Существует масса разновидностей флюса, которые помогают бороться с основными проблемами во время пайки металлов. Ортофосфорная кислота для пайки является достаточно распространенным видом флюса. Она также применяется для очищения металлических деталей от ржавчины последующей защит, так как после ее воздействия на металле появляется защитная пленка, которая помогает защитить от образования коррозии и прочих негативных явлений. Это неорганическое вещество, формула которого выглядит как Н3РО4. При стандартных условиях она имеет вид бесцветных гигроскопичных кристаллов. Если вещество нагреть выше 213 градусов Цельсия, то оно превратится в пирофосфорную кислоту, формула которой является Н4Р2О7.

Ортофосфорная кислота для пайки алюминия, нержавейки
Этот флюс может послужить, когда идет пайка нержавейки, а также никеля и его сплавов. Он имеет практически универсальное применение, так как может работать с черными металлами. Канифоль для пайки не обладает столь широким спектром действия, а также кислотой намного легче паять. Но в то же время кислотой не стоит паять контакты, так как она будет попросту съедать материал. Ортофосфорная кислота может растворяться этаноле и прочих растворителях. Помимо этого вещество используется еще в ряде промышленных направлений. Производство осуществляется согласно ГОСТ 10678-76.
Разновидности ортофосфорной кислоты 

Ортофосфорная кислота делится по двум основным направлениям, которые касаются ее применения. Это может быть:
- Пищевая промышленность. Данная разновидность используется при производстве продуктов питания. К примеру, она может выступать регулятором кислотности газированных напитков. Также она может стать подкислителем для плавленых сырков и сыров. Ее применяют во время производства колбасы, во время хлебопечения, как один из компонентов разрыхлителя, при изготовлении сахара и прочих процедурах. В пищевой промышленности это обозначается как антиоксидант Е338.

Ортофосфорная кислота для пищевой промышленности (Е338)
- Техническая промышленность. Это широкий спектр областей использования, так как это может быть кислота для пайки радиаторов в ремонтной сфере, сельское хозяйство, ремонтные мастерские и многое другое.
Состав и физико-химические свойства
Внешне кислота выглядит как светло-желтый раствор или бесцветная масса. Доля хлористого цинка в общей массе составляет минимум 50%. Нерастворимый осадок вещества не должен превышать 0,001% от общей массы вещества. Возможны добавления аммиака, примерно, 0,5%. Исходя из представленной формулы вещества Н3РО4, можно сделать вывод, что это трехосновная кислота, которая имеет среднюю силу. Если она будет взаимодействовать с более сильными кислотами, то будет проявлять признаки амфотерности, а также образовывать фосфорита. При контакте с водой, она проходит через электролитическую диссоциацию.

Химическая формула кислоты
Вещество нельзя назвать безопасным, так что во время пайки желательно применять средства индивидуальной защиты, чтобы исключить попадание на кожу и глаза. Кислота очень хорошо растекается по основному материалу и обеспечивает высокую эффективность спаивания. Это относительно агрессивная среда, так что при взаимодействии с тонкими контактами или другими деталями, она может оказать негативное влияние на материал. Паяльная кислота или ортофосфорная кислота лучше всего проявляет свои свойства во время спаивания металлов с высокой температурой плавления. Она одинаково хорошо взаимодействует как с черными, так и цветными металлами. Материал хорошо растворяется в воде.
Технические характеристики ортофосфорной кислоты
| Параметры | Значение параметров |
| Как выглядит вещество | Светло-желтая или прозрачная жидкость |
| Плотность флюса, г/см в квадрате | 1,69 |
| Растворяется ли в воде | да |
| Сила давления паров при температуре 20 градусов Цельсия, Па | 4 |
| Соотношение ортофосфорной кислоты в общей массе флюса, % | 73 |
| Доля сульфатов в общей массе, % | 0,35 |
| Доля железа в общей массе, % | 0,04 |
| Доля мышьяка в общей массе, % | 0,0005 |
| Доля тяжелых металлов сероводородной группы в общей массе, % | 0,001 |
| Доля фтористых соединений в общей массе, % | 0,0005 |
| Доля трибутилфосфата в общей массе,% | 0,0005 |
| Доля взвешенных частиц в общей массе, % | 0,05 |
Особенности выбора
Если вам предстоит пайка низкоуглеродистых сталей, то использование ортофосфорной кислоты будет одним из лучших решений. Данный флюс используется в тех случаях, когда требуется проводить работу с трудно спаиваемыми материалами. Зачастую сама кислота составляет около 75% от всей массы флюса. Наличие добавок является важным элементом, так как они помогают справиться с основными сложностями во время спаивания. Благодаря им, ортофосфорная кислота пайки нержавейки помогает провести эту процедуру с высоким уровнем качества.
Как правило, производители стараются придерживаться одного и того же состава, который соответствует принятому ГОСТу, так что большого разнообразия разновидностей не наблюдается. Тем не менее, когда дело доходит до осмотра уже готового материала, то здесь можно сделать некоторые выводы по поводу качества. В первую очередь следует обращать внимание на наличие осадка, так как он является негативным явлением и чем его больше, тем хуже качество кислоты для пайки. Особенно хорошо это заметно в больших емкостях.
При выборе также стоит обращать внимание на цвет, так как чем более темный оттенок имеет вещество, тем больше в нем примесей.

Ортофосфорная кислота с разными химическими примесями
Это не всегда является негативным моментом, так как некоторые добавки. Которые улучшают свойства спаивания, могут создавать красящий эффект. Но слишком темные жидкости лучше не выбирать, так как стандартным оттенком для вещества является светло-желтый. Тара для хранения и перевозки также имеет большое значение. Чаще всего она поставляется в небольших стеклянных или пластиковых бутылках, емкостью около 10 мл, что удобно для использования. «Важно! Это один из тех случаев, когда срок хранения имеет высокое значение, так что его следует всегда проверять при покупке, тем более что в большинстве случаев кислоту нельзя хранить более 6 месяцев.»
Особенности применения и пайки ортофосфорной кислотой
Ортофосфорная кислота для пайки алюминия и прочих металлов относится к вредным для здоровья человека веществам. Она пожаро- и взрывобезопасна, но хранить ее нужно в плотно закрытой емкости.
«Важно!
Во время пайки следует обеспечить хорошее проветривание, особенно, если речь идет о домашних условиях.»
Необходимо использовать средства индивидуальной защиты, а если вещество все же попало на кожу, то нужно промыть этот участок большим количеством проточной воды использованием мыла.
Сам процесс пайки практически не отличается от использования других видов флюса. Перед пайкой поверхность металла нужно зачистить, а потом обработать флюсом. Благодаря активному воздействию кислоты, даже если останется ржавчина или какой-либо налет после этого, поверхность станет полностью пригодной для нанесения припоя. Действие ортофосфорной кислоты происходит достаточно быстро, поэтому, после нанесения сразу же можно наносить расплавленный припой, а после его остывания можно смыть остатки флюса обыкновенной водой.
Производители
- МегаХим;
- НижегородХимПродукт;
- Иркутский Химический Завод;
- «Химия» Ростов-на-Дону.

Алюминий часто используют в домашних целях.

Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.

Детали алюминия по теплопроводности также близки к медным. Поэтому алюминий используют и для радиаторов.

Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?

Дело в том что при обычных условиях алюминий легко взаимодействует с кислородом воздуха и покрывается тонкой — 0,0002 мм, но твердой оксидной пленкой -Al2O3. Пленка защищает металл от дальнейшего его окисления и придает ему матового, сероватого цвета.

Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:
Место пайки покрывают канифолью, рядом располагают, готовят надфиль. Все время добавляя новый канифоль надфилем зачищают алюминиевую поверхность. Пока напильник чешет место пайки под канифолью, он так срывает тот окисел. Наловчившись так,метод принесет хорошие результаты. Для пайки алюминия толщиной до 1 мм мощность паяльника достаточна в 50 Вт.

Способ 2. Пайка с мелкими железными опилками:
Канифоль как известно растворимая в этиловом спирте. Поэтому растворив твердую канифоль некоторым количеством спирта до состояния меда. Добавляем к тому раствору мелкие железные опилки. Такой «железной» канифолью залуживаем сначала жало паяльника, потом начинаем им интенсивно натирать место пайки в аллюминие.

Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой. Способ 3. Анальгин при пайке:

Чистое место пайки покрывают не толстым слоем канифоли, натирают таблеткой анальгина.

Далее прижимая жало горячего паяльника, залуживаем поверхность припоем. После чего надо смыть остатки ацетоном и еще прогреть.

Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.

При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:

Существуют также много промышленных флюсов.

Например смесь олеиновой кислоты с йодидом лития.

Покрывая деталь даже без зачистки перед пайкой.

Можно получить хорошие результаты и качественный стык.

Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.

Место пайки зачищаем шкуркой и наносим на нее несколько капель медного купороса. К алюминию подключаем «минус» (например батарейки). К «плюсу» же присоединяем кусок медного провода. Зубной щеткой чуть протираем по алюминию. Провод не должен прикасаться к пластинке, только ворс щетки. Далее медную поверхность паяем как обычно.

Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.

Флюсы для алюминия
Содержание статьи
Пайка алюминия достаточно сложный технологический процесс. Помимо оксидной пленки на поверхности алюминия, процесс затруднён необходимостью воздействия более высоких температур, чем при пайке меди. Тем не менее, паять алюминий можно, поскольку для этих целей были разработаны специальные флюсы.Основная задача флюса для низкотемпературной пайки алюминия, это растворение оксидной пленки, которая мешает нормальному растеканию припоя и соединению деталей. Для пайки алюминия применяются только активные флюсы, в составе которых имеется кислота. Абсолютно не подходит для этих целей канифоль, и другие, подобные ей, неактивные флюсы.
Состав флюса для алюминия
Основными компонентами активных флюсов для пайки алюминия при температуре ниже 300 градусов, это органические кислоты и их амиды, а также триэтаноламин. Наибольшей активностью отличаются олеиновая, элаидиновая, муравьиная и уксусная кислота.

Связано это с тем, что активность всех вышеперечисленных кислот повышается с ростом температуры. Поэтому воздействуя на оксид Al2O3, они способны полностью разрушить его, что даст припою нормально пристать к поверхности спаиваемых деталей из алюминия.
Марки флюсов для пайки алюминия
Флюс Ф59А — предназначен для низкотемпературной пайки алюминия, а также сплава АМц с медью и сталью, при температуре от 150 до 320 градусов.

Флюс Ф61А — кроме пайки алюминия предназначен для спаивания деталей из оцинкованного железа, меди и бериллиевой бронзы. Температура работы с флюсом, как и в предыдущем случае, составляет 150-320°С.
Флюс Ф54А — состоит на 82% из триэтаноламина. Данный флюс также предназначен для пайки алюминия и его сплавов в домашних условиях.
Флюс Ф64 — подходит для пайки алюминия и дюралюминия.
Данный вариант флюса для алюминия чем-то напоминает паяльный флюс ЛТИ-120, который предназначен для пайки меди, никеля и углеродистой стали. При нанесении флюса Ф-64 на поверхность алюминиевых деталей, и под воздействием высоких температур, он способен разрушить прочную плёнку оксида алюминия, очистив тем самым металл для нормального растекания припоя.

Все вышеперечисленные флюсы — подходят для пайки алюминия. Ну а о том, как паять провода, всегда можно узнать на сайте samastroyka.ru.
Где можно использовать флюс Ф-64
Активный флюс для пайки алюминия Ф-64 можно применять:
- Для спаивания скрутки алюминиевых проводов. Таким образом, можно паять алюминиевые и медные провода обычным паяльником. Правда мощность паяльника должна быть достаточно большой, не менее 100 Вт. В противном случае, пайка алюминия может быть затруднена.
- Для пайки колб конденсаторов и алюминиевых радиаторов.
- Других деталей из алюминия и его сплавов.
Отдельного внимания заслуживает вопрос о том, чем паять алюминий. Для пайки можно использовать как электрический паяльник, так и небольшую газовую горелку. Если пайка алюминия происходит с использованием электрического паяльника, то, он должен быть достаточной мощности, чтобы разогреть припой.

Так, например, для скрутки проводов сечением не более 2,5 мм², вполне хватить электрического паяльника мощностью в 40-60 Вт. При пайке более толстых жил, в 4 и более мм², уже будет нужен паяльник мощностью от 100 Вт.
При использовании любого активного флюса, в том числе и для пайки алюминия, не стоит забывать об удалении его остатков после выполнения работ. Для удаления большинства флюсов с поверхности металла достаточно воспользоваться куском мягкой ткани смоченной в обычной воде.
Оценить статью и поделиться ссылкой:Сложность пайки алюминия не только в домашних условиях, но и в условиях промышленного производства, обусловлена в первую очередь особыми свойствами этого металла, что делает его принципиально отличным от других разновидностей цветных металлов, активно используемых как в промышленности, так и в быту.
Металл алюминий обладает целым набором парадоксальных свойств, то есть свойств, которые взаимно исключают друг друга, но тем не менее легко уживаются в одном металле.
С одной стороны, это очень легкоплавкий металл, температура плавления чистого алюминия составляет 660 градусов. Это химически очень активный металл. Алюминий способен мгновенно вступать в химические реакции практически со всеми активными веществами. Это очень мягкий и не очень прочный металл.
С другой стороны, крайне высокая химическая активность алюминия приводит к тому, что он мгновенно вступает в химическую реакцию с кислородом, содержащимся в окружающем воздухе, с образованием на своей поверхности плёнки оксида алюминия: Al2O3. Оксид алюминия имеет второе название — корунд. Это очень прочное, абсолютно химически инертное вещество. Температура плавления: 2400 градусов. Используется в промышленности как огнеупорный материал.
Металл алюминий
 Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
И этот же оксид алюминия превращает обычную пайку в достаточно сложный технологический процесс, требующий для своего успешного осуществления применения специальных флюсов, особых припоев и некоторых специфических методов.
Суть процесса пайки любого металла, в том числе и алюминия, состоит во введении в пространство между спаиваемыми деталями специального связывающего вещества в расплавленном состоянии. Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Трудности пайки
 С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Поэтому основная трудность заключается в проблеме удаления практически неудалимой оксидной плёнки с поверхности металла.
Вторая трудность состоит в низкой температуре плавления алюминия. Дело в том, что наиболее прочное соединение получается при применении так называемых тугоплавких припоев. Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
Удаление оксидной плёнки
Проблему удаления поверхностной плёнки решают двумя принципиально разными способами:
- Путем применения специальных активных флюсов с предварительной механической очисткой поверхности металла.
- С помощью процесса электролиза.
Активные флюсы
 Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
- Ф-34А. Специальный флюс. Плавится при температуре 420−620 градусов. Применяется с тугоплавкими припоями. Состав: Хлорид калия 50% Хлорид лития 32% Фторид натрия 10% Хлорид цинка 8%
- Ф-61А. Флюс для алюминия. Плавление происходит при температуре 150−320 градусов. Применяется с обычными олово — свинцовыми припоями. Состав: Фторборат цинка 10% Фторборат аммония 8% Триэтаноламин 82%
- Ф-64. Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.
- НИТИ-18 (Ф-380). Специальный флюс для алюминиевых сплавов. Температура пайки 390−620 градусов.
- А-214. Универсальный безотмывочный флюс средней активности.
 Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Электрохимический метод (процесс электролиза)
Суть этого способа заключается в том, что поверхность алюминия вместе с его непобедимым оксидом просто-напросто заменяется медной поверхностью. А пайка меди происходит намного проще, быстрее и надёжнее. Осуществляют это с помощью простейшей гальванической установки.
- Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.
- Медный провод, лишённый изоляции, закрепляется внутри железной щетины абразивной щётки таким образом, чтобы в процессе трения щётки о поверхность алюминия провод её не касался.
- На место пайки, предварительно обработанное шкуркой или иным абразивным инструментом, капают несколько капель медного купороса.
- В процессе трения на поверхности алюминия будет постепенно образовываться слой красной меди, как следствие процесса электролиза.
- Медная поверхность намного проще подвергается процессу лужения и последующей пайки, чем поверхность алюминиевая.
 Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.
Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.Припои для пайки
 Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Для алюминия применяют специальные припои, в состав которых входят сам алюминий, а также кремний, медь, серебро и цинк.
- 34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов.
- ЦОП 40. Состав: Цинк 60% Олово 40%. Плавится при температуре 300−320 градусов.
- HTS 2000. Основа состава цинк, алюминий и медь, а также некоторые незначительные добавки. Всего в припое девять компонентов, которые в совокупности обеспечивают его очень хорошие качества. Плавится при температуре 300 градусов. Производство США.
 34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов.
34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов. Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Как правило, тугоплавкие припои имеют температуру плавления, сопоставимую с температурой плавления самого алюминия, поэтому их применяют в основном для паяния крупногабаритных, массивных алюминиевых деталей. В этом случае возможно обеспечить хороший теплоотвод за счёт большой массы спаиваемых поверхностей и тем самым предотвратить разрушение конструкции в результате её расплавления вместе с припоем.
Латунный припой для алюминия не применяется.
Процесс пайки алюминия
Технология процесса пайки алюминия ничем не отличается от пайки любого другого металла и состоит из ряда последовательных действий:
- Обезжиривание места пайки.
- Механическая очистка с помощью абразивных средств.
- Нанесение флюса. Необходимо практически сразу после механической обработки нанести на обработанную поверхность флюс. Так как чем больше проходит времени после абразивного воздействия на оксидную плёнку, тем прочнее она становится.
- Лужение разогретых поверхностей. Расплавление припоя и распределение его по поверхности металла.
- Соприкосновение залуженных поверхностей и фиксирование. Фиксация производится до того момента, пока припой не застынет. Как правило, это происходит в течение одной-двух минут.
- Промывка под проточной водой места пайки с целью вымывания остатков флюса. Если этого не сделать, металл в месте спайки может начать корродировать, так как флюс содержит в своём составе сильные кислоты.
 Обезжиривание места пайки.
Обезжиривание места пайки.Разогрев спаиваемых поверхностей
Для пайки небольших алюминиевых деталей, например, проводов, как правило, используют электрический паяльник мощностью от 50 до 100Вт, в зависимости от сечения провода. Для более массивных деталей, например, кастрюли, автомобильные радиаторы — целесообразно применять более мощные источники тепла. Как правило — это паяльная лампа или газовая горелка, купленная или изготовленная самостоятельно. При пайке алюминия газовой горелкой и разогревании спаиваемых поверхностей необходимо придерживаться следующих правил:
- Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом. Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.
- Нельзя использовать кислород в целях дополнительного обогащения газовой смеси. Так как это будет усиливать окислительные процессы в месте пайки и, как следствие, ускорять образование оксидной плёнки на поверхности металла.
 Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом. Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.
Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом. Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.Использование канифоли
Чтобы спаять и припаять алюминиевые провода небольшого сечения, можно успешно применять свинцово-оловянные припои, используя в качестве флюса канифоль. В этом случае абразивную обработку поверхности провода производят под слоем расплавленной канифоли, а в качестве абразивного инструмента используют раскалённое жало паяльника, а также небольшое количество металлических опилок.
- Кусочек канифоли и металлические опилки помещают на место будущей пайки.
- Разогретым луженым жалом паяльника расплавляют канифоль.
- После того как канифоль полностью расплавится и равномерно распределится по поверхности, начинают тереть жалом паяльника по поверхности алюминия сквозь слой расплавленной канифоли.
- В результате раскалённое жало паяльника вместе с металлическими опилками начинает достаточно легко разрушать поверхностную оксидную плёнку, а слой канифоли не даёт возможности воздуху проникнуть в место пайки, в результате новая оксидная плёнка не образуется.
- После того как лужение завершается, спаиваемые поверхности соединяют друг с другом и снова прогревают до тех пор, пока припой не расплавится вновь и не заполнит всё пространство между спаиваемыми поверхностями.
 Кусочек канифоли и металлические опилки помещают на место будущей пайки.
Кусочек канифоли и металлические опилки помещают на место будущей пайки.Необходимо отметить, что данный способ подходит лишь для малогабаритных тонкостенных деталей или для проводов небольшого сечения. Во всех остальных случаях необходимо использовать специальные алюминиевые флюсы и тугоплавкие припои, предназначенные для пайки алюминия.
Минусы пайки алюминия
 Необходимо всегда помнить, что пайка — это не сварка. Она никак не затрагивает внутреннюю структуру металла, и поэтому место пайки по прочностным характеристикам всегда на несколько порядков слабее, чем сам спаиваемый металл. Место пайки нельзя подвергать большим механическим и температурным нагрузкам. В противном случае спаиваемые детали очень быстро разрушаться. Единственный вариант, когда пайка более уместна, чем сварка — это паяние алюминиевых проводов в электрических приборах или пайка прохудившегося автомобильного радиатора, когда отсутствует возможность заменить его новым.
Необходимо всегда помнить, что пайка — это не сварка. Она никак не затрагивает внутреннюю структуру металла, и поэтому место пайки по прочностным характеристикам всегда на несколько порядков слабее, чем сам спаиваемый металл. Место пайки нельзя подвергать большим механическим и температурным нагрузкам. В противном случае спаиваемые детали очень быстро разрушаться. Единственный вариант, когда пайка более уместна, чем сварка — это паяние алюминиевых проводов в электрических приборах или пайка прохудившегося автомобильного радиатора, когда отсутствует возможность заменить его новым.
Желательно исключить из домашней практики паяние и лужение прохудившихся алюминиевых кастрюль, кружек и прочих сковородок. В состав алюминиевых припоев и флюсов входят сильно ядовитые вещества. В этом случае тщательная промывка места пайки в проточной воде будет выглядеть, как игра в русскую рулетку.
В отличие от спаивания деталей из других металлов и сплавов соединение алюминия при помощи пайки является наиболее трудновыполнимым. Оно требует специальных флюсов.
Особенности
Флюс для пайки алюминия существенно отличается от составов, используемых для паяния меди и стали. Для него применяются реагенты, легко растворяющие окисную плёнку на поверхности алюминиевой детали, препятствующую пайке.
По сравнению с цинком и железом алюминий более активен – за считаные секунды тщательно зачищенная алюминиевая деталь образует новую оксидную пленку. Причем последняя не менее плотная, чем только что счищенная. Чтобы при зачистке алюминиевой детали не допустить образования новой оксидной пленки, и нужен слой флюса, закрывающий доступ к алюминию кислорода из воздуха.
В отличие от меди и стали алюминий обладает низкой температурой плавления – всего 660 градусов. Из-за этого перегрев алюминия чреват уменьшением прочности самой детали. Нагрев алюминия до 300 градусов приводит к уменьшению устойчивости детали или всей конструкции, на которой производится пайка.
Алюминиевые сплавы по сравнению с чистым алюминием плавятся при температуре менее 600 градусов. Чтобы этого избежать, применяются более низкотемпературные припои, содержащие олово, кадмий, висмут и индий. За слишком низкотемпературную пайку пользователь расплачивается неудовлетворительной прочностью паяного соединения. Поэтому в припой, предназначенный для пайки алюминия, вводят цинк, хорошо растворяющийся в алюминии.
Соединение на основе цинксодержащего припоя удаётся более прочным – сам цинк плавится при 420 градусах.
Распространённые виды
Имея в наличии специальный высокотемпературный паяльник и такой же припой, алюминий можно спаять, к примеру, с использованием канифоли.
Канифоль
Хотя канифоль является простейшим органическим флюсом, такой способ пайки требует отсека, из которого откачан воздух. Самостоятельно в домашних условиях спаять алюминий в безвоздушной среде весьма затруднительно. Жало паяльника обработано так, что на его конце имеется специальная канавка, облегчающая зачистку алюминиевой проволоки.
Порошковые
Чтобы избежать данных затруднений, и придуманы высокоактивные флюсы. Один из таких видов – порошковый состав. Пайка с его помощью требует паяльной лампы – газовой горелки, создающей концентрированный, узконаправленный поток пламени. Но отдельно вводить кислород в пламя запрещается – флюс быстро выгорает, а на спаиваемых деталях в точке соединения образуется новая окисная пленка.
Простейшие порошковые флюсы – лимонная и ацетилсалициловая кислоты. При пайке они выделяют большое количество паров, содержащих органические соли на основе этих кислот. Вдыхание этих паров небезопасно. Альтернатива – высокотемпературный порошковый флюс на основе натриевой соли борной кислоты: только при температуре свыше 700 градусов он приобретает вязкость, и его применение для алюминиевых сплавов весьма ограничено.
Паяльный жир можно измельчить в порошок. Он изготавливается на основе любого тугоплавкого жира, технического вазелина, парафина и иных органических реагентов, сохраняющих твёрдость при комнатной температуре. В качестве основных неорганических реагентов – вода, «очищенная» от ионов, хлорид цинка и хлорид аммония.
Жидкие
Жидкий флюс часто содержит в себе минеральную кислоту либо соль на её основе. Испарение этого флюса при пайке ещё более опасно для глаз и органов дыхания, чем всё те же лимонная и «аспириновая» кислоты.
Его основное достоинство – наивысшее качество пайки. Кислота, вступая в реакцию с алюминием, образует на его поверхности солевой слой, легко поддающийся пайке. Недостаток жидких флюсов – их остатки нужно смывать после окончания работ, чтобы не допустить коррозии.
Популярные марки
Ф-34А. Выполнен по ТУ 48-4-229-87 и содержит хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Облегчает пайку с припоем различных температур плавления. Может быть приготовлен на водной основе.
Ф-64 включает в себя тетраэтиламмоний, фториды, деионизированную воду, увлажняющие и задерживающие коррозию реагенты. Удаляет окисную пленку большой толщины и подходит для пайки массивных деталей. Паяет не только алюминий, но и бериллиевую бронзу.
Ф-61 включает в себя триэтаноламин, фторборат цинка, фторборат аммония. Работает всего при 250 градусах, подходит для алюминиевых сплавов.
Castolin Alutin 51 L – 32% олова, также добавлены свинец и кадмий. Годен при температуре от 160 градусов.
Как сделать своими руками?
Зачастую под рукой нет крепких минеральных кислот. Их могут заменить кислоты органические: лимонная, уксусная, ацетилсалициловая и другие. Флюс также готовится на основе любого масла, в котором не содержится большого количества воды. Чтобы выпарить из масла воду, его прогревают при температуре до 200 градусов. При более высокой температуре оно пережигается до углерода.
Если нет технического или индустриального масла, воспользуйтесь солидолом, вазелином или парафином, в который добавляется стальная или медная стружка.
Его назначение – зачистить алюминий, счистить с поверхности детали оксидную пленку, а органический наполнитель не даст кислороду вновь окислить алюминий. Это и есть самодельный флюс с медью или железом. Некоторые паяльщики применяют в качестве наполнителя китовый жир.
Поскольку цинк лучше соединяется с алюминием, хлорид цинка готовится на основе соляной кислоты. Такой простой, но весьма активный, действенный флюс может применяться не только при пайке алюминия, меди, стали и цинка. Препараты, например, содержащие соляную кислоту таблетки, продаются в аптеке – они используются пациентами, у которых нарушена выработка этой кислоты для желудочного сока.
Чтобы приготовился раствор хлорида цинка, несколько таких таблеток растворяют в дистиллированной воде, а затем опускают туда цинковые пластины, вырезанные из металлического стакана солевых батареек. Когда выделение водорода прекратится – реакция окончена, флюс готов к применению.
Как пользоваться?
Паять алюминий следует только после полного удаления оксидной пленки. Зачистить соединяемые точки деталей наждачкой не удастся – на месте старой пленки оксида алюминия тут же образуется новая, хоть и более тонкая. Перед удалением окисной плёнки поверхность деталей обезжиривают с помощью ацетона, 646-го растворителя или спирта.
После растворения оксидной пленки детали зажимают в тисках, прогревают паяльником и наносят слой припоя. При отсутствии флюса под разогретой и размягченной канифолью поверхностные слои, включая оксидную пленку, соскабливаются при помощи жала паяльника; такое место спайки не будет отличаться повышенной прочностью.
Если есть возможность, мелкие детали в точке спайки погружаются в предварительно расплавленный припой, при этом паяльник должен иметь повышенную мощность – вплоть до 100 Вт.
Подробнее о флюсе для пайки алюминия смотрите в видео ниже.
припоев и паяльных кислот
Дешевый вспаханный припой
Дешевый мягкий припой, который подходит для целей, в которых переносится небольшое давление, производится путем добавления к каждому фунту свинца при плавлении одной чайной ложки поваренной соли. C. L. Scoville.
Аштабула. Огайо.
Паяльная перемычка
При пайке, когда кислота не пригодна, обычная сальная свеча будет отвечать цели. Джон Б. Сперри.
Аврора, штат Иллинойс
Алюминиевый припой
Ниже приведена квитанция на алюминиевый припой, которую мы с успехом используем в Elwell-Parker Electric Co.Магазин, Кливленд, штат Огайо. Это результат экспериментов, проведенных несколькими нашими мастерами: свинья, 12 унций; листовой цинк, 3 унции; ртуть, 1 унция. Сначала растопите цинк, а затем добавьте олово. Когда олово расплавится, снимите с огня и добавьте ртуть, пока она еще в расплавленном состоянии. Будьте осторожны, чтобы тщательно перемешать смесь перед заливкой в форму. Используйте стеариновую кислоту для флюса.
Кливленд, штат Огайо. Л. Миллер.
Пайка оцинкованного железа
Для пайки оцинкованного железа без соскабливания используйте сырую соляную кислоту.
Филадельфия, Пенсильвания. Wm. Дэвис.
Раствор для пайки для стали, которая не разрушает работу
Раствор для пайки для стали, которая не ржавеет и не чернеет, состоит из 6 унций спирта, 2 унций глицерина и 1 унции оксида цинка. А. Л. Монрад.
Нью-Хейвен, Коннектикут
Нержавеющая пайка — раствор
Хороший антикоррозионный раствор для пайки металлов, в котором нельзя использовать кислоты, получают растворением канифоли в ацетоне, получая раствор примерно такой же толщины, как меласса; применяется обычным способом.
Бирмингем, англ. У. Р. Бауэрс.
Нержавеющая паяльная жидкость
Чтобы приготовить паяльную кислоту, которая не будет ржаветь железо, добавьте к насыщенному раствору цинка и соляной кислоты часть аммиака и разбавьте все равным количеством воды. Это было очень успешно использовано на вязальных машинах в паяльных иглах к их держателям, где кислота с вышеуказанными характеристиками имеет важное значение. J. H. V.
Нержавеющая паяльная жидкость
Для приготовления не ржавеющей паяльной жидкости растворяйте небольшие кусочки цинка в соляной кислоте до тех пор, пока не прекратится вспенивание.Постояв день, выньте нерастворенный цинк и отфильтруйте раствор. Затем смешайте с одной третью его объема C. P. аммиак 26 градусов, Beaume, и разбавьте водой в соответствии с работой для пайки. Этот флюс обеспечивает первоклассное обслуживание и не ржавеет. Ф. Э. Уиттлси.
Corry, Pa.
Пайка алюминия и меди
Часто утверждается, что алюминий нельзя легко и успешно припаять к другим металлам. Я неоднократно успешно и легко паял алюминий как для меди, так и для латуни следующим способом: сначала олово из алюминия и меди или латуни, используя стеарин в качестве флюса; протрите чистой, затем используйте хлорид цинка в качестве флюса; протрите припой в составе: олово 67 процентов., привести 33 процента. T.Iles.
Манчестер, Англия.
RM8498537691202045
| 000000000000000000000000000 | |||||
| 90 007 |

Описание:
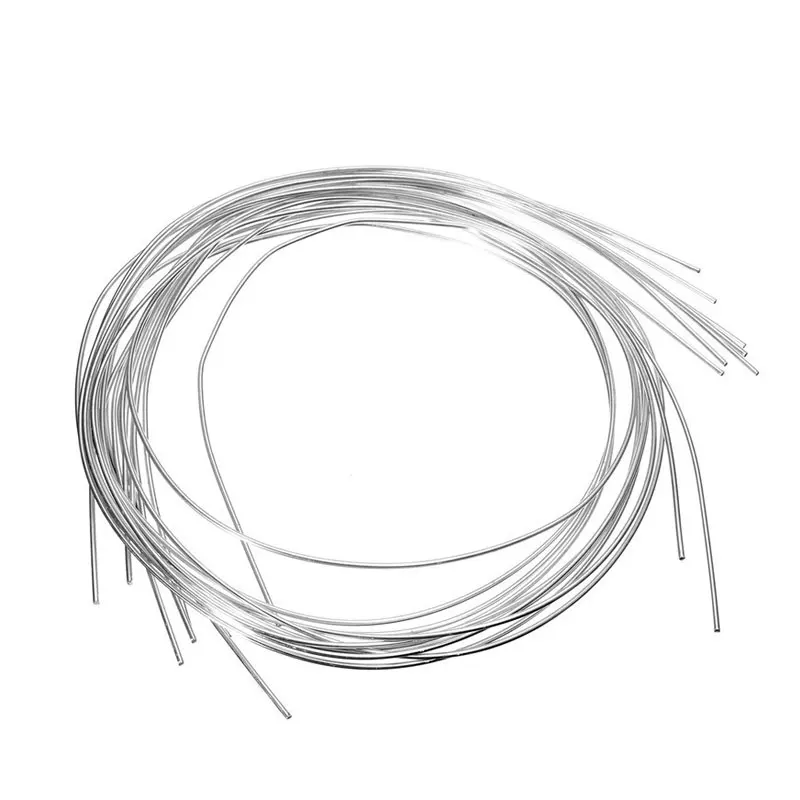
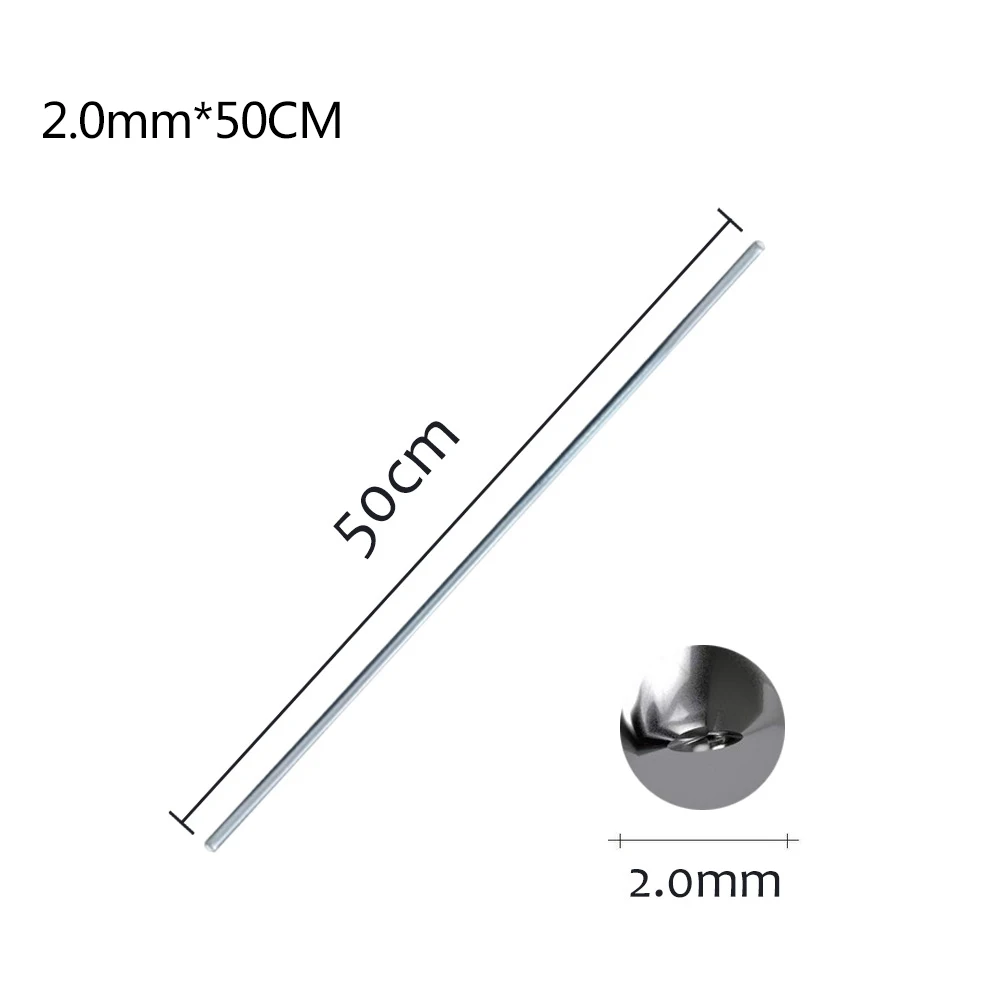
10 шт. 2 мм х 100 см Гипотермия низкотемпературная алюминиевая сварочная проволока для электрода
Спецификация:
диаметр: 2 мм
Длина: 100 см / шт
Материал: алюминий / алюминиевый сплав
Температура плавления: около или
Применение: сварка алюминия и алюминиевых сплавов
Применение:
Сварка алюминиевых деталей, конденсаторы кондиционеров, трубы кондиционеров, трубки высокого давления,
автомобильные цистерны с водой, топливные баки, медь, алюминий и др. Сварочные работы.
Как ваша собственная ситуация, мы не знаем, будет ли она работать на 100%, поэтому, пожалуйста, поймите и рассмотрите.
В пакет включено:
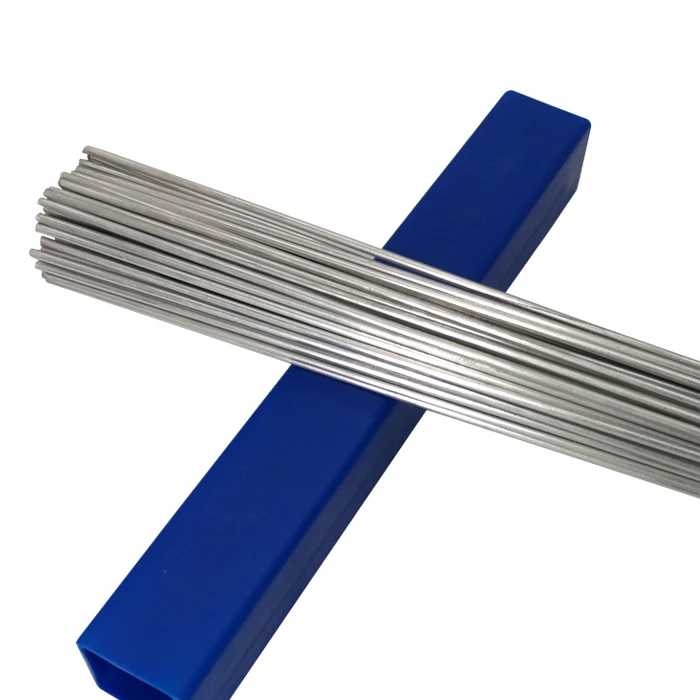
10 х Алюминиевый Сварочный стержень

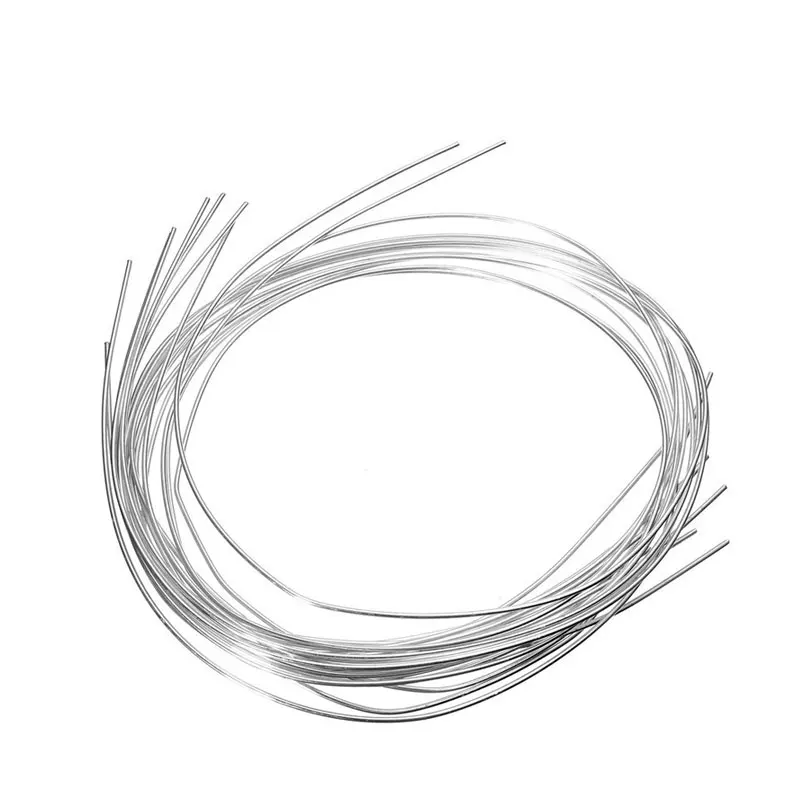








10 Шт. Алюминий Ремонт Сварочных Стержней WE53 Порошковая Низкотемпературная Алюминиевая Паяльная Проволока Припой для Пайки Алюминия
Описание:
Особенности:
100% новый и высокое качество.
Отличный сварочный эффект, с низкой температурой плавления.
Отличная свариваемость и коррозионная стойкость, высокая теплопроводность, высокая электропроводность и отличные рабочие характеристики.
Нет необходимости в припое, вам не нужно использовать другой порошок флюса с алюминиевым сплавом в качестве сварочной сердцевины и покрытие в качестве солевой основы. Очень
удобно и легко сваривать
Очень полезный в жизни, подходит для сварки или наплавки сварочного сплава с высокой прочностью, хорошей ковкостью и хорошей коррозионной стойкостью.
Легкий вес и небольшой объем. Очень легко согнуть и переносить.
Технические характеристики:
Продукт: алюминиевые сварочные прутки
Материал: алюминий.
Температура плавления: 380-420 ℃ / 572-788 ℉
Цвет: серебристый.
Общая длина: около 500×1,6 мм / 19,68×0,063 «.
Количество в наличии: 10 шт.
Примечание:
Переход: 1 см = 10 мм = 0,39 дюйма.
Пожалуйста, позвольте 0-5 мм ошибку из-за ручного измерения. Пожалуйста, убедитесь, что вы не возражаете, прежде чем вы предложите.
Из-за разницы между различными мониторами изображение может не отражать реальный цвет элемента. Спасибо!
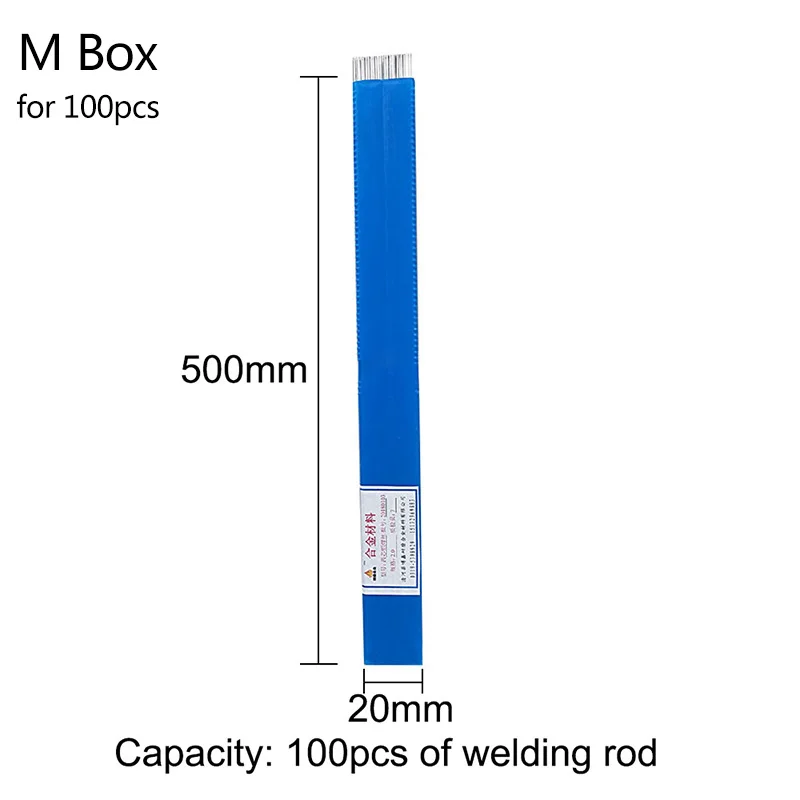
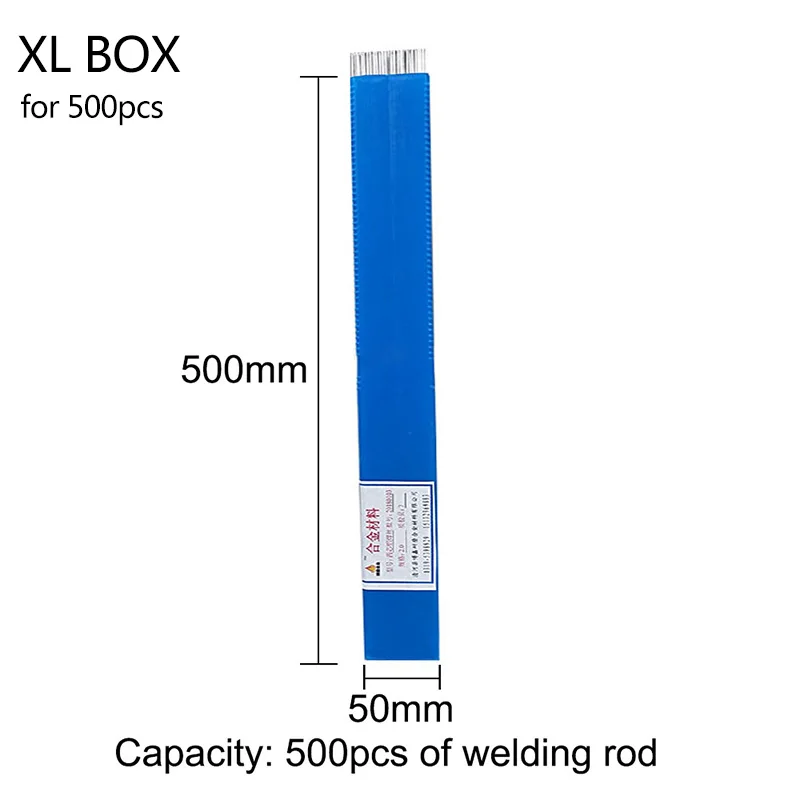
В коплект входит:
Сварочные стержни
Нет розничной упаковки
,Покупайте только коробку, проволока не содержит сварочной проволоки
Одно изделие не содержит коробку, вам нужна коробка, пожалуйста, сделайте заказ, спасибо ~
Алюминиевая сварочная паяльная труба 1.6 / 2MM Низкотемпературный алюминиевый паяльный стержень Сварочная проволока для порошковой пайки Нет необходимости в припое
Техническая характеристика изделия
Количество: 10 шт.
Материал: алюминий
Цвет: серебристый
Рабочая температура: 380 ° -400 °
Диаметр: 2 мм / 0.08 «, 1,6 мм / 0,06»
Длина: 500 мм / 19,7 »
Список пакетов:
10 * алюминиевая сварочная проволока
1. Широко используется — подходит для сварки или наплавки сварочного сплава с высокой прочностью, хорошей ковкостью и хорошей коррозионной стойкостью.
2. Материал хорошего качества — изготовлен из алюминиевого материала, нетоксичного, без запаха и прочного материала.
3.Припой не требуется — нет необходимости использовать другой флюс с алюминиевым сплавом в качестве сварочной сердцевины и покрытие в качестве соляной основы.
4. Применение — включает сварочную присадочную проволоку, а также проволочную и огнеупорную металлизацию Он также используется для аргонодуговой сварки и наполнения материала для чистого алюминия, соединения с алюминиевой шиной и направляющим стержнем электролитического алюминиевого завода, а также для энергетики, химии, пищевой промышленности и так далее.
5. Отличный сварочный эффект — разработан с полным и плавным сварочным эффектом, потому что изделие поставляется с внутренним порошком, отличной свариваемостью и устойчивостью к коррозии, высокой теплопроводностью, высокой электропроводностью и превосходными рабочими характеристиками
Использование:
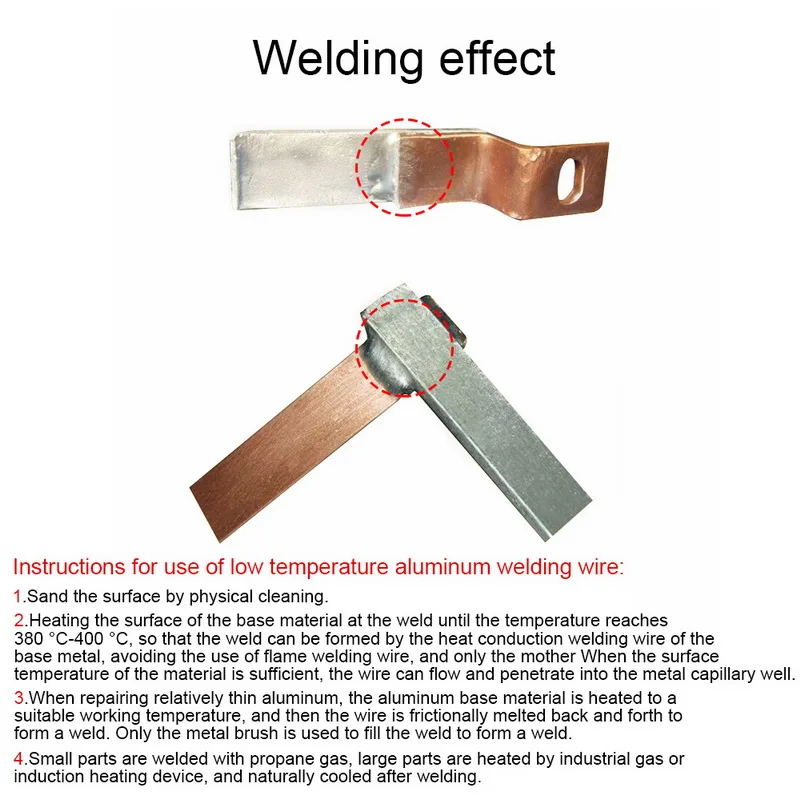
1. Очистите и отполируйте физическую поверхность.
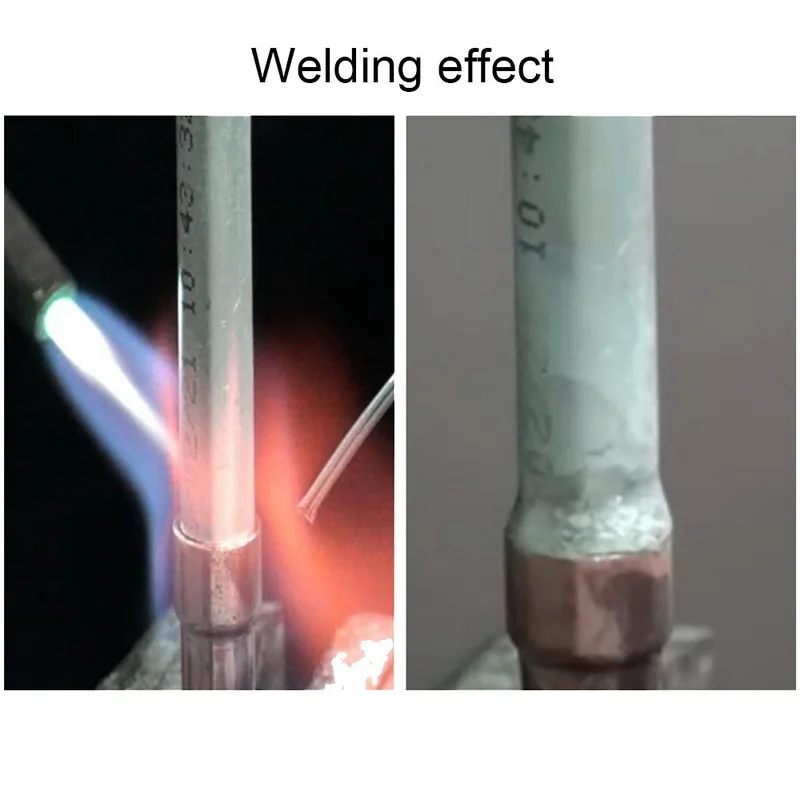
2. Нагревайте поверхность металлического материала до тех пор, пока температура проволоки не достигнет рабочей температуры от 380 ° до 400 °.
3. Алюминиевый основной металл нагревают до соответствующей рабочей температуры при ремонте тонкого алюминия, а затем используют трение проволоки и расплавляют для образования сварного шва.
4. Используйте пропановый газ для сварки небольших объектов и используйте промышленный газовый или индукционный нагреватель для нагрева и сварки больших объектов, его следует охлаждать естественным путем после сварки.
Внимание:
1. Чем толще кусок, тем сложнее его нагревать, поэтому важно использовать разумный источник тепла.
2. Пока температура поверхности основного металла достигает рабочей температуры сварочной проволоки, можно начинать сварку.
3. При использовании оксиацетиленовой сварки следует использовать сварку нейтральным пламенем, но, пожалуйста, не сжигайте проволоку напрямую.
4.Применимый источник тепла: такой как пропан, оксиацетилен и так далее.
5. Хранение: пожалуйста, храните в сухом и проветриваемом месте.
Примечание:
1. Поверхность основного металла должна быть чистой.
2. Температура основного металла должна достигать 400 градусов, в том числе в процессе сварки температуру основного металла следует поддерживать на уровне 400 °, а температура может быть высокой или низкой.

Политика доставки:
1.Стандартное обслуживание: China Post Обычных Малых Пакетов и China Post Зарегистрированной Воздушной Почтой, которые занимают 20-60 дней.
2. Стоимость заказа> $ 120 Бесплатная доставка через EMS, DHL или FedEx.
Стоимость заказа> $ 5 через Китай зарегистрированной воздушной почтой.
Если вам нужен быстрый экспресс, пожалуйста, свяжитесь с нами, если ваш заказ составляет менее $ 120
4. Если вы не получили свой заказ после 30 дней с момента оплаты, пожалуйста, свяжитесь с нами. Мы проследим ваш заказ и свяжемся с вами как можно скорее. Наша цель — удовлетворение клиентов!
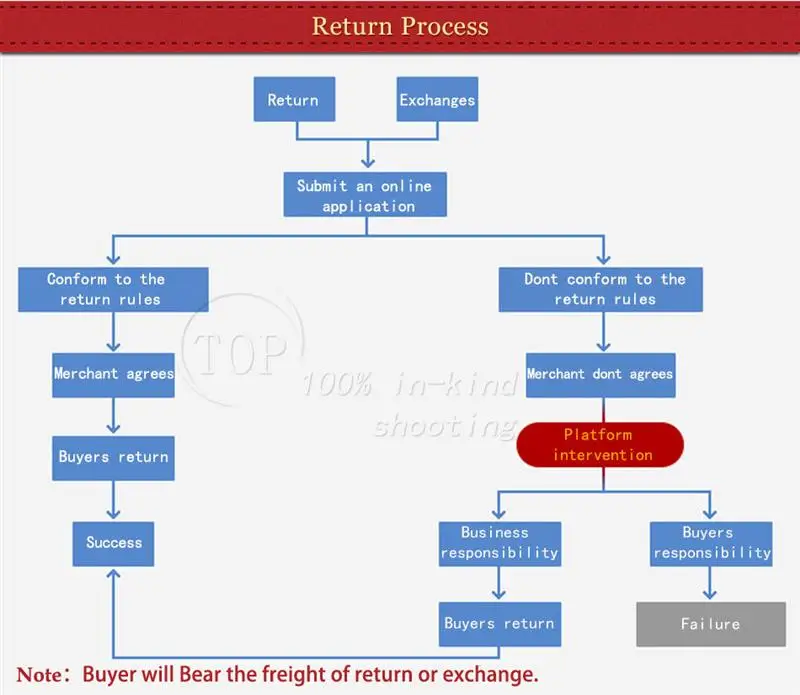
Обратная связь и возврат:
Если вам понравился наш продукт, пожалуйста, оставьте мне обратную связь со всеми 5 звездами (пункт как описано 5 звезд, связь 5 звезд и время доставки 5 звезд) и фотографии, чтобы поддержать нас, мы будем благодарны, что вы также можете поделиться им со своими друзьями на вк, ру.Itao, Facebook или Twitter.

Если вы не удовлетворены каким-либо образом, пожалуйста, не стесняйтесь связаться с нами, прежде чем оставлять отрицательный отзыв, я решу все проблемы для вас. Пожалуйста, помните, заказ закончился, но наш сервис еще не закончен. :).
СПАСИБО!
.