Расчет катета сварочного шва – что это такое?
Начинающих сварщиков интересует следующий вопрос: катет сварочного шва – что это такое?
Схема определения катета сварного шва.
В настоящий момент инженерами разработано более 150 способов осуществления сваривания при помощи дуговой электросварки. Исследователи в этой области техники утверждают, что это количество способов сваривания металлов не является конечным, и в данный период времени ведутся исследования и эксперименты по проведению сваривания металлов новыми методами.
Основные типы сварных швов
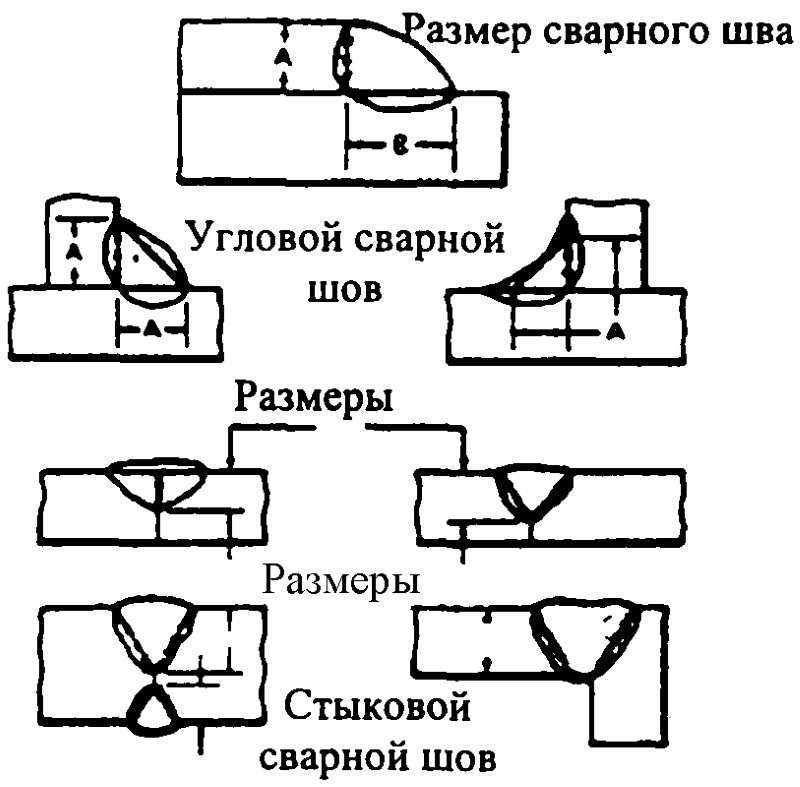
Швом в сварке принято называть участок соединения, который сформирован за счет прохождения процесса кристаллизации расплавленного металла. Швы, получаемые в процессе проведения сварных работ, делятся на два типа:
- стыковые;
- угловые.
Виды сварных швов.
Стыковые швы применяются для получения стыковых соединений. Чаще всего такой тип швов выполняется непрерывным. Отличительная особенность этого типа швов – форма разделки кромок соединяемых заготовок. Разделка позволяет обеспечить подготовку места проведения сварки, помимо этого, за счет разделки кромки достигается высокое качество соединения деталей в месте их сваривания. Для улучшения качества сварного соединения применяют одно- и двухстороннюю разделку сварных кромок. Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Отличительная особенность этого типа швов – форма разделки кромок соединяемых заготовок. Разделка позволяет обеспечить подготовку места проведения сварки, помимо этого, за счет разделки кромки достигается высокое качество соединения деталей в месте их сваривания. Для улучшения качества сварного соединения применяют одно- и двухстороннюю разделку сварных кромок. Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Угловые швы применяются при необходимости получения тавровых, крестовых и угловых соединений. Этот вид швов различается по форме подготовки кромки и по сплошности стыка. В зависимости от поперечного сечения выделяют швы без разделки, с одно- или двухсторонней разделкой. По протяженности угловые швы делятся на непрерывные, прерывистые, имеющие шахматное и цепное расположение мест сваривания.
Читайте также:
Как правильно использовать плазменный резак.
Способ изготовления плазмореза своими руками.
Об аргонодуговой сварке читайте здесь.

Вернуться к оглавлению
Параметры сварного соединения, влияющие на его качество
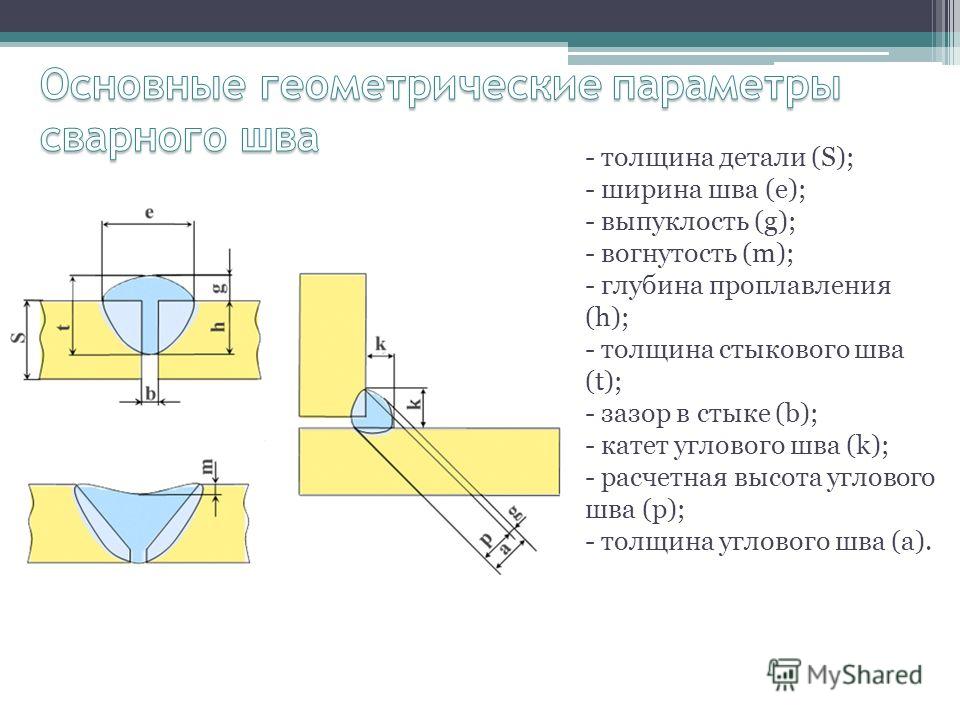
Характеристику стыка определяет большое количество различных параметров, основными геометрическими параметрами, определяющими характеристики стыка, являются следующие:
- ширина;
- вогнутость;
- выпуклость;
- катет сварного шва;
- корень шва.
От качества сварки швов зависит целостность и качество всей конструкции.
Помимо этого, к параметрам, характеризующим качество, относят расчетную высоту углового стыка, его толщину и глубину провара.
Катетом углового шва называется кратчайшее расстояние от плоскости одной из соединяемых заготовок до границы углового сварного соединения на плоскости второй соединяемой заготовки.
Катетом углового шва называется катет наибольшего равнобедренного треугольника, который возможно вписать в поперечное сечение. При осуществлении сваривания деталей с одинаковой толщиной катет можно задать по кромке.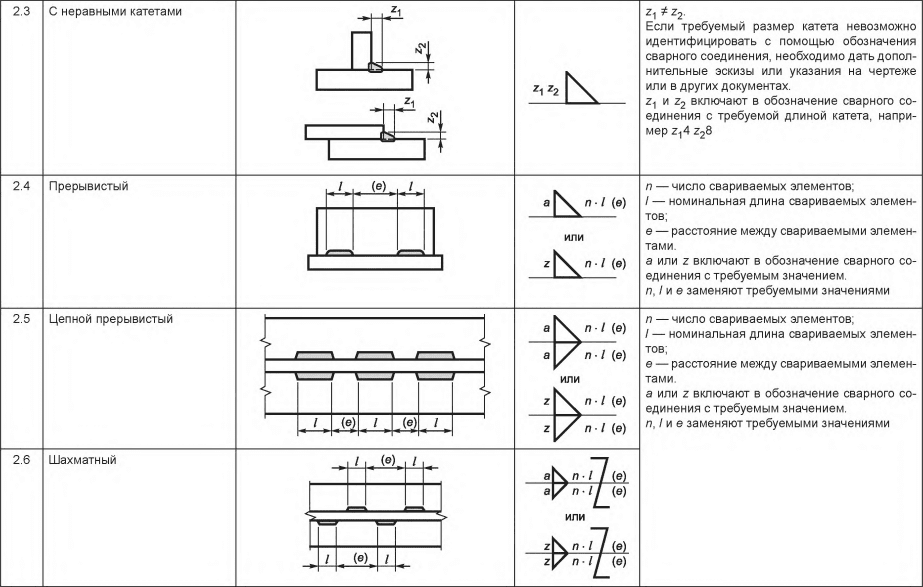
Ширина представляет собой минимальное расстояние между границами осуществления сплавления металла.
Вогнутостью и выпуклостью называется величина расстояния между линией основного металла поверхности заготовки и поверхностью, проходящей по линии максимальной вогнутости или выпуклости. Швы, имеющие выпуклую поверхность, являются усиленными. Такого типа соединения лучше всего работают при оказании на изделие статических нагрузок. Вогнутые швы являются ослабленными, но такие соединения лучше всего выдерживают динамическую нагрузку. Чаще всего сварщики на практике используют швы, имеющие плоскую поверхность, так как такой тип соединения является наиболее универсальным.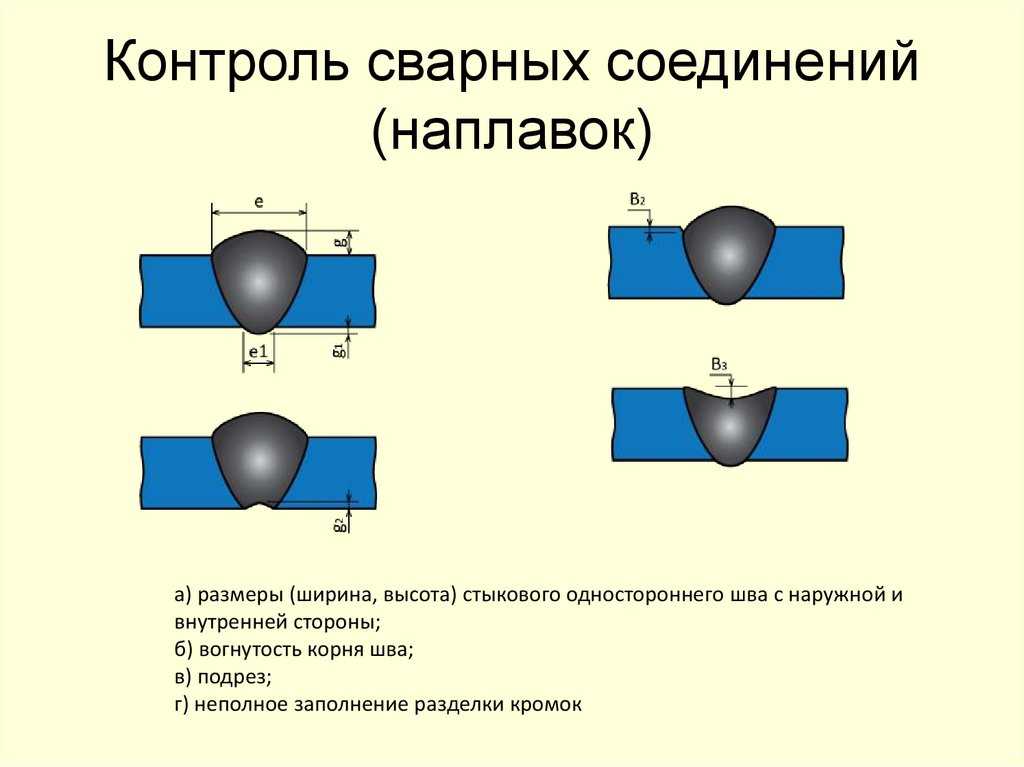
Схема корня шва.
Корнем шва характеризуется часть сварного стыка, которая является максимально удаленной от лицевой поверхности заготовки со стороны проведения сваривания. Корень является обратной стороной шовного соединения.
При использовании двухстороннего сваривания заготовок корень шва перекрывается подварочным швом. Подварочный шов является небольшой частью двухстороннего сварочного соединения, которая выполняется заранее с целью предотвращения образования прожогов при дальнейшем проведении сварных работ по созданию основного шва.
Иногда, при необходимости создания двухстороннего соединения, подварочный шов может укладываться в последнюю очередь в корень основного соединения.
Вернуться к оглавлению
Также читайте: Все про сантехнику и трубы от А до Я.
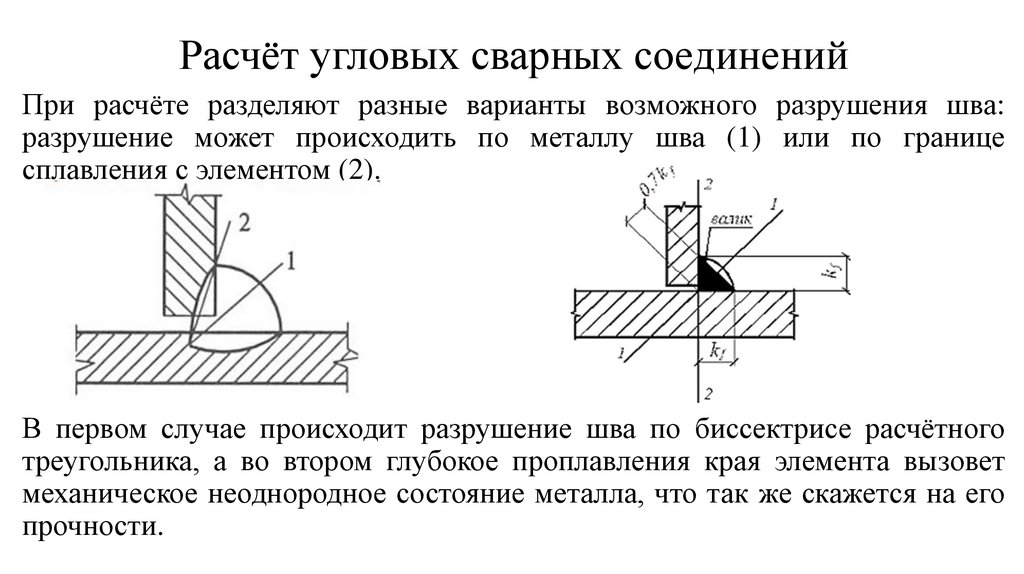
Расчет прочности и катета углового соединения
Прочность углового сварного соединения рассчитывается на основании производной от теоретической толщины соединения и его фактической длины.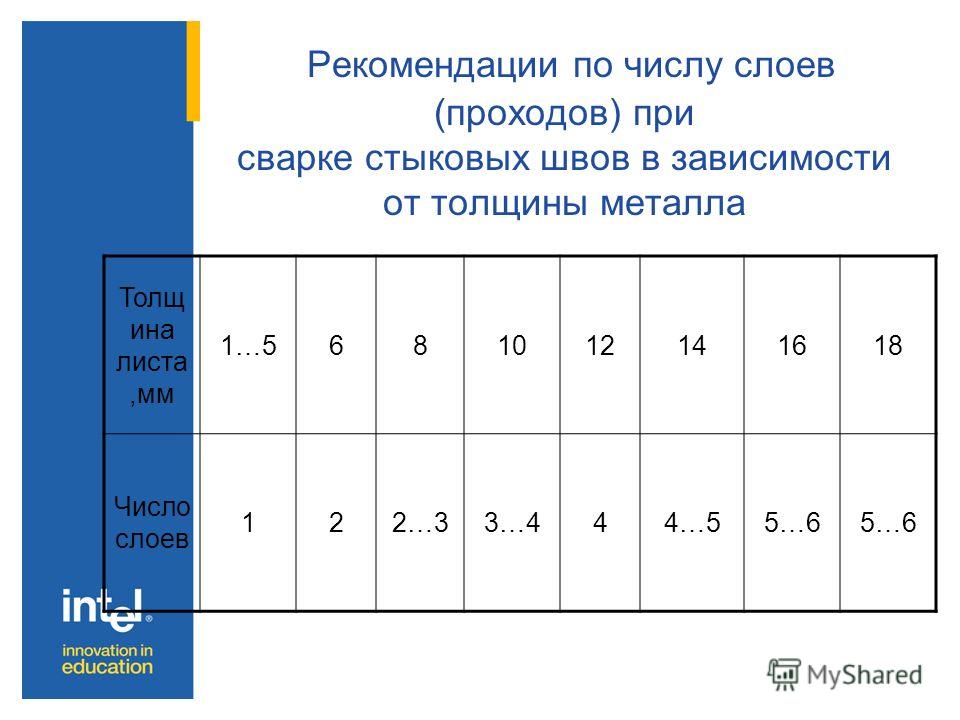 Катет углового соединения определяет его размер. Размер углового катета измеряется в соответствии с законами геометрии по длине катетов максимально возможного треугольника, который может быть вписан в продольное сечение соединения. Величина катета соединения определяет его толщину.
Катет углового соединения определяет его размер. Размер углового катета измеряется в соответствии с законами геометрии по длине катетов максимально возможного треугольника, который может быть вписан в продольное сечение соединения. Величина катета соединения определяет его толщину.
Катет должен иметь достаточную величину, чтобы соединение, получаемое при сварке, могло выдерживать расчетную нагрузку.
Однако стоит отметить, что слишком большие значения катета сварного соединения могут привести к возникновению сварочных деформаций. Помимо этого, увеличение катета способно привести к увеличению расхода материалов при выполнении работ по свариванию заготовок и, как следствие, увеличению стоимости работ.
В процессе проведения контроля качества угловых соединений при сварке в реальных условиях используются специальные шаблоны нескольких типов. Наиболее распространенным при сварке является определение катета с помощью универсального сварочного шаблона.
Вернуться к оглавлению
Дополнительные характеристики, влияющие на качество сварочных стыков
Формы поверхностей образующихся сварочных стыков находятся в большой зависимости от свойств электродов, используемых при проведении сварных работ. Помимо общих требований, которые предъявляются к изготавливаемым промышленностью электродам, таких как устойчивость горения электродуги, определенный специфический состав металла электродного металлического стержня, минимизирование разбрызгивания и т.д. специалисты предъявляют еще и дополнительные требования.
Помимо общих требований, которые предъявляются к изготавливаемым промышленностью электродам, таких как устойчивость горения электродуги, определенный специфический состав металла электродного металлического стержня, минимизирование разбрызгивания и т.д. специалисты предъявляют еще и дополнительные требования.
Влияние длины дуги на качество сварного шва: короткая, длинная и нормальная дуга.
К таким специфическим требованиям относится свойство, способствующее получению в результате проведения сварочных работ швов, с заранее заданной формой. Так, например, металлические электродные стержни, которые в результате плавления образуют густую и вязкую массу, способствуют быстрому и легкому формированию выпуклого сварного стыка. Если в результате плавления металлического стержня электрода образуется жидкий и растекающийся расплав, то при помощи таких электродов формируется вогнутая поверхность сварочного стыка.
Выбор электродов для работы осуществляется в соответствии с теххарактеристиками, которые указываются на упаковке.
На качество сварного стыка особое влияние оказывает выбранный режим сваривания. При осуществлении увеличения силы тока повышается глубина проваривания при неизменности ширины стыка. В случае постоянства силы тока и изменении напряжения наблюдается резкое изменение в сторону увеличения ширины сварного стыка при одновременном снижении глубины проваривания. При повышении скорости перемещения электрода до значения в 50 м/ч ширина сварочного стыка уменьшается, а глубина проварки значительно увеличивается. Повышать скорость выше 50 м/ч не рекомендуется, так как высока вероятность значительного снижения качества проведения сварочных работ за счет слабого прогрева основного материала.
Контроль качества соединения сварочного стыка осуществляется двумя наиболее распространенными методами -разрушающим и неразрушающим контролем.
Неразрушающий контроль осуществляется при помощи специализированных шаблонов, которые позволяют визуально установить наличие дефектов в стыке. Шаблоны позволяют измерить внешние показатели сварочного стыка, такие как катет шва, выпуклость, вогнутость и его ширина.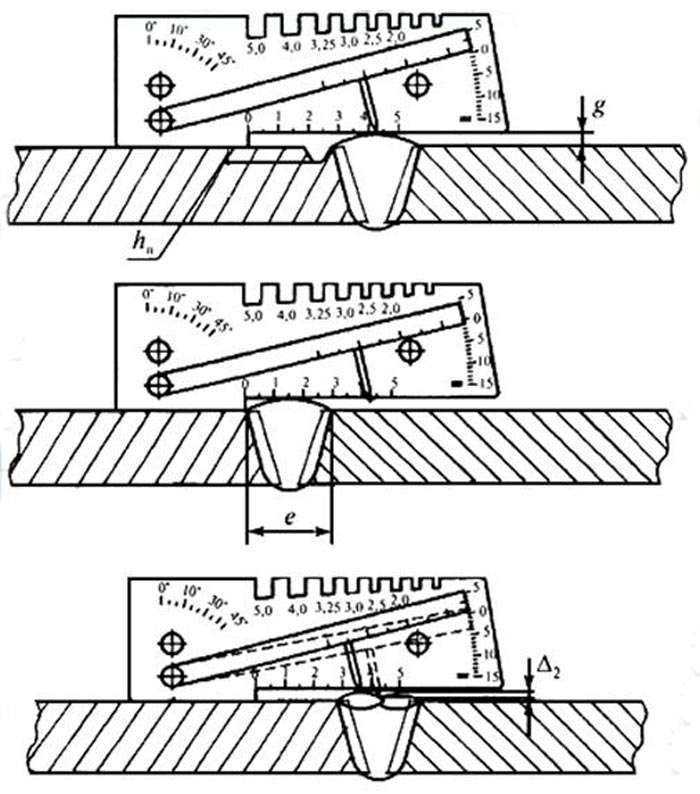
Расчет катета сварочного шва — что это такое
- Основные виды сварных швов
- Свойства и геометрия сварных швов
- Дополнительные характеристики
Сварка металлов появилась с зарождением ковки. Появление все более сложных механизмов требовало совершенствования процессов ковки и сварки. Соединение отдельных деталей в цельные узлы ковкой — процесс сложный и трудоемкий, но до появления сварки с помощью электрической дуги был единственно возможным.
Сварка является самым простым и прочным способом соединить различные детали из металла.
В настоящее время уже разработано более 150 способов дуговой сварки, и наработки новых технологий продолжаются.
Основные виды сварных швов
Отрезок соединения, сформированный в результате процесса кристаллизации расплавленного металла, принято называть сварным швом. Одной из главных характеристик сварочных соединений является катет сварного шва.
Одной из главных характеристик сварочных соединений является катет сварного шва.
Существует два вида сварных швов (не путать со сварочным соединением):
- Стыковые сварные: применяются для соединения встык, т.е. детали соединяются торцовыми краями. Соединение встык проводится без разделки кромок, с разделкой и с отбортовкой края детали. Кромки могут иметь криволинейную форму, V-образную и Х-образную. Листы до 8 мм можно сваривать без разделки кромок, но нужно листы укладывать с зазором до 2 мм. В практике стыковые варианты чаще применяются для соединения трубопроводов и при изготовлении конструкций из листовых металлов. Такие соединения наиболее экономичны и менее энергозатратны.
- Угловые: бывают собственно угловые, тавровые и нахлесточные. Разделка кромок может быть одно- и двухсторонняя, в зависимости от толщины металла. Угол разделки выбирается от 20° до 60°. Однако нужно учитывать, что больший угол разделки требует больше металла для заполнения, значит, снижается производительность и качество.

- Электрозаклепочная сварка применяется для обшивки крупных конструкций тонколистовым металлом. Применяют, например, при изготовлении пассажирских вагонов, когда применение сплошных швов затруднено и нерентабельно. Электрозаклепочные соединения получаются достаточно прочными, но не плотными.

Обычно сварка производится за один раз, но если толщина свариваемого металла не позволяет проварить материал, проводят в несколько заходов. Такой метод называется многослойным. В этом случае каждый предыдущий слой отжигается последующим, в результате такого термического воздействия значительно улучшаются свойства и структура шва.
Выбирать вид соединения нужно в зависимости от конфигурации выполняемого элемента конструкции. Конечное изделие должно быть работоспособным, переносить расчетные нагрузки и не поддаваться усталостным разрушениям.
Преимущества сварочных соединений:
- Небольшая трудоемкость и простота выполнения соединения.
- Небольшая, по сравнению с другими видами соединений, шумность процесса.
- Можно легко автоматизировать процесс.

К недостаткам можно отнести возможность остаточных напряжений и ненадежность в работе при вибрациях и ударных нагрузках.
Вернуться к оглавлению
Свойства и геометрия сварных швов
Во всех конструкциях есть рабочие швы, которые воспринимают основные нагрузки. Прочностные расчеты рабочих швов проводятся на полную нагрузку плюс 25%. Для соединения отдельных элементов используются связующие швы — требования к ним не такие жесткие, т.к. в случае их разрушения работа конструкции не будет нарушена.
На качество сварочных соединений влияют многие факторы: способность материала создавать монолитный шов, присадки и флюсы, окисляемость металла, положение шва: горизонтальное, вертикальное, наклонное или потолочное.
Свойства сварного шва определяются в основном его геометрическими размерами.
Общие геометрические параметры:
- Ширина — расстояние между границами сплавления.
- Вогнутость (выпуклость) — расстояние между линией и основным металлом, и поверхностью, визуально проходящей по линии максимальной вогнутости (выпуклости).
- Корень — самая нижняя часть.
Для угловых соединений характерны еще такие величины: наличие катета сварного шва, толщина, выпуклость и расчетная высота.
Катет углового шва — это катет наибольшего равнобедренного треугольника, вписанного в поперечное сечение. При сварке заготовок одинаковой толщины катет может задаваться по кромке, при разной — его задают по толщине более тонкого материала. Размер катета должен обеспечивать прочность соединения, но чрезмерное увеличение его может вызвать деформацию изделия.
Имеет значение форма поверхности сварного шва: выпуклая, вогнутая или плоская. Швы с выпуклой поверхностью — усиленные — лучше работают при статических нагрузках. Вогнутые поверхности — ослабленные — лучше выдерживают динамические нагрузки. На практике чаще применяются швы с плоской поверхностью как более универсальные.
Прочность сварных швов определяется не только правильно выбранным режимом сваривания двух металлических заготовок или правильно подобранными расходными материалами, но и точными размерами самого сварочного шва. И если при за основу берется ширина валика, то при угловом катет сварного шва. Что это такое, и почему именно этот параметр влияет на прочностные характеристики соединительного участка.
И если при за основу берется ширина валика, то при угловом катет сварного шва. Что это такое, и почему именно этот параметр влияет на прочностные характеристики соединительного участка.
Если рассмотреть сварочный шов в разрезе при угловой сварке, то это в идеале должен быть равнобедренный треугольник. Так вот его катет, а это расстояние от конца шва одной детали до плоскости другой. По сути, катет шва и есть катет треугольника, поэтому данный показатель так и назван.
Итак, от значения катета углового соединения зависят прочностные характеристики стыка. Но в этом плане нельзя говорить о том, что чем больше катет, тем прочнее соединение. Потому что большое количество наплавленного металла может привести к сварочным деформациям. Плюс, это всегда большой расход электродов, газа, флюса и присадки, и как следствие повышение себестоимости проводимых сварочных работ.
Поэтому необходимо учитывать геометрию стыка с таким учетом, чтобы в него поместился катет с большими параметрами продольного сечения. Если производится сваривание двух заготовок разной толщины, то катет определяется по детали с меньшей толщиною. Обычно данный параметр сварочного шва определяется и измеряется специальными шаблонами. Сегодня все чаще сварщики пользуются универсальными измерительными инструментами УШС-2. Их называют катеомерами сварщика.
Если производится сваривание двух заготовок разной толщины, то катет определяется по детали с меньшей толщиною. Обычно данный параметр сварочного шва определяется и измеряется специальными шаблонами. Сегодня все чаще сварщики пользуются универсальными измерительными инструментами УШС-2. Их называют катеомерами сварщика.
Это несколько тонких пластин, на концах которых есть выемки, определяющие разные размеры катетов. Соединяются пластины кольцом или шарниром. Прикладывая поочередно каждый шаблон к сварочному шву, находится тот, который точно будет прилегать к образовавшемуся валику.
По форме шов должен быть без выпуклостей и вогнутостей. Но так получается редко.
- Обычно сварной шов – это валик с выпуклой поверхностью. Специалисты отмечают, что это не самый лучший вариант, потому что внутри такой формы концентрируются напряжения, плюс увеличивается расход материалов.
- Идеальный же вариант – валик с вогнутой поверхностью, который получить очень сложно. Для этого необходимо правильно настроить параметры сварочного аппарата, а также точно соблюдать определенную одинаковую скорость электрода. А этим владеют только сварщики с большим опытом. Поэтому вогнутую поверхность получают после сварки механической обработкой. Данный вид сварного шва в сборке металлоконструкций не используется.
 А этим владеют только сварщики с большим опытом. Поэтому вогнутую поверхность получают после сварки механической обработкой. Данный вид сварного шва в сборке металлоконструкций не используется.
А этим владеют только сварщики с большим опытом. Поэтому вогнутую поверхность получают после сварки механической обработкой. Данный вид сварного шва в сборке металлоконструкций не используется.Что касается размеров катета углового соединения, то, как уже было сказано выше, все зависит от толщины свариваемых деталей. К примеру, если их толщина находится в пределах 4-5 мм, то катет не должен превышать 4 мм. Если толщина больше данного показателя, то и катет не должен быть 5 мм – и это минимальный показатель.
Необходимо отметить, что вогнутость и выпуклость сварного валика во многом зависит от того, проводился сварочный процесс. Здесь имеется ввиду химический состав стержня. К примеру, если сварка проводилась электродом, расплавленный металл которого становился вязким и густым, то получается в конечном итоге выпуклая поверхность валика. Если расплавленный металл был жидковатым и растекающимся, то получается вогнутая поверхность.
Что касается режима и скорости проведения сварочного процесса.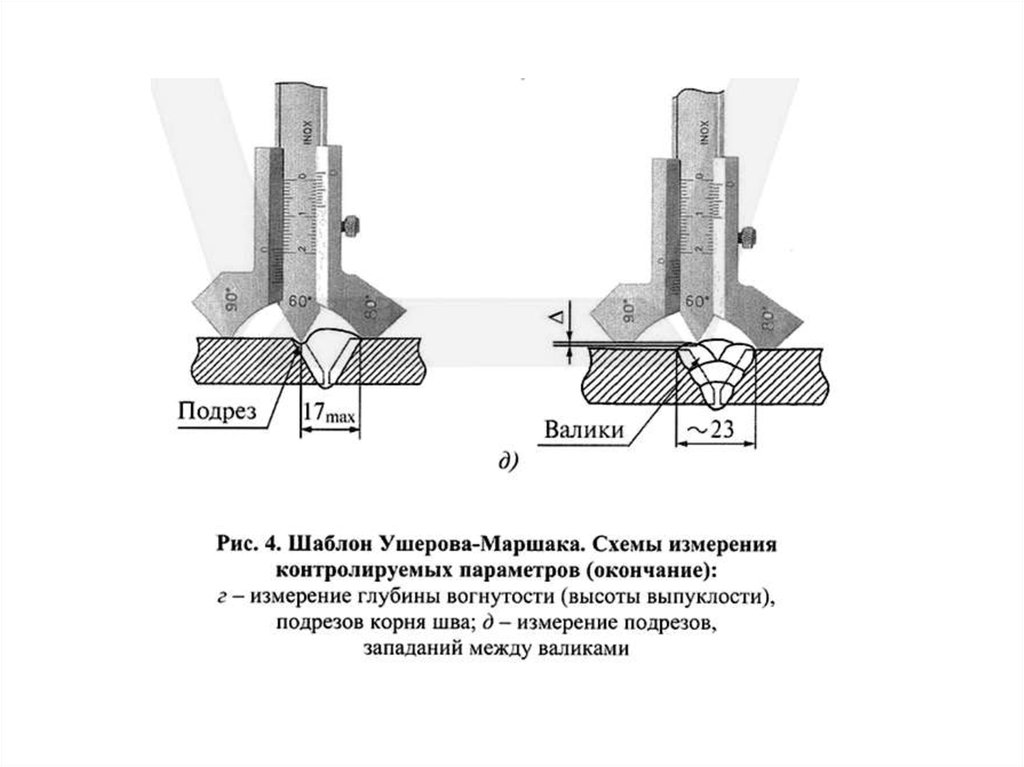
- В основе выбранного режима лежат две величины: сила тока и напряжение. Так вот при увеличении силы тока и стабильном напряжении увеличивается глубина проварки, и уменьшается ширина шва. При стабильном токе и изменении напряжения наблюдается снижения параметра глубины проварки и увеличения ширины валика. Понятно, что и катет шва при сварке будет изменяться.
- Если скорость перемещения электрода вдоль сварочного стыка не превышает 50 м/час, то глубина проварки стыка увеличивается, а его ширина уменьшается.
- Все происходит наоборот, если скорость начинает увеличиваться и превышает обозначенное значение. В любом случае, не только уменьшается катет шва, но и снижаются характеристики металла внутри зазора между заготовками, потому что нагрев ванны производится незначительный.
Расчет катета шва
Так как в сечении сварной шов – это прямоугольный равнобедренный треугольник, то размер его катета рассчитать несложно. Для этого можно воспользоваться тригонометрической формулой: T = S cos 45º, где
- Т – это величина катета шва;
- S
– это ширина валика или гипотенуза треугольника.
Чтобы узнать размер катета, необходимо в первую очередь замерить ширину сварного шва. Сделать это несложно. При этом cos 45° равно 0,7. Подставляя все значения в формулу, можно с большой точностью определить размер катета сварного шва.
К примеру, если ширина валика равна 3 мм, то его катет будет равен: 3х0,7=2,1 мм. А так как существуют определенные стандарты, которые гарантируют качество конечного результата в зависимости от ширины сварочного валика, то можно установить стандартные значения и самого катета. Так при сваривании двух заготовок толщиною 12-19 мм, оптимальное значение ширины шва находится в пределах около 6 мм, а значит, стандартный размер катета будет равен 4,2 мм или выбирается диапазон 4-5 мм.
То есть, сварив две заготовки данной толщины, можно измерить катет шва, выбрав катетомер определенного размера. Если он не совпадает, значит, сварка была проведена неправильно, и гарантировать ее высокое качество нельзя.
Выводы
Давая определение катету сварного шва, необходимо понимать, что данный показатель относится к категории качественных. От него во многом зависит прочность и надежность свариваемой конструкции, поэтому при создании схемы сварки на больших производствах обязательно данный параметр оговаривается. И если в неответственных конструкциях к нему отношение «прохладное», то для тех соединений, которые будут подвергаться большим нагрузкам, данному значению отводится важная роль.
От него во многом зависит прочность и надежность свариваемой конструкции, поэтому при создании схемы сварки на больших производствах обязательно данный параметр оговаривается. И если в неответственных конструкциях к нему отношение «прохладное», то для тех соединений, которые будут подвергаться большим нагрузкам, данному значению отводится важная роль.
В сложных сварочных технологиях катет выбирается индивидуально для каждого стыка. Но, в сущности, для него используют стандартные общие принципы выбора. А это, как уже было сказано выше, толщина соединяемых металлов, их химический состав, режим сварки, тип электрода или присадочной проволоки.
- Основные типы сварных швов
- Параметры сварного соединения, влияющие на его качество
- Расчет прочности и катета углового соединения
- Дополнительные характеристики, влияющие на качество сварочных стыков
Начинающих сварщиков интересует следующий вопрос: катет сварочного шва — что это такое?
В настоящий момент инженерами разработано более 150 способов осуществления сваривания при помощи дуговой электросварки. Исследователи в этой области техники утверждают, что это количество способов сваривания металлов не является конечным, и в данный период времени ведутся исследования и эксперименты по проведению сваривания металлов новыми методами.
Исследователи в этой области техники утверждают, что это количество способов сваривания металлов не является конечным, и в данный период времени ведутся исследования и эксперименты по проведению сваривания металлов новыми методами.
Основные типы сварных швов
Швом в сварке принято называть участок соединения, который сформирован за счет прохождения процесса кристаллизации расплавленного металла. Швы, получаемые в процессе проведения сварных работ, делятся на два типа:
- стыковые;
- угловые.
Стыковые швы применяются для получения стыковых соединений. Чаще всего такой тип швов выполняется непрерывным. Отличительная особенность этого типа швов — форма разделки кромок соединяемых заготовок. Разделка позволяет обеспечить подготовку места проведения сварки, помимо этого, за счет разделки кромки достигается высокое качество соединения деталей в месте их сваривания. Для улучшения качества сварного соединения применяют одно- и двухстороннюю разделку сварных кромок. Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Угловые швы применяются при необходимости получения тавровых, крестовых и угловых соединений. Этот вид швов различается по форме подготовки кромки и по сплошности стыка. В зависимости от поперечного сечения выделяют швы без разделки, с одно- или двухсторонней разделкой. По протяженности угловые швы делятся на непрерывные, прерывистые, имеющие шахматное и цепное расположение мест сваривания.
Вернуться к оглавлению
Параметры сварного соединения, влияющие на его качество
Характеристику стыка определяет большое количество различных параметров, основными геометрическими параметрами, определяющими характеристики стыка, являются следующие:
- ширина;
- вогнутость;
- выпуклость;
- катет сварного шва;
- корень шва.
От качества сварки швов зависит целостность и качество всей конструкции.
Помимо этого, к параметрам, характеризующим качество, относят расчетную высоту углового стыка, его толщину и глубину провара.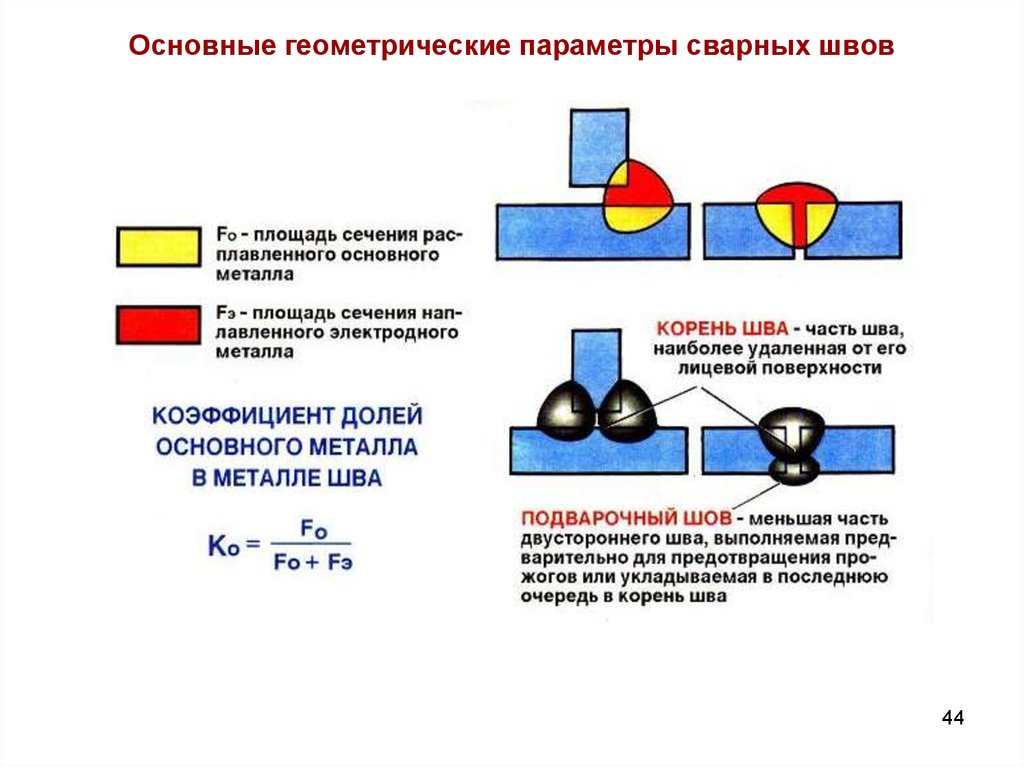
Катетом углового шва называется кратчайшее расстояние от плоскости одной из соединяемых заготовок до границы углового сварного соединения на плоскости второй соединяемой заготовки.
Катетом углового шва называется катет наибольшего равнобедренного треугольника, который возможно вписать в поперечное сечение. При осуществлении сваривания деталей с одинаковой толщиной катет можно задать по кромке. В случае использования заготовок, имеющих различную толщину металла, катет задается исходя из толщины металла более тонкой заготовки. При определении катета требуется делать выбор его размерности таким образом, чтобы он мог обеспечить максимальную прочность соединения заготовок, однако стоит помнить, что слишком сильное его увеличение способно спровоцировать процесс деформации заготовки.
Ширина представляет собой минимальное расстояние между границами осуществления сплавления металла.
Вогнутостью и выпуклостью называется величина расстояния между линией основного металла поверхности заготовки и поверхностью, проходящей по линии максимальной вогнутости или выпуклости. Швы, имеющие выпуклую поверхность, являются усиленными. Такого типа соединения лучше всего работают при оказании на изделие статических нагрузок. Вогнутые швы являются ослабленными, но такие соединения лучше всего выдерживают динамическую нагрузку. Чаще всего сварщики на практике используют швы, имеющие плоскую поверхность, так как такой тип соединения является наиболее универсальным.
Швы, имеющие выпуклую поверхность, являются усиленными. Такого типа соединения лучше всего работают при оказании на изделие статических нагрузок. Вогнутые швы являются ослабленными, но такие соединения лучше всего выдерживают динамическую нагрузку. Чаще всего сварщики на практике используют швы, имеющие плоскую поверхность, так как такой тип соединения является наиболее универсальным.
Корнем шва характеризуется часть сварного стыка, которая является максимально удаленной от лицевой поверхности заготовки со стороны проведения сваривания. Корень является обратной стороной шовного соединения.
При использовании двухстороннего сваривания заготовок корень шва перекрывается подварочным швом. Подварочный шов является небольшой частью двухстороннего сварочного соединения, которая выполняется заранее с целью предотвращения образования прожогов при дальнейшем проведении сварных работ по созданию основного шва.
Иногда, при необходимости создания двухстороннего соединения, подварочный шов может укладываться в последнюю очередь в корень основного соединения.
Вернуться к оглавлению
Расчет прочности и катета углового соединения
Прочность углового сварного соединения рассчитывается на основании производной от теоретической толщины соединения и его фактической длины. Катет углового соединения определяет его размер. Размер углового катета измеряется в соответствии с законами геометрии по длине катетов максимально возможного треугольника, который может быть вписан в продольное сечение соединения. Величина катета соединения определяет его толщину.
Катет должен иметь достаточную величину, чтобы соединение, получаемое при сварке, могло выдерживать расчетную нагрузку.
Однако стоит отметить, что слишком большие значения катета сварного соединения могут привести к возникновению сварочных деформаций. Помимо этого, увеличение катета способно привести к увеличению расхода материалов при выполнении работ по свариванию заготовок и, как следствие, увеличению стоимости работ.
В процессе проведения контроля качества угловых соединений при сварке в реальных условиях используются специальные шаблоны нескольких типов. Наиболее распространенным при сварке является определение катета с помощью универсального сварочного шаблона.
Наиболее распространенным при сварке является определение катета с помощью универсального сварочного шаблона.
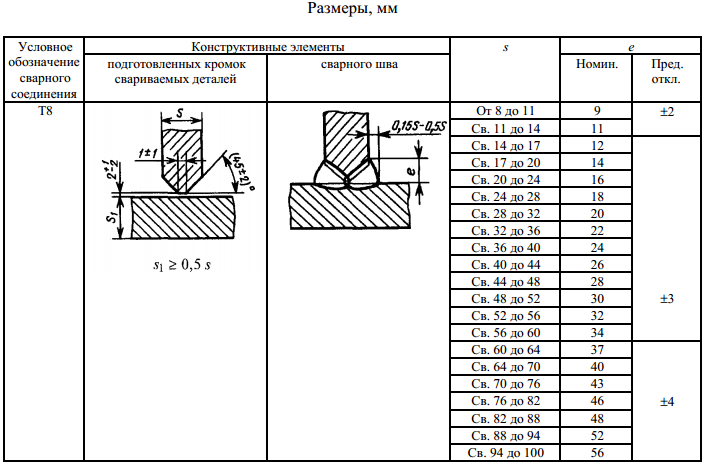
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 55
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s 1 , должен быть сделан скос с одной или двух сторон до толщины тонкой детали s , как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4 -10 мм;
0,1 s , но не более 3 мм — для деталей толщиной 10-100мм;
0,01 s + 2 мм, но не более 4 мм — для деталей толщиной более 100мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм. При этом соответственно может быть увеличена ширина шва е , е 1 .
7. При сварке в положениях, отличных от нижнего, допускается увеличение размера g и g 1 не более:
1,0 мм — для деталей толщиной до 60 мм;
2,0 мм — для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла.
Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва К , К 1
должны быть установлены при проектировании. При этом размер катета
должен быть не более 3 мм для деталей толщиной до 3 мм включительно
и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше
3 мм.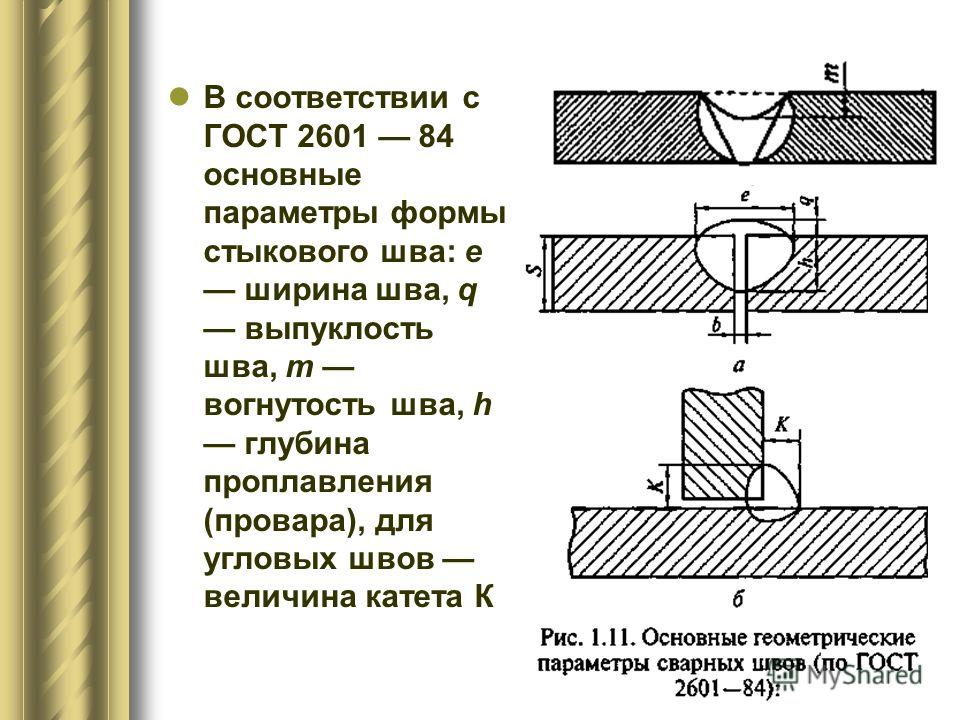 Предельные отклонения размера катета угловых швов от
номинального значения приведены в приложении3.
Предельные отклонения размера катета угловых швов от
номинального значения приведены в приложении3.
8,9. (Измененная редакция, Изм. №1).
10. (Исключен, Изм. № 1).
11. Минимальные значения катетов угловых швов приведены в приложении1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета К n (черт. 5), установленного при проектировании.
Примечание. Катетом К n является катет наибольшего прямо-угольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет К n принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. №1).
14. Допускается применять установленные настоящим стандартом
основные типы сварных соединений, конструктивные элементы и размеры
сварных соединений при сварке в двуокиси углерода электродной
проволокой диаметром 0,8-1,4 мм (УП).
Допускается применять установленные настоящим стандартом
основные типы сварных соединений, конструктивные элементы и размеры
сварных соединений при сварке в двуокиси углерода электродной
проволокой диаметром 0,8-1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5° .
При этом соответственно может быть изменена ширина шва е , е 1 .
15, 16. (Введены дополнительно, Изм. № 1).
Предел текучести | Минимальный катет углового шва для толщины более толстого из свариваемых элементов | |||||||
свариваемой стали, МПа | От 3 до 4 | Св. | Св.5 до 10 | Св.10 до 16 | Св.16 до 22 | Св.22 до 32 | Св.32 до 40 | Св.40 до 80 |
До 400 | ||||||||
Св.400 до 450 | ||||||||
 4
до 5
4
до 5Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла | ||||
Номинальный размер катета углового шва | Предельные отклонения размера катета углового шва от номинального значения |
От
3 до 5 включ. | |
Св. 5 до 8 включ. | |
Св.8 до 12 включ. | |
Св. 12 | |
(Введено дополнительно, Изм. №1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.07.80 № 3827
2. Срок проверки 1990 г. Периодичность проверки 5 лет
3. Взамен ГОСТ 5264-69
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Катеты сварных швов: характеристика и свойства. Катет шва при сварке: определение и методы расчета
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой.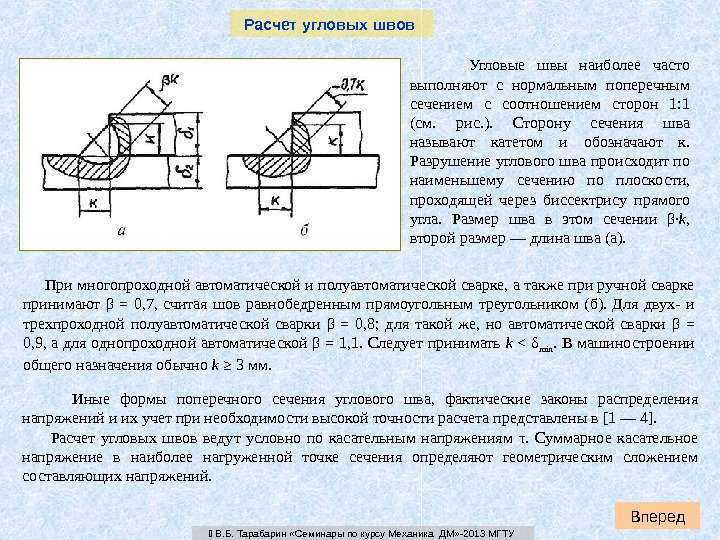 Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения.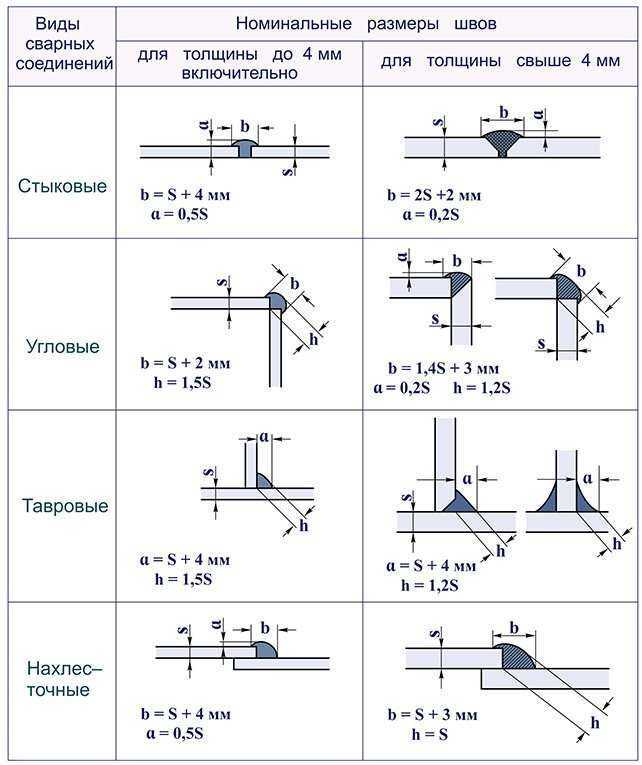 К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика».
Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры.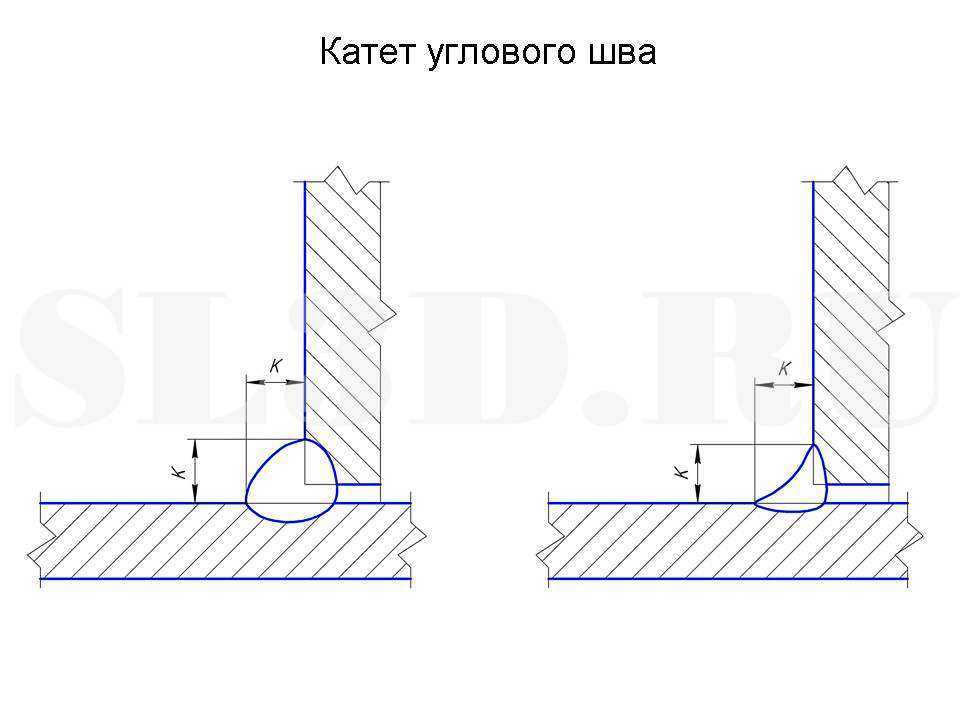 Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва.
Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.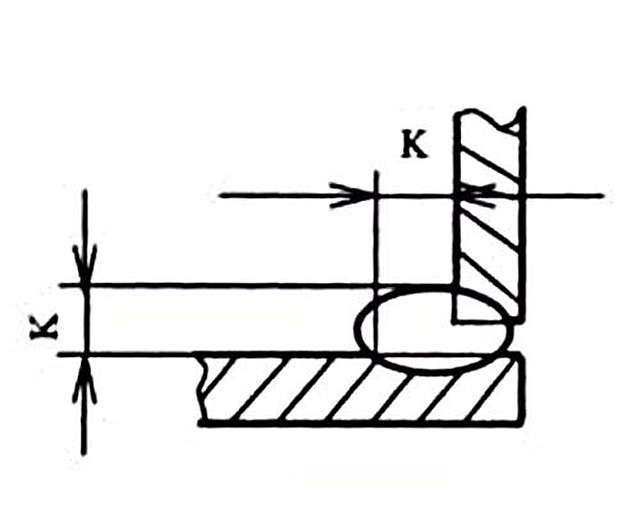
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
 Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые.
Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки.
При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки.
Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока.
Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода.
Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей.
Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки.
К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Тавровые и нахлесточные соединения
Угловые швы характеризуются катетом и формой шва. Различают три типа угловых швов: нормальный, выпуклый (усиленный) и вогнутый (ослабленный). Форма шва выбирается в зависимости от условий эксплуатации изделий. В сварных конструкциях, работающих под действием вибрационных нагрузок, тавровые и нахлесточные соединения стремятся выполнять вогнутыми швами.
Конструктивные элементы и форма угловых швов показаны на рис. 16. За катет К принимают меньший катет вписанного в сечение шва сварного соединения неравнобедренного треугольника (рис. 16, а) и катет вписанного равнобедренного треугольника (рис. 16, б и в). Выпуклость (усиление) шва сварного соединения q допускается: до 1 мм — при катете менее 5 мм, до 2 мм — при катете от 5 до 10 мм, до 3 мм- при катете свыше 10 мм. Вогнутость (ослабление) шва сварного соединения? допускается не более 3 мм. Величина катета шва сварных соединений устанавливается при проектировании. предельные отклонения катетов шва сварных соединений от номинальных размеров, указанных на чертежах, принимают: + 1 мм при катете меньше 6 мм, 12 мм при катете, равном или большем 6 мм.
Автоматическую сварку угловых швов можно выполнять вертикальным электродом при положении изделия для сварки в симметричную или несимметричную «лодочку», а также наклонным электродом поперек шва при положении соединения не «в лодочку». При сварке в симметричную «лодочку» создаются наиболее благоприятные условия для формирования шва — жидкий расплавленный металл равномерно смачивает обе кромки свариваемого соединения, шов хорошо формируется, образуя плавный переход к основному металлу. Поэтому во всех случаях, когда позволяет установка изделия, следует применять сварку «в лодочку». При положении «в лодочку» за один проход можно выполнять швы значительно большего сечения, чем при положении не «в лодочку». При сварке «в лодочку» в связи с большой возможностью протекания жидкого металла и флюса через зазор к сборке предъявляются более жесткие требования, чем при сварке не «в лодочку».
В практике часто бывают затруднения в установке изделия в положение для сварки «в лодочку». В этих случаях применяют сварку наклонным электродом. Так, при изготовлении балок двутаврового и Н-образного сечения сварка четырех швов «в лодочку» связана с необходимостью трехкратной кантовки. При сварке наклонным электродом при положении изделия не «в лодочку» требуется лишь одна кантовка. Сокращение числа кантовок обеспечивает повышение производительности труда и снижение стоимости продукции.
При сварке наклонным электродом на параметры углового шва (рис. 17): глубину сплавления по линиям примыкания кромок, размеры горизонтального и вертикального катетов, а также на его форму большое влияние оказывает не только значение сварочного тока, но и диаметр электродной проволоки и угол наклона ее поперек шва.
Глубина проплавления в значительной степени зависит от угла наклона электрода. Для обеспечения максимальной глубины проплавления углового соединения и равенства горизонтального и вертикального катетов при односторонней сварке электродную проволоку необходимо наклонять в плоскости поперечного сечения на угол около 40° к плоскости вертикальной стенки. При сварке электродной проволокой диаметром 2 мм конец ее нужно направлять в вершину угла, при сварке проволокой диаметром 3-5 мм конец электрода из вершины угла следует смешать на горизонтальную полку на расстояние, равное примерно половине диаметра электрода.
Зависимости размера катета шва от тока при сварке электродной проволокой диаметром 2 и 5 мм со скоростью 30 и 60 м/ч иллюстрируются графиками, приведенными на рис. 18. Из графиков видно, что при сварке электродной проволокой диаметром 2 мм достигается более широкий диапазон калибров шва при применении меньших сварочных токов. Возможность получения угловых швов с катетом 3-4 мм является весьма ценным преимуществом применения электродной проволоки диаметром 2 мм. При этом швы с катетом до 6 мм можно получать с вогнутой поверхностью. Сварку угловых швов с катетом 3-4 мм целесообразно производить на постоянном токе обратной полярности.
При сварке проволокой диаметром 5 мм швы с катетом меньше 5 мм получать практически невозможно.
При сварке наклонным электродом за один проход получаются угловые швы правильной формы с катетом не более 8 мм. При катетах более 8 мм жидкий металл стекает на горизонтальную полку, образуя наплавы, а на вертикальной стенке — подрезы. Для получения полноценных швов с катетом более 8 мм сварку наклонным электродом необходимо производить за несколько проходов.
При сварке электродной проволокой диаметром 2 мм вследствие более глубокого проплавления по сравнению со сваркой электродной проволокой диаметром 5 мм обеспечивается равнопрочность швов при меньших катетах. Поэтому объем наплавленного металла при сварке электродной проволокой диаметром 2 мм может быть уменьшен на 20-40%.
Для стабильности процесса сварки и благоприятного формирования угловых швов при сварке на переменном токе под стекловидным флюсом для проволоки диаметром 2 мм можно рекомендовать применение сварочного тока от 300 до 400 А. При пемзовидном флюсе стабильность горения дуги и формирование шва значительно улучшаются. Поверхность шва получается более ровной и менее выпуклой, чем при сварке под стекловидным флюсом. Для сварки угловых швов с катетом 8 мм под пемзовидным флюсом можно применять ток до 500 А, при этом скорость сварки может быть повышена примерно на 20-25% по сравнению со скоростью сварки под стекловидным флюсом.
В зависимости от характера соединения двух деталей сварные швы бывают стыковые и угловые. Параметры, характеризующие их качество — выпуклость, вогнутость, глубина проплавления и геометрические размеры.
Геометрические размеры швов
Сварные соединения в процессе визуального контроля проверяются не только на наличие дефектов, но и на соответствие полученных геометрических размеров показателям, регламентированным конструкторской и технологической документацией.
Если на стыковых швах основным параметром является ширина, то на тавровых, нахлесточных и угловых — катет. Это длина перпендикуляра, условно опущенного из вершины угла на гипотенузу. Простыми словами — расстояние от плоскости одной заготовки до грани шва на поверхности второй детали.
Угловые соединения могут иметь различные очертания:
- Выпуклые — нецелесообразны с технической точки зрения. Помимо большего количества наплавленного металла (а значит и расхода материалов), они ведут к концентрации напряжений.
- Вогнутые — трудно получить. Нужна точная настройка рабочих параметров сварочного аппарата и соблюдение соответствующей скорости ведения электрода, что требует немалого опыта от сварщика. Чаще вогнутая конфигурация придается с помощью механической обработки. Подобные швы при изготовлении металлоконструкций применяют крайне редко.
Широко применяются угловые швы нормального очертания (без выпуклостей и вогнутостей). При разработке конструкторской документации катет принимается равным толщине более тонкой детали, но может быть и меньше — важно, чтобы обеспечивалась максимальная прочность соединения. Так, для заготовок толщиной 4-5 мм он должен составлять 4 мм, а для более толстых деталей — рассчитывается или определяется конструктивно, но принимается не менее 5 мм.
Как проверяются значения катета?
В отличие от качества проплавления, которое контролируется специальными приборами, катет шва измеряется с помощью специального приспособления УШС-2 (универсальный шаблон сварщика). Также его еще называют катетомер.
Шаблон представляет собой несколько пластинок из тонколистового металла, имеющих выемки с определенной величиной катета. Они соединены между собой шарнирно или соединительным кольцом.
Измерения проводятся с помощью ступенчатого подбора самого подходящего размера катета. А определяется он, когда одна из выемок на пластинках прилегает к сварному шву с минимальным зазором между дугой шаблона и поверхностью соединения.
Основные виды сварных соединений электродуговой и газовой сваркой следующие: стыковые С, угловые У, нахлесточные Н, тавровые Т .
Валиковые угловые швы треугольного профиля делают прямыми, выпуклыми и вогнутыми. Чаще всего применяют прямой (нормальный) шов. Выпуклые швы (условно называемые швами с усилением) склонны к образованию подрезок (непровары на участках соединения шва со стенками деталей) и обладают пониженной циклической прочностью. Наиболее прочны вогнутые швы, но выполнение их труднее и менее производительно
Основной размерной характеристикой угловых швов является расчетный катет К
Катет швов нахлестанных соединений при сварке тонких листов (менее 4 мм) делают равным толщине s листов. Для материалов большей толщины (4 -16 мм) катет шва определяют из соотношения
К = 0,4 s + 2 мм (1)
При сварке материалов различной толщины катет шва делают равным толщине s более тонкого материала (однако не более, чем указано в соотношении (1). При сварке материалов различной толщины шов рекомендуется делать вогнутым.
В угловых соединениях с одинаковой толщиной стенок размер катета задан толщиной кромок. В угловых и тавровых соединениях, где размеры шва могут быть произвольными, катет шва делают равным толщине s свариваемых материалов, но не более приведенных в соотношении (1) величин.
При тавровом соединении материалов различной толщины катет шва делают равным толщине s более тонкого материала. Швы рекомендуется делать вогнутыми
Среди видов соединений листов наиболее простые и прочные — стыковые.
Недостаток нахлесточных соединений состоит в том, что под действием растягивающих или сжимающих усилий они подвергаются изгибу моментом, приблизительно равным произведению действующей силы на сумму полутолщин свариваемых листов и деформируются. Производительность сварки из-за наличия двух швов и масса нахлесточных соединений больше, чем стыковых. Соединения с накладкой можно усилить подваркой листов. Соединения с двусторонними накладками разгружены от изгиба, но тяжелы и малотехнологичны
Разновидность нахлесточных соединений — прорезные (пробочные) швы, образуемые заплавлением предварительно проделанных одном из соединяемых листов круглых или продолговатых отверстий (эти соединения иногда называют электрозаклепками). Из-за высокой трудоемкости изготовления, низкой прочности и негерметичности шва — это один из худших видов соединения. К нему следует прибегать только в крайних случаях, когда по конструктивным условиям нельзя применить сварку другими более производительными способами
При толщине одного из свариваемых материалов менее 6 — 8 мм сварку прорезными швами заменяют простой и производительной операцией точечного проплавления более тонкого из соединяемых материалов или шовного проплавления.
Кромки свариваемых тонких листов (в среднем
Кромки листов толщиной
При большей толщине необходима разделка кромок, заключающаяся в снятии фасок; цель — создать сварочную ванну и обеспечить проплавление на полное сечение.
Круговые фаски получают точением, прямые — фрезерованием или строганием. При толщине кромок более 15 — 20 мм фаски снимают автоматической газовой резкой.
Разделку с криволинейными скосами применяют преимущественно для прямых и круговых швов. Швы, имеющие в плане фигурную форму, разделывают с помощью копирного фрезерования
Условные изображения и обозначения швов сварных соединений см. ГОСТ 2.312
Как определить катет сварного соединения при п/а сварке? — Полуавтоматическая сварка — MIG/MAG
#1 Stahls
Отправлено 01 June 2016 00:04
Подскажите, как рассчитать геометрические размеры углового шва(катет, глабину проплавления)? По Госту 14771 для сварки в углекислом газе и его смесях? Выбрал соединение Т1.
Прикрепленные изображения
- Наверх
- Вставить ник
#2 FvS
Отправлено 01 June 2016 01:56
Как минимум это не более толщины основного металла. А так смотрите приложение I к выше указанному ГОСТу. С расчетом глубины проплавления не подскажу, не помню уже.
- Наверх
- Вставить ник
#3 caro
Отправлено 01 June 2016 19:54
обычно сварщик для себя считает примерно катет 2\3, 3\4 от основного металла. в чертежах примерно так же. если детали разной толщины- считайте по более тонкому.
- Наверх
- Вставить ник
#4 Георгий 11
Отправлено 01 June 2016 20:18
Stahls,глубина проплавления вычисляется?Первый раз об этом слышу,подбирается ток для указанного катета,соответственно потом ВИК,что бы не было подрезов и наплывов. Катет 5 заложите.
Сообщение отредактировал Георгий 11: 01 June 2016 20:18
- Наверх
- Вставить ник
#5 Георгий 11
Отправлено 01 June 2016 20:21
caro,сварщик не должен ничего считать,катет должен указываться в чертежах,он расчитывается на нагрузки,причем тавровое соединение считается на срез,а не на отрыв.
- Наверх
- Вставить ник
#6 caro
Отправлено 02 June 2016 19:27
сварщик на производстве- да. но речь не о нем.
- Наверх
- Вставить ник
#7 Георгий 11
Отправлено 02 June 2016 19:53
caro,а катет 6 подойдет по вашему к данной ситуации или нет?
- Наверх
- Вставить ник
#8 caro
Отправлено 02 June 2016 20:13
4 подойдет(чертежа нет- считаю это деталью табуретки). почему 4? варю 1.2 и 1.6 проволокой. меньше катет не оч. хорошо ляжет. если Вы хотите чмырить меня теорией- ради бога, не возражаю.
Сообщение отредактировал caro: 02 June 2016 20:38
- Наверх
- Вставить ник
#9 Георгий 11
Отправлено 02 June 2016 20:58
caro,я и чмырить?Да боже упаси.
- Наверх
- Вставить ник
#10 caro
Отправлено 02 June 2016 21:12
тогда предлагаю порезать эту деталь табуретки керосинорезом и сдать в утиль. а студенту курсовик делать самостоятельно, без всяких яков и рыть теорию своими руками
- Наверх
- Вставить ник
#11 keria
Отправлено 08 December 2016 21:27
глубина проплавления вычисляется?
Считается. Там все муторно, но для практического применения можно принят 100А 1 мм. Конечно это актуально для автоматов. Они умеют и слепые стыки варить (без зазора). Берешь сталь 12 мм, 700А с изнанки, 700 с лица, полный провар, красота. Stahls, для таврового или углового стыка в ручном исполнении важно проплавить хотя бы на 1 мм, это очень сильно влияет на прочность шва. Если понятно о чем речь на том остановлюсь, если будет необходимость. могу с картинками пояснить.
- Наверх
- Вставить ник
#12 Глобул
Отправлено 09 December 2016 19:49
keria, я как сварщик имею какое-то представление об этом всём, но вот касательно проплавления — тьма полная. То что вы написали понятно, а вот пападробнее тоже хотелось бы посмотреть, ознакомиться.
Думаю что не мне одному. Спасибо.
- Наверх
- Вставить ник
#13 keria
Отправлено 09 December 2016 23:17
Глобул, пожалуйста. В данном примере автор умалчивает, но h-это глубина проплавления. Т.е. h=0,6s=0,6х10=6 мм. Таким образом при токе в 545А проплавляется 6мм стали в глубину. Грубо говоря 1мм/100А, более точно 1,1мм/100А.
Прикрепленные изображения
- Наверх
- Вставить ник
#14 svarnoi69
Отправлено 10 December 2016 03:02
keria, формула не учитывает подготовку(разделку) кромок.
- Наверх
- Вставить ник
#15 Глобул
Отправлено 10 December 2016 08:44
keria, немного больше получается: https://youtu.be/QRhtjbFzWEc?t=6m47sи это совсем по цельному куску железа.
А в реальности, то есть учитывая не плотное прилегание деталей получиться ещё больше.
- Наверх
- Вставить ник
#16 keria
Отправлено 10 December 2016 18:34
svarnoi69,Глобул, а никто и не спорит! Просили подробней-пожалуйста. Там честно написано-сварка производится без зазоров, автоматы так умеют варить и легко справляются с токами больше 1000А. При сварке в разделку форму и зазор учитывают соответствующими формулами, а вместо глубины подставляется значение, которое называется «расчетная глубина проплавления». Да вообще, там слишком много заморочек, по пять лет в институтах учат и нифига не знают. Принципиальность вопроса в том, что считается все, вплоть до хим состава металла шва в зависимости от основного и сварочного материала. Скажу честно такие расчеты делают только для автоматов. Для рукопашников производить такие расчеты не имеет смысла (сугубо мое личное мнение) по многим причинам. Если сварщику задать скорость перемещения дуги 4 м/ч, он резонно будет требовать спидометр под маску. К тому же диапазон токов, которые способен вывезти человек довольно узок. Но сам принцип должен сохраняться для любого способа дуговой сварки ( между током и проплавлением зависимость прямая).
Есть способы и проще прикинуть глубину проплавления, когда все расчеты проведены и сведены в таблицы и диаграммы. Например так. (автор снова оставляет нам самим решать какие буквы что означают. Возьму на себя смелость и расшифрую: hп-глубина проплавления, hу-высота валика усиления, в-ширина сварного шва, коэффициент проплавления к(п) есть отношение в/hп. Вообще, по аналогии существет и понятие коэффициента формы шва , это в/hу. (информационную нагрузку несет рисунок 56).
Прикрепленные изображения
Сообщение отредактировал keria: 10 December 2016 18:52
- Наверх
- Вставить ник
#17 Глобул
Отправлено 10 December 2016 21:54
keria, триста ампер на видео явно не было, а судя по горелке не было даже двухсот. Проплавлено миллиметра на три (это на глаз, поправьте если вам кажется иначе). То есть такая прикидка: «Грубо говоря 1мм/100А, более точно 1,1мм/100А» не имеет право жить. А вот кривые на рис. 59 гораздо ближе к реальности.
- Наверх
- Вставить ник
#18 keria
Отправлено 11 December 2016 00:28
Глобул, как вы там 3 мм, провара намерили? А если вам так показалось, то какая же там высота валика?!!! ОГОГО. А высота усиления там какая, миллиметров 9 по вашим расчетам?
Если оттолкнутся от нормального валика скажем в 3 мм то я вижу провплавление от 1 до 2 мм не более.
Другое дело, что г-н Потапьевский накосячил. На картике (56 в) все соответсвует моим предположениям, а вот на (б и г) у него глубина проплавления больше чем высота валика. Даже в вашем видео все наоборот. Если на картинках (б, г) поменять буквы hп и hу местами, все встает на свои места. Что поделать и на старуху бывает проруха. Попутал буквы Потапьевский. Я вот тоже в спешке обозвал к(п) коэффициентом проплавления, а это у него коэффициент наплавки.
А вот серьгу в ушах носят либо пираты, либо пи-сы. Корабля на видео не замечено)))
- Наверх
- Вставить ник
#19 Глобул
Отправлено 11 December 2016 09:04
Если оттолкнутся от нормального валика скажем в 3 мм то я вижу провплавление от 1 до 2 мм не более.
То есть сама пластина у вас получилась миллиметров шесть?
- Наверх
- Вставить ник
#20 keria
Отправлено 11 December 2016 09:47
Глобул, именно так и подумал, до миллиметра. Просто уже лень раздувать сообщение было.
- Наверх
- Вставить ник
Что такое катет шва. Энциклопедия по машиностроению XXL
ГлавнаяРазноеЧто такое катет шва
катет углового шва — это… Что такое катет углового шва?
катет углового шва
leg сварка
Англо-русский словарь технических терминов. 2005.
- катет
- катетометр
Смотреть что такое «катет углового шва» в других словарях:
катет углового шва — Сторона наибольшего равнобедренного треугольника, который можно вписать в сечение шва [ГОСТ Р ИСО 17659 2009] [ISO 17659:2002] катет углового шва катет шва Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва… … Справочник технического переводчика
Катет углового шва — – кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Рубрика термина: Сварка… … Энциклопедия терминов, определений и пояснений строительных материаловКатет углового шва — Расчетная высота шва 86. Катет углового шва Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных… … Словарь-справочник терминов нормативно-технической документации
КАТЕТ УГЛОВОГО ШВА — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (Болгарский язык; Български) катет на ъглов шев (Чешский язык; Čeština) odvěsna koutového svaru (Немецкий язык;… … Строительный словарь
КАТЕТ УГЛОВОГО ШВА — [fillet weld leg] кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части … Металлургический словарь
катет углового шва расчётный — Катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва, переходящий через зазор [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN effective leg of… … Справочник технического переводчика
катет углового шва (металлургия) — катет углового шва Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.
[http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN fillet weld leg … Справочник технического переводчикаКАТЕТ УГЛОВОГО ШВА РАСЧЁТНЫЙ — катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва, переходящий через зазор (Болгарский язык; Български) изчислителен катет на ъглов шев (Чешский язык; Čeština) vypočtená odvěsna koutového svaru (Немецкий… … Строительный словарь
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис.
А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документацииРД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
dic.academic.ru
Катет шва — Энциклопедия по машиностроению XXL
Для швов, тип которых характеризуется катетом шва (см. рис. 381, й), проставляют [c.210]
Определить касательные напряжения в сварном шве предыдущей задачи, если катет шва а t. мм,, б t = мм. [c.42]
У2 — угловое соединение, со скосом кромок, шов односторонний (это записано в ГОСТ 15164—69) ШЭ — электрошлаковая сварка -2 — катет шва 12 мм нет букв А или П — значит сварка выполнена ручным способом
[c. 200]
Знак, после которого ставят размер катета шва в миллиметрах [c.303]
Место 3. Знак № 3 и размер катета шва в миллиметрах (для соединений таврового, углового и нахлесточного). [c.304]
Шов таврового соединения, без скоса кромок, двусторонний, прерывистый, шахматный, выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом по замкнутой линии. Катет шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм. [c.304]
Шов углового соединения со скосом кромок, выполняемый электрошлаковой сваркой проволочным электродом по замкнутой лннии. Катет шва 22 мм. [c.305]
| Таблица 7.5. Типы сварных швов, для которых представляют знак [> и размер катета шва |
Шов таврового соединения без скоса кромок, односторонний, выполняемый электродуговой ручной сваркой по замкнутому контуру. Катет шва 5 мм Шов углового соединения со скосом одной кромки, двусторонний с предварительным наложением под-варочного шва, выполняемый автоматической сваркой под флюсом по замкнутой линии Шов нахлесточного соеди-кения, трехрядный с шахматным расположением точек, выполняемый контактной точечной электросваркой. Расчетный диаметр точек 10 мм, шаг между точкамИ 40 мм
[c.225]
Выполнить п. 7—8 н рассчитать q . Установить, как влияет размер катета шва на укорочение при сварке. Данные всех измерений и результаты расчетов занести в форму 11. [c.81]
Зп к Ь и размер катета шва (только для угловых швов). [c.326]
Пример условного обозначения шва таврового соединения без скоса кромок, двустороннего прерывистого с шахматным расположением, выполняемого ручной дуговой сваркой катет шва 8 мм, длина провариваемого участка 50 мм, шаг 100 мм [c.353]
Полоса сечением 160 X 10 мм из стали Ст.З, нагруженная растягивающей силой Р, приварена к косынке двумя фланговыми швами (рис. 4.2). Определить требуемую длину фланговых швов, если сварка выполнена вручную электродами Э50, катет шва равен толщине полосы. Соединение должно быть равнопрочно привариваемой полосе.
[c.43]
Принимаем катет шва = 8 мм. Допускаемое напряжение для сварного шва на срез [c.46]
Размер катета шва k, как правило, равен толщине свариваемых деталей б, но может быть и меньше. [c.28]
Определяем потребную суммарную длину лобового и флангового швов по форм ле (2.4), приняв катет шва й = б=10 мм [c.35]
Катет швов нахлесточных соединений при сварке тонких листов (менее 4 мм) делают равным толщине л листов (рис. 181, й). Для материалов большей толщины (4 —16 мм) катет шва определяют из соотношения [c.167]
При сварке материалов различной толщины (виды б, в) катет шва делают равным толщине 5 более тонкого материала [однако не более, чем указано в соотношении (5)]. При сварке материалов различной толщины шов рекомендуется делать вогнутым.
[c.167]
В угловых соединениях с одинаковой толщиной стенок по рис. 181, г размер катета задан толщиной кромок. В угловых и тавровых соединениях (виды б, е) где размеры шва могут быть произвольными, катет шва делают равным толщине 5 свариваемых материалов [но не более приведенных в соотношении (5) величин] [c.167]
При тавровом соединении материалов различной толщины (вид ж) катет шва делают равным толщине 5 более тонкого материала. Швы рекомендуется делать вогнутыми. [c.167]
Допускаемое усилие N для угловых лобовых швов рассчитывается по формуле Л =0,7Х/[т ], где К — катет шва, м I — длина шва, м [х ] — расчетное сопротивление срезу, Н/м [c.39]
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве. [c.67]
Определение регкима сварки обычно начинают с выбора диаметра э. 4 е к т р о д а, который назначают в зависимости от толщины листов при сварке швов стыковых соединений и от катета шва при сварке швов угловых и тавровых соединений. Практические рекомендации по выбору диаметра электрода приведены ниже.
[c.180]
При расчете реншма сварки технолог должен обеспечить получение катета П1ва, назначенного конструктором при расчете прочности или по конструктивным соображениям. По заданному катету шва определяют площадь поперечного сечения наплавленного металла при получении плоского шва [c.196]
Сваркой стык стальной полосы сечением 80 х 8 мм осуществлен крестообразным соединением с помощью прокладки, цривареннс1й к полосе четырьмя торцевыми швами. Определить величину напряжений в сечении швов, если катет шва t 10 мм, а растягивающие напряжения в полосе 6-150 МПа. Учесть ослабление шва вследствие непро-в(фа на концах. Ответ -98 Ша. [c.32]
В четвертой позиции условного обозначения проставляется знак ь. И указывается размер кагета шва. Знак треугольника ставится только для тех швов, для которых он предусмотрен по соответствун> щим стандартам. В табл. 7.5 указаны типы сварных швов, для которых необходимо проставлять знак треугольника и размер катета шва.
[c.223]
Угловые швы по форме сечения (рис. 2.5) разделяют на нормальные /, вогнутые 2 и выпуклые 5. Основной геометрической характеристикой угловых швов является величина катета шва /г, а расчетным сечением — высота h. Для нормального шва Л = =ksin 45″ 0,7й. [c.27]
Пример 4. Кронштейн корпуса подшипника сечением ix = 60X40 мм приварен к основа нию угловыми швами по периметру (рис. 2.14) Катет шва fe=10 мм. Кронштейн воспринима ет переменную нагрузку согласно циклограм ме, изображенной на рис. 1.8, б, Ртях = ,5 кН /-=160 мм. Коэффициент асимметрии цикла напряжений г=0. Материал кронштейна — сталь Ст. 3. [c.36]
| Рис. 5. Примеры обозначений а — днустороНЕШЙ шов стыкового соединения со скосом одной кромки, выполняемый электроду говой ручной сваркой при монтаже 6 — односторонний шов стыкового соединения без скоса кромок, на остающейся подкладке, выполняемый сваркой нагретым газом с присадкой (для изделий из винипласта или полиэтилена) в — двусторонний шов таврового соединения без скоса кромок, прерывистый с шахматным расположением, выполняемый плектродуговой сваркой в защитных газах по замкнутой линии катет шва 6, / 50, t = 100 мм г — двусторонний шов углового соединения без скоса кромок, выполняемый автоматической сваркой под флюсом по замкнутой линии д — односторонний шов внахлестку, выполняемый дуговой сваркой алюминия по незамкнутой линии катет [пва 5 мм е — шов, выполняемый контактной роликовой электросваркой шаг шва 6 мм ж — шов соединения внахлестку с двумя электрозаклепками диаметром 11 мм.
|
mash-xxl.info
катет углового шва — это… Что такое катет углового шва?
катет углового шва
- Schenkellängу
- Nahtschenkel
катет углового шваСторона наибольшего равнобедренного треугольника, который можно вписать в сечение шва[ГОСТ Р ИСО 17659-2009] [ISO 17659:2002]
катет углового швакатет шваКратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части[ГОСТ 2601-84][Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
EN
leg lengthside of the largest isosceles triangle that can be inscribed in the section[ГОСТ Р ИСО 17659-2009] [ISO 17659:2002]
FR
côtésoudures d’angle côté du plus grand triangle isocèle inscrit dans la section[ГОСТ Р ИСО 17659-2009] [ISO 17659:2002]
Тематики
- сварка, резка, пайка
Синонимы
EN
- fillet weld leg
- leg length
- leg of fillet
- leg of fillet weld
DE
- Nahtschenkel
- Schenkellängу
FR
- côte de la soudure d’angle
- côté
Русско-немецкий словарь нормативно-технической терминологии. academic.ru. 2015.
- категория торфяного сырья
- катет углового шва расчётный
Смотреть что такое «катет углового шва» в других словарях:
катет углового шва — Сторона наибольшего равнобедренного треугольника, который можно вписать в сечение шва [ГОСТ Р ИСО 17659 2009] [ISO 17659:2002] катет углового шва катет шва Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва… … Справочник технического переводчика
Катет углового шва — – кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Рубрика термина: Сварка… … Энциклопедия терминов, определений и пояснений строительных материалов
Катет углового шва — Расчетная высота шва 86. Катет углового шва Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части Источник: ГОСТ 2601 84: Сварка металлов.
Термины и определения основных… … Словарь-справочник терминов нормативно-технической документацииКАТЕТ УГЛОВОГО ШВА — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (Болгарский язык; Български) катет на ъглов шев (Чешский язык; Čeština) odvěsna koutového svaru (Немецкий язык;… … Строительный словарь
КАТЕТ УГЛОВОГО ШВА — [fillet weld leg] кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части … Металлургический словарь
катет углового шва расчётный — Катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва, переходящий через зазор [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN effective leg of… … Справочник технического переводчика
катет углового шва (металлургия) — катет углового шва Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.
[http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN fillet weld leg … Справочник технического переводчикаКАТЕТ УГЛОВОГО ШВА РАСЧЁТНЫЙ — катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва, переходящий через зазор (Болгарский язык; Български) изчислителен катет на ъглов шев (Чешский язык; Čeština) vypočtená odvěsna koutového svaru (Немецкий… … Строительный словарь
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис.
А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документацииРД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
normative_ru_de.academic.ru
КАТЕТ УГЛОВОГО ШВА — это… Что такое КАТЕТ УГЛОВОГО ШВА?
КАТЕТ УГЛОВОГО ШВА [fillet weld leg] — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.
Металлургический словарь. 2003.
- КАНТОВКА
- КВАЛИМЕТРИЯ
Смотреть что такое «КАТЕТ УГЛОВОГО ШВА» в других словарях:
катет углового шва — Сторона наибольшего равнобедренного треугольника, который можно вписать в сечение шва [ГОСТ Р ИСО 17659 2009] [ISO 17659:2002] катет углового шва катет шва Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва… … Справочник технического переводчика
Катет углового шва — – кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Рубрика термина: Сварка… … Энциклопедия терминов, определений и пояснений строительных материаловКатет углового шва — Расчетная высота шва 86. Катет углового шва Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных… … Словарь-справочник терминов нормативно-технической документации
КАТЕТ УГЛОВОГО ШВА — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (Болгарский язык; Български) катет на ъглов шев (Чешский язык; Čeština) odvěsna koutového svaru (Немецкий язык;… … Строительный словарь
катет углового шва расчётный — Катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва, переходящий через зазор [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN effective leg of… … Справочник технического переводчика
катет углового шва (металлургия) — катет углового шва Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.
[http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN fillet weld leg … Справочник технического переводчикаКАТЕТ УГЛОВОГО ШВА РАСЧЁТНЫЙ — катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва, переходящий через зазор (Болгарский язык; Български) изчислителен катет на ъглов шев (Чешский язык; Čeština) vypočtená odvěsna koutového svaru (Немецкий… … Строительный словарь
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис.
А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документацииРД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
metallurgy_dictionary.academic.ru
leave empty if banning only one address
Sign in | English | Terms of Use
Message not found
|
| |||||
| ✎ New thread | Name | Date | |||
| 33 | IC в обозначении EAF-LF-VD-IC | bnv | 25.09.2022 | 1:45 | |
| 5 | 129 | web pressure vessels | drifting_along | 23.09.2022 | 13:46 |
| 140 | 1864 | Ошибки в словаре | 1 2 3 all | 4uzhoj | 11.08.2022 | 18:11 |
| 5 | 208 | юридический перевод | anasr1997 | 23.09.2022 | 15:39 |
| 25036 | Проблемы в работе нового сайта | 1 2 3 4 5 6 7 8 9 10 11 12 13 14 all | 4uzhoj | 15.05.2019 | 11:05 | |
| 18 | 809 | Феерический пипец разг. | Ldashster | 20.09.2022 | 21:57 |
| 28 | 516 | Одна вкладка на все языки | tk2910 | 19.09.2022 | 12:09 |
| 28 | 644 | should + have to | DEniZZrus | 16.09. 2022 |
10:52 |
| 7 | 446 | Ошибка 502 | Баян | 10.09.2022 | 10:34 |
| 18 | 274 | Резервное поле | lunolikaya | 19.09.2022 | 14:19 |
| 9 | 135 | flat head pipe cap ASME | drifting_along | 19.09.2022 | 11:04 |
| 21 | 493 | Нотар. надпись США, Нью-Йорк | Лиза91 | 12. 09.2022 |
23:36 |
| 6 | 244 | whose sizing case is external fire | lavazza | 15.09.2022 | 21:53 |
| 3 | 205 | MSDS | Alexander Orlov | 17.09.2022 | 19:39 |
| 1 | 211 | офицер военного управления тактического уровня | harassmenko | 16.09.2022 | 16:10 |
| 24 | 632 | Пролюбить | Val61 | 14. 09.2022 |
18:15 |
| 18 | 387 | Beatus page в Псалтири | Perujina | 3.09.2022 | 15:47 |
| 2 | 195 | сотаинник | highanger | 15.09.2022 | 8:09 |
| 1 | 94 | After the tuning is determined, a review of Lambda should include the 10 times rule | LinGV | 14.09.2022 | 11:35 |
| 2 | 169 | Наименования спринцовок/клизм для специфических медицинских операций термины | Plavunez | 8. 09.2022 |
16:29 |
| 54 | 2561 | Аналог Традоса? | 1 2 all | redbishop | 2.06.2022 | 14:12 |
| 7 | 192 | head-to-head with original versus improved assay | ignoila | 10.09.2022 | 8:10 |
| 10 | 1118 | Офф: непорядочный коллега | EnglishAbeille | 6.09.2022 | 11:34 |
| 26 | 670 | it’s all about doing your work early | 1 2 all | koronid | 8. 09.2022 |
20:48 |
| 4 | 219 | Сuddlefish play live at the hawthorne | Brassky | 11.09.2022 | 23:27 |
| 2 | 117 | video content-based enhanced creative exploration delivery strategies | lavazza | 11.09.2022 | 15:53 |
Pages 1 2 3 4 5 6 7 8 9 10 >> all pages
Get short URL
«Почему эти штанины скручиваются?» или «Почему линии зерна имеют значение» — 7 Pine Design
Швейные насадки
Автор:
Делаете ли вы свои собственные джинсы (браво!), покупаете ли вы их в готовом виде (я. …) или хотите узнать больше о зернистости, эта статья для вас.
…………………………..
Были ли у вас когда-нибудь брюки прет-а-порте (особенно джинсы? ), где швы обвиваются вокруг ног, а не свисают прямо вниз, и задавались вопросом: «Почему это происходит?» Я вспомнила об этом сегодня, когда читала этот пост в группе по шитью в ФБ:
https://www.facebook.com/groups/PDFPatternSalesandPromotions/
(Спасибо Рут Йодер за разрешение использовать ее фото)
На самом деле я довольно часто читал сообщения в Интернете об этом, и быстрый ответ: что ткань вырезана без волокон :
«Технический справочник для дизайнеров» (Ли и Штейн)
Но ПОЧЕМУ это происходит в производственном процессе? Часто в сети встречаются комментарии о том, что кусочки выкройки были отрезаны от волокон, потому что ткань разрезается стопками и может сместиться во время раскроя точно так же, как если бы вы разрезали несколько слоев ткани дома ножницами. Это одна из возможностей, и, наряду с непоследовательным сшиванием между операторами, это может привести к различиям в подгонке в пределах одного маркированного размера. Но это, скорее всего, не самая большая причина скручивания. Это интересный вопрос, поэтому я решил объяснить, что я знаю за десятилетия работы в швейной промышленности. Есть 2 основные причины, по которым происходит обрезка зерна, но смещение ИЗ-ЗА процесса резки не является основной. Гораздо более вероятно, что проблема возникла ДО раскроя, либо из-за того, что ткань уже была нешерстяной, либо из-за того, что маркер выкройки был нешерстяным.
Посмотрите это видео (нажмите на ссылку), и вы увидите, что при разрезании стопок ткани с помощью промышленного резака смещение ткани на самом деле минимально:
https://www.youtube.com/watch?v=WOE9RZahUVA
Итак, если это не так, что является причиной обрезки неполного зерна? Отступите на секунду, чтобы подумать о массовом производстве. Ткани вырезаются на длинном столе, при этом несколько слоев ткани раскладываются с помощью такой машины:
https://www.wsj.com/articles/the-robots-are-coming-for-garment-workers-thats-good-for-the-u-s-bad-for-poor-countries-1518797631
Однажды все ткани наслоена, сверху бумажным маркером распечатан компьютерный макет всех деталей выкройки всех необходимых размеров:
https://www.smartpatternmaking.com/blogs/pattern-making-news-articles-and-tips/how-to-calculate-marker-efficiency-in-3-simple-steps
После укладки маркера для резки бумаги поверх ткани и утяжелив ее, вырезается стопка с помощью лобзика (это видео ниже интересно смотреть!). Использование вертикального лезвия обеспечивает минимальное смещение ткани между слоями. Ткань не продавливается, как при резке ножницами (и, в меньшей степени, раскройным ножом).
https://www. youtube.com/watch?v=ynp088_eYok
Современная раскройка ткани выполняется еще точнее с помощью автоматических (не ручных) резаков, особенно для основных предметов одежды, производимых в огромных количествах, таких как нижнее белье, базовые футболки и джинсы :
https://www.demasewingautomation.com/product/industrial-fabric-cutting-table
Новейшие раскройные столы оснащены пылесосами под режущей поверхностью, что еще больше предотвращает смещение ткани:
https://fairway-products.com/gerbercutter-gtxl-industrial-textile-cutter/
Ирония в том, что часто именно эти самые простые, массово производимые изделия должны быть изготовлены с такой точностью, что часто «извилистый». Почему они отрезаны от зерна? Вероятно, потому, что нормы прибыли на товары первой необходимости (немодные товары) настолько конкурентоспособны, что выжимают каждую копейку. Вот что может случиться……
………………………………… …………………………..
Вариант №1: Ткань уже была безволокнистой, прежде чем ее положили на раскройный стол. Ткань «на волокне» имеет продольные нити основы, параллельные кромке (обработанный на заводе край), и поперечные уточные нити, расположенные под углом 90 градусов к кромке:
https://www.thecuttingclass.com/grainlines/
При размещении деталей выкройки на ткани линия зернистости на выкройке должна совпадать с линиями основных нитей, обеспечивая раскрой изделия «по зерну» и хорошо висит без перекручивания. Исключениями являются изделия, выкроенные по косой нитке, или бордюрные принты, в которых деталь выкройки выровнена по зерну, совпадающему с уточными нитями.
Как насчет ткани, которая не является зерном? Подумайте о том, когда вы покупаете ткань на заказ в магазине тканей. Он никогда не режется «точно» по зерну (если только он не разорван по размеру), потому что он всегда немного не по зерну на болте. Как правило, ткань более высокого качества обрабатывается близко к зерну, а менее качественная сильно перекошена, потому что производитель экономит на процессе отделки. Одна из самых неволокнистых тканей, которые я когда-либо использовал, — это полихлопок JoAnn Fabrics «Symphony», который, ИМХО, можно использовать только после распыления с помощью Downy Wrinkle Release и s-t-r-e-t-c-h-i-n-g с противоположных углов до тех пор, пока зернистость не станет равной 9.0-градусов.
Как ткань вообще получается из зерна? В процессе ткачества нити основы прикрепляются к станку, а нити утка переплетаются взад и вперед под углом 90 градусов. Когда это сделано, ткань хранится как greige (незавершенное) сырье, ожидая инструкций заказа на покупку, которые будут окрашены или напечатаны. (Это сделано для ускорения производства: всегда быстрее заказать суровые изделия и получить их на заказ, чем заказывать ткань, сотканную с нуля).
Серо-бежевая ткань «дорабатывается» путем натягивания на шпангоуте (поэтому вы видите эти крошечные отверстия вдоль кромки ткани) для устранения складок, а затем печатается, обрабатывается щеткой и т. д. Вот где линия зернистости могут возникнуть проблемы: если растяжка сделана неправильно, ткань будет перекошена.
В отличие от домашнего шитья, где вы можете выровнять линию волокон небольшого метража ткани до 90 градусов с помощью увлажнения и растяжения, у швейных фабрик нет времени (или процесса) для этого. Представьте себе, что стандартный 50-ярдовый рулон незернистой ткани SKEWED укладывается несколькими слоями на 18-футовый раскройный стол… а затем на него кладется бумажный маркер, а выкройки вырезаются вертикальным резаком. Часто именно так одежду RTW обрезают без волокон, в результате чего одежда висит неправильно: крой точный, но ткань уже была без волокон.
……………………………………….. ..
Возможность #2: Маркер изменен, некоторые детали выкройки немного отодвинуты от волокон, чтобы выжать больше одежды из меньшего количества ткани и, следовательно, получить большую прибыль .
Как показано ранее (выше), маркер для выкройки представляет собой бумажный лист всех частей выкройки, необходимых для стиля, всех размеров, собранных в виде мозаики, чтобы максимально использовать ткань и избежать отходов. Я уже писал ранее о том, как производитель брюк может немного ИЗМЕНИТЬ ЧАСТИ ВЫКРОЙКИ, чтобы сделать более эффективную маркировку, сняв точку промежности и добавив эту ширину к внешней части бедра… СУЩЕСТВУЮЩИЕ ЧАСТИ ШАБЛОНА БЕЗ ЗЕРНА для повышения эффективности.
Вы, возможно, сталкивались с такой ситуацией дома, если вам приходилось сталкиваться с меньшим количеством ткани, чем требуется для одежды, сжимая мелкие детали, сдвигая детали вместе до тех пор, пока припуски на швы слегка не перекрываются, возможно, полностью игнорируя данный макет. У вас когда-нибудь возникало искушение немного сместить кусок зерна, чтобы он лучше подходил?
Как швейной фабрике это сойдет с рук при массовом производстве? Когда «топовой» образец (T. O.P.) отправляется техническому дизайнеру на утверждение до начала массового производства, он проверяется на:
правильное качество ткани (вес, состав, количество нитей, отделка, цвет)
правильное качество стежка (стандарт нити, количество стежков на дюйм)
правильная последовательность стежков (метод производства)
правильная маркировка (размер, уход, страна происхождения)
правильные размеры (спецификации или «спецификации» одежды могут содержать десятки деталей длины и ширины готовой одежды и должны находиться в пределах установленных допусков)
Чего не хватает? Зерновая линия. Я работал с десятками компаний по производству одежды и сотнями фабрик, и от меня никогда не требовалось утверждать T.O.P. линии зерна образца. Предполагается, что производитель маркеров точно выровняет линии зерна. Даже если T.O.P. Образец идеально вырезается по зерну, при поступлении в производство это не всегда так, и им это сходит с рук, потому что предмет одежды может идеально соответствовать целям измерения, будучи неровным.
………………………………………………
Вам может быть интересно » Какой смысл выжимать больше джинсов из метража? Разве фабрика не закупает ровно столько метража, сколько им нужно для каждого заказа? Что бы фабрика делала с остатками ткани?» На самом деле фабрика, а не производитель, который нанимает фабрику, может закупать ткань… поэтому, если они могут указать цену на одежду, основанную на x ярдах, и показать маркер, чтобы оправдать это, а затем настроить маркер, чтобы требовать меньше ткани, они могут заказать меньше.
Почему фабрика (а не производитель) все равно заказывает ткань? В то время, когда производство одежды для американского потребления в основном производилось в США (до 1970-х годов), универмаги покупали одежду у производителей, которые закупали ткани на местных фабриках. В журналах вы увидите рекламу одежды с указанием не только производителя, но и фабрики :
https://www. flickr.com/photos/2
http://www.retrocards.co.uk/prodshow/AP2171___Celon_Dress__Fashion_Advert__1960s__30x40cm_Art_Print__/AP2171-1960s-fashion-advert.html
Иногда сами фабрики размещали рекламу без упоминания производителя, просто для того, чтобы покупатели искали этикетку этой фабрики при покупке одежды:
https://www.vintage-adventures.com/vintage-clothing-shoe-accessory-ads/1031-1954-stevens-twist-twill-ad-rugged-work-clothes.html
http://www.atticpaper.com/proddetail.php?prod=1957-dan-river-fabric-ad-shuffleboard
………………….. ……………….
В 1980-х годах все изменилось:
универмаги потеряли бизнес из-за появления национальных сетевых магазинов в пригородных торговых центрах (The Gap, The Limited)
крупные магазины (WalMart, KMart, Sears, Target) начали производить одежду под собственными лейблами напрямую через фабрики
Американские покупатели потеряли интерес к названиям фабрик, а иногда даже к торговым маркам производителей, вместо этого покупая товары под собственной торговой маркой магазина
Торговля была открыта с Азией, перенос производства за границу
фабрики в Азии предпочли использовать местные ткани импортировать их с американских фабрик
Например, когда The Gap впервые открылся, они несли только фирменные джинсы . .. теперь их ассортимент полностью состоит из лейбла Gap. И точно так же, как розничный торговец может сократить торговую марку производителя, производя свой собственный продукт, фабрики могут избавиться от фабрик, закупив собственные ткани.
В наши дни американский розничный торговец/производитель не покупает ткань (как правило, они не заинтересованы в наличии запасов тканей, только запасов одежды). Розничный покупатель не указывает, на какую фабрику должна прийти ткань, он только запрашивает стандарты качества (содержание, вес, количество пряжи), а швейная фабрика предоставляет образцы для утверждения, а затем покупает ткань на выбранных ими фабриках. И из-за всего этого у фабрик может возникнуть соблазн выжать больше одежды из меньшего количества ткани (улучшив свою прибыль), тем самым слегка урезав зерно.
………………………………………………………. …..
Помимо обрезания волокон из-за того, что сама ткань не имеет волокон или из-за изменения маркера, существуют и другие факторы, которые могут способствовать скручиванию, особенно в джинсах.
УСАДКА : Мало того, что одежда из натуральных волокон сжимается в длину (и в меньшей степени в ширину) при стирке, она также «расслабляется» из-за растянутого состояния, в котором ткань была в растянутом состоянии… а ткани из саржевого переплетения имеют тенденцию скручиваться. с одной стороны из-за переплетения вверх-вниз-вверх. Скорее всего, вы покупаете предварительно усаженные (сафоризированные) джинсы коммерческого производства, однако, если вы покупаете высококачественный «сырой» (несафоризированный) деним, после производства он усядет намного больше… около 10%. или так с первой стиркой и остаточной усадкой после этого, скручивая каждый раз больше. Просто природа «настоящего» денима.
В случае с джинсами, если производитель или розничный продавец не тестируют их на «спиральность» (это тест на стирку, который используют лучшие производители, но массовые продавцы обычно этого не делают), одежда пройдет проверку. Даже если джинсы хорошо висят в магазине, они могут немного свернуться при стирке, когда ткань расслабится и даст усадку.
………………….
РАСТЯЖЕНИЕ ПРИ ВЫШИВАНИИ: Если вы когда-либо изучали шитье или тонкое шитье , возможно, вы помните, как вас учили всегда шить от более широкого конца детали выкройки к более узкому, чтобы ткань не растягивалась. Например, всегда сшивайте штанины от талии до края. Если вы изучаете пару классических брюк, последовательность стежков будет такой: швы по внутреннему шву, затем подъем: вы можете сшить внутренний шов левой штанины от талии к низу, затем внутренний шов правой штанины от талии к низу, а затем сшить подъемы.
Посмотри на свои джинсы. Скорее всего, последовательность стежков заключалась в подъемах, а затем в швах. Скорее всего, внутренний шов был сшит ВВЕРХ одной ноги и ВНИЗ другой. Это может привести к тому, что ноги будут неравномерно растягиваться вперед-назад, вызывая скручивание. Имейте в виду, что массовое производство одежды осуществляется без булавок; оператор держит концы швов вместе и прошивает наполовину шов, затем сжимает противоположные концы шва вместе и сшивает, растягивая, чтобы концы сошлись.
https://blogs.wsj.com/chinarealtime/2015/11/24/china-levi-strauss-and-the-long-simmering-battle-over-labor-rights/
И, наконец, джинсы печально известны извилистые швы, во-первых, потому что штанины имеют длинные детали , так что все нешероховатое становится хуже, а во-вторых, потому что они предназначены для плотного прилегания , чтобы вы лучше знали о странной посадке.
………………………………………
И именно так «извилистая» производственная одежда попадает в магазины. Что это значит для вас как для потребителя?
Примерьте каждую пару джинсов. Даже если вы покупаете несколько штук, по возможности примеряйте каждую. Основные предметы одежды обычно производятся на нескольких фабриках (на случай, если одна фабрика закроется, объявит забастовку и т. д.), и каждая партия может быть разной.
Изучение зернистости.
В джинсах их довольно легко увидеть; убедитесь, что ножки имеют симметричное зерно слева направо.Если вы купили одежду и она сильно перекосилась после стирки, верните ее и объясните ПОЧЕМУ. Затем розничный продавец знает, что нужно взимать плату с завода.
Примечание. Если ваши джинсы изготовлены из необработанного денима «селвидж», это не применимо, поскольку они будут более склонны к усадке при стирке по сравнению с денимом промышленного производства, длина которого укорачивается на фабрике.
Если у вас есть старые джинсы, которые хорошо сидят в талии и бедрах, но вас раздражают штанины, попробуйте отрезать штанины и сделать из них шорты.
Что это значит для вас как для швеи?
Проверьте все детали выкройки на наличие линий зернистости. Если в выкройке отсутствуют линии зернистости, обратитесь за советом к изготовителю выкройки. Обычно в выкройках для домашнего шитья можно предположить, что детали, выкроенные по сгибу, имеют линию сгиба как линию низа (фабричные выкройки никогда не вырезаются по сгибу.
…производственная ткань поставляется в рулонах, а не в сложенных болтах)Особенно следите за точным зерном в длинных выкройках, таких как штаны и рукава, которые никогда не обрезаются на сгибе (или не должны быть в любом случае!!)
Проверьте ткань на правильное зерно («истинный» угол 90 градусов в переплетении) и отрегулируйте ткань перед раскроем, если нужно выпрямить зерно (об этом много видео на YouTube)
Поместите точно нанесите детали узора на волокна, измеряя линии волокон узора на одинаковом расстоянии от кромок.
Избегайте соблазна втиснуть выкройки в слишком маленькую длину ткани, обрезав волокна! Используйте другую выкройку или внесите коррективы, которые не повлияют на правильность подвешивания (укоротите юбку или, например, вытащите немного вытачки… сделайте капри вместо полных брюк)
Прострочите все швы от больших до узких, чтобы избежать растяжения
Будьте благодарны за то, что вы можете шить именно то, что хотите, и так, как хотите! Лично у меня не хватает терпения шить джинсы, но я приветствую всех, кто это делает.
Приятного вам шитья!
Джанет
производство одеждыткань зернозернистостьджинсы
Что такое внутренний шов? Как измерить (с картинками)
`;
Внутренний шов — это элемент, соединяющий внутреннюю часть брюк как для мужчин, так и для женщин. В рамках процесса пошива этот шов представляет собой внутреннюю строчку, которая создает уплотнение между участками ткани, образующими переднюю и заднюю части штанины. В большинстве случаев его создают с помощью двойного ряда стежков, обеспечивающего прочное соединение двух участков материала.
При создании пары брюк внутренний шов является одним из важных параметров, которые следует учитывать. Его длина измеряется от низа промежности до места, где край изделия будет касаться нижней части щиколотки. Многие люди используют слегка выступающую кость лодыжки в качестве крайнего конца. По сути, это измерение поможет определить общую длину штанины одежды.
Портные при перешивке пары брюк или создании нового предмета одежды для клиента начинают с измерения расстояния между промежностью и лодыжкой. После того, как клиент был измерен, портной может сделать необходимые разрезы и изменения в конструкции брюк, чтобы посадка по ноге была удобной и соответствовала требованиям современной моды.
Потребители также обращают пристальное внимание на длину внутреннего шва при покупке готовых брюк, повседневных брюк, джинсов и любой другой одежды, в которой задействованы ноги. Как правило, одежда массового производства такого типа, особенно если она сделана для мужчин, имеет как размер талии, так и длину внутреннего шва. Люди, которые не уверены в правильной длине, могут легко измерить себя, удерживая один конец рулетки у промежности, а затем опуская другой конец рулетки на пол за ступню. Проверка показаний там, где лента кажется более или менее на одной линии с лодыжкой, даст показания, которые можно использовать в качестве эталона.
Затем можно посетить магазин и примерить пару брюк с длиной, близкой к этому показателю. Примерив брюки с меркой, которая немного меньше показаний, и вторую пару, которая равна или немного больше показаний, можно определить правильную длину для будущих покупок.
Размер мужских брюк обычно определяется по обхвату талии и внутреннему шву. Измерить талию легко, но как найти внутренний шов? Найти внутренний шов брюк не так сложно, как может показаться. Как только вы поймете, как измерить внутренний шов, вы увидите, что это простой и понятный процесс. Покупка брюк по внутреннему шву — один из единственных надежных способов найти брюки, которые подходят по размеру, так что это навык, которым должен обладать каждый. Если вы хотите узнать, как правильно измерить собственный внутренний шов и найти брюки, которые подходят вам, начните с этого руководства.
Где внутренний шов?
Где у твоих брюк внутренний шов? Это еще один распространенный вопрос, на который многие люди не знают ответа. Внутренний шов брюк находится на внутренней стороне штанины, начиная от шва промежности и заканчивая краем штанины. Это измерение относится к расстоянию между этими двумя точками, и оно важно, потому что оно обычно используется для определения размера мужских брюк, а также некоторых женских брюк. Измерения по внутреннему шву иногда называют измерениями ног, но важно не путать ни один из этих терминов с измерением длины.
Внутренний шов такой же, как и длина?
Один из наиболее частых вопросов, задаваемых о внутреннем шве, заключается в том, совпадает ли он с длиной брюк или нет. Проще говоря, нет, это не так. Пара брюк будет иметь два разных измерения длины и внутреннего шва. Длина ваших брюк измеряется от верха пояса до низа штанины. Хотя это измерение отличается от внутреннего шва, оно полезно, потому что может помочь вам определить рост ваших брюк. Подъем относится к тому месту, где пояс ваших брюк касается туловища. Чем длиннее ваши штаны, тем выше будет подъем, поэтому, если вы предпочитаете высокую талию, выбирайте штаны большей длины.
Как измерить внутренний шов
Важно знать длину брюк, но для определения размера брюк чаще всего используют внутренний шов. Знание того, как измерить внутренний шов, является важным жизненным навыком. Для начала вы должны найти пару штанов, которые подходят вам лучше всего, и разложить их на ровной поверхности. Когда штаны станут плоскими, возьмите сантиметровую ленту и измерьте расстояние от шва промежности до низа штанины. Примите во внимание следующие советы, чтобы обеспечить точность:
- Убедитесь, что вы измеряете в дюймах, а не в сантиметрах
- Держите рулетку натянутой во время измерения
- Если ваши измерения неточны, округлите их в большую сторону, а не в меньшую
Имейте также в виду, что это измерение должно быть по внутренней стороне штанины, и оно, вероятно, будет где-то между 32 и 38 дюймами, хотя некоторые из них короче, а некоторые длиннее.
Преимущества измерения внутреннего шва
Теперь, когда вы знаете, как измерить внутренний шов, вы все еще можете задаться вопросом, почему это важно? Знание того, как измерить внутренний шов брюк, жизненно важно, потому что это позволяет вам найти наиболее подходящие брюки. Если вы просто угадываете свои размеры и слепо надеетесь, что ваши брюки подойдут, вы рискуете напрасно потратить время и деньги. Когда вы знаете размер своего внутреннего шва, вы можете с уверенностью делать покупки, будучи уверенными, что найдете подходящие брюки с первой попытки.
Покупка брюк по внутреннему шву
После того, как вы измерили внутренний шов, вы можете свести к минимуму время, затрачиваемое на походы по магазинам, и уменьшить вероятность того, что вы вернетесь домой с неподходящими брюками. Тем не менее, важно быть внимательным при совершении покупок и следить за тем, чтобы рекламируемый внутренний шов был точным. Некоторые розничные продавцы рекламируют размеры внутреннего шва, которые не соответствуют фактическому внутреннему шву их брюк. Это может произойти по разным причинам, в том числе из-за некачественного производства, усадки или неправильной маркировки, но независимо от причины результат один и тот же — вы можете получить брюки, которые вам не подходят.
Чтобы этого не произошло, вам следует примерить брюки перед окончательной покупкой или, если вы совершаете покупки в Интернете, перед оформлением заказа ознакомьтесь с политикой возврата компании. Покупать брюки легче после того, как вы измерили внутренний шов, но это все еще не совсем надежно. Обратите внимание на материалы и ярлычок ваших новых брюк, чтобы увидеть, не сядут ли они при стирке. Если это так, у вас могут оказаться слишком маленькие брюки даже после того, как вы их примерили и дважды проверили внутренний шов.
После многих лет работы в индустрии телеконференций Майкл решил реализовать свою страсть к
мелочи, исследования и письмо, став внештатным писателем на полную ставку. С тех пор он публиковал статьи в
множество печатных и онлайн-изданий, в том числе HomeQuestionsAnswered, а его работы также появлялись в поэтических сборниках,
религиозные антологии и несколько газет. Другие интересы Малкольма включают коллекционирование виниловых пластинок, мелкие
лига бейсбола и велоспорт.
После многих лет работы в индустрии телеконференций Майкл решил реализовать свою страсть к мелочи, исследования и письмо, став внештатным писателем на полную ставку. С тех пор он публиковал статьи в множество печатных и онлайн-изданий, в том числе HomeQuestionsAnswered, а его работы также появлялись в поэтических сборниках, религиозные антологии и несколько газет. Другие интересы Малкольма включают коллекционирование виниловых пластинок, мелкие лига бейсбола и велоспорт.
Рекомендуется
Как раскроить и сшить пару джинсов
Узнайте об этапах раскроя и шитья джинсов (… и обсуждение трех ключевых аспектов)
Швейная промышленность, вероятно, станет одной из последних, где роботы заменят людей. Хотя в производстве одежды есть некоторая автоматизация, роботы по-прежнему не могут шить одежду от начала до конца.
Вот почему производители джинсов до сих пор полагаются на старую добрую зрительно-моторную координацию, то есть на людей из плоти и крови. Неважно, насколько дороги (не)дороги джинсы; все они сделаны вручную. Платите ли вы 20 или 200 долларов (или больше) за пару джинсов, кто-то где-то в мире скроил и сшил их.
Ищете качественные джинсы и другие качественные вещи первой необходимости?
Ознакомьтесь с нашими руководствами по покупке перед следующей покупкой. Мы познакомим вас с лучшими джинсами с необработанной кромкой, джинсовыми куртками, тяжелой фланелью и многим другим.
Зачастую именно более осязаемые особенности джинсов заставляют нас считать их ценными. Джинсовая ткань, дизайн, бренд или предварительно состаренный вид. Но даже для самой лучшей ткани, самого крутого дизайна, самого модного бренда или самой крутой стирки все зависит от качества кроя и шитья.
В связи с постоянно растущим спросом на джинсы их производство уже давно превратилось в конвейерное производство, где работники посвящают себя одной задаче — максимально увеличить производительность. Тем не менее, качество кроя и пошива все же зависит от навыков швеи.
Во втором эпизоде сериала о том, как делают джинсы, я смотрю на конструкцию джинсов; как они сшиты, какие техники используются и на каких машинах. Я бы сказал, что этот шаг в процессе изготовления джинсов наименее ценится, и наиболее недооценивается.
Три части серии о том, как делают джинсы:
- Дизайн и разработка
- Выкроить и сшить (этот пост)
- Отделка одежды
Дизайн влияет на конструкцию
В предыдущем выпуске этой серии вы узнали, как дизайнеры создают джинсы и как дизайн влияет на то, как ваши джинсы выглядят, ощущаются и линяют. Пол Круиз резюмирует:
Дизайн — это отправная точка, к которой можно вернуться, чтобы проверить, на правильном ли вы пути.
Очень важным аспектом, который определяется дизайном, является конструкция. Именно так кроятся и шьются джинсы. Но прежде чем мы перейдем к этому, давайте посмотрим на компоненты, необходимые для изготовления джинсов:
- Для джинсовой ткани широкого ткацкого станка вам потребуется около 1,6 метра ткани. Для джинсовой ткани с кромкой это число составляет около 2,5 метров (3-3,5 метра, если вы также используете кромку для ширинки и пояса).
- Вам также понадобится несколько сотен метров ниток различной толщины и цвета, в зависимости от дизайна.
- Вам понадобится шесть заклепок для большинства современных дизайнов, десять, если на джинсах есть потайные заклепки, и одиннадцать, если они также имеют одну у основания ширинки.
- Вам нужна как минимум одна пуговица, четыре или пять, если у них есть ширинка на пуговицах, если нет, вам нужна молния.
- Подкладочный материал для передних карманов.
- Добавьте к этому несколько наклеек, и все готово.
Это отсортированный список ингредиентов. Теперь давайте углубимся в некоторые ключевые этапы раскроя и шитья, необходимые для того, чтобы превратить все это в пару джинсов.
Перед тем, как начать раскрой
Прежде чем сделать первый крой, нужно, чтобы фабрика проверила ткань, объясняет дизайнер джинсовой ткани Кристина Агтзиду.
Сначала ткань проверяют на дефекты. Затем из каждого рулона отрезаются кусочки, которые затем сшиваются и стираются, чтобы увидеть разные оттенки. Это называется «одеяло». Фабрика маркирует разные партии ткани.
После маркировки рулонов фабрики часто создают «семейства» с наиболее подходящими оттенками для соответствующей подготовки столов для резки. Каждая семья будет кроиться, шиться и стираться отдельно. Прачечные корректируют свои рецепты во время стирки, чтобы весь производственный цикл выглядел одинаково.
Вам также необходимо проверить усадку каждого рулона перед началом резки. Создатели моделей должны знать, как сжимается каждый рулон, чтобы скорректировать рисунок. Испытания на усадку обычно проводятся путем разрезания квадрата ткани размером 1 × 1 метр и обметывания краев. Затем его стирают при той же температуре, которая будет использоваться в прачечной для проверки измерений после стирки.
После тестирования модельер подготавливает выкройку для конкретной ткани, чтобы тратить как можно меньше ткани. Она использует компьютер для расчета оптимального расхода ткани, собирая все части выкройки. Это тот случай, когда размер имеет значение.
Чем длиннее раскройный стол, тем больше ткани вы экономите», — говорит Кристина.
Опытный дизайнер джинсовой ткани также советует размещать все детали одежды в одном направлении, чтобы избежать перекручивания штанин или разных результатов стирки. Это особенно важно для эластичных тканей.
Раскрой ткани
Когда ткань готова к раскрою, распечатка выкройки наносится на бумагу и кладется поверх ткани на раскройном столе. В крупносерийном производстве до 100 слоев джинсовой ткани укладываются друг на друга и удерживаются грузом, пока они разрезаются с помощью специальной текстильной пилы.
Это важный шаг. Даже самые лучшие выкройки не будут иметь значения, если они не идеально вырезаны. И это сложно. Джинсовую ткань нужно правильно разметить, а затем правильно разрезать; иначе срезы не будут сшиваться так, как должны.
Для обычной пары синих джинсов требуется примерно 20 отдельных деталей, но все зависит от дизайна. После разрезания каждая деталь маркируется и упаковывается по размеру. Далее можно начинать сборку.
Четыре этапа шитья
Шитье обычно делится на четыре основных этапа:
- Подготовительная работа
- Шитье переда
- Шитье спинки
- … и, наконец, сборка джинсов Процесс зависит от2
- настройка и масштабирование производства, а более подробные сведения о том, как выполнить все эти шаги, выходят за рамки этой статьи. Независимо от фактического порядка необходимо выполнить следующие процедуры:
Первый шаг — это подготовительная работа. Необходимо сделать шлевки для ремня, обтачки карманов пришить к карманным сумкам, а также сделать пуговицу и планку для петель.
После этого можно пришить переднюю часть, включая передние карманы, ширинку и подъем переда.
В-третьих, для спинки джинсов нужно вшить кокетку, затем приделать задние карманы, а потом поднять спинку.
Завершающий этап – сшивание переда и спинки. Вы начинаете с внутреннего шва, затем внешний шов, затем петли для ремня, пояс и самый последний шаг — добавление отделки.
3 наиболее обсуждаемых аспекта пошива джинсов
Здесь стоит отметить, что не все шаги и швы одинаковы. Итак, давайте подробнее рассмотрим некоторые из самых знаменитых и обсуждаемых, в том числе швы для ног, швы на подоле и тип ниток.
Швы для штанин
Одни из самых сложных швов для шитья – это внешний и внутренний швы штанин.
Они должны быть абсолютно прямыми, а для этого требуется практика. Как правило, швы для ног выполняются либо с обметыванием, либо с обметыванием и обметыванием, либо с плоскими швами.Разорванные швы обычно используются для наружных швов. Они сделаны путем сшивания ткани лицевыми сторонами вместе. Для денима, окрашенного в цвет индиго, «правой» стороной является синяя сторона. Затем два припуска на швы — кусочки ткани от края до шва — разрезаются утюгом. Для джинсовой ткани с челночным ткацким станком здесь у вас будут края кромки. Для джинсов с широким ткацким станком края необходимо обработать оверлоком, чтобы они не осыпались.
Разорванный внешний шов придает приятный вид джинсовой ткани с кромкой.Разорванные внешние швы считаются традиционным способом ведения дел. Это то, как внешние швы были сделаны с незапамятных времен. Проблема с разорванными внешними швами заключается в том, что их легче разорвать, потому что они обычно закрепляются только одним рядом стежков.
Верхние швы с оверлоком прочнее — такие обычно используются для внутренних швов. Как и внешние швы, они сшиваются лицевыми сторонами вместе. Но поскольку кромки отсутствуют, необработанные края сшиваются с помощью оверлока. Далее припуски на швы подгибаются и прострачиваются. Это дает единственный шов на внешней стороне внутреннего шва. Но есть еще более прочный способ сшить швы штанин; плоскостопие.
Плоские швы выполняются путем сшивания изнаночных сторон ткани с различными припусками на швы. Более короткий припуск накладывается на более длинный, а затем сшивается сверху.
Я предпочитаю плоские швы и всегда считал их лучшими», — говорит Пол Круиз. «Этот шов также дает самый чистый вид; он полностью закрыт и не требует разгона».
Хотя на джинсах используются все три способа сшивания, наиболее аутентичными считаются расстегнутые внешние швы и внутренние швы с оверлоком.
Некоторые энтузиасты и торговые представители предполагают, что плоская вырубка дешевле, утверждая, что это одна из причин, по которой Levi’s использовала их, когда представила более конкурентоспособную по цене оранжевую вкладку.
Пол Круз и Леннарт Найдж утверждают, что это маловероятно.Не думаю, что плоскостопие дешевле. Это может быть связано с тем, какие швейные машины есть на той или иной фабрике, что делает использование доступной техники более дешевым», — рассуждает Пол.
Леннарт уточняет:
Оверлочный шов шить немного проще, если у вас есть соответствующее оборудование, и вы экономите 0,5 см ткани. Но с точки зрения производственных затрат, я не думаю, что они сильно различаются. Как сказал Пол, это также зависит от заводских настроек».
Однако с эстетической точки зрения некоторые дизайнеры и производители могут предпочесть плоскую вырубку, когда джинсовая ткань не имеет кромки, поскольку этот метод скрывает края ткани. Но это только мое собственное предположение. Еще один процесс пошива джинсов, который привлек огромное внимание в последнее десятилетие, — это кромка.
Замочный стежок или тамбурный стежок
Если и есть что-то, что может вдохновить энтузиастов, так это извечный спор о том, должны ли быть швы челночным или цепным швом.
Замковая строчка, возможно, является самой долговечной с небольшим отрывом, в то время как цепная строчка дает самые аутентичные выцветания.Когда винтажная джинсовая сцена была еще в зачаточном состоянии, коллекционеры полагались на цепные швы, чтобы определить возраст джинсов, точно так же, как они делали это с краями кромки.
Самый ценный цепной стежок — тот, что сделан на Union Special 43200G. Эта швейная машина, представленная в 1939 году, предназначалась для подшивания кромок. Union Special прекратила производство модели 43200G ровно через 50 лет, в 1989 году.
это то, что известно как веревка, когда шов закручивается вокруг себя и создает диагональные потертые линии, когда джинсовая ткань изнашивается и стирается.
О, веревка.Это уникальное исчезновение вызвано характерным дифференциалом подачи станка. Это происходит, когда фальцеватель сворачивает ткань вместе, а зубчатые рейки перемещают нижний слой ткани, в то время как верхний слой зажат между прижимной лапкой и фальцевателем.
Это создает небольшой перекос, который создает складки после стирки и усадки джинсовой ткани.Проблема в том, что пока джинсы не выстираны и стежок не закрепился, он распутывается легче, чем замочный стежок. На самом деле, это якобы одна из причин, по которой его ввели в первую очередь: чтобы швабрам было легче распороть шов, если они допустили ошибку.
Недостаток прочности считался недостатком, и в 1970-х и 80-х годах швы с цепной строчкой были сняты с производства. В наши дни цепные швы вернулись! Они считаются обязательным атрибутом качественных и оригинальных джинсов. Даже массовые бренды используют цепную строчку, хотя современные машины, которые они используют, часто не создают сильно выраженной веревки.
Именно папка создает эффект перекоса, потому что добавляет этот перекос», — утверждает Леннарт Найдж. «Таким образом, размещение папки поверх современной машины цепного стежка должно сделать тот же трюк».
Но только потому, что есть цепной стежок, вы не можете быть уверены, что он будет веревкой.
Модель Union Special 43200G больше не производится. Создатели новых машин цепного стежка внесли усовершенствования, предотвращающие завязывание веревки, и все это с благими намерениями. Новые машины цепного стежка не поставляются в стандартной комплектации с папкой. Машины также используются для других задач, где папка не нужна, например, для шитья пояса.Проблема, похоже, в том, что на некоторых более новых машинах ширина шва отключена. Либо слишком много, либо слишком мало, и это тоже влияет на веревку.
Ширина определяется папкой, — говорит мне Леннарт. «Я не уверен, что транспортировка Union Special отличается от транспортировки других машин цепного стежка. Если это так, это также может вызвать разницу».
Усадка ткани также способствует связыванию. На несанфоризированной джинсовой ткани вы получаете гораздо больше веревки. «Поскольку большинство брендов, которые используют несанфоризированный деним, используют Union Special, возможно, именно это создает предположение, что этот цепной стежок более прочный», — размышляет Леннарт.
Застроченный край на джинсах Пола Круиза.Страстный сторонник челночного стежка, Пол Круз говорит, что также можно получить верёвку с помощью швейной машины челночного стежка.
Перекосив слои подгибки во время шитья, можно получить обвязку на одной транспортировочной машине челночного стежка. Это тот же принцип дифференциала подачи, который вызывается статической прижимной лапкой и зубчатыми рейками. И верхний слой ткани всегда будет иметь тенденцию немного растягиваться при шитье по сравнению с нижним.
Нильс Малдер был одним из первых выпускников Школы Джин в Амстердаме. Во время одной из стажировок он узнал, что машины цепного стежка, в том числе Union Special 43200G, в основном разрабатывались для уникального способа использования катушек пряжи. Не только для внешнего вида или исправления ошибки, но и для эффективности.
В обычной швейной машине у вас есть две катушки ниток. Одна катушка сверху и одна в шпульке снизу.
Когда машина шьет, две нити образуют стежок. На машине с цепным стежком вы используете только одну катушку», — объясняет молодой дизайнер джинсовой ткани.Это означает, что ни одна нить на шпульке не опустеет. И это приводит к более высокой скорости производства, поскольку вам не нужно проверять, достаточно ли шпульной нити каждый раз, когда вам нужно шить.
Как я уже сказал, денимхеды вроде меня могут говорить о тамбурном шве до посинения. Давайте посмотрим на третий и последний аспект процесса шитья, который рассматривается в этом эпизоде.
Тип нити
Еще один момент, на который следует обратить внимание, это тип нити, особенно разница между хлопковыми и полиэстеровыми нитями. В настоящее время большинство всех брендов используют полиэфирную нить, потому что она лучше растягивается, говорит мне Леннарт.
Минус полиэстеровой нити в том, что она блестит, а цвет остается примерно таким же даже после бесчисленных стирок. Хлопчатобумажная нить, с другой стороны, выцветает вместе с одеждой.
Но он также намного слабее и имеет тенденцию ломаться намного быстрее.Решение состоит в том, чтобы объединить два, гибрид, известный как полихлопковая нить. Он имеет основу из полиэстера с хлопковым плетением вокруг него. Таким образом, она обладает прочностью полиэстера и устойчивостью к выцветанию нити из 100% хлопка.
Попробуйте сделать джинсы дома?
Любой, кто когда-либо пытался сам сшить джинсы, знает, что это непросто! Хотя вы можете сшить джинсы дома с помощью самого простого швейного набора, для их профессионального изготовления потребуются несколько специальных швейных машин и годы обучения.
В последнее время возродился интерес к ремеслу изготовления джинсов. В частности, в странах первого мира, где производство одежды десятилетия назад было передано на аутсорсинг, начинающие мастера по производству джинсовой ткани (и женщины) открывают мастерские и сами шьют джинсы.
Некоторые делают это ради удовольствия, другие мечтают сделать следующий большой хит в джинсовой ткани.
Но, наверное, все они обнаруживают, что сделать хорошие джинсы не просто, а тем более сделать из этого бизнес. Леннарт Найдж отмечает:
Йенс Олав Данкертсен из Livid Jeans занимается своими делами за швейными машинами.Конечно, есть несколько примеров успешных мастеров-самоучек, таких как Йенс Олав из Livid Jeans, но это действительно исключение. Большинство успешных людей в этом бизнесе имеют многолетнее образование и/или опыт работы в других компаниях, прежде чем они сделают это самостоятельно».
Тем не менее, многие из новых мастеров по производству джинсовой ткани не имеют формального образования в текстильном производстве. Это поклонники джинсовой ткани, которыми движет страсть и они думают, что это весело. По опыту Кристины Агциду, страсть важна, но не все.
В этом бизнесе вы учитесь на своей страсти, много работаете и совершаете ошибки», — говорит она. «Самые успешные люди начинают с нуля и учатся этой работе на практике, но образование важно и необходимо до определенного уровня».
Нужна помощь в поиске идеальной пары джинсов?
Denimhunters — портал знаний для любителей джинсовой ткани и новичков. Созданный в 2011 году как новаторский блог о джинсах, мы являемся надежным источником знаний и советов о джинсах.
Наши руководства по выбору предметов первой необходимости Well-Made Essentials помогут вам создать вневременной и адаптируемый гардероб из тщательно изготовленных и долговечных вещей. Начни свою охоту здесь!
Сделать штаны стройнее на ногах
В этой статье я покажу вам, как сделать брюки стройнее. Сделать штаны более тонкими в ноге — отличный способ придать брюкам индивидуальный вид. Этот пост посвящен брюкам, которые уже сшиты. Я расскажу об изменении выкройки брюк в другом посте.
Убедитесь, что вы используете для этого швейную машину, а не оверлок. Большинство оверлоков недостаточно сильны, чтобы сшить шов на джинсовых брюках. Если у вас есть мощный оверлок, не обметывайте шов, пока не убедитесь, что он хорошо сидит.
Принадлежности для штанин
- Брюки, которые необходимо отрегулировать
- Рулетка
- Линейка или линейка
- Игла для швейной машины (усиленная при работе с джинсами)
- Прочная нить, соответствующая ткани
- Швейная машина
- Ножницы
- Булавки не являются обязательными
Определение степени сужения штанин
новый и не подвергался стирке или химической чистке, вам нужно будет это сделать. Предварительная стирка гарантирует, что брюки не сядут после того, как вы их наденете. Есть два основных способа определить, насколько нужно сужать штанины. Я расскажу об обоих, но мой предпочтительный метод — использовать пару штанов, которые хорошо сидят, чтобы сделать «втирание».
Используйте пару брюк, которые подходят вам, чтобы определить, насколько нужно сужать
Самый простой способ — сделать «стирание» с пары брюк, которые уже подходят вам так, как вы хотите. Вы будете повторять посадку брюк, которые подходят к брюкам, которые нужно сшить.
Используйте мерки, чтобы определить, насколько сужаться.
Если у вас нет подходящей пары, вы будете использовать мерки. Для метода измерения проще иметь кого-то, кто может вам помочь.
Избегайте складок или заметных линий изменения
Чтобы избежать складок или заметных линий изменения, отметьте желаемый шов на внутренней стороне штанины. Начните с области середины бедра и медленно создавайте конусность. Ваши изменения в этом месте будут менее заметны, чем если бы вы пришивали штанину снаружи.
Отметьте желаемый шов
Если вы используете пару брюк в качестве ориентира, следуйте приведенным ниже инструкциям. Вы будете повторять посадку брюк, которые подходят к брюкам, которые вы надеваете.
- Выверните штаны наизнанку.
- Наденьте правильно подобранные брюки поверх пары, которую вы хотите похудеть.
- Совместите промежностные и наружные швы штанин.
- Обведите штанину более узких брюк на брюках, которые вы втягиваете.
- Держите линейку напротив линии и исправьте кривые места мелом. Вы также можете использовать линейку, чтобы проверить расстояние от края брюк до линий. Это поможет убедиться, что правая и левая ноги имеют одинаковый размер.
Если вы используете мерки
- , выполните указанные ниже действия. Выверните штаны наизнанку.
- Наденьте брюки, если вы хотите сузить их для себя, или попросите человека, для которого вы сужаете брюки, их надеть.
- Защипните края брюк в том месте, где вы хотите их сузить.
- Попросите помощника нарисовать внутреннюю часть того места, где вы защипываете штанины. Вы можете попробовать разметить ткань самостоятельно, но имейте в виду, что вам все равно придется зажимать ее, пока вы размечаете ее, чтобы получить наилучшие результаты.
- Если вам некому помочь, нарисовав линию, где вы защипываете, вы также можете вставить булавки в те места, где вы хотите сузить штанины. Вставьте булавку примерно через каждые 1–2 дюйма (от 2,5 до 5,1 см) в том месте, где вы хотите сузить брюки.
- Сняв штаны, нарисуйте мелом линию вдоль внутренних краев булавок.
- Держите линейку напротив линии и проведите мелом любые кривые места. Вы также можете использовать линейку, чтобы проверить расстояние от края брюк до линий. Это поможет убедиться, что правая и левая ноги имеют одинаковый размер.
Удаление первоначальных швов
Если удалить первоначальный шов, с брюками будет легче работать. Используйте вспарыватель шва, чтобы удалить стежки из исходного шва. Вам не нужно снимать все швы, если вы не сужаете всю ногу. Просто удалите стежки там, где вы хотите получить шов. Лучше всего начинать с середины бедра. После снятия швов, если штанина ложится не ровно, прижмите штанину.
Сколите ткань вместе
Используйте подходящие иглу и нить
Убедитесь, что вы используете подходящие иглу и нить в своей швейной машине. (Для джинсовой ткани обычно требуется сверхтяжелая игла, предназначенная для джинсовой ткани.) Если вы не знаете, как выбрать правильную иглу, у нас есть статья, объясняющая, как выбрать правильную иглу для швейной машины.
Выберите нить, которая хорошо сочетается с типом ткани, из которой изготовлены штаны. Как и в случае с иглой, вам понадобится толстая нить, предназначенная для джинсовой ткани, если вы будете вшивать штаны на джинсы.
Наметка временного шва
Если вам не нравится вытягивать петли и начинать все сначала, я бы посоветовал вам сначала сшить брюки наметочной строчкой (увеличив длину стежка). Более длинная длина стежка облегчит удаление швов. У нас есть подробная статья, посвященная 10 лучшим строчкам для швейных машин, если вы не знаете, как сделать наметочную строчку на своей швейной машине.
- Прострочите наметочной строчкой
- Примерьте брюки (см. раздел ниже, посвященный проверке посадки)
- При необходимости подкорректируйте
- Сшейте брюки усиленным швом после того, как убедитесь, что они подходят по размеру.
- Удалите наметочную строчку.
Проверьте посадку
После шитья примерьте брюки. Вы все еще должны быть в состоянии легко ходить.
Наклоняйтесь, прыгайте вверх и вниз и сгибайте ноги. Походите по дому в штанах не менее 30 минут, чтобы убедиться, что вы довольны их посадкой. Прежде чем обрезать лишнюю ткань, внесите необходимые коррективы.Обрежьте швы, чтобы удалить излишки ткани
После того, как вы добились желаемой посадки, излишки ткани в шве необходимо удалить. Чтобы швы не разошлись (слишком маленький припуск на шов) и чтобы у вас было место для аккуратной отделки шва, оставьте по крайней мере около ¾ дюйма припуска на шов. Если вы оставите слишком много припуска на шов, лишняя ткань
Обработка швов
У меня есть статья и видео, в которых показано несколько вариантов отделки швов и необработанных краев. у вас нет сверхмощного оверлока. Другой вариант — сшить края каждого шва краеобметочным швом или узкой строчкой «зигзаг».0003
Повысьте свои знания в области шитья
Если вам нужны подробные видеоролики о шитье и создании выкроек, посетите наш канал на YouTube. Если вы хотите присоединиться к группе, заполненной другими энтузиастами шитья, присоединяйтесь к нашей бесплатной группе Facebook.
Как быстро и легко сузить брюки, как у профессионала
Мода, кажется, имеет отношения любви и ненависти к широким брюкам. В одном сезоне они являются «обязательным» стилем брюк, но в следующем сезоне их быстро раскритикуют как модную фальшивку, когда дизайнеры вернутся к фазе «худых ног». Этот постоянно меняющийся модный стиль является головной болью для преданных модниц, которые просто хотят одеваться по тренду, но не могут позволить себе каждый сезон выбрасывать весь гардероб. Итак, если у вас широкие брюки-кюлоты или брюки с расклешенным подолом и вы ищете руководство по шитью «Как зауженные брюки», то это руководство обязательно к прочтению.
Шаг 1. Измерьте окружность низа брюкБольшинство широких брюк имеют большую окружность низа. (Нередко можно увидеть окружность подола 30 дюймов и более). Чтобы создать этот расклешенный низ, дизайнеры обычно начинают добавлять дополнительную ткань в верхней части штанин и постепенно увеличивают ширину штанин, пока не достигнут желаемой ширины в нижней части.
Это означает, что легко «удалить» эту лишнюю ткань, если вы понимаете процесс сужения/сортировки. Начните с измерения окружности подола. Проще всего это сделать, разложив штаны на ровной поверхности и измерив ширину подола. Затем умножьте это число на 2. Например, если ширина подола составляет 15 дюймов, умножьте ее на 2. Это означает, что окружность подола составляет приблизительно 30 дюймов.Далее вам необходимо определить желаемую окружность подола. Окружность подола большинства прямых брюк находится в диапазоне от 17 до 19,5 дюймов. Узкие брюки имеют меньшую окружность подола, но в демонстрационных целях этого урока по шитью я уменьшил окружность подола образца брюк до 19.».
Брюки-кюлоты, использованные в этом уроке по шитью, начинались с обхвата штанин почти 30 дюймов. Мне нужно было убрать 11 дюймов с каждой ноги. Вы не можете снять такое количество ткани только с одного бокового шва и сделать так, чтобы зауженные штаны правильно висели на теле.
Нужно поровну разделить разницу переда и спинки, а также внутренний и внешний швы. Для этого я разделил 11 дюймов на 4, что равнялось 2,75 . Затем я поставила отметку моющейся ручкой для ткани на расстоянии 2,75 дюйма от текущих боковых швов на подоле. (см. фото 1)Причина, по которой я использовал номер 4, заключается в том, что у меня есть (1) штанина спереди и (1) штанина сзади на внутреннем и внешнем швах каждой штанины.
Шаг 2: Отметьте верхнюю и нижнюю точки новых линий шва верхняя часть внутреннего шва) и нижняя часть бедра. Эта вторая отметка обычно находится на расстоянии около 9,5 дюймов от линии талии; но может варьироваться в зависимости от размера и посадки ваших брюк. Самый простой способ найти его, это поставить булавку в верхней части ноги на НАРУЖНЫЙ шов , когда штаны на теле.Эти две точки теперь будут новыми точками завершения. (Где кончается сужение брюк).
С помощью смываемого маркера и линейки проведите прямую линию от новых ВЕРХНИХ точек к новым точкам БОКОВЫХ ПОВЕРХНОСТЕЙ.
Каждая штанина будет иметь 2 линии. (см. фото)После того, как вы тщательно начертите новые линии швов, важно разгладить ткань в местах швов и скрепить штанины булавками. Поскольку вы начинаете с широкой штанины, вам нужно сместить ее к центру штанины. Не беспокойтесь, если на этом этапе штаны будут выглядеть странно. Важно, чтобы у вас получился ровный и ровный шов с обеих сторон. Используйте следующую фотографию в качестве ссылки.
ПРИМЕЧАНИЕ: Если возможно, разметьте швы так, чтобы припуски на швы были обращены к швейной машине, а основная часть брюк находилась с левой стороны иглы. Легче сужать без большого количества ткани, которую нужно обрабатывать под рукой швейной машины. Я сложил штанину на фото так, чтобы вам были видны оба шва штанин.
Шаг 3: Раскройте старый шовПеред тем, как сшивать новые боковые швы, вам нужно расстегнуть часть старого шва рядом с отмеченными линиями боковых швов, чтобы вы могли закончить разметку линий и полностью сшить новые боковые швы .
Я обнаружил, что гораздо быстрее и проще сделать короткий разрез на штанине примерно на расстоянии 1–1,5 дюйма от новой маркировки шва в области между новой линией шва и старым швом. (См. фото ниже) Затем вы можете удалить кромочную строчку примерно на 0,5-0,75 дюйма левее новой линии бокового шва до места разреза. (См. фотографии ниже.) Когда у вас открыта кромка, продолжайте отмечать новую линию шва до необработанной кромки и используйте булавки, чтобы зафиксировать ткань на месте. Я использовал фиолетовые точки, чтобы продлить свою линию. Вы можете нарисовать сплошную линию, чтобы помочь вам.
Шаг 4: Прошейте новые швы
После того, как все новые линии швов отмечены, пора! Давайте узнаем, как сужать брюки сейчас… Выберите обычную швейную нить, которая максимально соответствует цвету ткани ваших брюк. Используйте прямой стежок, установленный на обычную длину стежка или длину стежка по умолчанию, и прошейте новые боковые швы по отмеченным линиям .
Начните с верхней части штанины, где отмечены точки остановки. Убедитесь, что ваш новый шов закреплен и пересекает существующие боковые швы, чтобы предотвратить распускание существующих швов выше места пересечения.Возможно, вам придется шить медленно и осторожно разгладить ткань, когда вы дойдете до подгиба. Не забудьте зафиксировать обратным стежком, как только вы дойдете до конца, чтобы шов был надежным.
Шаг 5: Выровняйте швыПосле того, как швы прошиты, выверните штаны на лицевую сторону и примерьте. Определите, достаточно ли узки штанины, или вам нужно внести какие-либо коррективы. Если вы предпочитаете слегка зауженные брюки, сейчас самое время это сделать. Как только вы удовлетворены размером штанины, пришло время выровнять швы.
Вывернуть штаны наизнанку. Используя острые ножницы для ткани или дисковый резак, обрежьте припуск на шов до ширины ½–5/8 дюйма.
Чтобы ткань не распускалась, выберите на швейной машине строчку, напоминающую оверлочный шов.
Если вы не знакомы с этим стежком, найдите на своей швейной машине стежок, похожий на тот, которым были обработаны необработанные края ваших зауженных брюк.После того, как вы закончите края, разутюжьте каждый шов по направлению к брюкам НАЗАД . Вы можете использовать прямую булавку, чтобы зафиксировать шов на месте, пока вы не прострочите подгибку.
Шаг 6. Подшейте кромкуЧтобы закончить этот проект зауженных брюк, подверните кромку и снова зашейте открытые места. Если на вашей машине нет той строчки, которая использовалась изначально, выберите подгибку, аналогичную исходной. После того, как вы завершите кромку, проутюжьте кромку и брюки. Теперь вы закончили!
Советы по шитью:
Эта техника сужения брюк хорошо работает с трикотажными и ткаными тканями. Если вы сужаете тканую ткань, убедитесь, что вы не сужаете слишком сильно, так как вам понадобится некоторая свобода, чтобы вы могли комфортно ходить и двигаться в штанах.
Если вы используете другой стежок для подгибки и вам не нравится результат, рассмотрите возможность добавления отделки или рисунка, чтобы украсить эту область.
Хотя идея сужения брюк может показаться сложной, ее можно успешно реализовать, используя шаги и советы по шитью, представленные в этом руководстве по шитью.
Если у вас есть какие-либо вопросы или сомнения, оставьте комментарий ниже. Скоро я буду загружать больше полезных советов по шитью и увлекательных уроков по шитью! Кроме того, как только вы закончите свой проект по сужению брюк, вернитесь и поделитесь им в комментариях ниже! Очень хочу посмотреть на ваши швейные работы!
Нравится:
Нравится Загрузка…
Как измерить внутренний шов на брюках, шортах, джинсах
Вы когда-нибудь покупали брюки или джинсы, которые идеально выглядели в магазине, брали их домой и находили? либо слишком короткий, либо слишком длинный? Даже если вы покупаете брюки своего размера, длина штанин может оказаться сложной задачей.
Но вы можете научиться измерять внутренний шов на брюках, шортах и джинсах, чтобы купить чулки нужной длины!Один из лучших способов измерить внутренний шов на брюках, шортах или джинсах — разложить пару старых брюк и проследить расстояние от промежностного шва до края. Внутренний шов измеряется длиной от промежностного шва вниз по внутреннему шву брюк до кромки у штанины. Портной или профессионал также может снять это измерение.
В этой статье вы узнаете, почему размер по внутреннему шву так важен для хорошо сидящих чулочно-носочных изделий. Вы узнаете шесть простых способов измерения внутреннего шва, включая советы по измерению шорт и брюк для молодежи. Наконец, вы найдете полезную таблицу размеров внутреннего шва.
Быстрый переход
- Что такое внутренний шов брюк, шорт и джинсов?
- Как измерить внутренний шов: 6 методов
- 1. С зеркалом
- 2. С кем-то еще
- 3. Для мужчин
- 4. Для женщин
- 5. Для молодежи
- Внутренний шов и длина: в чем разница?
- Что такое внутренний шов стандартной длины?
- Отношение внутреннего шва к высоте
- Таблица размеров внутреннего шва
- Как измерить внутренний шов велосипеда
- Внутренний и внешний швы
- Заключение
Что такое внутренний шов брюк, шорт и джинсов?
Длина внутреннего шва брюк, шорт и джинсов измеряется по внутреннему шву штанин. Это измерение скажет вам, какова длина чулочно-носочных изделий.
Большинство брюк имеют два основных шва. Один проходит по внешнему краю брюк, от пояса, через бедро и вниз к внешней стороне лодыжки. Другой шов идет от промежности к внутренней стороне лодыжки.
Обратите внимание на внутренний шов, более известный как внутренний шов.
К сожалению, не существует золотого правила относительно стандартного внутреннего шва брюк, шорт и джинсов. Каждый бренд предлагает чулочно-носочные изделия с разными размерами внутреннего шва.
Даже разные стили одного бренда обычно имеют разные размеры внутреннего шва. Например, мешковатые прямые джинсы часто имеют более длинный внутренний шов, чем очень узкие джинсы скинни.Несмотря на то, что выбирать из множества стилей брюк приятно, нужно знать, что каждый из них по-разному подходит к нижней части тела, а у одних штанины будут длиннее, чем у других.
При таком количестве различных размеров внутреннего шва, почему этот размер имеет значение?
Знание собственного размера по внутреннему шву позволит вам купить чулочно-носочные изделия, которые подходят именно вам. У всех бывают разные формы и размеры, но производители одежды во многих случаях должны стараться предлагать «один размер, подходящий всем», чтобы наиболее успешно продавать готовую одежду. Вы можете преодолеть это препятствие, зная свои мерки и покупая одежду, которая вам подходит, а не общие размеры, которые «наиболее подходят большинству людей»!
Предположим, вы хотите надеть обрезанные джинсы, которые рвутся прямо на щиколотке, чтобы показать свои новые осенние ботинки.
Или классические брюки, которые висят достаточно долго, чтобы хорошо смотреться с вашими любимыми туфлями на каблуке. Зная свой размер по внутреннему шву, вы поймете, как брюки будут смотреться на вас еще до того, как вы их примерите!В этой статье вы узнаете несколько полезных приемов, которые помогут вам самостоятельно измерить внутренний шов.
Наконец, в качестве полезного совета, большинство производителей одежды в Соединенных Штатах используют дюймы для описания размера внутреннего шва. Вероятно, вам следует использовать эту единицу измерения, чтобы сделать ваши покупки наиболее успешными.
Как измерить внутренний шов: 6 методов
Вы можете узнать, как правильно измерить внутренний шов, используя несколько простых методов. Большим преимуществом знания собственных мерок является то, что это поможет вам купить правильно подобранную одежду для вашего типа телосложения.
Для этого запишите размер и сравните его с таблицей размеров, предоставленной большинством брендов или компаний.
Вы также можете найти эту информацию в описаниях большинства онлайн-товаров.Вы можете обнаружить, что бренд продает брюки с размером талии, который вам идеально подходит, но со слишком коротким внутренним швом! Это полезно знать заранее, чтобы случайно не купить «хоббитские штаны» вместо штанов, подходящих по длине вашим ногам!
1. С зеркалом
Немного сложно измерить собственный внутренний шов, но с помощью зеркала можно! Если возможно, найдите место с зеркалом в пол, которое поможет вам получить наиболее точные результаты.
Вам также следует попробовать этот метод дома, чтобы вы могли надеть обтягивающие леггинсы или просто снять мерки в нижнем белье. Мешковатая одежда или даже джинсы будут увеличивать ваши ноги, что приведет к неточным измерениям.
- Начните с того, что примите высокую стойку с прямой спиной перед зеркалом. Вы не хотите стоять слишком жестко, но вам нужно встать в полный рост, чтобы получить правильные измерения.
- Используйте гибкую рулетку, например, из швейных наборов. Вы также можете приобрести их в долларовом магазине, поэтому не пытайтесь использовать линейку или жесткую металлическую рулетку!
- Это может показаться неудобным, но вам нужна точность, если вы хотите получить четкое измерение внутреннего шва! Поместите конец рулетки там, где бедро встречается с пахом, или прямо там, где швы сошлись бы на промежности, если бы вы были в джинсах.
- Теперь медленно разверните длинный конец ленты, удерживая его на одном уровне с внутренней стороной ноги. Это сложно сделать, стоя прямо, но постарайтесь!
- Следите за зеркалом, чтобы убедиться, что лента точно следует по прямой линии вниз по внутренней стороне ноги.
- Остановитесь, когда дотянетесь до щиколотки. У вас есть кость, которая торчит из внутренней части лодыжки, где заканчивается большеберцовая кость. Используйте эту ручку, чтобы помочь вам найти конечную точку вашего измерения.
- Сожмите ленту в этом месте и крепко держите ее в руке, пока не сможете записать номер.
- Теперь у вас есть размер по внутреннему шву!
2. С кем-то еще
Один из самых точных и эффективных способов получить идеальное измерение внутреннего шва — посетить профессионального портного, но вы также можете попросить друга или члена семьи помочь вам.
Возможно, вы никогда не думали пойти к портному, потому что переделка вашей одежды кажется роскошью, предназначенной только для богатых. В большинстве случаев это действительно не так! Профессиональные портные часто подшивают брюки всего за 15 долларов.
Если вы изо всех сил пытаетесь найти чулки нужной вам длины, вы можете подумать о том, чтобы купить брюки слишком длинной длины и отнести их к портному для дешевой переделки. Это даст вам брюки, которые подходят к вашей талии и верхней части ног и обеспечивают идеальное измерение внутреннего шва!
С другой стороны, вы также можете попросить друга помочь вам бесплатно, выполнив следующие действия:
- Наденьте что-нибудь плотно облегающее, например, велосипедные шорты или леггинсы, или (если вам комфортно с этим человеком) обтягивающие подгонка нижнего белья. Это позволит наиболее точно измерить внутренний шов, так как мешковатые штаны будут мешать.
- Кроме того, убедитесь, что вы ходите босиком. Вы не хотите, чтобы ваши лодыжки или голени находились на разной высоте и под разными углами, потому что вы были на каблуках!
- Вам нужно встать прямо, но расслабленно. Для достижения наилучших результатов прислонитесь задней частью плеч к стене и сосредоточьтесь на правильной осанке.
- Наконец, попросите вашего друга или члена семьи измерить рулеткой расстояние от промежностного шва до пола. Рулетка должна полностью касаться ноги, а не просто свисать от промежностного шва до пола. Это расстояние и будет вашим измерением внутреннего шва!
3. Для мужчин
При покупке брюк и джинсов для мужчин хорошо то, что они почти всегда поставляются с размером внутреннего шва как часть названия или описания продукта.
Если вы пойдете в свой шкаф и вытащите случайную выборку брюк и джинсов, вы можете легко проверить внутреннюю часть пояса или этикетку производителя, чтобы увидеть, какой размер внутреннего шва вам подходит!Как выглядит эта мерка внутри штанов? Обычно он идет вторым в двух числах. Первая цифра обозначает обхват талии, а вторая – обхват по внутреннему шву. Например, мужские брюки размером 34 X 32 имеют обхват талии 34 дюйма и внутренний шов 32 дюйма.
Вы можете получить довольно хорошее представление о своих размерах по внутреннему шву, просто взглянув на брюки, которые у вас уже есть, и запишите их номера по внутреннему шву!
Вы также можете попробовать один из методов измерения, перечисленных здесь, чтобы иметь 100% уверенность в том, что вы знаете свой собственный размер внутреннего шва.
4. Для женщин
Одна из сложностей при измерении длины внутреннего шва для женщин заключается в том, что вам часто нужны чуть более длинные или более короткие брюки в зависимости от стиля вашей одежды.
Например, вы можете добавить полдюйма к внутреннему шву пары джинсов, которые вы планируете носить с каблуками.Часто можно получить мерки по внутреннему шву, которые точно скажут вам, как брюки разных стилей подойдут вам, путем измерения старых брюк, которые вам подходят.
- Во-первых, выберите пару брюк или джинсов разных стилей. Например, вам может понадобиться пара узких джинсов, пара расклешенных или более свободных джинсов и пара красивых классических брюк.
- Для этого метода не нужно примерять штаны. Вместо этого разложите их на полу.
- Сложите штаны посередине так, чтобы боковые швы лежали друг над другом.
- Поднимите верхнюю часть штанины и найдите внутренний шов штанины, начиная с промежности.
- Медленно разгладьте рулетку от промежностного шва до точки, где шов заканчивается на кромке брюк. Убедитесь, что ваша рулетка остается поверх шва до конца, а не соскальзывает на штанину.
- Сфотографируйте рулетку своим телефоном или запишите измерения.
Совет: на некоторых женских брюках размер внутреннего шва указан на заводской бирке внутри изделия. Это не так распространено, как в мужской одежде, но вы всегда можете проверить, содержит ли этикетка эту полезную информацию!
5. Для детей и подростков
Пока вы можете убедить своего ребенка остановиться на мгновение, вы можете легко измерить внутренний шов, следуя тем же основным шагам, что и метод «с кем-то другим».
- Попросите ребенка встать, слегка расставив ноги, как можно выше и прямее.
- Попросите ребенка приложить один конец рулетки к промежностному шву.
- Сдвиньте длинный конец мерки вниз по ноге ребенка до щиколотки.
- Запишите это измерение!
Дети растут очень быстро, поэтому вам захочется снимать эти мерки каждый раз, когда вы идете за покупками!
В качестве забавного совета для тех, у кого в жизни есть маленький человек, многие продавцы велосипедов также используют внутренний шов для ребенка, чтобы подобрать ребенку правильную форму и размер велосипеда.
Таким образом, вы можете найти несколько применений для этого измерения!6. На шортах
Вы можете использовать те же основные шаги для измерения внутреннего шва на шортах, но следует помнить об одном принципиальном отличии. Каждый вид шорт имеет разную длину, а это означает, что каждый стиль будет иметь очень разные размеры по внутреннему шву. Вы можете купить байкерские шорты, свободные шорты цвета хаки, лодочные шорты, шорты с попой и этот список можно продолжить!
Некоторые размеры швов, которые вы видите на шортах, составляют пять, семь, девять или одиннадцать дюймов. Но опять же, каждый тип шорт будет иметь уникальный внутренний шов!
По этой причине вам может понадобиться ознакомиться с несколькими размерами внутреннего шва, которые подойдут вам, когда вы захотите купить шорты. Использование старой пары шорт с прошлого лета, которые хорошо сидят, может помочь вам понять, какая длина шорт вам нравится.
Для женщин вы можете разложить три или даже четыре разных вида шорт и измерить внутренний шов каждой пары.
Подол большинства брюк заканчивается на уровне щиколотки или вокруг нее. Шорты этого не делают — у каждого фасона своя длина! Поэтому убедитесь, что вы знаете, какой стиль шорт вам нравится, прежде чем выбирать размер по внутреннему шву.
Внутренний шов и длина: в чем разница?
Основное различие между внутренним швом и длиной заключается в том, что длина измеряет брюки, шорты или джинсы от верхней части пояса до края, а внутренний шов измеряет расстояние между промежностью и краем.
Это означает, что измерение длины не совпадает с измерением внутреннего шва!
Большинство производителей не обязательно включают длину в описание продукта. Тем не менее, почти каждый предоставит мерку по внутреннему шву, так как это имеет решающее значение для достижения хорошей подгонки для любого типа брюк.
Тем не менее, знание внутреннего шва поможет вам понять, какой длины штаны. Если вам нужно отрегулировать внутренний шов, вы делаете это, удлиняя или укорачивая кромку. Другими словами, вы меняете длину брюк, чтобы изменить внутренний шов!
Что такое внутренний шов стандартной длины?
Брюки стандартной длины для мужчин часто имеют внутренний шов 32 дюйма, но он варьируется от одного бренда к другому. У женщин размеры внутренних швов слишком сильно различаются, чтобы можно было ожидать чего-то стандартного.
Удлиненный внутренний шов для женщин зрительно удлинит ваши ноги. Вы также должны подумать, будут ли ваши туфли увеличивать ваши ноги, потому что вам может понадобиться более длинный внутренний шов, чтобы носить с определенной обувью.
Брюки со слишком длинным внутренним швом для ваших ног в конечном итоге имеют разрыв, который сминается или «складывается», что означает, что кромка сминается, потому что у вас остается слишком много штанин, когда штаны ударяются о ногу.
Если вам не подходят некоторые из обычных размеров, которые вы видите там, вы можете купить брюки с этим удлиненным внутренним швом и просто подшить их.Отношение внутреннего шва к росту
В большинстве случаев размер внутреннего шва составляет около 45% от полного роста или соотношение 2,2:1. Конечно, у каждого человека немного разные пропорции, это просто обобщение!
Однако, если вы знаете свой полный рост в дюймах, вы можете легко умножить его на 0,45 и получить оценку среднего внутреннего шва для человека вашего роста. Это круто, если вы хотите узнать, длиннее или короче у вас ноги, чем у обычного человека вашего роста.
Но для точного измерения собственного внутреннего шва обязательно используйте один из методов, описанных в этой статье!
Таблица размеров по внутреннему шву
Каждый бренд, торгующий чулочно-носочными изделиями, предлагает таблицу размеров по внутреннему шву, которая поможет вам подобрать правильный размер на основе ваших конкретных измерений.
Эти диаграммы обычно также включают такие параметры, как размеры талии, а иногда и рост переда и спины.При использовании таблицы размеров вы должны по возможности сопоставить все основные параметры. В противном случае вы можете получить брюки правильной длины, но с зияющей талией. Или вы можете приобрести брюки, которые идеально сидят в талии, но заканчиваются на середине икры, а не на лодыжке!
Проблема в том, что каждый бренд предлагает небольшие различия в измерениях и размерах, которые они используют. Кроме того, размеры для мужчин и женщин будут выглядеть совершенно по-разному!
Тем не менее, эта удобная таблица роста и внутреннего шва даст вам представление о среднем соотношении длины внутреннего шва и роста, которое вы можете увидеть в чулках.
Средний рост Средний внутренний шов от 5 футов до 5 футов 3 дюйма от 28 до 30 дюймов от 5 футов 4 до 5 футов 6 дюймов от 30 до 31 дюйма от 5 футов 7 дюймов до 5 футов 9 дюймов от 31 до 33 дюймов от 5 футов 10 дюймов до 6 футов от 33 до 35 дюймов от 6 футов 1 дюйма до 6 футов 3 дюйма от 34 до 35 дюймов Как измерить внутренний шов велосипеда
Вы можете легко измерить внутренний шов, чтобы определить правильный размер велосипеда, воспользовавшись книжкой, чтобы имитировать форму велосипедного сиденья.
- Сначала встаньте прямо спиной к стене.
- Поместите книгу между ног, как будто это сиденье велосипеда.
- Пусть друг измерит расстояние от верха книги до пола.
- Это ваш размер велосипеда по внутреннему шву!
Вы можете использовать этот размер при поиске идеального велосипеда, сопоставив внутренний шов с размером подседельной трубы. Или вы можете попробовать эту формулу преобразования.
Если вы хотите шоссейный велосипед, умножьте длину внутреннего шва в сантиметрах на 0,665. Результат подскажет, какой размер шоссейного велосипеда купить в сантиметрах!
Для горного велосипеда вы делаете то же самое, но умножаете размер внутреннего шва в сантиметрах на 0,225, чтобы получить размер велосипеда в сантиметрах.
Внутренний шов и внешний шов
Внутренний шов чулочно-носочных изделий измеряет шов, идущий вверх по внутренней части штанины, а внешний шов измеряет более длинный шов, идущий от пояса к кромке внешней части штанины.