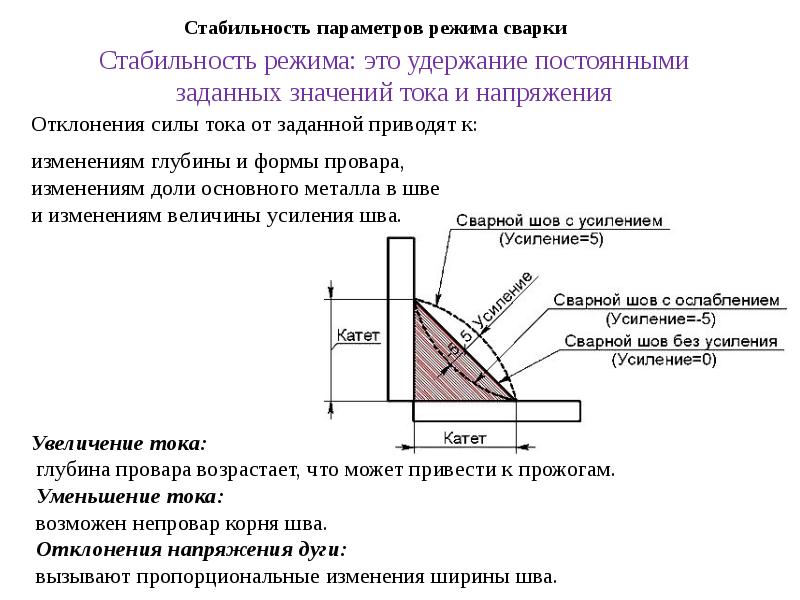
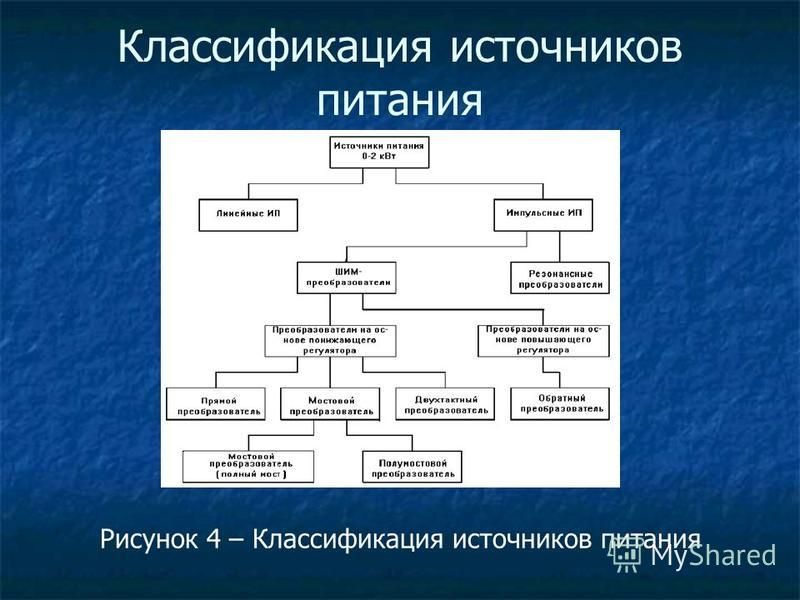
Классификация источников питания
30.05.2016Важнейшей составляющий сварочного оборудования является источник питания сварочной дуги. Источники питания все разные и подразделяются на разные группы. Зная классификацию источников питания, проще выбрать именно тот источник, который Вам нужен для выполнения работ по технологическому процессу сварочного производства.
Разберем основные признаки, по которым можно разделить источники питания дуги на разные группы. Существуют следующие типы источников питания: трансформаторы, выпрямители, преобразователи и т.д. Но чем в первую очередь они отличаются? Родом тока. Например, трансформаторы — это источники переменного тока, агрегаты, преобразователи и выпрямители — это источники постоянного тока.
Каждый источник питания дуги имеет свою вольтамперную характеристику дуги в зависимости от вида сварки. При ручной дуговой сварке на токах 200-500 А вольтамперная характеристика дуги жесткая. Но для обеспечения высокого качества сварных швов нужно соблюдать определенные условия, которым отвечает крутопадающая характеристика источника питания.
Надо четко понимать, что каждый источник питания рассчитан на определенную нагрузку, при которой он работает, не перегреваясь выше допустимых норм. Ток и напряжение источника, при которых он работает в данном режиме не перегреваясь, называются номинальными.
Часто в цехах работают многопостовые сварочные участки, поэтому для них нужны соответствующие источники питания. Таки образом, источники мы можем разделить на однопостовые и многопостовые.
Все мы прекрасно знаем, что есть свободно горящая дуга и сжатая, по этим признакам мы тоже можем разделить источники питания дуги.
Еще одним признаком является то, как будет установлен источник питания. Oн может быть стационарным и быть закрепленным на рабочем месте сварщика. А может быть переносным, легко транспортироваться по всей территории производства, что очень удобно в условиях монтажа.
Источники также можно разделить на группы по их принципу действия, а также по конструктивному оформлению.
Ну и напоследок, если Вы дочитали статью до конца, хочу рассказать о самом главном признаке, по которому делятся источники — это, конечно, их назначение. По данному классификационному признаку выделяют источники:
- для ручной дуговой сварки;
- для автоматической и механизированной сварки под флюсом;
- для сварки в защитных газах;
- для плазменной сварки и резки;
- для электрошлаковой сварки;
- для трехфазной сварки и многодуговой.
За многие годы у каждого сварщика вырабатываются свои предпочтения, с каким именно источником питания работать. Точно одно, что источники питания постоянного тока лучше при выполнении сложных технологических задач, так как при их применении повышается устойчивость горения дуги, улучшается качество сварки во всех пространственных положениях.
Точно одно, что источники питания постоянного тока лучше при выполнении сложных технологических задач, так как при их применении повышается устойчивость горения дуги, улучшается качество сварки во всех пространственных положениях.
Однако не будем забывать и старый добрый трансформатор: его технико-экономические показатели имеют значительное преимущество даже в сравнении с источниками постоянного тока. Он прост в эксплуатации, долговечен, и обладает достаточно высоким КПД.
Классификация источников питания сварочной дуги
Приложение 4.1.12Классификация источников
питания сварочной дуги
Занятие по дисциплине Основы технологии сварки и сварочное
оборудование (МДК.01.01)
Тема: Сварочное оборудование для дуговых способов сварки
ПОНЯТИЕ ОБ
ИСТОЧНИКАХ ПИТАНИЯ
Источник питания преобразует высокое
напряжение сети в низкое напряжение
сварочной цепи.
Технические показатели источников питания:
1.Внешняя характеристика
2.
 Пределы регулирования сварочного тока
Пределы регулирования сварочного тока3.Напряжение холостого хода
4.Номинальный сварочный ток и напряжение
• Напряжение холостого хода UХ.Х.
– напряжение на выходных клеммах
при разомкнутой сварочной цепи (не
более 80-90 В).
• Номинальный сварочный ток и
напряжение IНОМ. UНОМ – ток и
напряжение, на которые рассчитан
нормально работающий источник
питания.
ВИДЫ ИСТОЧНИКОВ ПИТАНИЯ
(трансформаторы)
• Источники постоянного тока
(выпрямители и инверторные
источники питания)
Классификация
• По роду тока в сварочной цепи различают источники
переменного тока — сварочные однофазные и
трехфазные трансформаторы,
специализированные установки для сварки
алюминиевых сплавов, а также источники постоянного
тока — сварочные выпрямители и генераторы с
приводами различных типов
• По количеству обслуживаемых постов могут быть
однопостовые и многопостовые
• По применению — общепромышленные и
специализированные источники питания
(К общепромышленным относятся источники питания
для ручной дуговой сварки покрытыми электродами, а
также для механизированной сварки под флюсом)
Маркировка
• В обозначениях источников питания первая буква — это их тип:
Т — трансформатор, В — выпрямитель, Г — генератор, У -установка.
Вторая и третья буквы — вид и способ сварки: Д — дуговая, П плазменная, Ф — под флюсом, Г — в защитных газах, У –
универсальный источник. Отсутствие третьей буквы означает ручную
сварку.
• Четвертая буква обозначает дополнительные сведения: М многопостовой, И — для импульсной сварки.
• Первая цифра после букв — сила номинального сварочного тока в
сотнях ампер, две последующие цифры — регистрационный номер
изделия.
• Буквы и цифры после них — климатическое исполнение: У умеренный, Т — тропический, М — морской климат. Например,
ТД301У2 означает, что это трансформатор (Т) для дуговой (Д) ручной
сварки штучными электродами (отсутствие третьей буквы), с
номинальным током 300 А, регистрационный номер 01 для
умеренного климата (У), второй категории размещения (2).
ОБОЗНАЧЕНИЕ
ИСТОЧНИКОВ ПИТАНИЯ
Тип источника
питания
Т – трансформатор
В — выпрямитель
Вид сварки
Способ сварки
(отсутствует для РДС)
У — универсальный
Дополнительная
информация
Для трансформаторов: М – механическое
регулирование
Для выпрямителей: М – многопостовой
источник
Ч – инвертер
И – для импульсной сварки
Номинальный
сварочный ток
Тире и две цифры (умножать на 10)
ПРИМЕР ОБОЗНАЧЕНИЯ
ИСТОЧНИКОВ ПИТАНИЯ
ТРАНСФОРМАТОР
КЛИМАТИЧЕСКИЕ
УСЛОВИЯ
ДЛЯ ДУГОВОЙ
СВАРКИ
НОМИНАЛЬНЫЙ
ТОК 310 А
МЕХАНИЧЕСКОЕ
РЕГУЛИРОВАНИЕ
ПРИМЕР ОБОЗНАЧЕНИЯ
ИСТОЧНИКОВ ПИТАНИЯ
КЛИМАТИЧЕСКИЕ
УСЛОВИЯ
ВЫПРЯМИТЕЛЬ
ДЛЯ ДУГОВОЙ
СВАРКИ
СВАРОЧНЫЙ ТОК
300 А
Источники питания — Энциклопедия по машиностроению XXL
Требования к статической устойчивости системы источник питания — сварочная дуга. Зависимость между напряжением дуги [/j,, необходимым для поддержания устойчивого горения дуги, и током дуги /д называется статической вольт-амперной характеристикой дуги.
[c.124]
Зависимость между напряжением дуги [/j,, необходимым для поддержания устойчивого горения дуги, и током дуги /д называется статической вольт-амперной характеристикой дуги.
[c.124]При увеличении силы тока до значения /дц напряжение источника становится меньше, чем напряжение дуги, а разность f/ — уменьшается и принимает отрицательное значение, в результате чего начинает уменьшаться сила тока /д до тех нор, пока не достигнет точки а, т. е. при режиме сварки, соответствуюш ем точке а, вследствие действия э. д. с. самоиндукции происходит саморегулирование режима горения дуги, точка а определяет устойчивое состояние системы источник питания — сварочная дуга. [c.126]
Основные области применения раз. [ичиых источников питания сварочной дуги приведены в табл. 23. [c.128]
ГОСГ 10594—74 регламентирует ряд поминальных токов для источников питания сварочной дуги постоянного тока (генераторов и выпрямителей) 40, 50, 63, 80, 100, 125, 100, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1600, 2000, 2500, 3150, 4000 и 5000 А,
 129]
129]
ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ [c.129]
Как и в других источниках питания, при работе сварочного трансформатора постоянно чередуются три режима холостой ход, работа под нагрузкой и короткое замыкание. [c.131]
Для современных источников питания дуги переменного тока падающую внешнюю характеристику получают путем искусственного увеличения индуктивного сопротивления. [c.131]
При написании учебника авторы исходили из построения учебного плана данной специальности, по которому к моменту изучения курса студенты уже изучили ряд не только общеинже-иерных и общетехнических дисциплин, но частично или полностью таких специальных дисциплин, как теория сварочных процессов, источники питания для сварки, расчет и проектирование сварных конструкций и др. [c.3]
По указанной причине основное внимание в данном учебнике уделено технологии сварки плавлением, а по сварочному оборудованию приведены только сведения, дополняющие курс источников питания. В разделах по технологии сварки авторы не стремились п ливести все данные о сварочных материалах, режимах ИТ. п., учитывая, что эти данные имеются в справочной литературе, и уделили основное внимание освещению основ выбора технологии.
[c.3]
В разделах по технологии сварки авторы не стремились п ливести все данные о сварочных материалах, режимах ИТ. п., учитывая, что эти данные имеются в справочной литературе, и уделили основное внимание освещению основ выбора технологии.
[c.3]
Но роду и полярности применяемого при сварке или наплавке тока, а также номинальпому напряжению холостого хода, исноль-зуомого источника питания сварочной дуги переменного тока частотой 30 Гц электроды подразделяются па виды, указанные и табл. iG. [c.104]
Зависимость паиряжоиия источ1[ика питания от силы тока нагрузки называется внешней характеристикой источника питания. Рассмотрим условия устойчивого состояния системы (устойчивого горения сварочной дуги).
Фактически величины dL ldI и dUJdl — динамические сопротивления сварочной дуги и источника питания при данной величине тока дуги /д у. Коэффициент — динамическое сопротивление всей энергетической системы источник питания — сварочная дуга в данном режиме работы. Таким образом, устойчивое горение дуги определяется только общим динамическим сопротивлением системы источник питания — дуга. Если оно положительно — режим устойчив. При нормальных сварочных режимах (сила тока дуги 100—800 А) dUp /dl 0. Это свойственно источникам с падающей внешней характеристикой (рис. 71, б), жесткой или даже возрастающей, но при условии, что dUJdl [c.126]
Таким образом, устойчивое горение дуги определяется только общим динамическим сопротивлением системы источник питания — дуга. Если оно положительно — режим устойчив. При нормальных сварочных режимах (сила тока дуги 100—800 А) dUp /dl 0. Это свойственно источникам с падающей внешней характеристикой (рис. 71, б), жесткой или даже возрастающей, но при условии, что dUJdl [c.126]
Введение дросселя в сварочную цепь снижает скорость нарастания тока и, как следствие, разбрызгивание металла. Так, при сварке электродов УОЫИ-13/45 экспериментально установлена зависимость коэффициента разбрызгивания от величины индуктивности дросселя, включаемого последовательно в сварочную цепь источника питания дуги (рис. 72). [c.127]
Трансформаторы для трехфазной сварки имеют пониженное напряжение холостого хода, так как пет перерывов в горении дуги в межэлоктродном пространстве. Поэтому у таких трансформаторов UJUjy = 1,2- 1,25. Основные параметры выпускаемых источников питания дуги переменного тока приведены в табл. 25
[c.133]
Основные параметры выпускаемых источников питания дуги переменного тока приведены в табл. 25
[c.133]
Сварочные выпрямители. По мере совершенствования и увеличения мопщости полупроводниковых вентилей все более увеличивается выпуск и применение в качестве источников питания сварочной дуги постоянного тока выпрямителей. Перед преобразователями сварочные выпрямители имеют следующие преимущества более высокий к. п. д. и меныние потери па холостом ходу лу ппие динамические свойства меньшую массу большую надежность и простоту обслуживания при эксплуатации бесшумность при работе большую экономичность при изготовлении. [c.133]
При холостом ходе папряже11ие между электродом и изделием равно напряжению холостого хода источника питания. При сварке напряжение дуги равно напряжению источника минус падение напряжения па yna TJ e цепи между ним н электродо-держателем (С/д = — I R ), причем сопротивление сварочной цепи складывается из сопротивления проводов (йцр) и сопротивления балластного реостата (Ra)
[c. 135]
135]
Импульсные источники питания сварочной дуги. Такие источники используются при сварке как плавящимся, так и неплавя-щимся электродом. [c.136]
Процесс сварки происходит при непрерывно горящей маломощной дуге и периодически зажигающейся импульсами мощной дуге. Источник питания представляет собой комплект из двух источников, которые работают одновременно и независимо друг от друга. Такие источники могут быть спроектированы специально (ИПИД-1, ИПИД-300, ИПИД-ЗООМ) или составлены из сварочного генератора или выпрямителя (иапример, ПСГ-500, ИПП-ЗООП, ВС-500 и т п.) и генератора кратковременных импульсов, амплитуда и длительность которых регулируются. [c.136]
При замыкании одного из контактов напряжение заряда соответствующего конденсатора оказывается приложенным к электродам дуги и при достаточной его величине вызывает повторное возбуждение дуги и ее подключение к основному источнику питания. Вместо электромагнитного поллризованпого реле разработаны так ке коммутирующие схемы на тиратронах и тиристорах, нозво-ляюнщх лучше синхронизировать процесс повторного возбуждения. [c.140]
[c.140]
Г егулирующее воздействие при этом оказывают а) скорость подачи электрода у,, б) напряжение (или э. д. с.) источника питания f/ в) сопротивление сварочной цепи [c.141]
Наибольшее расстояние между механизмом подачи и источником питания или шкафом управлсшия 15 м. [c.143]
На рис, 79 приведена электрическая схема установки типа УДГ, где показаны основные элементы. Сварочный трансформатор СТ типа ТРПШ позволяет автоматизировать работу установки режим сварки регулируют путем изменения величины постоянного тока в обмотке нодмагничивания ОУ. Управляющим сигналом является потенциал с движка потенциометра R3, который изменяет режим работы транзистора Т1. Ток, пропускаемый этим транзистором, усиленный магнитным усилителем МУ, поступает на обмотку управления ОУ. В случае обрыва дуги на электродах напряжение возрастает до напряжения холостого хода источника питания, в результате чего срабатывает реле Р и подключает в работу осциллятор для возбуждения дуги вновь. [c.149]
[c.149]
При сварке алюминиевых сплавов больших толщин и с высокой производительностью применяют трехфазную дугу и неплавнщиеся вольфрамовые электроды. Источники питания для такого вида сварки также имеют падающие внен1пие характеристики и позволяют регулировать режим с помощью переключателя ступеней или подмагничиваемых шунтов. Здесь также необходима компенсация постоянной составляющей путем включения батареи конденсаторов в сварочную цепь. Как правило, схему источника питания комплектуют осциллятором и системой заварки кратера. [c.150]
Силовая цепь источников питания включает сварочный трансформатор, дроссель иасыщепия и сварочный выпрямитель. Тира-троннып или тиристорный прерыватель тока формирует импульсы [c.150]
Наиря.кепие холостого хода источника питания, В .. . 75—85 [c.153]
Шлаковая ванна, служащая нагрузкой источника питания при электрошлаковой сварке, является нелинейным активным сопротивлением, обладающим большой инерционностью изменения параметров. Питание установок для электрошлаковой сварки может осуществляться как постоянным, так и неременным током.
[c.154]
Питание установок для электрошлаковой сварки может осуществляться как постоянным, так и неременным током.
[c.154]
Источники питания сварочной дуги
Источники питания сварочной дуги
При электродуговой ручной сварке применяют переменный и постоянный ток. Для питания аппаратов электродуговой сварки на переменном токе используют сварочные трансформаторы в одно- и двухкорпусном исполнении (табл. 13).
Для питания аппаратов электродуговой сварки на постоянном токе применяют сварочные машины (преобразователи, сварочные агрегаты с приводом от двигателя внутреннего сгорания), приведенные в табл. 14, а также сварочные выпрямители. Сварочные машины постоянного тока подразделяются по количеству питаемых постов (однопостовые и многопостовые), по способу установки (стационарные и передвижные), по роду привода (генераторы с электрическим приводом и генераторы с двигателем внутреннего сгорания).
Выпрямительные сварочные установки собирают из полупроводниковых элементов, которые обладают «свойством проводить ток только в одном направлении. В обратном направлении полупроводники практически не пропускают электрический ток. Наибольшее применение в сварочных выпрямительных установках получили селеновые полупроводниковые элементы. В СССР выпускаются выпрямительные сварочные установки ВС, ВСУ, ВСС, ВСК, ВКС и ВКСМ с селеновыми, кремниевыми и германиевыми выпрямительными блоками. Питание выпрямительных блоков осуществляется от трехфазного сварочного трансформатора, вмонтированного в установки.
В обратном направлении полупроводники практически не пропускают электрический ток. Наибольшее применение в сварочных выпрямительных установках получили селеновые полупроводниковые элементы. В СССР выпускаются выпрямительные сварочные установки ВС, ВСУ, ВСС, ВСК, ВКС и ВКСМ с селеновыми, кремниевыми и германиевыми выпрямительными блоками. Питание выпрямительных блоков осуществляется от трехфазного сварочного трансформатора, вмонтированного в установки.
| Таблица 13 | ||||||
| Техническая характеристика сварочных трансформаторов | ||||||
| Марка трансформатора | Номинальная МОЩНОСТЬ, кет | Номинальный сварочный ток при ПР-65%, а | Предел регулирования сварочного тока, а | Напряжение, в | Вес, кг | |
| номинальное сварочное | холостого хода | |||||
| ТС-120 | 9 | 120 | 50—160 | 25 | 68 | 90 |
| ТС-300 | 20 | 300 | 110—385 | 30 | 63 | 185 |
| ТС-500 | 32 | 500 | 165—650 | 30 | 60 | 250 |
| ТСП-1 | 12 | 160 | 105-180 | 25 | 70 | 35 |
| ТСК-500 | 32 | 500 | 165-650 | 30 | 60 | 280 |
| ТСД-500 | 42 | 500 | 200—600 | 45 | 800 | 445 |
| ТСД-1000-3 | 76 | 1000 | 400—1200 | 42 | 69—78 | 540 |
| ТСД-2000-3 | 180 . | 2000 | 800—2200 | 53 | 77-86 | 670 |
Примечание. Трансформаторы марок ТС, ТСК, ТСП применяют для ручной электродуговой сварки, а марки ТСД — для автоматической и полуавтоматической дуговой сварки под слоем флюса при ПР-20% (ПР — продолжительность рабочего периода).
| Таблица 14 | ||||||
| Техническая характеристика сварочных машин постоянного тока | ||||||
| Тип машины | Генератор | Двигатель | Вес, кг | |||
| номинальный сварочный ток при ПР-65%, а | номинальное напряжение, В | предел регулирования сварочного тока, а | тип | мощность | ||
| ПСО-300 ПСО-500-3 ПСО-800 ПСГ-350 ПСГ-500 ПСУ-500 ПСМ-1000-2 АСБ-300-7 АСД-300 АСД-3-1 АСДМ-200 АСДП-500 АСДП-500Г АСДП-1000Г | 300 500 800 350 500 500 1000 300 300 500 200 500 500 1000 | 30 40 45 30 40 35 60 30 30 40 30 40 40 60 30 | 75—320 420—600 200-800 50-350 50—500 120—500 75-320 75-320 120—500 50—200 120—600 15-300 на каждом 300—1100 100—300 на каждом | Электрический То же » » » » » Газ-МКА 5П4-4Г-8.  5/П 5/П ЯАЗ—М20—4Г Г495/11 Г495/11 Г495/11 1Д6—150 | 14 квт. 28 » 55 » 14 » 28 » 28 » 75 » 30 л. с. 20 » 60 » 17 » 60 » 60 » 60 » | 400 430 1040 400 500 550 1600 850 980 2500 700 5000 4900 6000 |
Примечание: агрегаты АСБ- АСД и АСДМ смонтированы на рамах без колес, а АСДП —на двухосных прицепах.
1. Какие основные типы сварочных трансформаторов применяют для ручной электродуговой сварки трубопроводов?
2. Какие основные типы сварочных машин используют для ручной электродуговой сварки трубопроводов?
3. Назовите типы выпрямительных установок. Каково их назначение?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Подготовка труб под сварку
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов
4.
 Классификация источников питания для сварки. Источники питания
Классификация источников питания для сварки. Источники питанияПохожие главы из других работ:
Источники питания
1. Источники питания для сварки
1.1 Требования кисточникам питания для дуговой сварки сварка трансформатор выпрямитель амперный Важными параметрами процесса сварки являются вольт-амперная характеристика сварочной дуги и внешняя характеристика источника питания…
Классификация способов сварки
1. Классификация способов сварки
Для создания физического контакта между соединяемыми деталями, очистки поверхностей от посторонних веществ используются различные физико-химические процессы и технические приемы…
Метрология, стандартизация и сертификация
Услуги предприятий общественного питания. Их классификация. Основные направления развития общественного питания, отраженные в «Концепции развития потребительской кооперации на период до 2010 года
Предприятия общественного питания в зависимости от характера их деятельности подразделяются на: — предприятия, организующие производство продукции общественного питания (заготовочные фабрики. ..
..
Оборудование поста для ручной дуговой сварки, принадлежности и инструменты сварщика
Виды источников питания дуги, применяемые в оборудовании поста
Конструкции и параметры источника питания дуги зависят от его технологического назначения: ручной сварки покрытым электродом, механизированной сварки плавящимся электродом или автоматической сварки в защитных газах или под флюсом…
Описание технологического процесса дуговой сварки стыкового соединения из алюминия марки АД1, толщиной 6 мм, длиной 200 мм
3.2 Выбор источника питания для полуавтоматической сварки алюминия
Источник питания должен обеспечивать легкое зажигание и устойчивое горение дуги, создавая необходимое напряжение и силу тока в сварочной цепи. Внешняя характеристика. Свойства источника питания определяются его внешней характеристикой…
Проект следящего электропривода изделия 9П149 с асинхронным двигателем
2.1 Выбор источников питания
Основные данные источника питания (род тока, напряжение. ..
..
Расчет тепловых процессов при сварке
2. Тепловые схемы и классификация источников нагрева
Геометрическая форма свариваемых изделий в реальных условиях является сложной. Учет действительной формы может значительно усложнить решение температурных задач сварочных процессов. Поэтому реальную форму в тепловых расчетах идеализируют…
Сварка и резка металлов взрывом
1.3 Классификация параметров сварки взрывом
К внешним, исходным параметрам относятся: — параметры свариваемых материалов (физико-механические свойства и геометрические размеры) -установочные или технологические параметры: — установочный угол между пластинами перед сваркой (при =0…
Сварочные работы с металлом
2.1 Выбор источника питания для ручной дуговой сварки
При выполнении производственных операций за рабочим или бригадой рабочих закрепляют рабочее место (определенный участок производственной площади)…
Технологические основы сварки плавлением
7.
 1 Выбор источников питания дуги для ручной дуговой сварки
1 Выбор источников питания дуги для ручной дуговой сваркиПри выборе источников питания дуги необходимо, чтобы он отвечал следующим требованиям, [8]: а) обеспечивать необходимую для процесса сварки силу тока дуги и напряжение дуги; б) иметь необходимый вид внешней характеристики…
Технологические основы сварки плавлением
7.2 Выбор источников питания дуги для сварки в среде углекислого газа плавящимся электродом
При дуговой сварке в среде углекислого газа сварочная дуга имеет возрастающую вольт — амперную характеристику…
Технология изготовления входной металлической двери
1. Общие сведения о применяемой стали. выбор источника питания дуги, электродов и режима сварки
…
Технология производства бесшовных труб
1. Физическая сущность процесса сварки. Классификация
Задачей сварочной операции является получение механически неразъемных соединений, подобных по свойствам свариваемому материалу. Это может быть достигнуто…
Это может быть достигнуто…
Технология производства бесшовных труб
4. Источники питания для сварки
Устойчивость горения дуги зависит от характеристик электрической цепи, в которую включена сварочная дуга. Напряжение на дуге зависит от состава атмосферы, в которой горит дуга, характеристик электродов и длины дуги. На рис. 4…
Технология сварочного производства
1. Физическая сущность сварки. Классификация видов сварки
Сваркой называется технологический процесс получения неразъемного соединения отдельных заготовок или узлов из твердых материалов за счет межатомных сил сцепления с применением нагрева их до жидкого или пластического состояния и с…
Оборудование для ручной дуговой сварки
Сеть профессиональных контактов специалистов сварки
Классификация источников питания сварочной дуги.
Источники питания сварочной дуги классифицируются по следующим основным признакам:
1. По роду сварочного тока – бывают переменного и постоянного тока.
По роду сварочного тока – бывают переменного и постоянного тока.
К источникам переменного тока относятся сварочные трансформаторы и генераторы повышенной частоты.
Источниками постоянного тока являются сварочные преобразователи и сварочные выпрямители.
2. По виду внешних вольтамперных характеристик (ВАХ) источники питания сварочной дуги бывают с пологопадающей ВАХ (для автоматной сварки).
С жестокой и возрастающей ВАХ применяемых при сварки в защитных газах и электрошлаковой сварке, с крутопадающей ВАХ – для ручной дуговой сварки.
3. По количеству используемых сварочных дуг бывают однопостовые или многопостовые.
4. По способу установки источники бывают стационарными, или передвижными – переносными.
Сварочные трансформаторы
Трансформаторы с нормальным магнитным рассеянием. Комплект источников питания состоит из понижающего трансформатора и регулятора реактивной катушки. Понижающий трансформатор, основой которого является могнитопровод, изготовлен из большого количества тонких пластин, трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеется первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода. Дроссель состоит из магнитопровода набранного из листовой трансформаторной стали, на котором расположены витки медного или алюминиевого провода рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта.
На магнитопроводе имеется первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода. Дроссель состоит из магнитопровода набранного из листовой трансформаторной стали, на котором расположены витки медного или алюминиевого провода рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта.
Устройство и обслуживание сварочных преобразователей
Для питания электрической дуги постоянным током выпускаются передвижные стационарные сварочные преобразователи.
Однопостовой сварочный преобразователь ПСО-500 состоит из двух машин: из приводного электродвигателя и сварочного генератора ГСО-500 постоянного тока расположенных в общем корпусе. Якорь генератора и ротор двигателя расположены на общем валу.
Генератор работает по принципу электромагнитной индукции. При вращении якоря его обмотка пересекает магнитные силовые линии магнитов, в результате чего в обмотках якоря наводится переменный электрический ток, который с помощью коллектора преобразуется в постоянный ток. Величина тока возбуждается, и режим работы сварочного генератора плавно регулируется реостатом в цепи независимого возбуждения.
Величина тока возбуждается, и режим работы сварочного генератора плавно регулируется реостатом в цепи независимого возбуждения.
Сварочные выпрямители
Сварочные выпрямители – это устройства, преобразующие переменный ток в постоянный с помощью полупроводниковых диодов — вентилей. Сварочный выпрямитель состоит из трансформатора с устройством для регулирования сварочного тока и выпрямительного блока.
Сварочные выпрямители имеют следующие преимущества: отсутствие вращающихся частей и большую долговечность, высокий КПД и меньшие потери холостого хода, меньшую массу и большую маневренность, бесшумность в работе.
Инструмент, принадлежности и спецодежда электросварщика
К инструментам и принадлежностям электросварщика относятся электрододержатель, щиток или маска, специальный молоток с зубилом, стальная щетка, металлические клейма для маркировки сварных швов и ящик или сумка для хранения и переноски электродов и инструмента. Сварочные провода марки КРПТ нужны для подвода тока от силовой сети к сварочным аппаратам. От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АРП или ПРГД с резиновой изоляцией длиной не менее 3м сечением от 16 до 70мм2 Длина кабеля не более 30-40м.
От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АРП или ПРГД с резиновой изоляцией длиной не менее 3м сечением от 16 до 70мм2 Длина кабеля не более 30-40м.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Характеристики, виды источников питания для дуговой сварки
Для стабильного горения сварочной дуги необходима электроэнергия, подача которой обеспечивается специальным источником питания (ИП). От параметров и характеристик ИП зависит как процесс, так и результат работы сварщика.
Современные источники питания для дуговой сварки выпускаются в большом ассортименте, что может стать проблемой при выборе устройства подходящего вида и эксплуатационных характеристик. Именно этому вопросу и посвящена данная статья.
ИП для сварочных аппаратов обеспечивают преобразование сетевой электроэнергии высокого напряжения в энергию сварочной дуги. Сама же конструкция рассматриваемых устройств дает возможность управлять напряжением и/или током таким образом, чтобы получить нужные динамические и статические параметры, необходимые для оптимального сварочного процесса.
Сама же конструкция рассматриваемых устройств дает возможность управлять напряжением и/или током таким образом, чтобы получить нужные динамические и статические параметры, необходимые для оптимального сварочного процесса.
Сегодня дуговая сварка осуществляется посредством современного и высокотехнологичного оборудования, в управляющих и силовых цепях которого задействована сложная электроника. Именно по причине использования инновационных технологий существенно изменились представления об актуальных параметрах контроля и режимах сварочного процесса.
Классификация источников питания для дуговой сварки
В наши дни еще встречаются сварочные преобразователи мотор-генераторного типа, которые пользовались большой популярностью еще десятки лет назад. Однако эти устройства не способны конкурировать на равных с современными аналогами в силу низкой энергоэффективности и большой цены, даже несмотря на достойные сварочные характеристики.
Рассматриваемые преобразователи состоят из 3-фазного электродвигателя, который сопряжен с генератором постоянного тока. В подобных устройствах промышленная частота определяет скорость вращения двигателя, а потому это оборудование нечувствительно к колебаниям напряжения в электросети. К тому же, мотор-генераторные преобразователи допускают дистанционное управление при изменении электрического тока в генераторной обмотке.
В подобных устройствах промышленная частота определяет скорость вращения двигателя, а потому это оборудование нечувствительно к колебаниям напряжения в электросети. К тому же, мотор-генераторные преобразователи допускают дистанционное управление при изменении электрического тока в генераторной обмотке.
Оборудование для сварки, в котором используется бензиновый или дизельный ДВС, а также генератор, все еще производится и пользуется достаточно большим спросом. Эти сварочные аппараты востребованы при работах в полевых условиях или же на участках, которые не электрифицированы.
Сварочные трансформаторы работают по принципу преобразования энергии переменного напряжения централизованной электросети в энергию тока сварочного. Сегодня подобные устройства являются наиболее простыми и дешевый источниками питания, которые чаще всего применяются для сварки покрытыми электродами, но могут использоваться и для прочих видов сварочных работ на переменном токе.
Более совершенными являются ИП для TIG и MIG сварки, а также сварки под флюсом. Они комплектуются транзисторами и тиристорами, под управлением которых формируется переменный ток прямоугольной формы. Подобное оборудование дают возможность создавать и постоянный (DC), и переменный (АС) ток на входе, а потому их относят к категории ИП AC/DC-типа.
Они комплектуются транзисторами и тиристорами, под управлением которых формируется переменный ток прямоугольной формы. Подобное оборудование дают возможность создавать и постоянный (DC), и переменный (АС) ток на входе, а потому их относят к категории ИП AC/DC-типа.
Необходимо указать на тот факт, что использование переменного тока значительно усложняет сварочные процессы, поскольку сварочная дуга угасает в момент перехода тока через 0. Поэтому тут необходимо повторное возбуждение дуги, что накладывает определенные ограничения в подборе покрытых электродов, а также требует весьма значительного напряжения холостого хода (более 50В), которое, согласно требованиям безопасности, ограничено показателем в 80В.
Если же говорить о явных преимуществах сварочной дуги АС, то тут необходимо выделить более низкие параметры магнитного дутья, а также упрощенное удаление с алюминия окисной пленки, что актуально при TIG сварке. К тому же, переменный ток оказывает положительный эффект на сварку определенными видами покрытых электродов, за счет чего можно понизить уровень дымообразования и повысить скорость плавления электродов.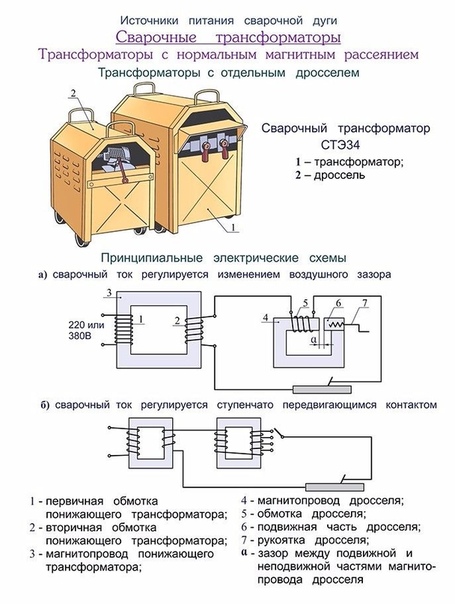
ИП выпрямительного типа является традиционным сварочным оборудованием, которое состоит их 3-фазного трансформатора, а также специального выпрямительного блока. Подобные устройства обеспечивают на выходе постоянный ток с жесткими характеристиками за счет регулировки напряжения путем корректировки подключенных витков трансформатора.
Отметим и тот факт, что в выпрямительных источниках питания, снабженных тиристорными блоками, регулировка характеристик тока выполняется по принципу фазового управления. Такое оборудования, КПД которого достигает 80%, может управляться дистанционно, компенсируя любые колебания параметров питающей электросети.
Сварщики знают, что быстродействие тиристоров ограничивается заводской частотой, которой всё же вполне достаточно для осуществления оперативной корректировки статических параметров ИП. Поэтому характеристики данного оборудования могут иметь любую форму (крутопадающую и жесткую). А это дает возможность применения источников питания данного типа для разных способов сварки.
В сварочных инверторах, появившихся в обиходе в конце 1970-х, переменный ток частотой 50/60 Гц выпрямляется посредством так называемого диодного моста, после чего он преобразуется в высокочастотный переменный ток полупроводниковым инвертором. Такое технологичное решение дает возможность снизить габариты и массу индуктивной катушки и трансформатора, за счет чего ИП данного типа становятся портативными и компактными, демонстрируя КПД на уровне 80-90%, а также минимальные энергопотери.
Высокая рабочая частота данного оборудования позволяет осуществлять управление ИП на скорости, сравнимой со скоростью процесса переноса металлических капель в дуге, что обеспечивает устройствам отменные характеристики. Среди прочих преимуществ инверторных ИП, которые отличают их от традиционных аналогов, выделяют:
- великолепные сварочные характеристики;
- высокий коэффициент полезного действия;
- малые размеры и массу;
- универсальность в плане способа сварки.
Что до недостатков, то тут внимание заслуживает сложность адаптации устройства к разным напряжениям питающей сети.
Актуальные тенденции
В современных устройствах для дуговой сварки управление и контроль за параметрами рабочего процесса и цикличностью тока берет на себя компьютерная техника и электронная аппаратура. Такой подход гарантирует высокую скорость реакции ИП и оперативное управление сварочными работами.
Так, электронный контроль позволяет существенно повысить гибкость работы ИП за счет использования его особенностей в каждом конкретном сварочном процессе. Именно по этой причине универсальные источники питания являются самыми популярными и востребованными моделями.
Отметим и такой аспект, как снижение количества дефектов, возникающих при сварке. Достигается это посредством встроенных функций современных ИП, вроде горячего старта, предварительной подачи газа или заварки кратера. Такое оборудование обеспечивает совершенную взаимосвязь мастер-машина, а также облегчает корректировку параметров устройства при помощи блока программирования.
Исключительную важность для процесса сварки короткой дугой имеют хорошие сварочные характеристики и надежные стартовые параметры ИП в разрезе переноса в сварочную ванну металла. В данном случае на формирование ванны и разбрызгивание влияет частота отделения капель от электрода. Поддержать стабильные и высокие параметры частоты коротких замыканий позволяет активный контроль, за счет чего и создается устойчивый перенос мелких капель и их минимальный разлет. А это чрезвычайно важный аспект при сварочных работах в среде СО2.
В данном случае на формирование ванны и разбрызгивание влияет частота отделения капель от электрода. Поддержать стабильные и высокие параметры частоты коротких замыканий позволяет активный контроль, за счет чего и создается устойчивый перенос мелких капель и их минимальный разлет. А это чрезвычайно важный аспект при сварочных работах в среде СО2.
При использовании управляемого ИП процессы импульсной MIG сварки осуществляются значительно оперативней. Здесь важна большая частота импульсов тока, которая колеблется в пределах 30-300 Гц, тем самым создавая в дуге отменные условия управления переносом стали. Таким образом существенно улучшается сварка коррозионно-стойких сталей и алюминия, в которых используется специальная сварочная проволока.
Важные параметры
Все современные источники питания комплектуются специальной таблицей, в которой отображения технические характеристики оборудования, в том числе, номинальный ток, напряжение и мощность, а также продолжительность включения, напряжение холостого хода, КПД, класс защиты, коэффициент мощности и т. д.
д.
Согласно стандарту IEC / EN 60974-1, номинальным является наибольший сварочный ток, производимый источником питания. Иногда в названии моделей ИП присутствуют цифры, которые дают ошибочное представление о параметрах максимального тока. По этой причине рекомендуется всегда сверяться с технической документацией оборудования, дабы точно знать его реальные характеристики.
Номинальная мощность ИП определяется продолжительностью нагрузки. Так определяют, в течение какой части десятиминутного цикла оборудование работает на уровне регламентированной нагрузки. К примеру, при ПВ в 35% и токе в 500А устройство обеспечивает сварочный ток в 500А на протяжении четырех минут в каждом десятиминутном интервале не перегреваясь.
Выбор устройства
В настоящее время ИП производятся для разных способов сварки и характеристик сварочного тока. Эти устройства являются адаптированными под конкретные цели, задачи и условия работы.
Для реализации различных работ по ремонту лучше подходит малогабаритное и легкое оборудование, где лидерство удерживают инверторные ИП с профессиональными эксплуатационными параметрами.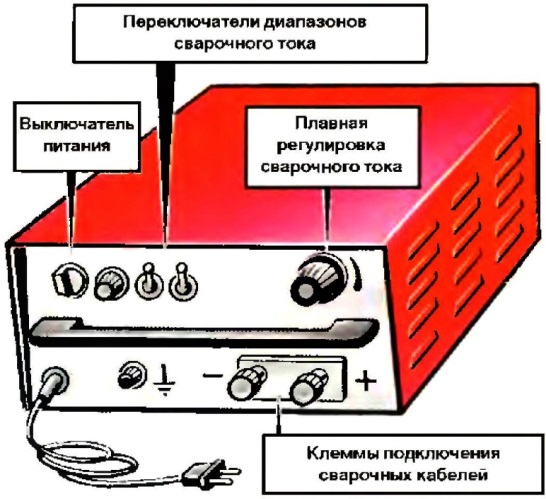 Инверторы для ММА дополнительно оснащают ремнем для переноски, а аналоги для TIG сварки – газовыми баллонами.
Инверторы для ММА дополнительно оснащают ремнем для переноски, а аналоги для TIG сварки – газовыми баллонами.
Сварщикам-любителям рекомендуется присмотреться к недорогим электробезопасным аппаратам, чаще всего представленным в виде однофазного полуавтомата для MIG сварки или простого трансформатора для MMA. В обоих случаях ПВ подобных устройств будет достаточно низким.
Когда речь заходит о промышленных масштабах, тогда требуется надежная и мощная аппаратура с большой производительностью. В таких случаях оптимальным решением является оборудование для MIG сварки с отдельным проволокоподающим механизмом. Здесь будут актуальны выпрямители со ступенчатой регулировкой напряжения и водоохлаждаемые ИП с плавной тиристорной регулировкой напряжения. Для MIG сварки можно использовать и инверторные ИП.
В каждом конкретном случае требования к источникам питания дуговой сварки разные. Поэтому оборудование подбирается так, чтобы его параметры обеспечивали оптимальные условия сварочного процесса с учетом материала изделия. Так, для сварки типа TIG, PAW или MIG чаще всего используют инверторные ИП, тогда как для сварки под флюсом или механизированным способом больше подходят тиристорные аналоги постоянного и переменного тока.
Так, для сварки типа TIG, PAW или MIG чаще всего используют инверторные ИП, тогда как для сварки под флюсом или механизированным способом больше подходят тиристорные аналоги постоянного и переменного тока.
Ознакомиться подробнее с характеристиками представленных инверторов можно на сайте компании УМТС СПЛАВ.
Источник питания — обзор
Источник питания
Конечный узел датчика имплантата должен работать в течение нескольких лет, поскольку имплантация и эксплантация нецелесообразны, дорогостоящи и представляют клинический риск для пациента. Следовательно, первичная батарея в качестве источника питания должна обеспечивать питание узла в течение нескольких лет. Например, кардиостимулятор обычно работает в течение семи лет (Техасский институт сердца, 2010 г.). Вторичная ячейка, хотя и подзаряжаемая, не должна ограничивать активность пациента необходимостью подзарядки каждые несколько часов.
Источники питания для конечных узлов имплантатов могут использовать первичные элементы, перезаряжаемые элементы или альтернативные источники питания. Литий-ионные первичные элементы обычно используются из-за их высокой емкости и плавной кривой разряда ближе к концу срока службы (Greatbatch, 2010). Перезаряжаемые элементы подходят, но они зависят от регулярной зарядки аккумулятора пациентом. Кроме того, альтернативные источники энергии в виде сборщиков энергии имеют ограничения при имплантации в тело. В дополнение к физическим ограничениям и проблемам существуют три важные клинические проблемы, связанные с альтернативными источниками энергии для имплантатов, как было определено консорциумом Self-Energising Implantable Medical Microsystems (Roberts et al , 2008).
Литий-ионные первичные элементы обычно используются из-за их высокой емкости и плавной кривой разряда ближе к концу срока службы (Greatbatch, 2010). Перезаряжаемые элементы подходят, но они зависят от регулярной зарядки аккумулятора пациентом. Кроме того, альтернативные источники энергии в виде сборщиков энергии имеют ограничения при имплантации в тело. В дополнение к физическим ограничениям и проблемам существуют три важные клинические проблемы, связанные с альтернативными источниками энергии для имплантатов, как было определено консорциумом Self-Energising Implantable Medical Microsystems (Roberts et al , 2008).
- ●
Генерация энергии должна быть непроизвольным действием.
- ●
Нельзя изменять клиническую процедуру имплантации.
- ●
Не должен извлекать такое количество энергии, которое может причинить вред пациенту.
Исследование альтернативных источников энергии в топливных элементах на глюкозе (von Stetton et al. , 2006) и электромеханических генераторах было проведено Institut für Mikrosystemtechnik (IMTEK), более подробно описанное в отдельной главе и в рамках проекта консорциума SIMM (Roberts et al , 2008) соответственно, которые открывают новые возможности в качестве источников питания имплантатов.Учитывая проблемы с перезаряжаемыми и альтернативными источниками питания для имплантатов, демонстратор Healthy Aims IBAN использовал один первичный элемент AAA для конечного узла имплантата.
, 2006) и электромеханических генераторах было проведено Institut für Mikrosystemtechnik (IMTEK), более подробно описанное в отдельной главе и в рамках проекта консорциума SIMM (Roberts et al , 2008) соответственно, которые открывают новые возможности в качестве источников питания имплантатов.Учитывая проблемы с перезаряжаемыми и альтернативными источниками питания для имплантатов, демонстратор Healthy Aims IBAN использовал один первичный элемент AAA для конечного узла имплантата.
Источники питания для дуговой сварки защищенным металлом (стержень)
Первая часть успешной сварки электродом или электродуговой сваркой в среде защитного газа заключается в том, чтобы убедиться, что у нас есть источник питания, способный выполнять эту работу. Для выполнения дуговой сварки защищенным металлом нам необходим источник постоянного тока. Это тип сварочного аппарата, мощность которого снижается по мере увеличения силы тока.некоторые люди называют это машиной с падающим наклоном, имея в виду кривую вольт-ампер, полученную путем нанесения выходной мощности машины на график.
Один из способов определить источник питания постоянного тока — это когда главная ручка на лицевой стороне машины регулирует силу тока. Если вы не видите на машине ручки для регулировки силы тока, но можете найти ручку, которая регулирует напряжение, вы получили источник постоянного напряжения. Источник питания постоянного напряжения обычно используется для процессов подачи проволоки, таких как MIG и дуговая сварка с флюсом, и мы поговорим о них в другой статье.Мы можем выполнять сварку MIG с источником питания постоянного тока, если у нас есть надлежащий механизм подачи проволоки с датчиком напряжения, такой как LN-25 от Lincoln Electric.
Понимая, что нам нужен источник постоянного тока для электродуговой сварки, теперь мы можем рассмотреть, какие варианты доступны для источника постоянного тока.
Машина с приводом от двигателя – это машина, которая приводится в действие либо бензиновым, либо дизельным двигателем внутреннего сгорания. Генератор, вращаемый двигателем, производит сварочную мощность. Эти типы машин хороши, когда у нас нет местного питания от нашей коммунальной службы. Это тип машины, который нам нужен, если мы собираемся выполнять электродуговую сварку или дуговую сварку защищенным металлом в удаленном месте, возможно, вдали от мастерской. Двигатель обычно работает в режиме холостого хода, а затем разгоняется и увеличивает обороты, когда мы зажигаем дугу и начинаем сварку.
Эти типы машин хороши, когда у нас нет местного питания от нашей коммунальной службы. Это тип машины, который нам нужен, если мы собираемся выполнять электродуговую сварку или дуговую сварку защищенным металлом в удаленном месте, возможно, вдали от мастерской. Двигатель обычно работает в режиме холостого хода, а затем разгоняется и увеличивает обороты, когда мы зажигаем дугу и начинаем сварку.
В отличие от других сварочных аппаратов, которые подключаются к стене, этот тип аппарата требует дополнительного обслуживания для ухода за двигателем, который является сердцем источника питания.Кроме того, это не тот тип машины, который мы хотим использовать, если нам нужно сваривать, а источник питания должен быть расположен в помещении. Выхлопы двигателя быстро портят дыхание и местную атмосферу.
Если у нас есть возможность подключиться к розетке и получить питание от местной коммунальной сети, наши варианты немного разнообразнее.
Самый простой тип сварочного аппарата, работающего от электричества, называется трансформатором. Трансформаторная машина берет низковольтную мощность высокого напряжения от сети и преобразует ее в низковольтную энергию высокого напряжения, которую мы используем для сварки.Эта машина, как правило, имеет большой трансформатор внутри, а также больше и тяжелее, чем сопоставимая инверторная машина. Эти типы машин обычно производят только энергию переменного тока.
Трансформаторная машина берет низковольтную мощность высокого напряжения от сети и преобразует ее в низковольтную энергию высокого напряжения, которую мы используем для сварки.Эта машина, как правило, имеет большой трансформатор внутри, а также больше и тяжелее, чем сопоставимая инверторная машина. Эти типы машин обычно производят только энергию переменного тока.
Существует еще один тип машин, которые очень тесно связаны с трансформатором, это трансформаторно-выпрямительные машины. Трансформаторно-выпрямительная машина представляет собой трансформаторную машину, в которой установлена схема выпрямителя, позволяющая машине производить мощность постоянного тока из переменного тока, поступающего от коммунального предприятия.В зависимости от того, как кабели подключены к выходным наконечникам на передней части аппарата, мы можем производить сварочную мощность в режиме постоянного тока либо с положительным, либо с отрицательным электродом. Какую полярность мы могли бы выбрать, будет зависеть от работы, которую мы выполняем, от положения, в котором работали электроды, которые мы выбрали для использования.
Инверторы, похоже, являются современной тенденцией в сварочной промышленности. Инверторные машины исключают большой тяжелый трансформатор и заменяют его электронной схемой и печатными платами.Большинство инверторных машин способны производить как переменный, так и постоянный ток. Одной из характеристик инверторных машин является то, что они, как правило, меньше по размеру и легче по весу, чем сопоставимые трансформаторные аналоги. Инверторные машины также способны изменять форму волны и частоту выходной мощности способами, на которые не способны трансформаторные машины. Долговечная сварка наряду с другими производителями использовала эту технологию. Похоже, это будущее источников сварочного тока.
Компания Longevity предлагает широкий ассортимент сварочных аппаратов, которые удовлетворят все ваши потребности в области сварки. Stickweld 140 — отличный аппарат для дуговой сварки защитным металлом в вашем цеху. Посетите веб-сайт Longevity (www.longevity-inc. com) или канал YouTube (www.youtube.com/longevitywelding), чтобы получить более подробную информацию о сварке.
com) или канал YouTube (www.youtube.com/longevitywelding), чтобы получить более подробную информацию о сварке.
Источник постоянного тока – обзор
2 Описание процесса GTAW
В процессе GTAW металл плавится и сплавляется под действием тепла дуги, возникающей между неплавящимся вольфрамовым электродом и металлом заготовки [1].Сварочная горелка оснащена вольфрамовым электродом и подключена к баллону с защитным газом вместе с одним силовым кабелем к источнику сварочного тока. Как правило, для этого процесса используется источник питания постоянного тока, поскольку он обычно выполняется в ручном режиме сварки. Вольфрамовый электрод и соединения заготовки с источником питания показаны на рис. 4.1A [22]. Защитный газ проходит через трубу, а затем через сопло для защиты сварочной ванны от атмосферного воздуха. Защита при GTAW намного лучше, чем при других методах дуговой сварки [22].
Рисунок 4.1. (A) Схема процесса GTAW с деталями сварочной горелки. (B) Установка сварочного трансформатора и деталей сварочной горелки для процесса GTAW [26].
На рис. 4.1B показана базовая установка процесса GTAW. Источник постоянного тока в виде сварочного трансформатора подает питание через кабельные наконечники. Сварочная горелка оснащена сварочным кабелем и газовым шлангом для подачи защитных газов вокруг дуги. Как правило, вольфрамовый электрод удерживается в горелке с помощью медной или латунной контактной трубки вместе с диффузором.Керамические сопла различных форм и размеров используются для покрытия контактной трубки и размещения потока инертного газа вокруг дуги, образуя защитный баллон с защитным газом. Устройство подачи холодной проволоки также оснащено несколькими горелками для контролируемой подачи присадочного металла. В некоторых случаях мощность трансформатора также используется для предварительного нагрева присадочной проволоки в механизме подачи проволоки, и этот случай называется механизмом подачи горячей проволоки.
Для сварки тонких профилей обычно не используют присадочный металл, однако основные металлы сплавляют между собой без подготовки кромок под швы и называют «автогенной» сваркой. Металлы большой толщины необходимо сваривать с подготовкой кромок (разделкой) и требуют присадочного материала, который подается в столб дуги вручную и механизмом подачи проволоки [22]. Процесс GTAW работает от источника питания постоянного тока (DC) и переменного тока (AC), однако при постоянном токе полярность электрода очень важна в контексте сварки. При отрицательной полярности электрода постоянного тока (DCEN) около двух третей мощности приходится на рабочую сторону, однако одна треть на конец электрода. Следовательно, DCEN можно использовать для более глубокого проникновения в работу.Когда полярность электрода меняется на положительную, т. е. положительный электрод постоянного тока (DCEP), то условия становятся точно обратными DCEN и не могут обеспечить более глубокое проплавление в сварном шве. Однако, несмотря на указанный недостаток, ДЭП может использоваться для очистки от оксидов в случае сплавов Al и Mg, а также для сварки тонких листов [27–30].
Металлы большой толщины необходимо сваривать с подготовкой кромок (разделкой) и требуют присадочного материала, который подается в столб дуги вручную и механизмом подачи проволоки [22]. Процесс GTAW работает от источника питания постоянного тока (DC) и переменного тока (AC), однако при постоянном токе полярность электрода очень важна в контексте сварки. При отрицательной полярности электрода постоянного тока (DCEN) около двух третей мощности приходится на рабочую сторону, однако одна треть на конец электрода. Следовательно, DCEN можно использовать для более глубокого проникновения в работу.Когда полярность электрода меняется на положительную, т. е. положительный электрод постоянного тока (DCEP), то условия становятся точно обратными DCEN и не могут обеспечить более глубокое проплавление в сварном шве. Однако, несмотря на указанный недостаток, ДЭП может использоваться для очистки от оксидов в случае сплавов Al и Mg, а также для сварки тонких листов [27–30].
Причиной использования вольфрамовых электродов в процессе GTAW является его самая высокая температура плавления (3422°C) среди чистых металлов. Следовательно, электрод из вольфрама не сгорает во время сварки, хотя может произойти некоторая эрозия (называемая выгоранием). Изменение диаметра и длины вольфрамового электрода может составлять от 0,5 до 6,4 мм и от 75 до 610 мм соответственно. Электроды из чистого вольфрама используются для работ общего назначения, тогда как легирующие элементы и покрытия, такие как сплав оксида церия, оксида цинка и т. д., используются для повышения производительности, стабильности дуги, термической стабильности и срока службы [1,2].
Следовательно, электрод из вольфрама не сгорает во время сварки, хотя может произойти некоторая эрозия (называемая выгоранием). Изменение диаметра и длины вольфрамового электрода может составлять от 0,5 до 6,4 мм и от 75 до 610 мм соответственно. Электроды из чистого вольфрама используются для работ общего назначения, тогда как легирующие элементы и покрытия, такие как сплав оксида церия, оксида цинка и т. д., используются для повышения производительности, стабильности дуги, термической стабильности и срока службы [1,2].
Процесс GTAW подходит для сварки тонких профилей из-за возможностей процесса с ограниченным подводом тепла и плотностью тепла.Скорость подачи проволоки присадочного металла практически не зависит от сварочного тока, что позволяет варьировать относительную степень плавления основного металла и присадочного металла. Следовательно, контроль разбавления и подвода тепла к сварному шву может быть обеспечен без существенного изменения размера сварного шва. Процесс GTAW признан более чистым, чем другие процессы дуговой сварки; и, следовательно, отличное решение для сварки химически активных металлов, таких как титан и цирконий, алюминий и магний. Рекомендуется избегать чрезмерного тока, чтобы предотвратить разрушение вольфрамового электрода. Скорость наплавки в GTAW может быть повышена за счет использования предварительно нагретого присадочного металла, что рассматривается как еще один вариант GTAW с горячей проволокой [9,10,31,32]. В процессе GTAW с горячей проволокой через проволоку пропускают электрический ток, который подается в сварочную ванну для получения резистивного нагрева. Вариант с горячей проволокой использует электроэнергию на присадочном металле от трансформатора. Присадочная проволока, подаваемая в сварочную ванну, является «электрически» горячей по сравнению с обычной подачей присадочной проволоки, которая электрически «холодна».Электрическая горячая проволока несет ток низкого напряжения, который предварительно нагревает присадочную проволоку перед входом в сварочную ванну. Он входит в сварочную ванну с повышенной температурой (зависит от величины тока предварительного подогрева) и быстрее плавится, что увеличивает скорость наплавки.
Рекомендуется избегать чрезмерного тока, чтобы предотвратить разрушение вольфрамового электрода. Скорость наплавки в GTAW может быть повышена за счет использования предварительно нагретого присадочного металла, что рассматривается как еще один вариант GTAW с горячей проволокой [9,10,31,32]. В процессе GTAW с горячей проволокой через проволоку пропускают электрический ток, который подается в сварочную ванну для получения резистивного нагрева. Вариант с горячей проволокой использует электроэнергию на присадочном металле от трансформатора. Присадочная проволока, подаваемая в сварочную ванну, является «электрически» горячей по сравнению с обычной подачей присадочной проволоки, которая электрически «холодна».Электрическая горячая проволока несет ток низкого напряжения, который предварительно нагревает присадочную проволоку перед входом в сварочную ванну. Он входит в сварочную ванну с повышенной температурой (зависит от величины тока предварительного подогрева) и быстрее плавится, что увеличивает скорость наплавки. Этот вариант GTAW предпочтителен для наплавки и наплавки (наплавки) нержавеющей стали на низкоуглеродистую сталь. Он должен быть оборудован автоматикой, так как горячая проволока всегда должна соприкасаться с расплавленной ванной для проведения тока предварительного нагрева [1,2].
Этот вариант GTAW предпочтителен для наплавки и наплавки (наплавки) нержавеющей стали на низкоуглеродистую сталь. Он должен быть оборудован автоматикой, так как горячая проволока всегда должна соприкасаться с расплавленной ванной для проведения тока предварительного нагрева [1,2].
Другим вариантом процесса GTAW является импульсно-токовая GTAW. Основное преимущество этого процесса заключается в том, что он производит такой же сварной шов, как и обычный GTAW, но со значительно меньшим подводом тепла. Когда достигается пиковый ток (сила тока), быстро достигается проплавление, и непосредственно перед тем, как работа может стать теплонасыщенной, ток снижается до точки фонового тока, при которой сварочная ванна охлаждается достаточным током, поэтому дуга не может быть прекращена. Дуга с импульсным током значительно снижает потребность в регулировке тепловложения при поступательной сварке.Это позволяет лучше контролировать сварочную ванну при сварке в неустановленном положении и в ситуациях, когда швы имеют разную толщину [1]. Пиковый ток, фоновый ток, время пикового и фонового тока являются основными параметрами управления для настройки импульсного тока. Форма импульсного сигнала не должна коррелировать с синусоидальной или прямоугольной волной переменного тока. Однако синусоидальная волна переменного тока символизирует направление тока в сварочном контуре; форма волны импульсного тока представляет количество и продолжительность двух различных выходных уровней источника питания.Форма импульса в импульсном токе GTAW, безусловно, не является синусоидой [1,2].
Пиковый ток, фоновый ток, время пикового и фонового тока являются основными параметрами управления для настройки импульсного тока. Форма импульсного сигнала не должна коррелировать с синусоидальной или прямоугольной волной переменного тока. Однако синусоидальная волна переменного тока символизирует направление тока в сварочном контуре; форма волны импульсного тока представляет количество и продолжительность двух различных выходных уровней источника питания.Форма импульса в импульсном токе GTAW, безусловно, не является синусоидой [1,2].
Процесс GTAW разработан для улучшенного проникновения с использованием поверхностно-активных элементов в виде флюсов. Поверхностно-активные элементы влияют на поверхностное натяжение молекул в сварочной ванне и на конвекцию Марангони [33] в сварочной ванне и обеспечивают повышенное проплавление в некоторых металлах. Перед сваркой наносится слой флюса с соответствующей пастой (изготовленной на основе ацетона), и при определенных параметрах процесса проникновение увеличивается. Улучшенное проникновение для этого процесса также достигается за счет использования поверхностно-активных элементов в виде активированных флюсов, и этот процесс известен как активированный GTAW (A-GTAW/A-TIG) [33].
Улучшенное проникновение для этого процесса также достигается за счет использования поверхностно-активных элементов в виде активированных флюсов, и этот процесс известен как активированный GTAW (A-GTAW/A-TIG) [33].
Узкощелевой (NG) вариант GTAW также популярен в настоящее время в атомной, нефтехимической и производственной промышленности. Основное ограничение соединения толстого сечения было преодолено с помощью NG-GTAW благодаря сварке в NG и, соответственно, меньшему подводу тепла по сравнению с обычным GTAW [5,6,10]. Специально разработанная сварочная горелка с возможностью плетения валика использовалась с «горячим» механизмом подачи проволоки, а преимущество прочного сварного соединения может быть достигнуто с помощью процесса NG-GTAW.
Подводимая теплота во время GTAW регулируется параметрами процесса, и в этом процессе невозможно установить минимальное разбавление. Для контроля разбавления и улучшения скорости наплавки в GTAW можно использовать недавно модифицированный метод двухэлектродного и многокатодного метода с двумя электродами [34,35], однако два синхронизированных источника питания установили дугу между анодом и катод, которые являются рабочими и электродами. Может быть достигнуто меньшее разбавление из-за низкого подвода тепла в двухэлектродной GTAW для плакирования [34].
Может быть достигнуто меньшее разбавление из-за низкого подвода тепла в двухэлектродной GTAW для плакирования [34].
Таможенное постановление NY N301201 — Тарифная классификация пакета ручной дуговой сварки из Китая
CLA-2-85:OT:RR:NC:N1:104
Ms. Laura S. Rabinowitz
Kelley Drye & Warren LLP
101 Park Avenue
New York, NY 10178
RE: Тарифная классификация руководства комплект для дуговой сварки из Китая
Уважаемая г-жа Рабиновиц:
В своем письме от 4 октября 2018 г. от имени The ESAB Group Inc. вы запросили определение тарифной классификации полного комплекта для ручной дуговой сварки и некоторых компонентов, импортируемых по отдельности. .
Комплект для ручной дуговой сварки EMP 215ic включает в себя следующее: источник сварочного тока, сварочная горелка MIG, сварочная горелка TIG, электрододержатель, рабочий зажим со свинцом, адаптер косички, манометры, газовый шланг, вход и выход. направляющие для проволоки, приводные ролики, сварочная проволока для сварки MIG, электроды и направляющие/руководства. Сварщик ограничивается ручной сваркой. Аппарат способен сваривать мягкую сталь, алюминий и нержавеющую сталь. Источник питания представляет собой невращающийся трансформатор не переменного тока и называется источником питания выпрямительного типа.Комплектация завершена на момент импорта. Ничего не будет добавлено после импорта.
Сварщик ограничивается ручной сваркой. Аппарат способен сваривать мягкую сталь, алюминий и нержавеющую сталь. Источник питания представляет собой невращающийся трансформатор не переменного тока и называется источником питания выпрямительного типа.Комплектация завершена на момент импорта. Ничего не будет добавлено после импорта.
Набор, как описано выше, представляет собой «товары, расфасованные в наборы для розничной продажи» в соответствии с Общим правилом интерпретации GRI 3(b). GRI 3(b) в соответствующей части предусматривает, что такие наборы классифицируются по компоненту, который придает основной характер набору. Основное назначение комплекта – сварка. По мнению этого ведомства, установка для мгновенной ручной дуговой сварки, модель EMP 215ic, классифицируется в соответствии с GRI 3(b) с основным характером установки, придаваемой сварочным аппаратом.
Подсубпозицией комплекта для ручной дуговой сварки модели EMP 215ic, как описано выше, и отдельно импортируемых горелок MIG и TIG будет 8515. 39.0040 Гармонизированная тарифная таблица США (HTSUS), которая предусматривает « Электрические (в том числе с электрическим нагревом газа), лазерные или другие световые или фотонные, ультразвуковые, электронно-лучевые, магнитно-импульсные или плазменно-дуговые паяльные, паяльные или сварочные машины и аппараты, способные или не предназначенные для резки; электрические машины и аппараты для горячего напыления металлов или металлокерамики; их части: Машины и аппараты для дуговой (в том числе плазменно-дуговой) сварки металлов: Прочие … Невращающегося типа: Прочие».Ставка пошлины составит 1,6% адвалорной.
39.0040 Гармонизированная тарифная таблица США (HTSUS), которая предусматривает « Электрические (в том числе с электрическим нагревом газа), лазерные или другие световые или фотонные, ультразвуковые, электронно-лучевые, магнитно-импульсные или плазменно-дуговые паяльные, паяльные или сварочные машины и аппараты, способные или не предназначенные для резки; электрические машины и аппараты для горячего напыления металлов или металлокерамики; их части: Машины и аппараты для дуговой (в том числе плазменно-дуговой) сварки металлов: Прочие … Невращающегося типа: Прочие».Ставка пошлины составит 1,6% адвалорной.
Применимой подсубпозицией для отдельно импортируемого электрододержателя будет 8515.90.2000 , HTSUS, которая включает «электрические (включая электрически нагретые газы), лазерные или другие световые или фотонные, ультразвуковые, электронно-лучевые, магнитно-импульсные или плазменные машины и аппараты для дуговой пайки, пайки или сварки, …; их части: Части: сварочных машин и аппаратов». Ставка пошлины составит 1,6% адвалорной.
Ставка пошлины составит 1,6% адвалорной.
Применимой подзаголовком для источника питания будет 8504.40.9550, HTSUS, который предусматривает «Электрические трансформаторы и статические преобразователи…: Прочее: Выпрямители и выпрямляющая аппаратура: Прочее». Ставка пошлины составит 0,7% адвалорной.
С 6 июля 2018 года Управление торгового представителя США (USTR) ввело дополнительный тариф на определенные товары из Китая, классифицированные в подсубпозициях, перечисленных в Разделе XXII, Главе 99, Подглаве III U.S. Примечание 20(b), HTSUS. USTR ввел дополнительные тарифы, вступившие в силу 23 августа 2018 г., на товары, классифицированные в подзаголовках, перечисленных в Разделе XXII, Глава 99, Подглава III, Примечание 20(d) США, HTSUS. Впоследствии USTR ввел дополнительные тарифы, вступившие в силу 24 сентября 2018 г., на товары, классифицируемые в подзаголовках, перечисленных в Разделе XXII, Глава 99, Подглава III, Примечание 20 (f) США и Примечание 20 (g) США, HTSUS. Для получения дополнительной информации см. соответствующие уведомления Федерального реестра от 20 июня 2018 г. (83 F.R. 28710), 16 августа 2018 г. (83 FR 40823) и 21 сентября 2018 г. (83 FR 47974). Товары из Китая, включенные в подсубпозиции 9903.88.01, 9903.88.02, 9903.88.03 или 9903.88.04 и включенные в одну из подсубпозиций, перечисленных в Примечании 20(b) США, Примечании 20(d) США, Примечании 20(d) США 20(f) или примечания 20(g) США к подразделу III, по-прежнему облагаются антидемпинговыми, компенсационными или другими пошлинами, сборами и сборами, применимыми к таким продуктам, а также теми, которые взимаются вышеупомянутыми подзаголовками Главы 99.
соответствующие уведомления Федерального реестра от 20 июня 2018 г. (83 F.R. 28710), 16 августа 2018 г. (83 FR 40823) и 21 сентября 2018 г. (83 FR 47974). Товары из Китая, включенные в подсубпозиции 9903.88.01, 9903.88.02, 9903.88.03 или 9903.88.04 и включенные в одну из подсубпозиций, перечисленных в Примечании 20(b) США, Примечании 20(d) США, Примечании 20(d) США 20(f) или примечания 20(g) США к подразделу III, по-прежнему облагаются антидемпинговыми, компенсационными или другими пошлинами, сборами и сборами, применимыми к таким продуктам, а также теми, которые взимаются вышеупомянутыми подзаголовками Главы 99.
Товары из Китая, классифицированные в подсубпозиции 8515.39.0040; 8515.90.2000 , HTSUS, если специально не исключено, подлежат дополнительной 25-процентной адвалорной ставке пошлины. Во время импорта вы должны указать подзаголовок Главы 99, т. е. 9903.88.01, в дополнение к подзаголовку 8515.39.0040; 8515.90.2000 , HTSUS, указанный выше.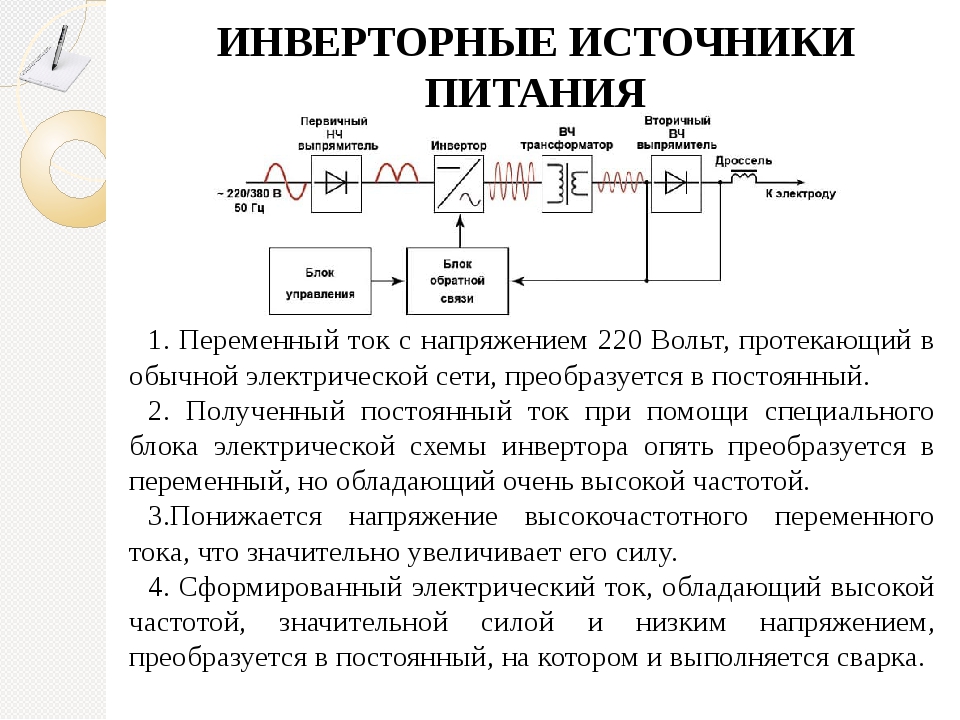
Товары из Китая, классифицируемые в подзаголовке 8504.40.9550, HTSUS, если специально не исключены, облагаются дополнительной 10-процентной адвалорной ставкой пошлины.Во время импорта вы должны указать подзаголовок Главы 99, т. е. 9903.88.03, в дополнение к подзаголовку 8504.40.9550, HTSUS, указанному выше.
Тариф подлежит периодическим изменениям, поэтому вам следует проявлять разумную осторожность при отслеживании статуса товаров, охватываемых упомянутым выше Уведомлением и применимым подзаголовком Главы 99.
Ставки пошлин приведены для вашего удобства и могут быть изменены. Текст самого последнего HTSUS и соответствующие ставки пошлины размещены во всемирной паутине по адресу https://hts.usitc.gov/current.
Настоящее постановление вынесено в соответствии с положениями части 177 Таможенных правил (19 C.F.R. 177).
Копия постановления или указанный выше контрольный номер должны быть предоставлены вместе с ввозными документами, поданными при ввозе данного товара. Если у вас есть какие-либо вопросы относительно решения, свяжитесь с Национальным специалистом по импорту Патрисией О’Доннелл по адресу patricia.k.odonnell @cbp.dhs.gov.
Если у вас есть какие-либо вопросы относительно решения, свяжитесь с Национальным специалистом по импорту Патрисией О’Доннелл по адресу patricia.k.odonnell @cbp.dhs.gov.
С уважением,
Стивен А. Мак
Директор
Национальный отдел специалистов по товарам
Междисциплинарное обращение с источниками питания для дуговой сварки
Др.С. Арунгалай Вендан — адъюнкт-профессор отделения промышленной автоматизации и контрольно-измерительных приборов Университета VIT, Веллор, Индия. С 2006 года занимается передовыми сварочными процессами. Получил степень доктора философии. получил степень Национального технологического института (Институт национального значения), Тиручираппалли, Индия, в 2010 году. Он получил несколько стипендий и наград за свой технический вклад от различных государственных учреждений. Он успешно завершил финансируемые государством исследовательские проекты и проекты промышленного консультирования, а также опубликовал более 70 исследовательских работ в международных журналах и материалах конференций. Он сотрудничает с ведущими производственными предприятиями и научно-исследовательскими центрами различной мощности. Его исследовательские интересы в основном сосредоточены на междисциплинарной науке, в которой используется терминология электрических/механических/металлургических/материальных и магнитных технологий.
Он сотрудничает с ведущими производственными предприятиями и научно-исследовательскими центрами различной мощности. Его исследовательские интересы в основном сосредоточены на междисциплинарной науке, в которой используется терминология электрических/механических/металлургических/материальных и магнитных технологий.
Профессор Лян Гао получил докторскую степень. получил степень в области мехатроники в Хуачжунском университете науки и технологий (HUST), Ухань, Китай, в 2002 году. Государственной ключевой лаборатории цифрового производственного оборудования и технологий.Его основные исследовательские интересы включают оптимизацию проектирования и производства, и он опубликовал более 150 научных статей. В настоящее время он является помощником редактора Swarm and Evolutionary Computation и Journal of Industrial and Production Engineering, а также членом редколлегии European Journal of Industrial Engineering and Operations Research Perspectives.
Доктор Акхил Гарг — доцент Ключевой лаборатории интеллектуального производства Министерства образования Шаньтоуского университета, Китай. Он работает над устойчивыми производственными процессами и методами оптимизации с 2011 года. В 2014 году он получил докторскую степень в Наньянском технологическом университете (NTU) в Сингапуре. Он опубликовал более 50 индексируемых SCI статей в области производства и оптимизации.
Он работает над устойчивыми производственными процессами и методами оптимизации с 2011 года. В 2014 году он получил докторскую степень в Наньянском технологическом университете (NTU) в Сингапуре. Он опубликовал более 50 индексируемых SCI статей в области производства и оптимизации.Доктор П. Кавита — адъюнкт-профессор Школы электротехники Университета VIT, Веллор, Индия. Ее исследовательские интересы включают системы управления, аналоговые и цифровые схемы, передовую теорию управления, автоматизацию процессов и управление процессами.
Д-р Г. Дхивьясри — доцент Школы электротехники Университета VIT, Веллор, Индия. Научные интересы доктора Дивьясри включают системы управления, МЭМС, датчики и преобразование сигналов, а также аналоговые и цифровые системы связи.
Д-р Рахул С.Г. — доцент Школы электротехники Университета ВИТ, Веллор, Индия. Его исследовательские интересы включают системы управления, промышленное и аналитическое оборудование, программируемый логический контроллер (ПЛК) и цифровую электронику.
Информация о курсе | Дуговая сварка защитным металлом (SMAW)
Этот курс дает студенту техническое понимание дуговой сварки, безопасности сварки, источников питания, классификации и выбора электродов. Сварка будет выполняться во всех положениях на углеродистых материалах из мягкой стали, в один и несколько проходов, с использованием электродов из мягкой стали, электродов с низким содержанием водорода и железа, на постоянном токе. В зависимости от способности студента разделать, сварные швы также могут быть выполнены, как позволяет время.Курс также обеспечивает понимание кислородно-ацетиленовой резки, а также техники безопасности при резке. Необходимые материалы: сварочная маска, сварочный колпак, прозрачные защитные очки, плоскогубцы, острогубцы, проволочная щетка из углеродистой стали, сварочное пальто или кожа, защитные очки и сварочные перчатки SMAW. Отбойные молотки и проволочные щетки не являются обязательными.
Предстоящие занятия
| Курс | Дата | Время | День(и) | Местоположение | Инструктор | Стоимость | |
|---|---|---|---|---|---|---|---|
| WELD1993 CRN#24181 | 23.03.2022 11.05.2022 | 18:00 9:00 ВЕЧЕРА | —В—- | Норфолк WELR101/105 | Джон Кнапп | 250 долларов. 00 00 | регистр (45156) СВАРКА1993
|
CRN#24181 |
Классы постоянно добавляются. Заходите в ближайшее время, чтобы узнать больше о занятиях!
Обозначение бедствующих и система классификации экономического статуса округа
Источник и методология
С 2007 года Региональная комиссия Аппалачей (ARC) использует систему экономической классификации округов на основе индексов для определения и мониторинга экономического состояния округов Аппалачей. Система включает в себя создание национального индекса экономического статуса округа путем сравнения средних показателей каждого округа по трем экономическим показателям — среднему уровню безработицы за три года, рыночному доходу на душу населения и уровню бедности — со средними показателями по стране. Полученные значения суммируются и усредняются, чтобы создать составное значение индекса для каждого округа. Затем каждый округ в стране ранжируется на основе значения его составного индекса, причем более высокие значения указывают на более высокий уровень бедствия.
Система включает в себя создание национального индекса экономического статуса округа путем сравнения средних показателей каждого округа по трем экономическим показателям — среднему уровню безработицы за три года, рыночному доходу на душу населения и уровню бедности — со средними показателями по стране. Полученные значения суммируются и усредняются, чтобы создать составное значение индекса для каждого округа. Затем каждый округ в стране ранжируется на основе значения его составного индекса, причем более высокие значения указывают на более высокий уровень бедствия.
Окружные экономические уровни
Каждый округ Аппалачей классифицируется по одному из пяти экономических статусов в зависимости от его позиции в национальном рейтинге.
Неблагополучные округа
Неблагополучные округа являются наиболее экономически депрессивными округами. Они входят в 10 процентов худших округов страны.
В группе риска
В группе риска находятся округа, которым грозит бедственное экономическое положение. Они занимают место между худшими 10 процентами и 25 процентами округов страны.
Они занимают место между худшими 10 процентами и 25 процентами округов страны.
Переходный период
Переходный период — это переходный период между сильной и слабой экономикой. Они составляют крупнейшее обозначение экономического статуса.Переходные округа занимают место между худшими 25 процентами и лучшими 25 процентами округов страны.
Конкурентоспособные
Конкурентоспособные округа – это те, которые способны конкурировать в национальной экономике, но не входят в 10% самых высоких округов страны. Округа, занимающие место между лучшими 10 процентами и 25 процентами округов страны, классифицируются как конкурентоспособные.
Достижение
Достижение Округа являются экономически самыми сильными округами.Округа, входящие в 10 процентов лучших округов страны, классифицируются как достижения.
Экономический статус округа ARC Обозначение по значению национального индекса
Экономические показатели графства
Средний уровень безработицы за три года
Средний уровень безработицы за три года является мерой долгосрочной структурной безработицы. Уровень безработицы рассчитывается путем деления трехлетней суммы безработных на трехлетнюю сумму гражданской рабочей силы и выражения результата в процентах.
Уровень безработицы рассчитывается путем деления трехлетней суммы безработных на трехлетнюю сумму гражданской рабочей силы и выражения результата в процентах.
Рыночный доход на душу населения
Рыночный доход на душу населения рассчитывается путем деления общего личного дохода за вычетом трансфертных платежей на численность населения. Трансфертные платежи включают выплаты пенсионных пособий и страховых выплат по инвалидности, медицинские выплаты, выплаты по поддержанию дохода, выплаты по страхованию от безработицы, выплаты пособий ветеранам и другие подобные выплаты.
Примечание: Бюро экономического анализа ускорило график выпуска своих данных о доходах в период между присвоением ARC экономического статуса округа за 2014 и 2015 финансовые годы, что позволило ARC увеличить валюту показателя дохода на два года вместо к одному году.
Уровень бедности
Уровень бедности рассчитывается путем деления числа лиц, живущих за чертой бедности, на число лиц, для которых был определен статус бедности.
Примечание: Оценки бедности за пять лет из исследования американского сообщества, проведенного Бюро переписи населения США, впервые были использованы для определения экономического статуса округа за 2012 финансовый год. Перепись населения, проводимая раз в десять лет, больше не дает данных о бедности. Пятилетняя оценка обеспечивает наиболее надежные и сопоставимые данные для всех U.С. уездов, особенно с небольшим населением. Новая оценка бедности за пять лет будет включаться в состав округов каждый финансовый год.
Временной ряд
ARC вычисляет новые экономические уровни округов каждый финансовый год на основе самых последних данных, доступных на начало календарного года расчета. Временные ряды, используемые для каждого экономического показателя и финансового года, перечислены в таблице ниже.
Примечание: Номер U.Округа Ю. в индексе были восстановлены до 3113 в 2022 финансовом году. Количество округов США было сокращено на один, в общей сложности до 3112 в 2021 финансовом году, из-за ошибки Бюро переписи населения при сборе данных о бедности в округе Рио-Арриба, штат Нью-Мексико.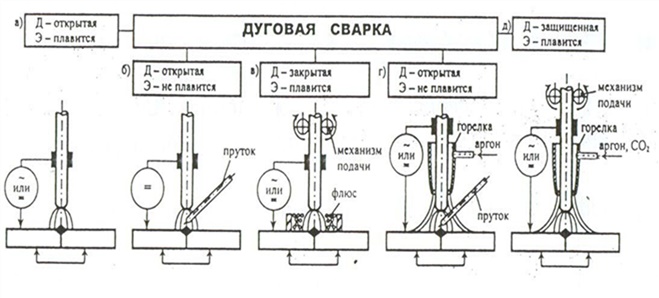 Количество округов США увеличилось с 3110 в 2016 финансовом году до 3113 в 2017 финансовом году из-за географических изменений в трех федеральных исходных базах данных (Бюро статистики труда США, Бюро экономического анализа США и Бюро переписи населения США).
Количество округов США увеличилось с 3110 в 2016 финансовом году до 3113 в 2017 финансовом году из-за географических изменений в трех федеральных исходных базах данных (Бюро статистики труда США, Бюро экономического анализа США и Бюро переписи населения США).

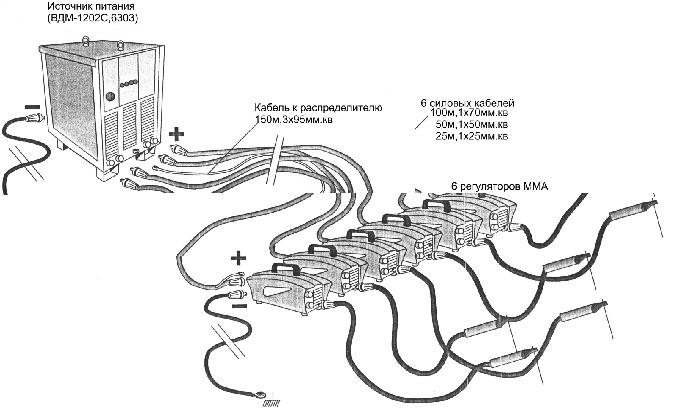 30, 2017 г.)
30, 2017 г.)