Универсальный кондуктор для сварочных работ
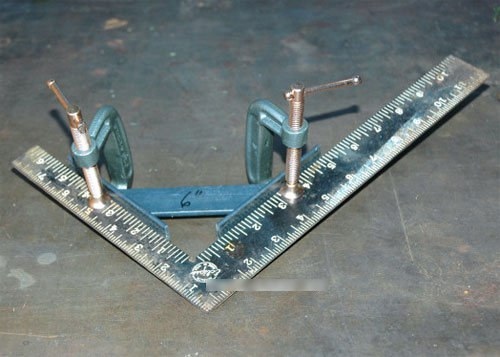
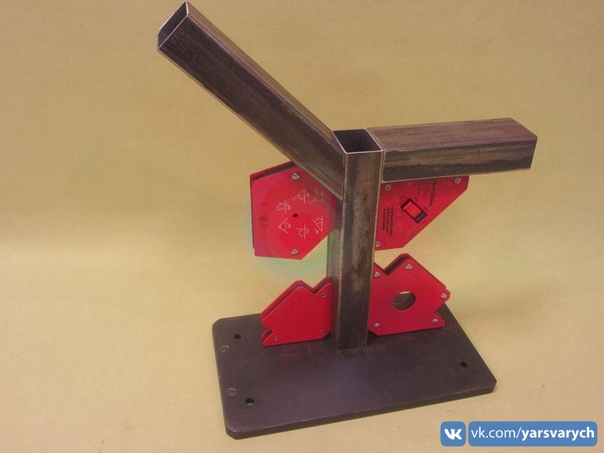
Чтобы ровно сварить заготовки под углом относительно друг друга, автор YouTube канала Mr Technic предлагает воспользоваться самодельным приспособлением — универсальным кондуктором для сварки.
Приспособление очень простое и удобное в работе. Изготовить его можно из подручных материалов.
Чтобы сделать сварочный кондуктор, автор использует:
- металлическую полосу;
- стальную круглую трубу;
- уголок;
- шпильки;
- крепежные элементы (гайки и шайбы).
Возможно, вам также интересно будет узнать, как удалить глубокие вмятины на древесине.
Приступаем к работеОтрезаем кусок стальной трубы шириной 10-15 см. Размечаем, и сверлим два отверстия. Потом болгаркой вырезаем паз.
Отрезаем две резьбовых шпильки одинаковой длины. С одной стороны каждой шпильки привариваем гайки, а с другой — затачиваем конец под конус.
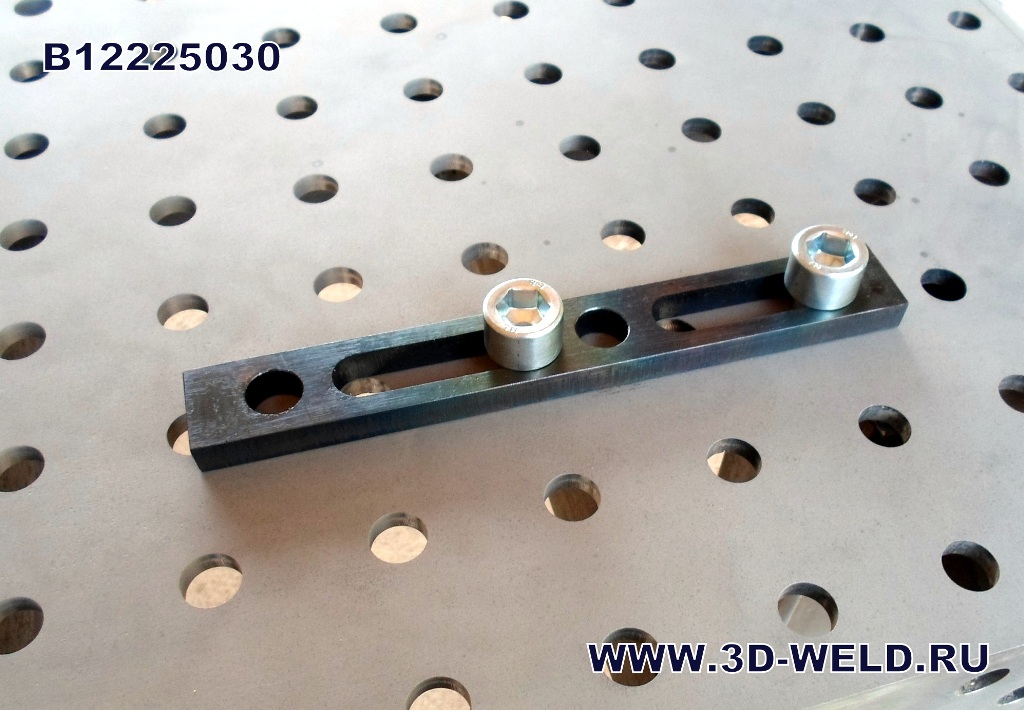
Далее необходимо подготовить две металлических пластины. С одной из сторон каждой пластины привариваем гайки, как показано на фото ниже.
С одной из сторон каждой пластины привариваем гайки, как показано на фото ниже.
Отрезаем два уголка. К одному из уголков автор приваривает болт. Второй уголок привариваем к круглой трубе.
После этого привариваем металлические пластины к уголкам.
Собираем конструкцию целиком. В приваренные гайки вкручиваем подготовленные шпильки.
Возможности самоделкиПри помощи данного приспособления можно сваривать заготовки под разным углом. Многие подобные кондукторы «заточены» только под прямой угол.
В этой же самоделке угол между заготовками можно выставлять, в зависимости от того, какой нужен. И это очень удобно.
Подробно о том, как своими руками изготовить универсальный кондуктор для сварочных работ, можно увидеть на видео ниже.
Оцените запись
[Голосов: 1 Средняя оценка: 5]Кондуктор для сварки уголка и профиля
Кондуктор для сварки перекладины верхней 21-47 — v2\111. jpg
jpg
Кондуктор для сварки перекладины верхней 21-47 — v2\111222.jpg
Кондуктор для сварки перекладины верхней 21-47 — v2\123-1.jpg
Кондуктор для сварки перекладины верхней 21-47 — v2\123-2.jpg
Кондуктор для сварки перекладины верхней 21-47 — v2\123-3.jpg
Кондуктор для сварки перекладины верхней 21-47 — v2\123.jpg
Кондуктор для сварки перекладины верхней 21-47 — v2\124.jpg
Кондуктор для сварки перекладины верхней 21-47 — v2\Image001. jpg
jpg
Кондуктор для сварки перекладины верхней 21-47 — v2\Image0012.jpg
Кондуктор для сварки перекладины верхней 21-47 — v2\Быстрозажимные устройства amf1.pdf
Кондуктор для сварки перекладины верхней 21-47 — v2\Гайка М20 DIN439.m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Деталь изготавливаемая v2.m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Деталь изготавливаемая.m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Доработка кондуктора.frw
Кондуктор для сварки перекладины верхней 21-47 — v2\Кремеж M6. m3d
m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Матрица.cdw
Кондуктор для сварки перекладины верхней 21-47 — v2\Матрица.m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Прижим + Упор.cdw
Кондуктор для сварки перекладины верхней 21-47 — v2\Прижим 2.m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Прижим 3.m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Прижим. cdw
cdw
Кондуктор для сварки перекладины верхней 21-47 — v2\Прижим.m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Проги на Г.Р\Napravl1.dxfКондуктор для сварки перекладины верхней 21-47 — v2\Проги на Г.Р\Napravl1.frw
Кондуктор для сварки перекладины верхней 21-47 — v2\Проги на Г.Р\Napravl1.pp
Кондуктор для сварки перекладины верхней 21-47 — v2\Проги на Г.Р\Upor0001.dxf
Кондуктор для сварки перекладины верхней 21-47 — v2\Проги на Г.Р\Upor0001.frw
Кондуктор для сварки перекладины верхней 21-47 — v2\Проги на Г.
Кондуктор для сварки перекладины верхней 21-47 — v2\Развертки на Г.Р..frw
Кондуктор для сварки перекладины верхней 21-47 — v2\Разметка деталей перед сваркой.frw
Кондуктор для сварки перекладины верхней 21-47 — v2\Ребро.m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Ролик Д50.cdw
Кондуктор для сварки перекладины верхней 21-47 — v2\Ролик Д50.m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Рольганг.a3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Рольганг. cdw
cdwКондуктор для сварки перекладины верхней 21-47 — v2\Ручка.m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Сборка ОБЩАЯ верх.a3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Сборка ОБЩАЯ САМАЯ.a3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Сборка.a3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Сборочный чертеж.cdw
Кондуктор для сварки перекладины верхней 21-47 — v2\Уголок 50х50 L=1500. m3d
m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Уголок 50х50 L=275.cdw
Кондуктор для сварки перекладины верхней 21-47 — v2\Уголок 50х50 L=275.m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Уголок 50х50 L=70.cdw
Кондуктор для сварки перекладины верхней 21-47 — v2\Уголок 50х50 L=70.m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Упор.m3dКондуктор для сварки перекладины верхней 21-47 — v2\Чертежи\Балка РДАМ.746112.056.pdf
Кондуктор для сварки перекладины верхней 21-47 — v2\Чертежи\Балка РДАМ. 746621.009.pdf
746621.009.pdf
Кондуктор для сварки перекладины верхней 21-47 — v2\Чертежи\Перекладина РДАМ.301343.099 СБ.pdf
Кондуктор для сварки перекладины верхней 21-47 — v2\Чертежи\Перекладина РДАМ.301343.099 СП.pdf
Кондуктор для сварки перекладины верхней 21-47 — v2\Чертежи\Платик РДАМ.741124.011.pdf
Кондуктор для сварки перекладины верхней 21-47 — v2\Чертежи\РДАМ.301343.099СБ Перекладина.pdf
Кондуктор для сварки перекладины верхней 21-47 — v2\Чертежи\РДАМ.301343.099СП Перекладина.pdf
Кондуктор для сварки перекладины верхней 21-47 — v2\Шайба М20 DIN125. m3d
m3d
Кондуктор для сварки перекладины верхней 21-47 — v2\Швеллер
Кондуктор для сварки перекладины верхней 21-47 — v2\ШвеллерКондуктор для сварки перекладины верхней 21-47 — v2\Швеллер
Кондуктор для сварки перекладины верхней 21-47 — v2\Швеллер
Кондуктор для сварки перекладины верхней 21-47 — v2\Швеллер
Кондуктор для сварки перекладины верхней 21-47 — v2\Эскиз кондуктора.frw
Кондуктор для сварки перекладины верхней 21-47 — v2\Проги на Г. Р
Р
Кондуктор для сварки перекладины верхней 21-47 — v2
Кондуктор для сварки профильных труб
Сварочный кондуктор – это приспособление, значительно облегчающее процесс сварки громоздких деталей; оно представляет собой устройство для сборки и закрепления друг относительно друга свариваемых частей, которые фиксируются в определенном положении. Сварочный кондуктор – это разновидность системы, которая позволяет производить объемную фиксацию деталей для сборки и сварки. Хороший кондуктор значительно повышает производительность, облегчая процесс изготовления изделий, а качество полученной продукции при этом возрвстает.
Применение сварочного кондуктора в производстве имеет много других плюсов, один из которых – высокая точность сварки, а в некоторых отраслях промышленности этот фактор особенно важен (например, в транспортном машиностроении). В процессе обработки деталь расположена либо в самом кондукторе, либо под ним. Еще один плюс такого приспособления – возможность обработки детали в нескольких местах одновременно.
В процессе обработки деталь расположена либо в самом кондукторе, либо под ним. Еще один плюс такого приспособления – возможность обработки детали в нескольких местах одновременно.
Чтобы надежно закрепить обрабатываемую деталь, кондукторы оснащены зажимами для сварочного кондуктора. Эти зажимы способны удерживать предмет «мертвой хваткой», не подвергаясь воздействию вибраций обрабатываемого изделия. В то же время зажимы не склонны к деформации удерживаемого изделия, так как силу захвата можно регулировать. Еще один плюс использования подобных вспомогательных систем – безопасность, поскольку надежно закрепленные детали предохраняют рабочих от травмирования.
На производстве сварочный кондуктор используются совместно со сварочными роботами, которые и выполняют сварочные работы. По структуре кондуктор – это жесткий металлический каркас, который, кроме зажимов, оснащен упорами и фиксаторами. Упоры и фиксаторы нужны для того, чтобы была возможность подстроить кондуктор под обработку детали любой конфигурации. Зажимы для сварочного кондуктора бывают как ручными, так и механическими. У нас вы можете приобрести различное оборудование для сварочных работ: стол сварочный, сварочный кондуктор, а также зажимы для сварочного кондуктора. Компания «ВЕКТОР ГРУПП» – это многолетний опыт поставок только качественного промышленного оборудования.
Зажимы для сварочного кондуктора бывают как ручными, так и механическими. У нас вы можете приобрести различное оборудование для сварочных работ: стол сварочный, сварочный кондуктор, а также зажимы для сварочного кондуктора. Компания «ВЕКТОР ГРУПП» – это многолетний опыт поставок только качественного промышленного оборудования.
В оборудование рабочего места для сварки входят: сварочная машина, рабочий стол, подставка для сварщика (предназначена для изоляции от пола), козелки или лотки для стержней и тележка или другой инвентарь для укладки готовых изделий.
Все машины для точечной сварки имеют водяное охлаждение. Поэтому к рабочему месту должен быть подведен водопровод и предусмотрен сток для воды.
Сварочная машина обслуживается электросварщиком 5-го разряда и арматурщиком 3-го разряда. На рабочем столе сварщика устраивают лотки для укладки нарезанных стержней. Поверхность стола обивают кровельной сталью. На рис. 146 изображена организация рабочего места сварщика при наличии одной одноточечной машины.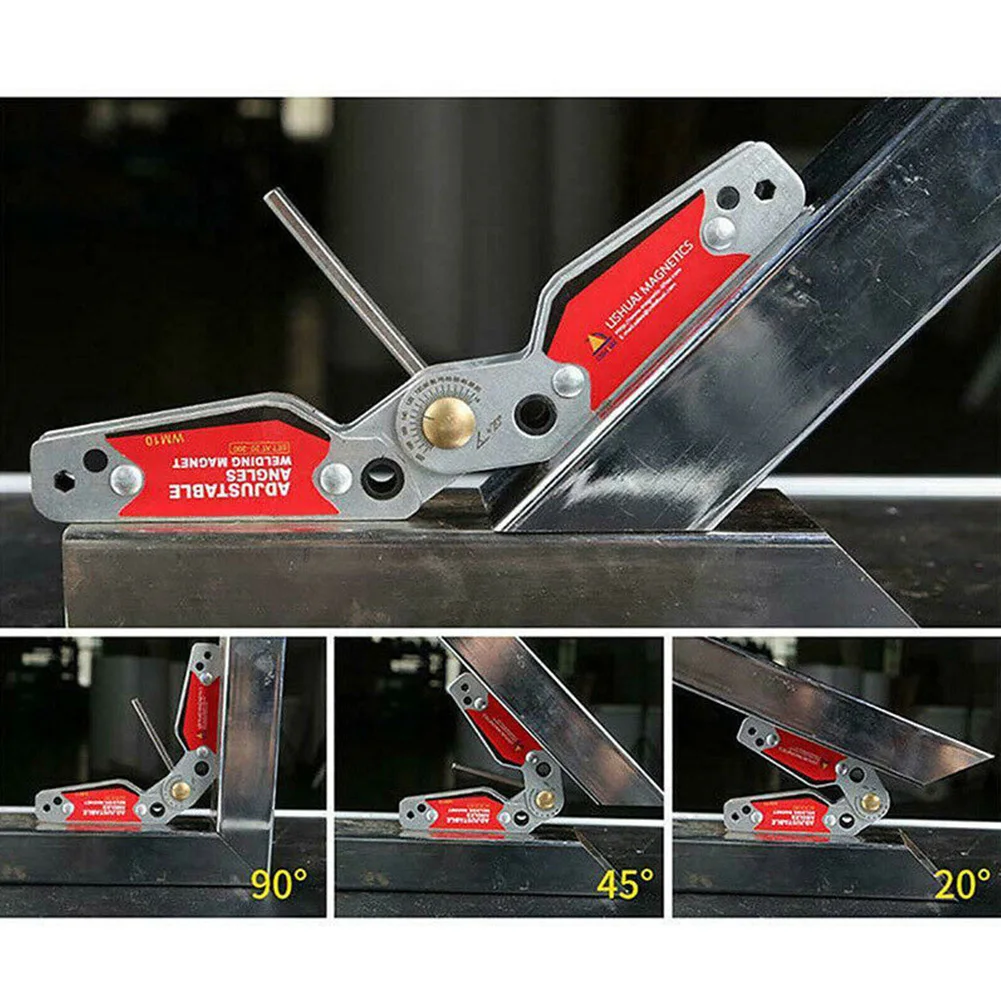
Рис. 146. Организация рабочего места у одноточечной сварочной машины
Арматурщик 3-го разряда подносит и укладывает стержни в лотки, а также снимает со стола сваренные сетки. При сварке длинных каркасов иногда может потребоваться второй арматурщик.
Для того чтобы избежать повертывания на 180° в процессе сварки сетки или каркаса, необходимо организовать рабочее место с двумя сварочными аппаратами по методу арматурщика Н. С. Замкова (рис. 147, а и б). На одном аппарате сваривают пересечения вдоль одной стороны каркаса, на втором — вдоль другой стороны. При такой организации рабочего места повышение производительности труда доходит до 50 %.
Однако такая расстановка машин требует большой длины цеха. Сварные арматурные сетки больших размеров (1,2X6,0 м) можно изготовлять на двух поставленных одна против другой (рис. 147, в) точечных машинах с увеличением до 550 мм вылетом электрододержателей. У каждой машины устанавливают стол длиной, равной удвоенной длине изготовляемой сетки, и шириной, немного меньшей ширины сетки. На одной машине сваривают сетку на половину ее ширины, затем сетку передают на стол к другой машине, где сваривают вторую половину сетки. Такая расстановка машин и последовательность изготовления широких сеток исключает необходимость поворачивания их при изготовлении.
На одной машине сваривают сетку на половину ее ширины, затем сетку передают на стол к другой машине, где сваривают вторую половину сетки. Такая расстановка машин и последовательность изготовления широких сеток исключает необходимость поворачивания их при изготовлении.
Рис. 147. Организация рабочего места при работе на двух одноточечных машинах. а — общий вид, б — схема рабочего места при двух столах в одной линии; в — схема рабочего места при двух отдельных столах: 1 — сварочные машины; 2 —столы; 3 — лотки для заготовок; 4 — сварщик; 5 — арматурщик
Широкие сетки изготовляет звено в составе сварщика и подсобного рабочего; подсобный рабочий помогает сварщику при раскладке стержней, поддерживает сетку в процессе сварки, помогает передвигать сетку и переносить ее на другой стол.
Как показала практика, применение двух сварочных машин экономически целесообразно только в том случае, если необходимо за смену изготовить не менее 300 сеток.
Удлинение электрододержателей (или так называемых хоботов) допускается производить только путем приварки медных цилиндров одинакового с ними диаметра.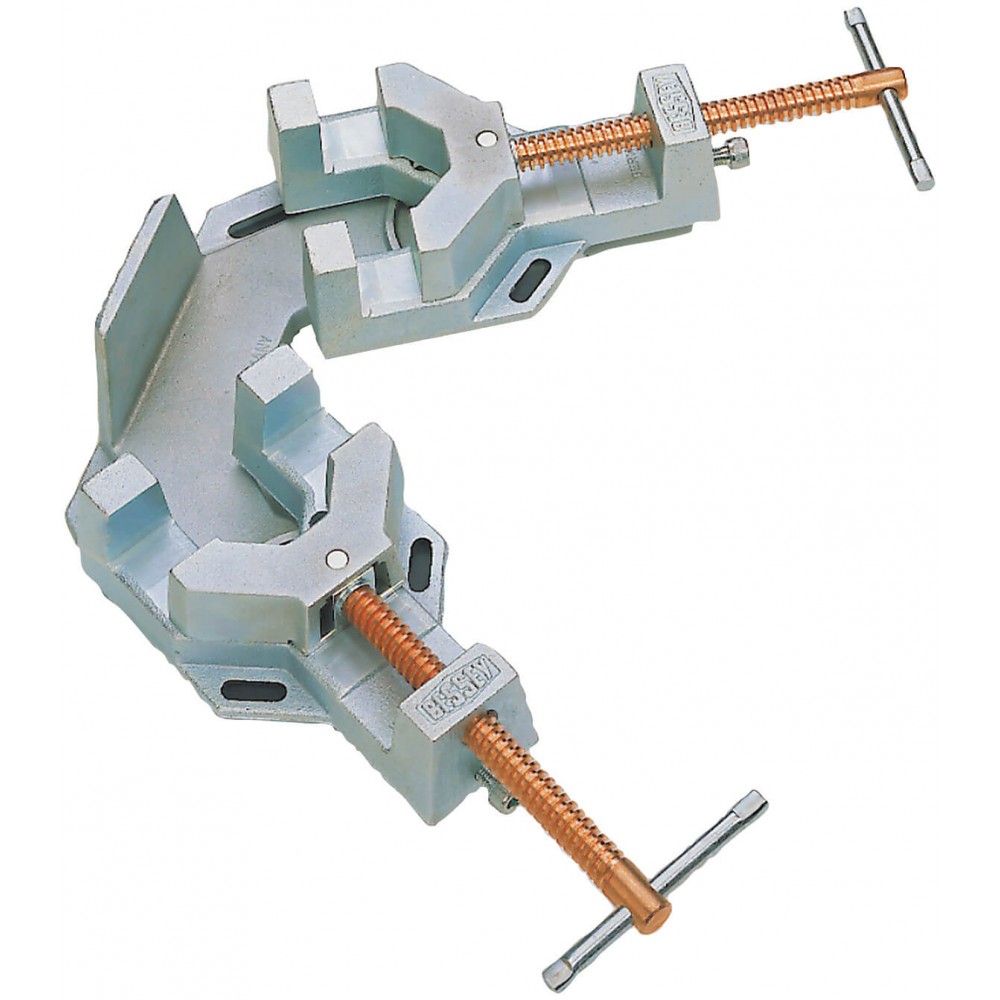 При удлинении хоботов, т. е. при увеличении вылета электродов, увеличиваются потери мощности машины. Учитывая это, после такой переделки машины нужно уменьшить наибольший диаметр свариваемых стержней или увеличить время выдержки их под током или, наконец, переключить ступень трансформатора.
При удлинении хоботов, т. е. при увеличении вылета электродов, увеличиваются потери мощности машины. Учитывая это, после такой переделки машины нужно уменьшить наибольший диаметр свариваемых стержней или увеличить время выдержки их под током или, наконец, переключить ступень трансформатора.
Организация рабочего места для сварки широких арматурных сеток и каркасов весом более 30 кг и длиной более 3 м при использовании одной одноточечной сварочной машины показана на рис. 148. В оборудование рабочего места входят сварочная машина 4, сборочный стол 1, передвижной кондуктор-тележка 2, движущаяся по рельсовому пути 3, а также поворотный крут 5.
Рис. 148. Схема организации рабочего места при сварке широких арматурных сеток и каркасов на одной одноточечной машине: 1 — сборочный стол; 2 — кондуктор-тележка; 3 — рельсовый путь (швеллер или двутавр; 4 —точечная сварочная машина; 5 — поворотный круг; 6 — арматурный каркас
Порядок сварки каркаса или сетки следующий.
Сборка каркаса 6 производится в одном из кондукторов 2 на сборочном столе 1 (рис. 148,а). Второй кондуктор в это время находится на участке для съема готовых каркасов. После окончания сборки сборочный стол с каркасом перемещается в поперечном направлении и подается к сварочной машине (рис. 148,6). Одновременно второй кондуктор подается на сборочный стол. В то время, когда производится сварка одной стороны каркаса, на втором кондукторе собирают следующий каркас (рис. 148,в). На рис. 148, г показан момент повертывания поворотного круга для последующей сварки другой стороны каркаса.
148,а). Второй кондуктор в это время находится на участке для съема готовых каркасов. После окончания сборки сборочный стол с каркасом перемещается в поперечном направлении и подается к сварочной машине (рис. 148,6). Одновременно второй кондуктор подается на сборочный стол. В то время, когда производится сварка одной стороны каркаса, на втором кондукторе собирают следующий каркас (рис. 148,в). На рис. 148, г показан момент повертывания поворотного круга для последующей сварки другой стороны каркаса.
После того как сварка окончена, каркас вместе с кондуктором подается на участок для съема. В это время сборка следующего каркаса должна быть закончена (рис. 148,д). В то время «как готовый каркас снимают с кондуктора и кондуктор подают для очередной сборки, начинается сварка следующего каркаса (рис. 148, е).
Сборочно-сварочные кондукторы (шаблоны) должны обеспечивать проектное расположение стержней в пределах допускаемых отклонений, а также быструю сборку и сварку изделий. На рис. 149 показаны конструкция металлического шаблона для сварки сеток и конструкция кондуктора-тележки.
149 показаны конструкция металлического шаблона для сварки сеток и конструкция кондуктора-тележки.
Рис. 149. Конструкция кондуктора-тележки для сборки и сварки арматурного каркаса:
1 — рельсовый путь из швеллера; 2 — станина кондуктора из четырех досок; 3 — поперечина из уголка; 4 — подвижные упоры дли закрепления продольных стержней каркаса; 5 — упоры для закрепления элементов решетки каркаса; 6 — ролики для передвижения кондуктора; 7 — «горка», приваренная к швеллеру в месте подъема тележки с изделием при проходе под электродом сварочной машины
Заказать регулировку сварочных кондукторов в «3Д Контроль»
Совершенствование производственных технологий повышает требования к сварочным стендам, кондукторам, и т. д. Сварочный кондуктор – другое название контрольного приспособления для сварки. Используется он для фиксирования и позиционирования различных изделий (например, кузова автомобиля). Компания 3D Control предлагает вам услугу регулировки сварочных кондукторов, выверки сборочных стапелей и высокоточной настройки в производстве.
Мы предоставляем сервис по настройке кондукторов и сборочных стендов, предлагая ряд преимуществ.
Наши преимущества:
- применение новейшего измерительного оборудования Leica;
- задействование последних версий программного обеспечения;
- составление детальных отчетов по всем видам работ;
- работа с кондукторами и приспособлениями любого типа и сложности.
Это обеспечивает точность выполнения всех регулировочных работ и соблюдение высоких стандартов качества. Подробную информацию можно запросить у менеджера 3D Control.
Настройка и калибровка
В список наших работ входит:
- выверка положения роботизированной техники относительно прочих объектов;
- проверка каждого из используемых пинов;
- регулировка базовых элементов и пинов;
- контроль качества геометрии стапельной оснастки;
- проверка всех линейных перемещений, прочее.
Регулировочные работы со сварочными кондукторами включают настройку положения жесткого металлического каркаса, зажимов, упоров, пинов и фиксаторов. В разных моделях бывают отличия – механические или ручные, размер рабочей поверхности, высота, прочее.
В разных моделях бывают отличия – механические или ручные, размер рабочей поверхности, высота, прочее.
Некорректно отрегулированное оборудование приводит к неточности сварки или сборки. Особенно при применении роботов. В этом случае даже незначительная неточность может привести к браку создаваемого изделия.
Возможности 3D Control
Наши эксперты используют обширный набор измерительной оснастки, работают с CAD-моделями, выполняют регулировку и настройку контрольных приспособлений от разных производителей.
Если вам нужна консультация, интересует вопрос цены или вы уже готовы воспользоваться нашими услугами, оставьте запрос онлайн или звоните по номеру 8 (800) 201-55-75.
Превосходно сварки кондуктор машины для интересных сделок
Сенсационное повышение производительности и эффективности вашего сварочного бизнеса. сварки кондуктор машины доступны в привлекательных предложениях на Alibaba.com. Эти. сварки кондуктор машины содержат революционные инновации, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Файл. сварки кондуктор машины потребляют мало электроэнергии, сохраняя при этом заданную мощность, независимо от того, используются ли они в личных целях или в коммерческих целях.
Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Файл. сварки кондуктор машины потребляют мало электроэнергии, сохраняя при этом заданную мощность, независимо от того, используются ли они в личных целях или в коммерческих целях.
За этим стоят передовые изобретения. сварки кондуктор машины дизайн и стиль делают их очень гибкими и применимыми для решения самых разных сварочных задач. Файл. сварки кондуктор машины не подвергаются неблагоприятному воздействию сильной жары или холода, что делает их пригодными и применимыми в широком диапазоне погодных условий. У них есть широкий выбор, который учитывает множество факторов и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий вариант. сварки кондуктор машины для своих нужд.
Их доступность. сварки кондуктор машины на Alibaba. com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Файл. сварки кондуктор машины эксплуатационные расходы и расходы на техническое обслуживание также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта. Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными. сварки кондуктор машины поставщиков и продавцов на сайте на случай, если вам потребуются дополнительные рекомендации.
com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Файл. сварки кондуктор машины эксплуатационные расходы и расходы на техническое обслуживание также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта. Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными. сварки кондуктор машины поставщиков и продавцов на сайте на случай, если вам потребуются дополнительные рекомендации.
Поднимите свой сварочный бизнес на новый уровень с помощью соблазнительных предложений. сварки кондуктор машины на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящие. сварки кондуктор машины для их выполнения. Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
| Код | Название | Артикул | Цена | ||
|---|---|---|---|---|---|
| 576565 |
Кондуктор магнитный для сварочных работ 15,45,60,90,120,135,165° до 18кг USP
Производитель USP 80809 |
80809 |
520 ₽ |
||
| 566590 |
Кондуктор магнитный для сварочных работ 15,45,60,90,240° до 13. 5кг FOXWELD 5кг FOXWELD
Производитель FOXWELD 6006 |
FIX-7 |
500 ₽ |
||
| 576563 |
Кондуктор магнитный для сварочных работ 15,60,90,120,165° до 9кг USP
Производитель USP 80803 |
80803 |
520 ₽ |
||
| 576561 |
Кондуктор магнитный для сварочных работ 24,45,60,75,90,135° до 9кг USP
Производитель USP 80806 |
80806 |
520 ₽ |
||
| 576566 |
Кондуктор магнитный для сварочных работ 30,45,60,75,90,135° до 11кг USP
Производитель USP 80795 |
80795 | |||
| 514862 |
Кондуктор магнитный для сварочных работ 30,45,60,75,90,135° до 11кг КЕДР
Производитель НПО КЕДР М-3 PRO |
М-3 PRO |
310 ₽ |
||
| 403426 |
Кондуктор магнитный для сварочных работ 30,45,60,75,90,135° до 22кг FOXWELD
Производитель FOXWELD 5394 |
FIX-4PRO | |||
| 552595 |
Кондуктор магнитный для сварочных работ 30,45,60,75,90,135° до 23кг FORCEBERG
Производитель FORCEBERG 9-4014532 |
9-4014532 |
420 ₽ |
||
| 576567 |
Кондуктор магнитный для сварочных работ 30,45,60,75,90,135° до 23кг USP
Производитель USP 80796 |
80796 | |||
| 546125 |
Кондуктор магнитный для сварочных работ 30,45,60,75,90,135° до 34кг FORCEBERG
Производитель FORCEBERG 9-4014534 |
9-4014534 |
600 ₽ |
||
| 403427 |
Кондуктор магнитный для сварочных работ 30,45,60,75,90,135° до 34кг FOXWELD
Производитель FOXWELD |
FIX-5PRO | |||
| 576560 |
Кондуктор магнитный для сварочных работ 30,45,60,75,90,135° до 34кг USP
Производитель USP 80797 |
80797 |
730 ₽ |
||
| 403424 |
Кондуктор магнитный для сварочных работ 30,45,60,75,90° до 11кг FOXWELD
Производитель FOXWELD 5393 |
FIX-3PRO | |||
| 546126 |
Кондуктор магнитный для сварочных работ 45,90,135° 2х2кг к-т 2шт с клеммой заземления 200А FORCEBERG
Производитель FORCEBERG 9-4052104 |
9-4052104 |
600 ₽ |
||
| 585258 |
Кондуктор магнитный для сварочных работ 45,90,135° 4х4кг к-т 4шт КОБАЛЬТ
Производитель КОБАЛЬТ 918-276 |
918-276 |
 org/Product»>
org/Product»> org/Offer»>
org/Offer»>
 org/Offer»>
org/Offer»>
 org/Offer»>
org/Offer»>
 org/Offer»>
org/Offer»>
 org/Offer»>
org/Offer»>
 org/Offer»>
org/Offer»>
Способ сборки кондуктора для сборки-сварки кузова автомобиля и средство для его осуществления
Изобретение относится к транспортному машиностроению, а именно к автомобилестроению. На направляющие рельсы устанавливают базовыми элементами центральную часть кондуктора с установленными и выверенными кондукторными узлами. Узлы состоят из кондукторных плит и рабочих блочков. На центральную часть кондуктора устанавливают стойки с перекладиной, на концах которой размещают кондукторные узлы корпусов боковых воротин, рабочие блочки которых выверены размерно с рабочими блочками центральной части кондуктора. К кондукторным плитам присоединяют разъемным соединением пластины переходников. Подводят по направляющим до упора ориентированные в пространстве корпуса боковых воротин, торцы которых прослаблены до образования зазора с собранной центральной частью кондуктора. На боковые стороны корпусов боковых воротин накладывают платики переходников и прижимают торцами к пластинам. После взаимного закрепления отводят корпуса боковых воротин с закрепленными на них переходниками и кондукторными узлами, снимают с центральной части кондуктора стойки с перекладиной. Это позволит повысить производительность за счет значительного сокращения времени сборки. 2 н.п. ф-лы, 5 ил.
На боковые стороны корпусов боковых воротин накладывают платики переходников и прижимают торцами к пластинам. После взаимного закрепления отводят корпуса боковых воротин с закрепленными на них переходниками и кондукторными узлами, снимают с центральной части кондуктора стойки с перекладиной. Это позволит повысить производительность за счет значительного сокращения времени сборки. 2 н.п. ф-лы, 5 ил.
Изобретение относится к транспортному машиностроении, в частности к автомобилестроению.
Известны способ изготовления сборочно-сварочного кондуктора (смотри описание изобретения к патенту N 2135341, МКИ B 23 K 37/04, B 62 D 23/00), в котором сборку кондуктора осуществляют путем взаимосвязи нескольких составных частей, выверенных посредством контрольных элементов, связывающих базовые элементы составных частей кондуктора с рабочими блочками, имитирующими теоретические поверхности кузова (пола и боковых частей).
Кондуктор для выполнения этого способа состоит из центральной части, включашщей кондукторные узлы в виде закрепленных на кондукторных плитах рабочих блочков, установленной базовыми элементами на направляющие рельсы и зафиксированной узлами фиксации. Центральная часть выверена с использованием трехкоординатной измерительной машины в системе координат контрольными элементами. Боковые воротины установлены на опоры крепления и выверены контрольными элементами переносной измерительной машины.
Центральная часть выверена с использованием трехкоординатной измерительной машины в системе координат контрольными элементами. Боковые воротины установлены на опоры крепления и выверены контрольными элементами переносной измерительной машины.
Недостатком данного технического решения является высокая трудоемкость и соответственно стоимость изготовления.
Технический результат, достигаемый изобретением, состоит в снижении затрат на подготовку производства, снижение трудоемкости сборки и сварки составных частей кузова.
Для достижения поставленной задачи на центральную часть кондуктора устанавливают стойки с перекладиной, на концах которой размещают кондукторные узлы корпусов боковых воротин, рабочие блочки которых выверены размерно с рабочими блочками центральной части кондуктора, к кондукторным плитам присоединяют размерным соединением пластины переходников, подводят по направляющим до упора ориентированные в пространстве корпуса боковых воротин, торцы которых прослаблены до образования зазора с собранной центральной частью кондуктора, на боковые стороны корпусов боковых воротин накладывают платики переходников и прижимают торцами к пластинам, производят взаимное закрепление, отводят корпуса боковых воротин с закрепленными на них переходниками и кондукторными узлами, снимают с центральной части кондуктора стойки с перекладиной, при этом на центральной части закреплены стойки с перекладиной и введены переходники, состоящие из пластины и платиков, компенсирующие заложенные прослабления от номинальных размеров от корпусов боковых воротин, установленных на направляющих с упорами, ориентирующих указанные корпуса в пространстве.
Способ поясняется фиг. 1-5.
Кондуктор для сборки — сварки кузовов автомобиля состоит из центральной части 1 и двух корпусов боковых воротин 2, в конструкцию которых входят переходники 3 (см. Фиг.1). Центральная часть содержит базовые элементы 4, 5, 6, ориентирующие ее в пространстве, размерно они связаны с рабочими блочками 7, 8, 9 и 10, имитирующими теоретические поверхности кузова (пол) в системе координат X, Y, Z (см. Фиг.2). Базовыми элементами центральная часть установлена на направляющих 11 и зафиксирована запорным механизмом 12 (см. Фиг.3).На центральной части закреплены стойки 13 с перекладиной 14, на концах которых смонтированы кондукторные плиты 15 с рабочими блочками 16,17 и 18, выверенные в той же системе координат, имитирующие теоретические поверхности кузова (боковые части). Кондукторные плиты с рабочими блочками составляют кондукторные узлы 19 корпусов боковых воротин кондуктора. Имеются переходники, состоящие из пластины 20 и платиков 21. Корпуса боковых воротин 2 установлены на направляющих 22 с упорами 23, ориентирующих в пространстве и узлами 24 взаимной фиксации с центральной частью кондуктора.
Способ сборки кондуктора проводят следующим образом. Центральную часть 1 с закрепленными на ней кондукторными узлами с рабочими блочками 7, 8, 9 и 10 устанавливают базовыми элементами 4, 5 и 6 на направляющие рельсы 11 и закрепляют запорным механизмом 12. На центральную часть 1 устанавливают стойки 13 с перекладинами 14, на концах которых размещают кондукторные узлы 19 боковых частей кондуктора, рабочие блочки 16, 17 и 18 которых выверены размерно с рабочими блочками 7, 8, 9 и 10 центральной части 1 кондуктора. К кондукторным плитам 15 присоединяют разъемным соединением пластины 20 переходников 3. Подводят по направляющим 23 до упора 24 ориентированные в пространстве корпуса боковых воротин 2, торцы 25 которых прослаблены до образования зазора с собранной центральной частью 1. На боковые стороны корпусов боковых воротин 2 накладывают платики 21 переходников 3 и прижимают торцами к пластинам 20, производят взаимное закрепление. Отводят корпуса боковых воротин 2 с закрепленными на них переходниками 3 и кондукторными узлами 19, снимают с центральной части 1 стойки 13 с перекладиной 14.
Сборка и наладка кондуктора завершена.
Использование описанного технического решения позволит снизить трудоемкость, значительно сократить время сборки и стоимость изготовления кондуктора. Это достигается за счет исключения выверки корпусов боковых воротин кондуктора с центральной частью.
1. Способ сборки кондуктора для сборки-сварки кузова автомобиля, включающий установку на направляющие рельсы базовыми элементами центральной части кондуктора с установленными и выверенными кондукторными узлами, состоящими из кондукторных плит и рабочих блочков, закрепление центральной части кондуктора фиксаторами, подведение корпусов боковых воротин, налаживание узлов взаимной фиксации, отличающийся тем, что на центральную часть кондуктора устанавливают стойки с перекладиной, на концах которой размещают кондукторные узлы корпусов боковых воротин, рабочие блочки которых выверены размерно с рабочими блочками центральной части кондуктора, затем к кондукторным плитам присоединяют разъемным соединением пластины переходников, подводят по направляющим до упора ориентированные в пространстве корпуса боковых воротин, торцы которых прослаблены до образования зазора с собранной центральной частью кондуктора, на боковые стороны корпусов боковых воротин накладывают платики переходников и прижимают торцами к пластинам, производят взаимное закрепление, отводят корпуса боковых воротин с закрепленными на них переходниками и кондукторными узлами, снимают с центральной части кондуктора стойки с перекладиной.
2. Кондуктор для сборки-сварки кузова автомобиля, содержащий установленную базовыми элементами на направляющие рельсы и закрепленную фиксаторами центральную часть с установленными и выверенными кондукторными узлами, состоящими из кондукторных плит и рабочих блочков, корпуса боковых воротин с узлами взаимной фиксации, отличающийся тем, что на центральной части закреплены стойки с перекладиной и введены переходники, состоящие из пластины и платиков, компенсирующие заложенные прослабления от номинальных размеров от корпусов боковых воротин, установленных на направляющих с упорами, ориентирующих указанные корпуса в пространстве.
AWT Machinery теперь предлагает универсальный кондукторный сварочный аппарат Clifford, который позволяет одному оператору обрабатывать сварные детали без проблем и без остановки производства. Пока оператор подготавливает материал для сварки на стороне оператора стола, сварщик сваривает продукт на другой стороне стола.
Эти кондукторы предлагают:
- Повышенная безопасность.

- Неизменное качество.
- Повышенная гибкость.
- Чрезвычайно быстрое время переключения.
- Снижение затрат на рабочую силу.

Универсальный сварочный аппарат Клиффорда
Компания Clifford начала производство кондукторов с ЧПУ для изготовления проволоки более 20 лет назад, и на сегодняшний день в ее распоряжении более 250 машин по всему миру. Благодаря многолетнему опыту и стремлению к совершенству, новейшие сварочные аппараты Versatile Jig стали еще более надежными, производительными и удобными для пользователя.
Выберите от наших простых 2-осевых агрегатов начального уровня до многоосных станков, которые могут включать серворегулируемую высоту сварки и вращающиеся головки с сервоприводом. Мы даже предлагаем широкий выбор сварочных технологий, которые лучше всего подходят для вашего бюджета и потребностей. Включая переменный, постоянный, среднечастотный и высокочастотный модулированный переменный ток.
Со стандартными функциями, такими как:
- Сварочные головки с произвольным программированием
- Приводная система с прямыми сервоприводами.
- Система точного позиционирования с серводвигателями переменного тока с точностью + / 0,2 мм.
- Возможность сваривать две разные детали на двух зажимных приспособлениях с автоматическим выбором программы с помощью датчиков положения зажимного приспособления.
- Быстросменная отсадочная система.
- Полные возможности редактирования программы.
- Защитное ограждение с блокировкой ворот.
Clifford могут быть спроектированы и изготовлены с учетом специфики свариваемого продукта.Наконечники электродов взаимозаменяемы, что позволяет на одном аппарате сваривать самые разные продукты. Изменение конфигурации электродов позволяет запускать несколько продуктов на одном зажимном приспособлении
без необходимости писать отдельную программу или заменять электроды между продуктами, сокращая время переналадки и повышая эффективность работы.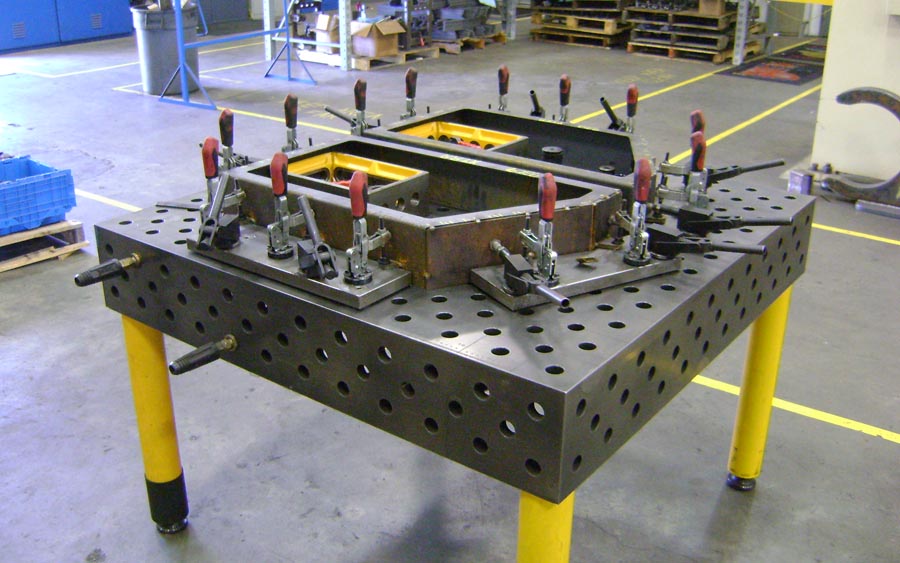
Продукты разной высоты можно разместить с сервоприводными электродами оси Z компании Cliffords.
Электроды с сервоприводом, регулируемые по высоте
ИННОВАЦИИ
Современные сварочные системы
Низкое энергопотребление
Быстрое время настройки
Несколько конфигураций
Мониторинг системы в режиме онлайн
ИНЖИНИРИНГ
Модульная конструкция
Возможность модернизации
Прочная конструкция
Непрерывное производство
Низкие эксплуатационные расходы
ГИБКОСТЬ
Отслеживаемость компонентов
Удаленная диагностика
Техническое обслуживание по всему миру
Полная документация и руководства
Джиг-сварочные аппараты
Джиг-сварочные аппараты
Джиг-сварочные аппараты
Джиг-сварочные аппараты
Принадлежности для сварочного стола | Baileigh Industrial
Хотя Baileigh Industrial предлагает широкий выбор аксессуаров для всех наших машин, не все из них доступны для продажи на нашем сайте. Мы постоянно обновляем сайт новыми интересными продуктами. Заходите на сайт или позвоните одному из наших специалистов по телефону 920-684-4990, и они будут рады помочь с вашими потребностями.
Мы постоянно обновляем сайт новыми интересными продуктами. Заходите на сайт или позвоните одному из наших специалистов по телефону 920-684-4990, и они будут рады помочь с вашими потребностями.
1195 долларов США.00 $
В наличии
- Удлинитель стола 1000 мм x 200 мм x 200 мм
- 5 сторонний
- Для использования со сварочными столами Baileigh D28
- Также подходит для других столов с отверстием 28 мм на сетке 100 мм
96 долларов.
00
$В наличии
- Датчик предварительной настройки высоты
- .12 «Максимальный диапазон
- Индикация с подсветкой
- .0001 «Точность
327 долларов.
00
$В наличии
- 275 мм x 100 мм x 300 мм
- Левая сторона
- Для использования со сварочными столами Baileigh D28
- Также подходит для других столов с отверстием 28 мм на сетке 100 мм
513 долларов.
00
$В наличии
- 325 мм x 100 мм x 600 мм
- Левая сторона
- Для использования со сварочными столами Baileigh D28
- Также подходит для других столов с отверстием 28 мм на сетке 100 мм
700 долларов.
00
$В наличии
- 375 мм x 100 мм x 800 мм
- Левая сторона
- Для использования со сварочными столами Baileigh D28
- Также подходит для других столов с отверстием 28 мм на сетке 100 мм
327 долларов.
00
$В наличии
- 275 мм x 100 мм x 300 мм
- Правая сторона
- Для использования со сварочными столами Baileigh D28
- Также подходит для других столов с отверстием 28 мм на сетке 100 мм
513 долларов.
00
$В наличии
- 325 мм x 100 мм x 600 мм
- Правая сторона
- Для использования со сварочными столами Baileigh D28
- Также подходит для других столов с отверстием 28 мм на сетке 100 мм
700 долларов.
00
$В наличии
- 325 мм x 100 мм x 600 мм
- Правая сторона
- Для использования со сварочными столами Baileigh D28
- Также подходит для других столов с отверстием 28 мм на сетке 100 мм
204 доллара.
00
$В наличии
- Длина 1000 мм
- Полосовой упор
- Для использования со сварочными столами Baileigh D28
- Также подходит для других столов с отверстием 28 мм на сетке 100 мм
1 032 долл.
США.00
$В наличии
- 500 мм длина
- Универсальный угол поворота и наклона
- Для использования со сварочными столами Baileigh D28
- Также подходит для других столов с отверстием 28 мм на сетке 100 мм
3075 долларов.
00
$В наличии
Набор принадлежностей для стола сварочного приспособления из 43 частей
 00
$
00
$ 00
$
00
$ 00
$
00
$ 00
$
00
$ 00
$
00
$ 00
$
00
$ 00
$
00
$ 00
$
00
$ США.00
$
США.00
$ 00
$
00
$Безопасность | Стеклянная дверь
Мы получаем подозрительную активность от вас или кого-то, кто пользуется вашей интернет-сетью.Подождите, пока мы убедимся, что вы настоящий человек. Ваш контент появится в ближайшее время. Если вы продолжаете видеть это сообщение, напишите нам чтобы сообщить нам, что у вас проблемы.
Nous aider à garder Glassdoor sécurisée
Nous avons reçu des activités suspectes venant de quelqu’un utilisant votre réseau internet. Подвеска Veuillez Patient que nous vérifions que vous êtes une vraie personne. Вотре содержание
apparaîtra bientôt. Si vous continuez à voir ce message, veuillez envoyer un
электронная почта à
pour nous informer du désagrément.
Подвеска Veuillez Patient que nous vérifions que vous êtes une vraie personne. Вотре содержание
apparaîtra bientôt. Si vous continuez à voir ce message, veuillez envoyer un
электронная почта à
pour nous informer du désagrément.
Unterstützen Sie uns beim Schutz von Glassdoor
Wir haben einige verdächtige Aktivitäten von Ihnen oder von jemandem, der in ihrem Интернет-Netzwerk angemeldet ist, festgestellt. Bitte warten Sie, während wir überprüfen, ob Sie ein Mensch und kein Bot sind. Ihr Inhalt wird в Kürze angezeigt. Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте: .
We hebben verdachte activiteiten waargenomen op Glassdoor van iemand of iemand die uw internet netwerk deelt.Een momentje geduld totdat, мы выяснили, что u daadwerkelijk een persoon bent. Uw bijdrage zal spoedig te zien zijn. Als u deze melding blijft zien, электронная почта: om ons te laten weten dat uw проблема zich nog steeds voordoet.
Hemos estado detectando actividad sospechosa tuya o de alguien con quien compare tu red de Internet. Эспера
mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo
este mensaje, envía un correo electrónico
a para informarnos de
que tienes problemas.
Эспера
mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo
este mensaje, envía un correo electrónico
a para informarnos de
que tienes problemas.
Hemos estado percibiendo actividad sospechosa de ti o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para hacernos saber que estás teniendo problemas.
Temos Recebido algumas atividades suspeitas de voiceê ou de alguém que esteja usando a mesma rede. Aguarde enquanto confirmamos que Você é Uma Pessoa de Verdade.Сеу контексто апаресера эм бреве. Caso продолжить Recebendo esta mensagem, envie um email para пункт нет informar sobre o проблема.
Abbiamo notato alcune attività sospette da parte tua o di una persona che condivide la tua rete Internet.
Attendi mentre verifichiamo Che sei una persona reale. Il tuo contenuto verrà visualizzato a breve. Secontini
visualizzare questo messaggio, invia un’e-mail all’indirizzo
per informarci del
проблема.
Secontini
visualizzare questo messaggio, invia un’e-mail all’indirizzo
per informarci del
проблема.
Пожалуйста, включите куки и перезагрузите страницу.
Это автоматический процесс. Ваш браузер в ближайшее время перенаправит вас на запрошенный контент.
Подождите до 5 секунд…
Перенаправление…
Код объявления: CF-102 / 64402255bdeacaf0.
Как упростить приспособление для роботизированной сварки
При сварке приспособления используются для точного и надежного позиционирования деталей во время сварки. На картинке ниже изображена такая приманка.
Сварочные приспособления обычно изготавливаются на заказ для каждого приложения.При такой настройке в промышленных условиях кондукторы часто вызывают следующие проблемы:
- Они могут стоить несколько десятков или 100 тысяч долларов.
- Им не хватает гибкости . Если в продукт вносятся технические изменения, приспособление необходимо вручную модифицировать или заменять, что может затруднить изготовление модели смесителя.
- Они склонны к ошибкам . Детали обычно загружаются в приспособление человеком-оператором. В некоторых случаях есть сотни разных, но похожих деталей.Ошибиться легко.
- Они требуют работы с низкой добавленной стоимостью их заполнения деталями.

Итак, если эти проблемы существуют, почему приспособления до сих пор используются в роботизированной сварке? Первая причина заключается в том, что приспособления для изготовления приспособлений уже много лет являются отраслевым стандартом. Вторая причина в том, что заменить их технически сложно. Это особенно верно, когда нужно сваривать большое количество различных деталей. В этом видео (демонстрация также была представлена на Fabtech 2010) Fanuc представляет способ использования роботов, которые размещают детали на упрощенном приспособлении, в то время как другие роботы выполняют сварку.
Компонентов, необходимых для создания этого приложения:
- Роботы с захватами могут захватывать детали и надежно удерживать их в сварочной среде.
- Система технического зрения для определения деталей, их исходного положения и обеспечения качества сварки.
- Сварочные роботы , такие же, которые используются с приспособлениями.
- И, конечно же, , программирующий , который объединяет все это воедино.
С нашей точки зрения, это очень многообещающий способ упростить приспособления для увеличения гибкости, сокращения брака, увеличения пропускной способности и гибкости.
Если вы ищете способы упростить сборку при роботизированной сварке, Щелкните здесь, чтобы получить наш калькулятор окупаемости инвестиций и узнать, сколько денег вы могли бы начать экономить с помощью такой роботизированной сварочной ячейки.![]()
— Страница 2 — Специалисты по сварке
О чем нужно спросить ВЫ, , прежде чем приступить к проектированию кондуктора или сварочного приспособления? Вот несколько вопросов для начала обсуждения.
Когда вам представляют некоторые детали продукта и просят спроектировать приспособление или приспособление, чтобы их можно было сварить вместе, на какие вопросы вам нужно ответить перед тем, как начать? Важно получить как можно больше информации о проекте еще до того, как вы сделаете черновой набросок.
Например:
1) Сколько деталей будет свариваться в одном приспособлении?
Команда производственного планирования должна это выяснить. Чем больше деталей они могут уместить в одном приспособлении, тем меньше им потребуется приспособлений и операторов.Однако им необходимо учитывать, что если одна станция на заводе занимает больше времени, чем остальные станции, они будут создавать горлышко бутылки, что замедлит работу всей производственной линии. Это можно исправить, установив два одинаковых приспособления или уменьшив количество деталей, свариваемых вместе в одном приспособлении.
Это можно исправить, установив два одинаковых приспособления или уменьшив количество деталей, свариваемых вместе в одном приспособлении.
2) Есть ли другая линейка продуктов с очень похожими, но разными деталями, которые можно было бы сваривать вместе в одном приспособлении с быстрой заменой?
Иногда приспособление можно использовать для нескольких продуктов.Простая замена одной или двух подсборок может быстро создать приспособление, которое может работать с двумя или более продуктами. В одном из будущих блогов мы рассмотрим различные приспособления и инструменты, которые вы можете использовать, чтобы внести изменения быстро и легко.
- V-образные блоки для двух производственных линий
Иногда легко спроектировать две линии продуктов.
3) Будет ли приспособление автоматическим или ручным?
Вы будете использовать пневматические зажимы или ручные? Как насчет датчиков, которые будут определять, находится ли деталь на месте перед зажимом или перед началом процедуры сварки? Будут ли проверки вперед и назад?
В Rentapen наши 3D-модели покажут размещение и монтаж датчиков и зажимов.![]() В конструкции должно быть место для шлангов и проводов. В Rentapen мы оставляем проектирование элементов управления и электрооборудования на усмотрение экспертов. Мы ориентируемся строго на механический аспект приспособления. Для вас и вашей команды важно, чтобы было четкое понимание того, в чем заключается ваша ответственность. Перед тем, как приступить к проектированию, необходимо четко определить, кто отвечает за какие части приспособления (приспособления) или ячейки робота.
В конструкции должно быть место для шлангов и проводов. В Rentapen мы оставляем проектирование элементов управления и электрооборудования на усмотрение экспертов. Мы ориентируемся строго на механический аспект приспособления. Для вас и вашей команды важно, чтобы было четкое понимание того, в чем заключается ваша ответственность. Перед тем, как приступить к проектированию, необходимо четко определить, кто отвечает за какие части приспособления (приспособления) или ячейки робота.
4) Крепление будет на цапфе или на столе?
Будет ли он сварен вручную или роботом? Если он сварен роботом, в какие размеры должно входить приспособление?
5) Когда срок сдачи проекта?
Когда эскизный проект должен быть готов к рассмотрению? Когда должны быть завершены проверенные чертежи? Есть ли установленный график?
6) Где сварные швы?
Ответы на эти вопросы должны быть на чертежах сварных швов продукта. Обычно в хорошо спланированной линии есть чертеж изделия, на котором производится сборка в приспособлении, которое вы собираетесь проектировать. Изучите чертеж расположения сварных швов. Если такого рисунка нет, спрашивайте!
Обычно в хорошо спланированной линии есть чертеж изделия, на котором производится сборка в приспособлении, которое вы собираетесь проектировать. Изучите чертеж расположения сварных швов. Если такого рисунка нет, спрашивайте!
7) Каковы критические размеры?
Изучите чертеж и определите те размеры, которые соответствуют более жестким допускам. Если между свариваемыми деталями нет жестких допусков, то регулировка прокладок может не потребоваться. Не помешает спросить, чтобы убедиться.Гораздо эффективнее спросить перед тем, как начать.
8) Есть ли детали, которые можно неправильно установить на приспособление?
Изучите сборку продукта и подумайте, может ли вам потребоваться защита приспособления от ошибок, чтобы детали могли входить в приспособление только так, как должны. Мы не хотим, чтобы они приваривали что-то задом наперед.
9) У вас есть список предпочтительных поставщиков? Некоторые производители предпочитают для своих зажимов Destaco или Parker. У более крупных компаний всегда есть список поставщиков, которых они используют, и продуктов, которые им нравятся.Например, Genesis Systems требует от всех своих поставщиков по возможности использовать RAPid Tooling Components (TM) от Rentapen, чтобы снизить затраты на их сварочные приспособления.
У более крупных компаний всегда есть список поставщиков, которых они используют, и продуктов, которые им нравятся.Например, Genesis Systems требует от всех своих поставщиков по возможности использовать RAPid Tooling Components (TM) от Rentapen, чтобы снизить затраты на их сварочные приспособления.
Компания Rentapen, предоставляющая дизайнерские услуги, может задать еще больше вопросов.
10) Каковы ваши стандарты дизайна и деталей?
Мы хотим максимально соответствовать стандартам заказчика. Мы оформляем чертежи в формате заказчика и соблюдаем его стандарты. Мы просим образцы хороших чертежей, чтобы мы могли видеть, как называются отверстия, а для прорезей и фасок задаются размеры.
11) Вы размещаете на чертеже более одной детали?
Некоторые из наших клиентов помещают все в один и тот же формат размера и помещают столько деталей, сколько умещается на листе размера D. Другие клиенты ограничивают его четырьмя деталями на листе размера D. А некоторым клиентам нравится, чтобы каждая деталь была подробно описана на отдельном листе. A B C D или E.
А некоторым клиентам нравится, чтобы каждая деталь была подробно описана на отдельном листе. A B C D или E.
12) Как часто вы хотите обновлять статус?
Для небольших приспособлений вы спроектируете их и попросите их взглянуть на них только один раз, прежде чем начинать детализировать.Но для более крупных проектов обычно заказчик хочет видеть ваш прогресс один раз в неделю или по мере того, как вы завершаете дизайн каждой секции приспособления. Я использую термин «клиент» для обозначения того, кому вы подчиняетесь, кого вы обслуживаете, будь то ваша группа планирования производства или ваш менеджер … кем бы вы ни были. Лучший способ сэкономить время для дизайнера осветительных приборов — это получить отзывы о своих проектах, прежде чем углубляться в детали.
Какие вопросы я упустил? Что еще вы спросите?
Добавьте, пожалуйста, в беседу и дайте мне знать, что вы думаете!
СВАРОЧНЫЙ СТАНОК BREN
Описание
ЗАДНЕЕ ОТВЕРСТИЕ БОЛЬШЕ НЕ ПРОДОЛЖАЕТСЯ.
Высококачественное приспособление для сварки BrenWelding, изготовленное из алюминиевого прутка 60/61 -T6 и обработанное на станке с ЧПУ, поэтому все приспособления абсолютно одинаковы.
Приспособление обработано под точные размеры внутренней части ствольной коробки. Он подойдет для ствольной коробки типа Mk-1 или Mk-2.
Правильное выравнивание деталей и удержание всего вместе во время сварки — две самые сложные части любой сборки, это приспособление помогает сделать это проще.
Основная часть зажимного приспособления, которая помещается внутри приемника, имеет прорези, позволяющие разместить ваши ручки для отказа.
Jig также позволит вам установить инжектор и защелку для выпуска магнита, чтобы вы могли правильно установить его на свой магазин.
В нижней части зажимного приспособления есть прорезь, которая позволяет вам использовать ваш ствол и замок ствола для правильного выравнивания и позволит вам зафиксировать его на месте.
Разработан с учетом всех комплектов деталей и 80% ремонтных секций ресивера, представленных на рынке. Он будет работать со всеми приемниками, если они соответствуют оригинальным спецификациям и могут использоваться несколько раз.
Каждое приспособление поставляется со всем необходимым оборудованием для установки приспособления для стандартного SMG и полуавтоматического оружия. Итак, делаете ли вы образец поста NFA или полуавтоматический, этот джиг для вас подойдет!
Это одна из самых тяжелых приспособлений, которые я делаю, доставка по приоритетной почте составляет 20 долларов.
ДЕЙСТВУЮТ ВСЕ ПРАВИЛА BATF / NFA.
ДЛЯ ИНФОРМАЦИИ О ЮРИДИЧЕСКИХ ПОЛУАВТОМАТИЧЕСКИХ И МАШИНАХ ОРУЖИЯХ, ПОСЕТИТЕ WWW.ATF.TREAS.GOV
или позвоните по телефону 1.202.927.7910
Законное изготовление и владение полностью автоматическим огнестрельным оружием контролируется B.Подразделение A.T.F. Министерства финансов США.
Правильное приложение, если требуется, в B.A.T.F., авторизация и разрешение должны быть защищены перед созданием этого или любого подобного устройства. Местные и государственные законы различаются и могут ограничивать владение этим или подобным огнестрельным оружием. Владение этим шаблоном, трубкой и комплектом деталей может означать владение пулеметом, ДАЖЕ если он не собран и ствольная коробка не укомплектована. Помните, что применяются ВСЕ правила NFA.
Эти материалы предназначены только для информационных целей.Продавец не предъявляет никаких претензий к точности, удобству использования или содержанию / продукту, содержащемуся в данном документе. Используя любую информацию / материалы, содержащиеся в данном документе, для изготовления незаконного или законного огнестрельного оружия, ВЫ принимаете все гражданские, государственные, федеральные и финансовые санкции и освобождаете продавца от любых обязательств. Использование этого шаблона, изменение заготовки ствольной коробки любым способом или доработка ствольной коробки на 75% или 80% (т. Е. Установка шаблона на трубу, удаление участков выреза, надрезов или сверления), установка приобретенного ствола
ПРИНИМАЕТ ВЫШЕ УСЛОВИЯ.
ВЫ ПОЛНОСТЬЮ ПРЕДУПРЕЖДАЛИ.
Cargo Bike Welding — Как построить грузовой велосипед — officine
Следующим этапом нашего проекта является сварка грузового велосипеда. Это фундаментальная часть, и мы должны проявлять особую осторожность при ее выполнении, поскольку она действительно может повлиять на окончательное качество рамы грузового велосипеда.
Основных трудностей две:
- Сама по себе техника требует большого опыта и хороших ручных навыков.Кроме того, важно хорошо знать сварочный аппарат, чтобы правильно настроить его. Есть несколько каналов YouTube, которые углубляются в эту технику и весьма полезны.
- Во время сварки держите детали на устойчивом месте.
Хотя для овладения этой техникой единственный способ — это много практиковаться с терпением и самоотверженностью, чтобы удерживать детали на месте, мы можем использовать специальный инструмент, называемый сварочным приспособлением.
Сварочный стенд для грузовых велосипедов
Приспособление — это набор зажимов и зажимов, расположенных согласно чертежу, где трубы укладываются и блокируются.Вы можете видеть, что у нашего кондуктора есть несколько ограничений по основным углам рамы: горизонтальный, первый и второй изгиб загрузочной платформы, рулевая колонка. Это позволяет соблюдать допуски на изгиб, так что мы уверены, что после закрытия зажимов все углы рамы будут точно такими, как мы хотим. На следующем рисунке вы можете увидеть наш первый сварочный стенд, который мы использовали в начале нашего путешествия на грузовом велосипеде, чтобы построить Bronte.
Сварочный стендПосле того, как трубы размещены, нам нужно проверить соединения, чтобы убедиться, что все трубы подходят друг другу.Как только мы будем на 100% уверены, что сможем приступить к сварке, сначала всего в нескольких точках, чтобы зафиксировать позиции, а затем всю раму:
Готовый фронтальный погрузчикСварка заднего треугольника
На этом этапе нам просто нужно сварить заранее подготовленную раму МТБ. Перед тем, как это сделать, нам нужно определить значение для заднего перепада, то есть расстояние по вертикали между кареткой и задней осью. При высоком падении центр тяжести велосипеда понижается, что делает его более устойчивым, и существует риск касания педалью земли во время поворота.
Эмпирическое правило для хорошего падения на 26-дюймовую раму можно получить по:
- D = 230 мм — длина_ кривошипа.
Таким образом, учитывая стандартную длину кривошипа 170–175 мм, результирующее значение падения составит около 55–60 мм. Простое приспособление для заднего дропа показано на рисунке:
. Деталь зажима для заднего отводаВырезка трубы
Чтобы надрезать горизонтальную трубу рамы MTB, поскольку она уже была обрезана как можно ближе к рулевой трубе, нам просто нужно держаться кольцевой пилой как можно ближе к краю.
Вырезание горизонтальной трубыНа этом этапе мы можем снова установить раму на зажимное приспособление и измерить расстояние по горизонтали между грузовой задней рулевой колонкой и горизонтальной зубчатой трубой MTB.
Вычтите из этого размера половину диаметра каретки MTB и укоротите две нижние грузовые трубы на это значение. В нашем случае мы укоротили две трубки на 70 мм, так как у нас было расстояние 90 мм и нижний кронштейн с внешним диаметром 40 мм. Теперь мы можем надрезать две нижние трубы, располагая ось пилы точно на плоскости резки.В результате получится симметричная выемка.
Вырубка двойных нижних трубПора приваривать грузовой байк! Первым делом нам нужно прикрепить раму МТБ к передней загрузочной платформе. Чтобы сохранить совмещение между ними, мы снова можем воспользоваться зажимом для задней подвески.
Размещение зажима заднего треугольникаНаша рама теперь выглядит почти готовой:
В следующем уроке мы увидим, как установить опоры для дисковых тормозов, следите за обновлениями!
.