правила присвоения, требования и особенности
Профессия сварщика не так проста, как обывателю может показаться на первый взгляд. В противном случае не проводилась бы специальная аттестация, не было бы квалификационных проверок знаний специалистов на продление разряда или его повышение. Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.
Что представляет собой клеймо
Клеймом принято называть ручной инструмент, выполненный в форме металлического стержня. Изготовлен он из инструментальной стали, прочность которой – 50-60 HRC. Клеймо сварщика изготавливается в соответствии с ГОСТ 25726-83. С одной стороны инструмента обязательно выбивается зеркальное обозначение: буквенное и цифровое. Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
Вид и шифр
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество. Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера. Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Для чего нужно клеймо
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом. Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие. То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ. Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ. Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Где и когда ставят клеймо
Согласно пункту 21 ФНП «Сварка на ОПО», сварные соединения, стенки которых толще 6 миллиметров, обязательно должны быть промаркированы номером сварщика, выполнявшего работу. А по ГОСТу 25225-82, место работы сварщик должен обозначить своим клеймом.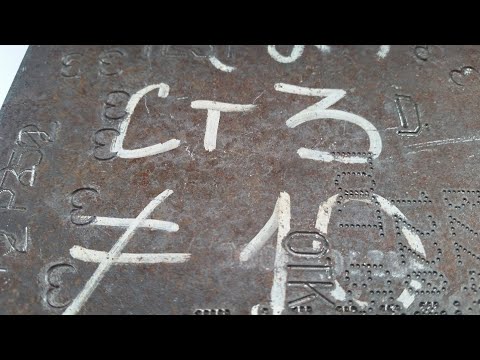
Где именно принято ставить клеймо? В первую очередь на следующих конструкциях: металлические швеллеры и балки; потолочные основы; можно (но не обязательно) применять клеймо в скреплениях арматуры или сварки элементов менее 6 миллиметров. После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом. После этого необходимо заполнить журнал работ, протоколы испытания соединений.
Как ставят клеймо
Каждый аттестованный сварщик должен знать, как правильно наносить клеймо. Его принято ставить на расстоянии 20-50 миллиметров от кромки сварочного шва. Необходимо ставить клеймо с наружной стороны. В том случае, если швы наружной и внутренней сторон завариваются разными специалистами, клейма ставятся с наружной стороны – через дробь. Числитель – это клеймо специалиста, сваривавшего детали с наружной стороны, знаменатель, в свою очередь, — сварщик внутренней стороны.
У швов продольных знак сварщика необходимо располагать в начале шва и в его конце. Важно соблюдать расстояние в 100 миллиметров от кольцевого шва. Если сварщик выполнял кольцевой шов, он выбивает клеймо в месте пересечения кольцевого шва с продольными. Через каждые два метра клеймо повторяется. Стоит отметить, что на каждом таком шве должно быть не менее двух пометок. Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.
Важно соблюдать расстояние в 100 миллиметров от кольцевого шва. Если сварщик выполнял кольцевой шов, он выбивает клеймо в месте пересечения кольцевого шва с продольными. Через каждые два метра клеймо повторяется. Стоит отметить, что на каждом таком шве должно быть не менее двух пометок. Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.
Еще один пункт Федеральных норм и правил гласит: если все сварные работы на объекте проводит один сварщик, указывать идентификационный шифр на каждом соединении не нужно. Хватит и одного клейма, расположенного в доступном для осмотра месте. В то же время, если над одним сложным соединением работали несколько специалистов, каждый должен оставить свой шифр.
Важная информация
При постановке клейма сварщик не имеет права образовывать на изделиях наклепки, подкалку, уменьшать толщину изделия. А сам оттиск должен быть аккуратным, легко читаться – даже на протяжении долгого срока эксплуатации.
Как и где получить клеймо
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, — процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства. Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания. Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма. Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Приказ о присвоении клейма сварщику: образец, форма
Пункт № 8 ФНП, гласит, что после того, как шифры клейм присваиваются сварщикам, они закрепляются за этими специалистами. Приказ подписывает организация, выполняющая сварочные работы. Предлагаем вашему вниманию образец приказа о клейме сварщика.
Ничего сложного, как видите. Кроме того, приказ о присвоении персонального клейма обычно пишется в свободной форме. В нем могут указываться виды свариваемых конструкций, другие полномочия сварщика.
Где ставится клеймо сварщика при сварке кольцевого шва
Личное клеймо сварщика – как присваивается, где ставится
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Для чего необходимо
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие.
Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу. Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно.
Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно.
С 8 октября 2104 г. вступили в силу ФНП “Сварка на ОПО”, регламентирующие жесткие требования безопасности при сварке на опасных производственных объектах. Благодаря этим поправкам в законодательстве, появилась единая база предоставления сведений о сварщиках, в которой отражаются :
- должность работника;
- дата аттестации;
- шифр клейма;
- разряд;
- вид деятельности;
- область аттестации.
Что представляет из себя
Форма и геометрические размеры клейма сварщика в соответствии с ГОСТом
Клеймо изготавливается в соответствии с ГОСТ 25726-83 и представляет из себя ручной инструмент в виде металлического стержня, выполненного из инструментальной стали прочностью 50-60 HRC. На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
Как получить
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя.скачать Образец приказа о присвоении клем сварщикам
Образец приказа на присвоение личного клейма сварщику
Где и когда ставится
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все сварные соединения толщиной стенки более 6 мм.
Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ – все те участки, где имеются повышенные требования к надежности и безопасности.
Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
Оттиск клейма рядом со сварочным швом трубопровода
Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции. В соответствии п
В соответствии п
4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15
В соответствии п. 4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.
132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации.
При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва.
Рекомендуем! Принцип работы сварочного трансформатора
Клеймо
Клейма располагают на средней линии листа вдоль прокатки.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сваренного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика наружной стороны шва, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке. Если сварные соединения выполнялись несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков, участвовавших в его выполнении.
Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке. Если сварные соединения выполнялись несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков, участвовавших в его выполнении.
Клеймо наваривается на расстоянии 40 – 60 мм от сваренного стыка.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварнос о шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны чере. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны шва, в знаменателе – с внутренней.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика, выполнившего шов с наружной стороны, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Клейма ставятся с наружной стороны.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской или электрографом, и указывается в паспорте сосуда.
Клеймо ( диаметром 12 мм с изображением букв Пм), удостоверяющее проверку пористой массы.
| Разные требования. |
Клеймо должно быть завода-изготовителя или электротехнической лаборатории.
| Полуавтомат модели МФ75. |
Клейма изготовляют слесари с помощью штихелей, пуансонов ( обратников), напильников и надфилей. Разница состоит лишь в том, что на пуансоне буквы и цифры имеют изображение не рельефное, а углубленное и зеркальное. На одном конце заготовки пуансона опиливают скосы под углом 30, оставляя припуск на обработку, а затем надфилями обрабатывают контур выступов внутри цифр и букв. Сырые заготовки пуансонов проверяют на алюминиевой пластинке.
Клеймо ставится на нерабочей части пластинки. Применение пластинок без клейма или самодельных, а также установка вместо одной двух и более пластинок запрещается.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны шва, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Приказ на сварщика образец
Далее по тексту необходимо указать:
- фамилию, имя, отчество и текущую должность работника;
- название подразделения и новой должности, на которую переводится работник;
- дату начала, срок, условия работы и оплаты труда в новой должности;
- основание перевода (вид, мотив).
Например: ПЕРЕВЕСТИ Николаева Сергея Кирилловича слесаря 4-го разряда цеха № 45 механиком гаража с 17 июля 2000 г.
со сдельной оплатой труда на время реконструкции цеха № 45, ст.
27 КЗоТ. Госкомстата России от 24.03.1999 № 20).
- представитель службы охраны труда предприятия.
Состав комиссии утверждается приказом по предприятию.1.7. В случае временного перевода, не всегда получается определить его точную дату окончания. Тепловые сеты 8 СНиП 3.05.05-84 Строительные нормы и правила.
Образец — сварная деталь, которая используется для испытаний.1.3.8. Проба — часть образца, которая используется для проведения разрушительного испытания.1.3.9.
Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито.
Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75
Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории
А если сотрудники работали во вредных условиях труда, то все 75. Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории.
(регистрационный № 87858).
- назначить лицом, ответственным за производство работ в организации — указать наименование, должность и ф.
 и.о.
и.о. - ответственному лицу за производство работ:
- организовать работы (описать их характер) в соответствии с нормативными требованиями.
- допустить к производству работ (описать тип) работников, которые прошли обучение, имеют соответствующий опыт и ознакомились с инструкциями безопасности.
- в конце фраза: «контроль за исполнением составленного приказа оставляю за собой». ниже слово «директор», ф.и.о. и подпись.
 и.о.
и.о.образец оформления приказ о назначении за производство работ образец — скачать.
Присвоить им личные клейма, такие-то и такие-то, для идентификации и Приказ лучше по предприятию, но можно и поцеху (тут зависит от. Минюстом России 66 мая 7569 г.
Если Вы заметили сообщение, которое, возможно нарушает закон или правила форума, пожалуйста, напишите нам Сварка является самым распространенным средством соединения металлических конструкций. Особенно широко сварка используется в машиностроении и строительстве. Очевидно, что работник, у которого есть документы сварщика всегда может найти работу.
Более того, работодатель будет ценить того, у кого есть аттестат сварщика . Также и среди соседей человек, у которого имеется свидетельство сварщика или удостоверение газорезчика. будет уважаем. Itak, zakonchiv rabochuyu nedelyu, my sobralis v put.
Dobiralis poezdom. Колягин 10 класс
Архив
Образец приказ на сварщика
- Трудовой договор со сварщиком
- Образец приказ на присвоение клейма сварщику — Руководства
- Клеймо сварщика
Споры между сторонами, возникающие при исполнении договора, рассматриваются в порядке, установленном действующим законодательством Российской Федерации.
Для чего необходимо клеймо сварщика?
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно – этим занимается проверяющая комиссия. Вовремя выявленный дефект позволяет избежать огромных трат, связанных с деформацией и с обрушением металлоконструкций. Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года. До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность, дата аттестации, вид деятельность, область аттестации.
Для чего нужно клеймо
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом. Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие. То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ.
Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Ударные клейма
+7 (921) 417-20-29 Андрей Менеджер цеха металлообработки. |
Выполняется в виде металлического стержня (бруска) из стали У8А ГОСТ 1435-99 с твердостью для рабочей части 55…60 HRC и 33…38 HRC для ударной (той, по которой бьют молотком).
Клейма могут быть изготовлены несколькими методами такими как лазерная гравировка, электроэрозия и промышленная (механическая) гравировка. Основным и оптимальным методом изготовления ударных клейм является механическая гравировка.
Основным и оптимальным методом изготовления ударных клейм является механическая гравировка.
Применение ударных клейм
- для маркировки газовых баллонов
- для индивидуализации металлических деталей машин и механизмов
- при сварочных работах в качестве персонального клейма сварщика
- клеймение именниками и пробирными клеймами ювелирных изделий
- калибровочные и поверительные клейма используются метрологами при аттестации измерительных приборов
Примеры изделий:
Информация для заказа ударных клейм
При заказе необходимо учитывать, что для получения хорошего оттиска гребень клейма должен быть «острый», поэтому эскиз клейма рисуется тонкими линиями без заливки. Также, желательно делать размер рисунка по возможности меньше, поскольку, чем меньше площадь клейма, тем слабее требуется удар.
Сложные мелкие рисунки изготавливаются посредством лазерной гравировки, высота рельефа при этом составляет обычно 0,2…0,5мм. Деталь при клеймении должна быть надёжно закреплена или же быть достаточно массивной. Место, где пробивается клеймо, должно быть ровным.
Место, где пробивается клеймо, должно быть ровным.
В противном случае, качественного оттиска получить не удастся.
Стоимость изготовления ударных клейм
| Диаметр до 10 мм | Промышленная гравировка | 0,9-1,3 | 2550р | 2200р | 2000р | Звоните |
| Диаметр 11 — 15 мм | Промышленная гравировка | 0,9-1,3 | 2750р | 2450р | 2250р | Звоните |
| Диаметр 16 мм | Промышленная гравировка | 0,9-1,3 | 2950р | 2500р | 2400р | Звоните |
| Диаметр 17 мм | Промышленная гравировка | 0,9-1,3 | 3250р | 2850р | 2690р | Звоните |
| Диаметр 18 мм | Промышленная гравировка | 0,9-1,3 | 3350р | 2900р | 2790р | Звоните |
| Диаметр 19 мм | Промышленная гравировка | 0,9-1,3 | 3515р | 3040р | 2945р | Звоните |
| Диаметр 20 мм | Промышленная гравировка | 0,9-1,3 | 3700р | 3200р | 3150р | Звоните |
| Диаметр от 21 до 30 мм | Промышленная гравировка | 0,9-1,3 | Звоните | Звоните | Звоните | Звоните |
- Доставляем по всей России «до двери» или до терминала транспортной компании
- Мы сами оплатим доставку по Санкт-Петербургу до терминала ТК «Деловые Линии» или АвтоТрейдинг
- Доставка от терминала в Санкт-Петербурге до вашего города оплачивается при получении по тарифам ТК.

Методы изготовления ударных клейм
Промышленная (Механическая) гравировка. Данный метод является основным для изготовления ударных клейм для металла. Позволяет делать клейма достаточно оперативно, от 3-х рабочих дней. После гравировки клеймо подвергается закалке и отпуску, в результате этого твёрдость рабочей части составляет 56-58 ед. по Роквеллу. Данный метод позволяет делать рельеф рисунка острым, как лезвие ножа. Благодаря этому необходимо меньше применять усилий для маркировки деталей,а так же позволяет увеличить ресурс ударного клейма | Изготовление ударных клейм методом лазерной гравировки.Калибровочные и поверительные клейма для метрологии, именники для ювелиров, клейма со сложным мелким рисунком обычно изготавливаются посредством лазерной гравировки. При этом удается получить размер буквы около 1мм, соответственно площадь оттиска может составлять всего несколько квадратных миллиметров. Разглядеть такой оттиск можно с помощью 4-8Х лупы при хорошем освещении. |
| Изготовление ударных клейм методом электроэрозии Этот метод применяется в тех случаях, когда острый гребень на клейме не обязателен. Это могут быть клейма для работы с цветным или горячим металлом, а также в случае, когда маркировка изделий производится посредством пресса. Электроэрозию выгодно использовать для клейм большого размера. | Клеймо по технологии»Low Stress»Изображение состоит из отдельных точек, что позволяет уменьшить повреждение поверхности в процессе маркировки |
| Клейма Заземление и CE-логотип Клейма изготавливаются из высококачественной инструментальной стали.Ручные клейма со специальными символами в соответствии с техническими и международными стандартами:
| Готовые наборы ударных клейм. Гарнитура шрифта на клеймах соответствует DIN 1451 (ГОСТ 26.020-80)Каждое клеймо имеет маркировку:1. Символ клейма2. Размер символа клейма3. «СДЕЛАНО В ГЕРМАНИИ»4. Наборы клейм всех размеров, включая 15 мм. поставляются в небьющихся синих пластмассовых коробках |
 Международный символ «защита глаз»Твердость материала клейма: 58-60 HRC
Международный символ «защита глаз»Твердость материала клейма: 58-60 HRCГде ставится клеймо сварщика при сварке металлоконструкций одним сварщиком
В связи с вступлением в силу Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» (далее — ФНП «Сварка на ОПО») вводятся новые требования к клеймам сварщиков.
ФНП «Сварка на ОПО» утверждены приказом Федеральной службы по экологическому, технологическому и атомному надзору от «14» марта 2014 г. № 102 и зарегистрированы Минюстом России 16 мая 2014 г. (регистрационный № 32308). Вступили в силу 08 октября 2014 года.
ФНП «Сварка на ОПО» устанавливают требования к организации и производству сварочных работ на поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору или иным уполномоченным органам по осуществлению контроля и надзора объектах, технических устройствах и сооружениях опасных производственных объектов (далее — ОПО) при осуществлении деятельности в области промышленной безопасности. Нормы предназначены для юридических лиц и индивидуальных предпринимателей, осуществляющих сварку, пайку, наплавку и прихватку элементов технических устройств и сооружений, применяемых и/или эксплуатируемых на ОПО, в том числе их конструкций, сборочных единиц, деталей, полуфабрикатов и заготовок.
Нормы предназначены для юридических лиц и индивидуальных предпринимателей, осуществляющих сварку, пайку, наплавку и прихватку элементов технических устройств и сооружений, применяемых и/или эксплуатируемых на ОПО, в том числе их конструкций, сборочных единиц, деталей, полуфабрикатов и заготовок.
Пункт 8 ФНП «Сварка на ОПО» гласит:
Квалификация сварщиков должна соответствовать требованиям, установленным Минтруда России. Сварщики должны иметь действующее аттестационное удостоверение по соответствующему способу сварки, не иметь медицинских противопоказаний к выполняемой работе. Сведения о номерах удостоверений, сроках их действия и шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в информационно-телекоммуникационной сети Интернет, а удостоверения должны иметь соответствующий QR-код для проверки их подлинности. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы.
Сварщики допускаются к сварочным работам, которые указаны в их удостоверениях.
Требования этого пункта к клеймам однозначны, и предусматривают обязательное закрепление шифров клейм за сварщиками, которые выполняют работы на объектах подконтрольных Ростехнадзору.
Шифр к лейма генерируется системой ЭДО автоматически исходя из данных ФИО и даты рождения. Этот шифр закрепляется за сварщиком и не изменяется при продлении, периодической аттестации, аттестации на другие способы сварки и т.п.
По поводу специалистов, которые были аттестованы до вступления в действие ФНП «Сварка на ОПО», Ростехнадзор направил Президенту СРО НП «НАКС» Н.П. Алешину официальное письмо. В письме указано, что сварщики, прошедшие аттестацию до вступления ФНП, могут пользоваться ранее присвоенными клеймами, закрепленными приказом по организации.
Кроме того, ФНП «Сварка на ОПО» устанавливает требования к процедуре клеймения и идентификации сварщика, выполнявшего сварное соединение.
Пункт 21 ФНП «Сварка на ОПО»
Сварные соединения элементов с толщиной стенки более 6 мм подлежат маркировке с указанием шифров клейм сварщиков, позволяющих идентифицировать сварщиков, выполнявших сварку. Необходимость и способ маркировки сварных соединений с толщиной стенки менее 6 мм устанавливаются требованиями ПТД. Способ маркировки должен исключать наклёп, подкалку или недопустимое уменьшение толщины металла и обеспечить сохранность маркировки в течение всего периода эксплуатации технического устройства.
При выполнении сварного соединения несколькими сварщиками на нем должны быть поставлены клейма всех сварщиков, участвовавших в сварке.
При выполнении всех сварных соединений одним сварщиком, допускается указывать шифр клейма сварщика в доступном для осмотра месте, заключённом в рамку, наносимую несмываемой краской. Место маркировки в таком случае должно быть указано в паспорте технического устройства.
Пункт 23 ФНП «Сварка на ОПО»
При проведении сварочных работ оформляется исполнительная документация, включающая журналы сварочных работ, заключения по контролю, протоколы испытаний сварных соединений, обеспечивающие возможность идентификации записей с выполненными сварными соединениями по шифрам клейм сварщиков и схемам сварных соединений.
Учитывайте эти требования при организации сварочных работ на ОПО.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
источник
Как и где получить клеймо
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, — процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства.
Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя.
После документального утверждения шифра работнику, организация должна предоставить ударные клейма. В некотрых случаях, в качестве идентификации применяются первые буквы фамилии или цифры, однако чаще всего шифр генерируется автоматически на основе данных ФИО сварщика и даты рождения, не изменяясь при продлении, прохождении аттестации или перемене способа сварки. Существует несколько вариантов исполнения клейма сварщиков: числа в две строки без рамки, числа в две сроки с рамкой, числа в ромбе, квадрате, равностороннем треугольнике и без них.
Существует несколько вариантов исполнения клейма сварщиков: числа в две строки без рамки, числа в две сроки с рамкой, числа в ромбе, квадрате, равностороннем треугольнике и без них.
Все символы имеют высоту шрифта от 3-х до 5 мм.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года.
КЛЕЙМО СВАРЩИКА
Мы предлагаем изготовление по вашему индивидуальному чертежу или эскизу клейма сварщика для маркировки сварных швов и металлоконструкций. Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC. На одной стороне стержня гравируется зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара.
После нанесения изображения на рабочую часть клейма сварщика следует его закалка в высокотемпературной производственной печи, после чего клеймо готово к работе. В результате удара на изделии остается прямое рельефное изображение.
В результате удара на изделии остается прямое рельефное изображение.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом 25726-83, должно содержать в себе буквы и цифры, размерами около 6 мм.
Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
Вид и шифр
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество.
Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера.
Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Для чего нужно клеймо
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом.
Клеймо сварщика
Мы предлагаем изготовление по вашему индивидуальному чертежу или эскизу клейма сварщика для маркировки сварных швов и металлоконструкций. Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC.
На одной стороне стержня гравируется зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. После нанесения изображения на рабочую часть клейма сварщика следует его закалка в высокотемпературной производственной печи, после чего клеймо готово к работе.
В результате удара на изделии остается прямое рельефное изображение.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом 25726-83, должно содержать в себе буквы и цифры, размерами около 6 мм.
Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках.
В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
правила присвоения, требования и особенности
Поделиться:
Клеймо сварщика: правила присвоения, требования и особенности
18.12.2019
Профессия сварщика не так проста, как обывателю может показаться на первый взгляд. В противном случае не проводилась бы специальная аттестация, не было бы квалификационных проверок знаний специалистов на продление разряда или его повышение. Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.
Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.
Что представляет собой клеймо
Клеймом принято называть ручной инструмент, выполненный в форме металлического стержня. Изготовлен он из инструментальной стали, прочность которой – 50-60 HRC. Клеймо сварщика изготавливается в соответствии с ГОСТ 25726-83. С одной стороны инструмента обязательно выбивается зеркальное обозначение: буквенное и цифровое. Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
Вид и шифр
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество. Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера. Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Для чего нужно клеймо
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом. Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие. То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ. Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Где и когда ставят клеймо
Согласно пункту 21 ФНП «Сварка на ОПО», сварные соединения, стенки которых толще 6 миллиметров, обязательно должны быть промаркированы номером сварщика, выполнявшего работу. А по ГОСТу 25225-82, место работы сварщик должен обозначить своим клеймом.
Где именно принято ставить клеймо? В первую очередь на следующих конструкциях: металлические швеллеры и балки; потолочные основы; можно (но не обязательно) применять клеймо в скреплениях арматуры или сварки элементов менее 6 миллиметров.
Как ставят клеймо
Каждый аттестованный сварщик должен знать, как правильно наносить клеймо. Его принято ставить на расстоянии 20-50 миллиметров от кромки сварочного шва. Необходимо ставить клеймо с наружной стороны. В том случае, если швы наружной и внутренней сторон завариваются разными специалистами, клейма ставятся с наружной стороны – через дробь. Числитель – это клеймо специалиста, сваривавшего детали с наружной стороны, знаменатель, в свою очередь, — сварщик внутренней стороны.
У швов продольных знак сварщика необходимо располагать в начале шва и в его конце. Важно соблюдать расстояние в 100 миллиметров от кольцевого шва. Если сварщик выполнял кольцевой шов, он выбивает клеймо в месте пересечения кольцевого шва с продольными. Через каждые два метра клеймо повторяется.
Еще один пункт Федеральных норм и правил гласит: если все сварные работы на объекте проводит один сварщик, указывать идентификационный шифр на каждом соединении не нужно. Хватит и одного клейма, расположенного в доступном для осмотра месте. В то же время, если над одним сложным соединением работали несколько специалистов, каждый должен оставить свой шифр.
Важная информация
При постановке клейма сварщик не имеет права образовывать на изделиях наклепки, подкалку, уменьшать толщину изделия. А сам оттиск должен быть аккуратным, легко читаться – даже на протяжении долгого срока эксплуатации.
Как и где получить клеймо
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, — процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства. Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания. Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма. Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства. Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания. Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма. Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Приказ о присвоении клейма сварщику: образец, форма
Пункт № 8 ФНП, гласит, что после того, как шифры клейм присваиваются сварщикам, они закрепляются за этими специалистами. Приказ подписывает организация, выполняющая сварочные работы. Предлагаем вашему вниманию образец приказа о клейме сварщика.
Ничего сложного, как видите. Кроме того, приказ о присвоении персонального клейма обычно пишется в свободной форме. В нем могут указываться виды свариваемых конструкций, другие полномочия сварщика.
В нем могут указываться виды свариваемых конструкций, другие полномочия сварщика.
Источник: fb.ru
правила присвоения, требования и особенности
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, — процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства.
Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания. Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма.
Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Согласно действующего ФНП «Сварка на ОПО» от 8.10.2014 года, работы, проводимые на особо опасных объектах, должны сопровождаться определенными мерами предосторожности. В частности, рядом со сварным соединением должна стоять отметка (клеймо) специалиста, который его выполнил. Если окажется, что шов сделан с дефектом, то по данному оттиску, используя материалы единой базы сварщиков, можно легко определить Ф.И.О. сотрудника, его должность, вид деятельности и разряд.
Клеймо сварщика – это устройство, которое применяется для постановки уникального личного оттиска рядом со сварным швом. Оно используется на конструкциях повышенной ответственности. Ставить подобный оттиск может только специалист, прошедший аттестацию НАКС. Клеймением неразъемного соединения он подтверждает свое авторство и ответственность за качество выполненной работы.
Раз уж речь зашла о НАКС, то надо сказать пару слов о том, какая организация «прячется» за этой аббревиатурой. НАКС – национальное агентство контроля сварки. Его основные функции:
НАКС – национальное агентство контроля сварки. Его основные функции:
Сварщику, у которого есть удостоверение НАКС, разрешается работа на опасных объектах. Он получает зарплату намного большую, чем сотрудники аналогичного профиля, не имеющие такого допуска.
Пункт № 8 ФНП, гласит, что после того, как шифры клейм присваиваются сварщикам, они закрепляются за этими специалистами. Приказ подписывает организация, выполняющая сварочные работы. Предлагаем вашему вниманию образец приказа о клейме сварщика.
Ничего сложного, как видите. Кроме того, приказ о присвоении персонального клейма обычно пишется в свободной форме. В нем могут указываться виды свариваемых конструкций, другие полномочия сварщика.
Клеймение сварных швов инструкция
Мы предлагаем изготовление по вашему индивидуальному чертежу или эскизу клейма сварщика для маркировки сварных швов и металлоконструкций. Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC.
На одной стороне стержня гравируется зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. После нанесения изображения на рабочую часть клейма сварщика следует его закалка в высокотемпературной производственной печи, после чего клеймо готово к работе.
В результате удара на изделии остается прямое рельефное изображение.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом 25726-83, должно содержать в себе буквы и цифры, размерами около 6 мм. В случае выполенения особых работ, допускается использвание знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
Главное правило производимой идентификации сварщика — при постановке клейма на металлических изделиях не допускается образовывать наклёпки, подкалки или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным. Сохранность маркировки должна быть на высшем уровне в течение всего периода эксплуатации конструкции.
Шифр клейма сварщика
Каждому сварщику, осуществляющему свою трудовую деятельность на объектах промышленной безопасности, присваивают индивидуальный шифр клейма, другими словами — его личный знак, являющийся своеобразный подписью выполеннной работы.
Клеймо сварщика присваивается при аттестации. Шифр клейма закрепляется за сварщиком — это позволяет избежать путаницы.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя.
https://www.youtube.com/watch?v=yww-vPMWEAA
После документального утверждения шифра работнику, организация должна предоставить ударные клейма.
В некотрых случаях, в качестве идентификации применяются первые буквы фамилии или цифры, однако чаще всего шифр генерируется автоматически на основе данных ФИО сварщика и даты рождения, не изменяясь при продлении, прохождении аттестации или перемене способа сварки.
Существует несколько вариантов исполнения клейма сварщиков: числа в две строки без рамки, числа в две сроки с рамкой, числа в ромбе, квадрате, равностороннем треугольнике и без них. Все символы имеют высоту шрифта от 3-х до 5 мм.
Все символы имеют высоту шрифта от 3-х до 5 мм.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года.
До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность работника, дату аттестации, шифр клейма, разряд, вид деятельности, область аттестации.
Сведения о шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в сети Интернет. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы.
Если сварщик прошел аттестацию до вступления в силу ФНП «Сварка на ОПО», то за ним остается клеймо, выданное ему ранее и закрепленное в приказе предприятия. Оно действительно до очередной аттестации, а затем, после ее прохождения, выдается новое клеймо в соответствии с требованиями ФНП.
Зачем нужно клеймо сварщика?
Сварщик — профессия, в которой требуется огоромное внимание и ответственность.
При выполеннии сварщиком ответственных работ, руквоводство должно быть уверено, что все сваренные соединения грамотно выполенены.
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро помогает клеймо сварщика. Такое требование было законодательно утверждено.
https://www..com/watch?v=ZbnEIr5ITFc
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий и сооружений. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно — этим занимается проверяющая комиссия.
Вовремя выявленный дефект позволяет избежать огромных трат , связанных с деформацией и с обрушиванием металлоконструкций. Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр — клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Как получить клеймо сварщика?
Клеймо сварщика является обязательным элементом работника, аттестованного в Национальном Агентстве Контроля Сварки (НАКС).
Структурное подразделение системы аттестации сварочного производства, после успешной сдачи всех испытаний, выдает шифр клейма вместе с аттестационным удостоверением.
В соответствии с требованиями НАКС, сварщики допускаются к той работе, которая подтверждена документально.
Клеймо сварщика. Где и зачем ставится?
Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены.
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика.
Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
В целом, приказ Федеральной службы по экологическому, технологическому и атомному надзору, направлен на усиление качества работы, сведение к минимуму всевозможных нарушений при работе с тяжёлыми металлическими конструкциями на опасных производственных объектах. При этом большое внимание в ФНП «Сварка на ОПО» уделено именно идентификации работника, который выполнил сварочные мероприятия.
Где и когда ставят клеймо
Согласно пункту 21 ФНП «Сварка на ОПО», сварные соединения, стенки которых толще 6 миллиметров, обязательно должны быть промаркированы номером сварщика, выполнявшего работу. А по ГОСТу 25225-82, место работы сварщик должен обозначить своим клеймом.
Где именно принято ставить клеймо? В первую очередь на следующих конструкциях: металлические швеллеры и балки; потолочные основы; можно (но не обязательно) применять клеймо в скреплениях арматуры или сварки элементов менее 6 миллиметров. После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом.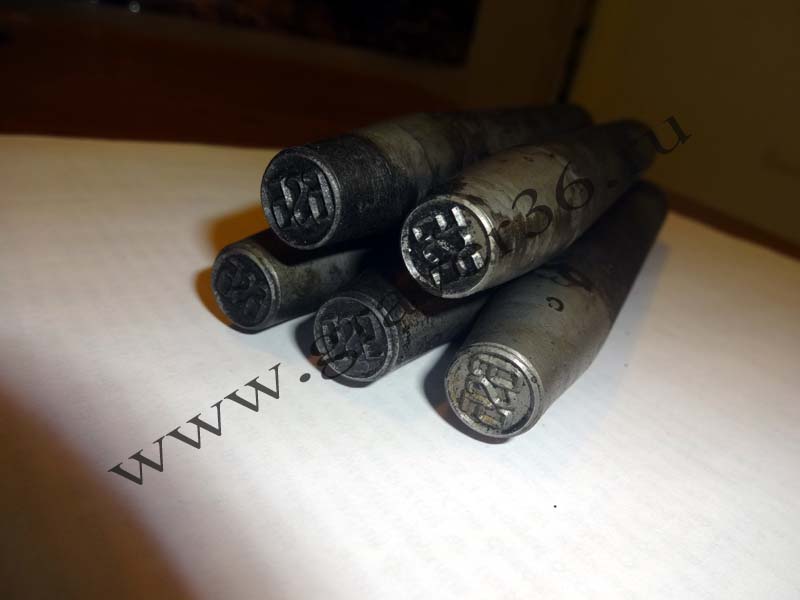 После этого необходимо заполнить журнал работ, протоколы испытания соединений.
После этого необходимо заполнить журнал работ, протоколы испытания соединений.
Клеймение сварных швов ГОСТ
Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены.
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика.
Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
В целом, приказ Федеральной службы по экологическому, технологическому и атомному надзору, направлен на усиление качества работы, сведение к минимуму всевозможных нарушений при работе с тяжёлыми металлическими конструкциями на опасных производственных объектах. При этом большое внимание в ФНП «Сварка на ОПО» уделено именно идентификации работника, который выполнил сварочные мероприятия.

Для чего необходимо клеймо сварщика?
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно – этим занимается проверяющая комиссия.
Вовремя выявленный дефект позволяет избежать огромных трат, связанных с деформацией и с обрушением металлоконструкций.
Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года.
До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность, дата аттестации, вид деятельность, область аттестации.
Вид и шифр клейма
Клеймо сварщика представляет собой металлический стержень, который изготавливается из инструментальной стали твёрдостью закалки 55-60 HRC. Стержень, одна сторона которого плоская, а другая с выгравированным изображением, подвергается удару, на месте которого образуется чёткий рельеф.
После документального утверждения шифра каждому работнику, организация должна предоставить ударные клейма.
В некоторых случаях, в качестве идентификации применяются первые буквы фамилии или цифры, однако чаще всего шифр генерируется автоматически, не изменяясь при продлении, прохождении аттестации или перемене способа сварки.
Шифр клейма закрепляется за сварщиком – это позволяет избежать путаницы, которая может возникнуть в будущем.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом, должно содержать в себе буквы или цифры, размерами около 6 мм. В случае выполнения особых работ, допускается использование знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
Главное правило производимой идентификации сварщика – при клеймении металлических конструкций не должен производиться наклёп, подкалка или уменьшение толщины металла. Сохранность маркировки должна быть на высшем уровне в течение всего периода эксплуатации конструкции.
Где и в каких случаях ставится?
В соответствии с пунктом 21 ФНП «Сварка на ОПО», все сварные соединения с толщиной стенки более 6 мм обязательно должны быть промаркированы идентификационными номерами сварщиков, выполнявших работу. Также, по ГОСТу 25225-82, сварщик обязан обозначить место выполненной работы меткой или клеймом.
Обычно клеймо сварщика проставляется на отвесных конструкциях, при соединении металлических балок, в случае скрепления потолочной основы – вариантов может быть огромное множество.
Стоит также отметить, что в случае скрепления арматуры или сварки элементов толщиной менее 6 мм, применение клейма не обязательно – в таком случае необходимо применять требования производственной технической документации.
Сварщик, сразу после осуществления сварочных работ на объектах ОПО, обязан проставить клеймо рядом с выполненным швом. При этом заполняется журнал сварочных работ, протоколы испытаний сварных соединений, — оформляется вся исполнительная документация, предусмотренная законом.
В Федеральных нормах и правилах также имеется пункт о том, что при исполнении сварных мероприятий одним сварщиком, указывание идентификационного шифра на всех швах необязательно.
Это объясняется тем, что в плане сооружения уже имеется обозначение исполнителя работ – для избежания повторения и исключения ненужной волокиты, достаточно указать шифр клейма в доступном для осмотра месте, при этом заключив в рамку несмываемой краской.
При этом, если над одним сварным швов высокой сложности трудились сразу несколько работников, необходимо чтобы каждый сварщик оставил свой шифр.
Клеймо сварщика
Мы предлагаем изготовление по вашему индивидуальному чертежу или эскизу клейма сварщика для маркировки сварных швов и металлоконструкций. Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC.
Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC.
На одной стороне стержня гравируется зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. После нанесения изображения на рабочую часть клейма сварщика следует его закалка в высокотемпературной производственной печи, после чего клеймо готово к работе.
В результате удара на изделии остается прямое рельефное изображение.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом 25726-83, должно содержать в себе буквы и цифры, размерами около 6 мм. В случае выполенения особых работ, допускается использвание знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
Главное правило производимой идентификации сварщика — при постановке клейма на металлических изделиях не допускается образовывать наклёпки, подкалки или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным. Сохранность маркировки должна быть на высшем уровне в течение всего периода эксплуатации конструкции.
Сохранность маркировки должна быть на высшем уровне в течение всего периода эксплуатации конструкции.
Клеймение сварных швов инструкция — Справочник металлиста
Мы предлагаем изготовление по вашему индивидуальному чертежу или эскизу клейма сварщика для маркировки сварных швов и металлоконструкций. Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC.
На одной стороне стержня гравируется зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. После нанесения изображения на рабочую часть клейма сварщика следует его закалка в высокотемпературной производственной печи, после чего клеймо готово к работе.
В результате удара на изделии остается прямое рельефное изображение.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом 25726-83, должно содержать в себе буквы и цифры, размерами около 6 мм. В случае выполенения особых работ, допускается использвание знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
В случае выполенения особых работ, допускается использвание знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
Главное правило производимой идентификации сварщика — при постановке клейма на металлических изделиях не допускается образовывать наклёпки, подкалки или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным. Сохранность маркировки должна быть на высшем уровне в течение всего периода эксплуатации конструкции.
В каком месте сварщик должен клеймить стык трубы
Главная » Разное » В каком месте сварщик должен клеймить стык трубы
Клеймо сварщика. Где и зачем ставится?
Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены. Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика. Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
[xyz-ihs snippet=»nachalo»]
В целом, приказ Федеральной службы по экологическому, технологическому и атомному надзору, направлен на усиление качества работы, сведение к минимуму всевозможных нарушений при работе с тяжёлыми металлическими конструкциями на опасных производственных объектах. При этом большое внимание в ФНП «Сварка на ОПО» уделено именно идентификации работника, который выполнил сварочные мероприятия.
Для чего необходимо клеймо сварщика?
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно – этим занимается проверяющая комиссия. Вовремя выявленный дефект позволяет избежать огромных трат, связанных с деформацией и с обрушением металлоконструкций. Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года. До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность, дата аттестации, вид деятельность, область аттестации.
Вид и шифр клейма
Клеймо сварщика представляет собой металлический стержень, который изготавливается из инструментальной стали твёрдостью закалки 55-60 HRC. Стержень, одна сторона которого плоская, а другая с выгравированным изображением, подвергается удару, на месте которого образуется чёткий рельеф.
После документального утверждения шифра каждому работнику, организация должна предоставить ударные клейма.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом, должно содержать в себе буквы или цифры, размерами около 6 мм. В случае выполнения особых работ, допускается использование знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
Главное правило производимой идентификации сварщика – при клеймении металлических конструкций не должен производиться наклёп, подкалка или уменьшение толщины металла. Сохранность маркировки должна быть на высшем уровне в течение всего периода эксплуатации конструкции.
Как получить клеймо сварщика?
Клеймо сварщика является обязательным элементом работника, аттестованного в Национальном Агентстве Контроля Сварки (НАКС). Структурное подразделение системы аттестации сварочного производства, после успешной сдачи всех испытаний, выдаёт шифр клейма вместе с аттестационным удостоверением. В соответствии с требованиями НАКС, сварщики допускаются к той работе, которая подтверждена документально.
Структурное подразделение системы аттестации сварочного производства, после успешной сдачи всех испытаний, выдаёт шифр клейма вместе с аттестационным удостоверением. В соответствии с требованиями НАКС, сварщики допускаются к той работе, которая подтверждена документально.
Где и в каких случаях ставится?
В соответствии с пунктом 21 ФНП «Сварка на ОПО», все сварные соединения с толщиной стенки более 6 мм обязательно должны быть промаркированы идентификационными номерами сварщиков, выполнявших работу. Также, по ГОСТу 25225-82, сварщик обязан обозначить место выполненной работы меткой или клеймом. Обычно клеймо сварщика проставляется на отвесных конструкциях, при соединении металлических балок, в случае скрепления потолочной основы – вариантов может быть огромное множество.
Стоит также отметить, что в случае скрепления арматуры или сварки элементов толщиной менее 6 мм, применение клейма не обязательно – в таком случае необходимо применять требования производственной технической документации.
Сварщик, сразу после осуществления сварочных работ на объектах ОПО, обязан проставить клеймо рядом с выполненным швом. При этом заполняется журнал сварочных работ, протоколы испытаний сварных соединений, — оформляется вся исполнительная документация, предусмотренная законом.
В Федеральных нормах и правилах также имеется пункт о том, что при исполнении сварных мероприятий одним сварщиком, указывание идентификационного шифра на всех швах необязательно. Это объясняется тем, что в плане сооружения уже имеется обозначение исполнителя работ – для избежания повторения и исключения ненужной волокиты, достаточно указать шифр клейма в доступном для осмотра месте, при этом заключив в рамку несмываемой краской. При этом, если над одним сварным швов высокой сложности трудились сразу несколько работников, необходимо чтобы каждый сварщик оставил свой шифр.

[xyz-ihs snippet=»recommend»]
Типы сварных соединений — Портал сварщика
Для разных работ требуются разные типы сварных соединений, так как в разных применениях они должны выдерживать разные потребности и силы. В зависимости от стыка сварщику необходимо выбрать подходящий способ сварки. В основном существует пять типов сварных соединений для соединения двух металлических частей.
Различные типы сварных соединений
Тройник
Тройник образуется, когда две части соединяются под углом 90 градусов, причем одна кромка находится в центре другой.Они размещены в форме буквы T. Этот тип сварного соединения требует использования углового сварного шва, который наносится с обеих сторон металла.
Тройник можно также использовать при приваривании трубы к основному металлу.
Существует семь стилей сварки, которые можно использовать для создания тройника. :
- Паз под сварку
- Электрозаклепка
- Угловой шов
- Сварка под фаску
- Сварной шов под развальцовку, скос-фаску
- Сварка с J-образной канавкой
- Сквозной шов
стыковое соединение
Стыковые швы образуются при соединении двух металлических частей, когда они размещаются бок о бок в одной плоскости.Его часто используют для сварки труб, клапанов, фитингов и прочего.
Этот тип соединения обычно используется для материалов толщиной до 3/16 дюйма. Также не рекомендуется использовать на металлах, которые в будущем будут подвергаться высоким ударным нагрузкам.
При сварке толстых листов или при необходимости полного проплавления на листах можно снять фаску. Эти типы стыковых швов называются швами с разделкой кромок. Если есть фаска, потребуется больше присадочного металла, что обеспечит более высокую прочность соединения.
Самый распространенный вид стыкового соединения сварным швом с квадратной канавкой. Он используется, когда две части размещаются бок о бок параллельно.
Все типы стыковых соединений включают следующие:
- Сварной шов с квадратной канавкой
- Сварка под фаску
- Сварка с V-образной канавкой
- Сварка с П-образной канавкой
- Сварка с J-образной канавкой
- Сварка под развальцовку с V-образной канавкой
- Сварной шов под развальцовку, скос-фаску
Угловой шарнир
Угловые соединения являются одними из наиболее распространенных типов в индустрии листового металла, например, при строительстве коробок, рам и других подобных областях.Он образуется, когда две части соединяются в центре под прямым углом. Две части образуют букву L.
.
Следующие стили для создания угловых соединений:
- Паз V-образный
- П-образный паз
- J-образный паз
- Филе
- Место
- Край
- Уголок-фланец
- Квадрат с пазом или стык
- Фаска
- Отбортовка с V-образной канавкой
Соединение внахлестку
Этот тип соединения обычно используется при сварке деталей разной толщины. Он образуется, когда две части накладываются друг на друга внахлест. Соединение можно сваривать как с одной, так и с обеих сторон для большей прочности. Это соединение широко используется при электронно-лучевой, лазерной и точечной сварке сопротивлением.
Он образуется, когда две части накладываются друг на друга внахлест. Соединение можно сваривать как с одной, так и с обеих сторон для большей прочности. Это соединение широко используется при электронно-лучевой, лазерной и точечной сварке сопротивлением.
Существуют следующие стили сварки:
- Пятно
- Заглушка
- Слот
- Фаска
- J-образный паз
- Паз под развальцовку
Кромочный стык
Краевое соединение используется для соединения двух или более частей, расположенных параллельно параллельно друг другу.Детали также могут быть приблизительно параллельны или иметь отбортованные края. В процессе свариваются одинаковые кромки двух деталей.
Однако имейте в виду, что это не очень прочное соединение, поскольку сварной шов не полностью проникает по толщине соединения. Таким образом, он в основном используется для соединения кромок листового металла или глушителей или в других приложениях с низким напряжением и давлением. Чтобы усилить пластину, сварщик может добавить присадочный металл.
Чтобы усилить пластину, сварщик может добавить присадочный металл.
Для создания такого типа соединений применимы следующие стили:
- J-образный паз
- Паз V-образный
- П-образный паз
- Фаска
- Уголок-фланец
- Квадратный паз
- Кромка-полка
Как вы, наверное, знаете, для сварки важно иметь надлежащее защитное снаряжение.У нас есть статьи, в которых рассматривается различное защитное снаряжение, такое как сварочные шлемы, сварочные ботинки и т. Д. Мы также рассматриваем различное сварочное оборудование, такое как сварочные аппараты MIG, TIG и плазменные.
.
Лучшая подготовка, лучшие сварные швы
При сварке труб надлежащая подготовка к сварке помогает предотвратить такие проблемы, как включения сварного шва, улавливание шлака, водородное растрескивание, отсутствие плавления и непровара.
Независимо от используемого процесса сварки, правильная подготовка перед началом работы является ключом к обеспечению качества готового сварного шва. Принятие необходимых мер для подготовки сварного шва также может снизить риск разрушения сварного шва, а также потратить время и деньги на доработку и расходные материалы.
Принятие необходимых мер для подготовки сварного шва также может снизить риск разрушения сварного шва, а также потратить время и деньги на доработку и расходные материалы.
Правильная подготовка шва при сварке труб помогает предотвратить такие проблемы, как сварочные включения, улавливание шлака, водородное растрескивание, отсутствие плавления и отсутствие проплавления. Чтобы добиться успеха при сварке труб, примите во внимание следующие ключевые моменты для очистки и подготовки сварного шва и предотвращения некоторых распространенных ошибок.
Очистка и подготовка
Подготовка швов и очистка идут рука об руку. Что произойдет в первую очередь, зависит от состояния, в котором труба получена. Некоторые сварщики, особенно на открытых площадках, могут нести ответственность за обрезку трубы и скашивание кромок.Но в некоторых случаях, часто выполняемых в трубных цехах, резка и снятие фаски выполняются кем-то еще до того, как сварщик получит трубу.
Правильная подготовка стыка — будь то фаска, канавка или надрез — часто диктуется квалифицированной процедурой сварки, которая должна обеспечивать доступ к стыку, а также надлежащий провар и прочность сварного шва для конкретного применения. После того, как труба будет разрезана газокислородной горелкой, плазменным резаком, машиной для резки или другим инструментом, и скос будет получен с помощью шлифовального станка или путем механической обработки, обязательно очистите внутреннюю и внешнюю поверхность стыка трубы и фаски.
После того, как труба будет разрезана газокислородной горелкой, плазменным резаком, машиной для резки или другим инструментом, и скос будет получен с помощью шлифовального станка или путем механической обработки, обязательно очистите внутреннюю и внешнюю поверхность стыка трубы и фаски.
Если труба была разрезана на станке, вероятно, использовалась смазка, поэтому обязательно удалите ее во время очистки, чтобы снизить риск включения водорода. При резке кислородным резаком или плазменным резаком на кромке реза обычно остается шлак или оксидный слой. Обязательно очистите это, чтобы предотвратить вкрапления и пористость.
Перед сваркой удалите с основного материала всю краску, масла и грязь; в противном случае эти материалы могут попасть в сварной шов и вызвать включения или пористость, которые могут нарушить целостность сварного шва и вызвать его разрушение.Очистите участок на 1-2 дюйма от сварного шва и точек врезки, где лаковое покрытие на внешней поверхности трубы встречается со скосом.
Хотя некоторые сварочные процессы или присадочные металлы более не чувствительны к загрязнениям или прокатной окалине на материале, не полагайтесь на то, что грязь и масло могут сгореть во время сварки. Любой посторонний материал в сварном шве может впоследствии вызвать проблемы.
Подгонка и прихватывание детали
Правильная подгонка детали гарантирует, что соединение установлено равномерно от начала до конца, что обеспечивает однородность сварного шва по всей детали.Это помогает предотвратить проблемы с недостаточным проваром или слишком большим проваром, которые могут снизить срок службы готового сварного шва.
Сборка детали включает несколько ключевых этапов, в том числе согласование внутреннего диаметра (ID) двух свариваемых частей трубы и обеспечение надлежащего зазора между трубами для корневого прохода.
Чтобы соответствовать диаметрам труб, сначала произведите измерения, чтобы убедиться, что все выровнено должным образом, затем выполните несколько пробных прогонов, прежде чем фактически прикрепить трубу прихваточными швами для установления зазора. Идентификаторы должны быть как можно ближе к идеально выровненным. Если внутренние диаметры не совпадают, используйте шлифовальный станок с внутренней стороны трубы, чтобы согласовать диаметры. Несоответствие ID чаще встречается у труб большого диаметра.
Идентификаторы должны быть как можно ближе к идеально выровненным. Если внутренние диаметры не совпадают, используйте шлифовальный станок с внутренней стороны трубы, чтобы согласовать диаметры. Несоответствие ID чаще встречается у труб большого диаметра.
Сварщик проверяет соответствие внутреннего диаметра, чтобы убедиться, что внутренние диаметры совпадают между двумя трубами. Несоответствующий внутренний диаметр трубы может вызвать различные дефекты сварки.
Далее следует установление зазора или корневого отверстия.Используемый процесс сварки и квалифицированные процедуры сварки определяют, какой тип фаски требуется для поверхности корня. Для некоторых сварных швов, особенно для дуговой сварки вольфрамовым электродом (GTAW) и газовой дуговой сварки металлическим электродом (GMAW), может потребоваться скос под углом 371/2 градуса с острием лезвия или 1/16 дюйма. земля для более легкого сращивания корневого прохода. Дуговая сварка защищенным металлом (стержневой или SMAW), которая имеет более жесткую дугу (то есть более сильную и проникающую), часто требует более тяжелой земли. Земля на поверхности корня может варьироваться от острия ножа до 1/8 дюйма.в некоторых приложениях.
Земля на поверхности корня может варьироваться от острия ножа до 1/8 дюйма.в некоторых приложениях.
Квалифицированные процедуры должны определять правильную ширину корневого зазора, которая зависит от процесса сварки, геометрии соединения, а также типа и толщины материала. Зазор может быть от 1/16 дюйма до 5/32 дюйма. SMAW обычно требует более узкого зазора, в то время как GMAW более щадящий и допускает больший зазор. Корневой зазор должен быть достаточно большим, чтобы расплавленная сварочная ванна могла его заполнить, но достаточно маленьким, чтобы сварочная лужа не провалилась.
Корневая щель должна быть равномерной от начала до конца.Несогласованные зазоры повлияют на качество и однородность всего сварного шва. Чтобы измерить и обеспечить надлежащую подгонку зазора, используйте стержень для зазора или кусок наполнителя, который соответствует желаемому размеру зазора.
После создания равномерного зазора соедините трубы вместе для сварки. На большой трубе прихваточные швы могут быть длиной 1 дюйм или даже длиннее; на маленькой трубе они могут быть от до ½ дюйма в длину. Количество необходимых прихваток зависит от диаметра трубы. Маленькие трубы часто можно сварить тремя прихватками, тогда как для больших труб может потребоваться четыре или более.Чем больше прихваток используется на трубах большего диаметра, тем меньше вероятность того, что зазоры будут сокращаться при остывании после сварки, что приведет к закрытию стыка. Независимо от того, сколько прихваток используется, убедитесь, что они расположены равномерно.
Количество необходимых прихваток зависит от диаметра трубы. Маленькие трубы часто можно сварить тремя прихватками, тогда как для больших труб может потребоваться четыре или более.Чем больше прихваток используется на трубах большего диаметра, тем меньше вероятность того, что зазоры будут сокращаться при остывании после сварки, что приведет к закрытию стыка. Независимо от того, сколько прихваток используется, убедитесь, что они расположены равномерно.
Также убедитесь, что кнопки чистые изнутри. Обрезание прихваток во время сварки — вопрос выбора оператора. Их можно оставить в сварном шве. В этом случае отшлифуйте каждую прихватку до скошенной кромки (то есть с гладким соединением валика прихваточного шва и стенкой стыка) перед выполнением корневого шва.Это гарантирует, что вы поглотите гвоздики при завершении корневого прохода. После сварки внимательно осмотрите прихватки, чтобы убедиться в отсутствии дефектов или включений.
Распространенные ошибки
Трата времени и денег на доработку из-за разрушения сварного шва или плохого внешнего вида является следствием небрежной подготовки шва. Чтобы получить наилучшие результаты, избегайте следующих распространенных ошибок:
Чтобы получить наилучшие результаты, избегайте следующих распространенных ошибок:
- Быстрая установка детали может привести к смещению детали. Часто можно увидеть фаску со слишком крутым углом, что приводит к плохому проникновению основного металла.
- Создание слишком большой площади при SMAW трубы может затруднить правильное проникновение в корневой проход. В общем, не превышайте 1/8 дюйма. приземлиться при сварке клеем.
- Слишком частое закрытие корневого зазора — распространенная ошибка при сварке больших кусков труб, например, диаметром от 24 до 30 дюймов. При укладке корневого прохода, если вы слишком сильно сузите корень, зазор начнет сокращаться. В приложениях, которые начинаются с небольшого зазора, слишком сильное закрытие зазора может потребовать повторного его разрезания для завершения корневого прохода.Это время, не добавляющее добавленной стоимости, которое требует дополнительных затрат труда, расходует расходные материалы и увеличивает затраты.
- Неправильная очистка смазочного масла, грязи, краски или лака с основного материала может привести к включению водорода и растрескиванию. Неправильная очистка также может вызвать пористость. Использование шлифовального станка или полировального круга — самый быстрый способ правильно очистить зону сварки. Обязательно очистите сам стык и всю область на 1–2 дюйма от стыка, чтобы предотвратить попадание посторонних материалов в сварной шов.
- Несоблюдение требований к подготовке к сварке, изложенных в спецификации процедуры сварки (WPS), может показаться возможностью сэкономить время, но это может привести к значительным затратам времени и денег в дальнейшем на доработку и повреждение сварных швов. Перед тем как начать процесс, ознакомьтесь с WPS для приложения. Обычно в нем указываются правильный угол скоса, размер площадки, зазор между корнем и другие факторы.

Лучшая подготовка экономит время
Сварка труб требует качества и постоянства.Правильная очистка, подготовка стыка и подгонка деталей помогают обеспечить доступ к стыку, а также необходимую глубину проплавления и прочности сварного шва. Если вы потратите время на выполнение указанных процедур и обеспечение надлежащей подготовки к сварке, это может значительно сэкономить время и деньги в дальнейшем и, в конечном итоге, повысить производительность всей операции.
Если вы потратите время на выполнение указанных процедур и обеспечение надлежащей подготовки к сварке, это может значительно сэкономить время и деньги в дальнейшем и, в конечном итоге, повысить производительность всей операции.
.
Как успешно выполнить прихваточную сварку
| Прихваточная сварка TIG Фото предоставлено Weldcraft |
Что такое прихваточная сварка?
После того, как элементы, подлежащие сварке, были размещены в соответствии с требованиями, как правило, путем закрепления их на подходящих приспособлениях, прихваточные швы используются в качестве временного средства удержания компонентов в нужном месте, выравнивания и расстояния друг от друга до окончательной сварки можно завершить.
При ручной сварке небольшими партиями сварка прихваточным швом может использоваться для настройки деталей без использования приспособлений. Обычно прихваточные швы представляют собой короткие швы. В любой конструкции выполняется несколько прихваточных швов на некотором расстоянии друг от друга, чтобы скрепить края.
Обычно прихваточные швы представляют собой короткие швы. В любой конструкции выполняется несколько прихваточных швов на некотором расстоянии друг от друга, чтобы скрепить края.
Преимущество этой предварительной процедуры сборки заключается в том, что если будет обнаружено, что выравнивание для окончательной сварки неправильное, детали можно легко разобрать, выровнять и снова прихватывать.
Обычно прихваточная сварка выполняется тем же способом, что и окончательная сварка. Например, сборки из алюминиевого сплава, которые должны быть соединены сваркой трением с перемешиванием, свариваются прихваточными швами одним и тем же способом с использованием небольшого инструмента, разработанного для этой цели. Или электронно-лучевые прихваточные швы, созданные с пониженной мощностью, используются для дополнения или замены крепежа и для сохранения правильной формы и размеров во время окончательной электронно-лучевой сварки.
Если окончательная сварка выполняется, когда элементы все еще зажаты в приспособлении, прихваточная сварка должна удерживать элементы на месте и выдерживать значительные нагрузки, недостаточно контрастирующие с зажимными устройствами, которые стремятся разделить компоненты.
Почему так важны прихваточные швы?
Временный характер прихваточных швов может создать ложное впечатление, что качество этих вспомогательных средств соединения не так важно, как качество окончательной сварки, и что эту операцию не нужно должным образом программировать, выполнять и проверять. Это неправда.
Прихваточная сварка — это настоящая сварка, даже если сварные швы наплавлены отдельными короткими валиками. Он выполняет следующие функции:
- Удерживает собранные компоненты на месте и устанавливает их взаимное расположение
- Обеспечивает их выравнивание
- Дополняет функцию приспособления или позволяет его снимать, если необходимо
- Контролирует и противопоставляет движение и искажение во время сварка
- Устанавливает и поддерживает зазор стыка
- Временно обеспечивает механическую прочность сборки против собственного веса при подъеме, перемещении, манипулировании или переворачивании. части или узлы могут упасть и подвергнуть опасности людей или повредить имущество.
Прихваточная сварка не должна мешать или ухудшать качество окончательной сварки. Он не должен приводить к появлению дефектов сварных швов, таких как дуговые искры, кратеры, трещины, твердые пятна и шлак, оставшийся на месте.
Многие стали, используемые при производстве труб и сосудов, чувствительны к быстрому охлаждению или закалке, особенно после коротких прихваточных швов, из-за ограниченного тепловложения, необходимого для прихваточного шва. Примечание: Более высокое тепловложение снижает скорость охлаждения, что сводит к минимуму возникновение твердых и хрупких микроструктур.
Твердые, хрупкие и чувствительные к трещинам микроструктуры могут образовываться в зоне термического влияния (HAZ), если металл подвергается быстрой закалке. В этом случае даже удаление всего прихваточного шва шлифованием может привести к появлению опасных невидимых трещин в основном металле.
Хрупкий металл может треснуть при затвердевании металла шва или при напряжении.
Трещины под швом не могут быть легко обнаружены при визуальном осмотре, и нельзя проводить более тщательные неразрушающие испытания, если они считаются несущественными для таких ограниченных сварных швов.Однако эти небольшие трещины могут привести к разрушению всей конструкции.Контроль качества сварки прихваточным швом
Для обеспечения качества большинство норм требует, чтобы сварка прихваточным швом выполнялась только в соответствии с квалифицированными процедурами сварки сварщиками, полностью сертифицированными для процесса, используемого для окончательной сварки.
Требования применимы для любого используемого сварочного процесса.
Процедуры контроля деформации
Во всех процессах сварки плавлением последовательность и направление прихваточных швов важны для контроля деформации.Помимо сохранения зазора в стыках, прихваточные швы должны противостоять поперечной усадке, чтобы обеспечить достаточное количество проплавленных швов.
Для длинного шва прихваточная сварка должна начинаться с середины и продолжаться по длине шва, чередуя в обоих направлениях, с правильным шагом назад или с пропуском, чтобы избежать накопления напряжений и деформации.
Прихваточные швы также могут быть размещены на концах стыков, а затем добавлены в середине каждого результирующего расстояния между уже выполненными, пока вся длина не будет покрыта требуемым количеством с требуемым интервалом.
Зачем прихваточный шов в такой последовательности? Поскольку, если прихваточные швы размещаются постепенно от одного конца к другому, усадка может закрыть зазор на противоположном конце и даже может привести к перекрытию одного конца листа другим.
Из-за большего теплового расширения аустенитных нержавеющих сталей расстояние между прихваточными швами на этих материалах должно быть намного меньше, чем на мягкой стали.
Особые требования
Прихваточная сварка — важный этап подготовки труб к сварке.Особое внимание следует уделять достижению адекватного выравнивания и постоянного раскрытия корня (зазора между швами), которые контролируют успех наиболее важного корневого прохода. Хотя эта работа может быть поручена монтажникам, за ней следует внимательно следить, чтобы убедиться, что рабочие имеют соответствующую квалификацию.
Количество и размер прихваточных швов зависят от диаметра трубы и толщины стенки. Прихваточные швы с полным сплавлением должны быть того же качества, что и окончательный шов.
Все прихваточные швы необходимо тщательно очистить перед окончательной сваркой.
Оба конца каждого прихваточного шва, представляющие начало и конец (которые являются слабыми местами, часто имеющими недопустимые дефекты), должны быть отшлифованы, чтобы удалить возможные дефекты и создать очень плавный уклон, при котором стороны сварного шва переходят в металл.
Дополнительные меры предосторожности
Если при пайке используется прихваточная сварка, область вокруг прихваты должна быть тщательно очищена от окислов, образующихся во время сварки.
При полуавтоматической и автоматической сварке точки пересечения последнего сварочного электрода с прихваточными швами могут ухудшить регулировку напряжения дуги и подачу присадочной проволоки, поэтому ручная помощь особенно важна для поддержания качества.
Прихваточная сварка — важный компонент успешного сварочного проекта, будь он простой или сложный. Поэтому очень важно правильно выполнять процесс и минимизировать риски, связанные с плохой прихваткой.
.Правда на сварщика платят
Сварщикам начального уровня не следует рассчитывать на шестизначную зарплату за 40-часовую рабочую неделю. Getty Images
При любой нехватке вы ожидаете роста затрат. Это простая экономическая теория: если что-то пользуется спросом и его недостаточно, потребители могут рассчитывать на то, что заплатят больше, чем они, возможно, должны были бы заплатить, когда спрос был меньше или больше был доступен.
За последние несколько лет многие сварщики почесали головы, поскольку отрасль постоянно ощущает нехватку рабочих.Американское общество сварщиков полагает, что к 2022 году промышленность США будет испытывать нехватку более 450 000 квалифицированных сварщиков. Это серьезный дефицит. (Бюро статистики труда сообщает, что в 2018 году существовало почти 425 000 сварочных рабочих мест).
На самом деле, кто-то может рассматривать это как момент, когда заработная плата должна повыситься в ожидании этого грандиозного дефицита.Обостряют ситуацию говорящие головы и интернет. Послушайте достаточно людей, и вы можете подумать, что стартовая зарплата сварщика составляет 40 000 долларов.Этой суммы не хватает, но на самом деле это средняя зарплата. BLS сообщает, что средняя зарплата сварщиков в 2018 году составила 41380 долларов в год. (Среднее значение означает, что 50 процентов сварщиков в США зарабатывают меньше этого, а 50 процентов — больше.) Затем у вас есть редакционная статья под заголовком «Сварщики зарабатывают 150 000 долларов? Верните мастерскую », появившуюся в журнале The Wall Street Journal в апреле 2014 года, и продолжает служить пропагандой, побуждающей молодых людей поступать в ряды сварщиков, даже если основное внимание уделялось одному типу сварщиков и его конкретному набору навыков.И давайте не будем забывать о тех, кто набирает «зарплата подводного сварщика» в поисковой системе Интернета.
Если подводный сварщик может заработать 300 000 долларов в год, то сварщик на твердой земле наверняка может заработать половину этой суммы, верно?Реальность ситуации такова, что сварщик может неплохо заработать даже на начальном уровне, но, как правило, он или она не зарабатывает большие деньги сразу. Как и в любой работе, большинство из них должно начинаться снизу.
Кроме того, зарплаты растут, но, возможно, не такими темпами, как шумиха вокруг нехватки квалифицированных рабочих. The WELDER , журнал, родственный журналу FABRICATOR , в последних трех исследованиях читательской аудитории спрашивал своих подписчиков, сколько их компании платят сварщикам начального уровня в час (см. Рисунок 1 ). В 2015 году только 26% платили более 17 долларов в час. К 2017 году этот показатель вырос до 28 процентов, а в этом году — до 43 процентов.
Роб Абфалл, главный операционный директор Amerequip Corp., производитель нестандартного оборудования для газонов, ландшафтов, сельского хозяйства и строительства, сказал, что компания отказывалась от работы в 2017 и начале 2018 года, потому что у нее возникли трудности с привлечением и удержанием рабочих.
.Он увеличился со 125 сотрудников в 2012 году до 300 к 2017 году. Одним из первых шагов, предпринятых позднее в 2018 году для стабилизации кадрового потенциала, было повышение заработной платы.«Мы открыли контракт [с Международной ассоциацией машиностроителей и профсоюзом аэрокосмических рабочих] и повысили зарплату намного больше, чем было предусмотрено в первоначальном контракте», — сказал Абфалл.
Помимо повышения стартовой заработной платы до более чем 15 долларов в час, Amerequip повысила стартовую заработную плату сварщиков до более чем 18 долларов в час.Это повышение заработной платы и соглашение о переходе на смену по выходным, которая оплачивала служащим, включая сварщиков, 40 часов за 36-часовую смену в пятницу, субботу и воскресенье, действительно помогли стабилизировать трудовые ресурсы, поэтому руководство могло сосредоточиться на заполнение открытых производственных мощностей и повышение эффективности ввода новых мощностей.
Необходимость повышения заработной платы сварщиков характерна не только для Киля, штат Висконсин, где расположена компания Amerequip.
Когда Amazon открывает распределительные центры по всей территории США, а в крупных мегаполисах устанавливается минимальная заработная плата в размере 15 долларов, все больше компаний-производителей были вынуждены повысить заработную плату.Как показал опрос читателей The WELDER , компаниям приходилось агрессивно корректировать заработную плату для привлечения работников начального уровня.Конечно, это только часть истории, когда речь идет о сварщиках и их оплате. Давайте рассмотрим еще несколько факторов, которые определяют, на какой заработок сварщики могут рассчитывать.
Рисунок 1
За последние пять лет резко увеличилось количество магазинов, платящих сварщикам не менее 17 долларов в час.Опыт окупается
Пару раз в детстве вы играли с источником сварочного тока своего отца, который он хранил в гараже, не считается сварочным опытом, или, по крайней мере, тем, что ищут производители. Сказав это, это не мешает людям поверить в то, что они готовы взяться за дело, работая сварщиком.
Однако у реальности есть способ исправить ситуацию. Сварщик должен вкладывать время под капот, если он или она хочет максимизировать потенциал заработка от своего ремесла.
По данным исследовательского центра Pew Research Center, это не всегда соответствует стереотипу о миллениалах, которые в настоящее время представляют самую большую группу поколений в рабочей силе США (56 миллионов). Им нужны деньги прямо сейчас, даже если у них может не быть опыта или навыков, чтобы их оправдать.
«Все говорят о том, чтобы быть сварщиком под водой, но им просто нужна зарплата сварщика под водой», — сказал Скотт Мацзулла, президент и генеральный директор Института сварочных технологий Хобарта в Трои, штат Огайо.«Это просто нереалистичные ожидания, которые быстро исчезают, потому что вскоре наступает реальность».
Мацзулла сказал, что в настоящее время рынок труда очень силен. В качестве доказательства он указал на частоту увольнения, на скорость, с которой люди бросают работу, чтобы перейти на более высокооплачиваемую должность.
В начале октября Министерство труда США сообщило, что в июле количество бросивших курить достигло посткризисного максимума. Мацзулла сказал, что беседы, которые он вел с выпускниками Института Хобарта, подтверждают эти отчеты.«Они могут получить от вас то, что хотят сегодня, или, вероятно, они могли бы искать доллар или больше в час в другом месте, потому что спрос очень высок», — сказал он.
Райан Блайт, основатель торговой школы Джорджии в Акворте, штат Джорджия, сказал, что после восьми лет обучения сварщиков в частной технической школе он начинает понимать, что ждет сварщиков, оттачивающих свое мастерство в течение нескольких лет. Для успешных выпускников нередко зарабатывать от 30 до 35 долларов в час.
«Я заметил, что выпускники четырех-пятилетней давности начали покупать дома и заводить детей», — сказал Блайт. «Во многих случаях их положение намного лучше, чем у многих их сверстников, которые учились в колледже и испытывают трудности.
Опять же, те, кто работает в своем ремесле, будут в лучшем положении, чем те, кто этого не делает, потому что высококвалифицированные сварщики смогут остаться на работе в случае экономического спада, который обязательно повторится, даже если США не видели ни одного за 12 лет.
«Когда рынок упадет, все больше людей пойдут в школу, чтобы стать сварщиками. Таким образом, компаниям, которым сегодня требуется около 30 сварщиков, потребуется всего около 20, когда экономика не так сильна », — сказал Мацзулла.«Таким образом, конкуренция за получение этих рабочих мест будет на более высоком уровне. Что произойдет, так это то, что сварщики от бедных до посредственных будут продолжать искать работу, потому что у них нет навыков, чтобы получить эту работу ».
Рисунок 2
Если вы хотите получить максимальную зарплату сварщика, вам нужно ехать туда, где не так много сварщиков, или туда, где требуется много сварщиков. Источник: Бюро статистики труда для «Сварщиков, резаков, паяльщиков и паяльщиков», май 2018 г.* Количество вакансий не включает самозанятых.Некоторые рабочие места платят больше, чем другие
Есть навыки сварщика и готовы путешествовать? Вы можете положить в карман гораздо больше денег, чем парень, работающий в фабрике, в 10 милях от своего дома.
Мацзулла сказал, что из 2500 открытых вакансий, доступных для выпускников Института Хобарта от 400 различных работодателей, пара на доске объявлений предложила 40 долларов в час и 85 долларов суточных. Это трубопроводная работа, и выпускники сварочной школы должны быть готовы пойти туда, где есть работа.
В этом нет ничего необычного, поскольку специалисты по сварке получают более высокую заработную плату, чем те, которые не требуют сертификации. Например, согласно опросу о заработной плате и льготах, проведенном Ассоциацией производителей и производителей за 2019 год, сварщик кода, работающий в металлообрабатывающей промышленности, имеет среднюю зарплату в размере 53000 долларов, что выше, чем у сварщика с двухлетним опытом работы, который зарабатывает Средняя зарплата составляет 44 096 долларов.
Блайт упомянул, что некоторые компании очень ясно дают понять, что могут сделать сварщики, так что это не загадка.Он сказал, что Ingalls Shipbuilding в Паскагуле, штат Миссисипи, разъясняет сварщикам, что если они смогут пройти испытание на сварку для определенного уровня, они получат определенную заработную плату.
Обладая большим опытом, сварщики могут пройти еще один тест на повышение заработной платы.Конечно, заработная плата различается в зависимости от географического положения (см. рисунки 2 и 3 ). В таких местах, как Аляска и Северная Дакота, у сварщиков одни из самых высоких почасовых заработков, но эта экономика тесно связана с работой во внутреннем производстве энергии — строительстве, обслуживании и ремонте трубопроводов и буровых установок.Другие места, такие как Гавайи и Калифорния, также входят в десятку штатов с самой высокой почасовой оплатой труда сварщиков, но стоимость жизни в этих местах намного выше, чем в таких местах, как штаты Глубокого Юга.
Работодатели будут платить за руководителей
То, что часто не обсуждается или игнорируется многими участниками споров о том, сколько следует платить сварщикам, — это то, что работодателям не нужны только теплые тела, которые могут укладывать плотный борт. Им нужен пунктуальный, интеллектуально любознательный человек, умеющий хорошо ладить с другими.
Также необходимо пройти тест на наркотики.«Наблюдая за развитием наших выпускников с 2013 года по настоящее время, работодатели, особенно в производственных цехах, ищут кого-то, кто мог бы быть начальником цеха или мастером. Им нужен кто-то, кто сможет подняться по лестнице, — сказал Блайт.
Этим работодателям нужен человек, которого они могут слепить, чтобы добиться успеха в их собственной производственной среде. Когда они находят подходящего квалифицированного работника, они должны быть заинтересованы в том, чтобы держать его или ее при себе. Это симбиотические отношения, которые должны сделать счастливыми и работодателя, и сварщика.
.Смотрите также
- Как определить диаметр трубы в дюймах
- Какие лучше пропиленовые трубы
- Дым из трубы идет прямо вверх к чему это
- Известно что наружный воздух через слуховую трубу может попасть в
- Как подключить трубы к котлу
- Как удлинить трубу газового котла
- Как монтировать греющий кабель на трубу
- Чем прочистить трубу в бане
- Какие ножницы для пластиковых труб лучше
- Как устранить течь в трубе отопления солью
- Какие канализационные трубы лучше для частного дома

 Трещины под швом не могут быть легко обнаружены при визуальном осмотре, и нельзя проводить более тщательные неразрушающие испытания, если они считаются несущественными для таких ограниченных сварных швов.Однако эти небольшие трещины могут привести к разрушению всей конструкции.
Трещины под швом не могут быть легко обнаружены при визуальном осмотре, и нельзя проводить более тщательные неразрушающие испытания, если они считаются несущественными для таких ограниченных сварных швов.Однако эти небольшие трещины могут привести к разрушению всей конструкции.
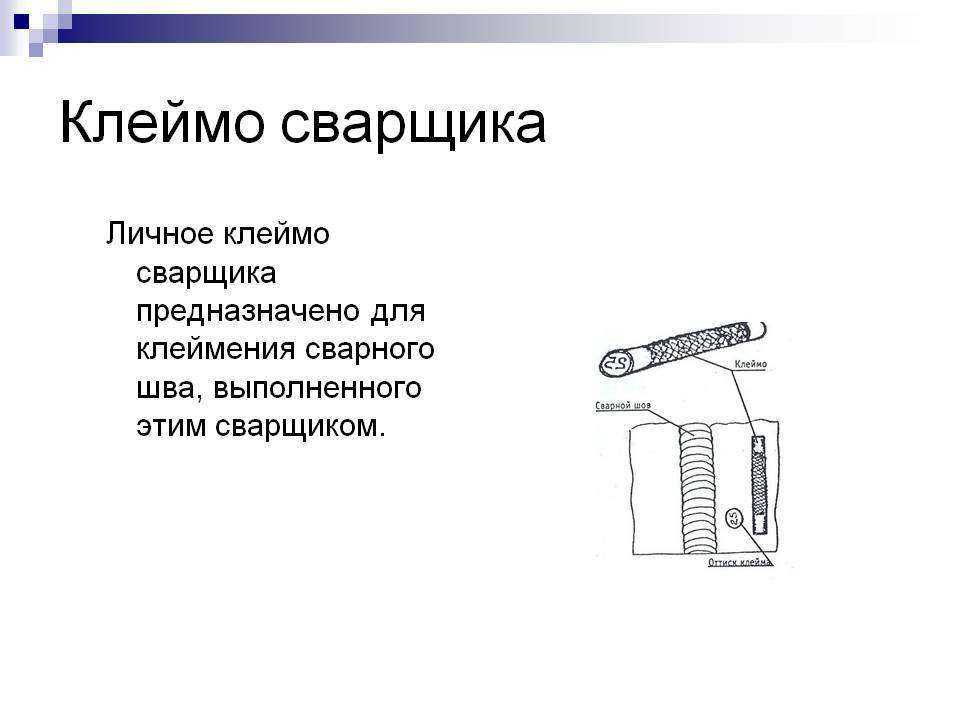
 На самом деле, кто-то может рассматривать это как момент, когда заработная плата должна повыситься в ожидании этого грандиозного дефицита.
На самом деле, кто-то может рассматривать это как момент, когда заработная плата должна повыситься в ожидании этого грандиозного дефицита. Если подводный сварщик может заработать 300 000 долларов в год, то сварщик на твердой земле наверняка может заработать половину этой суммы, верно?
Если подводный сварщик может заработать 300 000 долларов в год, то сварщик на твердой земле наверняка может заработать половину этой суммы, верно? .Он увеличился со 125 сотрудников в 2012 году до 300 к 2017 году. Одним из первых шагов, предпринятых позднее в 2018 году для стабилизации кадрового потенциала, было повышение заработной платы.
.Он увеличился со 125 сотрудников в 2012 году до 300 к 2017 году. Одним из первых шагов, предпринятых позднее в 2018 году для стабилизации кадрового потенциала, было повышение заработной платы. Когда Amazon открывает распределительные центры по всей территории США, а в крупных мегаполисах устанавливается минимальная заработная плата в размере 15 долларов, все больше компаний-производителей были вынуждены повысить заработную плату.Как показал опрос читателей The WELDER , компаниям приходилось агрессивно корректировать заработную плату для привлечения работников начального уровня.
Когда Amazon открывает распределительные центры по всей территории США, а в крупных мегаполисах устанавливается минимальная заработная плата в размере 15 долларов, все больше компаний-производителей были вынуждены повысить заработную плату.Как показал опрос читателей The WELDER , компаниям приходилось агрессивно корректировать заработную плату для привлечения работников начального уровня.
| |||||
Знакомьтесь, Марк Проссер, сооснователь Full-Bore — FULLER MOTO
Недавно мы встретились с профессиональным инструктором, автором и соучредителем Full-Bore Марком Проссером, чтобы ответить на несколько вопросов о себе, о том, как он сотрудничал с Брайаном Фуллером, и рассказать нам о предстоящем этим летом Full-Bore LIVE! Мастерские.
«Сварка — одно из самых непонятных для большинства профессий, это огромный мир, в котором всегда есть чему учиться и что делать.
— Марк Проссер
Расскажите нам немного о себе Марк:
Я вырос в семейном автомобильном бизнесе с тремя старшими братьями в Мичигане. С тех пор я жил во Флориде, Вайоминге, Алабаме и уже десять лет в Висконсине. Я преподаю сварку и изготовление на постоянной основе в Техническом колледже Висконсина. Кроме того, я руковожу консалтинговым бизнесом, где помогаю компаниям с обучением сварщиков, чтением чертежей, контролем процессов, методами бережливого производства и работой с кодом.
Я также путешествую по стране со своим партнером по полнопроходному оборудованию Брайаном Фуллером и провожу различные обучающие семинары в магазинах и на выставках. За последние шесть лет я написал книги, статьи и образовательные программы для разных компаний и продолжаю учиться и работать, чтобы стать лучше в том, что мне нравится делать. У меня также есть небольшой магазин, где я занимаюсь металлом и покраской. Я много работаю и много играю со своей 11-летней дочерью, женой и моей немецкой овчаркой по имени Нина.
Я вырос в окружении почти всего, что имеет мотор. Мы выросли в лесу с мотоциклами, лодками, багги для езды по дюнам, снегоходами и особенно забавным Volkswagen Bug, с которого мы сняли все крылья, участвовали в гонках и в конце концов взорвали его, разбив его в 80-акровом лесу моего деда. Моя любовь к этим вещам никогда не исчезала, просто теперь это гораздо более дорогая любовь к силовым вещам.
Почему вам так нравится сварка?
Я люблю сварку по нескольким причинам. самое главное, что в какой-то момент моей подростковой жизни все могло легко пойти по ложному пути для меня. Я был типичным ребенком-правонарушителем, прогуливал школу, чтобы поиграть во фрисби в парке, попадал в неприятности, и вы знаете остальную часть истории. Я поступил в центр карьеры в Сагино по специальности сварщик. Мне нужно было это, чтобы заработать достаточно кредитов, чтобы закончить среднюю школу. В этот момент я глубоко погрузился в сварку, и за последние двадцать восемь лет это привело меня к одному адскому путешествию.
Я также люблю гордость за себя и чувство чего-то особенного, чтобы лечь красивый критический сварной шов, или еще лучше, научить кого-то делать это тоже. Мне нравится тот факт, что сварка была сделана в течение долгого времени, и если вы действительно внимательно посмотрите на все вокруг вас, сварка была частью всего этого в некотором роде. Она обеспечивала мне комфортную жизнь в течение многих лет, приводила меня в места и делала вещи, о которых я и не мечтал, когда попал в нее.
Сварка — одно из самых непонятных для большинства профессий, это огромный мир, в котором всегда есть чему учиться и что делать. Сварщики похожи на маляров, а все маляры. Кто-то красит заборы, кто-то занимается изобразительным искусством, кто-то красит дома или отделку, а кто-то рисует заливные реки, лимузины и хот-роды за миллионы долларов. То же самое и со сваркой, все разные уровни, разные наборы навыков и разные структуры оплаты труда.
Что лично вы недавно построили?
Кажется, у меня всегда есть проект в моем маленьком магазине или в школе. Время — это проблема, которая является самой сложной для меня. Недавно мы превратили школьный автобус в пушечный тягач для настоящей команды реконструкции Гражданской войны. Мы в основном отрезали заднюю часть полноразмерного школьного автобуса и переделали его с рамой типа «ласточкин хвост», гусеничной системой и лебедкой внутри, а также каркасом безопасности, чтобы пушки весом 8000 фунтов были в безопасности в случае крушения. Это был отличный студенческий проект, который был представлен в Трубный журнал и Изготовитель.
Моим личным проектом прошлой зимы было создание индивидуального понтонного катера. У меня есть место на озере в северном Висконсине, и я решил построить маленькую лодку. Весь использованный материал был 0,90, что намного толще большинства понтонов. Это 14 футов в длину и 7 футов в ширину. Всю зиму я резал, гнул, лепил и приваривал эту маленькую присоску. У меня было более 150 футов сварки TIG. У меня, вероятно, есть труд на 20 000 тысяч долларов, и вы можете купить их новыми за 8 000 долларов, но эй, образование дорогое, и 150 футов алюминиевой сварки TIG определенно сохранят навыки.
Я также время от времени работаю над велосипедными проектами и недавно восстановил весь листовой металл для 37 Chevy Street Rod. Я стараюсь поддерживать проект в магазине, чтобы поддерживать и развивать навыки, и немного дополнительного теста тоже никогда не помешает.
Как вы познакомились с Брайаном Фуллером?
Я работал инструктором по изготовлению корпусов Street Rod в компании Wyotech в Ларами, штат Вайоминг. Шоу Overhaulin’ , в котором Брайан в то время участвовал, приехало в школу, чтобы построить Chevy 56-го года. Я встретил его на минутку, а примерно через год или около того он и его жена переехали из Лос-Анджелеса в Атланту, а мы с женой переехали из Вайоминга в Алабаму. Школа, в которой я работаю, сотрудничала с Брайаном, чтобы построить мотоцикл. Короче говоря, мы построили индийский мотоцикл «Большой синий индеец» со студентами и другими инструкторами за девять месяцев. Мы действительно нашли общий язык и с тех пор бегаем вместе.
Индиец привел на Байкерскую сборку шоу, в котором я помог отличной команде чуваков провести более пятидесяти часов ярости подряд. Было здорово быть частью этого, и это навсегда останется прекрасным воспоминанием. Вскоре после этого школа, в которой я работал в Алабаме, закрылась, и я переехал в Висконсин, чтобы начать преподавать в другом колледже.
С тех пор мы вместе ездили на многие концерты по стране, проводили семинары, вместе написали две книги и получили массу удовольствия. На данный момент мы только начинаем!
Насколько важна для вас сварка?
Очевидно, это очень важно; это то, что я делаю. Я зарабатывал этим на жизнь большую часть своей взрослой жизни. Это привело меня в места, которые просто заставляют меня улыбаться. Другим тоже важно учиться. Все хотят научиться сваривать хотя бы для того, чтобы починить сломанный прицеп или сварить старый стул. Мы все слышали о «разрыве в навыках», и он очень велик в сфере сварки. Я целыми днями тренируюсь в многомиллионной сварочной лаборатории; Я обучаю студентов всех возрастов, всех социальных слоев, всех экономических слоев и всех уровней навыков. Хороших всегда засасывают и заставляют работать, как только они заканчивают школу.
В компаниях не так много сварщиков, как им нужно. Нам нужно больше сварщиков, и каждый день я вижу реальную нехватку навыков. Но есть еще один компонент этой торговли, и он называется разрывом в заработной плате. Если работодатели хотят иметь высококвалифицированных сварщиков, они должны платить им соответственно. Молодые люди говорят, зачем мне заниматься сваркой весь день за 18 долларов в час, когда я зарабатываю 15 долларов в местном продуктовом магазине? Мы все должны понимать, насколько важна сварка для нашей экономики.
Что бы вы сказали об одном из ваших студентов FULL BORE и их опыте участия в семинарах?
Проведение этих семинаров с Брайаном Фуллером – это настоящий опыт для всех нас. Студенты приходят из всех слоев общества. У нас были врачи, юристы, пилоты, бухгалтеры, художники и профессиональные сварщики, которые не работают с листовым металлом. Большинство студентов учатся сварке дома. Они не приходят туда со стремлением зарабатывать на жизнь сваркой. Я уверен, что некоторые из них свернули за угол и, вероятно, изменили свою карьеру.
Большинство студентов имеют очень небольшой опыт сварки или вообще не имеют его, и они очень нервничают в течение первого часа или около того, но затем они понимают, что это совершенно непринужденно, и мы готовы помочь им научиться. Один студент сказал: «Это не классная комната, это как будто я просто слоняюсь по магазину, пока мы работаем, и впитываю все это».
Я думаю, что большинство людей, посетивших наши семинары, уходят с чувством что они потратили свои деньги с умом и получили за это хорошее вознаграждение. У нас было много отличных отзывов, и я также поддерживал связь с несколькими людьми, особенно с теми, кто продолжает повышать свои навыки.
Какую самую большую пользу получают люди от полнопроходных семинаров?
Как сказал Брайан сто раз: «Если вы хотите построить что-то из металла, вы должны уметь сваривать». Последние двадцать пять лет я был либо студентом-сварщиком, либо учителем сварки, и если вы хотите научиться сварке, как вы это делаете. Я научил сотни и сотни людей сваривать разные материалы, используя разные процессы и разные техники, и я здесь, чтобы сказать вам, что есть много разных способов учиться, и метод проб и ошибок находится в конце списка. Эти семинары выходного дня дают студентам теорию и технику, чтобы они могли пойти домой, понять, что они делают, и попрактиковаться. Эти двухдневные семинары научат вас тому, чему у вас потребуются месяцы или годы, чтобы научиться методом проб и ошибок. Каждый день я работаю с профессиональными сварщиками, которые действительно хороши в чем-то одном. Это не значит, что они могут сварить все это.
Еще одним большим преимуществом мастерских является то, что это весело. Мы делаем все возможное, чтобы все чувствовали себя комфортно, хорошо проводили время и учим их прочным основам, чтобы они вышли в свои магазины и начали испытывать чувство гордости, когда вы строите что-то своими руками, инструментами и навыками. Мы проводили эти мастер-классы в довольно крутых местах, и это тоже опыт в дополнение к обучению. Если вы рассматриваете семинары, знания, которые вы получите, не сделают вас хорошим сварщиком за выходные, практика сделает вас хорошим сварщиком, но вы должны практиковаться правильно. Обучение подтолкнет вас к уверенности, навыкам, которые помогут вам вернуться домой и сделать грамотный сварной шов.
Что вас ждет дальше?
Хороший вопрос. В этом году я собираюсь усерднее заниматься своим консалтинговым бизнесом, это очень весело для меня и в этом есть большая потребность. В этом году у нас с Брайаном будет несколько семинаров, в том числе на SEMA в этом году. Мы обсуждаем некоторые другие идеи для будущего полнопроходного и все возможности. В этом году я буду много путешествовать и продолжу делать все возможное, чтобы сбалансировать все, что у меня есть на тарелке. Я уверен, что будет больше письменных проектов, консультаций по учебным планам и проекта или двух в магазине на заднем плане. Я просто опускаю голову и продолжаю двигаться вперед. Сейчас веселые времена, и семинары, безусловно, являются большой частью этого веселья.
MeetFuller Moto Full-Bore LIVE!, Mark Prosser, сварка, сварка TIG, изготовление листового металла, изготовление
0 лайковКак делать отметки на металле: 11 советов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Нанесение меток на металл является важной частью точной работы с металлом. Но в отличие от дерева и других материалов для крафта, не так просто получить видимую линию, которая останется на поверхности. Вам нужно будет учитывать, с каким типом металла вы работаете, а также инструменты, которые вы используете для металла, и для какого проекта они лучше всего подходят. Как вы отмечаете на металле и каковы наилучшие методы для маркировки ваших измерений?
Существует несколько методов нанесения размеров на металл. В следующем списке мы рассмотрим лучшие типы инструментов и дадим несколько советов о том, как маркировать тип металла на основе его конкретной твердости или физических качеств, а также лучший способ в зависимости от потребностей вашего проекта.
Маркировка металла перманентным маркером или маркером Sharpie
Этот метод является наиболее простым и понятным. Есть большая вероятность, что у вас уже есть перманентный маркер, и, возможно, вы сейчас читаете это, потому что у вас возникли проблемы. Если перманентный маркер или фломастер ранее не работали, вероятно, на металле остались остатки, грязь, пыль или, возможно, какое-то масло или смазка.
Если металл, с которым вы работаете, новый и чистый, нет причин, по которым вы не можете просто нанести на него отметку перманентным маркером. Пока вы даете ему немного высохнуть, маркер не стирается легко. Если это не сработает, вы можете очистить металл и попробовать еще раз или попробовать другой метод.
Еще одна проблема, с которой вы можете столкнуться при использовании перманентного маркера, заключается в том, что они, как правило, не дают очень тонких линий. Когда перманентный маркер просто не справляется или, возможно, у вас закончились чернила, есть дополнительные возможности для простой маркировки при работе с металлом. И, к счастью, ни один из них не является слишком техническим.
Травление металла с помощью писца
NEPAK 4 Pack Карбид вольфрама Scriber с магнитом, с дополнительными 4 запасными наконечниками для маркировки, ручка для травления и гравировки для стекла/керамики/металлического листа
Узнать цену
Это мощный многоцелевой инструмент для травления закаленных материалов, таких как металл, нержавеющая сталь, стекло, керамика, дерево и т. д. Используйте этот гравер, чтобы…
Если перманентный маркер вам не подходит, другой вариант — использовать инструмент, называемый писцом. Этот метод может не работать для каждого металлического проекта, над которым вы работаете, потому что он царапает металл, но он будет идеальным вариантом, если вы планируете резать или шлифовать металл в отмеченной точке.
Писец можно использовать для самых разных целей, но его основное назначение — царапать линии на металле. Инструмент в простейшем виде представляет собой металлический шип. Иногда они имеют ручки или встроены в ручки, некоторые из них превращаются в циркуль, чтобы размечать круги.
Преимущество использования чертилки по сравнению с перманентным маркером заключается в том, что он, как правило, более точен и наносит более четкую линию. Единственная проблема, которую некоторые находят при работе с писцом, заключается в том, что иногда линия, которую вы царапаете на металле, слишком тусклая, и ее трудно увидеть. Если вы обнаружите, что это так, то следующий метод может помочь решить проблему.
Использование писца и перманентного маркера на металле
Разнообразный набор перманентных маркеров Sharpie, включающий маркеры Fine, Ultra Fine и Chisel Point, черные, 6 шт.
Проверить цену
Смелые до максимума и перманентные до мозга костей, перманентные маркеры Sharpie вдохновляют вас превращать обычные поверхности в страстно творческие заявления….
Когда вы не можете четко разглядеть маркировку от разметчика, а перманентный маркер не дает точных линий. Использование двух из них вместе может стать отличным решением.
Чтобы подчеркнуть отметку писца, нарисуйте заплатку в той области, где находится ваше измерение. После того, как у вас есть участок перманентных чернил, снимите мерки и используйте чертилку, чтобы процарапать линию через чернила и металл. Это приведет к более заметной линии, нанесенной писцом.
Этот метод по-прежнему требует, чтобы маркер не стирался легко. Если вы обнаружите, что из-за этого вам слишком сложно следить за своей маркировкой, вы можете найти другой продукт, более полезный.
Маркировка металла мыльным камнем
Мыльный камень обычно используется сварщиками, когда им нужно делать отметки на металле, с которым они работают.
Мыльный камень можно использовать для маркировки металла, это природный материал, похожий на мел, который также можно использовать для маркировки. Однако главное отличие состоит в том, что мыльный камень не горит от высокой температуры сварки, и его будет немного сложнее случайно стереть.
Хотя маркировка, выполненная с его помощью, устойчива к нагреванию, ее достаточно легко стереть или стереть влажной тряпкой. Мыльный камень можно приобрести в виде аппликатора в виде ручки или маркера или в необработанном виде.
Карандаши с серебряными штрихами для маркировки металла сварщиками
Металлический маркер с 6 стержнями, круглый (серебряная полоса)
Узнать цену
Хорошо заметные метки подсвечиваются при резке или сварке
Еще один хороший совет для сварщиков — использовать карандаш или ручку с серебряными штрихами. Эти ручки похожи на мыльный камень тем, что сделанные ими отметки не сгорают и не стираются. Они также будут писать на грязном металле, в отличие от маркера или перманентного маркера.
Markal производит вариант карандаша сварщика, который можно приобрести в серебряном или красном цвете. Этот продукт утверждает, что его нелегко стереть или сдуть, а также он обладает отличной способностью отражать свет во время сварки, что облегчает видимость, когда на пользователе есть маска или очки.
Карандаши с серебристой полосой, такие как сделанный Markal, можно затачивать так же, как и обычные карандаши, и их можно приобрести в упаковках по несколько штук.
Красочные маркеры MetalHead стойкие на грязном металле
3 шт. в упаковке: черный маркер U-Mark по металлу с клапанным механизмом, сделано в США
Проверить цену
Метки на ржавом и маслянистом металле, сухом или влажном дереве, стекле, пластике, резиновой ленте, картоне, вощеном картоне, керамике, плитке, бетоне и т. д. Heavy d…
Если вам нужно что-то более специализированное для металла, чем перманентный маркер, существует множество продуктов, специально предназначенных для письма на металлических поверхностях. Одним из них является маркер краски производства UMARK под названием MetalHead.
UMARK характеризует свой продукт METALHEAD как «упрямо стойкий». Он поставляется в сжатой, переполненной бутылке, и ее рекламируют, чтобы она идеально подделала для постоянной маркировки сложных материалов, таких как
- ржаво -металл
- Greasy Or Oily Metal
- DEAP WOOD 9000 931313
- DEAP WOOD 9000 1313131313
- DEAP WOOD 9000 1313131313
- .
Маркер METALHEAD имеет множество применений, и он идеально подходит для строительства, обработки дерева и металла. Если вы обнаружите, что вам нужно более точное нанесение маркера METALHEAD, вам повезло, потому что UMARK также производит METALHEAD2, который является таким же отличным продуктом, но с тонким наконечником.
Использование гравера для маркировки металла
Гравер — отличный инструмент, который можно использовать не только в качестве маркеров. Существует несколько типов граверов. Если вы используете его в сочетании с линейкой, он может выполнять ту же работу, что и чертилка, но гравер способен на большее. Если вы хотите выйти за рамки простых линий разметки, этот инструмент может подойти вам больше. Простой инструмент для ручной гравировки, такой как этот от VQVYBXN, стоит около 26 долларов.
Ручной гравировальный инструмент работает аналогично дрели, быстро вращаясь, но с меньшим точным сверлом, оставляя крошечные царапины. Эти инструменты могут быть беспроводными и поставляться с различными битами. Многие ремесленники и художники используют граверов для отделки деталей и дизайнерских работ.
Несмотря на то, что электрический гравер является более точным и более способным в маркировке рисунков или надписях на металле, чем писец, он все же может быть не идеальным вариантом в зависимости от того, что вы пытаетесь выгравировать на металле. Основное ограничение, когда дело доходит до того, что вы можете спроектировать с помощью гравера, — это то, в чем вас ограничивают ваши художественные способности. Есть несколько других доступных машин, которые могут обеспечить профессиональную гравировку / травление коммерческого уровня по относительно доступной цене.
Автоматическая гравировка на станке с ЧПУ
Для маркировки на металле вне пределов резки также имеется множество вариантов. Станок с ЧПУ или обработка с числовым программным управлением — это тип принтера или маршрутизатора, который работает через компьютер со специальным программным обеспечением. Используя это программирование, ЧПУ может следовать подробному плану и может выгравировать практически любую надпись или изображение на куске металла.
Для тех, кто занимается гравировкой или механической обработкой, владение ЧПУ — отличная инвестиция. Доступный фрезерный станок с ЧПУ может стоить всего 200 долларов и должен уметь гравировать алюминий, а также другие материалы. Большинство из них включают:
- Операционное программное обеспечение
- Фрезерные насадки
- Зажимы для пластин
Хотя такая машина, как GENMITSU 30-18 PRO, имеет свои ограничения, она относительно доступна. Цена, которую вы платите за станок, будет расти в зависимости от того, какие металлы вы хотите гравировать и запоминать, даже если он поставляется с программным обеспечением, он не поставляется с компьютером.
Штамповка металлических букв для серийных номеров и свойств инициализации
Если вы хотите нанести на металл несколько простых букв или цифр, хорошим вариантом будет дырокол для букв. Пробойник для букв — это металлический штамп, используемый с молотком для нанесения на металл определенного символа или числа. Набор таких дыроколов стоит около 20 долларов и обычно содержит все 26 букв алфавита, цифры от 0 до 9, а также, возможно, пару дополнительных символов.
На конце каждого пуансона выгравирован индивидуальный символ или номер. Символ зеркально отражается, и когда лицевая сторона штампа прилегает к рабочей среде, торец пуансона забивается, и на металле остается отпечаток.
Пробойник для букв — это инструмент, обычно используемый машинистами и производителями. У них ограниченный диапазон использования, но они отлично подходят для инициализации имущества или нанесения серийных номеров на готовый продукт.
Лазерная гравировка по металлу для точной гравировки по металлу
Если мы поднимемся в ценовом диапазоне граверов, мы сможем найти машины, которые не только способны гравировать больше типов материалов, но и станки с ЧПУ, использующие более передовые технологии. Некоторые из этих современных машин используют лазеры для прожига гравюр, а не биты, которые шлифуют или вырезают гравюры на их носителе.
Лазер — чрезвычайно точный инструмент, способный выполнять прецизионную гравировку. Использование лазера вместо традиционного ЧПУ может иметь несколько преимуществ:
- Лазер не изнашивается так, как бита.
- Скорость
- Глубина гравировки
- Однородная консистенция продуктов.
Лазерные граверы, вероятно, являются самым дорогим вариантом из всех продуктов в этом списке, но есть и относительно доступные варианты, и они по-прежнему будут создавать профессиональные и последовательные гравировки. Если ваша цель — отметить результаты резки и сварки, эта машина — гораздо больше, чем вам нужно.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Кислотное травление в качестве перманентного металлического маркера для металла Подсчитано, что травление кислотой существует не менее 5000 лет, хотя некоторые из лучших примеров относятся к эпохе Возрождения.
Сложный рисунок вытравливается кислотой на металле путем:
- Покрытия поверхности металла воском или лаком.
- На воске царапается рисунок или изображение, оставляя изображение открытым на голом металле.
- С этого момента металл погружается в коррозионную кислоту.
- Металл вытаскивается и очищается; рисунок, нанесенный воском, останется на металле.
- Чем дольше металл остается в кислоте, тем глубже и четче изображение.
Кислотное травление — сложный вид искусства, который в последние годы начал возрождаться. На обучение могут уйти годы. Это упрощенное объяснение, но следует отметить, что при работе с высококоррозионными химическими веществами необходимо соблюдать крайнюю осторожность.
Заключение
Идеальные средства маркировки металла зависят от того, что представляет собой ваш проект и какие результаты вам нужны. Нанесение размеров на металл для резки или сварки намного проще, чем гравировка или нанесение рисунков на готовое изделие. Каким бы ни был ваш проект, мы надеемся, что эти советы прольют свет на различные варианты, доступные для рабочих по металлу, которым необходимо маркировать свой материал различными способами.
Источники
https://www.industrialmetalsupply.com/blog/how-to-etch-metal
https://all3dp.com/2/laser-etching-metal-what-to-know-to- get-started/#:~:text=Лазерное%20травление%20металл%20%20возможно, ваше%20искусство%20на%20%20металла.
Карандаши Silver-Streak и Red-Riter Welders — упаковка из 12 шт.
https://weldingheadquarters.com/what-is-soapstone-used- для сварки в сварке/#:~:text=Мыльный камень%20является%20широко%20используемым%20в, и%20он%20помогает%20предотвратить%20деформацию.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Марк С.
Тейлор Welding, Inc. | Вурхизвилл, Нью-Йорк 12186Этот специалист не в сети
Давайте найдем для вас лучших проверенных и одобренных HomeAdvisor профессионалов.
Найдите другие плюсы
Узнать больше о процессе проверки и утверждения HomeAdvisor.
100% Рекомендуемый
39 Годы в бизнесе
Сведения о компании
Это твое дело? Заявите об этом и предоставьте клиентам самую актуальную информацию.
Контакт
PO Box 84Voorheesville, NY 12186 http://markstaylorwelding.com
Часы
- Пн: —
- Вт: —
- Мы б: —
- Чт: —
- Пт: —
- Сидел: —
- Солнце: —
Посмотреть все детали и учетные данные
Сведения об услуге
Жилищные работы
Коммерческая работа
Добро пожаловать на небольшие вакансии
Области знаний
- Сварка
- Коммерческий и жилой ремонт металлических перил
- Ремонт легкого бетона
- Замена столбов из металла или нержавеющей стали на месте или за его пределами
- Установка новых или отремонтированных перил
Просмотреть все предложения и обслуживаемые города
Рейтинги
4,9
8 проверенных отзывов
Высокая оценка для
Качество
Значение
Служба поддержки клиентов
Отзывы
Написать рецензию 5,0
Уильям С. Олбани, Нью-Йорк
11.09.2020
- Ремонт металлических лестниц и перил
Марк ремесленник и джентльмен. Он попросил фотографии перил и позвонил мне менее чем через 5 минут после того, как я их отправил. В тот же день он приехал на объект и сделал мне оценку. Он сказал, что беспокоится о том, что кто-то упадет из-за отсутствующих перил, и быстро все починит. Работа была закончена на следующий день! В тот же вечер он изготовил необходимые детали, чтобы утром заняться ремонтом. Рельсы были установлены и покрашены к обеду. Они переживут дом. Когда моя жена увидела готовые рельсы, она сразу же захотела нанять его на другую работу! Кроме того, гонорар Марка был почти вдвое меньше, чем у двух других конкурентов.
5,0 Том М. Ист-Гринбуш, Нью-Йорк
16.11.2019
- Ремонт металлических лестниц и перил
Своевременно ответил на мои звонки. Прибыл в указанное время.
Выполнил то, что было задано, и определил другую проблему и смог исправить ее во время своего визита.
Работа и законченная работа были намного лучше, чем я ожидал.
Не будет проблем с обращением к соседям, семье или друзьям.
Т
4,5 Рубен Д. Кохус, Нью-Йорк
17.08.2018
- Ремонт металлических лестниц и перил
Очень отзывчивый и выполнил работу очень быстро.
5,0 Ким Б. Уотерфорд, Нью-Йорк
02.08.2018
- Ремонт металлических лестниц и перил
Марк был великолепен!!!
5,0 Лу Р. Лэтэм, Нью-Йорк
16.07.2018
- Установить или заменить металлические лестницы и перила
отзывчивый, оценивает лучшие решения для работы. учитывает качество, безопасность и будущие потребности
5,0 Марианна М. Селкирк, Нью-Йорк
03.07.2018
- Установить или заменить металлические лестницы и перила
Он приехал в кратчайшие сроки, чтобы установить временные перила входной двери, необходимые в результате операции. Он вернулся позже и установил постоянные перила. Нам нужны дополнительные перила, и мы будем использовать его для этих работ. Он был профессиональным и приятным, и я очень рекомендую его.
5,0 Кэтлин В. Олбани, Нью-Йорк
04.06.2018
- Отремонтировать или сварить кованый забор
Марк очень своевременно ответил на мой запрос и сделал работу очень быстро. Я очень рекомендую его снова.
5,0 Джонс С.
04.05.2018
- Установите кирпичные или каменные подъездные пути и полы
Отлично сделано вовремя, отлично, профессионально, сделано ниже бюджета.
Фото
Марк С. Тейлор Сварка, Inc.
Сварочные проекты Марка
HomeAdvisor позволяет специалистам по обслуживанию публиковать информацию о себя и свой бизнес в своем профиле. HomeAdvisor не просматривать или проверять информационные представления, изложенные в тех профили в том виде, в каком они сообщаются специалистом по обслуживанию.
HomeAdvisor проверяет лицензирование на уровне штата, где это применимо — примечание:
в некоторых штатах требуется лицензирование на местном или окружном уровне, и вам следует
проверьте, правильно ли лицензирован ваш профессионал.
Чтобы найти дополнительную информацию о лицензировании для вашего штата, посетите наш
Страница лицензионных требований.
Какой процесс отбора проходят специалисты по обслуживанию, чтобы стать членами сети HomeAdvisor?
| ||
| | | |
| ПРИМЕЧАНИЕ. Информация специалиста по обслуживанию участников , подтвержденная, как описано выше, может со временем измениться или истечь; в то время как HomeAdvisor пытается поддерживать точную и актуальную информацию и подтверждает изменения при получении уведомления, мы не можем гарантировать точность профиля и информации о проверке. Поэтому мы рекомендуем, прежде чем обращаться к специалисту по обслуживанию, убедиться, что представленная информация актуальна и/или приемлема для вас. | ||
| См. Положения и условия HomeAdvisor для полного описания того, как мы проверяем специалистов по обслуживанию | ||
| **Только для специалистов по обслуживанию в США | ||
Процесс проверки HomeAdvisor
HomeAdvisor использует обширный процесс проверки для проверки компаний и владельцев / руководителей бизнеса.
Мы проводим эту проверку, когда компания подает заявку на присоединение к нашей сети, и, если компания принимается,
всякий раз, когда проблемы доводятся до нашего сведения. Если у вас есть опасения, что профессионал в нашей сети не соответствует этим стандартам, пожалуйста,
свяжитесь с нами для расследования. Мы стремимся поддерживать сеть надежных предприятий по обслуживанию дома,
а те, кто не соответствует нашим критериям, будут отклонены или незамедлительно удалены из нашей сети.
Проверка криминального прошлого
Кто проверяет биографию HomeAdvisor?
Владелец или руководитель каждого бизнеса в сети HomeAdvisor (за исключением корпоративных счетов) должен пройти проверку биографических данных. К сожалению, мы не можем выполнить проверку биографических данных каждого сотрудника предприятия — проверка биографических данных выполняется только в отношении владельца или руководителя. Как всегда, мы рекомендуем вам провести собственное исследование компаний, которые вы нанимаете, в том числе направить запросы непосредственно в компании относительно их политики проверки биографических данных сотрудников.
На что распространяется проверка биографических данных?
Мы привлекаем стороннего поставщика для проведения поиска судимостей в штате, в котором работает владелец бизнеса или руководитель. Наш сторонний поставщик использует национальную криминальную базу данных («NCD») для проверки специалистов по обслуживанию. Предприятия не будут допущены к сети, если их владельцы или руководители имеют следующие судимости*:
- Поджог
- Нападение/насилие в семье/нанесение побоев
- Жестокое обращение с детьми
- Запугивание/террористические угрозы
- Похищение/похищение
- непристойное и похотливое поведение
- Непредумышленное убийство/убийство/убийство/убийство с использованием транспортного средства
- Изнасилование/инцест
- Ограбление/угон автомобиля
- Половые преступления
- Другие преступления, не перечисленные выше, совершенные за последние семь лет
- Заключение контрактов без лицензии за последние семь лет
Наша проверка биографических данных не исключает специалистов по обслуживанию, если рассматриваемое преступление не является уголовным преступлением.
* Полнота информации о НИЗ зависит от штата. Имейте в виду, что отчетность в NCD особенно ограничена в следующих штатах: AL, CO, DE, GA, ID, IL, KS, LA, ME, MA, MI, MS, MT, NE, NV, NH, NM. , SD, UT, VA, VT и WY. После первоначального включения в сеть HomeAdvisor предприятия проходят повторную проверку раз в два года.
Как COVID-19 влияет на программу проверки биографических данных HomeAdvisor?
В связи с пандемией коронавируса некоторые государственные учреждения и суды по всей стране временно закрыли свои офисы. Хотя HomeAdvisor будет продолжать свою программу проверки биографических данных, насколько это возможно, эти закрытия могут помешать выполнению некоторых проверок биографических данных. Обратите внимание, что в течение этого периода, если мы не сможем выполнить проверку биографических данных, HomeAdvisor допустит бизнес в сеть и сопоставит бизнес с потребителями. По мере того, как затронутые государственные учреждения и суды начнут вновь открываться, мы возобновим нашу программу в этих юрисдикциях. Как всегда, мы призываем потребителей провести собственное исследование, насколько это возможно, прежде чем нанимать какую-либо компанию.
Лицензирование
Мы проверяем все применимые лицензии на уровне штата и требуем, чтобы каждое предприятие подтвердило, что оно имеет соответствующие местные лицензии для осуществления своей деятельности. Обратите внимание, что HomeAdvisor не подтверждает местное лицензирование. Проведите собственное исследование, используя онлайн-рейтинги, обзоры и телефонные интервью, прежде чем нанимать компанию.
Документы о государственной регистрации бизнеса
Если компания заявляет, что она зарегистрирована как корпорация или компания с ограниченной ответственностью, мы подтверждаем, что компания имеет хорошую репутацию в штате, в котором она осуществляет свою деятельность.
Рейтинги
Компании получают рейтинги домовладельцев через HomeAdvisor. После того, как бизнесу присвоен рейтинг, мы требуем, чтобы он поддерживал в среднем две звезды или выше.
Корпоративные счета
Некоторые предприятия являются сотрудниками, франчайзи, дилерами или независимыми подрядчиками («Корпоративные ИП») более крупных национальных или «Корпоративных счетов». В этом случае мы можем сопоставить вас с корпоративной учетной записью или с одним из их корпоративных предприятий. Описанный выше процесс проверки не применяется к корпоративным учетным записям, поскольку HomeAdvisor не проверяет корпоративные учетные записи или корпоративные предприятия.
Мы требуем, чтобы все пользователи — профессионалы и домовладельцы — придерживались наших основных ценностей, изложенных в нашем Кодексе поведения.
Пожалуйста, ознакомьтесь с Условиями и положениями HomeAdvisor для получения более подробной информации о наших профессиональных требованиях, процессах проверки и отказах от ответственности.
Готовы начать проект?
Ознакомьтесь с этими советами от Мэтта Цурчера, старшего вице-президента по работе с клиентами.
Просмотр советов по проекту
- Ремонт металлических лестниц и перил
Рейтинги, которым можно доверять
- Домовладельцы, связанные с сервисными профессионалами через HomeAdvisor, могут оценивать свой бизнес.
- Размещаются все честные отзывы — хорошие или плохие.
- Ваш рейтинг поможет другим клиентам сделать правильный выбор при приеме на работу.
Заключительный этап — Подтвердите свое назначение:
Подтвердите встречу с на , — Изменять
Нажимая «Подтвердить встречу», вы подтверждаете, что прочитали и соглашаетесь с Условиями и положениями HomeAdvisor, а также соглашаетесь и разрешаете HomeAdvisor и ее дочерним компаниям, а также их сети специалистов по обслуживанию доставлять маркетинговые звонки или текстовые сообщения с использованием автоматизированной технологии на номер, который вы приведенные выше в отношении вашего проекта и других предложений услуг на дому. Согласие не является условием покупки.
Кайла Джонсон добилась успеха в сварке
Познакомьтесь с Кайлой Джонсон — 26-летней подмастерьем-сварщиком, которую уважают не только за качественную работу, но и за то, что она хочет вдохновить других женщин присоединиться к профессии.
В 17 лет Джонсон не знала, чем хочет заниматься после школы. Однако она знала, что путь в колледж, по которому шли ее друзья и родители, был не для нее. После выпуска Джонсон переходила с работы на работу, изо всех сил пытаясь найти что-то, что возбудило бы ее интерес. Все изменилось в тот день, когда она услышала о сварке от своего отца, когда работала официанткой в Сиэтле, штат Вашингтон. Несмотря на то, что ее родители учились в традиционном четырехлетнем университете, они поощряли Джонсон искать работу в сфере квалифицированных профессий, зная, что она практический ученик и тот, кто преуспеет в быстро меняющейся среде, а не сидит в классе.
От переезда к обучению сварке
Несмотря на опасения поначалу, Джонсон углубился в изучение этой профессии, в которой доминируют мужчины, и наткнулся на школу сварщиков Талсы. После долгих размышлений она решила переехать из Сиэтла, штат Вашингтон, во Флориду, и быстро записалась на программу профессионального сварщика в кампусе школы сварки Талсы (TWS) в Джексонвилле. Программа помогла Джонсону узнать, что на самом деле значит быть сварщиком, принимая участие в интерактивных семинарах и практикуясь в сварочных кабинах. Она прошла обучение сварке конструкций, дуговой сварке с флюсовой проволокой и сварке труб. Через семь месяцев она закончила программу, и она навсегда изменила ее жизнь (рис. 1).
Рис. 1. Сварка Johnson, основанная на навыках, полученных в школе.
Один день из жизни
Сегодня Джонсон работает в компании Circor International в Тампе, штат Флорида. Компания является поставщиком критически важных продуктов и услуг по управлению потоками для промышленных и аэрокосмических/оборонных рынков. Она работает вместе с командой из трех сварщиков и постоянно поддерживает связь с менеджером по качеству и инженером по сварке для разработки новых процессов (рис. 2). Джонсон специализируется на дуговой сварке вольфрамовым электродом, и к ней часто обращаются за ее опытом и способностью точно сваривать экзотические металлы.
Рисунок 2: Джонсон вместе со своими коллегами из Circor.
До прихода в Circor Джонсон работала подмастерьем-сварщиком у подрядчиков, крупных корпораций и на линиях массового производства. Теперь, работая в компании, она признана лидером, который обучает других подмастерьев благодаря своему разнообразному опыту и набору навыков. Недавно она стала первым сотрудником Circor, прошедшим перекрестное обучение новой должности сварщика, созданной специально для нее.
Составляющие успеха
Джонсон объясняет свой успех упорством, уверенностью и любовью к своему делу. Она чувствовала, что, входя в индустрию, где доминируют мужчины, все будут смотреть на нее, желая знать, есть ли у нее то, что для этого нужно. Фактически, во время одной из ее первых сварочных работ ее начальник предположил, что она новая работница инструментального цеха, и поначалу не воспринял ее всерьез. Это быстро помогло Джонсон обрести голос, и она зарекомендовала себя своей сильной трудовой этикой, командным подходом и уверенностью в своих качественных сварных швах.
Согласно исследованию «Гендерные различия в координации движений у молодых студентов факультета психологии», женщины обладают более высокой способностью калибровать, исправлять и учиться на своих ошибках в координации движений, что делает их более подходящими для выполнения практических работ, таких как сварка. . По мнению Джонсон, именно поэтому сварка — идеальная карьера для женщин. Она считает, что женщины не только могут это делать, но и могут делать это лучше.
Она благодарна за такую успешную карьеру. Это тот, который она любит, где она никогда не боролась за работу и имеет гибкость, чтобы наслаждаться семейными вехами. Из-за спроса на работу и ее квалификации Джонсон смогла остаться дома с дочерью в течение первого года, выполняя внештатную работу на стороне. Это также позволяет ей наслаждаться качеством жизни, когда у нее есть привилегия находить время в течение года для занятий стрельбой из лука, бездорожья и кемпинга.
«Я надеюсь, что в сварочной отрасли появится больше женщин, особенно в связи с нехваткой квалифицированных мастеров и женщин», — сказал Джонсон. «Это прекрасное время для женщин, чтобы сделать хорошую, высокооплачиваемую карьеру, чтобы показать себя, и есть организации и школы, такие как TWS, чтобы помочь. Я приглашаю их присоединиться ко мне, где вместе мы сможем показать, насколько сильны женщины в сварке».
Что впереди
В мае Джонсон будет приглашенным докладчиком на третьем ежегодном саммите ICARE в Сан-Диего, Калифорния, где она расскажет о своем личном опыте и целях на будущее, а также о наборе новых сотрудников. женщины для поля.
Вы можете следить за захватывающим путешествием Джонсон в качестве торговки в Instagram по адресу @ladyykayy3. Она делится всеми тонкостями торговли, а также рассказывает о своей авантюрной жизни молодой мамы.
Эта статья была написана Мэри Келли (президент и главный исполнительный директор StrataTech Education Group, Феникс, Аризона).
AWS Publications
AWS Publications выпускает отмеченные наградами Welding Journal, Inspection Trends, SPRAYTIME, Welding Marketplace и Welding Journal en Español.
Познакомьтесь с нашей командой — Weld Seattle
ПАТРИК АРНИ Исполнительный директор
ЭЛЕКТРОННАЯ ПОЧТА
КЭРОЛИН ПРЕСНЕЛЛ 1426 Программный директор
ЭЛЕКТРОННАЯ ПОЧТА
ДЖЕЙ ПЕРШИНГ Директор программы сварочных работ
ЭЛЕКТРОННАЯ ПОЧТА
ДЖОДИ БАРДАК Директор жилищной программы
ЭЛЕКТРОННАЯ ПОЧТА
БРАЙАН БРАУН Менеджер программы сварочных работ
ЭЛЕКТРОННАЯ ПОЧТА
МАРК БАЛИНТ Специалист по жилищным вопросам
ЭЛЕКТРОННАЯ ПОЧТА
МАЙКЛ ЛИДЕЛЬ Навигатор повторного входа
ЭЛЕКТРОННАЯ ПОЧТА
ВИКТОРИЯ ЛОПЕС Специалист отдела кадров
ЭЛЕКТРОННАЯ ПОЧТА
КАРИМ БРАНТЛИ Директор по стратегическим операциям
ЭЛЕКТРОННАЯ ПОЧТА
МАРК ХОЙ Менеджер по связям с общественностью
ЭЛЕКТРОННАЯ ПОЧТА
КЭТИ ШИЛЛЕР Общественный навигатор, Корпус
ЭЛЕКТРОННАЯ ПОЧТА
ДЖЕННИ КОРНЕЛЛ Офис-менеджер
ЭЛЕКТРОННАЯ ПОЧТА
ДЖИМ ЧЕМБЕРС Специалист по поддержке, сварочные работы
ЭЛЕКТРОННАЯ ПОЧТА
БИШОП ИВИ ГЕЙНС Наставник
ЭЛЕКТРОННАЯ ПОЧТА
РОН ЭБЕРТ Менеджер по недвижимости
ЭЛЕКТРОННАЯ ПОЧТА
КАССАНДРА МЕТТЕР Координатор по подбору персонала
ЭЛЕКТРОННАЯ ПОЧТА
АНДРЕА ЛОКВУД Администратор грантов
ЭЛЕКТРОННАЯ ПОЧТА
ВИРДЖИНИЯ ЛАЙНХАН AP/AR Бухгалтер
ЭЛЕКТРОННАЯ ПОЧТА
Сара Бартон, секретарь Сара выросла в Нью-Джерси, затем училась в колледже Уильямс, а затем в Медицинской школе Северо-Западного университета. Она переехала в Сиэтл, чтобы пройти резидентуру по акушерству и гинекологии в Вашингтонском университете. После ординатуры несколько лет работала в Северо-Западной больнице. Теперь она добровольно работает врачом в клинике Neighborcare Clinic в Колумбия-Сити.
Среди других ее должностей в совете волонтеров — Консультативный совет Института исследований стволовых клеток и регенеративной медицины (ISCRM) и Школа Лейксайд. Она управляет фондом своей семьи, который в основном занимается реформой уголовного правосудия. В свободное время она увлекается теннисом, катанием на лыжах, серфингом, походами, разгадыванием кроссвордов и чтением.
Энтони Бэнкс, член
Энтони Бэнкс является подмастерьем в Союзе операторов 302. Он начал свой путь, работая на раскопках в Square Peg Development, вскоре после возвращения домой из заключения в 2017 году. При поддержке Weld, к которой он присоединился в качестве одного из основателей, Энтони активно выздоравливает с 16 января 2016 года.
Работая управляющим дома Weld и членом семьи Square Peg, он научился управлять своими финансами и бережно относиться к своим товарищам по дому, возлагая на них ответственность, как и на него. Энтони вырос в неполной семье, в условиях жестокого обращения и пренебрежения, часто переходя из одной приемной семьи в другую. Сегодня он с гордостью может сказать, что его воспитание не победило его, но он использует свой опыт, чтобы расти и помогать другим делать то же самое.
Марк Эллербрук, сотрудник
Марк Эллербрук — руководитель аппарата шерифа округа Кинг. Ранее Марк занимал должность директора отдела жилищного строительства, бездомности и общественного развития Департамента общественных и социальных служб округа Кинг. С годовым бюджетом более 300 миллионов долларов подразделение включает программы в области жилищного финансирования, услуг для бездомных, ремонта жилья и развития сообщества. До работы в округе Кинг он в течение 10 лет работал в городе Сиэтл, включая должности в жилищном управлении и офисе финансового директора. Марк Холд имеет степень магистра в области городского планирования и развития недвижимости Массачусетского технологического института. Бывший доброволец Корпуса мира, Марк живет в Сиэтле с женой и двумя детьми. Вне офиса он страстный рыбак нахлыстом, заядлый бегун и неуверенный путешественник.
Итан Шурик является совладельцем компании Alluvion Homes, специализирующейся на крупномасштабном ремонте и строительстве новых таунхаусов на территории округа Кинг. Выпускник факультета социальных служб Западно-Вашингтонского университета, он несколько лет проработал на прямой службе в качестве куратора программы переходного образа жизни Центра Уильяма Бута и специалиста по клинической поддержке в DESC.
Итан присоединился к команде Square Peg Construction и занимал должность инженера проекта с 2016 по 2018 год. Именно в те годы группа бывших заключенных, стремящихся к лучшей жизни, присоединилась к компании, которая вскоре стала семьей. Из которого вырос Велд. В 2017 году, когда Велду официально был присвоен статус 501c3, Итан ухватился за возможность стать членом учредительного совета и занимал должности вице-президента и секретаря. Страстный защитник и консультант, Итан надеется следовать заветной страсти своего сердца помогать другим, работая в совете директоров Weld в течение многих лет.
В качестве вице-президента по маркетингу, инвестициям и связям с общественностью Лиза отвечает за брендинг, взаимодействие с общественностью и развитие партнерства в Nitze-Stagen. Лиза имеет 35-летний опыт руководства организациями и инициативами, направленными на разработку и реализацию стратегий позитивных социальных изменений. Создав и возглавив четыре некоммерческие организации, две в масштабах штата и национальное государственно-частное партнерство, Лиза совсем недавно была генеральным директором Seattle Social Venture Partners, работая с почти 600 филантропами, чтобы инвестировать в социальные изменения в регионе Пьюджет-Саунд.
Лиза входит в советы Weld, Historic Seattle Foundation, KUOW, SODO BIA, WTIA. Лиза любит проводить свободное время с мужем, четырьмя детьми и двумя внуками. Лиза имеет степень бакалавра в Гарварде и степень магистра делового администрирования в Стэнфорде.
Джон Лэйни, член
Джон Лэйни является адвокатом и партнером Stoel Rives LLP. Джон фокусирует свою юридическую практику на корпоративных и транзакционных вопросах в ряде отраслей. Он увлечен проектами pro bono и помогал бывшим заключенным освободиться от судимостей. Джон был отмечен сообществом включением в список Puget Sound Business Journal 40 до 40 лет, награда Национальной азиатско-тихоокеанской ассоциации юристов США за лучшие юристы до 40 лет и был включен в список восходящих звезд (бизнес / корпоративное право, слияния и поглощения, ценные бумаги и корпоративные финансы), Washington Super Lawyers ® , и Джон был признан участником сообщества жителей азиатско-тихоокеанских островов еженедельником Northwest Asian Weekly . Джон также является президентом Азиатской ассоциации юристов в Вашингтоне и бывшим президентом ассоциации филиппинских юристов в Вашингтоне.
Эми является владельцем и генеральным директором Pallet Shelter, корпорации Social Purpose Corporation, расположенной в Сиэтле, которая стремится улучшить жизнь людей с помощью высококачественных продуктов, которые они производят, и бесценных людей, которые их производят. Они дружелюбны ко второму шансу; найма и инвестирования в людей, активно занимающихся восстановлением и реинтеграцией.
Она и ее муж Брэди основали Square Peg Development в 2014 году, что привело к тому, что они наняли ранее заключенных. Когда они услышали истории и проблемы своих сотрудников, они увлеклись устранением барьеров для повторного входа и стремились предоставить возможность большему количеству людей в переходный период. В 2016 году они основали Weld Seattle.