Полярность при сварке инвертором: прямая или обратная
Каждый уважающий себя сварщик должен знать, что такое полярность. Ведь без этого просто не получится правильно настроить оборудование.
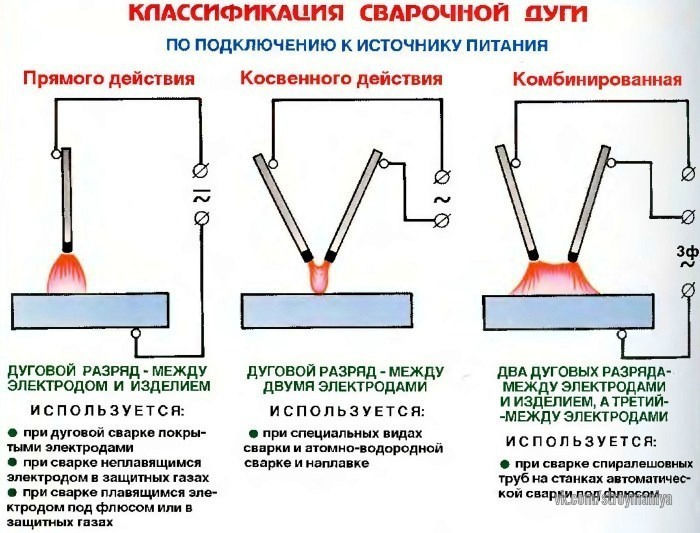
По сути, полярность при сварке – это один из способов подключения инвертора. Есть два варианта:
- Прямая полярность – электрод подсоединен к минусу, а металл к плюсу. При такой сварке металл нагревается сильнее, а электрод остается сравнительно холодным. Глубина проплавления заметно больше. Сварочная дуга при этом будет ровнее и стабильнее, что упрощает получение хорошего шва. Однако у такого метода сварки есть и свои недостатки. В первую очередь это высокий риск прожога тонких деталей. Также увеличивается разбрызгивание металла.
- Обратная полярность – металл подключается к минусу, а электрод к плюсу. Благодаря такому подключению металл нагревается заметно меньше, зато электрод плавится намного быстрее.


Теперь рассмотрим сферу применения разных способов сварки. Это поможет лучше понять особенности использования прямой и обратной полярности.
Прямая полярность обычно применяется для сварки металлов толщиной от 5 мм. Лучшего всего подходит для работы с чугуном и практически любой сталью. За счет большой глубины проплавления с помощью прямого подключения удобно не только сваривать, но резать различные изделия.
Цветные металлы практически всегда сваривают в режиме прямого подключения инвертора. Это не случайно. Например, при сварке алюминия очень важно быстро преодолеть оксидную пленку. Благодаря этому во время работы на металле образуется меньше окислов.
Обратная полярность применяется в первую очередь для работы с тонким листовым металлом. Хорошо подходит для сварки различных стальных и чугунных сплавов. Дело в том, что из-за сильного нагрева могут образовываться тугоплавкие соединения. Использование обратной полярности позволяет этого избежать. Также такой тип подключения хорошо подходит для сварки нержавейки, низколегированной низкоуглеродистой стали, среде- и высоколегированной стали.
Дело в том, что из-за сильного нагрева могут образовываться тугоплавкие соединения. Использование обратной полярности позволяет этого избежать. Также такой тип подключения хорошо подходит для сварки нержавейки, низколегированной низкоуглеродистой стали, среде- и высоколегированной стали.
Очень важно правильно подобрать электроды или проволоку под используемый способ сварки. К счастью, практически всегда на упаковке указывается, для какого способа подключения они используются.
Однако есть несколько общих рекомендаций, которые помогут с выбором:
- При обратном подключении всегда используйте электроды устойчивые к перегреву.
- Для цветных металлов обычно используют вольфрамовые неплавящиеся электроды.
- Угольные электроды используют только при прямом подключении.
- Флюсовая проволока лучше всего подходит для варки стали при прямом подключении.
Резюмируем:
- Для варки и резки стали или чугуна, а также для работы с цветными металлами используется прямая полярность.
- Для работы с тонкими листами металла или со сплавами применяется обратная полярность.

Категория в каталоге:
Какую полярность при сварке инвертором выбрать
Автор solbon На чтение 3 мин. Просмотров 305 Опубликовано
Сварка инвертором имеет свои особенности перед сваркой обычным трансформаторным аппаратом. Прежде всего, это постоянный ток, следовательно, сварку металлов можно осуществлять в двух режимах, с прямой и обратной полярностью.
Простыми словами, меняя подключения инвертора (плюс на электрод и наоборот), можно менять режимы сваривания металлов. Это одно из основных преимуществ инверторной сварки, перед обычной. Что это даёт? Какую полярность выбрать? Именно об этом и будет рассказано в данной статье строительного журнала samastroyka.ru.
Зачем нужна обратная и прямая полярность
Чтобы ответить на данный вопрос, нужно углубиться в технологический процесс сварки постоянным током. При сварке на конце электрода появляется «термопятно», обладающее температурой свыше 3000°C.
При сварке на конце электрода появляется «термопятно», обладающее температурой свыше 3000°C.
При этом если к плюсовому выходу инвертора подключить электрододержатель, а к минусовому, держатель массы, то температура пятна будет гораздо ниже, примерно на 1000 градусов.
Таким образом, можно более тонко выбрать режим сварки, что даст следующие преимущества:
- Используя прямую полярность инвертора, основная температура придётся на свариваемый металла, который начнёт намного быстрее и больше разогреваться. Все это позволит более качественно проварить толстый металл и хорошо углубить корень шва. Сварочное соединение будет обладать максимальной прочностью и надёжностью.
- Используя обратную полярность инвертора, наоборот, получится не перегревать металл, поскольку самая большая температура будет приходиться на кончик электрода при сварке. Таким образом, на обратной полярности удобней всего варить тонкий металл, который на прямой полярности, скорее всего, будет прожигаться сваркой.

Кроме того, на обратной полярности варят такие металлы, которые имею большую чувствительность к перегреву. В первую очередь, это нержавейка, высокоуглеродистая сталь, чугун, и некоторые другие металлы.
Вот зачем нужна обратная и прямая полярность инвертора. При этом расход электродов на обратной полярности, будет намного выше, чем на прямой. Связано это с тем, что при подключении инвертора на обратную полярность, большая часть температуры приходится именно на электрод. В результате чего он намного быстрее сгорает в процессе сварки.
Особенности сварки на прямой полярности
При сварке инвертором на прямой полярности возникают определённые моменты, о которых должен знать каждый сварщик:
- Во-первых, данный режим сварки инвертором характеризуется большим разбрызгиванием расплавленного металла;
- Сварочная дуга на прямой полярности менее стабильна, и с этим приходится мириться;
- Поскольку температура нагрева электрода меньше, то при сварке на прямой полярности возможно использование токов с большим значением;
- Увеличивается коэффициент наплавки металла;
- Смена полярности инвертора влияет и на состав наплавленного металла.
Выбор того или иного режима сварки, во много зависит от поставленных задач.
Зная особенности обратной и прямой полярности инвертора, получится выполнить работу более тонко и качественно.
Читайте также:- Сварка тонкого металла: что нужно знать?
- Тонкости сварки инвертором для начинающих
- Как и чем варить чугун в домашних условиях
Источник
Сварка цветных металлов: виды основных сплавов
Проблемы тонкостенных изделий
Технология сварки тонкого металла покрытыми электродами требует от исполнителя внимания к деталям и точности в работе. Новичкам не следует приступать к соединению тонколистовых изделий без достаточного опыта в области сваривания элементов средней толщины. Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.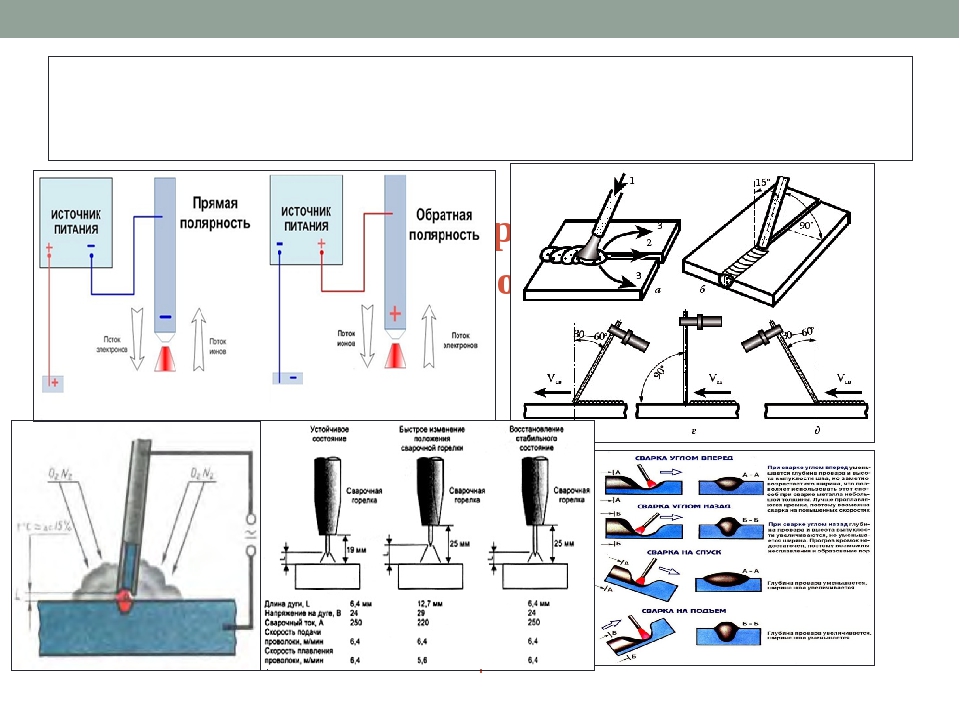
Сложности в работе вызваны следующими причинами:
- Опасность прожогов. Это наиболее распространенная ошибка начинающих сварщиков, которые не могут подобрать оптимальные рабочие параметры и скорость движения электрода.
- Слабая проварка шва. Еще одна проблема неопытных специалистов, причина которой вытекает из первой. Пытаясь избежать прожогов, оператор выбирает слишком высокую скорость движения электрической дуги. Это приводит к тому, что зона расплава не успевает как следует прогреться. В результате соединение не обладает необходимой крепостью и герметичностью.
- Наплывы. Они появляются с обратной стороны соединения. Примечательно, что с наружной части шов может не иметь визуальных дефектов, тогда как на противоположной части изделия могут образовываться многочисленные выступы, которые вызваны проседанием расплавленного металла под действием силы тяжести.
- Деформация поверхности. Металл обладает высокой теплопроводностью. Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.
 Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.
Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.При выполнении работ в домашних условиях возможна рихтовка поверхности молотками с резиновой ударной частью. В противном случае сваривание выполняет не сплошной полосой, а с чередованием в определенной последовательности мест наложения шва.
Особенности сварки
Сварка оцинкованной стали — непростой процесс. Это связано с особенностями цинка, которые приходится учитывать для выполнения качественной работы. Прежде всего, новичкам часто сложно подобрать оптимальную температуру, при которой возможна сварка оцинковки. Слой цинка может начать плавиться уже при температуре около 400 градусов, но если немного переборщить, то цинк может начать испаряться.
Данная особенность очень мешает формированию качественного шва.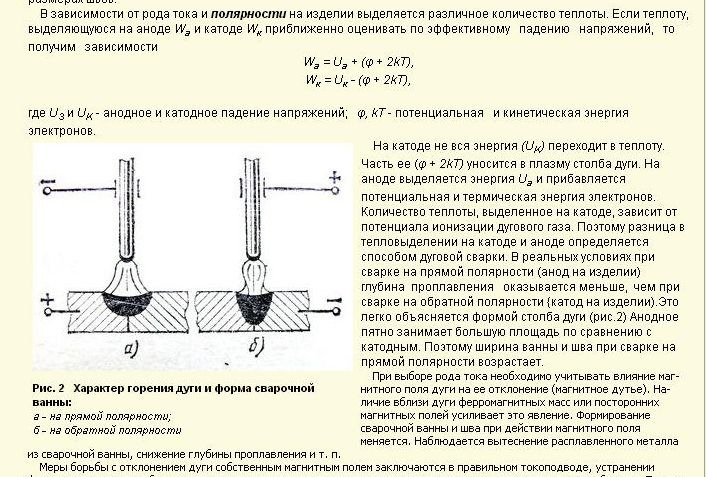 Дуга зажигается с высокой температурой и может довольно быстро испарить слой цинка. В результате шов будет пористым и с трещинами, а в процессе работы дуга будет гореть крайне нестабильно.
Дуга зажигается с высокой температурой и может довольно быстро испарить слой цинка. В результате шов будет пористым и с трещинами, а в процессе работы дуга будет гореть крайне нестабильно.
Вам не удастся решить эту проблему настройкой режима сварки или с помощью своих навыков. Единственное решение — использование в работе либо специальных электродов с покрытием (если это сварка инвертором), либо присадочной проволоки и защитного газа.
Выбор режимов и электродов
При сваривании тонкостенных конструкций рекомендуем использовать аппараты инверторного типа. Если сравнивать с агрегатами трансформаторного типа, инверторы создают более стабильную дугу, а диапазон регулировки сварочного тока при этом гораздо выше. Дополнительные функции, типа «антизалипание электрода», способны облегчить выполнение работ.
Рабочие параметры устанавливают исходя из толщины изделия, при этом зависимость имеет прямой характер – чем тоньше заготовка, тем меньше должна быть величина сварочного тока.
В технических справочниках указано, что тонкостенным считают такое изделие, толщина стенок которого не превышает 5 мм. Практика показывает, что определенные проблемы начинаются при работе с металлом толщиной менее 3 мм.
В качестве примера приведем рекомендуемое сечение электрода и силу сварочного тока, в зависимости от толщины заготовки:
Как видите, амперные характеристики невозможно указать точно, по причине различия характеристик различных сортов металла. Оптимальные параметры подбираются опытным путем.
Функция регулировки режима розжига дуги поможет избежать прогаров на стартовом участке. Это позволит приступить к работе непосредственно в зоне стыковки. В противном случае рекомендуем производить розжиг на толстом участке с последующим переносом дуги в рабочую область.
Следует помнить, что тонкие электроды плавятся гораздо быстрее, чем обычные. При сварке участков равной длины расход тонких стержней будет выше. Требования к материалам изготовления электродов не отличаются от стандартных требований при выполнении сварочных работ – основа электрода должна соответствовать базой поверхности изделия.
Некоторые агрегаты имеют функцию выполнения работ в импульсном режиме, который прекрасно справляется с тонким металлом – прерывистая дуга не дает поверхности перегреваться.
Технология сварки инвертором тонкого металла
Комментариев:
Рейтинг: 58
C момента появления сварочных инверторов сварка перестала быть уделом исключительно профессионалов. Старые аппараты были довольно сложны в применении как из-за своей массы (в основном из-за старых трансформаторов), так и сложности работы. Инвертор же отличается крайней простотой и легкостью, и работать с ним может даже новичок, которому достаточно ознакомиться с рядом правил и советов, посмотреть несколько видеоуроков. Но, как и в каждом деле, опыт, наработанный с инвертором, никогда не окажется напрасным.
Варка инвертором в отличие от других сварочных аппаратов отличается простотой и легкостью.
Есть определенные задачи, которые решить малоопытному сварщику совсем не просто, — к таковым относится, например, сварка инвертором тонкого металла. Делать это сложно по ряду причин, но основная из них та, что неопытному сварщику очень сложно подобрать силу тока и воздействия на металл таким образом, чтобы не прожечь его насквозь там, где необходимо соединить.
Делать это сложно по ряду причин, но основная из них та, что неопытному сварщику очень сложно подобрать силу тока и воздействия на металл таким образом, чтобы не прожечь его насквозь там, где необходимо соединить.
Таким образом, сварка тонкого металла требует определенных навыков и внимательности к деталям, каждая из которых может повысить шанс сделать все качественно.
Схема сварки при помощи электрода.
Сварка инвертором — это всегда балансировка между двумя крайностями: прожигом металлической детали и прилипания к ней электрода. То есть в зависимости от расстояния между электродом и свариваемой поверхностью, от силы тока, используемой при сварке, от скорости движения электрода и его плавности и зависит эффективность сварки и ее результат. Так что как бы ни облегчал жизнь сварщиков инвертор, варка тонкого металла является достаточным препятствием на пути его неопытности. Опытные сварщики помимо того, что знают множество маленьких нюансов сварки, которые помогают им делать свою работу тоньше и качественнее, еще имеют набитую руку, опыт, глазомер.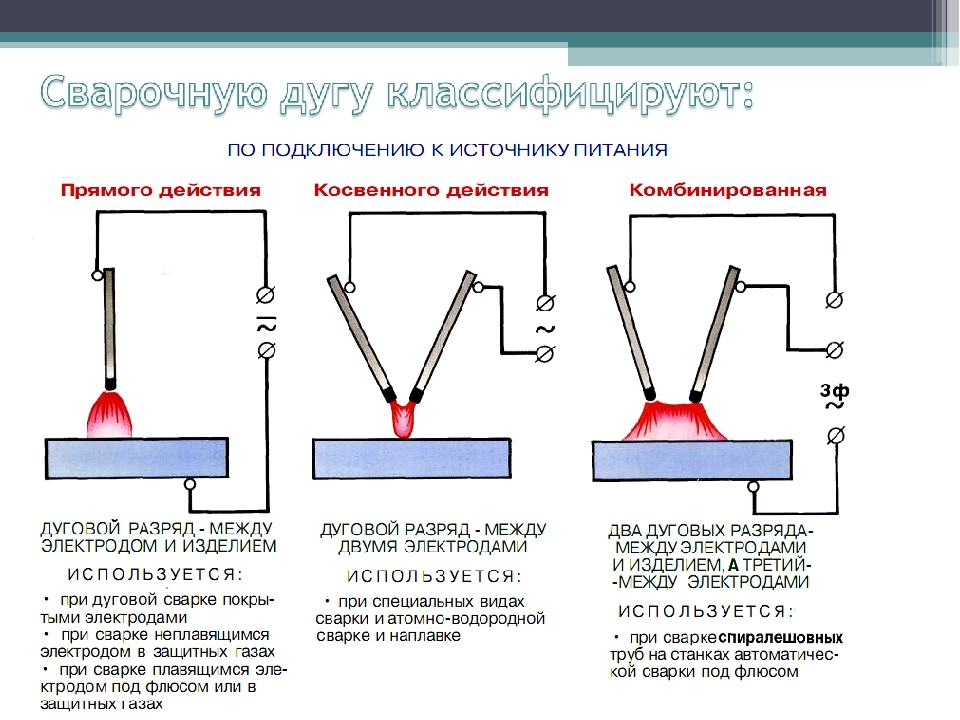 А они-то и составляют не меньше половины успеха при такой работе.
А они-то и составляют не меньше половины успеха при такой работе.
Малоопытный сварщик не сможет быстро и надежно подобрать силу тока в инверторе так, чтобы, с одной стороны, не прожечь листы металла, а с другой, соединить их надежно. Сварка тонкого металла инвертором для новичков и даже опытных сварщиков является чрезмерным испытанием, и они предпочитают использовать аргонно-дуговую импульсную сварку. В этом случае риск прожига металла снижается до крайне низких величин, а шов, остающийся в месте соединения, будет гладкий и красивый. Но иногда приходится проводить сварку именно инвертором, даже тонких листов металла, а потому лучше увеличить шанс на хорошую работу, ознакомившись с рядом советом опытных сварщиков.
Вернуться к оглавлению
Схема прямой полярности.
При работе с инвертором используется постоянный ток электронов, образующий электрическую дугу. Источник имеет как положительный, так и отрицательный заряд, и это можно использовать при сварке тонких металлических элементов. Дело в том, что если положительный заряд устанавливается на металле, который нужно варить, то именно он и будет сильнее нагреваться, а если положительный заряд имеют электроды, то тогда на них придется основная нагрузка, и именно они будут греться и сгорать. От того, куда и какой заряд вы подключите, зависит многое в вашей работе. Опытные сварщики советуют устанавливать обратную полярность с плюсом на электроды, тогда воздействие сварки будет более щадящим для металла, но сочетать это необходимо с правильным подбором силы тока. Если все сделано правильно, то за электродом будет оставаться широкая, но неглубокая полоса расплавленного металла, и риск сквозного прожига изделия будет минимизирован.
Дело в том, что если положительный заряд устанавливается на металле, который нужно варить, то именно он и будет сильнее нагреваться, а если положительный заряд имеют электроды, то тогда на них придется основная нагрузка, и именно они будут греться и сгорать. От того, куда и какой заряд вы подключите, зависит многое в вашей работе. Опытные сварщики советуют устанавливать обратную полярность с плюсом на электроды, тогда воздействие сварки будет более щадящим для металла, но сочетать это необходимо с правильным подбором силы тока. Если все сделано правильно, то за электродом будет оставаться широкая, но неглубокая полоса расплавленного металла, и риск сквозного прожига изделия будет минимизирован.
Чтобы качественно провести сварку тонкого металла, необходимо следить внимательно за электродом и образующимся швом, в этом случае у вас не только существенно повышаются шансы провести сварку надлежащим образом, но и оставить на металле чистый и ровный шов. А чтобы видимость была хорошей, необходимо держать электроды под наклоном примерно 30-35° к поверхности свариваемых элементов.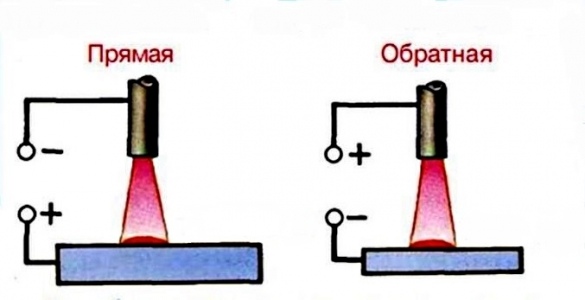 Советуем вначале приблизить максимально электрод к свариваемому элементу и дождаться появления красной металлической капли, которая и соединит две части. После этого ведите электродом плавно и с той скоростью, когда капля остается одного размера и цвета и идет вслед за вами. То есть вы как бы скрепляете шов чередой таких капель, образующих непрерывную ровную линию. С первого раза у неопытного мастера такой шов вряд ли получится, но, немного попрактиковавшись, вы сможете все преодолеть и добиться своего. Главное — не сдаваться.
Советуем вначале приблизить максимально электрод к свариваемому элементу и дождаться появления красной металлической капли, которая и соединит две части. После этого ведите электродом плавно и с той скоростью, когда капля остается одного размера и цвета и идет вслед за вами. То есть вы как бы скрепляете шов чередой таких капель, образующих непрерывную ровную линию. С первого раза у неопытного мастера такой шов вряд ли получится, но, немного попрактиковавшись, вы сможете все преодолеть и добиться своего. Главное — не сдаваться.
Схема обратной полярности.
Проводя сварку тонких листов стали, опытные сварщики подкладывают под заготовку толстые медные листы, которые отводят излишки тепла и помогают поддерживать ровную температуру в зоне сварки. Между листами стали не должно быть зазоров, края должны прилегать плотно и ровно. Проводя электродом, не делайте поперечных к линии стыка движений, двигайтесь только вдоль стыка с ровной скоростью и следуя зоне контакта.
Некоторые мастера вставляют в стык оставшиеся полоски стали и ведут электродугой по ней, расплавляя таким образом, чтобы ее материал скреплял шов, а на сами листы действовало лишь остаточное тепло электросварки.
Листы меньше 1 мм толщиной можно скреплять не встык, а внахлест, тогда электрическая дуга, расплавляя верхний лист, скрепляет его с нижним без чрезмерного риска прожига сразу двух листов.
Вернуться к оглавлению
Схема сварки при помощи электрода.
Большую роль в сварке инвертором в целом и тонких металлических элементов в частности играет выбор электродов. Помимо покрытия электроды различаются еще и толщиной диаметра, что тоже немаловажно, если вы хотите сварить изделие без повреждений и прожигов.
Возьмем, к примеру, электрод ОМА-2. Он покрыт специальным составом, который горит при токах малой силы и обеспечивает ровное и медленное горение, что увеличивает ваши шансы сплавить тонкие металлические части без особых проблем. Покрытие дает хорошую жидкую металлическую массу, которая и делает шов неглубоким и хорошо скрепляющим поверхности. Покрытие состоит на треть из титанового концентрата, почти наполовину из муки, на 15% из жидкого стекла, а также имеет такие важные добавки, как марганец, селитра и железистые соединения кремния и марганца. Такого рода составы рассчитывали и подбирали опытным путем большое количество специалистов, под конкретные задачи и условия.
Такого рода составы рассчитывали и подбирали опытным путем большое количество специалистов, под конкретные задачи и условия.
Для сварки тонких листов стали хорошо подходит электрод МТ-2, этот электрод создан довольно давно, но до сих пор используется сварщиками в нашей стране.
Вернуться к оглавлению
Схема сварки тонкого металла.
Инвертор — это отличное подспорье для неопытных мастеров, желающих самостоятельно овладеть навыками электрической сварки. Но все же есть определенные задачи, для решения которых великолепных качеств прибора недостаточно, необходимы определенные навыки. Прочитав советы опытных сварщиков, вы должны были понять, что, не освоив этот опыт хотя бы в рамках ознакомления с советами, вы не сможете сварить тонкие металлические детали между собой без высокого риска повредить их сваркой.
А потому советуем ознакомиться со всей доступной массой информации по работе инверторной сварки с тонкими металлическими элементами. После чего попрактикуйтесь на ненужных кусочках металла, оттачивая свои навыки. Только убедившись в том, что сварка проходит как нужно, металл не прожигается, шов ровный, а не уродливый и бугристый, можете пробовать свои силы на нужном вам изделии. Надеемся, что наши советы помогут вам в вашем труде.
https://moyakovka.ru/youtu.be/CV5fGYh5lyo
Желаем вам удачи и ровных швов!
moyakovka.ru
Правильная технология
Чтобы понять, как правильно варить тонкое железо инверторами, необходимо тщательно изучить технологическую цепочку. Ее этапы не отличаются от схемы сваривания стандартных изделий:
- Предварительная подготовка поверхности.
- Рабочий цикл.
- Финишная обработка шва.
Рассмотрим каждую стадию подробнее.
Подготовка
На данном этапе необходимо очистить зону соединения от следов старой краски и очагов коррозии. После этого поверхность обезжиривается с помощью любого доступного растворителя. Особое внимание необходимо уделить месту монтажа массы сварочного агрегата. Некачественная обработка места крепления может нарушить контакт.
Сварка
Порядок выполнения работ электросваркой следующий:
- Подготовьте электроды исходя из толщины заготовки. Наконечник следует очистить от флюсового покрытия на длину 5-6 мм для облегчения розжига дуги.
- Вдоль линии будущего шва рекомендуем сделать точечные прихваты с интервалом 100-120 мм. Это позволит избежать смещения элементов конструкции в процессе выполнения работ.
- Процесс розжига дуги осуществляется двумя способами. В первом случае необходимо провести стрежнем по поверхности. Движение должно напоминать поджигание спички. Альтернатива – постукивание электродом по поверхности. Данный способ применяют при работе в труднодоступных метах. Длина сварочного дуги не должна превышать диаметр сечения электрода. В этом случае она будет обладать достаточной плотностью и стабильностью.
- Скорость движения электрода подбирается индивидуально, исходя из текущих условий работ. Зона расплава должна иметь несколько удлиненную форму – это свидетельствует о том, что металл прогревается на нужную глубину.
- Следите за плавностью движения дуги и избегайте резких движений. Несмотря на то, что современные модели сварочных аппаратов оснащено вспомогательными функциями, колебание дуги может привести к дефектам шва.
Дополнительными функциями, которые упрощают процесс соединения, являются:
- Форсаж дуги. При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.
- Антизалипание электрода. При контакте электрода с поверхностью автоматика сбрасывает напряжения, препятствуя залипанию стержня.
В процессе выполнения работ важно обеспечить визуальный контроль над сварочной ванной. При этом угол наклона электрода должен находиться в диапазоне 60-90º. При уменьшении угла наклона шов будет иметь наружные выпуклости, свидетельствующие о том, что металл не прогрелся только на поверхности.
Специалисты рекомендуют использовать зигзагообразное направление движения присадочного материала для получения наилучших результатов.
После кристаллизации соединения его очищают от шлака и проводят первичный осмотр на наличие дефектов.
Техника сварки тонкого металла инвертором
Сварка листов тонкого металла инвертором позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.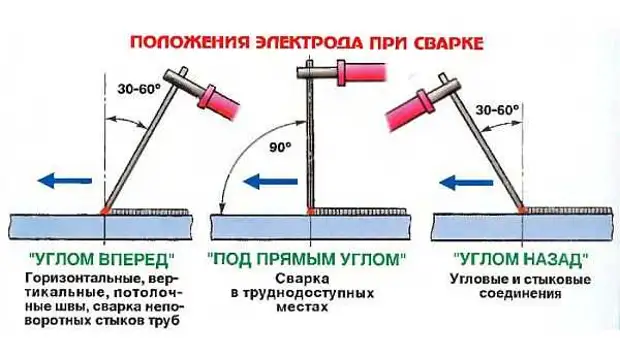
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна.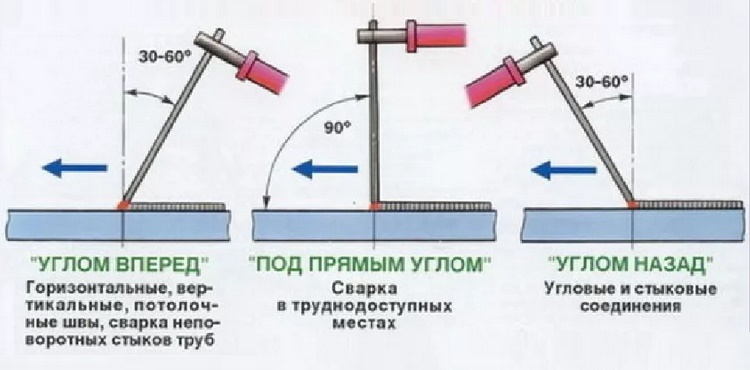 С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Видео:
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.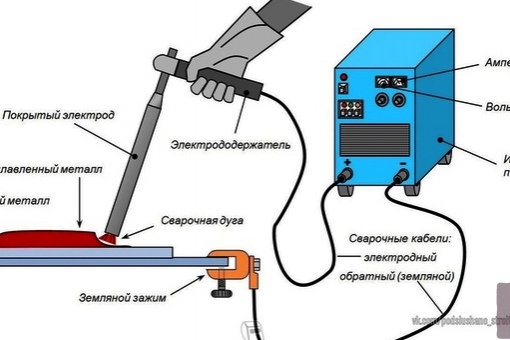
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Видео:
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
rezhemmetall.ru
Приемы
Для получения качественного неразъемного соединения используют следующие приемы:
- Внахлест. При наличии запаса длины соединяемых изделий, данный способ позволит надежно соединить их, благодаря большей площади контакта. При этом необходимо тщательно следить за прогревом поверхности, во избежание прожогов.
- Точками. Метод позволяет избежать перегрева поверхности. Применяется при соединении особо тонких листов. Рекомендуемый шаг точки – три величины сечения электрода.
- С дополнительным электродом. В этом случае необходимо очистить анод от флюсового покрытия и уложить вдоль линии сварки. Места укладки тщательно проваривают. Технология подходит для заделки одиночных отверстий.
- Обратной полярностью. Применение способа предусматривает подключения держателя к плюсу, а массы – к минусу. При этом поверхность нагревается быстрее, чем электрод, что снижает риск прожога.
- При сварке металлов разной толщины применяют следующий способ: розжиг дуги выполняют на более толстом элементе, а затем переносят ее на более тонкую часть.
 При этом поверхность нагревается быстрее, чем электрод, что снижает риск прожога.
При этом поверхность нагревается быстрее, чем электрод, что снижает риск прожога.Сварка листового металла встык осуществляется двумя способами:
- с отбортовкой кромок;
- на подкладке.
Кроме того, медную пластину рекомендуют подкладывать с целью отвода тепла от стали, ввиду большей теплопроводности. Это позволяет избежать прожогов изделий.
Основные способы соединения
Техника выполнения работ зависит от применяемого сварочного оборудования и расходных материалов. Рассмотрим особенности соединения в зависимости от технологии, за исключением сварки плавящимися электродами, которая была рассмотрена выше.
Неплавящимися графитовыми электродами
Данный способ получил особое распространение при работе с тонкостенными изделиями профессиональными сварщиками. Существует два способа достижения цели:
- Использование присадочной проволоки;
- Метод оплавления с последующим стыкованием.
Второй способ применяется чаще, поскольку оплавление исключает использование дополнительных присадочных материалов, что влияет на себестоимость работ. Суть метода заключается в температурной обработке соединяемых кромок до изменения агрегатного состояния поверхности. При этом создаются условия для соединения материала. Обладая определенными навыками можно создать герметичное соединение без выгорания отдельных участков.
Проволоку используют в качестве наполнителя для различных полостей и пустот. Величина сечения материал изготовления должны соответствовать характеристикам обрабатываемой детали.
Очень тонкий металл
В этой проблемой чаще всего сталкиваются работники станций технического обслуживания, при ремонте элементов кузова автомобилей. Современные производители транспорта используют листы, толщина которых не превышает 0,8 мм. Таким образом, использование аппаратов инверторной сварки не представляется возможным, за исключением аварийных случаев.
Таким образом, использование аппаратов инверторной сварки не представляется возможным, за исключением аварийных случаев.
Основным способом решения проблемы считают использование накладок из более толстого материала, который играет роль каркаса будущего соединения.
Особенности работы с оцинкованной сталью
При работе с оцинковкой рекомендуем снять защитное покрытие ручным или механическим способом. В противном случае цинк будет выгорать в процессе соединения, что может привести к отравлению работника его парами.
На промышленных предприятиях для подготовки изделия используют направленное пламя, выжигающее цинковый слой.
Ввиду незначительной толщины специалисты рекомендуют применять точечный метод соединения.
Сварка инвертором тонкого металла
Несмотря на то, что сварочный инвертор представляет собой оборудование, с которым может работать даже непрофессионал с небольшим опытом, сварка тонкого металла инвертором может оказаться непростой задачей. Сложность состоит в том, чтобы правильно подобрать силу тока и воздействия на металл таким образом, чтобы он не оказался прожженным насквозь.
Сложность состоит в том, чтобы правильно подобрать силу тока и воздействия на металл таким образом, чтобы он не оказался прожженным насквозь.
Сварка тонкого металла инвертором: видео, особенности
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром. Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
Электроды для сварки тонкого металла инвертором
Помимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно. В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги.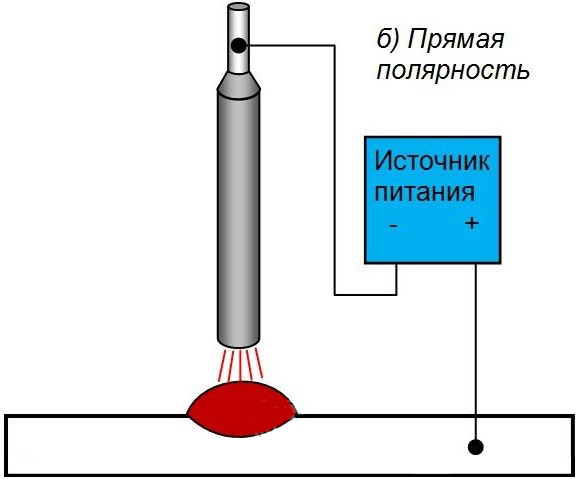 Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.
Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
Технологический процесс
Сварка инвертором тонкого металла
Пошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.

Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал.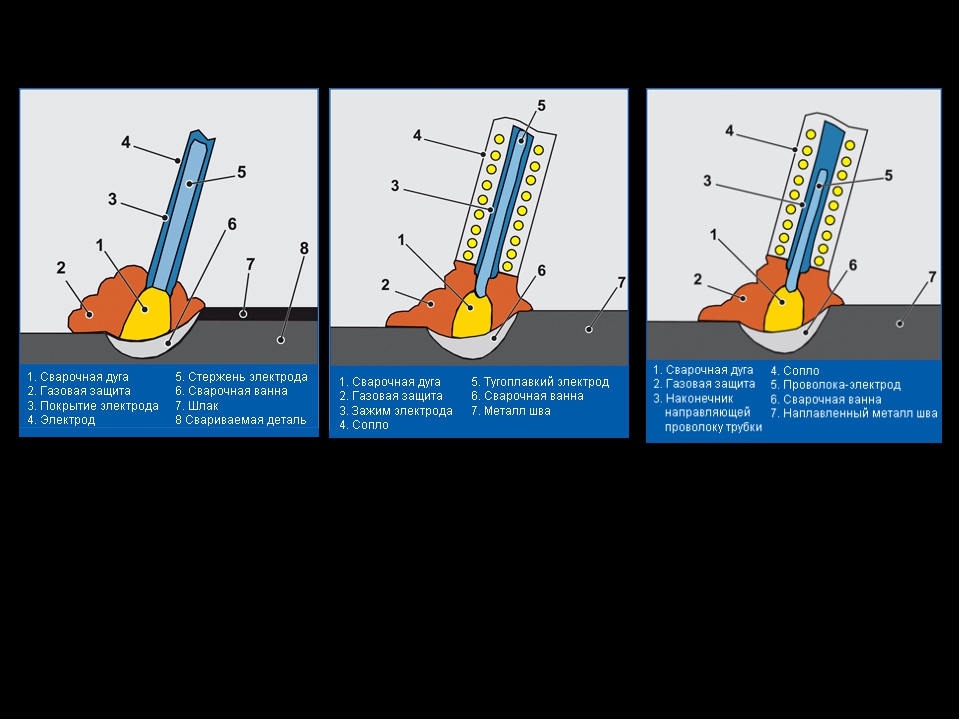 Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
stroypomochnik.ru
Альтернативные методы
Надежной альтернативой инвертору считают применение полуавтоматов для соединения тонких металлических элементов. Использование проволоки позволяет увеличить производительность работ, за счет отсутствия пауз для замены электродов.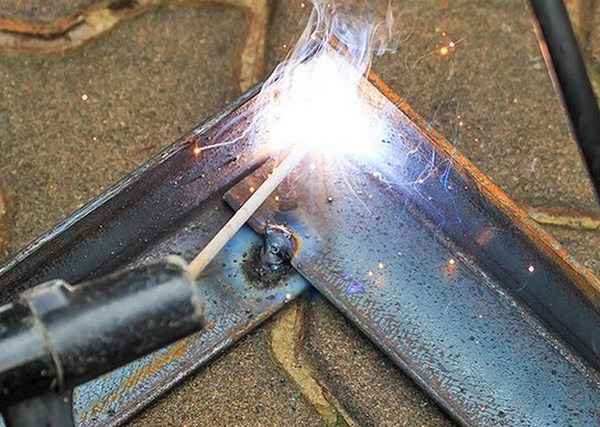 Ассортимент расходных материалов позволяет подобрать идеальный вариант для конкретного случая.
Ассортимент расходных материалов позволяет подобрать идеальный вариант для конкретного случая.
Недостаток полуавтомата заключается в повышенных требованиях к квалификации работника – начинающий сварщик не способен за короткий срок освоит все навыки работы с данным оборудованием.
Прямой и обратный ток во время сварки. Что дает изменение полярности при сварке электродами.
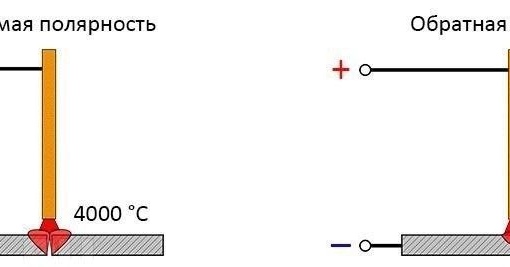
Сварка металлов постоянным током может осуществляться в двух режимах: с прямой полярностью и обратной. Прямая полярность при сварке — это когда минус подключен к электроду, а плюс — к металлической заготовке. При сварке с обратной полярностью все наоборот, то есть к стержню подключается плюс, а к изделию — минус.
При сварке постоянным током на конце электрода образуется тепловое пятно, которое имеет высокую температуру.В зависимости от того, какой полюс подсоединен к электроду, будет зависеть температура на его кончике, и соответственно будет зависеть режим процесса сварки. Например, если к расходному материалу подключен плюс, то на его конце образуется анодное пятно, температура которого составляет 3900С. Если он минус, то получаем катодное пятно с температурой 3200С. Разница существенная.
Если он минус, то получаем катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка приходится на металлическую заготовку.То есть больше прогревается, что позволяет углубить корневой шов сварного шва.
- При сварке током обратной полярности на кончике электрода возникает температурная концентрация. То есть основной металл меньше нагревается. Поэтому этот режим в основном используется при соединении заготовок небольшой толщины.
Следует добавить, что режим обратной полярности применяется также при соединении высокоуглеродистых и легированных сталей, нержавеющей стали. То есть те виды металлов, которые чувствительны к перегреву.
Внимание! Поскольку температура на анодном и катодном пятнах разная, расход самого электрода будет зависеть от правильного подключения сварочного аппарата. То есть обратная полярность при сварке инвертором — это перерасход электродов.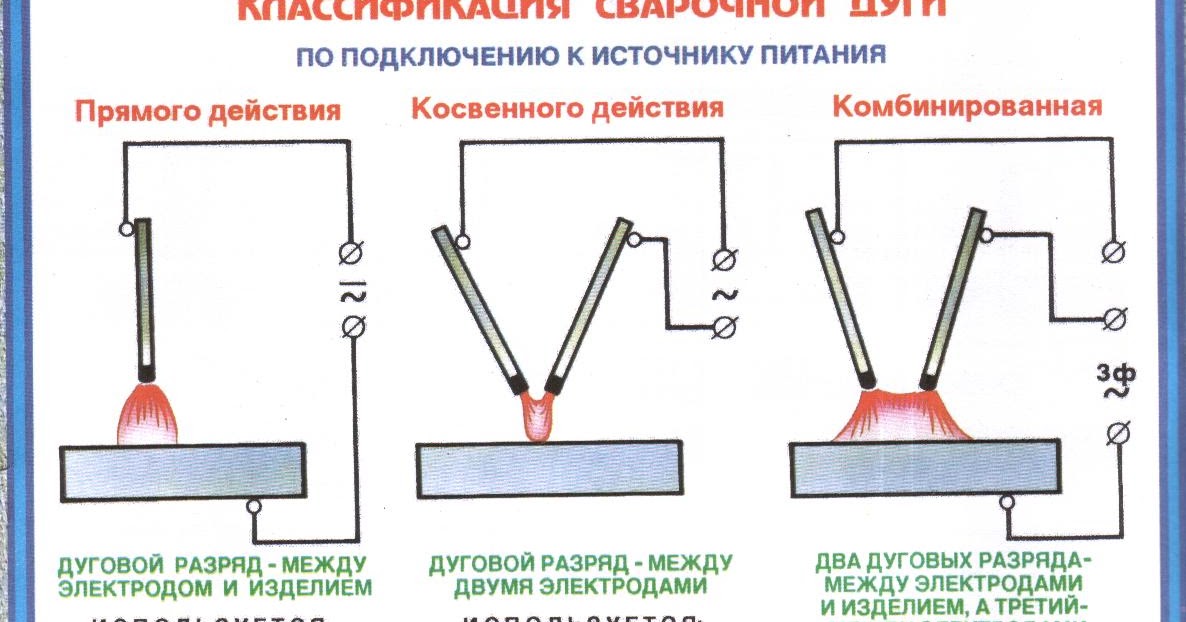
В процессе сварки постоянным током необходимо следить за тем, чтобы металл заготовок хорошо прогревался, почти до состояния расплавленного металла. То есть должна образоваться сварочная ванна. На качество ванны влияет прямая и обратная полярность режима сварки.
- Если сила тока большая, а это значит, что температура нагрева также будет высокой, то металл нагреется до такого состояния, что электрическая дуга просто оттолкнет его. Ни о какой связи здесь говорить не приходится.
- Если ток, наоборот, слишком мал, то металл не нагреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны создается среда, которой легко управлять с помощью электрода.Он расширяется, поэтому одно движение стержня создает ориентационный сварной шов. В этом случае легко контролировать глубину сварки.
Кстати, скорость электрода напрямую влияет на качество конечного результата. Чем выше скорость, тем меньше тепла попадает в зону сварного шва, тем меньше прогревается основной металл.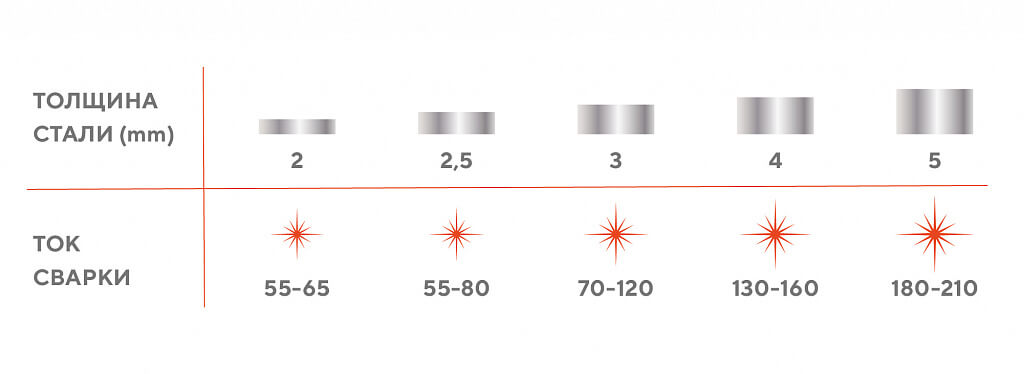 При уменьшении скорости температура внутри сварочной ванны увеличивается. То есть металл хорошо прогревается. Поэтому опытные сварщики устанавливают ток инвертора больше, чем необходимо. Но качество сварного шва контролируется именно скоростью движения электрода.
При уменьшении скорости температура внутри сварочной ванны увеличивается. То есть металл хорошо прогревается. Поэтому опытные сварщики устанавливают ток инвертора больше, чем необходимо. Но качество сварного шва контролируется именно скоростью движения электрода.
Что касается самих электродов, то выбор полярности определяется материалом, из которого они изготовлены, или типом покрытия. Например, использование обратной полярности при сварке постоянным током, в которой используется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает выходить из строя. Поэтому этот тип используется только в режиме прямой полярности. Напротив, чистый металлический стержень без покрытия хорошо заполняет сварной шов с обратной полярностью.
Глубина и ширина сварного шва также зависят от используемого режима. Чем выше ток, тем больше проникновение. То есть увеличивается глубина сварного шва. Все дело в линейной энергии дуги. Фактически, это количество тепловой энергии, проходящей через единицу длины сварного шва. Но увеличить ток до бесконечности невозможно даже вне зависимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его смещение.Конечным результатом такой электросварки на большом токе является прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то режим обратной плавки может обеспечить большую глубину проплавления.
Некоторые особенности сварки прямой полярностью
Что определяется прямой полярностью. Указываются некоторые качества сварных швов в процессе соединения в режиме прямой полярности. Но были некоторые тонкости.
- Металл от электродов или присадочного материала переносится в сварочную ванну большими каплями.Это, во-первых, большая металлическая струя. Во-вторых, увеличение проникновения.
- В этом режиме электрическая дуга нестабильна.
- С одной стороны, уменьшение глубины проплавления, наоборот, уменьшение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев электродного стержня или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- У некоторых сварочных материалов наблюдается увеличение коэффициента наплавки.Например, при использовании плавильных электродов в инертных и некоторых активных газах. Или при использовании присадочных материалов, которые наносятся под определенные типы флюсов, например, марки ОСТ-45.
- Кстати, прямая полярность влияет и на состав материала, попавшего в шов между двумя металлическими заготовками. Обычно углерод в металле практически отсутствует, но кремний и марганец присутствуют в больших количествах.

Особенности сварки обратной полярностью
Сварка тонких деталей — процесс повышенной сложности, потому что всегда есть опасность ожога. Поэтому они подключаются по режиму обратной полярности. Но есть и другие способы уменьшить опасность.
Поэтому они подключаются по режиму обратной полярности. Но есть и другие способы уменьшить опасность.
- Уменьшите потенциал тока, чтобы снизить температуру детали.
- Сварку лучше производить прерывистым швом. Например, сделайте небольшую секцию в начале, затем переместитесь в центр, затем начните стыковку с противоположной стороны, затем начните готовить промежуточные секции. В общем, схему можно изменить. Таким образом можно избежать коробления металла, особенно если длина стыка превышает 20 см.Чем больше сварных сегментов, чем короче каждая часть, тем ниже процент коробления металла.
- Металлические заготовки очень тонкие свариваются с прерывистым прерыванием электрической дуги. То есть электрод вытаскивают из зоны сварки, затем снова быстро поджигают, и процесс продолжается.
- Если выполняется сварка внахлест, то две заготовки должны быть плотно прижаты друг к другу. Небольшой воздушный зазор вызывает прожигание верхней части. Для создания плотной посадки нужно использовать струбцины или любую нагрузку.
- При соединении заготовок зазор между деталями лучше минимизировать, а в идеале, чтобы не было зазора совсем.
- Для сварки очень тонких деталей с неровными краями под стыком необходимо укладывать материал, хорошо поглощающий тепло процесса. Обычно для этого используется медная пластина. Можно и стальной. В этом случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно отбортовывать края свариваемых изделий.Угол отбортовки — 180 °.

Направление движения электронов контролируется полярностью путем переключения проводов на плюсовой или минусовой вывод. То есть при работе со сваркой постоянным током возможны две настройки:
- Прямая полярность. Минус подключен к электроду, плюс — к клемме заземления. В этом случае ток движется от электрода к заготовке, и металл нагревается сильнее, чем электрод.
- Обратная полярность. Плюс подключен к электроду, минус — к клемме заземления.Движение тока от минуса к плюсу (от заготовки к электроду) вызывает более сильный нагрев электрода.

Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от задач и качества материалов. При переменном токе тип подключения не имеет значения, а при постоянном токе можно изменить полярность вручную.
Значение полярности для сварки
Постоянный ток создает тепловое (анодное) пятно.Изменяя полярность, вы можете переместить его от электрода к заготовке. Основной нагрев создается на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при противоположной полярности — электрод. Таким образом, возможности инвертора формируются в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности заготовка получает основной нагрев, поэтому ширина сварного шва достаточно велика. Соответственно, для тонких металлов правильнее использовать обратное соединение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами с определенными свойствами. Например, алюминий — металл средней плавкости, поэтому нужно обеспечить заготовку прямым подключением для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав варится, поэтому предварительное изучение инструкции поможет справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие — флюс.При нагревании выгорает, выполняя свою основную задачу: вытесняя воздух, препятствует образованию пор. Тип флюса определяет особенности использования электродов при различных температурных режимах. Например, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя сделают правильный выбор. То же самое и с типами проводов. Кстати, у инверторных полуавтоматов тоже есть характеристики, на которые стоит обратить внимание.
 Например, алюминий — металл средней плавкости, поэтому нужно обеспечить заготовку прямым подключением для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав варится, поэтому предварительное изучение инструкции поможет справиться с задачей.
Например, алюминий — металл средней плавкости, поэтому нужно обеспечить заготовку прямым подключением для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав варится, поэтому предварительное изучение инструкции поможет справиться с задачей.
Если деталь и электрод имеют характеристики, требующие противоречивых настроек, вам придется найти компромиссный вариант, отрегулировав силу тока и время обработки сварного шва. С опытом приходят знания, которые позволяют решать любые проблемы.
С опытом приходят знания, которые позволяют решать любые проблемы.
Виды сварки
Ручная дуговая сварка плавящимся электродом (MMA). Здесь его роль играет особая плавильная проволока, покрытая шлаком. Метод очень популярен, но специалисты считают его не лучшим вариантом для получения качественных швов, если изделие представляет собой сложный по составу сплав. Во время плавления проволока соединяет необходимые детали, а ее покрытие очищает от грязи и защищает сварочную ванну от кислорода.Метод подходит для сварки чугуна, черных металлов.
Сварочный полуавтомат. Электрод представляет собой проволоку, которая автоматически попадает в зону сварного шва. Аппарат находится в режиме ручного перемещения, поэтому этот метод не подходит для обработки большой рабочей площади, его применяют для сварки тонких листов, цветных металлов, высоколегированной стали. Используется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен; в остальных случаях сварка выполняется в среде активных или инертных защитных газов. Возможна электродная сварка без плавления.
Сварка в защитных газах. В процессе используется газообразный аргон, сжигающий грязь и кислородные соединения. Электрод представляет собой неплавкий вольфрамовый или графитовый стержень. Использование аргона очищает сварочную ванну от всех ненужных примесей и оксидов. Исключено образование шлака, шов получается качественным и чистым, но сварка в среде защитного газа — довольно дорогая технология, требующая серьезных навыков.
В зависимости от условий сварки используются разные типы сварки.Например, для ремонта кузовов автомобилей в сервисах используют сварочный полуавтомат с использованием защитного газа, что позволяет при невысокой стоимости производить качественные сварочные работы. Прямая и обратная полярность при инверторной сварке позволяет регулировать глубину плавления для любого типа сварочной работы.
Технология ручной дуговой сварки
Дуговая сварка — наиболее распространенный вид сварки металлов.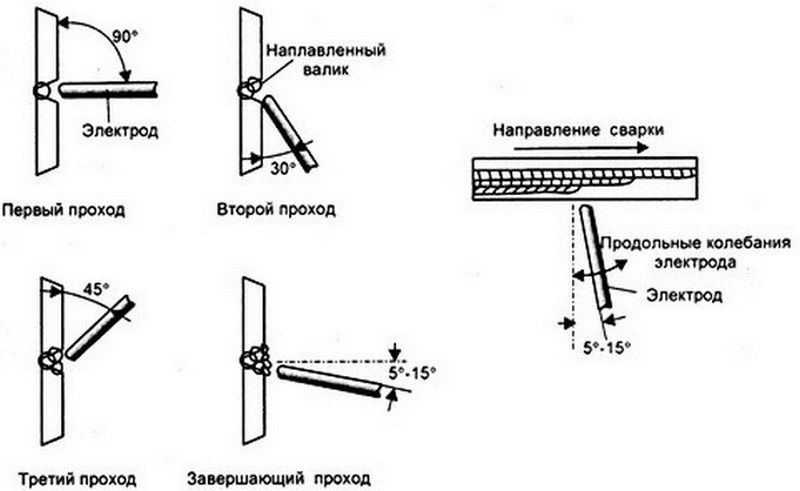 Метод универсален, технологичен и позволяет получать сварные швы хорошего качества в непроизводственных условиях.Электрический ток сварочного источника образует дугу между изделием и электродом. На нем горит покрытие (флюс), выделяя газ, очищающий рабочую зону от кислорода.
Метод универсален, технологичен и позволяет получать сварные швы хорошего качества в непроизводственных условиях.Электрический ток сварочного источника образует дугу между изделием и электродом. На нем горит покрытие (флюс), выделяя газ, очищающий рабочую зону от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Во время процесса они перемещаются по координатной оси, чтобы сохранить размер дуги. Оптимальной считается дуга не более, чем стержень электрода, обеспечивающий высочайшее качество шва. Если допустить длинную дугу, качество сварки ухудшится из-за отклонения дуги от заданного направления.Необходимо соблюдать определенную скорость движения электрода, чтобы шов не получился неровным или рыхлым.
По форме и типу соединений сварные швы делятся на:
- тельца;
- угловой;
- приклад;
- круг;
- торец.
Различные углы наклона электрода позволяют создавать разные типы швов. Наиболее удобный интервал между 45 и 90 градусами, при котором сварочная ванна полностью находится в пределах досягаемости.С опытом приходит понимание, как изменить угол наклона.
Наиболее удобный интервал между 45 и 90 градусами, при котором сварочная ванна полностью находится в пределах досягаемости.С опытом приходит понимание, как изменить угол наклона.
Всего
Основная задача новичка — научиться «вести» сварной шов. Основной металл нагревается до состояния плавления, образуя сварочную ванну. В зависимости от ситуации сварщик меняет текущие настройки, ориентируясь на состояние ванны. Начать нужно с настроек, рекомендованных производителями, а затем постепенная практика поможет разобраться и правильно использовать все возможности инвертора.
Появление инверторных сварочных аппаратов значительно расширило сферу их применения. Этот вид работы стал доступен каждому домашнему мастеру. Но владельцы моделей не всегда знают особенности использования. В частности, зачем нужна прямая линия и в каких случаях применяется обратная полярность при сварке с инвертором.
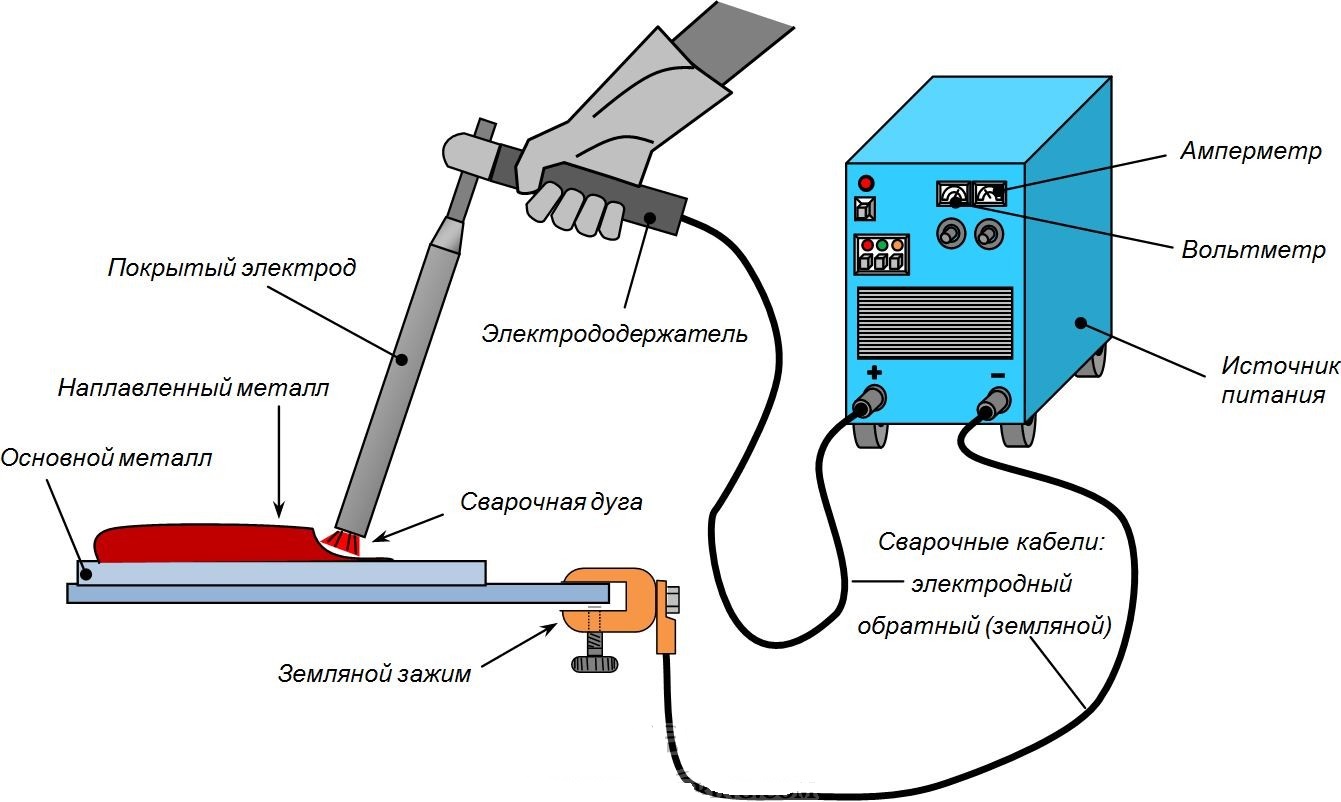
Основы использования инверторного сварочного аппарата
Данный вид оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами — выбрать сварочный ток и тип электродов. Тогда можно приступать к работе.
Для применения необходимо определиться с основными параметрами — выбрать сварочный ток и тип электродов. Тогда можно приступать к работе.
Общее использование инвертора
- Подготовка поверхности материала — удаление ржавчины и обезжиривание. Это необходимо для образования надежного шва.
- Выбрать режим сварочного тока и электродов. Они зависят от характеристик металла, параметров будущего шва.
- Клемма массы (плюс) должна быть подключена к металлической поверхности.Важно, чтобы он не мешал выполнению основных операций.
- К электрододержателю подключен минус.
- Формирование дуги. Это можно сделать, ударив или постучав электродом по металлу в области шва.
- После формирования соединения молотком удалите окалину.
Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех типов инверторов. Однако помимо этой функции устройства должны иметь дополнительные характеристики. От этого зависит сфера их применения, скорость и комфортность работы. Поэтому к выбору модели нужно подойти профессионально.
От этого зависит сфера их применения, скорость и комфортность работы. Поэтому к выбору модели нужно подойти профессионально.
- Горячий старт. Кратковременное увеличение тока приводит к быстрому образованию дуги.
- Антипригарное покрытие. При больших токах велика вероятность приваривания к металлу. Уменьшение этого значения позволит сформировать максимально ровный шов.
- Форсаж.Он активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Это необходимо для сварки алюминиевых заготовок.
- Пониженная частота вращения холостого хода. Относится к мерам безопасности при работе в местах с повышенной влажностью или небольших помещениях. С помощью специального блока напряжение понижается до 15 В.
- Тип индикации. Оптимальный вариант — цифровое отображение текущих параметров.
Также важно выбрать сварочный ток, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используются электроды марок АНО и МП. Они подходят для образования шва на стальных поверхностях. или заготовки из сложных сплавов требует подбора специальных расходных материалов, могут применяться добавки.
При прямой и обратной полярности
Изменение полярности во время работы связано с текущими процессами.Помимо выбора основных параметров сварки, вы можете поменять местами подключенные клеммы. Ток течет от отрицательного к положительному. В результате этого нагревается первая.
- Прямая полярность — «минус» подключен к электроду, «плюс» — к металлу. Поверхность последнего нагревается. Этот режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность — электрод подключен к «плюсу», металл к «минусу». Есть обратный процесс — нагрев электрода холодным металлом. Это необходимо для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
 Есть обратный процесс — нагрев электрода холодным металлом. Это необходимо для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Есть обратный процесс — нагрев электрода холодным металлом. Это необходимо для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Использование того или иного режима зависит от поставленных задач. Простота замены клемм позволяет выполнять эти операции при обработке отдельной заготовки.
Графики, поясняющие процесс сварки постоянным током (б) и переменным (а)
Сварка с использованием сварочных аппаратов, работающих на постоянном токе, сегодня нашла гораздо большее применение, чем сварочные аппараты, работающие на переменном токе.Это в первую очередь связано с тем, что сварочные элементы для сварки постоянным током значительно уменьшают количество присадочных электродов в сварном шве. Во-вторых, при использовании сварки постоянным током можно добиться значительного снижения уровня окалины в сварном шве. Это означает, что полученное соединение очень прочное.
Электроды — одна из основных статей расходов при любых сварочных работах.
 Сварка постоянным током позволяет добиться значительного снижения производительности разбрызгиваемых электродов, а это означает снижение материальных затрат.В целом, сварка на переменном токе может повысить рентабельность процесса при одновременном снижении стоимости изготовления деталей.
Сварка постоянным током позволяет добиться значительного снижения производительности разбрызгиваемых электродов, а это означает снижение материальных затрат.В целом, сварка на переменном токе может повысить рентабельность процесса при одновременном снижении стоимости изготовления деталей. Важным преимуществом сварки постоянным током является повышение производительности труда. Работа с постоянным током значительно упрощает работу сварщика, а значит, более эффективно и продуктивно.
Сварка постоянным током бывает прямой и обратной полярности. Прямая полярность — это когда ток идет от минуса к плюсу, а тепло сосредоточено на продукте. Этот тип часто используется при механизированной сварке. Сварка постоянным током с обратной полярностью включает концентрацию тепла на конце электрода (то есть минус на изделии и плюс на электроде).
Стоит отметить, что сварочный шов требует использования сварочного выпрямителя. Он может быть другого типа. Большинство этих выпрямителей используются в промышленности, поэтому чаще всего работают от трехфазного тока с частотой 50-60 Гц.

Сварка постоянным током с обратной полярностью позволяет увеличить глубину проплавления на 50% по сравнению со сваркой постоянным током с прямой полярностью.Это связано с тем, что на аноде и катоде выделяется разное количество тепла. Но при сварке переменным током глубина проплавления на 20% меньше по сравнению с постоянным током обратной полярности.
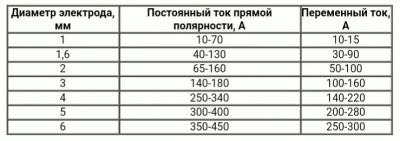
Диаметр электрода при сварке постоянным током зависит от положения сварки, толщины металла, типа соединения и формы кромок для сварки. Если речь идет о стыковой сварке, диаметр электрода должен быть равен толщине свариваемого листа.При сварке листов большей толщины используются электроды диаметром от 4 до 6 мм.
Напряжение — это величина, которая в основном определяет ширину шва. А на такой параметр, как глубина проникновения, напряжение существенного влияния не оказывает. Но в этом нет необходимости. Например, если скорость сварки постепенно увеличивать с увеличением напряжения, то ширина шва будет уменьшаться. В основном сила тока зависит от диаметра электрода, его рабочей длины, покрытия и положения сварки.
Чем выше ток, тем выше производительность, так как количество наплавленного металла увеличивается.Качество сварного шва при работе с приборами постоянного тока во многом зависит от их настроек. Даже самый простой инвертор имеет не только настройки тока, но и полярность. Чаще всего настройка по умолчанию — прямая полярность во время сварки, и вы можете годами работать со своим инвертором, не зная всех его возможностей. Если у вас возникла необходимость сваривать высоколегированную сталь или у вас не получается добиться качественного шва, то вам просто необходимо знать все тонкости настроек.О том, какая бывает полярность и как она влияет на сварочные работы, поговорим.
Сваркапостоянным током подразумевает наличие розетки для подключения к «+» и «-» сварочного аппарата. В зависимости от того, куда подключается масса и где находится электрод, различают полярность.
- Прямая полярность — это схема подключения, при которой масса подключается к плюсовому разъему, а электрод — к минусу. В этом случае характер и полярность тока определяют наличие анодных и катодных пятен.При таком соединении на стороне детали образуется анод (более горячий).
- Обратная полярность — масса подключена к минусу, а электрод к плюсу. При обратной полярности при сварке постоянным током на противоположной стороне, то есть на электроде, образуется анодное пятно с более высокой температурой.
 В этом случае характер и полярность тока определяют наличие анодных и катодных пятен.При таком соединении на стороне детали образуется анод (более горячий).
В этом случае характер и полярность тока определяют наличие анодных и катодных пятен.При таком соединении на стороне детали образуется анод (более горячий).Примечание! Сварка на переменном токе предполагает самостоятельную смену полярности до ста раз в секунду, поэтому в таких случаях нет смысла следовать схеме подключения.
От чего зависит выбор полярности
Изменяя тип соединения, можно сконцентрировать нагрев либо на свариваемой детали, либо на электроде (перемещая анодное пятно). Плюс розетка отвечает за нагрев, поэтому при прямом подключении, когда плюс подключен к металлу, наблюдается больший нагрев сварного соединения, а при обратной полярности больше нагревается электрод.
Благодаря этой особенности мы можем выбрать схему подключения исходя из:
- Толщина металла. Если свариваем детали большой или средней толщины, то подойдет прямое соединение, при котором сосредоточенное на изделии тепло поможет получить более глубокий шов и качественное проплавление. Также этот тип соединения подходит для резки металлов различной толщины. Тонкие металлы лучше всего сваривать с обратной полярностью, концентрируя большую часть тепла на электроде. Таким образом деталь не поддастся перегреву, а сам электрод быстрее расплавится.
- Тип металла. Возможность изменять локализацию теплового пятна помогает выбрать наиболее эффективные схемы работы для различных металлов.Например, если мы варим нержавеющую сталь или чугун, то обратное соединение необходимо, чтобы избежать перегрева сплава и образования тугоплавких соединений. Для алюминия прямое соединение необходимо, иначе пробить оксиды будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройке прибора на тот или иной сплав.
- Тип электрода или проволоки. Как и у металлов, у электродов есть свои особенности температурного режима, больше связанные с типом флюса. Например, для работы с угольными электродами нельзя использовать обратную полярность, иначе флюс перегреется и электрод придет в негодность. Чтобы выбрать настройку, подходящую для вашего электрода, посмотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Если говорить о проводах для полуавтоматов, то у них также есть рекомендации по подключению минусовой и плюсовой точек устройства.
 Если свариваем детали большой или средней толщины, то подойдет прямое соединение, при котором сосредоточенное на изделии тепло поможет получить более глубокий шов и качественное проплавление. Также этот тип соединения подходит для резки металлов различной толщины. Тонкие металлы лучше всего сваривать с обратной полярностью, концентрируя большую часть тепла на электроде. Таким образом деталь не поддастся перегреву, а сам электрод быстрее расплавится.
Если свариваем детали большой или средней толщины, то подойдет прямое соединение, при котором сосредоточенное на изделии тепло поможет получить более глубокий шов и качественное проплавление. Также этот тип соединения подходит для резки металлов различной толщины. Тонкие металлы лучше всего сваривать с обратной полярностью, концентрируя большую часть тепла на электроде. Таким образом деталь не поддастся перегреву, а сам электрод быстрее расплавится. Например, для работы с угольными электродами нельзя использовать обратную полярность, иначе флюс перегреется и электрод придет в негодность. Чтобы выбрать настройку, подходящую для вашего электрода, посмотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Если говорить о проводах для полуавтоматов, то у них также есть рекомендации по подключению минусовой и плюсовой точек устройства.
Например, для работы с угольными электродами нельзя использовать обратную полярность, иначе флюс перегреется и электрод придет в негодность. Чтобы выбрать настройку, подходящую для вашего электрода, посмотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Если говорить о проводах для полуавтоматов, то у них также есть рекомендации по подключению минусовой и плюсовой точек устройства.
Теперь вы знаете, что может повлиять на настройки подключения.Бывают случаи, когда для металла требуется один, а у электрода совершенно разные настройки. В таких случаях следует искать компромиссы, регулируя силу тока и рабочие циклы.
Помните! Тип соединения не зависит от пространственного положения.
Особенности сварки прямой полярностью
Прямая полярность при работе с постоянным током имеет ряд особенностей. Некоторые из них мы уже перечислили, на остальные стоит обратить особое внимание:
- шов глубокий, но достаточно узкий.
- подходит для большинства сталей толщиной от 3 мм.
- цветные металлы с помощью вольфрамового стержня сваривают только в прямой полярности.
- отличается стабильной дугой и, как следствие, лучшим швом.
- не используйте электроды для сварочных аппаратов переменного тока.
- лучше подходит для резки металла.

Особенности сварки обратной полярностью
Как и прямая, обратная полярность при сварке с инвертором имеет ряд особенностей, зная, что вы можете избежать ряда ошибок, типичных для новичков.Стоит выделить такие особенности:
- при сварке постоянным током на обратной полярности шов менее глубокий, но более широкий
- отлично подходит для сварки тонких металлов и металлов средней толщины. При работе с толстыми заготовками качество шва резко снижается.
- запрещается работать с обратной полярностью с электродами, чувствительными к перегреву.
- при малых токах наблюдается значительное снижение качества сварного шва из-за скачущей дуги.
- кроме реверсивного подключения, для работы с высоколегированными сталями следует строго придерживаться рекомендаций по рабочему циклу и охлаждению заготовки.

Заключение
Сварочные аппараты постоянного тока, такие как инверторы или полуавтоматы, достаточно просты для использования в повседневной жизни. Именно поэтому спрос и предложение на рынке этих устройств постоянно растет. Этому способствует их доступность, невысокая стоимость и готовить на постоянном токе проще, чем на переменном.Однако чтобы получить качественный, красивый и прочный сварной шов, необходимо знать ряд технологических особенностей, в том числе назначение и виды полярности. Благодаря знаниям из этой статьи и источнику постоянного тока своими руками вы сможете выполнить любые сварочные работы. Главное — тщательный подход к работе и соблюдение всех защитных мер.
Как собрать сварочный аппарат 220. Сварочный аппарат делаем сами. Сварочный инверторный аппарат
своими руками Перед тем, как сделать сварочный аппарат, нужно иметь представление, что такое понижающий трансформатор.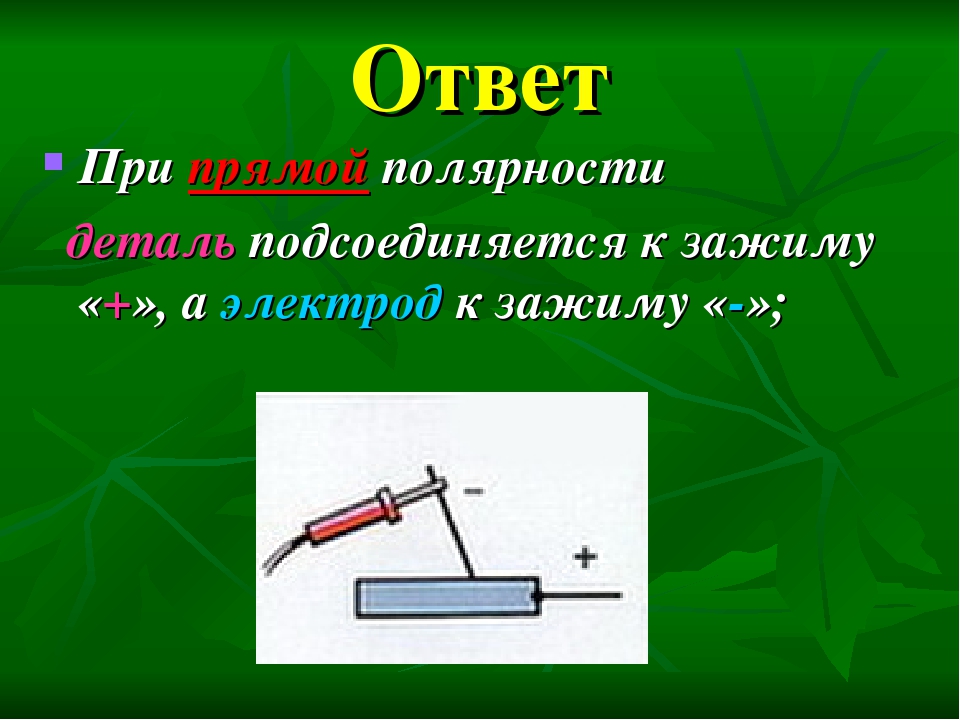 Люди с минимальными знаниями в области электротехники могут сделать это сами. Производство такой продукции было особенно актуально в те времена, когда подобное оборудование не имело серийного производства и было недоступно широкому кругу покупателей. А необходимость использования и сварки металлоконструкций для хозяйственных нужд была и остается сейчас. Сварка — самый простой и быстрый способ соединения металлических деталей.
Люди с минимальными знаниями в области электротехники могут сделать это сами. Производство такой продукции было особенно актуально в те времена, когда подобное оборудование не имело серийного производства и было недоступно широкому кругу покупателей. А необходимость использования и сварки металлоконструкций для хозяйственных нужд была и остается сейчас. Сварка — самый простой и быстрый способ соединения металлических деталей.
Виды сварки и типы сварочных аппаратов
Существует несколько типов сварки: плазменная, электрошлаковая, дуговая, лазерная, лучевая, ультразвуковая, газовая и контактная, а также многие другие.В домашних условиях обычно бывает достаточно электрической дуговой сварки. Для электродуговой сварки существуют трансформаторные и инверторные аппараты. Чтобы получить аппарат постоянного тока, вам нужно немного изменить и переделать настроенный на переменный ток аппарат. Но преимущество все же остается у современных моделей инверторов, масса которых намного меньше. Такие устройства имеют стабилизацию тока и работают при пониженном сетевом напряжении, но чувствительны к перегреву, что требует осторожности.
Такие устройства имеют стабилизацию тока и работают при пониженном сетевом напряжении, но чувствительны к перегреву, что требует осторожности.
Конструкция трансформаторного аппарата проста и надежна.Вы можете сделать свой сварочный аппарат переменного тока на основе трансформаторов. Электрическая дуга в этом устройстве создается током высокого напряжения, а само устройство должно иметь большую мощность. Трансформатор, используемый для изготовления сварочного аппарата, должен выдерживать длительные и значительные нагрузки без перегрева. Наиболее удобна для изготовления модель, сердцевина которой имеет форму буквы «П», так как она легко разбирается и на нее легче наматывать обмотку (рис. 1).Но если найти этот тип сердечника не представляется возможным, допустимо использование сердечника тороидального типа с круглым сечением, который можно встретить в электродвигателе, латоре или статоре. Формула расчета для него будет аналогичной, но имеет несколько отличий.
Трансформатор внешне представляет собой катушку из медного провода с эмалью, намотанную на сердечник. Количество катушек редко превышает 2, на них также имеется 2 обмотки — первичная и вторичная. Катушки содержат разное количество витков.Первичная обмотка подключается к сети, и возникает индукция, дающая ток более низкого напряжения, но больше ампер во второй слой обмотки. На качество отрицательно скажется низкая сила тока, слишком большая порежет свариваемый металл и обожжет электроды.
Количество катушек редко превышает 2, на них также имеется 2 обмотки — первичная и вторичная. Катушки содержат разное количество витков.Первичная обмотка подключается к сети, и возникает индукция, дающая ток более низкого напряжения, но больше ампер во второй слой обмотки. На качество отрицательно скажется низкая сила тока, слишком большая порежет свариваемый металл и обожжет электроды.
Как самому сделать трансформаторный сварочный аппарат: материалы и инструменты
Рисунок 1. Обмотка на сердечнике P-образной формы.
- железо трансформаторное;
- медный провод;
- обмотка;
- ядро; Термобумага
- ; Картон технический
- ;
- стекловолокно;
- электролак;
- вентилятор.
Утюг для сварочного аппарата должен иметь высокую магнитную проницаемость. Идеальная толщина намотки — 0,3 мм при ширине медного листа 40 мм. Термобумага нужна, чтобы обернуть в нее всю обмотку; его толщина должна быть не менее 0,05 мм.
Если для намотки используется обычный провод, может случиться так, что поверхность жилы перегреется. С этой же целью внутри трансформатора сварочного аппарата установлен вентилятор.
Чтобы бытовой сварочный аппарат этого типа мог работать с электродами диаметром 3-4 мм, его сердечник должен иметь поперечное сечение от 22 до 55 см².Большее значение не даст большей мощности, но аппарат будет значительно тяжелее. Поперечная площадь сердечника рассчитывается по формуле S = a * b. Для первичной обмотки очень хорошо подойдет провод, изолированный из стекловолокна или хлопка, устойчивый к температурным воздействиям. Именно такая изоляция обеспечит длительную работу устройства без перегрева; в крайнем случае можно использовать резиновую изоляцию.
Изоляционный слой при наличии стеклоткани или хлопчатобумажной ткани может быть изготовлен самостоятельно.Для этого ткань нужно разрезать на узкие полоски по 2 см и обмотать ими проволоку, а затем пропитать обмотку электролаком.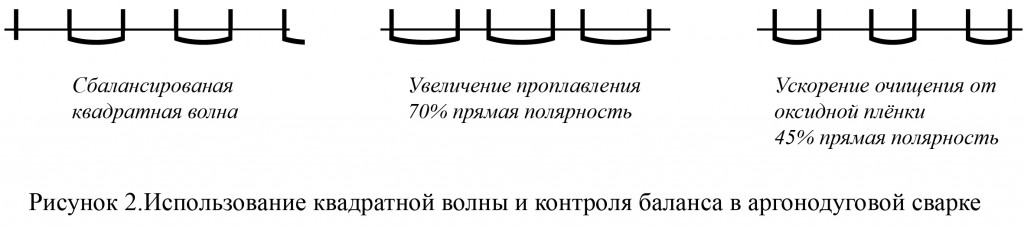
Правильная намотка шпуль
Для того, чтобы катушки правильно намотали, сначала нужно сделать каркас, который надо свободно надевать на сердечник сверху. Материалом для изготовления может выступать текстолит, а при его отсутствии технический картон. После намотки первого ряда потребуется слой утеплителя. Материалы могут быть стекловолокном, техническим картоном, текстолитом.Затем наматывается еще один слой медной обмотки, и аналогично изготавливается вторая катушка.
Особое внимание следует уделить первичной обмотке, так как именно она наиболее сложно перемотать, а между тем в процессе сварки температура часто достигает 100 ° C и более. На этом этапе удобнее всего работать вместе, чтобы пока один укладывал витки, второй тянул за провод.
Безопасность и осмотр оборудования
Перед работой нужно проверить прибор, напряжение на котором должно быть от 60 до 65 В.Для больших мощностей потребуются дополнительные слои обмотки, обычно их делают на промышленных моделях. Напряжение Ucb во время процесса не должно быть выше 18-24 В, это зависит от диаметра электрода. Увеличить обмотку потребуется даже в том случае, если изначально неверно рассчитывалась магнитная проницаемость трансформаторного железа. Также требуется соблюдение пожарной безопасности при эксплуатации, так как искры от сварки могут долго гореть и, попадая на какие-то предметы, тем самым воспламеняют их.
Напряжение Ucb во время процесса не должно быть выше 18-24 В, это зависит от диаметра электрода. Увеличить обмотку потребуется даже в том случае, если изначально неверно рассчитывалась магнитная проницаемость трансформаторного железа. Также требуется соблюдение пожарной безопасности при эксплуатации, так как искры от сварки могут долго гореть и, попадая на какие-то предметы, тем самым воспламеняют их.
Сварочный аппарат рассчитан на относительно небольшой объем работ. Поэтому после использования 10-15 электродов диаметром 3 мм он должен остыть. Если используются электроды 4 мм, время работы необходимо еще больше сократить. Нагрев устройства наиболее сильно происходит при использовании режима резки. По окончании работ устройство необходимо отключить от сети.
Сварочный инверторный аппарат своими руками
Схема такого устройства содержит доступные компоненты; собрать самостоятельно не составит труда.Этот вид работы требует знания электроники и значительного опыта. Многие бывшие в употреблении радиодетали можно найти на старых телевизорах. Материалы и инструменты:
- электрод
- ;
- тринисторов;
- диодов;
- платить;
- вентилятор;
- диодный мост.
Для корректной работы инвертора требуется ток с возможностью плавного регулирования от 40 до 130 А. Для первичной обмотки трансформатора первичный ток должен составлять 20 А, а электрод не более 3 мм обеспечит качественную работу.Сварочное напряжение необходимо включать и выключать с помощью удобно расположенной кнопки. Тонкие листы деталей позволят выполнять сварку с обратной полярностью.
Удобнее всего расположить все элементы схемы на печатной плате … Используемые в схеме тиристоры и диоды не должны перегреваться, для этого перед их установкой на плату монтируется радиатор, а на это, в свою очередь, они сами. Доска должна быть из стеклопластика толщиной не менее 1,5 мм. Вентилятор необходим для лучшего охлаждения всего контура, он монтируется непосредственно на корпусе для размещения инвертора.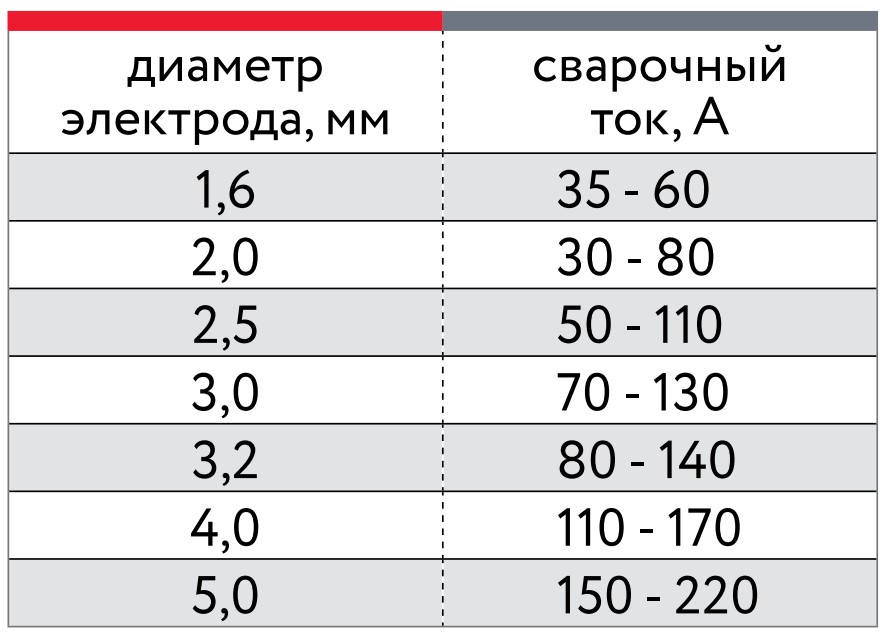
Работать с инвертором проще, чем выполнять аналогичные операции с трансформаторным аппаратом.
В этом случае шов намного лучше. Этот станок имеет возможность сваривать черные и цветные металлы и детали из тонких листов.
В быту, особенно в загородном дворе и загородном доме, есть такой вид работы на мини-ферме, без которой просто невозможно обойтись. Это соединение или резка любого железа, цветных металлов и алюминия (в защитном газе) с помощью электродуговой сварки.Нанять мастеров для них дороже.
Для чего нужен сварочный аппарат?
Мастера без сварки не соберут никаких механических устройств или мини-транспорта для облегчения работы в поле, огороде, саду, много транспорта.
Понятно, что сварщиком в одно мгновение не стать, нужно учиться или хотя бы практиковаться у профессионалов. И, конечно же, собрать самому или приобрести магазинный прибор для формирования электрической дуги.
И наши советы помогут им сориентироваться в ассортименте и моделях. Потому что этот рынок наполнен надежными, но дорогими и дешевыми, но бесполезными из-за некачественной или примитивной сварки.
Потому что этот рынок наполнен надежными, но дорогими и дешевыми, но бесполезными из-за некачественной или примитивной сварки.
Типы электродуговых аппаратов
Существуют аналогичные бытовые приборы следующих типов:
- разновидностей тока;
- трехфазный 380 В .; Инвертор
- .
Наиболее подходящие устройства для домашней сборки людям с малыми навыками работы с электрооборудованием на основе токов — постоянного и переменного.
Хотя есть несколько вариаций с первым током, и новичок в них может запутаться. Мы рекомендуем их тем, кто обучен электричеству.
А ниже мы рассмотрим, как быстро и качественно сделать сварочный аппарат своими руками.
Трансформаторы. Эти устройства понижают напряжение и увеличивают ток для создания электрической дуги. Например, вместо 220 вольт вы получите 17-45, но при токе до шестисот ампер (для домашней сварки нужно не более 160 ампер, оптимум — две с половиной сотни).
Ток регулируется пошагово. Для этого можно сделать простое дополнение из высоковольтных триодов и диодов с регулируемым сопротивлением. Или подключите несколько витков толстого металла (меди), чтобы уменьшить ток. Схема сварочного аппарата представлена на сайте, также вы можете увидеть ее на видео.
Кроме того, они выполняют еще и вторую функцию — с помощью встроенных выпрямителей вырабатывают постоянный ток также для сварки.
Наибольшее количество самоделок создается на основе преобразования тока и напряжения в ту или иную сторону.Их свойств достаточно для простых электромонтажных работ в повседневной жизни.
Выпрямитель. Это тоже сварочный агрегат, но для качественной работы и с разными металлами. Не в быту. А приобретать такой аппарат, кстати, недешево, стоит только для длительных сварочных процессов и для создания особо прочных швов.
Например, при крупном дорожно-транспортном происшествии со значительным повреждением кузова автомобиля. Считаем тонкий металл, чтобы не обжечься и сделать необходимые соединения, не уступающие по прочности заводским.
Инверторы (от англ. — преобразователи). Сначала о классификации токов: бывают постоянные (DC) и переменные (AC).
Ученые, от Эдисона до не менее известного Николы Теслы, интересовались этими переходами от одного к другому. Так родился инверторный сварочный аппарат.
Текущее преобразование в нем многопроходное. Амплитудный ток превращается в постоянный, который с помощью сварочного трансформатора снова переходит в постоянный или переменный ток.
Оба, смотря на которые настраивается схема, затем превращаются в электрическую дугу с постепенным изменением ее параметров в требуемых диапазонах.
Сложно создать в домашних условиях, но в продаже — массово, несмотря на значительную дороговизну.
Как «приготовить»?
Сила тока зависит от инструмента, которым вы будете сваривать — электрода.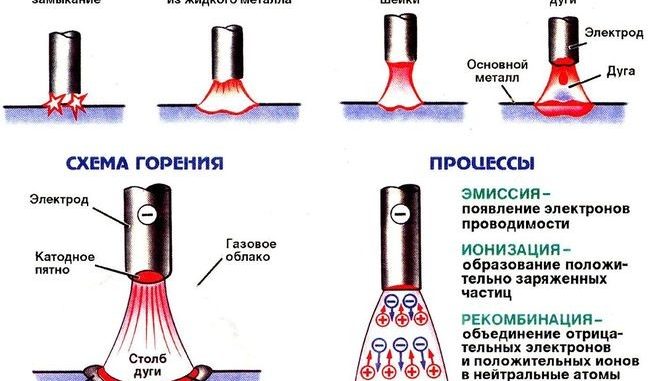
Его толщина привязана к толщине свариваемых деталей: если они равны пяти-шести миллиметрам, то электрод не должен быть тоньше четырех.Это максимум на самоделках.
Снизить потребление электроэнергии можно, если сваривать размеры с более тонкими стержнями (до полутора см). В этом случае сила тока уменьшится в пять раз.
Установка сварного агрегата в виде трансформатора
Для этого необходимы:
- набор пластин для магнитопровода — на базарах покупайте из сгоревших обмоток недорого или в разборке;
- большой провод для обоих типов обмоток.
Они основаны на стальных листах толщиной не менее трети миллиметра. Они собраны в прямоугольник с большим внутренним пространством, где первичная и вторичная обмотки должны умещаться с двух вертикальных сторон.
Количество витков зависит от площади стального каркаса, легко рассчитать с помощью линейки и арифметики.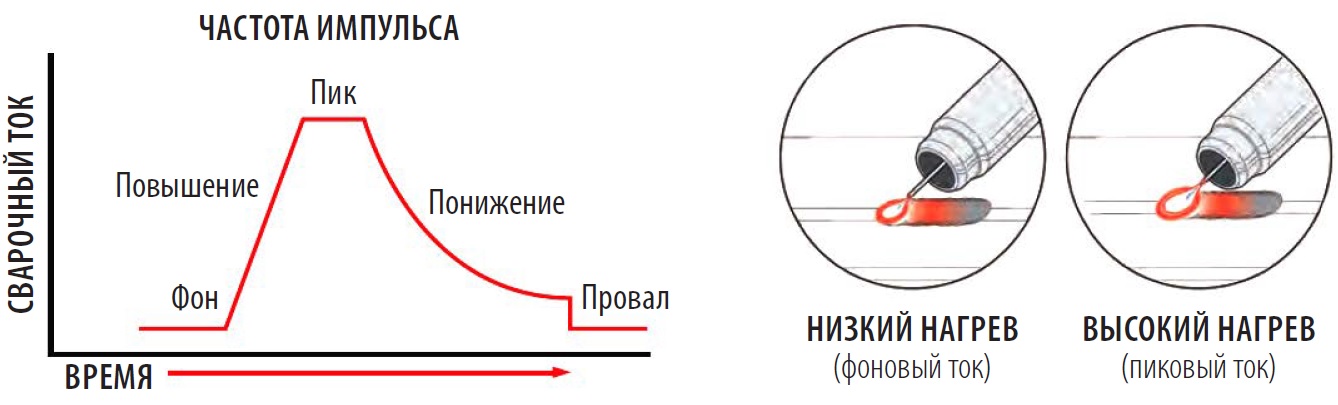 И сумму разделите пополам.
И сумму разделите пополам.
Толщина проволоки рассчитывается по следующей схеме: установленные киловатты сварщика разделить на две тысячи и умножить на единицу, получив тринадцать сотых.
Как собрана конструкция сварочного аппарата. Сначала наматывается первичная обмотка, наматывается послойно, вся обмотка изолируется, подводится к контактной пластине четырьмя крепежами: начало и конец обмотки на подключение 220 В, еще два отвода от 165 и 190 витков. . Метчики — это вариаторы тока.
Вторичная обмотка идет так: из 70 витков 40-41 закрывают первичную сверху, остальные витки уходят на другую сторону.
Также поднесите его концы к гетинаксу (текстолиту) — значит, «плюс» и «минус» пойдут один на сварочный рычаг, второй — на свариваемую деталь. Устройство готово к работе. Сделайте фото самодельного сварочного аппарата.
В процессе длительной эксплуатации возможен ремонт сварочного аппарата: подтяжка крепления пластин (вибрация), контактные пластины.
Фото подсказки как сделать сварочный аппарат своими руками
На данный момент существует несколько модификаций различных сварочных аппаратов.Сварочные трансформаторы своими руками можно сделать довольно легко, обладая определенными навыками.
Наиболее популярными являются трансформаторная сварка, предназначенная для контактной и дуговой сварки металлических конструкций. Популярность трансформатора для сварки данного типа обусловлена несколькими причинами:
- простотой и надежностью устройства;
- наличие широкого спектра использования данного вида оборудования;
- наличие высокой мобильности.
Помимо перечисленных преимуществ, использование данного типа аппаратов имеет ряд недостатков, основными из которых являются следующие:
- низкий КПД трансформаторного аппарата;
- высокая зависимость качества шва от наличия навыков работы сварщиком.
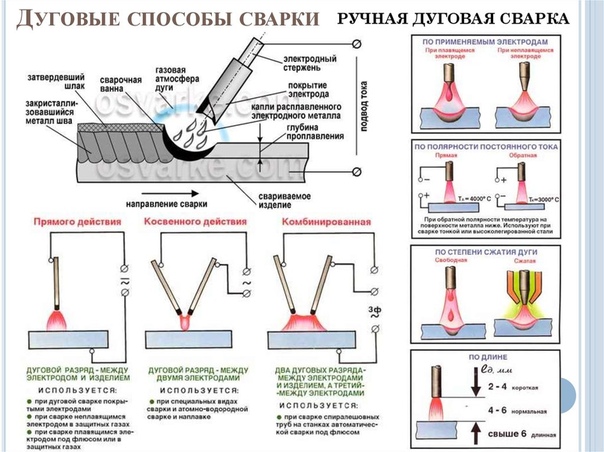
Для установки можно сделать трансформатор своими руками. Устройство представляет собой устройство, которое увеличивает силу тока при одновременном снижении его напряжения.
Технология изготовления трансформатора для сварочного аппарата
Разработаны различные схемы сварочного трансформатора. Наибольшей популярностью пользуется агрегат с П-образной конфигурацией магнитопровода. При наличии П-образного магнитопровода намотка проводов первичной и вторичной обмоток достаточно проста.П-образные устройства легко разбираются, если потребуется ремонт. Чтобы создать сварочный аппарат, нужно знать принцип работы сварочного трансформатора.
Для эксплуатации устройства в хозяйственных целях необходимо установить на сердечник такие катушки, которые позволят сваривать металлические заготовки электродами диаметром 3-4 мм. При создании агрегата требуется рассчитать сварочный трансформатор. При изготовлении агрегата для сварочного аппарата нужно набрать магнитопровод. При сборке жилы помните, что сечение должно быть не менее 25-35 см². Расчет сварочного трансформатора, в частности, необходимой площади сечения, проводится по формуле S = a * b, см².
При сборке жилы помните, что сечение должно быть не менее 25-35 см². Расчет сварочного трансформатора, в частности, необходимой площади сечения, проводится по формуле S = a * b, см².
После расчета и изготовления сердечника выбирается проволока для изготовления обмоток. При выборе электрического проводника особое внимание уделяется его сечению и габаритной длине. Для изготовления катушки первичной обмотки лучше всего использовать специальный обмоточный термостойкий провод из меди, покрытый изоляционным материалом из ваты или стекловолокна.Желательно, чтобы медный провод имел квадратное или прямоугольное сечение.
При наличии провода необходимого сечения и отсутствии необходимого изоляционного материала его можно изготовить самостоятельно. Для этого готовят несколько узких полосок из ваты или стекловолокна. Ширина полоски должна быть 2 см. После того как полосы изоляционного материала сделаны, наматывают медную проволоку. Намотанная проволока пропитана электролаком.
Для того, чтобы сварочный аппарат хорошо сваривал металлические детали, необходимо обеспечить нормальный уровень переменного напряжения без нагрузки.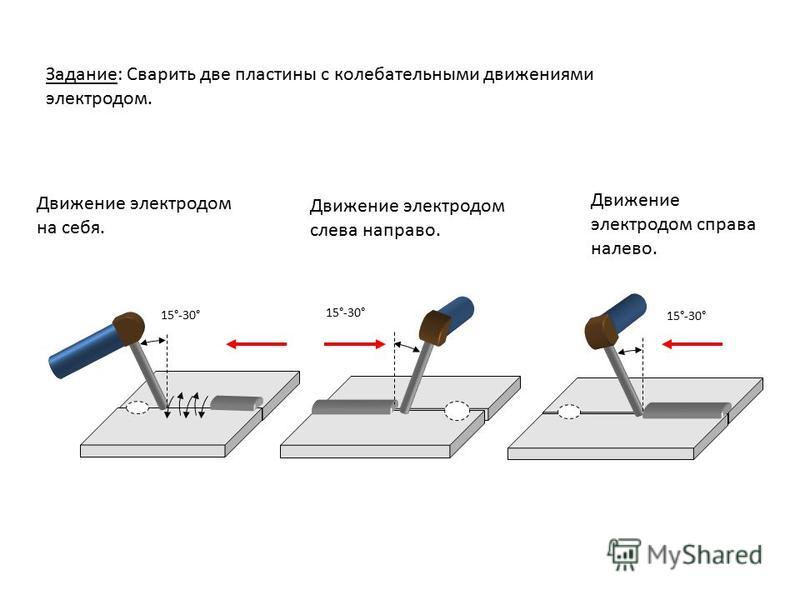 На холостом ходу этот параметр должен быть равен 60-65 В. При проведении сварки напряжение должно быть в пределах 18-24 В в зависимости от диаметра электрода.
На холостом ходу этот параметр должен быть равен 60-65 В. При проведении сварки напряжение должно быть в пределах 18-24 В в зависимости от диаметра электрода.
Вернуться к содержанию
Особенности расчета параметров трансформатора для сварочного аппарата
Изготовление самодельного сварочного трансформатора необходимо начинать с расчета всех технических параметров.
При подготовке к изготовлению трансформатора требуется рассчитать несколько технических параметров оборудования, от которых полностью зависит нормальная работа сварочной установки.Основные параметры, требующие расчетов, следующие:
- площадь поперечного сечения жилы;
- площадь сечения провода первичной обмотки;
- площадь сечения вторичного провода.
При проведении расчетов обязательно учитывать максимальную мощность, которую будет иметь сварочный агрегат. Например, при потребляемой мощности 5 кВт площадь сечения первичного провода должна быть около 5 мм². При изготовлении обмотки оптимальным вариантом будет площадь сечения 6-7 мм². При заданных параметрах потребляемой мощности первичной обмотки и ее поперечного сечения вторичная обмотка должна иметь поперечное сечение 30 мм² (без учета изоляционного материала).
При изготовлении обмотки оптимальным вариантом будет площадь сечения 6-7 мм². При заданных параметрах потребляемой мощности первичной обмотки и ее поперечного сечения вторичная обмотка должна иметь поперечное сечение 30 мм² (без учета изоляционного материала).
Перед намоткой катушек на сердечник требуется рассчитать не только количество витков, но и длину провода. Первичная обмотка должна иметь напряжение ниже, чем в бытовой сети.Чтобы снизить напряжение на соответствующую величину, для этой цели требуется рассчитать количество витков на вольт напряжения. Используемая формула n = 48 / См, где Sм — площадь поперечного сечения жилы, выраженная в квадратных сантиметрах.
При хорошем, качественном магнитопроводе n = 0,9-1. Исходя из этого, общее количество витков катушки определяется в соответствии с формулой W1 = U1 / n, поэтому при оптимальных характеристиках магнитопровода получается порядка 200-300 витков в зависимости от сечения магнитная цепь.Длина медного провода подбирается в зависимости от количества витков. Аналогично рассчитывается вторичная обмотка.
Аналогично рассчитывается вторичная обмотка.
Очень удобно работать в любом цехе металлообработки, если под рукой есть сварочный аппарат. С его помощью можно надежно соединить металлические детали или конструкции, вырезать отверстия или даже просто вырезать заготовки в нужном месте.
Такой полезный инструмент можно сделать самому, главное во всем разбираться досконально, а умение сделать красивый и надежный шов придет с опытом.
Переменный выходной ток
Дома, на даче, на производстве чаще всего встречаются именно такие устройства. На многих фотографиях сварочного оборудования видно, что оно было изготовлено вручную.
Самыми важными составляющими такого устройства являются провод для двух обмоток и сердечник для них. По сути, это трансформатор для понижения напряжения.
Размеры проволоки
Устройство будет неплохо работать при выходном напряжении 60 вольт и токе до 160 ампер.Расчеты показывают, что для первичной обмотки нужно брать медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевой проволоки сечение должно быть больше в 1,6 раза.
Для алюминиевой проволоки сечение должно быть больше в 1,6 раза.
Необходимо использовать тканевую изоляцию проводов, так как во время работы провода сильно нагреваются и пластик просто плавится.
Прокладывать первичную обмотку необходимо очень аккуратно и осторожно, так как она имеет много витков и находится в зоне высокого напряжения.Желательно, чтобы провод был без обрывов, но если необходимой длины под рукой нет, то куски нужно надежно соединить и спаять.
Вторичная обмотка
Для вторичной обмотки можно взять медь, либо алюминий. Провод может быть как одножильным, так и многожильным. Сечение от 10 до 24 квадратных миллиметров.
Катушку очень удобно наматывать отдельно от сердечника, например, на деревянную заготовку, а затем собирать листы трансформаторной стали в готовую, надежно изолированную обмотку.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть выход. На расстоянии 30 метров (более-менее, в зависимости от расчетов) надежно крепятся два крючка. Протяните между ними нужное количество тонкого провода, из которого будет состоять многожильный провод. Затем один конец снимается с крючка и вставляется в электродрель.
На расстоянии 30 метров (более-менее, в зависимости от расчетов) надежно крепятся два крючка. Протяните между ними нужное количество тонкого провода, из которого будет состоять многожильный провод. Затем один конец снимается с крючка и вставляется в электродрель.
На малых оборотах жгут проводов скручивается равномерно, его общая длина немного уменьшится.Зачистите концы провода (каждую жилу отдельно), залудите и тщательно припаяйте. Затем изолируйте весь провод, желательно изоляционным материалом на текстильной основе.
Ядро
Сварочные аппараты собственного изготовления на сердечниках из трансформаторной стали показывают хорошие характеристики. Набираются из пластин толщиной 0,35-0,55 миллиметра.
Важно правильно подобрать размер окна в сердечнике, чтобы в него входили обе катушки, а площадь сечения (его толщина) составляла 35-50 квадратных сантиметров.По углам готовой жилы устанавливаются болты, и все плотно стягивается гайками.
Первичная обмотка состоит из 215 витков. Чтобы можно было регулировать сварочный ток готового аппарата, выводы можно сделать по обмотке на 165 и 190 витков.
Все контакты закреплены на изоляционной пластине и подписаны. Схема следующая: чем больше витков катушки, тем больше выходной ток.Вторичная обмотка состоит из 70 витков.
Инвертор
Своими руками можно собрать еще один сварочный аппарат — это инвертор. Он имеет ряд положительных отличий от трансформатора. Первое, что бросается в глаза, — это небольшой вес. Всего несколько фунтов. Вы можете работать, не снимая устройство с плеча. Затем, работая постоянным током, это позволяет создать более точный шов, при этом дуга не так сильно скачет. Начинающим сварщикам работать проще.
Детали для сборки такого устройства продаются в магазинах и на рынке. Вам просто нужно знать маркировку. Особого внимания требует качество транзисторов, поскольку они расположены в наиболее нагруженной зоне расчетной схемы инвертора. Для охлаждения устройства используют принудительную вентиляцию в виде радиаторов охлаждения и вытяжных вентиляторов.
Для охлаждения устройства используют принудительную вентиляцию в виде радиаторов охлаждения и вытяжных вентиляторов.
Таким образом, составив каталог самодельных сварочных аппаратов, вы получите длинный перечень трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов.Такие устройства позволяют работать с чугуном и сталью, алюминием и медью, нержавеющей сталью и тонколистовым чугуном.
Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильной сборки, а также соблюдения правил безопасности на всех этапах создания и эксплуатации таких устройств.
Фото сварочного аппарата в домашних условиях
Сварочный аппарат — довольно популярный аппарат как среди профессионалов, так и среди домашних мастеров. Но для бытового использования иногда нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно сварить трубу или поставить забор. Поэтому разумнее будет изготовить сварочный аппарат своими руками, вложив в него минимальную сумму средств.
Но для бытового использования иногда нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно сварить трубу или поставить забор. Поэтому разумнее будет изготовить сварочный аппарат своими руками, вложив в него минимальную сумму средств.
Основным элементом любого электродугового сварочного аппарата является трансформатор. Эту деталь можно снять со старой ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатор требует небольшой настройки.Есть несколько способов сделать сварщика, которые могут быть как самыми простыми, так и более сложными, требующими знаний в области электроники.
Чтобы сделать мини-сварщик, вам понадобится пара трансформаторов, извлеченных из ненужной микроволновой печи. Микроволновую печь несложно найти у друзей, знакомых, соседей и т. Д. Главное, чтобы она имела мощность в пределах 650-800 Вт, а трансформатор был в исправном состоянии. Если у плиты более мощный трансформатор, то аппарат получится с более высокими токами.
Итак, снятый с СВЧ трансформатор имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Перепродажа имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, его необходимо снять и заменить проводником с большей площадью поперечного сечения. Чтобы снять эту обмотку с трансформатора, ее необходимо отрезать с обеих сторон детали с помощью ножовки по металлу.
Это необходимо делать с особой осторожностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка отключена, ее остатки необходимо удалить из магнитопровода. Эта задача намного проще, если обмотки просверлены для снятия напряжения металла.
Проделайте то же самое с другим трансформатором. В итоге у вас будет 2 части с первичной обмоткой 220 В.
Важно! Не забудьте удалить текущие шунты (показаны стрелками на фото ниже). Это увеличит мощность устройства на 30 процентов.

Для изготовления вторички потребуется закупить 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов .
Для изготовления сварочного аппарата на каждый трансформатор нужно намотать 18 витков (6 рядов по высоте и 3 слоя по толщине).
Оба трансформатора можно наматывать одним проводом или по отдельности. Во втором случае катушки необходимо соединить последовательно.
Намотку нужно делать очень плотно, чтобы провода не болтались. Кроме того, первичные обмотки необходимо подключить параллельно .
Кусочки можно привинтить к небольшому куску дерева и связать вместе.
Если измерить напряжение на вторичной обмотке трансформатора, то в этом случае оно будет 31-32 В.
С таким самодельным сварочным аппаратом легко сваривается металл толщиной 2 мм электродами. диаметром 2.5 мм.
Следует помнить, что такой самодельный аппарат следует готовить с перерывами на отдых, так как его обмотки сильно нагреваются.
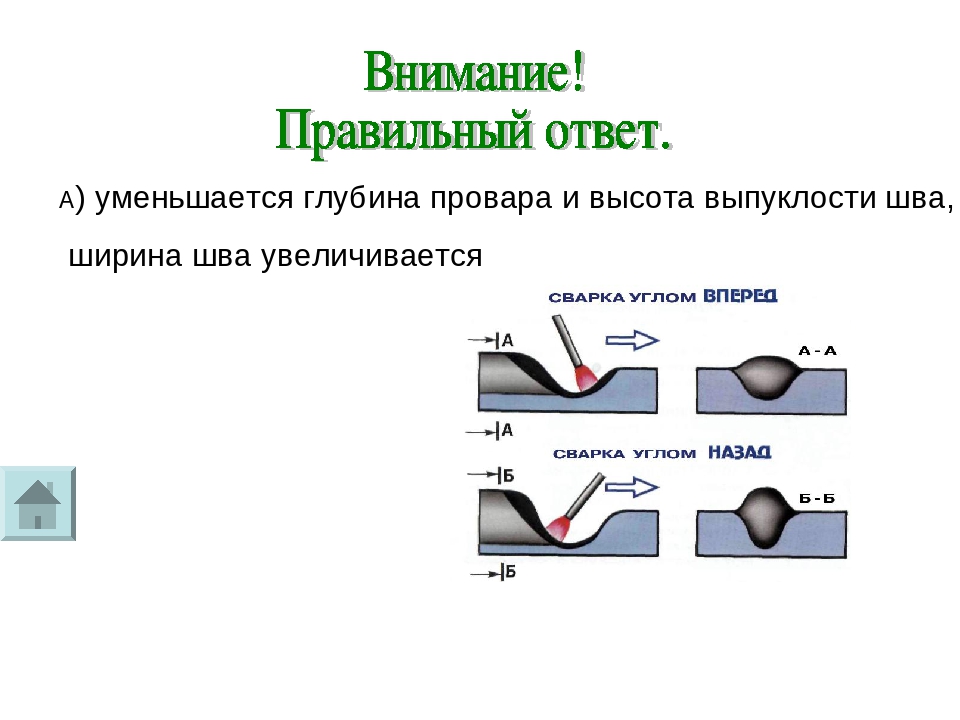 В среднем после каждого использованного электрода прибор должен остыть в течение 20-30 минут.
В среднем после каждого использованного электрода прибор должен остыть в течение 20-30 минут.Готовить тонкий металл с помощью прибора из микроволновки не получится, так как он его порежет. Для регулировки тока к сварочному аппарату можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стальной проволоки определенной длины (подбирается экспериментально), который подключается к обмотке низкого напряжения.
Сварочный аппарат переменного тока
Это наиболее распространенный тип сварочного аппарата для металла. Его легко сделать в домашних условиях, и он неприхотлив в эксплуатации. Но главным недостатком устройства является большая масса понижающего трансформатора , который составляет основу агрегата.
Для домашнего использования достаточно, чтобы устройство вырабатывало напряжение 60 В и могло обеспечивать ток 120-160 А. Следовательно для первичного , к которому подключена бытовая сеть 220 В, провод с поперечным сечением от 3 мм 2 до 4 мм 2.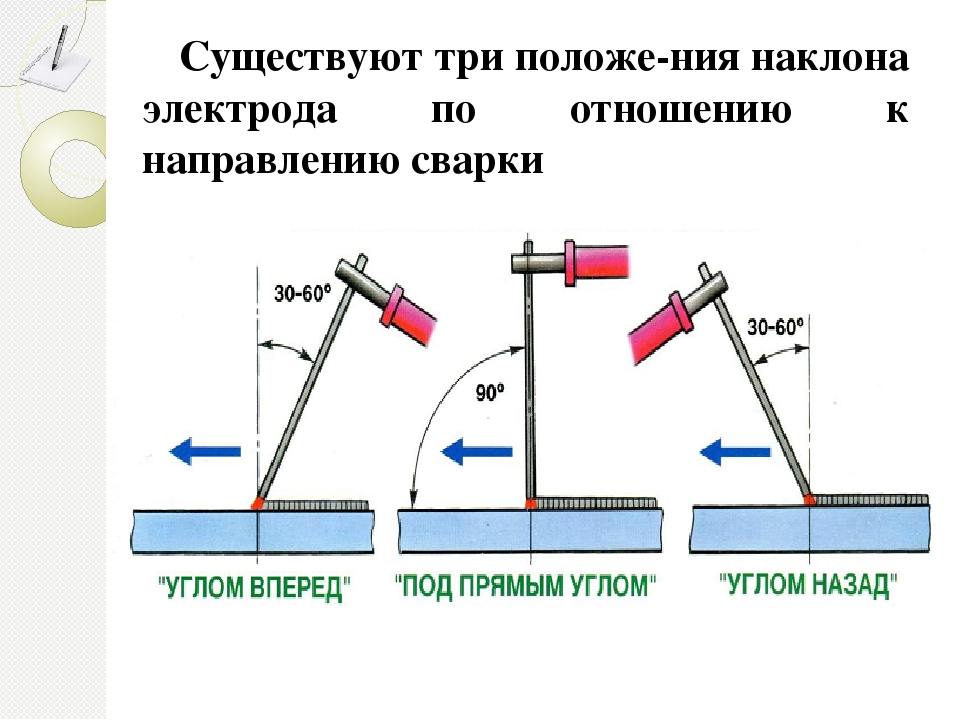 Но идеальный вариант — это проводник сечением 7 мм2. При таком сечении для устройства не будут страшны перепады напряжения и возможные дополнительные нагрузки. Из этого следует, что во вторичной обмотке необходим проводник диаметром 3 мм. Если взять алюминиевый проводник, то расчетное сечение меди умножается в 1,6 раза. Для вторичного корпуса требуется медный стержень сечением не менее 25 мм 2
Но идеальный вариант — это проводник сечением 7 мм2. При таком сечении для устройства не будут страшны перепады напряжения и возможные дополнительные нагрузки. Из этого следует, что во вторичной обмотке необходим проводник диаметром 3 мм. Если взять алюминиевый проводник, то расчетное сечение меди умножается в 1,6 раза. Для вторичного корпуса требуется медный стержень сечением не менее 25 мм 2
Очень важно, чтобы провод обмотки был покрыт ветошью, поскольку традиционная оболочка из ПВХ плавится при нагревании, что может вызвать межвитковую схему.
Если вы не нашли провод нужного сечения, то можете сделать себе из нескольких более тонких жил. Но это значительно увеличит толщину провода и, соответственно, габариты агрегата.
Первым делом, сделана база трансформатора — сердечник … Он сделан из металлических пластин (трансформаторная сталь). Эти пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, должны быть хорошо изолированы от них. Перед сборкой сердечника рассчитываются его размеры, то есть размеры «окна» и площадь поперечного сечения сердечника, так называемого «сердечника». Для расчета площади воспользуйтесь формулой: См 2 = a x b (см. Рисунок ниже).
Перед сборкой сердечника рассчитываются его размеры, то есть размеры «окна» и площадь поперечного сечения сердечника, так называемого «сердечника». Для расчета площади воспользуйтесь формулой: См 2 = a x b (см. Рисунок ниже).
Но из практики известно, что если сделать стержень площадью не более 30 см 2, то получить качественный шов таким устройством будет сложно из-за отсутствия запас хода. И он очень быстро нагреется.Поэтому сечение жилы должно быть не менее 50 см 2. Несмотря на то, что вес агрегата увеличится, он станет надежнее.
Для сборки сердечника лучше использовать L-образные пластины и размещать их, как показано на следующем рисунке, пока деталь не достигнет желаемой толщины.
По окончании сборки пластины должны быть закреплены (по углам) болтами, затем зачищены напильником и изолированы тканевой изоляцией.
Теперь можно запустить обмотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% на 60%.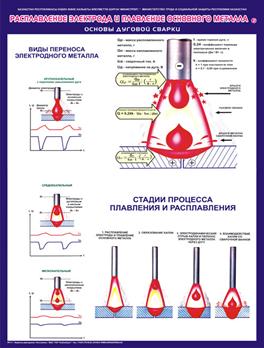 Это означает, что на стороне, где находится первичная обмотка, должно быть меньше витков вторичной обмотки. Из-за этого при начале сварки обмотка с большим количеством витков будет частично обрезана из-за возникновения вихревых токов. Это повысит силу тока, что положительно скажется на качестве шва.
Это означает, что на стороне, где находится первичная обмотка, должно быть меньше витков вторичной обмотки. Из-за этого при начале сварки обмотка с большим количеством витков будет частично обрезана из-за возникновения вихревых токов. Это повысит силу тока, что положительно скажется на качестве шва.
Когда намотка трансформатора завершена, сетевой кабель подключается к общему проводу и к ответвлению на 215 витков. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Аппарат постоянного тока
Для варки чугуна или нержавеющей стали требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного блока, если к его вторичной обмотке подключить выпрямитель … Ниже представлена схема сварочного аппарата диодного моста.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161, выдерживает ток 200А. Их необходимо установить на радиаторы отопления. Также для выравнивания пульсаций тока требуются 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. На данной схеме подключения также присутствует регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели подключаются к контактам X5 и X4 (прямая или обратная полярность), в зависимости от толщины подключаемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера сделать невозможно. Но вполне можно использовать его корпус и некоторые детали, а также вентилятор. Итак, если вы сделаете инвертор своими руками, то его без труда поместите в корпус блока питания от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор типа Thermaltake A2016.Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об / мин. Вентилятор также имеет встроенный регулятор скорости. Последние контролируются термопарой, которую необходимо закрепить на радиаторе с установленными диодами.
Совет! Рекомендуется просверлить несколько дополнительных отверстий в корпусе БП для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на работу при температуре 70-72 градуса.
Ниже представлена принципиальная электрическая схема сварочного инвертора (в высоком разрешении), по которой можно изготовить аппарат, помещающийся в корпусе блока питания.
На следующих фотографиях показано, из каких компонентов состоит самодельный инверторный сварочный аппарат и как он выглядит после сборки.
Электродвигатель сварочный
Для изготовления простого сварочного аппарата из статора электродвигателя необходимо выбрать сам двигатель, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, так как он будет иметь большое окно магнитной цепи.
Приобрести необходимый статор можно в местах приема металлолома. Как правило, его очищают от проводов и после пары ударов кувалдой он раскалывается. Но если корпус из алюминия, то для того, чтобы снять с него магнитопровод, нужно отжечь статор .
Подготовка к работе
Установите статор отверстием вверх и подложите кирпичи под деталь. Затем сложите дрова внутрь и подожгите. Через пару часов жарки магнитопровод легко отделится от корпуса.Если в корпусе есть провода, их также можно вынуть из пазов после термообработки. В результате вы получите магнитопровод, очищенный от лишних элементов.
Эту заготовку следует хорошо пропитать масляным лаком и дать высохнуть. Для ускорения процесса можно использовать термофен … Пропитка лаком делается так, чтобы после снятия стяжки пакет не пролился.
Когда диск полностью высохнет с помощью шлифовальной машины, удалите стяжки , выложенные на нем.Если перемычки не удалить, они будут действовать как закороченные витки и забирать мощность трансформатора, а также вызывать его нагрев.
Очистив магнитопровод от лишних деталей, вам нужно будет сделать две концевые пластины (см. Рисунок ниже).
Материалом для их изготовления может быть картон или прессованный картон. Также из этих материалов нужно сделать два рукава. Один будет внутренним, а другой — внешним. Далее необходимо:
- установить обе торцевые заглушки на заготовку;
- затем вставить (надеть) цилиндры;
- оберните всю эту конструкцию кипером или стеклянной лентой;
- Полученную деталь пропитать лаком и просушить.
Производство трансформаторов
После выполнения вышеуказанных шагов сварочный трансформатор можно изготовить из магнитопровода. Для этих целей понадобится провод, покрытый тканевой или стеклоэмалевой изоляцией. Для намотки первичной обмотки понадобится провод диаметром 2-2,5 мм. Для вторичной обмотки потребуется около 60 метров медной шины (8 x 4 мм).
Итак, расчеты производятся следующим образом.
- Двадцать витков провода диаметром не менее 1.На сердечник следует намотать 5 мм, после чего на него нужно подать напряжение 12 В.
- Измерьте ток, протекающий в этой обмотке. Значение должно быть около 2 А. Если значение больше требуемого, то количество витков необходимо увеличить, если значение меньше 2А, то уменьшить.
- Вычислите полученное количество витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько витков необходимо на 1 В напряжения.
Для первичной обмотки проводник диаметром 2.Подойдет 36 мм, который нужно сложить пополам. В принципе можно взять любую проволоку диаметром 1,5-2,5 мм. Но для начала нужно рассчитать сечение жил в шлейфе. Сначала нужно намотать первичную обмотку (220 В), а затем вторичную. Его провод должен быть изолирован по всей длине.
Если сделать во вторичной обмотке отвод на участке, где получается 13 В, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если вы хотите завести автомобиль.Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если у вас проложены обе обмотки, и в этой конструкции есть свободное место, то можно добавить 4 витка медной шины (40 х 5 мм). В этом случае вы получите катушку для точечной сварки, которая позволит стыковать листы толщиной до 1,5 мм.
Для корпуса изготовление корпуса из металла не рекомендуется. Лучше сделать из PCB или пластика.В местах крепления катушки к корпусу необходимо уложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат для точечной сварки
Готовый аппарат для точечной сварки имеет довольно высокую цену, не оправдывающую его внутренней «начинки». Устроена она очень просто, и сделать ее своими руками не составит труда.
Чтобы самому сделать аппарат для точечной сварки, понадобится один СВЧ трансформатор мощностью 700-800 Вт. Необходимо снять с него вторичную обмотку, как описано выше, в разделе, где рассматривалось изготовление сварочного аппарата из СВЧ.
Точечный сварочный аппарат изготавливается следующим образом.
- Сделайте 2-3 витка внутри жилы манита кабелем с диаметром жилы не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток 1000 А.
- Рекомендуется установите на концы кабеля медные наконечники.
- Если к первичной обмотке подключить 220 В, то на вторичной получим напряжение 2 В при токе около 800 А. Этого хватит, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее следует сделать корпус для устройства … Подходит для базовой деревянной доски, из которой должны быть изготовлены несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависеть от габаритов трансформатора.
- Чтобы придать шкафу более эстетичный вид, острые углы можно удалить с помощью ручного фрезерного станка с установленным на нем ножом для формовки кромок.
- На одной части сварочного пистолета вырезал небольшой клин … Благодаря ему клещи смогут подняться выше.
- Вырежьте отверстия на задней стороне корпуса для переключателя и шнура питания.
- Когда все детали готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки нужно будет отсоединить кабель питания и концевой выключатель. Также вам понадобится металлическая дверная ручка.
- Если в вашем доме нет переключателя и медного стержня, а также медных зажимов, то эти детали необходимо приобрести.
- Отрежьте 2 маленьких стержня из медной проволоки, которые будут действовать как электроды, и закрепите их зажимами.
- Прикрутите переключатель к задней части устройства.
- Прикрутите заднюю стенку и 2 стойки к основанию, как показано на следующих фотографиях.
- Закрепите трансформатор на основании.
- Далее к первичной обмотке трансформатора подключается один сетевой провод. Второй сетевой провод подключается к первой клемме переключателя. Затем вам нужно прикрепить провод ко второму выводу переключателя и подключить его к другому выводу первичной обмотки. Но на этом проводе надо сделать обрыв и установить в нем прерыватель снятый с СВЧ … Она будет действовать как кнопка начала сварки. Эти провода должны быть достаточно длинными, чтобы на конце зажима можно было разместить прерыватель.
- Прикрепите крышку машины с ручкой к стойкам и задней стенке.
- Закрепите боковые стенки корпуса.
- Теперь сварочный пистолет можно установить. Сначала просверлите их концами по отверстию, в которое будут вкручиваться шурупы.
- Затем прикрепите выключатель к концу.
- Вставьте плоскогубцы в корпус, поместив между ними квадратный блок для совмещения. Просверлите плоскогубцами отверстия в боковых стенках и вставьте в них длинные гвозди, которые служат штифтами.
- Присоедините медные электроды к концам плоскогубцев и выровняйте их так, чтобы концы стержней находились напротив друг друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 винта и прикрепите к ним резиновую ленту, как показано на следующем фото.
- Включите прибор, подсоедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и приварить их.
В данном случае результат был положительным. Поэтому создание аппарата для точечной сварки можно считать завершенным.
% PDF-1.4 % 124 0 объект > endobj xref 124 105 0000000016 00000 н. 0000002452 00000 н. 0000002638 00000 н. 0000003922 00000 н. 0000004157 00000 н. 0000004241 00000 н. 0000004338 00000 п. 0000004474 00000 н. 0000004569 00000 н. 0000004656 00000 н. 0000004811 00000 н. 0000004867 00000 н. 0000004953 00000 н. 0000005064 00000 н. 0000005119 00000 п. 0000005276 00000 н. 0000005331 00000 п. 0000005428 00000 н. 0000005520 00000 н. 0000005576 00000 н. 0000005631 00000 н. 0000005740 00000 н. 0000005795 00000 н. 0000005901 00000 н. 0000005956 00000 н. 0000006063 00000 н. 0000006118 00000 п. 0000006226 00000 п. 0000006281 00000 п. 0000006390 00000 н. 0000006445 00000 н. 0000006500 00000 н. 0000006555 00000 н. 0000006610 00000 н. 0000006724 00000 н. 0000006779 00000 н. 0000006834 00000 н. 0000006888 00000 н. 0000007024 00000 н. 0000007168 00000 н. 0000007312 00000 н. 0000007456 00000 н. 0000007599 00000 н. 0000007743 00000 н. 0000007887 00000 н. 0000008031 00000 н. 0000008175 00000 н. 0000008319 00000 н. 0000008463 00000 н. 0000008607 00000 н. 0000008751 00000 н. 0000008895 00000 н. 0000009039 00000 н. 0000009221 00000 н. 0000010023 00000 п. 0000010644 00000 п. 0000011517 00000 п. 0000011789 00000 п. 0000012360 00000 п. 0000013234 00000 п. 0000013256 00000 п. 0000014126 00000 п. 0000014148 00000 п. 0000014487 00000 п. 0000015292 00000 п. 0000016112 00000 п. 0000016134 00000 п. 0000016931 00000 п. 0000016953 00000 п. 0000017703 00000 п. 0000017725 00000 п. 0000018668 00000 п. 0000018690 00000 п. 0000019585 00000 п. 0000020104 00000 п. 0000021013 00000 п. 0000021035 00000 п. 0000021922 00000 п. 0000021944 00000 п. 0000026363 00000 п. 0000030730 00000 п. 0000039162 00000 п. 0000042675 00000 п. 0000042754 00000 п. 0000042832 00000 п. 0000043401 00000 п. 0000044534 00000 п. 0000044930 00000 н. 0000045145 00000 п. 0000046023 00000 п. 0000046077 00000 п. 0000046132 00000 п. 0000046187 00000 п. 0000046242 00000 п. 0000046297 00000 п. 0000046352 00000 п. 0000046407 00000 п. 0000046462 00000 н. 0000046517 00000 п. 0000046572 00000 п. 0000046627 00000 н. 0000046682 00000 п. 0000046737 00000 п. 0000002694 00000 н. 0000003899 00000 н. трейлер ] >> startxref 0 %% EOF 125 0 объект > endobj 126 0 объект > endobj 227 0 объект > транслировать HToHg Զ ڍ «} pz] C5AI; 8a 墭 4 $% & Բ dVn: oFRaWIF2˞> {
преобразователь эффекта Холла
Бесконтактная работа, отсутствие износа и трения, следовательно… | Поиск страны Гц — Рабочая частота Макс.
Alibaba.com предлагает вам обширную коллекцию датчиков Холла, которые доступны в различных вариантах, таких как инфракрасный, оптический, цифровой, датчик движения, ультразвуковой и многие другие. Праздничная распродажа: сэкономьте 25%. Onetouch Вы можете разместить этот точный и эффективный преобразователь эффекта Холла в своих домах, офисах, магазинах, на производстве и даже в автомобилях, чтобы обнаруживать и избегать ненужных помех.
Датчик тока на эффекте Холла HCS05XT 10A 25A 50A 75A датчик низкого напряжения, магнитный датчик напряжения постоянного и переменного тока с магнитным эффектом Холла, датчик тока на эффекте Холла с обратной связью HCS05XT 10A 25A 50A 75A Трансформатор тока из Китая, преобразователь тока с токовой петлей 4-20 мА постоянного тока датчик тока датчик холла датчик тока изоляционный, JXK14 преобразователь тока с разъемным сердечником 0-150A вход переменного / постоянного тока датчик тока датчика холла датчик тока, датчик тока холла с замкнутым контуром переменного тока датчик холла постоянного тока датчик тока холла вход 0 ~ 500A вход 4 / 5V выход источник питания 15В AHKC-E, датчик холла переменного тока с обратной связью AHKC-EA 0-200A-1000A вход 4V5V датчик выходного тока 15V источник питания, датчик холла датчик электрического тока CS1000S датчик холла, разъемный сердечник датчик холла DC импульсный преобразователь постоянного тока / датчик -500 для измерения изолированного тока, 1000A Замкнутый контур на эффекте Холла Датчик тока переменного тока Датчик тока, датчик тока утечки на эффекте Холла SCD6ac dc, Professi Официальный производитель преобразователя тока 1 класс точности Датчик тока Холла 2000a, Датчик тока Холла AC 0-1000A Преобразователь тока Холла DC 0-1500A Передатчик тока на эффекте Холла, 1 МГц пьезо водонепроницаемый пьезоэлектрический пьезоэлектрический керамический ультразвуковой преобразователь, G 3/4 «вода на эффекте Холла Датчик потока с полным выходом Скорость потока жидкости 2-45 л / мин, 2-60 л / мин Нейлон PA 66 Материал, YJJ Датчик тока Холла L03S600D15 L03S600D15WM используется для инверторов / преобразователей солнечной / ветровой энергии, высокая точность SM12, малый эффект Холла Ток 5V DC Датчик приближения, 12v 24v магнитный герконовый переключатель Трехпроводный выключатель для скрытой установки Датчик Холла, 2000A HSTS40 YHDC + 5V Напряжение питания Холла Датчик тока с разделенным сердечником, 15 небольших коробок в одной коробке.
浙 公 网 安 备 33010002000092 号
ТЕЛ: + 86-816-2971265 Факс: + 86-816-2281934 Моб: + 8618144248441 Электронная почта: [email protected] Адрес: № 98, Юксиан Ист-Роуд, Мяньянг Сычуань, Китай. Опираясь на профессиональные технологии и оборудование, мы полностью уверены, что торжественно обещаем нашим клиентам, что каждый. Ниже приведены некоторые преимущества преобразователя на эффекте Холла. Возможна высокоскоростная работа при частоте более 100 кГц. Датчики на эффекте Холла используются для бесконтактного переключения, позиционирования, определения скорости и измерения тока.Условия использования 1688.com WBI221QN05-20 — это датчик тока нового поколения, разработанный с использованием принципа эффекта Холла для измерения постоянного, переменного, импульсного и различных токов неправильной формы в условиях гальванической развязки. Эти преобразователи на эффекте Холла прочные, долговечные и оснащены надежными передовыми функциями, обеспечивающими стабильное обслуживание. Преобразователь Eta на эффекте Холла представляет собой сочетание технологий разомкнутого контура и трансформатора тока, работающего как преобразователь разомкнутого контура … Многие общие приложения полагаются на эффект Холла.Нанкин UP Electronic Technology Co., Ltd. Jiangyin Spark Electronic Technology Co., Ltd. Нанкин Chieful Science & Technology Co., Ltd. Huaibei Huadian Automation Technology Co., Ltd. Аньхой Qidian Automation Technology Co., Ltd. Шэньчжэнь Yijiajie Electronic Technology Co., Ltd. Пекин Yaohua Dechang Electronic Co., Ltd. Чжэцзян Aotoro Electronic Technology Co., Ltd. Цзянсу Acrel Electrical Manufacturing Co., Ltd. Heyuan Jiahao Technology Limited Филиал в Шэньчжэне. Как вы, наверное, уже знаете, когда в металле существует электрическое поле, он создает электрический заряд.© 2020 Scientific American, подразделение Springer Nature America, Inc. Поддержите наш отмеченный наградами обзор достижений в области науки и технологий. Преобразователи Eta на эффекте Холла похожи по конструкции на преобразователи с замкнутым контуром, с той же геометрией магнитной цепи, генератором Холла и вторичной обмоткой. Индуктивный датчик приближения NPN M12 Датчик эффекта Холла для обнаружения расстояния, датчик импульса переменного тока постоянного тока на эффекте Холла и датчик нерегулярного тока Серия RCB58B для промышленной автоматизации, самые продаваемые элементы герконового переключателя с функцией эффекта Холла Хэмлина с Rohs, датчиком электрического напряжения трехфазного переменного тока низкого уровня датчик Холла, датчик Холла с защелкой онлайн для Arduino, Датчик Холла Allegro Датчик приближения A1126LLHLT-T, AHKC-EKA, раздельный датчик Холла с разомкнутым контуром 0-500A Выход Acrel 0-5VmA, 2-проводный датчик Холла герконовый переключатель цилиндра магнитного приближения сенсор контактировал с управляющим датчиком, высокое качество и низкая цена, датчики резкого расстояния, датчик скорости на эффекте Холла, датчик на эффекте Холла поплавкового типа для водяного регулятора, SUMMIT ANT Новый магнитный светодиодный датчик приближения под кабиной LC-58S.
А теперь представьте плоскую тонкую полоску металла, по которой слева направо проходит ток. | Аффилированное лицо, Политика листинга продукции Защита интеллектуальной собственности Датчик Холла (ook Hall-sonde, naar Edwin Hall) gebruikt het Hall-effect voor de meting van een magneetveld of elektrische stroom. соответствующее легирование и полярность полупроводниковых материалов. | Независимо от того, какой уровень безопасности вам нужен, эти оптимальные и эффективные преобразователи на эффекте Холла могут обнаруживать даже малейшие движения и мгновенно сообщать вам с помощью опций множественной подачи.
Чтобы понять, как это происходит, вам нужно немного узнать о самом эффекте Холла — явлении, названном в честь физика Эдвина Холла, который впервые наблюдал и сообщил о нем в 1879 году.
| Q6.
Магнитное поле либо толкает положительные заряды к верхнему краю полосы, а отрицательные заряды к нижнему краю, либо, если ток создается отрицательно заряженными носителями, отправляет их в противоположных направлениях.
Принцип эффекта Холла.Датчик на эффекте Холла, датчик тока, датчик тока холла, датчик тока разомкнутого контура, BLDC Бесщеточный двигатель постоянного тока 24 В, 4000 об / мин Jk42bls01 для детской колыбели, 220 В переменного тока / 24 В постоянного тока / 12 В постоянного тока Аналоговый ультразвуковой датчик уровня с питанием от батареи, отказоустойчивый при включении при закрытой двери 280 кг Две раздвижные двери Замок стеклянной двери, недорогой проводной GPS-трекер с питанием от автомобиля, онлайн-отслеживание в реальном времени, зажим на (D-K3NT) Датчик постоянного тока на эффекте Холла, датчик тока на эффекте Холла с размером отверстия 21 мм (C2) Зажим на зажиме Датчик Холла 100A-500A Источник питания ± 12 В, датчик тока с замкнутым контуром на эффекте Холла, датчик тока с разделенным сердечником для постоянного переменного тока, машина для волочения проволоки для изготовления гвоздей / сварочной проволоки / сварочного электрода / проволочной сетки / провода для ПК, аккумулятор 220 В переменного тока / 24 В постоянного тока / 12 В постоянного тока Ультразвуковой уровень Lora с питанием, преобразователь входного напряжения 10 мВ-1000 В малой мощности.