Сварные конструкции | производство сварных конструкций — завод Кронверк
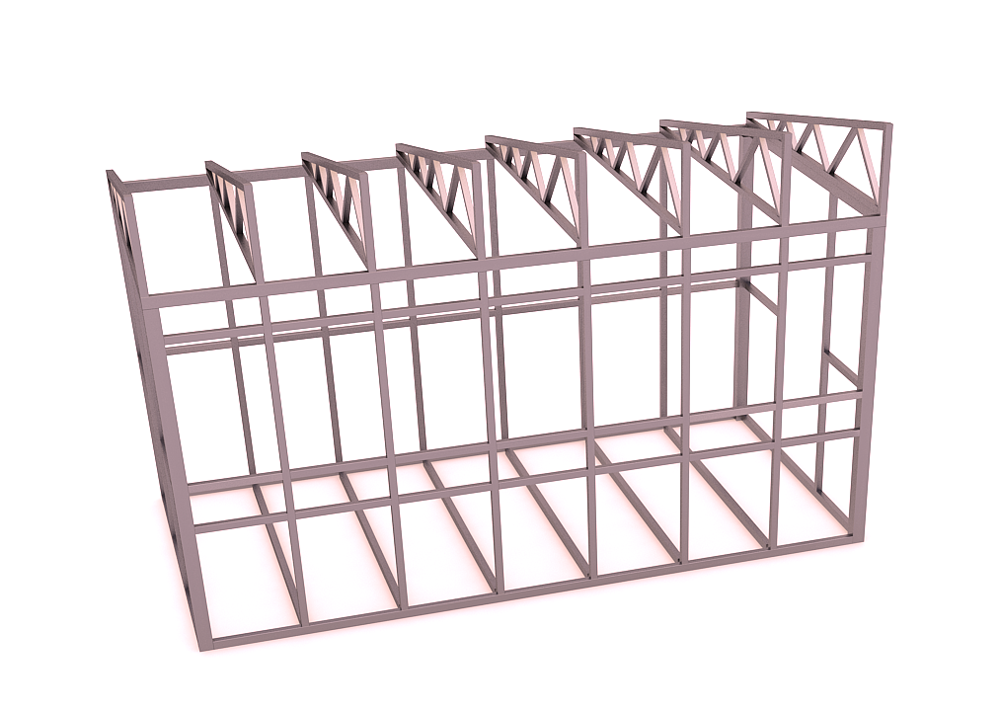
Основной составляющей любого сооружения являются сварные конструкции. Это могут быть как простые балки, фермы и колонны, каркасы, мачты, арматурные сетки, так и более сложные – сварные балки большего сечения, применяемые в виде перекрытий и ригелей.
Широко применяются в строительстве промышленных и гражданских объектов, при возведении сельхоз предприятий и мостов, жилья и многих других социальных сооружениях.
Витые металлические лестницы, ворота, ажурные мосты и решётки, различные ограждения, скамейки и другие сварные металлические изделия придают простому ландшафту лёгкость, красоту и художественную уникальность.
По своему назначению сварные конструкций делятся на: строительные, авиационные, судовые, мостовые и декоративные.
По способу производства – отливки, штампованные и кованые элементы.
В зависимости от назначения конструкции при сварке металлоизделий используются различные соединительные швы, отличающиеся размерами катетов и длиной.
Повышенную прочность сварным конструкциям придаёт дуговая автоматическая и электрошлаковая сварка.
Особой лёгкостью и оригинальностью отличаются кованые металлоконструкции – произведения кузнечного мастерства.
Они применяются для украшения фасадов зданий, балконов, террас, парков, скверов, игровых площадок и многих других сооружений.
Преимущества сварных металлоконструкций:
- лёгкость конструкции возводимого объекта;
- высокий коэффициент прочности и надёжности;
- сокращение сроков строительства;
- снижение стоимости строительных и монтажных работ;
- быстрая окупаемость объектов;
- экономическая эффективность проектов.
В процессе производства сварных конструкций применяются виды сталей, менее подверженные изменениям во время их нагрева. В основном это марки 10Г2С,14Г2, 15ГС, 15ХСНД и некоторые другие.
В основном это марки 10Г2С,14Г2, 15ГС, 15ХСНД и некоторые другие.
Изготовление сварных конструкций – сложный технологический процесс, предусматирающий строгое соблюдение всех ГОСТов и технических требований – от подготовки чертежей до монтажа готовой продукции на строительном объекте.
В процессе производства сварных конструкций как типовых, так и выполняемых по индивидуальным заказам, прорабатываются все операции – заготовка, сварка, размётка, при которой намечаются линии сгибов, разрезов, центров отверстий.
Компания «КРОНВЕРК» — один из ведущих заводов по изготовлению металлокострукций.
«КРОНВЕРК» — ЭТО:
- сплочённый коллектив профессионалов всех уровней;
- высокотехнологичное производство;
- сертифицированная продукция;
- гарантированное качество;
- выполнение индивидуальных заказов;
- строгое соблюдение договорных обязательств;
- доставка продукции заказчику и монтаж её;
- индивидуальная работа с каждым заказчиком.

Наши специалисты ответят на любые ваши вопросы и помогут сделать правильный выбор. Работа с заводом «КРОНВЕРК» — гарантия качества и экономической целесообразности.
Рады нашему обоюдно выгодному сотрудничеству!
Сварные металлоконструкции
Сварными конструкциями называют самые разные изделия из листового металла, при изготовлении которых использовалась технология сварки. Как правило, такие элементы становятся основой для строительства быстровозводимых зданий хозяйственного или технического назначения.
Основные преимущества:
- позволяют экономить металл, так как рабочие сечения элементов в соединительных узлах металлоконструкций задействованы полностью;
- позволяют придать металлическим элементам наиболее подходящую под эксплуатационные нагрузки форму;
- позволяют снизить вес соединительных элементов в узлах сварки;
- позволяют применять тонкостенные конструкции, благодаря чему уменьшается расход металла и вероятность получения брака. Также технология сварки способствует уменьшению припусков на механическую обработку;
- дают возможность снизить трудозатраты на производство и сборку металлоконструкций, одновременно с этим позволяя использовать конструкции различных типов сечений.
 Также технология сварки способствует уменьшению припусков на механическую обработку;
Также технология сварки способствует уменьшению припусков на механическую обработку;Кроме того, технология сварки дает возможность снизить металлоемкость производимых изделий.
При производстве сварных металлоконструкций необходимо учесть множество факторов: назначение и условия эксплуатации изделий, нагрузка на сварные соединения и узлы, обеспечение необходимой эффективности сварочного процесса, подготовка оборудования, разработка элементов нужной конфигурации, способных выдержать высокие нагрузки.
Технология сварки металлоконструкций используется при создании ферм, балок, двутавров и других элементов. Их высота может составлять 3-4 м и более, а длина может быть неограниченной. Сварка позволяет производить балки с толстыми поясами значительной ширины, но при этом с тонкими высокими стенками. Благодаря этому можно экономить на строительных работах, уменьшив расход металла.
Благодаря этому можно экономить на строительных работах, уменьшив расход металла.
При сварке необходимо полностью соблюдать технологию для того, чтобы швы были сформированы правильно, без малейших отклонений и дефектов. Х–образная разделка кромок позволят уменьшить количество наплавленного металла практически в два раза и обеспечить наилучшее формирование сварочного шва. В этом случае деформация после сварки будет минимальной, а надежность шва — соответствующая всем необходимым требованиям. Перед осуществлением сварочных работ металлоконструкции больших габаритов собирают так, как это предусмотрено проектными чертежами. Все сопряжения при этом следует временно закрепить. При сборке связей металлических ферм элементы крепятся на болтах, чтобы конструкция была правильной конфигурации. При сварке детали плотно сжимают с помощью разнообразных конструкций: тисков, струбцин, систем пазов и др.
При производстве металлоконструкций используют два вида сварки:- сварка автоматическая под слоем флюса;
- сварка в защитных газах.

При этом отмечается, что ручная сварка постепенно вытесняется механизированной сваркой с использованием порошковых проволок небольшого диаметра в защитных газовых смесях. Такой вид сварки особенно часто применяется для обработки стыковых соединений в потолочном или вертикальном положении. Кроме того, механизированная сварка оправдана при создании угловых швов в коробчатых элементах. Если необходимо сделать шов при обработке деталей из металла значительной толщины, прибегают к многослойной сварке в узкую разделку и с применением порошка. Для всего этого цехи оснащаются сварочными аппаратами нового поколения. Как правило, это портативные малогабаритные и многоэлектронные установки, полностью автоматизированные.
Производство сварочных работ в заводских условиях требует соблюдения нескольких правил, соблюдение которых позволит получить шов требуемого качества и с минимальными дефектами. Сварка должна производиться при температуре окружающей среды или металла не ниже –18°C.
ГОСТ 8713–79 и ГОСТ.11533–75 — для швов, выполненных автоматической и полуавтоматической сваркой под флюсом.
ГОСТ 14771–76 — для швов, выполняемых сваркой в защитных газах.
ГОСТ 5264–80, ГОСТ 11534–75 — для швов, выполняемых ручной дуговой сваркой.
ГОСТ 15164–78 — для швов, образованных с помощью электрошлаковой сварки.
ГОСТ 15878–79 и ГОСТ 14776–79 — для контактной и дуговой точечной сварки.
Сварные металлоконструкции и сварные каркасы из металла – Арго-М
Завод металлических конструкций «Арго-М» осуществляет производство сварных металлоконструкций и выпускает металлические каркасы под заказ. Сварные металлоконструкции используются для возведения зданий и сооружений, включая объекты жилой, промышленной и коммерческой недвижимости, а также для строительства мостов, эстакад, навесов.
Возможность изготовления сварных металлоконструкций любого размера относится к ключевым преимуществам сотрудничества с «Арго-М». Мы выпускаем каркасы, балки и профили, которые можно использовать как в строительстве многоэтажных зданий, так и для возведения небольших сооружений внутри существующих объектов.
Завод «Арго-М» выпускает следующую номенклатуру продукции:
Продукция завода изготавливается из качественных сортов стали. Изделия подвергаются антикоррозионной и огнезащитной обработке и покраске.
«Арго-М» использует современное оборудования для производства конструкций из металла. Элементы деталей соединяются термическим, термомеханическим, механическим или плазменным способом в зависимости от их вида и актуальных задач. Специалисты завода обеспечивают соединение тонких конструкций без их деформации, а также высокую прочность швов несущих элементов.
Изготовление сварных конструкций осуществляется в специальном цехе предприятия. Каждый шов проходит проверку на ультразвуковом оборудовании, что обеспечивает вам уверенность в качестве продукции.
Вы можете заказать на заводе «Арго-М» как изготовление сварных каркасов из металла, так и комплексную услугу проектирования, производства и монтажа каркасных зданий, промышленных и складских сооружений, дымоходов, мачт, понтонов.
Рассчитать стоимость сварных металлоконструкций можно воспользовавшись калькулятором на сайте «Арго-М». А обратившись к нашим специалистам, вы имеете возможность детально обсудить условия сотрудничества.
Позвоните по телефонам (812) 459-32-42 и +7 (921) 915-12-52 в Санкт-Петербурге, чтобы получить исчерпывающую информацию об услуге!
Вас также заинтересуют:
Изготовление металлоконструкций на заказ в Санкт-Петербурге
Цена металлических конструкций зависит от многих факторов. В первую очередь на нее влияет общая масса используемого материала в тоннах. Также большое значение имеет марка применяемой стали, сложность изделия, необходимость дополнительной обработки (например, нанесение порошково-полимерного покрытия).
«Арт-Металл» занимается изготовлением металлических конструкций на заказ. Мы являемся производителем широко спектра продукции для обустройства жилых домов, офисных зданий и промышленных объектов. У нас в продаже представлены лестницы, перила, ограждения, заборы, ворота, козырьки, элементы художественной ковки и многое другое. Предоставляем полный комплекс сопутствующих услуг – создание профессионального дизайн-проекта, разработку конструкторской документации, доставку готовых металлоконструкций по СПб собственным транспортом, монтаж изделий на объекте заказчика. Мы строго соблюдаем требования ГОСТ, других государственных и отраслевых стандартов. Срок изготовления составляет от 2 до 9 недель и зависит от сложности продукции.
Оксана Д.
24.08.2020
Достаточно давно планировала реализовать некоторые задумки в интерьере своего сада, но конкретных решений подобрать не могла. Обратилась в Арт-Металл, специалисты компании выслушали все мои пожелания, предложили ряд готовых достаточно интересных решений. Выбрали наиболее подходящие и внесли некоторые правки. Очень довольна работой. Спасибо большое!
Выбрали наиболее подходящие и внесли некоторые правки. Очень довольна работой. Спасибо большое!
Стегов Виталий
28.07.2020
Благодарю «Арт-Металл» качественное выполнение заказа! Пришел со своей задумкой, ребята по делу указали на все недочеты которые допустил при разработке своего проекта, внесли корректировки и достаточно оперативно взяли в работу. Качеством исполнения доволен. Если опять появится необходимость в изготовлении сложных конструкций из металла, то обращаться буду к ним.
Александр С.
17.05.2020
Большое спасибо компании «Арт-Металл» за качественное выполнение работ по проектированию , изготовлению, поставке и монтажу металлических конструкций требуемого качества и со строгим соблюдением всех договорных обязательств. В ходе сотрудничества копания зарекомендовала себя ответственными и надёжными деловыми партнером.
Марина Ефремова
12.03.2016
Долго искала, присматривалась к разным подобным компаниям. Дом новый — хотелось купить красивую, прочную, надежную лестницу!! Первое с чем столкнулась: слишком огромный выбор лестниц. Глаза разбегались. Тогда решила посоветоваться с менеджерами фирмы. И не пожалела! Дали ценный совет, помогли с расчетами и доставкой. Спасибо вам!
Глаза разбегались. Тогда решила посоветоваться с менеджерами фирмы. И не пожалела! Дали ценный совет, помогли с расчетами и доставкой. Спасибо вам!
Павел Артемьев
06.02.2016
Добрый день! Спешу поблагодарить руководство компании и всех ее сотрудников за такую качественную работу! Я купил здесь все, что искал! Первое, что меня приятно удивило — обслуживание! Менеджеры не навязчивые и говорят по делу! Второе, что порадовало: качество самих изделий! Выглядят дорого!
Сергей П.
24.02.2016
Обратился в компанию «Арт-Металл», когда решил украсить свой дачный участок коваными элементами. Искал что-нибудь оригинальное и одновременно практичное. Здесь нашёл то, что хотел. Сработали быстро и эффективно. А главное, что качественно и надежно.
Виктор Михайлович
21.12.2015
Проживаем в частном доме, и понятно, хочется, чтобы ограждения были надёжными. Чем понравилась эта компания? Не пришлось долго ждать, да и подробно обсудили со мной, что именно я хочу увидеть. В общем, результатами доволен и даже посоветовал знакомым обратиться в «Арт-Металл».
В общем, результатами доволен и даже посоветовал знакомым обратиться в «Арт-Металл».
Валерий Павлов
19.11.2015
Мы с женой недавно заказывали у вас лестницу в дом. Мы в восторге! Работа дизайнеров нам очень понравилась, а главное все качественно установили. Еще раз хочу сказать всем, кто с нами работал, огромное спасибо!
Михаил Самойлов
11.11.2015
Случайно попали на сайт вашей компании и не зря. Для своего загородного дома заказали и ворота, и ограждение, и двери. Все сотрудники молодцы — знают свои дело. Предложили несколько вариантов, сделали по высшему разряду и быстро установили.
Олег Грачев
01.10.2015
В Арт-Металл заказывал кованую лестницу для загородного дома. Четко не представлял что хочу, дизайнер предложил несколько идей, из которых удалось собрать вариант подходящий для загородного коттеджа. Работа приятно удивила. Быстро доставили и смонтировали лестницу. Спасибо.
Анна Рязанова
24.07.2015
Мне требовалось прочное ограждение. В компании Арт-Металл помимо надежности и качества очень понравилось исполнение. Изделия не только практичные, но и красивые. Спасибо за помощь при выборе и установке!
В компании Арт-Металл помимо надежности и качества очень понравилось исполнение. Изделия не только практичные, но и красивые. Спасибо за помощь при выборе и установке!
Андрей,
ген. директор «Стройспец»
16.07.2015
Большая благодарность компании «Арт-Металл»! Заказывали у них лестницы, все сделали от и до. И проектирование на уровне, и к качеству изделий не придерёшься. Всё в срок, не тянули с заказом. Больше бы таких честных, надежных и ответственных фирм.
Куликов Олег
02.06.2015
Заказывал в «Арт-Металл» ворота к своему дому. Обрисовал примерно что нужно, какие бы хотел, все указал. Ребята спроектировали все очень удачно, по внешнему виду ворота даже превзошли ожидания: красиво и эстетично получилось. Приехали, все установили. По цене не сказал бы что дорого. Короче, доволен, что обратился в эту компанию.
Сварные металлоконструкции | Плазма24: проектирование и производство
Сейчас металлоконструкции используются в различных областях человеческой деятельности. Перед установкой выполняют сборку, а также сварку необходимых конструкций. Данные виды работ регулируются СНИП, ведь очень важно соблюдать требования качества. К сварке допускают лишь квалифицированных специалистов, которые работают в компании «Плазма». У нас можно заказать изготовление любых металлоконструкций, а в процессе сборки будут учтены все ваши пожелания.
Перед установкой выполняют сборку, а также сварку необходимых конструкций. Данные виды работ регулируются СНИП, ведь очень важно соблюдать требования качества. К сварке допускают лишь квалифицированных специалистов, которые работают в компании «Плазма». У нас можно заказать изготовление любых металлоконструкций, а в процессе сборки будут учтены все ваши пожелания.
Сборка
Сборку металлоконструкций выполняют для фиксации компонентов конструкции в запланированном положении. В процессе сборки обязательно соблюдаются установленные технические нормы, а также условия сварки. Необходимо соблюдать заданные размеры и допуски. Для надежной и долговечной сборки требуется следующее:
1. Объемные площади;
2. Хорошая производственная мощность;
3. Опытные специалисты, которые подготовят проект и соберут по нему качественную металлоконструкцию.
Сварку обычно выполняют на месте монтажа, ведь так проще осуществить доставку необходимых компонентов. Также это объясняется сложностью демонтажа, ведь разорвать сварные швы совсем не просто.
Преимущества сварных конструкций:
1. Долговечность. Конструкция способна выдерживать значительные нагрузки и суровые погодные условия. Поверхность металла может покрываться специальным составом, который предотвратит появление коррозии;
2. Надежность швов, которые гарантируют прочность конструкции;
3. Экономный расход металла, за счет чего снижается стоимость строительства;
4. Простота монтажа.
Применение металлоконструкций
Сейчас изделия из металла применяют в различных областях строительства. Они используются для возведения несущих конструкций, которые формируют надежный каркас здания. Кроме того, металлоконструкции применяют для упрочнения при помощи армирования различных конструкций, выполненных из бетона, а также кирпичной выкладки. Металлические профили могут быть задействованы для укрепления пластиковых профилей окон и дверей. Область применения очень широка, она связанна с крепежными работами и укреплением различных компонентов.
Заказать изготовление качественных металлоконструкций можно в нашей компании по крайне привлекательной цене. Мы гарантируем превосходное качество сборки.
Отправить техзадание на расчет!
Металлические конструкции. Сварные соединения. (Лекция 7)
Кафедра «Металлические и деревянные конструкции»курс «Металлические конструкции», 1 ч.
лекция № 7. «Сварные соединения»
Лектор ст. преподаватель кафедры «МиДК»
Крайнов Андрей Викторович
2. Сварные соединения
При изготовлении стальных конструкций есть необходимостьсоединять элементы между собой. Это возможно выполнить с
помощью сварки или выполнить болтовое соединение.
Использование сварки позволяет достаточно легко создавать новые
конструктивные формы конструкций, существенно помогает при
ремонте стальных конструкций, иногда снижвет расход стали до 1015%. Но сварные соеденения чувствительны к концентрации
напряжений и к работе на динамические воздействия при низкой
температуре.

Наиболее распространены контактные и электродуговые виды сварки.
В строительстве широкое распространение получили следующие виды
электродуговой сварки:
Ручная, автоматическая, полуавтоматическая и газовая.
3. Сварные соединения
Ручная сварка – это вид соединения элементов спомощью штучных сварных элементов –
электродов.
Сварка происходит за счёт локального
расплавления краем соединяемых элементов и
сваркой их между собой материалом электрода.
Электрод – это стальной стержень покрытый
специальной обмазкой (покрытием). При
проведении сварных работ, при достижении
температуры плавления, покрытие электрода
сгорает и образует вокруг места плавления
облако защитных газов. Находящиеся в воздухе
кислород, азот и другие газы не могут
проникнуть к месту сварки и не окисляют
сварной шов.
4. Сварные соединения
Сварка электродами без защитного покрытия приводит к образованиюхрупких сварных швов.

Для электродов принята маркировка, состоящая из буквы «Э» и двух цифр,
обозначающие значение временного сопротивления наплавленного металла в
кгс/мм2.
Т.е. запись «Э46» означает, что этот электрод имеет временное
сопротивление 46 кг/мм2 или 460 МПа.
Чаще всего маркировка указывается расширенная, в которой описывается
полная информация об электроде. Например указывается производитель, к
каким сталям применяется данный электрод, вид покрытия, указывается
рекомендуемое положение сварки, диаметр и т.д.
5. Сварные соединения
Рассмотрим несколько возможных вариантов маркировок.Завод изготовитель: «ЛЭЗ» — Лосиноостровский электродный завод.
«УОНИИ 13» — Универсальная Обмазка Научного Исследовательского
Института № 13.
Диаметр электрода. Обычно при ручной сварки используется электроды
диаметром от 3 до 6 мм.
Назначение. «У» – электрод для сварки углеродистой или
низколегированных сталей. «Л» – сварка легированных прочных сталей.
 «Т»
«Т»— сварка теплоустойчивых легированных сталей. «В» – сварка
высоколегированных сталей с особыми свойствами.
Толщина покрытия. «Д» – электрод со специальным толстым покрытием.
«С» – средним, «М» – тонким. «Г» — особо толстым покрытием.
6. Сварные соединения
Вид покрытия. «А» – кислое, «Б» – основное, «Р» – рутиловое, «Ц» –целлюлозное, «АЦ РБ» – смешанное.
Ток. Постоянный или переменный
Положение при сварке.
7. Сварные соединения
Также указывается рекомендуемый сварочный ток и др. информация.8. Сварные соединения
Автоматическаясварка
подразумевает
использование
непрерывного
электрода
–
сварочной проволоки и процесс
сварки
происходит
в
автоматическом режиме с помощью
сварочного автомата. Благодаря
подачи сварочной проволоки с
заданной скоростью, передвижению
сварочной головки с постоянной
скоростью и подачу в место сварки
защитных
газов
достигается
высокое качество сварочных работ.

9. Сварные соединения
Автоматическаясварка
является
самой
производительной
и
качественной
и
прочность сварного шва
не
ниже
прочности
основного металла..
10. Сварные соединения
Полуавтоматическаясварка
является
комбинированном
способом
ручной
и
автоматической сварки.
Применяется при
невозможности
использовать
громоздкую
аппаратуру автоматической сварки и при
требовании повысить качество сварного шва при
ручной сварке.
Сварка проходит следующим образом: сварная
проволока 2 мм диаметром подаётся к месту
выполнения шва ручным держателем. В место
выполнения шва высыпается из воронки флюс.
Сварщик в ручную выполняет шов и передвигает
воронку с флюсом и держатель с проволокой.
11. Сварные соединения
Газоэлектрическая сварка –это сварка в инертных газах
(например, аргон, гелий) или
сварка в активных газах
(углекислый
газ).

В
месторасположение
сварки
подаётся сварная проволока
специального
состава
и
горячая
струя
газа
расплавляет проволоку и
создаёт шов. Как правило,
сварной шов имеет высокое
качество.
12. Сварные соединения
Газовая сварка – это сваркаконструкций с помощью разогрева
места стыка горелкой. Обычно в
качестве горючего газа используется
пропан, а для более эффективного
горения используют кислород.
Качество шва как правило низкое и в
основном газовое оборудование
используют на вспомогательных
работах, например, для нарезки
элементов.
Тест.
Какой
вид
сварки
применяется?
В
каком
положении
происходит сварные работы?
14. Сварные соединения. Виды соединения.
При выполнении расчёта, проектировщик должен отличать различныевиды сварных соединений и применять при проектировании наиболее
целесообразный с точки зрения монтажа и прочности.

В последнее время сварные работы выполняются только в заводских
условиях и в исключительных случаях на площадке. Это связано с
тем, что на площадке не возможно добиться качественного шва и
контроля его выполнена по сравнению с заводскими. Все соединения
на площадке должны быть выполнены на болтах. Сварка на площадке
выполняется в исключительных случаях.
15. Сварные соединения
16. Сварные соединения. Виды соединения.
Стыковые соединения.17. Сварные соединения. Виды соединения.
Нахлесточные соединения.Преимущество этого соединения в том,
что не требуется точной подготовки по
размеру.
Не
рекомендуется
применять
при
динамических конструкциях или в
агрессивных средах (из за возможного
проникновения вредных газов между
деталями и дальнейшей коррозией в этой
полости).
18. Сварные соединения. Виды соединения.
Угловые соединения.Распространённое соединение.
 Менее трудоёмки при изготовлении.
Менее трудоёмки при изготовлении.Прочность швов меньше, чем стыковые швы.
19. Сварные соединения. Виды соединения.
Тавровые соединения.Распространённое соединение. Менее трудоёмки при изготовлении.
Большая жёсткость соединения. Прочность швов меньше, чем стыковые
швы. Чувствительна к изгибающим моментам.
20. Сварные соединения. Классификация.
Сварные швы разделяют (классифицируют) по ряду признакам:1. По назначению.
Рабочие (часто называют расчётные). Это основные швы передающие
усилия от одного элемента к другому. Все эти швы рассчитываются.
Конструктивные (иногда называю компоновочные). Эти швы применяются
для создания форм конструкций и, как правило, выполняются без расчёта.
2. По конструкции шва.
Стыковые
Угловые
Прорезные
Проплавленные.
21. Сварные соединения. Классификация.
Если усилие действует вдоль углового шва, то такой шов называютфланговый. Если действие поперёк шва – лобовой.

22. Сварные соединения. Классификация.
По отношению к действующему усилиюразличают:
• Продольные
• Поперечные
• Комбинированные
• Косые
По форме обработки соединяемых деталей
Без разделки
U,
K, V или X образная разделка
(рекомендуется при толщинах более 8-10 мм)
Разделка с отбортовкой кромок
23. Сварные соединения. Классификация.
По пространственному положениюразличают
потолочные,
нижние
вертикальные, горизонтальные.
По протяжённости сварные швы делят
на непрерывистые (сплошные) или
прерывистые
(как
правило,
с
определённым шагов исполнения.
По числу проходок швы делят на
однопроходные или многопроходные.
По месту производства сварные швы
делятся на заводские или монтажные.
24. Расчёт стыковых сварных соединений.
Сварные швы в соединениях передают усилия от одного элемента к другомуи поэтому также испытывают изгиб, сжатие, растяжение и срез.

В расчётах стыковых соединений при сжатии, растяжении, изгиба,
выполненных с помощью электросварки с применением физического
контроля качества швов принимаются прочностные характеристики по
пределу текучести
Сварка стальных и алюминиевых конструкций и труб
Сварка стальных металлических и типовых алюминиевых конструкций из труб производится чаще всего при помощи стыковочного метода или точечным способом. Выбор метода сварки осуществляется исходя из особенностей материала, примененного для создания конструкций, а также в соответствии с техническими правилами.
Стыковой и точечный методы при сварке конструкций
Стыковой и точечный методы при сварке конструкций Стыковая сварка стальных металлических и типовых алюминиевых конструкций из
труб
выполняется дуговым или аргонно-дуговым методом. При проведении работ специалист должен учитывать массу особенностей, например, важно не допустить окисления шва и быстро охладить соединение после того, как работы завершены. Если не применять подобные меры, то шов не будет
обладать достаточной антикоррозийной способностью, а металл рядом с местом соединения может приобрести свойство хрупкости. Дуговая сварка позволяет создавать надежное соединение даже в трубах, где толщина стенки достигает почти 6 см
При проведении работ специалист должен учитывать массу особенностей, например, важно не допустить окисления шва и быстро охладить соединение после того, как работы завершены. Если не применять подобные меры, то шов не будет
обладать достаточной антикоррозийной способностью, а металл рядом с местом соединения может приобрести свойство хрупкости. Дуговая сварка позволяет создавать надежное соединение даже в трубах, где толщина стенки достигает почти 6 см
Точечный метод сварки балочных и трубчатых конструкций также требует от специалиста определенных навыков. Он позволяет создать прочное соединение даже в труднодоступных местах и применяется на конструкциях, изготовленных из хрупких металлов.
И тот, и другой метод помогает создать прочное и гладкое соединение с высокой герметичностью. Это гарантирует, что в стыках не будут скапливаться различные жидкости, отходы и вещества, способные вызвать нежелательные химические реакции, провоцирующие повреждения труб и
конструкций.
Где можно недорого произвести сварку металлических конструкций
В нашей мастерской специалисты производят самые разные виды сварочных работ. Они используют не только перечисленные методы, но и автоматическую, ручную, контактную, инвенторную и другие виды сварки. Обратившись к нам, вы можете быть уверены в том, что все работы будут выполнены аккуратно и с надлежащим качеством, так как наши мастера имеют большой опыт и квалификацию, поэтому работают, соблюдая необходимые технические нормы и правила. Также в распоряжении наших специалистов имеется современное оборудование, и это тоже способствует тому, что все сварочные работы выполняются быстро и точно. Стоимость наших услуг доступна каждому.
Технология сварки стальных конструкций, Металлоконструкции — Havit Steel
Сварка стальных конструкций — это основной метод соединения стальных конструкций: плавление сварочного прутка и стали частично за счет тепла, выделяемого электрической дугой, а затем конденсация в сварной шов путем охлаждения, таким образом соединяя свариваемые детали в одну.
В области изготовления и монтажа стальных конструкций широко применяется дуговая сварка. Основными видами дуговой сварки являются ручная дуговая сварка с флюсовым покрытием, автоматическая дуговая сварка под флюсом, полуавтоматическая и автоматическая сварка в среде защитного газа CO2 и дуговая сварка с самозащитой.В некоторых особых случаях необходимо использовать электрошлаковую сварку и сварку на болтах.
Методы сварки стальных конструкций
1. Электродуговая сварка
(1) сварочный стержень для дуговой сварки
Сварочный аппаратпеременного тока: оборудование простое, гибкое и удобное в эксплуатации, его можно сваривать в различных положениях без ослабления поперечного сечения компонента, обеспечивая качество и низкую стоимость конструкции. Этот метод сварки широко используется на строительных площадках.
Сварочный аппарат постоянного тока: технология сварки такая же, как и при использовании сварочного аппарата переменного тока, дуга стабильна во время сварки, но стоимость конструкции выше, чем у сварочного аппарата переменного тока. Применяется для стальных конструкций с повышенными требованиями к качеству сварки.
Применяется для стальных конструкций с повышенными требованиями к качеству сварки.
(2) Сварка под флюсом
Металл плавится под флюсом, сварочное тепло концентрируется, глубина проплавления и эффективность высоки, качество хорошее, нет явления брызг, зона термического влияния мала, сварочный шов однородный и красивый ; Технология эксплуатации должна быть невысокой, а условия труда — хорошими.Прямые угловые и стыковые сварные швы с большей длиной сварки и более толстыми листами на заводе.
(3) Сварочный полуавтомат
То же, что и машина для дуговой сварки под флюсом, операция более гибкая, но неудобная в использовании, всегда используется для сварки коротких или изогнутых углов и стыковой сварки.
(4) Сварка в среде защитных газов
Это сварка легкой сварочной проволокой в CO2 или инертном газе вместо дуги защиты сварочного флюса; его можно сваривать во всех положениях, с хорошим качеством, высокой скоростью плавления, высокой эффективностью, энергосбережением, не нужно удалять сварочный шлак после сварки, но избегать ветра во время сварки. Обычно они используются для сварки тонких стальных листов и других металлов, сварки стальных колонн большой толщины и стальных балок.
Обычно они используются для сварки тонких стальных листов и других металлов, сварки стальных колонн большой толщины и стальных балок.
2. Электрошлаковая сварка
Сварка сопротивлением сопротивлению, производимая током, проходящим через жидкий шлак, позволяет сваривать швы значительной толщины — сварку стального листа большой толщины, круглую сталь большого диаметра и стальное литье. Горение ацетилена и кислорода смешивается с пламенем для плавления металла для сварки; при сварке цветных металлов и нержавеющей стали требуется порошковая газосварочная защита.Листовая сталь, чугун, соединители и наплавка.
3. Сварка контактная
Используйте сварку сопротивлением, возникающую при прохождении тока через сварную деталь, стыковую сварку стали, точечную сварку стальной сетки, сварку утюга.
4. Сварка высокочастотная
Используйте для сварки тепло, выделяемое высокочастотными резисторами. Продольный шов стальной тонкостенной трубы.
Сварка металлоконструкций
Сварка стальных конструкций играет важную роль в процессе производства и монтажа, качество сварки стальных конструкций напрямую влияет на внешний вид, а также играет жизненно важную роль в прочности стальных конструкций здания.
Материалы для сварки стальных конструкций
Основными инструментами, используемыми при сварке стальных конструкций, являются сварочный электрод и электродвигатель, работающий на листе. При выборе сварочного стержня его модель должна строго соответствовать конструктивным требованиям. Затем сварочный стержень следует запечь в соответствии с соответствующими инструкциями и поместить в бочку для сохранения тепла для дальнейшего использования. Кроме того, в процессе сварки зданий из металлоконструкций категорически запрещается использовать некоторые электроды с ржавыми сердечниками, а также нельзя смешивать кислотные и щелочные электроды.Наконец, при сварке важных частей зданий из стальных конструкций целесообразно выбирать щелочные электроды. Когда на сварных деталях стальной конструкции необходимо нарезать канавки, необходимо использовать пластину для зажигания дуги, и выбор материала пластины для зажигания дуги должен быть таким же, как и материал сварной детали.
Когда на сварных деталях стальной конструкции необходимо нарезать канавки, необходимо использовать пластину для зажигания дуги, и выбор материала пластины для зажигания дуги должен быть таким же, как и материал сварной детали.
Основные инструменты
Сварочные инструменты при строительстве стальных конструкций включают в себя держатели электродов, изоляционные цилиндры для электродов, печи и электросварочные аппараты.
Условия и требования сварки
Сварка при низких температурах приводит к быстрой потере тепла. По этой причине, когда толщина стали достигает определенного уровня, можно надлежащим образом использовать технологию многослойной сварки. Кроме того, чтобы предотвратить резкое снижение температуры при сварке определенного зазора, она должна выполняться за один раз, чтобы избежать явления прерывания сварки. Если произойдет сбой, он должен справиться адекватно. Наконец, в ветреную и снежную погоду следует по возможности избегать сварки. Если сварка действительно требуется, следует установить палатки, а затем сварить стальную конструкцию в помещении. В то же время процесс сварки должен обеспечивать, чтобы скорость ветра находилась в соответствующих пределах. После завершения сварки следует использовать подходящие материалы для медленного охлаждения свариваемых объектов.
Если сварка действительно требуется, следует установить палатки, а затем сварить стальную конструкцию в помещении. В то же время процесс сварки должен обеспечивать, чтобы скорость ветра находилась в соответствующих пределах. После завершения сварки следует использовать подходящие материалы для медленного охлаждения свариваемых объектов.
Причины деформации сварки стальных конструкций
1. Основные виды сварочной деформации
Сварочная деформация в основном относится к деформации стальной конструкции, вызванной высокой температурой во время сварки, и к проблеме остаточной деформации, которая возникает в стальном конструкционном элементе после завершения сварки.Среди двух вышеуказанных типов сварочной деформации наибольшее влияние на качество сварки оказывает остаточная сварочная деформация. Влияние остаточной сварочной деформации на стальные конструкции зданий подразделяется на общую и локальную деформацию, и в соответствии с характеристиками формы деформации оно разделяется на угловую деформацию, продольный изгиб, деформацию изгиба и т. Д. Локальная деформация включает угловую деформацию и продольный изгиб , а общая деформация также включает деформацию продольного изгиба и так далее.В процессе сварки металлоконструкций наиболее вероятным видом деформации является полная деформация.
Д. Локальная деформация включает угловую деформацию и продольный изгиб , а общая деформация также включает деформацию продольного изгиба и так далее.В процессе сварки металлоконструкций наиболее вероятным видом деформации является полная деформация.
2. Причины сварочной деформации
Жесткость стальной конструкции, несомненно, является одним из основных факторов, влияющих на сварочную деформацию. Жесткость стальной конструкции в основном связана с сопротивлением конструкции деформациям, таким как изгиб и растяжение, а жесткость стальной конструкции в основном зависит от стали. Размер конструкции, форма поперечного сечения.Кроме того, расположение и количество сварных швов также в определенной степени влияют на степень и состояние сварочной деформации.
Когда жесткость стальной конструкции не может достичь определенного стандарта, симметричное положение стальной конструкции используется в качестве сварного соединения. Если последовательность сварки разумна, конструкция может производить только линейную деформацию, а деформация изгиба невозможна. Наконец, процесс сварки также в некоторой степени влияет на степень сварочной деформации.Например, если сварочный ток большой, а скорость сварки низкая, это вызовет более сильную сварочную деформацию. По этой причине в процессе сварки стальных конструкций мы должны адаптировать объективные и разумные меры и методы сварочного процесса.
Наконец, процесс сварки также в некоторой степени влияет на степень сварочной деформации.Например, если сварочный ток большой, а скорость сварки низкая, это вызовет более сильную сварочную деформацию. По этой причине в процессе сварки стальных конструкций мы должны адаптировать объективные и разумные меры и методы сварочного процесса.
Работы по предотвращению деформации при сварке стальных конструкций
Контроль структуры сварочных узлов
Для дальнейшего предотвращения и улучшения сварочной деформации при проектировании сварных соединений стальной конструкции следует обратить внимание на следующие аспекты:
а.Во-первых, следует контролировать количество и размер сварных швов. Когда стальная конструкция имеет проблемы, связанные с большим количеством сварных швов и большим количеством сварных швов, это дает больше возможностей для сварочной деформации. По этой причине при проектировании сварных соединений стальных конструкций количество и размер сварных швов следует в определенной степени контролировать, чтобы дополнительно улучшить сварочную деформацию;
г. Во-вторых, следует подбирать максимально подходящий размер и форму сварной канавки.Разумный и научный выбор размера и формы сварной канавки может не только в определенной степени обеспечить несущую способность стальной конструкции, но также в определенной степени уменьшить площадь поперечного сечения и, таким образом, контролировать величину влияния сварочной деформации;
Во-вторых, следует подбирать максимально подходящий размер и форму сварной канавки.Разумный и научный выбор размера и формы сварной канавки может не только в определенной степени обеспечить несущую способность стальной конструкции, но также в определенной степени уменьшить площадь поперечного сечения и, таким образом, контролировать величину влияния сварочной деформации;
г. Кроме того, в процессе сварки металлоконструкций положение сварочного узла должно быть максимально симметричным в поперечном сечении объекта. Для выбора сварочного узла нейтральной оси сварочный узел должен находиться как можно ближе к нейтральной оси и в то же время избегать нахождения в зоне высокого напряжения или вблизи нее.
г. Наконец, выбор форм узлов должен быть максимально жестким. При этом узлы не должны устанавливаться на разнонаправленных пересечениях. Только так можно избежать сварочной деформации из-за высокотемпературной концентрации и концентрации напряжений в сварном шве.
Улучшение процесса сварки стальных конструкций здания
Улучшение сварочной конструкции стальной конструкции играет важную роль в развитии сварочной деформации. Его конкретные операции в основном сосредоточены на следующих различных аспектах:
Его конкретные операции в основном сосредоточены на следующих различных аспектах:
а. Во-первых, последовательность сварки выбирается при сборке и сварке стальной конструкции. Что касается строительства и производства стальных конструкций, соответствующий персонал должен строго соблюдать применимые правила и требования для работы на стандартном уровне. Только так мы сможем в определенной степени обеспечить соответствующее опорное давление, а затем лучше удовлетворить потребности и стандарты сборки компонентов.В процессе сварки стальной конструкции за один раз выполняется сварка небольших сварочных компонентов, а затем для конструкции выбирается соответствующая последовательность сварки. При сварке и сборке некоторых относительно больших стальных конструкций сначала выполнялась сварка второстепенных компонентов, а затем выполнялись соответствующие сборочные и сварочные работы. Чтобы предотвратить деформацию элементов при строительстве, выбор моделей комплектующих должен соответствовать действующим нормам и требованиям. Кроме того, во время сборки по возможности следует избегать соединения с чрезмерным усилием.Наконец, в процессе сварки компонентов и строительства, однородность нагрева и соответствие температуры сварного соединения должны поддерживаться в максимально возможной степени, чтобы предотвратить сварочную деформацию из-за неравномерного нагрева.
Кроме того, во время сборки по возможности следует избегать соединения с чрезмерным усилием.Наконец, в процессе сварки компонентов и строительства, однородность нагрева и соответствие температуры сварного соединения должны поддерживаться в максимально возможной степени, чтобы предотвратить сварочную деформацию из-за неравномерного нагрева.
г. Во-вторых, проделаны соответствующие антидеформационные работы. В процессе сварки стальной конструкции из-за принципа усадки после охлаждения в сварном шве будет происходить индивидуальная реакция усадки, которая в определенной степени уменьшает исходный размер детали.По этой причине в процессе сварки люди часто используют противодеформацию, чтобы дополнительно компенсировать проблему деформации, вызванную тепловым расширением и сжатием. Метод защиты от деформации заключается в искусственном создании определенной деформации детали на ранней стадии процесса сварки. Направление деформации противоположно направлению более поздней сварочной деформации, а степень деформации такая же, как и следующая степень деформации.
г. Наконец, у нас должны быть соответствующие сварочные приспособления.Для сварки некоторых более важных компонентов необходима не только соответствующая сварочная платформа, но и подготовка соответствующих сварочных приспособлений для лучшего крепления ее частей.
металлических строений, соединенных болтами, и сварных соединений
Главная> Блог> Стальные конструкции, соединенные болтами, и сварные соединения
Стальные конструкции, соединенные болтами, и сварные вместе
Одно из важнейших решений, с которыми вы столкнетесь при планировании стального здания, — это решение, какой тип конструкции вам следует купить.Есть много разных типов стальных зданий на выбор. Давайте посмотрим на некоторые различия между металлическими зданиями, собранными на болтах, и сварными металлическими зданиями.
Стальные здания на болтах
Стальные здания, соединенные болтами, изготавливаются заводом-изготовителем. Это полностью скрепленные болтами конструкции, которые не требуют сварки при строительстве. Фактически, вы увидите части здания, которые сварены вместе, но на стройплощадке этого не происходит.Это делается на заводе-изготовителе перед отправкой. Сборные стальные строительные комплекты используются для всех типов зданий, будь то гараж или мастерская, мини-складское здание или даже некоторые более тяжелые промышленные или коммерческие объекты.
Это полностью скрепленные болтами конструкции, которые не требуют сварки при строительстве. Фактически, вы увидите части здания, которые сварены вместе, но на стройплощадке этого не происходит.Это делается на заводе-изготовителе перед отправкой. Сборные стальные строительные комплекты используются для всех типов зданий, будь то гараж или мастерская, мини-складское здание или даже некоторые более тяжелые промышленные или коммерческие объекты.
Преимущества
Использование металлического здания, соединенного болтами, дает множество преимуществ. Они — лучший выбор для владельцев, которые могут решить расширить свое здание в будущем. Еще одним преимуществом является долговечность зданий, соединенных болтами.Они могут справиться с районами как с сильным ветром, так и с тяжелыми снеговыми нагрузками. Строения, построенные на болтах, более рентабельны по нескольким причинам. Затраты на строительство намного ниже, чем у комплектов для сварки, их возведение занимает меньше времени, а техническое обслуживание минимально в течение всего срока службы этих стальных зданий.
Сварные стальные здания
Сварное металлическое здание — это просто здание, которое прочно сварено вместе со стальными элементами каркаса. Как и в случае со зданиями, соединенными болтами, их можно использовать для многих целей.
Преимущества
Сварные здания тоже имеют свои преимущества. У них меньшая первоначальная стоимость по сравнению со зданиями, построенными на болтах, потому что они обычно не проектируются. Все детали измеряются и разрезаются на стройплощадке, что позволяет ускорить доставку материалов.
Что лучше?
Как узнать, какой тип здания выбрать при выборе между сварными или соединенными болтами металлическими зданиями?
Стальные здания, сваренные вместе, как правило, дешевле на начальном этапе, в то время как стальные здания, соединенные вместе болтами, в конечном итоге обойдутся дешевле в долгосрочной перспективе.Время строительства зданий, соединенных болтами, также короче, чем время строительства сварных швов, и владельцы могут построить конструкцию самостоятельно, вместо того, чтобы платить подрядчику. Соединенные вместе здания может быть чрезвычайно сложно модифицировать, если вам когда-либо понадобится изменить здание или расширить его, в то время как намного проще изменить или расширить здания, соединенные болтами.
Соединенные вместе здания может быть чрезвычайно сложно модифицировать, если вам когда-либо понадобится изменить здание или расширить его, в то время как намного проще изменить или расширить здания, соединенные болтами.
Здесь, в Simpson Steel Building Company, мы предпочитаем стальные строительные комплекты, соединяемые болтами, из-за всех дополнительных преимуществ, которые они предлагают.
Свяжитесь со специалистами Simpson Steel
Simpson Steel Building Company — известная строительная компания из стали, предлагающая высококачественные строительные комплекты из металла. Поговорите с нашей опытной командой, чтобы узнать больше о наших стальных зданиях и доступных функциях. Свяжитесь с нами сегодня!
Сварные или болтовые стальные здания: что лучше?
Как вы, возможно, заметили, существует невероятная разница в качестве в отрасли производства сборных металлических конструкций. Вы могли быть свидетелями этого сами, когда изучали сталелитейные строительные компании, или у вас может быть некоторый опыт после разговоров с друзьями, соседями или профессионалами. По правде говоря, даже после того, как вы примете решение начать проект стального здания, вы можете выбрать между сварным стальным зданием и стальным зданием с болтовым креплением. Большинство стальных зданий строятся одним из этих двух способов, но только один из них действительно подходит для самостоятельного строительства.
По правде говоря, даже после того, как вы примете решение начать проект стального здания, вы можете выбрать между сварным стальным зданием и стальным зданием с болтовым креплением. Большинство стальных зданий строятся одним из этих двух способов, но только один из них действительно подходит для самостоятельного строительства.
Что такое сварные стальные здания?
Сварные стальные здания обычно изготавливаются по большей части на строительной площадке. Обычно все каркасные конструкции и компоненты измеряются и разрезаются, а затем свариваются строителем.
Что такое стальные здания с болтовым креплением?
Стальные здания с болтовым креплением изготавливаются на заводе или фабрике. Инженеры и дизайнеры создают профессиональные чертежи на основе точных расчетов, которые должны соответствовать местным нормам и нагрузкам для конкретного местоположения конечного пользователя. На заводе опытные изготовители и сварщики уделяют внимание каждой детали, от пробивки отверстий до сварных рам. Все сварочные работы выполняются на заводе-изготовителе в условиях контролируемого качества.
Все сварочные работы выполняются на заводе-изготовителе в условиях контролируемого качества.
Итак, какой тип здания лучше?
Time — Каждый раз, когда вы получаете сырье, будь то необработанные пиломатериалы для сарая с столбами или сталь, которую вы должны сварить самостоятельно, вы добавляете дополнительное время к процессу строительства. Все основные соединения зданий Armstrong Steel скрепляются болтами с предварительно пробитыми отверстиями, а большинство компонентов предварительно вырезаны и пронумерованы в соответствии с вашими чертежами для быстрой сборки.
Качество — У вас может быть идеальный фундамент и лучшие материалы, но плохие соединения означают плохую структурную целостность.По этой причине на большинстве заводов, занимающихся сборкой стальных зданий болтами, работают сотрудники по контролю качества и сертифицированные инспекторы по сварке. Сертифицированный инспектор по сварке должен проверять все сварные конструкции на соответствие требованиям и по соображениям безопасности. Сварные стальные здания обычно не имеют такого контроля качества. В конечном итоге вам придется нанять кого-то, скорее всего, с высокой почасовой оплатой, чтобы он пришел к вам и осмотрел ваши сварные швы или сварные швы вашего подрядчика. Выбирая стальные здания с болтовым креплением, вы избавляетесь от дополнительных затрат.Все сварщики Armstrong Steel сертифицированы в соответствии с конструктивным кодексом D1.1 Американского общества сварщиков.
Сварные стальные здания обычно не имеют такого контроля качества. В конечном итоге вам придется нанять кого-то, скорее всего, с высокой почасовой оплатой, чтобы он пришел к вам и осмотрел ваши сварные швы или сварные швы вашего подрядчика. Выбирая стальные здания с болтовым креплением, вы избавляетесь от дополнительных затрат.Все сварщики Armstrong Steel сертифицированы в соответствии с конструктивным кодексом D1.1 Американского общества сварщиков.
Стоимость — Первоначальные строительные материалы для сварки могут быть несколько меньше, чем стальное здание, закрепленное болтами, но эти затраты на материалы компенсируются, если учесть весь срок службы проекта. В случае сварных зданий ремонт или текущее обслуживание в долгосрочной перспективе обходятся гораздо дороже и трудозатратнее. Если стальное здание, закрепленное болтами, когда-либо получало повреждение, просто открутите болты и замените его аналогичным компонентом от производителя.Опять же, здесь не требуется ни сварки, ни резки.
Монтаж — стальные здания, соединенные болтами, спроектированы и спроектированы собственными инженерами таким образом, чтобы их можно было возводить быстро и эффективно. Большинство строителей-новичков предпочитают использовать стальные здания с болтовым креплением для простоты сборки, тем более что они могут возвести здание самостоятельно и сэкономить дополнительные расходы подрядчика. Любой строитель с набором обычных инструментов и легко читаемых инструкций может построить стальное здание на болтах.
Стальные здания, которые крепятся на болтах, намного долговечнее, гибче и экономичнее, чем здания из стали, сваренные сваркой.Для строителей, впервые заинтересованных в простоте строительства, качестве и особенно безопасности, выбор прост. Собирайте вместе здания и сделайте самодельные работы на небесах строительства.
Комментарии
комментария
Сравнение сварных и болтовых соединений
На стадии планирования и проектирования любого проекта инженеры должны решить, какой материал или инструмент лучше всего подходят для выполнения определенных задач. Типы соединений, используемых в конструкции, обычно зависят от общей конструкции, но необходимо учитывать несколько факторов: стоимость, время установки и общие характеристики.В этой статье сравниваются сварные и болтовые соединения, обычно используемые для соединения элементов из металлов или термопластов. Конструкция шарниров — ключевой элемент стальной конструкции.
Типы соединений, используемых в конструкции, обычно зависят от общей конструкции, но необходимо учитывать несколько факторов: стоимость, время установки и общие характеристики.В этой статье сравниваются сварные и болтовые соединения, обычно используемые для соединения элементов из металлов или термопластов. Конструкция шарниров — ключевой элемент стальной конструкции.
Сварные швы состоят из сплавления двух элементов с очень высокой температурой и их остывания. В строительной отрасли используются различные методы сварки. По данным Американского общества сварщиков (AWS), некоммерческой организации, занимающейся изучением и развитием сварки, существует пять типов сварки: стыковая, угловая, кромочная, нахлесточная и тройная.Эти типы соединений определяются положением свариваемых элементов относительно друг друга.
Болтовые соединения используют крепежные детали, удерживающие элементы конструкции в определенном положении, которые затем фиксируются с помощью винтовой резьбы. Болтовые соединения подразделяются на соединения, работающие на растяжение и соединения, работающие на сдвиг. Как и во многих инженерных решениях, у обоих вариантов есть достоинства и недостатки.
Болтовые соединения подразделяются на соединения, работающие на растяжение и соединения, работающие на сдвиг. Как и во многих инженерных решениях, у обоих вариантов есть достоинства и недостатки.
Держите ваши проекты в курсе с помощью службы управления строительством.
Сравнение затрат
Стоимость болтовых и сварных соединений зависит от проекта, но болтовые соединения обычно являются менее дорогим вариантом.Цена болтовых соединений более чувствительна к ценам на сталь, но процесс их изготовления более эффективен и автоматизирован по сравнению со сварными соединениями.
Сварные соединения могут выполнять только сертифицированные сварщики, и их почасовая оплата может быть высокой. С другой стороны, затраты на рабочую силу, связанные с затяжкой болтов, намного ниже. Если стоимость проекта является основной проблемой, болтовые соединения обычно будут лучшим вариантом.
Сравнение структурных характеристик
Сварные соединения обычно прочнее болтовых соединений, в основном потому, что их материал не имеет отверстий, необходимых для болтовых соединений. Процесс производства является определяющим фактором, когда речь идет о прочности соединения: болтовые соединения просты, но сварные соединения обеспечивают более высокую прочность.
Процесс производства является определяющим фактором, когда речь идет о прочности соединения: болтовые соединения просты, но сварные соединения обеспечивают более высокую прочность.
Сварные соединения рекомендуются, когда конструктивные характеристики проекта имеют больший приоритет, чем стоимость.
Сложность проверки с каждой опцией
В болтовых соединениях инспекторы должны убедиться, что вылет болта положительный или нулевой — недопустимо, чтобы конец болта находился внутри гайки.Инспекторы также должны следить за тем, чтобы болты были затянуты, и, при необходимости, проверять, не отломаны ли концы.
Методы контроля сварки различаются в зависимости от проекта. Визуальный осмотр является наиболее распространенным и проводится до, во время и после сварки. Для других методов проверки требуется специализированное оборудование, которое стоит дороже и требует сертифицированных AWS инспекторов. Другими словами, контроль сварных соединений дороже и сложнее.
Сравнение гибкости суставов
Сварные соединения более жесткие, чем болтовые соединения, из-за непрерывности поперечного сечения.С другой стороны, болтовые соединения соединяются пластинами или уголками, и прогиб этих элементов во время передачи нагрузки добавляет гибкости. По этой причине болтовые соединения допускают большее движение при меньшем структурном напряжении.
Недостатком болтовых соединений является дополнительное оборудование, необходимое для установки, что ограничивает их применение. Сварка более универсальна, так как почти любые две поверхности можно сваривать вместе, а новые элементы можно легко добавлять к существующим соединениям.
Процесс установки и безопасность
Между порядком монтажа болтовых и сварных соединений существуют важные различия.Руководители строительства должны знать о них, чтобы эффективно управлять проектом.
Болтовые соединения проще в обращении и обычно устанавливаются с помощью ударного ключа или обычного гаечного ключа. Их также легче ремонтировать, что помогает сэкономить время в непредвиденных ситуациях. Болтовые соединения также обеспечивают более быструю установку в полевых условиях.
Их также легче ремонтировать, что помогает сэкономить время в непредвиденных ситуациях. Болтовые соединения также обеспечивают более быструю установку в полевых условиях.
Сварка обычно выполняется сертифицированным сварщиком вручную. В зависимости от типа сварного шва требуются разные типы оборудования и источники энергии.Дуговая сварка защищенным металлом (SMAW) является наиболее распространенной, при которой электрическая дуга возникает между металлическим электродом с покрытием и стальными компонентами, которые необходимо сваривать. Сварку можно проводить на заводе или на стройплощадке, но в обоих случаях существуют строгие требования к безопасности и качеству.
Сварка — опасная задача, и необходимо соблюдать меры предосторожности, чтобы избежать ожогов, повреждения зрения, вдыхания дыма и газов, воздействия УФ-излучения и поражения электрическим током. С другой стороны, установка болтов не несет особого риска, кроме работы на высоте.Безопасность на рабочем месте важна независимо от типа соединения, но сварка сопряжена с большим количеством специфических рисков.
Заключительные замечания
В заключение, болтовые соединения имеют преимущество в стоимости и простоте, но при этом ухудшаются конструктивные характеристики. С другой стороны, сварные соединения прочнее, но дороже и сложнее в обращении.
Ни один из вариантов не может считаться лучшим во всех случаях, поскольку наилучшее соответствие меняется в зависимости от проекта.В конце концов, тип указанного соединения будет зависеть от требований проекта и предпочтений владельца.
Проектирование сварных стальных конструкций: принципы и практика
Содержание
Процессы электродуговой сварки
Введение
Ручная дуговая сварка металла
Металлоактивная газовая сварка
Дуговая сварка под флюсом
Сварка шпилек
Контроль параметров сварки
Критерии выбора процесса сварки
Аспекты безопасности
Библиография
Сварные соединения
Введение
Типы сварных швов
Типы сварных соединений
Зона термического влияния
Взаимодействующие переменные
Остаточные напряжения
Библиография
Дефекты сварных соединений
Введение
Дефекты сварных швов
Дефекты ЗТВ
Заключительные замечания
Библиография
Контроль искажений при сварке
Введение
Основные причины искажений
Типы искажений
Контроль искажений
Заключительные замечания
Библиография
Хрупкое разрушение
Введение
Факторы, влияющие на хрупкое разрушение
Предотвращение хрупкого разрушения
Уроки отказов
Заключительные замечания
Библиография
Контроль и проверка качества
Введение
Документация
Материалы
Процедура сварки
Квалификация сварщиков и операторов
Макеты, шаблоны, маркировка, приспособления и приспособления
Подготовка, установка и сборка под сварку
Инспекционный персонал
Осмотр
Заключительные замечания
Библиография
Рекомендации по проектированию сварных соединений
Введение
Схема, расположение стыков и сборка секций
Свариваемость материала
Условия нагружения
Типы соединений
Типы сварных швов
Размер сварного шва
Подготовка кромок
Простота изготовления и осмотра
Заключительные замечания
Библиография
Расчет сварных соединений
Введение
Стыковой сварной шов
Угловой шов
Заключительные замечания
Библиография
Усталость в сварных соединениях
Введение
Усталостная трещина
Расчет
Влияние на окружающую среду
Предотвращение усталостных трещин
Улучшение сварных соединений
Bibliography
Балки и колонны
Введение
Балки
Колонны
Соединения
Корончатая балка
Библиография
Плоские фермы
Введение
Фланцы
Стыка
Сварные швы между стенкой и фланцем
Поперечные ребра жесткости
Приваривание ребра жесткости к стенке
Приварной шов ребра жесткости
Библиография
Каркасы портала
Введение
Типы каркасов портала
Коленные и верхушечные суставы
Соединения для стропил
Основания
Библиография
Фермы и решетчатые фермы с использованием прокатных профилей
Введение
Типичное использование
Преимущества сварных стропильных ферм
Типы и характеристики ферм
Анализ
Соединения
Библиография
Фермы и решетчатые фермы с использованием полых секций
Введение
Типичные примеры
Преимущества
Типы полых секций
Качество материала
Соединения
Параметры структурного анализа и проектирования
Распределение локальных напряжений
Режимы разрушения соединений
Совместная нагрузка
Усиление соединений
Типовые детали соединений
Экономика производства
Библиография
Ортотропная система полов
Введение
Преимущества
Структурное поведение
Анализ
Типичные детали
Деформация
Защита от коррозии
Библиография
Экономика сварных стальных конструкций
Введение
Механика калькуляции
Факторы, влияющие на затраты на сварку
Заключительные замечания
Библиография
Принципы и практика проектирования сварных стальных конструкций — LIBRERIA DEL INGENIERO
Utpal K. Ghosh
Ghosh
CRC Press
Опубликовано 26 июля 2017 г.
Сводка
Проектирование сварных стальных конструкций: принципы и практика обеспечивает прочную основу теоретических и практических знаний, необходимых для проектирования сварных стальных конструкций. Книга начинается с объяснения основ дуговой сварки, описания основных особенностей современных процессов дуговой сварки, а также типов и характеристик сварных соединений, их общих дефектов и рекомендуемых мер по их устранению.Затем текст:
- Адреса анализа и проектирования сварных конструкций
- Исследует дизайн соединений по отношению к обычным сварным стальным конструкциям
- Определяет факторы стоимости сварных стальных конструкций
Проектирование сварных стальных конструкций: принципы и практика. Код основан не только на собственном опыте автора, но и на обширных исследованиях, проведенных выдающимися инженерами со всего мира. Подробные библиографии включены в конце каждой главы.
Подробные библиографии включены в конце каждой главы.
Содержание
Процессы электродуговой сварки
Введение
Ручная дуговая сварка металла
Металлоактивная газовая сварка
Дуговая сварка под флюсом
Сварка шпилек
Контроль параметров сварки
Критерии выбора процесса сварки
Аспекты безопасности
Библиография
Сварные соединения
Введение
Типы сварных швов
Типы сварных соединений
Зона термического влияния
Взаимодействующие переменные
Остаточные напряжения
Библиография
Дефекты сварных соединений
Введение
Дефекты сварных швов
Дефекты ЗТВ
Заключительные замечания
Библиография
Контроль сварочных искажений
Введение
Основные причины искажений
Типы искажений
Контроль искажений
Заключительные замечания
Библиография
Хрупкое разрушение
Введение
Факторы, влияющие на хрупкое разрушение
Предотвращение хрупкого разрушения
Уроки отказов
Заключительные замечания
Библиография
Контроль качества и проверка
Введение
Документация
Материалы
Процедура сварки
Квалификация сварщиков и операторов
Макеты, шаблоны, маркировка, приспособления и приспособления
Подготовка, установка и сборка сварных швов
Инспекционный персонал
Проверка
Заключение Примечания
Библиография
Рекомендации по проектированию сварных соединений
Введение
Схема, расположение стыков и сборка секций
Свариваемость материала
Условия нагружения
Типы соединений
Типы сварных швов
Размер сварного шва
Подготовка кромок
Простота изготовления и проверки
Заключение Примечания
Библиография
Расчет сварных соединений
Введение
Стыковой шов
Угловой шов
Заключительные замечания
Библиография
Усталость в сварных соединениях
Введение
Усталостная трещина
Расчет
Влияние на окружающую среду
Предотвращение усталостных трещин
Улучшение сварных соединений
Балки и колонны
Введение
Балки
Колонны
Соединения
Корончатая балка
Библиография
Плоские фермы
Введение
Фланцы
Стенка
Сварные швы между стенкой и фланцем
Поперечные ребра жесткости
Приварные швы ребра жесткости к стенке 900
Сварные швы
Фланец Соединители
Библиография
Рамы портала
Введение
Типы фреймов портала
Коленные и верхушечные суставы
Соединения стропил
Основания
Библиография
Фермы и решетчатые фермы с использованием прокатных профилей
Введение
Типичное использование
Преимущества сварной фермы крыши
Типы и характеристики фермы
Анализ
Соединения
Библиография
Фермы и решетчатые фермы с использованием полых секций
Введение
Типичные примеры
Преимущества
Типы полых секций
Качество материалов
Соединения
Структурный анализ и параметры проектирования
Распределение локальных напряжений
Режимы разрушения соединений
Совместная нагрузка
Армирование шарниров
Типовое соединение Детали
Экономика производства
Библиография
Ортотропная система пола
Введение
Преимущества
Структурное поведение
Анализ
Типичные детали
Деформация
Защита от коррозии
Библиография
Экономика сварных стальных конструкций
Введение
Механика калькуляции
Факторы, влияющие на затраты на сварку
Заключительные замечания
Библиография
Стальные конструкции — ЛУТ Машиностроение
ВВЕДЕНИЕ
Лаборатория стальных конструкций — ведущая лаборатория в области проектирования сварных конструкций для требовательных приложений в Финляндии. Лаборатория является частью кафедры машиностроения и, следовательно, в центре внимания находятся конструкции, подверженные динамическому нагружению. Лаборатория была основана в 1974 году в ответ на растущую потребность промышленности в знаниях о современных сварных конструкциях. Исключительная задача требовала исключительного человека, который должен был взять на себя руководство, поэтому первое профессорское звание было предоставлено Эркки Ниеми. У профессора Ниеми был теоретический ум ученого, но практический разум инженера, который оказался плодотворным сочетанием, удовлетворяющим потребности финской машиностроительной и строительной промышленности.На протяжении 40-летней истории лаборатории эта особенно тесная связь с промышленностью была отличительным фактором, который бережно берегли. Еще одним важным элементом успеха стало тесное сотрудничество с Лабораторией сварочных технологий ЛУТ; этот постоянный симбиоз между двумя соседними лабораториями был выгоден обеим сторонам. Также с годами заметно возросла роль международного сотрудничества в исследованиях.
Лаборатория является частью кафедры машиностроения и, следовательно, в центре внимания находятся конструкции, подверженные динамическому нагружению. Лаборатория была основана в 1974 году в ответ на растущую потребность промышленности в знаниях о современных сварных конструкциях. Исключительная задача требовала исключительного человека, который должен был взять на себя руководство, поэтому первое профессорское звание было предоставлено Эркки Ниеми. У профессора Ниеми был теоретический ум ученого, но практический разум инженера, который оказался плодотворным сочетанием, удовлетворяющим потребности финской машиностроительной и строительной промышленности.На протяжении 40-летней истории лаборатории эта особенно тесная связь с промышленностью была отличительным фактором, который бережно берегли. Еще одним важным элементом успеха стало тесное сотрудничество с Лабораторией сварочных технологий ЛУТ; этот постоянный симбиоз между двумя соседними лабораториями был выгоден обеим сторонам. Также с годами заметно возросла роль международного сотрудничества в исследованиях. Исследовательская группа хорошо известна и за рубежом благодаря своей активной роли в IIW (Международный институт сварки) и в других сферах деятельности.
Исследовательская группа хорошо известна и за рубежом благодаря своей активной роли в IIW (Международный институт сварки) и в других сферах деятельности.
МИССИЯ
Лаборатория создает новые целенаправленные знания для проектирования и изготовления стальных конструкций для требовательных приложений, что означает, что конструкции обычно изготавливаются из высокопрочных или сверхвысокопрочных сталей (UHSS), подверженных динамической нагрузке (усталости). ) и может использоваться также при низкой температуре окружающей среды. Целью обучения является, прежде всего, поощрение к проектированию инновационных и конкурентоспособных сварных конструкций, но также предоставление инструментов для этой задачи в виде навыков анализа.
Основное напряжение (каламбур) в исследованиях по-прежнему сосредоточено на усталостном анализе сварных конструкций и особенно соединений. В настоящее время акцент в этой области делится на четыре подгруппы: влияние различных процессов сварки, эффект последующей обработки (по сравнению с исходной сваркой), разработка общей эталонной кривой S-N и дизайн деталей. Исследуемые материалы в настоящее время в основном представляют собой высокопрочные и сверхвысокопрочные конструкционные и нержавеющие стали, процессы — это MAG с несколькими подвариантами, лазерный и лазерно-гибридный, а также методы улучшения оптимальных параметров сварки, отказ, HfMIT, TIG-правка, MIG-пайка. и ЛТТ-наполнители.На рис. 1 проиллюстрирован высококачественный сварной шов, основанный на технологии роботизированной сварки.
Исследуемые материалы в настоящее время в основном представляют собой высокопрочные и сверхвысокопрочные конструкционные и нержавеющие стали, процессы — это MAG с несколькими подвариантами, лазерный и лазерно-гибридный, а также методы улучшения оптимальных параметров сварки, отказ, HfMIT, TIG-правка, MIG-пайка. и ЛТТ-наполнители.На рис. 1 проиллюстрирован высококачественный сварной шов, основанный на технологии роботизированной сварки.
Рис. 1. Исследование усталостной прочности сварного шва с высококачественным наполнением из стали S960 QC. Извините, что отсутствующий инжир добавлен как можно скорее.
Раньше особое внимание уделялось усталостному анализу сварных соединений и разработке передовых инструментов анализа, в результате чего, например, за важный вклад в разработку метода структурных напряжений в горячих точках. Эта исследовательская работа легла в основу текущих рекомендаций IIW по этому методу.
Последним выдающимся достижением является анализ эталонной кривой, рис. 2, который представляет собой новый подход к локальному напряжению для определения расчетной кривой для оценки усталости сварных конструкций. Метод представляет собой комбинацию метода эффективного напряжения надреза (ENS), подхода SWT и метода локальной деформации, и метод учитывает эффект остаточного напряжения, s res (сварка, упрочнение и т. Д.), Отношение приложенных напряжений. эффект, R , и влияние (предел) прочности материала, R м .
2, который представляет собой новый подход к локальному напряжению для определения расчетной кривой для оценки усталости сварных конструкций. Метод представляет собой комбинацию метода эффективного напряжения надреза (ENS), подхода SWT и метода локальной деформации, и метод учитывает эффект остаточного напряжения, s res (сварка, упрочнение и т. Д.), Отношение приложенных напряжений. эффект, R , и влияние (предел) прочности материала, R м .
Рис. 1. Анализ новой основной кривой стыкового соединения, разработанный Тимо Нюкяненом из LUT. Извините, что недостающие инжир добавлены как можно скорее.
Интерес к прочности сварных соединений с точки зрения несущей способности и деформационной способности возрастает в связи с увеличением использования сталей высокой и сверхвысокой прочности. Исследование включает определение толщины горловины и смягчающего воздействия на емкость стыков в помещении и при низкой температуре окружающей среды.
Благодаря давнему сотрудничеству лаборатории с финским производителем стали Ruukki (в настоящее время SSAB Europe) и их значительным инвестициям в трубную продукцию, трубчатые конструкции также являются важной областью исследований.Сюда входят испытания на изгиб и возможности сварных соединений RHS с целью разработки руководства по проектированию соединений из высокопрочной стали. Анализ чувствительности соединений выполняется FEA с использованием моделей материалов, разработанных с использованием большого количества результатов испытаний для соединений RHS. Эта область включает тесное сотрудничество с CIDECT.
Поскольку сварка — не единственный метод соединения стальных конструкций в мире, должно быть место для механических соединений. Целью данного исследования является поиск альтернатив путем изучения поведения болтовых соединений в условиях усталости.Его исследования сосредоточены на феномене беспокойства и способах его избежать.
ЛАБОРАТОРИЯ Методы исследования основаны на теоретических моделях, моделировании на основе FEA и лабораторных испытаниях. Лаборатория стальных конструкций располагает широким спектром испытательных стендов, многие из которых хорошо подходят для основной специализации лаборатории — полномасштабных экспериментальных испытаний. Все испытательные стенды, естественно, подходят для стандартных образцов для испытаний, но ключевым фактором, который отличает эту лабораторию от всех других, является способность проводить испытания на усталость прототипов, которые могут весить несколько тонн, как показано на рис.3. Это стало возможным благодаря мощным испытательным установкам (самые большие из которых способны выдерживать усилия до 5 МН, рис. 4) и хорошо обученному и творческому персоналу. Испытательные стенды и другое лабораторное оборудование:
Лаборатория стальных конструкций располагает широким спектром испытательных стендов, многие из которых хорошо подходят для основной специализации лаборатории — полномасштабных экспериментальных испытаний. Все испытательные стенды, естественно, подходят для стандартных образцов для испытаний, но ключевым фактором, который отличает эту лабораторию от всех других, является способность проводить испытания на усталость прототипов, которые могут весить несколько тонн, как показано на рис.3. Это стало возможным благодаря мощным испытательным установкам (самые большие из которых способны выдерживать усилия до 5 МН, рис. 4) и хорошо обученному и творческому персоналу. Испытательные стенды и другое лабораторное оборудование:
- Испытательный стенд 5 МН «MEGA» для статических / динамических нагрузок
- 1250 кН, 700 кН, 400 кН, 3 x 150 кН и 25 кН испытательные стенды для статических / динамических нагрузок. динамическое нагружение
- Стенд для испытания на статическое сжатие 1 МН (общая длина до 7 м)
- Стенд для испытания К-образных соединений для элементов фермы с правой стороны
- Более 150 м 2 Т-образных пазов на площади пола
- ARAMIS оптическая 3D-деформация система измерения и анализа
- Система измерения остаточных напряжений Stresstech (дифракция рентгеновских лучей)
- Лазерная система измерения формы (для определения локальной геометрии сварного шва)
Рисунок 3. Полномасштабное испытание на усталость Приносим извинения за недостающие инжир, добавляем его как можно скорее.
Полномасштабное испытание на усталость Приносим извинения за недостающие инжир, добавляем его как можно скорее.
Рисунок 4. Стенд 5 МН «МЕГА». Извините, что отсутствующий инжир добавлен как можно скорее.
ДРУГАЯ ДЕЯТЕЛЬНОСТЬЛаборатория координирует форум OWS (= Оптимизация сварных конструкций, HRO, Финляндия), в котором участвуют 36 компаний-членов финской промышленности, которые проектируют или производят сварные конструкции, многие из которых работают на рынке лидеры в своей сфере бизнеса в мире.OWS является одним из форумов Финского общества сварщиков и пытается решать проблемы, связанные с проектированием сварных конструкций, общих для всех промышленных партнеров.
Лаборатория также занимается обучением международных инженеров по сварке (IWE), а также международных проектировщиков сварных конструкций (IWSD).
Исследовательская работа проводится в основном в сотрудничестве с несколькими международными университетами, и IIW играет важную роль в качестве общего исследовательского форума. Текущий профессор Тимо Бьорк является финским делегатом в Комиссии XV МИС и экспертом в Комиссии XIII.
Текущий профессор Тимо Бьорк является финским делегатом в Комиссии XV МИС и экспертом в Комиссии XIII.
Финское общество сварщиков присудило награду «Центр передового опыта в сварке» за выдающиеся исследования и преподавательскую работу в области сварных конструкций лаборатории стальных конструкций в 2014 году.
Задача подразделения — обеспечить лучшее образование в области сварки. области и для предоставления ученых степеней и аспирантов. Кроме того, ему поручены научные исследования, в частности:
- статическая и усталостная прочность сварных соединений
- динамически нагруженные конструкции
- концентрации напряжений в сварных соединениях (анализ методом конечных элементов, FEA)
- методы расчета усталостной долговечности
- прочность соединений конструкций из конструкционных полых профилей при отрицательных температурах
- устойчивость тонкостенных конструкций
- деформация тонкостенных конструкций.
Машины для испытания материалов для определения статической и усталостной прочности конструкций
- 150 кН (3 шт. ), 400 кН, 700 кН, 1200 кН и 5 МН
- Сервогидравлические машины для испытания материалов (испытательные стенды) для статических и динамических нагрузка
- 1000кН сжатие
Машина для испытания материалов на сжатие. Специально для балочных конструкций (максимальная длина образца 7м). - К-стык
Специальная машина для испытания К-стыков, сделанных из полых конструкционных профилей, также способных работать в условиях отрицательных температур до -60 ° C. - Пол с Т-образными пазами и стол с Т-образными пазами
Для различных полномасштабных испытаний.
 ), 400 кН, 700 кН, 1200 кН и 5 МН
), 400 кН, 700 кН, 1200 кН и 5 МН Другие исследовательские приборы
- Усилители, фильтры и датчики
Для измерения деформации, смещения, давления и других измерений - Рентген дифракция
Для определения напряженного состояния на поверхностях тела, например остаточное напряжение - Метод визуализации 3D-SLM
Например, для определения формы линии подошвы сварного шва - Лазерный датчик измерения
Для задания геометрических форм - Оптический анализ 3D-деформации
Для определения деформации испытательные образцы или конструкции
Дополнительная информация
Пожалуйста, загрузите презентацию лаборатории
ЛУТ Машиностроение
Профессор Тимо Бьорк
тел.