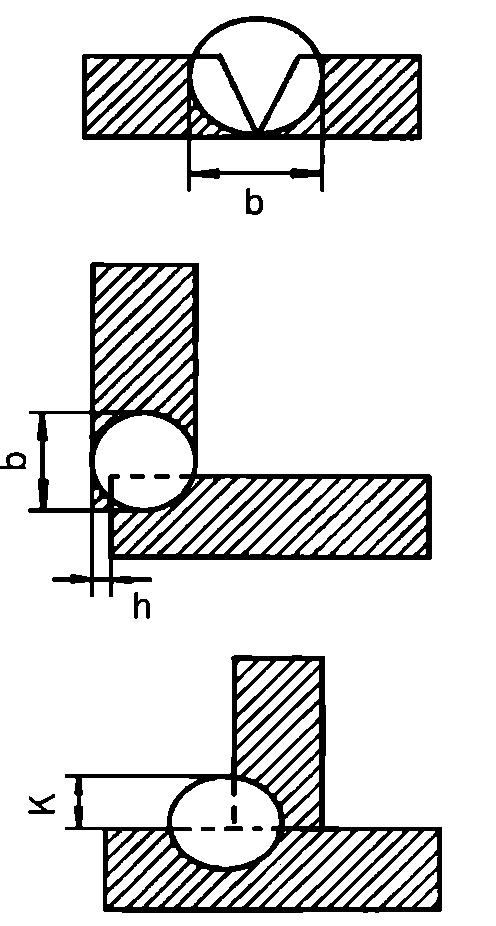
Основные геометрические параметры стыкового шва:
Основные геометрические параметры углового шва:
Коэффициент формы шва – отношение ширины шва к его толщине. Kn = e / t Значение коэффициента формы шва обычно бывает в пределах от 0,5 до 4. Оптимальным считается значение от 1,2 до 2. Коэффициент выпуклости шва – отношение ширины шва к его выпуклости. Ky = e / q Значение коэффициента выпуклости шва не должно быть более 7–10. Коэффициент долей основного металла в металле шва: Kо = Fо / (Fо + Fэ), где Fо – площадь сечения расплавленного основного металла, Fэ – площадь сечения наплавленного электродного металла. Корнем сварного шва называется часть шва, которая наиболее удалена от его лицевой поверхности. Подварочный шов – меньшая часть двустороннего шва, выполняемая заранее для предотвращения прожогов при дальнейшей сварке основного шва или укладываемая в последнюю очередь в корень шва. |



 Также его еще называют катетомер.
Также его еще называют катетомер. Самый простой способ проверить правильность сварной линии — узнать катет шва.
Самый простой способ проверить правильность сварной линии — узнать катет шва.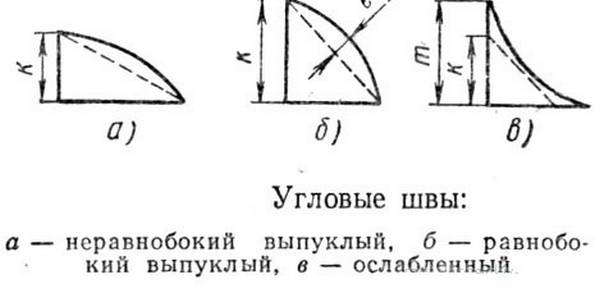 Для частного использования сварки не нужны тонкие расчеты, но все же профессионалы учитывают свойства металла и стараются сделать шов прочным и при этом не навредить деталям. Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер. Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет сварного шва определяется системой стандартизации ГОСТ 5264-80.
Для частного использования сварки не нужны тонкие расчеты, но все же профессионалы учитывают свойства металла и стараются сделать шов прочным и при этом не навредить деталям. Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер. Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет сварного шва определяется системой стандартизации ГОСТ 5264-80. Профессионалы пользуются шаблонами, которые уже наработали до них сварщики. Главным параметром выступает длина сварного шва, ведь именно она влияет на прочность будущей конструкции. Расход материала и вероятность деформации — основные опасности при шве большой длины. Многое зависит от типа шва, которым будут соединяться детали.
Профессионалы пользуются шаблонами, которые уже наработали до них сварщики. Главным параметром выступает длина сварного шва, ведь именно она влияет на прочность будущей конструкции. Расход материала и вероятность деформации — основные опасности при шве большой длины. Многое зависит от типа шва, которым будут соединяться детали.
 Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва. Если она составляет менее 4 мм, то катет берется равным ей, если же больше, то в диапазон 40 %- 45 % от толщины с прибавкой 2 мм. Формула для расчета катета: T = S cos 45º, здесь T – искомый катет, а S – гипотенуза или ширина валика шва.
Если она составляет менее 4 мм, то катет берется равным ей, если же больше, то в диапазон 40 %- 45 % от толщины с прибавкой 2 мм. Формула для расчета катета: T = S cos 45º, здесь T – искомый катет, а S – гипотенуза или ширина валика шва.
 Недавно на смену им пришел более совершенный метод работы с различными металлами. Он называется «сварка аргоном». Что отличает ее от иных способов сварки?Основой …
Недавно на смену им пришел более совершенный метод работы с различными металлами. Он называется «сварка аргоном». Что отличает ее от иных способов сварки?Основой …
 Одним из видов оценки эффективности финансовой деятельности является расчет денежного потока. Ф…
Одним из видов оценки эффективности финансовой деятельности является расчет денежного потока. Ф… ..
..
Катеты сварных швов: характеристика и свойства
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение.
 Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться. - Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
 Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые. Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва.
ГОСТ катетов сварного шва
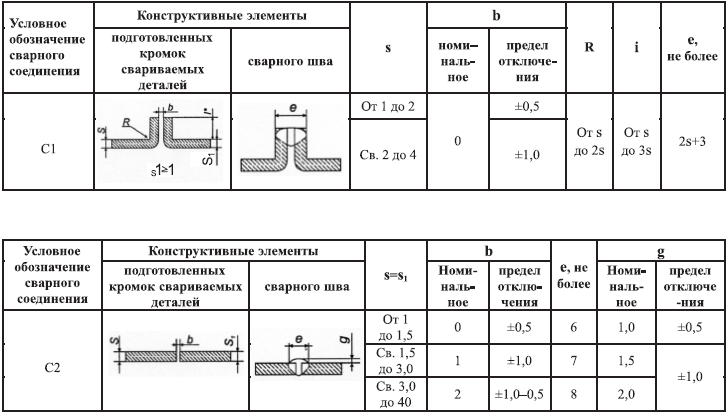
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода.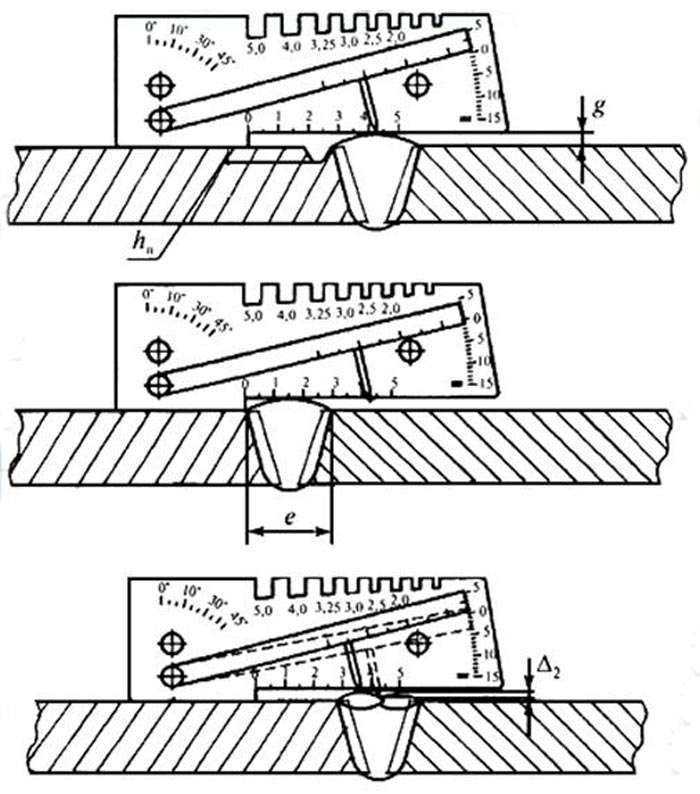 Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Источник: fb.ru
[~DETAIL_TEXT] =>
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения.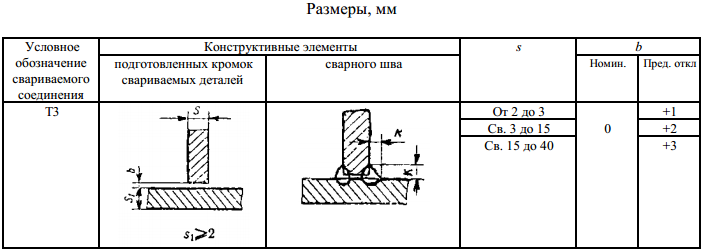 К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика». Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва. Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода.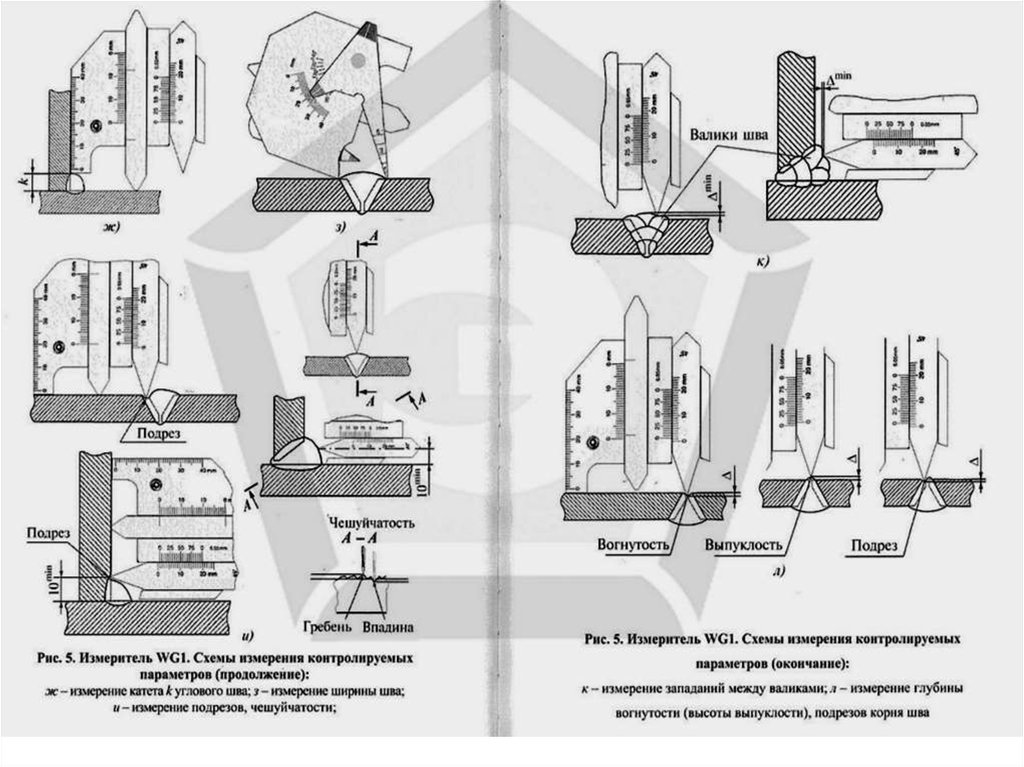
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.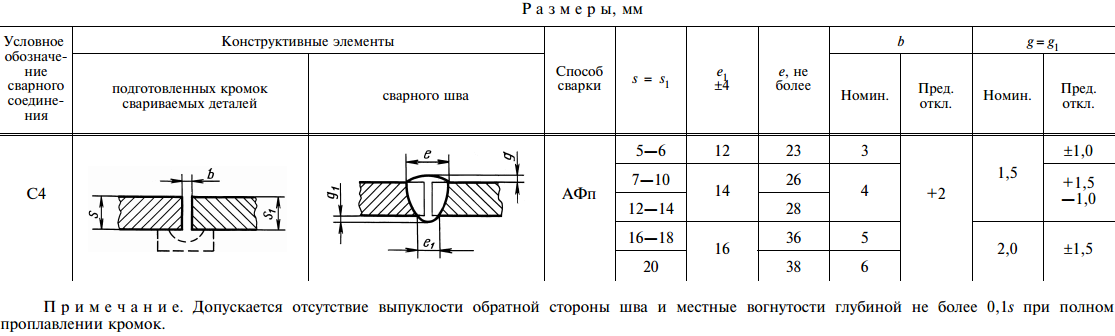
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
 Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.

Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые. Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки. Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока. Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках.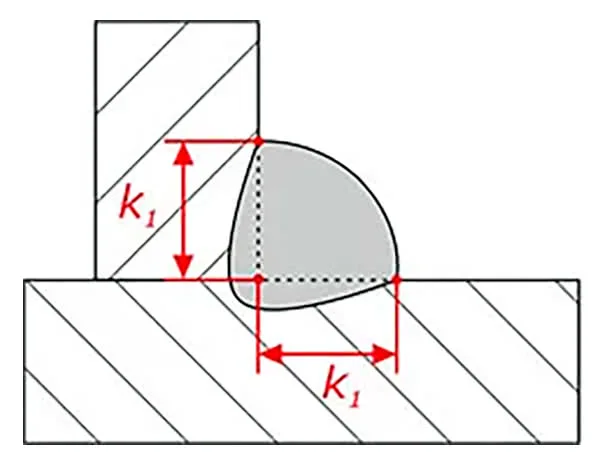 Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода. Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Источник: fb.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[~PREVIEW_TEXT] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 25.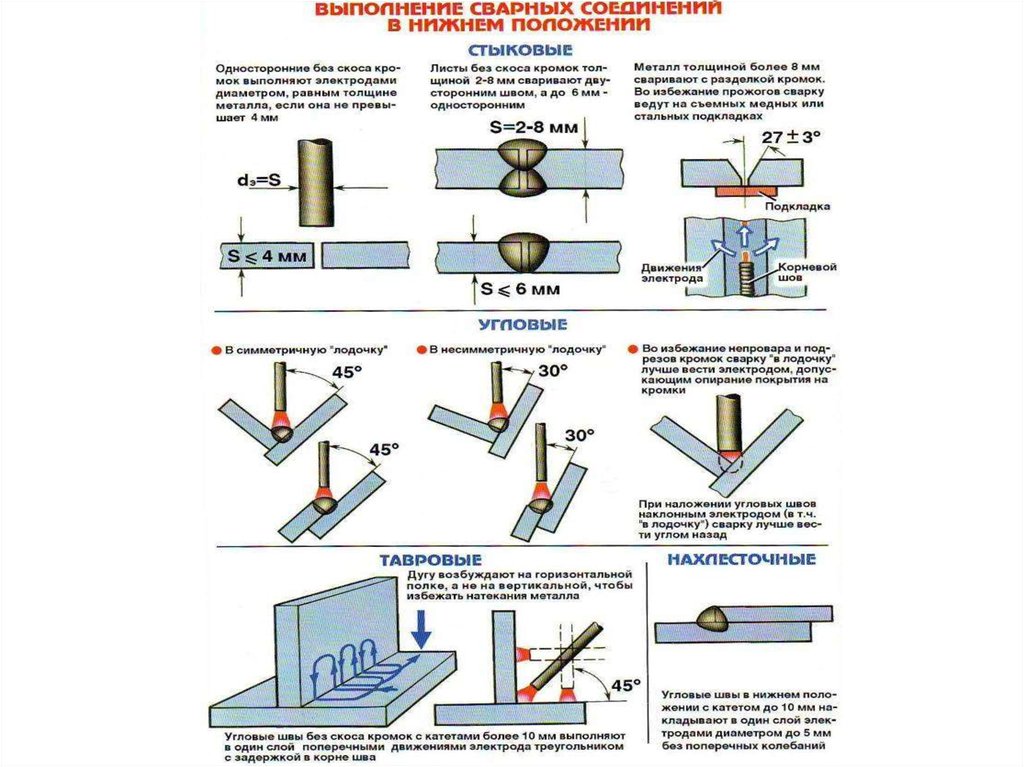 07.2019 16:06:21
[~TIMESTAMP_X] => 25.07.2019 16:06:21
[ACTIVE_FROM] => 25.07.2019
[~ACTIVE_FROM] => 25.07.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103038/
[~DETAIL_PAGE_URL] => /news/115/103038/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => katety_svarnykh_shvov_kharakteristika_i_svoystva
[~CODE] => katety_svarnykh_shvov_kharakteristika_i_svoystva
[EXTERNAL_ID] => 103038
[~EXTERNAL_ID] => 103038
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 25.07.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_META_KEYWORDS] => катеты сварных швов: характеристика и свойства
[SECTION_META_DESCRIPTION] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник.
07.2019 16:06:21
[~TIMESTAMP_X] => 25.07.2019 16:06:21
[ACTIVE_FROM] => 25.07.2019
[~ACTIVE_FROM] => 25.07.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103038/
[~DETAIL_PAGE_URL] => /news/115/103038/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => katety_svarnykh_shvov_kharakteristika_i_svoystva
[~CODE] => katety_svarnykh_shvov_kharakteristika_i_svoystva
[EXTERNAL_ID] => 103038
[~EXTERNAL_ID] => 103038
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 25.07.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_META_KEYWORDS] => катеты сварных швов: характеристика и свойства
[SECTION_META_DESCRIPTION] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник.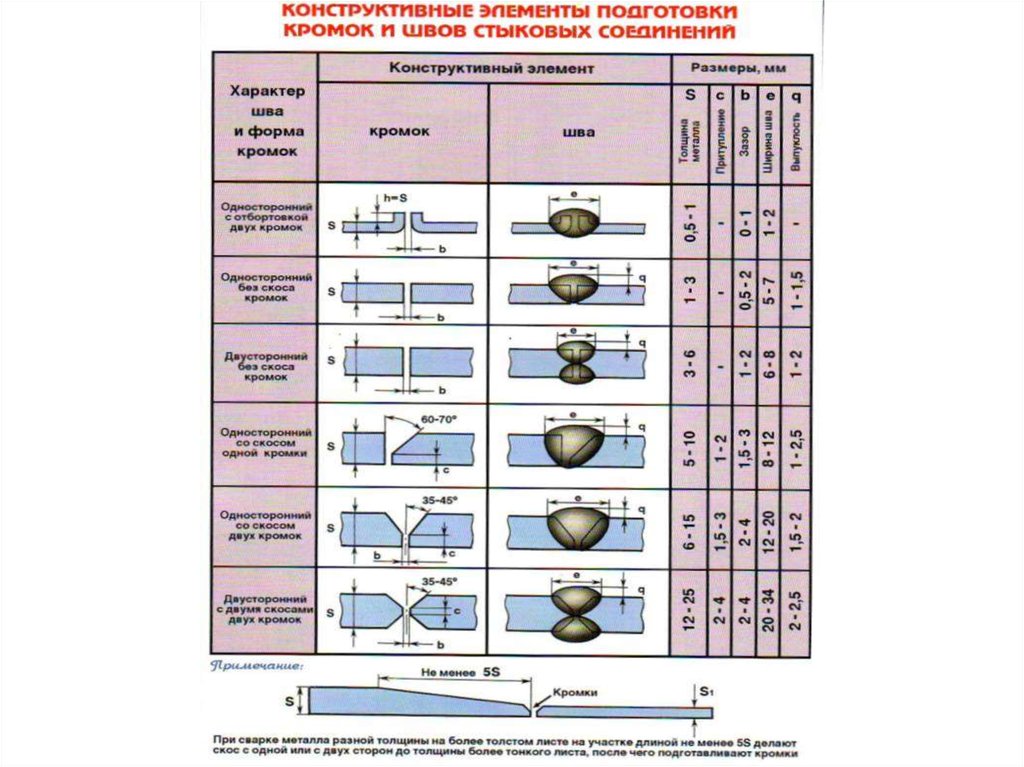 В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[SECTION_PAGE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_META_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_META_KEYWORDS] => катеты сварных швов: характеристика и свойства
[ELEMENT_META_DESCRIPTION] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[ELEMENT_PAGE_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[SECTION_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_DETAIL_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[SECTION_PAGE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_META_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_META_KEYWORDS] => катеты сварных швов: характеристика и свойства
[ELEMENT_META_DESCRIPTION] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[ELEMENT_PAGE_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[SECTION_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_DETAIL_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Поделиться:
Катеты сварных швов: характеристика и свойства
25. 07.2019
07.2019
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика». Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика». Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва. Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
 Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые. Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки. Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока. Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока. Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода. Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Источник: fb.ru
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники
Рейтинг статьи:
Просмотров: 1436
Поделиться:
Теги
История (1) Ковка (1039) Самоделки (1) Сварка (1008)
Еще
РАСЧЕТ РЕЖИМОВ И РАЗМЕРОВ ШВА ІІРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ СВАРКИ ПЛАВЛЕНИЕМ
Режимом сварки называют совокупность основных характеристик сварочного процесса, обеспечивающих получение сварных швов заданных размеров, формы и качества. При ручной дуговой сварке это диаметр электрода, сила сварочного тока, напряжение дуги, площадь поперечного сечения шва, выполняемого за один проход дуги, число проходов, род тока, полярность и др.
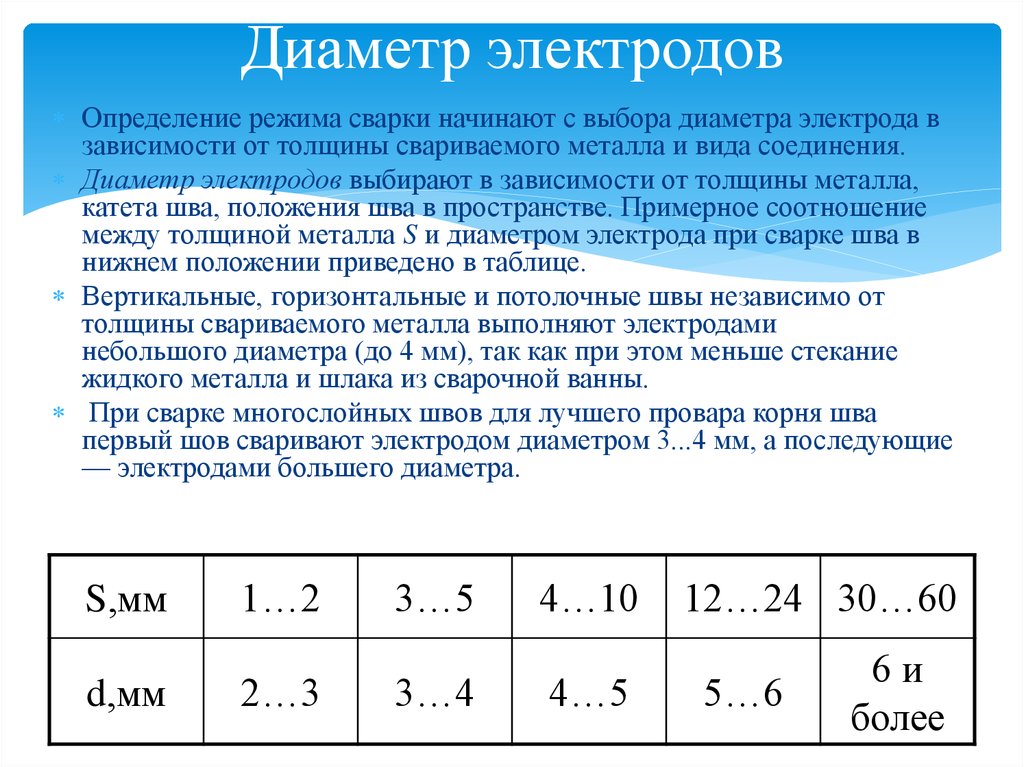
Определение режима сварки обычно начинают с выбора диаметра электрода, который назначают в зависимости от толщины листов при сварке швов стыковых соединений и от катета шва при сварке швов угловых и тавровых соединений. Практические рекомендации по выбору диаметра электрода приведены ниже.
TOC o «1-5» h z Толщина деталей при сварке встык, мм. . . 1,5—2 3 4—8 9—12 13—15 16—20 20
Диаметр электрода, мм 1.6—2 3 4 4—5 5 5—6 6—10
Катет шва при сварке угловых и тавровых соединений, мм…… 3 4—5 6—9
Диаметр электрода, мм………………………………………….. 3 4 5
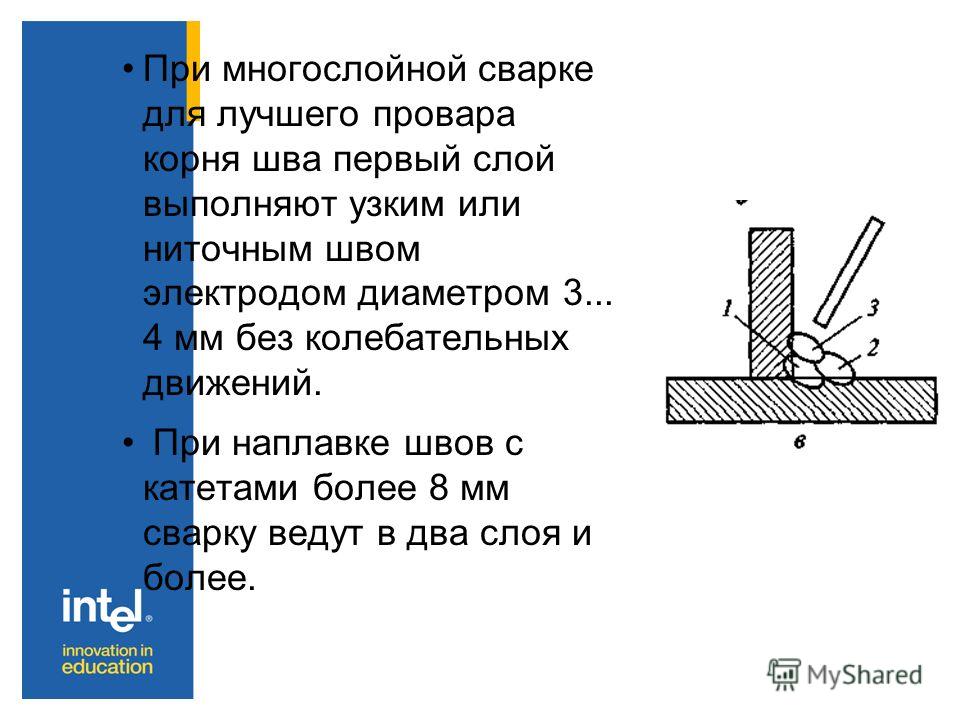
При сварке многопроходных швов стыковых соединений первый проход должен выполняться электродами диаметром не более 5 мм, чаще всего диаметром 4 мм, так как применение электродов большего диаметра не позволяет в необходимой степени проникнуть в глубину разделки для провара корня шва.
При сварке угловых и тавровых соединений, как правило,
за один проход выполняют швы катетом не более 8—9 мм. При
При
необходимости выполнения шва с большим катетом применяется сварка за два прохода и более.
При определении ч п с л а II р О X о д о в следует МЛіЄТЬ в виду, что максимальное поперечное сечение металла, наплавленного за один проход, не должно превышать 30—40 мм2. Для определения числа проходов при сварке угловых и тавровых соединений общая площадь поперечного сечения наплавленного металла может быть вычислена по формуле
Рис. 90. Форма поперечного сечения наплавленного металла (стыковой шов с V-образной разделкой) |
FH = кук2/2, (12)
где Fн — площадь поперечного сечения наплавленного металла, мм2; ку — коэффициент увеличения, учитывающий наличие зазоров и выпуклость («усиление») шва; к — катет шва, мм.
Значения ку выбирают в зависимости от катета шва:
Катет шва, мм …. 3—4 5—6 7—10 12—20 20—30 30
ку……………………………….. 1,5 1,35 1,25 1.15 1,10 1,05
При сварке швов стыковых соединений площадь поперечного сечения (мм2) металла, наплавляемого за один проход, при которой обеспечиваются оптимальные условия формирования, должна составлять:
для первого прохода (при проварке корня шва)
TOC o «1-5» h z Л=(б-*-»К; (13)
для последующих проходов
Fn = (8 Ч-12К — (14)
Для определения числа проходов при сварке швов стыковых соединений с разделкой кромок необходимо рассчитать общую площадь поперечного сечения наплавленного металла (рис. + b + G). (16)
+ b + G). (16)
Зная общую площадь поперечного сечения наплавленного металла и площади поперечного сечения наплавленного металла при первом и каждом последующем проходах (13) и (14), найдем число проходов
Сила сварочного тока при ручной дуговой сварке может быть определена в зависимости от диаметра электрода и допустимой плотности тока:
где da — диаметр электрода (стержня), мм; / — допускаемая плотность тока, А/мм2 (табл. 40).
Таблица 40. Значення допускаемой плотности тока / в электроде при ручной дуговой сварке
|
 5 -12.5 8,5—12,0
5 -12.5 8,5—12,0При приближенных подсчетах величина сварочного тока может быть также определена по одной из следующих эмпирических формул:
/сп = kda (10
Дів — /’]/// Ї
/(•в = 4 (к2 + ad3).
где — 20 -4- 25; к2 = 20; а = 6 — коэффициенты, определенные опытным путем.
Наиболее удобно при определении силы сварочного тока пользоваться формулой (17). Значение к в ней выбирают в зависимости от диаметра электрода:
Диаметр электрода, мм 2 3 4 5 6
к…………………………………. 25—30 30—45 35—50 40—55 45—60
Напряжение дуги при ручной дуговой сварке изменяется в сравнительно узких пределах и при проектировании технологических процессов сварки выбирается на основании рекомендаций паспорта на данную марку электродов.
Для вычисления величины сварочных деформаций и некоторых других расчетов бывает необходимо учесть тепловое воздействие на свариваемый металл, определяемое погонной энергией qn.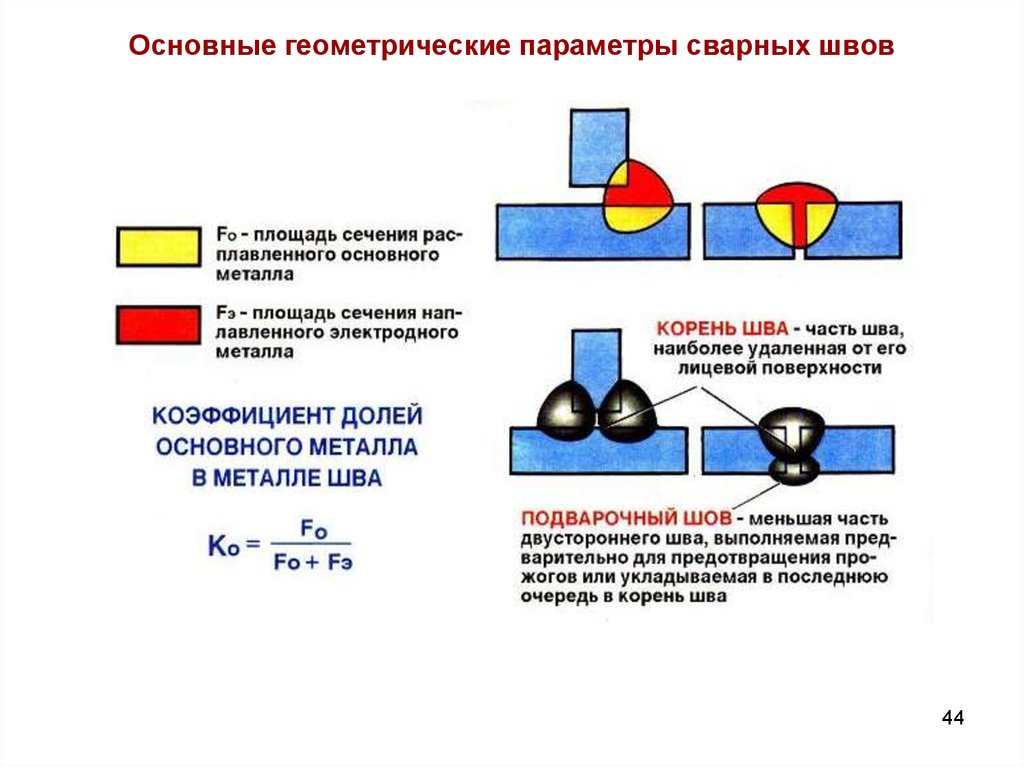 СВ
СВ
где £7Д — напряжение дуги, В; ц — эффективный к. п. д. дуги.
где а„ — коэффициент наплавки г/А • ч; у — плотность наплавленного металла, г/см3; FH — площадь поперечного сечения наплавленного металла за данный проход, см2.
Скорость сварки может быть определена по формуле
Скорость ручной дуговой сварки обычно задается и контролируется косвенно по необходимым размерам получаемого шва.
Таким образом, зная режим сварки, погонную энергию можно вычислить по формуле (18). Однако при разработке вариантов технологического процесса по условиям получения сварной конструкции с минимальными конечными деформациями, при технико-экономическом обосновании выбора варианта и других предварительных разработках возникает необходимость оценки величины погонной энергии в зависимости от размеров шва.
Это может быть выполнено, если в уравнение (18) подставить значение Пев согласно формуле (19) и значение всех постоянных обозначить коэффициентом А. Несмотря па существенное различие величин коэффициентов наплавки для электродов различных марок, отношение UnlaH изменяется в относительно узких пределах. Тогда значение погонной энергии будет пропорциональным площади поперечного сечения наплавленного металла:
Тогда значение погонной энергии будет пропорциональным площади поперечного сечения наплавленного металла:
(7л — AFH.
Для различных марок электродов среднее значение коэффициента А — 14 500. Поэтому при приближенных подсчетах величины погонной энергии можно пользоваться формулой
(7п = 14 500/’ш
где Fn — площадь поперечного сечения металла, наплавленного за данный проход, см2.
При ручной дуговой сварке плавящимся электродом размеры сварного шва в большинстве случаев определяются размерами разделки кромок соединений, подготовленных под сварку. Поэтому необходимости определения глубины провара при ручной дуговой сварке, как правило, не возникает. Исключение может сос тавлять только сварка стыковых соединений без разделки кромок, диапазон толщин которых согласно ГОСТ 5264—69 ограничен. Этим ГОСТом регламентированы также конструктивные элементы подготовки кромок соединений различных видов исходя из условий получения необходимой величины проплавления и формы шва при использовании режимов сварки в широком диапазоне.
При необходимости глубина прова р а при наплавке валика на лист с достаточной для практических целей степенью
а Рис. 91. Схема заполнения разделки многослойного шва при ручной сварке |
точности может быть определена следующим образом. Максимальную температуру на расстоянии г рассчитывают по формуле |
откуда расстояние г до изотермы Т пл |
‘■ Г песуТ и |
2?п несу г4 |
Если в формулу (21) подставить значения всех констант для низкоуглеродистых или низколегированных конструкционных сталей, то расстояние до изотермы Тпл — 1500° С
/- = 0,0112
Так как действительные условия ввода теплоты в изделие при ручной дуговой сварке отличаются от расчетной схемы, принятой при выводе формулы (20), то глубина провара II = (0,5 — f — ~ 0,7) г. При технологических расчетах иногда возникает необходимость определения высоты заполнения разделки одним или несколькими проходами (С, рис.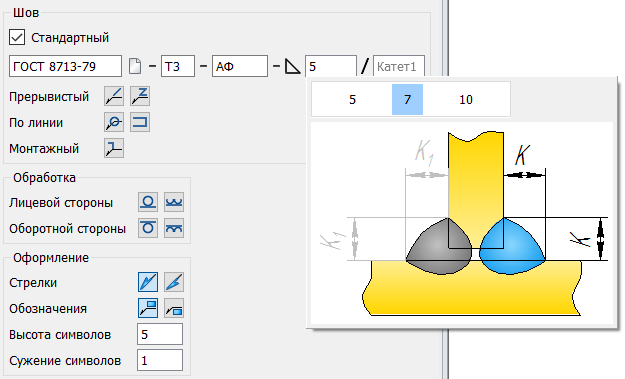 12
12
Потолоч
ное
20-30
2П—40 30—40
Рис. 93. Номограмма для определения числа проходов при ручной сварке |
Площадь попереч- (16) или (19). При Х-об разной разделке С целью упрощения расче- ла, а затем для данного значения площади сечения одного |

может быть достигнуто решением квадратного уравнения вида
С2 + пС + т = О,
При ручной дуговой сварке мелких изделий рабочее место сварщика и сборщика: кабина 2×2 или 2 х 3 м с подвижной брезентовой занавеской. Кабина оборудуется (рис. 191, а) поворотным столом 1, …
В ГОСТ 12.0.002—74 даны следующие определения: «Техника безопасности — это система организационных и технических мероприятий и средств, предотвращающих воздействие на работающих опасных производственных факторов» и «Охрана труда — это система …
Кроме описанных выше основных способов наплавки, достаточно широко применяемых в промышленности, имеется ряд других, имеющих ограниченное применение. Это наплавка с разделенными процессами тепловой подготовки наплавляемого металла и наплавляемой детали, наплавка …
Сварные опоры: характеристики и свойства. Каток шва при сварке: определение и методы расчета
Прочность сварного шва определяется несколькими факторами.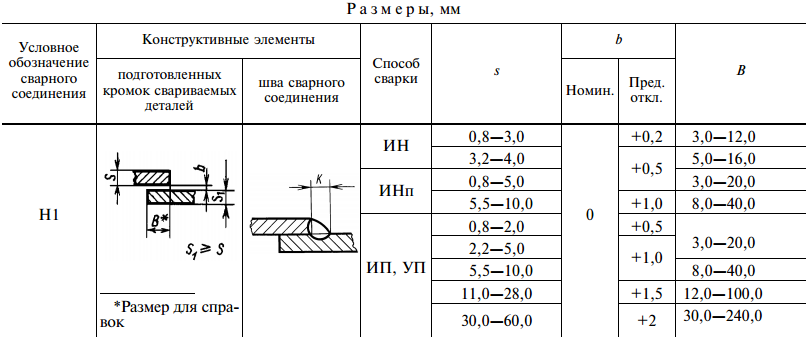 Первым важным показателем является режим сварки двух металлоконструкций между собой. Второй фактор – правильно подобранный расходный материал. Третьим параметром, определяющим прочность соединения металлоконструкции, являются точные размеры катетов сварного шва.
Первым важным показателем является режим сварки двух металлоконструкций между собой. Второй фактор – правильно подобранный расходный материал. Третьим параметром, определяющим прочность соединения металлоконструкции, являются точные размеры катетов сварного шва.
Что такое нога
Это название происходит от того, что если рассматривать сварной шов в разрезе, то при идеальном его исполнении он будет иметь вид равнобедренного треугольника. В этом случае катетом будет расстояние между концом шва одной детали и плоскостью другой детали. По сути, катет будет катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое нога, теперь понятно. Важно понимать, что прочность соединения будет сильно зависеть от величины углового соединения. Однако здесь важно не ошибиться. То, что за его прочность отвечает ножка сварного шва, вовсе не означает, что чем она толще, тем прочнее будет сам стык. При этом нужно понимать, что слишком большое количество наносимых элементов приведет к ухудшению характеристик соединения.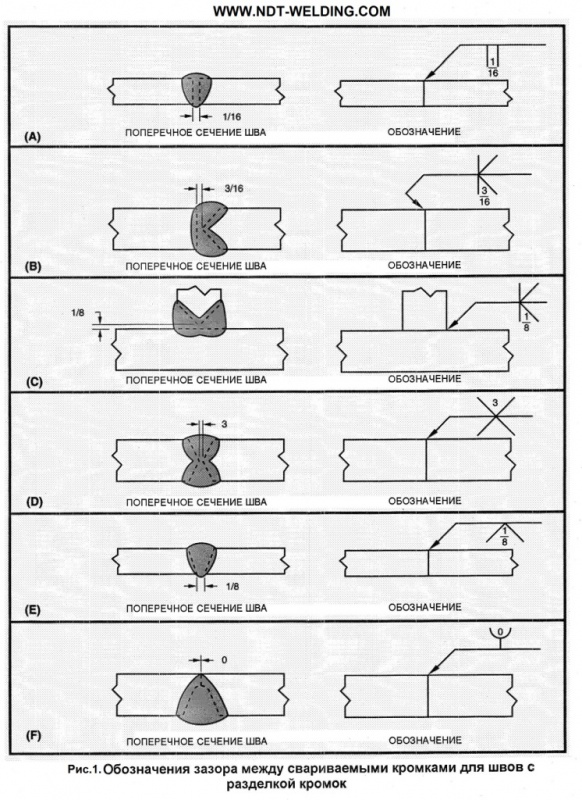 Кроме того, слишком большой расход электродов, газа, флюсов и добавок сильно удорожает такие работы.
Кроме того, слишком большой расход электродов, газа, флюсов и добавок сильно удорожает такие работы.
Геометрия соединения
По причинам, описанным выше, очень важно учитывать геометрию соединения. Основным параметром при соединении двух металлоконструкций будет то, что ветвь сварного шва должна иметь большие параметры продольного сечения.
Например, при сварке двух металлических элементов разной толщины размеры катета шва следует определять по той части, которая имеет меньшую толщину. Чаще всего размеры катета сварного шва определяют и измеряют с помощью заранее подготовленных шаблонов. Сегодня сварщики используют самый универсальный инструмент для измерения ноги. Такие устройства называются «катетерами сварщика».
Прибор представляет собой две тонкие пластины, на концах которых выполнены углубления, предназначенные для определения различных параметров ноги. Специалист по очереди накладывает на шов катетеры разного размера. Среди них обязательно найдется тот, который будет точно повторять геометрию ноги сварного шва.
Форма шва
После сварочных работ чаще всего образуются только два вида шва.
Первый тип представляет собой обычный наплавленный валик, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что такой тип шва, по мнению специалистов, не является оптимальным. Для этого заявления есть две причины. Во-первых, внутри такого шва сильно возрастет нагрузка на конструкцию, во-вторых, сильно возрастет расход материалов на создание такого шва.
Идеальным считается второй тип шва. Он похож на валик с вогнутой поверхностью, но добиться такого исполнения при сварке двух конструкций очень и очень сложно. Чтобы добиться такого вида шва, важно правильно задать параметры. сварочный аппарат, а также поддерживать тот же расход электрода. Для того чтобы выполнить оба условия, нужен специалист с большим опытом подобных работ. Следует добавить, что данный вид сварки не применяется при сборке металлоконструкций.
Размеры косынки
Если говорить о размерах катета углового шва, то, как было сказано выше, решающим фактором будет толщина свариваемых деталей. Например, если есть детали толщиной 4-5 мм, то размер ножки будет 4 мм. Если толщина увеличивается, то и ножка тоже должна расти.
Например, если есть детали толщиной 4-5 мм, то размер ножки будет 4 мм. Если толщина увеличивается, то и ножка тоже должна расти.
Очень важный фактор, влияющий на вогнутость или выпуклость наплавленного валика — это электрод, которым производилась работа. Означает расходный материал по химическому составу. Например, если вы используете электрод, который при использовании станет густым и вязким, у вас получится выпуклая поверхность валика. Если при плавлении валика металл жидкий и растекающийся, то его поверхность будет вогнутой.
Скорость и режим сварки
Для получения оптимального участка сварного шва в процессе работы, а также для обеспечения прочного соединения необходимо учитывать несколько моментов.
- Основными параметрами выбранного режима работы будут сила тока и напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то шов будет глубже и будет иметь меньшую толщину. Если в процессе работы поддерживать стабильный ток, но изменять напряжение, то полученное соединение будет менее глубоким, но увеличится его толщина. Отсюда следует логичный вывод, что изменится и толщина катета сварного шва.
- Второй фактор — скорость. Если этот параметр не превышать более чем на 50 м/ч, то глубина сварки стыка увеличится, а толщина уменьшится.
- Если сделать наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образующегося внутри зазора между заготовками. Это связано с тем, что при быстром движении нагрев бани оказывается незначительным.
 Если в процессе работы поддерживать стабильный ток, но изменять напряжение, то полученное соединение будет менее глубоким, но увеличится его толщина. Отсюда следует логичный вывод, что изменится и толщина катета сварного шва.
Если в процессе работы поддерживать стабильный ток, но изменять напряжение, то полученное соединение будет менее глубоким, но увеличится его толщина. Отсюда следует логичный вывод, что изменится и толщина катета сварного шва.
Как определить катет сварного шва
Стоит сказать, что сделать это не очень сложно. Основанием для такого утверждения является то, что в поперечном сечении этот шов представляет собой равнобедренный треугольник, а вычисление катета такой фигуры является достаточно простой операцией.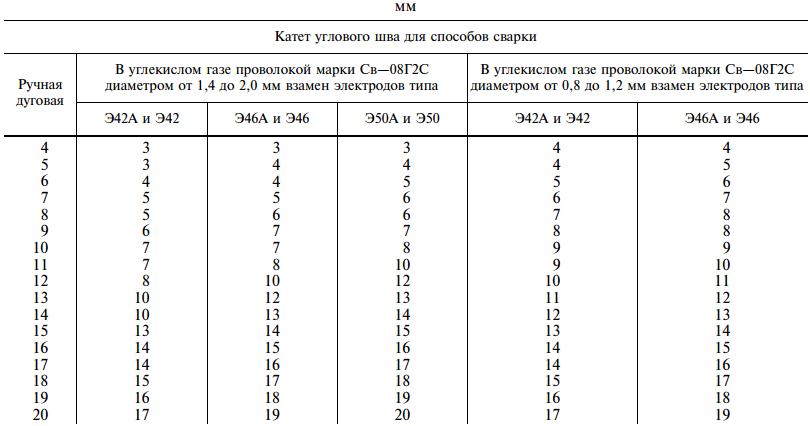 Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
T — размер катета сварного шва, а S — ширина полученного валика или гипотенуза треугольника.
Для определения катета шва важно знать толщину самого шва в целом. Эта операция достаточно проста, плюс в этом случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и получить значение катета с высокой точностью. Расчет катета сварного шва по этой формуле является одной из самых простых операций.
Типы швов
На сегодняшний день существует два основных типа сварных швов. Здесь важно понимать, что шов и сварное соединение – это разные вещи.
- Стыковые сварные швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот вид шва применяется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение этого вида шва считается наиболее экономичным, а также наименее затратным в плане энергии.
- Также есть угловые швы. На самом деле здесь стоит выделить три вида – угловые, Т-образные, внахлест. При этом резка кромок материалов может быть как односторонней, так и двусторонней. Это зависит от толщины металла. Угол канавки колеблется от 20 до 60 градусов. Однако здесь важно понимать, что чем больше будет выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.

Конфигурация сварных швов
Сварные швы также различаются по своей конфигурации. Здесь можно выделить несколько типов: продольные прямолинейные и криволинейные, кольцевые.
Если предстоит сварка продольных швов, очень важно тщательно подготовить поверхность металла, особенно если работа будет проходить с большой длиной шва. При выполнении этого типа шва важно, чтобы поверхность не была волнистой, а любые заусенцы на кромке должны быть очищены. Также будет важно удалить влагу, ржавчину, грязь или любые другие нежелательные элементы с рабочей поверхности перед сваркой.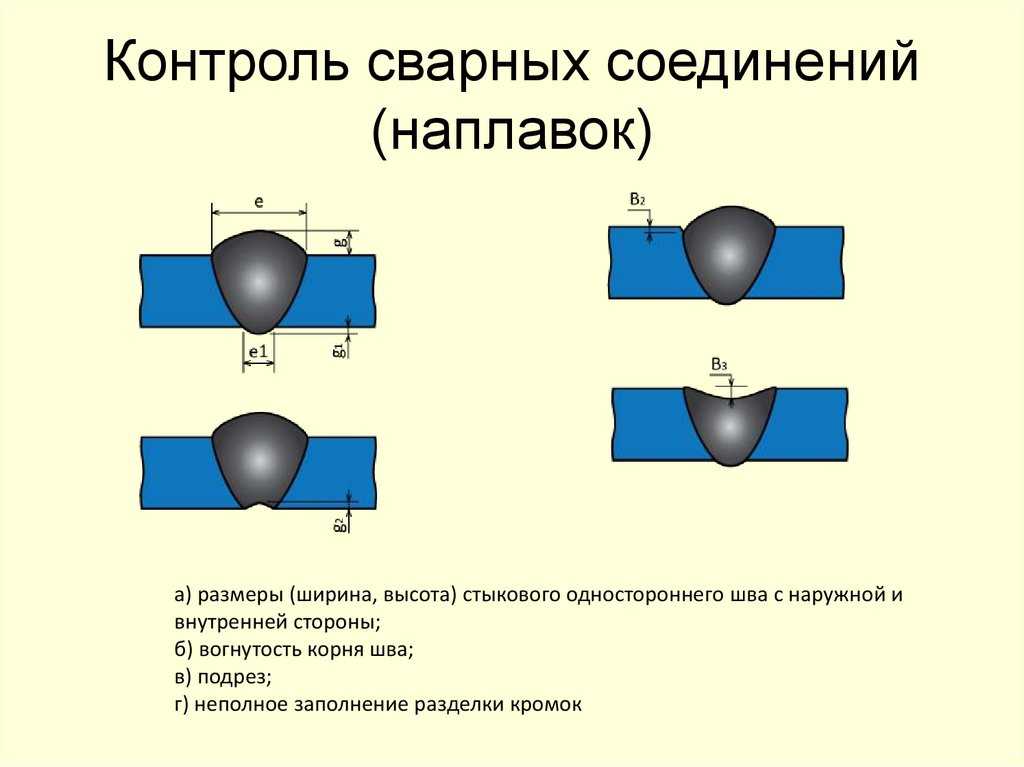
Если выполняется кольцевая сварка, то очень важно корректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварного шва важно снизить силу тока.
Можно добавить, что получаемые швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые работают в условиях динамических нагрузок. Причина этого в том, что в этом типе шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ ветвей сварки
ГОСТ 5264-80 – это документ, устанавливающий основные виды, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что данная бумага не не охватывают типы швов, используемых для соединения трубопровода.
Один из пунктов этого ГОСТ гласит, что при проведении сварочных работ стыкового типа и разной толщины деталей они могут соединяться так же, как и детали одинаковой толщины, если их различие не превышает определенных показателей.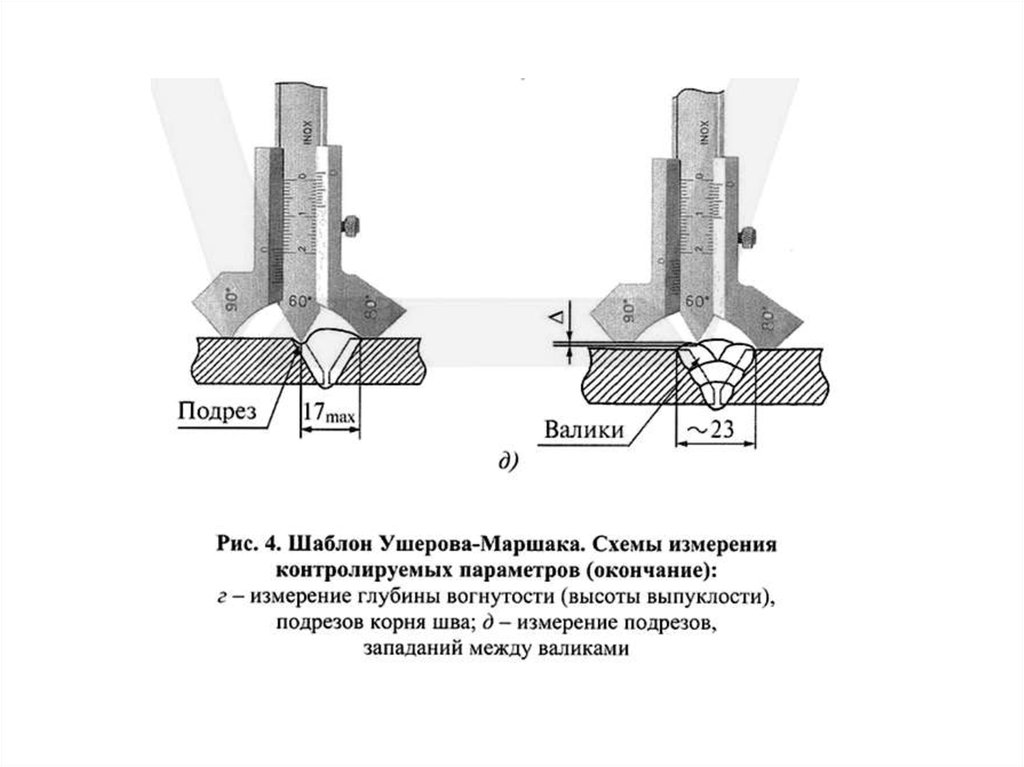
В этом документе также описывается, что свариваемые кромки могут смещаться относительно друг друга перед сваркой. Также задаются числовые параметры смещения, допустимые для определенной толщины заготовки.
К этому документу есть приложение, в котором указаны все минимальные размеры катетов сварки. Следует добавить, что выпуклость, как и вогнутость шва, может составлять не более 30% величины его катета.
Тройники и соединения внахлестку
Угловые швы характеризуются катетом и формой шва. Существует три типа угловых швов: нормальный, выпуклый (усиленный) и вогнутый (ослабленный). Форма шва выбирается в зависимости от условий эксплуатации изделий. В сварных конструкциях, работающих в условиях вибрационных нагрузок, тавровые и нахлестные соединения, как правило, выполняются с вогнутыми швами.
Элементы конструкции и форма угловых швов показаны на рис. 16. За катет К принимают меньший катет неравнобедренного треугольника, вписанного в сечение сварного соединения (рис. 16, а), и катет вписанного равнобедренного треугольника (рис. 16, б и в). Утолщение (усиление) шва сварного соединения q допускается: до 1 мм — при катете менее 5 мм, до 2 мм — при катете от 5 до 10 мм, до 3 мм — при катете. ножка более 10 мм. Вогнутость (разрыхление) сварного шва? допускается не более 3 мм. Размер катета шва сварных соединений устанавливается при проектировании. предельные отклонения катетов шва сварных соединений от номинальных размеров, указанных на чертежах, составляют: + 1 мм при катете менее 6 мм, 12 мм при катете равном или более 6 мм.
16, а), и катет вписанного равнобедренного треугольника (рис. 16, б и в). Утолщение (усиление) шва сварного соединения q допускается: до 1 мм — при катете менее 5 мм, до 2 мм — при катете от 5 до 10 мм, до 3 мм — при катете. ножка более 10 мм. Вогнутость (разрыхление) сварного шва? допускается не более 3 мм. Размер катета шва сварных соединений устанавливается при проектировании. предельные отклонения катетов шва сварных соединений от номинальных размеров, указанных на чертежах, составляют: + 1 мм при катете менее 6 мм, 12 мм при катете равном или более 6 мм.
Автоматическая сварка угловых швов может выполняться вертикальным электродом при расположении изделия для сварки в симметричной или асимметричной «лодочке», а также наклонным электродом поперек шва, когда стык не находится в положении «лодочка» . При сварке в симметричной «лодочке» создаются наиболее благоприятные условия для образования шва — жидкий расплавленный металл равномерно смачивает обе кромки свариваемого стыка, шов хорошо оформляется, образуя плавный переход к основному металлу. Поэтому во всех случаях, когда позволяет монтаж изделия, следует использовать сварку «в лодочку». В положении «лодочка» за один проход можно сделать швы гораздо большего сечения, чем при не «в лодочку». При сварке «в лодочку» из-за большой возможности протекания жидкого металла и флюса через зазор к сборке предъявляются более жесткие требования, чем при сварке не «в лодочку».
Поэтому во всех случаях, когда позволяет монтаж изделия, следует использовать сварку «в лодочку». В положении «лодочка» за один проход можно сделать швы гораздо большего сечения, чем при не «в лодочку». При сварке «в лодочку» из-за большой возможности протекания жидкого металла и флюса через зазор к сборке предъявляются более жесткие требования, чем при сварке не «в лодочку».
На практике часто бывает сложно установить изделие в положение для сварки «в лодочку». В этих случаях применяется сварка косым электродом. Так, при изготовлении двутавров и Н-образных профилей сварка четырех швов «в лодочку» связана с необходимостью трехкратного кантования. При сварке наклонным электродом, когда изделие не находится в положении «лодочка», требуется всего один оборот. Сокращение числа токарных работ обеспечивает повышение производительности труда и снижение себестоимости продукции.
При сварке наклонным электродом параметры углового шва (рис. 17): глубина проплавления по линиям примыкания кромок, размеры горизонтального и вертикального катетов, а также его формы, большое влияние оказывает не только величина сварочного тока, но и диаметр электродной проволоки и угол ее наклона поперек шва.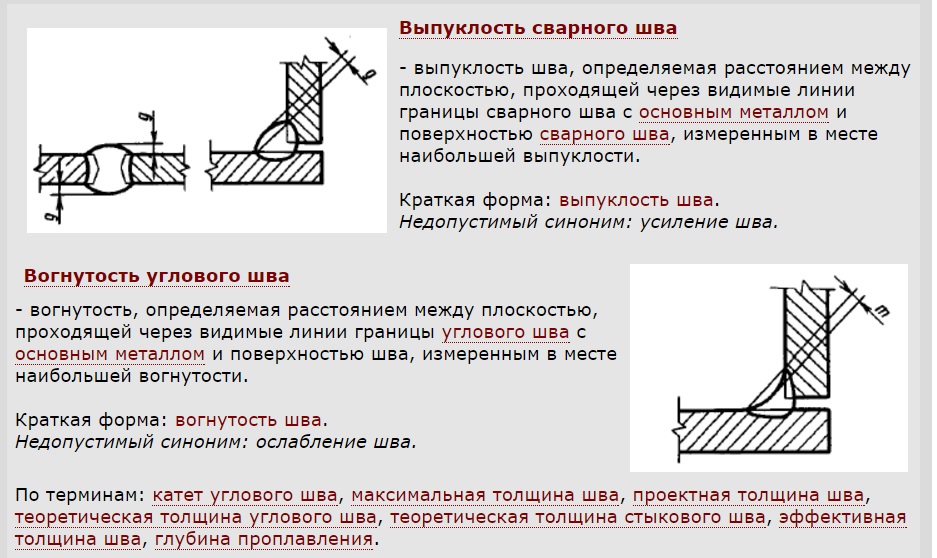
Глубина проникновения в значительной степени зависит от угла наклона электрода. Для обеспечения максимальной глубины проплавления углового соединения и равенства горизонтального и вертикального катетов при односторонней сварке электродную проволоку необходимо наклонить в плоскости поперечного сечения под углом около 40° к плоскости вертикальной стенки . При сварке электродной проволокой диаметром 2 мм ее конец должен быть направлен к вершине угла, при сварке проволокой диаметром 3-5 мм конец электрода должен быть направлен к вершине угла следует перемешивать на горизонтальной полке на расстоянии, равном приблизительно половине диаметра электрода.
Зависимости размера ветви шва от силы тока при сварке электродной проволокой диаметром 2 и 5 мм на скорости 30 и 60 м/ч иллюстрируют графики, представленные на рис. 18. Это видно из Из графиков видно, что при сварке электродной проволокой диаметром 2 мм более широкий диапазон калибров шва достигается при использовании меньших сварочных токов. Возможность получения угловых швов с катетом 3-4 мм является очень ценным преимуществом использования электродной проволоки диаметром 2 мм. При этом швы с катетом до 6 мм можно получить с вогнутой поверхностью. Угловые швы целесообразно сваривать с катетом 3-4 мм на постоянном токе обратной полярности.
Возможность получения угловых швов с катетом 3-4 мм является очень ценным преимуществом использования электродной проволоки диаметром 2 мм. При этом швы с катетом до 6 мм можно получить с вогнутой поверхностью. Угловые швы целесообразно сваривать с катетом 3-4 мм на постоянном токе обратной полярности.
При сварке проволокой диаметром 5 мм практически невозможно получить швы с катетом менее 5 мм.
При сварке наклонным электродом угловые швы правильной формы с катетом не более 8 мм получают за один проход. При ножках более 8 мм жидкий металл стекает на горизонтальную полку, образуя нахлесты и подрезы на вертикальной стенке. Для получения полноценных швов с катетом более 8 мм сварку наклонным электродом необходимо выполнять в несколько проходов.
При сварке электродной проволокой диаметром 2 мм за счет более глубокого провара по сравнению со сваркой электродной проволокой диаметром 5 мм обеспечивается одинаковая прочность швов при меньших катетах. Поэтому объем наплавленного металла при сварке электродной проволокой диаметром 2 мм может быть уменьшен на 20-40%.
Для стабильности процесса сварки и благоприятного формирования угловых швов при сварке переменным током под стеклообразным флюсом для проволоки диаметром 2 мм можно рекомендовать применение сварочного тока от 300 до 400 А. С пемзовым флюсом флюса, значительно улучшаются стабильность горения дуги и формирование шва. Поверхность шва более гладкая и менее выпуклая, чем при стекловидной сварке под флюсом. Для угловых швов с катетом 8 мм под пемзовым флюсом можно применять ток до 500 А, при этом скорость сварки может быть увеличена примерно на 20-25 % по сравнению со скоростью сварки под стекловидным флюсом.
В зависимости от характера соединения двух деталей швы бывают стыковыми и угловыми. Параметрами, характеризующими их качество, являются выпуклость, вогнутость, глубина проникновения и геометрические размеры.
Геометрические размеры швов
В процессе визуального контроля сварные соединения проверяют не только на дефекты, но и на соответствие полученных геометрических размеров показателям, регламентированным конструкторской и технологической документацией.
Если для стыковых швов основным параметром является ширина, то для Т-образных, нахлесточных и угловых швов — штанины. Это длина перпендикуляра, условно опущенного из вершины угла на гипотенузу. Простыми словами, расстояние от плоскости одной заготовки до края шва на поверхности второй детали.
Угловые соединения могут иметь различную форму:
- Выпуклая – технически невыполнимо. Помимо большего количества металла шва (а значит, и расхода материалов), они приводят к концентрации напряжений.
- Вогнутая — трудно достать. Необходима точная настройка параметров работы сварочного аппарата и поддержание соответствующей скорости ведения электрода, что требует от сварщика значительного опыта. Чаще вогнутую конфигурацию придают с помощью механической обработки. Такие швы редко применяют при изготовлении металлоконструкций.
Широко применяют угловые швы нормальной формы (без утолщений и вогнутостей). При разработке конструкторской документации полку принимают равной толщине более тонкой части, но она может быть и меньше – важно, чтобы была обеспечена максимальная прочность соединения. Так, для заготовок толщиной 4-5 мм она должна быть 4 мм, а для более толстых деталей она рассчитывается или определяется конструктивно, но принимается не менее 5 мм.
Так, для заготовок толщиной 4-5 мм она должна быть 4 мм, а для более толстых деталей она рассчитывается или определяется конструктивно, но принимается не менее 5 мм.
Как проверяются значения ветвей?
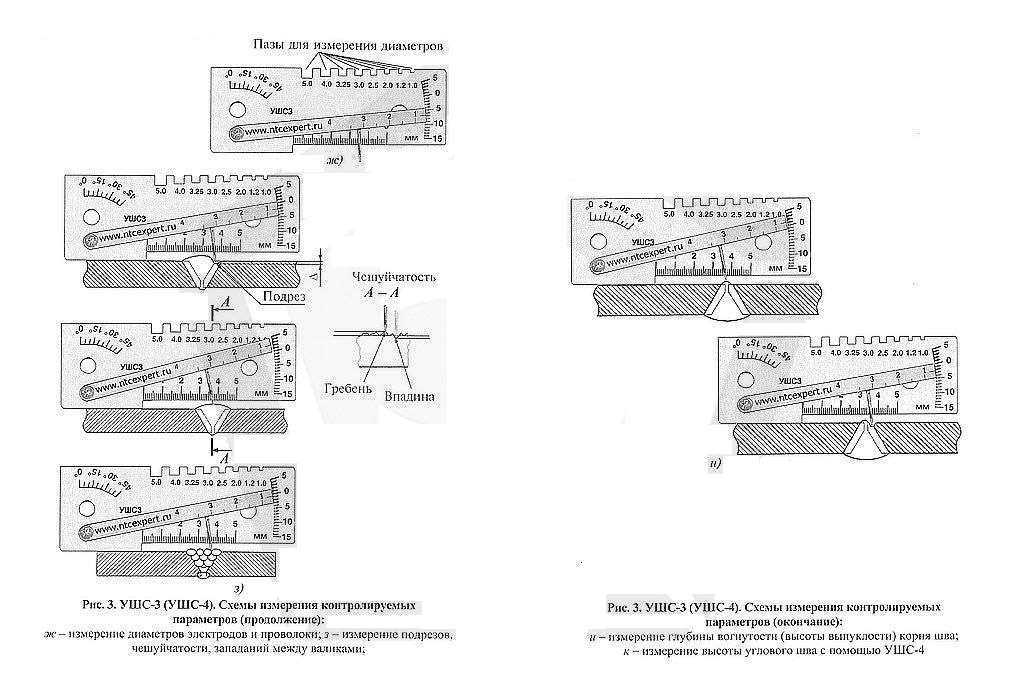
В отличие от качества провара, которое контролируется специальными приборами, катет шва измеряется с помощью специального прибора УШС-2 (шаблон сварщика универсальный). Его также называют катетером.
Шаблон состоит из нескольких пластин из тонколистового металла с пазами с определенной длиной ножки. Между собой они соединены шарниром или соединительным кольцом.
Измерения проводятся с помощью пошагового подбора наиболее подходящего размера ноги. И определяется, когда одна из разделок на пластинах примыкает к сварному шву с минимальным зазором между дугой шаблона и поверхностью соединения.
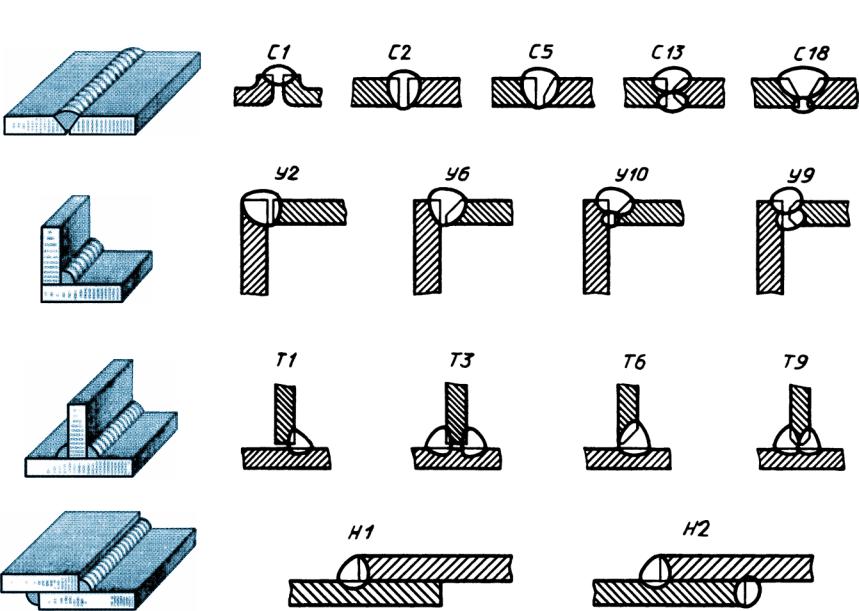
Основные виды сварных соединений электродуговой и газовой сварки следующие: стыковая С, угловая У, внахлест Н, тавровая Т .
Фальцы вальцованные угловые треугольного профиля выполняются прямыми, выпуклыми и вогнутыми. Чаще всего используется прямой (обычный) шов. Выпуклые швы (условно называемые армированными) склонны к подрезке (непровару в местах стыков шва со стенками деталей) и обладают пониженной циклической прочностью. Вогнутые швы самые прочные, но их выполнение сложнее и менее производительно.
Чаще всего используется прямой (обычный) шов. Выпуклые швы (условно называемые армированными) склонны к подрезке (непровару в местах стыков шва со стенками деталей) и обладают пониженной циклической прочностью. Вогнутые швы самые прочные, но их выполнение сложнее и менее производительно.
Основной размерной характеристикой угловых швов является расчетное сечение К
Полка швов нахлесточных соединений при сварке тонких листов (менее 4 мм) равной толщине с листов. Для материалов большей толщины (4 -16 мм) катет шва определяют из соотношения
К = 0,4 с + 2 мм (1)
При сварке материалов разной толщины катеты шва выполняют равна толщине s более тонкого материала (но не более указанной в соотношении (1). При сварке материалов разной толщины шов рекомендуется выполнять вогнутым.
В косынках с одинаковой толщиной стенки размер полки определяется толщиной кромки. В угловых и тавровых соединениях, где размеры шва могут быть произвольными, катет шва выполняют равным толщине s свариваемых материалов, но не более значений, приведенных в соотношении ( 1).
При тавровом соединении материалов разной толщины катет шва выполняется равным по толщине s более тонкому материалу. Швы рекомендуется делать вогнутыми
Среди видов соединения листов наиболее простым и долговечным является соединение встык.
Недостатком соединений внахлестку является то, что под действием растягивающих или сжимающих усилий они подвергаются изгибу с моментом, примерно равным произведению действующей силы на сумму полутолщин свариваемых листов и деформируются. Производительность сварки за счет наличия двух швов и массы соединений внахлестку больше, чем соединений встык. Стыки с полосой можно усилить сваркой листов. Соединения с двусторонними накладками избавлены от изгиба, но тяжелы и нетехнологичны
Разновидностью соединений внахлест являются прорезные (пробковые) швы, образованные сплавлением круглых или продолговатых отверстий, предварительно сделанных одним из соединяемых листов (эти соединения иногда называют электрозаклепками). Из-за высокой трудоемкости изготовления, низкой прочности и негерметичности шва это один из худших видов соединения. К ней следует прибегать только в крайних случаях, когда по конструктивным условиям невозможно применить сварку другими, более производительными способами.
Из-за высокой трудоемкости изготовления, низкой прочности и негерметичности шва это один из худших видов соединения. К ней следует прибегать только в крайних случаях, когда по конструктивным условиям невозможно применить сварку другими, более производительными способами.
При толщине одного из свариваемых материалов менее 6 — 8 мм щелевая сварка заменяется простой и производительной операцией точечного проплавления более тонкой части соединяемых материалов или шовной проплавкой.
Кромки свариваемых тонких листов (в среднем
Толщина кромок листов
При большей толщине необходима разделка кромок, заключающаяся в снятии фасок; цель — создание сварочной ванны и обеспечение полного провара.
Круговые фаски получают точением, прямые фаски фрезерованием или строганием.При толщине кромок более 15 — 20 мм фаски снимают автоматической газовой резкой
Резку с криволинейными фасками применяют в основном для прямых и кольцевых швов.Швы, которые имеют фигурную форму в плане вырезаются методом копировально-фрезерной обработки
Условные изображения и обозначения сварных соединений по ГОСТ 2. 312
312
Головка для отслеживания биений и швов Д50
Головка для отслеживания биений и швов Д50- Продукция →
- Доставка луча →
- Технологические головки →
- Сварка →
- D50 Головка для отслеживания качания и шва
FLW-D50 SF и качание
Сварка
- Резка
- Сварка
- Плакировка
2D3D
Модуль отслеживания качания и шва в одном корпусе
Адаптер сварочной головки IPG для отслеживания качания и шва объединяет две технологии в одном компактном модуле. Модуль позволяет одновременно вихлять лазерным лучом и отслеживать сварочный шов. Колебание лазерного луча улучшает качество сварки, а также качество отделки, а функция отслеживания шва позволяет автоматически регулировать боковое положение сварочной головки при изменении положения шва. Сварочные головки IPG с функцией качания обеспечивают непревзойденное качество сварки даже на материалах с высокой отражающей способностью. Идеальные для перекрытия зазоров без присадочного материала, качающиеся головки IPG обеспечивают потрясающую визуальную отделку и однородность сварного шва по всему шву. Модуль совместим по принципу plug-and-play со сварочной головкой высокой мощности D50.
Идеальные для перекрытия зазоров без присадочного материала, качающиеся головки IPG обеспечивают потрясающую визуальную отделку и однородность сварного шва по всему шву. Модуль совместим по принципу plug-and-play со сварочной головкой высокой мощности D50.
3D
- Обзор
- Преимущества
- Дополнительные функции
Особенности
| Непревзойденная мощность лазера | Полностью интегрированное отслеживание швов |
| Программируемые параметры сканирования | Герметичный для долговременной стабильности |
| Переменный радиус и частота вобуляции | Архитектура plug-and-play для всех лазеров IPG |
| Технические характеристики
Пример конфигурации
* Доступны другие фокусные расстояния. |

| Идеально подходит для плохо подогнанных деталей, обеспечивая визуально впечатляющую отделку сварного шва. | ||||||||
Углеродистая сталь | Алюминий | Аустенитная нержавеющая сталь | Кожухотрубный теплообменник из аустенитной нержавеющей стали | Аустенитная нержавеющая сталь | ||||
Wobble Process Heads Brochure
Преимущества сварки Wobble по сравнению с обычными методами сварки
Моды Wobble
- .
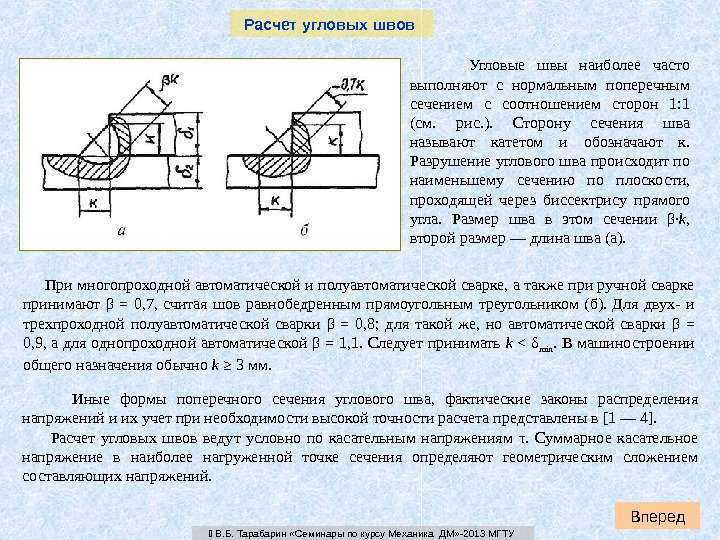
- Частота и амплитуда колебаний могут быть изменены в зависимости от приложения
Качество/стабильность сварки
- По сравнению с обычными (лазерными) методами сварки сварка с опцией колебания обеспечивает превосходное качество сварки.
- Вихляние также помогает преодолеть проблемы согласованности, связанные с обратными отражениями, при сварке таких материалов, как алюминий, медь и т. д.
Угловой шов на алюминии 6061-T6 (толщина 1,5 мм). Изображение слева показывает общее качество, а микроскопическое изображение справа показывает крупный план сварного шва.
Материалы, склонные к растрескиванию/пористости
- При сварке традиционными методами некоторые материалы чувствительны к дефектам сварки, например:
– Некоторые марки алюминия, склонные к порообразованию в процессе сварки
– Пружинная сталь, чувствительная к термическому растрескиванию амплитуды и частоты), так что дефекты сварки могут быть минимизированы или устранены.
| 6061 Образец алюминия, сваренный с помощью обычного процесса лазерной сварки: очевидные поры в поперечном сечении | 6061 алюминиевый образец, сваренный с головкой воблера: в поперечном сечении отсутствует пористость |
Сварка разнородных металлов
- При сварке разнородных металлов воблер имеет несравненные преимущества, например:
– Если один материал имеет более высокую температуру плавления или более высокую отражательную способность, чем другой, поведение материалов при плавлении можно «сбалансировать», выбрав соответствующие параметры вобуляции.
– Некоторые комбинации металлов склонны к образованию хрупких интерметаллических соединений в результате сварки. При использовании воблера можно лучше контролировать плавление/затвердевание интерметаллидного слоя, что улучшает качество сварного шва.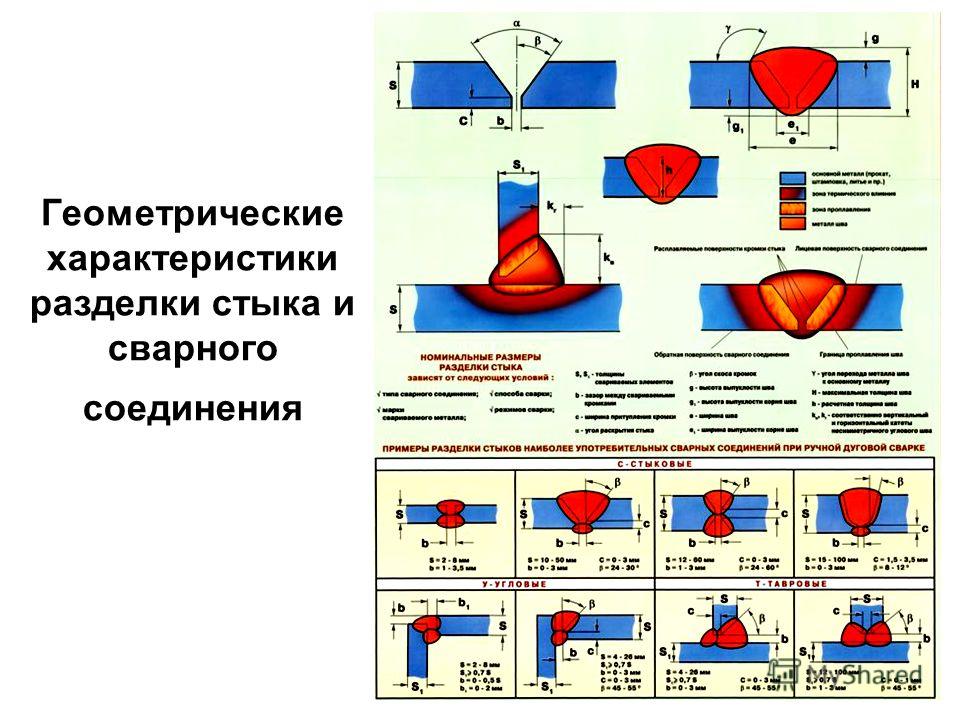
| Трубки из нержавеющей стали 304 и бескислородной меди, сваренные вместе с помощью кольцевого качания | EDS-изображение, показывающее смешивание металлов в поперечном сечении сварного шва |
Допуск для переменных процесса
Что касается параметров процесса, таких как зазор между заготовками, то сварка с вилянием обеспечивает значительно более широкий диапазон параметров процесса, что приводит к получению сварных швов хорошего качества.
Пример: Стыковая сварка листов из нержавеющей стали (толщина 1,5 мм):
| A) Изменение зазора между заготовками | B) Смещение от центральной линии между заготовками | |
| Зазор, мкм | 0 | 50 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | |
| Обычная лазерная сварка | или | или | Δ | Δ | × | × | × | × | × | × | × | |
| Лазерная сварка с колебанием | или | или | или | или | или | или | Δ | Δ | Δ | Δ | × | |
| Смещение, мкм | 0 | 50 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 |
| Обычная лазерная сварка | или | или | или | или | Δ | × | × | × | × | × | × | × |
| Лазерная сварка с колебанием | или | или | или | о | или | или | или | Δ | Δ | Δ | Δ | × |
o = Хороший сварной шов
Δ = Приемлемый
× = Неприемлемый/Не приваренный
Отслеживание швов
| |
Сверление
| |
Сканирование
|
Установка новых стандартов – производительность сварки
Большинство компаний предъявляют самые высокие требования к качеству сварных швов, но они также могут извлечь выгоду из быстрого, простого и, прежде всего, экономичного решения.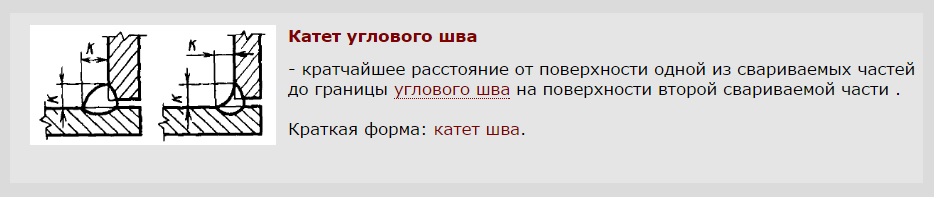 При сварке важно не только качество шва; скорость тоже играет немалую роль.
При сварке важно не только качество шва; скорость тоже играет немалую роль.
Оба они позволяют сварщику работать более эффективно, и когда сварщик работает в меру своих возможностей и оборудования, затраты в конечном итоге снижаются. Но в некоторых случаях даже лучший сварщик и лучшее оборудование не могут решить проблемы, присущие конкретному процессу, такому как сварка TIG.
Сварочный процесс ArcTig от Fronius обеспечивает высокую скорость сварки и превосходное качество сварного шва.Имея это в виду, компания Fronius разработала инновационный подход к традиционному процессу TIG, ориентированный на качество шва и скорость механизированной сварки. Новый подход, получивший название ArcTig, включает в себя специальную сварочную горелку, которая позволяет целенаправленно фокусировать дугу TIG и значительно увеличивать плотность ее энергии.
При использовании модифицированного процесса TIG сварщики могут сваривать высоколегированные листы и трубы толщиной до 10 мм без тщательной подготовки шва. И они могут сделать это на исключительно высоком уровне качества и намного быстрее.
И они могут сделать это на исключительно высоком уровне качества и намного быстрее.
Сварочный процесс Fronius ArcTig основан на принципе сварки вольфрамовым электродом в среде инертного газа, который известен большинству как сварка TIG. Хорошо подходящая для различных материалов и приложений, сварка TIG также может использоваться для соединения сложных материалов, таких как титан.
Во время процесса TIG дуга горит между неплавящимся вольфрамовым электродом и металлической заготовкой в бескислородной, нереакционной газовой атмосфере. Поток тока нагревает электрод, в результате чего возникает поток электронов. Это уменьшает комбинированное сопротивление, создавая мягкую широкую дугу.
Кроме того, защита из инертного защитного газа означает отсутствие химических реакций с жидкой сварочной ванной. Это позволяет сварщикам добиться идеального внешнего вида сварного шва с наилучшей структурой переплетения — и все это без закалки цветов и брызг.
Хотя процесс сварки ArcTig может реализовать основные возможности сварки TIG, он был специально разработан для применения в строительстве контейнеров и трубопроводов, в производстве турбин и строительстве специальных машин, кранов и резервуаров.
Ключевым нововведением процесса ArcTig является оптимизированная сварочная горелка с системой зажима электрода. Эта система зажима позволяет охлаждать электрод до кончика, увеличивает комбинированное сопротивление и создает высокое напряжение дуги.
В этой установке электронная эмиссия теперь происходит на небольшой площади, но с чрезвычайно высокой плотностью. Это делает дугу более узкой и направленной, позволяя сварщику добиться исключительного качества сварного шва. Еще одним преимуществом охлаждения является то, что оно предотвращает перегрев электрода во время сварки, обеспечивая повышенную стабильность дуги и обеспечивая более длительный срок службы и улучшенное зажигание.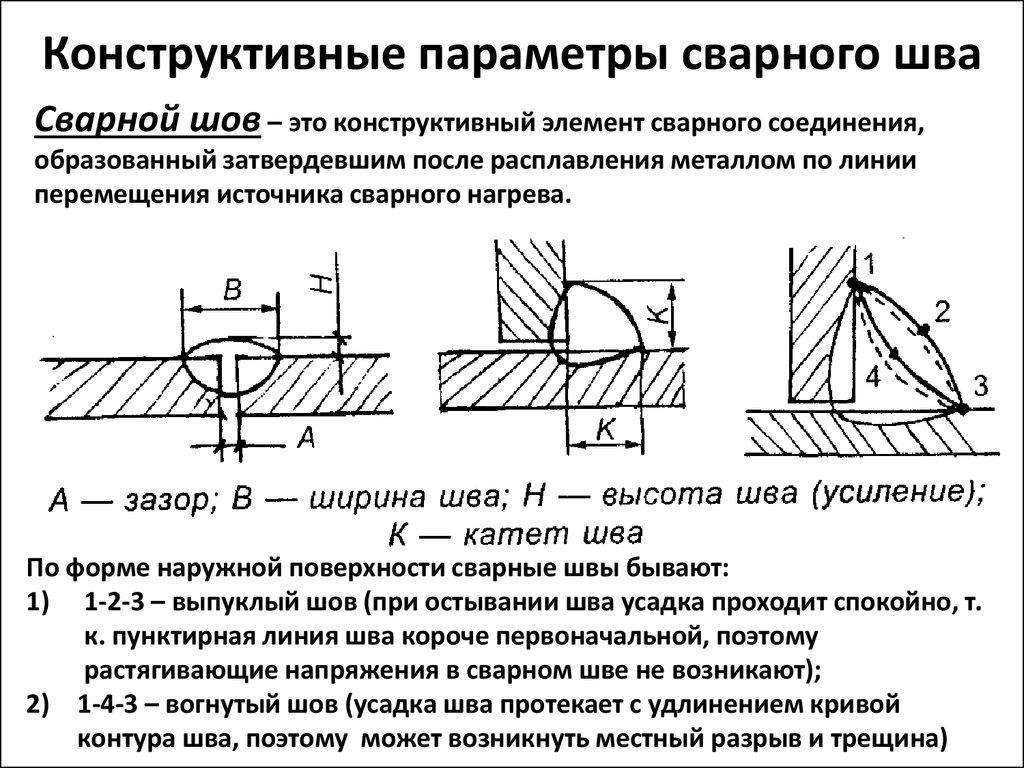
Качество, обеспечиваемое процессом ArcTig, позволяет производителям значительно повысить удовлетворенность клиентов, но в сегодняшней конкурентной среде скорость также является обязательным условием. Без быстрого времени обработки производители не могут обеспечить постоянно сокращающиеся сроки выполнения заказов, требуемые клиентами.
Для решения этих проблем сфокусированная дуга высокого давления позволяет использовать ArcTig для сварки компонентов в один слой с толщиной материала до 10 мм. При обычной сварке TIG часто требуется несколько слоев. Эта модернизация сама по себе сокращает время, необходимое для создания качественного сварного шва.
Кроме того, часто пользователям больше не нужно выполнять трудоемкую подготовительную работу с деталями. Поскольку при подготовке шва нет зазора, для процесса ArcTig не требуется поддержка сварочной ванны. Это в значительной степени сокращает доработку, так как сварной шов поднимается до минимальной степени, а деформация очень мала из-за уменьшенного подвода тепла.
Это позволяет пользователям значительно сократить время обработки, в то время как процесс сварки также допускает более высокие скорости сварки. Помимо времени и качества, обеспечиваемых процессом ArcTig, затраты на материалы снижаются по мере уменьшения объема сварного шва.
Кроме того, процесс также впечатляет с точки зрения работы. Поскольку он очень похож на сварку TIG, пользователям не нужно приспосабливаться к новому процессу, и они могут выполнять сварку сразу, не занимая много времени на обучение.
Минимальные потребностиЧтобы свести к минимуму необходимость в обучении и предотвратить неправильные действия сварщика, необходимо установить всего несколько параметров. Кроме того, сварщики могут использовать стандартные электроды для сварки вольфрамовым электродом в среде защитного газа, которые при необходимости быстро заменяются и легко подтачиваются.
Новая система зажима электрода зажимает электрод на большой площади.