной.
Влияет полярность сварки и на состав шва. Отметим, что при прямой в соединении будет меньше углекислого газа, но больше марганца и кремния.
Знание особенностей сварки при разных полярностях позволяет сварщикам правильно подбирать способ сваривания для разных типов металла и получения сварных соединений с определенным химическим составом и нужных размеров.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий
Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Как выбрать правильную полярность
Но если вы работаете с разными металлами и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
Постоянный и переменный ток сварки.
Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду
Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого вида электрода. Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много.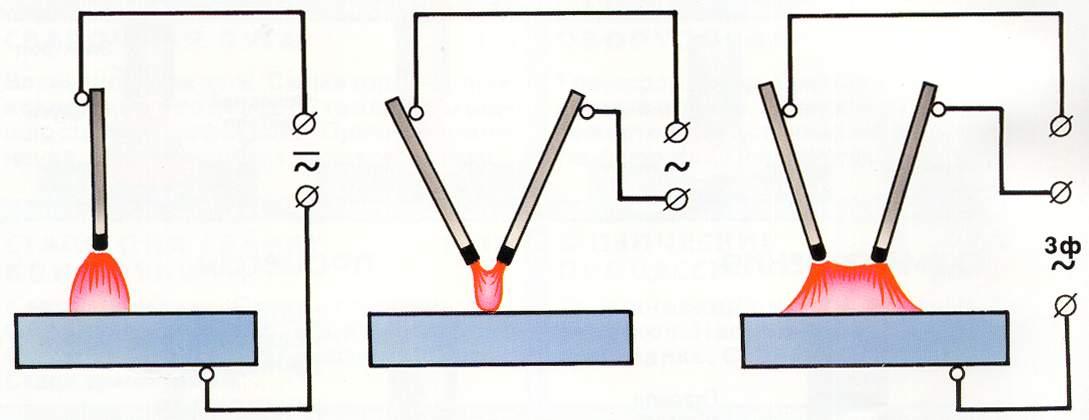 Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда “+” и “-”
В зависимости от того, к какому гнезду будет подключаться масса, а к какому – электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому – электрод
Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
Эти правила просты и бесхитростны:
Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору
Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
После визуальной проверки установить ручку с регулятором силы тока на минимальное значение
Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
Характерные черты электродуговой сварки
Прежде чем разбираться с полярностью при сварке инвертором, следует понять базовые принципы сварочных технологий, с учетом влияния на рабочий процесс наиболее важных факторов.
Описание электродуговой сварки: обозначения всех компонентов
Электродуговой способ сварочных работ отличается от традиционного газового большим количеством важных особенностей. Одним из главных отличий можно считать температурный режим — температура создаваемой сварочным аппаратом дуги способна достигать +5000°С, что значительно больше значений плавления большинства известных металлов. Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Полярность при сварке предоставляет все возможности качества
Типы сварки
Аппараты для сварки обладают блоком выпрямительных диодов. Это обеспечивает постоянную силу тока, что является непременным условием для сварочных полуавтоматов, материалом для которых служит проволока. Если для аппарата нужны электроды, то это обозначает опцию и возможность применения в процессе работы всех их марок. А полярность при сварке – основа ее качества.
Применяя полуавтомат, надо соблюсти полярность подключения. Сварка под защитой газа омедненной проволокой осуществляется при помощи тока прямой полярности. Фактически это означает:
- на держак подается минус;
- на само изделие – плюс.
Сила тока идет на него от проволоки. Изделие нагревается по сравнению со сварочной проволокой сильнее. В результате площадь свариваемого участка увеличивается. Он нуждается в значительном нагреве с целью формирования ванны для сварки. Проволока, которая обладает меньшей площадью, быстро расплавляется. Она попадает в нужное место уже расплавленной каплей. Током, протекающим от минуса к плюсу, увлекается расплавленный материал, образуется подходящая сварочная ванна.
Проволока, которая обладает меньшей площадью, быстро расплавляется. Она попадает в нужное место уже расплавленной каплей. Током, протекающим от минуса к плюсу, увлекается расплавленный материал, образуется подходящая сварочная ванна.
Работая полуавтоматом вне защитной газовой среды, необходимо применять особую флюсовую (порошковую) проволоку. В таком случае меняется полярность подсоединения «массы» и держака. На последнем – плюс, а на «массе» — минус. Температура плавления флюса приблизительно соответствует температуре плавления металла. Чтобы добиться образования качественного шва, нужно, чтоб сгорел флюс. После чего ожидаются два следующих этапа:
- Должно появиться газообразное облачко.
- В его среде будет осуществляться процесс сварки.
Сила тока направляется к плюсу от минуса, и падение капли металла оказывается более низким. Как раз это обусловит меньший прогрев металла для сварки. Ведь его охлаждение не производится защитной газовой средой. По этой причине образование сварочной ванны почти не отличается от процесса сварки в среде газа. Сварка переменным током несет с собой свои преимущества. Она не имеет расхождения с дугой относительно первоначальной оси. А на качество шва как раз воздействует отклонение дуги.
По этой причине образование сварочной ванны почти не отличается от процесса сварки в среде газа. Сварка переменным током несет с собой свои преимущества. Она не имеет расхождения с дугой относительно первоначальной оси. А на качество шва как раз воздействует отклонение дуги.
Работая с генератором на переменном токе, несложно заметить: полярность его циклически меняется. Циклам присуща частота 50 Гц. Она, поднявшись до плюсового напряжения, может упасть до нуля либо опуститься до отрицательного показателя. Напряжение изменяется от плюса к минусу и наоборот.
Сваривая цветной металл и нержавейку
При сварке цветных металлов, включая алюминий, пользуются особым вольфрамовым электродом. При этом применяют в процессе сварки прямую полярность, минус на электроде. Данный тип подключения дает шанс иметь нужную температуру в зоне нагрева. Это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
Полярность напрямую при сварке способствует получению:
- узкой электрической, более концентрированной дуги;
- более основательного проплавления металла, а также стали из нержавейки;
- более качественного шва.
Есть также у процесса и немаловажная экономическая составляющая. Применяя дорогостоящий электрод из вольфрама меньшего диаметра, можно попутно добиться снижения затрат на газ. Если же подсоединить электрод из вольфрама при сварке в обратной полярности, то есть на держателе – с плюсом, то шов окажется менее глубоким. У этого метода имеются свои преимущества. Сваривая тонкие пластины, можно не бояться прожечь насквозь материал из цветного металла и нержавейки.
Существенным недостатком становится только эффект магнитного дутья. Получающаяся дуга выходит блуждающей, а шов – не очень герметичным и привлекательным. Пользуясь переменным током, нужно применять электроды для переменки. Сварщики, мастера своего дела, применяют постоянный ток. С его помощью сварка образует однонаправленный поток электронов.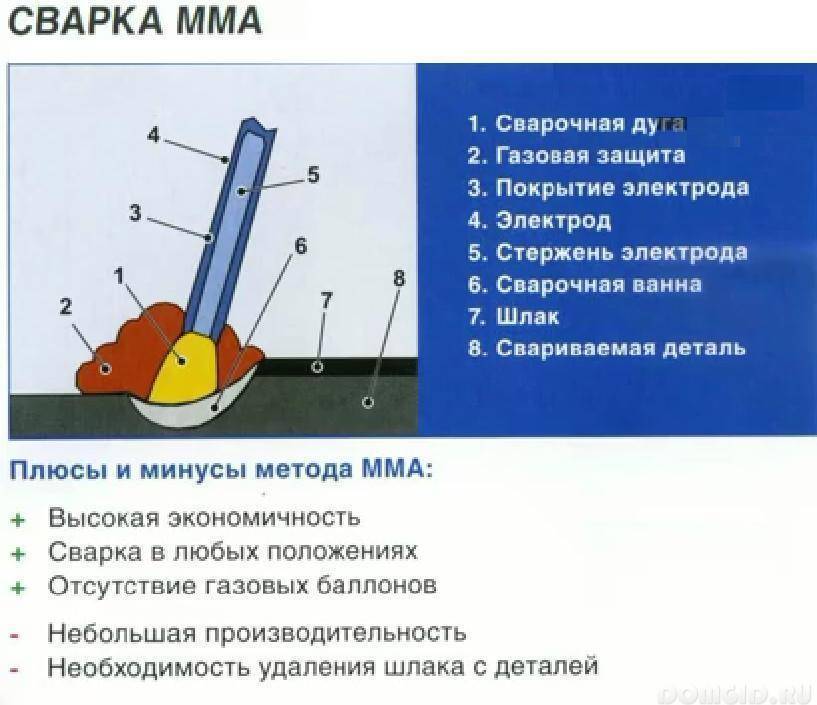 Полярность обеспечивает качество сварки материала, в том числе нержавейки.
Полярность обеспечивает качество сварки материала, в том числе нержавейки.
Прямая полярность получается, когда с изделием соединяют «плюс» источника тока. Если соединяют электрод, то тогда налицо обратная полярность. Пользуясь сварочным инвертором, можно самому выбрать на нем полярность. Она определит для сварки направление маршрута для потока электронов. Фактически определяется подключением проводов к отрицательной и положительной клеммам. При сваривании полярность обратная означает:
- на клемме земля – минус;
- на электроде – плюс.
Ток направляется к положительному от отрицательного контакта. По данной причине электроны идут на электрод от металла. В итоге сильно нагревается конец электрода. Для традиционной сварки эффективно применяют минус на клемме, а плюс – на электроде. При сваривании полярность прямая предполагает плюс на клемме земля, минус – на электроде. Ток движется к металлу от электрода. Металл – горячий, а электрод – холодный. Такая особенность нашла применение в особых электродах, предназначенных для ускоренной сварки листов нержавейки.
Такая особенность нашла применение в особых электродах, предназначенных для ускоренной сварки листов нержавейки.
Особая важность полярности при сварке
Ясно, что сварка на переменном токе не зависит от того, какой выбран зажим трансформатора для присоединения электрода и изделия. А вот постоянным током по давней традиции сваривают одним из двух способов. С прямой полярностью электрод, подключенный к отрицательному полюсу, становится катодом.
В анод превращается изделие, подключенное к положительному полюсу. Обратная полярность означает, что электрод после подключения к положительному полюсу является анодом. Катод в данном случае – это изделие, подключенное к отрицательному полюсу.
Материал электрода определяет характер дуги между плавящимися электродами из металла и неплавящимися электродами (вольфрамовыми либо угольными). Сварочной дуге присущ ряд как технологических, так и физических свойств. От них почти полностью зависит результат применения при сварке дуги. К свойствам физическим относят:
К свойствам физическим относят:
- световые и электрические;
- температурные и электромагнитные;
- кинетические.
Главные технологические свойства включают три разновидности:
- Саморегулирование.
- Пространственную устойчивость.
- Мощность дуги.
Для поддержки горения дуги надо получить электрически заряженные частицы в пространстве между имеющимися электродами. Эти частицы представляют собой электроны, отрицательные и положительные ионы. Процесс их образования называют ионизацией. Газ, который содержит ионы и электроны, называют ионизированным.
Дуговой промежуток ионизируется при зажигании дуги, постоянно поддерживается во время ее горения. В дуговом промежутке обычно выделяют такие области:
- катодную;
- анодную;
- область дугового разряда (столб дуги).
В анодной области имеет место существенное падение напряжения, которое вызвано скоплением возле электродов заряженных частиц (пространственных зарядов). На поверхности катода и анода происходит образование электродных пятен. Они представляют собой своеобразный фундамент столба дуги. Через них проходит путь тока к сварке. Электронные пятна отличаются яркостью свечения.
На поверхности катода и анода происходит образование электродных пятен. Они представляют собой своеобразный фундамент столба дуги. Через них проходит путь тока к сварке. Электронные пятна отличаются яркостью свечения.
Сварка имеет общую длину дуги, которая состоит из суммы длин трех областей. Общее напряжение сварочной дуги образует сумма падений напряжения в каждой из областей дуги. Зависимость напряжения от длины дуги представляет сумму падения напряжения в прианодной и прикатодной областях. Удельное падение в дуге напряжения соотносится с 1 миллиметром столба дуги. А главной характеристикой дуги при сварке считается тепловая мощность источника нагрева.
Ее эффективность определяется количеством теплоты, которое вводится в металл (не исключая нержавейки) за определенную единицу времени и расходуется на его нагрев. Тепловая мощность – часть совокупной тепловой мощности дуги, из которой небольшая доля теплоты тратится непроизводительно:
- на нагрев разбрызгивающихся капель;
- излучение;
- на теплоотвод в металле.

Отношение результативной тепловой мощности источника теплоты к полной является в процессе нагрева коэффициентом полезного действия.
Технология дуговой сварки
Популярность дуговой сварки неоспорима. Она различается по признакам:
- по виду электродов;
- по виду применяемого тока;
- по среде, где имеет место дуговой разряд.
Для ремонта кузовов авто широко применяется дуговая сварка полуавтоматом в газовой защитной среде. Для индивидуального использования самой доступной считается ручная дуговая сварка. Она осуществляется плавящимися электродами на постоянном либо переменном токах. Предоставляет отличный шанс сварить в непроизводственной обстановке большую часть разновидностей сталей, не исключая нержавейки.
Расстояние между дном кратера и поверхностью главного металла считается глубиной его проплавления или глубиной провара. Она зависит:
Она зависит:
- от скорости перемещения дуги;
- величины тока сварки.
Если длина сварочной дуги не больше, чем диаметр стержня электрода, то дугу называют короткой или нормальной. Она способна гарантировать превосходное качество сварного шва. Дугу, имеющую большую протяженность, считают длинной. Чересчур значительное наращивание длины дуги приводит к снижению качества сварки. Влияние электромагнитного поля приводит к отклонению дуги от намеченного направления. Это явление назвали магнитным дутьем.
Электрод в ходе процесса перемещается поперек и вдоль сварного шва в направлении оси, чтобы сохранить намеченную длину дуги. Ускоренное движение электрода приводит к появлению неплотного, неровного и узкого шва. При замедлении движения появляется опасность пережога металла, в том числе нержавейки. Ширина большого шва не должна превышать 15 миллиметров, ниточного – на два-три миллиметра больше в сравнении с диаметром электрода.
Сварные швы по своей форме могут быть:
- нахлесточными,
- тавровыми,
- угловыми,
- стыковыми.
По протяженности швы делятся на прерывистые и сплошные. По пространственному положению они имеют четыре разновидности:
- Потолочные.
- Вертикальные.
- Горизонтальные.
- Нижние.
Источники питания: генератор, выпрямитель, сварочный трансформатор – при внешней характеристике представляют связь величины тока нагрузки с напряжением на выходных зажимах. Вольтамперная характеристика дуги – это зависимость между током дуги и напряжением в статическом режиме. Внешние характеристики генераторов для сварки считаются падающими.
Длина дуги определяется напряжением. Напряжение будет выше, если сварочная дуга длинней. Равное изменение длины дуги (падение напряжения) означает, что при различной внешней характеристике источника изменение тока при сварке неодинаково. Лучше характеристика – значит, длина сварочной дуги оказывает меньшее влияние на ток для сварки.
Похожие статьиИНВЕРТОР 500 Вт С ЗАЩИТОЙ ОТ ОБРАТНОЙ ПОЛЯРНОСТИ
инвертор силы500W с предохранением от обратной полярности
Привет друзья.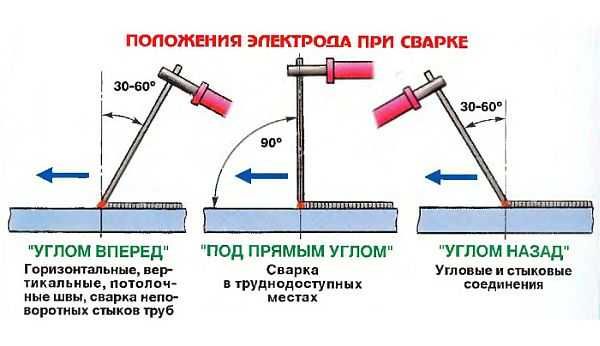 У меня есть ИБП TG500, но у него есть некоторые проблемы, поэтому я использую его трансформатор, MOSFET, диод, конденсатор для создания нового инвертора. Я надеюсь тебе понравится.
У меня есть ИБП TG500, но у него есть некоторые проблемы, поэтому я использую его трансформатор, MOSFET, диод, конденсатор для создания нового инвертора. Я надеюсь тебе понравится.
В видео ниже я покажу вам, как сделать инвертор на 500 Вт. С электрической составляющей от UPS Tg500.
Создайте печатную плату с моим файлом Gerber
Я использую программное обеспечение Eagle для создания макета и файла gerber, после чего я загружаю его на https://jlcpcb.com/m для изготовления печатных плат онлайн, вы можете сделать это самостоятельно дома. Вы можете скачать все файлы здесь, включая файлы Schematic (TG500) в формате gerber и PDF.
Подготовьте компонент и припаяйте к печатной плате. Вы можете заказать их на сайте LCSC.COM
(IRF95N03 SMD X2) STD45N10F7 SMD X2: https://bit.ly/2Jy6x1b
R 10 000 X2: https://bit. ly/2P2XR9c
ly/2P2XR9c
R 10 X3: https://bit.ly/2CZmTyW
R 1K: https://bit.ly/2SG20xS
UPS TG500 ТРАНСФОРМАТОР: Взять из старой платы TG500
ДИОД MUR 460 X4: https://bit.ly/2QeNoUN
R 0,47 / 2 Вт: https://bit.ly/2CVP7KS
Переменный резистор Trimpot 6MM 5K: https://bit.ly/2qob65F
КОНДЕНСАТОР 450 В/100 мкФ: https://bit.ly/2EZeDS2
КОНДЕНСАТОР 3300 мкФ/35 В: https://bit.ly/2PGxqpu
ВЕНТИЛЯТОР 12 В: https://bit.ly/2SH6Bjj
IRF3205 X2: https://bit.ly/2PzDv72
Заголовок 2P Xh3.54-2P X3: https://bit.ly/2JxSVTB
2,54 мм 1X40P Однорядный изогнутый на 90 градусов игольчатый разъем: https://bit.ly/2yON8oK
SG3525 (KA3525): https://bit.ly/2Rt8lvl
КОНДЕНСАТОР 10 мкФ/16 В: https://bit.ly/2qpQLN7
КОНДЕНСАТОР 104 X2: https://bit.ly/2P17c18
КОНДЕНСАТОР 102: https://bit.ly/2QeOhN7
20 000 р : https://bit. ly/2zx0w0r
ly/2zx0w0r
R 47: https://bit.ly/2qscPXn
R 150 X4: https://bit.ly/2JxTcWD
Мой инвертор имеет выходное напряжение 310 В постоянного тока. Я могу запустить телевизор, ноутбук, компьютер не может запустить вентилятор, двигатель переменного тока Будьте осторожны с высоким электрическим напряжением
ЗАЩИТА ОТ ОБРАТНОЙ ПОЛЯРНОСТИ
Новый класс силовых инверторов может означать более дешевые и быстрые гибридные автомобили — ScienceDaily
Благодаря лабораторному прорыву, когда-то считавшемуся невозможным, доцент Университета Индианы и Пердью из Индианаполиса изобрел новый класс силовых инверторов, которые могут сделать более дешевыми и эффективными продукты возобновляемой энергетики на рынке.
Профессор Афшин Изадиан, научный сотрудник Центра возобновляемых источников энергии Ричарда Г. Лугара в IUPUI, изобрел силовой инвертор, в котором используется всего один переключающий транзистор и который генерирует напряжение бесконечного уровня.
Силовые инверторы лежат в основе нескольких технологий использования возобновляемых источников энергии. Солнечная энергия, аккумуляторные батареи, электромобили, электроприводы и производственные роботы — все они используют инверторы для эффективного производства энергии переменного тока.
Однако инверторы тока с несколькими переключающими транзисторами генерируют ограниченные уровни напряжения, имеют большой вес, генерируют нежелательные гармоники (частоты напряжения) и требуют фильтров для снижения вредного воздействия на электрическую сеть.
ИзобретениеИзадиана, результат творческой реконфигурации электрической цепи во время лабораторного эксперимента, должно было сделать инверторы дешевле, легче и, следовательно, более эффективными, чем существующие модели.
«Захватывающий момент любого исследования — это когда ваши мысли, проекты и реализации оказываются правильными, и вы достигаете цели», — сказал Изадиан. «Изменение полярности напряжения по запросу может показаться не очень захватывающим, но становится все более важным, если вы можете выполнить это, поддерживая желаемые амплитуды напряжения. »
Изадиан, имеющий докторскую степень в области электротехники и бывший научный сотрудник Калифорнийского университета в Лос-Анджелесе, преподает в Инженерно-технологической школе Пердью в IUPUI. Изучая, как создаются уровни напряжения и полярности в инверторах, он сделал свое открытие. В творческий момент на своем лабораторном столе он начал реконфигурировать схему инвертора и открыл новую технику свойств для создания бесконечных уровней напряжения и инвертирования полярности напряжения силовых цепей. Это открытие, в свою очередь, приводит к выводу, который исследователь использовал для создания нового класса инверторов.
Мало того, что стендовые испытания сработали, они привели к открытию нескольких других схем и контроллеров для мощных инверторов с меньшими потерями при переключении, более высокими характеристиками напряжения и более легкими переконфигурированными схемами.
Например, благодаря изобретению Изадяна значительно снижены нежелательные гармоники. Это означает, что производители автомобилей могут уменьшить размер и изоляцию тяговых двигателей, чтобы сделать электромобили дешевле. Размер и вес силовой электроники также могут быть уменьшены, что может повысить экономию топлива в гибридных автомобилях и автобусах.Такие преимущества приводят к более широкому внедрению экологически чистых технологий и более доступной возобновляемой энергии для домов, автомобилей и предприятий.
«Центр Лугара является огромным вкладом в творческий и инновационный исследовательский процесс школы», — сказал Дэвид Дж. Руссоманно, декан Инженерно-технологического факультета. «Мы в восторге от работы доктора Изадяна и возможности того, что его инвертор может повлиять на рынок возобновляемых источников энергии. Его усилия являются типичным примером передовых исследований, которые улучшают имидж и репутацию школы и позволяют нам конкурировать на рынке возобновляемых источников энергии. арена.»
Работа Изадиана находится на рассмотрении в техническом журнале, и несколько крупных компаний проявили интерес к новым инверторам.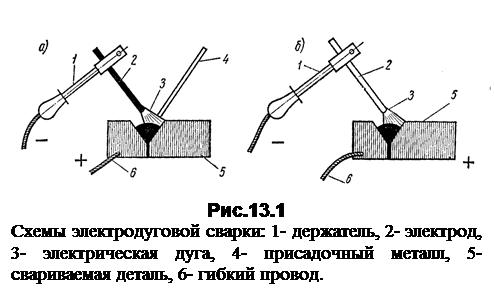 Они заинтересованы в том, как прорыв Izadian может привести к более простым, дешевым и компактным системам с более высокой производительностью, чем современные технологии.
Они заинтересованы в том, как прорыв Izadian может привести к более простым, дешевым и компактным системам с более высокой производительностью, чем современные технологии.
Изадиан имеет несколько патентов на свое изобретение и ищет финансирование для исследований, чтобы завершить разработку анализа и контроля, необходимых для коммерческой жизнеспособности. Продукты могут быть готовы к выходу на рынок всего за три года.
Источник истории:
Материалы предоставлены Университетом Индианы . Примечание. Содержимое можно редактировать по стилю и длине.
AC/DC Полярность
Знаете ли вы, что означают переменный ток (переменный ток) и постоянный ток (постоянный ток) на вашем сварочном аппарате и электродах? Ну, в основном эти термины описывают полярность электрического тока, который создается сварщиком и проходит через электрод. Выбор электрода с правильной полярностью оказывает реальное влияние на прочность и качество вашего сварного шва — так что читайте дальше и убедитесь, что вы понимаете разницу! Для дополнительной уверенности попробуйте выполнить два теста в конце статьи, чтобы определить полярность.
В магазине используются термины «прямая» и «обратная» полярность. Они также могут быть выражены как «электрод-отрицательная» и «электрод-положительная» полярность. Последние термины являются более описательными и будут использоваться в этой статье.
Полярность возникает из-за того, что электрическая цепь имеет отрицательный и положительный полюса. Постоянный ток (DC) течет в одном направлении, что приводит к постоянной полярности. Переменный ток (AC) течет половину времени в одном направлении и половину времени в другом, меняя свою полярность 120 раз в секунду с током частотой 60 герц.
Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Воздействие различных химических веществ в покрытии может изменить это состояние. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки.Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки.Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Использование сварочного аппарата трансформаторного типа потребовало разработки электрода, который мог бы работать при любой полярности из-за постоянного изменения полярности в цепи переменного тока. Хотя переменный ток сам по себе не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие на электроде указывает, какая полярность является наилучшей, и все производители указывают рекомендуемую полярность на контейнере с электродом.
Для надлежащего провара, равномерного внешнего вида валика и хороших результатов сварки необходимо соблюдать правильную полярность при сварке любым металлическим электродом. Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, трудностям в управлении дугой, перегреву и быстрому возгоранию электрода.
Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, трудностям в управлении дугой, перегреву и быстрому возгоранию электрода.
Большинство машин имеют четкую маркировку в отношении того, что представляют собой клеммы или как их можно установить для любой полярности. На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо менять кабельные наконечники.Если есть какие-либо вопросы относительно того, используется ли правильная полярность или какая полярность установлена на машине постоянного тока, есть два легко выполняемых эксперимента, которые вам ответят. Первый заключается в использовании угольного электрода постоянного тока, который будет корректно работать только при отрицательной полярности. Во-вторых, использовать электрод Fleetweld 5P, который лучше работает при положительной полярности, чем при отрицательной.
Проверка полярности:
A. Определение полярности с помощью угольного электрода
1. Очистите основной металл и расположите горизонтально
Очистите основной металл и расположите горизонтально
2. Сформируйте кончики двух угольных электродов на шлифовальном круге так, чтобы они совпадали с постепенным конусом, отходящим на 2 или 3 дюйма от наконечника дуги
3. Зажмите один электрод в электроде держатель близко к конусу
4. Установите силу тока от 135 до 150
5. Отрегулируйте любую полярность
6. Зажгите дугу (используйте экран) и удерживайте ее в течение короткого времени. Измените длину дуги с короткой на длинную, чтобы обеспечить наблюдение за действием дуги
7. Наблюдайте за действием дуги.Если полярность отрицательная (прямая), дуга будет стабильной, простой в обслуживании, однородной и конической формы. Если полярность положительная
(обратная), дугу будет трудно поддерживать, и на поверхности основного металла останется черный налет
8. Измените полярность. Другим электродом зажгите дугу и удерживайте такое же время. Наблюдайте за дугой, как и раньше
9. Осмотрите концы двух электродов и сравните.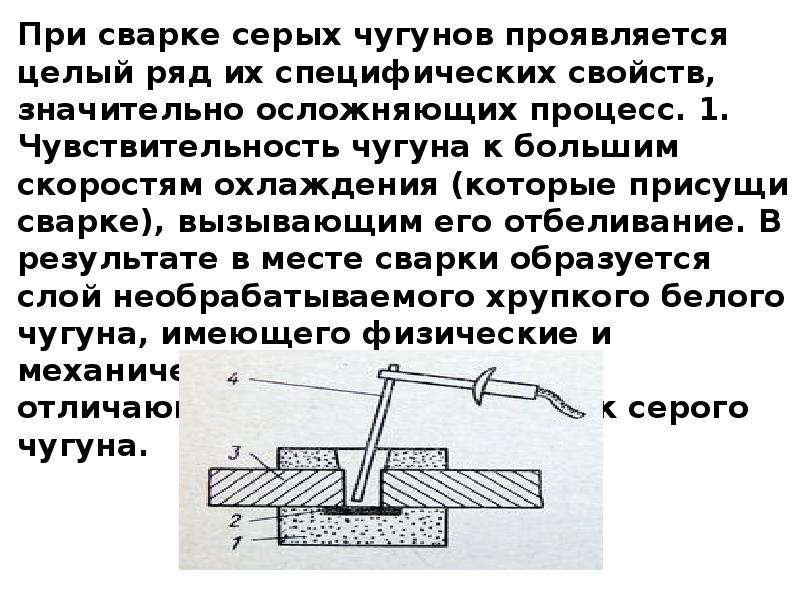 Тот, что используется на отрицательной полярности, будет равномерно сгорать, сохраняя форму.Электрод, используемый на положительной полярности, быстро сгорит тупым
Тот, что используется на отрицательной полярности, будет равномерно сгорать, сохраняя форму.Электрод, используемый на положительной полярности, быстро сгорит тупым
B. Определение полярности по металлическому электроду (E6010)
1. Очистите основной металл и расположите горизонтально
2. Установите силу тока в диапазоне от 130 до 1455 для электрода 5/32 дюйма
3. Отрегулируйте любую полярность
4. Зажгите дугу. Удерживайте нормальную длину дуги и стандартный угол наклона электрода и запустите валик
5. Прислушайтесь к звуку дуги.Правильная полярность при нормальной длине дуги и силе тока приведет к нормальному потрескиванию.Неправильная полярность при нормальной
длине и силе тока приведет к неравномерному «потрескиванию» и «хлопкам» при нестабильной дуге
6. См. выше характеристики дуги и валика при использовании металлического электрода с правильной и неправильной полярностью
7. Отрегулируйте другой полярности и запустите еще одну бусину
8. Очистите бусины и проверьте. При неправильной полярности, отрицательном электроде, вы получите многие плохие характеристики валика, показанные в Уроке 1.6
Очистите бусины и проверьте. При неправильной полярности, отрицательном электроде, вы получите многие плохие характеристики валика, показанные в Уроке 1.6
9. Повторите несколько раз, пока не сможете быстро распознать правильную полярность
Инвертор источника тока — обзор
Инвертор источника тока (CSI)
Термин «инвертор источника тока» уже использовался для описания силовой цепи, показанной на рис.9.24, поэтому пришло время объяснить, что означает этот термин.
Это может быть излишним, но мы начнем с того, что подчеркнем, что термин «инвертор источника тока» не означает, что ток в звене никогда не изменяется, как это может сказать читатель, знакомый с источниками тока в других контекстах, особенно при малой мощности. электроника, можно подумать. В данном контексте это означает, что при нормальных рабочих условиях ток звена не может изменяться быстро, то есть незначительно в течение одного полного периода кривой тока двигателя, даже при самой низкой рабочей скорости.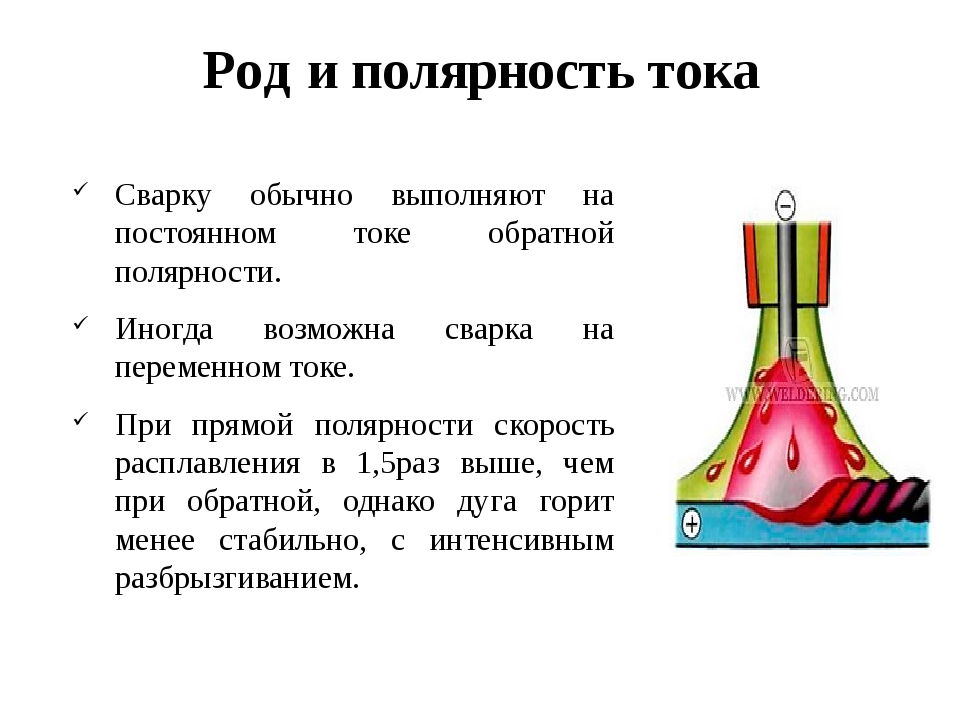 Читатель не удивится, узнав, что катушка индуктивности играет центральную роль в достижении такого положения вещей.
Читатель не удивится, узнав, что катушка индуктивности играет центральную роль в достижении такого положения вещей.
Мы уже много раз говорили в этой книге, что индуктивность в цепи приводит к тому, что форма волны тока становится намного более гладкой, чем форма волны напряжения (см., например, рис. 8.10), и что чем больше индуктивность, тем более плавной является сила тока. Нам нужно вспомнить, что напряжение на катушке индуктивности связано с током через нее уравнением
v=Ldidtordidt=vL
i.е. скорость изменения тока пропорциональна разности напряжений и обратно пропорциональна индуктивности.
Форма сигнала выпрямленного выходного напряжения выпрямителя со стороны питания обычно будет такой, как показано (слева) на рис. 9.26, на котором показан потенциал верхней части преобразователя (т. е. на левом конце индуктивности) по отношению к нижняя часть постоянного тока ссылка на сайт. Он имеет значительные пульсации в шесть раз выше частоты сети, а среднее напряжение (постоянного тока) составляет (В s ).
В то же время преобразователь со стороны двигателя (который подключен вверх ногами) инвертирует, и потенциал правого конца индуктора будет таким, как показано справа на рис. 9.26; среднее (постоянное) напряжение составляет (В м ). Обратите внимание, что всякий раз, когда мы хотим, чтобы ток в звене был постоянным, первое требование состоит в том, чтобы среднее напряжение на катушке индуктивности было равно нулю, а это означает, что V s должно быть равно V м , т.е. напряжение одинаковое для обоих преобразователей.Контроллер тока будет регулировать угол включения выпрямителя со стороны питания, чтобы добиться этого. (На практике разница напряжений будет небольшой из-за сопротивления катушки индуктивности.)
Мгновенное напряжение на индуктивности представляет собой разницу между двумя сигналами на рис. 9.26. Найти разницу было бы сложно, потому что две формы волны не синхронизированы во времени, но мы можем видеть, что на катушке индуктивности будут значительные напряжения, не в последнюю очередь внезапные ступенчатые изменения в результате каждой коммутации преобразователя питания.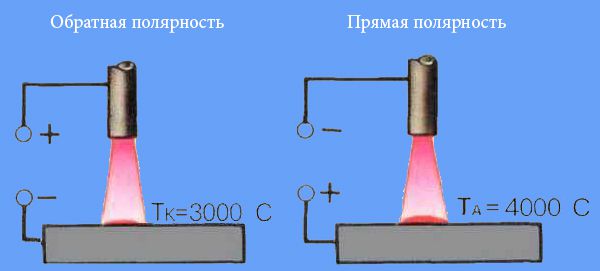 Если бы не было индуктивности, то, следовательно, были бы огромные ступенчатые изменения тока в цепи и резкие колебания крутящего момента двигателя. Следовательно, нам нужно решить, какой «пульсирующий» ток мы можем выдержать, и соответственно выбрать катушку индуктивности. На практике для большинства применений типична пиковая пульсация, скажем, 5% от номинального тока.
Если бы не было индуктивности, то, следовательно, были бы огромные ступенчатые изменения тока в цепи и резкие колебания крутящего момента двигателя. Следовательно, нам нужно решить, какой «пульсирующий» ток мы можем выдержать, и соответственно выбрать катушку индуктивности. На практике для большинства применений типична пиковая пульсация, скажем, 5% от номинального тока.
Выбрав индуктор для подавления пульсаций тока, неизбежно, что когда мы хотим повысить или понизить средний ток для изменения крутящего момента, индуктор будет препятствовать нашим усилиям, и реакция контура управления током будет более вялый.К счастью, в больших двигателях мы обычно не стремимся к управлению крутящим моментом с высокой пропускной способностью, поэтому компромисс приемлем.
Причина для описания «текущий источник» теперь должна быть более ясной. Несмотря на переключение тока в звене с одной фазы на другую, в котором мгновенная Э.Д.С. сильно отличается, ток в звене остается более или менее неизменным, так что создается впечатление, что ток в звене не зависит от нагрузки, которую мы ему предъявляем.
Как подключить батареи параллельно с преобразователем мощности или ИБП [Схемы подключения]
Подсоедините несколько батарей параллельно с инвертором мощности, солнечным гибридным инвертором или ИБП, чтобы увеличить его резерв.Если у вас есть инвертор с одной батареей, вы можете подключить несколько батарей параллельно, так как общее напряжение батареи останется прежним, а емкость увеличится. Убедитесь, что ваш инвертор мощности позволяет одновременно заряжать несколько параллельно соединенных аккумуляторов. Если зарядное устройство работает медленно, следует избегать подключения аккумуляторов большего размера. Проверьте технические характеристики инвертора или ИБП, чтобы узнать, можно ли увеличить зарядный ток, так как это поможет повысить зарядку аккумуляторов и сократить время до полной зарядки аккумуляторов.
Для справки мы объяснили, как подключить две, четыре, шесть, восемь или десять свинцово-кислотных (VRLA, AGM, гелевых, залитых) или литиевых аккумуляторов параллельно к устройствам резервного питания.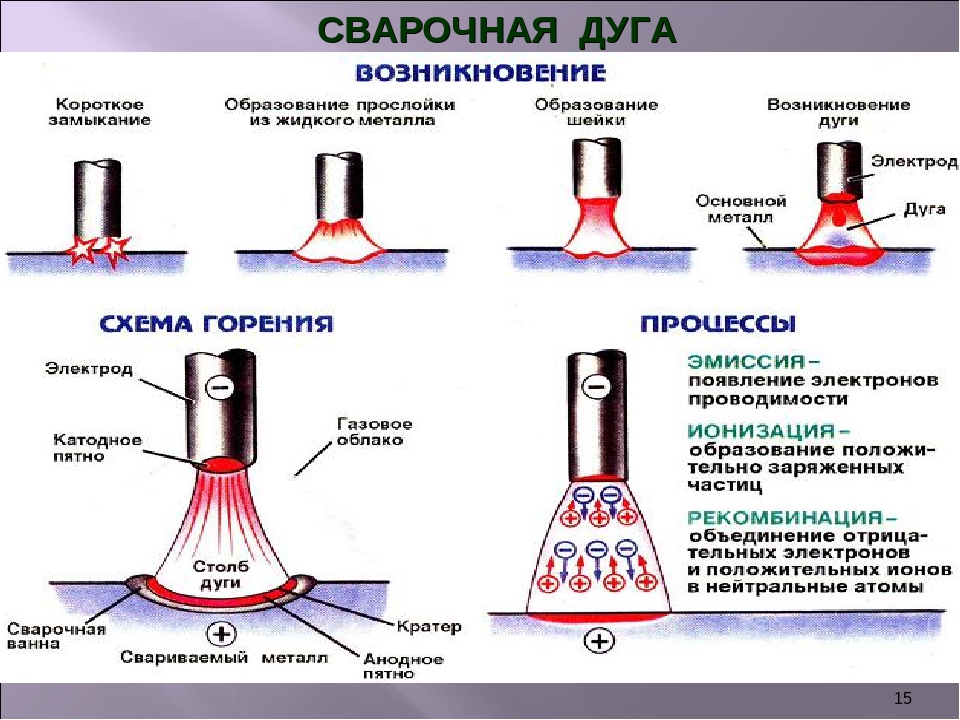 Вы можете подключить любое количество батарей параллельно, помня о нескольких вещах, которые обсуждаются в разделе «Подробное обсуждение» ниже. Обязательно прочтите его, чтобы получить дополнительную информацию о параллельном аккумуляторном блоке и информацию о безопасности.
Вы можете подключить любое количество батарей параллельно, помня о нескольких вещах, которые обсуждаются в разделе «Подробное обсуждение» ниже. Обязательно прочтите его, чтобы получить дополнительную информацию о параллельном аккумуляторном блоке и информацию о безопасности.
Две батареи, подключенные параллельно с преобразователем мощности или ИБП
2 Батареи, подключенные параллельно с преобразователем мощности / ИБП — Схема подключения
Четыре батареи, подключенные параллельно с преобразователем мощности или ИБП Схема подключения
Шесть аккумуляторов, подключенных параллельно с инвертором питания или ИБП
6 Аккумуляторов, подключенных параллельно с инвертором питания / ИБП. Схема подключения
Восемь аккумуляторов, подключенных параллельно с инвертором питания или ИБП
8 Аккумуляторов, подключенных параллельно с инвертором питания / ИБП — схема подключения
Десять аккумуляторов, подключенных параллельно с инвертором мощности или ИБП
10 аккумуляторов, подключенных параллельно с инвертором питания / ИБП — схема подключения
Важно:
— При подключении аккумуляторов к инвертору мощности или ИБП, пожалуйста проверьте его характеристики, чтобы узнать, какие батареи он может использовать. Не смешивайте батареи разных типов в параллельной упаковке.
– Каждый инвертор мощности или ИБП может заряжать батареи определенной емкости. Ваш инвертор может начать выдавать ошибку, если подключены батареи чрезмерной емкости. Даже несколько небольших батарей, соединенных параллельно, могут привести к чрезмерной емкости и вызвать проблемы.
– Никогда не подключайте несколько аккумуляторов последовательно-параллельно к инвертору, это может привести к перенапряжению. Например, если ваш преобразователь работает с аккумулятором на 12 В, не подключайте к нему аккумулятор на 24 В.
– Избегайте переполюсовки батареи. Это может повредить инвертор или ИБП, если он не имеет защиты от обратной полярности. Также при подключении кабелей к аккумуляторам следите за тем, чтобы не произошло короткого замыкания. Аккумуляторы большой емкости могут вызвать огромные искры и воспламенение. Так что будьте осторожны при подключении таких батарей друг к другу.
13 лучших инверторов с чистой синусоидой в 2021 году: обзоры и руководство покупателя
Renogy 3000 Вт 12 В инверторное зарядное устройство с чистой синусоидой и ЖК-дисплеем
Renogy 3000 Вт 12 В инвертор с чистой синусоидой
Мощный преобразователь мощности с чистой синусоидой Giandel 4000 Вт
Многие приборы работают только при подключении к сети переменного тока. Это нормально, когда вы подключены к сети, но что происходит, когда происходит отключение электроэнергии или когда вы отключаетесь от сети, и у вас есть только питание постоянного тока?
Страшно застрять в такой ситуации без электричества. Если у вас есть литиевая батарея, то инвертор с чистой синусоидой, который будет подключаться к ней и преобразовывать постоянный ток в переменный, станет вашим спасением.
Я был там раньше, поэтому я хотел помочь вам избежать такой ситуации, сделав обзор лучших синусоидальных инверторов этого года на нашем сайте.С помощью этого руководства по покупке я помогу вам выбрать подходящую систему.
Начнем.
Наши лучшие 13 инверторов с чистой синусоидой
1. ЛУЧШИЙ ОБЩИЙ ОБЩИЙ результат: Renogy 3000 Вт, 12 В, инвертор с чистой синусоидой, зарядное устройство с ЖК-дисплеем система 3-в-1 — это инвертор, переходное реле и преобразователь/зарядное устройство.
Он не только преобразует мощность постоянного тока в чистую мощность переменного тока, но также заряжает и поддерживает аккумуляторную батарею при переключении на питание от сети.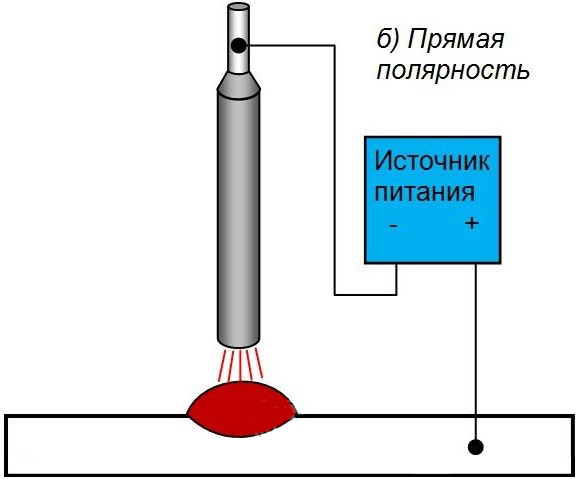
Я обнаружил, что это особенно полезно для меня, так как я регулярно подключаю свою лодку к электросети.
Самое приятное то, что у меня всегда было бесперебойное питание, и мне никогда не приходилось беспокоиться о том, что мои приборы внезапно сдохнут на мне в экстренной ситуации.
ПРОФИ- Импульсная мощность 9000 Вт
- Яркий ЖК-дисплей и светодиодный дисплей с множеством функций
- Настраиваемая зарядка батареи
- Работает с литиевыми батареями
Получите скидку 10%
Используйте код: GREENCITIZEN
2.Renogy 3000W 12V Pure Sine Wave Inverter
Renogy 3000W — еще один отличный вариант, потому что это способный чистый синусоидальный инвертор с импульсной мощностью 6000 Вт. Этого более чем достаточно для работы любого домашнего электроприбора.
Этого более чем достаточно для работы любого домашнего электроприбора.
И все же он удивительно компактен. Однажды я положил его в свою машину и забыл о нем, пока весь свет в моем доме не погас во время грозы, и, можете поспорить, я был безмерно благодарен за то, что он у меня был тогда.
Вместо одного этот инвертор поставляется с двумя охлаждающими вентиляторами, что позволяет использовать его при температуре до 158°F (70°C).
ПРОФИ- 3 розетки с тремя контактами
- Высокая производительность
- Проводной пульт дистанционного управления со светодиодными индикаторами
- Бесшумная работа
- Кабели батареи не входят в комплект
Получите скидку 10%
Используйте код: GREENCITIZEN
3.
 Giandel 4000W Heavy Duty Pure Sine Wave Inverter
Giandel 4000W Heavy Duty Pure Sine Wave InverterЭто чистые синусоидальные инверторы.Я пробовал один на открытом воздухе и в помещении, и он смог выполнить то, что обещал.
Его выходная мощность 4000 Вт распределяется через четыре розетки переменного тока, что более чем достаточно для любого автономного сценария. Было бы здорово, если бы он не сломался у меня всего через 3 месяца.
ПРОФИ- 4 розетки переменного тока
- Кабели аккумуляторов в комплекте
- Защита от неправильной полярности
- Легко ломается
- Краткое руководство
- Корпус мог бы быть более прочным за такую цену
4.
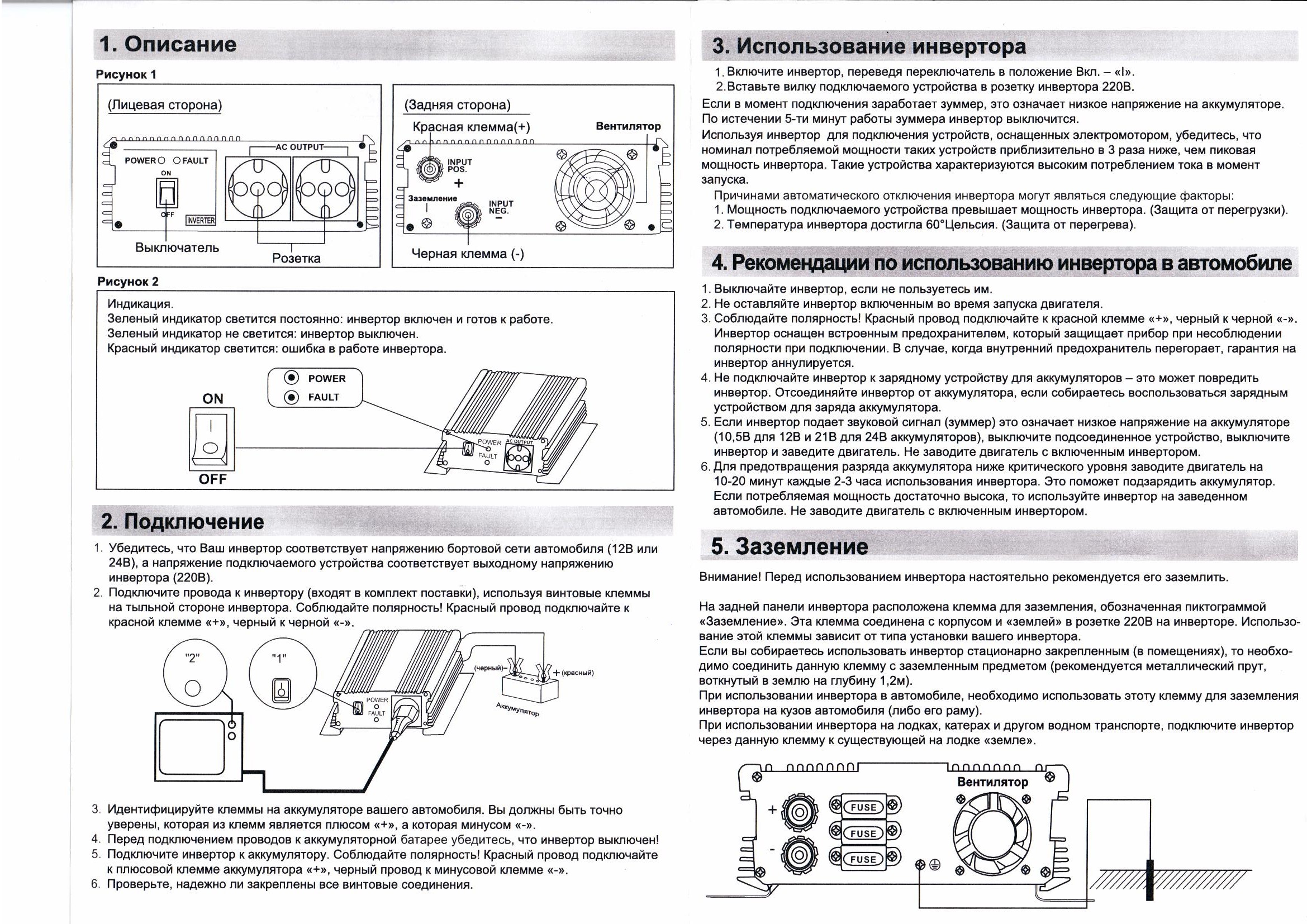 Инвертор EDECOA Pure Sine Wave Power Inverter 3500 Вт
Инвертор EDECOA Pure Sine Wave Power Inverter 3500 ВтЗа свою цену этот инвертор мощностью 3500 Вт от EDECOA оснащен множеством функций, а легко читаемый ЖК-дисплей сообщает вам, что происходит в любое время.
Четыре розетки переменного тока — это больше, чем мне обычно нужно, но мне не нравятся винтовые клеммы аккумулятора. Я бы предпочел видеть обычные болтовые и винтовые крепления.
Прилагаемое к нему руководство сбивает с толку, поддержки клиентов не существует, но, тем не менее, спустя 2 года система все еще работает.
ПРОФИ- Конкурентоспособная цена
- Хорошая производительность
- Нет портов USB
- Бесполезное руководство
- Плохая поддержка клиентов
5.
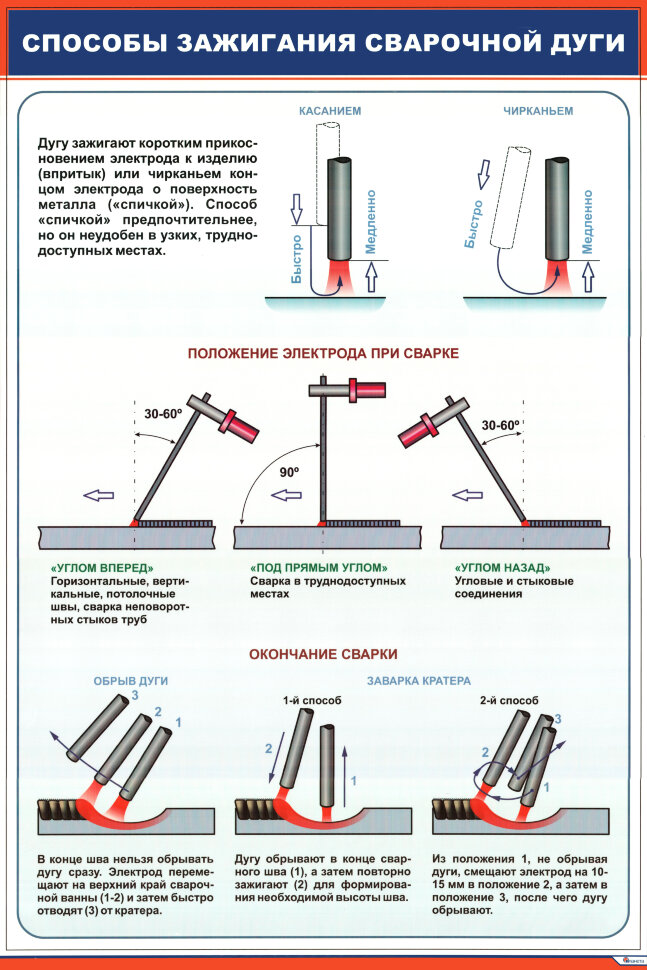 Инвертор Giandel 24 В, 2000 Вт, чистая синусоида
Инвертор Giandel 24 В, 2000 Вт, чистая синусоидаЭто устройство на 24 В, поэтому оно не работает со стандартными батареями на 12 В. Тем не менее, Giandel 2000W является одним из самых компактных инверторов с чистой синусоидой в нашем списке, поэтому вы можете легко взять его с собой в поход и использовать с портативными солнечными панелями.
Если вам нужно зарядить ноутбук или портативный холодильник, вы можете это сделать, но двух розеток переменного тока может быть недостаточно для использования в кемпере.
ПРОФИ- 2 порта USB
- 18 месяцев гарантии
Не может работать с автомобильным аккумулятором
- Не показывает потребляемую мощность
6.
 VertaMax Pure SINE Wave 1500 Вт
VertaMax Pure SINE Wave 1500 ВтЭтот комплект с инверторным блоком, кабелями аккумуляторной батареи длиной 3 фута и пультом дистанционного управления включает почти все, что вам нужно для автономной или сетевой установки.
Я был приятно удивлен, обнаружив дисплей, показывающий потребление переменного тока в реальном времени в этом ценовом диапазоне.
Помимо того, что при длительном использовании он становился все горячее, у меня не было проблем с VertaMax. К сожалению, я порекомендовал эту подруге, и она пришла сломанной к ее порогу.
На это распространяется гарантия, но ей сказали оплатить доставку, которая стоила целое состояние. Не круто.
ПРОФИУниверсальный комплект начального уровня
- Плохой контроль качества
- Отвратительная поддержка клиентов
- Слишком жарко
7.
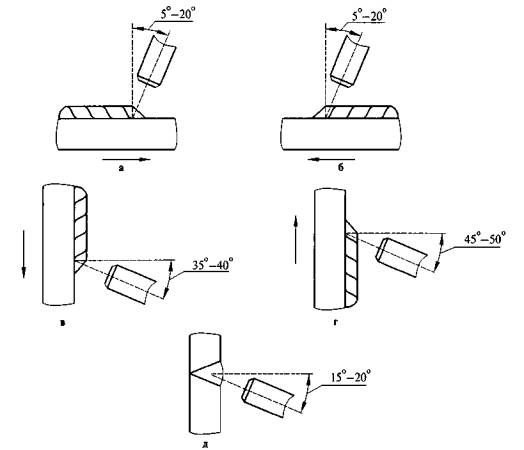 Инвертор мощности с чистой синусоидой SL Euthtion 3000 Вт
Инвертор мощности с чистой синусоидой SL Euthtion 3000 ВтЭтот комплект мощностью 3000 Вт с чистой синусоидой имеет привлекательный и гладкий корпус. Открыв упаковку, вы с удивлением обнаружите 12 запасных предохранителей и даже запасной USB-кабель.
К сожалению, есть только две розетки переменного тока, управляемые одним выключателем.
Мне также непонятно, почему я должен выключать устройство, прежде чем смогу использовать беспроводной пульт дистанционного управления.
ПРОФИ- Запасные предохранители
- Сдвоенные вентиляторы охлаждения
- Только 2 розетки переменного тока
- Неудобный беспроводной пульт дистанционного управления
- Разъемы и переключатели выглядят дешево
8.
 Инвертор Voltworks мощностью 1500 Вт с чистой синусоидой
Инвертор Voltworks мощностью 1500 Вт с чистой синусоидойТрех розеток переменного тока на этих инверторах мощностью 1500 Вт плюс 2 порта USB должно быть достаточно для питания вашей небольшой электроники, автомобильного пылесоса или мини-холодильника в случае чрезвычайной ситуации.
Тем не менее, этот блок слишком слаб для работы большинства электроинструментов или приборов с нагревательными элементами. Микроволновые печи, кондиционеры, электрические сковороды и даже лазерные принтеры потребляют мощность при запуске, которая до 7 раз превышает их рабочую мощность, и, вероятно, перегрузят Voltworks 1500 Вт.
ПРОФИ- Легкий
- Два порта USB
- Слишком слабый для большинства бытовых приборов
- Термозащита может срабатывать случайным образом
- Забавный запах при длительной работе
9.
 Инвертор GoWISE Power 1000 Вт с чистой синусоидой
Инвертор GoWISE Power 1000 Вт с чистой синусоидойПриобретайте это устройство только в том случае, если вы планируете использовать в своей палатке тостер, ноутбук или зарядное устройство для телефона, но не одновременно.
Хорошо, что он весит всего 6 фунтов, так что вы даже не заметите, что он находится среди вашего туристического снаряжения, спрятанного в вашем автомобиле. Однако эти инверторы получают большой минус в производительности и универсальности.
ПРОТИВ- Слабая выходная мощность
- Не обеспечивает фактическую мощность 1000 Вт
- Громкие вентиляторы
10. Novopal Power Inverter Pure Sine Wave-1500 Watt
Если у вас ограниченный бюджет, возможно, вам повезет больше, чем мне, и вы получите устройство, которое действительно работает.Короче говоря, я был настойчив и попросил вернуть свои деньги.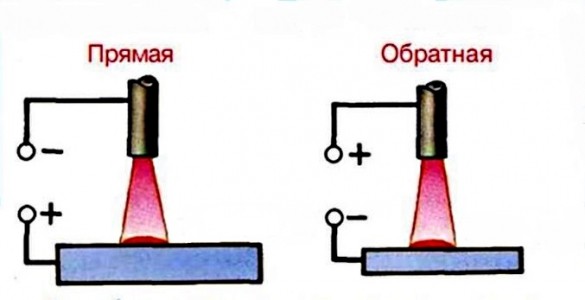
Интернет-покупатели дали неоднозначные отзывы о Novopal 1500W. Я виню в этом плохой контроль качества на заводе.
Так или иначе, четыре выходных порта 120 В должны работать нормально, пока вы следите за мощностью.
ПРОТИВ- Сомнительный контроль качества
- Низкая производительность большинства бытовых приборов
- Иногда выдает более низкое напряжение
11.AIMS Power 2000 Watt Pure Sine DC to AC Power Inverter
По цене лучшего продукта в этом списке вы ожидаете, что сможете подключить несколько устройств. Однако AIMS Power 2000W дает вам только две розетки GFCI.
Если вы живете в жарком климате, выберите другого производителя, так как эти инверторы регулярно отключаются, когда рабочая температура достигает 104°F (40°C).
ПРОТИВ- Ненадежный пульт
- Легко перегревается
- Только 2 розетки GFCI
12.
 Kinverch 2000W Pure Sine Wave Inverter
Kinverch 2000W Pure Sine Wave InverterРекламируемый как мощное устройство с четырьмя портами переменного тока и выходной мощностью 2000 Вт, Kinverch разочаровывает даже в ценовом диапазоне менее 100 долларов.
Вентиляторы постоянно борются с перегревом и иногда работают громче, чем портативный генератор.
Он будет работать с DVD-плеером и старыми ноутбуками, но забудет о любом типе кухонного оборудования или электроинструмента.
ПРОТИВ- Низкая импульсная мощность
- Частые сигналы неисправности
- Отсутствующая служба поддержки клиентов
13.WZRELB Инвертор с чистой синусоидой мощностью 3000 Вт
Потратьте свои с трудом заработанные доллары в другом месте и приобретите себе надежный и работающий блок постоянного/переменного тока, который действительно работает.
Номинальная мощность 3000 Вт явно фальшивая и, вероятно, выбрана только потому, что она есть у других крутых инверторов.
Я попытался запустить кофейник, но меня насторожил не запах кофе, а запах горящего пластика.
ПРОТИВ- Даже близко не 3000 Вт
- Выглядит дешево
- Бесполезное руководство
На что обратить внимание перед покупкой инвертора с чистой синусоидой
Мощность
Первое, на что следует обратить внимание, это номинальная мощность.Проверьте руководства или наклейки с техническими характеристиками на задней панели ваших приборов, чтобы узнать, сколько энергии переменного тока вам точно нужно.
Инвертора мощностью до 1000 Вт достаточно для ноутбуков и зарядных устройств для телефонов, игровых консолей и мелкой электроники, а на 3000 Вт можно даже подключить кондиционер или электрическую бензопилу.
Чем больше мощность, тем больше энергии может преобразовать устройство.
Выходное напряжение
Это просто — вам нужен инвертор, совместимый со всеми устройствами, которые вы планируете использовать.Для устройств, продаваемых в США и соседних странах, требуется стандартное выходное напряжение 110 В или 120 В.
Количество розеток
Если вам нужен мощный инвертор с чистым синусоидальным сигналом, обязательно выберите тот, который оснащен большим количеством выходных портов, чтобы вы могли запускать или заряжать несколько устройств одновременно. Помимо наличия 3 розеток переменного тока, некоторые инверторы на рынке даже имеют несколько портов USB.
Полезные функции
Высококачественный инвертор оснащен функциями безопасности, которые защищают ваше устройство от перегрева, перенапряжения, короткого замыкания и т. д.
ЖК-дисплей не является обязательным, но приятно иметь возможность в любое время считывать текущее потребление энергии.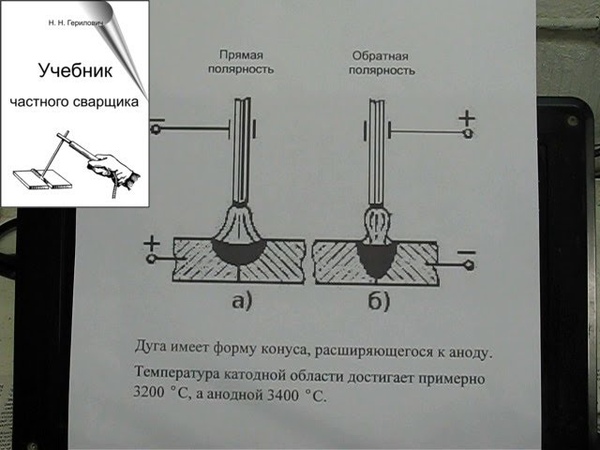
Гарантия
Надежная гарантия — это четкое указание на то, что вы покупаете надежный и качественный продукт от надежной компании, которая заменит или отремонтирует ваше устройство, если возникнет какая-либо проблема.
Цены на инверторы с чистой синусоидой
- 100 долларов или меньше: За эти деньги вы можете найти приличный инвертор мощностью 1000 Вт или меньше.Если вам нужен чистый синусоидальный блок для вашего автомобиля, в этом диапазоне есть множество доступных вариантов.
- Диапазон от 100 до 500 долларов: Это то, что вы, вероятно, заплатите за большинство чистых синусоидальных инверторов на рынке. Обычно они генерируют от 1000 до 2000 Вт, поэтому вы можете использовать их для питания приборов в автономной каюте, доме на колесах или на лодке.
- От 500 долларов: За эти деньги вы получите сверхмощный инвертор мощностью от 3000 до 12000 Вт. Эти инверторы являются наиболее надежными и стабильными блоками переменного тока, которые легко могут питать небольшой дом.
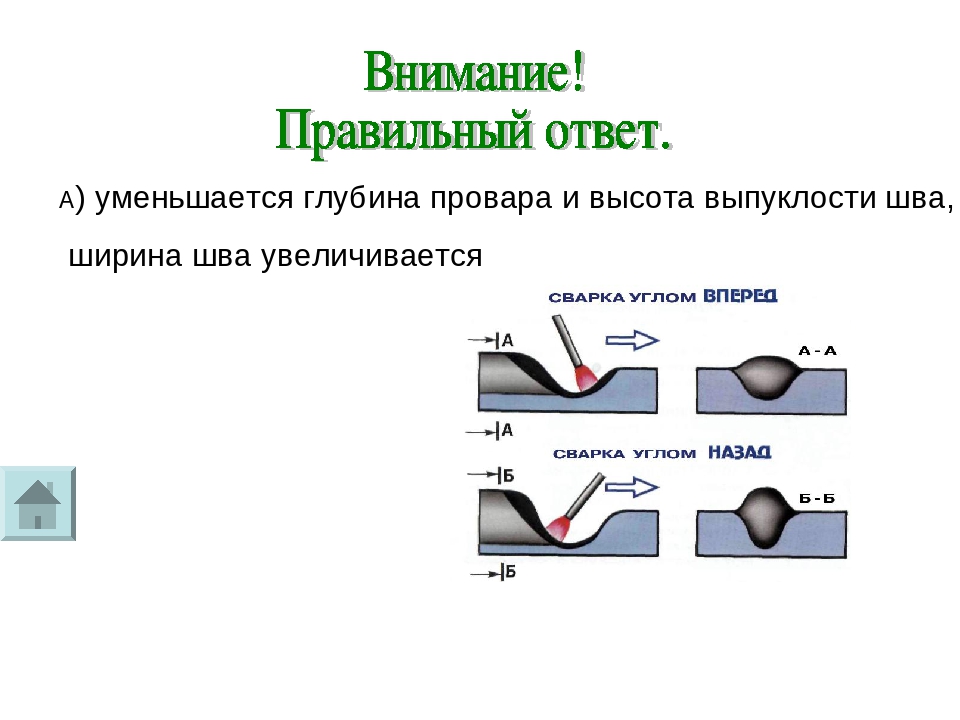 Эти инверторы являются наиболее надежными и стабильными блоками переменного тока, которые легко могут питать небольшой дом.
Эти инверторы являются наиболее надежными и стабильными блоками переменного тока, которые легко могут питать небольшой дом.Что такое инвертор с чистой синусоидой и для кого он нужен?
Чистый синусоидальный инвертор — это устройство, которое преобразует постоянный ток (DC), например, то, что вырабатывается солнечной системой или батареями RV, в полезный переменный ток (AC), который используется большинством бытовых приборов.
Эти «чистые синусоидальные волны» компенсируют плавное и стабильное напряжение, как в электросети.
Практически это означает, что вы можете использовать свои приборы, где бы вы ни находились.Просто подключите их, как дома.
Во многих случаях инвертор с чистой синусоидой идеально подходит для людей, живущих вне сети или путешествующих в своем доме на колесах.
Как работает инвертор с чистой синусоидой?
Инвертор с чистой синусоидой преобразует постоянный ток в переменный в три этапа:
Шаг 1.
 Создание колебательных импульсов
Создание колебательных импульсовИспользуя встроенную электронику, инвертор генерирует колеблющиеся импульсы постоянного тока, которые имитируют пики положительной и отрицательной полярности.Эти импульсы слишком слабы, поэтому их необходимо усилить.
Этап 2: Усиливает сигнал
Этот каскад усиливает импульсы 12 или 24 В до высоких уровней тока, необходимых для питания приборов. Несмотря на то, что он уже в форме переменного тока, выходное напряжение все еще низкое для работы любого устройства. Здесь вступает в действие трансформатор.
Шаг 3: Повышение выходного напряжения
На последнем этапе преобразования постоянного тока в переменный ток используется магнитный трансформатор для повышения напряжения до 110 или 120 В, которые используются вашими приборами.
В необработанном виде эти синусоидальные волны переменного напряжения не являются настоящими синусоидами, а скорее неровными и прямоугольными.
Таким образом, инверторы с чистым синусоидальным сигналом используют дополнительные конденсаторы и фильтры, чтобы сделать переменный ток «более плавным».
Зачем нужен инвертор с чистой синусоидой?
Вам понадобится чистый синусоидальный инвертор, если вы планируете установить солнечные батареи на крыше или в доме на колесах. Большинство бытовых приборов в вашем доме используют питание переменного тока, поэтому вам нужно преобразовать мощность постоянного тока, которую производят солнечные панели, в мощность переменного тока.Он также поднимает напряжение до уровня сети.
Простой способ визуализировать разницу состоит в том, что на графике постоянный ток выглядит как плоская линия, тогда как поток переменного тока на графике имеет синусоидальную или волнообразную форму.
Карл К. Берггрен, профессор электротехники Массачусетского технологического института
Инвертор с чистой синусоидой также экономит ваши деньги, поскольку он намного эффективнее старых инверторов с зубчатыми волнами. Плавно меняющаяся фаза также сводит к минимуму риск повреждения чувствительной электроники.
Инвертор какого размера вам нужен?
Вам нужен инвертор, достаточно мощный для работы приборов, которые вы хотите подключить, но при этом соответствующий мощности вашей солнечной системы.
Например, если вы собираетесь установить солнечную систему на 3000 Вт, вам следует приобрести инвертор на 3000 Вт.
Эта мощность, в свою очередь, зависит от количества и типа приборов, которые вы хотите использовать. Информацию о мощности для большинства устройств можно найти на наклейке с техническими характеристиками на задней стороне продукта.
Хорошее эмпирическое правило — всегда выбирать инвертор, мощность которого на 20–50 % превышает общую мощность, которая вам нужна, и как минимум в два раза превышает мощность самого крупного устройства, которое вы планируете использовать.
Что можно запустить с инвертором с чистой синусоидой?
С инвертором с чистой синусоидой можно безопасно запускать:
- Чувствительную электронику
- Смарт-устройства, такие как смартфоны, смарт-часы и т. д.
- Устройства с электронными таймерами или цифровыми часами
- приборы с двигателями переменного тока, такие как Fridges и Microwaves
- Trade Microwaves
- Флузоресцентные огни
Настраиваемая зарядка аккумулятора
- Работает с литиевыми батареями
- Яркий ЖК-дисплей и светодиодный дисплей с множеством функций
 д.
д.Преимущества чистых синусоидальных волн
Стабильная мощность
Чистые синусные инверторы производят стабильную мощность с низким уровнем гармонических искажений, которую можно безопасно использовать с медицинским оборудованием.Такая чистая выходная мощность дает вам душевное спокойствие, зная, что ваши дорогие устройства защищены от перебоев в подаче электроэнергии.
Более тихая работа
При повышении и понижении напряжения чистые синусоидальные волны плавно меняют свой фазовый угол и полярность, без резких спадов. Это уменьшает раздражающие электрические шумы, исходящие от люминесцентных ламп, телевизоров, стереосистем, аудиоусилителей, автоответчиков, вентиляторов и т. д.
д.
Высокоиндуктивные нагрузки
Чистые синусоидальные волны обладают теми же свойствами, что и напряжение сети.Это делает их идеальными для приборов с двигателями переменного тока, позволяя им эффективно использовать больше энергии. С чисто синусоидальным инвертором ваши микроволновые печи, стиральные машины, сушилки и холодильники будут работать плавно, тише и намного прохладнее.
Плавное выходное напряжение
Инвертор с чистой синусоидой обеспечивает плавное выходное напряжение без скачков и скачков напряжения. Это позволяет вашей чувствительной электронике работать без сбоев, сбоев или странных прерываний. Это предотвращает сбои в мониторах компьютеров и странные распечатки на лазерных принтерах.
Уменьшение потерь мощности
При любом преобразовании мощности неизбежно теряется часть энергии. Тем не менее, инвертор с чистой синусоидой является наиболее эффективным способом преобразования электроэнергии постоянного тока, хранящейся в аккумуляторной батарее, в электроэнергию переменного тока.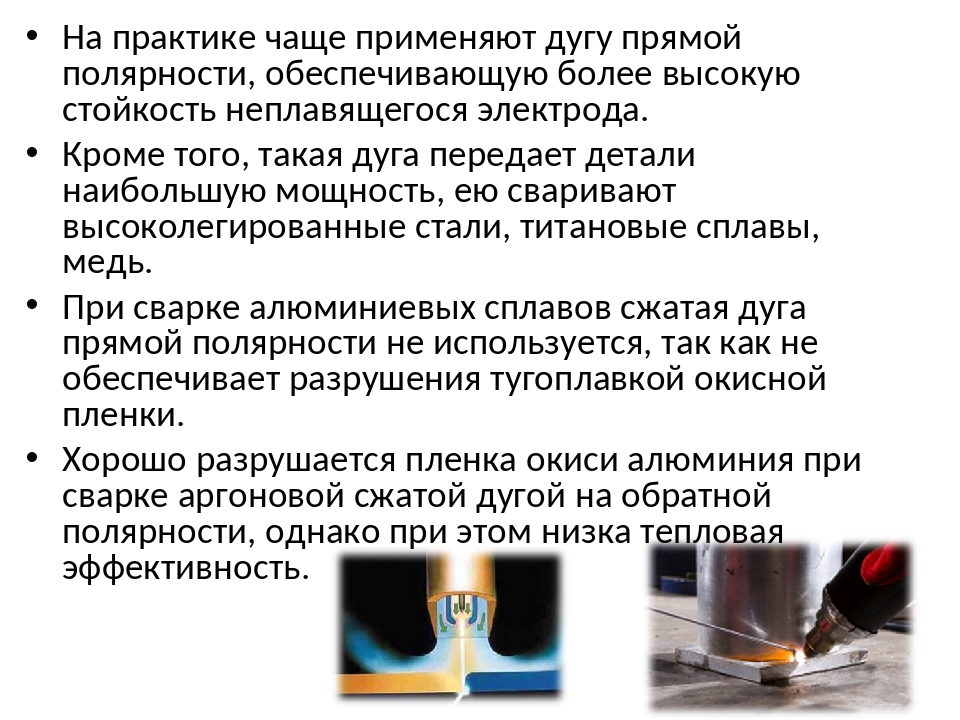
Недостатки инверторов с чистой синусоидой
Цена
Инверторы с чистой синусоидой стоят дороже, чем модифицированные инверторы с синусоидой, из-за сложной технологии, которую они используют для получения более чистой электроэнергии.Модифицированные синусоидальные инверторы будут так же хорошо работать с приборами, которым не нужен выпрямитель и которые могут питаться от любого обычного адаптера постоянного тока.
Энергопотребление
Хотя инверторы с чистой синусоидой преобразуют энергию постоянного тока более эффективно, чем другие типы инверторов, они также более эффективно разряжают аккумуляторную батарею. Сложные схемы плюс трансформатор означают, что заряд батареи не будет длиться так долго.
Хорошее эмпирическое правило — всегда выбирать инвертор с мощностью на 20–50 % больше, чем необходимая вам общая мощность.
Вес
С трансформатором напряжения на борту ваш чисто синусоидальный инвертор будет весить больше, чем большинство модифицированных синусоидальных инверторов, ватт на ватт. Трансформаторы построены с тяжелыми магнитными сердечниками, и от этого никуда не деться.
Трансформаторы построены с тяжелыми магнитными сердечниками, и от этого никуда не деться.
Разница между автономными инверторами и инверторными зарядными устройствами
Автономный инвертор является наиболее распространенным типом инвертора мощности. По сути, он делает только одну вещь — преобразует мощность постоянного тока от вашей батареи в мощность переменного тока.
Инверторное зарядное устройство, с другой стороны, может работать как инвертор, передаточное реле и преобразователь/зарядное устройство — все в одном.
Автономные инверторы доступны в размерах от 75 Вт до 5000 Вт, а их цена зависит от дополнительных функций. Вы можете просто подключить его к аккумулятору или подключить к существующим розеткам в каюте, лодке или доме на колесах.
Инверторные зарядные устройства — это устройства «три в одном», которые автоматически «обнаруживают» внешний источник и переходят в режим зарядки.Когда внутренний переключатель теряет внешнее питание, он автоматически возвращается к инверторному питанию.
Автономные инверторы меньше, чем инверторные зарядные устройства, поэтому они идеально подходят для кемпинга или в случае отключения электроэнергии.
Инверторные зарядные устройства предлагают непревзойденное удобство для жилых домов или лодок в ситуациях, когда у вас есть возможность зарядить аккумулятор от внешнего источника.
Разница между инверторами с чистой синусоидой и инверторами с модифицированной синусоидой
Все инверторы преобразуют входное постоянное напряжение в синусоидальное выходное переменное напряжение.
Однако первые инверторы давали не идеальную синусоиду, а довольно прерывистую, называемую модифицированной синусоидой. Их назвали модифицированными синусоидальными инверторами.
Однако их «блочное» напряжение переменного тока отлично подходит для простых устройств, не зависящих от тонкой электроники.
Эти модифицированные синусоидальные инверторы можно использовать для более старых устройств, таких как старые ламповые телевизоры и моторы со щетками.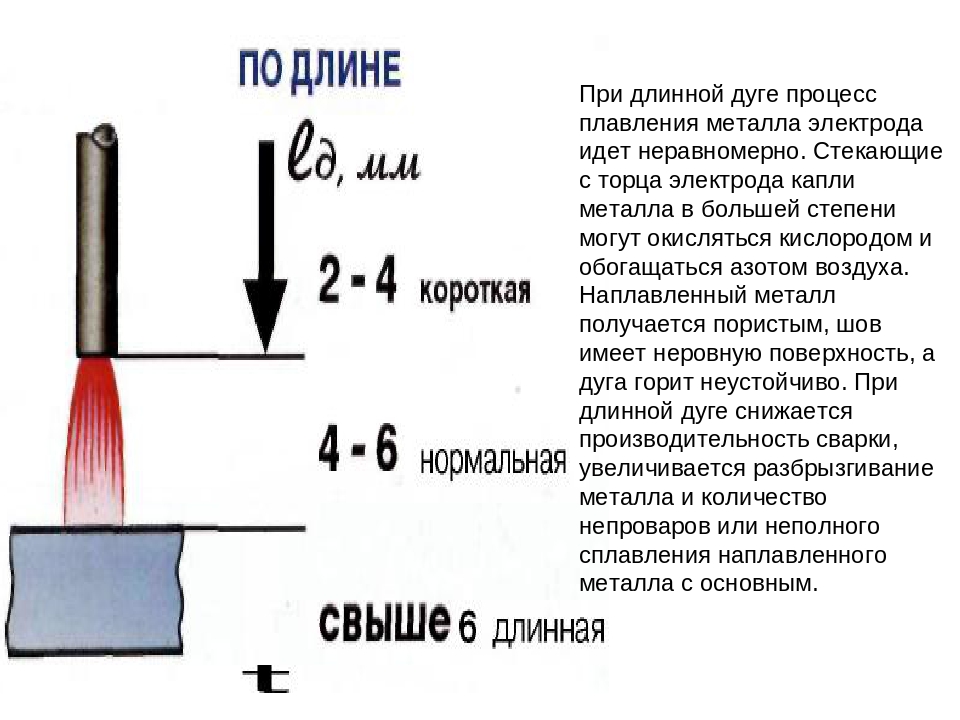
Инверторы с чистой синусоидой являются более совершенными из двух, поскольку они обеспечивают более стабильное выходное напряжение.
Инверторы с чистой синусоидой производят стабильную мощность с низким уровнем нелинейных искажений, которую можно безопасно использовать с медицинским оборудованием.
Это делает инверторы с чистой синусоидой безопасными для использования со всеми устройствами.
Если вы подключены к сети и вам нужен инвертор только в качестве резервного источника питания, вам понадобится инвертор с чистой синусоидой, потому что коммунальные предприятия обеспечивают чистое синусоидальное напряжение.
С другой стороны, если вам нужно питать автономную кабину с помощью простых приборов, модифицированные синусоидальные инверторы будут работать нормально и будут стоить вам меньше.
Как преобразовать модифицированный синусоидальный инвертор/инвертор прямоугольной формы в чисто синусоидальный инвертор чистая синусоида.
 Найдите в Интернете недорогой модифицированный синусоидальный инвертор, и этот видеоурок может стать вашим следующим проектом «сделай сам».
Найдите в Интернете недорогой модифицированный синусоидальный инвертор, и этот видеоурок может стать вашим следующим проектом «сделай сам».Часто задаваемые вопросы
Вам действительно нужен инвертор с чистой синусоидой?
Да, вам нужен чистый синусоидальный инвертор для медицинского оборудования, двигателей переменного тока, ярких флуоресцентных ламп и аудиосистем.
Кто производит лучшие инверторы с чистой синусоидой?
Renogy производит лучшие инверторы с чистым синусоидальным сигналом. Их продукция качественная и надежная, что подтверждено как нашими тестами, так и отзывами других пользователей.
Не повредит ли мой телевизор модифицированный синусоидальный инвертор?
Нет, модифицированный синусоидальный инвертор не повредит телевизор. Тем не менее, вы можете столкнуться с помехами, сбоями или слышимым шумом при включении телевизора с его помощью.
Тем не менее, вы можете столкнуться с помехами, сбоями или слышимым шумом при включении телевизора с его помощью.
Какие марки инверторов с чистой синусоидой пользуются наибольшим доверием?
Наиболее надежными производителями инверторов с чистой синусоидой являются Renogy, Giandel и EDECOA. Их продукты могут показаться более дорогими заранее, но они содержат полезные функции и функции безопасности.
Наш рекомендуемый инвертор с чистой синусоидой
Если вы ищете лучший вариант для вашей солнечной системы или системы аварийного энергоснабжения, я бы определенно выбрал Renogy 3000 Вт 12 В инвертор с чистой синусоидой Зарядное устройство с ЖК-дисплеем.
Мощности этой небольшой электростанции достаточно, чтобы запустить практически любое устройство в вашем доме, включая двигатели переменного тока. И он использует 12 В в качестве источника, поэтому вы можете использовать его с автомобильным аккумулятором, а также подключить его к распределительной коробке переменного тока для более постоянной установки, например, в каюте или на лодке.
Я также особенно ценю отдельные светодиодные индикаторы для различных функций.
Этот продукт от Renogy является важным и надежным компонентом для каждой автономной или подключенной к сети солнечной системы, поэтому мой голос принадлежит этому продукту.
Получите 10% скидку
Use Code: Greencitizen
RENOGY 3000W 12V Pure Sine Wave Зарядное устройство W / ЖК-дисплей
Наша # 1 Pure Sine Wave Everter 9000W POWER
Простое переключение полярности при сварке с помощью новой технологии
Сварщики могут изменять процессы сварки и полярность нажатием кнопки на сварном шве, что значительно экономит время.
Смена полярности для сварки TIG и стержня
Когда при сварке труб требуется переход от корневого прохода TIG (GTAW) к последующим проходам дуговой сварки (SMAW), необходимость изменения полярности сварки может добавить много времени и хлопот в процесс.
При сварке углеродистой стали в полевых условиях, таких как установка трубопровода, при сварке TIG обычно используется отрицательный электрод постоянного тока (DCEN), в то время как в процессах сварки электродом и сварки MIG (GMAW) обычно используется положительный электрод постоянного тока (DCEP).Сварка с неправильной полярностью процесса может привести к ухудшению качества и дефектам сварки, которые могут потребовать доработки.
При сварке в полевых условиях для переключения процесса (для чего также может потребоваться изменение полярности) сварщики должны проследить сварочные провода, чтобы найти точку соединения — обычно на источнике сварочного тока. Необходимость смены процесса при сварке труб часто возникает на многих сварочных площадках, но каковы затраты на эту смену в типичной операции?
Часов в день с потерей производительности
На некоторых сварочных площадках такое переключение с ВИГ на приклеивание или ВИГ на МИГ может происходить от шести до восьми раз в день для каждого сварщика. Это может добавить до нескольких часов каждый день в потерянное время. Это особенно отнимает много времени на больших рабочих площадках, где операторы могут работать на большом расстоянии от источника сварочного тока.
Это может добавить до нескольких часов каждый день в потерянное время. Это особенно отнимает много времени на больших рабочих площадках, где операторы могут работать на большом расстоянии от источника сварочного тока.
Один из подрядчиков электростанций в Пенсильвании, выполняющий крупные ремонтные работы после отключения котлов, оценивает, что каждое изменение процесса сварки занимает 30 минут или более. Внутри большого котла могут работать десятки сварщиков. Это означает путаницу сварочных проводов, из-за чего сварщикам сложнее определить, какой провод и машина принадлежат им, когда они хотят переключиться на другой процесс.
Подрядчики могут даже нанять кого-то, чьей единственной задачей является управление этими кабелями, отслеживание проводов и изменение процессов и полярности на источнике питания для сварщиков внутри котла или других труднодоступных мест.
Угрозы безопасности
Эти частые поездки к источнику питания для изменения сварочных процессов также влияют на безопасность на рабочем месте. Сварщикам, возможно, придется карабкаться по лазам или подниматься и спускаться по лесам, чтобы совершить поездку, что увеличивает опасность поскользнуться, споткнуться и упасть.
Сварщикам, возможно, придется карабкаться по лазам или подниматься и спускаться по лесам, чтобы совершить поездку, что увеличивает опасность поскользнуться, споткнуться и упасть.
OSHA сообщает, что падения были основной причиной смерти рабочих в строительной отрасли в 2017 году, в результате чего погиб 381 из 971 строителей, или 39 процентов. Когда сварщики могут оставаться на своем рабочем месте и сокращать количество поездок туда и обратно к источнику питания, это повышает безопасность рабочей площадки.
Влияние на качество сварки
Сварка с соблюдением полярности является важной частью наплавки качественного сварного шва и выполнения определенных требований кода.
На многолюдной рабочей площадке сварщик нередко случайно меняет полярность не на том аппарате.Это приводит к разочарованию сварщиков и потенциальной необходимости доработки сварных швов, если оператор начинает сварку с неправильной полярностью или с неправильными параметрами.
Суть в том, что неправильная полярность может стоить дополнительного времени и денег на переделку.
Упрощенное изменение полярности
Общие проблемы, связанные с частой сменой полярности сварки на строительной площадке, можно решить с помощью правильной технологии. Когда сварщик может легче переключаться между полярностями и процессами, он потенциально может сэкономить несколько часов в день, работая в этих приложениях, что повысит производительность, качество и безопасность.
Инверсия полярности, встроенная в сварочную систему, позволяет сварщикам изменять процессы и полярность одним нажатием кнопки с помощью пульта дистанционного управления TIG или механизма подачи проволоки. Наличие этого элемента управления устраняет необходимость возвращаться к источнику питания, чтобы поменять местами провода сварочного кабеля, чтобы изменить процессы и полярность, поэтому сварщики могут оставаться у сварного соединения и увеличить время горения дуги.
Системы реверсирования полярности также могут предотвратить любые изменения в источнике питания после подключения дистанционного управления, что исключает вероятность того, что другой сварщик случайно отрегулирует параметры или изменит процессы не на той машине. Встроенное в сварочную систему управление изменением полярности, предназначенное для использования в полевых условиях, может повысить качество сварки и сократить количество переделок, а также устранить разочарование сварщика при попытке сварки с неправильной полярностью.
Встроенное в сварочную систему управление изменением полярности, предназначенное для использования в полевых условиях, может повысить качество сварки и сократить количество переделок, а также устранить разочарование сварщика при попытке сварки с неправильной полярностью.
При использовании системы XMT® 350 FieldPro™ с изменением полярности от Miller Electric Mfg. LLC система отображает ошибку и не позволяет оператору выполнять сварку до тех пор, пока не будет исправлено подключение провода, что исключает использование неправильной полярности.
Специальная дуга рукояти системы также снижает количество доработок, вызванных частыми пусками и остановками.Благодаря меньшему блужданию дуги пуски и остановы приспособлены для сварки со скосом, что дает сварщику больше контроля над замочной скважиной и сварочной ванной, даже если соединение сваривается неравномерно.
Легкая смена полярности
Если переключение между процессами TIG, MIG и сваркой электродом является обычным явлением в ваших сварочных работах, время, затрачиваемое на обратный путь к источнику питания для замены проводов, может составлять до часа и более каждый день на одного сварщика. Это время может составить до тысячи долларов, потраченных впустую, заплатив сварщику за обход рабочей площадки.
Это время может составить до тысячи долларов, потраченных впустую, заплатив сварщику за обход рабочей площадки.
Инвестирование в технологию, которая позволяет сварщикам легко менять процессы нажатием кнопки на сварном соединении и обеспечивает использование правильной полярности для каждого процесса, обеспечивает значительную экономию времени в дополнение к преимуществам для качества сварки и безопасности оператора.
Если вы соревнуетесь за выполнение срочных работ, экономия даже нескольких минут при каждом переключении может иметь существенное значение и снизить вероятность того, что оператор споткнется и упадет. Если операторы совершают семь обходов строительной площадки в день для внесения изменений в параметры и технологические процессы, в среднем по 15 минут на один обход, что в сумме составляет один час каждый день, система XMT 350 FieldPro с изменением полярности может помочь компаниям сэкономить 19 688 долл. США. в год.
.