Капиллярный метод неразрушающего контроля сварных швов (соединений)
Капиллярный контроль (проникающими веществами, течеискание) относится к наиболее сенситивным методам дефектоскопии. Базирующийся на проникновении контрастных веществ (пенетрантов) в поверхностные слои исследуемого объекта, он позволяет выявлять в них малейшие неровности, шероховатости и трещины.
Под действием давления и последующей обработки пенетрантов проявителем уровень свето- и цветоконтрастности поврежденного участка увеличивается по сравнению с полноценной поверхностью. Полученный в результате индикаторный рисунок позволяет определить не только количественный, но и качественный состав повреждений.
Сферы применения капиллярного контроля
Капиллярные методы выявляют поверхностные и сквозные микродефекты, недоступные для визуального контроля. Их применение дает возможность отслеживавать объекты любых размеров и форм, изготовленных из самых разных материалов, включая черные и цветные металлы, стекло, керамику и пластик.
Очень часто капиллярная дефектоскопия является единственным доступным методом контроля конструкций и элементов из неметаллических, немагнитных, композитных и прочих многообещающих материалов. Помимо обнаружения и идентификации, контроль проникающими веществами отражает сведения о параметрах повреждения, что упрощает понимание причин его возникновения.
Одним из важнейших преимуществ капиллярной дефектоскопии является высокая чувствительность, позволяющая выявлять в сварных соединениях и швах пустоты с шириной раскрытия до 0,1 мкм:
- Пористость
- Трещины и свищи на пористой поверхности
- Сварочные и терморазрывы
- Шлифовочные и усталостные деформации и щели
Универсальность метода капиллярного контроля обусловила его активное использование:
- В мониторинге запуска и эксплуатации важных объектов
- В авиа- и ракетостроении
- Судостроении
- Автомобилестроении
- Металлургии
- Энергетической, нефтегазовой и химической промышленности
Аэрозольные баллончики для размещения пенетрантов сделали контроль проникающими веществами компактным и портативным.Применение метода больше не ограничивается производственными и лабораторными помещениями. Теперь он активно используется в полевых условиях для диагностики фактического состояния технически сложных объектов
 Применение метода больше не ограничивается производственными и лабораторными помещениями. Теперь он активно используется в полевых условиях для диагностики фактического состояния технически сложных объектов
Применение метода больше не ограничивается производственными и лабораторными помещениями. Теперь он активно используется в полевых условиях для диагностики фактического состояния технически сложных объектовРазновидности капиллярного контроля
В зависимости от способа выполнения капиллярный контроль может быть: основным — осуществляется посредством нанесения проникающих веществ; комбинированным — использует одновременно несколько щадящих методов.
Основные способы капиллярного контроля подразделяются на две группы:
- По типу пенетрантов:
- Проникающие растворы
- Фильтрующие суспензии
- Яркостный (ахроматический), обеспечивающий высокую ясность и четкость ахроматического следа
- Цветной (контрастный), обеспечивающий видимость повреждений за счет контрастности индикаторного рисунка и фона исследуемого объекта (красно-белый метод)
- Люминесцентный, использующий способность люминофоров светится в ультрафиолете
- Люминесцентно-цветной – регистрирует контраст цветного или люминесцирующего индикаторного следа на поврежденной поверхности в видимом или длинноволновом ультрафиолете
Комбинированные разновидности представляют собой синтез капиллярного контроля:
- С электростатическим
- С магнитным
- С электроиндукционным
- С радиационными методами поглощения или излучения
Состав комбинации зависит от способа и характера воздействия на исследуемую поверхность.
Проведение аттестации и обучение специалистов по неразрушающему контролю
Особенности технологии проведения
Мероприятия по выявлению повреждений методом капиллярного контроля регулируются ГОСТ 18442-80 и предполагают поэтапное выполнение:
- Подготовка объекта заключается в тщательном очищении его поверхности от любых загрязнений, включая окалину, ржавчину и масла. Выбор способа очищения зависит от происхождения загрязнений и может быть механическим, растворяющим, паровым или химическим. Неорганические вещества удаляют посредством механической чистки, органические – специальными очистителями. После обработки исследуемая поверхность тщательно просушивается
- Заполнение пенетрантами пустот и полостей на контролируемой поверхности выполняется одним из способов:
- Капиллярным, когда индикаторная жидкость наносится путем смачивания, кистью, струей или распыления
- Вакуумным, создающим в несплошностях разряженную атмосферу с разницей между внутренним и внешним давлением, заставляющей полость «втягивать» в себя пенетрант
- Компрессионный, наоборот, подразумевает избыточное давление, под действием которого индикаторная жидкость заполняет пустоты, вытесняя из них воздух
- Ультразвуковой предполагает заполнение трещин с применением капиллярного эффекта, созданного ультразвуком
- Деформационный – заполнение пустот индикаторными веществами под воздействием колебаний звуковой волны или статичных нагрузок
Пониженные температуры увеличивают время проникновения пенетранта в микротрещины и вероятность образования конденсата на поверхности контролируемого участка, что усложняет технологический процесс.
 Чем она интенсивнее, тем глубже повреждение и наоборот. Несплавления в сварных швах проявляются цветными линиями, а поры – скоплениями разрозненных точек
Чем она интенсивнее, тем глубже повреждение и наоборот. Несплавления в сварных швах проявляются цветными линиями, а поры – скоплениями разрозненных точекМетод течеискания контролирует сквозные повреждения. Его особенность заключается в нанесении проникающего вещества и проявителя, как на внешние, так и внутренние поверхности исследуемой конструкции.
К реализации мероприятий капиллярного контроля допускаются специалисты со здоровым зрением без признаков дальтонизма, которые прошли специальное обучение, подкрепленное соответствующим удостоверением.
Результаты визуального или оптического осмотра, допускающего применение луп и очков с увеличительными линзами, анализируются и протоколируются. По завершению контрольных мероприятий объект очищается водой или растворителем, обдувкой песком или другим абразивом.
Отправьте заявку на исследование капиллярным методом контроля
Об авторе
Владислав Ветошкин
Эксперт по промышленной безопасности
Вас может заинтересовать
Промышленная безопасность
Экспертиза промышленной безопасности
Экспертиза технических устройств
Экспертиза проектной документации
Экспертиза зданий и сооружений
Декларация промышленной безопасности
Техническое диагностирование
Аудит промышленной безопасности
Обоснование безопасности опасного производственного объекта, а также изменения в обоснование ОПО
Паспорт безопасности опасного объекта (ОПО)
Обоснование безопасности машин и оборудования
ПЛАРН план ликвидации аварийных разливов нефти
Технический паспорт взрывобезопасности
Неразрушающий контроль
Магнитный контроль
Магнитно-порошковый контроль
Визуально-измерительный контроль (ВИК)
Электрический контроль
Электромагнитный (вихретоковый) контроль
Тепловой контроль
Ультразвуковой (акустический) контроль
Акустическая эмиссия
Радиографический контроль
Капиллярный контроль
Вибрационный контроль
Другие услуги
Пожарная безопасность
Специальная оценка условий труда (18/72 ч)
Акустическая эмиссия
Свидетельство СБКТС
Благодарственные письма наших клиентов
Отзывы
24. 09.2021
09.2021
5
Оценка
ООО «ПСК-Реконструкция»
Благодарственное письмо
ООО «ПСК-Реконструкция» выражает благодарность ООО «Серконс» за плодотворное сотрудничество в рамках проведения негосударственной … экспертизы проектной документации на проекты, разработанные нашей организацией.
Работа выполнялась грамотно и профессионально. Благодарим за рекомендации по устранению замечаний в ходе экспертизы и уверены, что в дальнейшем сумеем сохранить и продолжить наши партнерские отношения.
Особенно хочется поблагодарить Родригес Изабель Владиславовну за эффективное ежедневное взаимодействие с нашими сотрудниками.
Генеральный директор М.А. Ахиллес
30.09.2021
5
Оценка
ООО «Галактика»
Настоящим выражаем свою благодарность ГК «Серконс», который является нашим основным партнером в сфере сертификации продукции с 2018 года. В перечень услуг, оказываемых нам ГК «Серконс», . .. входит оформление Сертификатов Соответствия Таможенного Союза и Деклараций Соответствия Таможенного Союза.
.. входит оформление Сертификатов Соответствия Таможенного Союза и Деклараций Соответствия Таможенного Союза.
Отдельно хочется отметить профессионализм работы менеджеров по сертификации продукции Мельникова Георгия Викторовича и Телицыну Евгению Николаевну, их ответственное отношение к каждому запросу, высокую скорость обработки запросов и оперативное разрешение возникающих вопрос.
Благодарим за сотрудничество и надеемся на эффективное взаимодействие в будущем!
Генеральный директор И.В. Липский
30.09.2021
5
Оценка
ООО «МорНефтеГазСтрой»
Уважаемая Яна Александровна!
Компания ООО «МорНефтеГазСтрой» выражает глубокую и искреннею благодарность ООО «СЗРЦ ПБ» за профессиональный подход к своей работе.
… Квалификация и опыт специалистов, которые всегда на связи, позволили оперативно решить возникшие вопросы в кратчайшие сроки и выполнить работу в соответствии со всеми нормами и правилами.
Желаем процветания и финансового благополучия вашей компании.
Будем рассчитывать на дальнейшее плодотворное сотрудничество в сфере проведения испытаний по определению пожаробезопасности продукции и сертификации.
Генеральный директор Тужик М.М.
30.09.2021
5
Оценка
ООО «Волгограднипиморнефть»
Уважаемый Алексей Петрович,
Выражаем Вам благодарность за качественно выполненную услугу по разработке специальных технических условий на проектирование и … строительство объекта в части обеспечения пожарной безопасности блока хранения и налива ТУГ по объекту: «Освоение месторождения D33 с объектами инфраструктуры. Первый эпат освоения. Реконструкция трубопровода товарной нефти НСП «Романово» — ООО «ЛУКОЙЛ-КНТ».
Все работы были выполнены качественно и в запланированные сроки. Особенно хотелось бы отметить менеджера Дарью Олеговну Мастерских и экспертов Митичкина Александра Алексеевича и Черникова Евгения Михайловича за их профессионализм и оперативную работу.
Мы можем рекомендовать ООО «ПромМаш Тест» как надежного профессионального партнёра и надеемся на дальнейшее взаимовыгодное сотрудничество.
Первый зам. генерального директора — Директор по развитию бизнеса — Главный инженер А.В. Скурлатов
30.09.2021
5
Оценка
ООО «Мастер РУФ»
Благодарственное письмо.
От лица компании ООО»Мстер Руф» выражаем вам благодарность за качественно выполненную услугу по проведению негосударственной экспертизы … проектной документации на проекты, разработанные нашей организацией.
Все работы выполнены качественно и в ожидаемые сроки. В особенности хотелось бы отметить менеджера Родригес Изабель Владиславовну за профессионализм и оперативную работу. Мы можем рекомендовать ООО «Серконс» как надежного профессионального партнера и надеемся на дальнейшее взаимовыгодное сотрудничество.
30.09.2021
5
Оценка
Золотой медвежонок 2020
Благодарность
Оргкомитет 11 Национальной премии в сфере товаров и услуг для детей «Золотой медвежонок — 2020» выражает глубокую признательность за экспертную . .. поддержку и профессиональный подход к работе в Экспертном совете
.. поддержку и профессиональный подход к работе в Экспертном совете
Техническому директору ООО «ПромМаш Тест» Прокопьевой Ирине Александровне
Ваш экспертный опыт — ценный вклад в развитие премии.
С нетерпением ждём Вашего участия в 12 национальной премии «Золотой Медвежонок-2021»
Председатель оргкомитета А.В. Цицулина
30.09.2021
5
Оценка
ООО «Газэнергосеть розница»
Благодарственное письмо
Уважаемый Алексей Петрович!
ООО «ГЭС розница» выражает благодарность ООО «ПромМаш Тест» за выполненную … работу по проведению специальной оценки условий труда (СОУТ) в нашей компании в 2020 году. Благодаря компетентности и высокому уровню профессионализма специалистов ООО «ПромМаш Тест» услуги по проведению СОУТ были выполнены качественно и своевременно.
Коллектив ООО «ГЭС розница» желает Вашей команде успехов во всех начинаниях и достижения всех поставленных целей. Надеемся в будущем на взаимовыгодное сотрнудничество с Вашей организацией!
Надеемся в будущем на взаимовыгодное сотрнудничество с Вашей организацией!
С уважением,
Заместитель генерального директора-
Главный инженер ООО «ГЭС розница» С.А. Карабашев
27.10.2021
5
Оценка
ФКП «Анозис»
Уважаемый Алексей Петрович!
ФКП «Анозис» выражает благодарность экспертной организации ООО «ПромМаш Тест», за качественно проведённое техническое … диагностирование и экспертизу промышленной безопасности на производственных площадках нашего предприятия.
Хотим выразить благодарность за высокую организованность сотрудников и способность быстро и качественно решать поставленные задачи. Особенно хотим поблагодарить специалиста по промышленной безопасности Баздрова Олега Андреевича, инженеров Фёдорова Алексея Владимировича и Безуглова Антона Юрьевича, а так же руководителя отдела лицензирования и регистрации ОПО Юзвенко Романа Евгеньевича, за корректно выполненную работу и ответственный подход к выполнению поставленных задач.
Главный инженер О.Г.Бенцлер
27.10.2021
5
Оценка
АО «Раменский приборостроительный завод»
Уважаемый Алексей Петрович!
АО «Раменский приборостроительный завод» выражает благодарность и признательность лично Вам и всему коллективу ООО «Проммаш … Тест» за оперативное и качественное проведение специальной оценки условий труда на нашем предприятии.
На всех этапах сотрудники демонстрировали профессиональный подход к делу и высокую квалификацию в области проведения СОУТ. Особую признательность хочется выразить эксперту по СОУТ Ли Татьяне Владимировне за качественное и оперативное выполнение работ по СОУТ, широкий спектр профессиональных знаний и непосредственную вовлеченность в рабочий процесс. Отдельно хочется поблагодарить менеджера Михайлова Станислава Александровича, который был с нами от этапа заключения договора и на протяжении всего рабочего процесса, за его четкую клиентоориентированность.
За время работы мы убедились, что ООО «Проммаш Тест» как надежного партнера, работающего на высоком профессиональном уровне.
Главный инженер С.И. Пономарев
27.10.2021
5
Оценка
ГБК РО «МШОР №8 им. В.В. Понедельника» Ростов-на-Дону
Уважаемый Андрей Алексеевич!
ГБУ РО «СШОР № 8» пользуется услугами ООО «Серконс» по сертификации спортивных объектов, находящихся в оперативном управлении нашего … учреждения 2016 года.
За это время с помощью команды ООО «Серконс» г. Ростова-на-Дону произведена сертификация, а также продление сроков действия сертификатов на спортивные объекты в г. Ростове-на-Дону: Дворец спорта, открытый футбольный стадион на 1500 зрительских мест, водно-спортивная база «Зелёный остров».
Выражаем благодарность команде менеджеров Вашей компании и особо хочется отметить работу менеджера Сундуковой Нилы Геннадьевны, которая за все эти годы персональной работы с нашим учреждением проявила себя как высокопрофессиональный, грамотный, ответственный и внимательный к проблемам клиента специалист.
Мы и дальше надеемся на сотрудничество с ООО «Серконс» и будем рекомендовать всем Вашу компанию как прекрасно организованную, авторитетную организацию.
И.о. директора А.А. Пивоваров
27.10.2021
5
Оценка
ООО «Хабаровскремпроект»
Уважаемая Яна Александровна!
ООО «ХАБАРОВСКРЕМПРОЕКТ» выражает благодарность компании ООО «СЗРЦ ПБ» за качественно выполненную услугу по разработке и … согласованию специальных технических условий в МЧС России ив Министерстве строительства и жилищного-коммунального хозяйства Российской Федерации.
Так же хотим особо отметить менеджера Синявского Дмитрия Юрьевича и руководителя Отдела независимой оценки риска и экспертизы пожарной безопасности Рементова Андрея Николаевича за профессионализм и качественное исполнение работы.
Мы можем рекомендовать компанию ООО «СЗРЦ ПБ», как хорошо организованную, профессиональную команду, и рады, что приняли решение о сотрудничестве с Вами.
Также на сегодняшний день прорабатываем возможность сотрудничества с Вашей компанией на разработку и прохождение СТУ по планируемому проекту Гостиничный комплекс по пер. Некрасовский 30 в г. Владивостоке.
Генеральный директор
ООО «Хабаровскремпроект» А.А. Радыгин
27.10.2021
5
Оценка
АО «Евраз НТМК»
Уважаемая Яна Александровна!
АО «Евраз НТМК» выражает благодарность компании ООО «СЗРЦ ПБ» за качественно выполняемые услуги по разработке специальных технических … условий.
Мы можем рекомендовать компанию ООО «СЗРЦ ПБ», как хорошо организованную профессиональную команду, выражаем уверенность в сохранении сложившихся отношений и надеемся на дальнейшее плодотворное сотрудничество.
Начальник УКС И.Е. Хаятов
27.10.2021
5
Оценка
ООО «АББ»
Уважаемая Андрей Алексеевич!
Благодарим ООО «Серконс» в лице Увайской Людмилы Леонидовны и ее команды специалистов за организацию и проведение работ по … сертификации и декларированию соответствия большого перечня продукции ООО «АББ», подпадающей под действие Технических регламентов Таможенного союза ТР ТС 004/2011 «О безопасности низковольтного оборудования» и ТР ТС 020 направлениям нашего сотрудничества с ООО «Серконс», которое длится с 2011 года.
Работа Ваших Специалистов важна и способствует процессу своевременного выпуска продукции ООО «АББ» в обращение на территории Таможенного союза.
Рассчитываем на продолжение стабильного, долгосрочного сотрудничества с ООО «Серконс».
Старший инженер по технической поддержке Е.Н. Герасимович
и сертификации продукции
27.10.2021
5
Оценка
ООО «Магистраль»
Уважаемая Алексей Петрович!
ООО «Магистраль» выражает благодарность компании ООО «ПромМаш Тест» за профессиональное оказание услуги по негосударственной … экспертизе проектной документации и результатов инженерных изысканий.
За время нашего сотрудничества хотелось бы отметить компетентность менеджера Шуракова Сергея Сергеевича и его способность качественно и быстро решать вопросы.
Нам доставило большое удовольствие сотрудничество с компанией ООО «ПромМаш Тест».
Мы рекомендуем данную компанию в качестве профессионального партнера и надеемся на дальнейшее сотрудничество.
Генеральный директор Г. М. Макаршин.
М. Макаршин.
ООО «Магистраль»
27.10.2021
5
Оценка
ООО «Старт-Строй»
Генеральному директору ООО «Серконс» Григорьеву А.А.
ООО «Старт-Строй» выражает слова искренней благодарности руководству и сотрудникам ООО «Серконс» за поведение … экспертизы проектной документации строительства объекта: «Многоквартирный жилой дом №4 по адресу: г. Н.Новгород, Советский район, у дер. Кузнечиха».
Отмечаем высокий профессионализм сотрудников Вашей организации, высокое качество работы. Благодаря слаженным действиям команды экспертов и менеджеров сопровождения, экспертиза была проведена в кратчайшие сроки и на высоком профессиональном уровне.
Желаем Вам профессионального роста и успехов в бизнесе.
Генеральный директор Поваляев А. В.
В.
Смотреть все
Среди наших клиентов
Капиллярный контроль сварных швов и соединений
Контроль сварных швов является основным способом определить их качества. Существует несколько технологических контрольных методов, которые сегодня применяются при проверке сварочных швов, основной из них – капиллярный контроль. Он является неразрушающим и включает в себя несколько вариантов проведения данного процесса с использование разных расходных материалов. С его помощью определяются наружные поверхностные и внутренние дефекты или их отсутствие, а также изменения в зоне нагрева двух соединяемых заготовок.
Капиллярным контролем сварных соединений можно выявить практически все дефекты шва: поры, трещины, раковины, прожоги и непровары. Можно определить, как расположен дефект в плане его ориентации к поверхности сварного шва, можно определить размеры изъянов. Капиллярный метод контроля используется при сварке любых металлов (черных и цветных), пластмасс, стекла, керамики и так далее.
Суть всего контрольного процесса заключается в том, что, используя специальные жидкости (индикаторы), которые имеют свойство глубоко проникать в любые материалы, если в них есть пустоты, просачиваться сквозь него и появляться на противоположной стороне от места их нанесения. То есть, проникая в тело металла, индикаторные жидкости оставляют следы, по которым и определяются дефекты. Такие следы можно обнаружить визуально, а можно использовать для их определения специальные приборы преобразователи. Все современные методы контроля сварных швов капиллярным способом регламентируются ГОСТами.
Содержание страницы
- 1 Классификация капиллярного контроля
- 2 Как применяется технология капиллярной дефектоскопии
- 2.1 Подготовка сварного шва к контролю
- 2.2 Нанесение индикатора
- 2.3 Очистка от индикатора
- 2.4 Нанесение проявителя
- 2.5 Способы выявления дефектов сварного шва
- 3 Повторный контроль
- 4 Контроль капиллярный керосином
Классификация капиллярного контроля
Существует две категории капиллярного контроля сварных швов: основные и комбинированные. Первый подразумевает под собой чисто капиллярный контроль, второй – это объединение нескольких неразрушающих способов контроля, в состав которых входит и капиллярный.
Первый подразумевает под собой чисто капиллярный контроль, второй – это объединение нескольких неразрушающих способов контроля, в состав которых входит и капиллярный.
К основным методам можно отнести:
- В зависимости от того, какой проникающий раствор для этого используется: это растворы и фильтрующие суспензии.
- В зависимости от того, каким способом считывать получаемую информацию: цветовой (он же хроматический), яркостный (он же ахроматический), люминесцентный и люминесцентно-хроматический.
К комбинированным: электростатический, магнитный, электроиндукционный, радиационная технология поглощения или излучения. Во всех них используются проникающие индикаторные жидкости, то есть, применяется капиллярный вариант, но считывание информации происходит по-разному. В основном же на группы эта категория делится по характеру воздействия на поверхность сварного шва.
Как применяется технология капиллярной дефектоскопии
В принцип метод достаточно прост. Необходимо поверхность сварочного шва очистить и хорошо высушить. После этого на нее наносится проникающая жидкость, остатки которой через некоторое время надо полностью удалить. Остальная же часть проникнет внутрь тела металла. Далее на обработанную поверхность наносится проявитель, который просто вытянет из дефектов оставшуюся в металле жидкость. Она проявится на поверхности в виде рисунков, которые и обозначат количество, форму и вид изъяна. Но это просто всего лишь на словах. Сам же процесс – достаточно серьезное мероприятия, поэтому к нему надо относиться со всем внимание и точно следовать технологически этапам, принимая во внимание нюансы.
Необходимо поверхность сварочного шва очистить и хорошо высушить. После этого на нее наносится проникающая жидкость, остатки которой через некоторое время надо полностью удалить. Остальная же часть проникнет внутрь тела металла. Далее на обработанную поверхность наносится проявитель, который просто вытянет из дефектов оставшуюся в металле жидкость. Она проявится на поверхности в виде рисунков, которые и обозначат количество, форму и вид изъяна. Но это просто всего лишь на словах. Сам же процесс – достаточно серьезное мероприятия, поэтому к нему надо относиться со всем внимание и точно следовать технологически этапам, принимая во внимание нюансы.
Подготовка сварного шва к контролю
Как и в случае со сваркой, металл соединения необходимо очистить от всех загрязнений. Для этого можно использовать химический способ или механический, обычно, как показывает практика, специалисты применяют комбинацию из двух вариантов. То есть, зачищают металлическую поверхность наждачкой или железной щеткой, а после обрабатывают растворителем или спиртом.
Правда, механическую чистку рекомендуется применять лишь в том случае, если валик имеет пористую поверхность, или она имеет перепады и глубокие подрезы. Все дело в том, что поверхностные дефекты сварного шва при обработке жесткими материалами затираются, поэтому и не проявляются после их обработки проникающими жидкостями.
Что касается химикатов, которые используются для чистки поверхности шва, то их необходимо обязательно после окончания чистящего процесса удалять тепловой водой или другими реагентами. Просто они могут вступать в реакцию с жидкостями для контроля, тем самым выдавая неверные показатели. И последнее – это хорошо просушить поверхность металла. Таким образом, достигается полное отсутствие воды и растворителей.
Нанесение индикатора
Существует несколько способов нанесения индикаторной жидкости.
- Обычный капиллярный метод – это когда жидкость наносится на проверяемую поверхность, и она сама по капиллярам металла проникает внутрь валика. Нанесение может производиться обычным смачивание, капельным распылением или струей, погружением сваренных заготовок в индикаторную жидкость.
- Компрессионный – это когда жидкость подается на поверхность сварного шва под давлением. Таким образом, она быстрее проникает внутрь дефектов, вытесняя из них воздух.
- Вакуумный – это противоположность компрессионному. В данном случае заготовки помещаются в вакуумную установку, вследствие чего из пор, раковин и трещин отсасывается воздух. Далее наносится жидкий индикатор, который заполняет их, потому что внутри полостей давление намного меньше, чем атмосферное.
- Деформационный. На индикатор воздействуют, к примеру, звуковыми волнами, под действием которых он и проникает внутрь металла. При этом размер изъяна немного увеличивается, то есть, происходит его деформация.
- Ультразвуковой – это когда заполнение производится под действием ультразвука.
 Нанесение может производиться обычным смачивание, капельным распылением или струей, погружением сваренных заготовок в индикаторную жидкость.
Нанесение может производиться обычным смачивание, капельным распылением или струей, погружением сваренных заготовок в индикаторную жидкость.Все данные способы проникновения жидкости в тело металла должны производиться при температуре 10-50С.
Очистка от индикатора
Проводя очистку поверхности валика, необходимо понимать, что нельзя удалять жидкость с поверхностных дефектов. Чем можно чистить.
- Теплой водой, температура которой не превышает +50С. Это можно проводить при помощи тряпки или губки.
- Растворителем. Сначала поверхность высушивают, а затем тряпкой, смоченной в растворителе, производится протирание поверхности.
- Эмульгаторами: на водной или масляной основе. Сначала удаляется с поверхности проникающая жидкость, и сразу наносятся эмульгаторы, которые снимаются тряпкой.
- Комбинированный вариант. Сначала поверхность омывается водой, после используется растворитель.
Обязательно поверхность сварочного шва после чистки индикаторной жидкости высушивается. Здесь можно использовать разные методы, главное – не повышать температуру валика выше +50С. К примеру, можно просто протереть поверхность неворсистой тряпочкой, можно просто нагреть заготовки, или использовать фен для удаления влаги.
Нанесение проявителя
Этот процесс в технологии капиллярного контроля сварных соединений должен проводиться сразу же после окончания сушки металла после очищения его поверхности. Для этого можно использовать разные проявители.
- Сухой. Его наносят на поверхность равномерным слоем без утолщений или снижения толщины. Для этого обычно используется обычное напыление. Важно – данный вид проявителя применяется только в сочетании флуоресцентными индикаторами.
- Жидкий на основе водной суспензии. Его наносят или методом распыления, или замачиванием валика, путем утопления свариваемых заготовок в жидкий проявитель. Важно – утопление производится в самые короткие сроки, после чего вся жидкость удаляется методом принудительной просушки.
- Жидкий на основе растворителя. Наносится обычным распылением так, чтобы слой проявителя на поверхности остался равномерным.
- Жидкий в виде водного раствора. Все то же самое, что и в случае проявителя на основе суспензии.

Обычно процесс проявления длиться 10-30 минут в зависимости от выбранного материала. Если появляется необходимость, то время можно увеличить.
Способы выявления дефектов сварного шва
Процесс выявления можно начинать сразу после нанесения проявителя. Но лучше, если после того как полностью закончится процесс проявления. Для этого можно использовать увеличительные стекла (лупы) или специальные очки.
Если капиллярная дефектоскопия сварного шва проводилась с помощью флуоресцентных индикаторов, то использовать для контроля специальные очки фотохроматического типа не надо. Просто оператор должен проводить контроль в темном помещении. Он должен в него войти и в течение 5 минут привыкнуть к темноте. После чего и начать процесс выявления дефектов. Сам контроль проводится под действием ультрафиолетового освещения. Оно может быть общим или зонированным (освещается только участок, где лежит сваренная конструкция). Самое важное, чтобы в поле зрения оператора не попадали отсвечивающие предметы, их просто не должно быть в помещении.
Если используются цветные индикаторы, то их проявление можно наблюдать и при дневном, и при искусственном свете. Главное, чтобы на поверхности контролируемого металла не было бликов, а мощность светового потока составляло не менее 500 лк.
https://www.youtube.com/watch?v=_UhqMEYTHRY
Повторный контроль
Если по каким-то причинам итоги капиллярного контроля оказались неудовлетворительными, то можно провести повторный контроль. Он проводится точно так же, как и первый, с использованием все тех же технологий и индикаторов. Нельзя использовать индикаторные жидкости другой марки от другого производителя. Самое важное – это очистить металлическую поверхность от старых материалов (проявителя и индикатора). Все остальные действия от очистки до проявления проводятся точно также.
Контроль капиллярный керосином
Керосин является полярно-активной жидкостью с низкой вязкостью, отсюда и большая его проникающая способность. Обычно с его помощью выискиваются дефекты сварных швов диаметром 0,1 мм при толщине стыка в 25 мм. И раньше, и сейчас керосин используется для контроля сварки резервуаров, которые работают под давлением. Сам процесс достаточно простой.
И раньше, и сейчас керосин используется для контроля сварки резервуаров, которые работают под давлением. Сам процесс достаточно простой.
Для этого понадобиться керосин и меловой раствор, который наносится на обратную сторону сварного шва. По сути, раствор будет выполнять функции индикатора, на котором проявятся керосиновые пятна. Саму жидкость можно распылить на поверхность, смочить ею валик или просто уложить по стыку смоченную в керосине ленты или тряпку. После определенного времени с обратной стороны начнут проявляться масляные пятна, хорошо видимые на меловой поверхности. Нередко в керосин добавляют яркие пигменты, чтобы увеличить чувствительность контроля.
Как и все капиллярные способы контроля с использование индикаторных жидкостей, керосин наносится на испытуемые поверхности сварных валиков разными способами.
- Вакуумным, для чего используются специальные вакуумные установки переносного типа. Их устанавливают со стороны нанесенной меловой смеси.
- Пневматический. Поверхность валика, смоченную керосином, обдувают потоком сжатого воздуха при давлении 0,3-0,4 МПа.
- Вибрационный. Проникновение материала проходит под действием ультразвуковых колебаний.
 Поверхность валика, смоченную керосином, обдувают потоком сжатого воздуха при давлении 0,3-0,4 МПа.
Поверхность валика, смоченную керосином, обдувают потоком сжатого воздуха при давлении 0,3-0,4 МПа.Используя керосин при капиллярном контроле сварочных швов, необходимо применять материал с большой чистотой. Ведь примеси только увеличивают вязкость керосина, что делает его проникающие свойства низкими. А это может привести к неопределению самых маленьких дефектов, что отразиться на искаженной информации о качестве сварочного шва.
Капиллярные способы контроля на сегодняшний день считаются самыми простыми, но в то же время самыми дешевыми и эффективными. Именно поэтому они чаще других способов сегодня используются при проверке сварочных конструкций.
все, что вы хотели знать
Дефектоскопия сварных швов — обязательный этап после любой коммерческой сварки. Для тех, кто не знает, поясним. Дефектоскопия — поиск в сварном шве скрытых от глаз дефектов с применением специальных приборов или жидкостей. Один из недорогих способов дефектоскопии — капиллярный контроль сварных соединений.
Один из недорогих способов дефектоскопии — капиллярный контроль сварных соединений.
Главное преимущество капиллярного контроля — он не разрушает металл и не изменяет его качественные характеристики. К тому же, такой контроль не требует дополнительного обучения сотрудников, поскольку он очень прост в применении и расшифровке. Но, несмотря на это, у капиллярного контроля есть свои особенности, которые нужно учитывать. О них мы и расскажем в этой статье. Также вы узнаете, какова сущность и технология капиллярного контроля.
Содержание статьи
- Общая информация
- Разновидности капиллярного контроля
- Технология
- Способы нанесения жидкостей
- Способы очистки
- Способы нанесения проявителя
- Повторный контроль
- Вместо заключения
Общая информация
Капиллярный контроль сварных швов — метод контроля качества, суть которого заключается в применении специальных жидкостей. Их еще называют индикаторами или пенетрантами. Такие жидкости обладают особыми свойствами. Они способны проникать в самые мелкие трещинки, оставляя при этом следы яркого цвета. Следы хорошо заметны невооруженным глазом, так что сварщик без труда может определить точное местоположение дефекта. Если дефекты очень маленькие, то можно использовать увеличительные лупы. Подобные методы контроля сварных швов эффективны и просты в использовании.
Такие жидкости обладают особыми свойствами. Они способны проникать в самые мелкие трещинки, оставляя при этом следы яркого цвета. Следы хорошо заметны невооруженным глазом, так что сварщик без труда может определить точное местоположение дефекта. Если дефекты очень маленькие, то можно использовать увеличительные лупы. Подобные методы контроля сварных швов эффективны и просты в использовании.
Используя капиллярный метод контроля можно обнаружить многие дефекты: начиная от трещин и пор, заканчивая прожогами и непроварами. Словом, все основные дефекты можно увидеть, не используя при этом дорогостоящего оборудования. Также можно узнать физические размеры дефекта и его точное местоположение.
Читайте также: Визуально-измертельный контроль качества
Капиллярный контроль применим ко многим материалам, будь то черный или цветной металл, различные искусственные полимеры (например, пластмасса или полипропилен), стекло и даже керамика. Так что область применения действительно большая, капиллярный контроль может найти себе применение во многих отраслях.
Разновидности капиллярного контроля
Существует две разновидности капиллярного контроля: основной и комбинированный. Основной метод заключается в том, что вы используете только технологию капиллярного контроля и ничего более. А при комбинированном методе капиллярный контроль может использоваться до любого другого контроля. Например, радиографического.
Эти методы в свою очередь имеют свои разновидности. В основном методе капиллярного контроля можно использовать либо специальный раствор, либо фильтрующую суспензию. А чтобы обнаружить результаты контроля, можно использовать хроматический, ахроматический, люминесцентный или люминесцентно-хроматический способ. Все этого относится к основному методу.
В комбинированном методе всегда используется капиллярный контроль, а также магнитный, индукционный, радиографический или любой другой метод контроля качества. Во всех этих способах нужно применять специальные жидкости, но для обнаружения результатов контроля используются приборы, характерный для каждого отдельного типа контроля качества. Например, в радиографическом методе таким прибором будет рентгеновский аппарат. В таком случае деталь сначала подвергают капиллярному контролю, а затем делают рентгеновский снимок, чтобы точно обнаружить, где располагаются дефекты.
Например, в радиографическом методе таким прибором будет рентгеновский аппарат. В таком случае деталь сначала подвергают капиллярному контролю, а затем делают рентгеновский снимок, чтобы точно обнаружить, где располагаются дефекты.
Технология
Выше мы писали, что метод капиллярного контроля очень простой, и это правда. Сейчас мы вам подробно расскажем, как провести такой контроль. Вы сможете повторить его самостоятельно.
Для начала очистите поверхность шва. Это можно сделать с помощью любого растворителя. На поверхности не должны быть грязи, пятен от краски или от масла. Также просушите деталь, можно сделать это естественным образом на свежем воздухе. Также рекомендуем зачистить металл металлической щеткой или наждачкой. Так вы точно удалите все загрязнения и лишние вкрапления.
Но здесь есть один нюанс. Использовать щетку или наждачку нужно только в том случае, если поверхность металла неровная или пористая. Если металл относительно ровный и гладкий, то лучше ограничиться растворителем. В противном случае вы просто затрете наружные дефекты и не сможете потом обнаружить их при проведении контроля.
В противном случае вы просто затрете наружные дефекты и не сможете потом обнаружить их при проведении контроля.
Далее нужно нанести пенетрант на поверхность шва. Есть несколько методов нанесения, о них мы поговорим позже. Скажем лишь, что самый простой метод — нанесение прямо из баллончика, с помощью кисти и погружение детали в емкость с пенетрантом. В последнем случае деталь нужно выдержать в жидкости от 5 минут и выше. Затем нужно удалить с поверхности излишки пенетранта. О том, как это сделать, мы тоже подробно рассказываем далее.
После того, как мы нанесли пенетрант, а затем убрали его излишки, нужно деталь просушить. После просушки нанесите на поверхность металла проявитель. Все готово. Согласитесь, ничего сложного. Так что можете приобрести баллончики с пенетрантом и проявителем, чтобы поэкспериментировать у себя в гараже. Поверьте, результата вас приятно удивит. Возможно, вы всегда считала свою сварку идеальной. Но только благодаря контролю получите по-настоящему объективную картину.
Обращаем ваше внимание, что к покупке пенетрантов нужно отнестись серьезно. Сейчас в магазинах появилось много дешевых жидкостей от неизвестных производителей, которые в лучше случае просто не дают должного результата, а в худшем — могут быть взрывоопасными или опасными для здоровья. Не экономьте на жидкостях для капиллярного контроля, они и так стоят не очень дорого по сравнению с другими способами контроля качества. Самый удобный формат жидкости — это, конечно, в баллончиках. Они равномерно распыляются на поверхность металла, что очень удобно. Рекомендуем новичкам именно жидкости в баллончиках.
Также капиллярная дефектоскопия может проводиться с помощью флуоресцентных пенетрантов. Это пенетранты, которые светятся в темноте. Для наблюдения за результатом не нужно использовать специальные очки, достаточно просто осмотреть деталь в затемненном помещении. При этом нужно использовать ультрафиолетовые лампы. В самом помещении не должно быть никаких посторонних предметов, которые могут отсвечивать.
Если используются обычные цветные пенетранты, то можно проводить осмотр детали и при дневном свете. Но мы все же рекомендуем использовать специальные яркие лампы.
Способы нанесения жидкостей
Выше мы упоминали, что пенетранты можно наносить с помощью аэрозольного баллончика или кисти. Это, пожалуй, самый примитивный и простой способ нанесения жидкости на контролируемую поверхность металла. В таких случаях жидкость сама распределяется по вглубь металла. Чтобы добиться лучших результатов можно погрузить деталь в емкость, наполненную пенетрантом. Температура пенетранта может быть от 5 до 50 градусов по Цельсию, так что можно проводить контроль даже на улице.
Но это не единственные методы нанесения жидкостей. Существуют и более продвинутые. Например, компрессионный метод, когда пенетрант подается на шов под определенным давлением. Благодаря давлению жидкость быстрее и эффективнее проникает вглубь металла. А сам контроль дает лучшие результаты по сравнению с простыми методами нанесения.
Также существует абсолютно противоположный способ нанесения жидкостей — вакуумный. Этот способ дорогостоящий, но очень эффективный. Деталь нужно поместить в вакуумную камеру и лишают ее воздуха. В результате в местах, где есть скрытые дефекты, давление сильно падает. Далее наносится жидкость, которая тут же заполняет все дефектные полости. Способ не из простых и дешевых, так что применяется в случаях, когда нужно добиться высокого качества шва и нет возможности использовать другие методы контроля.
Также можно использовать звуковые или ультразвуковые волны, которые будут воздействовать на жидкости, вгоняя их глубоко в металл. Но нужно учитывать, что такой метод деформирует дефекты, так что применяется он крайне редко.
Способы очистки
Как вы помните из технологии, после нанесения пенетранта и его выдержки нужно удалить излишки. Самый простой способ сделать это — смочить теплой водой мягкую тряпку или губку для мытья посуды и протереть ею поверхность шва. Такой способ самый экономный, не очень эффективный.
Вместо воды можно использовать растворитель. Но перед этим поверхность детали нужно как следует просушить. Этот способ очистки куда лучше тряпки с водой, но все равно недостаточно эффективен. Мы рекомендуем комбинировать протирание водой и протирание растворителем. Если вы готовы потратиться, то можете использовать специальные очистители в баллончиках. Они отлично справляются со своей задачей.
После очистки деталь нужно снова высушить. Если время позволяет, то оставьте деталь на свежем воздухе на некоторое время. Но не оставляйте на солнцепеке. Если времени мало и нет никаких приборов, то можно просто хорошо протереть тряпкой без ворса. Если в вашем распоряжении есть фен, то можете удалить влагу таким способом. Он самый эффективный и быстрый.
Способы нанесения проявителя
Итак, мы разобрались, как правильно наносить пенетрант и очищать деталь от ее излишков. Но что насчет проявителя? Ведь от него во многом зависит конечный результат. Здесь метод нанесения не так важен, как в случае с пенетрантом. Важнее выбрать подходящий тип проявителя и нанести его на очищенную и высушенную поверхность.
Важнее выбрать подходящий тип проявителя и нанести его на очищенную и высушенную поверхность.
Проявители бывают разные. Есть сухие, их не очень удобно наносить, они используются только в сочетании с флуоресцентными пенетрантами. Стоят недешево. Используются редко, понятно, по каким причинам. Но результат контроля отличный.
Второй вид — жидкий проявитель. Может быть изготовлен с применением разных основ. Самый популярный — жидкий на основе водной суспензии. Можно наносить разными способами: и распылять, и замачивать в емкости. Если решите использовать емкость, то погружение должно быть кратковременным. За ним должна следовать просушка с применением специального фена.
Также есть жидкий проявитель на основе веществ, сходных по свойствам с растворителями. Недорогие и вполне эффективные, наносятся равномерным слоем с помощью распыления. Больше нечего добавить.
Проявлять нужно около 10-20 минут. Если результат не достигнут, то можно добавить еще минут 10 к основному времени.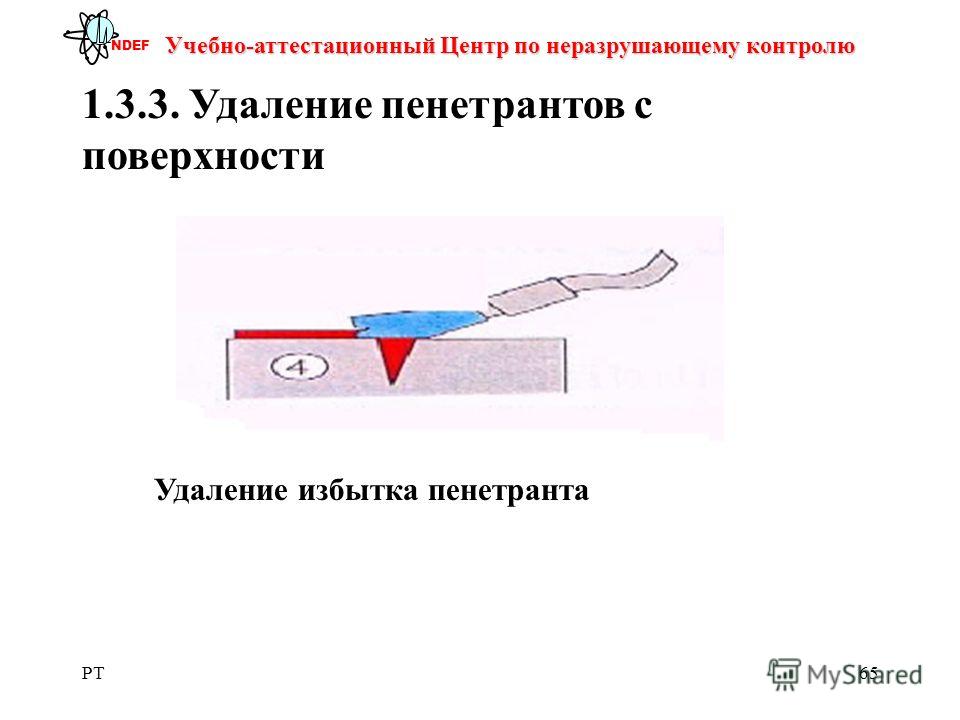
Повторный контроль
В процессе капиллярного контроля могут произойти многие ситуации, из-за которых результат контроля будет неудовлетворительным. Например, вы решили погрузить деталь в емкость с пенетрантом, но выдержали меньше времени, чем должны были. И произошло это не по вашей вине. Или же вы случайно допустили ошибку при выполнении технологии капиллярного контроля. В таких случаях новички часто спрашивают: «Можно ли провести повторный контроль?». Наш ответ: да, можно.
Самое главное — хорошо очистить металл от остатков пенетранта и проявителя. Также используете те же жидкости, не нужно брать жидкости другого производителя. Соблюдая эти простые правила, вы сможете провести повторный контроль, который может оказаться куда успешнее предыдущего.
Вместо заключения
Капиллярный метод контроля сварных соединений очень простой, при этом экономически выгодный и вполне эффективный. Поэтому данный метод контроля качества используется повсеместно. Вы наверняка встретите баллончик с пенетрантом как в цеху крупного завода, так и в гараже у домашнего мастера.
используемые методы, порядок проведения и необходимые материалы
Для определения качества сварного шва проводится его контроль. Капиллярный контроль является одним из основных контрольных методов, которые на сегодняшний день активно применяются для проверки швов.
Содержание
- 1 Что такое капиллярный контроль
- 2 Используемые методы
- 3 Основные
- 4 Комбинированные
- 5 Процесс проведения капиллярного контроля
- 6 Материалы для капиллярной дефектоскопии
- 7 Подготовка металла к проверке
- 8 Нанесение индикатора
- 9 Промежуточная очистка поверхности
- 10 Нанесение проявителя
Что такое капиллярный контроль
Данный метод относится к группе неразрушающих и предполагает наличие множества способов его проведения с применением различных расходных материалов.
С помощью такого метода выявляются наружные и внутренние недостатки шва.
 Описываемый метод позволяет определить практически все дефекты: непровары, поры, трещины и т. д. Капиллярный контроль позволяет определить местонахождение дефекта, его ориентацию к поверхности детали, а также его размеры.
Описываемый метод позволяет определить практически все дефекты: непровары, поры, трещины и т. д. Капиллярный контроль позволяет определить местонахождение дефекта, его ориентацию к поверхности детали, а также его размеры.Данный метод применяется для проверки любых металлов (чёрных и цветных), а также для контроля соединения стекла, пластмасс, керамики и т. д. Капиллярный метод получил широкую область применения при определении недостатков сварочных швов.
Суть процесса проверки состоит в том, что на полученное соединение наносятся специальные индикаторы в виде жидкости. Они с лёгкостью проникают в любой материал, если в нём имеются пустоты, проходят даже через самые маленькие трещины и возникают на обратной стороне от места их распыления. Где проявляется цветной индикатор, там и находится дефект.
Используемые методы
Существует две группы способов проведения капиллярного контроля: основные и комбинированные.
Основные
Основные методы предполагают использование исключительно капиллярной проверки с жидкими индикаторами.
Основные методы контроля:
- По видам используемых растворов:
- проникающие растворы;
- фильтрующие суспензии.
- По способу получения результата:
- яркостный;
- люминесцентный;
- люминесцентно-цветной;
- цветной.
Комбинированные
Комбинированные способы подразумевают применение ряда способов проверки неразрушающего характера, одним из которых является капиллярный.
Комбинированные способы:
- магнитный;
- электростатический;
- радиационный способ излучения или поглощения;
- электроиндукционный.
Перечисленные методы различаются в зависимости от их технологии воздействия на поверхность, поддающуюся проверке.
Процесс проведения капиллярного контроля
Перед началом проверки необходимо зачистить и просушить участок, который будет проверяться. Далее наносится индикаторная жидкость, часть которой проникает в поры и трещины, а остатки нужно тщательно удалить. После этого для вытягивания жидкости применяется проявитель. Индикатор проявляется на поверхности соединения в виде цветных пятен, которые и обозначат местонахождение изъяна, его размер и форму.
Далее наносится индикаторная жидкость, часть которой проникает в поры и трещины, а остатки нужно тщательно удалить. После этого для вытягивания жидкости применяется проявитель. Индикатор проявляется на поверхности соединения в виде цветных пятен, которые и обозначат местонахождение изъяна, его размер и форму.
Материалы для капиллярной дефектоскопии
Необходимый перечень материалов для проведения капиллярного контроля:
- Индикаторная жидкость:
- флуоресцентная жидкость;
- цветная жидкость.
- Промежуточные очистители:
- растворитель или вода;
- водочувствительный эмульгатор;
- растворимый жидкий очиститель.
- Проявители:
- жидкий проявитель на водной основе;
- жидкий проявитель на основе растворителя;
- водный растворитель в виде суспензии.
Подготовка металла к проверке
Перед началом нужно провести зачистку поверхности сварочного шва. Рекомендуется использовать комбинацию механического и химического способов.
Рекомендуется использовать комбинацию механического и химического способов.
Сперва проводят механическую обработку металлической щёткой. Но не стоит сильно усердствовать: при интенсивном воздействии затираются поверхностные недостатки, и индикаторная жидкость не сможет проникнуть вглубь металла. Это приведёт к ошибочным суждениям о качестве шва.
Химическая обработка обычно проводится спиртом или растворителем. Нужно помнить, что химикаты могут вступать в реакцию с индикаторами, поэтому нужно их тщательно смывать водой или специальными реагентами. Важно, чтобы проверяемый участок был хорошо просушен, иначе результаты проверок будут неточными.
Нанесение индикатора
Индикаторная жидкость может наноситься различными способами:
- Стандартный капиллярный способ – при таком методе жидкость сама проникает в сварочный шов без специального вмешательства. Нанесение проводится путём смачивания, нанесения струёй погружения детали в жидкость.
- Ультразвуковой способ – заполнение пустот пор и трещин проводится посредством ультразвукового эффекта.
- Вакуумный – детали помещаются в вакуумную установку, с помощью которой из внутренних полостей откачивается воздух. Давление в этих пустотах ниже, чем атмосферное. Поэтому нанесённая жидкость легко проникает в них.
- Компрессионный – способ, при котором на индикаторную жидкость воздействуют высоким давлением, и она заполняет пустоты, выталкивая воздух.
- Деформационный – индикатор проникает внутрь сварочного шва при помощи воздействия звуковых волн, но при этом увеличивается размер выявленного дефекта.

Промежуточная очистка поверхности
Проводить очистку поверхности шва нужно аккуратно, чтобы не удалить индикатор с поверхностных недостатков. Очищать можно:
- Обычной водой, при помощи губки или тряпки. Температура воды не должна превышать +50оС.
- Эмульгаторами на основе масел. Вначале поверхность металла промывается водой, затем наносится эмульгатор, который также смывается водой.
- Растворителями. Поверхность шва просушивается, а затем протирается тканью, пропитанной растворителем.
- Комбинированный способ – сначала проверяемый участок промывается водой, а затем вытирается губкой, смоченной растворителем.
- После промежуточной очистки необходимо хорошо просушить сварочный шов.

Нанесение проявителя
Сразу после просушки на проверяемый участок равномерным тонким слоем наносится проявитель. Разновидности проявителей:
- Сухой. Его использование возможно только в комплексе с флуоресцентными индикаторами. Наносится равномерным слоем при помощи обычного напыления.
- Жидкий на основе растворителя. Такой проявитель наносится методом равномерного распыления, чтобы образовалась тонкая и однородная плёнка.
- Жидкий на основе водной суспензии или водного раствора. Наносится методом распыления или способом замачивания свариваемых деталей в жидком проявителе. Однако после погружения в жидкость заготовки нужно быстро достать и тщательно просушить.

Стандартно время проявления занимает от 10 до 30 мин. в зависимости от используемого растворителя.
Капиллярный метод контроля сварных соединений и швов, неразрушающий контроль трубопроводов
основы способы методика
К методам капиллярного неразрушающего контроля соединений относятся способы, базирующиеся на проникновении индикаторной жидкости (пенетранта) в наружные и сквозные дефективные отверстия. После проникновения жидкость оставляет индикаторный след, который фиксируется визуально или при помощи преобразователя. Такой метод испытания позволяет выявить местонахождение повреждений, их размер и ориентацию относительно поверхности объекта
Такой метод испытания позволяет выявить местонахождение повреждений, их размер и ориентацию относительно поверхности объекта
Информационный вестник
популярные услуги
Станьте клиентом
Оставьте заявку и станьте клиентом прямо сейчас!
Стать клиентом
Александр Сергеевич Колесов
Область применения капиллярного контроля достаточно широка и применяется в различных областях промышленности: энергетике, авиационном машиностроении,ракетостроении и многих других. Главным образом капиллярный метод испытаний эффективен, когда нужно обнаружить крайне небольшие дефекты, которые невозможно обнаружить невооружённым глазом. Данный неразрушающий контроль применим в равной степени для проверки любого рода объектов независимо от их форм и размеров, а также материала. Метод хорошо себя показывает для фиксации повреждений как на металлических объектах, так и не имеющих металла в своем составе. Также капиллярная дефектоскопия поможет при испытании ферромагнитных материалов, когда метод магнитопорошкового контроля бесполезен в связи с эксплуатационными или иными причинами.
Капиллярный метод неразрушающего контроля
Подробнее
абсолютное понимание и
опыт
Условия и область применения капиллярного неразрушающего контроля
Дефектоскопия капиллярным способом базируется на просачивании индикаторного вещества капиллярным способом в пустоты, а также отверстия в материале объекта, которые являются явными физическими дефектами, с последующей фиксацией образованных под действием индикатора оптических следов.Наиболее явные несплошности видны невооруженным взглядом, для более мелких применяется специальная дефектоскопическая аппаратура. Довольно часто проводят капиллярный контроль сварных швов если нет возможности использовать магнитный метод неразрушающего контроля.
Индикатор (пенетрант) представляет собой подкрашенную жидкость, назначение которой состоит в проникновении в открытые поверхностные несплошности объекта исследования и создании индикаторного следа. Это вещество являет собой раствор или суспензию красителя, добавленного в органический растворитель, керосин или масло, с включением поверхностно-активных веществ,снижающих поверхностное натяжение жидкости, что улучшает проникновение индикатора в мельчайшие полости материала. Вещество-индикатор может выступать как обычным красителем при цветовом методе контроля, так и люминесцирующим при люминесцирующем способе, также возможно их совместное применение при необходимости.
Это вещество являет собой раствор или суспензию красителя, добавленного в органический растворитель, керосин или масло, с включением поверхностно-активных веществ,снижающих поверхностное натяжение жидкости, что улучшает проникновение индикатора в мельчайшие полости материала. Вещество-индикатор может выступать как обычным красителем при цветовом методе контроля, так и люминесцирующим при люминесцирующем способе, также возможно их совместное применение при необходимости.
Для удаления излишков, портящих индикаторный рисунок, а также предварительной обработки материала применяют специальное вещество-очиститель.
Чтобы пенетрант образовал индикаторный след, сначала он должен полностью заполнить полость, окрасив края индикатором, а после его излишки необходимо удалить. При этом краситель останется на поверхности дефекта,образуя контрастный поверхностный цветовой рисунок. При удалении индикаторной жидкости применяют проявитель — материал, вытягивающий пенетрант из капилляров материала.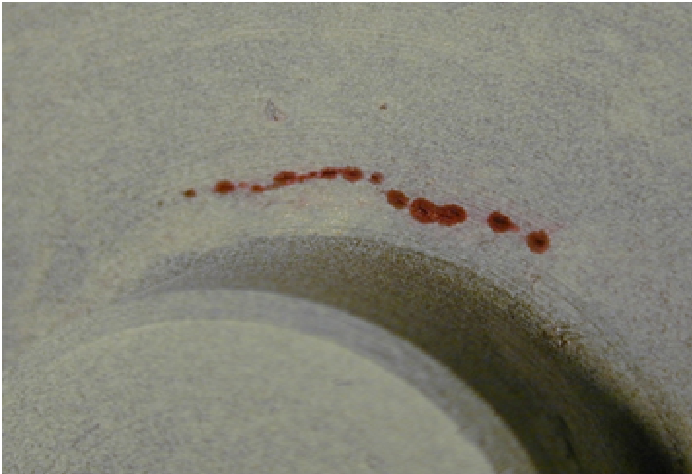 Применяют пять основных типов проявляющего материала:
Применяют пять основных типов проявляющего материала:
· порошкообразный,
· суспензию на основе воды,
· суспензию на основе растворителя,
· водный раствор,
· пластиковую пленку.
Сами методы капиллярного контроля разделяют на основные,применяющие только капиллярный эффект, и комбинированные, к которым относят любые сочетания способов, базирующихся на различных физико-химических принципах, где капиллярный метод является лишь одним из дефектоскопических приемов.
полное сопровождение и
профессиональные советы
Капиллярный метод контроля сварных соединений и швов
Условия проведения капиллярного неразрушающего контроля
Непосредственно перед проведением капиллярной дефектоскопии исследуемый материал подвергается предварительной подготовке. С поверхности образца удаляются загрязнения и производят ее обезжиривание с последующей просушкой. После подготовительного этапа на поверхность равномерно наносится слой индикаторного вещества (пенетранта). Индикатор просачивается во все разнородности контрольного шва, постепенно окрашивая границы дефекта. По прошествии определенного времени пенетрант частично удаляется в местах излишнего скопления вещества. После на контрольный образец наносится материал-проявитель. Он постепенно вытягивает индикаторное вещество из капилляров контрольного материала. В результате таких манипуляций выявляются дефекты сварного соединения, вызванные несплошностью сварного соединения.
С поверхности образца удаляются загрязнения и производят ее обезжиривание с последующей просушкой. После подготовительного этапа на поверхность равномерно наносится слой индикаторного вещества (пенетранта). Индикатор просачивается во все разнородности контрольного шва, постепенно окрашивая границы дефекта. По прошествии определенного времени пенетрант частично удаляется в местах излишнего скопления вещества. После на контрольный образец наносится материал-проявитель. Он постепенно вытягивает индикаторное вещество из капилляров контрольного материала. В результате таких манипуляций выявляются дефекты сварного соединения, вызванные несплошностью сварного соединения.
Нанесение индикатора
Распределение индикатора на проверяемую поверхность материала может выполняться несколькими способами:
· Капиллярно. При таком подходе сварные несплошности заполняются самопроизвольно. Вещество равномерно наносится на поверхность смачиванием, погружением испытуемого образца в раствор или напылением.
При таком подходе сварные несплошности заполняются самопроизвольно. Вещество равномерно наносится на поверхность смачиванием, погружением испытуемого образца в раствор или напылением.
· Вакуумным методом. Этот способ работает благодаря разнице давления в полостях поврежденных участков сварного шва. Давление внутри полостей ниже атмосферного,а значит, несплошности как бы самопроизвольно втягивают в себя индикатор.
· Компрессионное.Такой способ противопоставляется вакуумному. Нанесение индикаторной жидкости происходит под влиянием давления выше атмосферного, что, напротив, продвигает ее во все капилляры материала. Так жидкость вытесняет воздух из полостей,заполняя их.
· Ультразвуковым исследованием. Наполнение проходит в ультразвуковых полях с применением УЗИ.
Наполнение проходит в ультразвуковых полях с применением УЗИ.
· Метод деформаций. Пустоты наполняются индикатором под действием на пенетрант звуковых колебаний или статичной нагрузки, расширяющей пустоты материала.
Нанесение очистителя при промежуточном снятии излишков пенетранта необходимо осуществить так, чтобы индикаторное вещество оставалось в полостях дефектов.
Преимущества капиллярного метода контроля:
· дает возможность достоверно обнаружить небольшие несплошности и точно описать их;
· увеличивает область использования сторонних методов дефектоскопии сварных швов;
· расширяет визуальную область несплошностей;
· имеет невысокую стоимость исследования.
Негативные факторы капиллярного метода
· не пригоден для использования при отрицательных температурах, т. к. точность результатов падает на порядок. Оптимален при 5—50°C.
· длительность исследования занимает порядка 1—2часов;
· имеет повышенную трудоемкость;
· на результаты исследования влияет человеческий фактор;
· процесс непригоден для автоматизации;
· метод является трудоемким при соблюдении условий хранения и эксплуатации веществ для капиллярного контроля.
Постоянный контакт &
Уверенность
нам доверяют
Клиенты
Капиллярный метод дефектоскопии сварных швов трубопроводов требует высокой квалификации специалиста, проводящего исследование. Фирма«Менделеев Тест» обладает всеми условиями, оборудованием и опытными специалистами для получения однозначного и точного результата проверки. Клиенты доверяют дефектоскопию компании «Менделеев Тест».
Фирма«Менделеев Тест» обладает всеми условиями, оборудованием и опытными специалистами для получения однозначного и точного результата проверки. Клиенты доверяют дефектоскопию компании «Менделеев Тест».
мы доказываем на практике
10-летний опыт
Десятилетний опыт в сертификации и контроле позволяет«Менделеев Тест» удерживать позиции надежного и проверенного временем поставщика услуг на рынке дефектоскопии. Поручать технологически сложные операции по контролю сварных соединений лучше опытной команде профессионалов,такой как фирма «Менделеев Тест».
Руководитель отраслевой должности
Александр Сергеевич Колесов
Александр Сергеевич работает в сфере оценки соответствия более 8-ми лет. За это время он зарекомендовал себя, как компетентный специалист и грамотный руководитель. Уникальные знания, полученные в СПб ГУАП, а также значительный опыт позволили достичь высокого профессионального уровня. На его счету – десятки успешно выполненных проектов, связанных с проведением испытаний и оценкой соответствия технически сложного оборудования и средств связи. Александр Сергеевич осуществляет эффективное руководство специалистами нашей компании и пользуется заслуженным уважением среди коллег и партнеров.
Александр Сергеевич осуществляет эффективное руководство специалистами нашей компании и пользуется заслуженным уважением среди коллег и партнеров.
Глава 3 Контроль качества без разрушения сварных соединений 3.6. Капиллярная дефектоскопия 3.6.2. Методика капиллярной дефектоскопии
Процесс контроля качества сварного соединения капиллярными методами складывается из следующих технологических операций: подготовка объекта к контролю, обработка его дефектоскопическими материалами, выявление дефектов и заключительная очистка объекта по окончании процесса.
Подготовка объекта к контролю.
Подготовка заключается в удалении всевозможных загрязнений и лакокрасочных покрытий, обезжиривании и сушке контролируемой поверхности.
Для очистки поверхности применяется комбинация различных способов механической обработки (шлифования, полирования, шабрения и др.) с последующей промывкой и протиркой ее легколетучими жидкими растворителями (скипидаром, ацетоном, бензином, спиртом и др. ). Выбранный способ очистки должен обеспечивать удаление загрязнений из полости дефекта без внесения в нее новых загрязнений.
). Выбранный способ очистки должен обеспечивать удаление загрязнений из полости дефекта без внесения в нее новых загрязнений.
Сварные швы и околошовные зоны обрабатывают абразивным кругом, а затем наждачной бумагой разной зернистости. Такая механическая обработка позволяет удалить все неровности и сгладить выпуклость шва. Однако в процессе очистки абразивная и металлическая пыль заполняет полости дефектов, а тонкий слой пластически деформированного металла закрывает их. Следовательно, после механической обработки для вскрытия полостей дефектов поверхность шва необходимо протравить раствором кислоты или щелочи (для алюминиевых сплавов).
Следует отметить, что от качества очистки поверхности сварного соединения существенно зависит чувствительность контроля.
В настоящее время помимо традиционных способов очистки используется весьма перспективная ультразвуковая очистка, при которой сварное соединение погружается в ванну с жидким растворителем и обрабатывается мощным потоком ультразвуковым излучением, а также анодно-ультразвуковая очистка, при которой детали, помещенные в ванну с травильным составом, одновременно обрабатываются ультразвуком и электрическим током.
Способы очистки и необходимая чистота контролируемых поверхностей определяются техническими требованиями к качеству сварного соединения.
Обработка контролируемого объекта дефектоскопическими материалами.
Обработка сварных соединений дефектоскопическими материалами заключается в заполнении полостей дефектов индикаторной жидкостью, удалении ее избытка и нанесении проявителя.
В состав пенетрантов на водной основе входят люминофоры или красители, а также ингибиторы — вещества, тормозящие окислительные процессы. Такие пенетранты наиболее технологичны, безопасны для здоровья операторов и не воспламеняются, а также легко удаляются с поверхности простым смывом. Однако это последнее свойство пенетрантов обусловливает и их основной недостаток: при смыве удаляется и часть жидкости из полостей дефектов, что снижает чувствительность контроля, поэтому пенетранты на водной основе применяют ограниченно.
Наиболее широко распространены пенетранты на основе различных органических жидкостей (керосина, скипидара, бензола, уайт спирита и др. ), которые требуют осторожности в обращении, но обеспечивают высокую чувствительность метода при выявлении дефектов.
), которые требуют осторожности в обращении, но обеспечивают высокую чувствительность метода при выявлении дефектов.
Пенетрант целесообразно наносить с помощью пульверизатора или мягкой кисти, а продолжительность его выдержки независимо от размеров дефектов не должна превышать 5 мин.
Выявление дефектов.
Выявление дефектов. Различают пять способов выявления дефектов сварных соединений с использованием капиллярной дефектоскопии.
Порошковый («сухой») способ основан на использовании проявителя в виде сухого белого сорбента (каолина, мела и др.), поглощающего индикаторный пенетрант.
«Мокрый» способ связан с применением проявителя в виде концентрированной суспензии, приготовленной из белого порошка, размешанного (диспергированного) в летучем растворителе (керосине, бензоле и др.), воде или их смесях.
При выявлении дефекта с помощью слоя краски или лака используют проявитель, состоящий из пигментированного или бесцветного быстросохнущего раствора (например, коллодия), поглощающего (сорбирующего) индикаторный пенетрант.
Пленочный проявитель представляет собой бесцветную или белую индикаторную ленту с проявляющим слоем, поглощающим индикаторный пенетрант и легко отделяющимся вместе с индикаторным слоем дефекта от контролируемой поверхности. Такой проявитель технологичен, позволяет получать дефектограмму, анализировать ее отдельно от сварного соединения и сохранять как объективный документ контроля.
Существуют также два варианта самопроявляющего способа. В беспорошковом варианте самопроявляющего способа выявления дефектов сварное соединение погружают в индикаторную
жидкость, в состав которой входят органический люминофор и летучий растворитель. После извлечения соединения из этой жидкости растворитель быстро испаряется, а кристаллы люминофора оседают на кромках дефекта. Эти кристаллы люминесцируют под воздействием ультрафиолетового излучения. Для устранения фонового свечения все соединение обрабатывают в специальном растворе ингибитора, гасящем люминесценцию на поверхности, но почти не влияющем на люминофор, проникший в капиллярные полости дефектов.
В другом варианте самопроявляющего способа выявления дефектов контролируемый объект после очистки и пропитки нагревают, исключая тем самым проявление. При нагревании специальная индикаторная жидкость выходит из полости дефекта, затвердевает и образует индикаторный след, люминесцирующий под воздействием ультрафиолетового излучения.
В люминесцентной дефектоскопии применяются все указанные способы выявления дефектов. Широко распространено проявление дефектов с помощью порошка или суспензии в силу простоты процесса и доступности материалов, но при этом оно и наименее эффективно. Однако чаще всего в ЛД используются пленочный и самопроявляющий способы выявления дефектов.
В цветовой дефектоскопии применяют в основном порошкообразные сорбенты в виде суспензий и белые проявляющие лаки, причем лаковые проявители обеспечивают более высокую чувствительность метода.
В зависимости от размеров выявляемых дефектов ГОСТ 18442 — 73 устанавливает четыре условных уровня чувствительности капиллярных методов контроля (табл. 3.7).
3.7).
Для оценки условного уровня чувствительности используют тест-образцы с естественными или искусственными дефектами. Обычно тест-образцы содержат трещины, образовавшиеся при неправильном выборе режима шлифования.
Контролируемую поверхность со слоем проявителя сушат в потоке теплого воздуха, а затем дважды (через 5 и 20 мин после нанесения проявителя) производят ее осмотр, причем в случае использования ЛД — при освещении объекта ультрафиолетовым излучением, а в случае использования ЦД — при электрическом освещении или дневном свете. При этом освещенность на рабочем участке должна составлять не менее 500 лк.
Осмотр выполняют невооруженным глазом, а при необходимости применяют лупы, обеспечивающие малое увеличение (в 1,5 — 2 раза) и большое поле зрения. Обнаруженный индикаторный след изучают с помощью оптических приборов.
Рисунок индикаторных следов и топография их расположения позволяют довольно уверенно судить о виде дефектов.
Трещины любого происхождения, волосовины, заковы, несли- тины, непровары, неспаи и оксидные пленки имеют вид четких (иногда прерывистых), окрашенных или люминесцирующих линий разной конфигурации.
Растрескивание металла и межкристаллитная коррозия на участках поверхности соединения крупнозернистых сплавов проявляются в виде группы отдельных коротких линий или их сетки.
О межкристаллитной коррозии мелкозернистых сплавов свидетельствуют пятна или размытые полосы.
Поры, язвенная коррозия, отдельные очаги межкристаллитной коррозии, выкрашивание материала и эрозионное повреждение поверхности соединения выявляются как отдельные точки или звездочки.
Индикаторный рисунок на поверхности сварного соединения может образовываться также различными допустимыми ее повреждениями или загрязнениями. В процессе выполнения контроля по дополнительным признакам необходимо отличать эти лжедефекты от истинных дефектов. Отбраковка сварных соединений производится в тех случаях, когда число и размеры выявленных при капиллярной дефектоскопии штрихов, линий и точек больше допустимых значений, установленных техническими условиями.
Заключительная очистка.
По завершении контроля поверхности сварного соединения в целях очистки от проявителя протирают растворителями, промывают или очищают другими способами.
Аппаратура.
Промышленностью выпускаются переносные и стационарные дефектоскопы различных типов. Среди них следует выделить переносной аэрозольный комплект КД-40ЛЦ, предназначенный для контроля сварных соединений в полевых, цеховых и лабораторных условиях цветным, люминесцентным и люминесцентно-цветным методами. Комплект включает в себя ультрафиолетовый облучатель КД-33Л и разборные аэрозольные баллоны, которые можно многократно заряжать дефектоскопическими материалами на зарядном стенде, также входящем в комплект. Все баллоны объединены в три набора. Один из наборов содержит баллоны, подогреваемые электрическим током, что позволяет производить контроль при отрицательных температурах окружающей среды (до 40 °С).
Для цветовой дефектоскопии при небольшом объеме работ используются переносные дефектоскопы ДМК-4 и ДАК-2Ц. Первый из них выполнен в виде чемодана с гнездами и секциями для размещения контрольных принадлежностей: емкостей с расходными растворителями, краской и жидкостью, пеналов с кистями и луп. Дефектоскоп ДМК-4 массой 7 кг имеет небольшие габаритные размеры (430 × 250 × 200 мм).
Первый из них выполнен в виде чемодана с гнездами и секциями для размещения контрольных принадлежностей: емкостей с расходными растворителями, краской и жидкостью, пеналов с кистями и луп. Дефектоскоп ДМК-4 массой 7 кг имеет небольшие габаритные размеры (430 × 250 × 200 мм).
При контроле сварных соединений или узлов на стендах в цехах и лабораториях широко применяются стационарные дефектоскопы, позволяющие механизировать и автоматизировать ряд операций. Такие дефектоскопы снабжены рольгангами, транспортерами для подачи контролируемых объектов, распылительными камерами, мощными осветителями и другими устройствами.
- Попередня
- Наступна
Контроль сварных швов ультразвуком (УЗК)
Мы предлагаем услуги контроля в нашем центре контроля ВОГТ и системы контроля неразрушающего контроля сварных швов – ручные, механизированные и автоматизированные.
Запрос на услуги по инспекции
Запрос на услуги по неразрушающему контролю
Какой метод следует использовать для контроля?*
- выберите
- выберите
- 0 Ультразвуковой контроль0018
- Капиллярный контроль
- Вихретоковый контроль
- Цифровая радиология
- Визуальный контроль
Что следует проверять?*
(размеры + вес)?
Какое количество и расписание?
Нужно ли соблюдать какие-либо технические требования к испытаниям?
(стандарты/спецификации)?
Приветствие
- Г-н
- Г-жа
- Г-жа
 » data-label=»Mr.»> Г-н
» data-label=»Mr.»> Г-н
Имя*
Фамилия*
Электронный адрес*
Телефон №*
Компания*
Сообщение
Объявление о согласии*
Newslter
В нашем новостно NDT и делитесь советами и специальными предложениями. В качестве благодарности за подписку вы получите наше руководство «Выбор подходящего метода НК». Вы можете отписаться в любое время.
ВОГТ Контроль точечной сварки
Неразрушающий контроль сварных швов
Сварные швы являются неотъемлемой частью многих строительных процессов. Они используются, в частности, в металлообрабатывающей промышленности, автомобилестроении, железнодорожном транспорте, аэрокосмической промышленности, энергетике и строительстве трубопроводов и, таким образом, являются неотъемлемой частью нашей повседневной жизни. Поэтому контроль качества таких сварных соединений необходим для защиты людей и окружающей среды.
Они используются, в частности, в металлообрабатывающей промышленности, автомобилестроении, железнодорожном транспорте, аэрокосмической промышленности, энергетике и строительстве трубопроводов и, таким образом, являются неотъемлемой частью нашей повседневной жизни. Поэтому контроль качества таких сварных соединений необходим для защиты людей и окружающей среды.
Методы неразрушающего контроля применяются для установления правильных параметров сварки, производственного контроля и периодического контроля находящихся в эксплуатации деталей со сварными соединениями.
Эти проверки сварных соединений проводятся производителем с его обученным персоналом, а также сертифицированными и аккредитованными испытательными лабораториями, такими как испытательный центр VOGT, который проверяет качество сварных соединений в соответствии с требуемыми стандартами.
Основные методы неразрушающего контроля сварных швов включают рентгенографический контроль, ультразвуковой контроль и контроль поверхностных трещин (капиллярный контроль и магнитопорошковый контроль).
Немного теории
Преимущества неразрушающего контроля материалов (НК)
Контроль качества сварных швов с помощью неразрушающего контроля (НК) имеет различные преимущества с точки зрения безопасности и экономики:
Обеспечение качества сварки уже до серийное производство
Неразрушающий контроль сварных швов в лаборатории позволяет аттестовать сварочный процесс и определить и установить идеальные параметры для надежной сварки. Таким образом, возможные дефекты сварки можно предотвратить до начала серийного производства или оптимизировать их выявляемость с помощью неразрушающего контроля материалов.
Высокая точность и воспроизводимость результатов контроля
Мельчайшие дефекты воспроизводимо выявляются методами неразрушающего контроля. Используемые методы испытаний различаются по возможности обнаружения дефектов с точки зрения их формы, положения и размера.
Испытания в процессе эксплуатации
Компоненты в процессе эксплуатации (например, сварные швы на мостах, химических заводах или ветряных турбинах) можно осматривать и наблюдать на месте в течение всего срока их службы, иногда даже во время эксплуатации, чтобы предотвратить простои или риск для жизни и здоровья.
Значительное сокращение брака
Как следует из названия, неразрушающий контроль — это проверка качества материалов и компонентов без их разрушения. Самым большим преимуществом неразрушающего контроля является его высокий уровень безопасности и экономической эффективности. Тестовые детали без соответствующих дефектов могут быть дополнительно обработаны, а тестовые детали с дефектами могут быть доработаны, если это необходимо.
VOGT Ultrasonics Ваш надежный партнер
Запрос на инспекцию
Запрос NDT Services
Какой метод следует использовать для тестирования?*
- Пожалуйста, выберите
- Пожалуйста, выберите
- Ultrasonic Testing
- . Цифровая радиология
- Визуальный осмотр
Что следует проверить?*
(размеры + вес)?
Какое количество и расписание?
Нужно ли соблюдать какие-либо технические требования к испытаниям?
(стандарты/спецификации)?
Salutation
- Mr.
- Mr.
- Ms.
- Mrs
First name*
Last name*
E-Mail Address*
Phone no. *
*
Компания*
Сообщение
Заявление о согласии*
Информационный бюллетень
В нашем информационном бюллетене мы информируем о НК и делимся советами и специальными предложениями. В качестве благодарности за подписку вы получите наше руководство «Выбор подходящего метода НК». Вы можете отписаться в любое время.
Гарантированное качество
Цели контроля сварных соединений
Целью неразрушающего контроля сварных швов является обеспечение целостности испытуемого компонента по отношению к стандарту испытаний и соответствующей несущей способности. Важно, чтобы тест выполнялся на самом компоненте, что устанавливает прямую связь результата теста с удобством использования компонента.
Оптимизация процесса
Обеспечение качества сварных швов предназначено для обеспечения того, чтобы свариваемые материалы или компоненты соответствовали предъявляемым к ним требованиям в течение ожидаемого срока службы. Обеспечение качества начинается еще до сварки. Производитель обеспечивает идеальные условия производства, использует конструкции и инструменты, совместимые со сваркой, материалы с достаточной свариваемостью, а работу выполняет квалифицированный персонал.
Обеспечение качества начинается еще до сварки. Производитель обеспечивает идеальные условия производства, использует конструкции и инструменты, совместимые со сваркой, материалы с достаточной свариваемостью, а работу выполняет квалифицированный персонал.
Результаты проверки сварного шва используются для оптимизации параметров сварки. В большинстве случаев неразрушающий ультразвуковой контроль используется в комплексе с разрушающим контролем. Это позволяет обнаруживать и точно локализовать мельчайшие дефекты сварного шва. Эта информация используется для оптимизации всего процесса сварки.
Обеспечение качества
Для обеспечения надежности и безопасности сварных швов применяют разрушающие и неразрушающие методы контроля (НК). Здесь контроль сварных швов осуществляется непосредственно в процессе производства, с временной задержкой после изготовления, а на важных для безопасности сварных швах повторно во время эксплуатации. В зависимости от области применения к сварным швам предъявляются установленные законом и поддающиеся проверке требования к качеству.
Повышение эффективности
Методы неразрушающего контроля, такие как ультразвуковой контроль, могут быть полностью автоматизированы и основаны на циклах. Для этого используются системы ультразвукового контроля, такие как PROline, которые позволяют контролировать 100% сварных швов всего за несколько секунд.
без дефектов
Обнаружение дефектов
Обнаружение дефектов осуществляется путем разрушающего контроля материалов с использованием случайной выборки, когда эти части затем удаляются, или путем неразрушающего контроля материалов, когда компоненты могут быть использованы в дальнейшем. Могут быть обнаружены следующие типичные типы дефектов:
- Трещины в материале могут быть вызваны внешней силой или напряжением в самом материале или компоненте.
- Поры и гнезда пор могут возникать, если в расплаве все еще присутствуют газы во время его затвердевания. С помощью определенных систем контроля их можно обнаружить визуально с первого взгляда.
- Полости или Дефекты переплета – это пустоты в материале, образовавшиеся в процессе производства.
- Ликвидации – это выделения расплавленной массы при производстве металла
- Включения в материале, которые могут возникать при сварке.
- Недостаточная сварка означает, что корень соединения не достигает конца компонента. Образуется зазор.
- Изменения толщины стенки могут возникать непосредственно в процессе производства или впоследствии из-за абразивного износа, такого как коррозия.
 С помощью определенных систем контроля их можно обнаружить визуально с первого взгляда.
С помощью определенных систем контроля их можно обнаружить визуально с первого взгляда. качество
Критерии качества
Для оценки качества сварных швов определены критерии качества, зависящие от компонентов и применения. Они зависят от типа сварного соединения, нагрузок и условий эксплуатации свариваемых деталей.
Если результаты испытаний отклоняются от допустимых значений, это считается дефектом сварного шва. Это может быть отремонтировано или приводит к отбраковке заготовки.
Обычно выделяют три группы оценки качества изготовления: B = высокие требования, C = средние требования и D = низкие требования. В стальных конструкциях есть дополнительная группа В+.
К каждой из этих групп предъявляются различные требования к качеству в отношении типа, размера и количества допустимых неровностей. Они определены таким образом, чтобы обеспечить широкое применение при изготовлении сварных соединений.
Классификация сварных швов по группам производится проектировщиком и на основании действующего стандарта и/или производителя. Они включают требования к прочности, последствия отказа компонентов, внешний вид и условия производства.
В производстве
Определение дефекта сварного шва
Дефект сварного шва означает снижение качества изготовления, что, однако, не говорит о пригодности сварного соединения к эксплуатации.![]()
Приводит ли дефект сварки к браку, зависит от типа и количества допустимых неровностей для соответствующей детали или материала. Согласно стандарту DIN EN ISO 6520, неровность относится к дефекту сварного шва или отклонению от заданной геометрии.
Дефект – это такое нарушение. Наличие, количество и вид неровностей в заготовке или компоненте регулируется стандартами оценки, такими как ISO 5817 или ISO 10042.
Сталь Никель Титан DIN EN ISO 5817:2014-6
Настоящий стандарт регламентирует группы оценки неровностей сварных соединений стали, никеля, титана и их сплавов. Он действителен для ручной, механизированной и автоматической сварки стыковых и угловых швов с полным проплавлением. Принципы настоящего стандарта также могут быть использованы для оценки стыковых сварных швов с частичным проплавлением.
Алюминий DIN EN ISO 10042:2005
Настоящий стандарт регламентирует группы оценки неровностей в соединениях алюминия и его сплавов, выполненных электродуговой сваркой.
Проверка сварных швов на практике – выбор соответствующего метода испытаний
На практике большинство проверок сварных швов выполняются непосредственно после сварки или после последующей термической обработки. В зависимости от требований выбирается соответствующий метод неразрушающего контроля и, при необходимости, используется их комбинация. Для выбора доступны следующие методы неразрушающего контроля сварных швов:
Ультразвуковой контроль – UT
Материалы пропускают звук. Ультразвуковой контроль использует это преимущество. Звуковые волны частично отражаются на так называемых границах раздела. Это переходы из одной среды в другую, где сопротивление звуковой волны разное. А значит и при таких дефектах, как трещины и включения в объеме сварных швов.
При ультразвуковом контроле сварных швов звуковые волны излучаются в материал с помощью зонда, подключенного к устройству ультразвукового контроля, и снова улавливается их отражение. На основании типа и силы отражения и изображения, отображаемого в ультразвуковом устройстве, можно сделать выводы о размере и глубине дефекта.
Ультразвуковой контроль в основном используется для более простых геометрических форм (плоских, круглых, плоских, вращательно-симметричных, более толстых и т. д.). Он очень чувствителен к большим толщинам стенок и поэтому имеет преимущество перед рентгеновским контролем. Он может обнаруживать поверхностные дефекты из-за углового звука, а также объемные дефекты даже при большой толщине стенки. Например, небольшой дефект размером 1 мм все еще легко обнаруживается на глубине 1 м.
Большая часть ультразвукового оборудования по-прежнему работает обычным образом с РЧ-изображением (называемым А-сканом), которое показывает энергию обратного рассеяния в виде высоты амплитуды и положение амплитуды в виде пути звука. Системы ультразвукового контроля с фазированной решеткой также могут генерировать визуализацию сварного шва в виде B, S или даже D-изображения на основе этих A-сканов. Это делает качество сварки видимым с первого взгляда в виде изображения (например, вид компонента сверху, изображение положения по глубине и т. д.).
д.).
В отличие от обычного ультразвукового контроля, при использовании технологии с фазированной решеткой сварной шов можно контролировать под разными углами с помощью только одного преобразователя и за один проход. Это большое преимущество во времени, когда стандарт предписывает проверку под разными углами.
Ультразвуковой контроль и ультразвуковой контроль с фазированной решеткой используются, когда дефекты должны быть обнаружены в объеме сварного шва. Их можно использовать для незаземленных сварных швов толщиной от 6 до 8 мм. Однако он не подходит для очень тонких клиновых сварных швов. В этом случае используется такой метод, как PT или MT.
В особых случаях также могут быть проверены более тонкие сварные швы (например, лазерные сварные швы). Однако для этого требуется технико-экономическое обоснование или соответствующий опыт в выборе правильных датчиков и их применении.
Магнитопорошковая дефектоскопия – MT
Магнитопорошковая дефектоскопия также может использоваться для обнаружения поверхностных и приповерхностных дефектов.
Для этого компонент сначала намагничивается с помощью магнита (ярма магнита или катушки). Это создает линии поля, идущие параллельно поверхности. Бездефектный компонент является магнитно-однородным. Это означает, что каждое место имеет одинаковые магнитные свойства. Если в компоненте есть поверхностные или приповерхностные дефекты, они вызывают изменение магнитного потока. Это связано со свойством силовых линий магнитного поля всегда искать путь наименьшего сопротивления. Если теперь заготовку посыпать магнитным порошком, он собирается в виде «мостика» непосредственно над дефектом, что делает его непреодолимым для магнитных полей. Если магнитный порошок является флуоресцентным, а для облучения исследуемого участка используется УФ-лампа, то эти скопления становятся видимыми как «дефекты».
В качестве альтернативы можно сделать видимым черный магнитный порошок на слое белой краски, предварительно тонко нанесенной на компонент.
Магнитопорошковая дефектоскопия регулируется стандартом DIN EN ISO 9934 и, в частности, для сварных соединений – DIN EN ISO 17638, а также DIN EN ISO 23278.
Капиллярный контроль – PT
обнаруживать мельчайшие поверхностные дефекты в сварных швах, напр. волосяные трещины, поры, дефекты переплета.Для этой цели компонент сначала очищается в зоне испытания, т. е. очищается от масла, окалины, краски, ржавчины и т. д. Затем на компонент распылением, кистью или погружением наносится проникающая жидкость.
Среда для испытаний имеет красный цвет или является флуоресцентной и проникает в трещины и другие узкие поверхностные повреждения благодаря физическому капиллярному действию. Это средство остается примерно на 10-30 минут, чтобы проникнуть в любые дефекты, такие как мелкие трещины. После этого пенетрант смывается, не оставляя следов. Необходимо следить за тем, чтобы пенетрант не вымывался из неровностей резкой струей воды.
На следующем этапе на компонент наносится белый слой проявителя. Проявитель извлекает красный или флуоресцентный пенетрант из дефектов, чтобы они были хорошо видны на поверхности в соответствующей красной или флуоресцентной окраске. При использовании красного пенетранта это обычно называют «растеканием трещин».
При использовании красного пенетранта это обычно называют «растеканием трещин».
Чтобы увидеть флуоресцентные дефекты, требуется затемненная комната для просмотра и УФ-освещение.
Контроль цветным проникающим веществом регулируется стандартом DIN EN ISO 3452, а также стандартом DIN EN ISO 23277, особенно для контроля сварных швов.
Вихретоковый контроль – ET
Вихретоковый контроль можно использовать для обнаружения поверхностных трещин и, в случае некоторых материалов, трещин вблизи поверхности в сварном шве. Требование — электропроводность материала. Для этого сварной шов сканируют вихретоковым преобразователем. Он имеет возбуждающую катушку и приемную катушку. Катушка возбуждения генерирует электромагнитные токи в материале. При наличии дефектов в материале или в сварном шве вихретоковые линии отклоняются и меняют свой ход. Эти изменения улавливаются приемной катушкой в виде тока, что позволяет контролеру распознавать неравномерность на дисплее его тестирующего устройства. Вихретоковый контроль регламентируется стандартом DIN EN ISO 15549.стандарт.
Вихретоковый контроль регламентируется стандартом DIN EN ISO 15549.стандарт.
Визуальный контроль – ВТ
При визуальном контроле сварных швов сварной шов проверяется на наличие дефектов снаружи вооруженным и невооруженным глазом. Здесь инспектору могут помочь оптические приборы, напр. увеличительное стекло. По внешнему виду и геометрии сварного шва делают выводы о его качестве. Здесь используется стандарт DIN EN ISO 17637, регламентирующий порядок и требования к визуальному контролю сварных соединений плавлением. Для этой инспекции требуется опытный инспектор
Рентгенографический контроль / Цифровая радиология -DR
Рентгенографический контроль представляет собой неразрушающий метод визуализации для визуализации различий в материалах. Как и ультразвуковой контроль, он способен проверять объем сварного шва на наличие внутренних дефектов.
При контроле сварных швов их проверяют с помощью подходящего излучателя, напр. рентгеновская трубка или гамма-излучатель. Лучи проходят через сварной шов и создают изображение сварного шва на подходящем носителе, например. Рентгеновская пленка или цифровой детектор изображения. Различную толщину и плотность материала можно определить по степени почернения. Чем толще и плотнее сварной шов, тем меньше излучения может пройти через него и тем ярче его изображение. Это позволяет легко обнаруживать такие дефекты, как трещины, поры, включения. Контроль сварных швов с использованием этого метода регулируется стандартом DIN EN ISO 10675-1.
Лучи проходят через сварной шов и создают изображение сварного шва на подходящем носителе, например. Рентгеновская пленка или цифровой детектор изображения. Различную толщину и плотность материала можно определить по степени почернения. Чем толще и плотнее сварной шов, тем меньше излучения может пройти через него и тем ярче его изображение. Это позволяет легко обнаруживать такие дефекты, как трещины, поры, включения. Контроль сварных швов с использованием этого метода регулируется стандартом DIN EN ISO 10675-1.
По сравнению с ультразвуковым контролем радиографический контроль всегда используется, когда компоненты очень тонкие или не могут быть хорошо проверены ультразвуком из-за их геометрии.
Мы поможем вам
Vogt Ultrasonics — ваш поставщик услуг
Помимо серийных испытаний, VOGT Ultrasonics GmbH также специализируется на испытаниях отдельных деталей. Это исходные образцы, прототипы, индивидуальные повторные испытания компонентов на предмет повреждений или также испытания отдельно изготовленных компонентов.
Неразрушающие испытания этих компонентов служат для проверки целостности после производственного процесса, определения свойств компонентов после завершения, а также определения дефектов после воздействия использования компонента в эксплуатации.
Технико-экономические обоснования, анализы повреждений и выпуск продукции, а также отдельные подтверждения целостности компонентов контролируются и сертифицируются или подтверждаются Vogt Ultrasonics как аккредитованной испытательной лабораторией посредством отчета об испытаниях.
Vogt Ультразвуковые системы контроля сварных швов с помощью ультразвука
В рамках ультразвукового контроля компания VOGT Ultrasonics GmbH поставляет системы контроля сварных швов. В основном это системы контроля плоских, но особенно осесимметричных компонентов, которые автоматически контролируются и оцениваются системами контроля.
Системы ультразвукового контроля объединены в сеть с производством (Индустрия 4.0) и обеспечивают беспилотный контроль компонентов с помощью ультразвука.
Часто это сварка трением, лазерная, электронно-лучевая сварка тонких, но также и более толстых компонентов для обнаружения поверхностных трещин или даже объемных дефектов.
Но также точечные сварные швы или сварные швы с коротким шагом (например, Arplas®) контролируются в автомобильной промышленности с помощью оборудования и систем ультразвукового контроля VOGT.
Удары
Решения для вашей отрасли
Как поставщик услуг со всеми методами неразрушающего контроля, а также как производитель наших систем и устройств ультразвукового контроля PROline и PHAsis, мы можем предложить нашим клиентам идеальный сварной шов решение для контроля швов и точечных сварных швов по индивидуальным требованиям.
Оптимизация процесса сварки и сокращение брака с помощью ультразвука
Автоматизированный контроль сварных швов с помощью ультразвука может выполняться с двумя целями: быстрая сортировка компонентов или точное обнаружение дефектов.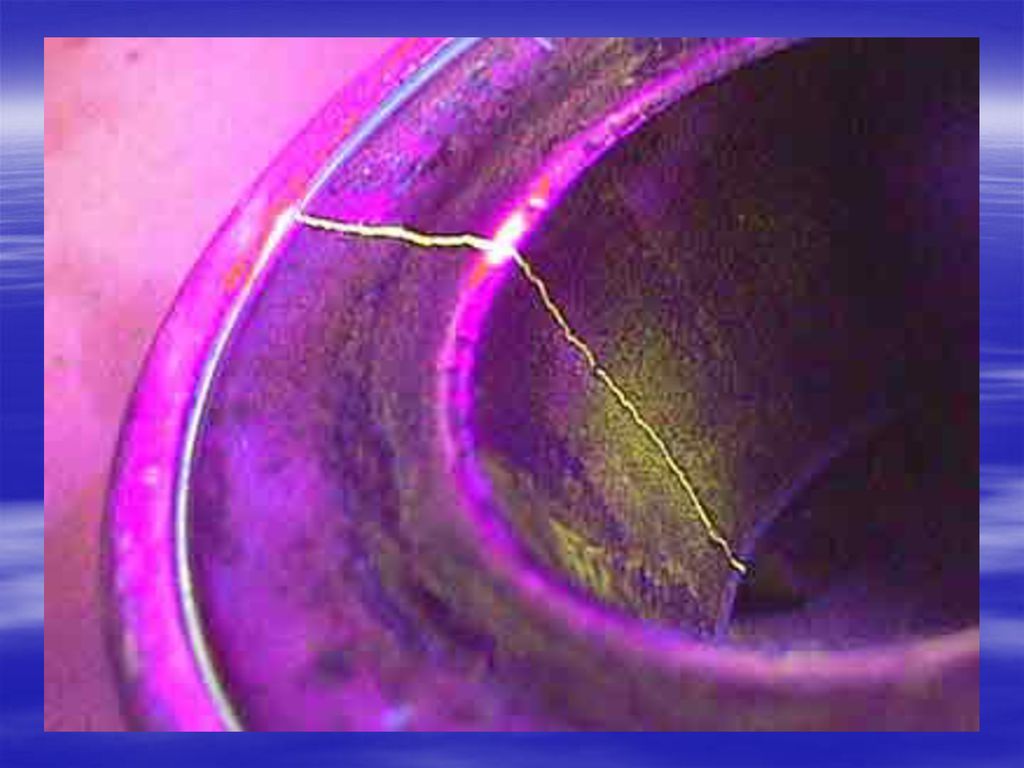
При непрерывном контроле на основе циклов, сопровождающем производство, по соображениям экономии требуется быстрая сортировка на хорошие и плохие. Для этого система ультразвукового контроля выполняет короткое однострочное сканирование, а затем подает деталь в дальнейшую производственную цепочку или сортирует ее. Это быстрый процесс без более глубокого анализа дефекта с вопросом, почему. Отбракованные компоненты ремонтируются или утилизируются, либо впоследствии подвергаются повторной проверке для определения степени дефекта.
Рис.: Система ультразвукового контроля PROline для контроля сварных швов на производстве
Для увеличения продолжительности цикла сварной шов можно полностью контролировать с помощью большего количества дорожек контроля. Благодаря подробному документированию результатов данные контроля, полученные в результате автоматизированного контроля, можно впоследствии оценить и соответствующим образом скорректировать процесс сварки. Второй осмотр для определения степени дефекта часто можно не проводить.
В отличие от этого, в лаборатории важно обнаружить мельчайшие дефекты и локализовать их точно в сварном шве. Целью является оптимизация процесса сварки на основе полученной информации и минимизация брака.
Мы поставляем подходящую и проверенную систему контроля для обеих областей применения. Обе ультразвуковые системы способны независимо оценивать сварной шов. Автоматическая оценка, генерация отчетов об испытаниях и архивирование результатов экономят время и обеспечивают надежность испытаний.
Контроль сварных швов на электророторах
Для поставщика автомобильной промышленности мы поставили систему ультразвукового контроля электронных сварных швов на роторах асинхронных двигателей. Требованиями были высокая доступность системы в режиме 24/7, скорость и использование в качестве стационарной части производственной линии в качестве полностью автоматизированной системы контроля.
Рис.: Система контроля PROline для контроля сварных швов на роторах
Проверяемая медная деталь должна быть проверена с обоих торцов на наличие дефектов соединения размером до 0,35 мм. Робот подает компонент в систему контроля. Система самостоятельно проверяет деталь с обеих сторон и передает результат контроля непосредственно в центральную систему управления заказчика. Затем проверенный компонент передается на следующий этап производства или сортируется.
Робот подает компонент в систему контроля. Система самостоятельно проверяет деталь с обеих сторон и передает результат контроля непосредственно в центральную систему управления заказчика. Затем проверенный компонент передается на следующий этап производства или сортируется.
В разработанной системе контроля используется технология ультразвуковой фазированной решетки, которая обеспечивает сокращение времени цикла в 30 раз по сравнению с обычным контролем.
Контроль сварных швов в судостроении
В судостроении рентгеновский контроль часто по-прежнему является предпочтительным методом контроля сварных швов. Однако по регламенту требуются барьеры большой площади и перерывы в работе на прилегающих производственных островах. Стыковые сварные швы испытывают на всех несущих конструкциях в районе корпуса корабля для листов из обычной и высокопрочной стали с толщиной стенки от 8 до 30 мм.
Очень хорошей альтернативой для контроля таких стыковых сварных швов является ультразвуковой контроль с фазированной решеткой. Это не только позволяет избежать перерывов в работе, но и делает проверку более быстрой и эффективной.
Это не только позволяет избежать перерывов в работе, но и делает проверку более быстрой и эффективной.
В основном это связано с возможностью так называемого секторного сканирования ультразвукового контрольного устройства с фазированной решеткой. Здесь инспектор может сканировать сварной шов только одним щупом и за один проход под разными углами контроля. В дополнение к значительному сокращению времени контроля это также обеспечивает более полное представление о качестве шва.
Ваш эксперт по точечной сварке
Аккредитация и сертификаты Vogt Ultrasonics
Наш испытательный центр аккредитован как независимая испытательная лаборатория в соответствии с DIN EN ISO/IEC 17025. Это означает, что мы можем предоставить вам с услугами неразрушающего контроля, которые соответствуют стандартам и безопасны. Мы тестируем ваши компоненты индивидуально и серийно в нашем испытательном центре в Бургведеле или на вашем объекте, а также периодически тестируем компоненты в работе (сосуды под давлением, трубопроводы и т. д.).
д.).
Мы также поставляем нашим клиентам проверенные системы ультразвукового контроля для контроля сварных швов по модульному принципу для использования в лаборатории или на производстве.
Haben Sie noch Fragen?
Кому разрешено проверять сварные швы?
В зависимости от требований к качеству сварного шва и, следовательно, области применения, сварной шов может быть оценен обученным сварщиком, руководителем сварки или, в случае важных для безопасности сварных швов, сертифицированным инспектором в соответствии с определенный стандарт. Неразрушающий контроль сварных швов обычно предъявляет высокие требования как к технологии контроля, так и к самому испытателю.
Таким образом, контроль сварных швов, как правило, утверждается только ультразвуковыми инспекторами с сертификацией уровня 2/этапа 2 для контроля и оценки сварных швов.
Когда необходимо контролировать сварные швы?
В зависимости от использования сварного шва к нему предъявляются определенные требования к качеству, которые регулируются стандартами на продукцию и применение.
Сварные швы должны быть проверены, если это определено правилами, если повреждение сварного шва угрожает жизни человека или безопасности компонента или установки, и если контроль сварного шва предназначен для демонстрации стабильного качества компонента.
Как проверяются сварные швы?
Сварные швы испытывают разрушающим методом, выборочным или неразрушающим.
Методы разрушающих испытаний включают, например, металлографические исследования (механическая и химическая микроструктура) или механико-технологические испытания, такие как ударные испытания с надрезом, испытания на растяжение, испытания на изгиб, испытания на коррозию, исследования микроструктуры, термическую обработку и т. д. Во всех методах , после этого компонент больше нельзя будет использовать.
Методы неразрушающего контроля включают ультразвуковой контроль (UT), цифровую рентгенографию (DR), визуальный контроль (VT), вихретоковый контроль (ET), дефектоскопию с помощью проникающих красителей (PT) и магнитопорошковый контроль (MT), при которых компонент остается неповрежденными и могут быть использованы после испытаний.
Как распознать хороший сварной шов?
Качество сварного шва оценивается по определенным критериям качества и оценки. Они, в свою очередь, во многом зависят от применения сварного шва. Например, важный для безопасности сварной шов имеет высокие требования к качеству, т.е. сварной шов моста или компонента двигателя или сосуда высокого давления. Для каждого метода неразрушающего контроля, начиная с визуального контроля, существуют соответствующие стандарты и руководства DIN для оценки качества сварного шва. Они сложны и очень зависят от процесса сварки, а также от типа компонента.
Какие существуют неразрушающие методы контроля сварных швов?
Методы неразрушающего контроля, используемые для контроля сварных швов, включают: ультразвуковой контроль (UT), радиографический контроль с пленкой, цифровую радиологию (DR), визуальный контроль (VT), вихретоковый контроль (ET), дефектоскопию с помощью проникающих красителей (PT) и магнитопорошковый контроль (МТ).
Что такое процедуры неразрушающего контроля?
Методы неразрушающего контроля являются методами неразрушающего контроля. Они используются для проверки качества материалов и комплектующих без их разрушения. Это означает, что компоненты могут быть повторно использованы после положительного теста, и не будет производиться ненужный брак.
Они используются для проверки качества материалов и комплектующих без их разрушения. Это означает, что компоненты могут быть повторно использованы после положительного теста, и не будет производиться ненужный брак.
Какова задача испытания материалов в рамках испытания компонентов?
Задачами контроля материалов являются (1) определение технологических свойств материала для проверки пригодности для производства, (2) контроль и обеспечение качества материала или компонента, например, путем проверки сварных швов на наличие трещин и (3) анализа отказов в случае отказа компонента.
Когда вам нужны методы неразрушающего контроля?
Существует пять основных методов неразрушающего контроля (НК), используемых для обнаружения дефектов сварки;
- Визуальный осмотр (VT)
- Испытание магнитными частицами (MPT)
- Жидкостные испытания красителей (DPI)
- Радиографический контроль (RT)
- Ультразвуковой контроль (УЗК).

UT и RT могут обнаруживать как внешние, так и внутренние несплошности, в то время как MPI, DPI и VT могут обнаруживать только внешние дефекты. Кроме того, дефекты, классифицируемые как объемные, такие как пористые включения (шлаковые, металлические и неметаллические), лучше выявляются с помощью RT. Плоские дефекты, такие как трещины, несплавления и непровары, лучше выявляются с помощью УЗК.
Дефекты в некоторых материалах, таких как сплавы на основе никеля и аустенитные нержавеющие стали, можно обнаружить только с помощью RT и DPI. Как обсуждалось ранее, MPI используется только для ферромагнитных материалов. Конфигурация стыка и доступность сварного стыка — два других фактора, определяющих используемый метод неразрушающего контроля. В то время как UT хорош для суставов с ограниченным доступом к обеим сторонам.
Визуальный контроль (ВК)
Визуальный контроль сварных швов является методом неразрушающего контроля. Это наиболее часто используемый метод неразрушающего контроля. Кроме того, это первый шаг в обнаружении дефектов перед дальнейшим проведением неразрушающего контроля.
Кроме того, это первый шаг в обнаружении дефектов перед дальнейшим проведением неразрушающего контроля.
Это связано с тем, что целостность сварного шва проверяется визуально. Ограничением этого метода является то, что он может обнаруживать только внешние поверхностные дефекты. Например, внешние трещины, подрезы, недоливы и поверхностная пористость.
Магнитопорошковый контроль/контроль (MPT/MPI)
Магнитопорошковый контроль используется для обнаружения поверхностных или приповерхностных дефектов в ферромагнитных материалах. Это простой в использовании метод проверки, но, как следует из названия, его применение ограничено магнитными материалами. Другими словами, ферритные (не аустенитные) стали.
Основной принцип заключается в том, что компонент намагничивается с помощью магнитного ярма или штырей. Это создает магнитные силовые линии, которые образуют замкнутый контур или цепь. Все эти силовые линии создают магнитное поле.
Сила, притягивающая другие намагничиваемые материалы, называется магнитным потоком. Она состоит из всех силовых линий.
Она состоит из всех силовых линий.
Прерывистость нарушит поток силовых линий, тем самым перерезав линии потока. Это приводит к утечке потока вокруг разрыва. Утечка потока или поле утечки представляют собой силовые линии, выходящие из материала. Это происходит из-за прохождения воздуха между двумя полюсами противоположной полярности.
Вы можете обнаружить утечку потока с помощью магнитного порошка. Частицы железа, распыленные или распыленные на поверхность, будут притягиваться к области, образуя полосу порошка. Таким образом, указывается место, размер и форма разрыва.
Этот метод может использовать электрический ток переменного или постоянного тока для создания магнитного поля. Магнитное поле, создаваемое постоянным током, имеет большую проникающую способность, чем создаваемое переменным током.
MPT/MPI имеет преимущество перед контролем проникающей жидкости, поскольку его можно использовать для обнаружения некоторых несплошностей, которые не разрушают поверхность. Например, трещины, заполненные углеродом, шлаком и другими загрязнениями (при условии, что утечка флюса достаточно сильна).
Например, трещины, заполненные углеродом, шлаком и другими загрязнениями (при условии, что утечка флюса достаточно сильна).
Ограничение этого метода заключается в том, что его нельзя использовать для контроля неферромагнитных материалов. Например, медь, алюминий, магний или аустенитные стали. Сила тока намагничивания должна быть указана в процедуре письменного экзамена.
Адекватность магнитного поля должна быть проверена с помощью оборудования, способного поднимать указанный вес. Ярма постоянного тока способны поднимать не менее 18 кг низкоуглеродистой стали при расстоянии между полюсами от 75 до 300 мм. Ярма переменного тока способны поднимать 4,5 кг низкоуглеродистой стали при расстоянии между полюсами 75–300 мм.
Капиллярный контроль (DPT/DPI)
Капиллярный контроль – это простой, дешевый и легко переносимый метод контроля. Он включает в себя обнаружение и локализацию разрывов. Например, трещины и поры в непористых материалах при условии, что дефекты чистые и открыты на поверхности.
DPI может обнаруживать только разрывы поверхности и зависит от цветного или флуоресцентного красителя, распыляемого или наносимого кистью на поверхность. Он проникает через любые разрывы за счет капиллярного действия. Пенетрант оставляют на короткое время, чтобы краситель мог проникнуть в любые очень мелкие неоднородности.
После удаления излишков пенетранта краситель наносится на поверхность путем распыления проявителя. Проявитель обычно представляет собой мелкий пушистый порошок в случае контрастного красителя. Неоднородность выявляется окрашиванием проявителя красителем или флуоресценцией с использованием черного света.
Флуоресцентный краситель дает большую чувствительность, чем цветной контрастный краситель, и не требует использования проявителя. Однако он требует использования источника ультрафиолетового света и затемненной комнаты. Это делает его гораздо менее портативным методом проверки.
Краситель, используемый в качестве пенетранта, должен проникать в узкие трещины. Он также не должен удаляться из более открытых несплошностей во время операции очистки. Очистку проводят перед нанесением проявителя.
Он также не должен удаляться из более открытых несплошностей во время операции очистки. Очистку проводят перед нанесением проявителя.
Важна тщательная подготовка поверхности и тщательная очистка изделия перед нанесением пенетранта. Этот метод может быть использован как для немагнитных, так и для магнитных материалов. Это особенно полезно для немагнитных материалов, где нельзя использовать магнитопорошковую дефектоскопию.
Рентгенографический контроль (RT)
В предыдущих двух параграфах речь идет о методах обнаружения дефектов MPI, DPI. Эти методы способны обнаруживать поверхностные или очень близкие к поверхности неоднородности. Поэтому необходимо обеспечить надежное обнаружение внутренних несплошностей – так называемый объемный метод обнаружения.
Рентгенографический контроль (RT) — это метод неразрушающего контроля (NDE), который включает в себя. Использование рентгеновских или гамма-лучей для просмотра внутренней структуры компонента. В нефтехимической и металлообрабатывающей промышленности RT используется для проверки сварных швов и оборудования с целью обнаружения дефектов. RT также используется для контроля ремонта сварных швов.
В нефтехимической и металлообрабатывающей промышленности RT используется для проверки сварных швов и оборудования с целью обнаружения дефектов. RT также используется для контроля ремонта сварных швов.
По сравнению с другими методами NDE рентгенография имеет ряд преимуществ. Он очень воспроизводим и может использоваться на различных материалах. Собранные данные могут быть сохранены для последующего анализа.
RT может обнаруживать неоднородности поверхности, такие как подрезы и недостаточное проникновение в шов. И наоборот, он может обнаруживать чрезмерное подкрепление, которое может быть обнаружено другими методами, такими как VT, DPI или MPI.
Кроме того, он может обнаруживать неоднородности под поверхностью, которые не могут быть обнаружены другими методами. Однако рентгенография наиболее чувствительна к неоднородностям, совпадающим с лучом излучения. С другой стороны, ультразвуковой контроль наиболее чувствителен к неоднородностям, расположенным под прямым углом к звуковому лучу.
RT очень хорошо обнаруживает объемные дефекты. Объемные дефекты, которые четко видны на РТ, часто слишком малы, чтобы их можно было обнаружить с помощью УЗК.
Рентгенография является эффективным методом, требующим минимальной подготовки поверхности. Кроме того, многие рентгенографические системы являются портативными, что позволяет использовать их в полевых условиях и на возвышенности. Существуют традиционные методы рентгенографии и цифровой рентгенографии.
Ультразвуковой контроль (УЗК)
УЗК является одним из наиболее распространенных методов, поскольку обеспечивает точное обнаружение скрытых дефектов, расположенных внутри сварного шва. Он использует ультразвуковые волны, которые распространяются через слой металла и отражаются от его границы. Таким образом, также отражаясь от границ внутренних разрывов.
Можно оценить толщину металла и наличие дефектов путем измерения разницы во времени между отправленным и отраженным сигналами. УЗ также может обнаруживать дефекты путем измерения формы и амплитуды отраженных сигналов.
УЗ также может обнаруживать дефекты путем измерения формы и амплитуды отраженных сигналов.
Прибор, который используется для ультразвукового контроля, называется «дефектоскоп». В дефектоскопе используются специальные преобразователи и методы передачи. Это позволяет реализовать эхо-импульс и тангаж-захват.
При эхо-импульсном методе преобразователь посылает зондирующий сигнал на объект контроля. Затем он принимает эхо-сигналы, отраженные от дефектов и конструктивных особенностей изделия. По времени поступления сигнала можно определить местонахождение дефекта.
По амплитуде сигнала можно определить размер дефекта. Недостатком данной методики является необходимость наличия у дефекта отражающей поверхности, перпендикулярной ультразвуковому лучу. Плоские дефекты также должны быть расположены вблизи поверхности обнаруживаемого продукта.
UT применим практически ко всем материалам. Основными ограничениями являются геометрия и доступ к сварному шву, а также проникающая способность звукового луча. Другие факторы, которые учитываются, включают угол звукового луча, тестовую поверхность и схему сканирования.
Другие факторы, которые учитываются, включают угол звукового луча, тестовую поверхность и схему сканирования.
Сварные швы некоторых материалов плохо поддаются ультразвуковому контролю. Например, при сварке сплавов на основе никеля и аустенитных нержавеющих сталей звуковой пучок рассеивается.
Не знаете, какой метод лучше для вас?
Хотя среди этих методов нет ни одного выдающегося победителя, некоторые методы неразрушающего контроля больше подходят для конкретных приложений тестирования. В Technoweld мы помогаем вам определить лучший метод тестирования для вашей конкретной ситуации. Свяжитесь с нами для получения квалифицированной помощи в вашем следующем сварочном проекте.
Методы неразрушающего контроля (НК) — Yena Engineering
Методы анализа отказов различаются в зависимости от степени отказа соответствующего материала. Отказ материала может привести к необратимым повреждениям, и материал станет непригодным для использования. Хорошим примером могут служить сломанные валы, где повреждение в результате отказа приводит к необратимым последствиям для материала. На этом этапе удобно использовать разрушающие методы испытаний для обнаружения механизма разрушения материала. Однако если повреждение вышедшего из строя компонента является обратимым, то методы разрушающего контроля становятся неприемлемыми, так как эти методы основаны на вырезании или сверлении вышедшего из строя компонента. В тех случаях, когда неисправную деталь можно отремонтировать, предпочтение отдается неразрушающим методам контроля. Существует несколько типов методов неразрушающего контроля, но некоторые специальные методы удобно использовать для обнаружения отказов. Типы методов неразрушающего контроля можно сгруппировать в зависимости от места повреждения материала. Приведенная ниже таблица составлена для классификации методов неразрушающего контроля.
Хорошим примером могут служить сломанные валы, где повреждение в результате отказа приводит к необратимым последствиям для материала. На этом этапе удобно использовать разрушающие методы испытаний для обнаружения механизма разрушения материала. Однако если повреждение вышедшего из строя компонента является обратимым, то методы разрушающего контроля становятся неприемлемыми, так как эти методы основаны на вырезании или сверлении вышедшего из строя компонента. В тех случаях, когда неисправную деталь можно отремонтировать, предпочтение отдается неразрушающим методам контроля. Существует несколько типов методов неразрушающего контроля, но некоторые специальные методы удобно использовать для обнаружения отказов. Типы методов неразрушающего контроля можно сгруппировать в зависимости от места повреждения материала. Приведенная ниже таблица составлена для классификации методов неразрушающего контроля.
Table 1. Classification of Non-destructive Tests
| Methods for Surface Examination | Methods for Volumetric Examination |
| Dye (Liquid) Penetrant Testing | Ultrasonic Testing |
| Магнитопорошковый контроль | Радиографический контроль |
| Вихретоковый контроль | Электромагнитный контроль |
| Визуальный осмотр |
Капиллярный контроль с красителем (жидким)
Метод капиллярного контроля является наиболее распространенным методом неразрушающего контроля из-за его простоты и экономичности. Капиллярный контроль берет свое начало в 19 -м -м веке, когда для проверки дефектов и трещин использовались смеси масла и керосина. Этот метод в основном используется для обнаружения поверхностных и/или приповерхностных дефектов. Механизм метода основан на выявлении окрашенного красителя из дефектов или трещин. Эти дефекты или трещины имеют микроразмеры, которые не могут быть обнаружены методами визуального контроля. При нанесении пенетранта на чистую поверхность пенетрант просачивается в трещины за счет капиллярного действия. Поверхность исследуемого компонента очищают от лишней жидкости и наносят проявитель. Промежуток времени между началом процесса и удалением избыточного пенетранта называется «время выдержки». Проявитель наносится для обеспечения выявления вытекшего пенетранта. Преимущества капиллярной дефектоскопии перед визуальным контролем можно разделить на две категории. 9№ 0003
Капиллярный контроль берет свое начало в 19 -м -м веке, когда для проверки дефектов и трещин использовались смеси масла и керосина. Этот метод в основном используется для обнаружения поверхностных и/или приповерхностных дефектов. Механизм метода основан на выявлении окрашенного красителя из дефектов или трещин. Эти дефекты или трещины имеют микроразмеры, которые не могут быть обнаружены методами визуального контроля. При нанесении пенетранта на чистую поверхность пенетрант просачивается в трещины за счет капиллярного действия. Поверхность исследуемого компонента очищают от лишней жидкости и наносят проявитель. Промежуток времени между началом процесса и удалением избыточного пенетранта называется «время выдержки». Проявитель наносится для обеспечения выявления вытекшего пенетранта. Преимущества капиллярной дефектоскопии перед визуальным контролем можно разделить на две категории. 9№ 0003
- Цветной дефектоскопия позволяет обнаруживать микродефекты больших размеров. Большинство дефектов, которые присутствуют на неудавшемся материале, имеют небольшие размеры, которые невозможно обнаружить невооруженным глазом. (Здоровый невооруженный глаз может обнаружить только детали размером более 0,08 мм.)
- Капиллярный тест облегчает обнаружение дефектов на поверхности неудавшегося материала за счет создания контраста между фоном материала и проникающей жидкостью. (Например, красный пенетрант может быть легко обнаружен на белом фоне. Более того, флуоресцентные пенетранты можно использовать для лучшего исследования, поскольку они светятся на поверхности)
 (Здоровый невооруженный глаз может обнаружить только детали размером более 0,08 мм.)
(Здоровый невооруженный глаз может обнаружить только детали размером более 0,08 мм.) удобен для большинства приложений анализа отказов, так как этот метод прост в эксплуатации. Более того, этот метод можно использовать для широкого спектра материалов, таких как; металлы, керамика, резина и стеклянные материалы. Одним из ограничений процесса можно назвать специфическое расположение дефектов на материале. Необходимо учитывать, что дефект или трещина на материале должны пересекать поверхность, так как нанесение пенетранта возможно только с поверхности материала.
Одним из ограничений процесса можно назвать специфическое расположение дефектов на материале. Необходимо учитывать, что дефект или трещина на материале должны пересекать поверхность, так как нанесение пенетранта возможно только с поверхности материала.
Этапы и применение пенетрантного контроля могут зависеть от случая отказа. Однако общую схему применения пенетрантного теста можно объяснить определенными этапами. Прежде всего, подготовка поверхности жизненно важна для хода и точности процесса. Поверхность исследуемой детали должна быть очищена от масла, воды, жира и любых других загрязнений. Эти загрязнения могут препятствовать проникновению жидкости через дефекты. В случаях, если исследуемый компонент имеет историю механической эксплуатации, поверхность перед процессом необходимо протравить. Механические операции, такие как пескоструйная обработка, шлифовка или механическая обработка, могут оставить следы на поверхности. Эти следы могут препятствовать проникновению жидкости.
Эти загрязнения могут препятствовать проникновению жидкости через дефекты. В случаях, если исследуемый компонент имеет историю механической эксплуатации, поверхность перед процессом необходимо протравить. Механические операции, такие как пескоструйная обработка, шлифовка или механическая обработка, могут оставить следы на поверхности. Эти следы могут препятствовать проникновению жидкости.
Когда поверхность материала подготовлена для проникновения, проникающая жидкость наносится на поверхность распылением, кистью или погружением в ванну с проникающей жидкостью. После нанесения пенетранта жидкий материал ожидает надлежащего проникновения. Этот проникающий процесс жилища жизненно важен для соответствующих применений. Время выдержки пенетранта определяется производителями или спецификациями. Время выдержки может зависеть от типа пенетранта, исследуемого материала и формы дефекта. Стандартная продолжительность пребывания может варьироваться от 5 минут до 60 минут. Продолжительность выдержки не наносит вреда проверяемому материалу; однако, если проникающая жидкость засыхает в дефектах, испытание не проходит. При обеспечении пребывания пенетранта излишки пенетранта удаляют с поверхности контролируемого материала. Удаление пенетранта является наиболее деликатным этапом процесса. Излишки пенетранта необходимо тщательно удалить с поверхности, учитывая пенетрант в дефектах. Пенетрант должен оставаться в дефектах. Удаление жидкости можно осуществить с помощью специальных растворителей. После удаления избытка пенетранта с поверхности начинается этап проявки. Проявитель используется для вытягивания проникающей жидкости из дефектов через поверхность, чтобы сделать ее более заметной. Тонкий слой проявителя наносится через пенетрант там, где проявитель находится в твердой или жидкой фазе. Обычные проявочные материалы используются в виде порошка или аэрозоля. Когда проявитель применяется к недостаткам, необходимо выждать период времени для надлежащего развития. Время на разработку должно быть не менее 10 минут для большинства приложений. Время разработки может зависеть от размера трещин. Когда выжидается достаточно времени для разработки, начинается проверка.
При обеспечении пребывания пенетранта излишки пенетранта удаляют с поверхности контролируемого материала. Удаление пенетранта является наиболее деликатным этапом процесса. Излишки пенетранта необходимо тщательно удалить с поверхности, учитывая пенетрант в дефектах. Пенетрант должен оставаться в дефектах. Удаление жидкости можно осуществить с помощью специальных растворителей. После удаления избытка пенетранта с поверхности начинается этап проявки. Проявитель используется для вытягивания проникающей жидкости из дефектов через поверхность, чтобы сделать ее более заметной. Тонкий слой проявителя наносится через пенетрант там, где проявитель находится в твердой или жидкой фазе. Обычные проявочные материалы используются в виде порошка или аэрозоля. Когда проявитель применяется к недостаткам, необходимо выждать период времени для надлежащего развития. Время на разработку должно быть не менее 10 минут для большинства приложений. Время разработки может зависеть от размера трещин. Когда выжидается достаточно времени для разработки, начинается проверка. Осмотр проводится при правильном освещении, чтобы увидеть все дефекты проверяемого компонента. По окончании осмотра поверхность материала очищают.
Осмотр проводится при правильном освещении, чтобы увидеть все дефекты проверяемого компонента. По окончании осмотра поверхность материала очищают.
. Необходимо обсудить плюсы и минусы капиллярного тестирования, чтобы понять удобство использование метода. В зависимости от типа проверяемого материала преимущества и недостатки метода могут различаться. Однако стандартная классификация преимуществ и недостатков процесса приведена ниже.
Преимущества капиллярного контроля;
- Чувствительность метода достаточно высока. При осмотре могут быть обнаружены даже микротрещины.
- Диапазон восприимчивых материалов к тесту на проникающую способность красителя весьма широк. Металлы, керамика, полимеры, магнитные и немагнитные материалы, а также проводящие и непроводящие материалы — все они являются подходящими кандидатами для испытания проникающей способностью красителя
- . Продолжительность проверки относительно мала по сравнению с другими методами. Зоны контроля больших размеров или громоздкие компоненты могут быть проверены за короткое время.
- Метод свободен от формы проверяемого материала. Материалы сложной формы можно исследовать так же, как и материалы простой формы.
- Оборудование для дефектоскопии не дорогое. Следовательно, метод также желателен по экономическим аспектам.
- Оборудование метода является портативным.
 Продолжительность проверки относительно мала по сравнению с другими методами. Зоны контроля больших размеров или громоздкие компоненты могут быть проверены за короткое время.
Продолжительность проверки относительно мала по сравнению с другими методами. Зоны контроля больших размеров или громоздкие компоненты могут быть проверены за короткое время.Недостатки капиллярного контроля
- Метод проникающего вещества может исследовать только поверхностные или приповерхностные дефекты
- Пористость проверяемого материала имеет важное значение для точности теста. Материалы с высокой пористостью не могут быть исследованы методом проникающей жидкости
- Использование метода требует предварительной очистки поверхности. Загрязнения на поверхности могут помешать получению надлежащих результатов
- Следы механической обработки на контролируемой поверхности должны быть очищены, а поверхность должна быть протравлена
Качество и тип пенетранта имеют решающее значение для метода проникающих красок. Выбранный пенетрант должен иметь достаточную чувствительность к небольшим дефектам или трещинам. Ниже перечислены некоторые существенные характеристики пенетрантов.
Выбранный пенетрант должен иметь достаточную чувствительность к небольшим дефектам или трещинам. Ниже перечислены некоторые существенные характеристики пенетрантов.
- Пенетрант должен втягиваться за счет капиллярного действия через поверхностные дефекты.
- Пенетрант должен постоянно оставаться в дефекте до нанесения проявителя.
- Выбранный пенетрант должен быть безопасным для контролируемого материала. Химические воздействия или другие вредные воздействия проникающей жидкости могут привести к повреждению материала
- Видимость проникающей жидкости должна быть достаточной для осмотра. Подходящие цветные пенетранты должны быть выбраны в соответствии с фоном.
- Пенетрант должен покрывать контролируемую поверхность, чтобы обеспечить полную проверку без каких-либо недостающих дефектов на поверхности материалов
 Доступно по адресу: https://www.researchgate.net/figure/Pictures-of-a-Dye-Penetrant-test-results-showing-cracks-in-weld-bead-and-HAZ-and-b_fig8_251083063 [по состоянию на 5 января , 2021]
Доступно по адресу: https://www.researchgate.net/figure/Pictures-of-a-Dye-Penetrant-test-results-showing-cracks-in-weld-bead-and-HAZ-and-b_fig8_251083063 [по состоянию на 5 января , 2021] Подробнее: Методы неразрушающего контроля 2
Каталожные номера
- Капиллярные испытания. (2021). Получено 10 января 2021 г. с http://www.ndttechnologies.com/products/penetrant_testing.html
- Kauppinen, P., & Sillanpää, J. (1993). Надежность методов контроля поверхности. Международный журнал сосудов под давлением и трубопроводов, 54 (3), 523–533. doi:10.1016/0308-0161(93) -t
- Мандаш, К., Левеск, Д., Дюбур, Л., и Гужон, П. (2012). Неразрушающий контроль дефектов непровара в сварных швах трением с перемешиванием. Наука и техника сварки и соединения, 17(4), 295–303. doi:10.1179/1362171812y.0000000007
- Мигун Н.П., Деленковский Н.В. (2009). Совершенствование методов капиллярного контроля. Журнал инженерной физики и теплофизики, 82 (4), 734–742. doi:10.1007/s10891-009-0253-2
- Ирек П. и Слания Дж. (2017). Существенные факторы в зависимости от времени проявления при капиллярной инспекции. Часть 3. Тестирование модельных пластин. Архив металлургии и материалов, 62 (1), 41–49. doi:10.1515/amm-2017-0006
- Эрик, Х. (без даты). Обнаружение развивающихся трещин в роторах реактивных двигателей в режиме реального времени. Аэрокосмическая конференция IEEE 2000 года. Труды (Кат. № 00TH8484). doi:10.1109/aero.2000.877893
- Сюэ, Ф., Ван, З.-С., Чжао, В.-С., Чжан, С.-Л., Цюй, Б.-П., & Вэй, Л. (2014). Анализ фреттинг-усталостной трещины лопатки турбины атомной электростанции. Анализ технических отказов, 44, 299–305. doi:10.1016/j.engfailanal.2014.05.006
- Эндрамаван, Т., и Сифа, А. (2018). Неразрушающий контроль проникающим веществом и ультразвуком при сварке стыковых соединений SMAW с критериями приемлемости стандарта ASME. Серия конференций IOP: Материаловедение и инженерия, 306, 012122. doi:10.1088/1757-899x/306/1/012122
 Журнал инженерной физики и теплофизики, 82 (4), 734–742. doi:10.1007/s10891-009-0253-2
Журнал инженерной физики и теплофизики, 82 (4), 734–742. doi:10.1007/s10891-009-0253-2  Серия конференций IOP: Материаловедение и инженерия, 306, 012122. doi:10.1088/1757-899x/306/1/012122
Серия конференций IOP: Материаловедение и инженерия, 306, 012122. doi:10.1088/1757-899x/306/1/012122 Ваше имя
Ваш адрес электронной почты
Ваше сообщение
Позвоните нам — +31 10 808 2604
Электронная почта — [email protected]
LinkedIn Следуйте за нами
О нас
Посетите наш LinkedIn!
определение, сущность, классификация, характеристики, способы и особенности применения
После сварки проводится обязательная дефектоскопия для определения качества сварного шва, структуры его поверхности и параметров дефектов. Осмотр должен проводиться неразрушающим образом, чтобы не повредить обрабатываемую деталь или конструкцию. Этим требованиям отвечает метод капиллярного контроля, который широко применяется как в строительстве, так и в отраслях, связанных с применением сварочных работ.
Что такое капиллярная дефектоскопия?
Это один из самых популярных методов обнаружения дефектов на поверхности целевой заготовки. Важно подчеркнуть применимость контроля именно для выявления параметров внешних возмущений — этот прием не используется для диагностики внутренней структуры шва. После завершения сварки методом капиллярного контроля мастер может фиксировать такие характеристики дефектов, как положение поверхности, длина, ориентация и т. д. Чаще всего целевыми дефектами являются трещины и непровары.
Важно подчеркнуть применимость контроля именно для выявления параметров внешних возмущений — этот прием не используется для диагностики внутренней структуры шва. После завершения сварки методом капиллярного контроля мастер может фиксировать такие характеристики дефектов, как положение поверхности, длина, ориентация и т. д. Чаще всего целевыми дефектами являются трещины и непровары.
Но почему так важно использовать специальную методику, игнорируя стандартный визуальный осмотр, пусть и с подключением профессиональной оптики? Одним из основных преимуществ этого метода является возможность обнаружения мелких дефектов, которые можно не заметить при традиционном визуальном осмотре. Использование оптического оборудования вроде микроскопа или лупы, например, не позволит обнаружить дефекты из-за их малой контрастности на фоне металлической поверхности, не говоря уже о малом поле зрения при значительных увеличениях. В свою очередь, капиллярная методика позволяет с высокой точностью исправлять дефекты крупных заготовок.
Требования к организации работ и методика их выполнения регламентируют нормы нормативного документа на капиллярный метод контроля — ГОСТ 18442. В соответствии с официальным определением данная технология проверки качества сварных швов представлена как способ анализа и регистрации сквозных и поверхностных разрывов материала. Кстати, происхождение заготовки в производственной или строительной среде не имеет значения: кроме черных и цветных металлов технология успешно работает с керамикой, пластмассами и стеклом.
Суть метода
Принцип действия капиллярного метода контроля заключается в проявлении структуры дефекта с помощью красящего пенетранта, которым обрабатывается поверхность мишени. Высокая проникающая способность активного состава позволяет ему проникать в мельчайшие поры поверхности, обозначая ярким цветом контуры трещин или несплавления. Поэтапную технологию производства капиллярного метода контроля сварных швов можно представить следующим образом:
- Подготовка поверхности. Качество дефектоскопии будет зависеть от чистоты рабочей зоны. Малейшее препятствие в виде грязи, пыли и жира может помешать процессу капиллярной маркировки. Поэтому проводят очистку поверхности, а иногда и шлифовку с последующей доводкой.
- Нанесение красящего состава. Как правило, используется красный пенетрант. Его распыляют или наносят кистью в достаточном объеме, чтобы масса могла беспрепятственно заполнить все имеющиеся дефекты.
- Удаление излишков пенетранта. Чтобы в дальнейшем было удобнее контролировать дефектную зону, с поверхности удаляют ненужный красящий раствор. Важно не касаться непосредственно отмеченных контуров трещин.
- Заявление разработчика. Через некоторое время после высыхания пенетранта наносится проявитель – состав белого цвета, что позволит по контрасту выявить структурные нарушения.
- Контроль качества. После завершения процесса проявления оператор фиксирует следы и контуры дефектов.
 Качество дефектоскопии будет зависеть от чистоты рабочей зоны. Малейшее препятствие в виде грязи, пыли и жира может помешать процессу капиллярной маркировки. Поэтому проводят очистку поверхности, а иногда и шлифовку с последующей доводкой.
Качество дефектоскопии будет зависеть от чистоты рабочей зоны. Малейшее препятствие в виде грязи, пыли и жира может помешать процессу капиллярной маркировки. Поэтому проводят очистку поверхности, а иногда и шлифовку с последующей доводкой. Функциональную сущность метода капиллярного контроля можно свести к двум технологическим факторам обнаружения дефектов. Во-первых, это описанный процесс точечного визуального проявления структуры трещин и несплавления. Во-вторых, это процедура непосредственной регистрации, измерения и анализа параметров дефекта, но с помощью других функциональных инструментов.
Во-первых, это описанный процесс точечного визуального проявления структуры трещин и несплавления. Во-вторых, это процедура непосредственной регистрации, измерения и анализа параметров дефекта, но с помощью других функциональных инструментов.
Классификация основных методов капиллярной дефектоскопии
Наиболее существенным признаком разделения разных методов капиллярного контроля является тип индикаторной смеси — тот же пенетрант. Выше был рассмотрен наиболее популярный состав красного маркера, но есть и другие вариации, которые выгодно показывают себя в различных условиях дефектоскопии. И в этом контексте можно предложить следующую классификацию капиллярных методов борьбы:
- Люминесцентные. Этот метод предполагает использование раствора или суспензии люминофора в сочетании с органическими растворителями, маслами и керосином. В процессе анализа структуры выявленных дефектов не требуется специального ультрафиолетового облучения – даже в темном помещении люминофор обеспечивает достаточную контрастность, позволяя фиксировать микротрещины толщиной до 0,1 мкм.
- Люминесцентный цветной метод. Он дает наиболее чувствительный эффект обнаружения внешних дефектов. Модификация люминесцентного индикатора, заключающаяся в использовании длинноволнового ультрафиолетового излучения. Метод используется в лабораторных условиях для фиксации сверхмалых рисунков трещин.
- Метод яркости. Он также называется ахроматическим и является одним из самых доступных и простых методов капиллярного контроля, возможностей которого достаточно для проверки качества большинства сварочных швов. В работе используется керосин-меловая индикаторная жидкость, обеспечивающая контрастное проявление очертаний возможного дефекта.
- Метод фильтрованной суспензии. В данном случае не жидкостный, а своеобразный порошковый подход к проявлению дефекта, что обуславливает его крайне низкую чувствительность. Тем не менее, использование отфильтрованных дисперсных частиц суспензии в качестве маркера является оптимальным вариантом контроля, когда обработка поверхности заготовки жидкими растворами не допускается.

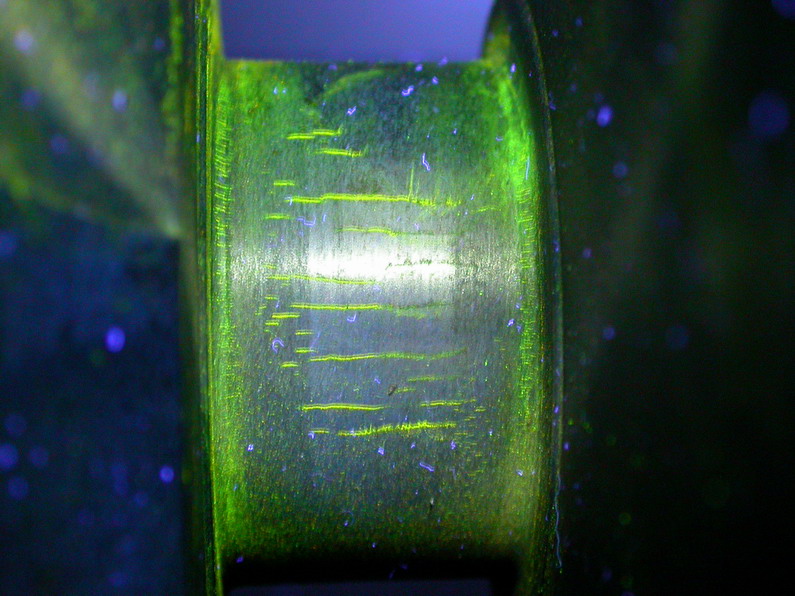
Методы капиллярной дефектоскопии комбинированные
Группа методов, особенностью которых является сочетание с другими методами неразрушающего контроля поверхности. При этом в основе обязательно должен быть способ маркировки дефекта. Так, различают следующие комбинированные методы капиллярного контроля сварных швов:
- Капиллярный электростатический. Позволяет выявлять дефекты неметаллических заготовок по индикаторному следу, который образовался частицами наэлектризованного порошка на поверхности пенетранта.
- Капилляр электроиндуктивный. В качестве дополнительного активного фактора используется электрический проводник, работающий непосредственно по контурам пенетранта без других посторонних включений.
- Капиллярная магнитопорошковая. Метод специально разработан для ферромагнитных намагничиваемых изделий с контролем дефектов по индикаторному следу, образованному ферромагнитным порошком над пенетрантом.
- Капиллярное излучение. Контроль осуществляется на основании анализа спектра ионизирующего излучения в области дефектной зоны, предварительно обработанной жидким индикатором.
 Контроль осуществляется на основании анализа спектра ионизирующего излучения в области дефектной зоны, предварительно обработанной жидким индикатором.
Контроль осуществляется на основании анализа спектра ионизирующего излучения в области дефектной зоны, предварительно обработанной жидким индикатором.Особого внимания заслуживает капиллярный метод неразрушающего контроля с применением стабильных нитроксильных радикалов. Они смешиваются с основным составом пенетранта и благодаря парамагнетизму нитроксидов позволяют использовать спектроскопию парамагнитного резонанса. Это высокоточный метод обнаружения микротрещин, глубоко проникающих в структуру материала, где обычные средства внешнего анализа малоэффективны.
Характеристика метода капиллярного контроля
В общей группе методов неразрушающего контроля этот метод соответствует второму уровню чувствительности, при котором возможны дефекты с потенциалом раскрытия до 1 мкм. К целевым несплошностям можно отнести сквозные дефекты, сечение которых колеблется в пределах 0,1-500 мкм. К основным физическим и эксплуатационным характеристикам капиллярного неразрушающего контроля относятся вязкость, плотность, натяжение и пенетрация. Во многом показатели этих параметров зависят от конкретного индикаторного состава. Например, среднепроникающая пропитка характеризуется хорошей смачиваемостью и высоким поверхностным натяжением. Составы на основе керосина, бензола, жидких масел и скипидара, в частности, обеспечивают поверхностное натяжение до 10-2 Н/м. Что касается коэффициента яркостной контрастности, то он может увеличиваться на 30-50% в зависимости от исходных данных маркера и условий применения метода.
Во многом показатели этих параметров зависят от конкретного индикаторного состава. Например, среднепроникающая пропитка характеризуется хорошей смачиваемостью и высоким поверхностным натяжением. Составы на основе керосина, бензола, жидких масел и скипидара, в частности, обеспечивают поверхностное натяжение до 10-2 Н/м. Что касается коэффициента яркостной контрастности, то он может увеличиваться на 30-50% в зависимости от исходных данных маркера и условий применения метода.
Требования к выполнению работ
В нормативно-технической документации приведен следующий комплекс общих требований к контролю неразрушающими капиллярными методами:
- Технология предназначена для неразрушающей дефектоскопии с целью выявления сквозных и поверхностных несплошностей в заготовках после сварочных работ.
- В процессе дефектоскопии капиллярными методами должны выявляться размеры трещин, разрывов, сколов и других технологических повреждений, в том числе их положение и ориентация относительно поверхности.
- Капиллярные методы предназначены для контроля объектов независимо от их формы и размеров.
- Технология также может быть использована для контроля заготовок из ферромагнитных материалов. Но при этом конфигурация расположения дефектов и магнитные свойства изделия должны соответствовать эксплуатационным характеристикам нанесенного маркировочного состава.

Согласно требованиям ГОСТ при капиллярном методе неразрушающего контроля обращение с пенетрантами и другими индикаторными пропитками по химической активности также должно осуществляться на основании правил пожарной безопасности, утвержденных другим ГОСТ — 12.1.004-91.
Подготовка к работе
Сначала проводится визуальный осмотр заготовки и ее поверхностей. Важно заранее разметить участки, которые будут подлежать контролю. Зонирование позволит провести комплексную диагностику, не пропуская труднодоступные поверхности. Далее на условно отмеченных участках производится зачистка. На этапе подготовки к выполнению капиллярного контроля сварных соединений ответственных конструкций рекомендуется использовать растворители и обрабатывающие агенты. Жидкости для растворения веществ устранят следы масляных и жирных пятен на поверхности, а, например, пескоструйный аппарат удалит с покрытия окалину и ржавчину. Если под рукой нет пневматического инструмента, можно использовать простые абразивы вроде металлической щетки или наждачной бумаги. После механической шлифовки производят промывку и сушку поверхности.
Жидкости для растворения веществ устранят следы масляных и жирных пятен на поверхности, а, например, пескоструйный аппарат удалит с покрытия окалину и ржавчину. Если под рукой нет пневматического инструмента, можно использовать простые абразивы вроде металлической щетки или наждачной бумаги. После механической шлифовки производят промывку и сушку поверхности.
Использование специального оборудования также потребует операции по устранению неполадок. Типовой метод капиллярного контроля сварных соединений предполагает использование следующих приборов и приспособлений:
- Комплексное оборудование для неразрушающей диагностики, в состав которого входят проявители, очистители, пенетранты и другие приборы.
- Пистолеты-распылители. Инструмент для распыления жидкого индикатора.
- Пневмогидропистолеты. Также позволяет выполнять операции по очистке в процессе работы и проводить нанесение технологических составов,
- УФ-светильник. Скорее необязательная оснастка, но если требуется качественная диагностика, то без нее не обойтись. Обычно используют УФ-лампы, фонарики и другие осветители с контрастным излучением.
- Тестовая панель. Своего рода тестовая площадка, на которой выполняются рабочие процедуры. Более того, в ряде случаев дефектоскопию производят в дороге, когда необходимо осмотреть сварной шов стационарной конструкции. В таких случаях для удобства используются мобильные панели.
- Фотооборудование для визуального контроля. На завершающем этапе работы такое оборудование позволяет автоматически регистрировать параметры дефекта на программном уровне.
 Обычно используют УФ-лампы, фонарики и другие осветители с контрастным излучением.
Обычно используют УФ-лампы, фонарики и другие осветители с контрастным излучением.Капиллярная дефектоскопия
Наиболее трудоемкий и в то же время ответственный этап дефектоскопии, который можно разделить на отдельные процедуры:
- Заполнение полостей пенетрантом. После зачистки приготовленный раствор наносится на рабочую полость. Методы нанесения могут варьироваться от обычного нанесения кистью до ультразвукового распыления. Чаще всего для таких целей используют краскопульт. Покрытие формируется ровно, без образования наплывов и пропусков. По ГОСТ по капиллярному методу контроля для обеспечения высокой проникающей способности температура поверхности должна находиться в пределах +10…+50°С. Температурный режим самого маркера зависит от его состава, но превышающий те же +50°С нежелательны.
- Регулировка пенетранта. С помощью ветоши или салфетки необходимо удалить излишки нанесенной жидкости, при необходимости тщательно восполнив недостающий объем в местах ее расхождения по трещинам. Поверхности разрыва не должны соприкасаться с другими объектами. После этого рабочие участки оставляют сохнуть.
- Заявление разработчика. Распылителями или ручным инструментом также наносится тонкий проявитель белого цвета в 2-3 слоя. Эта операция, как уже было сказано, требуется для создания контраста между зоной показа и основанием заготовки. Если капиллярный контроль сварного соединения был выполнен правильно, то ширина сформированного маркерного следа будет в несколько раз больше фактической ширины условной трещины стыка, что позволит легко обнаружить мелкие дефекты.
 По ГОСТ по капиллярному методу контроля для обеспечения высокой проникающей способности температура поверхности должна находиться в пределах +10…+50°С. Температурный режим самого маркера зависит от его состава, но превышающий те же +50°С нежелательны.
По ГОСТ по капиллярному методу контроля для обеспечения высокой проникающей способности температура поверхности должна находиться в пределах +10…+50°С. Температурный режим самого маркера зависит от его состава, но превышающий те же +50°С нежелательны.
Регистрация дефектов
Заключительный этап, в ходе которого фиксируются не только факты наличия тех или иных поверхностных дефектов, но и их конкретные характеристики. Для непосредственного документирования результатов дефектоскопии может использоваться фото- и видеотехника. Если условия не подходят для использования специализированных приемов визуального контроля, то применяют клейкую ленту, на которой остается рисунок разрывов. И наоборот, в лабораторных условиях капиллярный метод неразрушающего контроля предполагает возможность высокоточной обработки с помощью фото- и рентгеновской аппаратуры. Отснятые материалы через специальный интерфейс передаются на компьютер, где соответствующее программное обеспечение отображает результаты дефектоскопии в виде наглядных графиков и закономерностей мельчайших трещин в структуре заготовки.
Заключение
Данный метод неразрушающей диагностики сварных соединений может применяться как в качестве самостоятельной дефектоскопии, так и при комплексном контроле конструкций. Во втором случае в первую очередь будет выполняться метод капиллярного контроля цвета, указывающий на возможные очаги расположения несплошностей. Далее применяются методы внутренней диагностики, выявляющие пустоты и крупные поры в структуре заготовки. Насколько эффективен этот метод по сравнению с альтернативными методами анализа поверхности после сварки? На сегодняшний день это далеко не самый технологичный метод дефектоскопии — особенно на фоне электромагнитных и ультразвуковых приборов, которые с высокой точностью и с минимальными организационными затратами позволяют получить столь же достойный результат. Тем не менее именно благодаря своей простоте и финансовой доступности капиллярный контроль до сих пор популярен при обследованиях на удаленных объектах, где нет возможности полноценно использовать современное оборудование.
Во втором случае в первую очередь будет выполняться метод капиллярного контроля цвета, указывающий на возможные очаги расположения несплошностей. Далее применяются методы внутренней диагностики, выявляющие пустоты и крупные поры в структуре заготовки. Насколько эффективен этот метод по сравнению с альтернативными методами анализа поверхности после сварки? На сегодняшний день это далеко не самый технологичный метод дефектоскопии — особенно на фоне электромагнитных и ультразвуковых приборов, которые с высокой точностью и с минимальными организационными затратами позволяют получить столь же достойный результат. Тем не менее именно благодаря своей простоте и финансовой доступности капиллярный контроль до сих пор популярен при обследованиях на удаленных объектах, где нет возможности полноценно использовать современное оборудование.
Обзор по анализу, мониторингу и обнаружению продуктов с дефектами сварного шва – IJERT
Обзор по анализу, мониторингу и обнаружению продуктов с дефектами сварного шва
Раджив Кумар
ME Студент кафедры механической инженерии, NITTTR Bhopal-462002, ИНДИЯ
Д-р Вандана Сомкува
Доцент кафедры механики, NITTTR Bhopal-462002, ИНДИЯ
Резюме. Метод обнаружения дефектов сварки обычно оценивается на основе дефектов сварки, нарушений сварки, параметров сварки и процесса сварки. Система наблюдения. Важность обнаружения дефектов сварного шва заключается в выявлении дефектов сварного шва и нарушения сварного шва в процессе сварки. Методы обнаружения дефектов сварки или устройства для выявления и контроля дефектов сварки, таких как внутренние и внешние трещины, несплавление, непровар, пористость, газовые пузыри, шлаковые включения, ламеллярный надрыв и деформация и т. д. Существует множество подходов или методов обнаружения дефекты сварки в основном DPT, MPI, RT, UT и VI для различных материалов. Обзоры различных подходов сравнивают относительные преимущества, основные особенности и ограничения процесса сварки. В данной статье анализируются разработки в области методов обнаружения дефектов и систем контроля в процессе сварки.
Метод обнаружения дефектов сварки обычно оценивается на основе дефектов сварки, нарушений сварки, параметров сварки и процесса сварки. Система наблюдения. Важность обнаружения дефектов сварного шва заключается в выявлении дефектов сварного шва и нарушения сварного шва в процессе сварки. Методы обнаружения дефектов сварки или устройства для выявления и контроля дефектов сварки, таких как внутренние и внешние трещины, несплавление, непровар, пористость, газовые пузыри, шлаковые включения, ламеллярный надрыв и деформация и т. д. Существует множество подходов или методов обнаружения дефекты сварки в основном DPT, MPI, RT, UT и VI для различных материалов. Обзоры различных подходов сравнивают относительные преимущества, основные особенности и ограничения процесса сварки. В данной статье анализируются разработки в области методов обнаружения дефектов и систем контроля в процессе сварки.
Ключевые слова: обнаружение дефектов сварки, качество сварки, контроль процесса
ВВЕДЕНИЕ
Сварка — это производственный процесс, при котором соединяются два или более материалов, обычно металлов и неметаллов.
Кроме того, это надежный, эффективный и экономичный метод неразъемного соединения одинаковых и разнородных металлов, а также пластика. Сварка широко применяется во всех отраслях промышленности. В последние годы количество различных сварочных процессов выросло. Эти процессы сильно различаются по способу применения тепла и давления (при их использовании) и по типу используемого оборудования. Многие процессы сварки выполняются под давлением без подачи внешнего тепла, некоторые типы сварки выполняются с помощью комбинации тепла и давления, а некоторые типы сварки выполняются только с помощью тепла без приложения давления.Сварка, используемая в различных областях, таких как мосты, сосуды под давлением, строительные конструкции, самолеты, автомобили, железнодорожные пути и вагоностроительные заводы, ядерные установки, оборонная промышленность, трубопроводы, электротехника и электроника и т. д.
Дефект сварки определяется как любой дефект, который ставит под угрозу полезность любых продуктов.
Он также определяется как неравномерность металла шва, возникающая из-за неправильных параметров сварки или неправильной процедуры сварки, или неправильного сочетания металлических и неметаллических пластин. Дефект сварки также может быть отклонением от предполагаемой формы, размера и желаемого качества сварного шва. В процессе сварки происходит много износа или дефектов. Если износ достигает предельного уровня, работа может быть нарушена. Эти факторы износа могут включать в себя негабаритную заготовку, отливные отверстия в заготовкешт., термические и механические свойства, а также изменение твердости металлической заготовки. По данным Американского общества инженеров-механиков (ASME), причины дефектов сварки следующие: 45 % — плохие условия процесса, 32 % — ошибка оператора, 12 % — неправильная техника, 10 % — неправильные расходные материалы и 5 % — плохие канавки под сварку. Дефекты сварки классифицируются в соответствии с ISO 6520.
Дефекты сварки являются основной проблемой производственной промышленности.
Дефекты сварки возникают во время сварки из-за сложности процессов сварки, влажности воздуха и непредсказуемых факторов. Следовательно, сварные швы должны быть проверены вручную или с помощью методов обнаружения дефектов сварки вдоль стыка, чтобы убедиться, что сварной шов свободен от дефектов сварки, а структура сварного шва может соответствовать требуемому продукту и прочности.МЕТОД ОБНАРУЖЕНИЯ ДЕФЕКТОВ СВАРКИ
Существует множество подходов для обнаружения и идентификации дефектов сварки. Они следующие:
Испытание на проникновение красителя (DPT):
Он также называется дефектоскопией проникающей жидкостью (LPI) или капиллярным контролем (PT). Это метод, используемый для обнаружения поверхностных дефектов растрескивания во всех непористых материалах. Этот метод в основном используется для испытаний немагнитных материалов. Пенетрант можно также наносить на все черные и цветные материалы. Этот метод испытаний охватывает процедуры определения зоны термического влияния (ЗТВ) материалов сварного шва для пенетрантного контроля.
Контроль проникающей жидкостью используется для обнаружения дефектов поверхности сварки, таких как микротрещины, пористость поверхности, утечки в новых продуктах и усталостные трещины на продуктах. В этом методе пенетрант красного цвета наносится на поверхность компонента погружением, распылением или кистью. Этот краситель проникает в границы трещин за счет капиллярного действия. Через некоторое время избыток пенетранта удаляют и наносят проявитель для выявления дефектов сварки. Существует пять этапов испытания на проникновение красителей (DPT):Предварительная очистка
Нанесение пенетранта
Удаление избытка пенетранта
Заявление разработчика
Осмотр
Магнитопорошковый контроль (MPI):
Магнитопорошковая дефектоскопия (MPI) — это процесс неразрушающего контроля (NDT) для обнаружения несплошностей и дефектов сварки в магнитных материалах, таких как железо, никель, кобальт и их сплавы.
Для непосредственного намагничивания изделия через испытуемые изделия пропускают электрический ток и в испытуемом материале формируется магнитное поле, а если изделие намагничивается косвенно, то магнитное поле прикладывается от внешнего источника. Эти магнитные силы перпендикулярны направлению электрического тока. В любом магнитном материале силовая линия, выходящая из магнита или входящая в него, называется полюсом, силовая линия, выходящая из магнита, называется северным полюсом, а силовая линия, входящая в магнит, называется южным полюсом.Если магнитные материалы просто треснуты, а не разбиты на две части, северный и южный полюсы сформируются на каждом краю трещины. Если частицы железа посыпать на треснувший магнитный материал, частицы будут притягиваться полюсами на концах магнитного материала и полюсами на краях трещины.
Радиографический метод контроля (RT):
Радиографический метод контроля — это метод неразрушающего контроля (НК), используемый для обнаружения внутренних дефектов сварного шва или несплошностей сварного шва во многих различных материалах и конфигурациях.
Он основан на использовании коротковолнового электромагнитного излучения, проходящего через материал. Проходящее через материал излучение формирует изображение на фотопленке (рентгенограмме).Ультразвуковой контроль (UT):
Ультразвуковой контроль (УЗК) — это неразрушающий метод, используемый для измерения толщины материала, а также дефектоскопии сварки. Звуковые волны высокой частоты распространяются с разной скоростью по разным материалам. Большая часть ультразвукового контроля находится выше диапазона человеческого слуха (от 20 Гц до 20 кГц), это частоты от 0,5 до 20 МГц для измерения геометрических и физических свойств материалов. Ультразвуковой преобразователь, подключенный к диагностическому аппарату, отделен от тестируемого объекта контактной жидкостью (например, маслом) или водой. Преобразователь осуществляет как отправку, так и прием звуковых волн. Звуковая энергия распространяется через материалы в виде волн. Отраженный ультразвук исходит от задней стенки продукта или дефектов внутри продукта, таких как трещины или пористость.
Сигнал отраженной волны принимается преобразователем и отображается на экране.Визуальный осмотр:
Визуальный контроль — это метод неразрушающего контроля (NDE), используемый для контроля качества, сбора и анализа данных. Визуальный осмотр также используется для определения того, была ли изготовлена деталь нужного размера, деталь завершена или все детали надлежащим образом встроены в устройство.
Визуальное тестирование классифицируется как удаленное визуальное тестирование, прямое визуальное тестирование и полупрозрачное визуальное тестирование..
СУЩЕСТВУЮЩИЕ ИССЛЕДОВАТЕЛЬСКИЕ РАБОТЫ
Яусо Суга и др. др. [1] исследовали, что рентгенографический метод контроля используется для обнаружения дефектов сварных швов. Если небольшие дефекты сварного шва трудно определить на рентгеновском снимке, следует обучить квалифицированных рабочих. Система обработки изображений позволяет выявлять дефекты сварных швов с помощью рентгенографии в условиях фонового шума.
ПЗС-камера захватывает изображение в процессе сварки и обнаруживает дефекты сварки, такие как поры, шлаковые включения, трещины и т. д.Дэвид Насо и др. др. [2] описывает обнаружение дефектов сварки в режиме реального времени в процессах дуговой сварки металлическим электродом с использованием оптического датчика и нечеткой логики. Датчик измеряет излучение, испускаемое плазменной дуговой сваркой, и анализирует информацию в режиме реального времени для определения дефектов сварки и качества сварки, а нечеткая система способна обнаруживать риск конкретных проблем, таких как ток, напряжение, скорость дуги, отверстия. др. и положение дефектов вдоль линии сварки.
Н. Насередин и др. др. В работе [3] описано, что выявление и оценка несплошностей в сварных соединениях или дефектов сварного шва, таких как пористость, трещины и посторонние включения, обнаруживаемые при сварке, осуществляется с помощью промышленной радиографии. Разработана и реализована цифровая обработка изображений на основе локальных и глобальных подходов с целью автоматического обнаружения дефектов сварных швов по радиографическим изображениям.
Если рентгенографические изображения некачественные, то это связано с малыми размерами дефектов сварки, а также с физической природой рентгенографии.Стивен В. Керсель и др. др. [4] обсудили в сваренных по индивидуальному заказу заготовках онлайн-мониторинг качества сварки и обнаружение дефектов сварки с помощью лазерного ультразвукового (LBU) измерения. Сварные заготовки представляют собой стальные листы различной толщины, которые используются в автомобилестроении, листах, кузовах, рамах и т. д. Ультразвуковой лазер на основе лазера (LBU) используется для генерации ультразвука, а лазер непрерывного действия (CW) — для обнаружения сварного шва. дефекты.
Реза Нежатпур и др. др. [5] оценивает визуальный тест обнаружения дефектов сварного шва с использованием методов обработки изображений и САПР. Изображение, снятое ПЗС-камерой и сохраненное в компьютере, анализирует сварной шов, например, размер, положение, гладкость поверхности, трещины и т. д. Эти изображения непрерывно снимаются с разных участков металла сварного шва с целью получения трехмерной модели сварного шва.
и обнаружить дефекты сварки.Ян Ханбин и др. др. В [6] описан радиографический контроль с целью идентификации и классификации дефектов сварного шва на основе бинарного дерева решений. Бинарное дерево решений может отличить один вид дефекта сварного шва от других по их признакам. Изображение сварки захватывается и сохраняется в компьютере с помощью радиографического контроля для выявления и обнаружения дефектов сварки, а также удовлетворительной производительности для классификации дефектов.
Даниэль Бебиано и др. др. [7] оценивают, что мониторинг и управление процессом сварки GTA с использованием спектроскопии и некоторых алгоритмов. В процессе сварки существует много излучения, испускаемого электрической дугой, это излучение, испускаемое сваркой, входные параметры и нарушения сварки фиксируются спектроскопией датчика, а алгоритм может указывать на смоделированные дефекты сварки в сигнале, подаваемом датчиком. . Алгоритмы могут применяться в процессе сварки в режиме реального времени для системы онлайн-мониторинга для обнаружения дефектов сварки и улучшения качества сварки.
Серхио Салудес Родиль и др. др. В работе [8] обсуждался процесс лазерной сварки, оцениваемый по образованию безэлектронной плазмы, это излучение используется для обнаружения дефектов сварки. Эти дефекты сварки обнаруживаются двумя разными способами: первый основан на спектрах мощности сигнала, генерируемого фотодиодом, который коррелирует между дефектами сварки, а второй основан на электронной температуре плазмы. Оба этих метода обнаружения позволяют контролировать весь процесс сварки CO2 без увеличения времени сварки.
Иоаннис Валаванис и др. ай. [9] Оценить рентгенографию с целью выявления дефектов и классификации сварных швов по геометрическим и структурным признакам. С помощью рентгенографии получают изображения для процесса сварки и обнаруживают дефекты сварки, такие как пористость, непровар, червоточины, трещины, линейные включения шлака и т. д., эти дефекты сварки классифицируются с помощью многоклассовой машины опорных векторов ( SVM) и нейронная сеть. Для этого также исследованы особенности выделения сварных дефектов и нарушений.
Сянлинь Чжан и др. др. [10] описали, что ультразвук используется для обнаружения слоя внешних и внутренних трещин в процессе кольцевой сварки трубопровода. Для ультразвуковой матрицы преобразователь может управляться электронным способом для повышения эффективности обнаружения дефектов сварки, точность и чувствительность обнаружения дефектов сварки определяются характеристиками ультразвукового преобразователя.
Р. Кафи и др. др. [11] оценивают метод неразрушающего инфракрасного контроля с целью обнаружения дефектов сварного шва и обнаружения нарушения сварного шва или обнаружения ошибок при сварке полиэтиленовых труб. В процессе сварки камера может иметь возможность совершать полный оборот вокруг свариваемой трубы. Метод инфракрасных изображений фиксирует изображения сваренных труб во время сварки в процессе охлаждения, и алгоритм сравнивался с текущим обнаружением разрыва и разрушения в процессе сварки.
Domingo Mery [12] оценивают подход к обнаружению и классификации дефектов сварки автоматически лучше всего на рентгеновском изображении в непрерывном процессе сварки.
Скользящие окна и новые функции — это локальные бинарные паттерны из карт заметности. Реальные рентгеновские снимки в процессе сварки, показывающие высокую эффективность, и обнаружение дефектов сварки или нарушения сварки.Алиреза Азари Могаддам и др. др. [13] предложили использовать радиографические изображения для обнаружения дефектов сварных швов. Метод обнаружения дефектов сварки используется для двумерных левых фильтров для шумоподавления радиографических изображений. Метод неразрушающего контроля (НК) снижает трудозатраты человека и повышает эффективность обнаружения дефектов сварных швов, а также выявляет различные типы дефектов сварных швов.
Дж. Хассан и др. др. В работе [14] описаны радиографические изображения. Метод неразрушающего контроля (НК) используется с целью обнаружения дефектов сварного шва в процессе сварки. Это геометрические особенности выявления дефектов сварного шва и классификации процесса сварки. Радиографические изображения содержат шум сварочного процесса из-за нескольких эффектов и алгоритма, используемого для обнаружения и классификации дефектов сварки.
Тонг Тонг и др. др. В [15] описано обнаружение сложных дефектов сварного шва с использованием итеративного порогового алгоритма и многомасштабной математической морфологии. Теории математической морфологии обнаруживают малые размеры дефектов сварки для сегментации изображения. Обычные методы обработки изображений используются для обнаружения дефектов сварки в процессе сварки путем захвата изображений процесса сварки.
БМ Абдулла и др. др. [16] описал, что система контроля сварного шва, обнаружение дефектов сварного шва и идентифицировано с помощью электромагнитного датчика. Датчик сканирует поверхность сварного шва для обнаружения дефектов сварки и определяет размер и тип дефектов, таких как подрезы и избыточное проплавление. Каждый тип дефекта имеет свою собственную характеристику, поэтому для исправления дефектного участка можно использовать соответствующую систему контроля сварного шва. Этот электромагнитный (ЭМ) датчик экономичен, потому что электромагнитные волны распространяются в вакууме со скоростью света.
Ломан и др. др. [17] исследуют технологию акустической эмиссии с целью обнаружения дефектов сварки на стальных металлах. Пьезоэлектрический датчик расположен на поверхности сварки сварочных изделий и находится под давлением, чтобы стимулировать появление сварочных трещин или других типов дефектов сварки. Сигнатуры акустической эмиссии были обнаружены дефекты сварного шва и нарушение сварного шва с использованием сигналов АЭ, сигнал был проанализирован и проверен дефекты сварного шва. Также показаны различия между дефектами и отсутствием дефектов в сварочном образце.
Раму и др. др. [18] оценивает радиографические изображения с целью оперативного выявления дефектов сварки в сварочных изделиях. Метод сегментации изображения заключается в захвате изображений процесса сварки для обнаружения дефектов сварки с более высокой точностью сварки во временной дискретизации с использованием методов уменьшения общей вариации (TVD) Рунге-Кутта (RK).
ЗАКЛЮЧЕНИЕ
 Кроме того, это надежный, эффективный и экономичный метод неразъемного соединения одинаковых и разнородных металлов, а также пластика. Сварка широко применяется во всех отраслях промышленности. В последние годы количество различных сварочных процессов выросло. Эти процессы сильно различаются по способу применения тепла и давления (при их использовании) и по типу используемого оборудования. Многие процессы сварки выполняются под давлением без подачи внешнего тепла, некоторые типы сварки выполняются с помощью комбинации тепла и давления, а некоторые типы сварки выполняются только с помощью тепла без приложения давления.
Кроме того, это надежный, эффективный и экономичный метод неразъемного соединения одинаковых и разнородных металлов, а также пластика. Сварка широко применяется во всех отраслях промышленности. В последние годы количество различных сварочных процессов выросло. Эти процессы сильно различаются по способу применения тепла и давления (при их использовании) и по типу используемого оборудования. Многие процессы сварки выполняются под давлением без подачи внешнего тепла, некоторые типы сварки выполняются с помощью комбинации тепла и давления, а некоторые типы сварки выполняются только с помощью тепла без приложения давления. Он также определяется как неравномерность металла шва, возникающая из-за неправильных параметров сварки или неправильной процедуры сварки, или неправильного сочетания металлических и неметаллических пластин. Дефект сварки также может быть отклонением от предполагаемой формы, размера и желаемого качества сварного шва. В процессе сварки происходит много износа или дефектов. Если износ достигает предельного уровня, работа может быть нарушена. Эти факторы износа могут включать в себя негабаритную заготовку, отливные отверстия в заготовке
Он также определяется как неравномерность металла шва, возникающая из-за неправильных параметров сварки или неправильной процедуры сварки, или неправильного сочетания металлических и неметаллических пластин. Дефект сварки также может быть отклонением от предполагаемой формы, размера и желаемого качества сварного шва. В процессе сварки происходит много износа или дефектов. Если износ достигает предельного уровня, работа может быть нарушена. Эти факторы износа могут включать в себя негабаритную заготовку, отливные отверстия в заготовке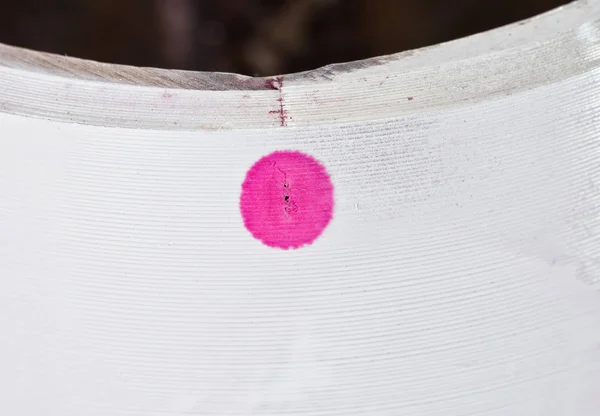 Дефекты сварки возникают во время сварки из-за сложности процессов сварки, влажности воздуха и непредсказуемых факторов. Следовательно, сварные швы должны быть проверены вручную или с помощью методов обнаружения дефектов сварки вдоль стыка, чтобы убедиться, что сварной шов свободен от дефектов сварки, а структура сварного шва может соответствовать требуемому продукту и прочности.
Дефекты сварки возникают во время сварки из-за сложности процессов сварки, влажности воздуха и непредсказуемых факторов. Следовательно, сварные швы должны быть проверены вручную или с помощью методов обнаружения дефектов сварки вдоль стыка, чтобы убедиться, что сварной шов свободен от дефектов сварки, а структура сварного шва может соответствовать требуемому продукту и прочности. Контроль проникающей жидкостью используется для обнаружения дефектов поверхности сварки, таких как микротрещины, пористость поверхности, утечки в новых продуктах и усталостные трещины на продуктах. В этом методе пенетрант красного цвета наносится на поверхность компонента погружением, распылением или кистью. Этот краситель проникает в границы трещин за счет капиллярного действия. Через некоторое время избыток пенетранта удаляют и наносят проявитель для выявления дефектов сварки. Существует пять этапов испытания на проникновение красителей (DPT):
Контроль проникающей жидкостью используется для обнаружения дефектов поверхности сварки, таких как микротрещины, пористость поверхности, утечки в новых продуктах и усталостные трещины на продуктах. В этом методе пенетрант красного цвета наносится на поверхность компонента погружением, распылением или кистью. Этот краситель проникает в границы трещин за счет капиллярного действия. Через некоторое время избыток пенетранта удаляют и наносят проявитель для выявления дефектов сварки. Существует пять этапов испытания на проникновение красителей (DPT): Для непосредственного намагничивания изделия через испытуемые изделия пропускают электрический ток и в испытуемом материале формируется магнитное поле, а если изделие намагничивается косвенно, то магнитное поле прикладывается от внешнего источника. Эти магнитные силы перпендикулярны направлению электрического тока. В любом магнитном материале силовая линия, выходящая из магнита или входящая в него, называется полюсом, силовая линия, выходящая из магнита, называется северным полюсом, а силовая линия, входящая в магнит, называется южным полюсом.
Для непосредственного намагничивания изделия через испытуемые изделия пропускают электрический ток и в испытуемом материале формируется магнитное поле, а если изделие намагничивается косвенно, то магнитное поле прикладывается от внешнего источника. Эти магнитные силы перпендикулярны направлению электрического тока. В любом магнитном материале силовая линия, выходящая из магнита или входящая в него, называется полюсом, силовая линия, выходящая из магнита, называется северным полюсом, а силовая линия, входящая в магнит, называется южным полюсом. Он основан на использовании коротковолнового электромагнитного излучения, проходящего через материал. Проходящее через материал излучение формирует изображение на фотопленке (рентгенограмме).
Он основан на использовании коротковолнового электромагнитного излучения, проходящего через материал. Проходящее через материал излучение формирует изображение на фотопленке (рентгенограмме). Сигнал отраженной волны принимается преобразователем и отображается на экране.
Сигнал отраженной волны принимается преобразователем и отображается на экране. ПЗС-камера захватывает изображение в процессе сварки и обнаруживает дефекты сварки, такие как поры, шлаковые включения, трещины и т. д.
ПЗС-камера захватывает изображение в процессе сварки и обнаруживает дефекты сварки, такие как поры, шлаковые включения, трещины и т. д.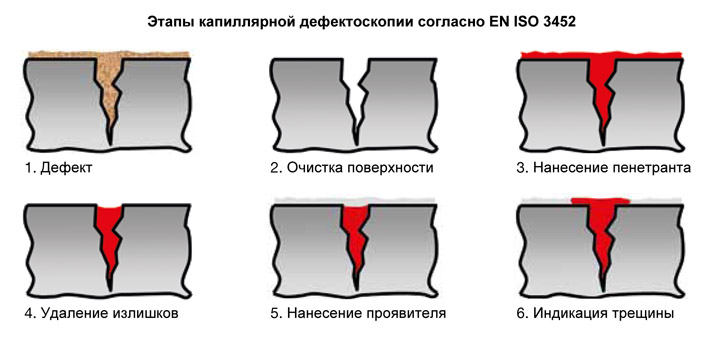 Если рентгенографические изображения некачественные, то это связано с малыми размерами дефектов сварки, а также с физической природой рентгенографии.
Если рентгенографические изображения некачественные, то это связано с малыми размерами дефектов сварки, а также с физической природой рентгенографии. и обнаружить дефекты сварки.
и обнаружить дефекты сварки.

 Скользящие окна и новые функции — это локальные бинарные паттерны из карт заметности. Реальные рентгеновские снимки в процессе сварки, показывающие высокую эффективность, и обнаружение дефектов сварки или нарушения сварки.
Скользящие окна и новые функции — это локальные бинарные паттерны из карт заметности. Реальные рентгеновские снимки в процессе сварки, показывающие высокую эффективность, и обнаружение дефектов сварки или нарушения сварки.

Обзор литературы оценивает области, в которых для выявления дефектов сварного шва используются несколько методов неразрушающего контроля, таких как DPT, MPI, RT, UT и VI и т. д.
д.
Онлайн-обнаружение и мониторинг дефектов сварки осуществляется с помощью датчика и подходящего значения сварочного тока, сварочного напряжения, угла наклона сопла, диаметра надреза, температуры и давления и т. д. Методы онлайн-идентификации дефектов и контроля качества, такие как система статистического мониторинга процесса сварки Используются SPC, обработка изображений подписи, нейронная сеть и нечеткая логика.
Судя по литературным данным, большая часть работ посвящена единичному дефекту и различным параметрам
Поведение человека, рабочая среда, состояние оборудования, техническое обслуживание, квалификация рабочих, характер работы -высокий объем продукции и требования к качеству; Потребность в гибкости.
ССЫЛКИ
Яусо Суга*, Коичиро Кодзима и Тетсуро Томинага, Обнаружение дефектов сварных швов с помощью компьютерной рентгенографии, обработка изображений, Международный журнал морской и полярной инженерии, том. 5, № 2, июнь 1995 г.
(ISSN 1053-5381)Дэвид Насо, Бьяджо Турчиано, Оптический датчик на основе нечеткой логики для онлайн-обнаружения дефектов сварки. Транзакции IEEE по промышленной информатике, Vol. 1, № 4,
ноябрь 2005 г.
N. Nacereddine, M. Zelmat, S. S. Belaïfa и M. Tridi, Обнаружение дефектов сварных швов в промышленной рентгенографии на основе цифровой обработки изображений Международная конференция: Науки об электронике, технологиях информации и телекоммуникаций 27-31 марта 2005 г. Тунис
Стивен В. Керсел, Роджер А. Киснера, Марвин Б. Клейнб, Г. Дэвид Бахерб, Бруно Пуэтб, Обнаружение дефектов сварных швов в процессе с помощью ультразвука на основе лазера Национальная лаборатория Ок-Риджа, P.O. Коробка 2008, Ок-Ридж
Реза Неджатпур, Али Асмари Садабад, Али Акбар Акбари, Автоматическое обнаружение дефектов сварных швов с использованием методов обработки изображений и САПР Международный конгресс и выставка машиностроения ASME, 31 октября – 6 ноября 2008 г.
, Бостон, Массачусетс, СШАYan Hanbing, Zhao Lina, Ju Hui, Исследование основанной на SVM классификации дефектов сварки при рентгенографическом контроле 978-1-4244-4131-0/09/2009 IEEE
Daniel Bebiano и Sadek C.A. Alfaro, Система обнаружения дефектов сварки на основе спектрометра ISSN 1424-8220, Sensors 2009, 9, 2851-2861; дои: 10.3390/s
851
Серхио Салудес Родил, Роберто Арнанц Гомес, Обнаружение дефектов лазерной сварки в автомобильной промышленности на основе радиационных и спектроскопических измерений Int J Adv Manuf Technol (2010) 49:133145
Иоаннис Валаванис, Димитриос Космопулос, Многоклассовое обнаружение и классификация дефектов на радиографических изображениях сварных швов с использованием геометрических и текстурных признаков. Списки содержания доступны по адресу: Science Direct, 0957-4174/ передний материал _ 2010 г. Elsevier Ltd. Все права защищены.
Xianglin Zhan, Jian Li и Shijiu Jin, Исследование ультразвуковой системы с фазированной решеткой для автоматического обнаружения дефектов кольцевых сварных швов трубопроводов Всемирный конгресс по интеллектуальному управлению и автоматизации 6-9 июля2010 г.
, IEEEР. Кафиех, Т. Лотфи, Расул Амирфаттахи, Автоматическое обнаружение дефектов при сварке полиэтиленовых труб с использованием теплового инфракрасного изображения Infrared Physics & Technology 54 (2011) 317325
Доминго Мери, Автоматическое обнаружение дефектов сварки без сегментации Av. Vicuna Mackenna 4860(143), Сантьяго-де-Чили.
Алиреза Азари Могхаддам, Лалита Рангараджан, Метод обнаружения дефектов сварки на радиографических изображениях Международный журнал машинного интеллекта ISSN: 0975 2927 и E-ISSN: 09759166, том 3, выпуск 4, 2011 г.
Дж. Хассан, А. Маджид Аван, А. Джалил, Международная конференция по обнаружению и классификации дефектов сварки с использованием геометрических признаков, IEEE, 2012 г.
Тонг Тонг, Цай Ян, Сунь Давэй, Обнаружение дефектов изображения сварного шва на основе математической морфологии и пороговой сегментации 978-1-61284-683-5/12, 2012 IEEE.
 (ISSN 1053-5381)
(ISSN 1053-5381) , Бостон, Массачусетс, США
, Бостон, Массачусетс, США , IEEE
, IEEE