Аргон сварка как варить — Морской флот
Аргон — часто применимый в сварке газ. Не имеет цвета и запаха, обладает отличными защитными свойствами. Главное достоинство аргона — невысокая цена. По этой причине аргон применяется не только в условиях заводского производства, но и в домашней сварке. Аргон можно приобрести только в стальных баллонах. Производители предлагают разный объем, можно купить как компактный на 15 литров, так и большой на 40 литров.
К тому же, аргон не выделяет токсичные пары и не взрывоопасен. Зачастую аргон используется в дуговой, плазменной и лазерной сварке. Для дуговой сварки аргоном дополнительно используют плавящиеся или неплавящиеся электроды. В этом материале мы собрали для вас все самые полезные статьи о сварке аргоном. Они помогут вам в обучении.
Полезные статьи
Преимущества и особенности сварки аргоном
Сварка аргоном имеет своим преимущества и особенности, как и любая другая технология сварки. В данной статье мы рассказали обо всех нюансах: начиная от настройки режима сварки, заканчивая всеми плюсами и минусами данной технологии. Прочтите, чтобы понимать суть аргонодуговой сварки и не совершить ошибки.
Особенности сварки алюминия аргоном
Алюминий — один из самых популярных металлов. Его широко применяют при производстве всего: начиная от посуды, заканчивая деталями в микроэлектронике. Но несмотря на свою распространенность не все новички знают, как варить алюминий. Главная особенность алюминия — оксидная пленка, покрывающая всю поверхность металла. Она является главной головной болью для новичков. Из-за нее шов получается неаккуратным и непрочным.
Как сварить черный металл аргоном
К черным металлам принято относить железо и его сплавы. Зачастую черный металл является сырьем для изготовления чугуна и различных сталей. Но бывают ситуации, когда приходится варить чистое железо. Сделать это непросто, но использование аргона значительно упрощает задачу.
Как своими руками сварить нержавейку аргоном
В этой статье мы подробно рассказываем, как варить нержавеющую сталь с помощью аргона. Нержавеющая сталь — материал непростой, со множеством нюансов. Поэтому мы рассказали обо всем, что вам нужно знать, чтобы сварить нержавейку своими руками. Также мы подробно объяснили, как подготовить металл под сварку, чтобы шов получился качественным и красивым.
Нержавеющая сталь — материал непростой, со множеством нюансов. Поэтому мы рассказали обо всем, что вам нужно знать, чтобы сварить нержавейку своими руками. Также мы подробно объяснили, как подготовить металл под сварку, чтобы шов получился качественным и красивым.
Вместо заключения
Обязательно прочтите эти статьи, чтобы узнать все особенности сварки аргоном. Ведь аргоновая сварка нержавеющей стали и алюминия есть свои нюансы, которые нужно учитывать, чтобы качество шва было удовлетворительным. Ознакомьтесь со всеми достоинствами и недостатками сварки с применением аргона, чтобы знать, в каких случаях эта технология может оправдать себя.
Если вы профессиональный мастер, то поделитесь в комментариях своим опытом сварки аргоном. Это будет полезно для многих начинающих сварщиков, которые только начинают обучаться непростому сварочному делу.
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.


Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.

Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов: легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.

Аргонная сварка основные принципы работы
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Осциллятор.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло. Оно выполняет две защитные функции : сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее . Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Как правильно варить аргоном: советы мастера
Покупая личный аппарат обратите внимание на маркировку. Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана.
Аргонная сварка | Москва, 23 км МКАД
Так как многие детали в автомобиле сделаны или изготовлены из алюминия и его сплавов, и поскольку наш сервис непосредственно занимается ремонтом, сваркой и пайкой радиаторов охлаждения, кондиционеров, масляных, и радиаторов печек, а также интеркулеров как грузовых так и легковых автомобилей, то без сварочных работ в среде аргона здесь не обойтись.
При ремонте радиаторов сварка аргоном это оптимальное решение в сочетании цена качество.
У нас можно: заварить трещины и потёки радиатора охлаждения сделанных из алюминия, его составляющих бачков — боковин и сот сердцевины.
Приварить при помощи сварки аргона отломанный патрубок горловину, а также элементы крепежа.
Изготовить по образцу, вместо пластикового бачка — боковины радиатора алюминиевый, в связи с его полным разрушение и не возможностью восстановления герметичности.
Опять же у нас можно заварить бензобак и топливный бак как легкового так и грузового авто.
Преимущество аргонной сварки перед сваркой электродуговой — это наивысшее качество сварного шва, которое достигается благодаря подаче в область сварки аргона. Аргон является инертным газом. Он не вступает ни в какие химические реакции, в отличие от кислорода, который окисляет металл, что сильно затрудняет процесс сварки и ухудшает качество шва. В процессе ремонта аргон подается в область сварки через сопло горелки и вытесняет весь воздух и, соответственно, кислород, защищая образующийся шов. Применяя аргонодуговую сварку можно варить алюминий, нержавеющую сталь, чугун и другие металлы и сплавы, используемые в автомобильной промышленности.
Если вашему автомобилю требуется заварить трещины на сотах или трубках радиатора или интеркулера, отремонтировать поддон или выхлопную систему, восстановить кронштейн или крепление, обращайтесь в наш автосервис Авто Бак.
Мы произведем ремонт любой сложности качественно и недорого.
На все виды работ и услуг по ремонту радиаторов охлаждения, бензобака или любых других деталей автомобиля даётся гарантия.
Аргонная сварка металла: особенности процесса
Аргонодуговая сварка металлов широко используется практически во всех отраслях промышленности. Изделия, полученные вследствие применения данной технологии, отличаются качеством и продолжительным сроком службы. Однако для реализации процесса требуется немало знаний и опыта, четкого понимания, какое оборудование нужно для аргонной сварки металла, каковы особенности работы и в чем заключаются требования.
Однако для реализации процесса требуется немало знаний и опыта, четкого понимания, какое оборудование нужно для аргонной сварки металла, каковы особенности работы и в чем заключаются требования.
Какие металлы можно варить аргоном?
За счет использования в процессе сварки инертной газовой среды, в которой аргон вытесняет кислород, резко снижается степень окисления соединяемых металлов. Благодаря этому металлические изделия и сплавы, структура которых имеет сходство с газами, содержащимися в воздухе, не сгорают под воздействием высокой температуры сварочной дуги или плазмы из горелки, а сплавляются.
Эта особенность инертной сварочной ванны используется в сваривании деталей из алюминия, магния, меди, бронзы, чугуна, нержавеющей стали, титана и циркония.
Особенности аргонной сварки
Сварка аргоном может выполняться в ручном режиме и автоматически. В первом случае процессом управляет сварщик. Во втором случае его заменяет автомат, следящий за подачей присадочной проволоки и состоянием сварочной дуги.
Только специалист высокого класса, знающий особенности технологии и обладающий достаточным опытом, может вручную выполнять сварку в инертной ванне.
Особенности сварки:
- выполнение всех рекомендаций по подготовке металлических изделий к сварке, тщательная очистка и обезжиривание поверхностей;
- высокие требования к величине дуги, которая контролируется местоположением электрода;
- минимум движений при создании шва с плавной подачей присадочного материала;
- контроль за состоянием инертной среды в рабочей зоне.
В настоящее время чаще всего применяется автоматическая сварка, существуют роботизированные сварочные линии. Автоматизация в разы ускоряет производственный процесс, снижает себестоимость конечной продукции и избавляет от необходимости готовить высокопрофессиональный персонал, владеющий особенностями техники сваривания.
И хотя современная сварочная техника стоит серьезных капиталовложений, количество преимуществ этой технологии и спрос на нее окупают любые издержки.
Преимущества аргонной сварки
- Возможность соединения металлов, которые в силу своих свойств в кислородной среде попросту сгорают.
- Высокое качество и надежность сварного соединения за счет минимизации риска окисления шва.
- Исключение сильного нагрева в рабочей зоне, благодаря чему отсутствует опасность деформации деталей сложной формы.
Что нужно для сварки аргоном?
Используются два типа сварочных аппаратов:
- универсальные, с помощью которых в инертной среде можно соединять все известные металлы;
- специализированные, отличающиеся повышенным качеством сварного шва, но используемые только для сваривания одного вида металлоизделий.
Оборудование первого типа более востребовано для выполнения небольших объемов работ, а также там, где отсутствует конвейерность производства и каждая деталь подвергается нескольким видам обработки.
В дополнение к сварочным агрегатам необходимо иметь контролирующий качество напряжения осциллятор, подающий сварочный ток силовой контактор, следящий за временем обдува рабочей зоны специальный регулятор. Для создания дуги используются специальная горелка, имеющая керамическое сопло и зажим для электрода из вольфрама, емкости с аргоном, а также присадочные прутки определенного размера.
Чтобы обеспечить надежную работу электросварочного оборудования, необходимо позаботиться о защите сети питания от перепадов напряжения и иных сбоев. Безопасность обеспечивается за счет использования трансформатора, выпрямителя, реле активации осциллятора и контактора, электрогазового клапана, индуктивно-емкостного защитного фильтра и амперметра.
Существует оборудование, которое изначально укомплектовано защитными контурами и требует только дополнений в виде газовой емкости, горелки и элементов управления. Цена такого готового комплекта, что очевидно, намного больше.
Цена такого готового комплекта, что очевидно, намного больше.
Выбор режимов сварки аргоном
Наряду с выбором оборудования для качественной сварки немаловажно точно подобрать ее режим. При этом следует учитывать полярность электротока, направление его движения и свойства свариваемых материалов.
Обратную полярность или переменный ток используют в сварке изделий из бериллия, магния, алюминия и иных цветных металлов. Значение напряжения устанавливается также исходя из свойств сплавов, одновременно учитывается геометрия заготовок и размеры применяемых электродов.
Режим сварки определяет и расход защитного газа, который зависит от скорости подачи присадочного материала и наличия воздушных потоков в помещении. В некоторых случаях в аргонную среду допускается подача небольшого процента кислорода, чтобы выжечь возможные шлаки. Однако важно знать, что не для всех металлов это необходимо.
Другие статьи
|
Гибка металла: основные виды и преимущества |
Рубка металла гильотиной: особенности и преимущества |
Токарная обработка металла и ее основные принципы |
Услуги аргонной сварки Сварочные работы в Санкт-Петербурге и Лен. области
У различной техники многие узлы изготовлены не из железа, а из других металлов, которые трудно сварить. В результате, если нужно заварить поддон двигателя, запаять трубку кондиционера или более сложную работу как ремонт топливного бака (ремонт бензобака), сварка радиатора приходится обращаться к услугам по аргонной сварке. Неверно думать, что узлы из алюминия, меди, нержавейки, титана не подлежат ремонту. Не нужно тратить деньги на покупку запчастей. Достаточно заварить.
Не нужно тратить деньги на покупку запчастей. Достаточно заварить.
Данный метод позволяет исключить попадания кислорода (воздуха) в сварочную ванну. Это значит, что:
- Шов получается однородным по составу, и не имеет дефектов в виде раковин.
- Соединяемые детали не перегреваются, и как следствие не повреждаются (не деформируются).
- По времени процедура более выгодна, а швы отличаются правильной геометрической формой.
- По всему периметру соединения материал имеет одинаковую глубину плавления.
Но главное, что аргонной сваркой можно соединить металлы, которые не поддаются другим способам.
Электросварка бессильна, если нужно сварить алюминий, медь, нержавейку, титан, серебро или золото. Но самостоятельно сделать это не получится. Чтобы варить аргоном нужно специализированное оборудование, сырье, знания и навыки. Поэтому нужно обращаться за услугой аргонной сварки к профессионалам, которые обладают всем перечисленным.
Сколько стоят услуги аргонной сварки?Специалисты нашей компании оперативно выполнят работы по сварке литых дисков, ремонту темплообменников, заварят рессивер и даже заварят гидравлический бак, сварят лопнувшие металлические узлы, чтобы вам не пришлось тратить деньги на покупку и замену узлов, которые еще пригодны для использования. Детали, сваренные аргонной сваркой, служат также эффективно, как и новые, так как шов является одним целым.
Цена аргонной сварки рассчитывается индивидуально.
Полное руководство — Welding Mastermind
Сварка TIG — это один из самых точных и чистых видов сварки, который вы можете практиковать, но для того, чтобы научиться это делать, также требуются большие навыки. По мере того, как вы станете более продвинутым в ремесле, вы сможете не только сделать свои сварные швы более чистыми и точнее соответствовать желаемому стилю, но и повлиять на цвет. Создание красочного сварного шва TIG становится все более популярным в эстетике.
Создание красочного сварного шва TIG становится все более популярным в эстетике.
Как сделать красочный сварной шов TIG? Сварочные швы TIG различных цветов обычно выполняются на стали.Цвет образуется из-за контакта сварочной ванны металла с кислородом. Этот процесс окисления и различные уровни воздействия тепла приводят к появлению различных цветов сварного шва. Пять основных факторов, влияющих на цветную сварку TIG:
- Угол горелки
- Охват газа
- Поглощение
- Скорость перемещения
- Ампер
Пусть эта статья станет вашим руководством по созданию красочных сварных швов TIG.Мы обсудим факторы, которые позволяют возникать этим цветам, материалы, которые вы будете использовать, и все, что вам нужно искать, чтобы сделать ваши сварные швы TIG желаемыми цветами. Существует множество областей применения, в которых желательно получить красочную сварку TIG, и мы рассмотрим их тоже!
Создание красочного сварного шва TIG
Цветная сварка TIG становится все более популярной во многих сферах сварки. Многие сварщики в социальных сетях приобрели поклонников благодаря своим красивым цветным сварочным работам TIG.Это может привнести действительно классные стилистические элементы в вашу работу или увлекательные проекты. В этом разделе мы подробно расскажем, как работают красочные сварные швы и как их создавать.
Почему при сварке TIG появляется цвет?
Сварка TIG — один из самых универсальных видов сварки, который можно использовать для различных металлов. Если вы хотите создать красочный сварной шов с помощью сварочного аппарата TIG, вам часто может потребоваться нержавеющая сталь. Вы также можете произвести этот цветной эффект на титане, но есть несколько других соображений, которые необходимо учитывать, поскольку качество может быть скомпрометировано.
В этой статье мы будем иметь в виду нержавеющую сталь, поскольку это наиболее распространенный материал, который вы будете использовать для создания этих сварных швов. Мы также не хотим перегружать себя химическим составом всего этого, но важно иметь представление о том, что является причиной цвета. Это поможет вам лучше узнать используемые методы.
При сварке TIG вольфрамовый электрод создает электрическую дугу с деталью для создания сварного шва.Он защищен инертным газом (часто аргоном) для защиты заготовки от атмосферы. При различных уровнях газового покрытия и нагрева окрашивание происходит при окислении сварного металла. Это означает, что он вступил в контакт с воздухом.
Металл с разной температурой поверхности по-разному реагирует с кислородом, вызывая изменение цвета. Более высокие температуры приведут к тому, что металл станет темнее, а другие участки станут светлее. В некоторых случаях это окисление может вызвать проблемы, связанные с коррозией.Овладение этим навыком все еще может производить сварные швы, сохраняющие их целостность.
Факторы, влияющие на цвет при сварке TIG
Теперь, когда мы знаем, что цвета, получаемые при сварке TIG, возникают в результате окисления, мы можем погрузиться в факторы, влияющие на цвет во время сварки. Наиболее важные области сварки, которые можно контролировать по цвету:
- Угол горелки: Сохранение более широкого угла сварки позволит обнажить большее количество металла в «зоне термического влияния», что приведет к окислению.Если вы прижмете сварщика к металлу (узкий и более вертикальный угол), меньшая часть металла будет подвержена этой тепловой реакции. Более широкие углы приведут к большим цветовым возможностям.
- Газовое покрытие: Газовое покрытие будет зависеть от других факторов из этого списка. Это область, в которой экран из инертного газа покрывает сварной металл. Ваша газовая линза, которая поможет обеспечить равномерное покрытие. Если оставить газовое покрытие на участке готовой сварки по мере его охлаждения, эта область останется серебристой или бесцветной.Если газовое покрытие удаляется перед охлаждением, тогда начинает формироваться цвет. Это связано со скоростью движения.
- Подвод тепла: При разном уровне тепла получаются разные цвета. Более низкие температуры приведут к более светлым цветам, таким как хром (тот же цвет, что и металлическая деталь), соломенный и желтый. Красный начинает переходить в более высокие температуры, а синий и фиолетовый будут еще сильнее. Вы знаете, что достигли слишком высокой температуры, если ваша нержавеющая сталь станет темно-серой или черной.
- Скорость движения: Более низкая скорость движения часто приводит к более высокому нагреву, поскольку воздействие на одну область длится дольше. Вам не обязательно изменять скорость движения для получения разных цветов, но это окажет влияние. Газовое покрытие и сила тока работают в сочетании со скоростью движения для создания различных уровней температуры.
- Ампер: Ампер измеряет силу электрического тока. Более низкие амплитуды потребуют больше времени в зоне, так как сила ниже.Это увеличенное время (связанное со скоростью движения) позволит проявиться большему количеству цветов по мере увеличения тепла. Сила тока и скорость движения могут работать вместе, чтобы получить эти цвета.
 Если оставить газовое покрытие на участке готовой сварки по мере его охлаждения, эта область останется серебристой или бесцветной.Если газовое покрытие удаляется перед охлаждением, тогда начинает формироваться цвет. Это связано со скоростью движения.
Если оставить газовое покрытие на участке готовой сварки по мере его охлаждения, эта область останется серебристой или бесцветной.Если газовое покрытие удаляется перед охлаждением, тогда начинает формироваться цвет. Это связано со скоростью движения.Все эти факторы вместе формируют цвет. Для получения желаемых цветов необходимо отрегулировать угол наклона и тепловложение. Скорость движения и сила тока также влияют, но их не нужно сразу регулировать, чтобы получить цветные сварные швы.
Вот диаграмма более высоких температур поверхности, связанных с разными цветами, которых вы, возможно, захотите достичь:
| Цвет | Приблизительная температура C |
| бледно-желтый | 290 |
| соломенно-желтый | 340 |
| темно-желтый | 370 |
| коричневый | 390 |
| пурпурно-коричневый | 420 |
| темно-фиолетовый | 450 |
| синий | 540 |
| темно-синий | 600 |
Эта таблица предназначена для того, чтобы показать вам, что здесь достаточно разница в цвете нержавеющей стали, нагретой при разных температурах. Эти значения не следует использовать при сварке, поскольку условия вашей рабочей среды, вероятно, отличаются от тех, которые использовались для формирования этих сравнений.
Эти значения не следует использовать при сварке, поскольку условия вашей рабочей среды, вероятно, отличаются от тех, которые использовались для формирования этих сравнений.
Оборудование и настройки, необходимые для цветной сварки TIG
Есть некоторые элементы оборудования, которые вы должны использовать или знать, когда пытаетесь сделать красочный сварной шов. Большинство из них потребуется также для обычной сварки TIG:
- Сварщик TIG: Конечно, для этой сварки вам понадобится сварщик TIG.При настройке устройства убедитесь, что вы настроены на DCEN (источник питания и настройки, которые вы будете использовать). Вы можете установить предварительный поток на 1 секунду, 10 секунд на дополнительный поток, около 85 ампер и 25 кубических футов в час для газа. Это простые отправные точки, которые можно отрегулировать в зависимости от предпочтений и вашего оборудования. Это основано на использовании аргона и работе с нержавеющей сталью.
- Газовые линзы: Как упоминалось в предыдущем разделе, газовое покрытие будет влиять на цвет, который вы можете произвести.Причины тому — разные газовые линзы. Более крупная и широкая газовая линза приведет к более яркому цвету. Это связано с тем, что эти линзы будут рассеивать газ и делать его немного более однородным, в отличие от более сильного газового покрытия, которое более сильно фокусируется на луже.
- Ножная педаль: Поскольку тепловложение является важным фактором при получении различных цветов, вы захотите использовать ножную педаль, чтобы определять количество тепла, подаваемого на сварной шов. Это даст вам оптимальный контроль, и его следует практиковать для достижения желаемых температурных диапазонов.
- Заготовка: Убедитесь, что у вас есть кусок металла, с которым можно работать. Он может различаться по форме и размеру в зависимости от цели его использования.
- Присадочный стержень: Для большинства проектов цветной сварки вам понадобится присадочный стержень. Это кусок металла, который будет использоваться для заполнения лужи, с которой вы работаете на заготовке. При сварке TIG вольфрамовым электродом не используется расплавленный металл, в отличие от других типов сварки. Это делает его точным, но при необходимости также требует наполнителя.
- Защитное оборудование: Важно отметить, что защитное оборудование должно использоваться при любом типе сварки. Сюда входят качественный рабочий шлем, сварочные перчатки, защитная одежда, закрывающая кожу, и обувь с закрытыми носками. При работе со сварщиками убедитесь, что вы не влажные, так как это может привести к поражению электрическим током.
 Это кусок металла, который будет использоваться для заполнения лужи, с которой вы работаете на заготовке. При сварке TIG вольфрамовым электродом не используется расплавленный металл, в отличие от других типов сварки. Это делает его точным, но при необходимости также требует наполнителя.
Это кусок металла, который будет использоваться для заполнения лужи, с которой вы работаете на заготовке. При сварке TIG вольфрамовым электродом не используется расплавленный металл, в отличие от других типов сварки. Это делает его точным, но при необходимости также требует наполнителя.Наличие этого оборудования гарантирует, что вы будете работать в среде, которая способствует правильной сварке со всеми необходимыми инструментами.
Техника цветной сварки TIG
У вас есть вся информация, которая влияет на цвет сварного шва. Теперь давайте применим это на практике. Чтобы добиться яркого сварного шва, используются разные методы. Вот пошаговое руководство, которому вы можете следовать, чтобы сделать красочный сварной шов TIG:
- Настройте машину: Эти настройки зависят от вашего оборудования и предпочтений. Суть в том, что вы хотите, чтобы ваш сварочный аппарат был оснащен ножной педалью, чтобы вы могли регулировать подвод тепла к сварному шву.
- Уровень нагрева: Приложите ногу к педали, чтобы дать сильный тепло и двигаться быстрее. Если вы установите низкую настройку, вам придется оставаться там дольше, и это может привести к поджариванию металла и его серому (попробуйте увеличить силу тока и скорость движения). Вам нужно дать сильный жар, чтобы образовалась лужа, затем расплавьте стержень и снимите немного тепла (меньше педали). Вы можете продолжать этот процесс, пока не овладеете им.
- Толщина: Толщина металла также влияет на цвет, поскольку она влияет на температуру.С более тонким металлом труднее работать и он быстрее перегревается. Это может привести к быстрой серой или черной нержавеющей стали, если у вас нет опыта. Начните с более толстых кусков металла, которые легче поглощают тепло.
- Держите вольфрам рядом с лужей: Старайтесь держать электрод как можно ближе к луже. Это позволит ускорить плавление и сварку без перегрева детали.
 Это может привести к быстрой серой или черной нержавеющей стали, если у вас нет опыта. Начните с более толстых кусков металла, которые легче поглощают тепло.
Это может привести к быстрой серой или черной нержавеющей стали, если у вас нет опыта. Начните с более толстых кусков металла, которые легче поглощают тепло.Сначала вы можете потренироваться без присадочного стержня на куске металла, чтобы добиться желаемых цветов.Вы захотите отметить используемые вами настройки и оценку вашей работы с учетом множества факторов, влияющих на цвет. При необходимости внесите изменения.
Цветные сварные швы TIG на практике
Цветная сварка TIG часто используется не только в качестве хобби для отработки техники, но и в реальном мире. В разных отраслях промышленности требования к цветам разные, так как они могут повлиять на целостность сварного шва.
Применение цветной сварки TIG
Существует множество вариантов применения сварки TIG с широким цветовым спектром.Цветная сварка TIG становится все более популярной сегодня как вид искусства в дополнение к практическим применениям в сварке.
- Art: Многие сварщики используют свои навыки TIG, чтобы создавать предметы из металла цвета радуги. Эти художники получили много подписчиков в социальных сетях, демонстрируя свои навыки и продавая свои работы с разными дизайнами и стилями. Скульпторы по металлу также могут использовать эту технику.
- Автомобилестроение: Сварщики могут использовать цветные сварные швы на автомобилях и мотоциклах в эстетических целях.Они не используются для скрепления важных металлических частей, но используются для усиления драматических цветов, связанных с практикой.
Допустимые цвета для сварки TIG будут зависеть от отрасли, в которой вы работаете. Для сварочных работ, требующих прочной целостности и долговечности, более темные цвета, такие как синий и фиолетовый, скорее всего, не будут приемлемы, особенно потому, что они предполагают более сильную коррозию. вероятность. Ваши светло-желтые и золотые цвета должны быть приняты.Это очень специфическая работа и отрасль.
вероятность. Ваши светло-желтые и золотые цвета должны быть приняты.Это очень специфическая работа и отрасль.
Большинство людей, которые хотят делать красочные сварные швы, делают это из соображений презентации, а не из соображений силы. Для создания «успешного» сварного шва, который будет долговечным, предпочтительнее использовать хромированные и очень светлые золотые сварные швы.
Риски, связанные с цветными сварными швами TIG
При попытке сделать красочный сварной шов TIG есть некоторые недостатки, которые могут повлиять на качество сварки. К ним относятся:
- Слишком много тепла: Желая получить более темные синие и пурпурные тона, вы можете в конечном итоге применить слишком много тепла и обжечь нержавеющую сталь.Это может привести к появлению серых и черных оттенков, а в худшем случае — прожиганию заготовки. Вам нужно будет поиграть с жарой и сначала попытаться сэкономить.
- Коррозия: Более темные цвета означают больше оксида. Это меньшая коррозионная стойкость, что может поставить под сомнение прочность сварного шва. Если коррозия может нанести ущерб выполняемой вами работе, вам не следует пытаться добиться более темных цветов сварного шва.
- Материал: если вы используете другой материал, например титан, вы все равно можете получить цветные сварные швы TIG.Вы должны знать свойства металлов, которые вы используете, так как цветные сварные швы могут иметь самые разные результаты. Воздействие окружающей среды на титан может фактически втягивать другие элементы, влияющие на качество сварки. Это может привести к тому, что сварные швы станут хрупкими, и они станут неэффективными.
Если вы хотите получить очень прочный сварной шов, цветные сварные швы TIG не будут лучшим вариантом. Некоторые из этих рисков могут привести к повреждению или разрушению сварного шва. Цветная сварка должна использоваться для ситуаций, связанных с эстетикой, когда долговечность сварного шва не должна быть самой большой проблемой.
Создание красочного сварного шва TIG
Цветная сварка TIG стала популярным видом искусства, потому что сочетание нержавеющей стали и сварочного аппарата на основе электродов дает невероятно яркие цвета. Благодаря способности создавать удивительные конструкции в стиле металлической радуги многие сварщики хотят узнать, как они могут это делать сами. Использование сварочного аппарата TIG также делает эти конструкции более точными и точными.
При использовании сварочного аппарата TIG для выполнения красочных сварных швов следует помнить об используемом оборудовании и методах, которые вы применяете для достижения наилучших результатов.Многие из этих методов различаются от сварщика к сварщику.
Главное — убедиться, что вы используете ножную педаль для управления подводом тепла и контролируете газовое покрытие, силу тока, скорость движения и угол резака для получения разных цветов. Более высокая температура окисленного металла приведет к более темным цветам, в то время как более низкие температуры производят более светлые хромовые, соломенные и золотые цвета, которые часто требуются при большинстве сварочных работ.
Благодаря большому количеству дизайнов и интересных проектов, над которыми нужно работать при выполнении красочных сварных швов, изучение того, как управлять цветом, не только позволит вам создавать интересные проекты, но также поможет вам лучше понять и научиться выбирать, когда использовать цвет. .Освоение красочной сварки может помочь вам предотвратить ее при выполнении других работ.
Для дальнейшего чтения, конечно, кроме своих постов, я рекомендую эту книгу. Отличный ресурс для развития ваших навыков TIG.
TIG против MIG — DMC PowerDMC Power
TIG против MIG
В чем разница?
Несмотря на схожесть по названию, сварка TIG и MIG имеет несколько важных отличий. Но прежде чем мы их обсудим, давайте кратко определим каждый процесс:
- Сварка MIG (металлический инертный газ) — это полностью автономная операция с фиксированным уровнем. В MIG расходная сварочная проволока наматывается через сварочную горелку одновременно и с инертным газом. Он вступает в контакт с током электрода, сжигая, плавя и сплавляя вместе основной и основной металлы. При правильной установке сварку можно производить одной рукой.
- Сварка TIG (вольфрам в инертном газе) — это процесс, в большей степени контролируемый пользователем. TIG использует вольфрамовый электрод в одной руке для подачи тока, в то время как другая рука кладет наполнитель для создания сварного шва на стыке материалов.Кроме того, для контроля уровня инертного защитного газа требуется ножная педаль.
 В MIG расходная сварочная проволока наматывается через сварочную горелку одновременно и с инертным газом. Он вступает в контакт с током электрода, сжигая, плавя и сплавляя вместе основной и основной металлы. При правильной установке сварку можно производить одной рукой.
В MIG расходная сварочная проволока наматывается через сварочную горелку одновременно и с инертным газом. Он вступает в контакт с током электрода, сжигая, плавя и сплавляя вместе основной и основной металлы. При правильной установке сварку можно производить одной рукой.Оба процесса объединяют два куска металла вместе с расходуемым наполнителем и используют инертный газ для защиты электродного тока и сварки от загрязнений. Так почему же DMC Power выбирает сварку TIG?
- TIG более точен. Все три параметра сварки (тепло, присадка и газ) контролируются независимо на постоянной основе, а не с фиксированной скоростью.Это требует больше навыков, координации и опыта, чем сварка MIG, и позволяет нам
DMC Power TIG Сварка сверху; Сварка MIG снизу конкурента
опытных сварщиков, которые будут постоянно определять вводимые параметры и настраивать каждый разъем.
- TIG более универсален . Поскольку вводы можно индивидуально контролировать, мы можем адаптироваться к различным материалам и лучше контролировать проплавление сварного шва, что позволяет укладывать идеальные валики.
- TIG прочнее. Загрязнения и пустоты являются основными проблемами качества при сварке MIG. Если не контролировать должным образом, это приведет к более слабым и менее пластичным сварным швам.
- TIG чище . Процесс сварки TIG не приводит к загрязнению воздуха и очень небольшому количеству дыма, дыма или искр. Благополучие окружающей среды, а также здоровье и безопасность нашей сварочной бригады имеют для нас первостепенное значение. Полученные в результате сварочные швы TIG не только обеспечивают лучший электрический интерфейс, но и более привлекательны с косметической точки зрения.
- MIG быстрее . Любой сварщик вам это скажет, но быстрее — не всегда лучше. Мы обнаружили, что после подготовки поверхности, очистки от брызг, шлифовки и сглаживания разница в скорости, потерянная при сварке MIG, компенсируется за счет использования более точных сварных швов TIG с самого начала.
- TIG лучше для алюминия. Из всех распространенных материалов хорошо известно, что алюминий является наиболее трудным для сварки. Все компоненты разъема DMC Power изготовлены из высококачественного алюминия 6061 и 6101, что обеспечивает чрезвычайно плоскую и гладкую поверхность перед попаданием на сварочные посты.
 Полученные в результате сварочные швы TIG не только обеспечивают лучший электрический интерфейс, но и более привлекательны с косметической точки зрения.
Полученные в результате сварочные швы TIG не только обеспечивают лучший электрический интерфейс, но и более привлекательны с косметической точки зрения.Остальные разъемы собраны из литого алюминия A356 и сварены методом MIG. Алюминий A356 по своей природе более пористый, содержит больше «плавающих» компонентов (особенно кремния) и имеет гораздо более высокую температуру плавления. Эти три фактора в сочетании с менее точными сварными швами MIG делают соединение алюминия A356 чрезвычайно трудным.
MIG — это топор, TIG — это скальпель
MIG — прекрасное решение для многих работ и материалов. В надлежащих условиях квалифицированный сварщик может быстро выполнить качественные сварные швы.
Но наши клиенты ожидают гораздо большего. И именно поэтому DMC Power использует универсальные, точные и стабильные сварные швы, которые производит TIG.
| Быстрее | МИГ |
| Очиститель | TIG |
| Высокое качество | TIG |
| Лучшее проникновение сварного шва | TIG |
| Повышенная прочность | TIG |
| Лучшая отделка | TIG |
| Больше точности | TIG |
| Лучше на алюминии | TIG |
Нажмите для увеличения
4 Основы сварки TIG с обратной продувкой (и почему следует выполнять обратную продувку) — WeldingBoss.
 com
comПоскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, совершаемых на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Если вы опытный сварщик, то знаете, что сварка TIG обеспечивает чистый, проникающий, качественный шов, который добавляет прочности и однородный внешний вид сварному шву. Задняя продувка обеспечивает те же профессиональные результаты на задней стороне полых объектов, таких как трубы, трубы или цилиндры, до которых не может достать резак.Обратная очистка — это простой процесс, и всего за несколько дополнительных шагов вы получите такие же качественные результаты как внутри вашего проекта, так и снаружи.
Как выполнить обратную продувку при сварке TIG.
- Во-первых, вам нужно загерметизировать оба конца трубы, над которой вы работаете. Вы можете купить блоки или дамбы или сделать свои собственные.
- На одном конце прикрепите уплотнение с трубкой, подсоединенной к баллону с аргоном.
- Закройте другой конец уплотнением, которое будет пропускать кислород, но не дает аргону улетучиваться.
- Поддерживайте поток аргона во время сварки, используя две отдельные линии от баллона с аргоном. Настоятельно рекомендуется использовать двойной регулятор, но обратную продувку можно выполнить и без него.
Использовать обратную продувку или не выполнять обратную продувку зависит от типа используемого металла и метода сварки. Стоимость и время также могут быть проблемой, когда дело доходит до принятия решения об отмене продувки. Это руководство, объясняющее, как можно добиться качественных результатов при обратной очистке и при этом не выходить за рамки бюджета.
Когда следует выполнять продувку сварного шва TIG снова?
При сварке коррозионно-стойкого металла сварной шов подвергается окислению. К коррозионно-стойким металлам относятся:
К коррозионно-стойким металлам относятся:
- нержавеющая сталь
- титан
- никель
- цирконий
Когда металл подвергается окислению, он перестает быть коррозионно-стойким, а сварной шов ослабляет общую структуру трубы или трубка. При сварке TIG аргон или другой газ, например гелий, протекает через сварочную чашку, заполняя шов и выталкивая кислород.Это предотвращает окисление на верхней поверхности, но при этом остается незащищенной нижняя сторона.
Обычно обратная продувка используется для полых объектов, таких как трубы и трубки. Обратная продувка, вероятно, будет хорошим выбором в любом месте, где ваш резак не может достать, но вы хотите убедиться, что ваш сварной шов:
- прочный
- гладкий
- коррозионно-стойкий
Обратная продувка обычно используется с металлами, такими как аустенитная нержавеющая сталь , но обратная продувка — хорошая идея в любое время, когда вам нужно обеспечить надежность сварного шва.
Вот отличное видео, в котором объясняются входы и выходы обратной продувки при сварке TIG:
Что такое сварка TIG?
Прежде всего, если вам нужно подробно изучить сварку TIG, обязательно ознакомьтесь с нашей статьей о том, что это такое и почему она здесь используется.
В 1940-х годах методы сварки, которые использовались в то время, не работали при комбинировании различных сплавов, таких как алюминий и магний. Рассел Мередит из Northrop Aircraft в Южной Калифорнии разработал процесс гелиарной сварки с использованием вольфрамового электрода и гелия в качестве защитного газа.Позже это стало известно как сварка вольфрамовым электродом в среде инертного газа (TIG). Вы также можете знать это как газовая вольфрамовая дуговая сварка (GATW) или сварка плавлением. Неважно, как вы это называете, это все тот же процесс сварки.
Сварка TIG часто используется для изготовления полых предметов. Речь идет о:
- Трубах
- Трубах
- Цилиндрах
- Любых полых объектах, недоступных для горелки.

Сварка TIG лучше всего подходит для соединения более тонких металлов. Это придает сварному шву более гладкий внешний вид.Поскольку сварочные швы TIG более гладкие, надежные и устойчивые к коррозии, этот процесс используется в атомной промышленности, где жизненно важна постоянная надежность. Сварка TIG также используется в пищевой, фармацевтической и автомобильной промышленности, где качественный сварной шов важен для целостности всей системы.
Прочный, ровный шов, получаемый при сварке TIG, именно поэтому так важна обратная продувка. Задняя продувка обеспечивает такую же гладкость внутри, как и снаружи. Когда вы делаете корневой проход, ваша чашка обеспечивает защитный газ, который дает вам исключительный сварной шов снаружи.
Без того же газа для защиты и защиты изнаночной стороны сварного шва присадочный материал и оголенный металл будут пузыриться и трескаться, создавая грязный сварной шов.
Такой грязный сварной шов внутри трубы или трубки ослабляет его и делает более уязвимым для трещин или утечек. Ямы внутри также могут задерживать бактерии, что означает, что потребуется больше обслуживания, чтобы поддерживать его в чистоте и в соответствии с кодом. Кроме того, грубая поверхность может повлиять на скорость потока всего, что через нее перекачивается. Состояние, которое вызывает эту неприятную ситуацию, называется осаждением углерода, но вы можете знать его как
- шугаринг
- грануляция
- приготовление
- распад сварного шва
Как бы вы это ни называли, обратная продувка сглаживает и герметизирует нижнюю сторону сварного шва, практически устраняя эти проблемы.
Инструменты для обратной продувки сварного шва TIG.
Вам понадобится несколько инструментов, чтобы начать продувку спины.
- Источник инертного газа
- Регулятор или система измерения
- Устройство для герметизации концов
1.
 Источник инертного газа
Источник инертного газаЧаще всего используется аргон. Другие газы, такие как гелий и азот, можно использовать отдельно или добавлять к смеси аргона для улучшения результатов, если это необходимо.При обратной продувке можно использовать аргон, а также азот и гелий. Какой газ вы используете для продувки спины, будет зависеть от типа металла, который вы используете.
Согласно отчету AWS (Американского сварочного общества) за 1975 год, нет существенной разницы между использованием азота или аргона при сварке. Гелий дороже аргона, но он лучше работает с более толстыми металлами. Поскольку гелий можно использовать при более высоких температурах, он может позволить вам работать быстрее. Sandvik дает несколько хороших рекомендаций по выбору защитных газов.
2.A Регулятор или измерительная система
Предлагается двойной расходомер, но вы можете использовать Y-образное соединение от резервуара с аргоном. Расходомер даст вам точные показания, чтобы убедиться, что газ охватывает сварной шов. Вы хотите, чтобы давление внутри трубы было больше, чем снаружи. Скорость потока при обратной продувке составляет около 40 кубических футов в час (кубических футов в час), а скорость потока горелки — около 10 кубических футов в час. Соотношение обычно 4: 1. Проверьте правильность расхода в соответствии с требованиями AWS или рабочими спецификациями.
3. Что-то для герметизации концов
Обратная продувка выталкивает атмосферный газ (кислород) и заменяет его инертным газом (аргоном). Вам нужно каким-то образом вывести кислород и не впускать его обратно. Вам также нужно, чтобы аргон оставался на месте и течь. Чтобы газ оставался на месте, вам нужно прикрыть концы области, над которой вы работаете. Лучшая плотина может дать вам лучший контроль над расходом и уменьшить количество газа, необходимого для обратной продувки.
Шаги по обратной продувке сварного шва TIG
Теперь, когда вы собрали инструменты, вам еще предстоит кое-что сделать, прежде чем начинать сварку.
- Prep
- Match your selection
- Заблокируйте концы для улавливания газа
- Сделайте путь выхода
- Приварите детали
-
- 9005 и приготовьтесь Идите
1.Prep
Очистите и обезжирьте всю зону, где вы будете работать, внутри и снаружи. Не забудьте очистить концы, где будет плотина. Для очистки поверхностей можно использовать следующие химические вещества:
- Ацетон
- изопропиловый спирт
- Коммерческие чистящие средства
Эти химические вещества являются агрессивными, поэтому при работе с ними обязательно надевайте перчатки.Избегайте чистящих растворов, содержащих хлор и абразивные вещества, такие как стальная вата. Хлор вступает в реакцию с некоторыми металлами, и стальная вата может загрязнить металлическую поверхность. Помните, чем лучше чистота, тем лучше будет сварной шов.
2. Совместите секции
Проверьте и дважды проверьте соответствие деталей. Вам нужна гладкая, равномерная посадка. Отшлифуйте детали так, чтобы детали плотно стыковались друг с другом. Удалите все неровности или лишний материал, чтобы шов был надежным и плотным. Обязательно протрите каждый конец ацетоном, чтобы удалить все загрязнения.Лучшая подгонка шва теперь еще больше обеспечит долговечность и гладкость сварного шва, особенно задней продувки.
3. Заблокируйте концы для улавливания газа
Вам понадобится заглушка с трубкой для подсоединения одного конца к бензобаку. С другой стороны, вам понадобится какая-то дамба. Плотина может быть чем угодно. Вы можете купить один из множества вариантов, доступных на рынке, или можете импровизировать и самостоятельно сделать обратную продувочную дамбу.
Давайте посмотрим на некоторые из доступных вариантов.
- Заглушки для продувки -Эти заглушки действуют как заглушка, надежно устанавливаясь внутри трубы.
- Dam Paper — Также известный как чистящая бумага, этот материал поставляется предварительно нарезанным или продается в листах. Этот продукт растворим в воде, и его можно вымыть после чистки спины.
- Dam Film — Та же идея, что и плотинная бумага. Пленка позволяет вам видеть процесс сварки изнутри. Когда вы закончите, промойте его водой или паром.
- Надувные баллоны для продувки -Поскольку эти дамбы надуваются, их можно регулировать, когда они помещаются внутрь трубы.Обычно соединенные трубкой, они могут уменьшить площадь, которую необходимо заполнить газообразным аргоном.
- Purge Box — Используется для сварки мелких деталей, которые трудно запечатать, и обратной продувки. Коробка для продувки обеспечивает полное экранирование аргоном, что позволяет выполнять продувку даже самых мелких предметов или самых неудобных углов. Ящики для продувки коммерчески доступны, но если вы хотите, в Интернете есть инструкции по их созданию.
- Алюминиевая лента — Алюминиевая лента, специально разработанная для сварки, не содержит галогенов и термостойкая.
- Другие варианты — Сварщики использовали все, от алюминиевой фольги до резиновых перчаток, чтобы создать дамбу. Какой бы материал вы ни использовали для продувки спины, убедитесь, что он термостойкий и не содержит загрязняющих веществ, таких как галогены и другие металлы.

Вот классное видео, показывающее, как именно один парень использует алюминиевую фольгу (для ограниченного бюджета):
4. Сделайте путь эвакуации
Какой бы тип блока вы не использовали для создания уплотнения для продувки спины, вам понадобится иметь какое-то вентиляционное отверстие для выхода атмосферного газа.Вентиляция важна. Если у вас нет выхода кислорода, газы смешиваются и накапливаются. Они попытаются выбраться через единственное отверстие, которое будет сварным швом, над которым вы работаете, и, возможно, вызовут взрыв.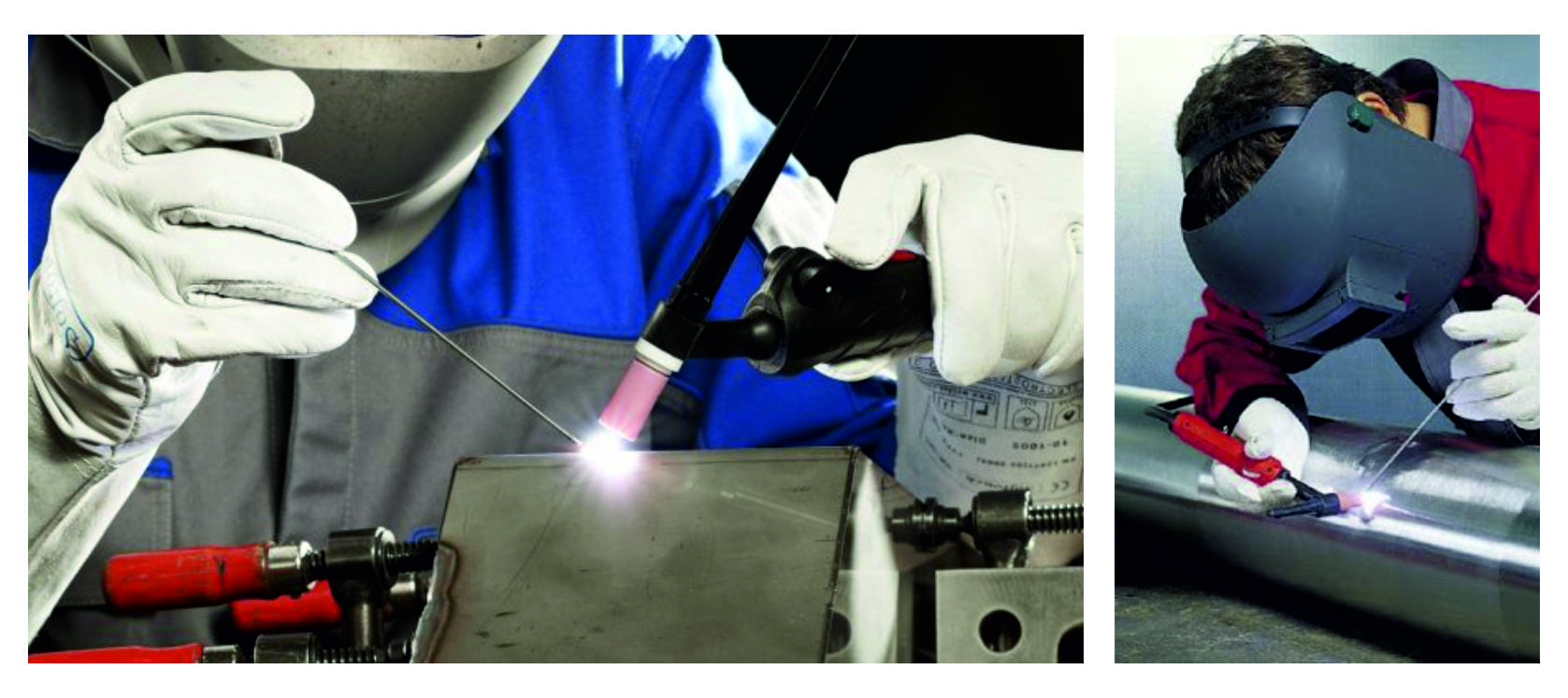
5. Приварите детали прихваточным швом на месте
Вы не хотите, чтобы детали двигались во время сварки. Сделайте несколько небольших прихваточных швов, расположенных по диаметру объекта, чтобы все оставалось на месте, пока вы выполняете последний корневой шов. Будьте осторожны, не добавляйте слишком много прихваточных швов, так как они могут вызвать разрушение сварного шва еще до того, как вы начнете.
6. Подготовьтесь к работе
Перед началом сварки газовую камеру необходимо заполнить аргоном. Потерпи. Включите газовый регулятор и подождите около 30 секунд, пока камера полностью заполнится аргоном. Помните, что аргон — тяжелый газ и наполняется снизу вверх. Если вы используете гелий, более легкий газ, он будет поступать сверху. Используйте свой расходомер, чтобы убедиться, что у вас правильный уровень.
7.And Go
Когда газ полностью заполнил камеру, внутренняя часть трубки должна быть защищена и готова для начала сварки и обратной продувки.
Почему при сварке TIG необходима обратная продувка?
Нержавеющие стали и сплавы с титаном, никелем и цирконием при нагревании до высоких уровней реагируют, среди прочего, на воду, жир и газы, свободно плавающие в окружающей среде. Эта реакция заставляет наполнитель, используемый в сварном шве, смешиваться с загрязнением и окисляться или сахар. Загрязненный сварной шов создает некрасивую слабую поверхность, влияющую на целостность сварного шва.
Сварка TIG обеспечивает постоянный экран при сварке с верхней стороны.Метод TIG отлично подходит для внешней части сварного шва. Он не только делает сварной шов более прочным, но и хорошо выглядит, но только снаружи; ту сторону, которую вы видите.
Чтобы получить более прочный и надежный сварной шов, такой же гладкий как внутри, так и снаружи, вам необходимо создать такую же экранирующую среду как внутри, так и снаружи. Задняя продувка защищает нижнюю сторону сварного шва от элементов окружающей атмосферы. Это дает корневому шву более прочный шов и более гладкую поверхность с обеих сторон.
Это дает корневому шву более прочный шов и более гладкую поверхность с обеих сторон.
При продувке с обратной стороны, такая же ровная отделка, которая видна снаружи, создается на внутренней стороне шва. Это способствует лучшему сварному шву, что приводит к лучшей скорости потока и практически исключает вероятность загрязнения.
Альтернативы продувке спины
Для некоторых людей это не важно. Если они не видят плохой сварной шов, зачем его исправлять? Иногда использование газа для обратной продувки может быть не лучшим или самым экономичным выбором. Ни то, ни другое не является веской причиной не поддерживать чистку.Существует несколько альтернатив использованию газообразного аргона для обратной продувки. Ниже перечислены несколько вариантов. Какой метод вы используете, зависит от того, как будет использоваться ваш проект. Как и в любом другом проекте, вы должны убедиться, что конечный продукт тщательно очищен и все остатки удалены.
- Сварочный флюс — флюс (представляет собой мелкодисперсный порошок , который смешивают с метанолом для создания пасты. Паста наносится на обратную сторону корневого шва. Если вы выберете этот метод, имейте в виду, что процесс сварки прекратится шлак на обратной стороне сварного шва.Вам нужно убедиться, что он удален, а сварной шов тщательно очищен. Solar Flux выпускается в двух разных формах. Тип I используется для сварки жаропрочных сплавов с высоким содержанием никеля. Тип B используется для сварки легированных сталей и нержавеющих сталей.
- Проволока с флюсовым покрытием — Эти провода бывают двух версий. Самозащитная порошковая проволока (FCAW-S) выделяет собственный газ во время сварки. Порошковая проволока с защитным газом (FCAW-G) требует внешнего газового экрана. Оба образуют шлак, который необходимо счистить.
- Лента для сварных швов с изоляцией из стекловолокна . Эта алюминиевая лента имеет центр из стекловолокна, который создает щит вокруг сварного шва. Лента проста в использовании. Вы просто закрываете корневую щель лентой. Стекловолокно создает уплотнение, которое не пропускает кислород или другие атмосферные газы, предотвращая окисление и распад сварного шва.
 Лента проста в использовании. Вы просто закрываете корневую щель лентой. Стекловолокно создает уплотнение, которое не пропускает кислород или другие атмосферные газы, предотвращая окисление и распад сварного шва.
Лента проста в использовании. Вы просто закрываете корневую щель лентой. Стекловолокно создает уплотнение, которое не пропускает кислород или другие атмосферные газы, предотвращая окисление и распад сварного шва.Преимущества обратной продувки
- Обратная продувка обеспечивает полное проникновение корневого зазора.Это, в свою очередь, приводит к более прочному сварному шву.
- Металлы и элементы, смешанные со сплавами нержавеющей стали , могут вступать в реакцию с теплом и другими атмосферными газами. Это вызывает пористость сварного шва, делая его слабым. Защитный экран из аргона, используемый при продувке задней стенки, предотвращает это.
- Обратная продувка устраняет лишних часов работы.
- Обратная продувка дает сварному шву гладкую поверхность , обеспечивая постоянную скорость потока.
- Гладкая внутренняя поверхность, обеспечиваемая продувкой задней части , предотвращает образование щелей и отверстий, в которых могут скрываться бактерии и другие загрязнения.
- Обратная продувка предотвращает зазоры и утечки , которые могут вызвать растрескивание и поломку.
Обратная продувка укрепляет весь сварной шов. Коррозионно-стойкие металлы, такие как
- нержавеющая сталь
- титан
- никель
- цирконий
, являются коррозионно-стойкими только при условии, что основной металл чистый, чистый и незагрязненный. Защитный поток инертного газа, будь то аргон, гелий или азот, при сварке TIG защищает поверхностный корневой шов, но оставляет незащищенными нижнюю поверхность.Это легко исправить на плоских поверхностях. Полые предметы, такие как трубы и трубы, подвержены окислению на скрытой нижней стороне. Без обратной продувки сварной шов выглядит великолепно снаружи, но в конечном итоге выйдет из строя.
Если вы не уверены, какие металлы нуждаются в обратной продувке, вам всегда следует обращаться к WPS (Спецификации процедуры сварки) за спецификациями кодирования и инструкциями.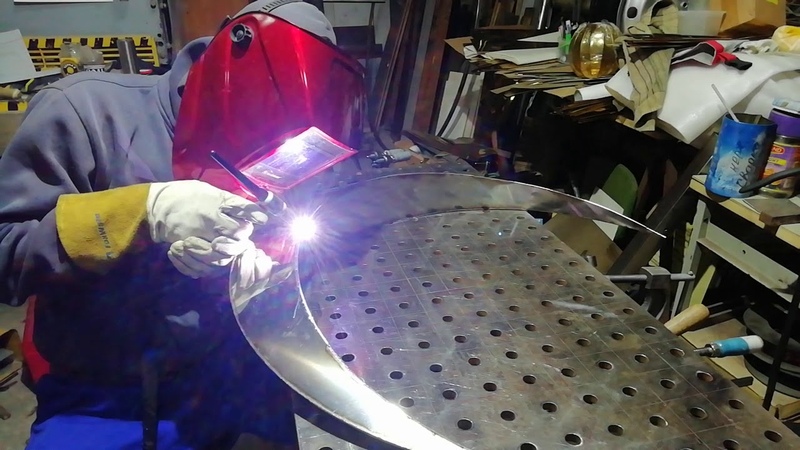 Подготовка к обратной продувке занимает немного больше времени и может изначально увеличить стоимость проекта. Однако качество и надежность всей работы окупятся.
Подготовка к обратной продувке занимает немного больше времени и может изначально увеличить стоимость проекта. Однако качество и надежность всей работы окупятся.
Что можно приготовить при аргонной сварке. Как варить нержавеющую сталь вольфрамовым электродом? Основные принципы сварки
Сварка аргоном широко применяется при соединении различных металлических сплавов: она применяется для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Эти металлы сложны, и сварка аргоном — один из немногих способов их эффективного соединения. Его можно использовать для сварки труб, деталей или декоративных предметов.
Технология аргонной сварки — сложный процесс и не подойдет новичкам.Сварку лучше начинать с материалов, которые проще цветных металлов.
Если у вас есть опыт в сварке, то вы можете попробовать этот способ своими руками и существенно сэкономить на найме специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление необходимо для работы, и как работать с разными типами металлов (как трубы, диски и прочая нержавеющая сталь , латунь, сталь и др.обрабатываются).
В результате вы можете повторить весь процесс самостоятельно, а видео и фотографии сделают вашу работу проще.
Технология и принцип аргонодуговой сварки — это симбиоз, включающий элементы, присущие электродуговой и газовой сварке.
Процесс сочетает в себе использование электрической дуги с электросваркой, а наличие газа и аналогичный принцип действия взяты из метода газовой сварки.
Принцип действия аргонодуговой дуги заключается в том, что дуга нагревается и приобретает способность плавить кромку нержавеющей стали, труб, дисков и других металлических стыков — это основа всей технологии работы.
Наличие газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления или воздействию примесей и кислорода — это влияет на качество сварного шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то работать с ним без аргона практически невозможно, так как он воспламеняется под действием кислорода.
Сварка в атмосфере аргона качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, улучшает качество шва, а также способствует сохранению всех физических характеристик металла и полностью соответствует ГОСТу.
Кроме того, расход аргона при сварке в таком виде ниже, чем при работе с другим сварочным оборудованием.
Аргон весит на 38% больше кислорода, благодаря чему он может вытеснять его из рабочей зоны и защищать ванну в рабочей среде от внешних воздействий.
Газ необходимо подавать в рабочую зону перед зажиганием дуги не позднее, чем за 20 секунд, а прекращать подачу через 10 секунд, когда процесс закончится.
Аргон — инертный газ, поэтому он не соединяется с внешними газами или сплавами металл-сталь в окружающей среде.
При работе с аргоном своими руками следует помнить, что после подачи газа пространство насыщается электроном, который превращает среду аргона в проводник электричества.
Сварка аргоном включает метод воздействия на материал электродом, который может быть двух типов: расходным и неплавящимся.
Если вы решили сваривать неплавящимся электродом, то для этого используется вольфрамовый предмет, потому что он самый тугоплавкий из всех материалов.Из него, например, делают нити накаливания, которые помещают в лампы.
Размер и тип электрода зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавеющей стали, латуни, титана и т. -направляемый электрод к материалу.
Размер и характеристики складываются из энергии, потребляемой электродом, которая будет израсходована во время работы.
Технология аргонодуговой сварки выполняется в трех вариантах: ручная сварка неплавящимся электродом (РАД), автоматическая аргонодуговая сварка неплавящимся электродом (ААД), автоматическая аргонодуговая сварка неплавящимся электродом. электрод (AADP).
электрод (AADP).
Если вы собираетесь приобрести готовый аппарат для работы, то выбирайте модели типа TIG — этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной атмосфере.
Устройство полностью соответствует ГОСТу.
Как это работает?
Для сварки вам понадобится специальное оборудование, например горелка.
Горелка, предназначенная для сварки в атмосфере аргона, оснащена вольфрамовым неплавящимся электродом — основной частью, благодаря которой работает аппарат.
Электрод находится вне корпуса прибора (примерно 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно использовать электроды разного размера — держатель способен фиксировать их все.
Однако размер электрода выбирается в соответствии с обрабатываемым металлом, и от этого также зависит потребление энергии при эксплуатации.
Внутри рядом с электродом находится керамическая насадка — она надевается так, чтобы охватить электрод.С помощью форсунки в рабочую зону будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно нужна добавка для работы своими руками, а иначе присадочная проволока — она изготовлена из такого же материала, как и металлические заготовки.
Диаметр присадочной проволоки также должен соответствовать обрабатываемому металлу — его точный размер можно узнать в специальной таблице.
Ручная сварка в среде аргона — самый доступный метод, который легко повторить сами новички.
В этом случае сварщик должен держать присадочную проволоку и горелку.
Перед тем, как приступить к сварке, необходимо обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистка может производиться механическим или химическим способом, в зависимости от ваших предпочтений и возможностей.
Первый этап сварки такой же, как и в процессе дуговой сварки: к обрабатываемой детали необходимо приложить «массу».
Если вы обрабатываете мелкие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где выполняется работа.
При этом способе сварки проволока в электрической цепи отсутствует и будет подана отдельно чуть позже.
Резак следует закрепить в одной руке мастера, а проволоку — в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ необходимо подавать раньше — за 20 секунд до старта. При выборе силы тока и давления вам необходимо сосредоточиться на типе обрабатываемого материала или на вашем прошлом опыте самостоятельной работы.
Горелка с электродом должна располагаться очень близко к обрабатываемому материалу — на расстоянии около 2 мм друг от друга.
На таком расстоянии между металлом и электродом появится электрическая дуга, способная оплавить край деталей, достаточно просто направить ее в нужном направлении.
За всем процессом сварки можно проследить видео для начинающих — посмотрите его перед тем, как начать своими руками.
Такая близость электрода к металлу объясняется тем, что в этом случае получается короткая дуга, и от этого зависит, насколько глубоко будет расплавлена часть стали, нержавеющей стали или другого материала.
Если дуга большая, то шов получится очень широким и некрасивым, особенно при покрытии труб, дисков или декоративных предметов из нержавеющей стали, латуни и т. Д.
Помимо эстетического фактора, большой шов снижает эффективность сварки — чем он больше, тем менее стабильно и больше в нем напряжения.
Присадочная проволока подается в рабочую зону медленными, постепенными движениями: резак должен двигаться вдоль шва, избегая пересечения шва поперек.
Качество шва зависит от того, насколько хорошо работает оборудование, а также от навыков мастера: чем плавнее и точнее будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавеющая сталь, латунь или другие металлы.
Если проволока проходит через оборудование слишком резко, металл вылетает наружу и причиняет травму.
Не так-то просто правильно воспроизвести технологию аргонной сварки своими руками, если вы никогда этого не делали — плавные и точные движения достигаются только практикой.
Однако не стоит начинать изучать аргонную сварку, потому что это очень сложный процесс.
При работе лучше всего располагать провод перед горелкой.
Резак и провод должны располагаться под углом к рабочей зоне, чтобы шов был прямым и уже.
Для зажигания дуги при сварке потребуется специальное оборудование — генератор колебаний.
Он посылает импульсы с высоким напряжением на электроды, которые отвечают за ионизацию дугового промежутка.
Обычное сетевое напряжение 220 В, с этой мощностью генератор способен преобразовывать и подавать напряжение до 6000 В при поддержании частоты до 500 кГц.Благодаря этой мощности зажигание электрода происходит быстро и легко.
Оборудование, соответствующее ГОСТу, является единственным способом правильно зажечь электрод, так как воспламенение электрода с свариваемой поверхности запрещено — из-за высокого потенциала ионизации, который при таком способе зажигания приведет к загрязнению электрода. металл труб, диски из стали, латуни и других материалов.
Особенности сварочных аппаратов и режимов сварки
Для аргонной сварки требуется специальный аппарат, соответствующий ГОСТу.
Обычно оборудование изготавливается путем усовершенствования классического аппарата для дуговой сварки, к которому добавляется дополнительное оборудование для выполнения аргонной сварки.
Для работы необходимо следующее оборудование:
- трансформатор для сварки с напряжением холостого хода не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения на горелку;
- осциллятор;
- Регулятор времени продувки.
Поскольку газ для работы по ГОСТу необходимо подавать за 20 секунд до его запуска, необходим аппарат, который мог бы регулировать этот процесс.
Также в процессе вам понадобятся:
- горелка;
- баллон с редуктором, содержащим аргон;
- электродов;
- трансформатор подходящего размера;
- амперметр, отвечающий за питание;
- аккумулятор и другое оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТу (какие условия прописывает ГОСТ, вы можете посмотреть в специальной литературе).
Собрав своими руками, вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Стоимость денег в этом случае будет намного ниже, и при наличии необходимых знаний можно усовершенствовать устройство, чтобы снизить его расход при эксплуатации.
Рабочий режим и давление питания очень важны, когда вы начинаете работу.
Как работать с разными металлами, посмотрите видео, прежде чем приступить к своим действиям.
Выбор правильного режима поможет снизить давление и потребление энергии во время работы.
Давление и другие показатели зависят от типа обрабатываемого металла (сталь, латунь, нержавеющая сталь и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварку меди с аргоном, а также стали и ее сплавов обычно проводят в режиме постоянного тока с прямой полярностью.
Сварка чугуна аргоном и сварка титана производятся в одинаковых условиях, давление при сварке чугуна аргоном и титаном тоже одинаковое, но для сварки алюминия, бериллия, магния лучше использовать обратную полярность и чередование. ток, потому что эти индикаторы лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление необходимо для чугуна, титана, алюминия и других металлов можно узнать в специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугун, титан, алюминий и др.), Все эти значения можно найти в таблице.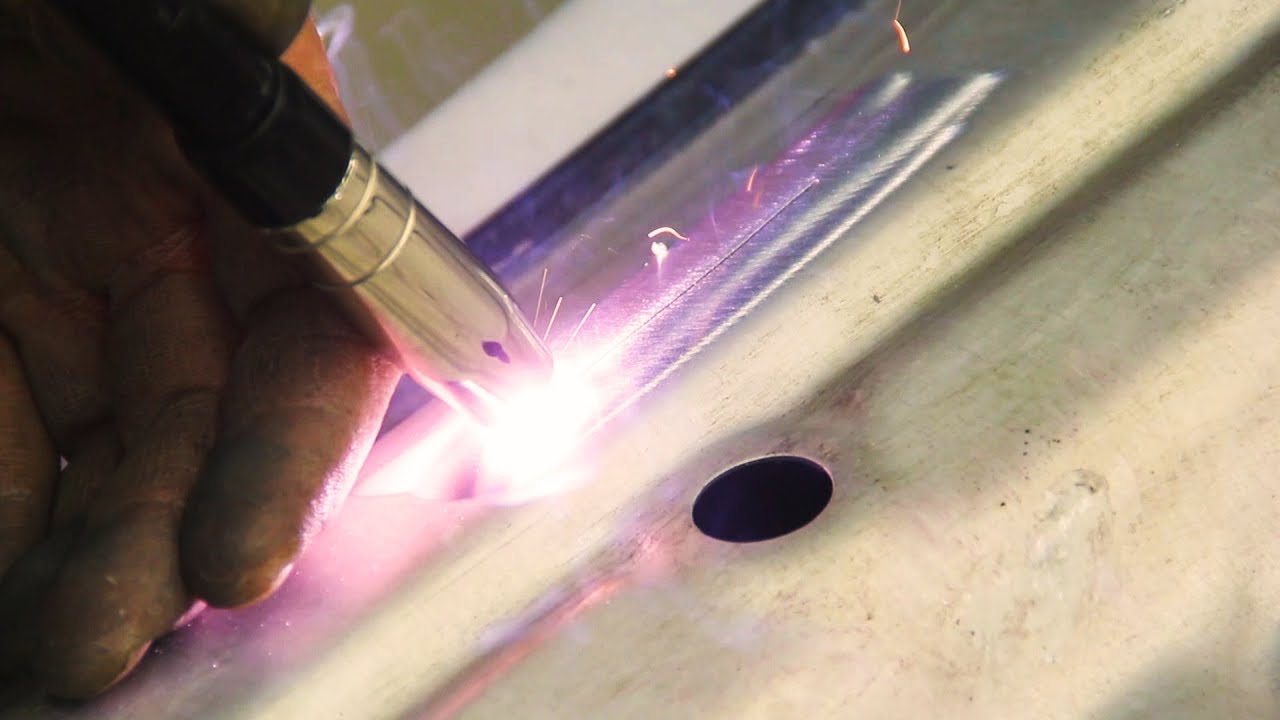
Опытным мастерам разрешено поэкспериментировать с силой тока и выбрать ее самостоятельно, используя опыт и знания. Количество потребляемого аргона зависит от того, насколько быстро движется воздух.
В помещении он минимальный, а на открытом воздухе — самый высокий.
Если работа ведется на постоянном токе, то тепло на аноде и катоде отводится неравномерно: в первом случае этот показатель составляет 30%, а во втором — 70%.
Электродом лучше всего работать на прямой полярности, так как в этом случае он лучше нагреется и сможет качественно расплавить нужную площадь детали, а потребление энергии будет ниже.
Посмотрите весь процесс сварки чугуна и титана аргоном на видео и фото — эти уроки объяснят вам, как работать с разными материалами, а также основные этапы работы.
Оглядываясь назад, можно увидеть большое количество изделий из нержавеющих сталей, меди и бронзы, алюминия и их сплавов. В отличие от обычного железа эти металлы имеют свои особенности.
Сварка аргоном — лучший способ ремонта металлов и сплавов с уникальными свойствами.Для работы вам понадобится газовый баллон, специальное оборудование и определенные технические навыки.
Сварка в аргоне — это газовая сварка, совмещенная с дуговой сваркой. Термоядерный синтез осуществляется в поле электрической дуги в атмосфере инертного газа. Почему ты не можешь делать это как обычно в воздухе?
Дело в том, что кислород воздуха активно окисляет вещества сплава. Продукты окисления попадают в шов, разрыхляя его. Пузырьки воздуха могут попасть в образовавшиеся поры, что в конечном итоге ухудшит качество шва.Оказывается, готовить в принципе можно, но связь будет очень слабой.
Чтобы избежать негативных последствий, была разработана технология аргонной сварки. Инертная атмосфера полностью исключает возможность окисления. Относительная молекулярная масса аргона составляет 40 а.е.м.
Воздух не может присутствовать в сварочной ванне даже в остаточных количествах. Сварка аргоном гарантирует прочность и долговечность шва.
Сварка аргоном гарантирует прочность и долговечность шва.
Для работы в аргоне можно использовать расходные или неизменные электроды.Не плавится при температуре вольфрамовой дуги. Тип и диаметры электродов подбираются по таблицам из справочников. Основным показателем, определяющим выбор электродов, являются легированные материалы.
Различные технологии
Чаще всего приходится работать со сталями с разным содержанием добавок и алюминиевыми сплавами. Рассмотрим международную классификацию видов аргонной сварки, применяемых для этих материалов:
- Сварка мМА выполняется вручную в поле электрической дуги, образованном электродом с покрытием.При переменном токе таким способом можно сваривать только углеродистую сталь. При постоянном токе — как углеродистая, так и нержавеющая сталь, а также алюминий и его сплавы; Сварка
- TIG выполняется вручную в аргоне или другом инертном газе с вольфрамовым электродом. При переменном токе таким способом можно готовить только алюминий и его сплавы. У постоянных — углеродистая и нержавеющая сталь; Сварка
- mIG — это полуавтоматическая сварка плавящейся проволокой. В технологии используется переменный ток.Сварке подлежат как сталь, так и алюминий со сплавами.
В русскоязычном информационном пространстве параллельно с международной терминологией часто используется национальная классификация.
Это вполне оправдано и понятно. Технологические подходы во многих странах различаются, что влечет за собой различия в терминологии и сокращениях.
Отечественная терминология
В отечественной технической литературе может встречаться несколько иная терминология, связанная со сваркой в аргоне.Существуют также государственные стандарты, которые описывают требования к производительности процессов.
Аббревиатура RAD означает ручную дуговую сварку в аргоне неплавящимся электродом.
Аббревиатура AMA означает автоматический тип аргонодуговой сварки неплавящимся электродом.
Все варианты автоматической сварки плавящимися электродами объединены аббревиатурой AADP.
Эксперты легко ориентируются в терминологии. Начинающим мастерам предстоит изучить необходимый метод, запомнить его название и овладеть техникой.
Специалисты при работе на производстве с аргоном и другими газами руководствуются едиными государственными требованиями. Их исполнение обязательно при строгом контроле.
ГОСТ 14771 нормирует виды, характер швов, толщину свариваемых деталей из нержавеющих сплавов на основе железа и никеля. Стандарт содержит требования по работе с неплавящимися электродами с добавками и без них, а также с расходуемыми электродами.
В последнем случае добавки не нужны.Аргонодуговая сварка — это вид сварки в инертной атмосфере, указанный в настоящем ГОСТе.
Необходимое оборудование
Для аргонной сварки потребуется комплект оборудования, отличный от стандартного, используемого для традиционной сварки на воздухе. Необходимо обеспечить подачу аргона, отрегулировать режим его подачи, иметь источник тока и устройства для зажигания дуги. Ручная сварка TIG может выполняться с помощью следующего простейшего набора:
- горелки;
- специальная насадка для горелки;
- трансформатор, питающий ток от сети;
- генератор для зажигания дуги;
- регулятор продолжительности подачи аргона в рабочую зону;
- баллон газовый, обязательно с редуктором;
- комплект электродов; Присадочная проволока
- ;
- защитная одежда и очки;
- некоторые дополнительные устройства.
Назначение всего необходимого понятно и не требует комментариев. Следует обратить внимание на необходимость осциллятора. При обычной сварке в атмосфере воздуха достаточно прикоснуться к поверхности металла, чтобы зажечь электрическую дугу. При аргонной сварке дуга таким образом не зажигается. Осциллятор необходим для запуска процесса.
Готовый прибор для сварки TIG очень прост в использовании. При покупке нужно обращать внимание на его предназначение. Устройство переменного тока подходит для работы с алюминиевыми сплавами.Обозначается буквами AC.
Для стальных сплавов разработан блок питания постоянного тока. Обозначается DC. Если вы планируете постоянно ремонтировать различные металлические детали, рекомендуется приобрести универсальный прибор. Может работать в обоих режимах, легко совмещается с центральной электросетью.
При покупке готового устройства дополнительно потребуется купить только баллон с аргоном, расходомер, шланги для подключения баллона. Все остальные устройства встроены в агрегат.
Особенности процесса
Возможности аргонной сварки великолепны. Работа с каждым конкретным металлом имеет особенности, без которых невозможно получить хороший шов.
Оксидная пленка всегда присутствует на поверхности алюминиевых изделий. На воздухе очень быстро окисляется. Даже если этот слой счистить механически, в течение нескольких минут образуется новый.
Оксид алюминия — очень тугоплавкое вещество. Разрушить оксидную пленку на поверхности детали можно, подав переменный ток или соединение с обратной полярностью.
В этом случае аргон не только создает инертную среду, но и разрушает оксиды. Расход аргона при работе с тонкими деталями составляет 6 л / мин, с толстыми (более 5 мм) — до 15 л / мин.
Может производиться с добавками для стержней из нержавеющей стали или без них. Угол наклона электрода при варке без добавки 90 ° С.
Сварка стержнем осуществляется наклонным электродом. Требуется термостойкое сопло горелки. Температура рабочей зоны очень высокая.
По окончании сварки нельзя резко останавливать подачу газа. Шов может потрескаться. Подождите, пока рабочая зона полностью остынет, затем выключите газ.
Разница между медью и титаном
Медь уникальна. Металл также очень легко окисляется, имеет высокую теплопроводность (в 6 раз больше, чем у железа). Для сварки медных деталей требуется высокая температура дуги.
В этом случае придется значительно увеличить расход аргона.Скорость потока составляет от 7 л / мин для тонких заготовок (1,2 мм) до 14 л / мин для многократных проходов заготовок толщиной 25 мм.
Медь также отличается большим линейным расширением, которое может привести к растрескиванию горячего материала. Для предотвращения негативных явлений медь нагревают постепенно до 300 ° С, бронзовые сплавы — до 600 ° С. Только после этого можно приступать к работе.
Для работы с титаном аргон необходимо направлять с тыльной стороны детали. Поэтому заранее следует приобрести специальные форсунки для подачи газа.Расход аргона 6-7 л / мин.
Сварка аргоном — это процесс с множеством параметров. Все можно и нужно учитывать, руководствуясь специальными справочниками. Знание основ упрощает навигацию по технической литературе.
К категории нержавеющих сталей относятся высоколегированные стали с ярко выраженной устойчивостью к коррозии. Основным легирующим компонентом этих материалов является хром. В зависимости от класса нержавеющей стали она может содержать до 20% этого легирующего элемента.Кроме того, сталь может содержать компоненты, которые улучшают ее антикоррозионные характеристики и придают определенные физико-механические свойства. К таким элементам относятся титан, никель, молибден и др. Нержавеющая сталь и алюминий относятся к материалам, сварка которых требует соблюдения определенных условий. Перед тем, как ознакомиться с некоторыми его особенностями. Как алюминий, так и нержавеющая сталь можно готовить с использованием аргона. Перед приготовлением на аргоне необходимо ознакомиться с особенностями обрабатываемого материала и соответствующим образом подготовить его к работе.
Сварка аргоном — это высокотехнологичный процесс, позволяющий получать качественные сварные швы при выполнении небольших объемов сварки.
Что следует учитывать при варке нержавеющей стали с использованием аргона?
Прежде чем готовить с использованием аргона, изучите следующие важные свойства алюминия и нержавеющей стали. Так, нержавеющая сталь имеет почти в 2 раза меньшую теплопроводность, чем низкоуглеродистые стали. В результате концентрация тепла в процессе сварки увеличится, а затем увеличится проплавление материала в месте стыка.Это свойство нержавеющей стали обуславливает необходимость снижения силы тока в среднем на 20% по сравнению с аналогичным показателем при работе с обычными сталями. Нержавеющая сталь, как и алюминий, отличается довольно большим коэффициентом линейного расширения. При сварке изделий из нержавеющей стали благодаря этому свойству отмечается значительная усадка отливки. Это приводит к повышенной деформации материала при сварке и после нее. Если между свариваемыми деталями из нержавеющей стали или алюминия недостаточно зазора, могут появиться значительные трещины.
Нержавеющая сталь и алюминий характеризуются высоким электрическим сопротивлением. При работе с такими материалами электродами из высоколегированных сталей последние будут очень горячими. Чтобы исключить негативный эффект, доступны хромоникелевые электроды длиной до 35 см.
Нержавеющая сталь теряет свои высокие антикоррозионные свойства при обращении с ней в неправильных термических условиях. Это явление известно как межкристаллитная коррозия. Физико-химическая природа явления сводится к тому, что при повышении температуры до 500 ° С и более по краям зерен начинает образовываться карбид хрома и железа.Впоследствии эти зерна становятся очагами коррозии. Избавиться от такого неприятного явления можно разными способами. Один из них — быстрое охлаждение любыми доступными способами, вплоть до банального обливания свариваемого материала холодной водой, чтобы минимизировать снижение коррозионной стойкости. Однако важно учитывать, что охлаждение алюминия водой невозможно, а в случае сталей этот метод подходит только для хромоникелевых аустенитных материалов.
Как подготовить нержавейку к варке?
И алюминий, и нержавеющая сталь требуют надлежащей подготовки перед использованием. Варить нержавеющую сталь можно несколькими способами. Наиболее распространены следующие:
- Работа с электродами с покрытием.
- Применение вольфрамового электрода.
- Полуавтоматический режим сварки проволокой из нержавеющей стали.
Каждый из этих методов имеет свои особенности и подходит для выполнения определенного перечня работ.В процессе варки нержавейки на аргоне вам понадобится:
- Сварочный аппарат.
- Электроды. Их подбирают по характеристикам обрабатываемого материала.
- Проволока нержавеющая.
- Стальная щетка.
- Растворитель.
Перед сваркой деталей необходимо обработать их края. Это делается примерно так же, как и при работе с низкоуглеродистыми сталями. Есть только одна особенность: чтобы обеспечить свободную усадку шва, при создании сварного шва нужно сделать некоторый зазор.Конечно, в разумных пределах.
Перед работой нужно очистить поверхность краев. Для этого воспользуйтесь стальной щеткой. Также края необходимо промыть растворителем. Подойдет ацетон или авиационный бензин. Эта процедура позволяет избавиться от жира и является обязательной. Ведь при наличии жира устойчивость дуги снизится и в шве начнут появляться поры.
Сварка нержавеющей стали покрытыми электродами позволяет без проблем выполнять сварные швы нормального качества.Поэтому, если вы не предъявляете очень высоких требований к качеству стыка, то отдавайте выбор в пользу именно этого метода сварки.
Существует множество типов электродов, каждый из которых подходит для работы с нержавеющими сталями определенного состава. Вся эта информация приведена в ГОСТе. Зная марку свариваемой стали, можно легко определить, какие электроды нужно использовать для работы с ней. Выбирайте электроды, которые не снижают коррозионную стойкость материала или его механические свойства.
Как правило, работа ведется с использованием обратного постоянного уровня. Нужно постараться сделать все, чтобы шов как можно меньше плавился. Используйте для работы электроды малого диаметра. Необходимо, чтобы выделялось минимальное количество тепловой энергии. Ранее отмечалось, что при работе с нержавеющей сталью нужно использовать ток на 15-20% слабее, чем при сварке простой стали, не забывайте об этом.
Электроды имеют низкую теплопроводность и высокое электрическое сопротивление.Из-за этого нельзя использовать большие токи. При нарушении этого правила электроды перегреются и разрушатся. По тем же причинам электроды из нержавеющей стали плавятся быстрее, чем электроды, с которыми свариваются обычные стали. И неопытных сварщиков это обычно очень удивляет.
Для сохранения коррозионной стойкости шва необходимо сделать все, чтобы он остыл как можно быстрее. Например, можно охладить его медными прокладками или воздухом. Если нержавеющая сталь, которую вы обрабатываете, представляет собой хромоникелевую аустенитную сталь, вы можете даже охладить ее водой.
Инструкции по сварке вольфрамовым электродом
Этот режим используется в тех случаях, когда необходимо сварить изделия из очень тонкой нержавеющей стали или получить качественный сварной шов. Например, аргонная сварка с использованием вольфрамовых электродов лучше всего подходит для нержавеющих труб, по которым под давлением проходят газы или жидкости.
Работа ведется на переменном или постоянном токе. Переменная подходит для работы с алюминием. Полярность тока прямая.Используется аргон. Перед тем как приступить к сварке, следует подготовить присадочную проволоку к работе. Лучше, если он будет иметь более высокую степень легирования, чем нержавеющая сталь или алюминий.
При работе электродом нельзя совершать колебательные движения: из-за них будет нарушено защитное пространство зоны сварки, металл шва окислится. Обратную сторону стыка необходимо защитить от воздуха путем продувки аргоном.
При работе следите за тем, чтобы в сварочную ванну не попал вольфрам.Можно использовать бесконтактное зажигание дуги. Его также можно поджечь на угольной или графитовой пластине с дальнейшей передачей на основной металл.
По окончании сварки нет необходимости немедленно отключать подачу аргона. Сделайте это примерно через 15 секунд. Это предотвратит чрезмерное окисление нагретого рабочего электрода. Так продлится намного дольше.
Как приготовить полуавтомат из нержавеющей стали в аргоне?
Этот метод сварки является наиболее предпочтительным. Он обеспечивает максимально возможную производительность и позволяет получать швы очень хорошего качества.В проволоку добавляют никель для улучшения качества сварки.
Полуавтоматический процесс аргонной сварки нержавеющей стали лучше всего подходит для соединения толстых материалов. В этом случае скорость сварки будет максимальной. Следовательно, повысится и производительность. Защитная среда в таких условиях — смесь углекислого газа и аргона. Двуокись углерода увеличивает смачиваемость на стыках кромок.
Есть несколько методик, позволяющих, а именно:
- Сварка короткой дугой.
- Работа со струйным переводом.
- Импульсный режим.
Распылительный перенос подходит для сварки более толстых металлов, а короткая дуга подходит для более тонких деталей.
Среди преимуществ импульсного режима можно выделить то, что это наиболее управляемый процесс. Металлическая проволока подается в сварочную ванну импульсным способом. Каждый из этих импульсов представляет собой отдельный сварной валик. Этот режим позволяет снизить среднее значение тока дуги, что очень важно при работе с нержавеющей сталью, поскольку снижаются тепловложение и зона термического влияния.
Кроме того, импульсный режим практически исключает разбрызгивание металла. Это позволяет значительно сэкономить расходные материалы и повысить производительность за счет сокращения времени, необходимого для очистки шва.
Таким образом, существует несколько режимов сварки нержавеющей стали аргоном. Выберите лучший для вашего случая. Удачной работы!
Сварка TIG — это навык, который легко приобрести даже без специальных навыков. Видеоуроки для начинающих помогают овладеть этим навыком. Мастера-сварщики помогут разобраться, как приготовить на аргоне.Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Возможность выполнять аргонную сварку значительно экономит деньги. Вызвать специалиста — «дорогое удовольствие». Особенно в копеечку это обойдется, если нужно регулярно выполнять сварочные работы. Поэтому серия видеоуроков даст возможность без особых усилий овладеть полезным навыком. Для начала разберем, где применяется аргонная сварка.
Где применяется аргонная сварка?
Подходит для сварки металла : легированной стали, алюминия, титана.Этот вид сварки эффективен при работе со сплавами. Например, алюминий очень сложно сваривать другими способами. А в процессе использования газа аргона алюминий будет соединен прочным и красивым швом.
Метод имеет ряд преимуществ перед другими методами:
- Формируется поток плазмы, усиливающий нагрев и плавление кромок.
- Работа ведется как с крупногабаритными деталями, так и с ювелирными изделиями.
- Расход присадочного материала минимален.
- Швы ровные и надежные.
Основные принципы работы аргонной сварки
Если у мастера есть опыт газовой сварки, то с аргонной техникой разобраться будет несложно. Они очень похожи друг на друга: у электрическая дуга нагревает края соединения деталей.
В процессе используется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокое качество шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому сварной шов получается дефектным и имеет низкую прочность.
Необходимое оборудование к аппарату
- Трансформатор сварочный. На его основе можно изготовить самодельный прибор (напряжение до 60 В).
- Kunderboard.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргон.
- Вольфрамовые стержни.
- Шланг, соединяющий газовые баллоны и горелку.
- Электрические провода, соединяющие сеть, аппаратуру, горелку и землю.
- Присадочная проволока.
Основной деталью конструкции аппарата является горелка … В нее установлен вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый патрон. Он отлично фиксирует электроды разного размера, которые подбираются в зависимости от вида работы. Электрод выступает на 2-5 мм над концом держателя.
Вокруг горелки расположено сопло … Оно выполняет две защитные функции: сохраняет рабочую зону и защищает вольфрамовый электрод.
Используются расходные и неплавящиеся электроды. Чаще всего их изготавливают из вольфрама . — это самый неплавкий материал. Расход электрода зависит от легируемого материала и толщины заготовки. Сам электрод влияет на энергозатраты, затрачиваемые на соединение деталей.
Для свариваемого материала используется присадочный материал в виде тонкой металлической нити. Добавка для проволоки должна быть максимально подходящей для свариваемых деталей по составу.Учитывается и диаметр проволоки. Для новичков специальные таблицы помогут определиться с размерами материала наполнителя.
Газ следует подавать за 20 секунд до появления дуги и гаснуть через 10 секунд.
Дополнительное устройство — генератор — изменяет тип электрической дуги, делает ее более устойчивой и, соответственно, облегчает процесс сварки. Он генерирует высокочастотные импульсы тока.
Для новичков это улучшение позволит делать сварные швы быстрее и качественнее.Как собрать устройство и подключить его для начала подробно рассказывается в видеороликах. Смотрите, например, видео Сварка титана аргоном, приведенное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для этого используется неплавящийся электрод (РАД). Имя говорит само за себя. Материал для добавки и аппарат находится в руках сварщика. Дуга снимается с горелки, нажимается кнопка и начинается подача аргона.С другой стороны, сварщик подает присадочный материал в дугу. Освоить этот вид работы несложно. На примере видео «Сварка алюминия аргоном» можно понять, насколько прост этот вид работ.
- Автоматическая аргонная сварка. В нем используется неплавящийся электрод (AAD).
- Аргонодуговая автоматическая сварка плавящимся электродом (AADP).
При покупке персонального прибора обратите внимание на маркировку … Обозначение «TIG» указывает на то, что прибор работает с вольфрамовыми электродами.Именно такой прибор подойдет начинающим мастерам.
Начинающим сварщикам лучше начинать сварку с аргонных деталей или конструкций из однородного материала. Когда уже есть некоторый опыт, сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Сварка TIG в специально подготовленном видео расскажет об основных этапах работы для начинающих. Освещено этапов сварочного процесса:
- Подготовительный.Как и чем обработать заготовки, чтобы швы были ровными и надежными. На этом этапе используется шлифовальный станок и химикаты.
- К соединяемым деталям прикрепляется масса. Для каждого размера детали используются разные методы крепления массы. И снова на помощь приходят специальные таблицы и видеоролики по аргонной сварке.
- Сначала подается газ, а затем создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал плавными движениями подается в зону сварки. Не допускайте попадания брызг на металл.
- Перемещение горелки и присадочного материала осуществляется только по шву. Поперечные движения повреждают заготовки, делают шов слабым и некачественным.
- Присадочная проволока подается перед горелкой. Их нужно держать под углом. Такая корма наиболее удобна для получения качественного шва.
Умение соединять две детали из сложных сплавов — полезный навык, который может пригодиться в самых разных ситуациях.Овладеть этим навыком несложно, просмотр ряда уроков и небольшая тренировка позволят вам начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана .
Различные типы сварочных процессов [2021]
Если вы думаете о карьере сварщика, важно определить область, в которой вы хотели бы специализироваться. Существует более 30 различных типов сварочных процессов, от газокислородного топлива к более сложным методам работы с лазерным лучом.Хотя эти разновидности обычно делятся на четыре основные группы.4 основных типа сварочных процессов
Наиболее распространены следующие категории процедур сварки: газовая дуговая сварка металлическим электродом (GMAW / MIG), газовая дуговая сварка вольфрамовым электродом (GTAW / TIG), дуговая сварка в среде защитного металла (SMAW) и дуговая сварка порошковой проволокой (FCAW).
В этом посте мы подробно расскажем о специфике каждого процесса и выделим различия между ними. Продолжайте читать, чтобы узнать все, что вам нужно знать о четырех основных типах сварки и о том, для чего они используются.
Газовая дуговая сварка металла (GMAW / MIG)
Этот процесс, также известный как сварка в среде инертного газа или MIG, использует тонкую проволоку в качестве электрода. Проволока нагревается по мере подачи через сварочный инструмент к месту сварки. Для защиты сварного шва от загрязнений в воздухе необходимо использовать защитный газ.
Обычно это углекислый газ, кислород, аргон или гелий. Этот метод часто используется для обработки металлов, таких как нержавеющая сталь, медь, никель, углеродистая сталь, алюминий и др.Из всех сварочных процессов этот наиболее популярен в строительной и автомобильной отраслях.
Газовая дуговая сварка металлическим электродом считается одним из наиболее простых в освоении методов сварки, что делает ее важным направлением для начинающих сварщиков. Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
Некоторые недостатки, связанные с этим типом сварочного процесса, связаны с затратами на получение защитного газа, а также с невозможностью сваривать более толстые металлы или выполнять вертикальную или потолочную сварку.
Газовая вольфрамовая дуговая сварка (GTAW / TIG)
Этот тип процесса сварки, также известный как сварка вольфрамовым электродом в среде инертного газа или TIG, обычно используется для сварки тонких материалов из цветных металлов, таких как алюминий, медь, свинец или никель. Обычно он применяется в производстве велосипедов или самолетов.
В отличие от других типов сварочных процессов, при сварке TIG для сварки используется неплавящийся вольфрамовый электрод. Вам по-прежнему потребуется внешний источник газа, обычно аргон или смесь аргона и гелия.
Этот метод сварки считается одним из самых сложных в освоении и обеспечивает получение наиболее качественных сварных швов.
Поскольку между дугой и свариваемой областью есть лишь крошечная область, для завершения требуется огромная точность и умение. Известно, что сварные швы, полученные с помощью этого метода, очень прочны.
Дуговая сварка защищенного металла (SMAW)
Этот тип сварки основан на ручной технике с использованием плавящегося электрода, покрытого флюсом.Этот метод, как правило, наиболее популярен среди домашних сварщиков. Этот процесс также более неофициально известен как сварка стержнем.
Это прозвище относится к электроду, используемому для сварки металла, который имеет форму «стержня». Поскольку для дуговой сварки в экранированном металле требуется минимальное оборудование, это один из самых недорогих процессов.
Этот вид сварки не требует использования защитного газа и может выполняться на открытом воздухе при ветре или дожде. Он также хорошо работает с грязью и ржавыми материалами.Тем не менее, есть и недостатки.
Ручная сварка, как правило, не позволяет получить продукцию самого высокого качества. Они склонны к пористости, трещинам и неглубокому проникновению. В общем, сварные швы менее долговечны, чем сварочные швы других типов.
Дуговая сварка порошковой проволокой (FCAW)
Подобно сварке MIG, дуговая сварка порошковой проволокой основана на непрерывной подаче проволоки. Есть два отдельных процесса, связанных с дуговой сваркой порошковой проволокой.
Один предполагает использование защитного газа, а другой — самозащитные агенты, образующиеся при разложении флюсов внутри проволоки.
Этот вид сварки известен тем, что он недорог и прост в освоении. Подобно процессу сварки MIG, это отличный способ для начинающих сварщиков начать свою карьеру в этой области.
Также позволяет сварщикам выполнять свою работу на открытом воздухе (ветер не повлияет на сварку). Полуавтоматическая дуга обеспечивает высокую скорость сварки и портативность, что делает ее популярным процессом для использования в строительных проектах.
Начните свою сварочную карьеру в Технологическом институте Новой Англии
Диплом младшего специалиста по сварочным технологиям в NEIT, одной из лучших сварочных школ в стране, дает интенсивный практический опыт, необходимый для начала карьеры сварщика.
Программа разработана, чтобы помочь студентам овладеть навыками сварки и монтажа трубопроводов, познакомить их с САПР, проектированием зданий и научить читать чертежи. Дополнительная теория и практика также включены в учебный план.
Выпускники будут подготовлены к ряду различных отраслевых должностей, включая техника-сварщика, сварщика на производстве, техника-технолога, инженера по контролю качества, проектировщика CADD, техника CADD, продавца сварочной промышленности и техника по испытаниям материалов.
Студенты также будут подготовлены к будущей сертификации посредством имитационных квалификационных тестов сварщика.
Вы можете заполнить форму ниже, чтобы запросить дополнительную информацию о выборе нашей программы, или позвоните нам по телефону 866-253-8458, чтобы поговорить с кем-нибудь из нашей команды сегодня!
Сварка TIG в помещении — это безопасно?
СваркаTIG в закрытых помещениях может быть отличным способом реализации домашних проектов или внутренних работ. Многие сварщики хотят оборудовать домашнюю мастерскую или даже сварочную установку в своем подвале.В то время как сварка палкой и MIG производит тонны искр и брызг, TIG — нет. Это делает его лучшим выбором для сварки в помещении, но это не совсем безопасно.
В этой статье будут описаны случаи, когда сварка TIG в закрытых помещениях безопасна, а также случаи, когда ее обязательно следует избегать.
Сначала мы рассмотрим преимущества сварки TIG в помещении, а затем рассмотрим опасности и недостатки.
Преимущества сварки TIG в помещении
Безопасная сварка TIG дома
Сварка TIG в домашних условиях может быть очень приятной благодаря своей чистой природе.Отсутствие искр означает гораздо меньшую опасность возгорания при сварке в гараже или в дополнительном рабочем помещении. Также легко создать рабочее пространство, чтобы на вашем пути не стояла огромная машина. Домашние проекты обычно требуют меньшей силы тока, и TIG отвечает этим требованиям.
Имейте в виду, что вы должны очистить свой гараж от любых источников пожара, если вы планируете превратить его в сварочную площадку. Малейшая искра может привести к серьезным повреждениям. В то время как TIG не имеет сильной дуги, он безумно нагревает сталь. Убедитесь, что ваша рабочая зона чистая, и что ваш проект никогда не основан на легковоспламеняющихся материалах.
Деревянные рабочие столы — нет. Найдите время, чтобы построить или купить потрясающий стол, полностью сделанный из стали или алюминия. Все инструменты должны быть предназначены для работы со сталью, никакой пластик — беспроигрышный вариант.
СваркаTIG позволяет использовать сталь с очень низким током и более тонкую сталь. Это делает его отличным процессом для создания небольших домашних проектов, таких как стулья, журнальные столики и грили.
Внутренняя сварка TIG на небольшом стыке: pxhereМногие аппараты TIG также используются в качестве сварочных аппаратов для стержневой сварки — если вам нужно выполнить более тяжелый проект, вы можете приобрести несколько стержневых выводов и электродов.
Сварка TIG
Многие постройки приличного и элитного жилья потребуют больших работ с металлом. Это может быть поручень, ведущий к комнатам верхнего уровня, входам в ванную комнату и внутренней отделке. Конечно, производители в цехах могут изготовить эти детали на своих сварочных столах, но они также должны быть отправлены и безопасно установлены на стройплощадке.
Установка металлических деталей в интерьере может вызвать нервное напряжение, особенно когда работы по дереву уже закончены и везде есть высококачественное стекло.Сварка палкой и MIG — не лучший вариант; потому что они стреляют искрами всех видов в радиусе 10 футов от сварщика. Кроме того, они выделяют гораздо больше вредных паров, чем установка для сварки TIG. Подрядчики не допустят этого, когда во всем доме уже есть готовая продукция.
Самое приятное в TIG — это то, что если все сделано правильно, то искры или шлаки не попадут на пол или стены. Конечно, он станет немного дымным, но риск повредить окна и изделия из дерева очень мал.Из-за этого монтажники на месте любят иметь небольшой аппарат TIG, готовый для выполнения этих внутренних проектов. С помощью небольшого баллона с аргоном вы можете перенести всю установку на стройплощадку, ничего не повредив.
Мой коллега и я обычно используем эту небольшую установку TIG, работая в закрытых помещениях на объектах элитного жилья в нашем горном городке. Одного сотрудника выгнали за то, что он занимался сваркой MIG, и он испортил окно за 7000 долларов в горном имении. Конечно, это покрыло масштабное страхование, но это вызвало настоящую драму.
Недостатки сварки TIG в помещениях
Опасности аргона для TIG
Аргон всегда тяжелее воздуха, и в большинстве процессов TIG используется исключительно аргон. Эта дилемма «тяжелее воздуха» означает, что при воздействии большого количества его легкие могут заполниться, и вам придется перевернуть вверх дном в отделение неотложной помощи для очистки газа. Это звучит чрезмерно, но это лучший способ спасти вашу жизнь.
Это особенно важно знать, если вы планируете сварку в подвале или на нижнем уровне строительной площадки.Неисправность резака или утечка в цилиндре могут привести к тяжелым последствиям. Если вам необходимо сваривать в подвале, убедитесь, что ваш газовый баллон находится в идеальной форме и что ваши шланги плотно закрыты. Кроме того, не забудьте установить разумную настройку потока сообщений.
Установка TIG в гараже: Aiko на FlickrМой старый инструктор по сварке однажды был на стройке в качестве сварщика-новичка. Он целый день делал несколько сварочных швов TIG в подвале. Он не знал, что в баллоне с аргоном произошла серьезная утечка, и к полудню он почувствовал себя очень плохо.Когда он прибыл в больницу, они поняли, что в его легких содержится огромный уровень аргона, и им пришлось выпустить его в течение нескольких часов. Он мог бы легко задохнуться, если бы подождал еще …
Хотя сварка может доставлять удовольствие, нет причин подвергать свое здоровье риску, чтобы заработать лишний доллар. Всегда проверяйте свое оборудование и тщательно соблюдайте все правила техники безопасности.
Дым / дым при TIG
Хотя сварка TIG производит меньше дыма и дыма, чем другие процессы, она по-прежнему вредна для ваших легких и иммунной системы, особенно в помещении.Независимо от того, где вы выполняете сварку TIG, всегда обеспечивайте надлежащую вентиляцию.
TIG Smoke: Eugene Oliver / Air ForceЭто может означать просто открытие ворот гаража или нескольких окон в мастерской. Если вы в течение длительного времени выполняете сварку TIG с высоким током, самым безопасным вариантом будет приобретение промышленного вентилятора или вытяжного устройства.
Мы всегда рекомендуем использовать респиратор при работе с металлом. Это еще более важно в помещениях. Honeywell и Miller предлагают множество доступных вариантов со сменными фильтрами, которые нужно часто менять.Недостатком этого является то, что они неудобны и к ним трудно привыкнуть.
Имейте в виду, что никакой респиратор не защитит вас от отравления аргоном. Они предназначены только для фильтрации паров и твердых частиц. Аргон представляет собой самую большую опасность при сварке TIG в помещении, хотя случаи отравления довольно редки.
В течение многих лет медицинские тесты не выявляли вредных последствий сварки, но начать использовать СИЗ сейчас — отличный шанс.
Заключение
Хотя сварка TIG в помещении не обязательно опасна, необходимо соблюдать меры предосторожности.Мы бы предпочли, чтобы вы не превращали свой подвал в сварочную мастерскую из-за опасностей, связанных с аргоном / дымом, перечисленными выше.
Мы всегда предпочитали гараж или отдельное строение для строительства наших личных проектов из металла. Также хорошо иметь место, посвященное сварочным проектам; это может быть твоя сварочная пещера! Однако мы понимаем, что не каждый сможет позволить себе роскошь посвятить место своим собственным проектам.
Как быстро начать хобби-сварку
Если вы хотите окунуться в удивительный мир любительской сварки, чтобы вы могли создавать эти потрясающие сварочные проекты своими руками, в этой статье я расскажу вам о разнице между сваркой MIG, TIG и Stick, чтобы вы могли начать правильно.
Все сварочные процессы в конечном итоге делают одно и то же, а именно: сплавить два металла вместе, чтобы получилось одно целое. Однако каждый процесс сварки создавался для определенной цели.
Три основных процесса сварки, которые вам необходимо знать, называются MIG (металлический инертный газ), TIG (вольфрамовый инертный газ) и сварка палкой.
Каждый из этих сварочных процессов позволяет защитить сварочную ванну от атмосферы.
Без этого защитного агента вы получите сварные швы, полные точечных отверстий, называемых пористостью.Давайте посмотрим, как экранируется сварочная лужа.
Основы сварки — Что такое защитный газ?
При сварке будет использоваться один из двух методов защиты сварного шва.
- Использование защитного газа
- Использование Flux
Сварочные процессы с использованием защитного газа — это TIG и MIG.
TIG использует баллон с аргоном для защиты газа, тогда как MIG использует смесь 75% аргона и 25% CO2.
Вы можете получить доступ к моему бесплатному 4-дневному руководству для начинающих по курсу сварки, если вы серьезно относитесь к обучению сварке в качестве хобби, используя самый простой процесс сварки для начинающих.
Во время сварки газ выходит из горелки TIG или горелки MIG и выходит с достаточно высокой скоростью, чтобы покрыть сварочную лужу.
Этот газ очищает зону, предотвращая загрязнение сварного шва кислородом или азотом.
Самое замечательное в использовании защитного газа заключается в том, что здесь не образуется шлаков, как при использовании флюса, поэтому в результате получается хороший чистый сварной шов.
Для чего используется флюс при любительской сварке?
Как мы уже говорили, флюс — это еще один способ защиты сварочной ванны.Флюс используется при сварке штучной сваркой, а также при использовании проволоки с сердечником из флюса в сварочном аппарате MIG.
Flux — это просто химический агент, который горит и образует защитный газ.
Это то же самое, что и использование защитного газа, но флюс создает шлаковое покрытие поверх сварного шва, которое необходимо удалить.
Сварка хобби с помощью сварочного аппарата
Процесс дуговой сварки был самым продолжительным из всех процессов дуговой сварки. Это по-прежнему очень популярный выбор среди любителей и представителей индустрии.
При сварке палкой используется длинный стержень, называемый электродом. Он содержит металлический сварочный стержень и покрыт флюсом.
Когда вы зажигаете дугу с помощью сварочного аппарата, сварочный стержень сгорает и образует сварной шов, который вы видите, когда смотрите на сварное соединение.
Хотя это испытанный и проверенный процесс, новичкам может быть нежелательно его изучать. Почему?
- Чтобы научиться зажигать дугу, может потребоваться целая вечность
- Дымит
- Так быстро не возьмешь
Сварка TIG не так хороша для начинающих сварщиков-хобби
Когда вы любите сварку, вы определенно не захотите начинать с покупки сварочного аппарата TIG.
В процессе TIG используется горелка, с помощью которой вы зажигаете дугу, а другой рукой погружаете присадочный стержень, чтобы сделать валик сварного шва.
Также имеется ножная педаль, с помощью которой можно регулировать напряжение. Есть много энтузиастов-любителей сварки, которым нравится использовать сварочный аппарат TIG, но они также сначала освоили другие сварочные процессы.
Чтобы добиться хороших результатов в сваркеTIG, нужно время, но когда вы освоите его, вы сможете делать очень точные сварные швы. Вы можете сваривать металлы толщиной с лезвие бритвы.
Если вы попробуете проделать то же самое с другими сварочными процессами, вы прожигете насквозь.
Сварка MIG — самый быстрый и простой способ сварки для хобби
Когда вы пытаетесь научиться выполнять сварку с помощью миграции, вам в первую очередь необходимо ознакомиться с некоторыми особенностями сварочной машины с технологией миграции.