Сварочный кондуктор — это… Что такое Сварочный кондуктор?
- Сварочный кондуктор
Кантователь
167. Сварочный кондуктор
Приспособление для сборки и закрепления друг относительно друга свариваемых частей в определенном положении
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Сварочный кантователь
- сварочный материал
Смотреть что такое «Сварочный кондуктор» в других словарях:
сварочный кондуктор — кондуктор Приспособление для сборки и закрепления друг относительно друга свариваемых частей в определенном положении. [ГОСТ 2601 84] Тематики сварка, резка, пайка Синонимы кондуктор EN fixturejig DE Spannvorrichtung FR dispositit de… … Справочник технического переводчика
Кондуктор сварочный — – приспособление для сборки и закрепления друг относительно друга свариваемых частей в определенном положении. [ГОСТ 2601 84] Рубрика термина: Сварочное оборудование Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
Сварочное оборудование — Термины рубрики: Сварочное оборудование Автомат для дуговой сварки Автомат сварочный Агрегат сварочный Аппарат сварочный … Энциклопедия терминов, определений и пояснений строительных материалов
Арматурное оборудование
— Термины рубрики: Арматурное оборудование Автоматическая контактная машина Автоматическая многоточечная линия контактной сварки сеток … Энциклопедия терминов, определений и пояснений строительных материаловФормула Русь — гоночный автомобиль класса Формула, сконструированный и произведённый в России специально для участия в российских кольцевых автогонках.
 Формула РУСЬ соответствует требованиям Международной федерации автоспорта к автомобилям «формулы Е». Машина… … Википедия
Формула РУСЬ соответствует требованиям Международной федерации автоспорта к автомобилям «формулы Е». Машина… … Википедия
 Формула РУСЬ соответствует требованиям Международной федерации автоспорта к автомобилям «формулы Е». Машина… … Википедия
Формула РУСЬ соответствует требованиям Международной федерации автоспорта к автомобилям «формулы Е». Машина… … ВикипедияУдобный сварочный кондуктор для выставления трех углов
При сварке металлических каркасов из профильных труб очень сложно выставлять одновременно три угла под 90 градусов. Можно, конечно, использовать магнитные уголки, но даже в этом случае придется потратить время на подгонку деталей.
Если вам часто приходится сталкиваться с подобной работой, то можно сделать своими руками удобный сварочный кондуктор для выставления трех углов. Данное приспособление поможет ускорить процесс подгонки и сварки каркасов из профиля.
В первую очередь необходимо будет вырезать площадку для сварочного кондуктора из листа металла толщиной 6 мм. Размеры пластины — 20*20 см.
Также из того же листа металла толщиной 6 мм потребуется вырезать с помощью болгарки еще две заготовки размером 15*20 см. В них надо будет вырезать по одному «окну» 80*80 мм. После этого уже можно приступать к изготовлению сварочного кондуктора.
Основные этапы работ
После обработки на шлифовке или же при помощи болгарки с лепестковым кругом все три заготовки из листового металла нужно сварить вместе (под углом 90 градусов относительно друг друга). Сварные швы надо зачистить.
На следующем этапе из обрезков пластины толщиной 6 мм и профильной трубы 40*25 мм надо сделать зажимной угольник. В нем мастер сверлит отверстие, в которое вставляет втулку от реактивной тяги. Ее нужно зафиксировать с помощью куска болта или шпильки.
Потом останется только изготовить еще один зажим для вертикально свариваемых деталей, после чего можно приступать к покраске и сборке приспособления.
Подробнее о том, как сделать удобный сварочный кондуктор для выставления трех углов, рекомендуем посмотреть в видеоролике на сайте.
Оцените запись
[Голосов: 1 Средняя оценка: 5]Кондуктор для сварки металлических листов
Полезная модель относится преимущественно к машиностроению и может быть применено, например, при сборке и дуговой сварке рамных или форменных конструкций, а точнее металлических листов.
Полезная модель относится преимущественно к машиностроению и может быть применено, например, при сборке и дуговой сварке рамных или форменных конструкций, а точнее металлических листов.
Известен кондуктор для сборки и сварки деталей [RU 2035284, кл. В23К 37/04, 1991, С1], содержащий основания, на котором с возможностью горизонтального перемещения установлены с возможностью фиксации в требуемом положении подвижные элементы.
Это устройство позволяет упростить сборку, но оно не позволяет производит сварку крупногабаритных изделии.
Известно устройство для сборки и сварки [RU 2141394, кл. В23К 37/04, 1998, С1], содержащее стойки с опорами, в которых с возможностью поворота вокруг горизонтальной оси установлены две цапфы, жестко закрепленные на торцах рамы.
Устройство снабжено смонтированными на раме ложементами с фиксаторами свариваемых деталей, стержнем, закрепленным своими концами на раме и расположенным перпендикулярно ее продольной оси, и по крайней мере, двумя противовесами для балансировки рамы с установленным на ней свариваемым узлом с выполненными в них отверстиями, через которые пропущен
стержень, причем противовесы смонтированы на стержне с возможностью свободного перемещения вдоль него и имеют фиксаторы их положения на нем.
Это устройство довольно сложно в изготовлении, а система фиксирования свариваемых изделий в ложементах не позволяет фиксировать такие изделия как металлические листы, особенно в тех случаях, когда нужно соединить металлические листы под прямым углом, что ограничивает его использование.
Задачей заявляемого решения является упрощение конструкции и расширения возможностей использования.
Поставленная задача решается тем, что вместо рамы используются соединенные перпендикулярно к друг другу стойки, на свободных концах которых с внутренней стороны установлены ложементы для крепления свариваемых металлических листов, а на противоположной стороне стоек над ложементами выполнены резьбовые отверстия, в которые вставлены винты.
Для упрощения сборки устройства предлагается использовать в качестве соединенных перпендикулярно стоек использованы металлические уголки.
Сравнительный анализ с известными решениями показал, что заявленный кондуктор отличается от известного тем, что ложементы установлены не на раме, а на стойках, что позволяет судить о соответствии критерию «новизна».
Устройство поясняется рисунком (фиг.1), где схематично показан заявляемый кондуктор для сварки металлических листов.
Кондуктор содержит стойки 1 и 2 соединенные под прямым углом, к свободным концам на внутренней стороне стоек установлены ложементы 3 и 4, а на наружной стороне стоек над ложементами выполнены сквозные резьбовые отверстия в которые вставлены винты 5 и 6. На ложементах установлены соединяемые сваркой металлические листы 7 и 8.
Сборка кондуктора производится следующим образом.
Две металлические стойки из твердого металла соединяют перпендикулярно, например, сваркой, или промышленно изготавливаемые уголки. Ближе к свободным концам стоек на их внутренней стороне устанавливают ложементы. На наружной стороне стоек над ложементами выполнены резьбовые отверстия, в которые вставляют винты.
Сварку с использованием этого кондуктора производят следующим образом. Свариваемые листы 7 и 8 размещают на ложементах 3 и 4, свариваемыми сторонами навстречу друг другу, совмещают свариваемые стороны листов, жестко прижимают их с помощью винтов 5 и 6, после чего производят сварку.
1. Кондуктор для сварки металлических листов, содержащий соединенные перпендикулярно друг другу стойки, на свободных концах которых с внутренней стороны установлены ложементы для крепления свариваемых металлических листов, а на противоположной стороне стоек над ложементами выполнены резьбовые отверстия, в которые вставлены винты.
2. Кондуктор для сварки металлических листов по п.1, отличающийся тем, что для в качестве соединенных перпендикулярно стоек использованы металлические уголки.
| Другие результаты | |
| Как только я нашла свой вагон, кондуктор проверил мой билет и показал мне мое место. | As soon as I found my car, ticket inspector checked my ticket and showed me my seat. |
| Зачем этот кондуктор пробежал по жердочке, зачем они кричат, эти молодые люди в том вагоне? Зачем они говорят, зачем они смеются? | Why did the conductor run along the footboard, why are they shrieking, those young men in that train? why are they talking, why are they laughing? |
| Наконец кондуктор вернулся; меня еще раз сунули в дилижанс, мой ангел-хранитель уселся на свое место, затрубил в рожок, и мы покатили по мостовой города Л. | At last the guard returned; once more I was stowed away in the coach, my protector mounted his own seat, sounded his hollow horn, and away we rattled over the stony street of L. |
| Из какого дракона вышла бы самая лучшая сварочная горелка? | Which dragon makes the best welding torch? |
| Скорее всего, он свалился с омнибуса в Сену, а кондуктор скрыл это, чтобы не иметь неприятностей. | I dare say he fell into the Seine off an omnibus, and that the conductor hushed up the scandal. |
| Мимо проходил омнибус, направляясь за город. Кондуктор подумал, что джентльмен поджидает его, и остановил транспорт у тротуара. | There was an omnibus passing-going into the country; the conductor thought he was wishing for a place, and stopped near the pavement. |
| Впереди есть свободные места, — сказал кондуктор. | Seats up front, the conductor said. |
Он недавно уволенный кондуктор в Филмор и Вестерн. | He’s a recently fired brakeman with Fillmore and Western. |
| Двадцать два часа до Эмерсона, — сказал кондуктор, но прошло две недели, прежде чем мы достигли Эмерсона с его тополевыми рощами -лучшей защитой от заносов. | Twenty-two hours to Emerson, said the official; but nearly two weeks of digging passed before we did reach Emerson, and the poplar country where the thickets stop all drifting of the snow. |
| Кондуктор видел здесь машину в ночь похищения. | The conductor saw the car parked here the night she was abducted. |
| Может, у вас есть проблемы с электричеством, а ваш подводный кондуктор помогает вам… индуктор, ладно? | Maybe you have an electrical trouble, and your sub-aqua conductor, it helps you- inductor, okay? |
| Кондуктор кивнул. Он прекрасно знал, как все произошло, потому что подобное случалось и прежде. | The conductor sighed. He knew only too well how it had happened, because it had happened before. |
| Петр с дурацкой улыбкой приподнял у окна в знак прощания свою шляпу с галуном, наглый кондуктор захлопнул дверь и щеколду. | With a foolish smile Pyotr raised his hat, with its colored band, at the window, in token of farewell; an impudent conductor slammed the door and the latch. |
| И она выставила эту сумку прямо в проход, так что кондуктор или еще кто мог об нее споткнуться. | She stuck the bag right out in the middle of the aisle, where the conductor and everybody could trip over it. |
| Кондуктор указал мне на гостиницу в Канонгетской улице, где вы видели меня. | The coachman recommended me to the house in the Canongate where you found me lodging. |
| Пройдите сядьте, чем стоять, — сказал кондуктор. | Better go up front and get a seat, the conductor said. |
| Кондуктор конки поймал его за шею и снова повалил на землю. | The tram conductor suddenly got the neck and shoulders and lugged him back. |
| Кондуктор отворял дверь, впуская мужа с женой. | The conductor opened the door and let in a man and his wife. |
| Алан, разумеется, кондуктор. | Alan is the conductor, of course. |
| Но главный у них кондуктор. | I bet they’re all controlled by the conductor. |
| Графиня Вронская в этом отделении, — сказал молодцеватый кондуктор, подходя к Вронскому. | Countess Vronskaya is in that compartment, said the smart guard, going up to Vronsky. |
| Седой старичок-кондуктор кричал, чтобы стали вдоль вагона, чтоб не лезли, что всем место будет. | The old grey-haired car attendant was shouting at them to stay in line along the carriage because there’d be room for everyone. |
| Мимо купе прошел кондуктор и сделал Г оризонту какой-то неуловимый знак. | Through the Coupe passed the conductor and made some imperceptible sign to Horizon. |
| Кондуктор и входившие не заметили под вуалем ужаса на ее лице. | The conductor and her two fellow-passengers did not notice under her veil her panic-stricken face. |
| Кондуктор резко оборвал свою речь. Он заметил Гарри, по-прежнему сидевшего на земле. Гарри подобрал палочку и кое-как поднялся на ноги. Вблизи, | The conductor stopped abruptly. He had just caught sight of Harry, who was still sitting on the ground. Harry snatched up his wand again and scrambled to his feet. |
| Сейчас контроль пройдет, — сказал кондуктор, -так уж вы будьте любезны постоять здесь с супругой на площадке третьего класса. | The inspector will pass through right away, said the conductor, so you’ll please be so kind as to stand for a while here on the platform of the third class with your spouse. |
| На Марсель-Лион-Париж, занимайте места! -крикнул кондуктор. | A porter shouted, Take your seats for Marseilles, Lyons, and Paris. |
Кондуктор открыл дверцу и велел мне бросить снежок. | The bus driver opened the doors and made me throw it out. |
| Жарьте вовсю, мистер Джек! — поддакивал кондуктор. | And sarve ’em right, Master Jack, said the guard. |
| Когда мы садились в вагон, я видел, как вагоновожатый и кондуктор вышли из буфета. | As we got on board I saw the motorman and conductor coming out of the station wine-shop. |
| Кондуктор пошел дальше. | The conductor went on. |
| Кондуктор уличного вагона в Сиэтле в 1918 году отказывался пускать на борт пассажиров, не носящих масок. | A street car conductor in Seattle in 1918 refusing to allow passengers aboard who are not wearing masks. |
| Сборка первого испытательного образца композитного крыла началась в Эверетте в конце сентября 2017 года с его верхней частью, опущенной в кондуктор для роботизированного бурения. | The assembly of the first composite wing test example began in Everett in late September 2017 with its top section lowered into a jig for robotic drilling. |
| Затем кондуктор имеет некоторые средства привязки зажатого лезвия к шлифовальному или хонинговальному аппарату, так что угол наклона сохраняется. | The jig then has some means of referencing the clamped blade to the grinding or honing apparatus so that the bevel angle is maintained. |
| Во время поездки на поезде в Нью-Йорк в 1869 году кондуктор сказал ей, чтобы она перешла из секции полцены в вагон для курящих. | During a train ride to New York in 1869, the conductor told her to move from a half-price section into the smoking car. |
| Когда Уэллс отказалась уступить ей место, кондуктор и двое мужчин вытащили ее из вагона. | When Wells refused to give up her seat, the conductor and two men dragged her out of the car. |
11 ноября 2000 года 161 пассажир и один кондуктор сели на фуникулер, чтобы рано утром отправиться на горнолыжные склоны. | On 11 November 2000, 161 passengers and one conductor boarded the funicular train for an early morning trip to the slopes. |
| Все пассажиры, поднимавшиеся пешком, а также кондуктор поезда задохнулись от дыма, а затем были сожжены бушующим огнем. | All the passengers ascending on foot, as well as the train conductor, were asphyxiated by the smoke and then burned by the raging fire. |
| Она вынула билет и открыла дверь купе для кондуктора. | She took out her train ticket and unlocked the compartment door for the conductor. |
| Рахель чувствовала бумажный запах от рулончика билетов и кислометаллический запах поручней от ладоней кондуктора. | Rahel could smell the sheaf of bus tickets and the sourness of the steel bus rails on the conductor’s hands. |
| Впереди дважды щелкнули щипцы кондуктора. | Forward the conductor’s punch clicked twice. |
| Что с нашей помощью, что с помощью этих двоих акуршеров, да даже в поезде на полном ходу с помощью кондуктора. | Whether it’s by us… Or whether it’s by these two midwives or with a jittery train conductor during a blizzard. |
| Кондуктора в кирпичных куртках, схватившись за поручни, вдавливают животом публику в вагоны. | Conductors in brick-red jackets, hanging on to the handrails, forced the passengers into the train with their stomachs. |
| Вверх по насыпи, все время обрываясь и съезжая по песку, кондуктора и городовые неловко волокли тело. | Conductors and policemen clumsily dragged the body up the embankment, losing their footing in the gravel and sliding down all the time. |
| Проваливай, старик, — крикнул ему в ответ мужчина в синей форме кондуктора. | Go take a shit, old man, a blue-coated conductor shouted back at him. |
| На втором ярусе следующего вагона находится купе кондуктора. | On the upper deck of the next carriage, there’s a conductor’s compartment. |
| Но самые могучие когда помирают, железнодорожные кондуктора или из начальства кто, то считается, что дуба дают. | But when the high-ups die, say a railway conductor or someone in administration, they say he has kicked the bucket. |
| Не имею в виду, что для меня это важнее, чем для, например, пекаря или кондуктора. | Not to imply that it’s any more important than, say, a Baker or a toll collector. |
| Придётся убить и кондуктора, и этого, если закроют казарму в Белграде до моего приезда. | I will kill both conductor and his son, if army barracks in Belgrade closes! |
| С 1941 года нацистский режим кондуктора Иона Антонеску приказал Румынии участвовать в войне против Советского Союза. | From 1941, the Nazi-aligned regime of Conducător Ion Antonescu ordered Romania’s participation in the war against the Soviet Union. |
| Цель заточки кондуктора заключается в удержании лезвия или инструмента под нужным углом при шлифовании или хонинговании скоса. | The purpose of the sharpening jig is to hold the blade or tool at the desired angle while grinding or honing the bevel. |
| Во времена их расцвета копировальные карандаши также ассоциировались во всем мире с образом железнодорожного кондуктора, который, как известно, носил один из них за ухом. | During their heyday, copying pencils were also associated, across the world, with the image of a railway conductor, who famously carried one tucked behind an ear. |
| Им удалось украсть только 46 долларов у почтового клерка, две бутылки виски, автоматический револьвер, пальто и часы кондуктора поезда. | The men were able to steal only $46 from the mail clerk, two demijohns of whiskey, an automatic revolver, a coat and the train conductor’s watch. |
| Мальчик получает домашний адрес кондуктора поезда Тома Старка. | The boy obtains train conductor Tom Stark’s home address. |
| На 735 машинах ДБ тендер был снабжен кабиной кондуктора, что означало необходимость уменьшения объема угольного бункера. | On 735 of the DB machines the tender was fitted with a conductor’s cab, which meant that the volume of the coal bunker had to be reduced. |
| Робертсу было совестно ехать зайцем, и он на каждой станции выходил помогать кондукторам грузить багаж. | Rogers’s conscience hurt him to travel without paying his fare, and so at each station he got off to help the conductors load the baggage. |
| В Цивике денег не было, и ничего не указывает, где может быть Лидия, но транспортная полиция и охрана в метро раздали фото Лидии всем своим кондукторам. | No money in the Civic and nothing to point us to Lydia’s whereabouts, but Amtrak police and Metrolink security are distributing Lydia’s picture to all their conductors. |
| Про сиамских близнецов, которые работают кондукторами в микроавтобусе. | These Siamese twins worked as minibus conductors. |
| Беседы должны провестись с машинистами, кондукторами, рабочими парка, диспетчером охраны и как только закончим, должна быть запрошена запись. | Uh, interviews should be scheduled for the engineer, the conductor, the yard master security dispatcher, and once disengaged, the event recorder should be queried. |
| Билеты также продаются в поездах кондукторами, и они должны быть в этом случае приобретены сразу же после посадки в поезд. | Tickets are also sold in the trains by the conductors and they should be in this case purchased immediately after getting on the train. |
| 10303763 |
Припой катушка ПОС-61, диаметр 2.0мм, 100гр/10
Производитель РОССИЯ PS-191014 |
PS-191014 | Товар в Корзине | ||
|
Припой ПОС-40 1м d=1.0мм спираль ВТО
Производитель ВТО PS-60552 |
PS-60552 | 26 ₽ Под заказ: 26шт. Срок поставки: 4дн. | Товар в Корзине | ||
| 10308053 | Припой ПОС-40 1м d=1.0мм спираль ВТО Производитель ВТО 60552 | PS-60552 |
20 ₽
Под заказ: 12шт. Срок поставки: 6дн.
|
Товар в Корзине | |
| 10303717 |
Припой ПОС-40 1м d=2.0мм спираль ВТО
|
PS-60556 | 68 ₽ Под заказ: 49шт. Срок поставки: 4дн. | Товар в Корзине | |
| 10308054 |
Припой ПОС-40 1м d=2.0мм спираль ВТО
Производитель ВТО 60556 |
PS-60556 | 50 ₽ Под заказ: 13шт. Срок поставки: 6дн. | Товар в Корзине | |
| 10303718 |
Припой ПОС-40 1м d=3.0мм спираль ВТО
Производитель ВТО PS-60558 |
PS-60558 | 143 ₽ Под заказ: 40шт. Срок поставки: 4дн. | Товар в Корзине | |
| 10308055 |
Припой ПОС-40 1м d=3.0мм спираль ВТО
Производитель ВТО 60558 |
PS-60558 | 110 ₽ Под заказ: 15шт. Срок поставки: 6дн. | Товар в Корзине | |
| 10303719 |
Припой ПОС-40 d=1.0мм 100г катушка ВТО
Производитель ВТО PS-60042 |
PS-60042 | Товар в Корзине | ||
| 10308056 |
Припой ПОС-40 d=1.0мм 100г катушка ВТО
Производитель ВТО 60042 |
PS-60042 | 160 ₽ Под заказ: 6шт. Срок поставки: 6дн. | Товар в Корзине | |
| 10303720 |
Припой ПОС-40 d=1.0мм 100г катушка с канифолью ВТО
Производитель ВТО PS-60043 |
PS-60043 |
144 ₽
Под заказ: 24шт. Срок поставки: 4дн. Срок поставки: 4дн.
|
Товар в Корзине |
 org/Offer»>
292 ₽
Под заказ: 5шт. Срок поставки: 4дн.
org/Offer»>
292 ₽
Под заказ: 5шт. Срок поставки: 4дн.
 org/Product»>
org/Product»>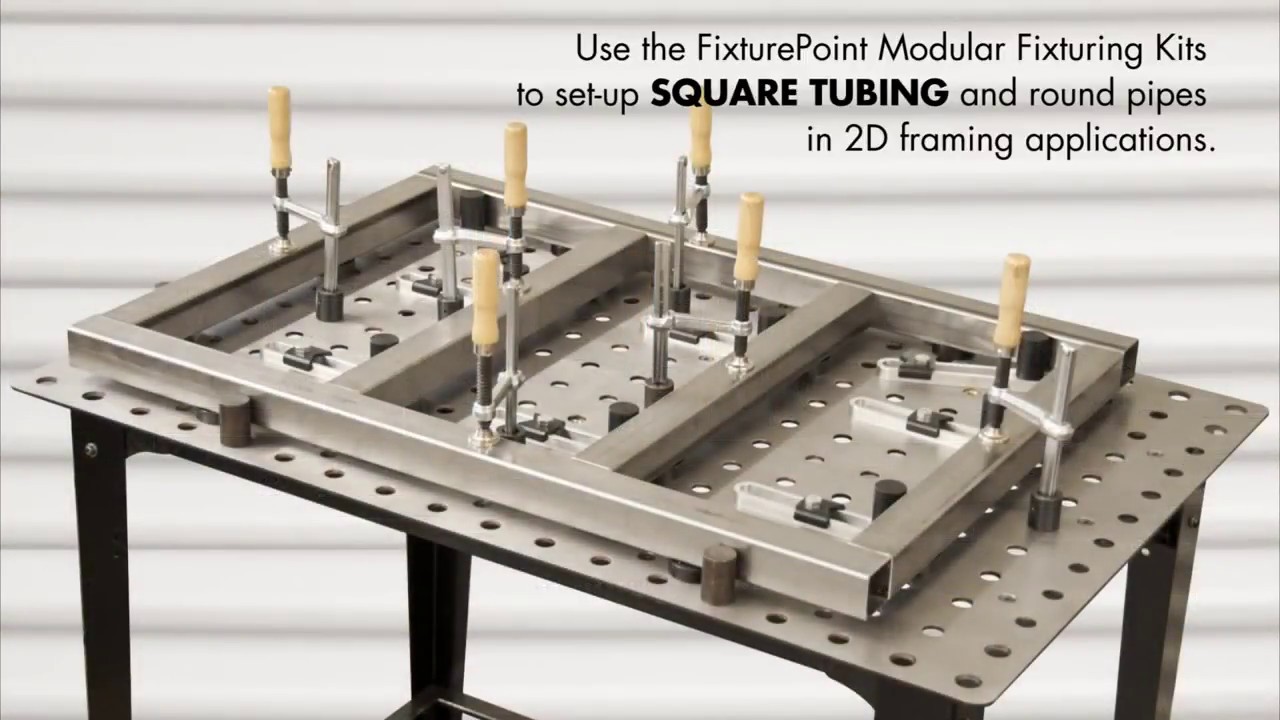 org/Offer»>
144 ₽
Под заказ: 20шт. Срок поставки: 4дн.
org/Offer»>
144 ₽
Под заказ: 20шт. Срок поставки: 4дн.
Оборудование и инструменты для сварки гидрошпонок
Оборудование и инструменты для сварки гидрошпонок на объекте
■ Кондуктор с деревянными шаблонами (матрицами) под каждый тип гидрошпонки (рис. 1) или сварочный аппарат SG 320 L с матрицами под каждый тип гидрошпонки (рис, 5)
■ Электрический топор (рис. 2), при необходимости
■ Медная нагревательная пластина (рис, 3): нужна для сварки кондуктором
■ Горелка газовая (рис. 4), нужна для сварки кондуктором
■ Искровой тестер (рис. 6)
■ Ручной строительный фен (например Leister) с насадками 20 и 40 мм (рис. 7), при необходимости
■ Щетка металлическая (рис. 8)
■ Клипсы для крепления гндрошпонки (рис, 9)
■ Нож строительный
■ Карандаши, маркеры, угольник, рулетки, линейки
■ Защитные перчатки
СВАРОЧНЫЕ АППАРАТЫ L340 и L540
Сварочные аппараты предлагаются в двух модификациях. Они отличаются длинной нагревательных элементов. L340 – 340 мм и L540 – 540 мм.
Сварочные аппараты позволяют плавную настройку температуры в диапазоне от 180-280°С. Температура настраивается с помощью поворотной кнопки.
Технические характеристики:
Технические характеристики | L340 | L540 |
Вид сварки | полифузионная | |
Длинна нагревательного элемента, мм | 340 | 540 |
Мощность, Вт | 1000 | 1500 |
Напряжение питания, В | 230 | |
Регулировка температуры | микропроцессорная | |
Термостабильность, °С | 3 | |
Вес, кг | 3 | 4 |
Комплект:
1 – Сварочный аппарат
2 – Подставка термоустойчивая
3 – Чехол
Сварка гидрошпонок с помощью электрического топора
1. Отрезать необходимые части гидрошпонок, Срез должен быть ровным. Для облегчения разреза, нож можно подогреть ручным феном.
Отрезать необходимые части гидрошпонок, Срез должен быть ровным. Для облегчения разреза, нож можно подогреть ручным феном.
2. Приложить подготовленные концы гидрошпонок друг к другу, пэсзерить на «жпегг-ие. пол необходимости «обогнать срезы таким образом, чтобы между концами гидрошпонок не было зазоров.
3. Сварку необходимо проводить вдвоем. Электрический топор подключается к сети и нагревается в течение примерно 5-10 мин. до достижения необходимой температуры.
4. Сварку гидрошпонок для деформационных швов рекомендуется начинать с деформационного канала и затем вести по очереди к обоим краям.
5. Сварка проводится короткими участками по 2-3 см медленно, чтобы шпонка успвла достаточно расплавиться, Сварной шов обязательно должен иметь сварной валик из расплавленного материала. Перед началом сварки каждого последующего участка, шпонку надо немного растянуть в месте последнего сваренного участка, чтобы надорвать места возможного непровара.
6. Нагрузку к сварному шву можно прикладывать только после полного остывания, но не ранее, чем через 30 мин.
7. В процессе работ нагревательную часть электрического топора необходимо очищать металлической щеткой. Такая очистка проводится после сварки каждого участка, примерно через каждые 2-3 см.
8. Сварной шов после остывания проверяется на герметичность, Предварительная проверка осуществляется с помощью отвертки, окончательная — с помощью искрового тестера.
Сварка гидрошпонок с помощью кондуктора и нагревательной пластины
1. Сварка осуществляется с помощью кондуктора, медной нагревательной пластины и деревянных шаблонов под каждый тип шпонки, которые вставляются в кондуктор,
2. Отрезать необходимую часть гидрошпонки.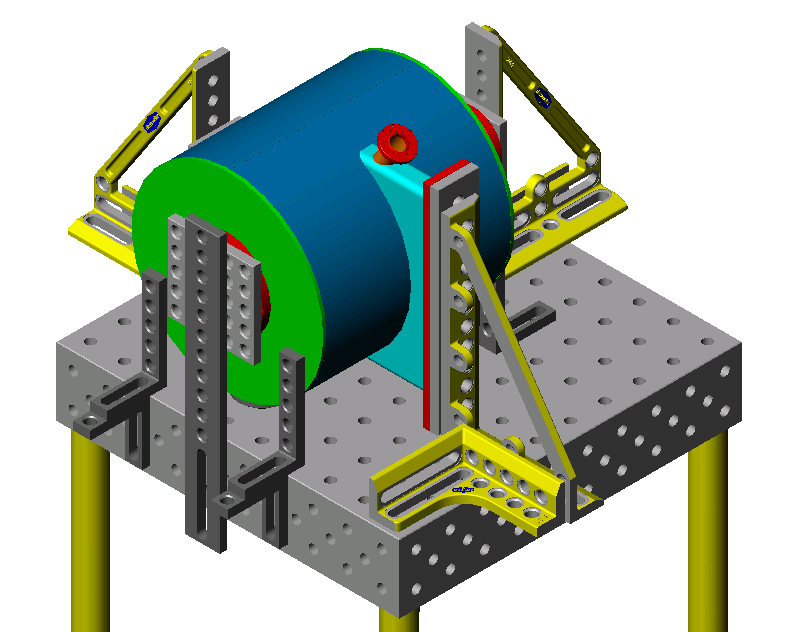 Для сварки прямого стыка очень важно, чтобы срез был ровный, Для облегчения разреза, нож можно подогреть ручным феном.
Для сварки прямого стыка очень важно, чтобы срез был ровный, Для облегчения разреза, нож можно подогреть ручным феном.
3. Зажать концы свариваемых гидрошпонок в шаблонах кондуктора параллельно друг другу таким образам, чтобы при смыкании между концами гидрошпон а к не было зазоров.
4. Нагреть медную пластину газовой горелкой. Необходимо добиться оптимальной температуры для сварки, Нагревать медную пластину необходимо до появления зеленоватого оттенка пламени. Перегретая нагревательная пластина сожжет гидро шпонку, а недостаточно нагретая не сможет качественно сварить шов,
5. Поместить нагретую медную пластину между концами гидрошпонки и прижать торцы к пластине на 10-15 сек.
6. Быстро убрать нагревательную пластину, соединить концы гидра шпонки и с силой сжать их с помощью зажимного устройства кондуктора на 20-30 сек. После остывания осторожно вытащить гидрошпонку из сварочного кондуктора. Прикладывать нагрузки к сварному шву можно только после полного остывания гидрошпонки.
7. Валик сварного шва должен присутствовать на протяжении всего шва, Если есть непроваренные места, их необходимо дополнительно проварить. Это возможно выполнить с помощью насадки ручного фена, горячего воздуха, небольшой локальной заплатки. Если качественно заварить шов невозможно, его необходимо вырезать и сварить заново,
8. В конце работ медная нагревательная пластина очищается металлической щеткой. Сварной шов после остывания проверяется на герметичность с помощью искрового тестера.
Сварка гидрошпонок с помощью сварочного аппарата
1. Перед началом работ нагревательный элемент сварочного аппарата подключается в сеть и нагревается до заданной температуры 220 °С.
В процессе нагрева горит контрольная оранжевая лампочка. Сварку гидрошпонок возможно производить только после того, как лампочка погаснет. Кондуктор открывается и закрывается с помощью рычага. Рычаг может быть заблокирован поворотом ручки по часовой стрелке. Для фиксации гидрошпонок в кондукторе, на него прикручиваются шаблоны под каждый тип гидрошпонки.
Сварку гидрошпонок возможно производить только после того, как лампочка погаснет. Кондуктор открывается и закрывается с помощью рычага. Рычаг может быть заблокирован поворотом ручки по часовой стрелке. Для фиксации гидрошпонок в кондукторе, на него прикручиваются шаблоны под каждый тип гидрошпонки.
2. Отрезать необходимые части гидро шпон ок. Срез должен быть ровным. Зажать концы свариваемых шпонок в шаблонах кондуктора параллельно друг другу таким образом, чтобы до края гидрошпонки было — 5-7 мм. Прижать концы гидро шпонок друг к другу и подравнять так, чтобы между гидрошпонками не было зазоров, Окончательно зафиксировать гидрошпонки в кондукторе с помощью гаек. Убедитесь, что кондуктор открывается и закрывается легко, без помех. В открытом положении кондуктора расстояние между концами гидро шпонок должно быть — 30 мм,
3. Поднять нагревательный элемент в рабочее положение между концами гидрошпонок, зажать кондуктор. Этап прижима:
Давление прижима кондуктора и время прижима подбирается для каждого типа гидрошпонки по таблице параметров сварки гидрошпонок. Этап прогрева:
Уменьшить давление прижима кондуктора. Давление и время выдержки подбирается по таблице параметров сварки гидрошпонок.
4. Этап соединения:
После окончания этапа прогрева опустить нагревательный элемент в нерабочее положение и сразу же прижать концы гидрошпонок друг к другу. Эта процедура должа занять не более 2 сек. Этап сварки:
Концы гидрошпонок прижимаются друг к другу под определенным давлением в течение 2 сек. согласно таблице параметров сварки гидрошпонок. Заблокируйте рычаг кондуктора, чтобы сохранить давление прижима.
5. Этап остывания:
Минимальное время выдерживания гидрошпонки в кондукторе для правильного остывания смотрите в таблице параметров сварки гидрошпонок.
Прикладывать нагрузку к сварному шву возможно не ранее, чем через 15 мин после остывания.
6. Очистка нагревательного элемента проводится после каждой сварки и только с помощью ветоши. Не допускаются повреждения поверхности нагревательного элемента. Сварной шов после остывания проверяется на герметичность с помощью искрового тестера.
Чтобы познакомиться с нашими расценками на выполнение работ позвоните по телефону:
8(925)-240-28-11 и наши специалисты ответят на все Ваши вопросы по кровельным или фасадным системам дома. Вы также можете воспользоваться формой Обратная связь или приехать в наш офис.
Ваш звонок очень важен для нас!
Сборочные кондукторы — Энциклопедия по машиностроению XXL
I. Сборочные кондукторы, имеющие жесткое основание в виде рамы или плиты, на которой размещены установочные и зажимные элементы (рис. 4.5, а). [c.55]Со склада виноградные грозди системой автоматического адресования подаются к главному сборочному кондуктору (рис. 9.34) [c.343]
Сборка обечайки под сварку на прихватках Котельно- сварочный Сборочное Кондуктор, распорное приспособление, шаблоны [c.518]
Конструкция ходовой части и направляющих одноцепного тележечного конвейера с опрокидывающейся тележкой представлена на фиг. 42. Тележка конвейера 1, снабжённая сборочным кондуктором 2, жёстко соединена с звеньями тяговой цепи 3. Описывая окружность около оси приводной звёздочки, тележка переходит в перевёрнутом положении на нижние направляющие 5, лежащие под рабочей ветвью. Для предохранения от попадания в нижнюю ветвь конвейера инструмента или деталей верхние направляющие отделены от [c.1051]
II класс— цехи среднесерийного производства, в которых широко применяются сборочные кондукторы, механизированные стеллажи для ручной сварки и специализированные установки для автоматической дуговой и контактной сварки.![]() [c.114]
[c.114]
Сборочные стеллажи, приспособления для сборки, сборочные кондукторы и стенды, механизированные приспособления для сборки и ручной сварки, сборочный инструмент [c.233]
Сборочные стеллажи, сборочные кондукторы, сборочные болты, оправки, ручной инструмент [c.233]
| Фиг. 23. Сборочный кондуктор с пневматическими прижимами. |
Сборка по разметке производится при изготовлении единичных или тяжелых и громоздких конструкций, когда не представляется возможным применить сборочный кондуктор или иное [c.244]
Сборочные кондукторы представляют собой приспособления типа стенда или стапеля. Они состоят из жесткого, плоского или объемного основания с размещенными на нем установочными и прижимными устройствами, обеспечивающими заданное расположение деталей изделия. При использовании таких приспособлений точность сборочных размеров изделия обеспечивается за счет точности самого приспособления. Кондукторы отличаются повыщен-ной жесткостью и обычно используются для изготовления щ /],е-лий небольшого размера. [c.182]
Сборка продольного стыка обечайки может быть осуществлена при помощи приспособлений, показанных на фиг. 6,5, е, ж, з, и фиг. 7 и фиг, 15, пли в специальном сборочном кондукторе. После сборки [c.642]
Сборочные стеллажи, сборочные кондукторы и стенды, механизированные приспособления для сборки, сборочный инструмент и приспособления [c.459]
В условиях поточной работы формовочного отделения при наличии конвейера целесообразно собирать стержни для сложных форм отдельно на стенде или в специальном кондукторе. Это упрощает сборку на потоке, сокращает цикл изготовления отливок вследствие увеличения скорости движения конвейера. Стержни укладывают в специально для них предусмотренные гнезда в порядке, определенном технологией. Кондуктор выполняет одновременно и функции проверочного шаблона, так как стержень с искаженными размерами не войдет в предназначенное для него гнездо. После установки всех стержней в сборочном кондукторе на него накладывают транспортный кондуктор, в котором
[c.149]
Стержни укладывают в специально для них предусмотренные гнезда в порядке, определенном технологией. Кондуктор выполняет одновременно и функции проверочного шаблона, так как стержень с искаженными размерами не войдет в предназначенное для него гнездо. После установки всех стержней в сборочном кондукторе на него накладывают транспортный кондуктор, в котором
[c.149]
| Рис. 65. Сборочный кондуктор для балок постоянного сечения |
Сборочные кондукторы представляют собой приспособления для совмещения осей нли образующих состыковываемых труб перед сборкой стыка. Обычно они выполняются в виде жестко соединенных между собой двух лежащих иа горизонтальной плоскости труб с диаметром, меньшим, чем состыковываемые трубы. Состыковываемые трубы укладываются иа такой кондуктор, при этом совмещаются две нх образующие. [c.163]
Тяговые лебедки служат для осевого перемещения вди-ночных труб на сборочном кондукторе. Применяются обычно лебедки с тяговым усилием 3—5 тс (для перемещения труб диаметром до 1220 мм) и приводом от электродвигателя постоянного тока низкого напряжения (23 в) мощностью 4—5 кет. Питание электродвигателя лебедки производится от генератора сварочного агрегата, когда он не используется для сварки. [c.164]
Технологический процесс на простейшей базе включает подготовку труб к сварке (правка, чистка торцов) на стеллаже-накопителе 1, сборку секции н последующую сварку корневого слоя шва на сборочном кондукторе 2, перемещение секции на промежуточный стеллаж 6, поворотную сварку заполняющих н облицовочного слоев шва под слоем флюса и перемещение сваренной секции на стеллаж готовой продукции. Обслуживается такая база бригадой нз 6—8 человек. Сборка стыков осуществляется с помощью цепного центратора и лебедки. Сварка корневого слоя выполняется вручную или полуавтоматом в среде СОг. Сварка под флюсом обычно выполняется аппаратом ПТ-56.
[c.171]
Обслуживается такая база бригадой нз 6—8 человек. Сборка стыков осуществляется с помощью цепного центратора и лебедки. Сварка корневого слоя выполняется вручную или полуавтоматом в среде СОг. Сварка под флюсом обычно выполняется аппаратом ПТ-56.
[c.171]
Сборочно-сварочные установки охватывают большой комплекс производственных операций, так как сборка изделий выполняется с нужной для сварки точностью. Это позволяет отказаться от прихваток, от поиска начала шва и других операций. К сборочносварочному оборудованию могут быть отнесены все сварочные установки, снабженные механизированными сборочными кондукторами, с одинарными и дублированными рабочими местами (где на одном рабочем месте идет сборка, на другом — сварка). В качестве примера более сложных установок можно назвать следующие. [c.457]
Рнс. 55, Сборочный кондуктор для балок различных сечений [c.27]
На рис. 59 изображен поворотный сборочный кондуктор, представляющий собой жесткую раму из прокатных элементов, несущую приспособления для установки и зажатия листовых элементов балок. Рама своими цапфами опирается на стойки и приводится во вращение специальным механизмом. Поворотный кондуктор облегчает установку листов элементов балок, обеспечивая удобный доступ к ним при сборке и сварке. [c.27]
| Рис. 56. Универсальный сборочный кондуктор с пневматическими прижимами |
В условиях массового производства при сборке сложных, многостержневых форм применяются иногда сборочные кондукторы, в ко-
[c. 121]
121]
Кондуктор устанавливается на стеллажах или подставках. При малой серийности собираемых узлов или по какой-либо другой причине, когда невыгодно изготовлять специальные кондукторы, сборку и сварку рамных плоских конструкций производят по шаблонам. При этом способе первый экземпляр изделия собирается по разметке на стеллаже или листе, тщательно проверяется по всем размерам, после чего собранные детали прихватываются электросваркой. Этот первый экземпляр служит шаблоном для сборки последующих аналогичных изделий. К стеллажу или листу, на котором лежит шаблонный экземпляр изделия, прикрепляются электроприхватками (а иногда струбцинами или болтами) упоры-фиксаторы, которые, как упоминалось, определяют положение всех деталей собираемого изделия. После этого шаблонный экземпляр изделия снимается со стеллажа или листа, а расположенные на последнем упоры-фиксаторы образуют временный сборочный кондуктор. На этом кондукторе производится сборка других экземпляров изделия. Пространственные кондукторы могут применяться для сборки и сварки балок и колонн каркасов. [c.247]
Флюсовой аппарат А-593-6 (фиг. 50) разработан применительно к автомату для сборки и сварки корпусов шахтных стоек, являющихся объектом массового производства на многих заводах угольного машиностроения. Автомат выполняет все сборочные, сварочные и установочные операции автоматически, за исключением первоначальной закладки швеллеров в гнезда сборочного кондуктора-кантователя. Поэтому управление подачей и уборкой флюса в аппарате А-593-6 предусмотрено также полностью автоматизированным. Для этого в нем применены шибера 3 с пневматическим приводом, взаимодействующие с элек-тропневматическими клапанами типа КПЭМ. Продольный разрез шибера с пневматическим управлением показан на фиг. 51. [c.138]
При серийном производстве сборка стальных стержневых элементов двутаврового, коробчатого, корытного и крестового сечения от 300 до 1800 мм по высоте сечения, от 200 до 700 мм по ширине сечення, длиной от 12 ООО до 15 ООО Jил, состояших из листовых и полосовых деталей, про-наводнтся в сборочных кондукторах универсального твпа. [c.470]
[c.470]
Из готовых стенок и полок собпрают и сваривают элементы конструкций, для чего используют комбинированные сборочно-сварочные кондукторы пли кантователи. Иногда несложные конструкции сваривают на стеллажах н кантуют в удобное для сварки ноложение при помощи подъемных механизмов. Для сборки применяют простейшие сборочные кондукторы. Ребра жесткости и различные иланкп обычно приваривают полуавтоматической сваркой под флюсом. [c.459]
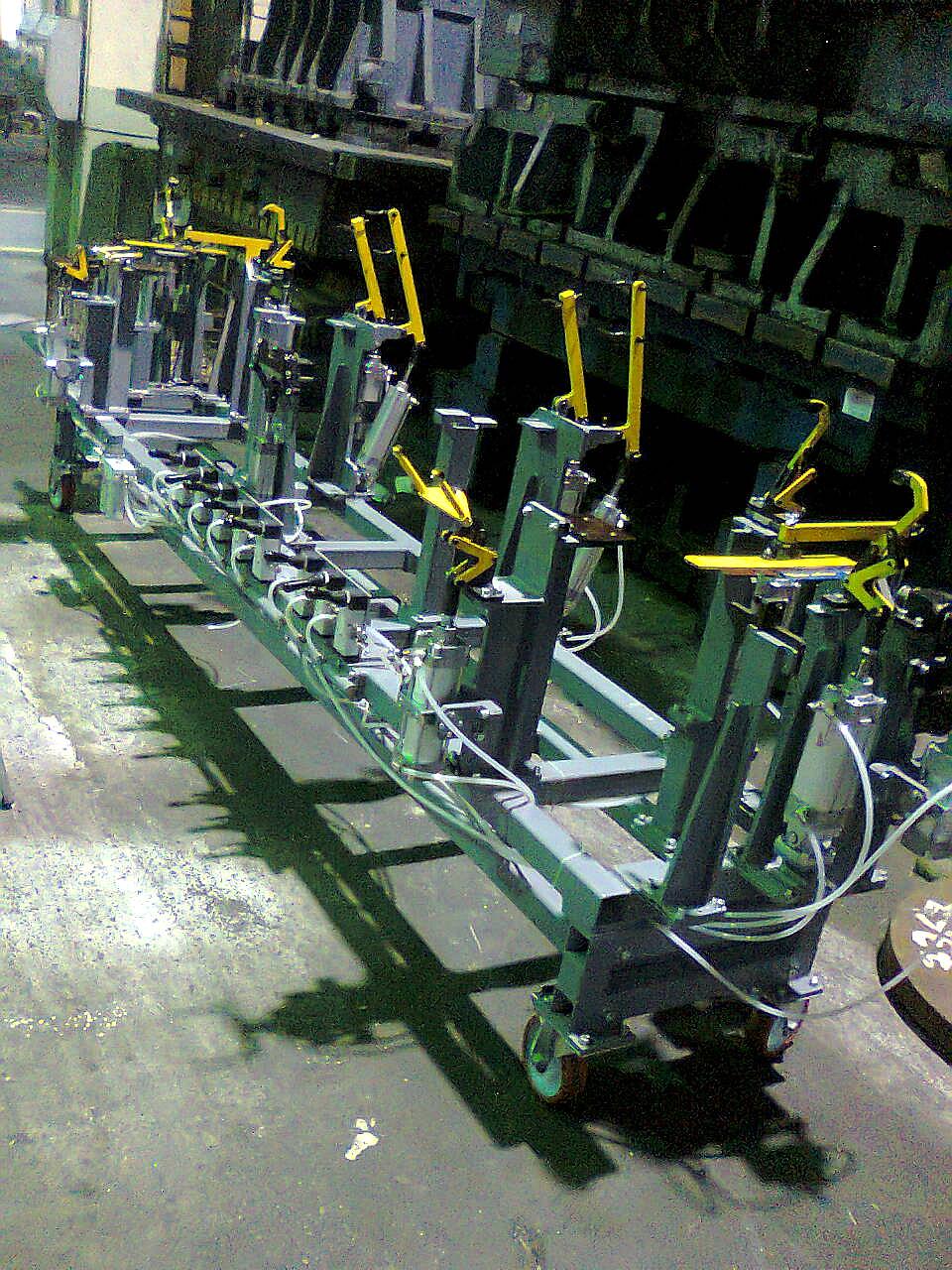
Поворотная сварка на стационарных, полустацнонарных илн подвижных базах (установках) 1. Сборочные кондукторы 2. Лебедки 3. Центраторы (цепные, внутренние гидравлические) 4. Отсекатели. сбрасыватели 5. Вращатели (торцовые, проходные, роликовые, центровочные) [c.162]
Приспособление поднято: гибкое позиционирование детали
На главную / Приспособление поднято: гибкое позиционирование деталиГибкость шестиосевого манипулятора, будь то сварка или транспортировка, непросто превзойти. Одна рабочая ячейка с несколькими роботами может выполнять несколько процессов с большой надежностью для согласованности, необходимой для поддержания работы в режиме 24/7 в промышленном климате, где не хватает квалифицированных рабочих.
Другой подход, который следует учитывать при сварке деталей, особенно больших, квадратных или трубчатых сварных конструкций, — это замена позиционера и зажимного приспособления роботизированной рукой (или двумя).Это широко известно как роботизированная сварка «без кондуктора», когда робот удерживает и позиционирует деталь для обработки другими роботами, или два робота обрабатывают одну деталь.
Современные позиционеры с сервоприводом обеспечивают лучший контроль и точность, чем электрические, гидравлические и пневматические позиционеры, легко удовлетворяя самые разнообразные технологические потребности. Позиционеры с сервоприводом могут управляться с контроллера робота и запрограммированы на согласованное движение с одним роботом или несколькими роботами, а также с другими серводвигателями. Это обеспечивает доступ к нескольким сторонам детали и позволяет сваривать сложные детали. (первый вид)
Это обеспечивает доступ к нескольким сторонам детали и позволяет сваривать сложные детали. (первый вид)
Современные позиционеры с сервоприводом обеспечивают лучший контроль и точность, чем электрические, гидравлические и пневматические позиционеры, легко удовлетворяя самые разнообразные технологические потребности. Позиционеры с сервоприводом могут управляться с контроллера робота и запрограммированы на согласованное движение с одним роботом или несколькими роботами, а также с другими серводвигателями. Это обеспечивает доступ к нескольким сторонам детали и позволяет сваривать сложные детали.(второй вид)
Большинство сервопозиционеров, таких как поворотные столы (показанные здесь) и колеса обозрения, имеют сторону «A» и сторону «B», где один обрабатывается, а другой загружается и разгружается, чтобы сократить общее время цикла. Система без кондуктора требует, чтобы второй робот обладал этим атрибутом, что может свести на нет экономию затрат или время цикла для более сложных деталей, сборка которых занимает больше времени при загрузке инструмента.
Являясь основным компонентом большинства традиционных сварочных операций, позиционеры деталей используются на протяжении десятилетий, чтобы дать сварщику возможность удерживать и поворачивать свариваемые детали.Хотя позиционеры бывают разных конструкций, каждый из них служит одной и той же основной цели: удерживать деталь в предсказуемом и повторяемом положении для повышения качества детали. Позиционеры различаются по стилю и размеру, и каждое из них уникально разработано для удовлетворения уникальных производственных требований. В то время как типичные позиционеры имеют одну или две оси для вращения детали и иногда ее наклона, другие предназначены для подъема и поворота огромных деталей. Все позиционеры используют какие-то инструменты для удержания сборки, когда оператор загружает новые компоненты и выгружает сварную сборку — процесс, который может повлиять на время цикла в зависимости от сложности детали и возможностей оператора.
Благодаря широкому использованию комплектные позиционеры и приспособления для оснастки перешли от ручных сварочных аппаратов к роботизированной автоматизации. Современные позиционеры с сервоприводом, от базовых плоских столов до сложных многоосевых позиционеров с сервоприводом, обеспечивают лучший контроль и точность, чем электрические, гидравлические и пневматические позиционеры, легко удовлетворяя самые разнообразные технологические потребности. Позиционеры с сервоприводом могут управляться с контроллера робота и запрограммированы на согласованное движение с одним роботом или несколькими роботами, а также с другими серводвигателями.Это обеспечивает доступ к нескольким сторонам детали и позволяет сваривать сложные детали.
ДРУГОЙ ПОДХОД
Хотя использование роботизированных позиционеров с сервоприводом довольно эффективно и интегрировано в большинство современных роботизированных сварочных агрегатов, смена инструмента иногда может быть трудной и медленной, а сама инструмент может быть дорогостоящей. По этой причине для сварки деталей, особенно больших, прямоугольных или трубчатых, следует рассмотреть другой подход, заключающийся в замене позиционера и зажимного приспособления роботизированной рукой (или двумя).Это широко известно как роботизированная сварка «без кондуктора», когда робот удерживает и позиционирует деталь для обработки другими роботами, или два робота обрабатывают одну деталь. Подобно человеческому движению, роботы могут вращаться, сгибаться и двигаться по дуге. Это позволяет использовать более упрощенную оснастку, поскольку робот захватывает детали, и обеспечивает шесть степеней свободы, необходимых для манипулирования деталью практически в любой ориентации или направлении, работая с широким спектром деталей как в больших, так и в малых объемах. среды.
ПРЕИМУЩЕСТВА VS. НЕДОСТАТКИ
НЕДОСТАТКИ
Повышенный спрос на более гибкое позиционирование деталей заставил магазины любого размера в различных отраслях промышленности тщательно рассмотреть плюсы и минусы отказа от приспособлений:
Преимущества
В то время как стоимость роботизированного манипулятора примерно такая же, как и у поворотно-поворотного позиционера, и оба они могут управляться с точностью до долей миллиметра с помощью обычного подвесного пульта и контроллера, обычные поворотно-поворотные позиционеры обеспечивают только два градуса. свободы.С помощью шестиосевого робота, который способен поднимать, опускать, поворачивать и поворачивать в любом направлении, очень сложную деталь можно поворачивать столько раз, сколько требуется. В конечном итоге это помогает вращать и наклонять детали более быстрым, безопасным и последовательным образом — не говоря уже о том, что площадь основания робота часто меньше, что позволяет сэкономить ценную площадь в цехе для будущего расширения. Точно так же комбинация манипуляторов и сварочных роботов больше способствует автоматизированной загрузке и разгрузке.Хотя некоторые производители предпочитают делать это с той же рукой робота, более реалистично реализовать использование второго робота для этой задачи.
Когда к сварочному устройству добавляется второй манипулятор, это сокращает взаимодействие человека, поднося детали к сварной конструкции и удерживая их на месте, пока сварочный робот выполняет прихватывание до полной сварки. Это освобождает рабочих от выполнения унылых и опасных задач по подъему и потенциально сокращает время цикла для оптимизации окупаемости инвестиций.Эти преимущества также помогают автоматизировать цех с малыми объемами и большим количеством заказов. Устраняя дорогостоящую и частую смену инструментов, инструменты робота-манипулятора можно быстро адаптировать для ряда аналогичных деталей. Этого также можно достичь с помощью двух роботов-манипуляторов: одного, который удерживает основную деталь, а другого размещает и удерживает добавляемую и свариваемую деталь.
Недостатки
С другой стороны, обычный позиционер довольно прочен, выдерживая полезную нагрузку от 150 кг (331 фунт) до 2000 кг (4409 фунтов).Это может сделать идею использования робота для установки без приспособлений трудной задачей, особенно если рука робота поддерживает только от 10 кг (22 фунта) до 250 кг (551 фунт). Сварные детали, требующие роботов с большей грузоподъемностью для крупных деталей, скорее всего, увеличат стоимость начальных капитальных затрат, заставляя производителей дважды подумать перед внедрением. В отличие от роботов, позиционеры с сервоприводом имеют бесконечный диапазон осей, который никогда не требует «разматывания», если деталь необходимо повернуть много раз.Принимать это во внимание настоятельно рекомендуется при программировании детали в системе без приспособлений, потому что запястье робота, вероятно, будет ограничено определенным диапазоном (обычно ± 360 градусов, но только до 550 или 720 градусов в некоторых моделях).
Наконец, большинство сервопозиционеров, таких как поворотные столы и колеса обозрения, имеют сторону «A» и сторону «B», где одна обрабатывается, а другая загружается и разгружается, чтобы сократить общее время цикла. В системе без приспособлений потребуется второй робот, обладающий этим атрибутом, что может свести на нет экономию затрат или время цикла для более сложных деталей, сборка которых занимает больше времени во время загрузки инструмента.
ЗАКЛЮЧИТЕЛЬНЫЕ СООБРАЖЕНИЯ
Сварочный робот может сваривать только то, до чего он может дотянуться. Чтобы это произошло, производителям необходимо взглянуть на картину в целом. От затрат на внедрение до окупаемости инвестиций и всего, что между ними, необходимо взвесить все ключевые факторы, включая расстановку приоритетов в отношении гибкости, времени цикла, совместимости деталей и соображений относительно будущих деталей. В то время как традиционные сварочные системы могут предлагать инструменты для правильного позиционирования детали, настройка правильного позиционера с учетом ограничений вылета может быстро сложиться. В таких случаях многие производители могут заинтересоваться преимуществами сварки без кондуктора. Все больше и больше магазинов переходят на приложения без приспособлений, чтобы соответствовать стандартам качества и целям выхода на рынок, установленным их покупателями.
В таких случаях многие производители могут заинтересоваться преимуществами сварки без кондуктора. Все больше и больше магазинов переходят на приложения без приспособлений, чтобы соответствовать стандартам качества и целям выхода на рынок, установленным их покупателями.
Будь то сварка или погрузочно-разгрузочные работы, шестиосевой манипулятор робота непревзойден в гибкости. Потенциал для выполнения нескольких процессов в одной рабочей ячейке с несколькими роботами велик, а коэффициент надежности еще больше, обеспечивая согласованность, необходимую для поддержания работы в режиме 24/7 в промышленном климате, в котором не хватает квалифицированных рабочих.
сварка% 20jig — английское определение, грамматика, произношение, синонимы и примеры
Чтобы разместить микросхемы переменного размера на монолитной площадке приема микросхемы (22, 24, 26) (23, 25, 27), чтобы соединительные провода между микросхемой и проводящими зазорами (44), которые окружают выбранную площадку, не были слишком В общем, изобретение предусматривает покрытие места приема микросхемы множеством проводящих площадок, которые изолированы друг от друга и могут действовать как реле сварки для указанных соединительных проводов (80, 90, 100).
патенты-wipo
Верхний и нижний элементы (60, 62) зонда приводятся в действие независимо и смещаются, чтобы следовать профилю заготовки и обеспечивать балансировочную нагрузку на противоположные поверхности заготовки во время операции сварки и .
патенты-wipo
Двигатель включает в себя цилиндрическую раму (1) из ферромагнитного материала, трубу (2), вставленную и расположенную в раме концентрически, спеченный подшипник (7), запрессованный в трубу, цилиндрический магнит (4), закрепленный на внешняя стенка трубы у внутренней стенки магнита и цилиндрическая катушка (5), обращенная к магниту через кольцевое пространство, где рама и труба приварены на участке посадки между ними.
патенты-wipo
Используемое огромное количество толстого листа — всего 24000 тонн — должно было иметь особенно большие размеры, чтобы сэкономить на сварных швах и обеспечить экономичное использование этого материала, в то время как выбор продольно профилированного листа дополнительно повышенная структурная эффективность.
Обычное сканирование
Газ сварочный и газорезательный аппарат
tmClass
По данным независимой группы по установлению фактов, возглавляемой Центром профсоюзов и прав человека (CTUHR), Экуменическим институтом трудового просвещения и исследований (EILER), Институтом развития гигиены и безопасности труда (IOHSAD) и Kilusang Mayo Уно (КМУ), пожар начался на первом этаже после того, как сварка искр от ремонтируемых ворот завода привела к возгоранию легковоспламеняющихся и неправильно хранящихся химикатов, размещенных на полу.
gv2019
Этот дефект обычно возникает в сварных швах , , которые требуют нескольких проходов, и между сварными швами плохое перекрытие.
WikiMatrix
Прежде чем рассматривать каждую ветвь, следует отметить, что истец признал, что является стороной соглашений между производителями сварной стальной сетки и не оспаривает цель этих соглашений, а именно установление цен и квот.
Гига-френ
Сварка гильз из алюминиевого сплава должна соответствовать абзацам № и №
MultiUn
Для сварных гильз из нержавеющей стали см. Раздел 8.6. EN 13322-2;
ЕврЛекс-2
Аппараты электрические сварочные и электродуговые — сварочные аппараты и принадлежности к ним, отнесенные к 9 классу, в частности заготовки для сварочные источники , электроды сварочные
tmClass
Сварка Расходные материалы, такие как электроэнергия, охлаждающая вода и защитный газ, поступают от питающего оборудования (9, 10, 11) через распределительный коллектор (18).
патенты-wipo
Края листа (34, 36) примыкают с несовпадением поверхностей (48), так что часть (88) края несовпадающего листа (32) находится над границей раздела сварного шва (58) и подвергается воздействию излучения высокой энергии. сварка балка (40).
патенты-wipo
Сетка (3) изготавливается путем сварки продольных проволок (2) с поперечными проволоками (6) на установке сварки (27).
патенты-wipo
Внутренняя сварка головка в сборе
патенты-wipo
Высокопрочные низколегированные стали (HSLA) были разработаны специально для сварки и в течение 1970-х годов, и эти, как правило, легкие для сварки материалы обладают хорошей прочностью, что делает их идеальными для многих видов сварки и .
WikiMatrix
В графстве Северный Велд , где картофель позже высаживают на более тяжелые почвы, такой взаимосвязи не обнаружено.
спрингер
Это разбирательство было инициировано после получения жалобы, поданной Комитетом по обороне Стальной стыковой сварки ЕС , промышленности фитингов и содержащей достаточные доказательства prima facie вредной практики демпинга, вызванной импортом из этих пяти стран.
ЕврЛекс-2
Отдельные компоненты могут быть собраны с помощью механического элемента, клея или сварки для обеспечения полного порта доступа (100).
патенты-wipo
Следующей задачей было стачивание сварных швов , чтобы их не заметили, и подкрашивание посинения, чтобы они сливались с остальной частью оружия.
Гига-френ
Подушка (6) содержит две фольги (8), соединенные вместе по их периферии, в частности, , сваренный , и жидкость (10), введенную между фольгами (8).
патенты-wipo
Изобретение относится к способу обжига, сварки и / или резки металлических материалов с использованием защитного газа, при котором используется по меньшей мере один защитный газ и на станции обработки материала образуется смесь защитного газа и воздуха.
патенты-wipo
Этот метод реализует синхронизацию между заданной заготовкой горячего прессования спеканием и диффузионным горячим прессом , сварка целевой заготовки и листовой заготовки с пределом прочности на растяжение сварки более 50 МПа.
патенты-wipo
Коллекторная пластина приварена к открытой части, по меньшей мере, в части угловой части.
патенты-wipo
Импорт определенных сварных труб из железа или нелегированной стали, происходящих, в частности, из Турции, подлежит окончательной антидемпинговой пошлине, установленной Постановлением Совета (ЕС) № 1697/2002 (1).
ЕврЛекс-2
Эволюция и преимущества роботизированной сварки без кондуктора
У вас проблемы с поиском сварщиков? Вам интересно, как можно использовать роботов, чтобы упростить ваши приспособления и снизить их расходы? Возможно, стоит рассмотреть подход к роботизированной сварке без кондуктора.
В большинстве случаев роботизированной сварки приспособление используется для удержания деталей вместе перед сваркой. Приспособление может загружаться и выгружаться человеком-оператором или роботами.Загрузка приспособления может занять много времени и не добавляет ценности процессу. Приспособления часто изготавливаются по индивидуальному заказу, поэтому они лишают весь процесс гибкости. Каждый раз, когда выпускаемый продукт эволюционирует, приспособление обычно модифицируется вручную. При сварке без кондуктора робот будет удерживать детали вместе, пока они свариваются роботизированным сварочным аппаратом. Вот упрощенный обзор эволюции методов улучшения сварки и их преимуществ.
Сварка обычным роботом
Человек устанавливает детали в зажимное приспособление, а робот сваривает детали вместе.Основное улучшение здесь достигается за счет сокращения времени цикла сварки с меньшими затратами на рабочую силу, большей точностью и стабильностью при сварке с меньшим расходом материалов. Пример:
Первое улучшение: робот загружает и разгружает приспособление.
В этом методе роботы используются для загрузки деталей внутри приспособления. В этом случае по-прежнему используются приспособление и поворотный стол. Этот шаг улучшения может потенциально увеличить время горения дуги, сократить время цикла и избавить рабочих от контакта с опасными сварочными средами.Пример:
Второе усовершенствование: роботизированная сварка без кондуктора
Роботы удерживают детали вместе, пока один или несколько роботов сваривают одновременно. Этот метод обеспечивает максимальную гибкость пути сварки, обеспечивая доступ к труднодоступным частям. Это также наиболее рентабельно, когда задействовано большое количество разнообразных деталей, поскольку исключаются дополнительные настройки приспособлений. Это также обеспечивает наименьшее время цикла сварки.
Этот метод обеспечивает максимальную гибкость пути сварки, обеспечивая доступ к труднодоступным частям. Это также наиболее рентабельно, когда задействовано большое количество разнообразных деталей, поскольку исключаются дополнительные настройки приспособлений. Это также обеспечивает наименьшее время цикла сварки.
Метод сварки без кондуктора предлагает все преимущества роботизированной сварки и многое другое:
- Более короткое время цикла сварки
- Увеличение производства с минимальными перерывами / без перерывов
- Меньше отходов
- Сплошные сварные швы
- Повышение безопасности персонала
- Повышенная точность сварки
- Гибкость в манипулировании и обращении с большим количеством различных деталей с меньшими затратами
Окупаемость инвестиций (ROI) может быть достигнута быстро, особенно при большом количестве производственных изменений (экономия на затратах на установку приспособления каждый раз).Пример:
Сортировать по: релевантность —
Дата
16,78 долларов в час
4856–6206 долларов в месяц
Брайтон Тру-Эдж Цинциннати, Огайо
ООО «Таможенные контейнеры» Хэдли, Пенсильвания 16130
От 19 долларов в час
До 22,61 доллара в час
| Будьте первыми, кто увидит новые рабочие места для сварочного приспособленияСоздавая оповещение о вакансиях, вы соглашаетесь с нашими Условиями. Вы можете изменить настройки своего согласия в любое время, отказавшись от подписки или как указано в наших условиях. Вы можете изменить настройки своего согласия в любое время, отказавшись от подписки или как указано в наших условиях. |

сварочное приспособление | Блог GordsGarage
Не терять время, лето идет, и мне нужно продолжать работу над проектом. Вернемся к перилам беседки на этой неделе. Первым делом нужно было придумать способ точно выровнять перила, пока я сваривал их в магазине. Я решил сделать приспособление для перил из квадратной трубы диаметром 1 дюйм. Приспособление было сконструировано таким образом, что оно позволило мне закрепить на нем все три мои горизонтальные опоры и, следовательно, поддерживать выравнивание перил на протяжении всего остального производства.
Мне нужно построить пять секций. Всякий раз, когда я «массово» производю что-либо, я всегда начинаю с постройки одного целого устройства. Таким образом, я могу проработать все проблемы с первым, а затем произвести массовое производство остальных.
Перила крепятся сбоку от 6 столбов, поддерживающих крышу беседки. Все стойки установлены под углом 30 градусов друг к другу, поэтому для того, чтобы перила совпадали с центром стоек, необходимо обрезать горизонтальные секции до точной длины.Я начал с создания верхней горизонтальной секции точно необходимой длины, а затем временно закрепил ее на месте. Затем я смог повесить и закрепить приспособление на верхней опоре. Теперь среднюю и нижнюю горизонтали можно было обрезать до нужной длины и закрепить на месте. После того, как 3 горизонтальных элемента были закреплены на зажимном приспособлении, вся сборка была снята с беседки и перемещена в цех для сварки.
Я начал сваривать все 4-дюймовые круги, которые я предварительно приготовил.Я не совсем понимал, как запускать бусинки. Я разговаривал с несколькими местными компаниями по нанесению порошковых покрытий, и они настоятельно рекомендуют мне сваривать все стыки полностью закрытыми, а не просто прихватывать все это. Причина заключалась в том, что порошковое покрытие, очевидно, не покрыло бы между ними, где круги касаются горизонтали, и поскольку это пространство останется незавершенным, со временем может возникнуть ржавчина. Я полностью понимаю, почему они советуют мне это делать, но … эти ребята не сварщики (на самом деле я тоже), и я не уверен, что у них есть четкое понимание того, что они предлагают.Чтобы получить полностью герметичный сварной шов вокруг каждого из кругов, где они пересекаются с горизонталями, мне пришлось бы сварить его методом MIG. Для меня сварка TIG не подходила. На мой взгляд, зазоры слишком малы, и я не могу установить горелку TIG в ограниченном пространстве. Сварка MIG мне не понравилась просто потому, что объем сварного шва нарушил бы чистый вид. Я пошел против своего здравого смысла и сварил пару кругов с помощью MIG. Забудь про это!!!!! Уродливый, коренастый, смущающий, и я никак не мог справиться с результатами.Ни в коем случае я не свариваю их методом MIG. Я отрезал 2 тестовых круга и начал все сначала с TIG. Намного лучше! Однако они только начинаются. Я решил, что риск появления ржавчины из-за ужасного вида сварного шва MIG был меньшим из двух зол.
Я полностью понимаю, почему они советуют мне это делать, но … эти ребята не сварщики (на самом деле я тоже), и я не уверен, что у них есть четкое понимание того, что они предлагают.Чтобы получить полностью герметичный сварной шов вокруг каждого из кругов, где они пересекаются с горизонталями, мне пришлось бы сварить его методом MIG. Для меня сварка TIG не подходила. На мой взгляд, зазоры слишком малы, и я не могу установить горелку TIG в ограниченном пространстве. Сварка MIG мне не понравилась просто потому, что объем сварного шва нарушил бы чистый вид. Я пошел против своего здравого смысла и сварил пару кругов с помощью MIG. Забудь про это!!!!! Уродливый, коренастый, смущающий, и я никак не мог справиться с результатами.Ни в коем случае я не свариваю их методом MIG. Я отрезал 2 тестовых круга и начал все сначала с TIG. Намного лучше! Однако они только начинаются. Я решил, что риск появления ржавчины из-за ужасного вида сварного шва MIG был меньшим из двух зол.
Итак, я получил роль и гудел во всех кругах. Во время сварки я очень внимательно относился к возможности коробления. Я следил за тем, чтобы не концентрироваться на одной конкретной области слишком долго. Я просто двигался вперед и назад от одного конца перил к другому, делая прихватки по кругу, чтобы попытаться устранить любую потенциальную деформацию.Прикрепив все круги, я проверил прямолинейность. Идеально! Никаких признаков прогиба.
На шпиндели. Я обрезал обрезок ½-дюймовой фанеры на настольной пиле, чтобы он служил точной прокладкой между шпинделями. На этот раз шпиндели должны были привариваться MIG, и они должны были быть полностью герметизированы как с верхними, так и с нижними горизонтальными элементами. Я хотел их запечатать по нескольким причинам. Один из-за порошкового покрытия, а второй из-за того, что я не хочу рисковать попаданием влаги или воды внутрь ½-дюймовых шпинделей.Если дождь проникает сверху и оседает в нижней части веретена, наступает зима, он замерзает и расширяет все мои веретена внизу. Не спрашивайте меня, откуда я это знаю, давайте просто скажем, что я кое-что узнал из своих прошлых проектов и, более конкретно, чему не следует заниматься. Я думал о сверлении сливных отверстий, но решил положиться на свои сварные швы и убедиться, что все они герметичны. Когда деревянный зажим был установлен на место, шпиндели не требовали времени, чтобы закрепиться на месте.
Не спрашивайте меня, откуда я это знаю, давайте просто скажем, что я кое-что узнал из своих прошлых проектов и, более конкретно, чему не следует заниматься. Я думал о сверлении сливных отверстий, но решил положиться на свои сварные швы и убедиться, что все они герметичны. Когда деревянный зажим был установлен на место, шпиндели не требовали времени, чтобы закрепиться на месте.
После того, как все кишки были приварены к горизонтали, я сделал несколько чистовых сварных швов на кругах и решил соединить их все друг с другом.Я думаю, что это действительно улучшило внешний вид верхнего ряда раундов. Я немного нервничал по поводу отсоединения всей секции перил от зажимного приспособления, опасаясь, что я столкнусь с короблением. Перила практически выпали из приспособления, и после осмотра все выглядело на все 100%.
Настоящее испытание было проведено, когда я проверил, совпадает ли он с столбами беседки. Я рад сообщить, что все предварительно просверленные отверстия идеально совпали, а перила лежали прямо, квадратно и посередине всех столбов.Похоже, что первый макет и изготовление основной секции перил выполнены по плану. Следующая неделя будет потрачена на массовое производство остальных 4-х секций. Посмотрю, как далеко я смогу продвинуться за неделю.
Рабочая станция для волоконной лазерной сварки с универсальным приспособлением
8700-3 Серия
Волоконный лазер с универсальным приспособлением
Сегодняшняя промышленность микросварочных лазеров для ремонта пресс-форм характеризуется быстро меняющимися, постоянно меняющимися требованиями клиентов и острой конкуренцией.Новаторские идеи, успешный дизайн и твердое стремление к высочайшему качеству и производительности — это основы LaserStar Technologies Corporation.
Рабочие станции для сварки волоконным лазером серии FiberStar 8700-3 оснащены современной технологией лазерного резонатора, которая обеспечивает высокую пиковую мощность, оптимальную производительность и пропускную способность, более длительное время безотказной работы, повышенную электрическую эффективность и компактную конструкцию с воздушным охлаждением. Твердотельные диоды обеспечивают мгновенную мощность без «времени на прогрев».
Твердотельные диоды обеспечивают мгновенную мощность без «времени на прогрев».
Лазерный источник представляет собой постоянно герметичную конструкцию, которая защищает от пыли и грязи, не требует регулировки, не имеет расходных деталей и не требует обслуживания. Эти функции помогают обеспечить производительность систем FiberStar, что приводит к стабильной и стабильной обработке материала в течение многих лет эксплуатации
.
Технология волоконной лазерной сварки создает острый сфокусированный световой луч, который равномерно расплавляет очень небольшой участок металла. Преимущество технологии заключается в том, что в точке сварки выделяется очень мало тепла, что позволяет пользователям легко выполнять лазерную сварку> 0.025 мм из сложных, термочувствительных, замысловатых деталей, обеспечивая при этом беспрецедентную гибкость параметров от 0 до 100% рабочего цикла.
Операторы держат детали в руках, наблюдая за процессом через стереомикроскоп в зоне сварки. Внутреннее перекрестие позволяет оператору легко выровнять и сварить детали в нужном месте.
Универсальная рабочая станция для лазерной сварки оптоволоконным зажимом предлагает значительное конкурентное преимущество для сегодняшних операторов, стремящихся раскрыть мощь горячего света, извлечь выгоду из удобного, эргономичного дизайна и обеспечить оптимальную гибкость платформы для самого широкого спектра операций по ремонту пресс-форм на месте Приложения.
Системы волоконной лазерной сварки FiberStar идеально подходят для широкого спектра сложных сплавов и областей применения, включая:
- Компоненты медицинских устройств
- Точечная сварка
- Сварка швов
- Сварка для ремонта пресс-форм
- Микросварка
- Сварка аккумуляторных батарей
- Компоненты
- Аэрокосмическая промышленность и электроника
- Автомобильные и микрокомпоненты
- Характеристики приспособления
- Характеристики лазера
(Следующие расширенные функции доступны на рабочей станции для сварки волокон серии 8700 с универсальным приспособлением)
- Вращается и наклоняется почти в любом направлении
- Жесткая, но мобильная рама
- Полное решение «под ключ»
- Многоосевое расстояние перемещения
- Джойстик управления X / Y
- Ножная педаль для управления осью Z
- Терминал интерфейса оператора
| Система лазерной генерации FiberStar | Класс 4 | |
| Подача луча | Длина волокна | |
| Рабочий режим | Импульсный или непрерывный сигнал (CW) | |
| Выходная мощность | 150 Вт, 1. 5 кВт 5 кВт 300 Вт, 3,0 кВт 450 Вт, 4,5 кВт | |
| Поляризация | Случайная | |
| M2 | 2,0 — 15,0 | |
| Длина импульса | 0,2 — 20 Милли-478 секунд | Импульс Частота0,5 — 20 Гц |
| Пакетный режим (счетчик) | 1-25 импульсов | |
| Диаметр луча | > 25 микрон | |
| Система охлаждения | Внутренний принудительный воздух / дополнительный внешний чиллер | |
| Холодопроизводительность / время работы | 24 часа / непрерывно | |
| Контур питания | 90 002 по заявке | |
| Бинокулярный микроскоп | 15x (опционально 25x, 40x) | |
| Функции настройки параметров | Внешний сенсорный экран | |
| Ячейки памяти для программирования | 70 | Английский |
| Подача защитного газа | Выход | |
| Регулирующий клапан для сварки в инертном газе | Двойной — встроенный | |
| Прибл.Вес (без упаковки) | 750 фунтов / 340 кг | |
| Гарантия (детали и работа) | По заявке | |
| Соответствие сертификации лазерной безопасности | FDA (CDRH), UL, CSA, CE, ETL | |
| Страна происхождения | Разработано и произведено в Америке |
Примечание. Данные испытаний на усталость могут быть предоставлены по запросу.
.jpg) № 60R JIG) (ДЛЯ УПРАВЛЯЮЩЕГО РАСХОДА)
№ 60R JIG) (ДЛЯ УПРАВЛЯЮЩЕГО РАСХОДА)-1000x1000.PNG)