машинные швы | Шить с нуля!
 Сегодня мы будем говорить о таких базовых понятиях, как машинные швы. Швы, выполняемые на швейной машинке, называются машинными. При пошиве изделия наибольший объем занимают именно машинные работы. Сейчас широко практикуются клеевые, сварные способы, но ниточный способ соединения деталей, обработки краев и отделки изделий наиболее популярен. Элементами ниточного соединения являются: стежок, строчка и шов.
Сегодня мы будем говорить о таких базовых понятиях, как машинные швы. Швы, выполняемые на швейной машинке, называются машинными. При пошиве изделия наибольший объем занимают именно машинные работы. Сейчас широко практикуются клеевые, сварные способы, но ниточный способ соединения деталей, обработки краев и отделки изделий наиболее популярен. Элементами ниточного соединения являются: стежок, строчка и шов.
Машинные швы и строчки
Необходимо иметь представление о стежках и строчках для того, чтобы изучить швы и правильно их использовать при пошиве изделий.
Стежок – это законченный цикл переплетения на материале одной или нескольких ниток между двумя проколами иглы.
Стежок по способу выполнения может быть: ручной и машинный;
Машинный стежок по характеру переплетения может быть: челночный, цепной;
по числу нитей: одно, двух, трех и многониточным.
Длина машинного стежка колеблется от 1 до 10 мм.
Строчка – это последовательный ряд стежков, а значит, и свойства стежков будут относиться к свойствам строчки: строчки челночного или цепного стежка.
Строчки могут быть линейными: стежки чередуются, образуя линию; зигзагообразными: стежки располагаются под углом друг к другу, которые, в свою очередь, могут быть простыми и сложными. Сложные зигзагообразные строчки применяются для выполнения трикотажных швов, подшивочных и отделочных швов. Также могут быть строчки с расположением стежков перпендикулярно к линии строчки – строчки краеобметочных, петельных стежков.
Все эти строчки могут выполняться на разных бытовых машинках. Они предназначены для выполнения разных операций: соединение деталей, обметывание срезов, выметывания петель, пришивания пуговиц, выполнения отделочных строчек и вышивки. Линейная (прямая) строчка челночного стежка – самая востребованная, ею выполняется большинство швов: стачной, настрочной, обтачной, накладной, отделочный и так далее. Машинки, выполняющие такую строчку, называются универсальными. Машинки, выполняющие строчку цепного стежка, называют специальными, так как они выполняют более узкую задачу: обметывание срезов, подшивание края, обработку трикотажных материалов.
Технологические параметры строчки:
 Строчки по одновременному выполнению могут быть одно- , двух и многолинейными. Двух линейные строчки в быту могут выполняться с помощью двойной иглы в машинах челночного стежка. В этом случае нижняя нить одна принадлежит обеим верхним нитям.
Строчки по одновременному выполнению могут быть одно- , двух и многолинейными. Двух линейные строчки в быту могут выполняться с помощью двойной иглы в машинах челночного стежка. В этом случае нижняя нить одна принадлежит обеим верхним нитям.- Двух и многолинейные строчки цепного стежка могут выполняться на бытовых машинках – коверлоках. Применяются одновременно две, три, четыре и пять нитей при выполнении разных швов.
- Длина стежка в мм. или количество стежков в 1 см – частота строчки. Частота строчки зависит от вида материала и назначен
 Строчки по одновременному выполнению могут быть одно- , двух и многолинейными. Двух линейные строчки в быту могут выполняться с помощью двойной иглы в машинах челночного стежка. В этом случае нижняя нить одна принадлежит обеим верхним нитям.
Строчки по одновременному выполнению могут быть одно- , двух и многолинейными. Двух линейные строчки в быту могут выполняться с помощью двойной иглы в машинах челночного стежка. В этом случае нижняя нить одна принадлежит обеим верхним нитям.
4. Регулируется ширина зигзагообразной строчки в мм.
5. Номер иглы и ниток подбирается к конкретной ткани, из которой изготавливается изделие. Иглы не должны быть тупыми. Нитки подбираются в цвет ткани. Для отделочных строчек – согласно модели.
Шов – соединение нескольких слоев материала одной или несколькими строчками.
Швы и строчки часто имеют одинаковое значение и называют их то швами, то строчками, то наоборот. Путаница в словах не только в быту, но и среди специалистов, и даже в ГОСТовском определении: «строчка – последовательный ряд стежков, Шов — последовательный ряд стежков на материале толщиной в один или несколько слоев». И хотя строчки и швы надо различать, на самом деле они бывают не различимы: отделочная строчка, проложенная по полотну, является швом, строчка для сборки, проложенная на материале в один слой, тоже является швом. Разницы в этом случае мы не видим. Аналогично и в определении ГОСТа. Другими словами, не переживайте, если ошибетесь в названии, главное, чтобы понимали разницу в сути.
Швы представляют собой составляющую качества изделия, поэтому к ним предъявляются очень высокие требования:
- Машинные строчки должны быть ровными.
- Ширина шва должна быть одинаковой по всей длине шва.
- Строчка при растяжении не должна лопаться.
- Стежки должны быть качественными: одинаковыми по длине и переплетение нитей челночного стежка должно быть в середине толщины ткани.
- Ткань по шву не должна быть припосажена (присборена).
- Концы строчек в швах должны быть закреплены.
- Строчка должна быть целостной. Если по какой-то причине строчка была не закончена, то необходимо ее продолжить только, сделав закрепку. На отделочных швах «надставки» не допускаются. Строчку необходимо распороть и выполнить заново.
Чтобы швы получились качественные, необходимо соблюдать правила выполнения швов: как складывать детали, с какого конца начинать строчку, по какой детали строчить и какой шириной шва.
При выполнении строчки, если нет особых требований, изделие необходимо располагать слева, чтобы припуск шва находился справа от иглы. Расстояние от строчки до среза детали называется шириной шва. Ширина шва зависит от вида шва, модели, толщины и свойства ткани (в осыпающихся тканях ширина шва, например, больше). Если были строчки временного стежка, после выполнения шва их нужно аккуратно удалить. Готовые швы нужно приутюжить: сначала с изнаночной стороны, потом с лицевой через проутюжильник.
Выбор тех или иных швов зависит от их назначения, осыпаемости ткани, наличия специального оборудования. При пошиве изделий без подкладки строчки и швы должны быть чистыми и ровными, так как все они являются открытыми. Во избежание прорубания материалов нельзя использовать тупые иглы, а давление лапки должно быть несильным.
Классификация машинных швов
Мы должны перейти к классификации машинных швов, и вот здесь нас ждет засада!
Различают два вида классификации ниточных швов: по ГОСТу и по назначению.
Читаем:
«Классификацию швов по назначению используют для выбора обработки срезов и деталей, при описании технологии изготовления модели и для однозначного определения шва в деловом разговоре между специалистами»
Но такой классификации в ГОСТе нет! А есть классификация, состоящая из 8 классов в соответствии с международной классификацией, располагающая все швы не по назначению, а по признаку расположения слоев соединяемых материалов. И в этих классах все известные нам швы расположены совсем не в том порядке, в котором нас учили, мы учили и до сих пор учат наших детей и внуков. (Учебник технологии для девочек под. Ред. Симоненко § 22, «Машинные швы»).

обозначения швов технология 5 класс

схемы машинных швов для сравнения
Эту статью я написала почти неделю назад. Материал знаю уже более тридцати лет, сняла ролик по соединительным швам, готовила еще один по остальным машинным швам. Все хорошо. У меня, как у учителя, есть пособие по технологии по этой теме: серьезная статья «Машинные ниточные швы и их применение» в профессиональном журнале «Школа и производство» с ссылкой на ГОСТ 12807-79 «Швейные изделия. Классификация стежков, строчек и швов». В статье написано (дословно):
«В соответствии с ГОСТом … машинные ниточные швы по своему назначению и расположению соединяемых деталей делятся на соединительные, краевые и отделочные».
Я лично не видела ни разу официальный документ — настоящий ГОСТ, кроме того, за все время работы я ни разу не видела ни у кого из коллег что-то другое, отличное от того, что я знаю и что здесь написано. Также во всем пространстве «швейного» интернета одна и та же информация. То есть, все дают одну и ту же классификацию швов — по назначению.
Поскольку я хотела бы на достаточно высоком уровне вести свой сайт, чтобы мне могли доверять подписчики и посетители, то я решила подкорректировать дату ГОСТа, думая, что за эти годы уже было переиздание. Нашла я ГОСТ на официальном сайте стандартизации и меня накрыл шок.
Уже в 1988 году было переиздание ГОСТа, в котором фигурируют классы и нет ни слова о трех категориях швов по назначению. В 2003 году выходит новое издание ГОСТа и там те же классы и опять ни слова о трех группах швов по назначению. ГОСТ за 1979 год уже удален и я не могу узнать теперь, что же там было написано? Откуда взялась эта классификация по назначению, кто придумал эти три категории? Самое страшное то, что швы, которые указаны в классах, совершенно не совпадают с видами швов, находящихся в группах. И что вернее, что правильней, законней? В соответствии с каким нормативным документом делить швы по назначению?
В старом ГОСТе написано и «по назначению», и по «расположению» швов. В новом ГОСТе читаем:
«Основным классификационным признаком соединяемых материалов является расположение слоев».
И самое интересное, что все швы в классификации по ГОСТу (а их более двухсот) называются «стачными», когда при принятом делении на три группы к стачным относятся всего четыре шва!
Таблица 2.1 ГОСТа 12807- ,2003… называется «Классификация стачных швов»

таблица 2.1 ГОСТа
В ГоСТе есть разные швы: окантовочные, накладные, отделочные и так далее, но заметьте, говорится не о машинных, а о стачных швах. ????
Два дня после этого неприятного открытия я просто болела, не могла ничего делать. Потом стала изучать, анализировать, пытаясь понять логику объединения. Не зря говорят: ученого учить, только портить. Революция не только в мозгах, но и в понимании того, что рухнуло то, в чем был уверен столько лет. Всего швов более двухсот, включены швы, которые не рассматривались раньше. И вот, собравшись с мыслями, пишу статью снова. Я еще в трансовом состоянии, но уже со сложившейся схемой видения проблемы.
Зачем такие страсти, скажите вы? Какая разница, какие швы, где расположены? Когда-то в шестидесятых годах в швейных кружках Домов культуры «бабушки» вели кройку по меркам: ПОТ, ПОБ и так далее. Так обозначались когда-то мерки. Когда я пришла учиться, то у нас уже были обозначения: Ст, Сб. и так далее. Сайты ведут все мои ровесницы – студенты тех далеких шестидесятых – теперь уже тоже бабушки. Да и учебники пишут мало того, что «бабушки», но еще и вообще не специалисты швейного дела (судя по разным признакам). Учителя тоже те же «бабушки» — все мои ровесницы, только еще работающие. Какое-то «всеобщество бабушек», которые зависли в прошлом и не спешат догонять время, а точнее, не соответствуют.
Конечно, и с ПОТ и с Ст можно сшить одинаковые платья. И в этой теме, если закрыть глаза на ГОСТ, то можно просто что-то шить, как-то что-то называть. И все получится. Можно вообще не говорить никак и тоже неплохо шить. Но люди ищут в Интернете «виды машинных швов», «классификацию машинных швов», некоторые еще по старым понятиям «соединительные швы» — люди хотят знать! А есть еще порядка 160 запросов «гост швейные швы». Поэтому я уже не могу теперь говорить, как раньше. Мне придется говорить не только по-старому, но и по-новому. У вас есть право выбора.
Виды машинных швов
Все машинные швы по назначению условно делятся на три группы:
- соединительные,
- краевые,
- отделочные.
Так машинные швы рассматривают и на уроках технологии.
Условно, потому что есть швы, которые можно отнести сразу к двум разным группам.
В каждой группе содержатся подгруппы и виды швов. Смотрим таблицы машинных швов. Каждая группа говорит сама за себя. Рассмотрим машинные швы в таблицах.

Соединительными швами соединяют детали изделия.

Краевые швы тоже говорят сами за себя: ими обрабатывают все открытые края деталей: воротников, бортов, низа и так далее.

Отделочными швами мы украшаем одежду. Декоративные рельефы также служат конструктивными линиями: с их помощью создают силуэт изделия. Швы, которыми обрабатывают складки и рельефы, называются отделочными.
Обо всех этих классах подробнее будем говорить в отдельных статьях.
Гост: швейные швы
Мы уже говорили о действующем стандарте ГОСТ 12807-2003 «Изделия швейные. Классификация стежков, строчек и швов».
Мы дали определения стежков, строчек и швов, знаем, что все швы делятся на восемь классов и знаем, по какому признаку. Рассматривая таблицу 2.1, показанную выше, я поясню классификацию по ГОСТу по классам с примерами машинных швов на схемах и в описании.
- Шов соединяет не менее двух слоев материала, ограниченных с одной и той же стороны и расположенных на разных уровнях. Шов может выполняться с кантом из ткани, например, главное, чтобы любой другой слой шва был ограничен с той же стороны или с обеих сторон – тесьма, к примеру. Швы: обтачной в рамку, стачной с кантом, обтачной с кантом и так далее.
классификация швов по ГОСТу

2. Шов соединяет два и более слоев материала, ограниченных с разных сторон и расположенных на разных уровнях. Также шов может быть с кантом, тесьмой, главное, чтобы эти слои были ограничены с одной или двух сторон. Например: накладной с закрытым срезом, взамок, запошивочный, накладной с закрытым срезом с тесьмой или кружевом.
3. Швы, состоящие из двух и более слоев материала, один из которых ограничен с двух сторон. Дополнительные слои также должны быть ограничены с одной или двух сторон. Например: окантовочный (полоской материала с закрытым срезом), окантовочный (полоской материала с закрытым срезом) с тесьмой или кружевом.

классификация швов по ГОСТУ
4.Швы, расположенные на одном уровне, ограниченные с разных сторон и могут состоять от двух и более слоев. Пример: встык с открытыми срезами, встык с закрытыми срезами, распошивочный, встык с полоской материала.
5. Швы, состоящие от одного и более слоев материала, не ограниченного с двух сторон, а любой другой слой ограничен с одной или с двух сторон. Например, отделочная строчка, защипы, настрачивание бантовой складки и другие.
6. Швы из одного слоя материала, ограниченного с одной стороны. Пример: строчка для сборки, шов вподгибку, защип, обработка планки.

классификация швов по ГОСТу
7. Швы, образованные от двух и более слоев материала, один из которых ограничен с одной стороны. Любой другой слой ограничен с двух сторон. Настрачивание тесьмы или кружева, шов вподгибку с закрытым срезом с одновременным вкладыванием шнура, обработка планки прокладкой, обработка верхнего среза юбки (брюк) и другие.
8. Швы от одного и более слоев материала, ограниченного с двух сторон. Любой другой слой также ограничен с двух сторон. Выполнение строчки по тесьме, рюшу для образования сборки; обработка шлевок, хлястиков; стачивание полоски материала для канта с одновременным вкладыванием шнура, обработка пояса с прокладкой.
Условные обозначения машинных швов и строчек.

условные обозначения швов
Сегодня мы провели экскурсию по теме «машинные швы».
Но для меня вопрос по классификации машинных швов остался открытым. Если кто-то располагает этой информацией, поделитесь в комментариях.
Задавайте вопросы. Если статья была полезной, делитесь ею с друзьями в соцсетях, буду признательна за лайки. Подписавшись на новости, вы не пропустите новые уроки, а также получите полезную книгу в подарок «Швейная машинка домашнего использования».
С любовью, Ольга Злобина
Виды машинных швов Как выполнить соединительный шов
Машинные швы могут быть различными, в зависимости от их назначения. В данной статье рассмотрим все существующие машинные швы. Мы разберем, для чего они предназначены и как выполняются.

Виды машинные швов
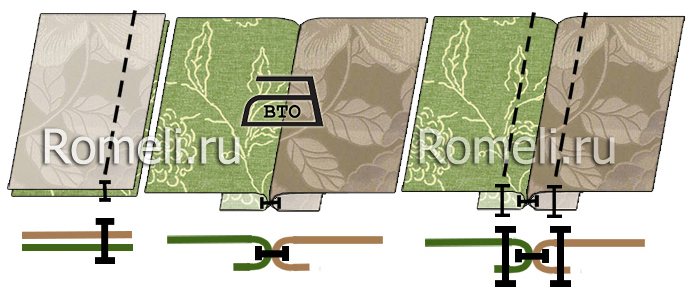
Стачные швы
Применяются для соединения боковых, плечевых и других срезов деталей изделия. Стачные швы бывают вразутюжку, взаутюжку и на ребро.
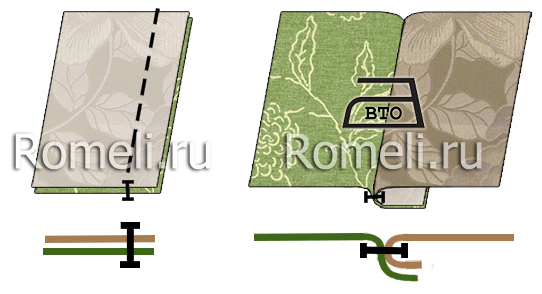
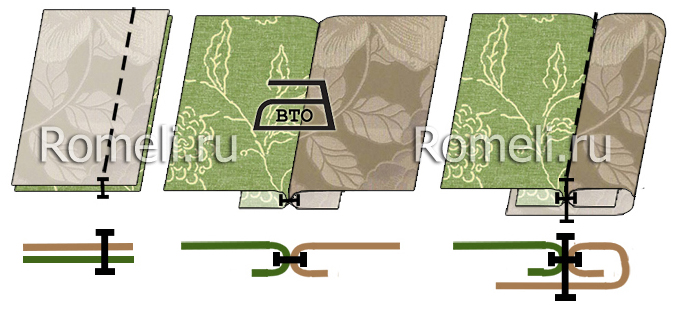
Стачной шов вразутюжку
Для выполнения шва две детали складываем лицевой стороной внутрь, совмещая контрольные линии и уравнивая срезы. Стачиваем детали по контрольной линии или швом, равным:
- 10 мм – при стачивании основных деталей (полочка, спинка)
- 12 мм — при стачивании основных деталей для изделий из осыпающихся тканей в верхней одежде и неосыпающейся — в легкой
- 15 мм — при стачивании основных деталей для изделий из осыпающихся тканей в легкой одежде
- 5 мм — при притачивании надставок для изделий из неосыпающихся тканей в верхней одежде
- 7мм — при притачивании надставок для изделий из осыпающихся тканей в верхней одежде и неосыпающихся — в легкой
- 10 мм -при притачивании надставок для изделий из осыпающихся тканей в легкой одежде
Раскладываем припуски шва в разные стороны и закрепляем шов в таком положении утюгом, то есть разутюживаем.
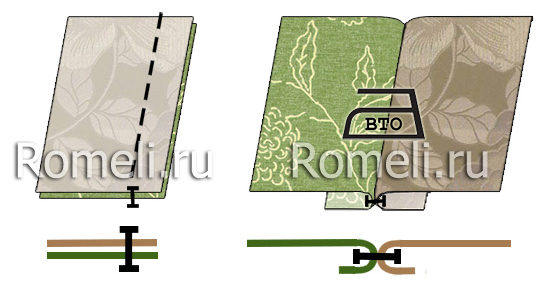
Стачной шов взаутюжку
Выполняется также как и шов вразутюжку. Отличием является то, что срезы шва отгибаем на одну из сторон и закрепляем их в таком положении утюгом.
Стачной шов на ребро
Выполняется также как и шов взаутюжку. Только срезы шва приутюживаем от сгиба.
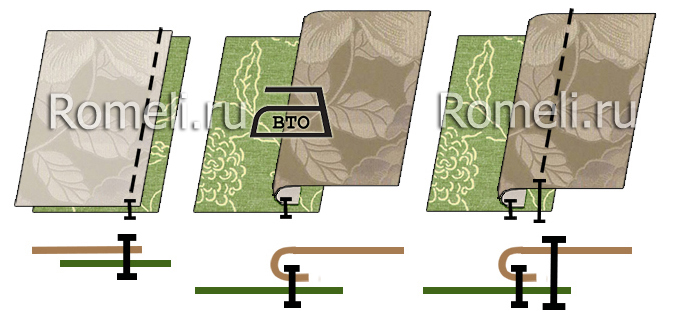
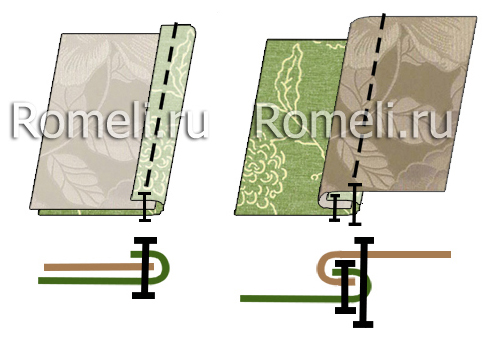
Расстрочные швы
Для выполнения шва две детали складываем лицевыми сторонами внутрь, уравнивая срезы, и стачиваем швом шириной, равной ширине отделочной строчки (зависит от модели) + 5, 7, 10 или 15 мм (см. выше). Шов разутюживаем и с лицевой стороны детали слева и справа от строчки стачивания прокладываем отделочные строчки на расстоянии по модели.
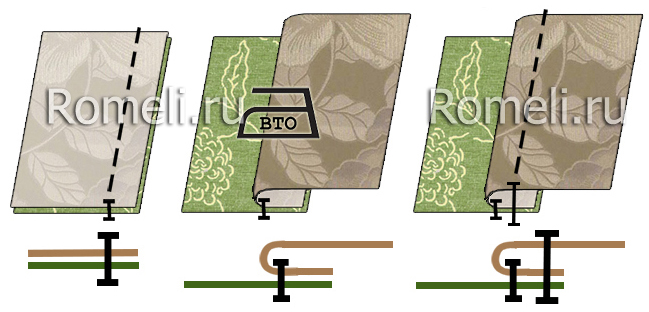
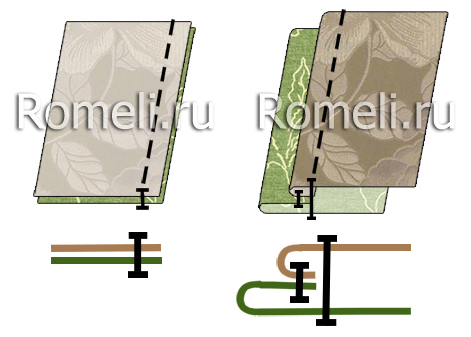
Настрочные швы
Применяются для соединения и закрепления швов в изделиях с трудно поддающихся ВТО, а также для отделки. Настрочные швы бывают двух видов: с открытыми срезами и с одним закрытым срезом.
Настрочные швы с закрытыми срезами
Такие швы выполняются также как и расстрочные, но припуски отгибают на одну сторону, то есть заутюживают. С лицевой стороны прокладывают отделочную строчку.
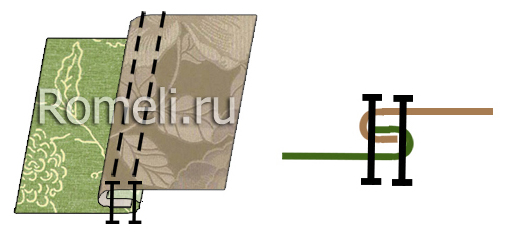
Настрочные швы с одним закрытым срезом
Для выполнения шва детали складываем лицевыми сторонами внутрь, выпуская срез нижней детали на ширину отделочной строчки.
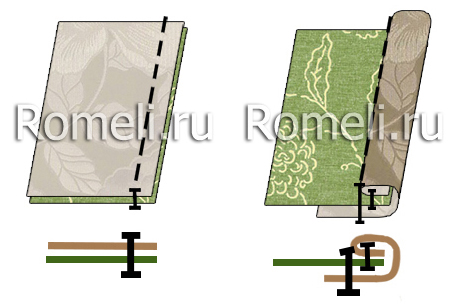
Накладные швы
Применяются для соединения составных частей прокладочных деталей, для соединения прямых и фигурных кокеток и карманов.
Накладные швы с открытыми срезами
Для выполнения шва срез одной детали накладываем на срез другой так, чтобы срезы находили один на другой на 6-10мм, и соединяем машинной строчкой на расстоянии 3-5 мм от срезов.
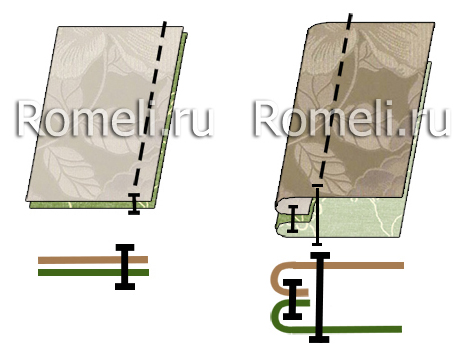
Накладной шов с 1м закрытым срезом
Срез одной детали отгибаем в сторону изнанки на ширину отделочной строчки и заметываем. Приутюживаем сгиб. Накладываем деталь с подогнутым срезом на лицевую сторону другой детали лицевой стороной вверх, уравнивая срезы. Наметываем одну деталь на другую и настрачиваем ее на расстоянии от края, равном ширине отделочной строчки.
Шов встык
Применяется для соединения деталей из прокладочных тканей, где требуется получить минимальную толщину шва. Для выполнения шва выкраиваем дополнительную полоску из хлопчатобумажной ткани шириной не менее 20 мм и длиной, равной длине соединяемых срезов деталей. Срезы деталей накладываем на полоску ткани встык и настрачиваем их на полоску на расстоянии 5мм от срезов. Соединяем срезы зигзагообразной машинной строчкой.
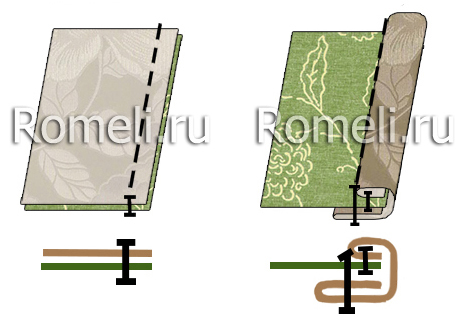
Двойной шов
Две детали складываем изнаночными сторонами внутрь, уравнивая срезы, и стачиваем швом шириной 3-4 мм. Затем складываем детали лицевыми сторонами внутрь, располагая первую строчку на сгибе и стачиваем детали второй машинной строчкой на расстоянии от сгиба 6-7 мм.
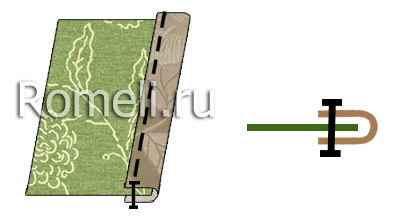
Запошивочный шов
Две детали складываем лицевыми сторонами внутрь, выпуская срез нижней детали на 8 мм. Отгибаем срез нижней детали нижней деталью и стачиваем их на расстоянии от среза 2 мм. Заутюживаем шов сторону верхней детали и стачиваем детали второй машинной строчкой на расстоянии от шва 2 мм. Примечание: запошивочный шов применяется при изготовлении постельного белья и спецодежды. При раскрое припуск на шов со стороны верхней детали равен ширине шва в готовом виде. То есть 6мм, со стороны нижней детали — удвоенная ширина шва в готовом виде+2мм.

Виды соединительных швов
Применяются при обработке срезов горловины, бортов, низы изделия, рукавов с целью предохранения срезов от осыпания. К краевым швам относятся швы вподгибку, обтачные и окантовочные швы.
Швы вподгибку
Применяются при обработке внутренних срезов подбортов, обтачек горловины и пройм, а также при обработке низа рукавов изделия. Бывают двух видов: с закрытым и открытым срезом.
Швы вподгибку с открытым срезом
Для выполнения шва срез детали отгибаем на изнанку на 5-7 мм и застрачиваем на расстоянии 1-3 мм от сгиба.
Швы вподгибку с закрытым срезом
Детали перегибаем на изнаночную сторону на 7-10 мм и заметываем. Затем перегибаем вторично на величину, предусмотренную моделью (по контрольной линии), заметываем второй строчкой и застрачиваем на расстоянии от сгиба 1-3 мм.
Обтачные швы
Применяются для обработки срезов с целью предохранения их от осыпания. Бывают трех видов: в кант, в рамку, в раскол.
Обтачной шов в кант
Две детали складываем лицевой стороной внутрь, уравнивая срезы. Соединяем их машинной строчкой на расстоянии от срезов 5-7 мм. Выворачиваем детали на лицевую сторону и выметываем образовавшийся кант величиной 1-3 мм.
Обтачной шов в рамку
Выполняется также как и в кант. При выметывании обтачанного края образуем рамку величиной 4-6 мм.
Обтачной шов в раскол
Выполняется также как и в кант. При выметывании обтачанного края его располагаем на сгибе.
Окантовочные швы
Применяются для отделки срезов деталей и для предохранения их от осыпания. Бывают трех видов: с открытым срезом полоски, с закрытыми срезами полоски и окантовочные тесьмой.
Окантовочный шов с открытым срезом полоски
Для выполнения шва выкраивается полоска ткани из основного или отделочного материала шириной равной ширине канта 3-5 мм. Накладываем ее на лицевую сторону детали, уравнивая срезы, и притачиваем швом равным ширине канта. Огибаем срезы шва полоской, образуя кант, закрепляем машинной строчкой, прокладывая ее в шов притачивания полоски.
Окантовочный шов с закрытыми срезами полоски
Для выполнения шва выкраивается полоска ткани из основного или отделочного материала шириной равной ширине канта (3-5)*2 мм. Перегибаем полоску пополам вдоль изнанкой внутрь и приутюживаем. Накладываем ее на лицевую сторону детали, уравнивая срезы, притачиваем швом равным ширине канта. Огибаем срезы шва полоской, образуя кант, и закрепляем машинной строчкой в шов притачивания полоски.
Окантовочный шов тесьмой
Тесьму складываем вдоль посередине так, чтобы нижний край тесьмы выходил относительно верхнего на 1-2 мм. Приутюживаем тесьму. Внутрь подготовленной тесьмы вкладываем срез детали, которую нужно окантовать и прокладываем машинную строчку по верхнему краю тесьмы на расстоянии от края тесьмы 1мм.

Виды краевых швов
Применяются для отделки и украшения изделий. К ним относятся рельефы, швы с кантом и складки.
Рельефы
Бывают застрочные и со шнуром.
Застрочные рельефы
Намечаем линию расположения рельефа на лицевой стороне детали. Перегибаем деталь по намеченной линии изнанкой внутрь и застрачиваем на расстоянии от сгиба 1-3 мм.
Рельефы со шнуром
Для выполнение шва выкраиваем дополнительную полоску ткани, ширина которой равна толщине шнура+10-15 мм. Намечаем на лицевой стороне детали место расположения рельефа 2-мя линиями, расстояние между которыми равно толщине шнура. Далее переносим линии на изнаночную сторону. Затем, на изнаночной стороне детали накладываем полоску ткани так, чтобы срезы полоски заходили за намеченные линии на одинаковое расстояние (5-7 мм).
Скалываем полоску и деталь в нескольких местах булавками. Настрачиваем деталь на полоску, прокладывая отделочные строчки с лицевой стороны детали по намеченным линиям. Вдеваем шнур с помощью булавки между двумя строчками.
Отделочные швы с кантом
Применяются при изготовлении форменной одежды, а также для отделки. К ним относятся стачной шов с кантом, обтачной шов с кантом и накладной шов с кантом.
Стачной шов с кантом
Для выполнения шва выкраиваем полоску ткани з отделочного материала шириной (ширина канта+L)*2, где L — это ширина шва стачивания деталей (10, 12, 15 мм). Перегибаем полоску вдоль посередине изнанкой внутрь и приутюживаем. Накладываем полоску на лицевую сторону одной из деталей., уравнивая срезы. Притачиваем полоску к детали швом шириной L со стороны полоски. Складываем две детали лицевыми сторонами внутрь, уравнивая срезы, и стачиваем детали, прокладывая машинную строчку в строчку притачивания полоски. Разутюживаем шов стачивания.
Обтачной шов с кантом
Шов выполняется также, как и стачной с той лишь разницей, что детали после соединения выворачиваем на лицевую сторону, располагая шов на сгибе.
Накладной шов с кантом
Данный вид шва выполняется так же, как и стачной, с той лишь разницей, что детали после соединения выворачиваем на лицевую сторону, заутюживая среды в одну сторону. Настрачиваем срезы с одной стороны.
Складки
Односторонняя складка
Это складка, у которой все сгибы с лицевой стороны направлены в одну сторону, а с изнаночной — в другую. Бывает простой и соединительной. Глубина складки зависит от модели. При раскрое делают припуск, равный удвоенной глубине складки.
Встречная складка
Это складка, у которой сгибы с изнаночной стороны направлены друг к другу, с изнаночной — в противоположные стороны.

Виды отделочных швов
Более подробную информацию об обработке складок можно найти здесь.
Машинные швы и строчки
Практически ни одно создание швейного изделия не обходится без использования машинных швов. Ручные швы в основном выполняют временную функцию по по соединению деталей и тд., но завершающим этапом в работе часто является именно прокладывание машинных строчек, которые к тому же могут иметь декоративно-отделочное назначение.
Машинные швы разделяются на группы в зависимости от величины наложения припусков на швы, количества машинных строчек, а так же скрепляемых слоев соединяемых материалов — то есть от общей конструкции. Четкой границы между группами машинных швов не имеется. Например, соединительный шов может быть так же отделочным и т. д. К тому же не исключена комбинация из различных швов. Более подробно классификацию стежков, строчек и швов можно рассмотреть в «ГОСТ 12807-2003 — Изделия швейные. Классификация стежков, строчек и швов». Ниже представлены наиболее популярные и часто используемые машинные швы и строчки, в зависимости от своего назначения.
Соединительные машинные швы
Краевые машинные швы
Соединительные машинные швы (для скрепления деталей)
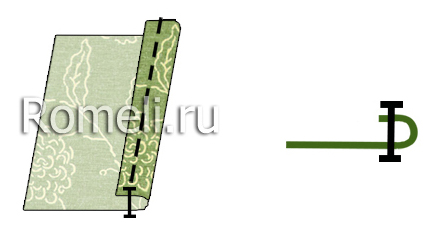
Соединительный стачной шов
Соединительный стачной шов — для стачивания срезов, притачивания мелких деталей к более крупным, притачивания планок и т.д. Различают стачной взаутюжку и стачной вразутюжку. При стачном взаутюжку припуски шва (срезы) заутюживают в одну сторону, а при стачном вразутюжку — в разные стороны. Бывают как с обметанными срезами так и без.
Стачной взаутюжку
Стачной вразутюжку
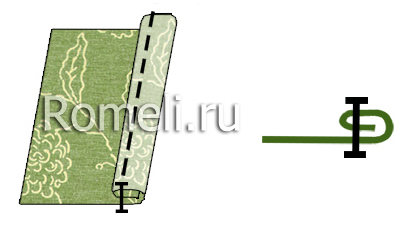
Соединительный настрочной шов
Соединительный настрочной шов — для соединения деталей с накладыванием одна на другую, соединяя и закрепляя припуски шва и складок, направленных в одну сторону. Так же его часто используют для соединения деталей изделия из плотных тканей, с целью получения более тонкой толщины шва. Различают настрочной шов с открытыми срезами и настрочной шов с закрытым срезом.
Настрочной с открытыми срезами
Настрочной с закрытым срезом
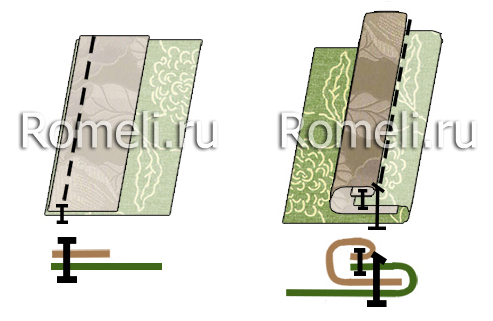
Соединительный накладной шов
Соединительный накладной шов — для соединения прокладочных деталей, при настрачивании кокеток, накладных карманов. Различают накладной шов с открытыми срезами и накладной с закрытыми срезами.
Накладной с открытыми срезами

Накладной с закрытым срезом

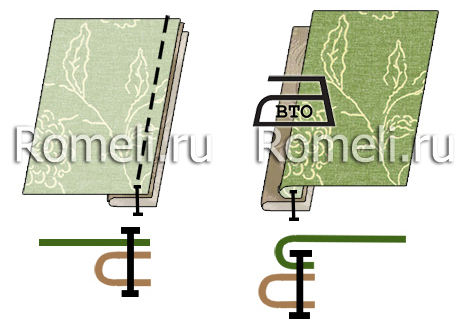
Соединительный расстрочной шов
Соединительный расстрочной шов — для отделки, а так же соединения деталей изделия без допуска разутюживания швов (специфические материалы — кожа и т.д.).
Соединительный бельевой шов
Соединительный бельевой шов — для обеспечения прочности и эстетичности постельных принадлежностей, сорочек, блузок, а так же спортивного инвентаря, производственной одежды, белья, изделий из тонких тканей. Различают три вида бельевых швов: бельевой запошивочный, бельевой взамок и бельевой двойной (французский).
Бельевой запошивочный
Бельевой взамок
Бельевой двойной (французский)
Краевые машинные швы (для обработки краев и срезов от осыпания)
Краевой шов вподгибку
Краевой шов вподгибку — для обработки низа изделий, рукавов и прочих деталей из легкоосыпающихся тканей (при пошиве белья, верхней одежды и т.д.). Различают краевой вподгибку с открытым срезом, вподгибку с закрытым срезом и вподгибку с окантованным срезом.
Вподгибку с окрытым срезом
Вподгибку с закрытым срезом
Вподгибку с окантованным срезом
Краевой обтачной шов
Краевой обтачной шов — для обработки обтачных деталей из тонких тканей — воротников, манжет и т.д., для предотвращения смещения соединения и повышения устойчивости контура деталей в процессе носки одежды. В основном используют краевой обтачной в рамку, обтачной в сложную рамку и обтачной в кант.
Обтачной в рамку
Обтачной в сложную рамку
Обтачной в кант
Краевой окантовочный шов
Краевой окантовочный шов — для обработки краев изделий, для оформления воротников, края борта и т.п. Различают краевой окантовочный с открытым срезом, окантовочный с закрытым срезом и окантовочный с тесьмой.
Окантовочный с открытым срезом
Окантовочный с закрытыми срезами
Окантовочный с тесьмой
Смотрите также:
Сварные соединения и швы: какие бывают виды, классификация
Нередко причиной брака у начинающих сварщиков становится неправильно выбранные сварные соединения. Что неудивительно, так как со дня проведения первой сварки было разработано больше сотни разновидностей. В них несложно разобраться, поскольку сварные швы и соединения объединены в несколько групп по технике выполнения, положению деталей и другим признакам.

Что такое сварочное соединение
Новички ошибочно полагают, что понятия сварной шов и соединение равноценны. На самом деле шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры. К ним относят:
- Один или несколько швов, которые образуются при плавлении только основного или с добавлением присадочного металла.
- Зону сплавления, расположенную между сварным швом и основным металлом деталей. Она не нагревается до температуры плавления, но может насыщаться элементами, которые вводят в сварочную ванну электродами или флюсом. Поэтому по составу отличается от основного металла.
- Зону термического воздействия. Это полоса, примыкающая к зоне сплавления, где под действием температуры изменились свойства металла.

Схема сварного соединения: 1 — сварной шов; 2 — зона сплавления; 3 — зона термического влияния; 4 — основной металл
Важно не путать два абсолютно разных понятия — сварочный шов и сварное соединение!
Сварочный шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры.
Виды сварных соединений
В зависимости от того как расположены заготовки между собой к основным видам сварочных соединений относят:
- стыковые;
- угловые;
- нахлесточные;
- тавровые;
- торцевые.

Типы сварных соединений: а) стыковое; б) угловое; в) тавровое; г) нахлесточное; д) торцевое
Стыковые
Самые простые по выполнению швы даже для начинающих сварщиков. Ими соединяют заготовки, примыкающие друг к другу торцами, размещенные в одной плоскости или на ровной поверхности. При сварке деталей с разной толщиной допускается смещение поверхностей. Стыковым способом сваривают конструкции из листового проката, резервуары, трубы. Сравнительно с другими сварными соединениями сокращаются сроки выполнения работы и расход материалов, но нужно тщательно подготавливать кромки.

Способы выполнения стыковых соединений
Угловые
Это сварные соединения двух металлических деталей под любым углом. Если заготовки разной толщины, толстостенную размещают снизу, чтобы на тонкой не появились прожиги и подрезы, сварочную ванну создают за счет плавления металла толстой заготовки. Для повышения прочности соединения швы накладывают с обеих сторон. Внутренний угол сваривают малым током, чтобы снаружи не образовалось закругление.
Угловые сварные соединения удобно выполнять способом «в лодочку». Заготовки прихватывают под нужным углом, затем устанавливают так, как будто это плывущий кораблик. После расплавления металл будет равномерно растекаться по обеим сторонам без образования дефектов.
Угловым способом сваривают каркасы небольших строений, емкости, навесы, кузова грузовиков. Кроме этого устанавливают детали конструкций в труднодоступных местах.

Способы выполнения угловых соединений
Нахлесточные
Такими сварными швами соединяют параллельно расположенные металлические пластины, которые наложены одна на другую с небольшим перекрытием. Для повышения прочности на разрыв и предотвращения проникновения влаги внутрь сварку выполняют с обеих сторон. Этим способом можно соединять листы толщиной до 12 мм. Для выполнения нахлесточных соединений от сварщика не требуется высокая квалификация, так как нет опасности прожога и не нужно подготавливать кромки. Недостатком считают повышенный расход металла.

Способы выполнения соединений внахлест
Тавровые
Это сварное соединение торца одной детали с боковой поверхностью другой под прямым или небольшим углом. Если толщина заготовки больше 4 мм сварка проводится с обеих сторон с тщательной подготовкой кромок вертикальной пластины. Тавровые соединения применяют преимущественно при сборке несущих конструкций. Поэтому, если есть возможность изменения положения, сварку ответственных узлов лучше выполнять «в лодочку».

Способы выполнения тавровых соединений
Торцевые
При выполнении таких соединений сваривают торцы заготовок, которые плотно примыкают одна к другой или расходятся от места стыка под углом не больше 30⁰. Способ применяют при производстве кожухов, вентиляционных коробов, контейнеров, металлических шкафов и пр. К достоинствам торцевого типа сварочных соединений относят низкую вероятность образования прожогов и внутренних напряжений, вызывающих деформацию. Недостатками считают завышенный расход материала и появление коррозии при проникновении воды между листами через дефекты шва.
Выбор сварного соединения зависит от расположения заготовок относительно друга друга.
Классификация сварных швов
Даже в одном типе соединения сварочные швы могут отличаться по конфигурации, протяженности, технологии и т. д. Поэтому в нормативных документах они сгруппированы по параметрам.
По положению в пространстве
По пространственному положению сварные швы могут быть:
- Нижними, когда стык находится внизу относительно сварщика. Расплавленный металл не вытекает из сварочной ванны, а шлак и газы беспрепятственно поднимаются на поверхность. При сварке электрод или пламя горелки ведут вдоль стыка с небольшими поперечными движениями.
- Горизонтальными, если сваривают вертикально установленные детали справа налево или наоборот. Для предотвращения стекания металла нижнюю заготовку смещают на 1 мм, чтобы получился уступ. После завершения работы разница будет незаметна. Важно не ошибиться со скоростью сварки, поскольку при медленном перемещении дуги или пламени горелки появятся потеки, а при быстром ― непровары.
- Вертикальными, когда вертикально установленные детали соединяют сверху вниз или в обратном направлении. Для удержания расплава в сварочной ванне сварку ведут снизу вверх прерывистой дугой на малом токе.
- Потолочными, если стык расположен над головой мастера. Расплавленный металл удерживается поверхностным натяжением.

Сварные швы по положению в пространстве
По конфигурации
В эту группу занесены три вида сварочных швов, которые зависят от формы стыков. Они бывают прямолинейными, криволинейными, кольцевыми (спиральными). Конфигурация швов не зависит от пространственного положения заготовок.

Классификация сварных швов по конфигурации
По степени выпуклости
По форме поперечного сечения сварные швы квалифицируют как:
- Выпуклые (усиленные). Используют для сборки узлов эксплуатируемых с большой статической нагрузкой.
- Вогнутые (ослабленные). Используют при сварке тонкого металла.
- Нормальные (плоские). Хорошо противостоят динамическим и разнонаправленным воздействиям.
- Специальные в виде неравнобедренных треугольников применяют в угловых и тавровых соединениях, на которые действуют переменные нагрузки.

Типы сварных швов по степени выпуклости или по внешнему виду
По протяженности
В эту классификацию входят сплошные и прерывистые сварные швы, которые выполняют отрезками по 10 — 30 см, но учитывается суммарная протяженность соединения. По расположению отрезков сварки прерывистые типы называют:
- цепными одно или двухсторонними, если разрывы равномерно расположены по обе стороны заготовки;
- шахматными двухсторонними, когда отрезки сварки на одной стороне сдвинуты относительно участков на другой;
- точечными при контактной сварке.

Виды сварных швов по протяженности
В зависимости от длины сварные швы относят к трем категориям:
- короткие ― до 25 см;
- средние ― 25 — 100 см;
- длинные ― больше 1 м.
По количеству проходов
Независимо от типа сварочные швы выполняют одним или несколькими проходами. Выбор варианта определяется толщиной металла и необходимой прочностью. При каждом проходе наплавляется один валик. Если их расположить на одном уровне образуется слой сварного шва.
Детали толщиной до 5 мм соединяют однопроходными швами. Угловые соединения из заготовок со стенками 6 — 8 мм сваривают одним слоем, а стыковые двумя. Многослойные швы используют при работе с толстостенными элементами и для предотвращения термических деформаций.

Типы сварных швов по количеству проходов: а) однослойный, однопроходной; б) многослойный; в) многопроходной
По направлению действующего усилия и вектору действия внешних сил
По этим критериям соединения и швы подразделяются на 4 вида:
- продольный (фланговый) ― усилие параллельно стыку;
- поперечный (лобовой) ― вектор направлен под углом 90⁰;
- комбинированный ― сочетает признаки предыдущих;
- косой ― направление усилия меньше 90⁰.

Виды сварных швов по направлению действующего усилия
По виду сварки
Классификацию по этому критерию проводят по типу сварочного аппарата, который создает условия для выполнения сварки. Из длинного списка технологий можно выделить основные виды;
- ручная электродуговая;
- автоматическая;
- в среде инертных газов;
- плазменная;
- лазерная;
- газопламенная.
Требования к сварным швам
Требования к швам зависят от условий эксплуатации, видов нагрузки, свойств металла, технологии сварки и пр. Для их классификации по конкретным условиям были разработаны ГОСТы. Например, требования к соединениям ручной сварки приведены в ГОСТ 5264-80.
К общим для всех швов независимо от условий относят:
- прочность;
- надежность;
- долговечность;
- стойкость к коррозии и агрессивным веществам.
Чтобы шов был качественным, необходимо соблюдать технологию подготовки металла и выполнения сварки.
О длине и толщине швов в зависимости от особенностей конструкции и марки металла, методах проверки качества и т. д. можно узнать из тематических СНиПов, которые нетрудно найти в свободном доступе. Полученные сведения можно использовать как шпаргалку при выполнении сложной работы.
Что влияет на качество сварного соединения
Качество соединения сваркой зависит не только от соблюдения технологии, но и от подготовки деталей. Даже форма кромок влияет на качество соединения. Независимо от вида соединения подготовку проводят в следующем порядке:
- зону шириной не меньше 20 мм от линии стыка очищают от грязи и коррозии;
- на кромках, если толщина металла больше 3 мм, снимают фаски, оставляя притупление;
- устанавливают зазор между деталями.
Зависимость угла разделки, величины притупления и зазора от толщины металла показана в таблице:

Таблица разделки металла под сварку
Знание основных видов соединений и принципов их применения поможет правильно выбирать сварочный шов нужного типа для каждого конкретного случая. Для повышения квалификации полезно следить за технологическими новостями, чтобы не пропустить появление новых сплавов и методов сварки.
Классификация сварных швов — Студопедия
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации (затвердевания) расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Сварные швы подразделяются:
· по положению в пространстве
· по протяженности
· по отношению к направлению действующих усилий
· по форме наружной поверхности (выпуклости сварного шва)
· по условиям работы сварного узла
· по ширине
· по числу проходов (слоев)
· по характеру выполнения
Классификация по положению в пространстве
| 1 — нижнее положение 2 — горизонтальное или вертикальное положения 3 — потолочное положение | 
|
Сварка швов в нижнем положении по сравнению со сваркой других швов наиболее удобна и экономична (при прочих равных условиях).
Классификация по протяженности
По протяженности швы подразделяют:
| Сплошные | 
| |
Прерывистые | цепные | 
|
| шахматные | 
|
Классификация по отношению к направлению действующих усилий
Швы подразделяются:
| Продольный (фланговый) | усилие параллельно оси шва | 
|
| Поперечный (лобовой) | ось шва перпендикулярна направлению действия усилий | 
|
| Комбинированный | комбинация продольного и поперечного швов | 
|
| Косой | ось шва располагается под углом к направлению действующих усилий | 
|
Классификация швов | Текстильный мерчандайзинг
Классификация шва
S M Fijul Kabir (Mahin)
B.Sc. Магистр текстильной промышленности (CU)
Специализируется на производстве одежды
Преподаватель, Университет моды и технологий BGMEA
Электронная почта: [email protected]
Типы или классы швов:
Формальное описание конфигурации шва называется типом шва. Шов может быть сотен типов, и эти типы подразделяются на шесть основных классов.Также в настоящее время используются еще два класса.
Следующие 8 классов шва:
- Шов класса 1: наложенный шов
- Класс шва 2: шов внахлест
- Шов Класс-3: Связанный шов
- Шов Класс-4: Плоский шов
- Шов класса 5: декоративный шов
- Шов, класс 6: обработка кромок
- Шов Класс-7: Прикладное море
- Класс шва 8: закрытый шов
Класс шва 1 (наложенный шов):
Класс шва 2 (шов внахлест):
Шов Класс-3 (Связанный Шов):
Класс шва-4 (плоский шов):
- Два или более конца ткани соединяются без нахлеста.
- Шов можно выполнять с разрывом концов ткани в декоративных целях.
- Обычно для изготовления шва этого типа используется двухигольная швейная машина, в которой непрерывное переплетение может быть выполнено путем наложения нити между игольными нитками.
- Толщина шва сравнительно меньше.
- Зигзагообразный стежок обеспечивает достаточное растяжение трикотажных тканей.
- Аккуратные формы соединения.
- Перед шитьем край следует очистить.
Шов класса 4 (плоский шов)
Класс шва 5 (декоративный шов):
Шов, класс 6 (обработка кромок):
Класс шва 7 (прикладной шов):
Класс шва 8 (закрытый шов):
Facebook Комментарии
.Классификация свойств швов | Текстильный мерчандайзинг
Классификация свойств швов
S M Fijul Kabir (Mahin)
B.Sc. in Textile Engineer (CU)
Специализируется на продаже одежды
Преподаватель, Университет моды и технологий BGMEA
Электронная почта: [email protected]
Шов:
Обычно линия стыковки ткани называется швом. Шов — это соединение, состоящее из последовательности стежков, соединяющих два или более куска материала, и используется для сборки деталей при производстве швейных изделий.Различные части ткани соединяются вместе с использованием нескольких процессов, таких как сплавление, склеивание, сшивание, сшивание скобок и т. Д. Шов также можно определить как наложение серии стежков для удержания материалов различной толщины.
Факторы свойств шва:
От следующих факторов зависят свойства шва:
- Тип шва: Это особая конфигурация ткани по мере необходимости.
- Тип стежка: Это наиболее важный момент, связанный с определенной конфигурацией нити в ткани.
- Механизм подачи швейной машины: Это механизм, с помощью которого ткань проходит мимо игл и позволяет сформировать последовательность стежков.
- Размер и тип иглы: Размер и тип иглы следует выбирать в соответствии с требуемыми свойствами шва.
- Размер и тип резьбы: Размер и тип резьбы следует выбирать в зависимости от требуемых свойств шва, т. Е. Огнестойкости, водонепроницаемости и т. Д.
Свойства шва:
Чтобы шов был идеальным, необходимо соблюдать следующие требования:
А.Характеристики шва
B. Внешний вид шва
 Внешний вид шва
Внешний вид шваA. Характеристики шва:
Производительность означает достижение следующих факторов
1. Прочность шва:
Прочность шва должна быть меньше или равна прочности ткани. Если прочность шва выше прочности ткани, ткань может сломаться из-за неожиданного воздействия на нее силы.
Прочность шва зависит от:
- Прочность используемой резьбы;
- Несбалансированный стежок;
- Плотность стежка;
- Тип шва;
- Размер стежков;
2.Эластичность шва:
Эластичность шва должна быть не ниже эластичности ткани. В противном случае шов может быть открыт из-за обрыва пришитой нити в шве. Некоторые ткани или предметы одежды могут быть растянуты на 100% или более. Эластичность шва различается, если ткань трикотажная или тканая.
3. Прочность:
Прочность шва должна быть не ниже прочности ткани. Шов должен быть прочным, долговечным и не истираться (царапаться) или легко изнашиваться при повседневном использовании одежды, включая всю необходимую стирку.
4. Комфорт:
Шов одежды должен быть удобным и не создавать проблем при использовании.
5. Безопасность:
Безопасность тесно связана с долговечностью. Шов должен быть надежным, чтобы он не распускался и не ломался при повседневном использовании одежды.
B. Внешний вид шва:
Внешний вид шва должен быть:
- Удовлетворительно;
- Стежок без дефектов;
- Шов без дефектов;
- Ожидается, т.е. отсутствие складок ткани вдоль ткани;
- Без складки шва;
Facebook Комментарии
.Классификация навыков — Континуумы
Существует широкий спектр спортивных занятий, для каждого из которых требуется набор навыков. У навыков есть много характеристик, которые могут изменяются в разных ситуациях, что затрудняет их классификацию. Признавая, что навыки не могут быть четко обозначены, мы помещаем их в континуум.
Системы классификации навыков основаны на мнении, что мотор на навыки влияют три фактора:
- насколько точен механизм
- имеет ли движение определенное начало и конец
- , влияет ли окружающая среда на производительность навык
Грубая и тонкая континуум (Дэвис 2000) [3]
Этот континуум связан с точностью движения — грубые и тонкие навыки.
Грубые навыки : задействовать большие мышечные движения, которые не очень точны и включают в себя множество основных моделей движений, таких как ходьба, бег и прыжки. Толкание ядра — это пример грубого навыка.
Высокие навыки : сложные, точные движения с использованием группы мышц и обычно задействуют высокий уровень зрительно-моторного координация. Стрельба из снукера или игра на пианино — примеры прекрасных навыков.
Открытый и закрытый континуум (Галлиган 2000) [2]
Этот континуум связан с эффектами среда по навыкам (Knapp 1967) [1]
Открытые навыки : такие виды спорта, как нетбол, футбол и Хоккей предполагает открытые навыки. Окружающая среда постоянно меняется, и поэтому движения необходимо постоянно адаптировать. Навыки преимущественно перцепционные и регулируются внешним темпом, так как Например, пас в футбол.
Закрытые навыки . Эти навыки проходят в стойле, предсказуемая среда, и исполнитель знает, что и когда делать. На навыки не влияет окружающая среда, а движения следуют установленным шаблонам и имеют четкое начало и конец. Навыки имеют тенденцию быть самостоятельными, например, свободный бросок в баскетболе и подача в Сквош или теннис.
Кнапп (1967) [1] предполагает, что навыки могут соответствовать континууму между открытым и закрытым.
Внешний и внутренний темповый континуум (Галлиган 2000) [2]
Этот континуум связан с синхронизацией движений (часто используется с континуумом открытый-закрытый) — внутренний и внешний темповые навыки.
Внутренние или самостоятельные навыки : исполнитель контролирует скорость выполнения навыка. Эти навыки обычно закрытые навыки. то есть метание копья, метание диска.
Навыки внешнего темпа : среда, которая может включает противников, контролирует скорость выполнения навыка. Исполнитель должен обращать внимание на внешние события, чтобы контролировать скорость движение. Эти навыки включают реакцию и обычно являются открытыми навыками. то есть в игры с мячом, исполнитель должен согласовывать свои действия с действиями других игроки и мяч.
Дискретный, последовательный и непрерывный непрерывный поток (Галлиган 2000) [2]
Этот континуум связан с тем, насколько четко определено начало и конец навыка — дискретные, последовательные и непрерывные навыки.
Дискретные навыки — это короткие, четко определенные действия, которые четкое начало и конец. Это отдельные особые навыки, которые составляют действия, связанные с различными видами спорта, такими как удары и метание. Хоккей. то есть штрафной удар.
Серийные навыки — это группа отдельных навыков, связанных вместе, чтобы сделать новое и сложное движение. то есть последовательность навыков для тройной прыжок.
Непрерывные навыки не имеют очевидного начала или конца.Конец одного цикла движений — начало следующего, а навык повторяется как цикл. Эти навыки можно было остановить в любой момент во время выполнение навыка. То есть плавание, бег, езда на велосипеде.
Индивидуальные, совместные и интерактивные навыки (Дэвис 2000) [3]
Индивидуальные навыки — это навыки, выполняемые изолированно. например высокий прыжок.
Коактивные навыки — это навыки, выполняемые одновременно с другие, но без конфронтации.например плавание.
Интерактивные навыки — это навыки, выполняемые там, где другие исполнители принимают непосредственное участие. например регби, нетбол.
Простые и сложные навыки (Галлиган 2000) [2]
A простой навык прост, требует немного концентрация и познавательные способности.
Сложный навык требует большого внимания, потому что они сложны и многократно практикуются на тренировках, чтобы облегчить выступать на соревнованиях.
Низкая и высокая организация
A низкая организация Навык прост и несложен как кататься на велосипеде. Фазы, составляющие навык, обычно дискретные и могут быть отработаны отдельно, чтобы улучшить вашу технику.
Навык высокой организации имеет сложное количество этапов вовлечены, которые не могут быть разбиты и практиковаться отдельно, поскольку они тесно связаны между собой. Они требуют большого внимания.
Навыки самостоятельного и внешнего темпа (Дэвис 2000) [3]
Навыки самостоятельного обучения — это навыки, инициированные исполнитель, а навыки внешнего темпа — это те, в которых время выполнение навыка контролируется не исполнителем, а внешнее влияние.
Вариативная и фиксированная практика (Галлиган 2000) [2]
Основным фактором, влияющим на развитие навыка, является практика которых бывает двух основных типов:
- Variable — отработка навыков в различных различные контексты и испытать полный спектр ситуаций, в которых техника или тактика могут быть использованы на соревновании.Навык применяется на практике во многих различных средах, позволяя развитие навыка и способность адаптировать навык к ряду возможные ситуации. Это жизненно важно для открытых и интерактивных навыков.
- Fixed — отрабатывается определенное движение неоднократно, часто называемый дрелью. Этот вид практики идеально подходит для навыки, которые всегда выполняются одинаково. Закрытые, интерактивные и коактивные навыки, как правило, требуют фиксированная практика, позволяющая усовершенствовать моторную последовательность.
Массовая и распределенная практика (Галлиган 2000) [2]
Организация практического занятия будет во многом зависеть от вовлеченные лица и выполняемая деятельность. В зависимости от количества опыт, уровень мастерства и физическая подготовка исполнителя, практика может быть организована двумя способами (Galligan 2000):
- Massed — навык практикуется до тех пор, пока не будет изучен без перерыв.Эти занятия подходят спортсменам с высоким уровнем физической подготовки. и опыт и подходит для фиксированной практики.
- Распределенный — практика перемежается с перерывами, может быть либо отдыхом, либо другим навыком. Эти занятия подходят спортсменам с более низкий уровень физической подготовки и опыта и подходит для различных практика.
Список литературы
- КНАПП, Б.(1967) Навыки в спорте: привлекательность профессиональных навыков . Рутледж и Кеган Пол
- GALLIGAN, F. et al. (2000) Приобретение навыков в: GALLIGAN, F. et al., Advanced PE для Edexcel . 1-е изд. Ванна: Пресс для ванны, стр. 102-108
- DAVIS, B. et al. (2000) Природа и классификация навыков. В: DAVIS, B. et al. Физическое воспитание и изучение спорта . 4-е изд. Лондон: Harcourt Publishers, стр. 284-285
Ссылки по теме
Следующие ссылки предоставляют дополнительную информацию по этой теме:
- БРЭДИ, Ф.(1995) Классификация спортивных навыков, пол и стиль восприятия. Восприятие и моторные навыки , 81 (2), стр. 611-620
Ссылка на страницу
Если вы цитируете информацию с этой страницы в своей работе, то ссылка на эту страницу:
- MACKENZIE, B. (2001) Классификация навыков [WWW] Доступно по адресу: https://www.brianmac.co.uk/continuum.htm [Доступ
Связанные страницы
Следующие страницы Sports Coach предоставляют дополнительную информацию по этой теме:
.% PDF-1.4 % 110 0 объект > endobj xref 110 378 0000000016 00000 н. 0000012296 00000 п. 0000012410 00000 п. 0000015352 00000 п. 0000015473 00000 п. 0000015619 00000 п. 0000015716 00000 п. 0000015862 00000 п. 0000015959 00000 п. 0000016105 00000 п. 0000016226 00000 п. 0000016372 00000 п. 0000016469 00000 п. 0000016566 00000 п. 0000016712 00000 п. 0000016858 00000 п. 0000016955 00000 п. 0000017076 00000 п. 0000017222 00000 п. 0000017319 00000 п. 0000017465 00000 п. 0000017611 00000 п. 0000017732 00000 п. 0000017780 00000 п. 0000017828 00000 п. 0000017875 00000 п. 0000017923 00000 п. 0000017971 00000 п. 0000018019 00000 п. 0000018066 00000 п. 0000018187 00000 п. 0000018333 00000 п. 0000018381 00000 п. 0000018429 00000 п. 0000018477 00000 п. 0000018525 00000 п. 0000018573 00000 п. 0000018621 00000 п. 0000018669 00000 п. 0000018815 00000 п. 0000018929 00000 п. 0000023569 00000 п. 0000023715 00000 п. 0000023836 00000 п. 0000023982 00000 п. 0000024103 00000 п. 0000028659 00000 п. 0000028805 00000 п. 0000028951 00000 п. 0000029097 00000 н. 0000029243 00000 п. 0000029389 00000 п. 0000029535 00000 п. 0000029681 00000 п. 0000029827 00000 н. 0000029973 00000 п. 0000030119 00000 п. 0000030265 00000 п. 0000030411 00000 п. 0000030557 00000 п. 0000030703 00000 п. 0000030849 00000 п. 0000030995 00000 п. 0000031141 00000 п. 0000031287 00000 п. 0000031433 00000 п. 0000031579 00000 п. 0000031725 00000 п. 0000031871 00000 п. 0000032017 00000 н. 0000032163 00000 п. 0000032309 00000 п. 0000032455 00000 п. 0000032601 00000 п. 0000032747 00000 п. 0000032893 00000 п. 0000033039 00000 п. 0000033185 00000 п. 0000033331 00000 п. 0000033477 00000 п. 0000033623 00000 п. 0000033769 00000 п. 0000033915 00000 п. 0000034061 00000 п. 0000034207 00000 п. 0000034353 00000 п. 0000034499 00000 п. 0000038692 00000 п. 0000038838 00000 п. 0000038984 00000 п. 0000039130 00000 н. 0000039167 00000 п. 0000039313 00000 п. 0000039459 00000 п. 0000039605 00000 п. 0000039751 00000 п. 0000039897 00000 п. 0000044379 00000 п. 0000044522 00000 п. 0000044549 00000 п. 0000045150 00000 п. 0000050228 00000 п. 0000055393 00000 п. 0000055787 00000 п. 0000060648 00000 п. 0000061241 00000 п. 0000062244 00000 п. 0000063248 00000 н. 0000064614 00000 п. 0000065932 00000 п. 0000067007 00000 п. 0000068003 00000 п. 0000069345 00000 п. 0000069528 00000 п. 0000070602 00000 п. 0000071818 00000 п. 0000073259 00000 п. 0000074795 00000 п. 0000076210 00000 п. 0000077522 00000 п. 0000078591 00000 п. 0000079785 00000 п. 0000081236 00000 п. 0000082497 00000 п. 0000083987 00000 п. 0000085416 00000 п. 0000086678 00000 п. 0000087945 00000 п. 0000089177 00000 п. 0000089811 00000 п. 0000091034 00000 п. 0000091240 00000 п. 0000091962 00000 п. 0000093398 00000 п. 0000094484 00000 п. 0000095774 00000 п. 0000096506 00000 п. 0000096959 00000 п. 0000097346 00000 п. 0000098469 00000 п. 0000099885 00000 н. 0000101193 00000 н. 0000102548 00000 н. 0000103231 00000 н. 0000104425 00000 н. 0000105843 00000 н. 0000107278 00000 н. 0000108715 00000 н. 0000110081 00000 н. 0000111680 00000 н. 0000112038 00000 н. 0000113660 00000 н. 0000114892 00000 н. 0000115907 00000 н. 0000116949 00000 н. 0000118273 00000 н. 0000119902 00000 н. 0000120110 00000 н. 0000120316 00000 н. 0000120522 00000 н. 0000120705 00000 н. 0000121686 00000 н. 0000122079 00000 н. 0000122525 00000 н. 0000123746 00000 н. 0000124970 00000 н. 0000126295 00000 н. 0000127736 00000 н. 0000129205 00000 н. 0000131034 00000 н. 0000132693 00000 п. 0000134427 00000 н. 0000135633 00000 н. 0000137112 00000 н. 0000138324 00000 н. 0000139367 00000 н. 0000140492 00000 п. 0000141718 00000 н. 0000143065 00000 н. 0000144371 00000 п. 0000145712 00000 н. 0000146165 00000 н. 0000146657 00000 н. 0000148358 00000 п. 0000149658 00000 н. 0000150710 00000 н. 0000152288 00000 н. 0000153656 00000 н. 0000154813 00000 н. 0000156181 00000 н. 0000156942 00000 н. 0000158131 00000 н. 0000159444 00000 н. 0000160914 00000 н. 0000162389 00000 н. 0000163895 00000 н. 0000165433 00000 н. 0000166979 00000 н. 0000168058 00000 н. 0000169335 00000 н. 0000170833 00000 н. 0000171933 00000 н. 0000173033 00000 н. 0000173628 00000 н. 0000175411 00000 н. 0000177234 00000 н. 0000178506 00000 н. 0000179830 00000 н. 0000181162 00000 н. 0000182619 00000 н. 0000183818 00000 н. 0000185122 00000 н. 0000186604 00000 н. 0000187757 00000 н. 0000188973 00000 н. 0000190561 00000 н. 0000192060 00000 н. 0000193566 00000 н. 0000194687 00000 н. 0000195917 00000 н. 0000197272 00000 н. 0000198616 00000 н. 0000199961 00000 н. 0000201179 00000 н. 0000202524 00000 н. 0000203823 00000 н. 0000205083 00000 н. 0000206225 00000 н. 0000207677 00000 н. 0000208912 00000 н. 0000209997 00000 н. 0000211674 00000 н. 0000212745 00000 н. 0000212951 00000 н. 0000213923 00000 н. 0000218886 00000 н. 0000219353 00000 п. 0000219600 00000 н. 0000219847 00000 н. 0000220314 00000 н. 0000220690 00000 н. 0000221056 00000 н. 0000221523 00000 н. 0000221770 00000 н. 0000222237 00000 н. 0000222594 00000 н. 0000222841 00000 н. 0000223296 00000 н. 0000223543 00000 н. 0000224010 00000 н. 0000224465 00000 н. 0000224932 00000 н. 0000225179 00000 н. 0000225646 00000 н. 0000225893 00000 н. 0000226349 00000 н. 0000226816 00000 н. 0000227063 00000 н. 0000227530 00000 н. 0000227777 00000 н. 0000228169 00000 н. 0000228636 00000 н. 0000228883 00000 н. 0000229363 00000 н. 0000229830 00000 н. 0000230077 00000 н. 0000230528 00000 н. 0000230775 00000 н. 0000230906 00000 н. 0000231051 00000 н. 0000231518 00000 н. 0000231960 00000 н. 0000232398 00000 н. 0000232865 00000 н. 0000233112 00000 н. 0000233359 00000 п. 0000233826 00000 н. 0000234177 00000 н. 0000234643 00000 п. 0000234890 00000 н. 0000235286 00000 п. 0000235533 00000 н. 0000235930 00000 н. 0000236397 00000 н. 0000236644 00000 н. 0000237111 00000 н. 0000237565 00000 н. 0000238018 00000 н. 0000238485 00000 н. 0000238732 00000 н. 0000238979 00000 н. 0000239446 00000 н. 0000239885 00000 н. 0000240323 00000 н. 0000240790 00000 н. 0000241037 00000 н. 0000241452 00000 н. 0000241692 00000 н. 0000242150 00000 н. 0000242617 00000 н. 0000242864 00000 н. 0000243426 00000 н. 0000243979 00000 п. 0000244121 00000 н. 0000244596 00000 н. 0000244904 00000 н. 0000245027 00000 н. 0000245156 00000 н. 0000245294 00000 н. 0000245747 00000 н. 0000246036 00000 н. 0000246173 00000 н. 0000260529 00000 н. 0000260628 00000 н. 0000260917 00000 н. 0000261163 00000 н. 0000261233 00000 н. 0000753903 00000 н. 0000754026 00000 н. 0000754151 00000 н. 0000754276 00000 н. 0000754409 00000 н. 0000754546 00000 н. 0000754793 00000 н. 0000755228 00000 п. 0000755664 00000 н. 0000756131 00000 н. 0000756378 00000 п. 0000756798 00000 н. 0000778657 00000 н. 0000779090 00000 н. 0000779557 00000 н. 0000779804 00000 н. 0000780147 00000 н. 0000780421 00000 н. 0000780841 00000 н. 0000781308 00000 н. 0000781555 00000 н. 0000782088 00000 н. 0000782511 00000 н. 0000782968 00000 н. 0000783435 00000 н. 0000783682 00000 н. 0000784189 00000 п. 0000784616 00000 н. 0000784999 00000 н. 0000785466 00000 н. 0000785713 00000 н. 0000786124 00000 п. 0000786498 00000 н. 0000786533 00000 н. 0000786608 00000 н. 0000786938 00000 п. 0000787004 00000 н. 0000787120 00000 н. 0000787155 00000 н. 0000787230 00000 н. 0000793444 00000 н. 0000793775 00000 п. 0000793841 00000 п. 0000793957 00000 н. 0000794081 00000 п. 0000813119 00000 п. 0000813402 00000 н. 0000813757 00000 н. 0000849119 00000 п. 0000849158 00000 н. 0000884514 00000 н. 0000884553 00000 н. 0000884628 00000 н. 0000884931 00000 н. 0000885006 00000 н. 0000885308 00000 н. 0000885383 00000 п. 0000885754 00000 н. 0000894394 00000 н. 0001003482 00000 п. 0000007856 00000 п. трейлер ] / Назад 1477179 >> startxref 0 %% EOF 487 0 объект > поток h PSYFBXb; -, UPT @ PEEvԀZV;, jD @@ TQ # «.{= _խ Jι ‘{
.