1. ВИЗУАЛЬНЫЙ И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ / КонсультантПлюс
1. ВИЗУАЛЬНЫЙ И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ
1.1. Визуальный и измерительный контроль проводится для выявления и измерения обнаруженных дефектов: поверхностных трещин всех видов и направлений, коррозионных и механических повреждений, образовавшихся на стадии изготовления, монтажа, ремонта или эксплуатации. По результатам визуального и измерительного контроля следует откорректировать типовую программу контроля металла элементов барабана в части применения неразрушающих методов контроля.
1.2. При измерении линейных размеров, характеризующих форму барабана (диаметры, прогиб), используются методы и средства, позволяющие обеспечить точность измерения +/- 1,0 мм. При определении размеров дефектов (длина и глубина трещин, размеры язвин) точность приборов для линейных измерений должна быть +/- 0,1 мм.
1.3. Визуальному и измерительному контролю подлежат основной металл и сварные соединения.
1.4. При выполнении визуального контроля особое внимание следует обращать на следующее:
— появление трещин в стыковых и угловых сварных соединениях, швах приварки внутрибарабанных устройств по линии сплавления, зонах термического влияния и в наплавленном металле, на кромках трубных отверстий, на их поверхности или вокруг них, на мостиках между трубными отверстиями;
— появление коррозионных повреждений на внутренней поверхности барабана и в местах нарушения тепловой изоляции с его наружной поверхности.
1.5. Результаты визуального контроля оформляются актами или протоколами. Зоны контроля должны оговариваться, а выявленные дефекты наносятся на формуляр развертки барабана с указанием их расположения и размеров.
1.6. Измерение геометрических размеров и формы барабана проводится для получения информации об их состоянии.
1.6.1. Овальность поперечного сечения цилиндрической части барабана альфа (%) определяется по формуле:
200 (D — D )
max min
альфа = ——————,
(D + D )
max min
где D и D — максимальный и минимальный наружный или
max min
внутренний диаметры барабана, измеренные в одном сечении.
Измерение диаметров проводится на каждой обечайке барабана в одном сечении в горизонтальном и вертикальном направлениях и возможностью смещения перпендикулярных осей измерения на 30° от вертикали.
Конкретные точки измерения овальности по длине барабана, а также расположение осей измерения должны быть зафиксированы на формуляре развертки барабана и в соответствующем акте или протоколе.
В случае необходимости (при овальности более 1%) измерение диаметров проводится на каждой обечайке барабана в 3 сечениях (двух крайних, отстоящих от концов обечайки на 500 мм, и в середине обечайки) по 3 замера в каждом сечении под углом 60°.
1.6.2. Контроль прямолинейности образующей барабана (прогиб) выполняется путем измерения расстояния от нижней и (или) верхней образующей наружной поверхности до металлической струны, натянутой между кольцевыми швами приварки днищ к обечайкам барабана. Замеры проводятся через 1000 мм.
Открыть полный текст документа
Визуально-измерительный метод неразрушающего контроля
Визуально-измерительный метод неразрушающего контроля
Визуальный и измерительный контроль — самый простой и в то же время информативный метод неразрушающего контроля. Это единственный метод неразрушающего контроля, который может выполняться и часто выполняется без какого-либо оборудования или проводится с использованием простейших измерительных средств.
Это единственный метод неразрушающего контроля, который может выполняться и часто выполняется без какого-либо оборудования или проводится с использованием простейших измерительных средств.
Первый руководящий документ по визуальному и измерительному контролю сварных швов, который распространялся на оборудование, подконтрольное Госгортехнадзору России, был РД 34.10.130-9,6. Несмотря на всю необходимость и своевременность выхода документа, он имел ряд существенных недостатков. Документ был ориентирован в основном на объекты котлонадзора и не учитывал конструктивных особенностей грузоподъемных и горно-транспортных машин, в которых наряду со стыковыми широко применяются тавровые, угловые и нахлесточные сварные соединения. Отмеченные недостатки были учтены при разработке инструкции по визуальному и измерительному контролю РД 03-606-03.
Итак, визуальный и измерительный контроль относится к неразрушающим методам контроля качества сварных швов, как и ультразвуковой метод неразрушающего контроля, капиллярный метод неразрушающего контроля, магнитный метод неразрушающего контроля, радиографический метод неразрушающего контроля и другие.
Визуально-измерительный метод неразрушающего контроля проводится на всех этапах производства и выполнения сварного соединения в 100% объеме, это обусловлено тем, что проведение визуально-измерительного контроля не требует специфического дорогостоящего оборудования. Сейчас в продаже имеются многочисленные наборы для визуально-измерительного контроля, как то комплект для визуально-измерительного контроля «Стандарт», комплект для визуально-измерительного контроля «Эксперт», комплект для визуально-измерительного контроля «ВИК Транснефть» и другие.
Однако зачастую выгоднее самому скомплектовать свой комплект для визуального и измерительного контроля (ВИК), исходя из того, какие типы швов и на каких объектах Вы контролируете.
Так, например, для проведения визуального и измерительного контроля сварных соединений трубопроводов Вам не понадобятся угломеры и шаблон Красовского, так как сейчас есть более современные УШС. А для проведения визуально-измерительного контроля сварного шва на мостах и опорах угломер Вам понадобится чаще других инструментов.
ЧОУ ДПО «УЦ «Мастерпроф» проводит обучение, подготовку и аттестацию специалистов ВИК (визуально-измерительного контроля). В программе обучения – рассмотрение основных дефектов, параметров их выбраковки, пользование инструментарием и составление технологической карты визуального и измерительного контроля, как и акт визуально-измерительного контроля сварных швов.
Обучение визуально-измерительному контролю проводится с отрывом от производства и занимает 3 рабочих дня, в ходе которых специалисты не только получают теоретические знания, но и имеют возможность прохождения практики в лаборатории неразрушающего контроля.
Аттестация по визуальному и измерительному контролю является заключительным этапом и заключается в сдаче теоретических и практического экзаменов согласно заявке аттестуемого.
По результатам проведенной аттестации по визуально-измерительному контролю специалисту выдается удостоверение по визуально-измерительному контролю с указанием уровня по визуально-измерительному контролю и областей аттестации.
Ждем Вас в нашем учебном центре для получения знаний по видам визуального и измерительного контроля, инструментам визуально-измерительного контроля и методологии контроля.
Визуально-измерительный контроль сварных соединений
Согласно Постановлению Правительства РФ от 21.06.2010 № 468 осуществление подрячиком строительного контроля на объектах строительства, реконструкции и капитального ремонта финансируется за счет накладных расходов подрядной организации.Однако, в соответствии с вводными указаниями к отделам ФЕРм № 12 «Технологические трубопроводы» затраты на визуально-измерительный контроль монтажных сварных соединений учтены в отделах 3,13, 17 и 20 ФЕРм № 12 в составе работ, что противоречит требованиям указанного Постановления.Кроме того, согласно пункту 2.9.2 МДС 81-37.2004 «Указания по применению федеральных единичных расценок на монтаж оборудования» в случаях, когда в соответствии с проектной документацией необходимо проведение работ по контролю монтажных сварных соединений, затраты на данные работы должны определяться по единичным расценкам сборника ФЕРм № 39 «Контроль монтажных сварных соединений».
Просим разъяснить правомерность учета в сметной документации затрат на визуально-измерительный контроль сварных соединений трубопроводов (по ФЕРм 39-02-001), предусмотренный в проектной документации.
Ответ
Согласно Руководству по безопасности «Рекомендации по устройству и безопасной эксплуатации технологических трубопроводов», утвержденному приказом Федеральной службы по экологическому, технологическому и атомному надзору от 27 декабря 2012 года № 784, в процессе монтажа трубопроводов выполняется контроль качества материалов, деталей трубопроводов и арматуры на соответствие их сертификатам, стандартам, техническим условиям и другой технической документации, а также операционный контроль качества выполненных работ.
В соответствии с СТО Газпром 2.-2.2-136-2007 «Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов», утвержденной распоряжением ОАО «Газпром» от 28 июня 2007 года № 171, пооперационный внешний осмотр в процессе выполнения сварочных работ должен осуществляться непосредственным руководителем сварочных работ (мастером, прорабом).
В соответствии с данными Рекомендациями визуальному осмотру и измерениям под-вергаются все сварные соединения.
Контроль качества сварочных работ должен осуществляться специальными службами, создаваемыми в монтажных организациях (работниками лабораторий и специалистами — руководителями сварочных работ) и представителями строительного контроля заказчика.
Расходы на оплату труда инженерно-технического персонала подрядной организации и содержание производственных лабораторий учтены в нормах накладных расходов и до-полнительно в локальных сметах не учитываются.
Неразрушающему (физическому) контролю подвергаются наихудшие по результатам внешнего осмотра сварные швы по всему периметру трубы. Число контролируемых сварных швов определяется проектной документацией на объект.
Контроль качества сварных соединений неразрушающими (физическими) методами проводится в соответствии с действующей нормативно-технической документацией.
К контролю сварных соединений физическими методами допускаются дефектоскописты, имеющие соответствующее квалификационное удостоверение на проведение контроля.
В части 12 «Технологические трубопроводы» согласно пункту 1.12.2 Общих положений к ФЕРм-2001 не учтены, за исключением случаев, оговоренных во вводных указаниях к отделам, затраты на контроль монтажных сварных соединений неразрушающими (физическими) методами (радиографированием или ультразвуковой дефектоскопией), так как затраты по входному, визуальному (внешнему), измерительному и механическому (разрушающему) контролю качества монтажных сварных соединений осуществляются за счет накладных расходов подрядной организации.
4.1. Визуальный и измерительный контроль [«Правила контроля сварных соединений элементов локализующих систем безопасности атомных станций.
 ПНАЭ Г-10-032-92″ (утв. Постановлением Госатомнадзора РФ от 17.02.1993 N 2)] — последняя редакция
ПНАЭ Г-10-032-92″ (утв. Постановлением Госатомнадзора РФ от 17.02.1993 N 2)] — последняя редакция4.1. Визуальный и измерительный контроль
4.1.1. Визуальному и измерительному контролю подлежат все сварные швы с двух сторон (в случае доступности). Осмотру подвергают как сварной шов, так и прилегающую к нему зону основного металла на расстоянии не менее 20 мм от границы сплавления шва.
Сварные швы приварки к металлу герметизирующей облицовки различных элементов со стороны последующего бетонирования должны быть подвергнуты визуальному контролю в объеме 100%. Основной металл облицовки со стороны помещения ЛСБ должен быть проконтролирован визуально в объеме 100% протяженности следов от этих швов.
4.1.2. Визуальный и измерительный контроль предшествует всем другим методам контроля.
4.1.3. Визуальный и измерительный контроль проводится в соответствии с требованиями настоящих ПК, унифицированной методики ПНАЭ Г-7-016-89 и ПТД.
4.1.4. Визуальный контроль проводят для выявления:
несоответствия формы шва требованиям НТД и чертежей;
трещин, прожогов, незаваренных кратеров, свищей, подрезов, непроваров, усадочных раковин;
пор и включений на поверхности сварного шва.
4.1.5. Измерительный контроль сварных соединений проводят для проверки:
ширины и высоты выпуклости сварного шва;
утонений в местах зачистки швов и прилегающей зоны основного металла;
перелома осей соединяемых деталей;
размеров поверхностных дефектов.
4.1.6. Размеры швов контролируют в соответствии с требованиями чертежей, технологических процессов (производственных инструкций), при этом места замеров должны располагаться на расстоянии не более 1 м друг от друга. Каждый шов замеряют не менее чем в трех местах. Отступления от установленных размеров швов не допускаются.
4.1.7. При визуальном контроле не допускаются:
несоответствие формы шва требованиям ПТД и чертежей;
наличие в шве трещин, прожогов, незаваренных кратеров, наплывов, свищей, непроваров;
наличие в сварных швах поверхностных пор и включений, размеры которых превышают указанные в табл. 4.1.
Таблица 4.1
НОРМЫ ДОПУСТИМОСТИ ПОВЕРХНОСТНЫХ ПОР И ВКЛЮЧЕНИЙ
В СВАРНЫХ СОЕДИНЕНИЯХ
┌───────────┬────────────────────┬────────────────┬───────────────────────┐ │ Категория │Номинальная толщина │ Максимально │Максимально допустимое │ │ сварного │ свариваемых │ допустимый │число дефектов на любых│ │соединения │ элементов │линейный размер │ 100 мм протяженности │ │ │ (наименьшая), мм │ дефекта, мм │ шва, шт.│ ├───────────┼────────────────────┼────────────────┼───────────────────────┤ │НД │От 4,0 до 10,0 │1,0 │4 │ │ │включительно │ │ │ │ │Свыше 10,0 до 20 │1,2 │4 │ │ │включительно │ │ │ │ │Свыше 20,0 │1,5 │4 │ ├───────────┼────────────────────┼────────────────┼───────────────────────┤ │Д │От 4,0 до 10,0 │1,2 │5 │ │ │включительно │ │ │ │ │Свыше 10,0 до 20 │1,5 │5 │ │ │включительно │ │ │ │ │Свыше 20,0 │2,0 │5 │ └───────────┴────────────────────┴────────────────┴───────────────────────┘
 │
├───────────┼────────────────────┼────────────────┼───────────────────────┤
│НД │От 4,0 до 10,0 │1,0 │4 │
│ │включительно │ │ │
│ │Свыше 10,0 до 20 │1,2 │4 │
│ │включительно │ │ │
│ │Свыше 20,0 │1,5 │4 │
├───────────┼────────────────────┼────────────────┼───────────────────────┤
│Д │От 4,0 до 10,0 │1,2 │5 │
│ │включительно │ │ │
│ │Свыше 10,0 до 20 │1,5 │5 │
│ │включительно │ │ │
│ │Свыше 20,0 │2,0 │5 │
└───────────┴────────────────────┴────────────────┴───────────────────────┘
│
├───────────┼────────────────────┼────────────────┼───────────────────────┤
│НД │От 4,0 до 10,0 │1,0 │4 │
│ │включительно │ │ │
│ │Свыше 10,0 до 20 │1,2 │4 │
│ │включительно │ │ │
│ │Свыше 20,0 │1,5 │4 │
├───────────┼────────────────────┼────────────────┼───────────────────────┤
│Д │От 4,0 до 10,0 │1,2 │5 │
│ │включительно │ │ │
│ │Свыше 10,0 до 20 │1,5 │5 │
│ │включительно │ │ │
│ │Свыше 20,0 │2,0 │5 │
└───────────┴────────────────────┴────────────────┴───────────────────────┘
4. 1.8. Подрезы допускаются при одновременном выполнении следующих условий:
1.8. Подрезы допускаются при одновременном выполнении следующих условий:
глубина подреза не превышает 0,5 мм при толщине стали менее 10 мм и 1 мм при толщине стали свыше 10 мм;
длина отдельного подреза не превышает 30 мм;
число подрезов на 1 м сварного шва не превышает 4;
подрезы удалены от мест пересечения сварных швов не менее чем на 150 мм.
4.1.9. Размеры выпуклости сварного шва, а также величина перелома осей соединяемых деталей не должны превышать значений, указанных в НТД и чертежах.
Если величина выпуклости не препятствует проведению физических методов контроля, то по согласованию с разработчиком технологии сварки разрешается увеличивать допустимую величину выпуклости в большую сторону.
4.1.10. При односторонней сварке без подкладок допускается вогнутость и/или сплошная или прерывистая выпуклость корня шва с внутренней стороны, не превышающая значений, указанных в табл. 4.2.
Таблица 4.2
НОРМЫ ВОГНУТОСТИ И ВЫПУКЛОСТИ КОРНЯ ШВА
С ВНУТРЕННЕЙ СТОРОНЫ ПРИ ОДНОСТОРОННЕЙ СВАРКЕ, ММ
┌──────────────────────────────┬─────────────────────────────────┐ │ Номинальная толщина стенки S │ Допускаемая максимальная высота │ │ сварных деталей │ (глубина) в корне шва │ │ ├────────────────────┬────────────┤ │ │ Вогнутости │ Выпуклости │ ├──────────────────────────────┼────────────────────┼────────────┤ │4,0 │0,8 │2,5 для всех│ │Свыше 4,0 до 6,0 включительно │1,0 │толщин │ │Свыше 6,0 до 8,0 включительно │1,2 │ │ │Свыше 8,0 │0,15S, но не более │ │ │ │1,6 мм, при условии │ │ │ │увеличения выпуклос-│ │ │ │ти шва на 1 мм от │ │ │ │номинального размера│ │ └──────────────────────────────┴────────────────────┴────────────┘
4. 1.11. Величина высоты (глубины) углублений между валиками и чешуйчатости их поверхности не должна превышать значений, указанных в табл. 4.3.
1.11. Величина высоты (глубины) углублений между валиками и чешуйчатости их поверхности не должна превышать значений, указанных в табл. 4.3.
Таблица 4.3
НОРМЫ ДОПУСТИМОЙ ВЫСОТЫ (ГЛУБИНЫ) УГЛУБЛЕНИЙ
МЕЖДУ ВАЛИКАМИ И ЧЕШУЙЧАТОСТИ ИХ ПОВЕРХНОСТИ, ММ
┌───────────┬───────────────────────────────┬────────────────────┐ │ Категория │Номинальная толщина свариваемых│ Максимально │ │ сварного │ элементов (наименьшая), мм │допустимый линейный │ │соединения │ │ размер дефекта, мм │ ├───────────┼───────────────────────────────┼────────────────────┤ │НД │От 4,0 до 10,0 включительно │1,2 │ │ │Свыше 10,0 │1,5 │ ├───────────┼───────────────────────────────┼────────────────────┤ │Д │От 4,0 до 10,0 включительно │1,5 │ │ │Свыше 10,0 │1,8 │ └───────────┴───────────────────────────────┴────────────────────┘
4. 1.12. Все недопустимые дефекты, обнаруженные при визуальном контроле, должны быть зафиксированы в отчетной документации и устранены до проведения последующего контроля другими методами.
1.12. Все недопустимые дефекты, обнаруженные при визуальном контроле, должны быть зафиксированы в отчетной документации и устранены до проведения последующего контроля другими методами.
4.1.13. Утонение основного металла, получаемое в результате зачистки поверхностных дефектов, допускается при условии сохранения минимальной толщины детали, определяемой соответствующими стандартами на прокат, и обеспечения плавного перехода от утоненного места к соседним участкам.
3.1: Системы управления – измерительные устройства
Системы управления: промышленное применение
Многие системы управления используются сегодня в большом количестве отраслей, состоящих из самых разных приложений. Общим фактором всех типов контроля является поддержание желаемого результата, который может измениться в ходе химической реакции или процесса. Наиболее распространенным типом управления, используемым сегодня в промышленности, является ПИД-регулятор (пропорциональный, интегральный, производный), который позволяет оператору применять различные методы управления, которые можно использовать для достижения различных настроек в эксперименте или процессе. ПИД-регулятор может использоваться в двух основных механизмах управления, которые включают обратную связь и прямую связь. Цель этой статьи — предоставить примеры распространенных промышленных систем управления, в которых применяются различные архитектуры управления.
ПИД-регулятор может использоваться в двух основных механизмах управления, которые включают обратную связь и прямую связь. Цель этой статьи — предоставить примеры распространенных промышленных систем управления, в которых применяются различные архитектуры управления.
Контроль температуры: термопара
Термопара — это устройство для измерения и контроля температуры в системе. Они используются в широком спектре промышленных применений (газовые турбины, химические реакторы, выхлопные газы, химическое производство и т. д.) из-за их низкой стоимости и портативности.Основным принципом работы термопары является эффект Зеебека. В основном термопары работают в П- или ПИД-режиме. Для измерения температуры между двумя точками в термопаре используются два металлических конца (изготовленных из разных сплавов). Когда два конца проводника подвергаются воздействию температурного градиента, между ними возникает напряжение. Это падение напряжения приводит к увеличению выходного сигнала измерения температуры, который обеспечивает термопара. В зависимости от типов сплавов на обоих концах проводника и величины температурного градиента термопары могут измерять разницу температур в диапазоне от 1 до 2300°C.Они могут работать в петлях обратной связи или в петлях прямой связи. Термопары в основном представляют собой цифровые блоки управления. Цены на термопары начинались примерно со 100 долларов и стоили до 2500 долларов за более точные и самокалибрующиеся модели.
В зависимости от типов сплавов на обоих концах проводника и величины температурного градиента термопары могут измерять разницу температур в диапазоне от 1 до 2300°C.Они могут работать в петлях обратной связи или в петлях прямой связи. Термопары в основном представляют собой цифровые блоки управления. Цены на термопары начинались примерно со 100 долларов и стоили до 2500 долларов за более точные и самокалибрующиеся модели.
Регулятор давления: Реле давления
Реле давления — это устройство, которое контролирует системы от перепадов или скачков давления. Самые основные типы реле давления работают по схеме ВКЛ-ВЫКЛ, но также могут быть изготовлены для работы в ПИД-режиме.Фундаментальный метод работы заключается в установке «Set-Pressure» на заданное значение. Это деактивирует реле давления в контуре, соединяющем его с регулирующим клапаном выше по потоку. Если в какой-либо момент процесса давление превысит заданное значение, переключатель сработает и замкнет цепь, перекрывая регулирующий клапан. Реле давления могут быть гидравлическими или пневматическими (давление на основе воздуха). Одним из распространенных применений реле давления в промышленности является защита насосов PD (объемного вытеснения) от избыточного давления.Насос PD может создавать очень высокое давление, если он не управляется реле давления; таким образом, установка реле давления на линии с насосом PD предотвратит избыточное давление, поскольку оно отключает регулирующий клапан. Реле давления распространены в любой отрасли, поскольку все они требуют повышения давления в определенных компонентах на этапах производства, обработки или очистки. Они продаются по цене от 200 до 2000 долларов в зависимости от величины уставки, необходимой для защиты.
Реле давления могут быть гидравлическими или пневматическими (давление на основе воздуха). Одним из распространенных применений реле давления в промышленности является защита насосов PD (объемного вытеснения) от избыточного давления.Насос PD может создавать очень высокое давление, если он не управляется реле давления; таким образом, установка реле давления на линии с насосом PD предотвратит избыточное давление, поскольку оно отключает регулирующий клапан. Реле давления распространены в любой отрасли, поскольку все они требуют повышения давления в определенных компонентах на этапах производства, обработки или очистки. Они продаются по цене от 200 до 2000 долларов в зависимости от величины уставки, необходимой для защиты.
Контроль состава: контроль соотношения
Контроллер отношения используется для обеспечения того, чтобы две или более переменных процесса, таких как потоки материалов, поддерживались в одном и том же соотношении, даже если их значения изменяются. Режимы управления могут быть разными, но чаще всего для управления соотношением используется ПИ-регулятор с обратной связью. В процессах промышленного контроля соотношение используется в следующих процессах: соотношение горелка/воздух, смешивание и смешивание двух жидкостей, впрыскивание модификаторов и пигментов в смолы перед формованием или экструзией, регулирование подводимого тепла пропорционально потоку материала. Цены на промышленные регуляторы соотношения начинаются примерно с 500 долларов и увеличиваются в зависимости от чувствительности устройства к разным величинам композиционных изменений и размера присоединяемого оборудования.
Режимы управления могут быть разными, но чаще всего для управления соотношением используется ПИ-регулятор с обратной связью. В процессах промышленного контроля соотношение используется в следующих процессах: соотношение горелка/воздух, смешивание и смешивание двух жидкостей, впрыскивание модификаторов и пигментов в смолы перед формованием или экструзией, регулирование подводимого тепла пропорционально потоку материала. Цены на промышленные регуляторы соотношения начинаются примерно с 500 долларов и увеличиваются в зависимости от чувствительности устройства к разным величинам композиционных изменений и размера присоединяемого оборудования.
Контроль уровня: реле уровня
Регуляторы уровня используются для контроля и регулирования уровня жидкости в промышленных емкостях. Существует множество различных датчиков, используемых для контроля уровня, включая ультразвуковые, лазерные и поплавковые датчики. Все они работают по одному общему принципу. Датчик измеряет расстояние от основания сосуда до верхней точки уровня жидкости, в основном с помощью волн сонара или лазерного луча. В зависимости от времени, которое требуется волне или лазерному лучу, чтобы вернуться к излучающему источнику, контроллер отправляет информацию для изменения или поддержания уровня.Магнитное управление поплавком считывает данные с датчика, расположенного на стенке сосуда, и отправляет эту информацию на контроллер. Некоторые примеры контроля уровня в промышленности: поддержание уровня жидкости в дистилляционной колонне, защита от переполнения и измерение количества продукта в резервуарах для хранения. Датчики/регуляторы уровня различаются по цене в зависимости от типа и требуемой точности. Ниже приведено изображение магнитного поплавкового регулятора уровня.
В зависимости от времени, которое требуется волне или лазерному лучу, чтобы вернуться к излучающему источнику, контроллер отправляет информацию для изменения или поддержания уровня.Магнитное управление поплавком считывает данные с датчика, расположенного на стенке сосуда, и отправляет эту информацию на контроллер. Некоторые примеры контроля уровня в промышленности: поддержание уровня жидкости в дистилляционной колонне, защита от переполнения и измерение количества продукта в резервуарах для хранения. Датчики/регуляторы уровня различаются по цене в зависимости от типа и требуемой точности. Ниже приведено изображение магнитного поплавкового регулятора уровня.
Управление потоком: расходомеры
Регуляторы потока используются для регулирования потока жидкости или газа через систему.Основной формой управления потоком является клапан. Существует множество различных типов клапанов, но все они изменяют скорость потока, открываясь или закрываясь в зависимости от необходимого объема. Датчик потока считывает скорость потока, а контроллер управляет клапаном, увеличивая или уменьшая поток. Некоторыми основными типами датчиков расхода являются ротаметры и цифровые массомеры. Эти элементы управления используются во всех отраслях промышленности для управления потоками, включая очистку воды, измерение продуктов и подачу топлива в печи. Низкая цена датчиков расхода обычно составляет около 500 долларов, и в зависимости от размера процесса и материала процесса цена может варьироваться в несколько тысяч.Ниже две картинки. Первый — это ручной регулирующий клапан, который можно открывать или закрывать для регулирования потока. Второй — это клапан, который можно использовать в системе автоматического управления для регулирования расхода.
Датчик потока считывает скорость потока, а контроллер управляет клапаном, увеличивая или уменьшая поток. Некоторыми основными типами датчиков расхода являются ротаметры и цифровые массомеры. Эти элементы управления используются во всех отраслях промышленности для управления потоками, включая очистку воды, измерение продуктов и подачу топлива в печи. Низкая цена датчиков расхода обычно составляет около 500 долларов, и в зависимости от размера процесса и материала процесса цена может варьироваться в несколько тысяч.Ниже две картинки. Первый — это ручной регулирующий клапан, который можно открывать или закрывать для регулирования потока. Второй — это клапан, который можно использовать в системе автоматического управления для регулирования расхода.
Авторы и авторство
- Кристиан Хэтфилд, Варун Кошик, Алон Мандель
Меры контроля при оценке опасности
Технический контроль
Хотя устранение и замена являются отдельными средствами в иерархии мер контроля, они также считаются техническими мерами, поскольку предназначены для удаления опасного источника до того, как рабочий вступит в контакт. Другие формы технического контроля включают:
Другие формы технического контроля включают:
- Изоляция
Уменьшите или устраните опасности путем разделения во времени или пространстве. (Может быть особенно полезным в общем лабораторном пространстве, где используются различные типы химических веществ.) - Корпус
Поместите материал или процесс в закрытую систему. - Транспорт
Перемещайте опасные материалы там, где присутствует меньше рабочих. - Защита и ограждение
Установите ограждения для защиты от движущихся частей или электрических соединений.
Экранирование обеспечивает защиту от возможных взрывов - Вентиляция
Используйте вытяжные шкафы, вентиляторы, воздуховоды и воздушные фильтры.
Административный контроль
В то время как инженерный контроль направлен на устранение опасностей, административный контроль направлен на минимизацию воздействия на лабораторного работника. Административный контроль — это существующие правила и протоколы безопасности, которым должны следовать работники лаборатории. Ниже приведены примеры административного контроля:
Административный контроль — это существующие правила и протоколы безопасности, которым должны следовать работники лаборатории. Ниже приведены примеры административного контроля:
Средства индивидуальной защиты (СИЗ)
Несмотря на то, что иерархия мер контроля указывает на то, что СИЗ являются наименее эффективными мерами контроля, их обязательно следует использовать в случае, если другие меры контроля не сработают.Успех СИЗ частично зависит от того, используют ли их работники лаборатории.
Защитные очки, средства защиты органов слуха и защитная одежда (например, лабораторные халаты и перчатки) являются наиболее узнаваемыми и наиболее часто используемыми СИЗ в лаборатории.
СИЗ всегда необходимы и особенно важны в следующих обстоятельствах:
- Когда технические меры невозможны или не устраняют опасность полностью;
- В качестве временного средства контроля, пока разрабатываются технические средства контроля;
- В экстренных ситуациях.

Введение в системы измерения и контроля производительности
Системы измерения и контроля производительности. В наши дни это горячая тема — в деловой прессе, в книгах, в мире менеджмента.
Управляете ли вы колл-центром или внутренним отделом кадров… возглавляете ли вы проект «Шесть сигм»… или являетесь президентом Соединенных Штатов, пытающимся вылечить нашу систему здравоохранения, вы должны овладеть взаимосвязанными концепциями производительности. система измерения и контроля.
[inlinead]
Ключевые компоненты системы измерения и контроля производительности включают:
- Установление реалистичных ожиданий, поддающихся измерению
- Думая о том, как непрерывно собирать информацию об измерениях
- Разработка стратегий и тактик, способных обеспечить четко определенные ожидаемые результаты
- Мониторинг/отслеживание обратной связи по фактическим результатам
- Выполнение корректирующих действий при отклонении между фактическими и прогнозируемыми результатами
Существует множество типов систем управления. Базовые основы «Управление по целям », первоначально сформулированные Питером Ф. Друкером, включают применение этих пяти компонентов или шагов.
Базовые основы «Управление по целям », первоначально сформулированные Питером Ф. Друкером, включают применение этих пяти компонентов или шагов.
Важность управления, отметил Друкер, проистекает из двух его основных задач: решения , что следует делать (для нации, коммерческой фирмы или учреждения социального обслуживания) и решения , как выполнять работу, и контроля за ее выполнением, и измерение его результатов .
Контроль веса: простой для понимания пример
Простой пример лучше любого теоретического объяснения объясняет процесс измерения и контроля производительности.Скажем, вы хотите похудеть.
Сначала вы решаете, сколько веса вы хотите сбросить. Вы консервативны. Таким образом, вы устанавливаете целевой уровень в три фунта в неделю.
Что ты только что сделал? Вы установили целевой уровень производительности для еженедельной потери веса. Это переменная, которую вы хотите улучшить и контролировать.
Самое главное, у вас есть что-то измеримое. Это показатель эффективности. Вам понадобится процесс потери веса, чтобы получить измеримый результат, которого вы желаете.
Это показатель эффективности. Вам понадобится процесс потери веса, чтобы получить измеримый результат, которого вы желаете.
Сказал Друкер: «Продумать надлежащее измерение само по себе является политическим решением и, следовательно, очень рискованным. Измерения или, по крайней мере, критерии суждения и оценки определяют, что мы подразумеваем под производительностью».
Опять же, вы установили стандартный или целевой уровень производительности. Кроме того, вы также установили единицу измерения , которая работает — фунты — это мера веса.
Короче говоря, вы устанавливаете реалистичные ожидания, которые можно измерить.Нет пуха. Вы либо худеете, либо нет.
Хорошо, что за шаг второй?
Вы должны решить, как вы собираетесь непрерывно собирать информацию об измерениях . Каков ваш механизм для этого?
Вы покупаете или используете весы. Джозеф Джуран назвал это датчиком . Короче говоря, вам нужен способ сбора информации о вашей производительности. Как еще вы можете контролировать или отслеживать, добиваетесь ли вы успеха?
Как еще вы можете контролировать или отслеживать, добиваетесь ли вы успеха?
На данный момент вы сделали два шага, а именно установили реалистичное ожидание, которое поддается измерению, и придумали способ непрерывного сбора измерительной информации.Звучит неплохо. Вы согласны?
Запомните первые два шага! Теперь это легко. Но по мере нашего продвижения становится все труднее.
Третий шаг…
Разработайте свою стратегию и тактику для достижения ожидаемого результата , т. е. потери трех фунтов. в неделю.
Стратегию можно определить как что делать план достижения желаемого результата (три фунта в неделю).
Ваша стратегия, вероятно, будет звучать примерно так: «Я буду больше тренироваться и меньше есть.
Но это расплывчатое и общее утверждение. Действительно бессмысленное с точки зрения действия. Оно не говорит ничего конкретного. В лучшем случае это можно назвать добрым намерением.
Оно говорит вам, что вы хотите сделать. большое, но — оно не говорит вам, как это сделать. план, вероятно, будет представлен в виде списка, который, вероятно, будет выглядеть следующим образом:
большое, но — оно не говорит вам, как это сделать. план, вероятно, будет представлен в виде списка, который, вероятно, будет выглядеть следующим образом:
- Я буду ходить в спортзал четыре раза в неделю по два часа или больше.
- Я буду есть предписанную диету
Действительно, вы можете очень конкретно указать свой режим упражнений, то есть предоставить подробную информацию о конкретных упражнениях, которые вы будете выполнять. И вы, вероятно, выберете ежедневную диету, рекомендованную множеством экспертов.
Пока все хорошо? Теперь у вас есть стратегия 90 119 и тактика 90 120 для достижения желаемого результата — трех фунтов. в неделю. Это ваша цель.
ОК! Мы перейдем к четвертому шагу…
Проверьте свое понимание этого процесса. Предположим, вы придерживаетесь своей стратегии и тактического плана. Прошло семь дней.
Что дальше? Через первую неделю вы получите весы и запишите свой вес.
Вы хотите знать, работает ли программа? Вы хотите знать, окупаются ли ваша стратегия и тактика.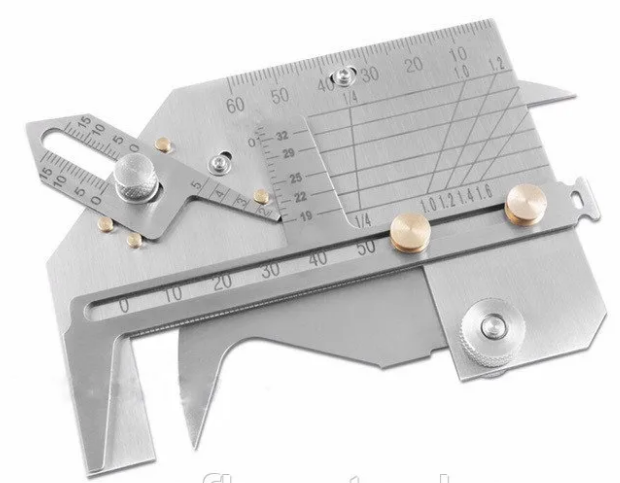
Давайте скажем более высокопарно. Вы хотите контролировать и отслеживать обратную связь по фактическим результатам . Это причудливый способ сказать: я буду взвешиваться на весах каждую неделю.
Последний шаг…
Вы сравниваете фактических результатов с ожидаемыми результатами . И вы готовы предпринять корректирующие действия в случае расхождения между фактическими и ожидаемыми результатами.
О боже! Вы прекрасно следовали стратегическому и тактическому плану. Но, к сожалению, вы потеряли всего один фунт.
Что теперь делать? Каковы ваши варианты?
Ну, можешь подождать еще недельку. Это жизнеспособный вариант.Или вы можете изменить свою стратегию и сопутствующий план работы.
Или вы можете понизить целевой уровень или стандарт производительности.
Рано или поздно — если вы подождете еще неделю — вам придется изменить свою стратегию/тактический план работы или понизить свои ожидания.
Если вы измените свою стратегию/тактический план работы, вы можете изменить количество дней, в течение которых вы тренируетесь, ваши конкретные упражнения, время, затрачиваемое на упражнения, и ваш план диеты. И тогда вы начнете процедуру, только что изложенную, сначала.
Теперь мы можем ввести взаимозаменяемых слов для обозначения стандартного/целевого уровня производительности/ожиданий, а именно: желаемый результат, прогнозируемый результат, желаемый результат, ожидаемый результат и некоторые другие, которые время от времени возникают. Все они означают одно и то же.
Давайте рассмотрим…
Мы начали с пяти шагов или основных функций, необходимых для управления любым процессом. Для начала мы представили концепцию установления стандартов или целевых уровней производительности.
Вашей целью было сбросить три фунта. в неделю. Это можно назвать вашим ожиданием, вашим желаемым результатом, вашим желаемым результатом и так далее.
Мы указали, что важно выбрать измеримый результат работы … и такой, который можно было бы зафиксировать с помощью измерительного устройства (в данном случае весов).
Мы приступили к разработке вашей стратегии и тактики похудения. Ага! Затем вы сравнивали «отзывы с фактическими результатами.То есть вы взвешивались (используя весы), чтобы сравнить фактическую потерю веса с вашей количественной целью в три фунта в неделю.
Мы назвали этот шаг «сравнением фактических показателей с целевыми». общие действия, доступные в случае значительного отклонения между фактическими и прогнозируемыми результатами
Вы можете понизить свою цель или изменить свою стратегию и тактику на ваш выбор
Мы настоятельно рекомендуем вам запомнить пять шагов, связанных с измерением производительности и контроль.Если вы запомните его, вы увидите, как каждый день вписывается в эту структуру.
Давайте добавим некоторые идеи Друкера…
В упрощенном примере с «контролем веса» знать что измерять и как измерять было довольно просто. Но на практике выбранные показатели производительности требуют обдумывания.
Друкер проиллюстрировал тот факт, что выбранное измерение производительности эквивалентно определению правильной проблемы.
Если выбраны неправильные измерения, но достигнуты, реальная проблема не будет решена. Но потребуются годы или даже десятилетия, чтобы понять, что не та проблема решена.
Если правильные измерения выбраны, но не реализованы, можно изменить стратегию и тактику в надежде выполнить выбранные измерения.
При наличии правильных измерений не требуется много времени, чтобы оценить, работают ли стратегия и тактика.
Повторяю: Измерение производительности в примере контроля веса напрашивается само собой.Но в большинстве случаев выбор показателя производительности более сложен. (В последующих статьях будет рассмотрена проблема определения проблемы с помощью показателей эффективности)
Ваше домашнее задание…
Оцените предложенный правительством план здравоохранения, используя только что изложенную стратегическую структуру. В частности, обсудите, какие показатели используются и являются ли они правильными показателями.
Далее объясните стратегии и тактики, которые правительство планирует использовать для достижения желаемых результатов. Подробно опишите, как правительство будет постоянно контролировать или отслеживать результаты. Разработайте инфраструктуру, которая будет создана для принятия корректирующих мер, если действительно возникнут отклонения между фактическими и прогнозируемыми результатами.
Подробно опишите, как правительство будет постоянно контролировать или отслеживать результаты. Разработайте инфраструктуру, которая будет создана для принятия корректирующих мер, если действительно возникнут отклонения между фактическими и прогнозируемыми результатами.
Шучу. Мы надеемся, что подобные вопросы вскоре будут заданы по всей Америке и нашим представителям в Конгрессе.
К сожалению, на данный момент никто в правительстве не ответил на эти вопросы. Возможно, вы поделитесь с нами своими мыслями.
Управление измерениями | The Economist
УПРАВЛЕНИЕ — одна из самых успешных отраслей прошлого века. В 1914 году это был всего лишь младенец. Гарвардской школе бизнеса (HBS) было всего шесть лет. Литература по менеджменту состояла из «Принципов научного менеджмента» Фредерика Тейлора (1911) и нескольких других отрывков.Сегодня это горластый взрослый. Четверть американских аспирантов изучают бизнес. Некоторые из самых прибыльных предприятий мира торгуют современным эквивалентом «Принципов» Тейлора.
Литература по менеджменту состояла из «Принципов научного менеджмента» Фредерика Тейлора (1911) и нескольких других отрывков.Сегодня это горластый взрослый. Четверть американских аспирантов изучают бизнес. Некоторые из самых прибыльных предприятий мира торгуют современным эквивалентом «Принципов» Тейлора.
Но заслуживает ли руководство своего нынешнего высокого статуса? Или это просто жаргонная уловка? В скептиках недостатка нет. Мэтью Стюарт, бывший консультант по менеджменту, написал книгу «Миф об менеджменте». Филип Делвес Бротон, выпускник HBS, называет своих коллег по программе MBA «мастерами апокалипсиса».Этот обозреватель стал соавтором книги о гуру менеджмента под названием «Знахари». Другие критики утверждают, что не существует такого понятия, как «хороший менеджмент» — все зависит от контекста — или что невозможно измерить, насколько велика разница в чем-то столь туманном, как менеджмент.
За последнее десятилетие группа экономистов, включая Николаса Блума из Стэнфордского университета и Джона Ван Ринена из Лондонской школы экономики, пыталась внести некоторую строгость в этот аргумент. Они сосредоточились на трех общепринятых методах управления — установлении целей, вознаграждении за работу и измерении результатов — и изучили работу более 10 000 организаций в 20 странах с точки зрения того, насколько хорошо они применяют эти методы.Они наняли около 150 исследователей и использовали строгие эконометрические методы, чтобы гарантировать надежность своих результатов. Их изучение все еще продолжается. Но тем не менее она обещает быть не чем иным, как Книгой судного дня эпохи менеджмента.
Они сосредоточились на трех общепринятых методах управления — установлении целей, вознаграждении за работу и измерении результатов — и изучили работу более 10 000 организаций в 20 странах с точки зрения того, насколько хорошо они применяют эти методы.Они наняли около 150 исследователей и использовали строгие эконометрические методы, чтобы гарантировать надежность своих результатов. Их изучение все еще продолжается. Но тем не менее она обещает быть не чем иным, как Книгой судного дня эпохи менеджмента.
Экономисты пришли к выводу, что хорошее управление действительно тесно связано с улучшением корпоративной деятельности, измеряемой с точки зрения производительности, прибыльности, роста и выживания. Хороший менеджмент больше похож на технологию, чем просто на приспособление к обстоятельствам.Определенные успешные методы управления могут быть применены ко многим лошадям на многих курсах. Некоторые из них вечны, например вознаграждение за заслуги. Некоторые из них являются подлинными инновациями, например, движение за качество, основанное У. Эдвардсом Демингом после Второй мировой войны.
Эдвардсом Демингом после Второй мировой войны.
В некоторых отношениях выводы господ Блум и компании подтверждают общепринятое мнение. В Америке компании с лучшим управлением в целом, за ними следуют такие страны, как Германия и Япония. Отстающие из богатых стран, такие как Португалия и Греция, а также крупные развивающиеся рынки имеют длинный хвост плохо управляемых фирм.Крупные транснациональные корпорации имеют самые высокие управленческие оценки, а организации и фирмы государственного сектора, которыми руководят их основатели или их потомки, — самые низкие.
Тем не менее, исследователи представили некоторые точные цифры для этих распространенных предположений: по их оценкам, на руководство приходится примерно четверть 30-процентного разрыва в производительности между Америкой и Европой; поэтому пророкам гибели Америки нужно считаться с размером ее управленческого превосходства. Они обнаружили, что хвост плохо управляемых фирм Китая намного короче, чем у Индии или Бразилии. Ненормально большое количество плохо управляемых компаний в Великобритании отчасти является результатом ее традиции первородства.
Ненормально большое количество плохо управляемых компаний в Великобритании отчасти является результатом ее традиции первородства.
Результаты были подвергнуты двум экспериментам. Первая была случайной: когда разразился финансовый кризис 2007–2008 годов, в наиболее пострадавших отраслях те предприятия, которые должным образом внедрили «правильные» методы управления, действительно добились лучших результатов, чем остальные. Второй случай был преднамеренным: экономисты давали бесплатные советы по управлению случайно выбранной группе индийских текстильных фабрик и сравнивали их показатели с показателями ряда контрольных предприятий.Год спустя те, кто следовал их советам, улучшили свою относительную производительность на 17%.
Исследователи также воспользовались гигантским обзором, проведенным Бюро переписи населения США в отношении методов управления на более чем 30 000 американских фабрик. Они снова обнаружили, что три выбранных ими метода управления тесно связаны с превосходной производительностью. Они обнаружили, что компании на Юге и Среднем Западе управляются лучше, чем на Западе и Северо-Востоке. Они также обнаружили, что американское управление заметно улучшилось в период с 2005 по 2010 год, особенно в области сбора и анализа данных.
Они обнаружили, что компании на Юге и Среднем Западе управляются лучше, чем на Западе и Северо-Востоке. Они также обнаружили, что американское управление заметно улучшилось в период с 2005 по 2010 год, особенно в области сбора и анализа данных.
Почему хорошие методы управления распространяются в одних областях, а не в других? У экономистов есть простой ответ: качество управления, по-видимому, явно связано с конкурентоспособностью рынков, на которых работает бизнес. Вот почему американские фирмы особенно хорошо управляются: конкурентный деловой климат в стране вытесняет плохо работающие фирмы и вознаграждает хорошо работающие фирмы. — беговые. Транснациональные корпорации, которым приходится справляться с широким кругом конкурентов, как правило, хорошо управляются; фирмы государственного сектора и семейные фирмы с сильной политической защитой этого не делают.
Суд и откровение
Несколько предостережений. Возможно, господа Блум и компания поторопились отказаться от идеи приспособить принципы управления к обстоятельствам. Например, необдуманное внедрение системы оплаты труда в зависимости от результатов работы может привести к обратным результатам в отраслях, основанных на творчестве и инновациях — одних из самых динамичных составляющих современной экономики. Постоянно появляются новые принципы управления; некоторые из них могут оказаться более важными, чем те три, на которых исследователи основывают свои исследования.
Например, необдуманное внедрение системы оплаты труда в зависимости от результатов работы может привести к обратным результатам в отраслях, основанных на творчестве и инновациях — одних из самых динамичных составляющих современной экономики. Постоянно появляются новые принципы управления; некоторые из них могут оказаться более важными, чем те три, на которых исследователи основывают свои исследования.
Тем не менее, важность этой работы нельзя недооценивать. В настоящее время существуют убедительные доказательства того, что существует совокупность методов управления, которые тесно связаны с повышением производительности, независимо от времени и места. Это орган, который можно расширить за счет добавления новых идей, таких как, скажем, бережливое производство или всеобщее управление качеством, но его основные принципы явно выдержали испытание временем.
Economist.com/blogs/schumpeter
Эта статья была опубликована в разделе «Бизнес» печатного издания под заголовком «Управление измерениями»
Расходомерный регулирующий клапан экономит энергию | azbil techne – примеры НИОКР | Исследования и разработки | О группе азбил
Моторизованный регулирующий клапан ACTIVAL+™ с функциями измерения расхода и управления
В 2009 году компания Azbil разработала моторизованный регулирующий клапан ACTIVAL+™ с функциями измерения расхода и управления для использования в системах кондиционирования воздуха в зданиях. В отличие от обычных регулирующих клапанов, которые могут регулировать только степень открытия, ACTIVAL+, имеющий функцию измерения расхода, встроенную в его компактный корпус, может регулировать расход охлажденной или горячей воды в зависимости от характеристик змеевика (теплообменника). ) системы кондиционирования. ACTIVAL+ высоко ценится за способность экономить энергию и визуализировать потребление энергии кондиционированием воздуха в здании.
В отличие от обычных регулирующих клапанов, которые могут регулировать только степень открытия, ACTIVAL+, имеющий функцию измерения расхода, встроенную в его компактный корпус, может регулировать расход охлажденной или горячей воды в зависимости от характеристик змеевика (теплообменника). ) системы кондиционирования. ACTIVAL+ высоко ценится за способность экономить энергию и визуализировать потребление энергии кондиционированием воздуха в здании.
История и потребности
Чрезмерный расход, превышающий возможности теплообменника, вызывает проблемы.
Усилия по энергосбережению предпринимаются во многих различных областях. Дальнейшее энергосбережение особенно необходимо в деловом секторе, где офисные здания, коммерческие здания, больницы и школы потребляют большое количество энергии.
Azbil сосредоточил свое внимание на сохранении энергии, используемой для транспорта в системах кондиционирования воздуха зданий. В системе кондиционирования воздуха в здании циркулирует вода, охлажденная чиллерами, или горячая вода, нагретая котлами, вырабатывается холодный воздух или теплый воздух с помощью змеевика (теплообменника) с использованием охлажденной или горячей воды, и подается воздух на каждый этаж или зону. Было указано, что производительность теплообменника стабилизируется после определенного расхода из-за характера змеевиков, и что расход сверх этого расхода тратится впустую (рис. 1).
Было указано, что производительность теплообменника стабилизируется после определенного расхода из-за характера змеевиков, и что расход сверх этого расхода тратится впустую (рис. 1).
Хотя точное управление расходом охлажденной или горячей воды в соответствии с характеристиками змеевика является идеальным, обычные клапаны могут регулировать степень открытия клапана, но не могут напрямую регулировать расход. Конечно, расходомер можно добавить к каждому агрегату для лучшего контроля расхода, но в этом случае потребуется более длинная труба, что приведет к проблемам с местом для установки и увеличению затрат.
Для решения этих проблем компания Azbil разработала ACTIVAL+ для измерения и контроля скорости потока с высокой точностью (рис. 2). Одной из особенностей этого продукта является компактная интеграция клапана, привода и функции управления измерением расхода.
Рис. 1. Конфигурация центральной системы кондиционирования воздуха (слева) и график теплообменной мощности змеевика агрегата (справа)
Компания Azbil также разработала модель ACTIVAL большого диаметра (справа) для систем кондиционирования воздуха большой мощности. Также доступен дополнительный дисплей, который показывает скорость потока и открытое положение клапана.
Также доступен дополнительный дисплей, который показывает скорость потока и открытое положение клапана.
Ключевые инновации
Реализация высокоточного измерения перепада давления во всем диапазоне положений открытия клапана
Среди множества различных методов измерения, используемых расходомерами, ACTIVAL+ использует метод дифференциального давления. Принцип этого метода заключается в следующем: когда перфорированную пластину (отверстие) помещают внутрь трубы, ориентированной перпендикулярно потоку, давление за отверстием становится ниже, чем перед ним.Расход можно рассчитать по разности, используя принцип Бернулли.
При разработке ACTIVAL+ компания Azbil поставила перед собой цель включить функцию измерения расхода без изменения размера клапана, поэтому решила использовать разницу давлений до и после плунжера, который регулирует расход. Попутно мы решили следующие три технические задачи.
1. Надежное измерение давления перед плунжером. 2. Надежное измерение давления после плунжера.3. Точное определение свойств потока, меняющихся в зависимости от положения пробки (степени открытия).
2. Надежное измерение давления после плунжера.3. Точное определение свойств потока, меняющихся в зависимости от положения пробки (степени открытия).
- Измерение давления перед заглушкой
Непрямая труба, такая как колено или переходник, может быть установлена рядом с клапаном из-за расположения трубопровода системы кондиционирования воздуха в здании. Мы проверили эффект этого с помощью вычислительная гидродинамика [*1] и обнаружили, среди прочего, что изменение давления примерно до 4 кПа происходит на входе клапана, если колено 90 градусов подсоединяется непосредственно перед клапаном (рис.3).
[*1] То есть решение уравнений жидкости для расчета состояния потока в определенном пространстве с помощью компьютера.
Рис. 3. Измерение давления на входе
Для расходомеров общего назначения требуется предшествующая прямая труба, длина которой в пять раз превышает диаметр трубы, чтобы устранить последствия неравномерного потока, вызванные коленом или другим компонентом, расположенным выше по потоку.
Однако такая длинная труба накладывает ограничения на установку и т. д. Мы пришли к выводу, что высокоточные измерения должны быть возможны без регулировки расхода, если давление усредняется в нескольких точках внутри трубы.Соответственно, мы приняли конструкцию клапана с четырьмя портами для измерения давления. Порты соединены внутри, и рассчитывается среднее их давлений, а не только давление на входе клапана (рис. 4).Мы создали тестовый клапан с такой конструкцией и сравнили расход с прямой трубой и коленом. Поскольку погрешность измерения составляла 0,7 % или менее, эта структура оказалась эффективной.
Рис. 4.Структура компонента измерения давления перед входом
- Измерение давления после плунжера
Поскольку расход через клапан изменяется в зависимости от степени открытия, мы использовали вычислительная гидродинамика для проверки потока внутри клапана при изменении величины хода (рис. 5). В результате за пробкой мы обнаружили зону мертвой воды, в которой давление не зависит от потока даже при изменении степени открытия.
Мы сосредоточили наше внимание на этой точке, так как это место, где можно надежно измерить давление после плунжера.Рис. 5. Измерение давления на выходе
- Таблица Cvv в зависимости от степени открытия клапана
Размер (открытая площадь) отверстия не изменяется в обычных расходомерах дифференциального давления. Однако она эффективно изменяется в зависимости от степени открытия, если плунжер клапана рассматривается как отверстие. Таким образом, даже если перепад давления можно измерить, его нельзя напрямую преобразовать в расход.
Размер (открытая площадь) отверстия не изменяется в обычных расходомерах дифференциального давления. Однако она эффективно изменяется в зависимости от степени открытия, если плунжер клапана рассматривается как отверстие. Таким образом, даже если перепад давления можно измерить, его нельзя напрямую преобразовать в расход.
Рисунок 6. Обзор алгоритма измерения расхода, используемого ACTIVAL+
Кроме того, различия в размерах и сборке деталей влияют на Cvv и, следовательно, на точность измерения расхода.
Чтобы обеспечить постоянную высокую точность измерения расхода, Azbil проводит проверку расхода перед отправкой продукта, чтобы компенсировать эти отклонения и гарантировать точность.Применяя все эти методы, мы сделали возможным высокоточное измерение расхода во всем диапазоне открытия клапана без увеличения размера изделия по сравнению с обычным регулирующим клапаном.
Итоги и перспективы на будущее
Демонстрация энергоэффективности насоса холодной/горячей воды в офисном здании Azbil
Компания Azbil установила систему, использующую ACTIVAL+, в оборудование HVAC в Технологическом центре Фудзисава (в городе Фудзисава в префектуре Канагава) в качестве эксперимента для проверки эффективности энергосбережения.
Максимальная производительность теплообменника на объекте составляет около 80 литров в минуту. Однако более 100 литров охлажденной или горячей воды могли бы проходить каждую минуту, если бы скорость потока регулировалась только степенью открытия, что приводило бы к потере потока.
Мы использовали ACTIVAL+ в этой системе, установив 80 литров в минуту в качестве верхнего предела для эксперимента, и успешно снизили потребление мощности насоса охлажденной/горячей воды на 8 % при нагреве и на 12 % при охлаждении, поскольку в этом больше не было необходимости. для подачи охлажденной/горячей воды сверх производительности змеевика (рис.7).
Рис. 7. Результат эксперимента по энергосбережению в офисном здании Fujisawa Technology Center компании Azbil с использованием ACTIVAL+
Этот эксперимент показывает, что можно автоматически экономить энергию, просто устанавливая максимальный расход в зависимости от мощности змеевика и визуализируя потребление энергии с помощью установки ACTIVAL+. ACTIVAL+ можно установить в том же пространстве, что и обычный клапан, а затраты на установку можно окупить за счет энергосбережения.По этим причинам ACTIVAL+ высоко ценится офисами, занимающимися проектированием систем кондиционирования воздуха, производителями оборудования HVAC и другими пользователями.
ACTIVAL+ получил в 2015 году награду в области технологий от Общества инженеров по приборам и системам управления за свою оригинальность. Используя измерения и контроль в качестве своих сильных сторон, Azbil разрабатывает и предлагает решения с высокой добавленной стоимостью, отвечающие потребностям энергосбережения.
*Обработка продуктов и услуг, описанных в «azbil techne», может различаться в зависимости от страны или региона.
Дополнительная информация
Моторизованный регулирующий клапан ACTIVAL+™ с функциями измерения расхода и управления
 Однако такая длинная труба накладывает ограничения на установку и т. д. Мы пришли к выводу, что высокоточные измерения должны быть возможны без регулировки расхода, если давление усредняется в нескольких точках внутри трубы.Соответственно, мы приняли конструкцию клапана с четырьмя портами для измерения давления. Порты соединены внутри, и рассчитывается среднее их давлений, а не только давление на входе клапана (рис. 4).
Однако такая длинная труба накладывает ограничения на установку и т. д. Мы пришли к выводу, что высокоточные измерения должны быть возможны без регулировки расхода, если давление усредняется в нескольких точках внутри трубы.Соответственно, мы приняли конструкцию клапана с четырьмя портами для измерения давления. Порты соединены внутри, и рассчитывается среднее их давлений, а не только давление на входе клапана (рис. 4). Мы сосредоточили наше внимание на этой точке, так как это место, где можно надежно измерить давление после плунжера.
Мы сосредоточили наше внимание на этой точке, так как это место, где можно надежно измерить давление после плунжера. Чтобы обеспечить постоянную высокую точность измерения расхода, Azbil проводит проверку расхода перед отправкой продукта, чтобы компенсировать эти отклонения и гарантировать точность.
Чтобы обеспечить постоянную высокую точность измерения расхода, Azbil проводит проверку расхода перед отправкой продукта, чтобы компенсировать эти отклонения и гарантировать точность.

Системы управления | Инструменты PCE
| |
Интервал калибровки: для выполнения правильных измерений устройства необходимо регулярно калибровать. Этот период времени называется интервалом калибровки. Точно определить этот период сложно, но следует учитывать следующие факторы:
• Измеряемая величина и допустимый предел допуска
• Характеристики измерительных приборов
• Частота использования
• Условия эксплуатации
• Стабильность предыдущих калибровок
• Точность измерения требуется
• Определяющие факторы систем контроля качества, используемых компаниями
Это означает, что пользователь несет ответственность за проверку и контроль интервала между калибровками. Мы рекомендуем, чтобы этот внутренний интервал между калибровками составлял от 1 до 3 лет.
Мы рекомендуем, чтобы этот внутренний интервал между калибровками составлял от 1 до 3 лет.
Сертификат соответствия: Сертификат проверки, выданный Центром проверки.
Сертификация в соответствии с DIN EN ISO 9001: сертификация показывает, что компания соответствует всем требованиям системы управления качеством в соответствии со стандартами DIN EN ISO 9001. после общения с соответствующими органами можно получить сертификат в соответствии со стандартом системы менеджмента качества DIN EN ISO 9001.
Сертификат проверки: Сертификат производителя, подтверждающий, что приборы соответствуют всем техническим характеристикам (технический паспорт).
Контрольно-измерительные приборы: они охватывают все счетчики, устройства визуального отображения и эталоны, которые используются при разработке и производстве продукта для целей измерения качественной релевантности. (Производители счетчиков).
Перейти наверх
Декларация о соответствии: декларация о соответствии подтверждает, что продукт соответствует директивам ЕС.
Цифровые интерфейсы: Для подключения к ПК или счетчику (SPS). Позволяет передавать значения измерений в цифровом виде для дальнейшего анализа или настраивать счетчики через ПК. Некоторые примеры: RS485, RS232, Profibus DP.
Дисплей: отображает физические, химические и биологические величины.
Диапазон отображения: максимальное и минимальное значения, которые могут быть отображены.
Перейти наверх
Заводская сертификация: сертификация производителя, подтверждающая, что прибор соответствует всем техническим характеристикам (технический паспорт).
Сертификат заводской калибровки: Сертификаты заводской калибровки выдаются вместе со стандартами, подлежащими регулярному контролю, или калибровочными приборами. Прослеживаемость используемых стандартов обеспечивается благодаря регулярному контролю калибровочных инструментов. Счетчики регулируются с помощью контрольно-калибровочных устройств.
Счетчики регулируются с помощью контрольно-калибровочных устройств.
Перейти наверх
Индикация перегрузки: отображается на дисплее счетчиков (OL) при превышении минимальной или максимальной нагрузки.эта перегрузка может повредить счетчики.
Интерфейс: Порт подключения для подключения счетчиков к компьютеру для передачи измеренных значений.
ISO 9000: Система контроля качества (DIN) для контроля качества в компании.
Пылевлагозащита (ip): чем выше число, тем лучше защищен от пыли и воды корпус счетчика. IP 54 является стандартным. Вы можете увидеть таблицу с типом защиты счетчиков.
Перейти наверх
ЖК-дисплей (жидкокристаллический дисплей): термин, используемый для обозначения типа дисплея, который включает в себя жидкокристаллический дисплей и не имеет собственной подсветки.
Светодиодный дисплей (светоизлучающий диод): использует свет, излучаемый светодиодами, для отображения значений или индикаторов.
volver al principio
Логический ноль: Сигналы тока и напряжения в системах управления, в которых наименьшее значение не равно нулю, но имеет логический ноль. Хорошо известным примером является сигнал 4-20 мА. При передаче этого сигнала он не должен быть ниже 4 мА. Сигнал с логическим нулем имеет два преимущества: с одной стороны, он может обнаружить и показать ошибку, а с другой стороны, датчик может использовать этот сигнал как источник питания.
Контурная система: управление входным сигналом, который посредством отклика может замыкать одну цепь, называется контурной системой.
Перейти наверх
Отклонение измерения: Отклонение отображаемого значения по отношению к реальному значению измерения.
Частота измерений: количество измерений, которые устройство выполняет за определенный интервал времени.
Неопределенность измерения: Указывает диапазон, в котором находится реальное измеренное значение.
Диапазон измерения: Диапазон, используемый в метрах. Когда превышены как верхний, так и нижний пределы, есть значения измерения.
Перейти наверх
Превышение колебаний: Внезапное изменение входного сигнала, которое всегда приводит к тому, что обратное регулирование превышает выходной сигнал до достижения желаемого значения. Этот процесс называется переколебанием.
Перейти наверх
Profibus DP: для управления датчиками и исполнительными механизмами и консультации с ними.
Перейти наверх
Интерфейс RS-232: см. «Порт подключения».
Повторная калибровка: периодическое измерение метода измерения или контроля для проверки его корректировки. Партнеры по поверке счетчиков.
Повторяемость: (стандартное отклонение) совпадение повторных измерений в одних и тех же условиях.
Разрешение: Наименьшее разделение по величине, которое может обнаружить измеритель, также известное как цифра.
Регулятор: Блок управления входным сигналом, который зависит от выходного сигнала.
вольвер аль принцип
Время отклика: интервал времени с момента подключения величины к измерителю до момента отображения этого значения.
Время отклика: это время, необходимое контроллеру, чтобы ввести выходную величину в пределах установленной величины.
Перейти наверх
Масштаб: Преобразование стандартного сигнала в физическую величину называется масштабом.
Преобразователи сигналов: Устройство для преобразования физических, химических или биологических величин в стандартный электрический сигнал.
Стандартный сигнал: Стандартный электрический сигнал в системах управления для передачи значений физических, химических или биологических измерений, т. е. 4–20 мА.
е. 4–20 мА.
Сенсоры: Устройство для преобразования физических, химических или биологических величин в электрическую величину для обнаружения электронными регуляторами.
Перейти наверх
Термическое воздействие: Это физически связано и может быть исправлено только с помощью встроенных компенсаторов.Одни счетчики имеют автоматическую температурную компенсацию, другие – механическую. Механическая компенсация показывает текущую температуру, например, с помощью регулировочного колеса или дисплея.
Прослеживаемость: Эта концепция описывает процесс посредством измеренного значения, которое можно сравнить с национальным эталоном величины. Благодаря контракту с «CEM» и стандарту DIN EN 45001 нет необходимости показывать возвратность.
Допуск измерительного устройства: каждое устройство имеет указанную устойчивость к физическим условиям.допуск определяет максимально допустимое отклонение.
Сумматор: Эта функция позволяет интегрировать значения измерений во времени.
Перейти наверх
UKAS: Служба аккредитации Соединенного Королевства является единственным национальным органом по аккредитации, признанным правительством для оценки на соответствие согласованным на международном уровне стандартам организаций, предоставляющих услуги по сертификации, испытаниям, инспекции и калибровке. Испытательные лаборатории, Калибровочные лаборатории, Органы по сертификации, Инспекционные органы, Провайдеры проверки квалификации, Производители стандартных образцов, Медицинские лаборатории (официальный сайт UKAS)
Перейти наверх
Валидация: документ, демонстрирующий, что процесс больше подходит для выполнения тарирования.
Перейти наверх
Последнее примечание:
Представленная здесь информация может быть неполной или точной.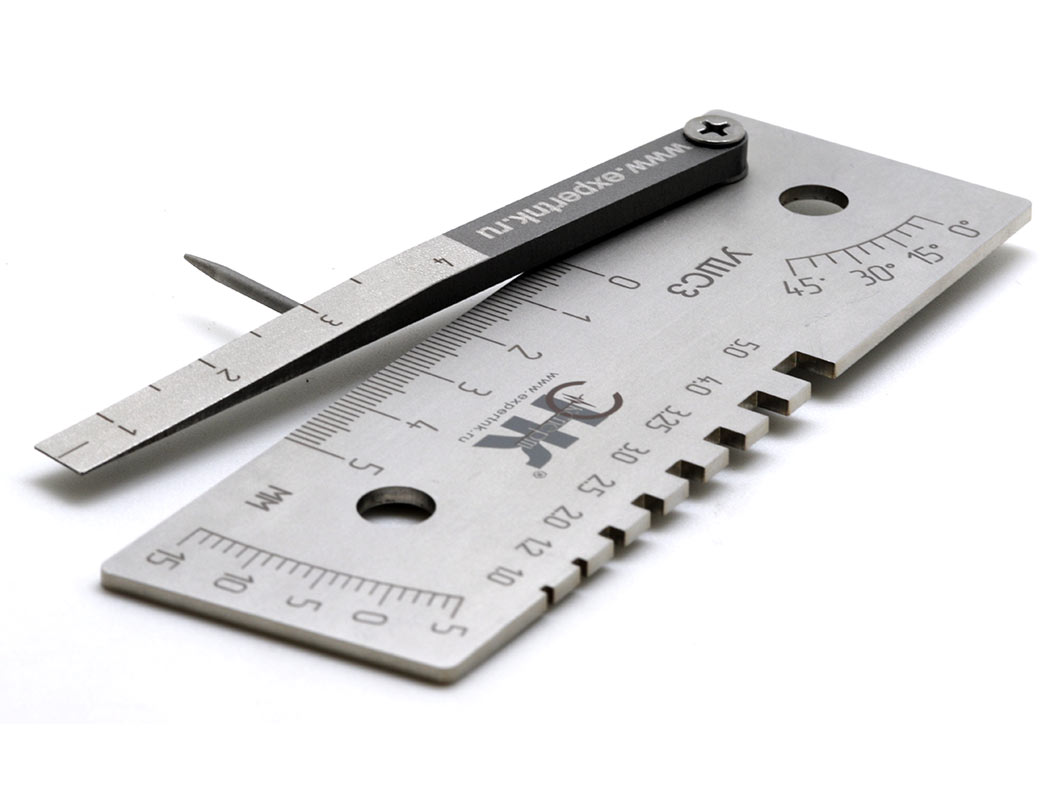 Он предоставляется просто как руководство по эксплуатации измерительного оборудования. Страницы в домене www.industrial-needs.com являются собственностью PCE Instruments (©), Германия.
Он предоставляется просто как руководство по эксплуатации измерительного оборудования. Страницы в домене www.industrial-needs.com являются собственностью PCE Instruments (©), Германия.
4 шага к измерению эффективности средств контроля с помощью количественной оценки кибер-рисков
Иногда я сталкиваюсь с поклонниками количественной оценки рисков, которые увлечены процессом, но просто не знают, с чего начать.Но концептуально в модели FAIR количественный анализ рисков представляет собой простой и логичный процесс, а платформа RiskLens автоматизирует сложность и масштаб, которые могут сделать количественную оценку рисков на уровне предприятия сложной и трудоемкой.
Здесь я разбил процесс на четыре простых шага, чтобы проанализировать вопрос, с которым столкнется любая организация: инвестировать в средства контроля или нет (в данном случае шифрование для базы данных PII). Попробуйте это, и вы будете на пути к регулярному принятию обоснованных решений с учетом рисков, позволяющих эффективно управлять ограниченными ресурсами вашей организации.
Чтобы начать оценку инвестиций в средства контроля, вы должны сначала понять текущую подверженность риску, связанному со сценарием без средств контроля. Например, если целью анализа является оценка снижения риска, связанного с шифрованием базы данных, содержащей персональные данные клиентов, первым шагом будет оценка степени риска, связанного со взломом указанной базы данных в ее текущем состоянии. Анализ подверженности риску текущего состояния включает в себя четырехэтапный процесс:
- Объем сценария
- Сбор данных
- Запуск анализа, вопросы и ответы по результатам, уточнение оценок
- Сообщить о результатах
Подробнее см. в разделе Процесс анализа рисков в RiskLens.
2. Сопоставьте рассматриваемый элемент управления с моделью FAIR После того, как вы поймете подверженность риску текущего состояния, вы сможете оценить, как рассматриваемый вами элемент управления повлияет на анализ. Обычно люди связывают средства контроля с уязвимостью и силой сопротивления и предполагают, что их единственное преимущество заключается в предотвращении возникновения события потери, однако, используя модель FAIR, существует четыре основных категории средств контроля:
Обычно люди связывают средства контроля с уязвимостью и силой сопротивления и предполагают, что их единственное преимущество заключается в предотвращении возникновения события потери, однако, используя модель FAIR, существует четыре основных категории средств контроля:
- Избегание
- Сдерживание
- Сопротивление
- Отзывчивый
Каждая из вышеперечисленных категорий соответствует разным областям модели и по-разному влияет на анализ.
Дополнительные сведения см. в разделе Как моделировать элементы управления в анализе FAIR.
В приведенном выше примере шифрование будет смоделировано как адаптивный элемент управления, поскольку оно изменяет потенциальные потери, которые вы можете понести в результате события.
3. Провести анализ будущего состояния, оценив эффективность контроля После сопоставления элемента управления с моделью FAIR следующим шагом будет понимание того, как и в какой степени шифрование конкретно повлияет на подверженность потерям. Учитывая, что шифрование делает информацию практически бесполезной, оно повлияет на частоту вторичных потерь и снизит вероятность дополнительных расходов, таких как уведомление клиентов, штрафы и судебные решения, кредитный мониторинг и ущерб репутации.
Учитывая, что шифрование делает информацию практически бесполезной, оно повлияет на частоту вторичных потерь и снизит вероятность дополнительных расходов, таких как уведомление клиентов, штрафы и судебные решения, кредитный мониторинг и ущерб репутации.
После определения того, как элемент управления повлияет на анализ, вы можете создать версию анализа текущего состояния и оценить будущие потери состояния при наличии элемента управления.
4. Сравните текущее состояние с будущим состоянием, чтобы выполнить анализ затрат и результатовВыполнив оба анализа, вы сможете увидеть как текущую подверженность потерям состояния, так и будущую подверженность потерям состояния с учетом улучшения контроля.Это позволяет вам определить снижение подверженности убыткам в годовом исчислении, которое затем можно использовать для проведения анализа затрат и результатов для контрольных инвестиций.
(Вот общий взгляд на результаты анализа RiskLens, сравнивающие текущее состояние слева и различные элементы управления, снижающие подверженность убыткам)
Подробнее: О чем говорят отчеты RiskLens?
.