Техника выполнения сварки, тонкости и порядок выполнения сварки
Существует ряд общих правил, которым необходимо следовать при выполнении любых сварочных работ. Рассмотрим основные из них.
Общие рекомендации по выполнению сварки
Перед началом любых сварочных работ необходимо тщательно проверить рабочее оборудовании. В первую очередь проверяется целостность силового и заземляющего кабеля, системы подачи газа, сварочной горелки, а также их соединение со сварочным аппаратом. Это – одно из первых требований техники безопасности. Если хоть один из перечисленных элементов поврежден или имеет неплотное соединение, высока вероятность поражения электрическим током или отравления газом.
Газ должен соответствовать типу сварки. Также стоит убедиться, что смесь подобрана правильно для каждого конкретного вида работ. Газовыпускное устройство должно работать корректно, что тоже следует проверить.
Проверяется также тип и прочность используемого присадочного материала. При полуавтоматической и автоматической сварке бухта проволоки в устройстве подачи должна быть правильно закреплена, а его колеса и направляющие должны соответствовать диаметру проволоки. Сварщик также должен проверить работу самих подающих колес механизма подачи. Также механизм подачи проволоки должен соответствовать размеру и типу сварочного пистолета. Чтобы в этом убедиться, нужно отсоединить пистолет от устройства подачи.
При полуавтоматической и автоматической сварке бухта проволоки в устройстве подачи должна быть правильно закреплена, а его колеса и направляющие должны соответствовать диаметру проволоки. Сварщик также должен проверить работу самих подающих колес механизма подачи. Также механизм подачи проволоки должен соответствовать размеру и типу сварочного пистолета. Чтобы в этом убедиться, нужно отсоединить пистолет от устройства подачи.
При проверке сварочного пистолета отдельно проверяется и чиститься газовое сопло от брызг металла и газораспылитель. Специально для этого предусмотрена возможность отсоединения сопла от пистолета. Проверяется тип контактного наконечника и его состояние. Держатель наконечника тоже нужно очистить перед началом работ.
Перед началом работы нужно проверить расход газа с помощью специального ротаметра. Проверку проводят до заправления проволоки в пистолет. Если проволока уже заправлена, нужно отключить возможность продвижения проволоки.
Выбор угла сварки
Выбор угла сварки во многом зависит от используемой проволоки. Сварка сплошной проволокой или проволокой из присадочного материала проводится при обратном направлении рукоятки пистолета по отношении к перемещению самого пистолета. Исключение делается при сварке в направлении «сверху вниз» и при сварке листов металла очень малой толщины. Сварка симметричных угловых швов проводится пистолетом под углом 45o к угловому шву. Соединения встык должны выполняться пистолетом, расположенным перпендикулярно канавке между разделанными кромками.
Иначе следует вести сварочный пистолет при сварке порошковой присадочной проволокой. В этом случае рукоятка пистолета по отношению к направлению перемещения должна быть обращена вперед. Если держать пистолет неправильно, материал проволоки начнется смешиваться с расплавленным материалом шва. В результате образуется шлак. Правильное ведение рукоятки предотвращает этот процесс за счет давления дуги, которая будет удерживать шлак позади расплавленного участка шва.
В этом случае рукоятка пистолета по отношению к направлению перемещения должна быть обращена вперед. Если держать пистолет неправильно, материал проволоки начнется смешиваться с расплавленным материалом шва. В результате образуется шлак. Правильное ведение рукоятки предотвращает этот процесс за счет давления дуги, которая будет удерживать шлак позади расплавленного участка шва.
Некоторые виды сварных швов являются исключением из этого правила. Например, швы по направлению «снизу вверх». В этом случае образованию шлака препятствует сила тяжести, и можно вести рукоятку пистолета назад по отношению к направлению перемещения пистолета.
Влияние скорости перемещения сварочной горелки на эффективность сварки
Одним из самых важных факторов работы является правильный выбор скорости перемещения горелки. Скорость влияет на глубину проплавления металла, форму и толщину получаемого шва, скорость и величину подвода тепла. Фактическая толщина шва – кратчайшее расстояние от основания сварного соединения до поверхности шва.
Если перемещать горелку слишком медленно, расплавленный участок шва начинает разворачиваться перед дугой, а не позади нее. Это затрудняет управление сварочной ванной. Если горелка перемещается слишком быстро, невозможно соблюдать необходимую глубину проплавления и толщину шва.
Обычно в инструкциях по сварке указывается рекомендуемая скорость перемещения горелки. Но важно также оценивать скорость сварки в процессе. Зачастую это вызывает проблемы, особенно у неопытных сварщиков. Одним из эффективных способов определения скорости является оценка времени на практике. Для этого засекается время и выполняется небольшой сварочный шов, например, длиной 10 см. После остановки сварки оценивается время, затраченное на работу. В результате можно спрогнозировать скорость сварки в сантиметрах в минуту.
Функция замедленного пуска
Скорость подачи проволоки выбирается в зависимости от условий сварки. Но на первых этапах использование высокой скорости может затруднить старт процесса. Современное оборудование позволяет воспользоваться функцией замедленного пуска, чтобы упростить начало сварки.
Но на первых этапах использование высокой скорости может затруднить старт процесса. Современное оборудование позволяет воспользоваться функцией замедленного пуска, чтобы упростить начало сварки.
При использовании функции замедленного пуска подача проволоки включается на малой скорости. Заданная скорость достигается только в тот момент, когда проволока касается заготовки и начинается подача тока.
Некоторые сварочные аппараты предлагают не только функцию замедленного пуска, но и возможность выбора стартовой скорости. В этом случае коэффициент замедления регулируется с помощью пульта управления на аппарате.
Горячий пуск и мягкий пуск
Многие металлы тяжело варить из-за их высокой теплопроводности. К таким относят, например, алюминий. При работе с такими металлами в начале сварки легко могут появиться дефекты шва. Для компенсации этого разработана функция горячего пуска. С использованием этой функции мощность в начале сварки сразу же возрастает, превышая предварительной заданный показатель. Продолжительность горячего пуска и мощность регулируются на сварочном аппарате.
Продолжительность горячего пуска и мощность регулируются на сварочном аппарате.
В то же время для некоторых процессов необходим так называемый мягкий пуск. По своей сути мягкий пуск противоположен горячему. Мощность в начале сварки на мягком пуске снижается по сравнению с заданным показателем и постепенно возрастает до нужного значения. Такая функция будет полезна для стыковой сварки листов металла. Мощность и продолжительность мягкого пуска также регулируются отдельно.
Выбор других параметров сварки
Скорость подачи проволоки напрямую связана со сварочным током. При изменении скорости подачи соответственно изменяется и сварочный ток. Напряжение должно соответствовать сварочному току и скорости подачи проволоки. Только в этом случае возможно обеспечение стабильности сварки. Но при возникновении проблем часто очень сложно оценить, какой параметр подобран не верно и в какую сторону его необходимо изменить, чтобы добиться хороших результатов.
Существует ряд признаков, по которым можно оценить несоответствие параметров. Например, напряжение дуги слишком низкое, если:
- дуга издает слишком громкий шум,
- металл слишком сильно разбрызгивается,
- шов получается очень узким, а головка – высокой.
Напротив, слишком высокое напряжение дуги можно узнается по другим параметрам:
- шум, производимый дугой, приглушен или почти не слышен,
- образуется слишком длинная дуга,
- шов получается излишне широким и низким,
- при использовании присадочного материала образуются крупные капли,
- появляется большой подрез.
Для получения хороших результатов разработан ряд таблиц и руководств, помогающих в работе. Помощь сварщикам обеспечивают сварочные машины с встроенной функцией определения необходимого напряжения для заданной скорости и сварочного тока. Но даже с такой функцией иногда требуется дополнительная регулировка напряжения.
В некоторых случаях невозможно точно отрегулировать напряжение дуги по отношению к скорости подачи проволоки. Точная регулировка выполняется изменением скорости подачи проволоки, а не изменением напряжения.
Другие рекомендации по повышению эффективности сварки
Эффективность сварочных работ можно повысить различными способами. В первую очередь следует тщательно планировать все этапы ручной сварки и эргономично организовать рабочее место. В случае единичного производства такое планирование поможет значительно повысить производительность, даже по сравнению с механизацией процесса.
Другим способом повышения эффективности является правильный выбор положения при выполнении шва. Самой эффективной является сварка в нижнем положении. Сварка в нижнем положении предполагает размещение заготовки на том уровне, который позволит обеспечить максимально естественное положение сварщика в процессе работы.
Немаловажно для производительности правильно выбрать процесс сварки. Необходимо изучить все возможности повышения производительности сварки через изменение технологических процессов. Даже если это потребует дополнительных расходов, результат может значительно превзойти все затраты.
Если все параметры сварки подобраны верно, эффективность выполнения работ повышается, а затраты на сварку и дополнительную рабочую силу снижаются. Например, удаление брызг металла – трудоемкий процесс, снижающий производительность. Вместо этого стоит снизить интенсивность образования брызг с помощью импульсной сварки или другими способами.
Сварочный аппарат инвертор: какой механизм лучше?
Инверторные аппараты для сварки являются надежным механизмом, который способен выполнить ряд функций разной степени сложности. Выбор подобного оборудования обуславливается низкой энерготратой, не влияющей на производительнос
Выбор подобного оборудования обуславливается низкой энерготратой, не влияющей на производительнос
Принцип действия
Трансформатор в инверторе конвертирует силовое напряжение, которое рассчитано на 220 В. Проходя через поле магнитной индукции, переменность тока снижается до 30 В. Этой мощности достаточно, чтобы растопить металл и образовать горячую электродугу, которая плавит металл, заполняя им зону шва без образования пузырей и выпуклостей, и на это указывают отзывы о работе аппарата.
Выбор аппарата
С учетом его применения, сварочные аппараты делят на промышленный, профессиональный и бытовой.
Профессиональный способен выдерживать восьмичасовое действие, а бытовой сварочный аппарат способен работать в режиме получаса. После работы на остывание каждой из модели потребуется час времени.
Необходимо определиться с технологическими данными, которые являются важными факторами, выбирая инвертор:
Диаметр конструкций, подготовленных к сварке: от этого зависит длина электрода для работы, к которым потребуется выбрать режим напряжения аппарата.
Наличие напряжения в электросети с показателем в 220-380 В.
Период рабочего действия, на какой рассчитан аппарат.
Продолжительност
ь работы оборудования после его остановки. 
Номинальное значение переменного тока – является важным показателем, который при его несоблюдении приводит к перегреву или поломке всей установки.

Приобретая инвертор, лучше отдать предпочтение оборудованию, наделенному защитными элементами, которые сохранят сроки действия всей установки и уберегут плату от перегорания в случае нестабильной подачи тока из сети.
Плюсы и минусы
Сварочные инверторы имеют ряд положительных функций, о которых говорят отзывы потребителей:
Показатель КПД является высоким и составляет 90%. При этом минимальная энерготрата не влияет на рабочие показатели.
При разрезке металлической поверхности, а также при сварке, провода остаются холодными.
Легкая транспортировка, о чем говорят положительные отзывы пользователей.
Переменный и постоянный режим, поддерживаемый оборудованием в работе с разными металлами.
Использование дуги короткого диапазона, при котором качество швов лучше.
Возможность проводить сварку любых конструкций, которые не подвергаются свариванию другими материалами. Узнать об этом подробнее помогут отзывы пользователей.

Применяя инвертор, сварщику не требуется иметь профессиональных навыков, так как процесс сварки понятен и прост.
К недостаткам инверторов относят такие показатели:
высокая цена на инвертор, превышающая стоимость стандартных сварок;
сломавшиеся электродетали не подлежат ремонту, а только полной замене;
при малейшем сбое в электросети инверторный аппарат способен перегореть или выйти из строя;
инвертор боится пыли и влаги, поэтому требует хранения в благоприятных условиях;
если в помещении низкая температура, хранить инвертор там запрещено.

Рекомендации и советы
Важно придерживаться следующих советов:
Не рекомендовано запускать сварочный аппарат в условиях повышенной гигроскопичности и запыленности.
Не стоит пользоваться аппаратом в зданиях с нестабильным напряжением в сети.
Хранить сварочный инвертор следует в теплом и сухом помещении.
Запрещено ронять устройство и подвергать корпус механическому воздействию.
Необходимо совершать периодический осмотр кабелей и контролировать окисление контактов.
Перед покупкой также необходимо просмотреть схему подключения инвертора к сети, с учетом наличия розетки в 220 В. Самым наилучшим выбором послужит сварочный прибор с однофазной схемой. Трехфазная считается лучшей, так как намного экономна по энергозатрачивае
Трехфазная считается лучшей, так как намного экономна по энергозатрачивае
Какую фирму выбрать?
Учитывая цели и назначение оборудования, стоит определиться, какой марке отдать предпочтение. Подобные устройства могут быть предназначены для монтажа, для промышленных целей и для микроэлектронных работ. В бытовых целях можно использовать сварочные аппараты, предназначенные для монтажных работ. На рынках продаж выставлены разные модели сварочных инверторов, стоимость которых не зависит от качества.
Рассмотрим свойства надежных производителей:
Качественное сервисное обслуживание, о котором гласят отзывы покупателей.
Инструкция с полным описанием сварочного процесса в картинках.
Наличие сертификата качества.

Если все-таки не определились с выбором, необходимо выбрать тот, сервисное обслуживание которого находится недалеко от вашего дома, и на случай поломки можно с легкостью туда добраться, а по окончанию ремонта получить гарантийный талон.
Несмотря на легкий вес аппарата, предпочтение лучше отдать более тяжелым моделям. Оптимальным вариантом послужит аппарат, какой имеет вес в 10 кг. Чем меньше вес, тем рабочий процесс меньше.
Стоит принять к сведению, что качественные сварочные работы невозможно осуществить без правильно выбранных дополнительных элементов оборудования с наличием сварочной маски с рассеивающим стеклом, которое темнеет при подаче искр. А изучить инвертор и принять решение по его выбору помогут отзывы.
Похожие статьи
- Сварочный полуавтомат инверторного типа: что необходимо знать?
- Каковы потребительские отзывы об оборудовании марки Ресанта?
- Типы и схемы сварочных аппаратов инверторного типа
- Оборудование для сварки компании Tesla: обзор сварочных устройств
Как выбрать надежный аргонный сварочный аппарат, советы специалиста
Сварочный аппарат всегда необходим в частном доме, починить калитку, или подварить что-то в своём автомобиле. Как ни крути, а сталкиваться со сварочными работами приходилось практически всем, кто проживает в частном доме, да и не только. Разнообразие видов сварочных аппаратов ставит в тупик новичка.
Как ни крути, а сталкиваться со сварочными работами приходилось практически всем, кто проживает в частном доме, да и не только. Разнообразие видов сварочных аппаратов ставит в тупик новичка.
Встаёт вопрос, какая сварка лучше подойдёт для ваших нужд. Точного ответа на вопрос, какой выбрать нету. Новичку необходимо знать общие сведения обо всех видах сварочных аппаратов, чтобы определиться. Вы же поговорим только про аргоновый агрегат.
Сфера использования
С помощью аргона, инертного газа, выполняют такой вид сварки, как аргонодуговой. Электроды в при таких сварочных работах могут плавиться либо оставаться неизменными. Неплавящиеся электроды изготавливают из вольфрамовых материалов. Такой материал способен выдерживать температуру свыше трёх тысяч градусов.
Использование аргона способствует улучшению качества и прочности сварки. Аргон имеет атомный вес почти вполовину превышающий вес воздуха, что помогает ему вытеснять его и большинство газов, который занимают пространство в сварочном жёлобе, который образуется во время аргонодуговой сварки. Также он активно взаимодействует с металлом в зоне расплавления и влияет на его будущие свойства.
Также он активно взаимодействует с металлом в зоне расплавления и влияет на его будущие свойства.
В этой статье мы поможем вам разобраться с аргоновыми сварочными аппаратами. Дадим советы, как подобрать устройство для своих потребностей, сравним несколько моделей и выделим среднюю цену, на которую следует опираться. Правильно подобрав сварочный аппарат для себя, вы останетесь полностью довольны, и он гарантировано оправдает свою стоимость.
Как выбрать аппарат для сварки
Для домашнего использования лучшим будет самый стандартный, простенький аргонный аппарат, поэтому заморачиваться и выбирать что-то из профессиональных моделей даже не стоит. На них и цена будет намного выше и вникнуть в его характеристики и понять, зачем он нужен будет долгим занятием, к тому же ненужным для вас, если вы, конечно, не хотите заниматься сварочными работами профессионально.
Устройство аппарата для сварки аргоном
Итак, на что обязательно необходимо обратить своё внимание, для качественного выбора устройства:
- В большинстве случаев, при покупке вы не будете знать, какой металл точно пустите в использование. Это, скорее всего, дело случая и в хозяйстве особо не заморачиваются над выбором такового. Исходя из этого, выбирайте сварочный аппарат с большим спектром допустимых материалов, проще говоря, универсальный. Так, вы точно не прогадаете и сможете работать с любыми подручными средствами.
- Следующим критерием выбора, станет наличие дополнительных модификаций. Во время процесса сварки, профессионал передвигает электрод равномерно и одновременно выполняет вибрирующие движения, что способствует созданию равномерной дуги и предотвращает залипание электродов. Технологии вышли на тот уровень, что аргонный аппарат сам регулирует этот процесс электронными приборами, наличие которых обязательно для начинающего сварщика. К тому же такое дополнение помогает сделать сварочный шов качественней и прочнее.
- Степень защиты должна быть как можно выше. Сварочные аппараты довольно чувствительны к неправильно эксплуатации, а новичок в любом случае будет делать много ошибок. Каждое залипание электрода это лишняя нагрузка на аппарат, поэтому защитные механизмы должны справляться с такими ошибками.
- Аргонный аппарат должен обладать широким диапазоном регулировки, но в свою очередь, простотой в управлении. Это облегчит вашу задачу при настройке устройства под ваши потребности.

Если вы хотите повысить комфортность работы, и вообще, облегчить весь процесс аргоновой сварки, можно выбрать устройство с наличием дополнительных функций. Для правильного подбора необходимых для вас дополнений, следует сначала разобраться, какие они бывают и что из себя представляют.
Итак, преступим к разбору дополнительных модификаций аргонового сварочного аппарата:
- Возможность поджигать дугу, без непосредственного контакта с материалом. Такой процесс происходит с помощью электрического импульса, который пробивает дуговой промежуток.
- Наличие блока осциллятора, он является дополнением к бесконтактному поджогу дуги.
- Автоматический регулятор обдува материала. После разрыва дуги на конце сварного шва, на него может попасть воздух и ухудшить качество работы, такое дополнение предотвращает эту возможность.
- Для увеличения прочности и качества окончания сварного шва, необходим режим плавного отключения дуги, что способствует медленному остыванию крайней точки сварки.
- Для возможности сваривать тонколистовые металлы, необходима функция пульсирующей сварки. В таком режиме сварка происходит импульсами, что помогает улучшить внешний вид сварного шва и предотвращает сквозной прожиг тонких материалов.
- Балансировка полярности тока –помогает регулировать переменный ток, и стабилизирует его отрицательные и положительные полуволны.
 Такой процесс происходит с помощью электрического импульса, который пробивает дуговой промежуток.
Такой процесс происходит с помощью электрического импульса, который пробивает дуговой промежуток.Если выбрать аргонный сварочный аппарат, придерживаясь всех перечисленных пунктов и подобрав необходимые вам модификации, вы однозначно будете довольны приобретённой установкой и ничуть не пожалеете потраченных средств. Такой аппарат всегда пригодится в домашних условиях, но для его использования вам придётся потренироваться.
Такой аппарат всегда пригодится в домашних условиях, но для его использования вам придётся потренироваться.
Положительные и отрицательные стороны
Каждый производитель старается выделить свой товар. До общего функционала могут добавлять разные уникальные модификации, некоторые производители играют ценой, другие ставят в приоритете качество, остальные делают упор на высокую работоспособность и функциональность.
Модель Jasic tig 200P
Если сравнивать их в соотношении цена-качество-функционал, то, из большинства можно выделить всего несколько брендов, которые отвечают такому соотношению в полной мере. Мы рассмотрим производителей Jasic иGysmi, они смогли зарекомендовать себя во времени. Для примера возьмём два агрегата Jasic tig 200P и Gysmi tig 207, немного разобрав их основные характеристики.
Первая модель обладает сенсорной панелью, с помощью которой очень удобно и легко регулировать аргонный аппарат для необходимых вам режимов работы. Управление интуитивно понятное, что способствует комфортной работе с данным устройством как новичкам, так и профессионалам.
Сварочный аргонный аппарат способен работать с обычными и тугоплавкими электродами, что повышает его ценность. В комплектацию входят следующие улучшения: пульсирующий режим сварки, стабилизатор и предохранитель перепадов напряжения, плавное отключение дуги.
Модель аппарата Gysmi tig 207
Второе представленное устройство имеет более высокую цену, оснащён микропроцессором, который управляет режимами и всеми настройками сварочного устройства. Отлично подходит для работ с легкоплавкими материалами типа алюминия, обладает функцией PFC (автоматическая корректировка коэффициента мощности), с помощью которой потребление электроэнергии максимально оптимизировано и проходит с минимальными излишними затратами.
Цифровая индикация позволяет очень точно установить силу дуги, присутствует функция антизалипания и упрощения поджога. Также аппараты данной серии оснащены стабилизаторами дуги, которые облегчают контроль над сварочным процессом.
Подведём итог
Помните, выбранный сварочный аргонный аппарат, будет влиять на качество работы. Подобрав его следуя представленным правилам, вы гарантировано получите качественный продукт, который прослужит вам долгую и плодотворную службу. Но всё же даже самое дорогое и качественное устройство не обеспечит вам качественную работу, всё зависит от вас, практикуйтесь и выбранный вамиаргонный аппарат сможет показать свои положительные качества на все сто.
Подобрав его следуя представленным правилам, вы гарантировано получите качественный продукт, который прослужит вам долгую и плодотворную службу. Но всё же даже самое дорогое и качественное устройство не обеспечит вам качественную работу, всё зависит от вас, практикуйтесь и выбранный вамиаргонный аппарат сможет показать свои положительные качества на все сто.
с кислородом, какую окраску наружной поверхности должен иметь баллон на 10 и 40 л, заправка, сколько весит, технология, редуктор, давление – Газовая сварка на Svarka.guru
Ацетиленовая сварка – это наиболее популярный способ газопламенного соединения. Технология имеет богатую историю, поэтому оборудование для выполнения работ не отличается высокой технологической сложностью.
Содержание
- 1 Особенности
- 2 Принцип
- 3 Технология сварки
- 4 Способы сваривания
- 5 Плюсы и минусы
- 6 Используемое оборудование
- 7 Расходные материалы
- 8 Горелка
- 9 Технологический процесс
- 9. 1 Выбор сварочного пламени
- 9.2 Металлургические процессы
- 9.
- 10 Структурные изменения
- 11 Режимы для некоторых металлов
- 12 Правила безопасности
- 13 Заключение
 1 Выбор сварочного пламени
1 Выбор сварочного пламениОсобенности
Главным отличием газовой сварки от электродуговой, является технология образования шва. Для достижения необходимого температурного порога используется смесь кислорода и горючего газа, в роли которого, как правило, выступает ацетилен.
Качество выполненных работ зависит от следующих параметров:
- Сила пламени горелки. Данный параметр подбирается исходя из типа материалов и требуемой глубины проварки.
- Угол расположения горелки, относительно свариваемой плоскости. Он также зависит от толщины свариваемых элементов. Угол наклона растет с увеличением глубины проварки.
- Величина сечения присадочного материала. Метод расчета необходимого сечения достаточно прост: он равен половине толщины деталей плюс 1 мм. Например, для кислородной сварки элементов толщиной 6 мм нужен прут на 4 мм.
 Например, для кислородной сварки элементов толщиной 6 мм нужен прут на 4 мм.
Например, для кислородной сварки элементов толщиной 6 мм нужен прут на 4 мм.Принцип
Действие сварки ацетиленом и кислородом основано на выделении огромного количества энергии, в процессе их сгорания.
Преимущество ацетилена заключается в том, что помимо водородных связей, он обладает тройной связью между атомами углерода, которая отличается слабой устойчивостью и высокой энергоемкостью.
Данный газ синтезируют путем взаимодействия карбида кальция с водой, который, в свою очередь, получают при прокаливании оксида кальция коксом.
Технология сварки
Сварка ацетиленом начинается с подачи горючего газа. Для этого необходимо постепенно откручивать запорный вентиль до появления специфического запаха, после чего поджигать горелку. Затем открывают подачу кислорода, регулируя давление до тех пор, пока не образуется пламя ровного синего цвета.
[stextbox id=’info’]На магистральных каналах подачи газа должны быть установлены специальные редукторы. Для получения качественной смеси уровень давления кислорода не должен превышать 2 бар, а ацетилена – 4 бар. В противном случае смесь не будет справляться со своими функциями.[/stextbox]
Для получения качественной смеси уровень давления кислорода не должен превышать 2 бар, а ацетилена – 4 бар. В противном случае смесь не будет справляться со своими функциями.[/stextbox]
Ацетилен используют для сварки и резки металлов различного типа: при работе с черным металлом и сплавами на его основе, применяют нейтральный тип пламени, который характеризуется следующими визуальными параметрами:
- Ядро. Находится рядом с краем горелки. Имеет яркий голубой цвет. В некоторых случаях, в зависимости от чистоты смеси, может иметь зеленый оттенок, разной степени насыщенности.
- Восстановительное пламя. Граничит с ядром. Характеризуется бледным голубым цветом. Благодаря достаточной температуре считается рабочей областью.
- Факел. Располагается в верхней части пламени. Данный участок обладает наиболее высокими температурными показателями. Применяется для выполнения работ по сварке и резке.
Существует несколько типов пламени, которые будут рассмотрены ниже. Нейтральный тип является наиболее популярным, одного его необходимо правильно отрегулировать, в зависимости от характера работ.
Оранжевый оттенок факела говорит о том, что в металл будет поступать большое количество углерода, что недопустимо для большинства сварочных соединений.
Способы сваривания
Существует два метода выполнения работ:
- На себя. В этом случае ведущую роль играет сварочная горелка – она движется впереди, разогревая область соединения до рабочей температуры. Следом подают присадочным материал, направляя его внутрь зоны расплава. Следите за стабильностью движения электрода – от этого зависит качество работ. Горелку необходимо перемещать круговыми движениями, плавно следуя вдоль шва.
- От себя. Данный способ применяют при работе с толстостенными материалами. В этом случае пруток движется перед горелкой. Плавление базовой поверхности и электрода происходит одновременно. Они смешиваются в зоне расплава, взаимно проникая друг в друга. От интенсивности этого процесса зависит прочность шва.
[stextbox id=’info’]Процесс взаимного проникновения металлов выглядит не очень зрелищно, однако при соблюдении всех технологических требований, параметры прочности шва будут превышать аналогичные способы соединения.[/stextbox]
Плюсы и минусы
Технология ацетиленовой сварки обладает следующими преимуществами:
- Энергетическая независимость. Для выполнения работ не требуется электричество, что позволяет выполнять их в любой точке земного шара.
- Плавная регулировка температурного воздействия. Выполняется путем изменения угла наклона газовой горелки.
- Точность. Регулировка расстояния между факелом и рабочей плоскостью позволяет выполнять работы без прожогов.
- Мобильность. Сварочное оборудование, включая генератор, не занимает много места. В случае необходимости полный комплект перемещается силами одного человека.
На этом положительные стороны заканчиваются. К недостаткам относят:
- Низкая производительность. По сравнению с прочими методами соединения, например, сваркой полуавтоматом.
- Высокая сложность работ. Специалист должен обладать высокой квалификацией. По этой причине технологию используют преимущественно на предприятиях. Случаи выполнения работ дома, своими руками, очень редки.
Используемое оборудование
Для выполнения работ понадобятся следующие инструменты и материалы:
- Резервуар для хранения кислорода. Емкость зависит от условий сварки.
- Резервуар для хранения ацетилена. Стандартный объем ацетиленового баллона составляет 10 литров.
[stextbox id=’info’]В некоторых ситуациях заправка баллонов ацетиленом невозможна или затруднительна. В этом случае используют специальные ацетиленовые генераторы. Данные аппараты синтезируют горючий газ путем смешивания карбида кальция с водой. Ввиду высокой пожарной опасности, их конструкция подчиняется требованиям ГОСТов.[/stextbox]
Ввиду высокой пожарной опасности, их конструкция подчиняется требованиям ГОСТов.[/stextbox]
- Редукторы для регулировки давления газов.
- Подводящие рукава. Для каждого типа газа существуют отдельные виды соединений.
- Горелка. Рабочий инструмент, величина которого зависит от порядкового номера. Наибольшая горелка имеет пятый номер, а самая маленькая – нулевой.
Для повышения надежности, а также исключения возможности ошибок при монтаже, сварочную систему делят на кислородную и ацетиленовую часть, которые красят в разные цвета.
Расходные материалы
Основным расходным материалом является горючий газ. Для выполнения работ чаще всего используют ацетилен, однако допустимо использование и других элементов:
- водород;
- метан;
- пропан;
- пары керосина.
Помимо летучих углеводородов требуются следующие материалы:
- Кислород. Техническая разновидность необходима для достижения рабочей температуры. Существует три сорта, которые отличаются степенью чистоты.
- Присадочный материал. Выпускается в виде электродной проволоки или коротких прутков. Отличается температурой плавления, которая должна быть ниже, чем у базовой детали.
- Флюс. Специальные пасты или порошки защищают зону расплава от окисления.
 Существует три сорта, которые отличаются степенью чистоты.
Существует три сорта, которые отличаются степенью чистоты.Горелка
Хорошая горелка – залог качественного соединения. Поскольку она контактируют с открытым огнем, ее изготавливают из специальных термостойких материалов.
Номер наконечника свидетельствует о величине отверстия наконечника.
Перед выполнением работ необходимо убедиться, что наружный и внутренний диаметры мундштуков имеют одинаковые размеры.
Технологический процесс
Рассмотрим основные особенности процесса.
Выбор сварочного пламени
Технологический процесс предусматривает использование трех типов пламени, которые напрямую влияют на качественные характеристики шва:
- Нейтральный. Данный тип и его строение было описано выше.
- С избытком ацетилена. Его называют науглероживающим. Применяют при работе с металлами повышенной твердости, а также магниевыми сплавами.
- С избытком кислорода. Другое название – окислительное пламя. Незаменимо при проведении разделки металла, а также создания неразъемных соединений с латунными сплавами.
 Данный тип и его строение было описано выше.
Данный тип и его строение было описано выше.Металлургические процессы
Под действием ацетиленовой сварки происходят следующие металлургические процессы:
- Образуется зона расплава.
- В точке контакта концентрируется тепловая энергия.
- Происходит расплавление и охлаждение металла.
[stextbox id=’info’]При электродуговом соединении поверхность охлаждается интенсивнее.[/stextbox]
- Расплавленный металл перемешивается с газовой смесью, что обеспечивает гладкую поверхность будущего шва. При взаимодействии происходит химическая реакция, которая восстанавливает железо, никель и прочие металлы.
- Металлы с повышенным сродством к кислороду, активно окисляются.

Структурные изменения
По сравнению с прочими способами соединения, зона влияния, при проведении газосварки, гораздо выше. Благодаря этому имеется возможность производить работы с толстостенными элементами.
Структура металла, расположенная рядом со швом, после температурного воздействия, приобретает крупнозернистую структуру.
Зона предварительного расплава – наиболее слабая часть поверхности. Она подвержена деформациям и характеризуется слабой устойчивостью к механическим воздействиям.
Для снижения негативных эффектов выполняют предварительную подготовку поверхности, отжигая соединяемую плоскость и присадочную проволоку.
Режимы для некоторых металлов
От физических параметров базовой поверхности зависит подбор необходимых параметров, например:
- Углеродистая сталь. Рекомендуется только для низкоуглеродистых сталей на средней или малой силе пламени.
- Легированная сталь. Высокая прочность данного материала проводит к тому, что под действием высокой температуры детали подвергаются значительной деформации.
- Чугун. Специалисты рекомендуют использовать нейтральный тип пламени. В противном случае в зоне контакта будет образовываться белый чугун, который отличается хрупкой структурой.
- Медь. Физические параметры данного материала требуют большего количества тепла, чем для прочих типов металла. При соединении медных элементов зазор между кромками должен отсутствовать, либо быть минимальным.
- Латунь. Этот сплав поддается обработке только под действием газосварки, за счет снижения коэффициента испарения цинка из контактной зоны. Для этого увеличивают массовую долю ацетилена в смеси до 35 %.
- Бронза. Характеризуется интенсивными окислительными процессами, потому все работы с данным сплавом проводят только восстанавливающим типом пламени. В качестве присадочного материала используют только соответствующий сплав.

 В качестве присадочного материала используют только соответствующий сплав.
В качестве присадочного материала используют только соответствующий сплав.Правила безопасности
Рассматриваемая технология имеет уровень повышенной опасности. Начинающие сварщики ошибочно полагают, что для безопасного выполнения работ достаточно знать, какую окраску наружной поверхности должен иметь ацетиленовый баллон. Основные требования техники безопасности содержат следующие пункты:
- При наличии ацетиленового генератора необходимо строго соблюдать правила его эксплуатации.
- Карбид кальция хранят в сухих помещениях с функционирующей системой вентиляции. Вскрытие упаковки выполняют специальным инструментом с медным покрытием, во избежание образования искр.
- Запрещена эксплуатация генератора без предохранительного водяного затвора.
- Строго соблюдайте правила хранения и перемещения баллонов. Они должны быть укомплектованы защитным колпаком, манометром и редуктором для регулировки расхода газа.
- Все емкости, работающие под давление, должны периодически проходить освидетельствование. Запрещено использовать оборудование с видимыми механическими повреждениями.
- Все работники должны иметь средства индивидуальной защиты, перечень которой регулируется нормативными документами по охране труда.
- При работе в колодцах и прочих объектах, находящихся ниже уровня поверхности, необходимо обеспечить устройствами для принудительной вентиляции.
 Запрещено использовать оборудование с видимыми механическими повреждениями.
Запрещено использовать оборудование с видимыми механическими повреждениями.[stextbox id=’alert’]В случае возникновения пожара следует немедленно удалить из помещения все емкости с ацетиленом. Если пламя идет из баллона, нужно закрыть баллон с помощью ключа. Все процедуры по борьбе с огнем проводятся с безопасного расстояния. Специалисты рекомендуют использовать огнетушители с наполнителем на базе азота.[/stextbox]
Заключение
Ацетиленовая сварка пользуется огромным спросом при сварке тонкостенных труб и прочих элементов малой толщины. Популярность технологии обусловлена простотой заправки баллонов ацетиленом, а также низкой себестоимостью работ. Процесс характеризуется повышенной пожарной опасностью, поэтому рекомендуем строго соблюдать все требования правил промышленной безопасности.
[stextbox id=’info’]Сварщик 6-го разряда Сидоров Дмитрий Русланович, опыт работы – 17 лет: «Ацетиленовой сваркой начал заниматься через год, после получения первых корочек, разрешающих эксплуатировать сварочное оборудование. До этого работ варил только выпрямителем и полуавтоматом. Научился достаточно быстро – самая главная проблема была в правильной настройке пламени горелки и контролем над равномерностью прогрева».[/stextbox]
Что произойдет, если смотреть на сварку
24 апреля 2018
Русская семерка
С детства нам внушают, что ни в коем случае нельзя смотреть на искры от сварки – вредно для глаз. А почему вредно? Чтобы понять это, надо иметь представление о процессе сварки.
Фото: Русская семеркаРусская семерка
Это коварное излучение
Видео дня
С помощью сварки чаще всего соединяют детали из металла, но она применяется и при работе с пластмассой и керамикой. В качестве источников энергии для сварки могут использоваться электрическая дуга, электрический ток, газовое пламя, лазерное излучение, электронный луч, трение, а также ультразвук. Для питания так называемой сварочной дуги нужен переменный, постоянный либо пульсирующий электроток.
Для питания так называемой сварочной дуги нужен переменный, постоянный либо пульсирующий электроток.
На вопрос о том, вредно ли смотреть на сварку, все эксперты отвечают: да, вредно. Это вовсе не миф. Дело в том, что при сварке выделяется спектр, который состоит одновременно из инфракрасных, световых и ультрафиолетовых лучей, причем чем выше интенсивность тока, тем более возрастает мощность излучения. При этом яркость видимой части спектра в тысячи раз превышает дозу, допустимую для человека. Ультрафиолетовый и инфракрасный диапазоны не воспринимаются человеческим зрением, но зато способны воздействовать на слизистую, роговицу, сетчатку и хрусталик глаза, вызывая ожоги и повреждения. На профессиональном сленге сварщиков это называется «поймать зайчика», а на научно-медицинском языке — электроофтальмия.
Офтальмолог Вадим Бондарь предупреждает, что наблюдение за сваркой может привести к фотокератиту. По сути, это ожог роговицы (прозрачной оболочки глаза, покрывающей радужку).
Мы прекрасно знаем, что сами сварщики всегда надевают специальные маски при работе со сварочным аппаратом, соблюдая технику безопасности.
Предел безопасности
«Источники излучения, созданные человеком, в том числе и энергия сварочной дуги, довольно часто приводят к повреждению структуры глаза», — комментирует врач-офтальмолог Дарья Барышникова. Правда, если вы наблюдали за сваркой на расстоянии более 15 метров, и недолго, то вашим глазам, скорее всего, ничего не угрожает: в таком случае ультрафиолетовые волны успевают рассеяться, прежде чем достигнуть вас. А вот если вы подойдете к сварочному аппарату на расстояние вытянутой руки и будете смотреть на искры длительное время, то вы рискуете навсегда испортить зрение.
Если вы не верите, можете провести следующий эксперимент. Возьмите любой предмет черного цвета и поместите его на 15-25 минут в зону воздействия сварочного аппарата. По прошествии указанного времени вы обнаружите, что черное покрытие стало светлым, а местами выгорело. Аналогичное действие оказывает сварка и на человеческие глаза.
Аналогичное действие оказывает сварка и на человеческие глаза.
Ученые опытным путем вычислили, что при токе дуги 200 ампер максимальное время облучения глаз сварочными излучениями на расстоянии 1 метра от источника может составлять 45 секунд, на расстоянии 10 метров – 75 минут, на расстоянии 30 метров — 11,1 часа. При этом опасно наблюдение даже за отражением дуги на различных поверхностях. Вредно и когда источник находиться сбоку от человека.
Как определить офтальмию
«Сложные фотохимические процессы в роговице могут приводить не к мгновенному появлению симптомов, а отложенному, — предупреждает Дарья Барышникова. — Нередко проблемы со зрением начинаются через 4-6 часов, когда человек уже и забыл о своей встрече с раздражителем».
На то, что вы «поймали зайчика», будут указывать мелькающие перед глазами белые пятна, резь и «песок» в глазах, их покраснение и слезоточивость, светобоязнь, помутнение роговицы.
Но могут быть и более серьезные последствия. При ожогах второй степени начинается эрозия роговицы, она заметно мутнеет, от конъюнктивы отделяются пленки, на коже появляются пузыри. При ожогах третьей степени вы видите все как сквозь матовое стекло, происходят некротические изменения кожи. Об ожогах четвертой степени свидетельствуют значительная потеря зрения, некроз тканей глаза и конъюнктивы.
При ожогах третьей степени вы видите все как сквозь матовое стекло, происходят некротические изменения кожи. Об ожогах четвертой степени свидетельствуют значительная потеря зрения, некроз тканей глаза и конъюнктивы.
Что делать, если вы получили ожоги
При легких ожогах прежде всего необходимо промыть глаза большим количеством холодной воды или слабым раствором марганцовки, закапать глазные капли, такие как альбуцид, тауфон или сульфацил натрия. Если пострадало и лицо (а такое бывает часто), то приложите к нему влажное полотенце. Не мешает принять обезболивающее.
Можно попробовать в течение двух часов делать примочки: на закрытые веки класть компрессы с холодной водой или же с настойкой из коры дуба, ромашки, годны для этого и дольки сырого картофеля. Хорошо помогают и чайные пакетики, которые опускают в теплую воду, а затем минут на 20 кладут на веки. Но лучше все-таки в ближайшее время сходить на прием к окулисту.
Если у вас сильный ожог или в глаза попали механические частицы, то не пытайтесь лечиться самостоятельно: это чревато полной потерей зрения. Срочно обратитесь к врачу-офтальмологу или вызовите «Скорую». Глаза по возможности держите закрытыми. Специалист удалит посторонние частицы, назначит лечение мазями, каплями и препаратами. В некоторых случаях необходимо хирургическое вмешательство.
Срочно обратитесь к врачу-офтальмологу или вызовите «Скорую». Глаза по возможности держите закрытыми. Специалист удалит посторонние частицы, назначит лечение мазями, каплями и препаратами. В некоторых случаях необходимо хирургическое вмешательство.
До полного излечения рекомендуется беречь глаза от яркого света, находиться в затемненных помещениях, а на улицу выходить только в солнцезащитных очках.
Другое,
Советы по выбору проволоки для (MIG) сварки
Свариваемость
При определении сварочных характеристик проволоки для процесса MIG учитываются перечисленные ниже параметры.
- Прочность металла шва
- Текучесть сварочной ванны
- Форма шва и смачиваемость кромок
- Склонность к разбрызгиванию
Прочность металла шва
Прочность металла шва предполагает низкую пористость, высокое качество сплавления и отсутствие растрескивания. Пористость, основная причина низкой прочности сварочного шва, вызывается избытком кислорода в атмосфере, защитном газе, а также в примесях в базовой плите, которые в сочетании с углеродом в металле шва образуют пузырьки оксида углерода (CO) — угарного газа. Часть угарного газа может оставаться в металле по мере охлаждения шва, образуя поры. Как правило, особенностью сварки MIG с использованием проволоки является очень низкое содержание водорода в наплавленном металле. На итоговое содержание диффундирующего водорода в наплавленном металле шва могут в разной степени влиять такие факторы, как содержание влаги в защитном газе, атмосферные условия и состояние свариваемых кромок.
Часть угарного газа может оставаться в металле по мере охлаждения шва, образуя поры. Как правило, особенностью сварки MIG с использованием проволоки является очень низкое содержание водорода в наплавленном металле. На итоговое содержание диффундирующего водорода в наплавленном металле шва могут в разной степени влиять такие факторы, как содержание влаги в защитном газе, атмосферные условия и состояние свариваемых кромок.
Процесс
Контроль пористости
Чтобы свести к минимуму образование CO и, соответственно, обеспечить наименьший уровень пористости, необходимо раскисление сварочной ванны. Для этого в проволоку Spoolarc добавляются элементы, которые «связывают» кислород, не давая ему соединяться с углеродом и образуя вместо этого безвредный шлак. Эти элементы называются восстановителями. К ним относятся марганец (Mn), кремний (Si), титан (Ti), алюминий (Al) и цирконий (Zr). Алюминий, титан и цирконий — мощные восстановители: они примерно в пять раз эффективнее марганца и кремния.
Текучесть сварочной ванны, форма шва и разбрызгивание
Текучесть расплава в сварочной ванне важна по несколькими причинам. Текучая ванна обычно равномерно смачивает края, благодаря чему формируется плоский и гладкий шов (это особенно важно для угловых сварных швов). Это критично при многопроходной сварке короткой дугой, когда плохая форма шва может стать причиной дефектов, связанных с некачественным сплавлением. Плоские, хорошо смоченные швы также необходимы в ситуации, когда важную роль играет внешний вид поверхности и может потребоваться дополнительная шлифовка.
Внимание! Слишком высокая текучесть ванны может привести к сложностям при сварке из неудобного положения или формировании ослабленных горизонтальных угловых швов.
Влияние марганца и кремния
Выбор содержания марганца и кремния в проволоке для сварочного процесса MIG — это, как правило, основное решение, принимаемое оператором. Увеличение количества марганца и кремния влияет на текучесть ванны, форму шва и другие факторы. Благодаря содержанию восстановителей Al, Ti и Zr в проволоке Spoolarc 65 сварочная ванна становится более вязкой. Плотность сварочной ванны делает эту проволоку идеальным выбором для сварки труб (особенно небольшого диаметра), а также для задач, связанных со сваркой в различных пространственных положениях.
Увеличение количества марганца и кремния влияет на текучесть ванны, форму шва и другие факторы. Благодаря содержанию восстановителей Al, Ti и Zr в проволоке Spoolarc 65 сварочная ванна становится более вязкой. Плотность сварочной ванны делает эту проволоку идеальным выбором для сварки труб (особенно небольшого диаметра), а также для задач, связанных со сваркой в различных пространственных положениях.
Влияние защитного газа и напряжения дуги
Использование защитного газа CO2 ведет к неравномерному переходу металла с проволоки на основной металл, делает профиль шва более выпуклым и увеличивает потери от разбрызгивания.
Защитные газы на базе аргона делают переход металла с проволоки на шов более ровным и равномерным, улучшают форму шва, сводят к минимуму потери от разбрызгивания и уменьшают образование пара.
Повышение напряжения дуги увеличивает текучесть ванны, делает швы более плоскими, усиливает смачиваемость кромок и разбрызгивание. Более высокое напряжение также уменьшает глубину провара и может вести к значительной потере легирующих элементов.
Более высокое напряжение также уменьшает глубину провара и может вести к значительной потере легирующих элементов.
Проволоки Spoolarc предлагаются с медным покрытием, которое наносится с использованием патентованного производственного процесса ЭСАБ HI DEP III, или без покрытия (медной оболочки). Для проволоки Spoolarc доступны различные варианты сплавов, диаметров и упаковок, которые способны удовлетворить самые сложные требования заказчиков.
Проволоки Spoolarc с медным покрытием или без него обеспечивают отличную подачу и стабильность дуги в самых жестких производственных условиях и сценариях применения даже при высокой скорости подачи проволоки, что, в свою очередь, уменьшает время простоя и повышает производительность.
Примечание. Проволоки Spoolarc без покрытия — оптимальный выбор для заказчиков, которым не требуется медное покрытие.
Повышение качества подачи с материалами ЭСАБ
Проволоки Spoolarc
- Все проволоки Spoolarc для сварочного процесса MIG проходят очистку после протяжки. С них удаляется остаток смазки, после чего они проходят процедуру обработки, разработанную компанией ЭСАБ, что помогает обеспечить высокое качество подачи, стабильность дуги и низкое содержание водорода в наплавляемом металле шва.
- Проволока Spoolarc HI DEP III обладает матовой поверхностью с тонким (обычно 0,05 % от веса) медным покрытием, которое отличается плотным прилеганием и исключает образование медных хлопьев.
- В отличие от покрытия многих традиционных видов проволоки для сварки MIG, покрытие проволоки Spoolarc не блестит. Блестящая проволока не обеспечивает высоких сварочных характеристик. Такие проволоки содержат больше меди в покрытии (до 0,30 % от веса), и на них могут образовываться медные хлопья, что снижает их эксплуатационные характеристики.
- Высокопрочная проволока менее склонна к потере устойчивости под сжимающими нагрузками. В компании ЭСАБ большинство видов проволоки для сварочного процесса MIG вытягиваются непосредственно из прутка до окончательного размера, в результате чего образуется высокопрочный продукт, не забивающий систему подачи в случае возникновения каких-либо ограничений или неполадок.
 С них удаляется остаток смазки, после чего они проходят процедуру обработки, разработанную компанией ЭСАБ, что помогает обеспечить высокое качество подачи, стабильность дуги и низкое содержание водорода в наплавляемом металле шва.
С них удаляется остаток смазки, после чего они проходят процедуру обработки, разработанную компанией ЭСАБ, что помогает обеспечить высокое качество подачи, стабильность дуги и низкое содержание водорода в наплавляемом металле шва.
Отличные характеристики дуги
- Выбирая для работы проволоку Spoolarc от компании ЭСАБ, вы сводите к минимуму разбрызгивание — распространенную проблему других проволок для процесса MIG.
- Проволоки Spoolarc образуют высококачественные мягкие дуги при более низком напряжении, что позволяет точно контролировать сварку, снизить содержание водорода в металле шва и улучшить проплавление.
- Проволоки Spoolarc продлевают срок службы контактного наконечника. Запатентованный производственный процесс компании ЭСАБ помогает улучшить передачу тока, снизить дугообразование и уменьшить разрушение контактного наконечника, особенно при сильном токе и высокой скорости подачи проволоки. Если контактные наконечники будут изнашиваться медленнее, это позволит существенно сэкономить не только на запасных частях, но и на стоимости работы и времени простоя при замене деталей.
Проволоки Spoolarc от компании ЭСАБ для сварочных швов с низким содержанием водорода. Как правило, водород попадает в шов из влаги на поверхности электрода, особенно при использовании прутковых электродов. Проволоки Spoolarc для сварочного процесса MIG не имеют поглощающего покрытия и поэтому не вбирают влагу. Тщательный контроль за содержанием примесей на поверхности помогает повысить качество сварного шва и устранить проблемы, связанные с наличием водорода. Также исчезает необходимость в печах для сушки влажных электродов.
Как правило, водород попадает в шов из влаги на поверхности электрода, особенно при использовании прутковых электродов. Проволоки Spoolarc для сварочного процесса MIG не имеют поглощающего покрытия и поэтому не вбирают влагу. Тщательный контроль за содержанием примесей на поверхности помогает повысить качество сварного шва и устранить проблемы, связанные с наличием водорода. Также исчезает необходимость в печах для сушки влажных электродов.
ВНИМАНИЕ! Не забудьте проверить шов
Данные, содержащиеся в этом руководстве, основаны главным образом на испытаниях AWS, проводимых в стандартных условиях эксплуатации. Однако фактические результаты обычно отличаются от указанных в той мере, в какой условия выполнения работ отклоняются от стандартных. На эксплуатационные показатели конкретного сочетания проволоки и газа могут повлиять перечисленные ниже факторы.
- Химический состав основного металла
- Толщина основного металла
- Размер сварного шва
- Растворение металла шва в основном металле
- Интенсивность теплоотвода (влияет на скорость охлаждения шва)
В связи с этим важно проверить выбранное сочетание проволоки и газа в месте конкретного сварного соединения и при тех условиях, которые создаются непосредственно в ходе производственного процесса. В зависимости от ситуации испытание может быть направлено просто на оценку эффективности сварочного процесса. Оно также может предполагать полную проверку эксплуатационных характеристик сварного шва.
В зависимости от ситуации испытание может быть направлено просто на оценку эффективности сварочного процесса. Оно также может предполагать полную проверку эксплуатационных характеристик сварного шва.
Размещено в Сварочные материалы , Теги GMAW, Сварка MIG
Что такое производственная сварка? — Сварочный центр
Изготовление сварки и сварка могут показаться одним и тем же видом деятельности. Однако между ними есть различия. Производственная сварка представляет собой полный цикл, в котором проходит компонент или конструкция.
Включает планирование, изготовление и установку крупных конструкций, таких как вентиляционные каналы. В процессе создания сварка — это всего лишь один этап, который включает в себя соединение объектов с помощью высокотемпературной горелки или силы, которая нагревает материалы.
После этого для максимальной прочности на поверхность ровно укладывается слой более тяжелого наполнителя. Здесь мы рассмотрим все детали, поясняющие, что такое производственная сварка.
Что такое производственная сварка?
Если вы занимаетесь металлообработкой, вы часто слышите слова «изготовление» и «сварка». Часто эти слова используются взаимозаменяемо.
Однако существует четкое различие между сваркой и изготовлением.
Лучший способ провести различие между изготовлением и сваркой заключается в том, что изготовление представляет собой весь процесс изготовления металла, а сварка представляет собой отдельный аспект производственного процесса. Вы можете утверждать, что изготовление может включать сварку.
Однако сварка останется частью производства. Вы можете производить металлические детали без сварки, но конечный продукт вы, безусловно, производите во время изготовления.
В отличие от обычного вида сварки, производственная сварка — это не просто соединение двух кусков металла. Это влечет за собой гораздо больше.
Если металлический предмет имеет большой размер, он должен быть точно вырезан до точного размера и формы. Когда вам нужно скрутить определенный лист определенным образом, вам нужен не сварочный аппарат, а машина для гибки.
Когда вам нужно скрутить определенный лист определенным образом, вам нужен не сварочный аппарат, а машина для гибки.
Кроме того, только опытный практик может делать такие скручивания и формовки. Лазерная резка используется для очень сложной конструкции металлов.
Сварка и производственный процесс требуют разного набора навыков. И производители металлов, и сварщики являются высококвалифицированными ремесленниками, которые часто совместно работают в металлообрабатывающей промышленности.
Подводя итог, производственная сварка – это процесс проектирования металлических конструкций. Это достигается с помощью ряда методов, включая сварку, резку, сборку, нарезку и связывание.
В процессе производства используются черные и цветные металлы, такие как алюминий, сталь и т.д. Производитель также закупает эти материалы в чистом виде, затем их нарезают, округляют и формуют в нужных для сварки размерах и формах.
Различные процессы производственной сварки
Ниже приведены три основных процесса производственной сварки.
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Разновидность дуговой сварки, TIG-сварка использует неплавящийся вольфрамовый электрод, обернутый в защитной атмосфере взрывоопасного газа, такого как аргон. При необходимости избыточный металл сварного шва может быть обеспечен с помощью обрезков основного металла или другого присадочного стержня.
Используется постоянный ток, при этом рабочий элемент остается электрически положительным, а электрод остается электрически отрицательным, чтобы предотвратить перегрев и поломку вольфрамового электрода.
Сварка в среде инертного газа (MIG)
Сварочный процесс, в котором используется плавящийся электрод. Сварка MIG позволяет сплести электрод в форме проволоки с медным покрытием. Аргон используется для защиты сварного шва от атмосферы, которая представляет собой тот же газ, который используется при сварке TIG.
Как и при сварке TIG, используется постоянный ток. Однако заготовка остается электрически отрицательной, а электрод остается электрически положительным, чтобы производить дополнительное тепло для расплавления электрода.
Пайка
Третий и последний процесс сварки – пайка.
В некоторых особых случаях нам необходимо использовать кислородно-топливные горелки для газовой сварки или пайки деталей. Этот метод теперь используется только там, где MIG или TIG неприемлемы.
Профессиональная служба сварки или изготовления может помочь вам выбрать наиболее подходящий метод сварки для ваших изделий из листового металла.
Любые сварные детали из листового металла, которые вы найдете в Интернете, представляют собой лишь небольшую часть большого разнообразия компонентов, которые можно сваривать из алюминиевых сплавов, низкоуглеродистой стали, латуни, нержавеющей стали, оцинкованной и оцинкованной стали.
Как выполняется заводская сварка?
Изготовление любой детали или элемента требует процесса, который следует последовательному и рациональному континууму от начала до конца. Цикл производственной сварки начинается с мысли о конечном результате.
Какие бы материалы ни производились и не объединялись в проект, необходимо разработать и учесть хорошо продуманную цель. Каждое производственное задание включает в себя несколько этапов, и каждый из них зависит от другого для достижения успеха.
Каждое производственное задание включает в себя несколько этапов, и каждый из них зависит от другого для достижения успеха.
Ниже приведены ключевые этапы производственного цикла сварки.
Торги
Организации, участвующие в торгах на работу по изготовлению стали, должны определить свои возможности с капиталом, который у них есть для выполнения задачи. Многие производственные компании имеют собственные возможности для выполнения всех аспектов объема работ, в то время как другим компаниям, возможно, придется нанимать специализированные услуги, такие как сварка.
Сделки настолько хороши и надежны, насколько детали предоставлены заказчиком генеральному подрядчику. Участие различных металлообрабатывающих компаний в конкурсных торгах представляется конфронтационным и бесполезным механизмом получения работы по наилучшей цене с наивысшим качеством исполнения.
Планирование
Это важный этап производственного процесса сварки. Хотя практической резки, формовки и изготовления металла пока не происходит, время и энергия, которые проект вкладывает в подготовку, помогут или помешают его прогрессу.
Неспособность подготовиться часто приравнивается к планированию неудачи, и это в полной мере относится к циклу производственной сварки.
В дополнение к вышесказанному подготовка прокладывает путь к дальнейшим шагам. Инженеры и дизайнеры сотрудничают со своими клиентами, чтобы полностью понять дизайн, функции и требования.
Команда дизайнеров создаст правильное сочетание технологий и материалов для завершения проекта, полностью выявив, что необходимо для реализации проекта.
Планирование — это совместная работа. Успешные менеджеры проектов следят за тем, чтобы все участники производственного процесса получали от них обратную связь.
Требуются профессионалы, ориентированные на работу, такие как сварщики, чтобы применить свои знания и ноу-хау, основанные на опыте. Следовательно, сварщики будут частью этапа проектирования, если сварка является частью проекта.
Производство
Для внешнего мира производство — это место, где происходит настоящая работа. Если заказчик заключает контракт с производственной компанией посредством строительного договора или методом конкурсных торгов, а затем составляется проект, начинается процесс разработки.
Если заказчик заключает контракт с производственной компанией посредством строительного договора или методом конкурсных торгов, а затем составляется проект, начинается процесс разработки.
Здесь изготавливаются предметы.
Сырье появляется из обычных запасов или уникальных источников во время обработки и начинает превращаться в ценный продукт. Металлы выбираются и нарезаются по размеру компонентов в рамках стандартного производственного процесса.
Для этого может потребоваться базовое оборудование, такое как ножницы, или могут использоваться высокотехнологичные методы, такие как резка водой или лазерная резка.
Настало время сборки после того, как поставщик металла или производственная группа сформировали основные компоненты путем нарезки, скручивания и придания формы. Это требует сварки на большинстве производственных предприятий.
Именно здесь становится ясно различие между изготовлением и сваркой. Хотя это всего лишь один шаг в производственном цикле, сварка является неотъемлемой частью общей работы по изготовлению.
Металлургические предприятия зависят от нескольких квалифицированных специалистов, которые выполняют проекты через процесс торгов, планирования и разработки. Сварщики и изготовители — две ключевые позиции многих предприятий по производству металла.
Однако многие другие профессиональные игроки вносят значительный вклад в положительные результаты. Вот некоторые из этих специалистов по металлообработке:
- Наладчики станков
- Инженеры
- Менеджеры и супервайзеры
- Дизайнеры
- Кузнецы
- Металлурги
Инструменты для промышленной сварки
Поскольку производство и сварка металлов являются сложными и сложными работами, вполне естественно, что их инструменты одинаково сложны и сложны. Сварочные и производственные инструменты во многом схожи.
Однако между некоторыми торговыми инструментами есть определенные различия. Сварщики обычно используют оборудование, позволяющее выполнять соединения, а производители используют оборудование для резки, гибки и формовки металла.
Другое отличие заключается в том, что сварщики зависят от тепла для выполнения своей работы. Для производителей, которые часто выполняют сухую гибку и холодную прокатку, это не всегда так.
Ниже приведен список инструментов, которые обычно используются в процессе сварки на производстве:
- сварочные зажимы
- Абразивы
- Захваты и тиски
- Разводные ключи
- Мыльный камень
- Угловые шлифовальные машины
- Ножницы
- Аппараты дуговой сварки
- Баллоны с ацетиленом и кислородом
- Разломы и гибочные станки
- Водяные и лазерные резаки
- Отбойные молотки
- Расходуемые электроды
- Компьютеры
- Программное обеспечение САПР
В дополнение к предметам, перечисленным выше, сварка на заводе может включать использование средств индивидуальной защиты (СИЗ), разработанных для обрабатывающей промышленности. Некоторыми примерами этих СИЗ являются светоотражающая одежда, средства защиты глаз, кожаные перчатки и фартуки, защитные очки и лицевые щитки, а также средства защиты органов слуха.
Резюме
В этой статье мы обсудили, что такое сварка на заводе, рассмотрев различные процессы приварки шпилек, способы выполнения сварки на заводе и инструменты для сварки на заводе. Имея эту информацию, вы можете решить, является ли использование процессов производственной сварки для вашего приложения хорошей идеей или нет, а также какой процесс производственной сварки вы должны использовать для своего приложения.
Что инспекторы по сварке должны знать о нормах и стандартах сварки
Многие аспекты проектирования и изготовления сварных компонентов регулируются документами, известными как кодексы и стандарты. Конечные пользователи или покупатели часто указывают эти документы в договорном соглашении, чтобы контролировать характеристики сварного компонента, которые могут повлиять на требования к его обслуживанию. Производители также используют их для помощи в разработке и внедрении своих систем качества сварки.
Многие конечные пользователи сварных компонентов разработали и выпустили спецификации, отвечающие их собственным требованиям. Тем не менее, национальный интерес в таких областях, как общественная безопасность и надежность, способствовал разработке правил и стандартов сварки, получивших общеотраслевое или национальное признание.
Тем не менее, национальный интерес в таких областях, как общественная безопасность и надежность, способствовал разработке правил и стандартов сварки, получивших общеотраслевое или национальное признание.
Например, национальные инженерно-технические общества создали многочисленные комитеты, которые продолжают оценивать потребности промышленности и разрабатывать новые правила и стандарты сварки. Члены этих комитетов являются техническими экспертами и представляют все заинтересованные стороны, такие как производители, конечные пользователи, инспекционные органы и государственные учреждения. После того, как комитет завершает работу над новым или исправленным документом, он обычно рассматривается и утверждается комитетом по рассмотрению и публикуется от имени соответствующего инженерного общества, если он принимается.
Законодательные органы или федеральные регулирующие органы иногда принимают документы, оказывающие существенное влияние на здоровье и безопасность населения. В этих юрисдикциях такие документы становятся законом и часто называются кодексами или правилами.
В этих юрисдикциях такие документы становятся законом и часто называются кодексами или правилами.
Инспекторы по сварке должны знать, какие кодексы и стандарты применимы в пределах их юрисдикции, понимать требования соответствующих документов и соответствующим образом проводить проверки.
Источники норм и стандартов по сварке
Ниже приведены некоторые из наиболее популярных источников правил и стандартов сварки в США.
Американское общество сварщиков (AWS). AWS публикует множество документов, посвященных использованию сварки и контролю качества. Эти документы включают такие общие темы, как определения и символы сварки, классификация присадочных металлов, квалификация и испытания, процессы сварки, способы сварки и безопасность.
Американское общество инженеров-механиков (ASME). Это общество отвечает за разработку Кодекса по котлам и сосудам под давлением, который состоит из 11 разделов и охватывает проектирование, строительство и проверку котлов и сосудов под давлением. ASME также выпускает Кодекс для трубопроводов под давлением, который состоит из семи разделов, каждый из которых устанавливает минимальные требования к конструкции, материалам, изготовлению, монтажу, испытаниям и осмотру определенного типа трубопроводной системы.
ASME также выпускает Кодекс для трубопроводов под давлением, который состоит из семи разделов, каждый из которых устанавливает минимальные требования к конструкции, материалам, изготовлению, монтажу, испытаниям и осмотру определенного типа трубопроводной системы.
Американский институт нефти (API). Этот институт публикует множество документов, касающихся добычи нефти, некоторые из которых включают требования к сварке. Наиболее известным из них, возможно, является API Std 1104 — стандарт для сварки трубопроводов и связанных с ними объектов.
Типовые правила и содержание стандарта по сварке
Конкретное содержание и требования правил или стандарта по сварке могут различаться в деталях, но они имеют некоторые общие элементы.
Область применения и общие требования. Обычно находится в начале документа и обычно описывает тип и объем сварочного производства, для которого следует использовать документ. Это также может объяснить ограничения на использование документа.
Дизайн. Если в документе предусмотрен раздел, посвященный проектированию, он может содержать минимальные требования к проектированию конкретных сварных соединений или может отсылать пользователя к вторичному источнику информации.
Квалификация. В этом разделе обычно излагаются требования к квалификационным испытаниям спецификаций процедур сварки, а также требования к аттестации сварщиков. Он может содержать основные переменные, которые обычно имеют ограничения на изменение каждой переменной, определяющие степень квалификации. Основные переменные обычно включают:
- Процесс сварки
- Тип и толщина основного металла
- Тип присадочного металла
- Электрические параметры
- Конструкция соединения
- Положение сварки
Этот раздел документа также может содержать квалификационные требования в процесс сварки и производительность сварщика. Как правило, в нем указываются типы и размеры образцов для испытаний, которые необходимо сварить и подготовить к испытаниям, используемые методы испытаний и минимальные критерии приемки, которые следует использовать для оценки образцов для испытаний.
Изготовление. В этом разделе, когда он включен в документ, обычно обсуждаются методы изготовления или стандарты качества изготовления. Он может содержать информацию и требования к основным материалам, расходным материалам для сварки, качеству защитного газа и термообработке.
Осмотр. В этом разделе документа обычно рассматриваются квалификационные требования и обязанности инспектора по сварке, критерии приемлемости дефектов сварного шва и требования к процедурам неразрушающего контроля.
Возможности для улучшения качества и надежности сварки
Изготовители сварки часто используют нормы и стандарты сварки для достижения контроля над технологическим процессом в соответствии с требованиями ISO 9000 и других систем управления качеством. Часто основные элементы управления технологическим процессом, указанные в системах управления качеством, совпадают с элементами, указанными в нормах и стандартах по сварке:
- Производственные процедуры должны быть задокументированы. Для сварки это спецификация процедуры сварки.
- Критерии качества изготовления должны быть сформулированы самым четким практическим образом. Для сварки это могут быть правила или стандартные критерии приемки.
- Персонал должен иметь квалификацию. Это может быть решено аттестацией сварщика.
 Для сварки это спецификация процедуры сварки.
Для сварки это спецификация процедуры сварки.Независимо от общей системы качества производителя, выбор соответствующих норм и стандартов сварки может еще больше повысить качество и надежность сварки.
Что такое сварочный кабель? — Специалисты по электропроводке и кабелю
Прежде чем погрузиться в трактат о том, что это значит быть сварочным кабелем , или что требуется сварочному кабелю для того, чтобы быть эффективной, необходимо понимать, что такое сварка и почему она полезна. Только тогда могут быть выполнены требования к сварке . кабель быть легко понятым.
Существует множество различных видов сварки
процессов, и в основном это все процессы соединения материалов
вместе. Хотя некоторые из процессов, посредством которых некоторые металлы соединяются, или
сварные, такие как дуговая сварка, относительно хорошо изучены, менее
Общеизвестно, что такие материалы, как пластик и даже дерево, можно соединять
методы сварки.
Хотя некоторые из процессов, посредством которых некоторые металлы соединяются, или
сварные, такие как дуговая сварка, относительно хорошо изучены, менее
Общеизвестно, что такие материалы, как пластик и даже дерево, можно соединять
методы сварки.
В основном, сварка с использованием тепла, выделяемого давление или трение (иногда и то, и другое) для соединения исходных материалов. Немного формы сварки требуют дополнительного материала, известного как наполнитель или расходный материал. чтобы завершить процесс. Иногда сустав обладает всей силой присущие исходным материалам.
В большинстве случаев наполнитель или расходный материал
используется аналогичный по составу исходный материал, хотя есть
случаях, когда необходимо использовать другой расходный материал для добавления
укрепляет связь, а не ослабляет ее. Некоторые исходные материалы не
особенно прочные, поэтому сварка их с химически или структурно подобными
расходный материал был бы контрпродуктивным. Например, хрупкие металлы. которые работают лучше, когда рекомендуется использовать разные расходные материалы.
которые работают лучше, когда рекомендуется использовать разные расходные материалы.
Соединение Металлы
Использование различных способов сварки для соединения исходные металлы вместе, вероятно, то, о чем думает большинство людей, когда они слышат слово «сварка», хотя, как вы вскоре увидите, можно соединять и другие материалы. также с использованием сварочных процессов. По большей части процессы, которые люди думать, что сварка ограничена соединением металлов, хотя, как вы увидите Короче говоря, есть и другие материалы, которые можно сваривать.
Разработаны оригинальные сварочные процессы в горне кузнецов, где соединяемые металлы нагревались до подходящей температуры, а затем сжимаются под давлением. Этот процесс известный как кузнечный сварной шов, и когда он сделан должным образом кем-то с соответствующими навыками может быть очень прочным — почти до такой степени, что сустав невозможно обнаружить.
Кузнечная сварка, хотя и эффективная, требует
много времени и еще больше навыков, чтобы усовершенствовать и сделать практичным.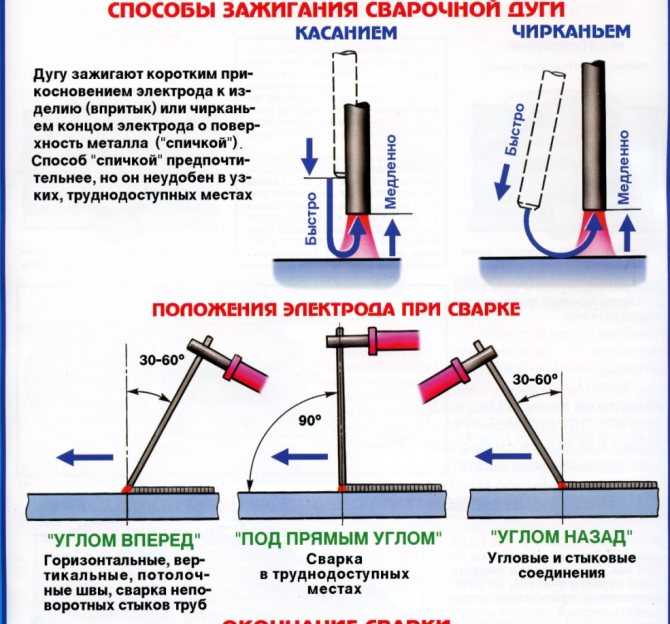 Шли годы
однако с появлением новых технологий были введены другие формы сварки. Дуговая сварка
использует ток для нагрева наполнителя (и части исходного материала) выше его
температуры плавления, чтобы их можно было снова затвердеть и соединить после остывания.
Шли годы
однако с появлением новых технологий были введены другие формы сварки. Дуговая сварка
использует ток для нагрева наполнителя (и части исходного материала) выше его
температуры плавления, чтобы их можно было снова затвердеть и соединить после остывания.
Точечная сварка — еще одна форма сварки, использует ток для нагрева металлов до такой степени, что их можно соединить, за исключением точечная сварка пропускает ток через материалы и нагревает их с помощью их устойчивость к электричеству. По этой причине точечная сварка классифицируется как тип сварки, известный как контактная сварка.
Прочее Материалы
Менее известны, чем процессы, с помощью которых
металлы могут быть соединены сваркой, это тот факт, что другие материалы, такие как пластик
и дерево можно сварить вместе. Может показаться очевидным, как можно использовать тепло для
сделать пластик более податливым и соединяемым, но это не так очевидно с
материал вроде дерева.
С пластмассой, как и с металлами, родитель материалы нагреваются до тех пор, пока они не достигнут или не преодолеют точку плавления, давление применяются, чтобы заставить их вместе, а затем им дают остыть, чтобы они сплавленный. Этот процесс похож на соединение некоторых металлов, хотя и не совсем такой же. Это в основном то же самое, что и кузнечный сварной шов, за исключением того, что он применяется к пластмассы.
С деревом процесс немного короче интуитивно, хотя принципы в основном те же. По сути два куски дерева прижимаются друг к другу с большим усилием, прежде чем они применяется дополнительное линейное трение. Это их так быстро нагревает что они соединены силой трения и не требуют клея или гвозди.
Сварочные кабели
Назад к сварка кабели — так как не каждый метод сварки требует электричества, у нас будет вернуться к тем, которые относятся к различным формам металл.
По сути, сварочный кабель представляет собой проводник, по которому протекает ток, используемый в некоторых
различные процессы сварки, чтобы сделать их возможными.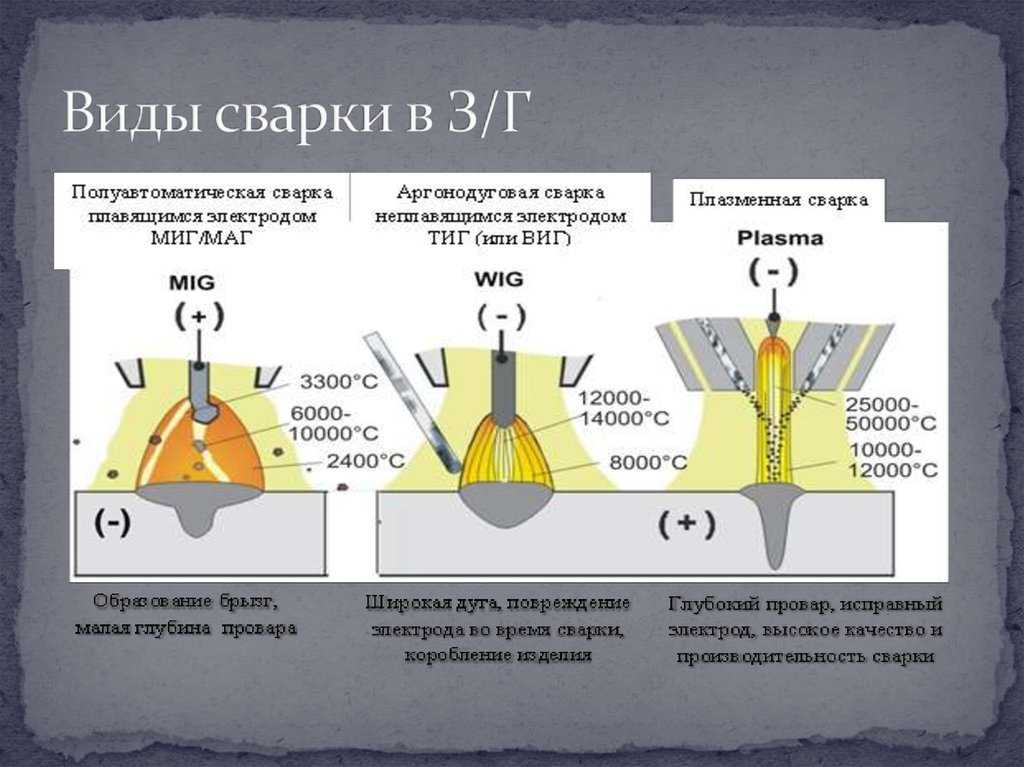 Чтобы сварочный кабель был эффективным и практичным
для любой конкретной работы она должна обладать рядом различных характеристик. В
базовый уровень, сварочный кабель должен быть надлежащего размера для работы, а также прочным и гибким, как
возможный.
Чтобы сварочный кабель был эффективным и практичным
для любой конкретной работы она должна обладать рядом различных характеристик. В
базовый уровень, сварочный кабель должен быть надлежащего размера для работы, а также прочным и гибким, как
возможный.
Размер и Рейтинг
Один из самых важных моментов, который следует учитывать рассмотрение, прежде чем даже выбрать сварку кабель для работы или комплекта работ, чтобы убедиться, что вы ищете кабель, который рассчитан на правильное напряжение и ток, который вы будет использоваться в ваших сварочных процессах.
Зависит от поставленной задачи и может
требуют от вас глубокого понимания сварки, которой вы будете
производительности, необходимой мощности и номинальных характеристиках, связанных со сварочным кабелем . Мы не можем дать ни
спецификации на это, потому что это будет варьироваться в зависимости от характера сварки
среды и выполняемой сварки.
Что мы можем сказать, так это размер и температура рейтинг также может влиять на характеристики сварочного кабеля . Они оба могут влиять на степень, в которой любой данный кабель может нагреваться во время использования, и важно, чтобы кабели не перегревались поскольку это повлияет как на их производительность, так и на безопасность установки.
При прочих равных условиях более короткая длина кабель может нести большую мощность, чем более длинный, потому что он должен нести этот ток через более короткую медь. Медь известна своим низким сопротивлением, но он все еще предлагает некоторые, поэтому чем больше кабелей должно проходить электричество, тем больше кабель будет его нагревать. В связи с этим необходимо помнить о длина кабеля, который вы используете, потому что, как указано выше, перегретый кабель в лучшем случае неэффективно и в худшем случае опасно.
Долговечность и сопротивление
Так как большое количество сварочных работ необходимо
быть выполнен на месте, еще одно важное соображение, которое необходимо учитывать при покупке
для сварочных кабелей — их уровень
долговечность. Сделайте паузу на секунду, чтобы подумать о некоторых условиях, в которых может работать сварочный кабель .
особенно если сварка выполняется на месте в неблагоприятных условиях.
Сделайте паузу на секунду, чтобы подумать о некоторых условиях, в которых может работать сварочный кабель .
особенно если сварка выполняется на месте в неблагоприятных условиях.
А сварка кабель не просто должен быть в состоянии мириться с трудностями доставки ток для выполнения сварки. Кабель может смириться с такими факторами как экстремальные температуры на рабочем месте, которые могут меняться в течение дня, наряду с влажностью условия, грязные условия и условия, подвергающие их воздействию грязи, копоти, масла и потенциально даже другие опасные химические вещества.
По этим причинам в равной степени необходимо
что сварочный кабель не только
хорошо изолированы от физических стрессоров, но и от других загрязняющих веществ, таких как
вода, масло и потенциально некоторые коррозионные вещества. Их присутствие на рабочем месте
могут не только затруднить или сделать невозможной сварку, но и повредить
ваше оборудование, в том числе сварка
кабели . Поэтому лучше всего найти самый прочный сварочный кабель , какой только можно, с некоторыми дополнительными функциями, если
вы можете найти их.
Поэтому лучше всего найти самый прочный сварочный кабель , какой только можно, с некоторыми дополнительными функциями, если
вы можете найти их.
Гибкость
Это еще одна вещь, о которой нельзя сказать достаточно, но прежде чем мы углубимся в детали, подумайте о проводке, которую вы видели в прошлом. Это может быть лотковый кабель, проложенный на большие расстояния, или внутренняя проводка в доме или здании или даже на корабле. Что они все есть общее?
Все они различаются в зависимости от материала и изоляции. и все они, вероятно, будут рассчитаны на работу с различными напряжениями и токами. По правде говоря, может быть довольно трудно определить более чем одну вещь, которая у них у всех есть общее, и мы не ищем ответ, что они «проводят электричество». Да, но то же самое можно сказать о сварочном кабеле и сварочном кабеле . кабель отличается от них.
Главное, чтобы все остальные формы
проводки объединяет то, что по большей части после их установки
они статичны. Обычно они не предназначены для движения. Морской кабель, для
например, предназначен быть гибким, но обычно это позволяет ему
перемещаться по тесным нишам на борту лодок и справляться с бурным морем, а не
потому что люди на борту лодки будут манипулировать ими с любой частотой.
Таким образом, большинство форм проводки не разрабатываются с учетом гибкости.
потому что это ничего не добавляет к их производительности или функции.
Обычно они не предназначены для движения. Морской кабель, для
например, предназначен быть гибким, но обычно это позволяет ему
перемещаться по тесным нишам на борту лодок и справляться с бурным морем, а не
потому что люди на борту лодки будут манипулировать ими с любой частотой.
Таким образом, большинство форм проводки не разрабатываются с учетом гибкости.
потому что это ничего не добавляет к их производительности или функции.
Сварка
кабель , в силу того, что его приходится перемещать
вокруг для выполнения сварки на месте, как мы упоминали ранее, должен быть настолько гибким, насколько
возможный. Обойти это действительно невозможно, и, по правде говоря, большинство сварочных кабелей , как правило, довольно
жесткие, но они по-прежнему спроектированы для обеспечения высочайшего уровня
возможна гибкость. Это позволяет им продолжать выполнять свою основную функцию.
и эффективно перемещаться по рабочему месту, чтобы добраться до исходных материалов.
Производители достигают высочайшего уровня гибкость возможна при их сварке кабель , соединив вместе столько жил отдельных медных проводников, сколько возможный. Они минимизируют диаметр каждой нити и добавляют больше нитей к кабель, чтобы сделать его максимально гибким. Это дает сварщикам гибкость (без каламбура), чтобы легче добраться до материалов, которые им нужно сварить. это также важно отметить, что инженерные эффективные сварочный кабель сложен, потому что сбалансировать долговечность и гибкость — нелегкий подвиг. На самом деле это два противоположных качества. На С одной стороны, один медный проводник был бы очень прочным, но в то же время он был бы совершенно негибким — по сути, это был бы просто медный стержень. Следовательно Вы должны сделать свою домашнюю работу при покупке и найти кабель, который является одновременно гибким и еще очень жестко.
Наши Сварочные кабели
В соответствии с поставленными нами условиями
как обязательное условие для поиска сварки кабель , мы производим его в соответствии с самыми строгими стандартами, чтобы обеспечить их
ремонтопригодность и производительность.
Многие из наших сварочных кабелей устойчивы к температурам от отрицательных от 50 до 105 по Цельсию, поэтому они разработаны, чтобы выдерживать самые суровые условия на рабочем месте. Количество прядей будет варьироваться в зависимости от калибра, но мы используем 100% чистую медь в их конструкции и используем столько нитей, сколько практичным для манометра, чтобы обеспечить высочайший уровень гибкости. Наш премиум сверхгибкий сварочные кабели также имеют изоляцию EDPM и устойчивы к маслам и бензину, что дает вам более длительная работа и лучшая устойчивость к неблагоприятным условиям окружающей среды. Вы можете найти наши сварочные кабели в калибрах от 6 калибра до 4/0 американского калибра проводов (AWG) и рассчитаны на 600 вольт здесь, на нашем сайте EWCS Wire. Кроме того, все наши сварочные кабели производятся здесь, в Америка.
Подробнее Чем Сварочный кабель
Хотя вы находитесь в нужном месте, если вы
покупка сварочного кабеля в
различные калибры для любой из ваших работ, EWCS Wire — ваш главный выход
для электрических проводов и кабелей. Нужен ли вам алюминиевый кабель, лотковый кабель,
морской кабель или какой-либо другой специальный провод и кабель, мы можем настроить вас с
Это. Просто взгляните на наши страницы здесь, на нашем веб-сайте, если вы знаете, что
ты ищешь. Или вы можете связаться с нами по телефону 800-262-1598. Мы можем вам помочь
Навигация по нашим продуктам и помочь вам выбрать то, что вам нужно. Просто будь
обязательно знать специфику того, что потребуется для вашей работы.
Нужен ли вам алюминиевый кабель, лотковый кабель,
морской кабель или какой-либо другой специальный провод и кабель, мы можем настроить вас с
Это. Просто взгляните на наши страницы здесь, на нашем веб-сайте, если вы знаете, что
ты ищешь. Или вы можете связаться с нами по телефону 800-262-1598. Мы можем вам помочь
Навигация по нашим продуктам и помочь вам выбрать то, что вам нужно. Просто будь
обязательно знать специфику того, что потребуется для вашей работы.
Мы гордимся не только качеством наши продукты, но и в нашей службе поддержки клиентов, поэтому, если вам нужна помощь в поиске некоторых специальные продукты, включая сварочный кабель , но не ограничиваясь им, свяжитесь с нами сегодня.
В чем разница между сваркой и изготовлением
Если вы работаете в металлообрабатывающей промышленности, вы часто слышите термины «сварка» и «изготовление». Люди иногда используют эти два термина как синонимы, но между изготовлением и сваркой есть четкая разница.
В чем разница между сваркой и изготовлением? Лучшее объяснение состоит в том, что изготовление — это общий процесс производства металла, тогда как сварка — это отдельная часть процесса изготовления. Можно сказать, что производство может включать в себя сварку, но сварка всегда является частью производства. Вы можете изготавливать металлические детали без сварки, но если вы свариваете, вы определенно производите конечный продукт.
Существуют различные наборы навыков, связанных с производственным процессом и сварочным делом. И сварщики, и производители металлов — это высококвалифицированные мастера, которые часто выполняют задачи в сфере производства металлов в целом.
Что такое сварка и изготовление?
Простейшее определение сварки состоит в том, что она включает в себя соединение металлических деталей. Сварка также может включать стекло и термопласты, но по большей части люди связывают сварку с металлами. Сварщики объединяют металлы в процессе производства.
Термин «изготовление» относится к более широкой группе задач, связанных с изготовлением металлических изделий. Он включает в себя весь производственный процесс от проектирования изделий до их окончательной отделки. Изготовители несут ответственность за принятие концепций продукта и использование любого количества сложных процедур для превращения видения в металлическую реальность. Одной из таких высококвалифицированных процедур является сварка.
Многие производители металлоконструкций также являются квалифицированными сварщиками. Многие сварщики также выступают в роли изготовителей. Их обмен ролями зависит от объекта, в котором они работают, и конкретной работы, над которой они работают. Например, вы можете работать в основном сварщиком, но также выполнять задачи по резке, гибке, формовке и отделке вашего проекта. Или ваша основная роль — производитель металла, и вы выполняете сварку в рамках выполнения работы.
Производители металлов и сварщики являются частью обширной американской промышленности. По данным Бюро статистики труда США, в металлообрабатывающей промышленности США работает около 1,484 миллиона человек. Многие из них сварщики. Другие навыки в мире изготовления включают машинистов, слесарей, резчиков, гибщиков и сборщиков. Затем есть люди, которые проектируют, проектируют и управляют производственными проектами.
По данным Бюро статистики труда США, в металлообрабатывающей промышленности США работает около 1,484 миллиона человек. Многие из них сварщики. Другие навыки в мире изготовления включают машинистов, слесарей, резчиков, гибщиков и сборщиков. Затем есть люди, которые проектируют, проектируют и управляют производственными проектами.
Аналитики предсказывают большое будущее производственному бизнесу. По словам экономического аналитика Криса Куэля, несмотря на действующие тарифы на сталь и другие металлы, отрасль металлообработки, скорее всего, будет развиваться такими же темпами, как и показатель валового внутреннего продукта (ВВП) США, составляющий от 2,7 до 3,4 процента. Это хорошая новость, если вы производитель металла или сварщик.
Процесс изготовления металла
Сварка — это только один шаг в процессе, который начинается с концепции и заканчивается готовым изделием, готовым к установке и использованию. Изготовление любой детали или компонента требует процесса, который следует линейной и логической последовательности от начала до конца.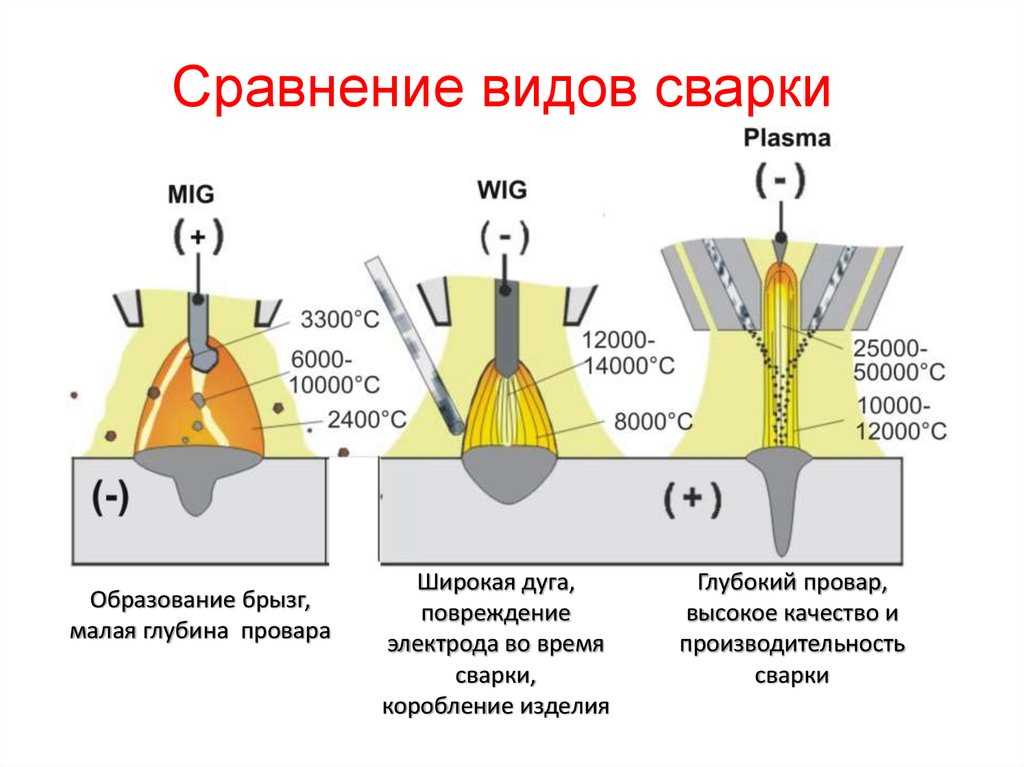
Процесс производства металла начинается с мысли о конечном результате. Какие бы материалы ни изготавливались и не сваривались в проекте, они планируются и учитываются для определенной цели. Каждое производственное задание состоит из множества этапов, и успех каждого из них зависит от другого. Вот основные части процесса изготовления металла:
1. Торги
Каждый проект начинается с выставления на торги или торгов. На этом этапе у конечного пользователя будет определен объем работ, в котором указано, для чего предназначен продукт, и необходимое количество единиц. Это может быть очень подробно в случае какой-либо уникальной детали, используемой в очень сложной отрасли, такой как аэрокосмическая, или это может быть общая концепция, применяемая к грузовому прицепу.
Компании, участвующие в торгах по изготовлению металлоконструкций, оценят свою способность выполнять работу с имеющимися у них ресурсами. Некоторые производственные фирмы обладают собственным потенциалом для выполнения всех видов работ, в то время как другим компаниям, возможно, придется нанимать специализированные услуги, такие как сварка.
Предложения являются настолько качественными и точными, насколько информация, предоставленная заказчиком генеральному подрядчику. Конкурентные торги между различными компаниями по производству металлоконструкций, как правило, являются состязательными и контрпродуктивными для достижения наилучшей цены за работу с высочайшим качеством производства.
Сегодня многие соглашения с производителями и клиентами следуют структуре проектирования/сборки.
2. Планирование
Это критический этап изготовления. Несмотря на то, что пока нет практической резки, гибки и сварки металла, время и усилия, затраченные на планирование проекта, могут создать или разрушить его успех. Говорят, что отсутствие планирования означает планирование неудачи, и это верно в отношении процесса производства металла.
Планирование закладывает основу для других этапов процесса. Дизайнеры и инженеры работают со своим клиентом, чтобы полностью понять концепцию, ее конечную цель и ее спецификации.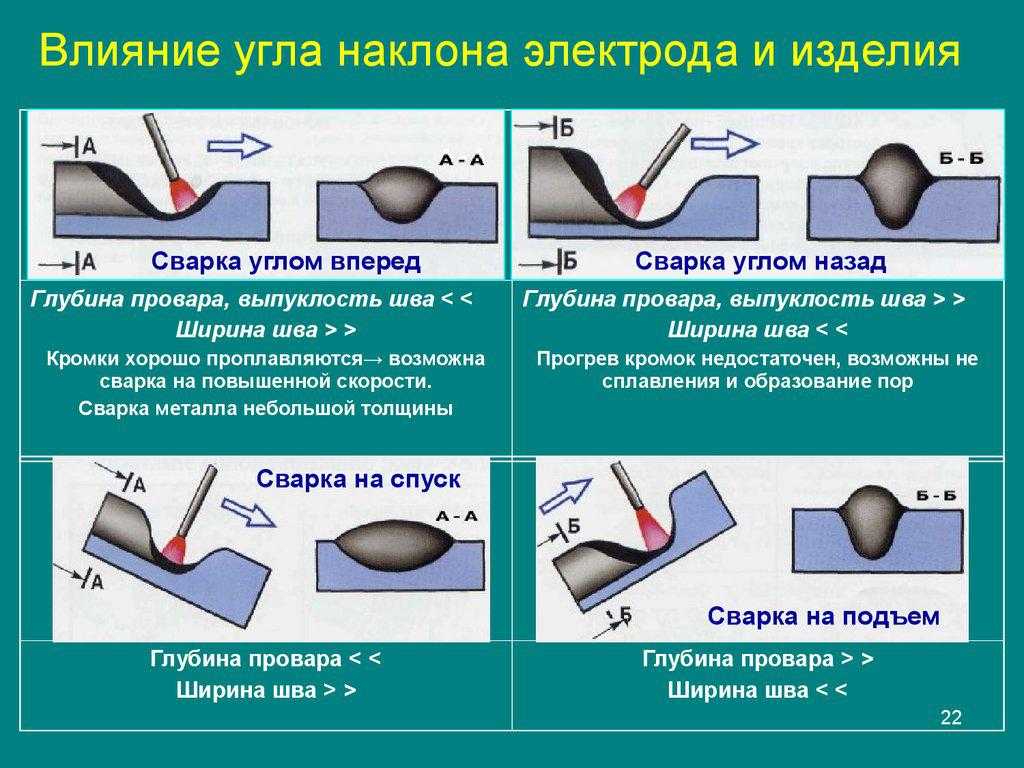 Полностью раскрывая, что требуется для создания проекта, группа планирования может разработать правильное сочетание материалов и методов, необходимых для его завершения.
Полностью раскрывая, что требуется для создания проекта, группа планирования может разработать правильное сочетание материалов и методов, необходимых для его завершения.
В основе планирования лежит командная работа. Хорошие менеджеры проектов следят за тем, чтобы все, кто участвует в производственном процессе, получали информацию. Они ожидают, что специалисты, ориентированные на конкретные задачи, такие как сварщики, поделятся своими навыками и знаниями, основанными на опыте. Если в проекте задействована сварка, то сварщики должны участвовать в процессе планирования.
3. Производство
Для внешнего глаза производство — это место, где происходит настоящая работа. Как только клиент заключает с производственной компанией контракт через систему конкурсных торгов или договоренность о проектировании/строительстве и планы составлены, начинается этап производства. Здесь вещи строятся.
В процессе производства сырье формируется из стандартных запасов или специализированных источников и начинает превращаться в полезный продукт.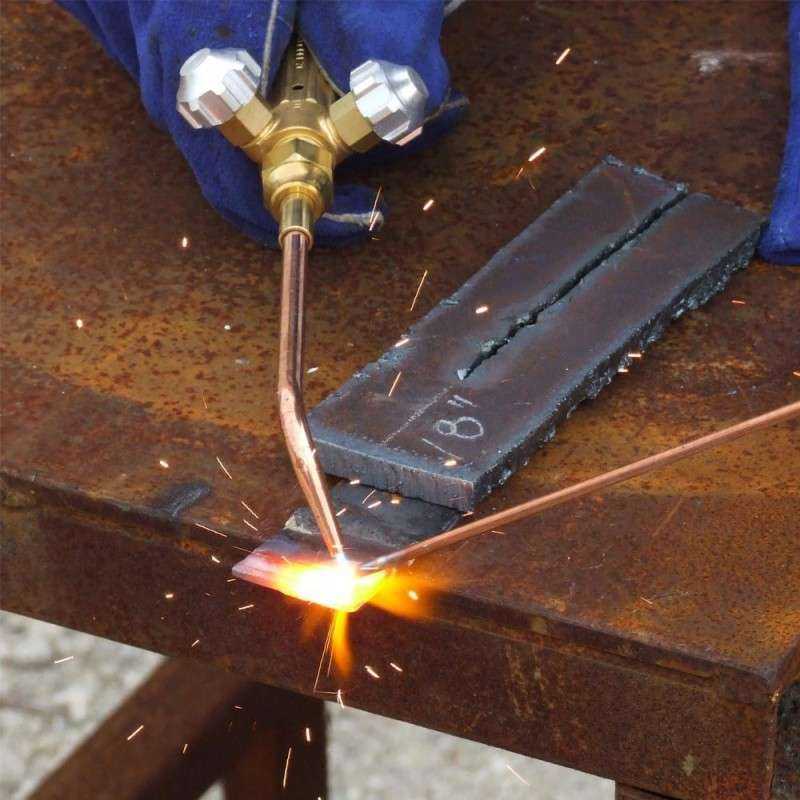 В типичном производственном процессе металлы выбираются и разрезаются по размерам компонентов. Это может включать в себя простое оборудование, такое как ножницы, или вы можете увидеть высокотехнологичные процедуры, такие как лазерная резка и резка водой.
В типичном производственном процессе металлы выбираются и разрезаются по размерам компонентов. Это может включать в себя простое оборудование, такое как ножницы, или вы можете увидеть высокотехнологичные процедуры, такие как лазерная резка и резка водой.
После того, как изготовитель металла или его бригада приготовили критические компоненты путем резки, гибки и формовки, наступает время сборки. В большинстве производственных проектов это связано со сваркой. Вот где становится очевидной разница между сваркой и изготовлением. Сварка — это один из этапов процесса, но это важнейшая часть всего производственного процесса.
Предприятия по производству металлоконструкций полагаются на множество квалифицированных специалистов, которые проводят проекты через процесс подачи заявок, планирования и производства. Изготовители и сварщики — две основные роли во многих проектах по изготовлению металлов, но и другие специализированные игроки также вносят значительный вклад в успешный результат. Вот некоторые из этих специалистов по изготовлению металлов:
Вот некоторые из этих специалистов по изготовлению металлов:
- Инженеры : Профессиональные инженеры жизненно важны для производственного процесса. Они несут ответственность за установление стандартов, обеспечение соответствия и прогнозирование производительности. Некоторые из инженерных дисциплин, которые вы найдете в производстве металлов, — это инженеры-конструкторы, механики и химики.
- Дизайнеры : Эти профессионалы заменяют инженеров и превращают концепции в рабочие инструкции. Большинство проектов по изготовлению металлоконструкций выполняются с помощью компьютера и полагаются на автоматизированные чертежи (САПР) для планирования работы и обеспечения того, чтобы все участники процесса строили с одной и той же страницы. Разработчики также определяют этапы процедуры, которым могут следовать производители и сварщики.
- Металлурги : Необработанное железо представляет собой сложный материал, требующий особого обращения. Металлурги вносят свой вклад в производство, добывая и подготавливая железо на ранней стадии производства. Вы также можете найти слесаря, который формирует или режет железо.
- Кузнецы : В свое время кузнецы составляли основу металлообрабатывающей промышленности. Они являются экспертами, когда дело доходит до нагревания и ковки сырого железа в готовую продукцию. Сегодня изготовители и сварщики выполняют большинство кузнечных работ, но ничто не заменит кузнечные навыки, когда дело доходит до обработки железа.
- Наладчики станков : Машинисты и монтажники играют важную роль в производстве металлов. В большинстве производственных цехов есть сложное оборудование для превращения заготовок из металла в рабочие детали. Наладчики подготавливают или настраивают металлообрабатывающие станки для приема материала, а затем контролируют их на протяжении всего производственного процесса.
- Менеджеры и контролеры : Ни один цех по производству металлоконструкций не может функционировать без ответственного и контролирующего процессы. Менеджеры и супервайзеры обеспечивают ответственный и слаженный рабочий процесс от начала до конца. Они также берут на себя обязанности по выполнению заказов и контролю качества.
 Металлурги вносят свой вклад в производство, добывая и подготавливая железо на ранней стадии производства. Вы также можете найти слесаря, который формирует или режет железо.
Металлурги вносят свой вклад в производство, добывая и подготавливая железо на ранней стадии производства. Вы также можете найти слесаря, который формирует или режет железо. Менеджеры и супервайзеры обеспечивают ответственный и слаженный рабочий процесс от начала до конца. Они также берут на себя обязанности по выполнению заказов и контролю качества.
Менеджеры и супервайзеры обеспечивают ответственный и слаженный рабочий процесс от начала до конца. Они также берут на себя обязанности по выполнению заказов и контролю качества.Несмотря на то, что для завершения проекта по изготовлению металла объединяются многие различные части процесса, они были бы слабыми без поддержки сварки. Сварщики играют решающую роль в общем производственном процессе. Чтобы функционировать и должным образом вносить свой вклад, сварщики имеют свой собственный процесс сварки.
Процесс сварки
Сварка — это процесс соединения материалов на основе металлов. Техника называется фьюжн. Это сложная функция, которая включает использование тепла и давления. В области сварки используется множество специализированных инструментов и отдельных процессов.
Несмотря на то, что сварка является отдельной частью процесса изготовления металла, это высококвалифицированная работа, требующая большого обучения и практики для освоения. Большинство сварщиков проходят путь от ученика до подмастерья, и на то, чтобы стать чрезвычайно опытным, уходят годы. Это связано с огромным разнообразием материалов, используемых при изготовлении металла, и широким спектром методов сварки.
Это связано с огромным разнообразием материалов, используемых при изготовлении металла, и широким спектром методов сварки.
Есть два основных процесса сварки, которые вы найдете в металлообрабатывающей промышленности. Один из них — сварка плавлением, а другой — сварка в твердом состоянии. Сварка плавлением включает в себя нагрев металлических деталей и добавление наполнителя, чтобы сплавить их в соединенное целое. Сварка в твердом состоянии аналогична концепции соединения металлов, но не требует добавки. Вот основные процессы сварки, которые вы найдете в металлообрабатывающей промышленности:
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW) : Это наиболее известная и наиболее часто используемая форма сварки. Это метод плавления, который также называют сваркой стержнем. Он включает в себя электрический ток и плавящиеся сварочные стержни, которые выступают в качестве наполнителя между соединяемыми поверхностями.
- Кислородно-ацетиленовая сварка (OA) : Другой распространенный метод сварки включает объединение баллонов с кислородом и баллонов с ацетиленом через сопло горелки. Это пламя нагревает металл, в то время как присадочный стержень позволяет сплавлять металл.
- Сварка вольфрамовым электродом в среде инертного газа (TIG) : Вольфрамовая сварка называется наиболее совершенной из-за высокого качества сварки TIG. Это «двуручная» процедура, которая включает использование неплавящегося вольфрамового электрода для создания сварного шва.
- Дуговая сварка металлическим газом (MIG) : Это метод сварки с подачей проволоки, когда расходуемый стержень подается с непрерывной катушки электродной проволоки. Сварка MIG отлично подходит для сварки тонких заготовок и листового металла.

Методы сварки не ограничиваются этими четырьмя процессами. Хотя сварка SMAW, OA, TIG и MIG является основой, используемой в большинстве металлических конструкций, некоторые сварщики также используют другие методы. Одним из примеров является дуговая сварка под флюсом (SAW), которая выполняется под водой. Другим является экзотермическая сварка (термит), которая включает использование чрезвычайно высокой температуры с последующим зарядом на основе алюминия для плавления металлов.
Одним из примеров является дуговая сварка под флюсом (SAW), которая выполняется под водой. Другим является экзотермическая сварка (термит), которая включает использование чрезвычайно высокой температуры с последующим зарядом на основе алюминия для плавления металлов.
Инструменты для сварки и обработки металлов
Поскольку обработка металлов и сварка являются сложными и специализированными профессиями, вполне естественно, что их инструменты в равной степени специализированы и сложны. Инструменты для сварки и изготовления во многом совпадают, но между некоторыми инструментами есть уникальные различия. Как правило, сварщики используют инструменты, которые облегчают соединение, в то время как производители используют инструменты, которые режут, гнут и придают форму металлам.
Еще одно отличие состоит в том, что сварщики зависят от тепла для выполнения своей работы. Это не обязательно относится к производителям, которые много занимаются холодной прокаткой и сухой гибкой. Вот список инструментов, которые вы обычно найдете в металлообрабатывающих и сварочных цехах:
Вот список инструментов, которые вы обычно найдете в металлообрабатывающих и сварочных цехах:
- Абразивы
- Разводные ключи
- Угловые шлифовальные машины
- Аппараты дуговой сварки
- Гибочные станки и ломающие устройства
- Отбойные молотки
- Компьютеры и программное обеспечение САПР
- Расходуемые электроды
- Лазерные и водяные резаки
- Баллоны с кислородом и ацетиленом
- Ножницы
- Мыльный камень
- Тиски и захваты
- Сварочные зажимы
Другим типом инструмента, который жизненно важен в сварочных и сборочных цехах, является защитное оборудование. Средства индивидуальной защиты (СИЗ) имеют решающее значение для безопасности цеха, независимо от того, занимаетесь ли вы изготовлением или сваркой. По характеру работы вы работаете с горячим металлом, острыми поверхностями и тяжелыми материалами. Вот список средств индивидуальной защиты, обычно используемых при изготовлении металлов и выполнении сварочных работ:
- Защита глаз
- Защита органов слуха
- Маски и защитные очки
- Респираторы
- Кожаные перчатки и фартуки
- Обувь с защитным носком
- Одежда повышенной видимости
Каждое профессиональное предприятие по производству металлоконструкций и сварке должно уделять пристальное внимание безопасности на рабочем месте. Они также должны обращать внимание на потребности и результаты своих клиентов. Prime Source Parts and Equipment — это одна из профессиональных услуг по изготовлению и сварке металлов, на которую вы можете рассчитывать, чтобы безопасно выполнить свою работу.
Они также должны обращать внимание на потребности и результаты своих клиентов. Prime Source Parts and Equipment — это одна из профессиональных услуг по изготовлению и сварке металлов, на которую вы можете рассчитывать, чтобы безопасно выполнить свою работу.
Выберите Prime Source для изготовления металлоконструкций и услуг по сварке
В Prime Source мы стремимся завоевать ваше доверие и обеспечить бесперебойную работу вашего оборудования. Независимо от того, нужен ли вам ремонт оборудования или сварка и изготовление на заказ, мы здесь, чтобы позаботиться о ваших потребностях. Наши квалифицированные техники и сварщики имеют опыт работы с вашим оборудованием и гарантируют, что ваши детали изготовлены должным образом.
Prime Source Parts and Equipment — лучший выбор в Северной Каролине для сварки тяжелого оборудования и изготовления компонентов. Если нет в наличии, то можем изготовить. Свяжитесь с Prime Source сегодня, чтобы обсудить решения по поддержке продукта. Позвоните нам по телефону (704) 597-0030 или запросите расценки через нашу онлайн-форму для связи.
Позвоните нам по телефону (704) 597-0030 или запросите расценки через нашу онлайн-форму для связи.
Почему важна сварка? Узнайте о преимуществах этой отрасли
Строительная отрасль очень велика и состоит из многих частей, составляющих единое целое. Сегодня мы поговорим о почему важна сварка . Кроме того, мы обсудим, почему это важно для строительной отрасли. Этот процесс иногда упускается из виду в строительстве, но он так же важен, как и любой другой процесс.
Прежде всего, важно знать, что такое сварка. Сварка — это процесс сплавления двух материалов или их соединения под воздействием высокой температуры. В результате два материала прочнее, чем до этого процесса.
Сварщики сплавляют металлы для усиления конструкции. Это может варьироваться от металлических перил в вашем доме до большого корабля или моста. Итак, этот процесс является частью нашей повседневной жизни. Без него у нас не было бы некоторых структур, которые мы имеем сегодня.
Сварка не только является неотъемлемой частью нашей жизни, но и опасной работой. Это связано с тем, что сварщики подвергаются воздействию очень высокой температуры. Это означает, что им приходится использовать специальное оборудование и соблюдать осторожность при выполнении работы.
Помимо воздействия высоких температур, сварщики также находятся в опасных местах. Например, сварочные работы могут выполняться под автомобилем, в лесах высокого здания или в узких корабельных проходах. Так что работа в этой отрасли требует надлежащих знаний и навыков.
Почему важна сварка ? Он обеспечивает прочные и постоянные соединения конструкций. Это важно для любого производственного процесса, такого как автомобильная промышленность. Это имеет решающее значение в строительной отрасли, поскольку является основой строительных конструкций. Кроме того, это создает рабочие места.
Обеспечивает прочные соединения Представьте, что вы сидите дома с семьей и смотрите телевизор, и вдруг крыша начинает обрушиваться. Это может произойти по многим причинам, например, из-за протечек или других повреждений, вызванных водой. Но это могут быть и стыки крыши.
Это может произойти по многим причинам, например, из-за протечек или других повреждений, вызванных водой. Но это могут быть и стыки крыши.
Сварка может предотвратить обрушение крыши за счет создания прочных соединений. Кроме того, он присутствует в швах ваших стен. Если вы не хотите, чтобы стены вашего дома рухнули, вам нужно убедиться, что сварочные работы выполнены правильно.
Соединение двух кусков металла вместе — сложная задача. Но сварка упрощает этот процесс, делая эти металлические соединения прочными и постоянными. Если процесс не будет выполнен правильно, то эти соединения могут легко сломаться. В результате вся конструкция вашего дома выйдет из строя.
Существуют различные сварные соединения, а именно:
- Стыковые соединения
- Нахлесточные соединения
- Угловые соединения
- Тройники
- Крестообразные шарниры
Очень важно, чтобы вы знали, что существуют разные типы соединений, а это означает, что речь идет не просто о соединении двух металлов. Вы можете найти различные виды соединений в одной конструкции здания. Другими словами, это сложная работа, которая требует надлежащего ухода.
Вы можете найти различные виды соединений в одной конструкции здания. Другими словами, это сложная работа, которая требует надлежащего ухода.
Если бы вы начали осматривать принадлежащие вам предметы, то поняли бы, что сварка присутствует практически в каждом из них. Это связано с тем, что сварка является неотъемлемой частью любого производственного процесса.
Без сварки у вас не было бы дома ни автомобиля, ни любого другого электрооборудования. Все металлические детали автомобиля разрезаются и сплавляются с помощью сварки. Также не будет самолетов, поездов или любого другого вида транспорта.
Заборы и перила в вашем доме также проходят процесс сварки. Вы бы не хотели однажды обнаружить, что ваш забор сломался или развалился. Любой металлический забор должен быть сварен между собой, чтобы он прослужил долго.
Металлические заборы являются одними из самых прочных и устойчивых ограждений. Материалы, из которых они сделаны, играют важную роль, но мы также должны поблагодарить сварщиков, которые позаботились о том, чтобы ограждение было собрано должным образом.
Материалы, из которых они сделаны, играют важную роль, но мы также должны поблагодарить сварщиков, которые позаботились о том, чтобы ограждение было собрано должным образом.
Сварка является основой строительной отрасли. Это связано с тем, что каждая инфраструктура рассчитывает на сварку для прочного каркаса. Будь то большое или маленькое здание, вам понадобятся сварщики, которые придут и сварят каждую металлическую деталь.
Помимо строительства, сварка также необходима при строительстве мостов, сельском хозяйстве и сельскохозяйственных сооружениях. Также он используется для нефте- или газопроводов.
Особенно важен в процессе строительства железных конструкций вблизи океана. Эти конструкции могут быть подвержены коррозии, поэтому вы не сможете использовать гайки и болты, чтобы соединить два куска металла вместе. В этом случае оптимальным вариантом является сплавление металлов между собой при помощи сварки.
Сварка существует уже много столетий и со временем эволюционировала. Процесс сейчас сильно отличается от того, как это делалось несколько лет назад. Но за все эти годы он помог структурировать дома, мосты, большие здания и многое другое.
Сварочная промышленность создает рабочие местаПоскольку сварочное производство можно найти во всех сферах жизни, оно помогает создавать рабочие места. В результате это приносит пользу экономике нашей страны. Есть крупные предприятия, которые используют роботов для сварочного процесса. Но все еще есть много организаций, которые нуждаются в человеческом участии.
Каждый день строится все больше и больше. Автомобильная промышленность продолжает расти. Таким образом, следует ожидать, что спрос на сварочные процессы будет продолжать расти. Без него невозможно было бы гарантировать, что каждый произведенный объект соответствует высоким стандартам качества.
Таким образом, сварка является жизненно важным процессом для поддержания работы любой отрасли. Будь то маленькие или большие проекты, вы, вероятно, найдете участие сварщика.
Будь то маленькие или большие проекты, вы, вероятно, найдете участие сварщика.
Если вы хотите установить во дворе новый металлический забор, вам понадобится сварщик, чтобы сплавить материалы. Также для установки металлического ограждения или автоматических ворот без сварщика не обойтись.
Ответ на вопрос «почему важна сварка?» очень ясен. Но в настоящее время сварщики получают все меньше и меньше признания, а в строительной отрасли сварку часто упускают из виду. Давайте не будем пренебрегать этим жизненно важным процессом и придадим ему то значение, которого он заслуживает.
Введение в сварку от промышленной революции до сварочных процессов и карьеры
Что такое сварка?
Сварка – это соединение металлов. Что делает сварка, так это соединяет металлы или другие материалы на молекулярном уровне с помощью технологий, которые у нас есть на данный момент. Я говорю «на данный момент», потому что технология сварки постоянно меняется, и так много вооруженных сил полагаются на нее при производстве своей оборонной продукции, что есть процессы сварки, о которых мы еще не слышали.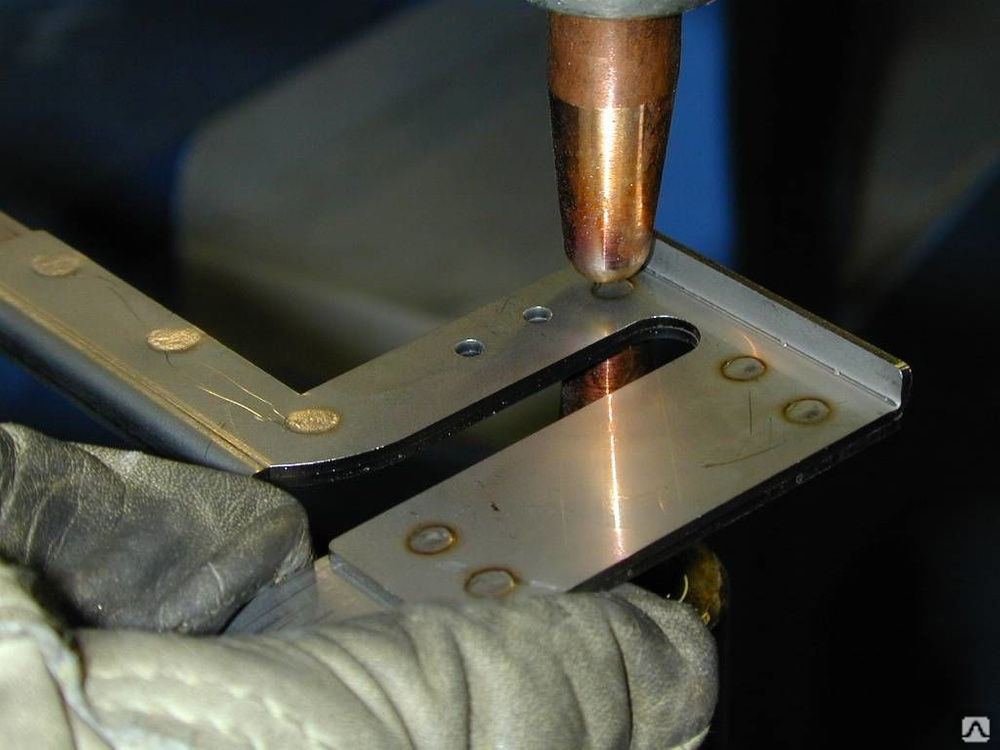
Что мы знаем о современной сварке, так это то, что сварной шов состоит из четырех компонентов. Четыре компонента — это сами металлы, источник тепла, наполнитель и своего рода защита от воздуха. Процесс сварки работает следующим образом. Металл нагревается до точки плавления, в то же время существует своего рода защита от воздуха для его защиты, а затем в область, которую необходимо соединить, добавляется присадочный металл, в результате чего получается единый кусок металла.
Когда-то, когда бронзовый и железный века начали более продуктивно использовать металлы, они использовали процесс прямого литья. Процесс литья будет осуществляться путем изготовления песчаной формы для добавляемой детали. После изготовления формы вы просто кладете ее поверх металлической детали, к которой хотите добавить деталь, и заливаете ее горячим расплавленным металлом, после чего ждете, пока она остынет. Другой способ соединения металла заключался в соединении двух кусков металла и закрытии любых открытых сторон. После того, как область была свободна от утечек, вы просто заливали расплавленный металл, чтобы заполнить соединение.
После того, как область была свободна от утечек, вы просто заливали расплавленный металл, чтобы заполнить соединение.
Промышленная революция и сварка
Когда промышленная революция началась около 1750 г. н.э., использовался процесс, известный как кузнечная сварка. Это очень простой процесс, при котором требуется два или более куска металла, а места стыка нагреваются. Когда металл достаточно горячий, вы просто сбиваете их вместе, пока они не расплавятся. Все это работало достаточно хорошо до 1886 года.
В 1886 году изобретатель Элиу Томсон, получивший более 700 патентов, изобрел контактную сварку. Он был тем, кому современный мир должен быть благодарен! Он не только сделал возможной контактную сварку, но мы до сих пор пользуемся многими другими его электрическими изобретениями. Это было началом современной эры сварки, которая зажгла умы изобретателей о том, как соединять металлы различными способами. Это было началом конца массового использования заклепок, винтов и болтов для соединения металлов.
Чего многие люди не знают, так это того, насколько важны были эти новые сварочные процессы для военных в то время. В конце Первой мировой войны новые методы сварки были строго охраняемым секретом судоремонтной промышленности. Даже сегодня технология сварки, используемая военными подрядчиками, и производимые новые сплавы являются строжайшим секретом!
Это простой процесс, необходимый для промышленной революции, и без него не было бы многих вещей, которые мы считаем само собой разумеющимися! Сварка является основной потребностью для большинства производственных отраслей. Практически любая отрасль, работающая с металлом, не может обойтись без сварки. Сварка, по большому счету, является основой всех металлических изделий. Каждая отрасль, от подводного строительства до космических исследований, использует сварку. Просто оглянитесь прямо сейчас, сколько всего вокруг вас сделано из металла? Если он сделан из металла, есть большая вероятность, что он был сварен.
Сегодня в сварке используются четыре популярных процесса. Эти процессы не всегда были самыми популярными в прошлом, но стали фаворитами инженеров и сварщиков по экономическим и практическим причинам. В реальном мире (а не в учебнике) именно эти сварочные процессы имеют наибольший спрос с точки зрения работы. Не уверена? Возьмите любую газету прямо сейчас и просмотрите объявления о вакансиях. Именно такие сварщики нужны большинству работодателей!
Эти процессы не всегда были самыми популярными в прошлом, но стали фаворитами инженеров и сварщиков по экономическим и практическим причинам. В реальном мире (а не в учебнике) именно эти сварочные процессы имеют наибольший спрос с точки зрения работы. Не уверена? Возьмите любую газету прямо сейчас и просмотрите объявления о вакансиях. Именно такие сварщики нужны большинству работодателей!
- Дуговая сварка защитным металлом / сварка электродом / SMAW
- Металлический инертный газ / MIG
- Дуговая сварка под флюсом / FCAW
- Сварка вольфрамовым электродом в среде инертного газа / TIG
Все вышеперечисленные процессы требуют электричества для создания тепла, необходимого для сварки металлов. Основное различие между всеми этими процессами заключается в способе добавления присадочного металла и в том, как сварной шов защищен от воздуха.
Дуговая сварка защищенным металлом / сварка электродом / SMAW
Дуговая сварка защищенным металлом / сварка электродом / или SMAW с использованием стержня или, в технических терминах, это называется электродом с порошковым покрытием (технически флюсом), который горит или плавится, чтобы создать защиту от кислорода, а в покрытие некоторых стержней добавлен присадочный металл для ускорения процесса сварки.
По шкале сложности от 1 до 3 SMAW имеет 2 балла. Сварка электродом является наиболее распространенной, но с визуальной точки зрения труднее определить, сколько присадочного металла добавляется в соединение, поскольку экранирование на стержень образует шлак, который не позволяет увидеть сварной шов непосредственно во время сварки. После этого вы откалываете шлак, чтобы увидеть сварной шов. Сварка стержнем также является лучшим процессом для сварки дверей. Флюс защищает сварной шов от кислорода и особенно хорош в ветреную погоду.
MIG / Сварка металлов в среде инертного газа / Дуговая сварка металлов в среде защитного газа / GMAW
Сварка металлов в среде инертного газа / MIG — это процесс, в котором используется катушка с проволокой для подачи проволоки к стыку и газовый баллон, который вытекает из аппарат к сварочной ручке, чтобы защитить сварной шов от окружающего воздуха. Лучшим описанием с точки зрения сравнения является трос велосипедного тормоза, через который проходит провод, который непрерывно подводится к шарниру. Но в этом кабеле также проходит газ, который защищает сварку от воздуха.
Но в этом кабеле также проходит газ, который защищает сварку от воздуха.
По шкале сложности от 1 до 3 SMAW имеет 2 балла. Сварка электродом является наиболее распространенной, но с визуальной точки зрения труднее определить, сколько присадочного металла добавляется в соединение, поскольку экранирование на стержень образует шлак, который не позволяет увидеть сварной шов непосредственно во время сварки. После этого вы откалываете шлак, чтобы увидеть сварной шов. Сварка стержнем также является лучшим процессом для сварки дверей. Флюс защищает сварной шов от кислорода и особенно хорош в ветреную погоду.
Дуговая сварка с флюсовым сердечником / FCAW
Дуговая сварка с флюсовым сердечником / FCAW — это тот же аппарат, что и аппарат для сварки MIG, но разница заключается в том, что в нем либо используется только проволока с флюсом в центре, либо комбинация флюса в центр провода и защитный газ из баллона.
По шкале от 1 до 3 сложность FCAW соответствует 2. Сварка с флюсовой проволокой в основном используется на открытом воздухе, когда есть высокие производственные требования к количеству сварки, выполняемой в час. Это обычно используется на верфях, где требуется много сварных швов и ветрено.
Сварка с флюсовой проволокой в основном используется на открытом воздухе, когда есть высокие производственные требования к количеству сварки, выполняемой в час. Это обычно используется на верфях, где требуется много сварных швов и ветрено.
TIG / сварка вольфрамовым электродом в среде инертного газа
Дуговая сварка вольфрамовым электродом / TIG представляет собой горелку, через которую проходит газ с неплавящимся стержнем из вольфрама, который нагревает металл, а присадочный металл удерживается в другой руке и добавляется вручную при необходимости. Неплавящийся стержень — это только стержень, который создает дугу для нагрева металла. Он не добавляется к самому сварочному присадочному материалу.
По шкале от 1 до 3 сложность TIG равна 3. Вы нагреваете соединение одной рукой, а другой нужно добавить присадочный металл. Огромным преимуществом является полный контроль сварного шва, и это процесс выбора для экзотических металлов и соединений, которые требуют наилучшего возможного сварного шва.
Различия в этих сварочных процессах
Все популярные сварочные процессы основаны на одном и том же основном принципе: нагрев, защита от воздуха и добавление в соединение присадочного металла! Сегодняшние сварочные процессы имеют два основных отличия.
Различие в электродах
Первое основное отличие заключается в том, что в некоторых процессах присадочный металл подается с помощью проволоки определенного типа с использованием механической подачи, такой как колесо или катушка с проволокой. Они считаются полуавтоматическими. Второй — это электрод, который сгорает до тех пор, пока он не закончится, или процессы, в которые присадочный металл добавляется вручную другой рукой. Эти процессы считаются ручными.
Второе отличие заключается в способе создания защиты от кислорода. MIG, иногда Flux Core и TIG используют газовый баллон, обычно содержащий весь или процент аргона. При сварке электродом используется химический порошок на стержне или электроде, который обжигает и защищает сварной шов. Кроме того, этот же химический порошок может содержать присадочный металл для более быстрой сварки.
Кроме того, этот же химический порошок может содержать присадочный металл для более быстрой сварки.
Скорость сварочного производства
Когда речь идет о сварочном производстве, то есть о том, сколько фунтов проволоки применяется в день, MIG и Flux Core выигрывают приз. Во-вторых, сварка стержнем. Наконец, есть технология TIG для абсолютно точных сварных швов, которые можно выполнять на любом свариваемом металле
Многие производители металлоконструкций выбирают правильный процесс сварки, взвешивая минимальное качество сварного шва, в котором они нуждаются, по сравнению с тем, насколько быстро может быть выполнен сварной шов. Да, деньги, деньги, деньги!
Выбор процесса сварки
С помощью сварки MIG или Flux Core (наиболее распространенной в сварочных мастерских и на верфях) сварка металлов происходит очень быстро, поскольку металл подается на катушку, и они приводятся в движение машиной с необходимой скоростью. К сожалению, поскольку проволока проходит через кабель, как и тормоза велосипеда, существует предел того, насколько далеко вы можете пройти со сварочным аппаратом по расстоянию. Чем дальше вы идете от механизма подачи проволоки, тем большее трение имеет проволока, проходящая через кабель. Это вызывает некоторые неизбежные проблемы. Когда дело доходит до наибольшего количества сварных швов в час, MIG и сварка с флюсовым сердечником выигрывают приз!
Чем дальше вы идете от механизма подачи проволоки, тем большее трение имеет проволока, проходящая через кабель. Это вызывает некоторые неизбежные проблемы. Когда дело доходит до наибольшего количества сварных швов в час, MIG и сварка с флюсовым сердечником выигрывают приз!
Во-вторых, сварка электродом может быть быстрым процессом сварки, если сварочный стержень достаточно большой или в покрытие добавлен присадочный металл. Основная привлекательность сварки стержнем заключается в том, что она отлично работает на открытом воздухе и не требует баллонов с газом для защиты сварного шва. Кроме того, сварочные аппараты Stick имеют длинные шнуры и могут сваривать до тех пор, пока шнур длинный и достаточно короткий, чтобы поддерживать электричество на надлежащем уровне. Ручные сварщики являются наиболее экономичными для тех, кому просто нужно выполнить ремонт металла или сварка является их хобби. Сварка стержнем наиболее беспроблемна и проста в настройке.
Наконец, сварка TIG, наиболее уважаемый и ценный из всех сварочных процессов, медленный, но лучший с точки зрения качества сварки. TIG обладает гибкостью, позволяющей использовать горелку TIG так далеко, как вы можете, как сварочный аппарат. Недостатком является то, что вам нужен баллон с газом, чтобы заставить его работать, и ветер может вызвать проблемы. Как правило, многие сварочные аппараты Stick также являются сварочными аппаратами TIG. Вы можете просто добавить горелку TIG и баллон с газом, чтобы использовать его в качестве сварочного аппарата TIG. Положительным моментом является наилучшее качество сварки с любым металлом.
TIG обладает гибкостью, позволяющей использовать горелку TIG так далеко, как вы можете, как сварочный аппарат. Недостатком является то, что вам нужен баллон с газом, чтобы заставить его работать, и ветер может вызвать проблемы. Как правило, многие сварочные аппараты Stick также являются сварочными аппаратами TIG. Вы можете просто добавить горелку TIG и баллон с газом, чтобы использовать его в качестве сварочного аппарата TIG. Положительным моментом является наилучшее качество сварки с любым металлом.
Полярность сварки и тип напряжения
Понимание полярности сварки и типа напряжения очень важно, поскольку в наиболее популярном сегодня сварочном процессе для производства необходимого тепла используется электричество. При сварке также используются различные виды электричества в зависимости от самого процесса сварки и рекомендаций производителя сварочного присадочного материала. При сварке используются два типа электричества: D/C (постоянный ток), например автомобильный аккумулятор, и A/C (переменный ток), как в домашнем хозяйстве. Существует три типа полярности сварки.
Существует три типа полярности сварки.
- Положительный электрод постоянного/постоянного тока Когда электрод положительный, электричество течет от металла к сварочному электроду.
- Электрод D / C отрицательный (наиболее распространенный), когда электрод отрицательный и электричество течет от стержня к металлу.
- Переменный ток переменного тока, полярность которого меняется с положительной на отрицательную много раз в секунду. Некоторые сварочные аппараты работают на переменном/переменном токе, но в области сварки он используется реже всего.
Свариваемость металлов
Почти любой металл можно сваривать в зависимости от процесса и условий. Людей, которые определяют, что и как можно сваривать металлы, называют металлургами или инженерами-сварщиками, в зависимости от того, кого вы спросите. Три наиболее часто свариваемых металла — это сталь, нержавеющая сталь и алюминий.
- Сталь легче всего сваривается и с ней меньше всего проблем.
- Нержавеющая сталь очень хорошо сваривается, но требует гораздо больше навыков и подготовки, чем сталь.
- Алюминий сложнее сваривать. Алюминий легко сваривается процессами TIG и MIG, но его также можно сваривать другими способами.
- Сталь легче всего сваривается и с ней меньше всего проблем.

Помимо наиболее распространенных металлов, которые можно сваривать, существует почти бесконечное разнообразие металлов, которые можно сваривать. Стоимость этих металлов может быть очень высокой, и они считаются экзотическими, например, титан, который используется в аэрокосмической промышленности, сплавы на основе никеля, используемые в атомных электростанциях, и бесконечные комбинации различных металлов, специально разработанных для различных целей.
Сварка как выбор карьеры
Если вы подумываете о карьере сварщика, существует множество видов сварки и должностей, связанных со сваркой. Навыки сварки пользуются большим спросом, а с учетом того, что мир становится экологически чистым, спрос будет только расти.
Сварочные работы настолько разнообразны, что почти бесконечны. Некоторые работы могут быть очень грязными, в то время как другие выполняются в среде, почти похожей на стерильную операционную. Большинство сварщиков каждый день ходят на работу в одно и то же место, в то время как другие путешествуют по стране, останавливая промышленные предприятия, зарабатывая шестизначные суммы в год, что позволяет им брать много свободного времени. Собственно, у этих людей и есть прозвище — «Воины дороги». Несколько элитных сварщиков работают на дне океана, а несколько избранных — в открытом космосе.
Многие сварочные работы — это больше, чем просто сварка. Помимо сварщика, в отрасли есть большой спрос на людей, которые хорошо решают проблемы и хорошо разбираются в математике. Наличие опыта работы в сфере сварки открывает гораздо больше вариантов карьерного роста и возможностей.
Американское общество сварщиков выпустило пресс-релиз, и, по их словам, это то, что они говорят о сварке как о карьере.
18 января 2005 г. — (NAPS) — Все больше мужчин и женщин обретают финансовую свободу, взяв в руки сварочную горелку и начав новую карьеру. Вот, от Американского общества сварщиков, десять причин, по которым они «подхватывают эстафету»:
- Сварщики могут зарабатывать больше, чем врачи.
- Сварщик — это «отличная перспектива работы», говорится в справочнике Occupational Outlook Handbook.
- У сварщиков больше возможностей выбора карьеры. Инженерия, компьютерное программирование, образование и наука связаны со сваркой.
- Квалифицированные сварщики востребованы во многих отраслях промышленности США.
- Сварщики похожи на спортсменов — отличная зрительно-моторная координация, физическая выносливость, и они хорошо работают в условиях стресса.
- Сварщики работают под водой, на суше, в лабораториях и даже в открытом космосе.
- Сварщики меняют мир к лучшему. Почти все, что мы видим и к чему прикасаемся, является результатом технологии сварки.
- Навыки сварки востребованы во всем мире.
- Ожидается, что количество рабочих мест в квалифицированных отраслях увеличится на 50 процентов в течение следующих десяти лет.
- Вы или кто-то из ваших знакомых может быть сварщиком. Посетите сайт www.takeupthetorch.org или позвоните по телефону 800-443-WELD, доб. 416, чтобы узнать больше о профессии сварщика.
Многие сварочные позиции — это больше, чем просто сварка. Например, сварщику/слесарю нужно делать математические расчеты, читать чертежи и подгонять! Сварщику/производителю необходимо делать все вышеперечисленное, но самая сложная часть работы, с которой у многих возникают проблемы, — это просмотр чертежа и возможность визуализировать готовый продукт в уме.