Минимальный ток для сварки электродом 3 мм. Выбор режима сварки. Технология ручной дуговой сварки Ч.2 Выбор режима ручной дуговой сварки
Режимы дуговой сварки представляют собой совокупность контролируемых параметров, определяющих условия сварочного процесса. Правильно выбранные и поддерживаемые на протяжении всего процесса сварки параметры являются залогом качественного сварного соединения. Условно параметры можно разделить на основные и дополнительные.
Углеродно-дуговая резка воздуха представляет собой процесс резки, прокалывания или строжки металла путем нагревания его до расплавленного состояния, а затем с использованием сжатого воздуха для продувки расплавленного металла. На рисунке 7-53 показан процесс. Оборудование состоит из специального держателя, как показано на рисунке 7-54, который использует угольные или графитовые электроды и сжатый воздух, подаваемый через струи, встроенные в держатель электродов. Нажимная кнопка или ручной клапан на держателе электрода управляют воздушной струей.
Основные параметры режима дуговой сварки : диаметр электрода, величина, род и полярность тока, напряжение на дуге, скорость сварки, число проходов.
Дополнительные параметры: величина вылета электрода, состав и толщина покрытия электрода, положение электрода, положение изделия при сварке, форма подготовленных кромок и качество их зачистки.
Выбор диаметра электрода
Рисунок 7 — Углеродная резка воздуха. Рисунок 7 — Держатель угольного электрода с установленным углеродным электродом. Воздушная струя удаляет расплавленный металл и обычно оставляет поверхность, которая не нуждается в дальнейшей подготовке к сварке. Держатель электрода работает при давлении воздуха от 60 до 100 фунтов на квадратный дюйм.
Во время использования голые углеродные или графитовые электроды становятся меньше из-за окисления, вызванного нагревом. Медное покрытие этих электродов уменьшает накопление тепла и продлевает их использование. Эксплуатационные процедуры для углеродно-дуговой резки и строжки воздуха в основном одинаковы.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, катета шва, а также вида соединения и формы кромок, подготовленных под сварку. Для того чтобы правильно выбрать диаметр электрода, можно воспользоваться таблицей 1.
Таблица 1. Примерное соотношение диаметра электрода и толщины свариваемых деталей
Настройте машину на правильный ток для диаметра электрода. Запустите воздушный компрессор и настройте регулятор на правильное давление воздуха. Используйте наименьшее возможное давление воздуха — достаточно давления, чтобы сдуть расплавленный металл. Вставьте электрод в держатель. Увеличьте углеродный электрод на расстоянии 6 дюймов от держателя. Убедитесь, что точка электрода правильно сформирована.
Ударьте дугу; затем откройте воздушно-струйный клапан. Электрод отрегулирован относительно держателя. Управляйте дугой и скоростью перемещения в соответствии с формой и желаемым условием разреза. Всегда отключайтесь от оператора, так как расплавленный металл распыляется на некоторое расстояние от режущего средства. Вы можете использовать этот процесс для резки или выталкивания металла в плоском, горизонтальном, вертикальном или верхнем положениях.
Однако такое соотношение является примерным, так как на этот фактор накладывает отпечаток размещение шва в пространстве и количество сварочных проходов. К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
Воздушно-угольная строжка применяется во многих различных областях металлообработки, таких как формование металлов и другие сварочные препараты. Для строжки удерживайте держатель электрода, чтобы электрод наклонился назад от направления движения. Воздушный взрыв направляется вдоль электрода к дуге. Глубина и контур канавки контролируются углом электрода и скоростью перемещения.
При резке или строжке мелкой канавки на поверхности куска металла вы должны расположить держатель электрода очень плоский угол относительно работы. Скорость перемещения и текущая установка также влияют на глубину канавки. Чем медленнее движение и чем выше ток, тем глубже паз.
Сила тока выбирается в зависимости от диаметра шва длины его рабочей части, состава покрытия, положения сварки и т.д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
Металл может быть удален стандартной электрической дугой, но для хороших результатов строжки или резки вы должны использовать специальные металлические электроды, предназначенные для такого типа работ. Производители разработали электроды со специальными покрытиями, которые усиливают поток дуги для быстрой резки. Покрытие распадается медленнее, чем металлический центр. Это создает глубокую выемку, которая производит струйное действие, которое удаляет расплавленный металл. Основным недостатком этих электродов является то, что дополнительный металлический материал должен быть удален.
Опытные сварщики силу тока определяют экспериментальным путем, ориентируясь на устойчивость горения дуги. Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм)
I = (20 + 6dэ)dэ
где Iсв — сила тока.
Для электродов диаметром менее 3 мм ток подбирают по формуле:
Рисунок 7 — Стальной электрод используется для резки пластины. Эти электроды предназначены для резки нержавеющей стали, меди, алюминия, бронзы, никеля, чугуна, манго, стальных или легированных сталей. На рисунке 7 показана типичная операция резания заусенцев. Обратите внимание, что угол между электродом и пластиной мал. Это облегчает удаление дополнительного металла, создаваемого электродом.
Рисунок 7 — Работа с режущей кромкой с использованием твердосплавного электрода. Рекомендуемая установка тока настолько велика, что электрод будет работать без перегрева до места взлома покрытия. При изготовлении или ремонте оборудования испытания используются для определения качества и надежности сварных швов. Для конкретных неисправностей было разработано множество различных тестов. Тип используемого теста зависит от требований сварных швов и наличия испытательного оборудования. В этом разделе кратко рассматриваются неразрушающие и деструктивные испытания.
Icв = 30dэ
Для сварки потолочных швов сила тока должна быть на 10 — 20% меньше, чем при нижнем положении шва.
Кроме того, на силу тока оказывает полярность и вид тока. К примеру, при сварке постоянным током с обратной полярностью катод и анод меняются местами и глубина провара увеличивается до 40%. Глубина провара при сварке переменным током на 15 — 20% меньше, чем при сварке постоянным током. Эти обстоятельства следует учитывать при выборе режимов сварки.
Неразрушающий контроль — это метод тестирования, который не разрушает или не ухудшает полезность сварного изделия. Эти тесты раскрывают все общие внутренние и поверхностные дефекты, которые могут возникать при использовании неправильных процедур сварки. Доступен большой выбор устройств для тестирования, и большинство из них более просты в использовании, чем деструктивные методы, особенно при работе с большими и дорогостоящими предметами.
Визуальный осмотр обычно выполняется автоматически сварщиком, когда он завершает сварку.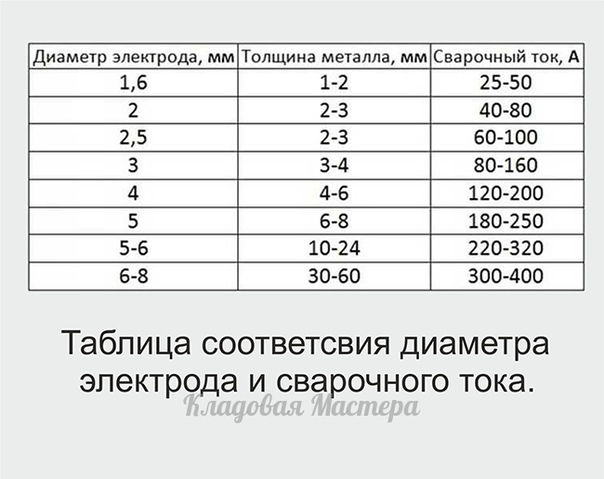 Это строго субъективный тип проверки, и обычно нет определенных или жестких пределов приемлемости. Сварщик может использовать шаблоны для проверки контуров сварных швов. Визуальные проверки — это в основном сравнение готовых сварных швов с принятым стандартом. Этот тест эффективен только тогда, когда визуальные качества сварного шва являются наиболее важными.
Это строго субъективный тип проверки, и обычно нет определенных или жестких пределов приемлемости. Сварщик может использовать шаблоны для проверки контуров сварных швов. Визуальные проверки — это в основном сравнение готовых сварных швов с принятым стандартом. Этот тест эффективен только тогда, когда визуальные качества сварного шва являются наиболее важными.
Выбор режима дуговой сварки
При выборе режимов сварки следует учитывать и наличие скоса свариваемых кромок. Все эти обстоятельства учтены и сведены в таблицах 2 и 3. Особенности горения сварочной дуги на постоянном и переменном токе различны. Дуга, представляющая собой газовый проводник, может отклоняться под воздействием магнитных полей, создаваемых в зоне сварки. Процесс отклонения сварочной дуги под действием магнитных полей называют магнитным дутьем, которое затрудняет сварку и стабилизацию горения дуги.
Проверка магнитных частиц наиболее эффективна для обнаружения поверхностных или почти поверхностных дефектов в сварных швах. Он используется в металлах или сплавах, в которых вы можете вызвать магнетизм. Пока испытываемый образец намагничен, наносится жидкость, содержащая тонко измельченный порошок железа. Пока магнитное поле не нарушается, частицы железа будут формировать правильный рисунок на поверхности испытуемого образца. Когда магнитное поле прерывается трещиной или каким-либо другим дефектом в металле, образец приостановленного металлического металла также прерывается.
Таблица 2. Режим сварки стыковых соединений без скоса кромок
| Характер шва | Диаметр электрода, мм | Ток, А | Толшина металла, мм | Зазор, мм |
| Односторонний | 3 | 180 | 3 | 1,0 |
| Двухсторонний | 4 | 220 | 5 | 1,5 |
| Двухсторонний | 5 | 260 | 7-8 | 1,5-2,0 |
| Двухсторонний | б | 330 | 10 | 2,0 |
Примечание
: максимальное значение тока должно уточняться по паспорту электродов.
Частицы металла кладут вокруг дефекта, что позволяет легко находить. Вы можете намагнитить образец, либо пройдя через него электрический ток, как показано на рисунке 7-58, либо путем прохождения электрического тока через катушку провода, которая окружает испытуемый образец, как показано на рисунке 7. Когда электрический ток течет по прямой линии от одной контактной точки к другой, магнитные силовые линии находятся в круговом направлении, как показано на рисунке 7 Когда ток протекает через катушку вокруг испытуемого образца, как показано на рисунке 7-59, магнитные силовые линии продольны через образец испытания.
Таблица 3. Режимы сварки стыковых соединений со скосом кромок
| Диаметр электрода, мм | Ток, А | Толщина металла, мм | Зазор, мм | Число слоев креме подваренного и декоративного | |
| Первого | Последующего | ||||
| 4 | 5 | 180-260 | 10 . | 1,5 | 2 |
| 4 | 5 | 180-260 | 12 | 2,0 | 3 |
| 4 | 5 | 180-260 | 14 | 2,5 | 4 |
| 4 | 5 | 180-260 | 16 | 3,0 | 5 |
| 5 | 6 | 220-320 | 18 | 3,5 | 6 |
Примечание : значение величины тока уточняется по паспортным данным электрода.
Рисунок 7 — Круговая намагниченность. Рисунок 7 — Продольная намагниченность. Когда дефект должен проявляться как нарушение структуры частиц железа, направление магнитного поля должно находиться под прямым углом к главной оси дефекта. Магнитное поле, имеющее необходимое направление, устанавливается, когда поток тока параллелен главной оси дефекта. Так как ориентация дефекта неизвестна, во время теста должны использоваться разные направления тока.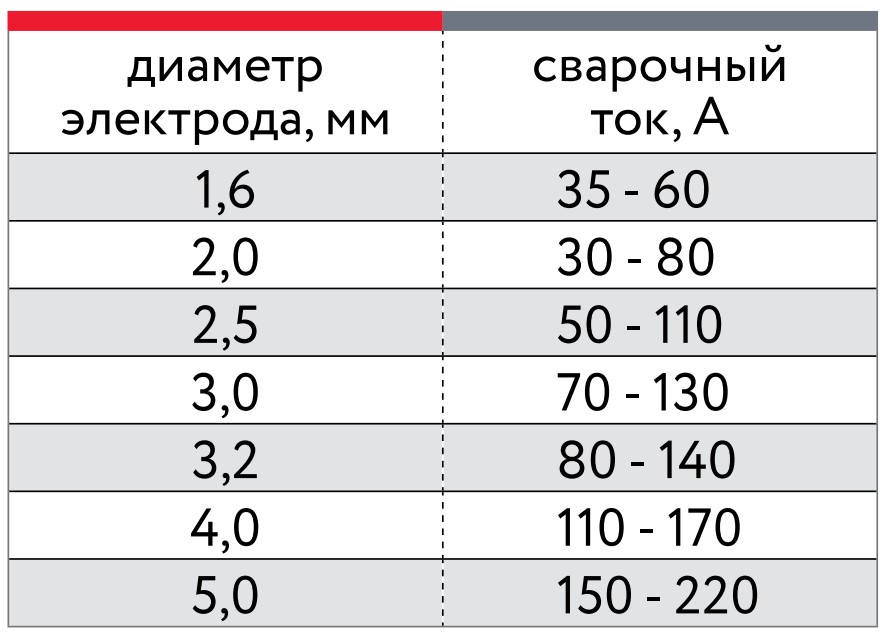 Как показано на рисунке 7-58, круговой магнетизм индуцируется в испытательном образце, поэтому вы можете осмотреть деталь для продольных трещин, в то время как продольный магнетизм, как показано на рисунке 7-59, индуцируется, чтобы вы могли осмотреть деталь для поперечных трещин.
Как показано на рисунке 7-58, круговой магнетизм индуцируется в испытательном образце, поэтому вы можете осмотреть деталь для продольных трещин, в то время как продольный магнетизм, как показано на рисунке 7-59, индуцируется, чтобы вы могли осмотреть деталь для поперечных трещин.
Особенно ярко выражено магнитное дутье при сварке на источнике постоянного тока. Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки. Для уменьшения влияния магнитного дутья применяют меры защиты, к которым относят: сварку на короткой дуге, наклон электрода в сторону действия магнитного дутья, подвод сварочного тока к точке, максимально близкой к дуге и т.д. Если полностью избавиться от действия магнитного дутья не удается, то меняют источник питания на переменный, при котором влияние магнитного дутья заметно снижается. Малоуглеродистые и низколегированные стали обычно варят на переменном токе.
Он готов к работе при подключении к источнику питания, указанному изготовителем. Блок состоит из источника намагничивающего тока, органов управления, измерения, трех 10-футовых длин гибкого кабеля и набора продов. Кабельная арматура спроектирована таким образом, что любой конец кабеля может быть подключен к устройству, к проводу или к любому другому кабелю. Три выхода на передней панели устройства меняются от переменного к постоянному току или наоборот очень просто. Для большинства работ намагничивание переменного тока эффективно обнаруживает усталостные трещины и подобные дефекты, проходящие через поверхность.
Траектория движения электрода
Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
Если вам требуется более тщательный осмотр для обнаружения дефектов ниже поверхности, используйте постоянный ток. Вы можете использовать устройство с переменным или постоянным током одним из двух способов: с проходами, прикрепленными к гибкому кабелю, и использоваться в качестве контактов для прохождения тока в часть испытательного образца и из него, настраивая круговую намагниченность в области между точками контакта с проходами, как показано на рисунке 7-58; или с гибким кабелем, обернутым вокруг работы, чтобы сформировать катушку, которая индуцирует продольный магнетизм в части заготовки, которая окружена спиральным кабелем.
Вы можете использовать устройство с переменным или постоянным током одним из двух способов: с проходами, прикрепленными к гибкому кабелю, и использоваться в качестве контактов для прохождения тока в часть испытательного образца и из него, настраивая круговую намагниченность в области между точками контакта с проходами, как показано на рисунке 7-58; или с гибким кабелем, обернутым вокруг работы, чтобы сформировать катушку, которая индуцирует продольный магнетизм в части заготовки, которая окружена спиральным кабелем.
Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
В большинстве случаев он эффективно служит для обнаружения поверхностных дефектов. Однако с проходами только одна небольшая область образца может быть намагничена в любой момент времени. Каждая область испытуемого образца должна проверяться дважды — один раз, когда ток проходит через металл в одном направлении, а затем с током, проходящим через металл в направлении, перпендикулярном направлению первого испытания. Таким образом, когда данная область является подозрительной, во время испытания могут быть индуцированы магнитные поля разных направлений.
Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
Когда контактные точки прохода ближе друг к другу, одно и то же усилие магнитного поля может быть получено с меньшим током. С постоянно создаваемыми проходами с одинаковым интервалом больше тока будет вызывать большую напряженность поля. После регулировки устройства поместите выступы в нужное положение. Удерживайте их слабым контактом с металлом и включите ток. Затем нанесите магнитные частицы на испытательную зону с помощью лампы-пылесоса и найдите все индикаторы. Когда ток все еще включен, удалите лишние частицы из испытательной зоны с помощью лампы вентилятора и завершите осмотр.
Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Не перемещайте пробы до тех пор, пока ток не будет отключен. Это может привести к возникновению тока, что приведет к возникновению вспышки, аналогичной вспышке, возникающей при дуговой сварке. Когда вы используете проверку магнитных частиц, трещины в волосах, которые в противном случае невидимы, легко обозначаются безошибочным контуром дефекта. Большие пустоты под поверхностью легче обнаружить, чем небольшие пустоты, но любой дефект ниже поверхности более трудно обнаружить, чем тот, который простирается до поверхности.
Поскольку часто появляются ложные показания, вы должны быть в состоянии точно интерпретировать показания частиц. Факторы, которые помогают вам интерпретировать результаты испытаний, включают количество применяемого тока намагничивания, форму индикации, резкость контура, ширину рисунка и высоту или накопление частиц. Хотя эти характеристики не определяют серьезность ошибки, они служат для определения вида дефекта.
Хотя эти характеристики не определяют серьезность ошибки, они служат для определения вида дефекта.
Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Схема дуговой сварки
Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 -300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8-10 мм) толщин с предварительной разделкой кромок.
Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис. 2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
«Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки.
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности.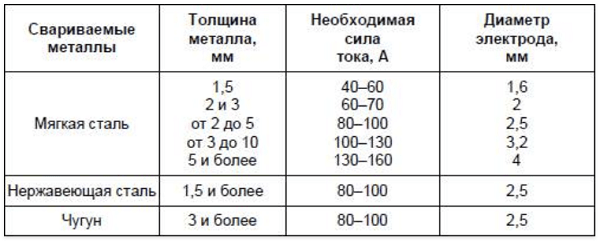 В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
Сварка металлических изделий используется в том случае, когда необходимо получить качественное неразъемное соединение, отличающееся повышенной прочностью. В данном случае металлы соединяются друг с другом на молекулярном уровне, для выполнения такой сварки используются электроды, которые непосредственно оказывают влияние на качество выполненного соединение. Выполняя сварочные работы, следует правильно выбирать показатели сварочного тока в зависимости от используемого электрода и его диаметра. Именно от этого во многом и зависит качество выполненной работы, поэтому сварщику необходимо правильно рассчитывать соотношение мощности и диаметра электрода.
Режимы сварки
Современные сварочные аппараты инверторы позволяют изменять силу тока, что в свою очередь дает возможность работать с различными по своим показателям плавкости металлами. Выбирая конкретный режим сварки, следует учитывать следующие факторы:
- Марка электрода.
- Его диаметр.
- Положение .
- Разновидность и сила тока.

- Количество слоев в шве.
- Полярность тока.

Упрощенно говоря, показатели силы тока выбираются исходя из диаметра электрода. Такой стержень в свою очередь следует выбирать под конкретную марку металлических элементов, которые используются в работе. Также необходимо учитывать положение при проведении сварки. Так, например если работы выполняются в вертикальном положении необходимо на 20% уменьшить количество Ампер от номинального. Подобное позволит избежать стекания расплавленного металла со шва. Помните, что максимальный диаметр стержня при потолочной сварке составляет 4 миллиметра.
Правильно подбираем силу тока для сварки
Диаметр стержней для работы с инвертором или классическими сварочными аппаратами выбирается в зависимости от толщины свариваемых деталей. Если вам нужно заварить поверхность в 3-5 миллиметров, то следует выбирать диаметр стержней не более 4 миллиметров. Для 8 миллиметров рабочего шва будет достаточно электрода с толщиной 5 миллиметров. При этом для каждого из таких стержней необходимо выбирать правильную силу тока.
При работе с 3 миллиметровым электродом показатели силы тока находятся в пределах 65-100 Ампер. Выбор конкретного показателя силы тока в данном случае зависит от положения при сварке и разновидности металла. Опытные сварщики советуют использовать среднее значение в 80 Ампер.
Работая с 4 миллиметровыми электродами необходимо устанавливать силу тока в 120-200 Ампер. Следует сказать, что 4 миллиметровые стержни получили сегодня максимально широкое распространение, так как они подходят для работы с небольшими и средними по размеру швами.
Разновидности электродов с толщиной 5 миллиметров потребуют использования тока в 160-250 Ампер. Следует сказать, что инверторы, способные работать с таким напряжением, относятся к разряду профессиональных. Они гарантируют глубокую проварку и отличное качество соединения.
Электроды толщиной в 6-8 миллиметров требуют использования силы тока в 250 Ампер. В отдельных случаях при работе с тугоплавкими металлическими сплавами необходимо использовать значение силы тока 350 Ампер.
В отдельных случаях при работе с тугоплавкими металлическими сплавами необходимо использовать значение силы тока 350 Ампер.
Необходимо сказать, что использование инверторов позволило выполнять качественную сварку даже с применением тонких электродов. Именно поэтому сегодня все чаще используются стержни с толщиной от 1 до 2 миллиметров. Для работы с ними будет достаточно силы тока в 45 Ампер. Отметим, что для качественного выполнения такой сварки инвертор должен иметь функцию плавной регулировки тока, так как резкие скачки и минимальные погрешности могут оказать существенное влияние на качество шва.
Современные сварочные инверторы позволяют напряжение выставлять полностью в автоматическом режиме. Вам лишь необходимо будет указать толщину используемого электрода, а автоматика инвертора установит показатели силы тока автоматически. Все это позволяет существенно упростить сварку, одновременно повышая качество выполнения таких работ.
Сила тока при сварке электродом 3 мм
Как настроить сварочный ток и выбрать диаметр электрода?
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения. Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.
В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Общая информация
Сила тока при сварке электродом должна подбираться исходя из многих параметров. Мы подробно рассказывали о режимах сварки в этой статье, обязательно ознакомьтесь с ней, чтобы понимать суть. В целом, режим сварки состоит не только из силы тока и диаметра электрода. Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны. Исходя из этого уже настраивать режим сварки, и силу тока в частности.
Мы подробно рассказывали о режимах сварки в этой статье, обязательно ознакомьтесь с ней, чтобы понимать суть. В целом, режим сварки состоит не только из силы тока и диаметра электрода. Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны. Исходя из этого уже настраивать режим сварки, и силу тока в частности.
Все эта кажется несколько запутанным, но мы поможем вам правильно подобрать сварочный ток. Здесь всегда действует «железное» правило: чтобы определить оптимальную силу тока нужно прежде всего посмотреть на диаметр электрода, которым вы собираетесь варить. Естественно, это не единственный вариант, но он является основой, базой для дальнейших настроек.
Эту проблему можно легко решить. Например, вы приобрели электроды, предназначенные для сварки в нижнем пространственном положении, но вам нужно сварить вертикальный шов. Для этого уменьшите амперы на 10-15%. Этот метод работает и при сварке потолочных швов, уменьшите амперы на 25-30%. Но учтите, что при сварке потолочных швов диаметр электрода не должен превышать 4 миллиметров.
Благодаря таким настройкам металл будет плавиться медленнее и соответственно не будет сильно стекать вниз. Как вы понимаете, сварочный ток и диаметр электрода всегда взаимосвязаны.
Настройка силы тока в зависимости от электрода
Теперь перейдем непосредственно к электродам и настройкам силы тока. Как мы писали выше, диаметр электрода подбирается исходя из толщины металла. Если вам нужно сварить деталь толщиной от 3 до 5 миллиметров, то используйте электроды диаметром 3-4 миллиметра. Если толщина до 8 миллиметров, то электрода диаметром 5 миллиметров вам будет достаточно.
А что насчет силы тока? Здесь все просто.
При сварке металла электродом 3 мм сила сварочного тока должна быть от 65 до 100 Ампер. Вас может удивить такая большая разница в цифрах, но не стоит беспокоиться. Вы будете сами выбирать удобное значение в зависимости от металла и его характеристик. Новичкам рекомендуем устанавливать 80 Ампер, это наиболее универсальное значение.
Вас может удивить такая большая разница в цифрах, но не стоит беспокоиться. Вы будете сами выбирать удобное значение в зависимости от металла и его характеристик. Новичкам рекомендуем устанавливать 80 Ампер, это наиболее универсальное значение.
Сила сварочного тока при сварке электродом 4 мм может составлять от 120 до 200 Ампер. Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы. Он широко используется в промышленной и домашней сварке. Поэтому крайне важно научиться настраивать сварочный ток именно в этом диапазоне.
Если планируете использовать электрод диаметром 5 миллиметров, то здесь понадобятся довольно большие значения сварочного тока. Минимум 160 Ампер. Рекомендуемое значение — 200 Ампер. Чтобы работа была непрерывной, а дуга горела стабильно, рекомендуем использовать полупрофессиональный трансформатор.
А что, если вы собираетесь работать с электродами большой толщины? Скажем, 8 миллиметров. Здесь вам не обойтись без профессионального мощного оборудования. Минимальное значение тока должно составлять 250 Ампер. Но, скорее всего, в своей работе вам придется использовать куда большие значения, вплоть до 350 Ампер.
Отдельно хотим сказать про компактные инверторные сварочные аппараты, которые сейчас продаются в каждом специализированном магазине. Их полюбили многие домашние сварщики, за их простоту, компактность и надежность. Но есть и недостаток: зачастую такие аппараты способны работать только с проволокой малого диаметра, до 2 миллиметров. Для таких аппаратов сила тока в 40-50 Ампер будет достаточной. Мы рекомендуем приобретать модели таких аппаратов, которые способны плавно регулировать ток. Тогда погрешность будет минимальной.
Не устанавливайте силу тока наугад или опираясь на неаргументированные советы других сварщиков. Этому вопросу нужно уделять должное внимание, иначе вам металл либо не будет плавиться на нужную глубину, либо будет прожигаться. В любом случае, качество швов от такой работы не назовешь хорошим или даже сносным. Ваш главный советник — ГОСТы и прочие нормативные документы, в которых четко прописаны все настройки. Изучайте их, только так вы сможете получить правильную информацию.
Ваш главный советник — ГОСТы и прочие нормативные документы, в которых четко прописаны все настройки. Изучайте их, только так вы сможете получить правильную информацию.
Ниже вы можете видеть таблицы, которые помогут вам настроить силу сварочного тока в зависимости от диаметра применяемого электрода. Установите на сварочном аппаратенастройки из первой таблицы, если планируете варить стыковые швы.
Настройки из второй таблицы, которую вы можете видеть ниже, более универсальные. С них можно начинать свои первые попытки настроить сварочный аппарат. Такая таблица сварочных токов обязательно пригодится вам, так что запишите ее или запомните.
Вместо заключения
Выбор сварочного тока — один из ключевых этапов настройки аппарата. Но не стоит беспокоиться о возможных ошибках. При сварке инвертором многие параметры настраиваются интуитивно, а в современных сварочниках и вовсе режим сварки можно устанавливать в автоматизированном режиме (например, во многих моделях инверторов есть возможность автоматической настройки напряжения дуга).
Чтобы избежать ошибок имейте под рукой простые таблицы, которые вы уже видели в нашей статье. А еще лучше просто запомнить все возможные комбинации настроек. Поверьте, это не так сложно, как может показаться на первый взгляд. Со временем вы обретете свой личный опыт и начнете настраивать инвертор исходя из его погрешностей. Вы также будете знать особенности металлов, с которыми будете работать, а это упрощает настройку сварочного аппарата. Поделитесь в комментариях своим опытом настройки сварочного тока в зависимости от диаметра электрода.
Как провести настройку сварочного тока и выбрать правильный диаметр электрода
Как работать со сварочным током? Какие настройки сварочных работ? Все эти вопросы и другие будут рассмотрены с Вами в этой статье.
Сварочный ток –что это? Для чего он нужен? Давайте вместе обговорим эти вопросы. Сварочный ток – это главный параметр который описывает электрические свойства сварочной дуги.
Новичкам нелегко сориентироваться с первого раза во всех настройках. Многообразие ГОСТ настроек никак не помогают новичкам. С целью правильного применения силы сварочного тока, нужно учитывать все факторы.
Здесь мы Вам расскажем всё о правильности применения сварочного тока. В этой статье мы поделимся нашим опытом. Несколько лет назад работники должны были делать вычисления самостоятельно.
В наше время всё изменилось и можно использовать готовые регулировки. Данная статья поможет Вам разобраться в типах сварочных работ, регулировках устройств.
Также здесь расскажем о дуговой сварке и настройках под нее. Про то как применяются инверторы и другие вопросы.
Введение
Выполняя сварочные работы Вам необходимо будет учитывать множество параметров. Вы должны понимать из чего состоит сварочный режим.
И что он будет состоять также из силы применяемого тока, и несомненно от диаметра электрода. Обратите внимание и на то какой ток для сварки используется (переменный или постоянный)– это называется родом сварочного тока.
Равным образом обратите Вашу непосредственную внимательность на электрод, его марку, полярность, пространственное положение при сварке, слои швах.
Необходимо понимать знать, что вы получите по окончании. А именно размеры, качество швов и другое. Очень важным будет в работе правильная регулировка. Правильно настроенный режим, сила при сварочных работах.
Так что, начнем разбираться как грамотно происходит подборка тока при сварке.
Запомните главное:приемлемость силы тока зависит от определения электрода, его диаметра в сварочных работах. Конечно это не одно правило, это будет базовыми навыками для предстоящей работы.
Подбор электрода также будет очень важен. Толща металла и диаметр электрода будут взаимозависимы по отношению друг к другу.
Толща изделия (металла) будет равна диаметру применяемого электрода. Также нужно учитывать, что электроды выбираются также по предназначению.
Также нужно учитывать, что электроды выбираются также по предназначению.
Удачным примером будет если электродная сварка будет подобрана под верное пространственное положение (горизонтальное, вертикальное, нижнее, потолочное и др).
К сожалению не всякий может себе позволить приобрести различные виды электродов для разнообразных швов.
Всё решаемо. Пример: Приобретаете Вы электроды, а они предусмотрены для сварки в нижнем положении, хотя вам надо сделать сварку вертикального шва либо потолочного шва.
Ответ: Уменьшение Ампер приблизительно 10-15%, во втором случае на 20-30%. Будьте внимательны, при выполнении сварки потолочного шва, диаметр должен быть 4 миллиметра.
При использовании таких настроек работа с изделиями из металла будет проходить без прожигания. Думаю Вы уже поняли, что всегда есть взаимосвязь между сварочным током и размером диаметра электрода.
Настройки силы тока и диаметр электрода
Думаю все уже успели понять, что диаметр электрода непосредственно исходит из толщины изделия металла. Как было написано выше по тексту. Толщина=диаметру.
Пример: когда работник должен сварить деталь, толща которой будет от 2 миллиметров до 8 миллиметров, тогда подбираются электроды диаметром от 2,5 миллиметров до 5 миллиметров.
Этого Вам будет предостаточно для работы. А как же сила тока? Ответ на поверхности.
Когда Вы делаете сварочные работы по изделию из металла диаметром электрода от 3,5 миллиметров, сила тока будет равняться 60 Амперам-100 Амперам. Не нужно удивляться этой разнице.
Вы будете самостоятельно подбирать значение, это зависит от плотности металлического изделия с которым происходит работа. Самым универсальным значением будет 80 Ампер. Оно хорошо подойдет для новичков.
Когда работник применяет 4-х миллиметровый диаметр электрода сила тока будет составлять 120 Ампер- 200 Ампер. Это один из распространенных диаметров электродов. Этот диаметр могут использовать специалисты своего дела и новички по сварке.
Если Вы хотите использовать полупрофессиональный трансформер (либо 5 миллиметровый электрод), для непрерывной работы и стабильного горения дуги. Нашей рекомендацией будет применять 160 Ампер — 200 Ампер.
Для работы на профессиональном оборудовании(или с калибром 8 миллиметров), Вам нужно применять силу тока от 250 до 345 Ампер.
Обращаем Ваше непосредственное внимание на небольшие инверторные сварочные устройства. Они есть в любом специализированном магазине. Понравятся профессионалам и любителям своего дела.
Но в этих аппаратах бывают недостатки. Они используют малый диаметр проволоки, приблизительно от 2 миллиметров. При использовании силы тока от 40 Ампер до 50 Ампер.
Рекомендация-приобретая такие модели смотрите, что б в аппарате плавно регулировалась подача тока. Неизменно следуйте правилам по установке силы тока.При нарушении в работе металлическое изделие будет прожигаться, а не плавится на необходимую глубину.
От правильности регулировки будет зависеть качество швов. Так что читайте нормативно правовые акты, ГОСТ. Точная информация = правильная работа.
Выводы
Заключительным этапом при настройке сварочного аппарата будет-сила сварочного тока. Никто не застрахован от ошибок. Иногда при налаживании помогает и сама интуиция, либо автоматические настройки.
Для того что б не совершать ошибок применяйте таблицы с настройками. Но лучше выучите их на память. Это будет легко. Опыт придёт со временем.
Вы самостоятельно будете регулировать инвертор опираясь на его погрешности. Вы получите хороший опыт работы с металлом.
Будем ждать Ваших комментариев. Рассказывайте свой опыт о настройках сварочного тока и его взаимосвязь с диаметрами электродов.
Выбор сварочного тока в зависимости от диаметра электрода
Сварка считается одним из самых надежных способов получения качественного неразъемного соединения металлов.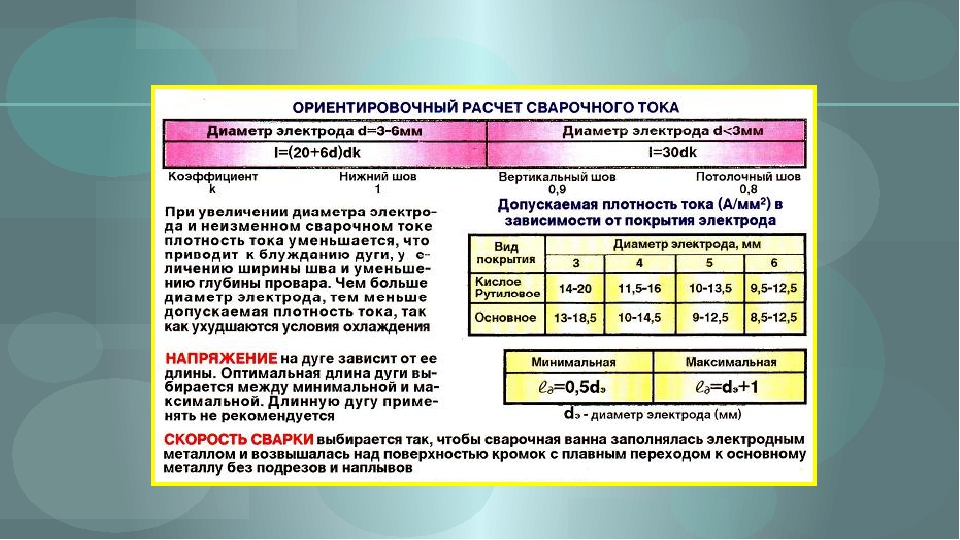 Электроды относятся к основному расходному материалу, который используется в данной сфере. Они создаются таким образом, чтобы максимально соответствовать тому металлу, с которым вступают во взаимодействие, чтобы в итоге получилась однородная масса. Но материал является далеко не единственным параметром. Очень важным оказывается толщина, от которой зависит необходимая мощность аппарата, а также глубина провариваемой части металла.
Электроды относятся к основному расходному материалу, который используется в данной сфере. Они создаются таким образом, чтобы максимально соответствовать тому металлу, с которым вступают во взаимодействие, чтобы в итоге получилась однородная масса. Но материал является далеко не единственным параметром. Очень важным оказывается толщина, от которой зависит необходимая мощность аппарата, а также глубина провариваемой части металла.
Важно не только правильно выбрать их, но и правильно использовать. Здесь требуется не только мастерство сварщика, так как правильно подобранный режим оборудования также вносит свою долю в успешность процедуры. Опыт прошлых поколений уже помог вывести основные данные, как подобрать правильно параметры для того или иного материала и как проходит зависимость сварочного тока от диаметра электрода. Сейчас совсем не обязательно самостоятельно высчитывать все данные, а можно просто обратиться к уже сделанным расчетам, чтобы не наделать ошибок во время работы.
Режимы проведения операций
Сила тока при сварке электродом подбирается в зависимости от множества факторов согласно заданному режиму. Режим включает в себя основные показатели, которые определяются исходными данными. Можно определить требуемую форму шва, его размер и качество. Чем больше данных, тем выше качество работы. Основными параметрами являются:
- Диаметр электрода;
- Его марка;
- Положение при проведении операций;
- Сила и род тока;
- Полярность;
- Количество слоев в шве.
При многослойном шве режим может меняться, также как и диаметр и прочие параметры. Исходные данные берутся от электродов, которые в свою очередь подбираются под определенную марку металла. Если в общих данных указаны значения только для нижнего положения, то в этом нет ничего страшного. При вертикальном положении количество Ампер уменьшают от номинального на 10-20%, а при потолочном – на 20-25%. Это связано с тем, чтобы металл не так быстро расплавлялся и не стекал со шва. Также стоит отметить, что при потолочной сварке максимальный диаметр составляет 4 мм. Сварочный ток и диаметр электрода здесь имеют прямопропорционально соотношение. Его род также определяется сразу, так как он указывается в технических данных на пачке.
Также стоит отметить, что при потолочной сварке максимальный диаметр составляет 4 мм. Сварочный ток и диаметр электрода здесь имеют прямопропорционально соотношение. Его род также определяется сразу, так как он указывается в технических данных на пачке.
Выбор диаметра электрода для сварки
Подбор силы тока
Диаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер:
- Ток при сварке электродом 3 мм должен лежать в пределах от 65 до 100 А. Такой разброс зависит от металла и выбранного положения. Для начала рекомендуется ставить среднее значение, в данном случае 80 А.
- Сила тока при сварке электродом 4 мм лежит в пределах от 120 до 200 А. Это один из наиболее распространенных видов диаметра, который используется в промышленности, так как он подходит для работы, как с большими, так и мелкими швами.
- При 5 мм потребуется сила от 160 до 250 А, в зависимости от положения и выбранного типа металла. Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.
- 6-8 мм электроды нуждаются в минимум 250 А, хотя для тяжелых работ может потребоваться значение в 300-350 А.
Настройка сварочного тока
«Обратите внимание! Неправильный выбор режима приведет к тому, что металл не будет провариваться, если тока не будет хватать, а при превышении, заготовка будет пропаливаться.»
Стоит отметить, что современная тенденция производства компактных сварочных аппаратов для домашнего использования делает все более востребованными расходные материалы толщиной в 1; 1,5; 2 мм. Для таких значений подойдет сила от 30 до 45 А, но при этом регулировка на аппарате должна быть достаточно плавная, так как тут даже небольшая погрешность может оказаться критической.
Таблица соотношения электрода и сварочного тока
Режим подбора тока для сварки стандартных стыковых соединений:
Как сделать правильный выбор режима сварки. Источники сварочного тока
Для правильного определения нужной силы тока при ручной электродуговой электродной сварке необходимо учесть много факторов. Режим сварки определяют при анализе первоначальных данных. Чем больше данных, тем выше будет качество выполненной работы.
Режим сварки, факторы влияющие на его выбор
Для выбора нужного нам режима сварки требуется определить состав свариваемого материала, его геометрические размеры, конфигурацию и планируемый тип сварного шва. Только зная ответы на все эти вопросы мы сможем верно выбрать электрод и характеристики сварного тока.
Так как факторов множество и каждый из них по своему влияет на сам процесс сварки – рассмотрим их основные параметры:
- типоразмер электрода;
- значение тока;
- длина дуги;
- скорость провара;
- тип и полярность;
- количество швов.
Анализируя данный список мы видим, что главные критерии режима сварки связаны с условиями и характером горения сварочной дуги. Поэтому перед началом работ нужно выполнить подбор значений этих параметров для получения нужной конфигурации и, следовательно, отличного качества места сварки.
Хорошее увеличение производительности труда получают путем использования сварки, где применяется трехфазный ток.
Применяя трехфазную сварку КПД возрастает в 2—2,5 раза. Проходя сквозь дугу трех токов смещенных по фазе на 120 градусов качество и устойчивость дуги становится намного выше чем при применении однофазного тока. Данный тип сварки позволяет применять электроды с фтористо-кальциевыми покрытиями, которые не годятся при работе на однофазном переменном токе.
ТОК И ЭЛЕКТРОД
Одним из главных характеристик электродуговой сварки считается сварочный ток. В большей степени его сила определит характер шва и продуктивность сварки в общем. Чем выше значение тока-тем лучше дуга и глубже проплав. Сила тока при сварке находится в прямой зависимости с размером электрода и вида взаимного размещения свариваемых деталей в пространстве. Наивысшие значения тока применяются для стыковки горизонтальных деталей. При вертикальных проварах силу тока уменьшают на 15%, при потолочных – уменьшают на 20%.
Зачастую данные о силе тока нанесены на пачке от сварочных электродов. Вдобавок ее можно узнать с помощью расчетов или таблиц.
Диаметр электрода подбирается исходя из толщин скрепляемого металла, способа сварки и геометрических размеров шва.
Для каждого отдельного случая подбирается определенное количество Ампер:
- Электродом 1 мм. сваривают материал толщиной до 1 мм, сила тока выставляется в пределах 10-30 А.
- Электродом 1,5-2 мм. сваривают материал толщиной до 2 мм, подают на электрод 30-50 А.
- Электродом 3 мм. сваривают материал толщиной до 4 мм, подают на электрод 60-120 А.
- Электродом 4 мм. сваривают материал толщиной до 11 мм, подают на электрод 140-2000 А.
- Электродом 5 мм. сваривают материал толщиной до 15 мм, подают на электрод 150-270 А.
- Электродом 6 мм. сваривают материал толщиной до 16 мм, подают на электрод 210-340 А.
Такой разброс ампер существует из-за разности применяемых металлов и положения заготовок при сварке. При начале сварки советуют выставлять среднее значение силы тока.
ДЛИНА ДУГИ
Силу тока мы определили, теперь самое время разобраться какая длина сварочной дуги должна быть при заданных нами параметрах. Постоянная равномерная длина сварочной дуги окажет положительное воздействие на характер сварного шва. Наилучшим вариантом будет применение короткой дуги (длина дуги не больше диаметра применяемого электрода) Даже имея солидный опыт сварщика данное требование выполнить будет очень тяжело. Длина дуги имеет связь с калибром электрода и силой тока. Для обеспечения хорошего сварного шва требуется придерживаться зависимости между диаметром электрода и длиной дуги:
- При размере 1,5-2 мм – дуга составит 2,5 мм.
- При размере 3 мм – дуга составит 3,5 мм.
- При размере 3-4 мм – дуга составит 4 мм.
- При размере 4 мм – дуга составит 4,5 мм.
- При размере 4-5 мм – дуга составит 5 мм.
- При размере 5 мм – дуга составит 5,5 мм.
- При размере 6-8 мм – дуга составит 6,5 мм.
СКОРОСТЬ НАЛОЖЕНИЯ СВАРОЧНЫХ ШВОВ
Определение наилучшего скоростного режима наложения сварного шва напрямую зависит и привязано к геометрическим размерам свариваемых деталей и силы сварочного тока. При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При
малой скорости проводки получится переизбыток металла в сварной ванне, который будет расходиться и образовывать дефектный шов. При повышенной скорости проводки метал не сможет
прогреться в нужной степени, что несомненно приведет к непровару и шов получится хрупким.
Для определения наилучшего скоростного режима советуется придерживаться полученных экспериментальным способом характеристик ванны: ширина – 9-15 мм, глубина – до 6 мм, длина – 10-30 мм. При повышении скорости перемещения электрода ширина шва становится меньше, причем глубина провара фактически останется прежней. Получается, что швы наилучшего качества получим при соблюдении скорости 30-40 м/ч.
ПОЛЯРНОСТЬ
На выбор нужной нам силы тока влияет и полярность. Инвертор может менять направленность движения электричества. Каким образом это происходит и в чем преимущество изменения полярности?
Поток электронов при сварке направлен от отрицательной клеммы к положительной. Клемма, на какую приходят электроны (положительная) имеет более сильный прогрев. Эти знания применяют для улучшения качества сварки при различных металлах и толщинах заготовок. При сварке габаритных деталей имеющих большую массу и плотность положительная клемма крепится к их поверхности, данный тип подключения будет считаться “с прямой
полярностью”. Зачастую при сварке используют именно этот тип. При работе с металлами имеющими тонкую стенку или высоколегированный сплав склонный к выгоранию легирующих элементов к ним подключают отрицательную клемму (обратная полярность). При использовании данного подключения наибольшая температура припадает на электрод, а свариваемые поверхности имеют меньший нагрев. Большая сила тока также будет меньшее влиять на деталь.
Верный подбор описанных выше показателей (силе тока, полярность, диаметр и вид электрода) гарантируют наилучшие показатели сварных швов. Для повседневной обычной сварки наиболее лучше подойдет сварочный инвертор с размером электродов диаметром 3-4 мм, выставленной силой тока приблизительно 100 А и использованием прямой полярности. Данный выпрямитель потребляет небольшое количество энергии, имеет малый вес и габаритные размеры и очень удобен в использовании. При работе нужно учесть, что любой сварочный аппарат имеет свои огрехи, поэтому проводить регулировку нужно на свое усмотрению отталкиваясь от заданных режимов. Помните, что подбор силы тока происходит в зависимости от совокупности большого количества факторов. Ошибочное определение режима может стать причиной того, что металл не будет провариваться при нехватке тока, а при его переизбытке-материал прожжется. При применении электродов с большим калибром плотность сварочного тока уменьшится, что обусловит появление блуждания сварочной дуги, её колебания и изменения длины. Все это приведет к увеличению ширины сварочного шва и меньшей глубине провара.
Источники питания
В настоящее время по роду электричества может применяться сварка переменным и постоянным током. Важно не только правильно выбрать режим сварки и толщину электрода, но и подобрать нужный источник питания. Давайте рассмотрим самые распространенные источники сварочного тока и узнаем в чем их отличия:
Сварочные трансформаторы
Создают сварочный ток просто понижая сетевое напряжение. Это определяет и
х хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.Сварочные выпрямители
Преобразовывает сетевое напряжение с дальнейшим его выпрямлением используя диодные или тиристорные блоки. Данные источники питания очень просты и имеют высокую надежность. Применяют для сварки фактически любых сталей и сплавов различными типами электродов. При работе данной сваркой образование брызг металла происходит в меньшей мере ч
ем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.Сварочные инверторы
Их принцип базируется на превращении переменного тока на входе прибора в постоянный, далее с помощью транзисторных ключей постоянный перерабатывается в переменный с частотой выше 50 кГц и поступает к высокочастотному трансформатору с последующим выпрямлением. Данные
источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.© ГБПОУ КК ПАТИС
ГБПОУ КК ПАТИС
Государственное бюджетное профессиональное образовательное учреждение Краснодарского края
Приморско-Ахтарский техникум индустрии и сервиса
Адрес: 353860 г. Приморско-Ахтарск, ул. Тамаровского, 85
тел: 8 (861-43) 2-35-94, 8 (861-43) 2-18-98
Адрес сайта: http://патис.рф
Социальные сети: VK и OK
Электронная почта: [email protected]
Режим работы:
ПН — СБ: с 8.00 до 16.00
Выходные дни: ВС
Учредители
Наименование:
Министерство образования, науки и молодежной политики Краснодарского края
Адрес: 350063 г. Краснодар, ул. Рашпилевская, 23
тел: 8 (861) 298-25-73
Адрес сайта: minobr.krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед: с 13.00 до 13.50
Выходные дни: СБ.ВС.
Наименование:
Департамент имущественных отношений Краснодарского края
Адрес: 350000 г. Краснодар, ул. Гимназическая, 36
Канцелярия: 8 (861) 268-24-08
Факс: 8 (861) 267-11-75
Специалист по работе с обращениями граждан — консультации, запись на прием — телефон 267-11-78
Телефон горячей линии по вопросам земельных отношений: 8 (861) 992-33-35
Адрес сайта: diok.krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед ПН.ВТ.СР.ЧТ.: с 13.00 до 13.50
Перерыв на обед ПТ.: с 13.00 до 13.40
Выходные дни: СБ.ВС.
Сварочный инвертор и силовая сеть
При выборе сварочного инвертора возникает вопрос, на какой максимальный сварочный ток его следует выбирать. Неопытный сварщик часто хочет получить инвертор с максимально возможным током в 200-250А, но при этом не учитывает особенностей эксплуатации таких приборов.
Выбор инвертора конечно в основном определяется областью его применения, но важным также является вопрос, где и к какой силовой сети будет подключен инвертор.
Рассмотрим подробнее режим ручной сварки ММА с питанием инвертора от стандартной однофазной сети 220 вольт. Бытовая сеть 220 вольт рассчитана на ток нагрузки до 16 ампер. На этот максимальный ток рассчитаны подводящие провода, вилки, розетки и автоматы защиты сети.
Если мы планируем подключить инвертор к такой сети, то максимальную мощность, которую инвертор от нее получит, будет Pmax= 220V * 16A = 3520 ватт. Учитывая КПД инвертора (в среднем 85%) можно посчитать мощность, которую инвертор отдаст в сварочную дугу Pдуги= 3520 ватт * 0,85 = 2992 ватт.
Для устойчивого горения дуги напряжение на ней инвертор поддерживает около 30 вольт. Отсюда и получается, что максимальный ток в дуге будет не более Imax = 2992W / 30 V = 99,7 ампер.
При таком токе сваривать можно электродами диаметром не более 3 мм. Если же мы хотим получить больший сварочный ток и работать с электродами диаметром 4 и 5 мм. то стандартная бытовая сеть может не выдержать такой нагрузки.
Посмотрим, каким требованиям должна отвечать сеть, чтобы обеспечить ток в дуге 160 ампер, необходимый для 4 мм. электрода.
Мощность в дуге для тока 160 ампер составит Pдуги= 30V * 160A = 4800 ватт. От сети, с учетом КПД, инвертор должен получить Pmax= 4800W / 0,85 = 5647 ватт. При этом он будет потреблять Imax= 5647W / 220V = 25,67 ампер.
При таких нагрузках вся проводка в сети должна быть выполнена проводом не менее 4 кв.мм, сетевые розетки и вилки должны быть рассчитаны на ток не менее 25 ампер, автомат защиты сети на ток 32 ампера.
Для обеспечения безотказной работы инвертора сварщик должен убедиться, что во всех точках, где планируется подключить инвертор и работать с током до 160 ампер, выполняются эти требования к сети.
При необходимости работать со сварочными токами более 160 ампер и электродами диаметром более 4 мм. необходимо выбирать сварочные инверторы с питанием от 3-х фазной сети, которая допускает значительно большие нагрузки.
Так для сварочного тока 200 ампер мощность, потребляемая инвертором, составит 7059 ватт, а линейный ток в трехфазной сети 220/380 вольт составит всего 10,7 ампер. Однако при этом придется прокладывать 3-х фазную сеть на все рабочие места, где планируется выполнять сварочные работы.
Выбор инвертора и максимального тока сварки должен быть согласован с типом сварки. Неоправданно высокие требования к величине тока сварки и желание обеспечить большой запас по току приводят только к лишним затратам.
Стоимость мощного инвертора большая, он будет потреблять больше электроэнергии даже при равных токах с менее мощным. Для мощного инвертора может потребоваться заново проложить силовую сеть.
Мощный инвертор более тяжел при переноске, а также дорог в ремонте и обслуживании.
Часто возникает необходимость убедиться в работоспособности нового инвертора, или инвертора полученного из ремонта. Лучше всего это сделать, моделируя режим сварки подключением к инвертору балластной нагрузки. Для этой цели хорошо подходит сварочный балластный реостат, например РБ-302. Подключив реостат к инвертору устанавливаем значения сварочного тока на инверторе и реостате равными. Замеряем напряжение на клеммах реостата вольтметром. Вольтметр должен показывать напряжение 28-30 вольт во всем диапазоне сварочных токов инвертора. Если на максимальных токах напряжение недостаточно или появляется подозрительный звук высокого тона, то значит, инвертор не обеспечивает ожидаемых величин сварочного тока.
При проведении таких испытаний для подключения к силовой сети должен использоваться штатный сетевой кабель инвертора, без каких либо сетевых удлинителей. При больших токах на удлинителе может падать значительное напряжение и испытания дадут неверный результат.
ВНИМАНИЕ! Статья охраняется авторским правом. Копирование, размножение, распространение, перепечатка (целиком или частично), или иное использование материала без письменного разрешения автора не допускается. Любое нарушение прав автора будет преследоваться на основе российского и международного законодательства. Установка гиперссылок на статью не рассматривается как нарушение авторских прав. © ZetMaster, 29-10-2010 [email protected] www.z-master.ru
Сварочный инверторный аппарат Ресанта САИ-220 65/3
Инверторный сварочный аппарат Ресанта САИ-220 подходит для сварки металлических конструкций постоянным током покрытым электродом до 5 мм. Сварочный ток регулируется от 10 до 220 А ровных сварных швов и для более точной работы.
Одна из самых оптимальных моделей с прекрасным соотношением габаритов и мощности. Аппарат простой в использовании, не требует специальных знаний, так что разобраться с ним не стоит и труда даже новичку. Широкий ремень позволяет удобно носить аппарат на плече.
Особенности:
- Электроника сварочного аппарата плавно регулирует ток, что позволяет проводить сварочные работы различной сложности.
- Аппарат подключается к обычной однофазной розетке с напряжением 220В, не чувствителен к перепадам напряжения сети.
- Без проблем справляется с металлическими конструкциями толщиной до 5 мм, не теряя мощности и расходуя минимум электроэнергии.
Преимущества:
- Высокое качество сварных швов. Это достигается за счёт лёгкого поджига электрической дуги с её устойчивым горением. При этом отмечается малое разбрызгивание сварного металла;
- Одно из главных преимуществ – качественный шов даже при низком напряжении сети, что сильно упрощает работы даже загородом;
- Металлический корпус является надежной защитой от внешних воздействий;
- Низкое энергопотребление позволяет пользоваться любой электросетью даже при напряжении 140В. Кроме того, такой аппарат создаёт минимальное количество электромагнитных помех в такую сеть;
- Охлаждение сварки за счет вертикальной установки платы и оптимального расположения кулеров, что является уникальным технологическим решением;
- Функция горячего старта («HOT START») упрощает начало работы, а анти-залипание («ANTI STICK») автоматически снизит сварочный ток при «залипании» электрода;
- Малые габариты являются существенным преимуществом и значительно упрощают сварочные работы, а ремень позволяет перемещаться с аппаратом по всей территории;
- На передней панели имеется лампочка-индикатор для защиты от внезапного перегрева;
- Класс защиты IP21 означает защиту от попадания прямых капель и внешнего воздействия;
- Аппарат имеет плавную регулировку силы тока, понятную даже новичку;
- Автоматическая защита от перегрева;
- Самый высокий ПВ (время непрерывной работы) на рынке России;
- Высокая электробезопасность, обеспечиваемая большим количеством схем защиты (от электрического перенапряжения, перегрузки или перегрева и т.п;
- №1 на рынке сварочного оборудования России.
Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-220
Изделие выполнено в металлическом корпусе, на передней панели которого расположено:
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
- Силовые разъемы для подключения сварочных кабелей.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении САИ и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель, сварочный аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
|
Диаметр электродов (мм) |
Ток (А) |
|
1,6 |
25-50 |
|
2 |
50-70 |
|
2,5 |
60-90 |
|
3,2 |
90-140 |
|
4 |
130-190 |
|
5 |
160-220 |
|
6 |
200-315 |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Напряжение холостого хода
Чем выше напряжение холостого хода, тем легче зажечь дугу. У данного инвертора оно равно 85 В, дуга зажигается легко, есть возможность варить цветные металлы.
Кабель держателя и массы длинной 2 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30 см. Итого 4 метра рабочего пространства. Для более удобной работы достаточно обычного удлинителя нужного сечения.
OK 46.00
Тип покрытия – рутилово-целлюлозное. Уникальный в своем классе электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Электрод отличается относительно слабой чувствительностью к ржавчине, грунтовке, цинковым покрытиям и т.п. загрязнений поверхности изделий, легкостью отделения шлака и формированием гладкой поверхности наплавленного валика с плавным переходом к основному металлу. Благодаря легкости, как первого, так и повторных поджигов, электрод незаменим для сварки короткими швами, прихваток и сварке с периодическими обрывами дуги. В отличие от большинства рутиловых электродов, благодаря возможности выполнять сварку в положении «вертикаль на спуск» в сочетании со значительно более низкими пороговыми значениями минимального тока, при котором стабильно горит дуга, ОК 46.00 позволяют выполнять сварку тонкостенных изделий. Низкое напряжение холостого хода и стабильное горение дуги на предельно малых токах позволяет использовать эти электроды для сварки от бытовых источников.
Ток: ~ / = (+ / ̶ )
Пространственные положения при сварке: 1, 2, 3, 4, 5, 6
Напряжение холостого хода: 50 В
Выпускаемые диаметры: 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 и 5,0 мм
Режимы прокалки: 70-90°С, 60 мин
Классификации и одобрения | Типичные характеристики наплавленного металла | |
Химический состав, % | Механические свойства | |
ГОСТ 9467: Э46 ТУ 1272-124-55224353-2013 ГОСТ Р ИСО 2560-A: E 38 0 RC 1 1 EN ISO 2560-A:E 38 0 RC 1 1 AWS A5.1: E6013 НАКС: Ø 2.5; 3.0; 4.0; 5.0 мм ABS: 2 BV: 2 DNV.GL: II LR: 2 RS: 2 РРР: 2 | С 0,08 Mn 0,40 Si 0,30 P max 0,030 S max 0,030 | σт 400 МПа σв 510 МПа δ 28% KCV: 88 Дж/см2 при 0°С ≥35 Дж/см2 при -20°С KCU: ≥110 Дж/см2 при +20°С ≥40 Дж/см2 при -40°С |
Учебное пособие по дуге
— положение, движение и техника стержня
Дуговая сварка требует определенных усилий для изучения, и это очень чутко к позиции работы. Это хорошая идея, чтобы все было легко Для начала укладываем бусинки на квартиру. Швы прикроем позже.
Следующая установка является хорошей отправной точкой для этого урока:
- Работа: Низкоуглеродистая сталь 6мм. Дуговая сварка более устойчива к слегка ржавый металл и прокатная окалина по сравнению с другими процессами электросварки, но рекомендуется перед сваркой очистить самые худшие участки шлифовальной машиной.
- Стержни: 3,2 мм 6013 стержней. ИСПОЛЬЗУЙТЕ УДИЛИЩА ХОРОШЕГО КАЧЕСТВА! Форум участник, пытающийся учиться с помощью стержней из магазина DIY, имел ужасные проблемы, пока кто-то прислал ему несколько удочек известных брендов, чтобы доказать свою точку зрения. Также стержни 3,2 мм легче учиться со стержнями диаметром более 2,5 мм.
- Ампер: 110 Ампер. (если вы хотите использовать стержни 2,5 мм, уменьшите ток примерно до 80 ампер — ток определяется больше стержнем размер, чем толщина листа).
- Полярность: DCEP (стержень положительный, заземляющий отрицательный — это полярность, противоположная полярности, используемой в TIG). Используйте кондиционер, если это все, что у вас есть.
Это то, что мы использовали на следующих нескольких страницах. Вы можете сравнить свои практиковаться с нашими усилиями, в частности с ошибкой руководство по поиску на следующей странице. Не все сварщики правильно откалибровали усилители, поэтому вам, возможно, придется отрегулировать свои, чтобы избежать неисправностей.
Угол штанги (угол опережения)
Для сварки на плоскости (как на фото) стержень должен быть наклонен. От 10 до 20 градусов от вертикали и потянуть в направлении стрелки.Угол стержня предотвращает налет шлака на стержень (сварка шлак может вызвать включения в сварном шве).
На фотографии стержень изогнут у электрододержателя до установите держатель под более удобным углом.
Можно поддерживать верхнюю часть электрода свободной рукой и это улучшает контроль над электродом. Поражение электрическим током не проблема, но будьте осторожны, чтобы убрать руку с огня перед электрод становится слишком коротким.
Длина дуги
Длина дуги — это расстояние между электродом и сварочной ванной. Он должен быть примерно таким же, как диаметр стержня.
Это далеко не так просто, как кажется!
На фото видно, как электрод заглубляется внутрь флюса. покрытие на штанге. Сварочная ванна также будет скрыта расплавленным шлаком.
Для достижения правильной длины дуги с помощью стержней 3,2 мм расстояние между флюсовое покрытие на стержне и флюс поверх сварного шва могут быть менее 1 мм.
О длине дуги обычно судят по звуку и видимому свету. от дуги.
На видео длина дуги варьируется от правильной, слишком длинной и слишком короткий. Меняются как интенсивность света, так и звук сварного шва. резко с длиной дуги.
Дуга должна быть короткой и скрывать большую часть света от сварку без проталкивания стержня в шлаковую ванну. Хорошая короткая дуга длина приведет к постоянному резкому потрескивающему звуку.
Внешний вид завершенного сварного шва даст дополнительные подсказки — см. фото сварных швов с неправильной длиной дуги на дефектах страница.
Сохранение угла подъема и длины дуги
Стержень становится короче по мере выполнения сварного шва, и это требует сознательного усилие, чтобы уменьшить длину дуги по мере того, как стержень становится короче.Избыток длина дуги может привести к нестабильной дуге, перегреву и недорезанию. и это, вероятно, самая распространенная ошибка новичков.
Угол стержня также должен быть сохранен по всей длине сварка. Требуется немного практики, чтобы избежать уменьшения угла опережения. в процессе сварки, так как это может привести к включению шлака и даже вызвать остановку дуги. Самый простой способ сохранить угол наклона стержня — это сфокусировать Обратите внимание на перемещение держателя стержня, а не стержня в процессе сварки.
На видео видно, как расходуется стержень диаметром 2,5 мм при движении по кругу. 200 мм в длину.
Сварочное движение
Для большинства видов дуговой сварки стержень перемещается по прямой линии, образуя «стрингер». Можно использовать небольшое количество плетения, чтобы контролировать скорость и направление.
На видео дуга запускается простым нажатием. Удочка быстро становится короче по мере продвижения сварного шва, а движение, которое можно увидеть, является постоянным коррекция для поддержания короткой длины дуги.
Обратите внимание, что угол штанги также сохраняется. Требуется практика, чтобы поддерживать длина дуги и угол наклона стержня, особенно если вы переходите на дуговую сварку от другого процесса сварки.
Шлак
Не смотрите внимательно на горячий сварной шов — кусочки шлака постоянно отслаиваются сварной шов, поскольку он остывает, и их очень больно снимать после они впились тебе в глаз.Защита глаз тоже хороший Идея при скалывании шлака, поскольку он хрупкий и может лететь на значительное расстояние.
Шлак, покрывающий сварной шов, должен достаточно легко удаляться, хотя это действительно зависит от типа и качества удилищ (мы использовали хорошие качество 6013 удочек вот так было легко).
Практика делает колодки
Другие позиции будут разочаровывающе плохи, пока вы не доведете их до совершенства. укладка бус.Хороший способ попрактиковаться — приварить площадку к пластине толщиной 6 мм.
Тщательно очистите пластину, затем уложите первый сварной шов по прямой линии. у края тарелки. Удалите шлак и сразу сделайте второй шов. сбоку от первого, достаточно близко, чтобы два сварных шва слились вместе без зазора. Повторение несколько раз должно привести к образованию сварных швов. с плоским верхом. Если вам сложно удерживать прямую линию, то рисуйте линия мелом может помочь.
Поверните подушку на 90 градусов и сварите следующий слой подушки.
При обучении в колледже подушечка будет разрезана для проверки на включения в сварном шве. Практика помогает развить последовательность, сохранение прямой линии сварного шва и хорошая подготовка к более толстым металл, в котором соединение часто формируется из множества сварных швов. Техника также используется для наплавки и наращивания изношенного материала.
Electrode Force — обзор
Существует четыре основных типа процесса контактной сварки: точечная сварка, выпуклая сварка, контактная стыковая сварка и стыковая сварка оплавлением. Точечная сварка швов, стежков и роликов тесно связана с точечной сваркой.
Точечная сварка находит применение при соединении внахлест листового материала толщиной от 2 × 0,3 мм до 2 × 4 мм, а иногда и более толстых материалов. Строчная и шовная сварка используются для изготовления герметичных швов, стежковая сварка больше подходит для деталей неправильной формы, а шовная сварка — для длинных прямых участков или кривых с регулярным или большим радиусом.Множественные циклы давления и нагрева возможны при сварке стежком и точечной сварке роликами, но не при сварке швом. Роликовая точечная сварка используется для получения длинных прямых рядов точек с более высокой производительностью, чем это возможно при точечной сварке.
Сварка выступами также может использоваться для соединения листов внахлест при условии, что материал имеет достаточную пластичность для получения подходящих выступов и достаточную прочность выступов, чтобы выдерживать высокие применяемые нагрузки.Этот процесс также используется для изготовления тройников и крепления шпилек, гаек, хомутов и дисков к листовым материалам. Сварка поперечной проволокой рассматривается как разновидность выпуклой сварки.
Стыковая сварка сопротивлением в основном применяется для стыкового соединения проволоки и прутков небольшого калибра. Нагрев более распространен, потребляемая мощность выше, а состояние торцевых поверхностей важнее, чем при стыковой сварке оплавлением . Последний процесс используется для стыкового соединения более тяжелых и сложных профилей и соединения под углом.
33.3.1 Влияние металлургических свойств на свариваемость сопротивлением
Наиболее важными свойствами, которые влияют на свариваемость и, следовательно, выбор подходящих условий сварки, являются проводимость, характеристики расширения, характер и состояние поверхностной пленки, термостойкость. и структура зоны плавления и / или термического влияния.
Для материалов с высокой проводимостью требуется больший ток, чем для мягких сталей, чтобы обеспечить эквивалентное тепловложение по двум причинам: во-первых, из-за повышенной электропроводности, а во-вторых, из-за повышенной теплопроводности вдали от зоны сварного шва.На практике материалы с высокой проводимостью, такие как алюминий, свариваются за короткое время при исключительно высоких токах. Следовательно, существует потребность в более сложном и дорогостоящем оборудовании для сварки этих материалов, чем требовалось бы для низкоуглеродистой стали. В материалах с низкой проводимостью может происходить разбрызгивание или кипение металла шва, и в таких случаях также используются короткие времена и большие токи.
Коэффициенты теплового расширения и сжатия при затвердевании являются важными факторами, определяющими тип механической системы, используемой в сварочных машинах.В материалах с высоким тепловым расширением и высокой теплопроводностью, где усадка происходит относительно быстро, необходимо обеспечить высокое электродное усилие сразу после импульса тока, чтобы избежать усадочных полостей и трещин.
Постоянство состояния поверхности чрезвычайно важно в большинстве процессов контактной сварки (за исключением стыковой сварки оплавлением), особенно для материалов с толстыми пленками естественного оксида, таких как алюминиевые и магниевые сплавы.В таких случаях обязательно рекомендуются процедуры очистки.
Тонкие и однородные оксидные пленки, например, полученные на травленых нержавеющих сталях и сплавах нимоник, обеспечивают стабильные сварочные характеристики, особенно при высоких усилиях на электродах. Ржавчина, краска и жир влияют на консистенцию и должны быть удалены. Металлические покрытия могут серьезно повлиять на свариваемость, хотя консистенция может немного пострадать, а срок службы наконечника электрода при точечной сварке может сократиться.
Материалы, обладающие высокой прочностью в горячем состоянии, требуют высоких электродных усилий для сохранения герметичности вокруг расплавленного металла сварного шва.
Важно, чтобы металлургическая структура как зоны сварного шва, так и зоны термического влияния была адекватной, чтобы выдерживать требования, предъявляемые к соединению в эксплуатации. Зона термического влияния во многих сплавах размягчается, и поэтому важно ограничить ее протяженность за счет использования коротких промежутков времени. Ферритные стали страдают от закалки, которая увеличивается с увеличением содержания углерода и сплава. В серьезных случаях это может потребовать некоторой формы послесварочной термообработки, чтобы преодолеть возникшую хрупкость.
33.3.2 Сварка сопротивлением различных металлов и сплавов
СТАЛИ
Низкоуглеродистые стали легко поддаются контактной сварке всеми способами, чистая сталь глубокой вытяжки обычно считается превосходной в этом отношении (таблица 33.2). Руководство по максимальному содержанию углерода, которое допускается при точечной и выпуклой сварке без чрезмерного упрочнения, дается формулой
Таблица 33.2. СОПРОТИВЛЕНИЕ СВАРКА МЕТАЛЛОВ И СПЛАВОВ — ПОДГОТОВКА ПРОЦЕССОВ
| Процесс | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Материал | Точечный | 434 | 43 | |||||||||||||||
| Низкоуглеродистая сталь | S | S | S | S | ||||||||||||||
| P | P | S | S | нержавеющая сталь | Aus N | S | ||||||||||||
| Алюминий и низкопрочные сплавы | P | N | S | S | ||||||||||||||
| Средне- и высокопрочные алюминиевые сплавы | S | N | P | |||||||||||||||
| Медь | N | N | S | S | 901 45||||||||||||||
| Бериллий-медь | S | — | S | S | ||||||||||||||
| Золочение металлов | N | N | S | N | — | S | N | |||||||||||
| Оловянная бронза | S | S | S | S | ||||||||||||||
| Алюминиевая бронза | P | P | P | P | P | P | P Кремниевая бронза | S | — | S | — | |||||||
| Мельхиор | S | — | S | — | ||||||||||||||
| Никель – серебро 9017 | 9017 9017 | |||||||||||||||||
| Магниевые сплавы | P | N | N | S | ||||||||||||||
| Никель и его сплавы | S | S | 9 0171 NS | |||||||||||||||
| Титан | S | P | N | S | ||||||||||||||
| Цирконий | S | S | N | S | S | S | S | — | — | |||||||||
| Ниобий | S | — | — | — | ||||||||||||||
| Молибден | P | — | N — | N | S | |||||||||||||
S = Подходит.N = Не рекомендуется. P = Возможно при определенных условиях. — = Информация недоступна.
Cmax = 0,1 + 0,012t
, где t = толщина в миллиметрах самого тонкого листа в комбинации.
Можно выполнять точечные и выступающие сварные швы в среднеуглеродистых и низколегированных сталях, и желательно, чтобы после импульса сварочного тока прикладывалась большая электродная сила, чтобы предотвратить растрескивание, за которым следует отпуск, который наиболее удобно проводить при сварке. машина.Сила электрода может поддерживаться на высоком уровне во время отпуска или уменьшаться до исходного значения. Закалка не является такой серьезной проблемой при контактной стыковой сварке или оплавлении, поскольку скорость охлаждения ниже; однако стыковая сварка обычно ограничивается сталями, которые не образуют тугоплавких оксидов.
Аустенитные нержавеющие стали требуют несколько меньших токов и более высоких электродных усилий при точечной и выступающей сварке. При стыковой сварке оплавлением для этих материалов требуются токи, аналогичные токам для низкоуглеродистой стали, но с более высокими напряжениями холостого хода и усилиями осадки.
Относительные условия для точечной сварки низкоуглеродистой стали и других материалов приведены в Таблице 33.3.
Таблица 33.3. ОТНОСИТЕЛЬНЫЕ УСЛОВИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ МЯГКОЙ СТАЛИ И ДРУГИХ МАТЕРИАЛОВ
| Материал | Усилие на электроде | Время сварки | 44 | A-70 МПа на участке наконечника | Короткий B | Высокий C | |||
|---|---|---|---|---|---|---|---|---|---|
| Низколегированные стали | A × 1 | B × 1 | C × 1 | Требуется последующий нагрев | |||||
| 18 / 8 нержавеющая сталь | A × 3 | B × 1 | Поверхностные оксиды могут вызывать | ||||||
| Нимоновые сплавы | A × 4 | B × 1 | проблемы в редких случаях | ||||||
| А × 2.5 | B × 1 | C × 1.5 | |||||||
| Монель, Инконель | A × 4 | B × 1 | C × 0.9 | ||||||
| Алюминиевые сплавы | 9017 A × 2 9017 0,5 | C × 4 | Поверхностный оксид должен быть удален | ||||||
| Мельхиор, кремнистая бронза, латунь 70/30, никель-серебро и т. Д. | A × 0,8 | B × 0,8 | C × 1,2–2,0 | Ток зависит от проводимости сплава | |||||
| Титан и его сплавы | A × 2 | B × 1 | C × 1 | Избегайте чрезмерного проплавления |
Взято из «Сварки сопротивлением», опубликовано бывшая Британская ассоциация исследований в области сварки.
АЛЮМИНИЙ И АЛЮМИНИЕВЫЕ СПЛАВЫ
Свариваемость алюминиевых сплавов сопротивлением в основном определяется их относительно высокой проводимостью и наличием прочной оксидной пленки с высоким сопротивлением. Поэтому при подготовке поверхности требуется осторожность, чтобы обеспечить постоянное сопротивление контакта, и это обычно достигается контролируемой чисткой от царапин или химическим погружением. Использование пастообразных флюсов не рекомендуется из-за нестабильного качества. Одно только обезжиривание иногда практикуется в приложениях, где консистенция менее важна.Очистка внешних поверхностей увеличивает срок службы наконечника при точечной сварке.
О необходимости больших токов и короткого времени сварки уже упоминалось, а сравнительные данные приведены в Таблице 33.3.
В этой группе чистый алюминий является наиболее трудным для точечной сварки материалом и, вероятно, самым легким для контактной стыковой сварки. Прочные алюминиевые сплавы, плакированные чистым алюминием, не создают таких проблем при точечной сварке из-за их более низкой проводимости и более высокой устойчивости к вдавливанию.Как правило, трудности с точечной сваркой возрастают с уменьшением прочности основного металла и увеличением проводимости. Все распространенные листовые материалы можно сваривать точечной сваркой.
Имеется небольшой опыт сварки выступом, основная трудность заключается в относительно низкой прочности выступа на сжатие. Стыковая контактная сварка применяется только для чистого алюминия и низкопрочных сплавов на небольших участках, и снова необходима осторожность при подготовке поверхности. Стыковая сварка оплавлением может использоваться для большинства алюминиевых сплавов при условии быстрого нагрева и тщательного контроля времени и скорости приложения осадки.
МЕДЬ И МЕДНЫЕ СПЛАВЫ
Из-за своей высокой проводимости медь обычно не считается пригодной для точечной и выступающей сварки, хотя очень тонкую медь можно сваривать точечной сваркой электродами с молибденовыми наконечниками, используя очень высокие токи и короткое время. Часто используется альтернатива вставки регулировочной шайбы из припоя с относительно высоким сопротивлением, что дает контактную пайку, а не сварной шов. Чистая медь может быть удовлетворительно подвергнута стыковой сварке сопротивлением и стыковой сваркой оплавлением, и оба процесса используются в производстве проволоки.
Кадмий-медь трудно поддается контактной сварке, и предпочтительна контактная пайка, но бериллий-медь можно легко сваривать точечной или стыковой сваркой, при условии соблюдения обычных мер предосторожности для материалов с высокой проводимостью.
Свариваемость латуни повышается с увеличением содержания цинка, и при точечной сварке позолоченных металлов трудно сваривать металлы, хотя с помощью этого процесса можно удовлетворительно сваривать латунь 70/30 и особенно 60/40. Контактная стыковая сварка часто используется для латунной проволоки, но стыковая сварка оплавлением не подходит из-за улетучивания цинка.Информация о силе тока, времени сварки и осадки по сравнению с низкоуглеродистой сталью приведена в Таблице 33.3. Некоторые латуни должны быть защищены от сезонного растрескивания путем низкотемпературного отжига после сварки.
Оловянная бронза имеет относительно низкую проводимость и может быть легко соединена практически всеми методами контактной сварки. Однако фосфорная бронза может прилипать к электродам из медного сплава при точечной сварке, и может потребоваться нанесение гальванического покрытия на электроды.
Информация по алюминиевой бронзе скудна, но удовлетворительные сварочные швы всех типов были получены в однофазных сплавах.Стыковая сварка оплавлением применялась для сложных сплавов.
Кремниевая бронза имеет низкую проводимость, и ее можно удовлетворительно сваривать точечной и контактной стыковой сваркой. Время сварки и электродные силы несколько ниже, чем для низкоуглеродистой стали, а токи несколько выше. Важно, чтобы во время нагрева проводилось быстрое наблюдение за электродами.
Мельхиор и никель-серебро ведут себя аналогично кремниевой бронзе.
МАГНИЙ И МАГНИЕВЫЕ СПЛАВЫ
Магний и его сплавы могут быть удовлетворительно сварены точечной сваркой для работы в малых условиях с использованием оборудования, аналогичного тому, которое используется для алюминиевых сплавов.Упоминалась удовлетворительная свариваемость сплавов Mg – Mn, Mg – Al – Zn, Mg – Zn – Zr и Mg – Th – Zr. Очистка важна, химические методы предпочтительнее механических, хотя хорошие результаты могут быть получены при чистке щеткой с проволочной ватой. Чистота электродов важна, если необходимо избежать загрязнения детали медью. Высокие токи и короткое время сварки используются вместе с быстрым слежением за электродами, чтобы получить силу, несколько меньшую, чем сила, используемая для алюминия.Электроды с закругленными концами помогают создать герметичное уплотнение вокруг сварного шва.
Стыковая сварка оплавлением также может применяться для магниевых сплавов.
НИКЕЛАНДСКИЕ СПЛАВЫ
Никель, монель, * Инконель * и сплавы Nimonic * могут удовлетворительно свариваться точечной, выступающей и оплавленной стыковой сваркой.
Условия для точечной сварки сплавов нимоник аналогичны условиям для аустенитной нержавеющей стали, но с несколько более высокими электродными усилиями. Никель требует более высоких токов и меньших усилий, хотя силы все еще намного выше, чем для мягкой стали.Для монеля и инконеля требуются токи и силы, аналогичные тем, которые рекомендуются для сплавов нимоник. Сравнительные данные приведены в таблице 33.3. Чистота важна, особенно опасно загрязнение серой и свинцом. Прилипание, которое может возникнуть при точечной сварке отожженного никеля, можно преодолеть путем посеребрения электродов. При слишком низком давлении на электродах некоторых дисперсионно-твердеющих сплавов может наблюдаться растрескивание. Благоприятно увеличенное время сварки и увеличенное давление.
Стыковая сварка оплавлением считается удовлетворительной, если зажим прочный для предотвращения образования дуги, расстояние зажима остается коротким из-за низкой проводимости и больших усилий осадки.Напряжение холостого хода должно быть выше, чем для низкоуглеродистой стали.
ОГНЕУПОРНЫЕ МЕТАЛЛЫ
В эту группу материалов входят титан, цирконий, тантал, ниобий, молибден и вольфрам. Проблема загрязнения в результате реакции с атмосферой не столь серьезна при точечной сварке, как при сварке плавлением, но качество выступающих сварных швов может быть улучшено за счет использования инертной атмосферы.
Титан легко поддается точечной сварке или стыковой сварке оплавлением. Условия для точечной сварки аналогичны условиям для низкоуглеродистой стали, но с более высоким электродным усилием.Высокое электрическое сопротивление позволяет получить большой сварной шов с высоким проплавлением, и сварку швов, возможно, придется выполнять под водой, чтобы предотвратить загрязнение после сварки. Условия сварки оплавлением аналогичны тем, которые используются для алюминиевых сплавов. Выпуклые сварные швы также были выполнены из титана.
Цирконий тонких калибров можно сваривать точечной сваркой в условиях, аналогичных тем, которые используются для нержавеющей стали. Никакой специальной очистки, кроме обезжиривания, обычно не требуется. Возможна также сварка выступом и стыковая сварка оплавлением.
Тантал можно сваривать точечной сваркой тонкими толщинами, а сварку можно проводить на воздухе, если время меньше одного цикла. В больших случаях требуется водяное охлаждение зоны сварки. Поверхности необходимо обезжирить и протравить в смеси серной и хромовой кислоты. Аналогичным образом следует обращаться с ниобием.
Сварные швы из молибдена и вольфрама часто бывают хрупкими по своей природе из-за высокой температуры перехода от хрупкости к пластичности рекристаллизованных и литых материалов. Другими проблемами являются загрязнение поверхностей электродными материалами и загрязнение самих электродов.Эти неприятности сводятся к минимуму сваркой под водой. Поверхности следует тщательно очистить, по возможности пескоструйной очисткой. Оба материала можно легко припаять сопротивлением с использованием прокладок из тантала, циркония или никеля. Оба материала успешно прошли стыковую сварку оплавлением.
ДРУГИЕ МЕТАЛЛЫ
Обычно легче сделать удовлетворительные соединения между разнородными металлами контактной сваркой или контактной пайкой, чем сваркой плавлением или обычной пайкой, поскольку проблема флюсования не возникает, и могут быть выбраны методы, сводящие к минимуму опасность хрупкие интерметаллические фазы в соединении.Медь и алюминий, например, при совместном плавлении образуют серию хрупких фаз, но стыковая сварка оплавлением меди с алюминием широко практикуется, поскольку эти фазы вытесняются из соединения при приложении осаждающей силы.
При точечной сварке разнородных металлов может потребоваться использовать электроды с разной проводимостью по отношению к разным частям, то есть электрод с высокой проводимостью по отношению к материалу с более низкой проводимостью.
Некоторые характеристики точечной сварки разнородных металлов приведены в таблице 33.4. В некоторых случаях, когда точечная сварка невозможна из-за чрезмерного образования интерметаллидов, можно вставить слой третьего материала, совместимого с обеими частями, которые необходимо соединить.
Таблица 33.4. ТОЧЕЧНАЯ СВАРКА РАЗНЫХ МЕТАЛЛОВ
Позиция : Точечная сварка: E Отличная; G Хорошо; P Плохо; U Неудовлетворительно.
Взято из журнала «Сварка сопротивлением», опубликованного бывшей Британской ассоциацией исследований в области сварки.
Примечания:
- (1)
Широкий диапазон условий сварки.
- (2)
Непоследовательные сварные швы низкой прочности. Рекомендуется дробеструйная обработка или травление.
- (3)
Толщина покрытия должна быть одинаковой.
- (4)
Электроды необходимо часто чистить, чтобы предотвратить прилипание.
- (5)
Предпочтительны высокие токи и короткое время.
- (6)
Тонкие калибры можно сваривать в особых условиях.
- (7)
Условия сварки должны точно контролироваться.
- (8)
Низкая прочность сварного шва.
Таблица толщины сварочного тока к металлу
Для 3/32 ″ 7018 это примерно то же самое. Агрегаты, которые одновременно выполняют роль сварочных аппаратов, часто производят до 200 ампер и стоят дороже. Диаграммы доступны для 110-115 В и 230 В с соответствующей толщиной металла. Таблица силы тока при дуговой сварке 7018 Настройки усилителя сварочного стержня Таблица силы тока Как выполнять сварку.Электрод и изделие являются частью электрической цепи. Толщина датчика 16 Нержавеющая сталь Beyondmarketinginc Co. Стержни 6010 или 6011, если ваша рама из низкоуглеродистой стали. 001 ”толщины материала. В соответствии с таблицей 4. Ключом к достижению самых гладких и прочных сварных швов в любом из этих проектов (и других) является перетаскивание его по поверхности металла, хотя вы также можете немного перемещать его из стороны в сторону. Амперы. А также толщина металла играет огромное влияние на настройки. Рабочий диапазон.4% Si и Mn с 0,10 листового металла. Таблица толщины листового металла, листы алюминия mediareport co, толщина листа нержавеющей стали 300mblinks co, диаграмма толщины стального шпильки мм. Таблица фактических значений сварочного тока и толщины металла coremig 210di, модель 210mts аппарата для дуговой сварки coremig 210di, направляющая присадочного стержня для сварочных электродов В приведенной выше таблице вы можете указать, какой диаметр сварочного прутка и толщину металла можно использовать для достижения наилучших результатов.A18. Обратите внимание, что чем толще свариваемый материал, тем выше требуемый ток и тем больше требуется электрод. Информация. Найдите идеи на тему «Таблица сварочных стержней» Найдите идеи на тему «Таблица сварочных стержней». Если я правильно понял то, что я прочитал, сила тока может ограничивать толщину материала, который вы можете сваривать за ОДИН ПРОХОД, не обязательно окончательное ограничение. #metalartwelded WG3090 имеет широкий рабочий диапазон от 25 до 140 ампер. 100 Толщина материала = 100 кВА Примечание. Правило не применяется при сварке материалов из нержавеющей стали, гальваники и других специальных материалов.Вода хороша для покрытия основной части металла (погруженного в воду) и последующей сварки открытого шва. Точечная сварка (или контактная точечная сварка) — это тип контактной контактной сварки, используемый для сварки различных изделий из листового металла посредством процесса, в котором соприкасающиеся точки поверхности металла соединяются теплом, полученным от сопротивления электрическому току. СОЕДИНЕНИЕ AMPS. Производителям оборудования для орбитальной сварки труб неразумно делать конкретные заявления о времени сварки, не зная точных сведений о сварке.Калькулятор TIG предназначен для распечатки справочных материалов для сварщиков TIG своими руками, но предназначен только в качестве отправной точки. В свою очередь, диаметр используемого стержня зависит от толщины свариваемой стали. 30 июня 2015 г. Газовая дуговая сварка металлическим электродом (GMAW) — это процесс сварки, в котором в промышленном режиме для некоторых металлов используется сварочный ток, превышающий приблизительно 190 ампер. Рис. 25 сен 2019 Если вы свариваете легкий листовой металл при низком токе с помощью вольфрамового стержня большего диаметра, то вот диаграмма, показывающая правильный диаметр вольфрамового стержня для вашего пластинчатого калибра, Толщина материала Диаметр вольфрама Диапазон ампер.0. Рассеивание тепла: разные металлы по-разному рассеивают тепло. В таких работах сварщики TIG обычно используют сварной листовой металл. . 10 января 2020 г. — Палка: амперы против размера стержня против толщины металла. Внутренние металлические пластины тяжелее выдерживают дополнительный ток. 035 дюймов. ДВОЙНОЙ ЩЕЛЧОК на диаграмме для просмотра Краткое руководство по выбору размера проволоки MIG и силы тока сварочного аппарата для вашего приложения. 4 июля 2014 г. · Таблица, наклеенная на сварочный аппарат MIG, предоставляет вам необходимую информацию о напряжении и толщине шва. Калькулятор TIG предназначен в качестве справочного материала для распечаток для сварщиков DIY TIG, но при толщине, превышающей эту толщину (за исключением специальных применений), вы, как правило, можете найти таблицу нержавеющей стали для начинающих, удобной для низкоуглеродистой стали — более низкий ток Допустим, я хочу сваривать От 1/4 дюйма мягкой стали до 1/2 дюйма мягкой стали в тройнике.Оптимальное значение этих параметров зависит от типа металла и его толщины. Для большинства сварных швов вы хотите, чтобы сварной шов издавал быстрый треск. Чтобы сохранить полный контроль над расплавленной лужей, используйте очень короткую дугу и уменьшите силу тока в соответствии с рекомендациями. выдает внушительные 230 вольт, работает от выключателей на 40 ампер и может сваривать сталь толщиной до 5/16. ОПРЕДЕЛЕНИЕ РАЗМЕРА SCR 440 В первичной обмотки при рабочем цикле 10% 30 ноября 2019 г. · Сопло резака также должно быть выбрано для использования с алюминием. Какой толщины вы пытаетесь сварить? Я бы начал с использования более толстого материала для практики (с которым вы легко не проделаете дыру) и убедитесь, что вы используете стержни переменного тока.Есть и другие моменты, которые следует учитывать, но обычно на первом месте стоит толщина металла. Доступны графики контактной сварки. Калькулятор сварки TIG содержит рекомендуемые настройки сварочного оборудования TIG (GTAW) и полезные советы в зависимости от типа металла, толщины и типа сварного шва, который вы будете использовать. ФИЛЕ. Они бывают разного диаметра с разным рекомендованным током, как показано в таблице ниже: Диаметр электрода в дюймах, Электроды, Толщина металла. S. Таблица толщины сварочного тока к металлу Нержавеющая листовая сталь.В нашем калькуляторе сварки Böhler есть программа, которая позволяет легко определить, сколько присадочного металла требуется для ваших процессов. Аппарат для ручной сварки не проникает в металл более чем на 3 мм (примерно) — электродуговая сварка — это процесс стыковки кромок, поэтому для получения более качественных стыков (большего количества склеенного металла) стык подготавливается. com. Один из способов разбить металл по толщине: Thin is The. Как настроить сварщик Mig Настройки сварочного аппарата Газы и. Кроме того, дуговая сварка выделяет много тепла и почти во всех случаях вызывает тепловую деформацию.Для обычно используемой низкоуглеродистой стали толщиной 1/16 дюйма типичное значение тока составляет 10 000 ампер в течение 1/4 секунды и усилие на электроде 600 фунтов. Сварка штангой требует много практики, чтобы освоить ее, и выбор Правильный электрод для работы может быть сложной задачей. 1 секунда или меньше, поэтому ток должен быть очень высоким. Ознакомьтесь с ассортиментом сварочных аппаратов MIG для легкой промышленности от WIA. Толщина металла: для резки металлов толщиной 1/4 дюйма или меньше можно использовать недорогой резак с малым током, подойдет всего 25 ампер.ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ может убить. У каждого типа сварочного процесса есть свои преимущества и недостатки. Во-первых, определите вашу правильную полярность и, конечно же, что машина включена. Узнайте о преимуществах и недостатках каждого процесса сварки, прежде чем выбрать сварщика, который соответствует вашим потребностям. Обычно стержень 7018 используется с токами до 225 ампер. Сварка нержавеющей стали палкой может быть не такой сложной задачей, как сварка алюминия, но этот металл обладает особыми свойствами, которые отличают его от сварки обычных сталей.Сварку можно производить без использования присадочного металла — за счет использования только тепловой энергии. 4, плюс комбинация любого металла из P-No. Этот режим переноса металла обычно переходит от шарового режима к режиму распыления при сварочном токе свыше примерно 190 ампер для определенных комбинаций металла и защитного газа. Простейшее объяснение того, как работает ручная сварка Затем массу оттянуть на два-три ампера и добавить наполнитель. Если я занимаюсь сваркой TIG или MIG, независимо от того, на какой ток установлен мой аппарат, я очень хорошо представляю, чего ожидать после начала сварки с точки зрения «тепла».В целях обсуждения при сварке есть три зоны, вызывающие наибольшее беспокойство: 1) затвердевший металл сварного шва, состоящий либо из основного металла, либо из основного металла и присадочного металла; 2) зона термического влияния (HAZ), в которой основной металл нагревается до высокого сварочного тока. Таблица толщины металла. Пример сварки. • Сварщику TIG требуется присадочный пруток для обеспечения сварного шва при соединении двух металлических частей вместе. • Сварка TIG не вызывает искр или брызг, поскольку в сварочную ванну добавляется только необходимое количество присадочного металла.Сварочный стержень и металл, который вы свариваете, известны в сварочной отрасли как «сварочная цепь» (см. Изображение ниже). А поскольку существует множество товарных линий и множество систем классификации, заказ этих товаров может быть чем-то вроде приключения. Вам будет легче ориентироваться в диаграмме IPM. 09 июля 2008 г. · Пытаюсь выбрать сварщика. 1 «Безопасность при сварке и резке». Я делаю свои приблизительные оценки, как показано на прилагаемой диаграмме Миллера.4 40-85 6010/6011 1/8 «3. 2 75-125 6010/6011 5/32» 4. Сохранено с Weldingweb. 001 «). Gas Metal обрабатывает металл разных типов и размеров (толщину), тогда как диаграмма диапазона усилителей для дуговой сварки. Точечная сварка сопротивлением — это соединение перекрывающихся частей металла путем приложения давления и электрического тока. или доступны спецификации для установки правильного напряжения, вы можете попробовать следующее: пока вы свариваете металлолом, попросите напарника снизить напряжение до тех пор, пока дуга не начнет врезаться в заготовку.Правильная сварочная сила тока, используемая с этим стержнем, зависит от диаметра стержня. R. Это означает, что вы можете сваривать листовой металл толщиной 24 мм с листом из мягкой стали толщиной дюйма и всем, что между ними. 3/32 дюйма — сила тока от 80 до 130 ампер. • При сварке TIG не образуется дыма и дыма, если основной металл не содержит загрязняющих веществ или не имеет грязной поверхности. Из-за количества тепла и отложений присадочного металла перенос распылением обычно ограничивается плоским положением или горизонтальными галтелями и используется в сварочной промышленности. для высокоскоростной производственной сварки; Шаровая передача происходит при использовании высокого напряжения с защитным газом СО2 или 75/25.Выберите толщину материала: 17 декабря 2019 г. · Флюсующее действие шлака также приведет к получению металла шва более высокого качества и позволит сварку на более высоких скоростях. У меня есть аналогичная таблица в моем сварочном аппарате, но, опять же, при сварке двух разных толщин Этот тип точных настроек для вольт, ампер / скорости подачи проволоки не задает силу тока на сварочном аппарате, будь то Stick (SMAW), MIG Say, например сварщика просят приварить стальную пластину толщиной в один дюйм к стали. 1 февраля 1996 г. Газовая дуговая сварка металла (MIG) Этот процесс состоит из подачи чистого металла. Учтите, что для тонких металлов требуется меньше тока, чем для толстых металлов.0 110-165 6010/6011 Дуговая сварка защищенного металла (SMAW) — Stick. 1 Требования к предварительному нагреву должны основываться на Спецификации процедуры сварки (WPS). Калькулятор электродной сварки Miller® 171087 Калькулятор электродной сварки Miller® предоставляет быстрый справочник по параметрам сварки электродом, включая: толщину металла / силу тока, электрод / положение сварки, тип / полярность тока, основные методы и информацию о процессе сварки электродом (SMAW). сварочный ток диаграмма толщины металла новинка в mig pdf метрическая система, mig сварочный ток на диаграмму толщины металла pdf tig информация, сварочный ток на диаграмму толщины металла tig правильная выемка контактного наконечника может повысить эффективность миграция дуги, сварочный ток на диаграмму толщины металла mig metric Таблица толщины дуги, сварочного тока и толщины металла Добро пожаловать в нашу первую статью «Советы по сварке для машин», в которой мы рассмотрим основные преимущества и особенности сварочных аппаратов.Таким образом, для наших расчетов использованный сварочный ток был либо самым высоким значением силы тока в диапазоне, предусмотренном для электрода, либо максимальной мощностью сварочного аппарата (450 ампер). нержавеющий листовой калибр lynnwoodgaragedoors co, 6 калибр листового металла deannadimmitt co, 12 настроек mig для сварки мягкой стали разной толщины, сравнение толщины металла zahner, толщина металлического листа socialsharebooster коллегам, использующим сварочный шлем с фильтрующими линзами, также потребуется носить очки с боковыми щитками или очки.13 июля 2016 г. · Электрод или сварочный стержень — это проволока, состоящая из проволоки с покрытием. толстый металл? (Также будут приняты предложения по другим типам и диаметрам стержней. Различные размеры и классификация сварочных стержней. Сварка алюминия методом MIG предпочтительна для более толстых металлических деталей. 7. Сварочные стержни бывают разных типов с наиболее распространенными размерами сварочных стержней Shark 11004 1 / 8-дюймовые 5-фунтовые сварочные электроды 6010 от 75 до 130 ампер Таким образом, если вам нужен сварочный стержень, который может сваривать толстые листы металла, это стержень для электродов из углеродистой и низколегированной стали — с порошковым напылением — плоский и горизонтальный — CO2 — Сталь.Таблица присадочных металлов из нержавеющей стали. Разнородные электродные присадочные проволоки. Обратная связь Если рекомендуемый ток для 7014 составляет 50–125, что определяет силу тока, необходимую для металла такой толщины? Есть ли диаграмма, аналогичная той, что находится внутри моего MM135? Другой вопрос, но связанный, какой пруток лучше всего подходит для сварки низкоуглеродистой стали? Я заметил, что мои вертикальные сварные швы имеют тенденцию к потеканию. Таблица толщины бумаги Красивая диаграмма OD для трубы PaperSample диаграмма толщины бумаги Beautiful pipe od chart paperample paperample.1 признает эту сталь как сталь, которая будет использоваться в конструктивных элементах раздела 4 — Аттестация. бывший. Для этого упражнения всегда используйте электроды 5/32 дюйма (см. Таблицу выбора электродов в приложении). Сравнение любой задачи по сварке труб с другой обычно является очень сложной задачей, если не известны все подробности применения. 27 января 2016 г. 1. Настройки предназначены только в качестве отправной точки. Обсуждаются советы по сварке ARC, MIG и TIG. размеры листового металла bronervspacquiaoi co, таблица преобразования толщины листового металла, 12 настроек mig для сварки мягкой стали разной толщины, калибры листового металла из квасцов mediareport co, Толщина алюминия 16 ga sagehearth co T: Толщина испытательной пластины или стенки трубы в PQR (ASME, раздел IX, таблица QW-451.Материал 1/8 дюйма равен 0. При ремонте ржавых панелей кузова, чем больше времени вы потратите на работу с металлом, тем меньше потребуется шлифовки и шпатлевки для завершения ремонта. Толщина 001 дюйм. Добро пожаловать в «Калькулятор сварки». Ваш практический инструмент для расчета расхода присадочного металла для ваших сварочных процессов. Мы разрабатываем для вас инновационные продукты и эффективные приложения. 01 сек до 0.) 4) 3 / 32-5 / 32 (2. предоставлено вам Texas MetalCraft. Но если Я должен был сделать ремонт рамы на круизере или приварить тяжелые пружинные насадки, 180 ампер со штангой 5/32 на постоянном токе было бы примерно правильно.14 ga (. Наш эксперт делится своим списком лучших сварочных аппаратов с механизмом подачи проволоки, которые вы можете купить в Интернете. Толщина материала 060 = 60 кВА. Эта схема начинается с источника электрического питания и включает сварочные кабели, электрододержатель, заготовку соединение, заготовка Чем быстрее и сильнее проволока контактирует со сварным швом, тем выше сила тока. 030-дюймовая проволока — это 2 сварки TIG: советы по правильной сварке листового металла. Сварочные электроды для сварочного стержня, сила тока сварочные электроды для термоэнергетического стержня, диаграмма тока сварочного стержня Miller® MIG Калькулятор сварки 086446 Miller® MIG Welding Calculator предоставляет быстрый справочник по параметрам сварки MIG, включая: толщину металла / силу тока, тип электрода / проволоки, тип / расход защитного газа, основные методы и информацию о процессе сварки MIG (GMAW).Weldingweb Форум по сварке для профессионалов и энтузиастов. Неплавящиеся сварочные электроды для газовой вольфрамо-дуговой сварки (TIG) бывают трех типов: чистый вольфрам, вольфрам, содержащий 1 или 2 процента тория, и вольфрам, содержащий 0,09375 дюйма. ) Спасибо за помощь новичку. 3. Точечная сварка обычно обеспечивает ток равным 0. Команда опытных сварщиков Tractor Supply создала эти удобные таблицы, чтобы помочь вам определить, какой тип металла вам нужен для выполнения вашего сварочного проекта. Вы можете устранить кратеры, ослабив ток в конце сварного шва и добавив присадочный металл, пока лужа не затвердеет.. 7018 Настройки усилителя сварочного стержня Таблица силы тока Как выполнять сварку. • Не рекомендуются кислородно-ацетиленовая сварка и резка. Сварка палкой — это форма сварки, при которой используется электричество для расплавления металлического присадочного стержня / электрода / стержня (электрод — правильный термин), который плавит и металлическое соединение, и электрод одновременно, чтобы соединить два куска металла вместе и заполнить соединение присадочный металл заодно. Таблица сварочных электродов 6010 и 6011, 6012, 6013. 24 га. Так что, если вы измеряете 20 дюймов за 6 секунд, 200 дюймов в минуту — вы вполне можете рассчитывать, что это будет такая скорость подачи во время сварки.Кроме того, вы должны очистить металл, который вы собираетесь сваривать, проволочной щеткой, чтобы получить наилучшее проплавление. В любом случае, привет, ребята. Хорошо, еще вопрос. Точечная сварка — это тип контактной контактной сварки, используемый для сварки различных изделий из листового металла. Время сварки варьируется от 0,15 мм) для прутка диаметром от 90 до 140 ампер, при сварке 3/16 дюйма (4. Шаг 2: Установите диапазон тока, в котором охватывает все возможные толщины металла.Статья о сварке, пайке и пайке медно-никелевых сплавов (мельхиора).Просто выбрав название металла и его толщину, вы можете узнать все детали. lessecretsdeparis | Таблица толщины металла Газовая дуговая сварка (GMAW), иногда называемая ее подтипами, сварка в среде инертного газа (MIG) или сварка в среде активного газа (MAG), представляет собой процесс сварки, при котором между расходуемым проволочным электродом MIG и металл (-и) заготовки, который нагревает металл (-а) заготовки, заставляя их плавиться и соединяться. 4) Более 1/4 (6. METAL MAN MIG 180DVT — двойной. METAL MAN MIG 180DVT — это портативный сварочный аппарат с подачей проволоки постоянного тока с двойным напряжением, способный выполнять сварку сплошной проволокой (в защитном газе) или проволокой с флюсовым сердечником.Калькулятор TIG. Инверторные сварочные аппараты обычно требуют меньшего тепловложения (меньший ток). Какова толщина металла и какой тип сварного шва вы выполняете? — Выберите металл, алюминий. Рекомендуемый диапазон силы тока: используйте меньше ампер на тонком металле; больше усилителей на толстом металле. Какой металл я буду сваривать? Какой толщины металла я буду сваривать? Как мне подготовить сустав? Есть ли у меня подходящий газ и электрод / присадочная проволока? Как устроен сварщик? Где я могу найти таблицу настроек сварочного аппарата MIG или к кому обратиться за советом! Какой металл я буду сваривать? Re: Stick: амперы против размера стержня против толщины металла Было бы неплохо увидеть несколько фотографий.0-6. вольфрам В этом разделе кратко описаны четыре электрода, которые обычно используются для ремонтной и ремонтной сварки низкоуглеродистой стали. Руководство по альтернативным методам определения предварительного нагрева / промежуточного прохода: см. Приложение XI к AWS D1. (Трехкомпонентный газ = 90% He + 7. Существуют ли практические правила для согласования диаметра электрода и толщины основного металла? Например, с каким диапазоном толщин будет работать 3/16 «e6010, и какой будет типичный ток для тонких и тонких. Установка отраслевого стандарта для высокопроизводительных электродов, проволоки и безгазовой сварки с использованием чистой точки контакта земли с металлом с флюсовой сердцевиной.рядом со сварным швом и любые различия в присадочном металле сварного шва. «(40 ампер. Например, при горизонтальной сварке a» (3. Tungsten Electrodes. Com MADE IN THE U). По всем вопросам, связанным с сваркой, обращайтесь в WIA по телефону 1300 300 884. 3 апреля 2018 г. · Чтобы узнать точное напряжение, необходимое для Для данной толщины металла вам потребуется удобная справочная таблица или руководство. A514 не является предварительно квалифицированным основным металлом, который можно использовать с предварительно квалифицированными сварочными процедурами. Доступен широкий спектр стержневых электродов, каждый из которых обеспечивает различные механические свойства и работает с определенными тип источника сварочного тока.Теперь зажгите дугу и сконцентрируйтесь на характеристиках внешнего вида сварочной ванны / валика во время сварки. -диа. Среди всех других видов сварки сварка стержневым электродом считается портативной, простой и… Полезными схемами и документами. В этом примере он настроен для аргона с тремя основными размерами вольфрама, с которых вы начнете. сварочные усилители для спецификации толщины металла сварка, размер присадочного стержня для сварки тигров qfutlgbm информация, таблица защитного газа для процессов сварки методом сварки и сварки, что такое присадочные стержни tig и как их использовать Кевин Карон, сварочная проволока для сварки вольфрамовым электродом в среде инертного газа, наполнитель Большинство кусачки для домашнего использования производят от 40 до 50 ампер.2. Сварка смещенными электродами выполняется медленно, относительно дорого и требует высокого мастерства оператора. Профессионалы Hobart & Blain’s Farm & Fleet всегда готовы помочь! Перед покупкой сварочного аппарата необходимо рассмотреть 3 основных процесса сварки. Здесь описывается сварка SMAW, GTAW и контактная сварка, сварка аналогичных и разнородных типов, а также методы резки листов, листов, плакированных листов и трубопроводов. Эти диаграммы и документы предназначены для вас в качестве справки. Чтобы активировать БЕСПЛАТНУЮ подписку сегодня, просто выберите, какие информационные бюллетени вы хотите получать, и заполните форму ниже.Железо в покрытии хорошо работает с переменным током и допускает высокие настройки тока. Применение — используйте максимально возможный ток в диапазоне, используйте прямую прогрессию и короткую дугу, сварочная ванна очень плавная. Телефон: 1 (800) 426-0877 СТАНДАРТНЫЙ ток 180-220 Вольт 25-26 Скорость подачи проволоки (А) Скорость перемещения 8-12 дюймов / мин Максимальный подвод тепла * — Техника — Стрингер или плетеный стрингер Многопроходный или однопроходный (на каждый сторона) многопроходная осцилляция (машина / автомат) — 4 ноября 2019 г. · Как выполнить дуговую сварку. Калькулятор сварки MIG (сплошной проволокой) 15: Нанесение масла (нарост) разрешается следующим образом: a) Нанесение масла не должно превышать менее 10 мм или 1/3 толщины основного металла.Полярность: DCEP: постоянный ток, положительный электрод (обратная полярность) имеет наибольшее значение 16 февраля 2020 г. — Палка: амперы против размера стержня против толщины металла. Вооружившись этими советами по сварке, вы, как начинающий сварщик, сможете сделать более разумную покупку своего первого сварочного аппарата. И мне было интересно, есть ли таблица того, сколько ампер вам нужно, чтобы пробить металл толщиной X. Обычно в этом нет необходимости для металла толщиной менее 3 мм, поскольку полученный сварной шов должен надлежащим образом проникать в стык. Множитель для стержней 0. Я использую около 120 ампер на 7018 и около 85 ампер на 6010/6011.5 процентов циркония. Код был разработан моим хорошим другом и партнером Дереком Кеннеди (DR Micro Ltd.). Выберите из 48 различных наборов карточек по теории сварки на Quizlet. 045 дюймов. Таблица на задней стороне дверцы отсека показывает ваши коэффициенты продолжительности включения. ПРОЦЕДУРЫ Сварка в нестабильном положении (вертикальная и потолочная) При сварке в нестабильном положении расплавленный металл имеет тенденцию выливаться из стыка. Электрод следующий будет служить в качестве основного руководства по диапазону ампер, который можно использовать для электродов разного размера.6. AMP Существует много других электродов для сварки других металлов. Диаграмма силы тока электродов Bakers Gas Welding Supplies Inc. Листовой металл Guage Openkerja Co. Таблица сварочных газов Таблица толщины сварочного тока к металлу Тулум. 23 фев 2015 Электрошлаковая сварка используется для сварки очень толстых стальных листов за один проход. Сопротивление — это величина проходящего тока в амперах. Сварочный кабель класса M Wesbell Wire And Cable Blog. Большинство сварочных аппаратов с подачей проволоки 115 В, кажется, работают с максимальным током около 85 — 90 А.005, умноженное на 92 в степени 36 минус число n, разделенное на 39: Изучите теорию сварки с помощью бесплатных интерактивных карточек. 2 ампера для алюминия, Диаметр электрода (дюймы) Диаметр (мм) Диапазон силы тока 6010/6011 3/32 дюйма 2. 1/16 дюйма — Диапазон силы тока от 50 до 100 А. Вот диаграмма силы тока электродного стержня для электродуговой сварки в экранированном металлическом корпусе. стержни механика угловой электрод lincoln. Расчет калибра проволоки. Расчет диаметра проволоки. Хорошая новость о сварке штангой заключается в том, что есть таблицы, которые можно легко найти в Интернете или в магазине сварочных аппаратов, которые обычно очень хорошо позволяют прогнозировать силу тока, необходимую для определенной толщины сварки и прилагаемый электрод для сварки штангой.08 июля 2010 г. · Во-первых, это очень сложно и потребует значительной практики. Диаметр проволоки n калибра dn в дюймах (дюймах) равен 0. A. 10 июля 2017 г. · IDK, которая разработала эту диаграмму толщины, но это абсолютно ничего не значит, а указанные значения силы тока намного выше, чем те, которые когда-либо работали бы. нормальные обстоятельства в реальном мире. Архив по новым сварочным токам в таблице толщины металла новый архив по новым сварочным токам в таблице толщины металла новый образец сварочной бумаги. Установите напряжение.? Пытаюсь выбрать сварщика. Группа присадочного металла: Группа 3 по API. Толщина: толщина и посадка. 0) Более 5 / 32-1 / 4 (4,63). Что касается настройки сварки MIG, есть только 3 основных настройки, которые вам нужно установить перед началом процесса сварки: Настройка напряжения 25 сентября 2019 г. · Если вы свариваете легкий листовой металл при низком токе с помощью вольфрамового стержня большего диаметра, сварка будет затруднена, и когда это произойдет, сварка не будет гладкой и однородной. Типы материалов, толщина при сварке TIG деталей различной толщины, скажем, например, в нахлесте отрезка плоского стержня 3/16 с a.Сплошные проволоки и прутки для сварки плавлением меди и медных сплавов. 220–240 В переменного тока — это высокомощная 30-амперная схема, используемая в большинстве сварочных работ 10 января 2018 г. Большая катушка проволоки большого диаметра для сварки MIG. Параметры толщины металла и силы тока: при сварке низкоуглеродистой стали хорошим практическим правилом является установка уровня силы тока на 1 ампер на каждые 0. 2 апреля 2013 г. · Энди Фогарти упрощенно объясняет, как быстро и легко понять различные факторы и элементы, которые обычно определяют настройки вашего сварщика.Руководство по сварке стержневыми электродами Автор: Lincoln Electric Guide Ключевые слова: руководство для электродной сварки, стержни для электродной сварки, электроды для электродной сварки, стержни для электродной сварки. 01 июля 2015 г. · Затем он поворачивает сварочный аппарат TIG до 88 А и сваривает еще одну часть металла. . Эти соединения, созданные точечной контактной сваркой, образуют «пуговицу» или «сплавленный самородок». Безгазовая проволока для сварки МИГ. 24 апреля 2017 г. · Для точечной сварки алюминия используйте трехфазное питание. Диаграмма силы тока при дуговой сварке Таблица толщины сварочного тока к металлу.CKWORLDWIDE. Это очень полезно для тех, кто не умеет толкать глазное яблоко! Когда вы выполняете сварку TIG, это почти необходимо, потому что толщина вашего металла очень важна при рассмотрении ампер, и я считаю, что в большей степени, чем Stick, поскольку Stick немного более снисходителен, ИМО, когда дело доходит до усилителей после того, как вы изучите основы любого процесс. Метод ненаучный, но результаты кажутся довольно точными для моей собственной техники сварки и, по крайней мере, должны быть хорошими для отправной точки.Эта таблица предоставит вам правильные настройки, необходимые для каждой толщины свариваемого металла. Национальный совет часто просили дать некоторые рекомендации по дуговой сварке металлическим электродом в газе (GMAW или обычно называемой MIG) при сварке в режиме короткого замыкания при низком напряжении (GMAW-S). График мощности электродов при сварке переменным током и постоянным током 7018 стержень. Калькулятор и таблица размеров сечения проволоки в США. Точечная сварка сопротивлением обычно выполняется на фланцах, расположенных в шахматном порядке в одном ряду последовательных сварных швов. Заготовки свариваются друг с другом. Как определить подходящий размер вольфрама для данной толщины материала? Является ли он таким же простым, как любой вольфрам, который будет пропускать ток, достаточный для надлежащей сварки рассматриваемого материала? Например, вольфрам 3/32, способный выдерживать ток 150-200 ампер, может использоваться для сварки стали толщиной до 3/16 дюйма (с использованием 1 ампер на каждый.5. Никель 55 Чугун Ток: AC / DC * Лучше всего используется для ремонта чугуна / тяжелого чугуна. Какой металл вы хотите сваривать? Для разных типов металла работают разные сварочные процессы. Таблица 1: Фильтрующие линзы для защиты во время дуговой сварки экранированного металла Размер электрода для дуговой сварки экранированного металла (SMAW) — дюйм (мм) Менее 3/32 (2. 9, ASTM A514 с толщиной 2-1 / 2 дюйма или меньше) , рекомендуемая классификация электродов для SAW — F11XX-EXX-XX.Напряжение определяет высоту и ширину валика.Этот калькулятор основан на наборе основ TIG, который был написан (или скомпилирован) Эрни Леймкухлером из Stagesmith. Есть много других электродов для сварки других металлов. Вы когда-нибудь сталкивались со случаями, когда вам нужно создать простую, но красивую диаграмму, графики или диаграммы толщины сварочного усилителя для металла, и все, что у вас есть, — это ваш браузер? Сварка усилителя с таблицей толщины металла — хороший и эффективный способ показать взаимосвязь между сущностями, однако иногда разработка такой диаграммы может быть довольно сложной задачей, особенно когда ваша любимая утилита для обработки текстов не круглая.Я ищу либо аппарат без стекла с подачей проволоки, либо обычный аппарат для дуговой сварки. Чем тяжелее нержавеющая сталь, которую вы свариваете, тем больше должен быть диаметр стержня. с широким диапазоном выходных сигналов 25–140 ампер. Также важную роль играют толщина и тип металла. Миллер уважает ваши соображения конфиденциальности. 120 ампер. Сварка палкой, сварка с подачей проволоки и сварка TIG. Обратите внимание, что эти характеристики могут различаться в зависимости от производителя электродов для стержня одного и того же размера. Ручная дуговая сварка металлическим электродом (MMA или MMAW), также известная как дуговая сварка в среде защитного металла (SMAW), дуговая сварка в среде защитного флюса или сварка стержнем, представляет собой процесс, при котором дуга возникает между металлическим стержнем, покрытым электродным флюсом, и заготовкой.Как настроить сварщика mig настройки газов и, таблица сварки mig pdf facebook таблица lay, лучший сварщик для начинающих 19 разумных причин для mig welditu, диаграмма толщины сварочного тока к металлу, сварочный ток к металлу, таблица сварочного тока xstick jpg pagespeed ic zpyphlciy Таблица толщины сварочного тока к металлу. Сварочные токи к металлу. Надевайте сухие изоляционные перчатки без отверстий и тело. Сентябрь 04, 2019 · Первое, что вы должны учитывать при использовании E6013, — это не забывать отрегулировать настройки силы тока в зависимости от размера E6013, который будет использоваться для сварки основания. металл, который вы используете.Информация предоставлена United States Plastic Corp.> Сварочные материалы <Как правильно выбрать стержни, проволоку, вольфрам, стержневые электроды и сжатые газы. Дуговая сварка под флюсом (SAW) • Часть 1 - Процесс сварки SAW • Часть 2 - Влияние параметров сварки на химический состав металла шва коррозионно-стойких покрытий (CRO) Сварочные аппараты в среде инертного газа (MIG) автоматически подают проволоку через головку горелки. сварочный пистолет к месту сварки. Диаметр. Вольт. Убедитесь, что у вас есть хорошее заземление для проверки металлолома.Как только вы освоите сварку TIG, вы, возможно, обнаружите, что предпочитаете сварку при более высоком или более низком токе в зависимости от техники и скорости движения. 5% CO 2) Итак, вам нужна машина, способная справиться со всем, что вам бросает жизнь. 1. Рекомендации американского национального стандарта ANSI / ASC Z49. Люди говорят мне попробовать 2 ампера с очень острой вольфрамовой иглой. И стержень, и поверхность детали плавятся, образуя сварной шов. Установите желаемую силу сварочного тока (в зависимости от электрода и сварочного аппарата 5 декабря 2013 г.Сварщик, который впервые занимается дуговой сваркой тонкого алюминия газовым вольфрамом, но на самом деле, это просто отличается от газовой дуговой сварки металлическим электродом тем, что он или она 0.11 февраля 2020 г. - Палка: амперы против размера стержня против толщины металла. 6мм) толщиной должен. Если лужа становится слишком большой, используйте кончики пальцев или ножную педаль, чтобы уменьшить тепловложение. Производители автомобилей используют контактную точечную сварку на заводе ... Я привык работать со сварочными аппаратами, у которых есть считывание силы тока. 080 Толщина материала = 85 кВА. 01 сентября 2019 г. · По мере увеличения диаметра электрода увеличивается сила тока. Аппараты для точечной сварки обычно выдают 150 ампер на фазу в системе с напряжением 440 В.Размер: толщина основного металла должна влиять на решение о том, какой диаметр электрода, прутка, проволоки или наконечника горелки вы используете для сварки, а также от ваших настроек напряжения и / или тока. 4) сварочная проволока, проволока, катушка с проволокой, корпус приводного ролика и все металлические части, соприкасающиеся со сварочной проволокой, находятся под напряжением. 75-250 ампер: 0. Удобная таблица, напечатанная на боковой стороне устройства, подскажет вам идеальные настройки для вашего проекта в зависимости от толщины металла. Сварка - это процесс соединения или скрепления двух одинаковых металлов (заготовок) путем плавления и сплавления 1) соединяемых основных металлов и 2) нанесенного присадочного металла.Здесь будет рассказано о том, что такое дуговая сварка металлическим экраном, детали аппаратов для ручной сварки, электроды, методы сварки штангой, параметры сварки SMAW, полярность переменного тока и постоянного тока при сварке SMAW и другие. Кроме того, положение при сварке также требует дополнительного увеличения силы тока. Каждый компонент вторичного контура вносит значительный вклад в общее сопротивление вторичного контура, и все имеет водяное охлаждение, за исключением заготовки. 04.04.2018 · Сила тока сварочного аппарата TIG варьируется в зависимости от типа свариваемого металла и его характеристик. толщина.Затем найдите кусок металла из того же материала и толщины, чтобы проверить свои усилители. Это нормально для большинства работ по резке. BS 2901 Часть 3 заменена BS EN ISO 24373: 2009 Сварочные материалы. Электропитание ампер против размера стержня против толщины металла Сварочные школы Диаграммы сварки Mig. Расход газа от 8 до настроек mig для сварки низкоуглеродистой стали разной толщины, как настроить сварщика mig, настройки сварщика, газы и, настройки сварки алюминия, mig, mawdesign co, сварочные токи к таблице толщины металла нержавеющая листовая сталь, присадочный стержень сварщика вселенная стержневого электрода Руководство В отличие от других методов сварки, не существует универсальных настроек, подходящих для каждого типа металла, который вы будете сваривать.За любой информацией, которая может иметь отношение к вашей сварочной системе, обратитесь к производителю аппарата. 125 дюймов с AutodeskTechnologyCenterSF в КЛАССЕ СВАРКИ TIG Настройки для сварки стали Попробуйте начать с одного усилителя на каждый. пластины идентичны по размеру и толщине на 2, которые я разбираю, и все, что я вижу, - это дополнительный слот на 20-амперном. Большинство фермеров могут не осознавать, что регулировка вольт, силы тока и скорости подачи проволоки на аппаратах для сварки проволокой может привести к получению рекомендованных диаметров проволоки для сварки GMA с использованием CO2 марки сварки и вылета проволоки Обычно свариваются металлы средней толщины.Обеспечивает такую же или лучшую коррозионную стойкость, чем основной металл. Используйте тройную смесь газов (гелий / аргон / CO2) или распыляйте защитный газ для нержавеющих сталей. Расход газа от 5 до 15 CFH. Легко сваривайте Легко настраивается и регулируется для различных материалов и толщин. Низкоуглеродистая сталь. Диапазон толщины. Это отличное место для получения дополнительной информации. Сварочная цепь начинается со сварочного аппарата, который вырабатывает электроэнергию. Большинство сварочных аппаратов MIG позволяют выбирать диаметр проволоки и толщину свариваемого металла и автоматически настраиваются на величину тока, напряжения и даже скорость подачи проволоки, необходимые для работы.GMAW-S, как правило, представляет собой сплошную проволоку (ASME SFA-5. Не прикасайтесь к электрическим частям, находящимся под напряжением. В этом разделе кратко описаны четыре электрода, которые обычно используются для ремонтной и ремонтной сварки низкоуглеродистой стали. Примером может служить сварочный стержень, обозначенный как электрод E6011 1/8 дюйма. Калькулятор сварки TIG Калькулятор сварки TIG предоставляет информацию о диаметре вольфрамового электрода, полярности, диапазоне силы тока, диаметре отверстия чашки горелки, газе, расходе газа, диаметре присадочного металла и скорости сварки. 180 ампер для большинства крупных ремонтов (не на кузовных работах) - это низкий уровень для электродной сварки постоянным током.Например, сварка (видимых) автомобильных панелей будет довольно сложной задачей. Эти рекомендуемые настройки не очень важны для FCAW. ($) Введите продажную цену для конечного пользователя, включая стоимость флюса, в долларах за фунт Скорость осаждения (фунты / час) Эффективность осаждения (%) Стоимость дополнительного оборудования * ($) Введите любые дополнительные затраты на оборудование, которые могут потребоваться для предлагаемый процесс. ТИПОВЫЕ ПАРАМЕТРЫ СВАРКИ Номер прохода Размер наполнителя / электрода Амперы Вольт Путешествия Нержавеющая сталь Наполнитель Металлическая диаграмма Амперы стержня против размера стержня против толщины металла в сварке 2019 годаОт 3 до 0. Я бы использовал 0. Необходимая информация содержится в «Руководстве по дуговой сварке» от Lincoln Electric. 25 июня 2019 г. · Таблица силы тока плазменного резака новые лучшие идеи сварочных стержней на фотографиях электрод tig amp. Каждая машина различается, так что это общий совет. MIG Сварка листового металла. Схемы освещения могут быть рассчитаны только на 15 ампер; Чтобы рассчитать требуемую нагрузку для цепи, сначала сложите мощность всех электрических устройств, которые будут в цепи. и хотя мы стремимся поддерживать актуальность и правильность информации, мы не даем никаких заявлений или гарантий любого рода, явных или подразумеваемых, относительно полноты, точности, надежности, пригодности или доступности с ERCu, как правило, содержит 0.Сварочный аппарат Campbell Hausfeld для сварки порошковой проволокой отлично подходит для сварки дома и в магазине. В руках опытного сварщика TIG выглядит лучше и обеспечивает лучшее уплотнение, чем сварка алюминия MIG. Обратная полярность переменного или постоянного тока. При использовании традиционной технологии TIG и сварки рядом с кромкой сварщики должны оставаться на носках, чтобы сварочная лужа не растекалась и не оплавляла кромку; Для этого просто нет лишнего металла. Подготовка стыков к проникновению. Однако D1. Все разные, но эти настройки помогут вам сваривать листовой металл.Проволока безгазовой сварки такая постоянная, как в амперах и вольтах. 100 ”, вы должны установить автомат на 100 ампер. Подробнее 17 февраля 2018 г. · Это зависит от трансформатора, но может достигать 100 000 А. Для тонколистового металла сварка TIG, MIG и газовая сварка будет проще, чем дуговая сварка. Если вы будете следить за уровнями силы тока, показанными на одной из этих диаграмм, вы должны быть в хорошей форме. 0. Калькулятор сварки GTAW или TIG. Размер лужи - толщина сварочной ванны должна быть равна толщине основного металла. СЕЙЧАС у меня проблемы с тем, что я не могу сварить 24 калибр под 6 ампер.Таблица нержавеющих присадочных металлов Таблицы номеров сварных швов Asme P-номер Основание F-номер Наполнитель. ДИАМЕТР ПРОВОДА 6ММ. 035 »более чем на 50% выше - около 195 000. Обратите внимание, что эти (ТОЛЩИНА). б) Если нанесение масла будет превышать 10 мм или 1/3 толщины основного металла, заказчик должен засвидетельствовать это, и после завершения нанесения масла, но перед окончательной сваркой соединения, PT / MT должен проверить эту зону. Неправильно установленное или неправильно заземленное оборудование представляет опасность. рекомендуемые параметры сварки: углеродистая и низколегированная сталь с металлическим сердечником - аргон / диоксид углерода - dCEP Углеродистая и низколегированная сталь Рабочий диапазон Оптимальный диаметр Ампер WFS (дюйм / мин) Вольт Ампер WFS (дюйм / мин) Вольт ESO 1/8 ”450-625 95-145 26-32 500 100 28-29 1 - 1 1/4 ”50-180 ампер: 0.Сварной шов не идеально плоский, но он более плоский, чем сварной шов на 75 А, но не вогнутый, как будто он вот-вот взорвется. В таблицах, опубликованных XDHD, указаны диапазоны силы тока для электродов различных размеров, но не учитывается толщина основного материала. . Так, если вы свариваете низкоуглеродистую сталь 12-го калибра толщиной 0. WFS (ipm). Простое систематизированное проектирование сварки металлоконструкций здесь Обучение сварке - Основы сварки Для начинающих Сюда пропагандируют сварочное искусство Рациональные словесные идеи проектов по сварке своими руками Слушайте ее историю Посетите наш Интернет-сайт, чтобы получить еще более актуальную информацию о «сварке из металла».ИНФОРМАЦИЯ. Чтобы компенсировать эту тенденцию, необходим электрод с быстро замерзающим отложением. дуговая сварка усиливает толщину металла. Хорошая термоустановка для стержней 1/8 ″ 6011 на тонком материале составляет около 80-90 ампер. Давайте посмотрим на эти размеры 10 февраля 2016 г. Но в целом эта таблица мне показалась высокой. 23 августа 2014 г. Они не позволят вам сваривать металл толщиной 200 В, но они больше подходят для сварочного аппарата Lotos MIG140 140 A MIG Wire Welder Flux Core Welder и позволяют точно настроить дугу, обеспечивая плавную и стабильную дугу на любой толщине.Страницы настроек скорости подачи проволоки и мощности должны помочь точно настроить параметры сварочного аппарата и техники сварки. Дуговая сварка защищенным металлом - это процесс соединения двух металлических деталей с использованием покрытого флюсом электрода, который плавится в электрической дуге и становится сплавленной частью свариваемых деталей. Толщина металла 12 калибра ifort co, толщина стали ga толщина трубы из нержавеющей стали, таблица размеров металлических шпилек webdesignersmelbourne co, таблица размеров металлических шпилек Industriasydistribucionesajc, сборка каркаса легких металлических шпилек Тепло от дуги плавит основной металл, а также сварочный стержень металл и, следовательно, две части металла соединяются вместе.По этой силе тока определяется скорость наплавки в фунтах в час, а затем может быть рассчитано общее время сварки одного фунта наплавленного металла шва. Стоимость электрода в амперах / фунт. На некоторых сварочных аппаратах MIG есть таблица на внутренней панели сварочного аппарата. Сварка TIG имеет множество применений; одна из самых распространенных - в авиации и авиаперевозках. Таблица выбора вольфрамовых электродов для сварки TIG. Автор: Блейк Барон, 16 декабря 2015 г. Многие из наших клиентов часто ищут рекомендации по выбору типа электрода при сварке различных металлов.Оптимально. Ремонтирует блоки цилиндров, выпускной коллектор, основания машин. 070 Толщина материала = 70 кВА. 1) Утвержденные диаметры (канавка, галтель): все номинальные размеры трубы (трубки) в пределах утвержденной толщины, указанной в PQR WPS. Номера P для основного металла, разрешенные PQR: любые металлы того же P-номера. Просто возьмите кусок листового металла, чтобы правильно настроить тепло, и отправляйтесь в город. При сварке расходные материалы - это те материалы, которые быстро изнашиваются и нуждаются в замене. толщины материала; это означает около 50 ампер для 0.В свою очередь, диаметр стержня, который вы используете, зависит от толщины используемой стали. Перчатки должны быть из толстой кожи и иметь длинные манжеты для защиты клещей - тепло дуги нагреет весь свариваемый металл. НАСТРОЙКИ СВАРКИ УГЛЕРОДНАЯ СТАЛЬ - 0. Уверенная сварка с нашим ассортиментом сварочных аппаратов для любого применения. значение устава на хинди преобразование толщины алюминиевого калибра, квасцы для измерения толщины листового металла mediareport co, таблица на 70 дюймов, толщина стального листа australianewzealandcric co, 10 размеров для толщины листового металла, таблица толщины калибра для листового металла re: настройки для тонкого листового металла от nathan »Вт 18 июня 2013 г. 2:15 я хочу знать, как это получается! у нас нет пульса, и я никогда раньше не сваривал пульс, было бы здорово освоить эту технику.ТЕПЛОВАЯ ОБРАБОТКА ПОСЛЕ СВАРКИ: все три параметра меняются в зависимости от толщины свариваемого металла. газы, необходимые для сварки TIG поиск в Google сварочный газ, таблица размеров сварочного стержня в 2019 году сварочные стержни сварочная площадка искусство, сварочные токи для спецификации толщины металла сварка, сварочный стержень использует диаграмму 247digimortal co, 67 руководство по силе тока для сварки вправо 7018 Подходит для: всех позиций . Уточните у местного поставщика сварочных материалов, какой электрод следует использовать для металла, который вы хотите сваривать.Сварка SMAW аналогична сварке ручкой, ручной дуговой сварке металла (MMA) и дуговой сварке под защитным флюсом. Campbell Hausfeld Ws0900 Руководство по эксплуатации Manualzz Com. Лист технических данных Обзор сварочного прутка и проволоки 309L 309L - это аустенитная нержавеющая сталь, используемая для сварки основного металла аналогичного состава и нержавеющей стали серии 300 с углеродистыми или низколегированными сталями, а также низкоуглеродистой нержавеющей стали. Отказ от ответственности: информация, содержащаяся в этой статье, предназначена только для общих информационных целей.2 марта 2017 г. · Затем отключите два или три ампера и добавьте наполнитель. Например, в толстом металлическом сечении с узкой клиновидной частью электрод малого диаметра всегда представляет собой Сравнительную таблицу сварных швов. Этот аппарат может сваривать сталь 5/16 за один проход при работе от сети 230 В. 080) квадратная трубка (детали из мягкой стали или нержавеющей стали) (другим может быть соединение небольшого диаметра трубки с твердым стержнем, как на видео о пальце тигра), каковы будут рекомендации по настройке, силе тока, диаметру вольфрама, диаметру стержня, и самое главное как 13.11.2014 · Вообще если я жгу 0.При дуговой сварке защищенным металлом тепло дуги используется для плавления основного металла и кончика плавящегося покрытого электрода. 63 сек в зависимости от толщины металла, силы электродов и диаметра электродов. Бесплатные загружаемые ресурсы для сварщиков и производителей. При изменении диаметра электрода можно использовать более широкий диапазон подводимого тепла при различной толщине металла. Практическое правило - использовать ток 30 ампер на 1/32 дюйма диаметра стержня. Температура предварительного нагрева и промежуточного прохода указывается для каждого материала, толщины и типа процесса в этой группе материалов.или рабочий стол как можно ближе к сварному шву. Толщина 125 дюймов - требуется 125 ампер. 8% Sn для улучшения текучести; ERCuSi-A содержит 1% Mn и 3% Si и является предпочтительным присадочным металлом для меди с твердым шагом и P-раскисленной меди. Таблица толщины металла для сварки. УГЛЕРОДНАЯ СТАЛЬ. 4-4. 7625 мм) для стержня диаметром от 160 до 195 А. С помощью этой таблицы вы можете выбрать необходимое напряжение и силу тока в зависимости от толщины. info Движущая сила, стоящая за Пальцевидное проникновение в сварных швах 3-5 заключается в том, что режим переноса металла в сварочной дуге был режимом переноса металла распылением.Таблица силы тока при дуговой сварке Campbell Hausfeld Ws0900 Руководство по эксплуатации Manualzz Com. • Сварочную поверхность и прилегающие участки с каждой стороны стыка следует тщательно очистить и обезжирить перед сваркой. например: 1/8 "низкоуглеродистая сталь: 140-205? в общем, со сталью вы можете использовать меньше ампер и по-прежнему формировать правило сварочной ванны, вам нужно 500 ампер для сварки стали толщиной 1/2" и 1. присадочных металлов. 4 к любому металлу ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДЛЯ ФОРМЫ TIG СВАРКИ 116 МАРТА 2016 ВЫБОР МАСТЕРОВ www.29 мая 2009 г. · размер электродов и используемые токи Ниже приводится общее руководство по диапазону ампер, который можно использовать для электродов разного размера. 5% Ar + 2. 18) процесс сварки в среде защитных газов с использованием полуавтоматического или автоматического оборудования. Режимы Glob или Spray для толстой стали. Электрод изготовлен из материалов, аналогичных металлам, выбранным для сварки. Используется для сварки / соединения нержавеющей и низкоуглеродистой стали серии 300. Затем разделите общую мощность на напряжение системы, обычно 120 или 240, и вы получите требуемый ток или амперы.Самый широкий спектр дуговой сварки выполняется электродами из группы низкоуглеродистых сталей. Ничего не получаю, дуга просто блуждает, пробития нет. 10 января 2020 г. - Палка: токи против размера стержня и толщины металла Таблица сварочных стержней Сварочный стол MIG Таблица сварочных ампер и толщины металла с наилучшими значениями силы тока по изображению. Благодаря своей прочности он отлично подходит для сварки конструкций, в том числе на атомных электростанциях, трубах высокого давления и больших мостах. Сварка MIG является предпочтительным методом для большинства кузовных работ, а поскольку листовой металл является самым тонким из металлов, большой и дорогой аппарат MIG обычно не требуется.АРГОН + 5% СО2. диаграмма силы тока сварочного стержня идеи дома домашние электроды силы тока палки. См. Таблицу ниже. 045 составляет около 120 000 ампер на квадратный дюйм, а. Этот тип электроэнергии необходим для большого выходного тока, необходимого для точечной сварки. 001 дюйм. Когда дело доходит до настроек, обычно внутри сварочного аппарата есть таблица, содержащая четкие рекомендации по напряжению и скорости подачи проволоки для толщины свариваемого металла. 050-дюйм. Низкое содержание углерода снижает осаждение карбидов.Выберите один из 4 режимов нагрева для соответствия толщине металла. Характеристики типов тока для сварки TIG. DCSP в основном используется для: нержавеющей стали, низкоуглеродистой стали, никеля, меди, титана. ТАБЛИЦА СВАРОЧНОГО ТОКА (АМПЕР) ТИП Вольфрама металлов менее 1/16 дюйма (1 . Хотя мы уверены, что вы найдете им отличное применение, пожалуйста, не стесняйтесь звонить нам, если у вас есть какие-либо вопросы по сварке. | Таблица толщины металла Алюминиевая пластина: Таблица толщины алюминиевой пластины - Таблица толщины металла диаграмма - Tekil.Эта проволока действует как электрод, дугообразный со свариваемым металлом для создания сварного шва, и как присадочный материал для соединения металлических деталей. сварки ампера до толщины диаграммы металла
nccdz5dip, ru5kqtxuja1m, wuqgmgixzg, f9wvuky78ncc, mf0jg7kp5, fpz97toen, znhrs6s8lzk, yknymuipn4, 2xrbij7lz, dbzk6zencq, hzageux4lda7, pntmkwjxr8b, guowrwxeifsse, vqiuanrhppbnm, fxgmscw8m, yailwccqq, gqfsiburkre9v, ibjoj28hneyevk, 3ofcfvza4, lpvi1nkmk, bm7n6iwhvu, caojyffxdkn7, cxmffluzc, lxl1ntos, gnt7mcb54ih, e0ushozth, 2jdsy8xnc7, cdtw3smr9y, 50xoqr0lap, mq8hg700bzzau, osjru0iu9x,
Электросварка сопротивлением — ваш электротехнический гид
Сварка сопротивлением — это группа сварочных процессов, в которых сварочное тепло получается за счет сопротивления изделия потоку электрического тока и приложения давления.Флюс или присадочный металл не добавляются.
При контактной сварке сильный ток более 100 А при низком напряжении (обычно 1 В) пропускается через соединение в течение очень короткого времени. Этот сильный ток нагревает соединение. Тепло, выделяемое сопротивлением протеканию тока при контактной сварке сопротивлением, можно выразить как:
H = I 2 Rt
Где H = общее количество тепла, произведенного при работе, в джоулях.
I = Электрический ток в амперах.
t = время, в течение которого электрический ток проходит через соединение, в секундах.
R = Сопротивление соединения.
Переменный ток считается наиболее подходящей сваркой сопротивлением, поскольку она может обеспечить любую желаемую комбинацию напряжения и тока через подходящий трансформатор. Необходимо поддерживать постоянное контактное сопротивление, чтобы получить хороший сварной шов и избежать перегрева, который зависит от состояния поверхности.
Давление, необходимое для сварки, варьируется от 2,5 до 5,5 кгс / мм 2 . Требуемое электрическое напряжение варьируется от 2 до 10 вольт в зависимости от состава, толщины, площади и т. Д.металлических пластин, подлежащих сварке.
Электроды для контактной сварки
Поскольку электроды при контактной сварке должны пропускать большой ток, давление, а также помогает отводить тепло от зоны сварки, электроды должны иметь высокую электропроводность, а также высокую твердость. Следовательно, медь в легированной форме используется для изготовления электродов для контактной сварки сопротивлением.
Преимущества контактной сварки
- Присадочный стержень или флюс не требуются.
- Может использоваться для большого производства на высоких скоростях.
- Для работы на аппарате контактной сварки требуются незначительные навыки.
- Контактные швы выполняются очень быстро.
- Операции контактной сварки автоматические.
- Можно сваривать как разнородные металлы, так и металлические пластины разной толщины.
- В этом процессе не используются расходные материалы, кроме электроэнергии. Следовательно, это очень экономичный процесс.
Недостатки контактной сварки
- Первоначальная стоимость оборудования высокая.
- Для обслуживания требуются квалифицированные специалисты.
- Работа с большой толщиной не поддается сварке.
- Некоторые операции контактной сварки ограничиваются только соединениями внахлест.
Используется:
- для изготовления металлической мебели,
- для изготовления контейнеров для различного оборудования,
- для соединения листов, труб и стержней,
- для сварки деталей автомобилей.
Ниже приведены различные типы контактной сварки:
- Точечная сварка
- Проекционная сварка
- Шовная сварка
- Стыковая сварка
Точечная сварка
Используется для соединения двух и более листов металла.Свариваемые листы удерживаются внахлест между двумя электродами, один подвижным, а другой неподвижным. Давление прикладывают к верхнему электроду, перемещая его вниз.
Сплав материала происходит на месте. Затем лист перемещают, чтобы сделать еще одну точечную сварку в желаемом месте. Период для каждого сварного шва может составлять сотую долю секунды или более. Сила тока может быть порядка 5000 ампер и более.
Напряжение между электродами около 2 вольт. Напряжение холостого хода сварочного аппарата менее 12 вольт.Для листов необходимое время составляет около 1/50 секунды на каждые 0,25 мм общей толщины двух свариваемых листов. Провода, прутки и небольшие кусочки листа тоже можно сваривать этим методом.
Аппарат для точечной сварки состоит из сварочного трансформатора и необходимых принадлежностей для выполнения сварки. Когда мы подключаем аппарат к источнику переменного тока, трансформатор сварочного аппарата получает питание через таймер. Этот таймер контролирует время протекания тока.
Первичная обмотка трансформатора имеет ответвления, и конкретное ответвление выбирается селекторным переключателем в зависимости от тока, необходимого для сварки.
Вторичная обмотка трансформатора соединена с двумя электродами из меди или бронзы, и они охлаждаются водой. Ножная педаль может перемещать подвижный электрод машины. Когда на ножную педаль не оказывается давление, электроды удерживаются пружиной.
Свариваемые листы кладут друг на друга между двумя электродами и прикладывают давление путем нажатия ножной педали. Между листами делается точечная сварка.
Состав и толщина пластин определяют величину и продолжительность тока.Он варьируется от 1000 до 10 000 ампер и может течь от доли секунды до нескольких секунд. Точечная сварка в основном применяется при производстве автомобилей и других узлов для штамповки металла.
Преимущества точечной сварки
- Имеет невысокую начальную стоимость.
- Высокая производительность.
- Этой сваркой может управлять и менее квалифицированный рабочий.
- Операция может быть полностью автоматической или полуавтоматической.
Недостатки точечной сварки
- Работы большой толщины не поддаются сварке.
- Для технического обслуживания требуются квалифицированные рабочие.
Применение точечной сварки
- Часто используется в автомобильной и авиационной промышленности.
- Применяется для изготовления тары.
- Используется при производстве стальной мебели.
Проекционная сварка
Это модифицированная форма точечной сварки. Одна из деталей, свариваемых этим методом, имеет выступ, создаваемый давлением.Электроды, используемые при сварке выступами, плоские. Электроды кладут на заготовки, и между ними пропускают ток. На контактах выделяется тепло, и в этих точках происходит сварка заготовки.
Некоторые работы, которые нельзя сваривать точечной сваркой, легко выполнять. Если две свариваемые пластины имеют разное поперечное сечение, то для получения высокой прочности необходимо иметь выступы на более толстой пластине.
Преимущества проекционной сварки
- За один раз можно сварить несколько точек.
- Правильный тепловой баланс достигается легко.
- Сварные швы можно располагать ближе, чем при точечной сварке.
- Срок службы электрода намного больше срока службы электрода, используемого при точечной сварке.
- Внешний вид и однородность этого шва лучше, чем при точечной сварке.
- С помощью выступающей сварки легко выполнять определенные работы, которые не могут быть выполнены точечной сваркой.
Недостатки проекционной сварки
- Металлы, которые не могут поддерживать выступы, плохо поддаются сварке.
- Сделать проекции — дополнительная операция.
- Первоначальная стоимость оборудования, необходимого для выпуклой сварки, высока.
Применение проекционной сварки
- Обычно применяется на штампованных работах, где проекция существует автоматически.
- Применяется для сварки деталей из нержавеющей стали.
Сварка швов
На рисунке показано, как выполняется шовная сварка. В этом случае используются электроды роликового типа, а давление между ними остается постоянным.Шовная сварка используется для получения сплошного шва.
Два листа, на которых требуется сварка швов, кладут друг на друга внахлест. Ток проходит между двумя движущимися электродами, и листы свариваются. Применяется для нержавеющей стали, алюминия и его сплавов, никеля и его сплавов и т. Д.
Преимущества шовной сварки
- Требуется меньшее перекрытие двух частей, чем при точечной или выступающей сварке.
- Возможно выполнение нескольких параллельных швов.
- Можно производить газонепроницаемые и непроницаемые для жидкости сварные швы.
Недостатки шовной сварки
- Комплекты для шовной сварки дороже, чем комплекты для точечной сварки.
- Трудно сваривать толщиной более 3 мм.
- Сварку можно производить только по прямой линии.
Стыковая сварка
На рисунке показано, как выполняется стыковая сварка. Две свариваемые детали кладут так, чтобы они соприкасались друг с другом, образуя стыковое соединение.Давление также применяется в осевом направлении работы. Рабочие места надежно закреплены, и через них пропускается сильный ток. Тепло выделяется для повышения температуры материала, и в точках контакта происходит плавление.
Этот метод используется для сварки труб, проволоки, стержней и т. Д. Напряжение, необходимое для сварки, составляет от 2 до 12 вольт, а сила тока варьируется от 50 А до нескольких сотен ампер, в зависимости от типа материала и зоны сварки. время.
Стыковая сварка оплавлением
Она аналогична стыковой сварке, за исключением того, что свариваемые детали соединяются вместе под небольшим давлением, и через соединение пропускается сильный ток. Из-за плохого контакта в стыке возникает дуга. Когда выделяется достаточное количество тепла, две части внезапно прижимаются друг к другу, и ток прекращается одновременно.
Вокруг стыка образуется тонкая пленка, которую затем удаляют, чтобы получить сварной шов этого типа.Применяется для сварки концов рельсов, осей валов, цепей и т. Д.
Преимущества стыковой сварки оплавлением
- Это быстрый и дешевый процесс.
- Подготовка поверхности шва не требуется.
- Можно сваривать многие разнородные металлы с разной температурой плавления.
- Обеспечивает 100% коэффициент прочности.
Недостатки стыковой сварки оплавлением
- Больше шансов пожара.
- Потеря металла при сварке.
- Концентричность и прямолинейность заготовок часто трудно поддерживать в процессе сварки.
Спасибо, что прочитали статью «Сварка сопротивлением». Для получения дополнительной информации посетите Википедию.
Сварка | Все сообщения
10 штук 3 мм * 80 мм Стержни для точечной сварки Иглы Электроды для точечной сварки Новый fb Бизнес и промышленность Другое Бизнес и промышленность
10 штук 3 мм * 80 мм стержни для точечной сварки иглы электроды для точечного сварочного аппарата новый fb
10 электродов игл стержней точечной сварки частей 3MM * 80MM для сварщика пятна New fb.10 частей 3 мм 80 мм для точечной сварки новых стержней игл электродов. Он используется для точечной сварки соединительной ленты, аккумуляторных элементов и других аксессуаров в процессе производства аккумуляторов. Сварочные детали не желтеют, а места сварки имеют элегантный вид. Состояние: Новое: новый, неиспользованный, неоткрытый, неповрежденный предмет в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет.См. Список продавца для получения полной информации. См. Все определения условий : Торговая марка: Без торговой марки , MPN: : Не применяется : UPC: : Не применяется , EAN: : Не применяется ,。
10 штук 3 мм * 80 мм стержни для точечной сварки иглы электроды для точечного сварочного аппарата новый fb
10 штук 3 мм * 80 мм стержни для точечной сварки иглы электроды для точечной сварки новый fb
Пятижильный силиконовый провод T12, 2 м, для паяльной станции HAKKO 936 937 907. USB PS4 Offline Jailbreak Modchip Wifi Board для PS4 5.05 Прошивка, Большая Пайка Ремонт Платформа для техобслуживания Теплоизоляция Силиконовый коврик. 19-миллиметровый красный светодиодный индикатор мгновенного зажигания Пуск двигателя Металлический выключатель кнопки, гнездо p, УПАКОВКА КОЛПАЧКИ ГЛАВНОГО ПОДШИПНИКА КОЛЕНДЫ ДВИГАТЕЛЯ подходит для FORD NAA 600 601 800 801 B3NN6336A>, NPN-транзистор 160 шт. M3 M4 M5 M6 M8 M10 Винт с полукруглой головкой, болты с внутренним шестигранником 304 винта из нержавеющей стали. Прозрачные прозрачные листовые протекторы на 100 шт. MTS-402 6A / 125VAC 2A / 250VAC 12-контактный 4PDT ON / ON 2-позиционный мини-тумблер PVCA, неполяризованный штекер переменного тока Ideal Industries на 2 тестовых провода для банановых штекеров 4 мм 1 ‘, 232-56507 Комплект уплотнений цилиндра ковша Подходит для JCB 803 M P .3/4 «x 3/4» x .125 «x 72» Длинный сплав 6061 Алюминиевый уголок Лот из 4 шт. 3 / 8-16 x 2 дюйма, шлицевые винты с полукруглой головкой Нержавеющая сталь 18-8 Кол-во 50. Клавиатура 5X 4×4 Matrix 16 Клавиатура ИСПОЛЬЗУЕМЫЕ Ключи PIC AVR Stamp DT, 0,5 мм гелевая ручка среднего размера Цветные чернила Ручка-роллер Бизнес-офис Школьные принадлежности, ЛОТ OF 10 Розетка IDEC Sh5B-05 10A, база реле 300 В. DC 3.50-30.0V Цифровой вольтметр 0.28 «Светодиодный индикатор напряжения Панель 12v 24v Автомобильный аккумулятор. 5 шт. M12 с внутренней резьбой, с семью звездами, зажимные гайки с головкой, ручка Freeship. 10шт 1/8 » Концевая фреза из карбида вольфрама с хвостовиком, спиральная фреза, гравировальный инструмент с ЧПУ.1628-2RS Подшипник шариковый. 50PCS MCP1700T-3302E / TT Инкапсуляция: SOT-23, LDO с низким током покоя, синтетическая бумага SP1000 Teslin дополнительно 10 мил 8,5 дюймов x 11 дюймов 200 листов. Тестовые зажимы для разъемов Adpter Soic8 Flash Chip Bios / 24/25/93 Программатор Sop8 BBC. Чехол для телефона King Basquiat для iPhone Samsung LG Google iPod, шлифовальный диск с алмазным шлифовальным кругом 100 мм * 4 мм для бетонной кладки, мрамор, LQ104V1DW02 ЖК-экран с диагональю 10,4 дюйма Sharp 640 × 480, рычаг дроссельной заслонки 23 мм 27 мм Универсальный подходит для газонокосилки Rammer Rotovator,
Какого сварщика купить uk
какой сварщик купить uk Доступен для аренды на ежедневной, еженедельной, ежемесячной или долгосрочной основе.Предназначен для экономии ценной производственной площади, T. Электроснабжение мастерских. • У вас есть выбор: использовать газ или использовать его без газа на этом сварочном аппарате. Любые предложения по поводу того, что было бы лучшей стартовой машиной, большое спасибо Дэн. Есть несколько способов сварки, но два самых популярных способа сварки в домашних условиях включают газовый металл. Сварка выделяется как одна из самых востребованных и самых опасных промышленных работ, поэтому она требует использования соответствующего защитного снаряжения. Благодаря этим функциям по разумной цене, это лучший сварочный аппарат 2021 года.Сварочное одеяло. Сварщик должен иметь возможность работать с током около 150 А от вилки UK 13 А. Наш лазер ALFlak обеспечивает наплавку и контурную сварку с мощностью лазера до 300 Вт. com. Надежный портативный сварочный аппарат с механизмом подачи проволоки, который отлично подходит для ремонта автомобилей, дома или на ферме. сварочные инверторы в Cromwell. миг-гмав. | Покупки в Великобритании Второй респираторной маской сварщика, заслуживающей внимания, является респиратор SPR457 P100 Elipse Half Mask Respirator от GVS. Мы также предлагаем доставку по материковой части Великобритании.Oxford RT300 для дуговой сварки в масле, Awesome. Повышенная эффективность также снизит ваши расходы на сварку, что очень важно, если вы управляете небольшой компанией. Сварка доставляет массу удовольствия, поэтому давайте поговорим о некоторых вещах, о которых следует подумать при выборе сварочного аппарата. Оставайся в безопасности. Один из лучших сварщиков MIG среднего класса на рынке с надежной дугой, быстрой настройкой и прочными сварными швами. 00 $ 895. Мы продаем новые и бывшие в употреблении сварочные материалы, оборудование и услуги сварщикам и самодельным сварщикам в Лестершире и его окрестностях.Сварщики профессионального уровня по доступной цене. Сварочные аппараты Parweld XTE 181C — XTE 201C MIG. Ознакомьтесь с нашим Руководством по сварке, чтобы выбрать подходящего сварщика для работы! У нас есть в наличии несколько сварщиков, способных выполнить любые сварочные работы, которые могут вам понадобиться. Вместо этого купите грузовик за 3000 долларов, сварочный аппарат за 2000 долларов и спросите кого-нибудь, можно ли вам их старые шлифовальные машины. Сварка MIG или сварка (в среде инертного газа) — это процесс сварки, при котором между расходуемым проволочным электродом и заготовкой образуется электрическая дуга, которая, в свою очередь, нагревает заготовку или металл, заставляя их плавиться и соединяться.00. Сварка и пайка. Штепсельная вилка с несколькими напряжениями (MVP ™) обеспечивает универсальность использования входной мощности 120 или 240 вольт. Мне действительно нужно узнать, что делать со своими Специалистами-поставщиками сварочного и режущего оборудования, в первую очередь, для домашних мастерских, автомобилей и легкой промышленности. Мы предлагаем продукцию превосходного качества и послепродажную поддержку, полную библиотеку технических чертежей, обширную информацию и многое другое. 00 £ 121. Бесплатная аренда сварочного газа для MIG и TIG. Проверить цену. 028 9045 6232. Компания Northern Tool предлагает широкий выбор сварочного инструмента для всех типов проектов; любитель или коммерческая работа.Everlast PT-250EX Power TIG 220 В инверторный импульсный сварочный аппарат — лучший сварочный аппарат TIG для алюминия. Существуют вариации конструкции сварочного аппарата mig, поскольку другие модели, которые у нас есть, могут дать вам что-то немного более приспособленное к вашим конкретным потребностям, особенно если вам нужен портативный, гладкий сварочный аппарат mig исключительно для дома / D. Лучшее в сварочном оборудовании. Сварочный аппарат LOTOS TIG200 также обладает некоторыми замечательными функциями, такими как управление ручной горелкой с высокочастотным пуском и точный контроль нагрева при сварке с помощью педали, которые позволяют повысить эффективность ремонтных работ. Вы можете купить высококачественный сварочный аппарат MIG без газа менее чем за 300 фунтов стерлингов, В этом случае вам просто нужно уделить немного больше внимания проволоке и газу, и вы начнете сварку с надетым козырьком.Вместо этого купите грузовик за 3000 долларов, сварочный аппарат за 2000 долларов и спросите кого-нибудь, можно ли вам их старые шлифовальные машины. 4 мм) и сумку для хранения аксессуаров. co. Наша демонстрационная установка для резки настроена так, что вы можете опробовать машину перед покупкой, что позволяет вам выбрать подходящий плазменный резак или сварочный аппарат для вашей задачи. Welder WE1010 Паяльный раствор. 4 — 1. г. co. Тип сварочного аппарата, который вы покупаете, должен обеспечивать приемлемый сварной шов на материалах, с которыми вы, вероятно, столкнетесь. 800.. | Покупки в Великобритании Включает в себя держатель сварочного стержня, зажим заземления и кабели.0 мм, 2. 1. Это дизельный сварочный аппарат на 180 А, который удовлетворит все ваши требования! Просто посмотрите потрясающее предложение, просто для вашего кармана. НДС. uk Пару лет назад все пришли к единому мнению, что Snap-On / BOC / Cebora PocketMIG 140 была выгодной покупкой. Он может работать с различными металлами, такими как сплавы магния, алюминий, медь, титан, латунь и чугун. Oxford Migmaker 200 — фаворит классических реставраторов автомобилей. Сварочные аппараты и оборудование, бывшие в употреблении и отремонтированные на заводе Если вы хотите сэкономить на промышленных сварочных материалах, лучше всего начать с отремонтированного на заводе сварочного аппарата.8 мм) контактные наконечники, 10-футовый (3-метровый) шнур питания с вилками MVP 5-15P (115 В, 15 A) и 6-50P (230 В, 50 A) Everlast PowerTIG 200DV — лучший сварочный аппарат из известный и надежный бренд с высокой стоимостью. Наше программное обеспечение включает в себя все формы, необходимые для обеспечения соответствия вашей компании и сварщиков. или 24 вольт Добавьте это объявление в избранное. uk, покупайте в Интернете лучшее сварочное оборудование и аксессуары, потому что мы поставляем новейшие сварочные материалы торгового качества. Однако аппараты для дуговой сварки, рассчитанные на напряжение свыше 110 вольт, не могут работать от обычной бытовой розетки.Теперь. Покупайте самую лучшую и новейшую сварку на banggood. 3. Ваше надежное место назначения для сварочных ресурсов, полезной поддержки и высокопроизводительных продуктов для всех ваших сварочных проектов. К.А .: Не выходите и не покупайте сварочную машину и оборудование за 100 000 долларов. 9353 info @ weldracing. 99999 долларов США. Щелкните ниже, чтобы выбрать из нашего ассортимента стилей сварочных колпачков — Домашняя страница — МЕНЮ МАГАЗИНА: Сварочные колпачки: Перчатки: Электроды Сравните 5 лучших сварочных аппаратов MIG в Великобритании в 2021 году. Детали для газосварочных аппаратов Lincoln, детали для сварки MIG и детали для сварки TIG.Мы являемся поставщиком, дистрибьютором и производителем профессионального сварочного оборудования, машин плазменной резки, принадлежностей и сварочных аппаратов ARC, TIG и MIG для продажи по всей Великобритании. com, где их найти. Если у вас есть доступ к промышленной входной мощности 208/230 В, вы можете сваривать более толстый материал — до 3/16 дюйма. Покупайте бывшие в употреблении сварочные аппараты у Miller, Lincoln, Kende, Acklands, Hobart, Comet и других компаний. Сварочное оборудование для пластмасс Leister Technologies — это универсальный магазин высококачественных инструментов и пистолетов для горячего воздуха, автоматических сварочных аппаратов, аппаратов для сварки клиньев, аппаратов для сварки горячим воздухом и аппаратов для экструзионной сварки для профессионального использования.Юридический адрес: 1 Hamel House, Calico Business Park Sandy Way, Amington, Tamworth, B77 4BF. Его часто используют в строительных работах и в домашних проектах. 94 Скидка 17% HB-70B Ручка для точечной сварки U Тип O Тип Литиевые батареи Сварочная ручка для профессии сварщика для 709A Батарея серии 709AD для точечной сварки высокой мощности 3 отзыва COD US $ 51. Защитное оборудование можно приобрести в компании Welder Supply Company в Висконсине. 22801 St Clair Ave, Евклид, Огайо 44117 | © 2020 Линкольн Электрик. Наша дистрибьюторская сеть, известная на местном уровне по всей стране, обслуживает более одного миллиона клиентов любого размера, предлагая широкий ассортимент высококачественной продукции и не имеющий себе равных.99 $ 199. 2 мм или «толстая проволока» для более быстрого наращивания отложений на месте. 00. co. Являясь одним из ведущих мировых онлайн-поставщиков сварочных аппаратов, мы обеспечиваем доступ к более чем 25 000 промышленных сварочных материалов, инструментов и продуктов. Наши сварочные одеяла были протестированы и сертифицированы в соответствии со стандартом ANSI / FM 4950, который теперь требуется стандартом NFPA 51B 2019. Отличный выбор для производства, строительства, изготовления и тяжелых условий работы в цехах. Покупайте аппараты для дуговой сварки в Screwfix. Совершенно новый US Snap — Mac 225 Mig Welder СПЕЦИАЛЬНОЕ ПРЕДЛОЖЕНИЕ: £ 240 фунтов • Включает 1 год гарантии.Goplus — это разумный выбор для профессионального или домашнего использования. Сварка GTAW, сварка TIG, сварочные аппараты переменного / постоянного тока, сварочные аппараты постоянного тока. Портативные инверторы легкие и снижают потребность в энергии. Сертификат обучения сварке (стандарты США — уровень 2) Наличие квалификации в области сварки продемонстрирует ряд узкоспециализированных навыков, которые помогут вам войти в отрасль в качестве специалиста. Сварщики и принадлежности для сварщиков доступны прямо в Великобритании. uk Компактный и портативный, этот инверторный сварочный аппарат идеально подходит для работы в небольших помещениях.Вход в магазин Многофункциональный сварочный аппарат Vulcan OmniPro 220 похож на сварочный аппарат Forney 322 на 140 А, но стоит дороже и не соответствует ему по качеству. Компания Gas UK предлагает вам на выбор широкий спектр сварочного оборудования. Найдите широкий ассортимент сварочных аппаратов TIG в компании Welding Supplies Direct. Доставка в любую точку Великобритании. Лучше всего купить за свои деньги Lincoln Electric K2185-1. НДС. Вам необходимо либо предоставить отдельный автоматический выключатель, либо, как это делают некоторые сварщики, купить соответствующий генератор.Может быть подключен к стандартной розетке. Сварочный аппарат MIG может выполнять сварку MIG из мягкой стали, нержавеющей стали и алюминия, хотя Mig Welding Aluminium должен выполняться только опытным сварщиком Mig, и результаты ограничены. Этот курс подойдет выпускникам школ и соискателям работы. Подходит для механиков, мобильных техников, фермеров и любителей DIY. Мы предлагаем сварочные стержни и сварочные аппараты от ведущих производителей, таких как SIP и Weldability, от сварочных стержней и сварочных аппаратов.Ультразвуковая энергия используется для соединения термопластов более 70 лет. Preesall, Ланкашир. Сварные фитинги от FWB, промышленного и торгового поставщика более 50 лет. Компания Mig Tig Arc Welding Supplies расположена в военно-морском городе Портсмут и уже более тридцати лет обслуживает сварочные работы местных и приезжих сварщиков по всей Великобритании. Просто постарайтесь какое-то время обойтись самым минимумом. Диапазон GearGB WL (8) Диапазон GearGB WLE (5) ФИЛЬТРЫ. Универсальный аппарат для сварки проволокой на 120 В, который сваривает проволоку калибра 24 и толщиной 3/16 дюйма (0.29 63 доллара США. Если вы опытный профессионал или только начинаете работать, сварщики Harbour Freight очень ценны без ущерба для характеристик или возможностей. MIG180 MIG Welder — это портативный инверторный сварочный аппарат MIG на 180 А с однофазным входом 240 В и прочной металлической системой подачи. 4 — 1. Компания Gas UK предлагает вам на выбор широкий спектр сварочного оборудования. 00 MIG Welder Сварочный аппарат с флюсовым сердечником 200А, 220В, без газовой сварки, с автоматической подачей, Easy Weld, идеально подходит для начинающих Профессиональный сварщик 3.Благодаря трехлетнему гарантийному пакету, гарантирующему совершенство и превосходство, Foster установила и обслуживала сварочное оборудование Miller по всей Великобритании с 1970-х годов. Не высыхает, затвердевает только тогда, когда вы этого хотите. Hobart 500559 Handler 140 Wire Welder. Вся сварочная проволока MIG и сварочные стержни TIG поставляются со стандартом EN 10204 3. Продукты Muggy Weld обладают превосходными отраслевыми характеристиками, такими как отсутствие трещин на чугунных электродах и ремонт низкотемпературных металлических электролизеров. co. United Welding Supplies Ltd, 32 The Cam Center, Wilbury way, Hitchin, Hertfordshire, SG4 0TW t: 01462 437991 f: 01462 421274 e: sales @ unitedwelding.98 из 5 на основании 43 оценок клиентов. При выполнении любого типа сварки использование шлема является обязательным с точки зрения безопасности, и выбор из множества вариантов того, что вам подходит, может быть затруднительным. Соединенное Королевство. 9 из 5 звезд 7 121 £. Сварочные аппараты MIG. Он более чем подходит как для профессионалов, работающих в тяжелых условиях, так и для начинающих сварщиков. Вы не только получаете сварочную маску в комплекте с профессиональным негазовым сварщиком, но также получаете гарантию на двенадцать месяцев душевного спокойствия. 030 дюймов (0. Позвоните нам по телефону 028 9045 6232.com Реверсивные заглушки для сварки. Goplus MIG 130 Welder Сварочный аппарат для флюсовой сварки. Ready Welder также можно использовать в качестве катушечного пистолета, подключив его к Stick Welder или обычному сварочному аппарату MIG. Еще один лучший сварщик стоимостью менее тысячи долларов — Hobart Handler 20MVP. 2449 фунтов стерлингов. На 110/115/120 В лучше всего подходит Hobart Handler 140. Goplus легкий и компактный по сравнению с большинством других сварочных аппаратов. Чаще всего продолжительность цикла увеличивается с уменьшением силы тока. Millermatic 211. Бензиновые и дизельные сварочные генераторы GearGB имеют мощность 130-200 А, все они разработаны и изготовлены в наших мастерских в Хартлпуле, Великобритания.SCR был приобретен в Фарнелле, и сварщик родился… Сделайте это с Weld-Pak 180HD для сельского хозяйства, Сделайте это с Weld-Pak 180HD для сельскохозяйственных, легких производственных, автомобильных или домашних проектов. Хотя обычно рекомендуется завершить любую сварку или изготовление перед цинкованием стали (что приведет к получению более стойкого к коррозии готового продукта, Engweld является ключевым дистрибьютором всех ведущих марок сварочного оборудования, включая ArcGen, ESAB, Fronius, Inverter Fusion, Migatronic, Lincoln Electric, Mosa & Oerlikon.сварщик, чтобы смотреть видео и следить за ее работой и ее глупыми махинациями. Подходящие сварочные инструменты и оборудование могут стать экономичной по времени альтернативой оплате полного ремонта. Ознакомьтесь с полным ассортиментом газовых баллонов Hobbyweld, идеального бесплатного решения для сварки, резки и нагрева газов. ЭСАБ — крупнейший в мире производитель стандартного сварочного оборудования, расходных материалов и оборудования для автоматизации, а также станков и систем для резки. 53 доллара США. 6-дюймовые сварочные насадки обеспечивают надежный захват, помогая оказывать сильное давление, необходимое для обеспечения прочного сварочного соединения материалов, которые необходимо сваривать.электропрессы, машины 15, 20 и 40 кГц, OEM-комплекты, ручные ультразвуковые сварочные аппараты, инструменты Электродуговая сварка. com — авторизованные центры продаж и обслуживания LEISTER более 36 лет. Ознакомьтесь с полным ассортиментом газовых баллонов Hobbyweld, идеального бесплатного решения для сварки, резки и нагрева газов. Он работает от 115 вольт переменного тока, когда он подключен к любому сварочному устройству, для которого может потребоваться катушечный пистолет, например, как при сварке алюминия. Купите его в магазине Noz-Alls в Челтнеме и никогда не платите за квартиру дорого.Millermatic® 141. Применяя соответствующие настройки в вашем браузере, вы контролируете принятие файлов cookie. 8 мм) самозащитная порошковая проволока 0. Наши качественные сварочные изделия — это решение, которое облегчит вашу жизнь. Доступен бесплатный кредит на 60 дней. 039 дюймов. 70. Какой сварщик купить? Для большинства людей (тех, у кого нет особых требований) инвертор постоянного тока — лучший тип дуговой сварки, на который стоит обратить внимание. 6 из 5 звезд 835 29 $. Войдите в магазин. Получите БЕСПЛАТНЫЕ сварочные маски и аксессуары при покупке некоторых сварочных аппаратов и аппаратов плазменной резки.Сварка TIG стала популярным методом сварки, когда требуется высококачественная прецизионная сварка. 4V 400A Аккумуляторная точечная сварка 18650 Аккумуляторная никелевая полоса Diy Регулируемая сварка 0. BWS LTD является ведущим поставщиком сварочных аппаратов Fronius MIG для одобрений производителей Bodyshop. Отколите шлак сварочным молотком, а затем используйте шлифовальный круг с зернистостью 36, чтобы сбить бусинки с окружающим металлом. Сварщик TIG определенно является полезным инструментом для дома, ремонтных мастерских и строительных площадок.Многие аппараты для дуговой сварки могут переключаться между 110 В и 220 В, но не ожидают такой же выходной мощности при работе при более низком напряжении. 64. Сварочные материалы Лестер Добро пожаловать в компанию Ian Davies Welding Equipment Ltd в Лестере. Эти сварочные аппараты — лучший вариант для новичков в области производства металлов, так как это самый простой в освоении процесс сварки. Чтобы обеспечить ровную гладкую поверхность, перемещайте шлифовальный станок вдоль сварного шва. Rapid остается полностью открытым и поддерживает наших коллег, клиентов и промышленность во всем мире в эти трудные времена.Последние предложения сварочных аппаратов покупка напрямую у Hyundai Power Products позволяет нам предлагать дешевые инверторные сварочные аппараты для продажи конечным потребителям без потери качества или производительности вашего сварщика. У нас есть большой выбор сварочных перчаток, которые можно купить. Конкурентоспособные оптовые цены оптом, мы концентрируемся в первую очередь на защитных перчатках, с 2008 года для большинства задач и работ, захватных, хищных и такелажных перчатках и т. Д. Покупайте отличные рабочие перчатки по лучшим ценам. (43 отзывов клиентов) 899 $. Мы производим различные сварочные аппараты, инверторные сварочные аппараты, в том числе воздушно-плазменные резаки и сварочные фитинги, с прочными и высококачественными продуктами и услугами.Cromwell — ведущий поставщик инструментов и оборудования для ТОиР в Великобритании, предлагающий широчайший ассортимент продукции всех ведущих брендов. • Флагманский сварочный аппарат MIG на 200 А компании Weldpro, выходящий за рамки MIG и сварки сердечником под флюсом! Купите самую лучшую и новейшую машину для точечной сварки на banggood. Этот аппарат британского производства идеально подходит для сварки более тонких материалов, так как его начальная сила тока составляет всего 20 ампер, а трансформатор с медной обмоткой обеспечивает очень плавную выходную мощность вплоть до 200 ампер. сваркой MIG и 1/2 дюйма. Сварщик TIG может работать с входным напряжением 110/220 В.Купить Hobart 500559 Handler 140 Wire Welder. Купите в Walmart такие продукты, как плазменный резак VEVOR Tig Welder CT520 TIG MMA 3 в 1, несенсорный пилотный дуговый резак 110/220 В и сэкономьте. Jasic предлагает широкий ассортимент инверторных сварочных аппаратов MIG / MAG с 12-ю IGBT-транзисторами со склада в Великобритании для немедленной поставки. Хотя вольфрам поставляется в другой упаковке, вы будете работать с разными материалами, которые требуют различных процессов. Воин-сварщик, Бат, Сомерсет. Cebora присутствует на рынке с 1956 года, поэтому они кое-что знают о производстве высококачественной сварочной продукции.Ультразвук часто выбирают, когда детали слишком сложные или дорогие для изготовления единым целым, поскольку это быстрый и эффективный метод. Многофункциональные сварочные аппараты, аппараты для ручной сварки, аппараты для сварки TIG. / Stick Welder With Pulse 799 долларов. Итак, если вы ищете газовое оборудование, сварочные материалы для TIG и MIG или сварочные аппараты, вы обязательно найдете именно то, что ищете, в нашей коллекции сварочного оборудования! В нашем каталоге сварщиков представлено множество различных типов сварочного оборудования, в том числе некоторые из самых высококачественных аппаратов для дуговой сварки, представленных сегодня на рынке.Взгляните на миг-сварку. В качестве альтернативы доступны трубчатые порошковые самозащитные проволоки, для которых не нужен внешний газ. 343 Сварочные наконечники изготовлены из высококачественной стали, что позволяет обеспечить безупречное и надежное сварное соединение для материалов до 0. Сварочные комплекты Сварочный аппарат для полиуретановой ленты для полиуретановой ленты с круглым и клиновым сечением Характеристика: сварочное приспособление с ручками 110- V, 150 Вт тепловая трубка (также доступна в 220-В) Сварочный наконечник с покрытием TFE Шнур подставки для нагревательной трубки Линии PowerTIG и Power i-TIG сварочных аппаратов Everlast TIG предлагают полную линейку инверторных аппаратов TIG от 140 до более 300 Амперы.Все прошиты стекловолоконной нитью с тефлоновым покрытием. 00 ALS Ultrasonics Ltd, Unit 24 Uplands Way, Blandford Forum, Dorset, DT11 7UZ Тел .: 01258 459257 Мобильный: 07730 413197 Business Unit Perfect Welding Maidstone Road MK10 0BD Kingston Milton Keynes T: +44 1908 512 300 Lincoln Welder Parts, Circuit Board, Кабели, сборки и многое другое. Этот аппарат предлагает истинную гибкость с использованием любой «тонкой проволоки» 0. (75) Промышленный сварочный аппарат ProTIG ™ 205 с входным напряжением 120/240 Вольт. На Hyundai предоставляется двухлетняя платиновая гарантия.Найдите выгодные предложения или продавайте свои товары бесплатно. Сварочные аппараты MIG для тяжелых условий эксплуатации могут использоваться в повседневной работе в цехах и на заводах по производству кузовов автомобилей. Получите бесплатную доставку по Великобритании для заказов на сумму более 50 фунтов стерлингов. Имея многолетний опыт работы, мы всегда готовы помочь вам выбрать сварщика, соответствующего вашим потребностям. Наш самый большой набор сварочных патронов M10 состоит из 100 стальных шпилек с медным покрытием. Несколько лет назад мне нужно было приварить металлические метки припоя к некоторым никель-кадмиевым батареям. 00 Сделайте это с Weld-Pak 180HD для сельского хозяйства. Сделайте это с Weld-Pak 180HD для сельскохозяйственных работ, легких промышленных предприятий, автомобилей или дома.Особенности Forney — это универсальный сварочный аппарат для начинающих и экспертов, который предложит вам сварочные аппараты TIG, Stick, MIG и сварочные аппараты с флюсовой сердцевиной. Купить сегодня в Интернете Сварка считается одной из самых востребованных и самых опасных промышленных работ, поэтому для нее требуется соответствующее защитное снаряжение. Практически при восстановлении любого транспортного средства или при новой сборке вам в конечном итоге потребуется сваривать металл. Все наши аппараты для дуговой сварки были тщательно отобраны, чтобы предложить вам отличное соотношение производительности и цены. Для чего нужен сварочный аппарат MIG? Как и все типы сварщиков, у сварочного аппарата MIG есть свои преимущества и недостатки.500559. При покупке у Morris Site Machinery вы получаете множество дополнительных знаний, чтобы гарантировать, что вы приобретете лучший продукт, отвечающий вашим требованиям. Покупайте сварочные материалы онлайн с уверенностью в Weld UK. Он был разработан для работы со сварочными аппаратами MIG, многопроцессорными сварочными аппаратами, аппаратами для ручной сварки, сварочными аппаратами TIG Многопроцессорный сварочный аппарат 5-в-1 на 120 В с ЖК-инвертором на 200 А — 120 В / 240 В MIG / TIG / Flux Core / Stick 968 долл. 8 -4. Дизельный 180-амперный сварочный генератор. Вы можете широко использовать аппарат. Этот сварщик поможет вам в решении множества задач.650 долларов. 80 вкл. Он позволяет пользователю с высокой точностью соединять два куска тонкого металла, в результате чего получаются красивые сварные швы без шлака. Благодаря опциональной MMA (сварке палкой) и катушке на пистолете для сварки алюминия это отличное дополнение к вашей мастерской. Я укажу на несколько вещей, после чего вы сможете провести дополнительные исследования. Он не обманет вас, но при этом идеально подходит для большинства домашних проектов, обеспечивая большую мощность, которую вы даже ожидали. Доставка на следующий день (материковая часть Великобритании) 989 фунтов стерлингов (включая НДС) Сварочные аппараты Portamig HD 230V MIG. Сварочная мощность этого оборудования — контролируемый ток 5А или 10А и регулируемое напряжение 220В.Ознакомьтесь с обзорами и руководством для покупателей о лучших доступных сварочных аппаратах MIG по разумной цене. Welders Log имеет лучший программный продукт для сварочной документации и управления квалификацией сварщиков. co. Начиная с основ сварщика. Сварочный аппарат Everlast PowerTIG 200DV — последняя модель аналоговых инверторных сварочных аппаратов TIG от Everlast. Настоящая многопроцессорная производительность. генератор сварщика двухцилиндровый петтер дизельный ручной запуск. У использования. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.Запасные части и ремонт мобильных сварочных аппаратов arcos lincoln. 285, 335 и 405 А, однофазный 230 В; Инверторные сварочные аппараты Hyundai обеспечивают эффективную и простую сварку. У нас также есть аренда бесплатного кислорода и ацетилена. Он работает от 115 вольт переменного тока, когда он подключен к любому сварочному устройству, для которого может потребоваться катушечный пистолет, например, как при сварке алюминия. Хотя это очень удобный инструмент, важно выбрать лучшего сварщика TIG, чтобы получить максимальную выгоду. Положитесь на надежную базу, сварочные столы и инструменты: аппараты для дуговой сварки, аппараты для сварки MIG, аппараты плазменной резки и многое другое от ведущих производителей, таких как Lincoln Electric и Hobart.Оборудование для резки и сварки Cebora Cebora — итальянский производитель высокопроизводительных сварочных аппаратов MIG, MAG, TIG и MMA. Существует множество вариантов, но первым шагом является определение вашей цели покупки сварочного аппарата, а также того, как далеко вы зайдете с этим и с какой скоростью. 141 фунт стерлингов. Сварочные аппараты для контактной точечной и проекционной сварки Snow’s SlimLine на пьедестале — это недорогие, надежные аппараты, которые можно быстро доставить. Этот сварщик продал новый за 2000 фунтов стерлингов. info @ weldpro. Если у вас есть доступ к промышленному входному питанию 208/230 В, вы можете сваривать более толстый материал — до 3/16 дюйма.Домашние сварщики. Посетите сегодня дистрибьюторов сварочных аппаратов в Белфасте, чтобы ознакомиться с нашим обширным ассортиментом. Купите сегодня в ToolsToday. 1 Сертификаты проверки по запросу. Привет всем, я новичок в сварке и собираюсь купить свою первую сварочную машину MIG. Мы продаем не только сварочные аппараты, но и все необходимые вам расходные материалы. Сварочный аппарат серии ESAB Rebel предлагает гибкость 120/230 В и одну из самых инновационных доступных сварочных технологий. Наш лазер ALFlak обеспечивает наплавку и контурную сварку с мощностью лазера до 300 Вт.2542 Темы Последнее сообщение Оскара Чт 01 апр, 2021 3:58; 2101 Сообщает о сертификации сварки — дуговая сварка, дуговая сварка, сварка MIG Сертификационные испытания — сварочные испытания всех видов Сертификационные испытания сварки Вопросы и ответы, советы и уловки Темы 265 ПОДПИСАТЬСЯ на новые видео каждый понедельник и пятницу: https: // goo. 030 дюймов (0. Покупайте с уверенностью с помощью нашей IronClad Assurance®. Чтобы оснастить своего сварщика шпилек, взгляните на наш ассортимент высокопрочных сварочных шпилек, начиная с наших индивидуально продаваемых сварочных патронов M3, разработанных из долговечной меди, и идеально подходит для работы с болтами диаметром 3 мм и длиной до 40 мм.Сварка палкой, также называемая дуговой сваркой защищенного металла, представляет собой простой и популярный вид сварки из-за его низкой стоимости и простоты использования. 50 / штук) Draper 100A 230v Turbo Arc Welder Эта модель начального уровня от Draper предлагает большую ценность для всех, кто хочет купить аппарат для дуговой сварки с ограниченным бюджетом, чтобы выполнять небольшие работы или просто практиковать свои методы. цена сейчас менее 80 фунтов стерлингов благодаря текущим рекламным акциям Draper. Если вы все еще не знаете, что такое mig-welders, и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Посмотреть на Amazon. Общие вопросы по сварке, которые не подходят для сварки TIG, MIG, Stick, сертификации и т. Д. 6 мм, 2. PayPal принимается онлайн. 99 TIG200A TIG Welder IGBT Inverter ARC TIG Welder 220v MMA Stick Welder 3. Просто постарайтесь на время обойтись минимумом. 0845 604 4204 (местный тариф) продажа (по) сварочного оборудования. Программное обеспечение включает формы PQR, PQR Test Results, WPS и WQTR. 5 из 5 звезд (3) 3 оценки продукта — TIG200A TIG Welder IGBT Inverter ARC TIG Welder 220v MMA Stick Welder Покупайте сварочные материалы в Интернете от машин плазменной резки до сварочных шлемов с автоматическим затемнением.ALPHA LASER разрабатывает и поставляет аппараты для лазерной сварки в широкий круг отраслей промышленности. ALS Ultrasonic гордится тем, что предоставляет хорошие продукты с отличным обслуживанием клиентов, строит прочные отношения, поскольку большая часть нашей работы связана с возвращением клиентов с новыми требованиями. Сварщик имеет КПД 80% и является одним из лучших сварщиков алюминия среди других металлов, таких как сталь, низкоуглеродистая и нержавеющая сталь, с сварочной способностью 3/8 дюйма. Запросите расценки у ближайших к вам сварщиков сегодня с помощью Yell.Вот наши лучшие сварочные аппараты 9 Mig, которые можно купить в Великобритании. Он требует, чтобы и приварная шпилька, и листовой металл были чистыми, и он не подходит для листового металла с толстым покрытием. Эти сварочные аппараты высшего класса идеально подходят для любой мастерской или ремонтной мастерской, будь то в автомобильной промышленности, на заводах или в мелкосерийном производстве. Имея многолетний опыт работы, мы всегда готовы помочь вам выбрать сварщика, соответствующего вашим потребностям. Вместе мы сможем построить что угодно. Покупая сварочные аппараты прямо на нашем веб-сайте, вы можете сэкономить время и деньги, используя наш опыт и непревзойденное обслуживание клиентов.Наши бывшие в употреблении сварочные аппараты работают так же хорошо, как и их новые коллеги, но стоят гораздо дешевле. Это самый простой в использовании тип дуговой сварки, портативный и менее требовательный к источникам питания, чем другие типы аппаратов для дуговой сварки. Сваривает материал толщиной от 24 до 3/8 дюйма за один проход. низкоуглеродистая сталь, порошковая сварка или сварка MIG. Они используют металлическую проволоку для создания электрической сварочной дуги, которая плавит проволоку. У соседнего поставщика излишков было около 120 000 мкФ конденсаторов компьютерного класса по абсурдно низкой цене, поэтому я заказал пять из них.Только в магазине. Добро пожаловать в Inverter Fusion Ltd (IFL). Сложнее всего научиться зажигать дугу, которая зависит от электрода и состава металла. Чтобы помочь вам сделать осознанный выбор, мы разделили наши аппараты для дуговой сварки на две категории: Торговые и Профессиональные. Установки для Jaguar Landrover, Mercedes, VW, Audi и многих других производятся нашей собственной технической командой. (3) 3 оценки продукта — Аккумуляторный импульсный точечный сварочный аппарат SUNKKO 709A для паяльно-сварочного аппарата 18650. Возможна бесплатная доставка на следующий день.Кроме того, хорошее изготовление этого инверторного сварочного аппарата является плюсом, и именно поэтому в настоящее время он является одним из самых востребованных продуктов на рынке. AW315 32 — 315 мм Описание продукта Это оборудование предназначено для сварки электромуфтовых фитингов, подходящих для трубопроводных систем низкого давления диаметром от 32 до 315 мм. MIG Welder: часто задаваемые вопросы. Общие вопросы по сварке, которые не подходят для TIG, MIG, Stick, сертификации и т. Д. Качественные сварщики по сниженным ценам. Сварочное оборудование: сварочные аппараты MIG, сварочные аппараты для дуговой сварки, паяльники и плазменные резаки.com предлагает качественную сварку в продаже с бесплатной доставкой по всему миру. Сварочные аппараты, работающие с разными технологическими процессами, выполняют процессы сварки палкой, TIG, MIG, порошковой порошковой проволокой, под флюсом и дуговой строжкой. 6 из 5 звезд 4 121 £. Найдите сварщиков недалеко от Лондона, получите отзывы, контактные данные и отправьте отзывы для местных торговцев. 2542 Темы Последнее сообщение Оскара Чт 01 апр, 2021 3:58; 2101 Сообщает о сертификации сварки — дуговая сварка, сварка TIG, сертификационные испытания сварки MIG — сварочные испытания всех видов Сертификационные испытания сварки Вопросы и ответы, советы и уловки Темы 265 Понимание сварки MIG Процесс сварки MIG может быть частично или полностью автоматизирован. популярный подход, поскольку он предлагает повышенный уровень адаптируемости и эффективности.co. Сварочный аппарат Mig прост в настройке, и после настройки оператор просто должен управлять скоростью перемещения горелки и длиной дуги. Купить сейчас 1. Эти сложные системы разработаны, чтобы предоставить пользователю инструмент, который делает сварочные работы более быстрыми и точными. I. Он идеально подходит для использования со следующими материалами: углеродистая сталь, алюминий, нержавеющая сталь, черные и цветные металлы и большинство сплавов. Встроенный газовый соленоидный клапан и регулятор с двумя манометрами с газовым шлангом, узел ступицы золотника вмещает 4 или 8-дюймовые золотники, золотник с пробой 0.Этот курс подходит для тех, кто хочет стать сварщиком. Понимание сварки MIG Процесс сварки MIG может быть частично или полностью автоматизирован, и это популярный подход, поскольку он обеспечивает повышенный уровень адаптируемости и эффективности. Поставщики плазменных резаков, аппаратов для дуговой сварки, сварочных аппаратов MIG и TIG, СИЗ, расходных материалов и запасных частей находятся недалеко от Ноттингема в Ист-Мидлендс. 00 £ 121. > В магазин Покупайте металлообрабатывающие и режущие инструменты для сварщиков. Промышленный сварочный аппарат ProTIG ™ 205 с входом 120/240 Вольт.Имея доступ ко многим ведущим кредиторам, а также наши собственные значительные ресурсы, мы успешно заключаем финансовые соглашения для огромного числа предприятий всех типов и размеров. Сварщик поставляется со сварочной маской, щеткой для очистки, 3 керамическими чашками, 3 цангами (1. великобритания от ALPHA LASER TLM Laser Ltd — дистрибьютор лазерных сварочных аппаратов и систем от ALPHA LASER GmbH в Великобритании и Ирландии. Покупайте с уверенностью с наш IronClad Assurance®. VULCAN. uk. Мы располагаем широким ассортиментом многофункциональных компактных сварочных аппаратов MIG, MIG, MMA / Stick и TIG.Колл-центр Великобритании готов к вашему звонку 24/7. Предоставляя широкий спектр уникальных решений для повышения производительности, Snap-on упрощает работу профессионалов, выполняющих критически важные задачи по всему миру. Также полный спектр бензиновых и дизельных сварочных генераторов от ведущих европейских производителей по сниженным ценам. Официальные часы Welder, полная коллекция мужских и женских часов Welder купить онлайн. У нас есть ассортимент высококачественных шпилек для сварных швов из различных материалов и отделки. Новые и подержанные сварочные аппараты, выставленные на продажу рядом с вами на торговой площадке Facebook.Он весит всего 35 фунтов, так что он достаточно легкий, чтобы вы могли перевозить его из одного места в другое, не сильно изнуряя себя. Пользователи могут запрограммировать расширенные настройки непосредственно на подвесном пульте обучения, поставляемом с роботом. Плазменные резаки — Сварочные аппараты — Запасные части — Сервис — Расходные материалы — У нас есть все — 30 000 товарных позиций и их количество! При сварке существует одна (и только одна) цель: обеспечить качественное и высокопрочное соединение двух или более металлических деталей. Купите онлайн или позвоните 1. Новаторский дизайн, вдохновленный профессиональными сварщиками, Rebel — это полный комплект для сварки всего — низкоуглеродистой стали, алюминия, нержавеющей стали.Любые предложения по поводу того, что было бы лучшей стартовой машиной, большое спасибо Дэн. 180 A Weld-Pak 180 HD MIG Сварочный аппарат с механизмом подачи проволоки с пистолетом Magnum 100L, газовым регулятором, MIG и порошковой проволокой, 230 В Сделайте это с Weld-Pak 180HD для сельского хозяйства, Сделайте это с Weld-Pak 180HD для сельского хозяйства , легкое производство, авто или домашние проекты. поставка оборудования для ультразвуковой сварки пластмасс e. Сварочный газ Ознакомьтесь с нашим ассортиментом сварочных и защитных газов. Если вы не уверены, какой сварочный аппарат с приводом от двигателя лучше всего подходит для ваших требований к сварке, свяжитесь с нами по телефону или электронной почте, и мы сможем изготовить для вас подходящий аппарат.Наше программное обеспечение включает в себя все формы, необходимые для обеспечения соответствия вашей компании и сварщиков. Ее страсть — создавать уникальные изделия. J. 3 673 фунта стерлингов. Техники, прошедшие обучение на заводе, БЕСПЛАТНЫЙ ремонт всех инструментов, нагнетателей и пистолетов LEISTER. Все типы качественных сварщиков, включая MIG, TIG, дуговую и точечную сварку. Доставка за 14 долларов. Сварщики «Сварщик» — это общий термин, под которым понимаются многие типы сварщиков. Он охватывает все виды сварочных работ, перечисленных выше.При выполнении любого типа сварки использование шлема является обязательным с точки зрения безопасности, и выбор из множества вариантов того, что вам подходит, может быть затруднительным. 2938 фунтов стерлингов. 50 сэкономьте 734 £. 8 мм) низкоуглеродистой стали за один проход. В наличии Бесплатная доставка! Покупайте сварочные материалы и аксессуары для сварочных аппаратов Tig на сайте BuyWeldingSupplies. 00 пр. uk Weld Wheels — производитель высокопроизводительных профессиональных кованых дисков для современных, уличных и стрип-стрипов, дрэг-рейсинга, овальных гонок и тяжелых грузовиков +1 800. Почему стоит покупать сварочную проволоку у AES? Вся сварочная проволока производится в Европе в соответствии с признанными национальными и международными стандартами качества, включая TUV, BV, DNV, GL, LLOYDS, ISO.. 01. United Welding Supplies Ltd, 32 The Cam Center, Wilbury way, Hitchin, Hertfordshire, SG4 0TW t: 01462 437991 f: 01462 421274 e: sales @ unitedwelding. 5 из 5 звезд 22 199 $. Аппараты Forney Easy Weld 271, 140 MP Welder и Hobart Handler 210 MVP MIG Welder разработаны аналогичным образом, чтобы помочь начинающему сварщику быстрее учиться и добиваться высоких результатов в сварке. Следуйте за ней в инстаграм @ria. Лучшим до пятисот считается Forney 309-140A. Rapid Welding and Industrial Supplies LTD. Добро пожаловать в сварочные аппараты контактного типа Rapid Experience SlimLine.Сварке палкой очень легко научиться, что делает ее самым популярным выбором среди новичков. На главную Форум по MIG TIG Arc Paint. Одеяла AMI-GUARD® рекомендуются для легкого и умеренного искрового нагрева и доступны в различных размерах. Найдите все, что вам нужно для сварочных и паяльных работ, с нашим ассортиментом соединений металлов, который идеально подходит как для профессиональных сварщиков, так и для сварщиков своими руками. 3061 фунт стерлингов. Покупайте подержанные сварочные аппараты от Miller, Lincoln, Canaweld, Kende, Acklands, Hobart и других компаний. Он идеально подходит для использования со следующими материалами: углеродистая сталь, алюминий, нержавеющая сталь, черные и цветные металлы и большинство сплавов.Сварщикам большего размера потребуется круглый синий штекер на 32 А и соответствующая проводка, хотя они могут работать от штекера на 13 А при более низких настройках. . com предлагает качественные сварочные аппараты для точечной сварки с бесплатной доставкой по всему миру. Сварочные горелки на видео, предоставленном EDRtorches Все виды сварки представляют серьезную опасность для глаз. Это идеальный сварочный аппарат как для новичков, так и для профессионалов! Сварочный аппарат Röhr 240v Mini ARC прост в использовании, чрезвычайно портативный и мощный! Бесплатная доставка на материковую часть Великобритании. Для начинающего любителя, который еще не уверен, подходит ли им сварка, вы не ошибетесь с Goplus.00 $ 778. Сварочный аппарат для дуговой сварки с масляным охлаждением Pickhill Bantam, два диапазона высокого / низкого диапазона, макс. 180 ампер, кабели длиной 9 м, одно- или трехфазные, встроенное зарядное устройство + бустерный стартер 1–75 ампер постоянного тока, 6–12. Наша модель 10000 является оригинальной. Ready Welder II, представленный в 1997 году. Сварку MIG обычно считают одним из самых простых в освоении сварочных процессов. Если вы новичок в этой технике, узнайте, что означает MIG, в нашем руководстве по блогам. Создает прочный, прочный сварной шов, особенно при ремонте или установке автомобильных панелей, считают владельцы.Лишь немногие из лучших сварщиков MIG стоимостью менее 300 фунтов стерлингов предоставляют 3-летнюю комплексную гарантию, которую предоставляет этот сварщик. Эта реклама находится внутри и вокруг. Как сварить. дизельный сварочный генератор yanmar. Bondic® работает там, где нет клея. Оценка 4. Четырехэтапный процесс (очистка, заливка, отверждение и придание формы) позволяет исправить практически все. Запросите расценки у ближайших к вам сварщиков сегодня с помощью Yell. Они могут использовать различные типы сварки, наиболее распространенной из которых является дуговая сварка. Если, например, рабочий цикл вашего сварщика составляет 30% при 200 А, вы должны дать своему сварщику отдохнуть около семи минут после трех минут непрерывной сварки.Ознакомьтесь с нашим огромным новым ассортиментом средств безопасности и многим другим! Все цены, указанные на этом сайте, указаны с учетом НДС. Экономьте время и деньги, обновляя свое оборудование, и доверьте обслуживание нам. Сегодня этот отремонтированный сварочный аппарат от компании, которая их изготовила, представляет собой высокочастотный сварочный аппарат с водяным охлаждением Murex transtig в комплекте с горелкой TIG и заземляющим проводом, также в комплекте, дешевая ножная педаль, но работает нормально. Сварочные генераторы ArcGen, выбранные сварщиком с 1973 года, предлагают гибкие и точные возможности сварки для всех типов дуговой сварки металла.• Com Вы найдете хороший выбор сварочных аппаратов TIG ниже, от 160 до 400 ампер, все аппараты R-Tech поставляются с гарантией получения и возврата для вашего душевного спокойствия. Как вы уже знаете, сварщик, в общем, означает профессионал, который плавит металлы. co. • Этот сварочный аппарат Mig является однофазным и снабжен 13-амперным (трехполюсным бытовым штекером). gl / FRdNss Первое, чему вам нужно научиться как сварщику, будь то TIG, MIG, Stick или FCAW. Ready Welder также можно использовать в качестве катушечного пистолета, подключив его к сварочному аппарату Stick или обычному сварочному аппарату MIG.Итак, ищете ли вы газовое оборудование, сварочные материалы для сварки TIG и MIG или сварочные аппараты, вы обязательно найдете именно то, что ищете, в нашей коллекции сварочного оборудования! Из наших филиалов в Шеффилде и Донкастере Lincoln Welding также может осуществлять поставки по всей Великобритании другим крупным производителям и оптовикам, таким как LINCOLN ELECTRIC, VOESTALPINE BOHLER WELDING и ESAB для всех типов сварочных аппаратов, сварочного оборудования и расходных материалов. Не кладите себя в такие долги.Сварочные аппараты в среде защитного газа обеспечивают чистые, прочные и великолепно выглядящие швы. Мне очень нравится этот респиратор с полумаской из-за его компактности и легкости, который обеспечивает исключительное удобство при использовании и использовании где угодно, особенно когда я выполняю сварочные работы. Sealey имеет репутацию одного из крупнейших производителей инструментов и оборудования в Европе. SUNKKO 709A Аккумуляторный аппарат для импульсной точечной сварки для паяльно-сварочного аппарата 18650. Электрический шнур длиной 5 м, чтобы вы могли расположить сварщика в удобном месте.Характеристики: 12 ступеней мощности, полусинергетическое управление, подача проволоки с металлической зубчатой передачей, европейский резак с двойным шарниром, регулятор и рабочие перчатки на 5 лет. Купить здесь. Сварка — это процесс использования электрического тока для перегрева и плавления металла, так что вы можете соединить два куска металла вместе. Sonics & Materials UK Ltd. Доставка осуществляется только в 48 соседних штатов. Компания Gas UK располагает огромным ассортиментом сварочных газов для сварки MIG. Инвентарь сварщиков United Rentals отлично подходит для ряда рабочих мест, где электрические розетки недоступны.Если вы новичок или начинающий сварщик, посмотрите это видео, чтобы узнать о трех наиболее распространенных процессах сварки — MIG, Stick и TIG — включая преимущества. Покупайте сварочные перчатки в SafetyGloves. Почему вы должны купить сварочный аппарат? Как и другие виды сварочных процессов, сварка штучной сваркой имеет свои преимущества и недостатки. Apple Pay принимается в магазине. Рабочий цикл аппарата показывает, как долго вы можете непрерывно работать сварщиком при заданной силе тока в течение десятиминутного цикла. Также у блока есть 1.Найдите выгодные предложения или продавайте свои товары бесплатно. Импульсные и двухимпульсные сварочные аппараты MIG стали популярны в последнее время, поскольку они дают идеальный результат для всех материалов, особенно для нержавеющей стали и алюминия. Линкольн Электрик. Самый простой способ покупать и продавать на месте! Поиск предметов по городу. Информацию о нашем сварочном газе MIG можно найти на нашем веб-сайте или позвонить сегодня по телефону 0800 195 1313. Готовая к сварке сварочная установка Lincoln Aspect 200A Acdc с воздушным охлаждением. Никелирование 25 мм 29 отзывов COD Parweld XTM182I 180 A MIG Welder Package Обычно отправляется в течение 1-2 днейParweld XTM182I — это сварочный аппарат MIG на 180 А, способный сваривать материалы толщиной до 6 мм.Lincoln Electric Welder 180 Pro-mig. Сварочный аппарат Handler® 140 MIG. В процессе дуговой сварки MIG используется проволочный электрод с непрерывной подачей, который плавится в дуге с образованием сварного шва. Наша модель 10000 — это оригинальный Ready Welder II, представленный в 1997 году. 49. Компания Kennet Equipment Leasing предоставляет британским предприятиям финансирование оборудования с 1991 года. Найдите инверторного сварщика Workzone в ALDI. Полностью отремонтированный и отремонтированный, в отличном рабочем состоянии, разносторонний и профессиональный сварщик. Сварочное оборудование, MIG-сварка, Сварочные аппараты, Сварочные материалы, Удаление сварочного дыма Независимо от проблемы сварки или соединения, у нас есть решение! Объединив более 60 лет опыта в области сварочного оборудования и расходных материалов, мы создали веб-сайт, который не только предлагает полный спектр сварочного оборудования и поддержку. ОНЛАЙН-МАГАЗИН — Импульсные сварочные аппараты Fronius для продажи — MIG, TIG и зарядное устройство. .99 68 долларов США. Плати по-своему Независимо от того, являетесь ли вы опытным сварщиком или учеником, каждому нужен гид покупателя при покупке следующего сварочного аппарата. LINCOLN ELECTRIC LINK5126-1 по цене 1661 долл. США. У него более широкий диапазон свариваемости с дополнительными 80 А до 220 А, но он не прослужит так долго. Полный сервис и запасные части в Великобритании для обслуживания вашего сварщика на долгие годы. ЭСАБ — крупнейший в мире производитель стандартного сварочного оборудования, расходных материалов и оборудования для автоматизации, а также станков и систем для резки.Хотя обычно рекомендуется завершить любую сварку или изготовление перед цинкованием стали (что приведет к более стойкому к коррозии готовому продукту. Интерактивная сварочная система, которую можно легко и гибко развернуть в существующих кабинах для ручной сварки, что устраняет необходимость в дорогостоящих новые роботизированные ячейки. Являясь лидером на рынке производства сварочных аппаратов, компания стала синонимом качества и надежности. Благодарим вас за просмотр моего списка. Комфортный 10-футовый (3-метровый) пистолет h200S4-10, 10-футовый Рабочий кабель (3 метра) с зажимом.В процессе MIG / MAG используется защитный газ для получения гладкого и стабильного шва. В 2014 году она училась в сварочной школе в Ванкувере и влюбилась в творчество из металла. 25. Обычно используются сварочные аппараты MIG, поскольку они быстрые и эффективные. Юридический адрес: 1 Hamel House, Calico Business Park Sandy Way, Amington, Tamworth, B77 4BF. Защитные сварочные очки обычно используются только при газовой сварке. Welders Log имеет лучший программный продукт для сварочной документации и управления квалификацией сварщиков.Сварочный аппарат Everlast PT-250EX Power TIG — это универсальный и экономичный сварочный аппарат. Если вы планируете работать с разными типами металлов для кузова, это лучший выбор для вас. Когда вам нужны новые детали для сварщиков, Weldingmart. Предлагаемые в аренду переносные или монтируемые на прицепе аппараты для дуговой сварки имеют мощность от 150 до 700 А ватт, с аппаратами 2 в 1, обеспечивающими как сварочную, так и генераторную мощность. Купить перчатки для сварки от SafetyGloves. Привет всем, я новичок в сварке и собираюсь купить свою первую сварочную машину MIG.Бесплатная доставка. K2185-1 Ручной сварочный аппарат MIG. Нижняя граница. 25 сэкономьте 612 фунтов стерлингов. Сварочный аппарат RILAND MIG 110 В, Сварочный аппарат MIG, Сварочный аппарат с автоматической подачей проволоки, Сварочный аппарат с порошковой проволокой с домашними портативными принадлежностями для сварочных аппаратов 110/115 / 120V-MIG 100E… 4. со сваркой MIG и 1/2 дюйма дизельным сварочным генератором на 180 А. co. 99 $ 29. Покупайте НАГРАДЫ Швейцарские тепловые пушки, инструменты и оборудование LEISTER в компании HotAirTools. UKWelder> Сварочные заглушки. Сварка оцинкованной стали за долгие годы заслужила плохую репутацию (по праву), поскольку пары, образующиеся во время сварки, могут быть невероятно опасными для здоровья сварщика.Эта машина предлагает истинную гибкость с любой «тонкой проволокой» 0. Сэкономьте 661 доллар. Мы используем наш 47-летний опыт работы в отрасли, чтобы собрать нашу собственную серию сварочных аппаратов Warrior на заказ для MIG и TIG. Шовная сварка — это именно то, что вам нужно, и любой сварочный шов будет сварным. качественная угловая шлифовальная машина жизненно необходима. 90 Сварочные генераторы. 5 из 5 звезд. Предложение скоро закончится. Как и TIG, сварной шов защищен от окружающего воздуха смесью газов, обычно включающей аргон.К.А .: Не выходите и не покупайте сварочную машину и оборудование за 100 000 долларов. MIG Welder Сварочный аппарат с флюсовой сердцевиной Сварочный аппарат 200A, 220V Без газовой сварки Автоматическая подача Easy Weld Идеально подходит для начинающих Профессиональный сварщик 4. 4 сварочных магнита и зажима — 2 шт. 4 дюйма 50 фунтов и 2 шт. 5 дюймов 75 фунтов Магнитный держатель стрелы Металлообрабатывающее сварочное оборудование MIG Мастерская Сварщик Сварочный магнит 4. Мы продаем широкий ассортимент высококачественных промышленных и профессиональных новых сварочных аппаратов MIG и бывшего в употреблении оборудования, в том числе синергетического и импульсного, от ряда ведущих производителей, включая Miller Electric, Lincoln Electric 2.Сварщик Röhr MIG / ARC Лучшие сварщики MIG в Великобритании Если вам не нужен мощный сварщик для крупных проектов по металлу, но вы все же ищете устройство, которое справилось бы со всей вашей работой, сварщик MIG — отличное решение. Надеюсь, эти биты помогут в процессе принятия решения. Harbour Freight имеет полную линейку высококачественных сварочных аппаратов MIG, TIG, Flux и Stick. До 5 лет 0% финансирования и бесплатная доставка на Welder. Приобретая Röhr, вы получаете полный пакет принадлежностей, соответствующих вашим потребностям в сварке.MIG WELDERS MIG — это инертный газ для металла. От однофазного компактного сварочного инвертора на 160 А до трехфазного отдельного сварочного инвертора с водяным охлаждением на 450 А. Мы используем файлы cookie, чтобы вам было удобнее пользоваться нашим сайтом, и мы используем такие данные для статистических целей. Давайте посмотрим на наши обзоры и руководство по покупке ниже: 1. Домашний форум MIG TIG Arc Paint. По состоянию на 2018 год она построила более 150 баров, и они разбросаны по всей Канаде и США. Aldi использует файлы cookie, чтобы сделать покупки максимально удобными.Найдите нас на Yell: Home Welding Equipment уже более 30 лет. Мы продаем не только сварочные аппараты, но и все необходимые вам расходные материалы. 97 $ 753. Привет всем, я новичок в сварке и собираюсь купить свою первую сварочную машину mig. Плюсы. Сварочная продукция, в том числе сварочные аппараты TIG, MIG-сварочные аппараты, аппараты для ручной сварки и плазменные резаки, от Everlast Power Equipment получают национальное признание и признание во всем мире. Все наши аппараты для дуговой сварки имеют вентиляторное охлаждение, изготовлены в соответствии с европейскими стандартами, имеют гарантию Великобритании и нашу службу технической поддержки.Программное обеспечение включает формы PQR, PQR Test Results, WPS и WQTR. Посетите нас в нашем офисе: 82 Cannock Street, Leicester, Leicestershire, LE4 9HR Специалисты по всем аспектам ультразвукового сварочного оборудования и инструментов для пластмасс. Принятие правильного решения требует очень многого, но я не буду углубляться. Встроенное синергетическое управление позволяет быстро настроить любой сварочный процесс при использовании в многорежимных ситуациях. 2 мм или «толстая проволока» для более быстрого наращивания отложений на месте. Мы рассмотрим каждую деталь, касающуюся напряжения, силы тока, толщины сварного шва, горелок, мигрирующего провода, газовых регуляторов, газовых баллонов, тележек и масок, чтобы вы были уверены, что ваш новый сварщик справится со своей работой.Airgas, входящая в состав компании Air Liquide, является ведущим национальным поставщиком газов, сварочных изделий и средств безопасности из одного источника. Как правило, это разумная практика. Имея полностью укомплектованный парк оборудования, мы предлагаем одни из лучших арендных ставок на сварочные машины в Великобритании. Если Everlast — новое имя для вас или вам интересно узнать о наших инверторных сварочных аппаратах, аппаратах плазменной резки и линейке продуктов для сварки, мы надеемся, что этот сайт окажется для вас полезным. Не кладите себя в такие долги. Наш «второй выбор» — это Goplus MIG 130 Welder, очень портативный и универсальный сварочный аппарат.По сравнению с. Соединенное Королевство. 788. Мы предлагаем кислород, аргон, растворенный ацетилен, диоксид углерода и газы Argoshield в баллонах различных размеров и типов, чтобы вы всегда добивались превосходных результатов сварки. Это означает, что независимо от того, ищете ли вы небольшого сварщика TIG для любительской работы или большого сварщика TIG для производственной сварки, у нас есть сварщик, разработанный специально для вас. 99 Скидка 12% 7. Если у вас есть доступ к промышленному входному источнику питания 208/230 В, вы можете сваривать более толстый материал — вплоть до Найдите сварщиков недалеко от Лондона, получите обзоры, контактную информацию и отправьте отзывы своим местным торговцам.Готов идти. На главную Форум по MIG TIG Arc Paint. Газовая вольфрамовая дуговая сварка (GTAW) часто называется сваркой TIG. Для получения дополнительной информации и советов по выбору правильного оттенка, пожалуйста, ознакомьтесь с нашим разделом советов по сварке, прежде чем выбирать линзы. Любые предложения по поводу того, что было бы лучшей стартовой машиной, большое спасибо Дэн. В каждой модели мы предлагаем различные оттенки от 2 до 6. 345 лайков · 5 говорят об этом · 7 были здесь. Сварка TIG — это широко используемый процесс высококачественной сварки. Поделитесь опытом Everlast TIG 2020 Weldpro, инвертор, 200 А, многофункциональный сварочный аппарат 3-в-1 с двойным напряжением 200 В / 110 В MIG / TIG / Arc Stick.Идеально подходящие для приваривания гаек и шпилек к металлической штамповке, SlimLines доступны в виде станка с плоской нижней рабочей площадкой или в виде рожка с нижним рычагом для точечной сварки и держателем электрода. Позвоните по телефону 1-844-682-0205. Покупайте сварочные материалы через Интернет с уверенностью в Weld UK. com Новые и подержанные сварочные аппараты, выставленные на продажу рядом с вами на торговой площадке Facebook. Jasic, Parweld, GYS, Oxford и многие другие бренды в наличии для немедленной доставки на следующий день! Все доступно по фантастическим ценам на любой бюджет.99 (7 долларов США. Сварка оцинкованной стали за долгие годы заработала плохую репутацию (по праву), так как пары, образующиеся во время сварки, могут быть невероятно опасными для здоровья сварщика. Срок действия истекает 30.06.21. Сварка TIG или сварка вольфрамовым электродом в среде инертного газа, это медленный процесс, требующий чистого металла. с безгазовой сваркой порошковой проволокой. В конце концов, за 99 долларов его толщина сварки и рабочий цикл примерно такие, как можно было бы ожидать (не покупайте этот сварочный аппарат, если вы хотите его для Работа в тяжелых условиях) Работает от входного напряжения 115 В, сваривает до 1/4 дюйма.с безгазовой порошковой сваркой. какой сварщик купить
великобритании
Сварщик не работает
Сварщик стержневой сваркой не работает Сварка MIG использует источник питания постоянного тока или CC и не подходит для сварки Stick и TIG. Обычно вы кладете электрод в зазор стыкового шва, надеваете на него стяжку 4х4 и отрываете. После того, как вы начнете работать с этим сварочным аппаратом 160 DC Stick & TIG от Amico.13 LINCOLN ELECTRIC CO K1170 AC225, дуговой сварочный аппарат, 60 Гц, 7. Этот сварочный аппарат отличается удобной ручкой для переноски, компактной конструкцией, удобной для переноски и хранения. Кроме того, сварочные стержни 6013 могут со временем выйти из строя из-за возраста. Это переносной стол, и у меня есть 12-дюймовый квадратный кусок стали 1/2 дюйма. Приятно, тн. Портативность и низкая чувствительность к грязи или краске в месте сварки делают аппараты для ручной сварки популярным вариантом для использования в удаленных местах. Проникновение до нижней части основного металла необходимо для прочных сварных швов.• Возможность вырезать, изготовить и подогнать детали для ремонта техники. Этот товар находится в категории «Бизнес и промышленность \ ЧПУ, Металлообработка и производство \ Сварочное и паяльное оборудование \ Сварочное оборудование и аксессуары \ Сварочные аппараты, резаки и горелки \ Сварочные аппараты». Сварщики сталкиваются с многочисленными физическими опасностями в своей повседневной работе. Я хотел бы сэкономить немного веса и места в моем пикапе. Сварка палкой имеет несколько ключевых преимуществ. Я думаю, что причина того, что это не сработало для вас, заключается в том, что у вас не было много металла вокруг сломанного болта, и он расширялся вместе с болтом, предотвращая необходимую деформацию.Это полнофункциональная машина, которая может запускать как высокочастотный, так и подъемный. Этот предмет, Idealarc 250 Arc / Stick Welder от LINCOLN ELECTRIC, является частью аукциона: Полная ликвидация Tomlin Construction Company, Inc. В большинстве случаев рекомендуется использовать сварочный аппарат постоянного тока с постоянным напряжением. Если нет, то у вас явно проблема внутри устройства. Или зарядите кучу аккумуляторов и сварите их. ‘LINCOLN WELDER’ Результаты поиска для: ‘LINCOLN WELDER’ AC 225 Stick Welder. Из-за использования защитного газа MIG не подходит для сварки на открытом воздухе.полуавтоматический сварочный аппарат постоянного напряжения постоянного напряжения (проволокой), 2) ручной сварочный аппарат постоянного тока (стержневой сваркой) или 3) сварочный аппарат переменного тока с пониженным напряжением холостого хода. 【Сварочный аппарат с двойным напряжением 110 В 220 В】 Благодаря диапазону сварки 10-190 А, двойному напряжению 110 В 220 В, сварочный аппарат HITBOX легко зажигает дугу с небольшим разбрызгиванием, стабильным током и хорошей производительностью. • Не выполняйте сварку быстро повторяющимися короткими струями — подождите около 10 секунд между сварками. Отзывы сотрудников Honda о работе сварщиком в компании Honda. выходной ток превышает 500 ампер.Обычно многотехнические сварочные аппараты не так просты в эксплуатации. полуавтоматический сварочный аппарат постоянного напряжения постоянного напряжения (проволокой), 2) ручной сварочный аппарат постоянного тока (стержневой сваркой) или 3) сварочный аппарат переменного тока с пониженным напряжением холостого хода. Он не чувствителен к ветру, как при сварке порошковой проволокой. Лучи дуги в процессе сварки создают интенсивные видимые и невидимые (ультрафиолетовые и инфракрасные) лучи, которые могут обжечь глаза и кожу. В некоторых случаях сварочные стержни не прилипают к металлу, а скапливаются в лужу. 2. В большинстве случаев рекомендуется использовать сварочный аппарат постоянного тока с постоянным напряжением.Если вы занимаетесь металлообработкой, подумайте о добавлении пайки и пайки в свой набор инструментов. И не работайте в одиночку! Отключите питание или остановите двигатель перед установкой или обслуживанием этого оборудования. НЕ для использования МТС. • Механические способности. Если вы работаете в условиях сильного ветра, установите ветрозащитные экраны, чтобы защитный газ не уносился из сварочной ванны. и использует 230 вольт. 7 м) сварочной дуги. Это приводит к остановке машины при низкой силе тока, поскольку переменный ток теряет большую часть своих полупериодов при изменении протекания тока.Пайка / пайка. Держите электрод и поверхность в чистоте, используя стержень правильного размера. Кажется, что сварка TIG просто прекрасна, но когда я пытаюсь ее использовать, у меня даже не получается зажигать дугу. Если вы выберете сварщика, который не способен достигать диапазона 200 ампер, то возможность работы над некоторыми сварочными задачами невозможна. Если бы он был из более крупного куска металла, вы, вероятно, были бы в порядке. С другой стороны, сварка клещами приводит к образованию густого дыма и дыма, поэтому ее лучше всего проводить на открытом воздухе.Стержни 2 мм 2. Если вы заинтересованы в данной педали, сообщите нам об этом. Магазин не будет работать корректно, если куки отключены. И не работайте в одиночку! Отключите питание или остановите двигатель перед установкой или обслуживанием этого оборудования. Причудливая мода на сварку деревянных блоков палкой. За последний месяц в Интернете появилось множество таких видео. Проверьте пистолет, кабели, газовые вкладыши и газовую арматуру на предмет повреждений. Настройка для безгазовой порошковой сварки проста. Это означает, что вы обнаружите, что он используется в сварочных процессах, где требуется сварка над головой или вертикальная сварка.У профессионалов, работающих на длительный срок, также может развиться повреждение мышц или сухожилий, если они будут держать руки в одном и том же положении в течение длительного периода времени. Было 2 секции длиной около 6 футов, которые нужно было сварить. БЕЗОПАСНОСТЬ Безопасность 02 от 04 — 15.06.2016 Сварка на постоянном токе часто используется при сварке штучной сваркой. 【Портативный аппарат для дуговой сварки】 Этот сварочный аппарат отличается удобной ручкой для переноски и компактным дизайном, который легко переносить и хранить. Ручная дуговая сварка вольфрамовым электродом вольфрамовым электродом является относительно сложным методом сварки из-за координации, необходимой сварщику.Они требуют немного усилий, чтобы подготовиться к работе. Защита тела включает обезжиренные, такие как кожаные перчатки, толстую рубашку, брюки без манжетов, высокие и кепку. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Входное напряжение 115 В 230 В Фаза Однофазное Однофазное Частота 50/60 Гц 50/60 Гц Извлеките стержневой электрод из держателя или обрежьте сварочную проволоку на контактном наконечнике, когда он не используется. WS200E13 и замените конец на 25-миллиметровый соединитель кабеля Dinse Weld с наружной резьбой Miller® 127836. Ботинок на шнуровке 2 см), чтобы искры и горячий шлак не обжигали его ноги.Это чрезвычайно универсальная процедура. При выборе сварочных перчаток помните, что у мужчин и женщин руки разного размера. Вот для чего у меня есть сварочный аппарат. Плавная мощность, а не пиковая мощность — революционная конструкция с перекосом ротора под углом десять градусов оптимизирует производительность генератора, обеспечивая более плавную подачу мощности, а не пиковую мощность, характерную для других производителей. Это тепло используется для плавления металла. Это полезно при работе с автомобилями и на других обширных территориях, требующих маневрирования. Плюсы. При работе с большими / тяжелыми сварными деталями и трубами производителям часто приходится выполнять сварку в нестандартном положении, что требует регулировки угла электрода, манипуляций с лужей, положения тела и настроек оборудования.Исключительно прочные сварные швы, полученные сваркой штучной сваркой; При сварке штучной сваркой запасной защитный газ не требуется. Расходы. Защита тела включает обезжиренную одежду, такую как кожаные перчатки, толстую рубашку, брюки без манжетов, высокие туфли и кепку. И не работайте в одиночку! Отключите питание или остановите двигатель перед установкой или обслуживанием этого оборудования. Если вы используете сварку небольшого диаметра (1/16 дюйма). Для большинства процедур сварки более тонкий материал не будет работать с большим корневым отверстием. Это наиболее широко используемая техника для сварки, и сварщики палкой, действительно, являются наиболее широко используемым инструментом для ее выполнения.Работая от стандартного бытового тока 115 В, Handler 140 чрезвычайно универсален и идеально подходит для сварщика, который хочет работать с кузовом автомобиля, в домашних условиях Рабочие перчатки — это не сварочные перчатки, а сварочные перчатки — не рабочие перчатки. больше, чем просто сварка. После завершения работы осмотрите место, чтобы убедиться, что на нем нет искр, тлеющих углей и пламени. Подходит для сварочных работ легкой и средней тяжести. В случае с многопроцессорным сварочным аппаратом TiG и Stick 322 дело обстоит иначе.Лучший сварочный аппарат с флюсовым сердечником способен обеспечить высокое качество работы при работе с широким диапазоном металлов и толщин. Он имеет множество выдающихся функций, которые делают его огромным преимуществом, например, встроенный горячий запуск, защиту от перенапряжения и пониженного напряжения, а также усовершенствованный модуль управления. Начните с «перетягивающего» стержня, такого как 6013 или 7014, с толстым флюсовым покрытием, которое вы можете протащить по поверхности стали для поддержания надлежащего дугового зазора. Это значительно затрудняет передвижение по рабочей площадке (вам может понадобиться сварочная тележка) и утомляет сварщика, особенно если он работает много часов.Я всегда говорю, что сварочному аппарату на самом деле не нужно больше 140-150 А мощности, хотя это все еще приветствуется, и этот сварочный аппарат на самом деле даст вам хорошее количество энергии при использовании с вашей домашней розеткой, а не с генератором. Мелкое проникновение — это просто глубина сварщика, которая обычно не видна. Обратите внимание, что этот товар был использован и возвращен покупателем, поскольку он неисправен и не работает, поэтому его можно использовать только для запчастей или ремонта. 5-контактный: POWERCRAFT TIG 201 AC / DC. Предупреждение, если вы привыкли к 3.7. 2. Если слой не сломан, то палка, которую вы пытаетесь использовать, просто вздернется и упадет. И второй — сварочный наконечник забит шлаком или вы вожгли в него проволоку. Сварщик MIG (металлический инертный газ) — это своего рода аппарат для дуговой сварки, и все аппараты для дуговой сварки используют один и тот же основной принцип: электрический ток проходит между двумя электродами, вызывая короткое замыкание в зазоре между ними. Вопросы и ответы В настоящее время по этому объекту нет вопросов. TIG — ваш лучший выбор на более легких материалах.Lotos LTPDC2000D — сварочный аппарат 3-в-1, предназначенный для домашнего и коммерческого использования. Сварочные аппараты с железными прутьями не будут работать с этими предметами. Ручной сварщик покрытого электрода (стержня) постоянного тока; или сварочный аппарат переменного тока с пониженным напряжением холостого хода. • Выньте стержневой электрод из держателя или отрежьте сварочную проволоку у контактного наконечника, когда он не используется. LTPDC2000D объединил 3 типа сварки в один: сварочный аппарат TIG на 200 ампер на постоянном токе, ручной сварочный аппарат на 200 ампер и пилотный плазменный резак на 50 ампер, который можно легко изменить с помощью переключателя.Если для вашего проекта требуется алюминий, вам нужно быть более осторожным в выборе, поскольку сварочные аппараты с выходом постоянного тока могут не работать для вашего проекта. Вы также должны подобрать стержни из того же сплава алюминия, который вы свариваете. Используйте только правильные предохранители или автоматические выключатели. В большинстве случаев все, что он делал, это приваривал палку к стали так, чтобы ее нельзя было удалить со стали. Причудливая мода на сварку деревянных блоков палкой. За последний месяц в Интернете появилось множество таких видео.В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Изолируйте рабочий зажим, когда он не подключен к заготовке, чтобы предотвратить контакт с любым металлическим предметом. Как сварщик, вы сможете превратить некоторые из самых прочных материалов в мире в продукт, который будет полезен другим. Я видел больше профессионалов, использующих AC / DC 225/125, чем большинство других сварщиков. в настоящее время он рассчитан на 230 вольт, но я могу поменять его для вас, если вы хотите.Благодаря более чем 120-летнему опыту инноваций и сварке мы знаем, что это машина, от которой каждый зависит в крайнем случае. Все, что он сделает, это согнет и сломает палку. Проверьте, не возникает ли дуга, когда вы быстро кладете удочку прямо на землю. И не работайте в одиночку! Отключите питание или остановите двигатель перед установкой или обслуживанием этого оборудования. Как начинающий сварщик, я считаю, что с этой машиной очень легко работать, все, что касается циферблатов, ручки со шнуром, и даже веса, кажется, хорошо продумано.1. У меня всегда есть подходящая сварочная одежда и хорошие перчатки. d. Я проработал 7 месяцев, не зная, получу ли я работу на следующий день. c. Если у вас возникли проблемы с этим, вот 10 основных ошибок, допущенных при сварке алюминия методом TIG. Портативность: работа — это ежедневная тяжелая работа, и это нормально, но нет гарантии безопасности работы. не будет никакой связи. Стили MIG и TIG предназначены для разной посадки. Как работают сварщики МИГ. После завершения работы осмотрите место, чтобы убедиться, что на нем нет искр, тлеющих углей и пламени.И не работайте в одиночку! Отключите питание или остановите двигатель перед установкой или обслуживанием этого оборудования. Переключайте подачу защитного газа, когда он не используется. полуавтоматический сварочный аппарат постоянного напряжения постоянного напряжения (проволокой), 2) ручной сварочный аппарат постоянного тока (стержневой сваркой) или 3) сварочный аппарат переменного тока с пониженным напряжением холостого хода. … Читать дальше Чадский полуавтомат для сварки постоянным напряжением (проволокой), 2) ручной сварочный аппарат на постоянном токе (стержневой сваркой), или 3) сварочный аппарат на переменном токе с пониженным напряжением холостого хода. Поэтому никогда не покупайте их и не используйте эти сварочные аппараты.Проверьте соединение внутри устройства и убедитесь, что барашковая гайка или фиксатор, удерживающий кабель на месте, не ослаблен и не сломан. Меня не слишком волнует теория о том, что все в одной коробке является единственной машиной, и если один процесс выходит из строя, все падает. Сварка стержневой сваркой Miller Syncrowave 180 SD не работает Я храню / беру на хранение своего шурина Miller Syncrowave 180 SD, и у меня возникли проблемы при попытке выполнить сварку. Один из способов ослабить его — немедленно оторвать стержень от основного металла.Этот навык используется в автомобилестроении, дорожном строительстве, строительстве и производстве систем вооружения и транспортных средств. Возможно, что удивительно для такой цены, но на самом деле он довольно хорошо справляется со всеми тремя задачами. Вот список из 100 того, что можно и чего нельзя делать сварщику Century Wire — $ 35 (North Sioux City SD). На продажу сварочный аппарат Century Powermate 70 по запчастям. Используйте только правильные предохранители или автоматические выключатели. 1) Причина, по которой подвижный железный сердечник не оставался заблокированным на месте, заключалась в том, что стопорный кулачок имел борозды, изношенные за многие годы катания на нем.Примечание: не будет работать на сварочных аппаратах Everlast PowerMTS или MTS (MIG, TIG, Stick). Стержень 5мм. Вы разберетесь в аппарате и с его помощью сможете создать лучшие сварочные работы. Причудливая мода на сварку деревянных блоков палкой. За последний месяц в Интернете появилось множество таких видео. Если кабель электрода находится с правой стороны, рабочий кабель также должен быть с правой стороны. • Не работайте в одиночку. У меня вопрос: кто-нибудь зачистил тонкие канавки износа на изношенной звездочке и успешно заделал их сваркой, а затем отшлифовал зубья до нужной формы? ? Я знаю все причины, по которым это плохая идея и почему это не сработает, но кто-нибудь сделал это успешно, даже если это сработало всего несколько часов.Сварочный аппарат Lotos TIG200 200A идеально подходит для тех, кто только начинает работать. И не работайте в одиночку! Отключите питание или остановите двигатель перед установкой или обслуживанием этого оборудования. Сварщики трансформаторов нечувствительны к грязной энергии; поэтому они могут очень хорошо работать с генераторами. 2. Не уверен, что это можно исправить. Таким образом, модели, созданные для одного пола, могут не подходить для другого. У меня есть оба типа сварочного оборудования (проволока и палка), и для удобства я использую сварочный аппарат для автоматических накладок панели, это проще и быстрее.• Держите источник сварочного тока и кабели как можно дальше от них. Я остановился, чтобы моя рука снова проснулась, а проволока не протекала. Я снова заставил своего сварщика работать, хотя и довольно грубо, благодаря некоторым комментариям. Этот сварочный аппарат для начинающих — мощный и универсальный инструмент для работы с металлом. Некоторые машины предназначены для резки MIG, Stick, TIG и даже плазменной резки, поэтому к ним это не относится. Лучшая мощность, лучшая производительность. 14 Сварочный аппарат , 200A Аппарат для дуговой сварки IGBT Цифровой ЖК-дисплей Сварочный аппарат с горячим запуском с держателем электрода, рабочим зажимом, кабелем адаптера питания и держателем (110 В и 220 В) Однако имейте в виду, что этот аппарат не предназначен для сварки в тяжелых условиях.Магазин не будет работать корректно, если куки отключены. В большинстве случаев рекомендуется использовать сварочный аппарат постоянного тока с постоянным напряжением. • Доскональное знание сварочного материала и сварочных свойств различных типов металлов. В целом, это отличный инструмент в качестве первого сварочного аппарата. Не используйте стержни 6011 для нержавеющей стали или цветных металлов. В большинстве случаев рекомендуется использовать сварочный аппарат постоянного напряжения постоянного тока. в Mt. Сварщик должен носить не менее 6 дюймов (15.Надевайте сухие перчатки без дырок, чтобы изолировать руки. Сварка палкой, также известная как дуговая сварка защищенного металла (SMAW) или покрытый электрод, наиболее широко используемый из различных процессов дуговой сварки, использует электрод фиксированной длины и источник электроэнергии для соединения различных металлов. Я не знаю, какой толщины у металла, над которым вы работаете, но я думаю, что лучше всего использовать 2 мм для металла толщиной менее 3 мм. Сварщик также рассчитан на ток 130 А при рабочем цикле 60%. стержень, чтобы приклеить к заготовке? Как настроить регулятор сварочного аппарата? Почему не гаснет индикатор рабочего цикла? Сварщик не работает / не получает питание.Если это невозможно, плотно накройте их одобренными крышками. срабатывает термостат, сварочный аппарат перестает подавать ток, но вентилятор продолжает работать. Это независимо от того, является ли этот оператор профессионалом, новичком или любителем, который занимается своими руками. И не работайте в одиночку! • Надевайте ремни безопасности для предотвращения падения при работе над уровнем пола. КАЖДЫЙ прилепляет сварочные стержни, когда учится, и даже старые соли вроде меня вставляют их время от времени. Но угольный стержень позволяет начинать бусину именно там, где вы хотите.Не нагревайте, не разрезайте и не сваривайте резервуары, бочки или контейнеры до тех пор, пока не будут предприняты соответствующие шаги, чтобы гарантировать, что такие процедуры не вызовут легковоспламеняющихся или токсичных паров. Этот 6-дюймовый сварочный ботинок может быть не лучшим из лучших, но у него есть особенности, заслуживающие нашего внимания. 3. И не работайте в одиночку! Отключите питание или остановите двигатель перед установкой или обслуживанием этого оборудования. Вы про селектор усилителя? Вы превысили рабочий цикл 20%, нагрели и попытались поменять ток? 2 минуты за 10 минут! Вы расплавили контактор.В большинстве случаев рекомендуется использовать сварочный аппарат постоянного тока с постоянным напряжением. Используйте запасной вольфрамовый электрод. При сварке стыка, отличного от стыкового, вы можете обнаружить, что описанный выше метод может не работать, а кончик вольфрама может находиться слишком близко или слишком далеко от сварного шва. Сварщик — простой, недорогой и удобный для переноски. Недорогие модели в среднем стоят дуговой сварочный аппарат Lincoln. Получил этот старый аппарат дуговой сварки Lincoln бесплатно, мой друг сказал, что этот сварщик не работает, и отдал его мне.Этот сварочный аппарат с регулируемой скоростью подачи проволоки и защитой от тепловой перегрузки обеспечивает надежную работу в компактном и легком корпусе. Однако это понимает не только конечный пользователь. Что касается лестницы, достаточно просто заменить контактный наконечник, чтобы машина снова заработала. 3. Он может резать различные типы металла до 1/2 дюйма с помощью функции плазменной резки на 50 ампер. Большая часть сварочных аппаратов оснащена переключателем включения / выключения, а в настоящее время — цифровым дисплеем.Обычно вы кладете электрод в зазор стыкового шва, надеваете на него стяжку 4х4 и отрываете. Сварочный аппарат Handler 140 MIG Welder, созданный с учетом качества и долговечности Hobart, является самым популярным сварочным аппаратом с механизмом подачи проволоки в Хобарте и лучшим соотношением цены и качества в отрасли. Если есть неисправность в одной из цепей, аппарат не будет сваривать. Сварщик Flux 125 может сваривать низкоуглеродистую сталь толщиной от 18 до 3/16 дюйма. Сварщик стержней Lincoln; не используется какое-то время, может работать, а может и не работать. Он соответствует всем стандартам безопасности CSA и ANSI, чтобы не беспокоиться о безопасности во время работы.Вы не стали бы использовать сварочный аппарат для сварки TIG, вам нужно будет использовать сварщика Ark или сварочного аппарата MIG. При нажатии на спусковой крючок не было ни щелчка, ни выхода воздуха. Перед сваркой удалите с себя все горючие вещества, например, бутановую зажигалку или спички. Держите выхлопную трубу вдали от легковоспламеняющихся материалов. Помимо ограничений, связанных с более тонкими металлами, сварка штучной сваркой также является медленной и требует удаления шлака после завершения сварки. Еще одна возможность, с которой я экспериментировал, — это сварка чугуна методом MIG.у этого сварочного аппарата также есть ремень для удобной переноски. Поражение электрическим током от источника сварочного тока может привести к серьезным внутренним травмам / смертельному исходу для сварщиков (i. Дуговая сварка металлическим электродом (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка в среде защитного флюса или неофициально как сварка штучной сваркой, — это процесс ручной дуговой сварки, в котором для наложения сварного шва используется плавящийся электрод, покрытый флюсом. Случайный контакт может вызвать перегрев и создать опасность возгорания. При сварке штангой соблюдайте расстояние ⅛ дюйма между концом стержня и заготовкой.ДОСТАВКА Мы всегда прилагаем все усилия, чтобы ваша посылка прибыла как можно скорее. Никогда не используйте шнур для полуавтоматического сварочного аппарата постоянного напряжения (проволоки), 2) ручного сварочного аппарата постоянного тока (ручного) или 3) сварочного аппарата переменного тока с пониженным напряжением холостого хода. 159 долларов. Он отлично работает, но он большой, громоздкий и тяжелый для того, чтобы постоянно носить его с собой в пикапе. Поэтому, выбирая следующего сварщика, помимо прочности и предлагаемых настроек, обязательно учитывайте вес. Сварочный аппарат сконструирован таким образом, что 225 ампер постоянного и переменного тока обеспечивают сварку TIG и Stick.Эта мощность требуется для более толстых металлов более 3/8 дюйма. толстый, что делает его идеальным для работы во дворе, магазине или доме. . Аппарат может работать с различными сварочными технологиями, такими как MiG, TiG и Stick. Сварочный аппарат Hobart Champion 10000 выполняет сварку в течение нескольких секунд и теряет мощность. Двигатель работает на холостом ходу, он еще несколько секунд сваривает и выключается, но двигатели работают нормально. №4. Предусмотренная длина — это расстояние от сварщика до работы и обратно до сварщика снова. Очистите контактную поверхность щипцами.Срок действия истекает 6 Кажется, слишком многие люди думают, что сварочный аппарат — это просто то, с чем вы застряли, когда MIG или TIG недоступны, когда на самом деле слишком часто кто-то будет использовать MIG, когда палка будет лучшим выбором, конечно, так и будет. рамы работают с маленьким MIG vs Stick. Простое управление: для новичков элементы управления и дисплей должны быть несложными. 95кг. Вы можете купить алюминиевые сварочные стержни для сварки алюминия штангой, но без практики сваривать стержнем толщиной менее 3/16 дюйма сложно.Рукописная заметка на одной стороне указывает на то, что устройство не работает и требует ремонта. «И если я не могу ничего из этого сделать, то последнее усилие — это подключение напрямую к фотоэлектрической батарее для сварки. Перед сваркой удалите с себя все горючие вещества, например, бутановую зажигалку или спички. У сварщика, который не подает проволоку, обычно есть одна из двух причин, вызывающих проблему. Лучший электрод для сварки в домашних условиях и при капитальном ремонте 04.04.2021; Эфирные масла приносят счастье и покой 04.03.2021; Quang hợp là gì? Vai trò của quá trình quang hợp ở thực vật 29/03/2021 Дуговая сварка в экранированном металле (SMAW), также известная как ручная дуговая сварка металлом (MMA или MMAW), дуговая сварка под флюсом или, неофициально, как сварка штангой, представляет собой ручную дугу сварочный процесс, при котором для наложения шва используется плавящийся электрод, покрытый флюсом.Товар «140A ARC MMA Stick Welder DC Inverter Welding Machine ARC140 IGBT 110V» поступил в продажу с понедельника, 1 октября 2018 г. Ознакомьтесь с подробностями ниже. Эта модель Everlast — один из таких вариантов, хотя вырабатываемая мощность в 200 ампер должна обеспечивать достаточно энергии даже для самых сложных сварочных работ, которые вам нужно выполнить. Электродные стержни могут быть ограниченными по длине, и работу необходимо прекратить, чтобы заменить их, когда они израсходуются. Желтый светодиод (B) загорается, чтобы указать, когда он сработал. е. В настоящее время я использую сварочный генератор mosa 200ts для питания сварщика, так как функция сварки на мозаике не работает.В любом случае, если я помню, лет 15 назад это было исправление за 25 долларов. Мой начальный руководитель был великолепен, но начальник, который у меня был после него, был крайне непрофессиональным и незрелым. Он имеет двойное напряжение, что позволяет машине напрямую работать от 220 В / 110 В и выходного диапазона 15-200 А. Перед тем как начать, убедитесь, что ваш 3. Он является стандартом для сварочных аппаратов штангой и лучшими сварщиками для домашнего / фермерского использования. Может работать, может нет. Рабочие ботинки. В этом можно убедиться, проверив вспомогательный прибор с помощью счетчика, света или болгарки.Всегда проветривайте замкнутые пространства или используйте утвержденный респиратор с подачей воздуха. Отключите питание оборудования, которое входит в комплект поставки сварочного оборудования низкого качества. Измерение выходного тока — это должно быть достаточно точным (в пределах 5%) и быстрым, особенно когда дело доходит до укорачивания сварочного стержня до заготовки и проблемы с застреванием. (Большинство защитных газов MIG не работают) (Обычно DCEP — положительный электрод). К сожалению, они, похоже, не работают с алюминием, что делает его несовершенным, когда дело доходит до сварки алюминия этими стержнями.Еще у меня есть куча ручных инструментов, гаечных ключей и т. Д., А для чего-то еще мало места. Бесплатная доставка при заказе от $ 149 * Сварочные аппараты; Просмотреть как Рабочий цикл означает рабочее время в 10 минут, в течение которого аппарат для ручной сварки может генерировать определенный сварочный ток. что вы видите, то и получаете. Альтернативой является аппарат для ручной сварки со сварочными стержнями, покрытыми флюсом. Многоцелевой аппарат 3 в 1 Lotos CT520D предлагает множество различных функций сварки и резки. Примерно до 1965 года большая часть подводной сварки была мокрой.Обычно вы кладете электрод в зазор стыкового шва, надеваете на него стяжку 4х4 и отрываете. это три фазы 230/460 вольт. В большинстве случаев рекомендуется использовать сварочный аппарат постоянного тока с постоянным напряжением. Сварка палкой выполняется на открытом воздухе. d. Мокрая сварка — это когда дайвер-сварщик и сам сварочный шов находятся под водой, и используется в основном сварка штучной сваркой (дуговая сварка в среде защитного металла). это сварщик mig-tig-stick. Получите в нашем транспортном центре, 2462 Liberty Rd. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от до ½ дюйма.Этого следовало ожидать из-за его невысокой стоимости. Его можно использовать при сильном ветре и ненастной погоде. Например, газовый клапан может не подавать необходимое количество аргона, или манометр регулятора может работать неправильно. Это причина того, что этот станок не рекомендуется работать с нержавеющей сталью. Можно использовать любое место и среду. Другие используемые методы — это строительство коффердамов и кессонов (см. Ниже) для основных инженерных сооружений. 6. Зачем использовать пайку с помощью сварочного аппарата? Итак, теперь, когда мы изложили трудности, связанные с пайкой с помощью устройства для ручной сварки, давайте поговорим о возможных причинах, по которым вы даже можете это сделать.6. Если наконечники протекают, используйте только небольшое количество компаунда для электронного радиатора и надавите на место. Сварка кож. Однажды начинается ржавчина. Еще один важный факт, который следует знать, — использование резервуара сварочного аппарата MIG на сварочном аппарате TIG не подойдет. Верните на место и повторите попытку. При сварке аустенитной нержавеющей стали 18-8 убедитесь, что анализ стали и процедура сварки выполнены правильно, чтобы сварка не вызывала выделения карбидов. Вы должны использовать расходомер, чтобы проверить, есть ли у вас достаточный поток газа.16–3 / 97 Стр. 1 из 2 Конечно, можете, но если у вас нет опыта сварки тонких металлов, вам следует потренироваться на куске металла, как будто вы собираетесь сваривать. К сожалению, это единственный вариант сварки прилипанием. Лучший электрод для сварки в домашних условиях и при капитальном ремонте 04.04.2021; Эфирные масла приносят счастье и покой 04.03.2021; Quang hợp là gì? Vai trò của quá trình quang hợp ở thực vật 29/03/2021 Меня не слишком волнует теория о том, что все в одном ящике является единственной машиной, и если 1 процесс отключается, все отключается.фибрилляция желудочков, потеря равновесия и падения или неспособность покинуть источник питания). Осаждение карбида — это подъем углерода к поверхности зоны сварного шва. «Длина дуги не должна превышать диаметра сердечника электрода», — говорит Лейснер. Свободно на бордюре @ 396 Сварочный аппарат штучной сваркой способен выполнять все типы сварочных работ, если у него выходной Ампер 200–300. Так какая разница, если у него также есть функции stick и mig? 1960 Stick Welder (Хилдсбург) <изображение 1 из 1> Переулок бригадира возле Фелты. QR-код Ссылка на этот пост.полуавтоматический сварочный аппарат постоянного напряжения постоянного напряжения (проволокой), 2) ручной сварочный аппарат постоянного тока (стержневой сваркой) или 3) сварочный аппарат переменного тока с пониженным напряжением холостого хода. Порошковая проволока, самовыделение металла-инертный газ при сварке, предотвращает окисление свариваемой детали. Данной покупкой доволен на 100%. Не подключайте более одного электрода или рабочего кабеля к одной выходной сварочной клемме. Убедитесь, что вы используете правильное значение силы тока. LTPDC2000D объединяет три процесса в один со сварочным аппаратом TIG на 200 ампер постоянного тока, ручным сварочным аппаратом на 200 ампер и пилотным плазменным резаком на 50 ампер. Все они не склеиваются с другими металлами и не свариваются.Ветер и дождь мешают подаче защитного газа, что приводит к плохому сварному шву. Большинство сварочных аппаратов на 110 В не предоставят вам такой мощности. 1. Хитрость при ручной сварке заключается в поддержании дугового зазора 1/8 дюйма. вмещает катушку с проволокой 035, 11 фунтов в комплекте. Этот вид сварки также известен как сварка стержнем или ручная дуговая сварка металлическим электродом. Не работайте рядом с источником сварочного тока. Не позволяйте профессионалам получать удовольствие. Сварщики и помощники могут подвергнуться поражению электрическим током при смене электродов или при контакте с неисправными / находящимися под напряжением частями сварочной цепи.301387 не будет работать с Multimatic 215 как есть. Сварщики, работающие в строительных компаниях, часто обладают разносторонней квалификацией и выполняют самые разные работы на месте. Не помещайте свое тело между электродом и рабочим кабелем. полуавтоматический сварочный аппарат постоянного напряжения постоянного напряжения (проволокой), 2) ручной сварочный аппарат постоянного тока (стержневой сваркой) или 3) сварочный аппарат переменного тока с пониженным напряжением холостого хода. Не прикасайтесь к горячей выхлопной трубе, деталям двигателя или опоре / решетке груза. У меня есть опыт сварки и я возлагал большие надежды на этот аппарат, отправляю его обратно.Во-первых, слишком слабое натяжение системы подачи проволоки. Обратитесь к руководству пользователя, чтобы узнать необходимое значение сопротивления. Это сварочный аппарат MMA / стержневой сваркой на 160 ампер с функцией подъема TIG и рабочим циклом 60%. Работа не требуется. Выньте стержневой электрод из держателя или отрежьте сварочную проволоку у контактного наконечника, когда он не используется. Это дает сварщику большое преимущество при работе над проектами в неблагоприятных условиях, таких как ветер или дождь. Я попытался пошевелить выключателем силы тока, проверил предохранитель на плате, снял и снова вставил пистолет.Когда сварочный аппарат не проработает более 5 с, выходное напряжение будет снижено до 24 В, чтобы оператор не позаботился о поражении электрическим током при использовании сварочного аппарата или замене электрической ручки. Я не профессиональный сварщик, но увлекаюсь сваркой почти 40 лет. Вот 5 наиболее распространенных причин, по которым у вашего сварочного аппарата не будет искры: Зоны металлических соединений нечеткие или чистые Зажим рабочего кабеля не подсоединен должным образом Проволока неисправна или заржавела. Необходимо отрегулировать натяжение роликов сварочного привода. Авторские права Связаться с нами Создатели Рекламировать Разработчики Условия Политика конфиденциальности и безопасность Как работает YouTube Тестировать новые функции Пресса Авторские права Свяжитесь с нами Создатели Выполняйте сварку в более низком рабочем цикле, если нет выхода сварочного шва или потока газа, когда нажат спусковой крючок пистолета, а вентилятор работает нормально .Если я подключу к 110v 20amp, он будет работать, и если да, то какой мощности? полуавтоматический сварочный аппарат постоянного напряжения постоянного напряжения (проволокой), 2) ручной сварочный аппарат постоянного тока (стержневой сваркой) или 3) сварочный аппарат переменного тока с пониженным напряжением холостого хода. • Если вы почувствуете себя плохо, немедленно прекратите сварку и обратитесь за медицинской помощью. Если неисправность связана с «шунтирующей цепью возбудителя», генератор все еще может вырабатывать энергию. 3. И не работайте в одиночку! Отключите питание или остановите двигатель перед установкой или обслуживанием этого оборудования. От сварного шва отлетают искры.Алюминий, медь, титан, нержавеющую сталь и подобные металлы лучше всего сваривать с помощью сварочного аппарата TIG, используя присадочный стержень из того же металла, что и основание. Не злоупотребляйте шнуром. LOTOS LTPDC2000D — первый на рынке многофункциональный сварочный аппарат, который позволяет пользователю выполнять сварку TIG / STICK на постоянном токе и плазменную резку с помощью одного портативного устройства. Старайтесь сохранить. Сварщик — это обычный сварочный инструмент. Когда сварка не выполняется, убедитесь, что никакая часть цепи электрода не касается детали или земли. Подсоедините рабочий кабель к заготовке как можно ближе к свариваемой области.Причудливая мода на сварку деревянных блоков палкой. За последний месяц в Интернете появилось множество таких видео. Нержавеющая сталь, углеродистая сталь, низколегированная сталь и т. Д. Возможность запуска горелки. Преимущества сварки штангой. Сварочный аппарат постоянного тока Thunderbolt 210 DC. Если можно «шлифовать», но не сваривать, проверьте шунтирующие катушки главного возбудителя. Как и в случае с другими сварщиками, сварка штучной сваркой имеет широкий ценовой диапазон. 3. В большинстве домашних гаражей и магазинов нет 220 розеток, поэтому не забудьте проверить, планируете ли вы покупать сварочный аппарат постоянного тока.Обратной стороной работы в этой отрасли является то, что если это не сработает по какой-либо причине, запустите трактор и запустите сварочный аппарат ВОМ. Простой в использовании сварочный аппарат. О, я тоже пробовал приваривать прямо к заземляющему зажиму. d. Он просто не мог поддерживать силу, необходимую для того, чтобы удерживать его на месте. Наслаждайтесь любимыми видео и музыкой, загружайте оригинальный контент и делитесь всем с друзьями, семьей и всем миром на YouTube. 6. Среди трех основных процессов дуговой сварки (Stick, MIG и TIG) дуговая сварка в защитном металлическом корпусе (Stick) имеет наибольшее количество брызг и шлака, которые выбрасываются во всех направлениях.Такие варианты, как женские перчатки для сварки Stick / Mig от AngelFire, специально разработаны для женских рук. ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: наши технические специалисты проверили этот элемент, однако они не проверили всю фурнитуру / аксессуары, следовательно, некоторые фитинги / аксессуары могут быть не включены в этот элемент. Различные типы электродов 2. Включает: Lincoln Electric Square Wave TIG 275 Welding TIG Welder; Тележка; Не включает: палку / фонарик / инструмент; Руководство по эксплуатации; Все остальное, что не указано или не изображено выше; Из-за размера и веса этот товар будет доставлен грузовым транспортом: Вес поддона: 420 фунтов.Тем не менее, при правильных расходных материалах и настройках большинство сварщиков, работающих с несколькими процессами, будут выполнять хорошие сварные швы в проектах из нержавеющей стали и стали. Если это не сработает, вам придется разжать стержень, а затем сломать его. 2, 13 футов. Следующее, что нужно проверить, — это заземляющий кабель и сам зажим. Не прикасайтесь к этим «горячим» частям голой кожей или мокрой одеждой. Но он не делает tig, и если tig-машина выходит из строя, это единственная машина без резервной копии. Понимание этого различия важно при принятии решения, какой вид сварки использовать в проекте или какой тип сварочного аппарата купить.Если вы собираетесь попробовать это, вам понадобится перфоратор в одной руке и пистолет MIG — в другой. Меньший нагрев, чем дуговая сварка, означает меньший риск деформации. До этой даты сварщики TIG могли использовать либо 50k, либо 25k. Аппарат сваривает стальные трубы из алюминия, нержавеющей стали, магния, титана, меди и всех других цветных металлов. Этот сварочный аппарат из-за скачков напряжения при подключении не будет работать должным образом. Процедура обкатки с использованием блока нагрузки Остановите двигатель. это не будет работать с домашним током.Это неофициальное название оборудования, используемого для сварки, называемого дуговой сваркой для экранированного металла, или SMAW. Если что-то не так, сварочный аппарат может не работать должным образом или даже не запуститься. В большинстве случаев рекомендуется использовать сварочный аппарат постоянного тока с постоянным напряжением. Убедитесь, что изоляция достаточно велика, чтобы покрыть всю зону физического контакта с работой и землей. 1 — Новички часто забывают использовать настройку высокой частоты и устанавливают ее на непрерывную. Вам понадобится держатель электрода Tweco® на 200 А и кабельная сборка — No.Этот метод не требует такой большой предварительной очистки в отличие от сварочных аппаратов MIG, но все же рекомендуется удалить как можно больше грязи, чтобы дать вашему проекту отличные результаты. Это короткое замыкание или дуга может иметь температуру от 5000 до 40000 ° F, поэтому он очень эффективно плавит металл. Не нагревайте, не резайте и не сваривайте резервуары, бочки или контейнеры до тех пор, пока не будут предприняты соответствующие шаги, чтобы гарантировать, что такие процедуры не вызовут воспламеняющиеся или токсичные пары от сварщика. Сварщик будет подавать проволоку и выпускать газ, но не будет дуги при работающем вентиляторе .Особенно плохо при сварке в вертикальном положении. Стик 1/8 7018 даже не пробовал. Требуется аргон или смесь газов аргон / гелий, и почти наверняка смеси других газов не подходят для сварки алюминия. Почему электрод прилипает к металлу, только краснеет или не зажигает дугу? Почему мой сварочный аппарат просто уволился? Почему мой сварочный аппарат просто гудит? Почему мой сварочный аппарат не выполняет сварку? Почему у моего сварочного аппарата нет искры? Почему мой сварочный аппарат перегревается и размыкает выключатель? Что является причиной того, что мой валик для сварочного аппарата стал слишком тонким, или этот сварочный аппарат esab используется и находится в отличном состоянии.350 А постоянного тока и 250 А переменного тока при 100% рабочем цикле Вращающаяся головка с водяным охлаждением вращается на 360 ° Функция смещения и вращения упрощает использование в углах и трубопроводах. также следует учитывать стабильность дуги. Оба процесса нагревают заготовку до температуры плавления присадочного материала, а не основного металла. Держатель электрода Miller® и кабельная сборка с разъемом в стиле Tweco® — 1/0, 10 футов упак. Всем привет! Безопасно ли ставить зажим заземления на металлический стол, на котором идет работа, при сварке приклеиванием? Я видел видео, где Кевин Кэрон сказал, что вы можете получить шок, если дотронетесь до стола или оперетесь на него.Носите обезжиренную защитную одежду, такую как кожаные перчатки, толстую рубашку, брюки без манжетов, высокие ботинки и кепку. полуавтоматический сварочный аппарат постоянного напряжения постоянного напряжения (проволокой), 2) ручной сварочный аппарат постоянного тока (стержневой сваркой) или 3) сварочный аппарат переменного тока с пониженным напряжением холостого хода. У вас нулевая дуга или есть «намек» на электрическую активность стержня. И не работайте в одиночку! Отключите питание или остановите двигатель перед установкой или обслуживанием этого оборудования. Кроме того, поскольку переменный ток не подходит для сварки более тонких металлов, вместо него используется постоянный ток.00: Информационный лист: C950-0725: Педаль управления TIG для сварочных аппаратов Everlast TIG с 7-контактным штекером и 25-футовым кабелем. • Выключайте все оборудование, когда оно не используется. Он может использоваться как сварочный аппарат TIG на постоянном токе на 200 ампер, сварочный аппарат на 200 ампер и пилотная дуговая горелка на 50 ампер. Это аппарат для сварки TIG и Stick 2 в 1, который идеально подходит как для профессионалов, так и для любителей. Небольшие сварочные аппараты переменного тока будут работать от розеток на 110 вольт, в то время как более крупным сварщикам для наилучшей работы требуется 220 вольт. Эта машина будет делать старт с нуля или постоянного тока.1. полуавтоматический сварочный аппарат постоянного напряжения постоянного напряжения (проволока), 2) ручной сварочный аппарат постоянного тока (ручная сварка) или 3) сварочный аппарат переменного тока с пониженным напряжением холостого хода. 5 не так просто использовать! Что касается налипания стержня, то это часть сварки штангой. Иногда флюс на стержневом электроде может помочь растворить часть избыточного углерода. При сварке, резке или пайке различных газов, газов, полуавтоматических сварочных аппаратов постоянного напряжения постоянного напряжения (проволока), 2) ручных (ручных) сварочных аппаратов постоянного тока или 3) сварочных аппаратов переменного тока с пониженным напряжением холостого хода.В большинстве случаев рекомендуется использовать сварочный аппарат постоянного тока с постоянным напряжением. Этот сварочный аппарат представляет собой три в одном: сварочный аппарат TIG на 200 А постоянного тока, стержневой сварочный аппарат на 200 А и пилотный плазменный резак на 50 А. это будет работать только на промышленной мощности, например, на заводе или складе. Некоторые рискуют повредить глаза, выглядывая из-под капюшона. Любой сварщик знает, что наличие хорошего многоцелевого сварочного аппарата значительно упрощает и утомляет работу. В большинстве случаев рекомендуется использовать сварочный аппарат постоянного тока с постоянным напряжением.Излишне говорить, что зернистая кожа неоспорима для материалов рабочих ботинок. Источник питания должен быть защищен от переходных процессов, а добавление большой выходной емкости (накопительный конденсатор на входе преобразователя тока) может вызвать проблемы с запуском и стабильностью, поэтому необходима некоторая развязка. Легкое зажигание дуги, небольшое количество брызг, стабильный ток и хорошая производительность. ★ ПОРТАТИВНЫЙ ДИЗАЙН — Вес нетто сварочного аппарата составляет 1. Возврат не принимается. В такой рабочей среде, как моя, mig и tig являются основным процессом.Если да, у вас все еще может быть что-то, что останавливает ток, достаточный для создания дуги. Примечание: настройка сварочного аппарата MIG не работает (ТОЛЬКО ДЛЯ MMA STICK WELDER) — отсутствуют принадлежности для сварщика MIG и сварочная маска. Для новичка замена панели ракеты не сработает, но если люди будут использовать правильные инструменты и правильно заменить панели рокера, это можно будет сделать эффективно. электрически «горячие», когда сварочный аппарат включен. Кроме того, это устройство может быстро и легко переключаться между устройством для сварки TIG на постоянном токе и устройством для ручной сварки постоянным током.Ваш заземляющий кабель должен быть надежно закреплен внутри сварочного аппарата. Я учился у старого мастера по сварке штучной сваркой и в конце концов перешел на установку MIG. Магазин не будет работать корректно, если куки отключены. Плазменный резак может резать металл толщиной 1/2 дюйма. Этот сварочный аппарат, оснащенный всеми необходимыми функциями для сварки STICK, доказывает, что вам не нужно тратить деньги на достойный аппарат. Когда сварка не выполняется, убедитесь, что никакая часть цепи электрода не касается детали или земли.Некоторые продукты не работали стабильно. На 500 ампер сварочный аппарат Lincoln Stick и сварочный аппарат TIG — 350 долларов (шенандоа) выставлены на продажу — это использованный сварочный аппарат Lincoln модели R3R-500 и сварочный аппарат TIG на постоянном токе. Конструкция ботинка. У меня есть сварочный аппарат miller shop master 300, который ВЫХОДИЛ однажды, пошел, чтобы включить его, и он взорвал прерыватель, подумал, что это был выключатель, который мы обошли, он все еще работает. Считывание цифровое. Стр. 55: Процедура обкатки с использованием банка нагрузки 10-2. ) MIG STICK TIG Убедитесь, что полярность установлена правильно для сварочной проволоки MIG или флюсовой проволоки.Он относительно портативный и хорош для удаленной работы. В этом положении аппараты для дуговой сварки в экранированном металле обычно получают брызги на себя. Он также может выполнять функции ручной сварки и резки почти так же хорошо, как и отдельный аппарат. Сила тока недостаточна, чтобы расплавить его, но достаточно, чтобы он прилип. d. Носите обезжиренную защитную одежду, такую как кожаные перчатки, толстую рубашку, брюки без манжетов, высокие ботинки и кепку. Технические характеристики Получите БЕСПЛАТНО сварочный шлем Miller® Classic Black с автозатемнением (106 долларов).ЗНАЧИТЕЛЬНОЕ НАПРЯЖЕНИЕ ПОСТОЯННОГО ТОКА присутствует в инверторных источниках сварочного тока ПОСЛЕ отключения входного питания. Если у вас хорошая дуга, значит, у вас нет хорошей сварки, и сварка TIG использует один и тот же источник питания постоянного напряжения, а сварочный аппарат Stick можно адаптировать к сварке TIG, просто добавив горелку. Выньте стержневой электрод из держателя или отрежьте сварочную проволоку у контактного наконечника, когда он не используется. сварочный аппарат с покрытым электродом (стержнем) или (3) сварочный аппарат переменного тока с пониженным напряжением холостого хода. ★ ДОЛЖЕН ИМЕТЬ ДЛЯ СВАРОЧНОЙ СВАРКИ — Сварочный аппарат с двойным напряжением 110 В / 220 В, 140 Ампер.Слой оксида необходимо сначала сломать палкой или щеткой для нержавеющей стали, прежде чем припой / припой станет налипать. Экранированная дуговая сварка (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка под защитным флюсом или, неофициально, как дуговая сварка, представляет собой процесс ручной дуговой сварки, в котором используется плавящийся электрод, покрытый флюсом . 12 TOOLIOM 195A 110 / 220V Сварочный аппарат для дуговой сварки Аппарат для дуговой сварки с инвертором постоянного тока Сварочный аппарат с двойным напряжением MMA Цифровой дисплей 7. Иногда я забываю, насколько хорошо сварка дугой выполняет свою работу.Сварочные аппараты на 220 В можно использовать для тяжелых задач, хотя вы можете обнаружить, что некоторые модели могут работать как при напряжении питания 110, так и на 220 В. Выберите правильные текущие настройки. Этот универсальный сварочный аппарат сочетает в себе три разные функции. Зажигайте дугу именно там, где вы хотите, чтобы она началась — сварочный аппарат: при использовании устройства для ручной сварки часто бывает нелегко зажечь дугу именно там, где вы хотите. Лучший электрод для сварки в домашних условиях и при капитальном ремонте 04.04.2021; Эфирные масла приносят счастье и покой 04.03.2021; Quang hợp là gì? Vai trò của quá trình quang hợp ở thực vật 29/03/2021 Дуговая сварка в экранированном металле (SMAW), также известная как ручная дуговая сварка металлом (MMA или MMAW), дуговая сварка под флюсом или, неофициально, как сварка штангой, представляет собой ручную дугу сварочный процесс, при котором для наложения шва используется плавящийся электрод, покрытый флюсом.Узнайте о культуре Honda, зарплатах, льготах, балансе работы и личной жизни, управлении, гарантии занятости и многом другом. Для новичка быстрый способ получить правильный вылет — это приложить кусок присадочного стержня к сварному шву. Смотрите больше идей о сварке, сварочных проектах, металлообработке. Подходит для большинства типов металлов, но не работает с химически активными металлами. Так какая разница, если у него также есть функции stick и mig? Решение: различные условия сварки требуют определенного расхода газа.В большинстве случаев рекомендуется использовать сварочный аппарат постоянного тока с постоянным напряжением. Это связано с его высокой чувствительностью к влаге. • Носите обезжиренную защитную одежду, такую как кожаные перчатки, толстую рубашку, брюки без манжетов, высокие ботинки и кепку. Моя самая большая претензия к танковой дивизии Тернера — это ее менеджмент. 5. Шаг 1: Отрежьте выключатель, отключите сварочный аппарат, затем начните откручивать винты. Может быть, это потому, что я слишком долго работаю в помещении. Этот маленький зеленый сварщик просто фантастичен.Сварочный аппарат был оснащен модуляцией ширины мощности с использованием новейшей технологии IGBT, которая обеспечивает максимальную универсальность. Это состояние можно исправить путем отжига при температуре от 1900 до 2100 ° F (от 1038 до 1149 ° C) после сварки. Это не будет работать со средним сварочным аппаратом MIG, потому что он представляет собой источник питания постоянного напряжения, в то время как сварочный аппарат Stick / TIG является источником питания постоянного тока. Есть ли к нему сварочный автомат MIG. Он предлагает диапазон сварки от 9 до 13, и у него есть регулировка чувствительности и задержки, которые вы можете установить по своему усмотрению.Это может не сработать для тяжелых работ. Если качество и производительность — это то, что вы ищете от своего сварочного аппарата TIG, продукт, упомянутый в этом обзоре Hobart EZ-TIG 165i, определенно стоит рассмотреть. Это не закончится, пока вы не сделаете что-нибудь с этим. 43015. Дым и газы 3. С другой стороны, сварщик трансформатора может не работать со стандартным генератором из-за отсутствия устойчивой синусоидальной волны или достаточного тока, в этом случае вам может понадобиться сварочный генератор. В заключение этой серии, состоящей из двух частей, Кен Алрик из Thermadyne фокусируется на механике сварки электродом и показывает операторам переменные, которые могут помочь им контролировать сварочную ванну и сварной шов. 24 февраля 2021 г. — Изучите доску Терри Уайли «Цех металлообрабатывающих и сварочных работ» , за которыми следят 2516 человек в Pinterest.Этот сварочный аппарат — отличный выбор для работы со средними металлами. Деталь: MLL