Классификация источников питания
30.05.2016Важнейшей составляющий сварочного оборудования является источник питания сварочной дуги. Источники питания все разные и подразделяются на разные группы. Зная классификацию источников питания, проще выбрать именно тот источник, который Вам нужен для выполнения работ по технологическому процессу сварочного производства.
Разберем основные признаки, по которым можно разделить источники питания дуги на разные группы. Существуют следующие типы источников питания: трансформаторы, выпрямители, преобразователи и т.д. Но чем в первую очередь они отличаются? Родом тока. Например, трансформаторы — это источники переменного тока, агрегаты, преобразователи и выпрямители — это источники постоянного тока.
Каждый источник питания дуги имеет свою вольтамперную характеристику дуги в зависимости от вида сварки. При ручной дуговой сварке на токах 200-500 А вольтамперная характеристика дуги жесткая. Но для обеспечения высокого качества сварных швов нужно соблюдать определенные условия, которым отвечает крутопадающая характеристика источника питания. При автоматической сварке под слоем флюса статическая характеристика источника питания тоже жесткая, но для обеспечения саморегулирования сварочного процесса статическая характеристика источника питания должна быть пологопадающей или жесткой. При полуавтоматической сварке в среде защитных газов статическая характеристика дуги возрастающая. Для обеспечения саморегулирования сварочного процесса необходимо, чтобы источник питания имел жесткую характеристику.
Надо четко понимать, что каждый источник питания рассчитан на определенную нагрузку, при которой он работает, не перегреваясь выше допустимых норм. Ток и напряжение источника, при которых он работает в данном режиме не перегреваясь, называются номинальными.
Часто в цехах работают многопостовые сварочные участки, поэтому для них нужны соответствующие источники питания. Таки образом, источники мы можем разделить на однопостовые и многопостовые.
Все мы прекрасно знаем, что есть свободно горящая дуга и сжатая, по этим признакам мы тоже можем разделить источники питания дуги.
Еще одним признаком является то, как будет установлен источник питания. Oн может быть стационарным и быть закрепленным на рабочем месте сварщика. А может быть переносным, легко транспортироваться по всей территории производства, что очень удобно в условиях монтажа.
Источники также можно разделить на группы по их принципу действия, а также по конструктивному оформлению.
Ну и напоследок, если Вы дочитали статью до конца, хочу рассказать о самом главном признаке, по которому делятся источники — это, конечно, их назначение. По данному классификационному признаку выделяют источники:
- для ручной дуговой сварки;
- для автоматической и механизированной сварки под флюсом;
- для сварки в защитных газах;
- для плазменной сварки и резки;
- для электрошлаковой сварки;
- для трехфазной сварки и многодуговой.
За многие годы у каждого сварщика вырабатываются свои предпочтения, с каким именно источником питания работать. Точно одно, что источники питания постоянного тока лучше при выполнении сложных технологических задач, так как при их применении повышается устойчивость горения дуги, улучшается качество сварки во всех пространственных положениях.
Однако не будем забывать и старый добрый трансформатор: его технико-экономические показатели имеют значительное преимущество даже в сравнении с источниками постоянного тока. Он прост в эксплуатации, долговечен, и обладает достаточно высоким КПД.
Источники питания для дуговой сварки: Учебное пособие » MIRLIB.RU
Название: Источники питания для дуговой сварки: Учебное пособие
Автор: Брунов О.Г., Солодский С.А., Ильященко Д.П.
Издательство: Томск: Изд-во Томского политехнического университета
Год: 2012
Формат: pdf
Страниц: 165
Для сайта: mirlib.
 ru
ru Размер: 16 mb
Язык: русский
В учебном пособии изложены технические и технологические разработки источников питания для дуговой сварки, позволяющие понять принцип действия, устройство и требования, предъявляемые к источникам питания сварочной дуги. Описаны источники переменного тока, выпрямители и генераторы. Приведено устройство сварочных установок для сварки легких сплавов и специальных сталей. Предназначено для студентов вузов, обучающихся по специальности 150202 «Оборудование и технология сварочного производства» и инженерно-технических работников, занятых в области сварочного производства.
СОДЕРЖАНИЕ
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ ДУГОВОГО РАЗРЯДА
1.1. Общие сведения
1.2. Электрическая сварочная дуга
1.2.1. Катод и катодное пространство
1.2.3. Анодная область
1.2.4. Ионизированные потоки газа в разрядном промежутке
1.2.5. Магнитное поле сварочной дуги
1.2.6. Статическая вольтамперная характеристика дуги
1.2.7. Статическая устойчивость системы источник питания — дуга
1.2.8. Эластичность дуги
1.3. Особенности горения дуги переменного тока
1.3.1. Постоянная составляющая сварочного тока
1.3.2. Трехфазная сварочная дуга
1.3.3. Требования к форме внешних характеристик источников питания
Глава 2. ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
2.1. Требования к источникам питания
2.1.1. Технико-экономические показатели
2.1.2. Структура обозначений типов электросварочного оборудования
2.1.3. Примеры обозначения оборудования для дуговой сварки
2.1.4. Классификация источников питания
Глава 3. ИСТОЧНИКИ ПИТАНИЯ ПЕРЕМЕННОГО ТОКА
3.1. Сварочные трансформаторы с механическим регулированием
3.1.1. Трансформаторы с подвижными обмотками
3.1.2. Трансформаторы с подвижными магнитными шунтами
3.1.3. Трансформаторы с нормальным магнитным рассеиванием и последовательно включенным дросселем
3.2. Сварочные трансформаторы с электронным регулированием
3.
 2.1. Работа тиристорного трансформатора
2.1. Работа тиристорного трансформатора 3.3. Трансформаторы с цепью подпитки
3.4. Трансформатор с прерывистым питанием дуги
Глава 4. СВАРОЧНЫЕ ВЫПРЯМИТЕЛИ
4.1. Однопостовые сварочные выпрямители с механическим регулированием
4.1.1. Функциональные блок-схемы
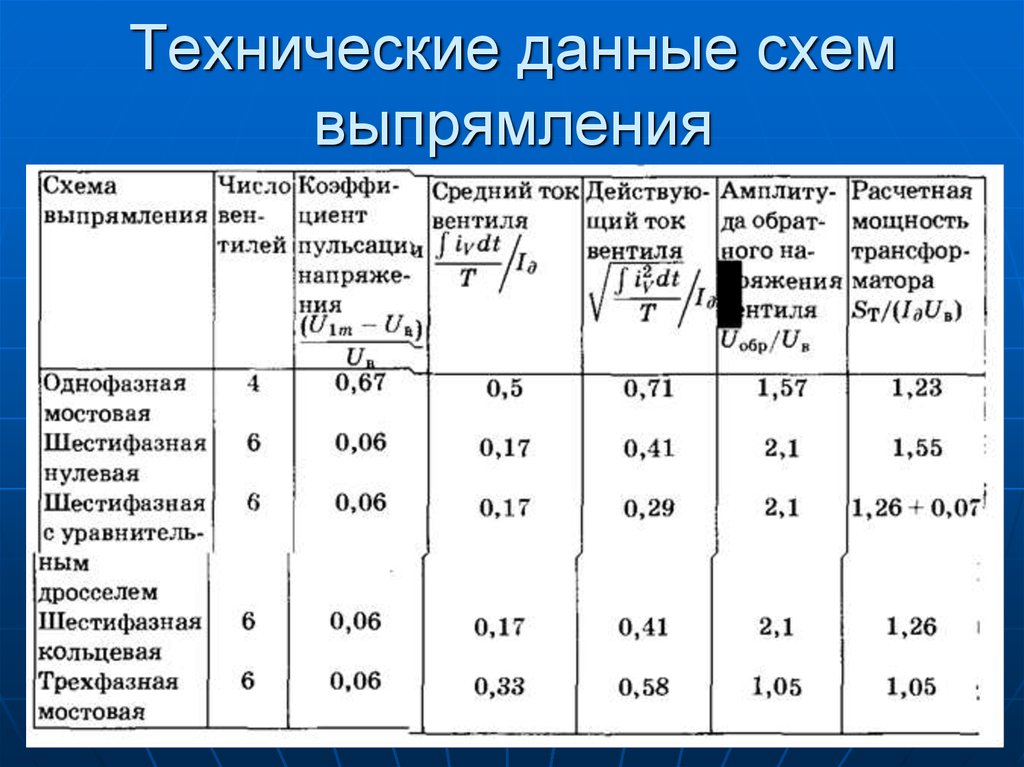
4.1.2. Многофазные схемы выпрямления
4.1.2.1. Трехфазная мостовая схема выпрямления
4.1.2.2. Двойная трехфазная схема с уравнительным реактором
4.1.2.3. Простая шестифазная схема с нулевой точкой
4.1.2.4. Кольцевая схема выпрямления
4.1.3. Сварочный дроссель
4.1.4. Блоки подпитки
4.1.5. Датчики тока
4.1.6. Блок фазового управления
4.2.1. Многопостовые выпрямители для ручной дуговой сварки
4.2.2. Многопостовые выпрямители для механизированной сварки в углекислом газе
Глава 5. ИНВЕРТОРНЫЕ ИСТОЧНИКИ ПИТАНИЯ
5.1. Параллельные инверторы
5.2. Последовательные инверторы
5.3 Двухтактный мостовой инвертор
5.4 Однотактный полумостовой инвертор
5.5 Резонансные преобразователи
5.6. Инверторный источник питания — энерго- и ресурсосберегающий фактор сварочного производства
Глава 6. СВАРОЧНЫЕ ГЕНЕРАТОРЫ
6.1. Генераторы с независимым возбуждением и последовательной размагничивающей обмоткой
6.2. Генераторы с самовозбуждением
6.3. Вентильные генераторы
Глава 7. УСТАНОВКИ ДЛЯ АРГОНОДУГОВОЙ СВАРКИ
7.1. Специализированные источники питания постоянного тока
7.2. Источники переменного тока
7.3. Блок цикла сварки
7.4. Блок поджига дуги
7.5. Блок нарастания тока и заварки кратера
7.6. Импульсный стабилизатор горения дуги
7.7. Устройство ограничения постоянной составляющей тока
Глава 8. ПАРАЛЛЕЛЬНОЕ СОЕДИНЕНИЕ СВАРОЧНЫХ ИСТОЧНИКОВ ПИТАНИЯ
8.1. Общие правила соединения источников питания для сварки на параллельную работу
8.2. Параллельное соединение сварочных трансформаторов
8.3. Параллельное соединение сварочных генераторов
Список литературы
Нашел ошибку? Есть жалоба? Жми!
Пожаловаться администрации
Информация
Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.
Тема | Количество учебных часов | ||||
На все | В том числе | ||||
для дневной формы | для заочной формы | на устан. | на обзорные занятия | на ЛПЗ | |
Установочные занятия | 2 | ||||
Введение | 2 | ||||
1. Источники питания | 46 | ||||
1.1. Свойства сварной дуги. Требования, предъявляемые к источникам питания | 4 | 2 | |||
1.2. Сварочные преобразователи и агрегаты | 8 | 1 | |||
1.2.1 Основные сведения о сварочных преобразователях и агрегатах | 2 | 1 | |||
1.2.2 Схемы включения и конструкция сварочных генераторов постоянного тока. Режимы работы сварочных генераторов | 2 | ||||
1.2.3 Требования безопасности труда и пожарной безопасности при обслуживании преобразователей и агрегатов | 2 | ||||
Лабораторная работа №1 Изучение конструкции сварочного генератора | 2 | 2 | |||
1. | 7 | 2 | |||
1.3.1 Общие сведения об однофазных трансформаторах | 2 | 1 | |||
1.3.2 Классификация сварочных трансформаторов. Электрическая и магнитные схемы. Режимы работы трансформатора | 3 | 1 | |||
Лабораторная работа №2 Изучение конструкции сварочного трансформатора | 2 | 2 | |||
Обязательная контрольная работа №1 | 1 | ||||
1.4. Сварочные выпрямители | 12 | 2 | |||
1.4.1 Классификация сварочных выпрямителей. Функциональная и электрическая схемы сварочного выпрямителя | 2 | 1 | |||
1.4.2 Способы регулирования напряжения в сварочных выпрямителях. Основные технические данные сварочных выпрямителей | 2 | 1 | |||
1. | 2 | ||||
Лабораторная работа №3 Изучение конструкции сварочного выпрямителя. Получение его падающей внешней характеристики | 2 | ||||
Лабораторная работа №4 Изучение конструкции выпрямителя. Получение жесткой внешней характеристики | 2 | ||||
Лабораторная работа №5 Изучение конструкции выпрямителя. Получение его универсальной характеристики | 2 | ||||
1.5. Многопостовые источники питания | 6 | ||||
1.5.1 Общие сведения о многопостовых источниках питания | 2 | ||||
1.5.2 Конструкция и электрические схемы многопостовых источников питания для ручного дуговой сварки | 2 | ||||
Лабораторная работа №6 Изучение конструкции выпрямителя типа ВКСМ | 2 | 2 | |||
1. | 8 | 2 | |||
1.6.1 Назначение, конструкция, принцип действия вспомогательных устройств | 2 | 1 | |||
1.6.2 Назначение, устройство, принцип действия оборудования для сварки неплавящимся электродом | 2 | ||||
1.6.3 Общие сведения об унифицированных и инверторных источниках питания | 2 | 1 | |||
Лабораторная работа №7 Изучение конструкции, настройка параметров установки типа УДАР | 2 | ||||
2. Автоматы, полуавтоматы и аппараты электрической сварки плавлением | 80 | ||||
2.1. Общие сведения об устройстве сварочных автоматов, полуавтоматов | 2 | ||||
2.2. Сварочные полуавтоматы | 28 | 2 | |||
2. | 2 | 1 | |||
2.2.2 Основные устройства и механизмы полуавтоматов | 2 | ||||
2.2.3 Назначение, устройство и работа полуавтоматов для сварки под флюсом | 4 | 1 | |||
2.2.4 Конструктивные особенности, принцип действия полуавтоматов для сварки в среде защитных газов | 2 | ||||
2.2.5 Электрические схемы полуавтоматов для сварки в среде защитных газов | 4 | ||||
2.2.6 Основные технические данные сварочных полуавтоматов | 2 | ||||
2.2.7 Требования безопасности труда и пожарной безопасности при работе на сварочных полуавтоматах | 2 | ||||
Лабораторная работа №8 Изучение
конструкции полуавтомата А-765, его
настройка. | 2 | 2 | |||
Лабораторная работа №9 Изучение конструкции полуавтомата А-825, его настройка. | 2 | ||||
Лабораторная работа №10 Изучение конструкции полуавтомата А-547, его настройка | 2 | ||||
Лабораторная работа №11 Изучение конструкции полуавтомата А-1197, его настройка | 2 | ||||
Лабораторная работа №12 Изучение конструкции полуавтомата СПАР, его настройка | 2 | ||||
2.3. Сварочные автоматы | 11 | 2 | |||
2.3.1 Основные сведения об автоматах электрической сварки плавящимся электродом | 2 | ||||
2.3.2 Принцип регулирования длины дуги и управления сварочными автоматами | 2 | 1 | |||
2. | 3 | 1 | |||
Лабораторная работа №13 Изучение конструкции сварочного автомата АДФ-1002 | 2 | ||||
Лабораторная работа №14 Изучение конструкции сварочного автомата АДПГ | 2 | ||||
Обязательная контрольная работа №2 | 1 | 1 | |||
2.4. Многодуговые сварочные автоматы | 4 | ||||
2.5. Аппараты для электрошлаковой сварки | 10 | 1 | |||
2.5.1 Основные сведения об аппаратах для электрошлаковой сварки, их классификация | 4 | 1 | |||
2.5.2 Устройство и работа аппаратов для электрошлаковой сварки | 2 | ||||
2. | 2 | ||||
Лабораторная работа №15 Изучение конструкции сварочного автомата А-612 | 2 | ||||
2.6. Аппараты и установки для плазменной сварки и резки | 6 | 2 | |||
2.6.1 Общие сведения о назначении, конструкции, принципе действия оборудования для плазменной сварки. Технические характеристики и обозначения | 4 | 1 | |||
2.6.2 Требования безопасности труда при их обслуживании | 2 | 1 | |||
2.7. Установки для электронно-лучевой сварки | 6 | 2 | |||
2.7.1 Общие сведения о назначении, конструкции, принципе действия установок для электронно-лучевой сварки | 4 | 1 | |||
2. | 2 | 1 | |||
2.8. Техническое обслуживание сварочного оборудования | 12 | ||||
2.8.1 Виды неисправностей при работе сварочных установок различного типа | 2 | ||||
2.8.2 Причины возникновения основных неисправностей и способы их устранения | 4 | ||||
2.8.3 Виды технического обслуживания, их периодичность. Основные виды работ, выполняемые при техническом обслуживании | 2 | ||||
2.8.4 Требования безопасности труда при ремонте оборудования для электрической сварки плавлением | 2 | ||||
2.8.5 Электродержатели. Сварочные провода. Щитки и маски сварщиков. Инструмент сварщика | 2 | ||||
ИТОГО | 128 | 18 | 8 | ||
Цель и изучение темы | Содержание темы | Результат | |||
Введение | |||||
Сформировать представление о предмете «Источники питания и оборудование сварки плавлением», целях и задачах предмета | Значение предмета, его связь
с другими учебными предметами. Применение сварочного оборудования в технологических процессах. Краткий исторический обзор развития электросварочного оборудования. Перспективы развития и внедрения отечественного электросварочного оборудования | Излагает применение сварочного оборудования в технологических процессах, краткий исторический обзор развития электросварочного оборудования | |||
1. Источники питания | |||||
1.1. Свойства сварочной дуги. Требования, предъявляемые к источникам питания | |||||
Сформировать знания о возникновении сварочной дуги, о статической и динамической вольт-амперной характеристиках сварочной дуги, об особенностях горения дуги при переменном токе.Дать понятие о режимах работы источников питания, их классификация и система обозначений | Физическая сущность возникновения сварочной дуги. Статические и динамические вольт-амперные характеристики сварочной дуги. Особенность горения дуги при переменном токе. Технологические требования к источникам питания сварочной дуги. Их технико-экономические показатели. Понятие о режимах работы источников питания, их классификация и система обозначений | Излагает и объясняет классификация предприятий по назначению производимой ими продукции, однородности перерабатываемого сырья и технологического процесса. Излагает и объясняет участки по производству сварных конструкций: склад металла, заготовительное производство, промежуточный склад заготовок отделение сборки и сварки узлов конструкций, отделение общей сборки и сварки конструкций, склад готовой продукции | |||
1. | |||||
1.2.1.Основные сведения о сварочных преобразователях и агрегатах | |||||
Сформировать знания о сварочных преобразователях и агрегатах | Основные сведения о сварочных преобразователях и агрегатах. | Объясняет назначение сварочных преобразователей и агрегатов | |||
1.2.2 Схемы включения и конструкция сварочных генераторов постоянного тока. Режимы работы сварочных генераторов | |||||
Дать понятия о схемах включения и конструкция сварочных генераторов постоянного тока и вентильных. Режимах работы и внешней характеристике сварочных генераторов. Способах регулирования сварочного тока и напряжения дуги | Схемы включения и конструкция сварочных генераторов постоянного тока и вентильных.Режимы работы и внешние характеристики сварочных генераторов. Способы регулирования сварочного тока и напряжения дуги. Конструктивные особенности, технические данные и обозначение сварочных преобразователей и агрегатов для ручной сварки под флюсом и в среде защитных газов | Объясняет схемы включения и конструкция сварочных генераторов постоянного тока и вентильных. Режимы работы и внешние характеристики сварочных генераторов. Способы регулирования сварочного тока и напряжения дуги | |||
1.2.3 Требования безопасности труда и пожарной безопасности при обслуживании преобразователей и агрегатов | |||||
Дать понятие о требованиях безопасности труда и пожарной безопасности при обслуживании преобразователей и агрегатов | Требования безопасности труда и пожарной безопасности при обслуживании преобразователей и агрегатов | Оказывает первую помощь пострадавшему от действия электрического тока и при отравлении газами, пользуется индивидуальными средствами защиты от поражения электрическим током и средствами пожаротушения | |||
Лабораторная работа № 1 Изучение конструкции сварочного
генератора. | |||||
Сформировать знания о конструкции сварочного генератора | Изучение конструкции сварочного генератора. Получение его падающей внешней характеристики | Описывает конструкцию сварочного генератора | |||
1.3. Сварочные трансформаторы | |||||
1.3.1. Общие сведения об однофазных трансформаторах | |||||
Сформировать знания об однофазных трансформаторах | Общие сведения об однофазных трансформаторах.Классификация сварочных трансформаторов с повышенными магнитными полями рассеяния. Их отличие от трансформаторов без потока рассеяния. Электрическая и магнитная схемы | Объясняет устройство трансформаторов | |||
1.3.2.Классификация сварочных трансформаторов. Электрическая и магнитные схемы. Режимы работы трансформатора | |||||
Электрических и магнитных схемах. Способах регулирования сварочного тока: перемещением обмоток относительно друг друга; переключением обмоток параллельного и последовательного соединений; делением вторичной обмотки на две части при помощи магнитного шунта с обмоткой управления и без нее | Причины образования магнитного
потока рассеяния. Режимы работы
трансформатора. Процесс получения
падающей внешней характеристики.
Способы регулирования сварочного
тока: перемещением обмоток относительно
друг друга; переключением обмоток
параллельного и последовательного
соединений; делением вторичной
обмотки на две части при помощи
магнитного шунта с обмоткой
управления и без нее. Технико-экономические показатели работы сварочных трансформаторов. Основные технические данные трансформаторов и их обозначение. Электрическая и функциональная схемы включения трехфазного сварочного трансформатора. Способы регулирования силы сварочного тока. Область применения, краткая техническая характеристика и обозначение трехфазных сварочных трансформаторов. Определение по внешней характеристике и параметрам сварочного трансформатора технологического способа сварки. Требования безопасности труда и пожарной безопасности при обслуживании сварочных трансформаторов | Объясняет причины образования магнитного потока рассеяния, способы регулирования сварочного тока: перемещением обмоток относительно друг друга; переключением обмоток параллельного и последовательного соединений; делением вторичной обмотки на две части при помощи магнитного шунта с обмоткой управления и без нее | |||
Лабораторная работа № 2 Изучение конструкции сварочного трансформатора. Получение его внешней характеристики. | |||||
Дать понятия о режимах работы трансформатора | Изучение конструкции сварочного трансформатора. Получение его внешней характеристики | Объясняет устройство трансформаторов | |||
Обязательная контрольная работа № 1 | |||||
1.4. Сварочные выпрямители | |||||
1.4.1 Классификация сварочных выпрямителей. Функциональная и электрическая схемы сварочного выпрямителя | |||||
Сформировать знания о схемах сварочного выпрямителя | Классификация сварочных
выпрямителей. | Объясняет устройство сварочных выпрямителей | |||
1.4.2 Способы регулирования напряжения в сварочных выпрямителях. Основные технические данные сварочных выпрямителей | |||||
Дать понятия о способы регулирования напряжения в сварочных выпрямителях. О назначении, устройств и обозначении сварочных выпрямителей с падающей, жесткой и универсальной характеристикой | Способы регулирования напряжения в сварочных выпрямителях. Назначение, устройство и обозначение сварочных выпрямителей с падающей, жесткой и универсальной характеристикой. Основные технические данные сварочных выпрямителей. Определение по внешней характеристике и параметрам сварочного выпрямителя технологического способа сварки | Объясняет схему сварочного выпрямителя, способы регулирования напряжения в сварочных выпрямителях | |||
1.4.3 Требования безопасности труда при обслуживании сварочного выпрямителя | |||||
Дать понятие о безопасности труда при обслуживании сварочного выпрямителя | Требования безопасности труда при обслуживании сварочного выпрямителя | Оказывает первую помощь пострадавшему | |||
Лабораторная работа № 3 Изучение конструкции сварочного выпрямителя. Получение его падающей внешней характеристики. | |||||
Сформировать знания о конструкции сварочного выпрямителя, падающей внешней характеристики | Изучение конструкции сварочного
выпрямителя. | Описывает конструкцию сварочного выпрямителя, падающей внешней характеристики | |||
Лабораторная работа № 4 Изучение конструкции выпрямителя. Получение его жесткой внешней характеристики. | |||||
Сформировать знания о конструкции сварочного выпрямителя, жесткой внешней характеристики | Изучение конструкции выпрямителя. Получение его жесткой внешней характеристики | Описывает конструкцию сварочного выпрямителя, жесткой внешней характеристики | |||
Лабораторная работа № 5 Изучение конструкции выпрямителя. Получение его универсальной внешней характеристики. | |||||
Сформировать знания о конструкции сварочного выпрямителя, универсальной внешней характеристики | Изучение конструкции выпрямителя. Получение его универсальной внешней характеристики | Описывает конструкцию сварочного выпрямителя, универсальной внешней характеристики | |||
1.5. Многопостовые источники питания | |||||
1.5.1 Общие сведения о многопостовых источниках питания | |||||
Сформировать сведения о многопостовых источниках питания | Общие сведения о многопостовых источниках питания | Излагает основные технические данные и обозначение многопостовых источников питания . | |||
1. | |||||
Сформировать сведения о блок-схеме, конструкции и электрических схемах многопостовых источников питания для ручной дуговой сварки под флюсом и для сварки в среде защитных газов, их основные технические данные и обозначение | Блок-схема многопостового источника питания. Конструкция и электрические схемы многопостовых источников питания для ручной дуговой сварки под флюсом и для сварки в среде защитных газов, их основные технические данные и обозначение. Параллельное включение источников питания | Излагает электрические схемы многопостовых источников питания для ручной дуговой сварки под флюсом и для сварки в среде защитных газов | |||
Лабораторная работа № 6 Изучение конструкции выпрямителя типа ВКСМ. | |||||
Сформировать знания о конструкции выпрямителя типа ВКСМ | Изучение конструкции выпрямителя типа ВКСМ | Описывает конструкцию выпрямителя типа ВКСМ | |||
1.6. Специализированные источники питания | |||||
1.6.1 Назначение, конструкция, принцип действия вспомогательных устройств | |||||
Дать понятия вспомогательных устройств (осцилляторов, регуляторов напряжения дуги и сварочного тока) | Назначение, конструкция, принцип действия, краткая техническая характеристика и обозначение вспомогательных устройств (осцилляторов, регуляторов напряжения дуги и сварочного тока) | Объясняет принцип действия осцилляторов | |||
1. | |||||
Дать понятие оборудования для сварки неплавящимся электродом | Назначение, устройство, функциональные блок-схемы, принцип действия и обозначение оборудования для сварки неплавящимся электродом в среде защитных газов | Объясняет принцип действия оборудования для сварки неплавящимся электродом | |||
1.6.3 Общие сведения об унифицированных и инверторных источниках питания | |||||
Сформировать сведения об унифицированных источниках питания постоянного тока, об инверторных источниках питания | Общие сведения об унифицированных источниках питания постоянного тока. Их назначение, функциональные блок-схемы, принцип действия, краткая техническая характеристика. Общие сведения об инверторных источниках питания. Их назначение, функциональные блок-схемы, принцип действия, краткая характеристика | Объясняет принцип действия унифицированных источниках питания постоянного тока, об инверторных источниках питания | |||
Лабораторная работа № 7 Изучение конструкции, настройка параметров установки типа УДАР (УДГ). | |||||
Сформировать знания о конструкции, настройках параметров типа УДАР (УДГ) | Изучение конструкции, настройка параметров установки типа УДАР (УДГ) | Описывает конструкцию, настройки параметров установки типа УДАР (УДГ) | |||
2. Автоматы, полуавтоматы и аппараты электрической сварки плавлением | |||||
2. | |||||
Сформировать сведения о принципе работы сварочных автоматов и полуавтоматов. Основных узлах и их назначении | Понятие о сварочных автоматах и полуавтоматах. Классификация аппаратов для дуговой сварки по назначению, принципу работы, применяемой защитной среде. Основные узлы, их назначение | Объясняет принцип работы сварочных автоматов и полуавтоматов. Основные узлы, их назначения | |||
2.2. Сварочные полуавтоматы | |||||
2.2.1 Основные сведения о полуавтоматах электрической сварки плавящимся электродом. Классификация | |||||
Сформировать сведения о полуавтоматах электрической сварки плавящимся электродом | Основные сведения о полуавтоматах электрической сварки плавящимся электродом, их классификация | Объясняет конструктивные особенности полуавтоматов электрической сварки плавящимся электродом | |||
2.2.2 Основные устройства и механизмы полуавтоматов | |||||
Сформировать сведения об устройстве и механизмах полуавтоматов | Основные устройства и механизмы полуавтоматов | Объясняет конструктивные особенности устройств и механизмов полуавтоматов | |||
2.2.3 Назначение, устройство и работа полуавтоматов для сварки под флюсом | |||||
Сформировать сведения о принципе действия полуавтоматов для сварки под слоем флюса | Назначение, устройство и работа полуавтоматов для сварки под флюсом, их электрическая схема | Объясняет конструктивные особенности полуавтоматов для сварки под слоем флюса | |||
2. | |||||
Сформировать сведения о конструктивных особенностях полуавтоматов для сварки в среде защитных газов | Конструктивные особенности, принцип действия, электрические схемы полуавтоматов для сварки в среде защитных газов | Объясняет конструктивные особенности полуавтоматов для сварки в среде защитных газов | |||
2.2.5 Электрические схемы полуавтоматов для сварки в среде защитных газов | |||||
Сформировать сведения об электрической схеме полуавтоматов для сварки в среде защитных газов | Основные технические данные сварочных полуавтоматов | Объясняет электрические схемы полуавтоматов для сварки в среде защитных газов | |||
2.2.6 Основные технические данные сварочных полуавтоматов | |||||
Сформировать сведения об основных технических данных сварочных полуавтоматов | Основные технические данные сварочных полуавтоматов | Объясняет основные технические данные сварочных полуавтоматов | |||
2.2.7 Требования безопасности труда и пожарной безопасности при работе на сварочных полуавтоматах | |||||
Дать понятие о безопасности труда при работе на сварочных полуавтоматах | Требования безопасности труда при работе на сварочных полуавтоматах | Оказывает первую помощь пострадавшему | |||
Лабораторная
работа № 8 Изучение
конструкции полуавтомата А-765,
его настройка и работа на нем. | |||||
Сформировать знания о конструкции полуавтомата А-765, его настройке и работе на нем | Изучение конструкции полуавтомата А-765, его настройка и работа на нем | Описывает конструкцию полуавтомата А-765, его настройку и работу на нем | |||
Лабораторная работа № 9 Изучение конструкции полуавтомата А-825, его настройка и работа на нем. | |||||
Сформировать знания о конструкции полуавтомата А-825, его настройке и работе на нем | Изучение конструкции полуавтомата А-825, его настройка и работа на нем | Описывает конструкцию полуавтомата А-825, его настройку и работу на нем | |||
Лабораторная работа №10 Изучение конструкции полуавтомата А-547, его настройка и работа на нем. | |||||
Сформировать знания о конструкции полуавтомата А—547, его настройке и работе на нем | Изучение конструкции полуавтомата А—547, его настройка и работа на нем | Описывает конструкцию полуавтомата А—547, его настройку и работу на нем | |||
Лабораторная работа №11 Изучение конструкции полуавтомата А-1197, его настройка и работа на нем. | |||||
Сформировать знания о конструкции полуавтомата А-1197, его настройке и работе на нем | Изучение конструкции полуавтомата А-1197, его настройка и работа на нем | Описывает конструкцию полуавтомата А-1197, его настройку и работу на нем | |||
Лабораторная
работа № 12 Изучение
конструкции полуавтомата
СПАР,
его настройка и работа на
нем. | |||||
Сформировать знания о конструкции полуавтомата СПАР, его настройке и работе на нем | Изучение конструкции полуавтомата СПАР, его настройка и работа на нем | Описывает конструкцию полуавтомата СПАР, его настройку и работу на нем | |||
2.3. Сварочные автоматы | |||||
2.3.1 Основные сведения об автоматах электрической сварки плавящимся электродом | |||||
Дать понятие об автоматах электрической сварки плавящимся электродом | Основные сведения об автоматах электрической сварки плавящимся электродом, их классификация. Требования безопасности труда при обслуживании сварочных автоматов | Объясняет основные сведения об автоматах электрической сварки плавящимся электродом | |||
2.3.2 Принцип регулирования длины дуги и управления сварочными автоматами | |||||
Изучить принцип действия однодуговых сварочных автоматов для сварки под флюсом | Принцип регулирования длины дуги и управления сварочными автомагами. Основные узлы однодуговых автоматов | Объясняет принцип регулирования длины дуги и управления сварочными автоматами | |||
2.3.3 Назначение, конструкция и принцип действия однодуговых сварочных автоматов для сварки под флюсом, в защитных газах | |||||
Изучить принцип действия однодуговых сварочных автоматов для сварки в защитных газах | Назначение,
конструкция и принцип действия
однодуговых сварочных автоматов
для сварки под флюсом. | Объясняет принцип действия однодуговых сварочных автоматов для сварки под флюсом, принцип действия однодуговых сварочных автоматов для сварки в защитных газах | |||
Лабораторная работа №13 Изучение конструкции и настройка сварочного автомата АДФ-1002, работа на нем. | |||||
Сформировать знания о конструкции и настройке сварочного автомата АДФ-1002, работе на нем | Изучение конструкции и настройка сварочного автомата АДФ-1002, работа на нем | Описывает конструкцию и настройку сварочного автомата АДФ-1002, работу на нем | |||
Лабораторная работа № 14 Изучение конструкции и настройка сварочного автомата АПДГ, работа на нем. | |||||
Сформировать знания о конструкции и настройке сварочного автомата АДГГГ, работе на нем | Изучение конструкции и настройка сварочного автомата АПДГ, работа на нем | Описывает конструкцию и настройку сварочного автомата АПДГ, работу на нем | |||
Обязательная контрольная работа № 2 | |||||
2.4. Многодуговые сварочные автоматы | |||||
Изучить назначение, конструкцию и принцип работы многодуговых автоматов | Назначение, конструкция и
принцип работы многодуговых автоматов. | Объясняет назначение, конструкцию и принцип работы многодуговых автоматов | |||
2.5. Аппараты для электрошлаковой сварки | |||||
2.5.1 Основные сведения об аппаратах для электрошлаковой сварки, их классификация | |||||
Изучить сведения об аппаратах для электрошлаковой сварки | Основные сведения об аппаратах для электрошлаковой сварки, их классификация | Объясняет устройство и работа аппаратов для электрошлаковой сварки | |||
2.5.2 Устройство и работа аппаратов для электрошлаковой сварки | |||||
Изучить устройство и работа аппаратов для электрошлаковой сварки рельсового, безрельсового и подвесного типов | Устройство и работа аппаратов для электрошлаковой сварки рельсового, безрельсового и подвесного типов. Их краткая техническая характеристика | Объясняет устройство и работа аппаратов для электрошлаковой сварки рельсового, безрельсового и подвесного типов | |||
2.5.3 Требования безопасности труда при обслуживании аппаратов для электрошлаковой сварки | |||||
Дать понятие о безопасности труда при обслуживании аппаратов для электрошлаковой сварки | Требования безопасности труда при обслуживании аппаратов для электрошлаковой сварки | Оказывает первую помощь пострадавшему | |||
Лабораторная работа № 15 Изучение конструкции и настройка
сварочного автомата А-612, работа на
нем. | |||||
Сформировать знания о конструкции и настройке сварочного автомата А-612, работу на нем | Изучение конструкции и настройка сварочного автомата А-612, работа на нем | Описывает конструкцию и настройку сварочного автомата А-612, работу на нем | |||
2.6. Аппараты и установки для плазменной сварки и резки | |||||
2.6.1 Общие сведения о назначении, конструкции, принципе действия оборудования для плазменной сварки. Технические характеристики и обозначения | |||||
Изучить принцип действия оборудования для плазменной и микроплазменной сварки и резки | Общие сведения о назначении, конструкции, принципе действия оборудования для плазменной и микроплазменной сварки и резки. Их техническая характеристика и обозначение | Объясняет принцип действия оборудования для плазменной и микроплазменной сварки и резки | |||
2.6.2 Требования безопасности труда при их обслуживании | |||||
Дать понятие о безопасности труда при работе на оборудовании для плазменной и микроплазменной сварки и резки | Требования безопасности труда при работе на оборудовании для плазменной и микроплазменной сварки и резки | Оказывает первую помощь пострадавшему | |||
2.7. Установки для электронно-лучевой сварки | |||||
Изучить принципу действия установок для электронно-лучевой сварки | Общие сведения о назначении,
конструкции, принципе действия
установок для электронно-лучевой
сварки. | Объясняет принцип действия установок для электронно-лучевой сварки | |||
2.7.1 Общие сведения о назначении, конструкции, принципе действия установок для электронно-лучевой сварки | |||||
Дать понятие о назначении, конструкции, принципе действия установок для электронно-лучевой сварки | Общие сведения о назначении, конструкции, принципе действия установок для электронно-лучевой сварки | Объясняет принцип действия установок для электронно-лучевой сварки | |||
2.7.2 Краткая техническая характеристика | |||||
Дать понятие о технической характеристике установок для электронно-лучевой сварки | Краткая техническая характеристика установок для электронно-лучевой сварки | Объясняет техническую характеристику установок для электронно-лучевой сварки | |||
2.8. Техническое обслуживание сварочного оборудования | |||||
2.8.1 Виды неисправностей при работе сварочных установок различного типа | |||||
Изучить виды неисправностей при работе сварочных установок различного типа | Виды неисправностей при работе сварочных установок различного типа | Объясняет виды неисправностей при работе сварочных установок различного типа | |||
2.8.2 Причины возникновения основных неисправностей и способы их устранения | |||||
Изучить причины возникновения основных неисправностей и способы их устранения | Причины возникновения основных неисправностей и способы их устранения | Объясняет причины возникновения основных неисправностей и способы их устранения | |||
2. | |||||
Дать понятие о видах технического обслуживания, их периодичность | Виды технического обслуживания, их периодичность. Основные виды работ, выполняемых при техническом обслуживании | Объясняет виды технического обслуживания, их периодичность | |||
2.8.4 Требования безопасности труда при ремонте оборудования для электрической сварки плавлением | |||||
Дать понятие о требованиях безопасности труда при ремонте оборудования для электрической сварки плавлением | Требования безопасности труда при ремонте оборудования для электрической сварки плавлением | Объясняет требования безопасности труда при ремонте оборудования для электрической сварки плавлением | |||
2.8.5 Электродержатели. Сварочные провода. Щитки и маски сварщиков. Инструмент сварщика | |||||
Дать понятие о электрододержателях, сварочных проводах, щитках, масках сварщиков, инструменте сварщика | Электрододержатели. Сварочные провода Щитки, маски сварщиков. Инструмент сварщика | Объясняет сущность электрододержателей, сварочных проводов, щитков, инструмент сварщика | |||
 занятия
занятия 3. Сварочные
трансформаторы
3. Сварочные
трансформаторы 4.3 Требования
безопасности труда при обслуживании
сварочного выпрямителя
4.3 Требования
безопасности труда при обслуживании
сварочного выпрямителя 6.
Специализированные источники питания
6.
Специализированные источники питания 2.1 Основные
сведения о полуавтоматах электрической
сварки плавящимся электродом.
Классификация
2.1 Основные
сведения о полуавтоматах электрической
сварки плавящимся электродом.
Классификация
 3.3 Назначение,
конструкция и принцип действия
однодуговых сварочных автоматов для
сварки под флюсом, в защитных газах
3.3 Назначение,
конструкция и принцип действия
однодуговых сварочных автоматов для
сварки под флюсом, в защитных газах 5.3 Требования
безопасности труда при обслуживании
аппаратов для электрошлаковой сварки
5.3 Требования
безопасности труда при обслуживании
аппаратов для электрошлаковой сварки 7.2 Краткая
техническая характеристика
7.2 Краткая
техническая характеристика
 2. Сварочные преобразователи
и агрегаты
2. Сварочные преобразователи
и агрегаты Получение его падающей
внешней характеристики
Получение его падающей
внешней характеристики
 Функциональная и
электрическая схемы сварочного
выпрямителя. Условия работы
полупроводниковых вентилей.
Трехфазная мостовая схема сварочного
выпрямителя
Функциональная и
электрическая схемы сварочного
выпрямителя. Условия работы
полупроводниковых вентилей.
Трехфазная мостовая схема сварочного
выпрямителя Получение его падающей
внешней характеристики
Получение его падающей
внешней характеристики 5.2.
Конструкция и электрические схемы
многопостовых источников питания для
ручного дуговой сварки
5.2.
Конструкция и электрические схемы
многопостовых источников питания для
ручного дуговой сварки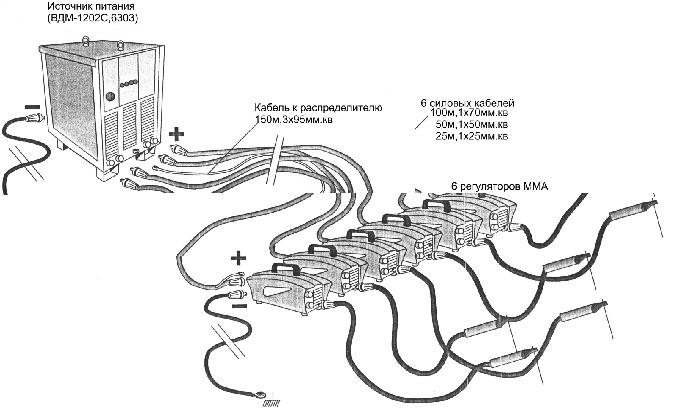 6.2 Назначение, устройство,
принцип действия оборудования для
сварки неплавящимся электродом
6.2 Назначение, устройство,
принцип действия оборудования для
сварки неплавящимся электродом 1. Общие сведения об устройстве
сварочных автоматов, полуавтоматов
1. Общие сведения об устройстве
сварочных автоматов, полуавтоматов 2.4 Конструктивные особенности,
принцип действия полуавтоматов для
сварки в среде защитных газов
2.4 Конструктивные особенности,
принцип действия полуавтоматов для
сварки в среде защитных газов

 Назначение,
конструкция и принцип действия
однодуговых сварочных автоматов для
сварки в
защитных газах.Назначение, конструкция
и принцип действия газовой аппаратуры
автоматов для сварки в среде защитных
газов
Назначение,
конструкция и принцип действия
однодуговых сварочных автоматов для
сварки в
защитных газах.Назначение, конструкция
и принцип действия газовой аппаратуры
автоматов для сварки в среде защитных
газов Автоматы для сварки под слоем флюса.
Автоматы для сварки в среде защитных
газов. Требования безопасности труда
при их обслуживании
Автоматы для сварки под слоем флюса.
Автоматы для сварки в среде защитных
газов. Требования безопасности труда
при их обслуживании
 Их краткая техническая
характеристика
Их краткая техническая
характеристика 8.3 Виды
технического обслуживания, их
периодичность. Основные виды работ,
выполняемые при техническом обслуживании
8.3 Виды
технического обслуживания, их
периодичность. Основные виды работ,
выполняемые при техническом обслуживании Н. Оборудование для электрической
сварки плавлением. — М.: Машиностроение,
1987.
Н. Оборудование для электрической
сварки плавлением. — М.: Машиностроение,
1987.
 Общие
сведения об инверторных источниках
питания
Общие
сведения об инверторных источниках
питания1
Первый слайд презентации: Источники питания в сварочном производстве
Источники питания для дуговой сварки
Изображение слайда
Изображение для работы со слайдом
2
Слайд 2: Сварка.
 Основы технологии
Основы технологии
Изображение слайда
Изображение для работы со слайдом
3
Слайд 3: ГОСТ 19521-74. Классификация сварки металлов
Физические признаки, в зависимости от формы энергии, используемой для образования сварного соединения, подразделяются на три класса:
Изображение слайда
4
Слайд 4: Термический класс
Дуговая Электрошлаковая Электронно-лучевая Плазменно-лучевая Ионно-лучевая Тлеющим разрядом Световая Индукционная Газовая Термитная Литейная
Изображение слайда
5
Слайд 5: Термомеханический класс
Контактная Диффузионная Индукционнопрессовая Газопрессовая Термокомпрессионная Дугопрессовая Шлакопрессовая Термитнопрессовая Печная
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
6
Слайд 6: Механический класс
Холодная Взрывом Ультразвуковая Трением Магнито-импульсная
Изображение слайда
7
Слайд 7: Сварка плавлением
Изображение слайда
Изображение для работы со слайдом
8
Слайд 8: Электрическая Дуговая сварка
Изображение слайда
9
Слайд 9: История электросварки
1802 год — В. В. Петров открыл явление вольтовой электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
1932 год — К. К. Хреновым впервые в мире в Советском Союзе осуществлена дуговая сварка под водой.
1939 год — Е. О. Патоном разработаны технология автоматической сварки под флюсом, сварочные флюсы и головки для автоматической сварки, электросварные башни танков, электросварной мост.
В. Петров открыл явление вольтовой электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
1932 год — К. К. Хреновым впервые в мире в Советском Союзе осуществлена дуговая сварка под водой.
1939 год — Е. О. Патоном разработаны технология автоматической сварки под флюсом, сварочные флюсы и головки для автоматической сварки, электросварные башни танков, электросварной мост.
Изображение слайда
10
Слайд 10: Классификация способов сварки
Изображение слайда
11
Слайд 11: По степени механизации
Изображение слайда
12
Слайд 12: Ручная дуговая сварка
все операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов
Изображение слайда
Изображение для работы со слайдом
13
Слайд 13: Полуавтоматическая дуговая сварка
механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
14
Слайд 14: Автоматическая дуговая сварка
механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
15
Слайд 15: По свойствам сварочного электрода
Сварка плавящимся электродом Сварка неплавящимся электродом (угольным, графитовым и вольфрамовым)
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
16
Слайд 16: По роду тока
Постоянный ток DC Переменный ток AC
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
17
Слайд 17: По типу дуги
Дуга прямого действия (зависимая дуга) Дуга косвенного действия (независимая дуга) Трехфазная дуга
Изображение слайда
Изображение для работы со слайдом
18
Слайд 18: ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА СВАРОЧНОЙ ДУГИ
Сварочная дуга — это один из видов электрического разряда в газах при некоторых специальных условиях:
Малое напряжение: десятки Вольт (10-40 В).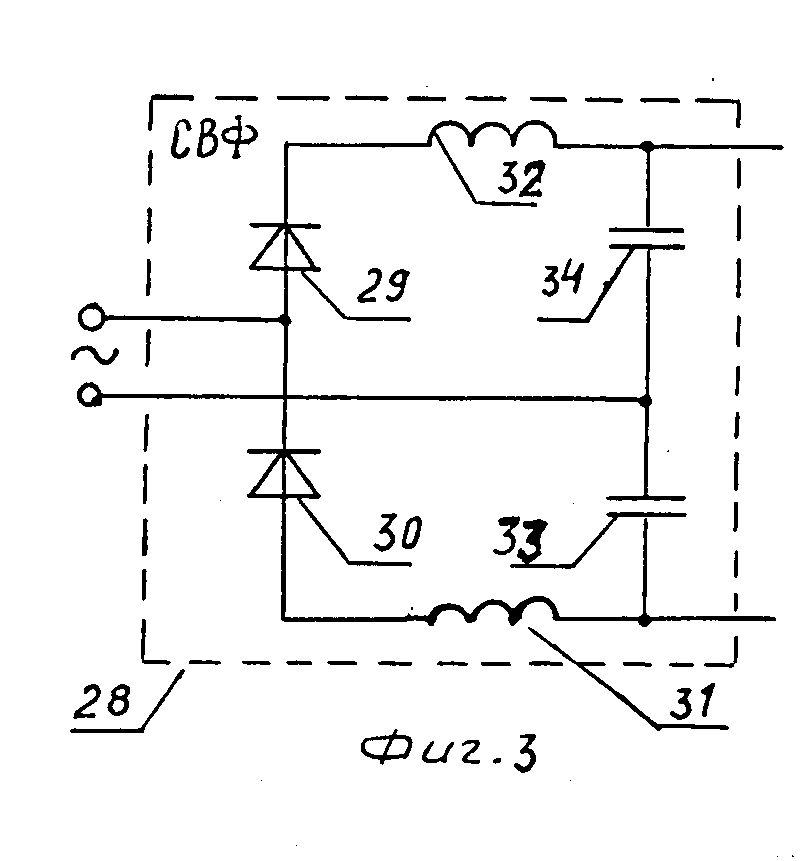 Большая плотность тока: десятки-сотни А/мм 2. Например, при РДС: 30 А/мм 2.
Малая длина дуги: единицы-десятки миллиметров.
Дуга горит при атмосферном давлении.
Большая плотность тока: десятки-сотни А/мм 2. Например, при РДС: 30 А/мм 2.
Малая длина дуги: единицы-десятки миллиметров.
Дуга горит при атмосферном давлении.
Изображение слайда
19
Слайд 19
Для зажигания дуги необходимо: Ионизировать воздушный межэлектродный промежуток. Создать термоэлектронную эмиссию электронов с катода.
Изображение слайда
20
Слайд 20: Длина дуги
Длиной дуги называется расстояние между торцом электрода и поверхностью сварочной ванный. Короткой называют дугу длинной 2..4 мм, Нормальная дуга 4..6 мм, Длинная дуга более 6 мм.
Изображение слайда
21
Слайд 21
Дуга — это переменное активное сопротивление.
Так как процессы ионизации и эмиссии зависят от тока, то сварочная дуга — это нелинейное активное сопротивление, которое характеризуется вольтамперной характеристикой ( ВАХ ).
Изображение слайда
22
Слайд 22: Статическая ВАХ дуги
Статической ВАХ называется зависимость падения напряжения на дуге от тока дуги при его плавном изменении и при постоянной длине дуги. Распределение потенциалов в дуге: U д =U К +U А +U С.
Изображение слайда
23
Слайд 23: Схема сварочной дуги и падения напряжения в ней
1 — электрод; 2 — изделие; 3 — анодное пятно; 4 — анодная область дуги; 5 — столб дуги; 6 — катодная область дуги; 7 — катодное пятно
Изображение слайда
Изображение для работы со слайдом
24
Слайд 24: Распределение падения напряжения по длине дуги
U a от тока не зависит, U a =const
U K = f ( I / S K ) — зависит от плотности тока. Параметр i = I / S K — плотность тока (А/мм 2 ),
где S K — площадь токоведущего канала дуги.
Таким образом, на статическую ВАХ влияет длина дуги l д
Параметр i = I / S K — плотность тока (А/мм 2 ),
где S K — площадь токоведущего канала дуги.
Таким образом, на статическую ВАХ влияет длина дуги l д
Изображение слайда
Изображение для работы со слайдом
25
Слайд 25: Зависимость ВАХ дуги от ее длины
Каждой длине дуги соответствует своя статическая характеристика. Каждая дуга имеет семейство естественных статических ВАХ.
Изображение слайда
Изображение для работы со слайдом
26
Слайд 26: ВАХ при постоянной длине дуги
Статическая ВАХ дуги имеет различный наклон при различных способах сварки.
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
27
Слайд 27: Классификация источников питания
Поэтому все источники питания по своему назначению делятся на группы:
Источники питания общего назначения (для РДС). Источники питания для сварки под флюсом.
Источники питания для сварки в СО 2.
Источники питания для аргонодуговой сварки.
Источники питания для сварки под флюсом.
Источники питания для сварки в СО 2.
Источники питания для аргонодуговой сварки.
Изображение слайда
28
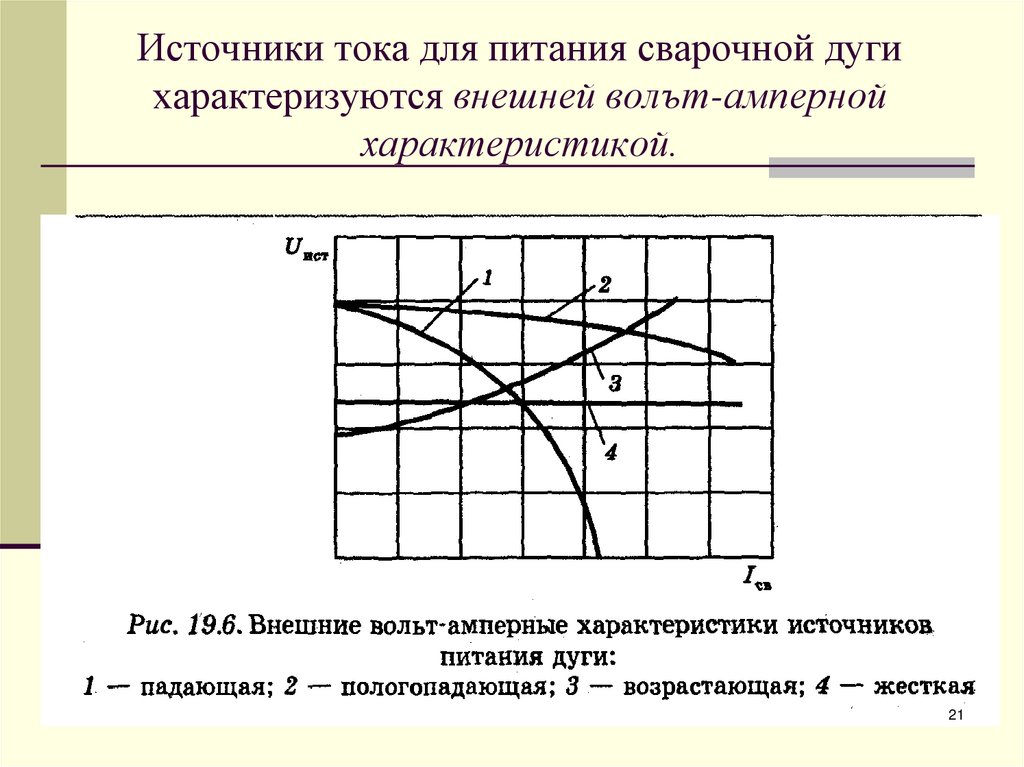
Слайд 28: Внешняя характеристика источника питания
1 — крутопадающая внешняя характеристика. 2 — полого-падающая или жесткая внешняя характеристика (при этом полное внутреннее сопротивление источника питания Z BH ≈0). 3 — возрастающая внешняя характеристика. Внешняя характеристика источника питания – это зависимость напряжения на выходных клеммах источника питания от силы тока: U = f ( I )
Изображение слайда
Изображение для работы со слайдом
29
Слайд 29: Динамические свойства источника питания, необходимые для зажигания дуги
Кратность тока короткого замыкания: I КЗ / I Д. Скорость нарастания тока короткого замыкания: d I КЗ / d t Д Пиковое значение тока короткого замыкания: I ПИК. Время восстановления напряжения после короткого замыкания от нуля до рабочего значения.
Изображение слайда
Изображение для работы со слайдом
30
Слайд 30: Конструкция сварочного трансформатора
Изображение слайда
Изображение для работы со слайдом
31
Слайд 31: Внешний вид сварочного трансформатора
Изображение слайда
Изображение для работы со слайдом
32
Слайд 32: Принцип действия трансформатора
Изображение слайда
Изображение для работы со слайдом
33
Слайд 33: Схема сварочных трансформаторов
Изображение слайда
Изображение для работы со слайдом
34
Слайд 34: Регулирование сварочного тока
Изображение слайда
Изображение для работы со слайдом
35
Слайд 35: Способы регулирования выходной характеристики
Изображение слайда
Изображение для работы со слайдом
36
Слайд 36: УСЛОВИЕ УСТОЙЧИВОСТИ ЭНЕРГЕТИЧЕСКОЙ СИСТЕМЫ «ИСТОЧНИК ПИТАНИЯ – ДУГА»
коэффи циент устойчивости: к у = (ρ д — ρ и ) = tgα Д — tgα И
Изображение слайда
Изображение для работы со слайдом
37
Слайд 37
Система «источник питания — дуга» является устойчивой, ес ли наклон внешней характеристики ИП будет больше наклона ВАХ д
Изображение слайда
Изображение для работы со слайдом
38
Слайд 38: ЭЛАСТИЧНОСТЬ ДУГИ
Эластичностью дуги называется способность дуги удлиняться не обрываясь.
Изображение слайда
Изображение для работы со слайдом
39
Слайд 39: Особенности горения дуги переменного тока
Достоинства сварки на переменном токе: Простота оборудования и его дешевизна. Более высокий КПД оборудования. Меньший расход электроэнергии. Недостатки сварки на переменном токе: Стабильность дуги переменного тока ниже по сравнению с дугой постоянного тока. Повышенные требования к источникам питания — обеспечить надежность повторных возбуждений дуги при смене полярности.
Изображение слайда
40
Слайд 40
Поскольку сопротивление дуги является нелинейным, то ток и напряжение дуги отличаются от синусоиды.
Изображение слайда
Изображение для работы со слайдом
41
Слайд 41: Дуга переменного тока в цепи с активным сопротивлением
U Д U И U С I Д R
Изображение слайда
42
Слайд 42
Изображение слайда
Изображение для работы со слайдом
43
Слайд 43: Повышение стабильности горения дуги
1. Увеличить напряжение холостого хода U xx источника питания
Стабильность горения дуги можно улучшить тремя способами:
Увеличить напряжение холостого хода U xx источника питания
Стабильность горения дуги можно улучшить тремя способами:
Изображение слайда
Изображение для работы со слайдом
44
Слайд 44
2. Снизить напряжение зажигания U 3 путем введения в электродное покрытие соответствующих элементов.
Изображение слайда
Изображение для работы со слайдом
45
Слайд 45
3. Увеличить частоту переменного тока.
Изображение слайда
46
Слайд 46: Дуга переменного тока в цепи с индуктивным сопротивлением
X L = ω · L — индуктивное сопротивление, которое служит для формирования падающей внешней характеристики и регулирования режима. U Д
U И
U С
I Д
СТ
X L
L
U Д
U И
U С
I Д
СТ
X L
L
Изображение слайда
47
Слайд 47: Осциллограммы тока и напряжения на дуге
U 3 = U зажигания, U эд = U электрод-деталь
Изображение слайда
Изображение для работы со слайдом
48
Слайд 48: Недостатки источников питания с крутопадающими внешними характеристиками
Высокая стоимость, Большой первичный ток. Поэтому U xx стараются уменьшить. Один из способов — импульсная стабилизация дуги.
Изображение слайда
49
Слайд 49: ИМПУЛЬСНАЯ СТАБИЛИЗАЦИЯ ДУГИ ПЕРЕМЕННОГО ТОКА
Изображение слайда
50
Слайд 50
РТ — катушка токового реле,
РТ1 — нормально-замкнутые контакты этого реле,
ЗУ — зарядное устройство.
Изображение слайда
Изображение для работы со слайдом
51
Слайд 51
Импульсная стабилизация применяется в двух случаях: Для снижения U xx до 30-45 В. Для расширения технологических возможностей стандартных источников питания.
Изображение слайда
52
Слайд 52
Изображение слайда
Изображение для работы со слайдом
53
Слайд 53: ТРЕБОВАНИЯ К ИСТОЧНИКАМ ПИТАНИЯ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
РДС характеризуется следующими параметрами режима:
d Э = 2-6 мм,
I Д = 50-350 А,
U д = 20-40 В,
Род тока: переменный или постоянный.
Изображение слайда
54
Слайд 54
ВАХ дуги является падающей. По условию устойчивости энергетической системы «источник питания — дуга» внешняя характеристика ИП должна быть крутопадающей. Зажигание дуги происходит с короткого замыкания, поэтому I КЗ должен превышать рабочий ток I Д в 1,2-1,5 раза. Эта величина называется кратностью тока короткого замыкания:
Изображение слайда
Изображение для работы со слайдом
55
Слайд 55: ТРЕБОВАНИЯ К ИСТОЧНИКАМ ПИТАНИЯ ДЛЯ СВАРКИ ПОД ФЛЮСОМ
Сварка под флюсом характеризуется следующими параметрами режима: d Э = 1 — 5 мм, I Д = 1 50- 200 0 А, U д = 20- 5 0 В. Переменный или постоянный ток ВАХ дуги — жесткая
Изображение слайда
56
Слайд 56
Возможно использование источников питания с двумя видами внешних характеристик:
С жесткой ( пологопадающей ). С крутопадающей.
На выбор внешней характеристики влияют требования, предъявляемые устройствами для подачи проволоки (сварочными головками).
С крутопадающей.
На выбор внешней характеристики влияют требования, предъявляемые устройствами для подачи проволоки (сварочными головками).
Изображение слайда
57
Слайд 57
Изображение слайда
Изображение для работы со слайдом
58
Слайд 58: Сварочные автоматы для сварки под флюсом по типу автоматических регуляторов делятся на две группы:
Автоматы системы саморегулирования, с постоянной скоростью подачи электродной проволоки. Автоматы с автоматическим регулированием напряжения на дуге. Скорость подачи электродной проволоки зависит от напряжения на дуге.
Изображение слайда
59
Слайд 59: Автоматы системы саморегулирования
l Д = const, если υ п = υ э
Изображение слайда
Изображение для работы со слайдом
60
Слайд 60
υ э зависит от тока дуги и напряжения на дуге: υ э = κ ст — I Д — κ сн — U д, где к ст — коэффициент саморегулирования дуги по току, см/с·А; к сн — коэффициент саморегулирования дуги по напряжению, см/с·В
Изображение слайда
61
Слайд 61
Изображение слайда
Изображение для работы со слайдом
62
Слайд 62: Автоматы с автоматическим регулированием напряжения на дуге
Изображение слайда
Изображение для работы со слайдом
63
Слайд 63: Требования к источникам питания для сварки в углекислом газе
d э = 0,6-2 мм,
I д = 50-600 А,
U д = 30-40 В. требование к источнику питания — обеспечить оптимальное разбрызгивание
требование к источнику питания — обеспечить оптимальное разбрызгивание
Изображение слайда
64
Слайд 64
Изображение слайда
Изображение для работы со слайдом
65
Слайд 65
Изображение слайда
Изображение для работы со слайдом
66
Слайд 66: для обеспечения стабильности горения дуги на переменном токе необходимо применять:
Индуктивное сопротивление, но в этом случае источник питания будет иметь крутопадающую внешнюю характеристику, что приведет к неоптимальному (большому) разбрызгиванию. Поэтому это решение не подходит. Использовать импульсную стабилизацию дуги переменного тока. Это решение не применяется ввиду усложнения оборудования и повышения его стоимости.
Изображение слайда
67
Слайд 67
Изображение слайда
Изображение для работы со слайдом
68
Слайд 68
Вывод — для сварки в углекислом газе необходим ИП постоянного тока с полого-падающей внешней характеристикой, с дросселем в цепи постоянного тока. Сварка ведется на обратной полярности.
Изображение слайда
69
Слайд 69: Требования к источникам питания для аргоно-дуговой сварки неплавящимся электродом
На выбор источника питания оказывают влияние факторы: Особенности процесса сварки. Особенности свариваемых материалов.
Изображение слайда
70
Слайд 70: Особенности процесса сварки
Зажигание дуги осуществляется не с короткого замыкания, а пробоем межэлектродного промежутка высоковольтным разрядом. Поэтому в комплекте с ИП поставляется импульсный возбудитель дуги (осциллятор). Необходима схема для защиты от высоковольтных разрядов. Отсутствует ограничение по току короткого замыкания. Малые плотности тока. ВАХ дуги является падающей. Внешняя характеристика ИП может быть только крутопадаю - щей. Требование к внешней характеристике — обеспечить наибольшую эластичность дуги (внешняя характеристика должна быть как можно круче, почти вертикальной). Саморегулирование отсутствует.
Изображение слайда
71
Слайд 71: Особенности свариваемых материалов
Существуют две группы свариваемых материалов: Непокрытые тугоплавкими окисными пленками, например, нержавеющая сталь, титан. Металлы, покрытые тугоплавкими окисными пленками,- алюминий и его сплавы. На поверхности данных металлов находится тонкая пленка А1 2 О 3, имеющая температуру плавления более 2000° С.
Изображение слайда
72
Слайд 72
Изображение слайда
Изображение для работы со слайдом
73
Слайд 73
Изображение слайда
Изображение для работы со слайдом
74
Слайд 74: Особенности
Наличие большого пика зажигания дуги при переходе с прямой полярности на обратную. Эта особенность процесса требует от ИП или большого U xx, свыше 200 В, что недопустимо по технике безопасности, или импульсной стабилизации дуги переменного тока, которая заключается в том, что при переходе с прямой полярности на обратную на дугу подается кратковременный импульс высокого напряжения высокой частоты (до 500 В, несколько кГц), который поджигает дугу. Наличие постоянной составляющей сварочного тока, которая вызывает нагрев сварочного трансформатора и плохо влияет на формирование шва. В составе ИП должно быть устройство для подавления постоянной составляющей сварочного тока.
Изображение слайда
75
Слайд 75: Требования к источникам питания для плазменной сварки
плазменная сварка — это процесс, при котором дуга проходит через узкий канал (сопло), где сжимается потоком газа.
Изображение слайда
Изображение для работы со слайдом
76
Слайд 76
Повышение температуры дуги. При использовании в качестве плазмообразующего газа аргона температура дуги повышается до 15 000° С, при использовании воздуха — до 30 000° С. Повышение плотности тока в плазме. В этом случае ВАХ дуги становится возрастающей.
Изображение слайда
77
Слайд 77: Требования к ИП для плазменной сварки
Обеспечить эластичность плазменной струи, так как возможны большие изменения ее длины. ИП должен иметь крутопадающую внешнюю характеристику. Сварка ведется на постоянном токе прямой полярности (исходя из условий выделения тепла). Обеспечить подачу на плазменную струю высокого напряжения, поскольку имеют место большой градиент напряжения и большая длина плазменной струи. При использовании аргона: U pa 6 = 30-100 В, U xx = 65-180 В. При использовании воздуха: U pa б = 65-160 В, U xx =350-500В. Необходим импульсный возбудитель плазменной струи и дополнительный ИП дежурной дуги (до 20 А).
Изображение слайда
78
Слайд 78: Требования к источникам питания для электрошлаковой сварки
Изображение слайда
Изображение для работы со слайдом
79
Слайд 79
Электрошлаковый процесс устойчив как при падающей, так и при жесткой внешней характеристике ИП. На практике применяют ИП с жесткой внешней характеристикой по двум причинам: Такие ИП дешевле и проще. Если имеется ИП с жесткой внешней характеристикой, то в комплекте с ним можно применять более простые автоматы системы саморегулирования (с постоянной скоростью подачи электродной проволоки). Дополнительные требования к ИП — он должен обеспечить регулирование напряжения в диапазоне 35-60 В.
Изображение слайда
80
Слайд 80: Классификация источников питания, области их применения
Изображение слайда
81
Слайд 81: В зависимости от типа внешней характеристики ИП могут быть:
С падающей внешней характеристикой. С жесткой внешней характеристикой. Универсальные источники питания, которые могут работать в двух режимах, обеспечивая формирование либо падающей, либо жесткой внешней характеристики.
Изображение слайда
82
Слайд 82: По количеству одновременно питаемых сварочных постов:
Однопостовые Многопостовые
Изображение слайда
83
Слайд 83: Области применения источников питания переменного тока
Трансформаторы с падающей внешней характеристикой применяют для РДС, сварки под флюсом, аргоно-дуговой сварки алюминиевых сплавов неплавящимся электродом. Трансформаторы с жесткой внешней характеристикой применяют для сварки под флюсом с импульсной стабилизацией, электрошлаковой сварки. Генераторы повышенной частоты применяют для специальных целей, например, для сварки тонких металлов (толщиной 1-2 мм).
Изображение слайда
84
Слайд 84: Области применения источников питания постоянного тока
Выпрямители и генераторы постоянного тока с падающей внешней характеристикой применяют для РДС, сварки под флюсом, аргоно-дуговой сварки неплавящимся электродом, плазменной сварки. Выпрямители и генераторы с жесткой внешней характеристикой применяют для сварки под флюсом, сварки в углекислом газе, как многопостовые источники питания.
Изображение слайда
85
Слайд 85: ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ИСТОЧНИКОВ ПИТАНИЯ
Изображение слайда
86
Слайд 86: ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ИСТОЧНИКОВ ПИТАНИЯ
Изображение слайда
87
Слайд 87: ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ИСТОЧНИКОВ ПИТАНИЯ
Номинальный ток ( I н ) — это ток, при котором ИП обладает наилучшими свойствами. Имеется ряд из 13 значений — от 50 до 3000 А. Распространенные значения — 125, 315, 500, 1000, 1600 и 2000 А. Номинальное напряжение ( U н ) — это напряжение на дуге при номинальном токе. Диапазон изменения тока: I min — I max. Например, ИП, имеющий I н = 315 А, обладает диапазоном изменения тока 75-365 А. Напряжение холостого хода ( U xx ). ИП для РДС имеют ограничение по этому параметру исходя из требований техники безопасности.
Изображение слайда
88
Слайд 88
Первичное напряжение U 1 : 380 или 220 В. Первичный ток I 1 Род тока — переменный или постоянный. Число фаз и частота (для ИП переменного тока). Коэффициент мощности — cos φ (для ИП переменного тока). Коэффициент полезного действия (КПД). Показатель режима работы — ПН (%), ПВ (%). (предел нагрузки, предел включения)
Изображение слайда
89
Слайд 89: Существует два режима работы ИП:
Перемежающийся — время работы чередуется с временем холостого хода. Режим работы характеризуется показателем ПН — продолжительность нагрева. В знаменателе используется значение t p + t xx = 5 или 10 мин. Например, если ПН 20%, то из 5 минут работы ИП он используется для сварки 1 мин, а остальные 4 мин работает на холостом ходу.
Изображение слайда
90
Слайд 90
Повторно-кратковременный — время работы (сварки) чередуется с временем паузы, во время которой ИП отключается от питающей сети. Режим работы характеризуется показателем ПВ – продолжительность включения при этом значение t p + t п = 10 мин. При необходимости увеличения ПН или ПВ необходимо корректировать сварочный ток, пользуясь соотношением
Изображение слайда
91
Слайд 91: ОБОЗНАЧЕНИЕ ИСТОЧНИКОВ ПИТАНИЯ В СООТВЕТСТВИИ С ГОСТ
Изображение слайда
92
Слайд 92: ОБОЗНАЧЕНИЕ ИСТОЧНИКОВ ПИТАНИЯ В СООТВЕТСТВИИ С ГОСТ
1 — вид источника питания: Т – трансформатор, В – выпрямитель, П — преобразователь, А – агрегат, У — установка. 2 — вид сварки: Д – дуговая, П – плазменная, Ш — электрошлаковая. 3 — способ сварки: Ф — под флюсом, Г — в защитных газах (в углекислом газе), У – универсальный. Если позиция отсутствует, то это ИП общего назначения (для РДС). 4 — дополнительные сведения об ИП: Ж — жесткая внешняя характеристика, М – многопостовой, И — импульсно-дуговой ИП. 5 — номинальный ток в сотнях Ампер. 6 — модификация ИП. 7 — климатическое исполнение: У — для умеренного климата, Т — для тропического климата. 8 — категория размещения: 2 — стационарное размещение (на фундаменте), 3 — передвижной и переносной. 1 2 3 4 5 5 6 6 7 8
Изображение слайда
93
Последний слайд презентации: Источники питания в сварочном производстве: Примеры
ТДФЖ-1002УЗ, ВДГИ-501УЗ.
Изображение слайда
Ручная дуговая сварка
(обзор страниц по теме »
Ручная дуговая сварка
«)
Сварщики, аттестованные НАКС на виды деятельности:
- РД — ручная дуговая сварка пoкрытыми электродами;
- РДВ — ванная ручная дуговая сварка пoкрытыми электродами;
- РДН — ручная дуговая наплавка пoкрытыми электродами;
Специалисты по ручной дуговой сварке и наплавке электродами.
Смотрите Обучающее видео по ручной дуговой сварке на форуме в режиме онлайн.
Ручная дуговая сварка в разделе «Технология»:
1. Видео ручная дуговая сварка. Подборка видео по заданной теме для просмотра онлайн на сайте.
2. Оборудование для ручной дуговой сварки. Классификация источников питания для РДС. Инструмент, принадлежности, спецодежда сварщика.
3. Использование электродов и оборудования в РДС. Контрольный список : что необходимо делать и чего нельзя.
4. Электроды для ручной дуговой сварки. Из конспекта по РДС. Вопросы по классификации и обозначению из ГОСТов.
5. Особенности сварки чугуна. Какими электродами пользоваться (в т.ч биметаллическими), какие особенности технологии, какие трудности возникают при сварке чугуна.
6. Разбрызгивание пpи ручной дуговой сварке покрытыми электродами и способы его снижения. Зависимости разбрызгивания, угара металла электрода от сварочного тока.
7. Видео дуговая сварка. Несколько роликов, в т.ч. обучающих для просмотра на сайте бесплатно любым пользователем.
8. Видео уроки сварки. Несколько обучающих роликов, в т.ч. по РДС.
9. Видео сварка электродом. Несколько видеороликов, в т.ч. обучающих по заданную тему.
10. Дефекты сварных соединений. Последствия неправильного движении электрода, неудовлетворительного качества электродов ( в т.ч. отсыревших и с непостоянной толщиной покрытия электродов, с нарушением сплoшности покрытия электрода), неправильного ведения электрода, чирканья электродом и т.д.
11. Дефекты ручной дуговой сварки. Описание некачественного зажигания дуги, чрезмерно «выпуклых» валиков, наплывов, непроваров, свищей, усадочных раковин, пор.
12. Сварка неповоротных стыков труб при вертикальном расположении.
13. Сварка неповоротных стыков труб электродами при горизонтальном расположении трубы.
14. Сварка неповоротных стыков труб электродами при расположении трубы под 45°.
15. Сварка угловых соединений и приварка пластин к трубам.
16. Сварка стыковых соединений в нижнем положении.
17. Сварка потолочных швов.
18. Сварка горизонтальных швов.
19. Сварка вертикальных швов.
20. Режимы ручной дуговой сварки. Параметры режимов.
Ручная дуговая сварка в разделе «Оборудование»:
1. Проверка сварочного оборудования и его техобслуживание (краткий памятный лист). Как проверять состояние сварочных агрегатов, держателей электродов, действия техперсонала по обслуживанию сварочного оборудования и принадлежностей для РДС.
2. Установка сварочного оборудования : для РДС, MIG, TIG. Как правильно расположить оборудоване, проверить заземление, топливные баки, кабели и соединения.
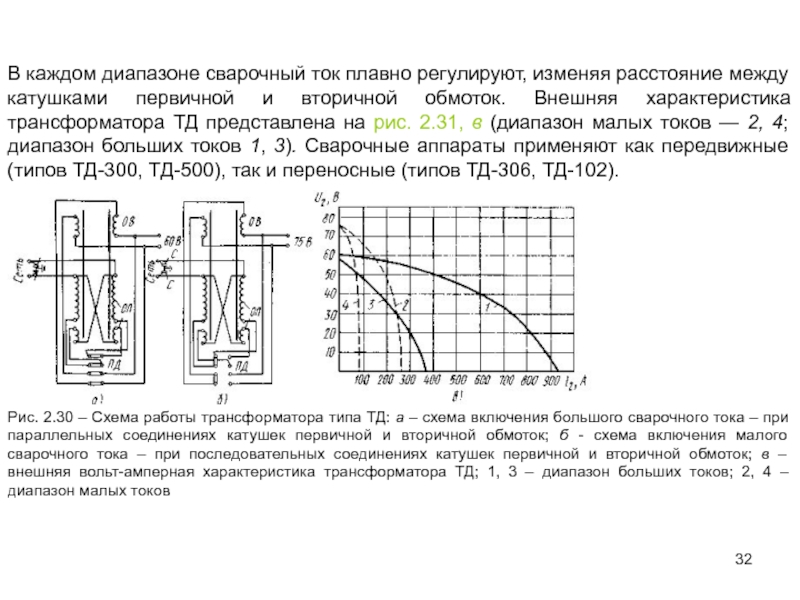
3. Трансформаторы для ручной дуговой сварки. Характеристики сварочных трансформаторов серий ТД, ТДМ, ТДЭ, типов УДС-251У2 и «Разряд».
4. Блок снижения напряжения холостого хода в аппаратах для РДС.
5. Технические характеристики сварочных аппаратов ВД-161, ВД-201, ВД-253, ВД-315.
6. Инверторный источник ДС 200А.33 (инструкция).
7. Выпрямители для ручной дуговой сварки.
Ручная дуговая сварка в разделе «Сварочные материалы»:
1. Выбор электрода. Как выбрать сварочные электроды исходя из свариваемых материалов и сварочных параметров.
2. Марки электродов. Приведены марки электродов, в т.ч. сварочных. Даны ссылки на страницы с техническими харакетристиками характеристиками каждой марки.
3. Подраздел «Классификация электродов» — страницы с различными типами классификации электродов, разными системами обозначений и кодирования, типами покрытий и т.п.
4. Подраздел Аналоги электродов — сопоставление отечественных и зарубежных марок сварочных электродов.
5. ГОСТ : электроды — подборка ГОСТов, регламентирующих электроды.
Ручная дуговая сварка в разделе «Нормативная база»:
1. ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки Ряды параметров.
2. ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами Типы.
3. ГОСТ 9467-75 Электроды покрытые для ручной дугой сварки конструкционных и теплоустойчивых сталей Типы.
4. ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки Технические условия.
5. ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей.
6. ГОСТ Р ИСО 2560-2009 Материалы сварочные Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей Классификация.
7. ГОСТ Р ИСО 3580-2009 Материалы сварочные Электроды покрытые для ручной дуговой сварки жаропрочных сталей Классификация
8. ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами Типы.
9. ГОСТ Р ИСО 3581-2009 Материалы сварочные Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей Классификация.
10. ГОСТ 11534-75 Ручная дуговая сварка Соединения сварные под острыми и тупыми углами Основные типы, конструктивные элементы и размеры.
«Ручная дуговая сварка» в сварочном каталоге:
1. Сварочные аппараты для ручной дуговой сварки.
2. Раздел Сварочные Работы/Услуги с несколькими подразделами.
3. Раздел Электроды.
4. Раздел Источники питания с подразделами.
- < Использование электродов и оборудования
- Сущность и классификация процесса сварки. Конспект >
Power Source — обзор
Power Source
Конечный узел датчика имплантата должен работать в течение нескольких лет, поскольку имплантация и эксплантация непрактичны, дороги и представляют клинический риск для пациента. Следовательно, первичная батарея в качестве источника питания должна обеспечивать питание узла в течение нескольких лет. Например, кардиостимулятор обычно работает в течение семи лет (Texas Heart Institute, 2010). Вторичный элемент, хотя и перезаряжаемый, не должен ограничивать активность пациента, поскольку его необходимо заряжать каждые несколько часов.
Источники питания для конечных узлов имплантата могут использовать первичные элементы, перезаряжаемые элементы или альтернативные источники питания. Литий-ионные первичные элементы обычно используются из-за их высокой емкости и кривой постепенного разряда ближе к концу срока службы (Greatbatch, 2010). Перезаряжаемые элементы подходят, но они рассчитаны на регулярную зарядку батареи пациентом. Кроме того, альтернативные источники энергии в виде сборщиков энергии имеют ограничения при имплантации в организм. Помимо физических ограничений и проблем, существуют три важных клинических проблемы с альтернативными источниками энергии для имплантатов, как определено консорциумом Self-Energizing Implantable Medical Microsystems (Roberts et al , 2008).
- ●
Выработка энергии должна происходить в результате непроизвольного действия.
- ●
Запрещается изменять клиническую процедуру имплантации.
- ●
Запрещается извлекать количество энергии, которое может нанести вред пациенту.
Исследования альтернативных источников энергии в топливных элементах с глюкозой (von Stetton et al. , 2006) и электромеханических генераторах были выполнены Институтом микросистемтехники (IMTEK), более подробно описанным в отдельной главе и проектом консорциума SIMM (Roberts et al , 2008), соответственно, которые предлагают новые возможности в качестве источников питания имплантатов.Учитывая проблемы с перезаряжаемыми и альтернативными источниками питания для имплантатов, в демонстраторе Healthy Aims IBAN использовалась одна первичная ячейка AAA для конечного узла имплантата.
Типы источников питания для сварки: как выбрать источник питания
Несмотря на название, сварочные источники питания обычно не являются источником электроэнергии для дуговой сварки. Вместо этого они представляют собой силовые инверторы и трансформаторы, которые работают, преобразуя электрическую мощность из энергии здания или генератора в ток, подходящий для выполняемой сварки.Инверторы, использующие технологию биполярных транзисторов с изолированным затвором (IGBT), более распространены в новых типах источников питания для сварки, в то время как трансформаторы обычно используются в более старых источниках питания. В процессах сварки, таких как дуговая сварка в защитном металлическом корпусе (SMAW) и дуговая сварка вольфрамовым электродом (GTAW) для сварки труб, типы источников питания для сварки обычно сочетают выработку электроэнергии, инверторы и несколько дополнительных элементов управления, необходимых для модуляции тока.
Выбор источника сварочного тока отличает шлаковый кусок расплавленного металла от качественного сварного шва.По этой причине при выборе типа сварочного источника питания очень важно понимать их нюансы и элементы, которыми они управляют.
Основы подачи энергии для дуговой сваркиДуга — это короткое замыкание между положительной и отрицательной сторонами цепи. Обычно это включает создание воздушного зазора между проводящими материалами, который достаточно мал, чтобы напряжение в цепи могло перепрыгнуть через него. Возникновение дуги возможно практически в любой электрической цепи, например, когда вы беретесь за дверную ручку и получаете электрошок в сухой день.Дуговая сварка просто включает в себя поддержание этой дуги. Источник питания для сварки — это то, что позволяет в контролируемых условиях создавать гладкие, непрерывные валики из структурно прочных металлов.
Как минимум, тип источника питания для сварки позволит сварщику контролировать следующие элементы потока тока:
- Напряжение: Мера электрического давления, необходимая для преодоления сопротивления и начала прохождения тока. Это примерно синоним длины дуги, так как чем больше зазор между электродом и заготовкой, тем большее напряжение потребуется, чтобы совершить скачок.
- Сила тока: Мера частоты электронов, проходящих мимо точки. Чем выше сила тока, тем больше электроэнергии поступает в точку и тем больше тепла она имеет.
- Полярность: Это относится к направлению, в котором движутся электроны. В большинстве электрических систем отрицательный полюс — это земля, к которой движутся электроны, а положительный — источник электронов. Это называется прямой полярностью, и большинство типов источников питания для сварки позволяет менять полярность либо с помощью переключателя, либо вручную меняя местами провода заземления и электрода.Следует отметить, что в некоторых процессах дуговой сварки положительные заземления являются нормой и представляют собой прямую полярность.
Типы источников питания для сварки определяются тем, как они модулируют электрические токи, и какой процесс дуговой сварки лучше всего поддерживается этой модуляцией:
- Постоянный ток (DC): Постоянный ток — это поток электронов в одном направлении через цепь. При сварке он создает более устойчивую дугу и более плавный выход. Его можно использовать для сварки с отрицательным заземлением, или можно изменить направление потока электронов на положительное заземление с обратной полярностью.
- Переменный ток (AC): Переменный ток — это двунаправленный поток электронов, в котором полярность смещается сто или более раз в секунду с отрицательной земли на положительную. Дуга, как правило, менее стабильна, а сварку труднее контролировать. Однако сварка на переменном токе может разрушить образование оксидов и обеспечить более чистую сварку в некоторых процессах.
- Импульсный ток: Импульсный ток — это форма сварки постоянным током, при которой ток переходит от высокого пикового тока к более низкому фоновому току с частотой, определяемой оператором.Это сужает дугу, обеспечивая большее проникновение при одновременном снижении воздействия на окружающие материалы. В результате сварка импульсным током является отличным выбором для сварки тонких металлов или выполнения глубоких сварных швов на более толстых материалах.
- Импульсное напряжение и тепло: Новые блоки питания GMAW ориентированы на управление импульсным напряжением и теплом, подаваемым на расходуемый электрод. Управление импульсным напряжением (нагревом) и скоростью подачи проволоки позволяет лучше контролировать процесс плавления проволоки и скорость наплавки.Адаптивный импульсный GMAW тщательно контролирует обратную связь и автоматически компенсирует дугу, чтобы дуга оставалась стабильной, несмотря на изменения сварщика, а также разницу в высоте и положении стыка.
Существует множество универсальных сварочных аппаратов, которые позволяют выбирать между сваркой на переменном или постоянном токе. Постоянный ток — лучший вариант сварки стали и других черных металлов, в то время как переменный ток почти необходим для сварки алюминия. Переменный ток разрушает оксиды, образующиеся на алюминиевых сварных швах, и позволяет сваривать металл при более низком токе, чем это было бы возможно при постоянном токе.Это необходимо для других металлов и сплавов, которые имеют схожий профиль окисления с алюминием и которым также необходимо разрушить оксидный слой перед началом сварки. Сварка переменным током также используется для ускорения осаждения материала и сварки в целом более типичных сталей и стальных сплавов.
В процессах GTAW, однако, используются почти исключительно источники питания импульсным током постоянного тока (источники питания переменного тока иногда используются для сварки алюминия GTAW). Это связано с тем, что GTAW обычно используется для сварных швов с очень высокими техническими характеристиками, а сварка импульсным током приводит к гораздо более чистому сварному шву с увеличенным проплавлением и гораздо меньшим тепловым искажением, чем при неимпульсной сварке.
Выбор лучших типов сварочного источника питания для GTAWДля сварки алюминия GTAW требуется источник переменного тока для разрушения оксидов, образующихся на поверхности при нагревании металла. Однако почти во всех других применениях GTAW-сварки лучше всего подходит постоянный ток с импульсным током. Это позволяет лучше контролировать образование валика и подвод тепла к сварному шву. Учитывая вид сварки с высокими техническими характеристиками, для которой используется GTAW, обычно предпочтительнее использовать импульсный источник питания постоянного тока.
Источники питания для импульсной сварки постоянным током предпочтительнее других типов источников питания для сложных сварочных работ из нержавеющей стали.
Нержавеющая сталь известна тем, насколько сложно ее сваривать и как легко она коробится во время сварки. GTAW уже имеет низкое тепловложение по сравнению с другими типами дуговой сварки, а импульсный ток постоянного тока еще больше снижает это тепловложение, одновременно увеличивая тепло, сосредоточенное на сварном шве. Это углубляет проникновение и сужает зоны термического влияния.В результате источники питания для импульсной сварки постоянным током предпочтительнее других типов источников питания для сварки нержавеющей стали, например, для сварки тонкостенных труб из нержавеющей стали. Способность узко фокусировать тепло также делает импульсную сварку постоянным током лучшим способом сварки Inconel® и других аустенитных металлов с высокими техническими характеристиками. Для сложных сварных швов труб и труб лучшим подходом является орбитальная GTAW с источником питания для импульсной сварки постоянным током.
Источники питания для орбитальной сварки GTAWТрубы и сварные швы сложны из-за геометрии работы вокруг цилиндра.Орбитальная сварка переносит перемещение электрода вокруг детали в автоматизированную систему, избавляя сварщика от необходимости позиционировать себя при работе по окружности детали.
Источники питания с большей силой тока для сварки предназначены для сварки труб и других толстостенных материалов и вспомогательных сварочных принадлежностей, таких как сварочные головки для подачи проволоки.
Лучшими источниками питания для орбитальной GTAW-сварки стали, нержавеющей стали, экзотических сплавов, таких как инконель или монель, или даже титана, являются импульсные источники постоянного тока.В рамках этой категории выбор источника питания будет зависеть от толщины свариваемых материалов. Источники питания для сварки плавлением предназначены для тонкостенных материалов и доступны как в настольном, так и в портативном исполнении. Сварочные источники питания с большей силой тока предназначены для сварки труб и других толстостенных материалов, а также вспомогательных сварочных принадлежностей, таких как сварочные головки для подачи проволоки. Они работают в тандеме с источниками питания, предназначенными для сварки горячей проволокой, которые ускоряют наплавку.
Выбор типа источника питания для сварки должен быть сделан в соответствии с используемым материалом и процессом дуговой сварки.В частности, любой тип сварочного источника питания, используемый для сварки с высокими техническими характеристиками, такой как орбитальная сварка GTAW, должен исходить от производителя, имеющего большой опыт в разработке источников питания для орбитальной сварки и знакомого с тонкостями процесса орбитальной сварки.
Arc Machines, Inc. разрабатывает источники питания для импульсной орбитальной сварки постоянным током для всех типов орбитальной сварки с высокими техническими характеристиками. По вопросам, касающимся продуктов, обращайтесь по телефону sales @ arcmachines.ком . По вопросам обслуживания обращайтесь по телефону [email protected] . Свяжитесь с нами , чтобы узнать больше о индивидуальных решениях для орбитальной сварки.
ИСТОЧНИК ПИТАНИЯ ПРИ ДУГОВОЙ СВАРКЕ
Цель этой статьи «Источник питания в дуге» — служить руководством для понимания и выбора подходящего источника питания.
ВВЕДЕНИЕ Несколько типов источников питания используются для удовлетворения требований различных процессов дуговой сварки, включая все типы процессов дуговой сварки, которые будут описаны ниже.
Целью этой статьи является только понимание правильного источника питания для процессов дуговой сварки.
Это очень важно для выбора источника питания, который должен соответствовать конкретному процессу сварки. Первым этапом процесса выбора является расширение требований к процессу дуговой сварки.
Должен существовать процесс проектирования источника питания для дуговой сварки. Источник питания для дуговой сварки, как правило, предназначен для преобразования высокого напряжения в низкое напряжение и низкого тока силы тока в высокий (от 50 до 100 вольт) и сильный ток, который может превышать 500 ампер.
Выбор источника питания
Некоторые из этих факторов следует учитывать при выборе источника питания, например: — доступная мощность, требования к питанию в будущем, техническое обслуживание, экономические соображения, портативность, окружающая среда, доступное пространство, требования к коэффициенту безопасности, производительность производителя, доступность и стандартизация услуг, начальная стоимость и эксплуатационные расходы, рабочий цикл, требуемое производство и эффективность будут влиять на окончательный выбор конкретного источника питания.
ХАРАКТЕРИСТИКИ
Некоторые характеристики источников питания для дуговой сварки должны соответствовать одной или нескольким из следующих характеристик в зависимости от конкретной мощности.
Источник питания AC., DC. или оба могут дать. Он также может иметь характеристики обеспечения постоянного тока или напряжения. По отношению к вводу.
Источник энергии может получать энергию от линий электроснабжения или от первичного двигателя, такого как двигатель внутреннего сгорания, трансформатор или двигатель-генератор.
Примечательно, что прямые линии, подключенные к первичной электросети, не обеспечивают ток и напряжение, подходящие для требований дуговой сварки.
ОПИСАНИЕ ИСТОЧНИКА ПИТАНИЯ
Описание источника питания должно включать идентификацию по каждой из этих категорий, например: В некоторых процессах, таких как GTW.
Источник питания — «трансформатор-выпрямитель с постоянным током». В описание также должны быть включены номинальный сварочный ток, классификация условий эксплуатации и требования к линиям электропередачи.
ИСТОЧНИКИ ПИТАНИЯ ТРАНСФОРМАТОРНОГО ТИПАИсточник питания трансформаторного типа будет обеспечивать только переменный ток, если источник питания трансформатор-выпрямитель может обеспечивать как переменный, так и постоянный ток. Как правило, трансформаторы занимают меньше площади, чем генераторный двигатель. …
Продолжение следует…
СвязанныеИсточники питания для дуговой сварки экранированных металлов (Stick)
Первая часть успеха в сварке штучной сваркой или дуговой сварке в среде защитного металла — это убедиться, что у нас есть источник питания, способный выполнять эту работу.Для выполнения дуговой сварки в среде защитного металла необходим источник постоянного тока. Это тип аппарата, который вырабатывает сварочную мощность, при которой напряжение падает с увеличением силы тока. некоторые люди называют это машиной с падающим наклоном в связи с кривой вольт-ампер, полученной путем нанесения выходного сигнала машины на график.
Один из способов определить источник постоянного тока — это когда основная ручка на лицевой стороне устройства регулирует силу тока. Если вы не видите на машине ручки для регулировки силы тока, но можете найти ручку для регулировки напряжения, у вас есть источник питания с постоянным напряжением.Источник постоянного напряжения обычно используется для таких процессов подачи проволоки, как MIG и дуговая сварка с флюсовым сердечником, о которых мы поговорим в другой статье. Мы можем выполнять сварку MIG с помощью источника постоянного тока при условии, что у нас есть надлежащий механизм подачи проволоки, чувствительный к напряжению, например LN-25 от Lincoln Electric.
Понимая, что нам нужен источник постоянного тока для электродной сварки, теперь мы можем рассмотреть, какие типы вариаций доступны для источника постоянного тока.
Машина с приводом от двигателя — это машина, которая приводится в действие бензиновым или дизельным двигателем внутреннего сгорания.Генератор с вращением двигателя производит сварочную мощность. Эти типы машин отлично подходят, когда у нас нет локального питания от нашей электросети. Это тот тип оборудования, который нам нужен, если мы собираемся выполнять сварку электродом или дуговую сварку в экранированном металле в удаленном месте, возможно, вдали от мастерской. Двигатель обычно работает в режиме холостого хода, а затем набирает обороты и увеличивает обороты, когда мы зажигаем дугу и начинаем сварку.
В отличие от других сварочных аппаратов, которые подключаются к стене, этот тип аппарата требует дополнительного обслуживания для ухода за двигателем, который является сердцем источника питания.Кроме того, это не тот тип машины, который мы хотели бы использовать, если нам нужно сваривать, а источник питания должен находиться в помещении. Выхлопные газы из двигателя быстро портят дыхание и атмосферу.
Если у нас есть возможность подключиться к стене и получить питание от местной электросети, наши возможности немного разнообразнее.
Самый простой сварочный аппарат, работающий от электричества, — это трансформатор. Трансформаторная машина принимает низковольтную энергию высокого напряжения от электросети и преобразует ее в сильноточную низковольтную энергию, которую мы используем для сварки.Эта машина обычно имеет внутри большой трансформатор, а также больше и тяжелее, чем сопоставимая инверторная машина. Эти типы машин обычно вырабатывают только переменный ток.
Есть еще один тип машины, который очень тесно связан с трансформатором, это трансформаторно-выпрямительная машина. Трансформаторно-выпрямительная машина — это трансформаторная машина, в которой установлена выпрямительная схема, позволяющая машине вырабатывать мощность постоянного тока из входного переменного тока, полученного от электросети.В зависимости от того, как мы настроили кабели для выходных проушин на передней части машины, мы можем производить сварочную мощность в режиме постоянного тока либо с положительным, либо с отрицательным электродом. Какую полярность мы могли бы выбрать, будет зависеть от выполняемой работы, в которой работали электроды, которые мы выбрали для использования.
Инверторы кажутся актуальной тенденцией в сварочной промышленности. Инверторные машины устраняют большой тяжелый трансформатор и заменяют его электронными схемами и печатными платами.Большинство инверторных машин способны вырабатывать как переменный, так и постоянный ток. Одной из характеристик инверторных машин является то, что они, как правило, меньше по размеру и легче по весу, чем аналогичный трансформатор. Инверторные машины также способны изменять форму волны и частоту выходной мощности способами, на которые трансформаторные машины не способны. Сварка долговечности наряду с другими производителями использовали эту технологию. Похоже, будущее источников сварочного тока.
Компания Longevity предлагает широкий ассортимент сварочных аппаратов, способных удовлетворить все ваши потребности в сварке. Stickweld 140 — отличный аппарат для дуговой сварки экранированным металлом в вашем цехе. Посетите веб-сайт Longevity (www.longevity-inc.com) или канал YouTube (www.youtube.com/longevitywelding) для получения дополнительных сведений и информации о сварке.
Краткая информация об источниках сварочного тока
На главную / Краткая информация об источниках сварочного токаДжефф Херб из Miller Electric объясняет, почему ни один источник сварочного тока не может удовлетворить все потребности, а затем показывает, как понимание вашего приложения, ваших будущих потребностей и окружающей среды поможет вам выбрать правильный источник питания.
Не существует источника сварочного тока, который бы отвечал всем требованиям. Понимание вашего приложения, ваших будущих потребностей и вашей среды поможет вам выбрать правильный источник питания.
Когда дело доходит до выбора источника сварочного тока, не существует универсального решения. Прежде чем инвестировать в парк сварочного оборудования, компания должна уяснить ряд факторов, касающихся процессов, возможностей, мощности, размера, площади и будущих планов роста.
К источникам сварочного тока также добавляются новые технологии, которые помогают упростить процесс обучения и сократить время обучения — серьезная помощь, поскольку компании все еще не могут найти квалифицированных / обученных операторов сварки.
Сотрудничество с вашим местным дистрибьютором сварочных работ и представителями производителя может помочь выбрать подходящий источник питания для вашей работы.
В этой статье мы рассмотрим несколько ключевых факторов при выборе источника сварочного тока и то, что вы должны знать, когда начинаете искать.
ОСНОВНЫЕ МАТЕРИАЛЫ ОПРЕДЕЛЯЮТ ПРОЦЕССЫ
Хотя некоторым это может показаться базовым (если да, то можете пропустить), но все же это хорошая основа: тип источника сварочного тока будет во многом определяться типом и толщина свариваемых материалов.
Существует множество типов источников питания на выбор, в том числе предназначенные для MIG, TIG и Stick, а также многопроцессорные устройства, способные выполнять все три процесса и многое другое.
Сварочный аппарат / генераторыс приводом от двигателя могут обеспечить наибольшую гибкость при работе на открытом воздухе и / или в мобильных условиях (хотя в этой статье основное внимание уделяется источникам питания, подключенным к первичной входной мощности в промышленных условиях).
Основной металл, с которым вы работаете, является первым убедительным показателем необходимых вам возможностей, поскольку некоторые материалы и процессы сварки несовместимы.
Стальи нержавеющая сталь можно сваривать с помощью различных процессов, в то время как титан обычно лучше всего сваривается только методом TIG на постоянном токе.Алюминий лучше всего работает с MIG и AC TIG. См. Рисунок 1 для разбивки общих типов материалов и процессов.
ПОНИМАНИЕ МОЩНОСТИ И ВОЗМОЖНОСТЕЙ
Выходную мощность определяют два основных фактора: толщина материала и диаметр проволоки или электрода, которыми вы свариваете. Как правило, на каждые 0,001 дюйма низкоуглеродистой стали требуется один ампер мощности.
Например, для сварки низкоуглеродистой стали 1/8 дюйма (0,125 дюйма) вам потребуется примерно 125 ампер.Нержавеющей стали требуется примерно на 10 процентов меньше энергии, а алюминию — примерно на 25 процентов больше энергии.
Диаметр проволоки / электрода дополнительно определяет требования к выходу, поскольку каждый из них имеет определенный рабочий диапазон. Электроды меньшего размера несут меньший ток, а электроды большего размера — больший ток. Диаграмма, изображенная на Рисунке 2, предлагает рабочие диапазоны для обычных Stick, TIG и MIG / порошковых проволок / электродов.
ПОНИМАНИЕ РАБОЧЕГО ЦИКЛА
Другой способ классификации источника сварочного тока (и соответствия его требованиям к работе) — это то, какую силу тока он может генерировать при заданном рабочем цикле.Продолжительность включения — это процент включенной дуги, который источник сварочного тока может проработать в течение 10 минут.
Например, некоторые источники питания для сварки TIG могут обеспечивать мощность при сварке 300 ампер при рабочем цикле 60%. Он может непрерывно сваривать при 300 А в течение шести минут, а затем должен остыть в течение оставшихся четырех минут, чтобы предотвратить перегрев.
Источники питания, предназначенные для легкой промышленности или использования дома / хобби, обычно имеют рабочий цикл 20% и номинальную выходную мощность 230 А или ниже.
Промышленные продукты, которые чаще встречаются в производственных средах, обычно имеют рабочий цикл от 40 до 60 процентов с номинальной мощностью до 300 ампер. Промышленные изделия для тяжелых условий эксплуатации обычно имеют рабочий цикл от 60 до 100 процентов и номинальную выходную мощность не менее 300 ампер.
Одна из самых распространенных ошибок, которую делают люди — занижает размер источника питания из-за непонимания рабочего цикла. Недостаточно просто, чтобы источник питания мог обеспечить выходную мощность 300 ампер. Если вы работаете в производственной среде, и она может обеспечивать только 300 А в течение четырех минут из каждых 10, это не оптимальное время горения дуги.
ПОНИМАНИЕ ТРЕБОВАНИЯ К ВХОДНОЙ МОЩНОСТИ И ЭНЕРГОЭФФЕКТИВНОСТИ
Источники сварочного тока должны соответствовать типу доступного первичного источника питания: однофазный (дом, гараж, сарай), обычно 115, 200 или 230 В переменного тока; или трехфазный (промышленный), обычно 230, 460 или 575 В переменного тока.
Доступны технологии подключения / управления входным питанием, которые автоматически принимают одно- или трехфазное питание, а также несколько напряжений без какого-либо ручного переключения.
Количество электроэнергии, потребляемой сварочной системой, в конечном итоге будет зависеть от типа выбранной вами системы.
Источник электроснабжения для дуговой сварки | Методы | Сварка
Требования к току и напряжению во время дуговой сварки значительно различаются. При дуговой сварке короткие замыкания происходят часто. Например, всякий раз, когда оператор прикасается электродом к изделию, чтобы зажечь дугу, возникает короткое замыкание.
Аналогичным образом, когда расплавленные глобулы сварочного металла пересекают дугу, возникают электрические короткие замыкания (около 20 шт. В секунду).В условиях короткого замыкания потребляемый ток слишком высок, потому что сопротивление падает до очень низкого значения.
Чрезмерный нагрев, вызванный сильными скачками тока, приводит к чрезмерному разбрызгиванию и заеданию электрода. Хороший генератор для дуговой сварки предназначен для ограничения этих мгновенных скачков тока.
Когда есть короткое замыкание, напряжение падает почти до нуля, но когда оно сбрасывается, требуется значительное напряжение для поддержания их в рабочем состоянии. Точно так же, если длина дуги быстро изменяется, требуется мгновенное восстановление напряжения.
Таким образом, источник электропитания для дуговой сварки должен обеспечивать достаточный ток в зависимости от размера электрода, подходящее напряжение для зажигания и поддержания дуги и подходящие характеристики для обеспечения стабильности дуги. Напряжение на дуге может варьироваться от 20 до 45 вольт, а сила тока — от 75 до 600 ампер.
Различные источники электропитания для процесса дуговой сварки:
(i) Генератор постоянного тока с переменными характеристиками напряжения.
(ii) Генератор постоянного тока с характеристиками постоянного напряжения.
(iii) Линия питания постоянного тока в сочетании с резисторами для снижения напряжения и тока.
(iv) Специальный переменный ток генератор или трансформатор.
Для большинства применений при сварке стали переменным током. источник обычно используется из-за использования дешевого переменного тока. трансформаторы. Источник постоянного тока предпочтителен для сварки листового металла, цветных металлов и нержавеющей стали, поскольку для этого требуется трансформатор-выпрямитель (дорогостоящее оборудование).
Сварочная цепь состоит из сварочного аппарата, двух выводов, электрододержателя, электрода и самой работы.
Рис. 9.31 (a) показывает, как существует зависимость напряжения от тока для процесса дуговой сварки. Следует отметить, что для данного расстояния и материала электродов напряжение уменьшается до 50 А и начинает постепенно и очень медленно увеличиваться с дальнейшим увеличением тока. Эта взаимосвязь определяет характеристики источника питания.
Источник питания обычно имеет падающую характеристику, т.е. с увеличением тока происходит падение напряжения. Падение может быть либо резко падающим (подходит для ручной дуговой сварки), либо почти плоским (подходит для полуавтоматической дуговой сварки) в зависимости от типа источника питания.
Рабочая точка определяется в месте пересечения двух кривых. Стабильная рабочая точка получается с правой стороны, потому что любое нарушение автоматически устраняется, и рабочая точка возвращается к исходному значению.
Рис. 9.31 (b) показывает, как распределяется разность потенциалов. Анодное пятно — это область на поверхности анода, где электроны поглощаются. Анодное пространство — это газовая область (толщиной около 10 мкм), прилегающая к поверхности анода, где происходит резкое падение напряжения. Столб дуги — это видимая часть дуги, состоящая из плазмы, где падение напряжения не является резким.
Катодное пространство — это газовая область, прилегающая к катоду (толщиной около 10 мкм).Резкое падение напряжения в этой области необходимо, поскольку электроны должны вытягиваться из этой области. Относительные падения напряжения в различных зонах зависят от расстояния, силы тока и материалов электродов.
Оценка источников питания и влияние переменного тока в процессе SMAW
Bing X (2011) Система сбора и анализа сигналов сварочной дуги, основанная на смешанном программировании VC ++ и MATLAB. В: Труды IEEE 3-й третьей международной конференции по измерительной технике и автоматизации мехатроники (ICMTMA), т.3, pp. 1150–1153
Чен Б., Хань Ф, Хуанг И, Лу К., Лю И, Ли Л. (2009) Влияние наноразмерного мрамора (карбонат кальция CaCO3) на свойства наплавочного электрода D600R. Сварка. J. 88: 99–103
Google Scholar
Li X, Simpson SW (2009) Параметрический подход к позиционному обнаружению дефектов при сварке короткой дугой. Sci. Technol. Сварка. Присоединиться. 14: 146–151
Статья Google Scholar
Мехотра К., Мохан К.К., Ранка С. (1997) Элементы искусственных нейронных сетей.MIT Press, Кембридж, стр. 187–202
Google Scholar
Pal S, Pal SK, Samantaray AK (2008) Анализ пакетов Neurowavelet на основе текущей сигнатуры для прогнозирования прочности сварных соединений в процессе импульсной сварки металла в инертном газе. Sci Technol Weld Join 13: 638–645
Статья Google Scholar
Pal S, Pal SK, Samantray AK (2010) Прогнозирование качества импульсной сварки металла в инертном газе с использованием статистических параметров сигналов дуги в искусственной нейронной сети.Int J Comput Integr Manuf 23: 456–465
Статья Google Scholar
Рамирес Дж. Э., Джонсон М. (2010) Влияние параметров сварки и состояния электрода на обогащение легированием металла шва, наплавленного покрытыми целлюлозными электродами. Сварка J 89: 232–242
Google Scholar
Rehfeldt D, Polite T (1998) Системы для мониторинга обработки и обеспечения качества при сварке.В: Материалы 8-й международной конференции по компьютерным технологиям в сварке, Американское сварочное общество, Майами
Rehfeldt D, Rehfeldt M (2003) Компьютерное обеспечение качества (CAQ) сварки Al-GMAW с помощью Analyysator Hannover. В: Материалы международного форума по автомобильной сварке, Машиностроительный пресс, Пекин
Сантхакумари А., Раджа Н., Раджасекаран П., Венкатесваран Р. (2014) Оценка сварочной мощности и присадочной проволоки с помощью анализа сигнатур.Научно-исследовательский институт сварки. Национальный семинар по сварке, Джамшедпур
Simpson SW (2007a) Изображение подписи для обнаружения дефектов дуговой сварки. Sci Technol Weld Join 12: 481–486
Статья Google Scholar
Simpson SW (2007b) Статистика сигнатурных изображений для обнаружения дефектов дуговой сварки. Sci Technol Weld Join 12: 556–563
Статья Google Scholar
Simpson SW (2008a) Идентификация неисправностей при газовой дуговой сварке с использованием изображений подписи.Sci Technol Weld Joining 13: 87–96
Статья Google Scholar
Simpson SW (2008b) Стабильность изображения подписи и перенос металла при газовой дуговой сварке. Sci Technol Weld Join 13: 176–183
Статья Google Scholar
Викас К., Чандрасекхар Н., Альберт С.К., Джаяпандиан Дж. (2016a) Анализ процесса дуговой сварки с использованием цифрового запоминающего осциллографа. Измерение 81: 1–12
Артикул Google Scholar
Викас К., Альберт С.К., Чандрасекхар Н., Джаяпандиан Дж. (2016b) Анализ производительности параметров дуговой сварки с использованием самоорганизующихся карт и распределений плотности вероятности.В: Первая международная конференция IEEE по управлению, измерениям и контрольно-измерительным приборам, Калькутта, стр. 196–200
Викас К., Альберт С.К., Чандрасекхар Н., Джаяпандиан Дж. (2018a) Оценка навыков сварки с использованием распределений плотности вероятности и анализа нейронных сетей. Измерение 116: 114–121
Артикул Google Scholar
Викас К., Альберт С.К., Чандрасекхар Н. (2018b) Подход к обработке сигналов для данных сварных швов для оценки электродов для дуговой сварки с использованием распределений плотности вероятности.Измерение 113: 23–32
Google Scholar
Wu CS, Polte T, Rehfeldt D (2000) Мониторинг процесса газовой дуговой сварки и оценка качества с помощью нейронных сетей. Sci Technol Weld Join 5 (5): 324–328
Статья Google Scholar
Wu CS, Polte T, Rehfeldt D (2001) Система нечеткой логики для мониторинга процессов и оценки качества в GMAW. Сварка J 80 (2): 16–22
Google Scholar
Wu CS, Hu QX, Sun S, Polte T., Rehfeldt D (2004) Интеллектуальный мониторинг и распознавание процесса дуговой сварки короткозамкнутым газом и металлической дугой.Proc Inst Mech Eng Part B J Eng Manuf 218: 1145–1151
Артикул Google Scholar