Распространенные дефекты сварных швов и методы их контроля
Время чтения: ≈12 минут
Не важно, какую технологию вы выбрали для выполнения сварочных работ. Дефекты могут возникнуть в любом случае, что при ручной дуговой сварке, что при сварке под флюсом с применением автоматического сварочного аппарата. Появление дефектов связано либо с неопытностью сварщика, либо с неправильно выбранным режимом сварки, либо с недостаточно тщательным контролем качества.

Поэтому важно предотвращать дефекты и контроль качества сварных соединений должен проводится после выполнения каждой сварочной операции. В этой статье мы подробно расскажем, какие существуют распространенные дефекты сварных швов. И какие методы контроля можно использовать, чтобы обнаружить их.
Содержание статьи
Распространенные дефекты
Любой опытный сварщик скажет вам, что существуют многочисленные виды дефектов сварных швов. Их можно разделить на две категории — наружные и внутренние. Наружные дефекты сварных швов можно обнаружить прямо на поверхности шва с помощью специального инструмента (например, лупы) или хорошего зрения. Внутренние дефекты сварных швов визуально не видны и для их обнаружения нужно использовать особые методики контроля качества. О них мы расскажем ближе к концу. А пока дефекты.

В рамках этой статьи мы не будем перечислять все возможные дефекты, а расскажем только о самых распространенных. Итак, ниже наша краткая классификация дефектов сварных швов.
Непровар
Непровар в сварном шве — один из самых часто встречающихся дефектов у новичков. Представляет собой небольшой участок с недостаточно проваренным металлом. Основные причины образования непроваров — слишком длинная сварочная дуга, недостаточная сила тока или обе ошибки одновременно.
У новичков непровары образуются в том случае, если была выполнена неправильная разделка кромок или если сварка велась слишком быстро. Как не трудно догадаться, чтобы предотвратить непровар сварного шва нужно подобрать оптимальный режим сварки, варить не слишком быстро и на короткой дуге.
Подрез
Если вы когда-либо варили тавровый или нахлесточный шов, то наверняка могли заметить небольшие углубления вдоль сторон сварного валика. Это и есть подрезы. Частая причина образования подрезов — слишком быстрая сварка или неправильно подобранное напряжение сварочной дуги. Также подрезы порой возникают из-за слишком длинной дуги.
Читайте также: Исправление дефектов сварки
Некоторые новички спрашивают: «Допускаются ли подрезы сварных швов?». Да, но только в очень сложных конструкциях, где подрезов не избежать. В подобных ситуациях подрезы называют просто «допустимые дефекты сварных швов». В остальных случаях это недопустимые дефекты.
Наплыв
Наплыв в сварном шве в 95% случаев свидетельствует о том, что вы неправильно настроили режим сварки или недостаточно тщательно зачистили кромки. Очевидно, что для предотвращения образования дефекта нужно правильно настроить силу сварочного тока и немного повысить напряжение дуги.
Прожог
Прожог сварного шва — это сквозное отверстие в сварном соединении, которое вы можете обнаружить невооруженным глазом. Прожоги образуются из-за медленной сварки. В одном месте концентрируется слишком большая температура и металл плавится больше, чем должен. Главная опасность прожогов — существенное снижение прочности шва.
Понизьте сварочный ток и ускорьте формирование шва. Только так вы сможете предотвратить появление прожогов. Уделите особое внимание, если варите алюминий. У него очень высокая теплопроводность, при этом низкая температура плавления. Так что получить прожог на алюминиевой заготовке проще простого.
Кратер
Кратер — это воронка небольшого размера, расположенная прямо на валике шва. Чаще всего в самом его конце. Образуется из-за резкого обрыва дуги. Ведите дугу плавно и оканчивайте сварку постепенно. Если на вашем сварочном аппарате есть специальный режим предотвращения образования кратеров, то включите его.
Горячая или холодная трещина
Трещины в сварных швах — также один из самых часто встречающихся дефектов. Трещины бывают холодными и горячими. Горячие образуются во время сварки, а холодные — после. Горячие трещины образовываются при несовместимости электрода/присадочной проволоки и свариваемого металла. Иногда трещины могут образоваться при попытке заварить кратер, о котором мы говорили выше. Проверяйте, чтобы состав присадочного материала и металла был идентичен.
Читайте также: Способы предотвращения горячих трещин
С холодными трещинами все проще. Они образовываются только в том случае, если шов слишком хрупкий и не выдерживает механической нагрузки. Единственный способ предотвратить появление холодных трещин — соблюдать технологию сварки и работать профессионально. Горячие и холодные трещины могут быть как внутренними (скрытыми от глаз), так и наружными.
Поры
Что такое пора в сварке? Пора (а чаще всего поры) — это небольшие углубления в структуре шва. Могут быть поверхностными или внутренними. Представьте муравейник, который пронизывают множественные ходы. Вот то же самое происходит и со швом. Поры без сомнения можно назвать самым частым дефектом из всех возможных.
Если в ходе процесса образовались поры в сварном шве, значит вы с самого начала все делали неправильно. Скорее всего, вы недостаточно тщательно зачистили кромки и не защитили шов от попадания кислорода. А подобные ошибки совершают только те, кто только-только начал свое знакомство со сваркой. На работайте на сквозняке и проверяйте качество электродов/исправность горелки/исправность системы подачи газа.
Методы контроля качества
Что ж, теперь вы знаете самые распространенные дефекты сварных соединений и причины их возникновения. Теперь давайте поговорим о методах контроля. Мы расскажем вам о самых часто применяемых и эффективных. Это визуально-измерительный контроль, радиационный и ультразвуковой контроль.
Визуально-измерительный контроль
Визуально-измерительный контроль (ВИК) — это самый простой и самый старый способ оценки качества сварного соединения. Из названия понятно, что в ходе этого контроля используется визуальное наблюдение и измерительные приборы. Под визуальным наблюдением подразумевается простой осмотр шва невооруженным глазом или с помощью лупы. В отдельных случаях используют микроскопы. А в качестве измерительных инструментов чаще всего применяют обычные линейки. Это самый доступный и недорогой метод контроля, поскольку инструменты стоят недорого и такому контролю можно обучить самого сварщика, выполняющего работу. Предприятию даже не нужно нанимать отдельных специалистов для проведения этого контроля.

Сейчас в магазинах продаются специальные наборы со всеми необходимыми инструментами и даже подробно инструкцией, как проводить контроль. Вам достаточно один раз прочесть брошюру, все запомнить и вы уже можете провести такой контроль самостоятельно. Но, несмотря на все плюсы, есть у ВИК большой недостаток — значительное влияние человеческого фактора на результат контроля. Вся ответственность ложится на плечи человека. И если он в силу объективных или субъективных причин не сможет выполнить контроль качественно, то есть вероятность брака.
Радиационный контроль
Радиационный контроль (его также называют радиографическим) — очень интересный метод контроля, который основан на применение рентгеновских лучей. Да, как при рентген-диагностике в поликлинике. Деталь повещается в специальный аппарат (или аппарат устанавливается на деталь), затем сквозь металл пропускают рентгеновское излучение и на выходе получают снимок, на котором видны все дефекты сварки. Эта технология наверняка известна вам давно.

Нетрудно догадаться, что подобная диагностика крайне эффективна. На снимке видны малейшие дефекты, которые невозможно обнаружить любым другим способом. Особенно, если снимок выполняется с применением компьютера, на котором потом можно детально рассмотреть все изъяны сварки. Но при работе с рентгенографом необходимо соблюдать повышенную технику безопасности. Частицы радиации могут заражать воздух, из-за чего он становится токопроводимым. А о возможном вреде для здоровья и говорить не приходится. Так что к выполнению радиационного контроля должны быть допущены только хорошо обученные сотрудники.
Ультразвуковой контроль
Ультразвуковая дефектоскопия сварных швов (он же ультразвуковой контроль качества или просто УЗК сварных швов) — метод контроля, который во многом схож с выше описанным радиационным. Только вот вместо рентгеновских лучей здесь используются ультразвуковые волны. Для фиксации результата используется ультразвуковой дефектоскоп для контроля сварных соединений.

Суть его работы проста. На поверхность шва посылаются ультразвуковые волны, которые проходят сквозь металл. Проходят не полностью, часть лучей отражается и возвращается обратно. Если у шва есть какой-либо дефект, то отразившиеся и вернувшиеся назад волны будут ослаблены и искажены. Проще говоря, они будут отличаться от тех, что были пущены вначале проведения контроля. Все эти изменения как раз и фиксирует дефектоскоп.
Читайте также: Неразрушающий контроль сварных соединений
Ультразвуковой контроль используется очень часто. Для его проведения можно установить большой стационарный дефектоскоп в отдельном кабинете, а можно приобрести компактную модель для выездной диагностики. И эта компактная модель сможет дать вполне объективный результата. С помощью дефектоскопа можно не только узнать местонахождение дефекта, но и его размеры. Но нужно учитывать, что дефектоскопы стоят дорого и для работы с ними нужно дополнительно обучать персонал. Или искать специалиста «на стороне».
Вместо заключения
Дефекты сварных швов и соединений бывают разными, но суть всегда одна — они так или иначе нарушают эксплуатационные характеристики готового изделия. Чтобы их избежать необходимо как можно больше практиковаться, правильно настраивать режим сварки и не забывать о контроле качества. Проведение ультразвукового контроля занимает считанные минуты, а в результате вы получаете объективную картину и можете трезво оценить качество своей работы.
Дефекты и контроль качества сварных соединений — Мегаобучалка
К дефектам сварных соединений относятся различные отклонения от установленных норм и технических требований, которые уменьшают прочность и эксплуатационную надежность сварных соединений и могут привести к разрушению всей конструкции.
Наиболее часто встречающиеся дефекты можно разделить на следующие основные группы: дефекты формы и размеров сварных швов; дефекты макро- и микроструктуры; деформации и коробление сварных конструкций.
Дефекты формы и размеров сварных швов
Обычно форма и размеры швов устанавливаются стандартами, правилами и нормами, техническими условиями и указываются на рабочих чертежах. Так, основные типы швов сварных соединений: и их конструктивные элементы при ручной электродуговой сварке регламентированы ГОСТ 5264-69; при автоматической и полуавтоматической сварке под флюсом — ГОСТ 8713-58; для сварных швов, выполненных теми же способами под острым и тупым углом, руководствуются соответственно ГОСТ 11534-65 и ГОСТ 11533-65.
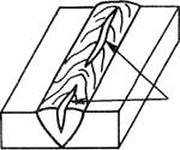
При сварке плавлением наиболее частыми дефектами сварных соединений являются неполномерность шва, неравномерная его ширина и высота (рис. 5), крупная чешуйчатость, бугристость, наличие седловин. При автоматической сварке дефекты возникают вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки из-за люфтов в механизме передвижения, неправильного угла наклона электрода, протекания жидкого металла в зазор. При ручной и полуавтоматической сварках дефекты могут быть вызваны недостаточной квалификацией сварщика, нарушением технологических приемов, плохим качеством электродов и других сварочных материалов.
Рис. 6. Дефекты формы и размеров шва
а — неполномерность шва; б — неравномерность ширины стыкового шва; в — неравномерность по длине катета углового шва; h — требуемая высота усиления шва
Нарушение формы и размеров шва зачастую свидетельствует о наличии таких дефектов, как наплывы (натеки), подрезы, прожоги и незаверенные кратеры.
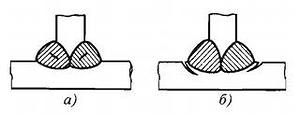
Наплывы (натеки) (рис. 6) образуются чаще всего при сварке горизонтальными швами вертикальных поверхностей в результате натекания жидкого металла на кромки холодного основного металла. Они могут быть местными, в виде отдельных застывших капель, или же иметь значительную протяженность вдоль шва. Причинами возникновения наплывов являются: большая величина сварочного тока, длинная дуга, неправильное положение электрода, большой угол наклона изделия при сварке на подъем и спуск. В кольцевых швах наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто выявляются непровары, трещины и другие дефекты.
Подрезы представляют собой углубления (канавки), образующиеся в основном металле вдоль края шва при завышенном сварочном токе и длинной дуге, так как в этом случае увеличивается ширина шва и сильнее оплавляются кромки. При сварке угловыми швами подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание ее металла на горизонтальную полку. В результате на вертикальной стенке появляются подрезы, а на горизонтальной полке — наплывы. При газовой сварке подрезы образуются из-за повышенной мощности сварочной горелки, а при электрошлаковой — из-за неправильной установки формующих ползунов.
Подрезы приводят к ослаблению сечения основного металла и могут явиться причиной разрушения сварного соединения.
Рис. 7. Наружные дефекты в швах
а — стыковых; б — угловых; 1 — наплыв; 2 — подрез.
Прожоги — это проплавление основного или наплавленного металла с возможным образованием сквозных отверстий. Они возникают вследствие недостаточного притупления кромок, большого зазора между ними, завышенного сварочного тока или мощности горелки при невысоких скоростях сварки. Особенно часто прожоги наблюдаются в процессе сварки тонкого металла и при выполнении первого прохода многослойного шва. Кроме того, прожоги могут иметь место в результате плохого поджатия флюсовой подушки или медной подкладки (автоматическая сварка), а также при увеличении продолжительности сварки, малом усилии сжатия и наличии загрязнений на поверхностях свариваемых деталей или электродах (точечная и шовная контактные сварки).
Незаваренные кратеры образуются в случае резкого обрыва дуги в конце сварки. Они уменьшают сечение шва и могут явиться очагами образования трещин.
Дефекты макроструктуры
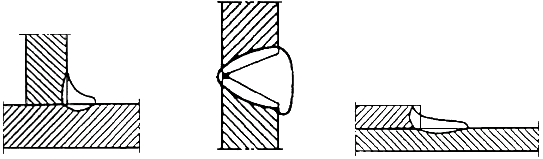
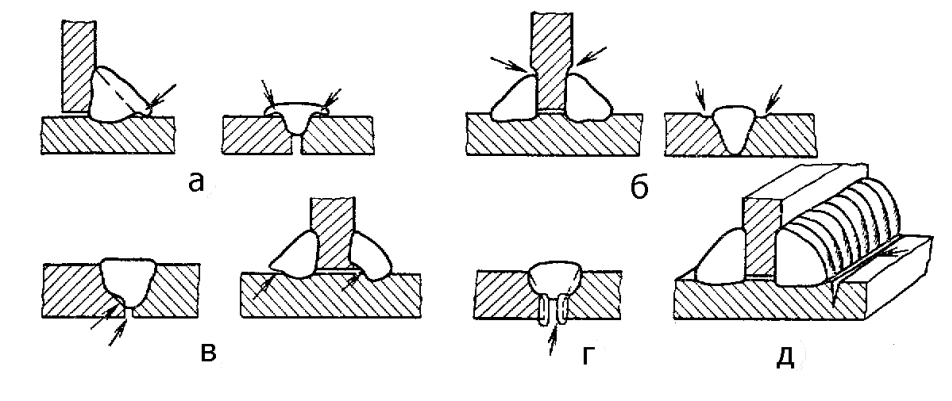
Относят, выявляемым при увеличении не более чем в 10 раз, относятся газовые поры, шлаковые включения, непровары, трещины (рис. 7).
Рис. 8. Дефекты макроструктуры в швах
а — стыковых; б — угловых; в — нахлесточных; 1 — непровар; 2 — трещины; 3 -поры; 4 — шлаковые включения
Газовые поры образуются в сварных швах вследствие быстрого затвердевания газонасыщенного расплавленного металла, при котором выделяющиеся газы не успевают выйти в атмосферу.
Как правило, такой дефект встречается при повышенном содержании углерода в основном металле, наличии ржавчины, масла и краски на кромках основного металла и поверхности сварочной проволоки, использовании влажного или отсыревшего флюса, присутствии вредных примесей в защитных газах, неправильной регулировке пламени сварочной горелки, чрезмерной скорости сварки, нарушающей газовую защиту ванны жидкого металла, неправильном выборе марки сварочной проволоки, в особенности при сварке в среде углекислого газа. Газовые поры могут быть распределены в шве отдельными группами, в виде цепочки вдоль шва или в виде отдельных включений. Иногда образуются сквозные поры, так называемые свищи. Степень пористости шва и размер отдельных пор во многом зависят от того, как долго сварочная ванна находится в жидком состоянии, которое позволяет образующимся газам выйти из шва.
Шлаковые включения являются результатом небрежной очистки кромок деталей и сварочной проволоки от окалины, ржавчины и грязи, а также (при многослойной сварке) неполного удаления шлака с предыдущих слоев. Кроме того, они возникают при сварке длинной дугой, неправильном наклоне электрода, недостаточной величине сварочного тока или мощности горелки, завышенной скорости сварки.
Шлаковые включения различны по форме (от сферической до игольчатой) и размерам (от микроскопических до нескольких миллиметров). Они могут быть расположены в корне шва между отдельными слоями, а также внутри наплавленного металла.
Шлаковые включения, так же как и газовые поры, ослабляют сечение шва, уменьшают его прочность и являются зонами концентрации напряжений.
Непроваром называют местное несплавление основного металла с наплавленным, а также несплавление между собой отдельных слоев шва при многослойной сварке из-за наличия тонкой прослойки : окислов, а иногда и грубой шлаковой прослойки внутри швов. Причинами непроваров являются: плохая очистка металла от окалины, ржавчины и грязи, малый зазор в стыке, излишнее притупление и малый угол скоса кромок, недостаточная величина тока или мощности горелки, большая скорость сварки, смещение электрода в сторону от оси шва.
Трещины и непровары являются наиболее опасным дефектом сварных швов. Они возникают в самом шве и в околошовной зоне, располагаясь вдоль и поперек шва в виде несплошностей микро- и макроскопических размеров.
Трещины разделяют на горячие и холодные в зависимости от температуры их образования.
Горячие трещины появляются в процессе кристаллизации металла шва при температуре 1100-13000 С. Их образование вызывается наличием полужидких прослоек между кристаллами наплавленного металла шва в конце его затвердевания и действием в нем растягивающих усадочных напряжений. Повышенное содержание в металле шва углерода, кремния, водорода и никеля также способствует образованию горячих трещин. Они обычно расположены внутри шва и их трудно выявить.
Холодные трещины возникают при температурах 100-3000 С в легированных сталях и при нормальных температурах — в углеродистых сталях сразу после остывания шва или через длительный промежуток времени. Основная причина их образования — значительные напряжения, возникающие в зоне сварки при распаде твердого раствора, и скопление под большим давлением молекулярного водорода в пустотах, имеющихся в металле шва. Холодные трещины выходят на поверхность шва и хорошо заметны.
Дефекты микроструктуры
Микроструктура шва и околошовной зоны (рис. 8) в значительной мере определяет свойства сварных соединений и характеризует их качество.
Дефектами микроструктуры сварного соединения являются: микропоры и микротрещины, нитридные, кислородные и другие неметаллические включения, крупно-зернистость, участки перегрева и пережога.
На участке перегрева (см. рис. 8) металл имеет крупнозернистое строение. Чем крупнее зерна, тем меньше поверхность их сцепления и выше хрупкость металла (перегретый металл плохо сопротивляется ударным нагрузкам).
Наиболее опасным дефектом является пережог, при котором в структуре металла шва много окисленных зерен с малым взаимным сцеплением. Такой металл хрупок и не поддается исправлению. Пережог возникает при высокой температуре сварки, плохой изоляции сварочной ванны от воздуха или избытке кислорода в пламени горелки.
Рис. 9. Схема распределения структур в сварном шве и околошовной зоне (цифрами I, II, III и т.д. обозначены одни и те же участки на разрезе шва, кривой распределения температур и шкале температур на диаграмме железо-углерод)
I — неполное расплавление; II — перегрев; III — нормализация; IV — неполная перекристаллизация; V — рекристаллизация; VI — синеломкость
Устранение сварочных дефектов
Крупные трещины в швах ликвидируют путем их заварки. Предварительно сверлят сквозные отверстия на расстоянии 40—50 мм от каждого конца трещины, чтобы предупредить ее дальнейшее распространение. Затем пневматическим зубилом, газовым резаком для поверхностной резки или воздушно-дуговым резаком производят V- или Х-образную разделку трещины, зачищают ее кромки от шлака и заваривают обратно-ступенчатым способом. Иногда перед сваркой металл в конце трещины нагревают газовой горелкой до температуры 150—200° С с тем, чтобы шов и нагретые участки остывали одновременно. Это позволяет избежать появления остаточных напряжений на концах шва.
Швы с внутренними мелкими трещинами, непроварами, газовыми и шлаковыми включениями полностью вырубают или выплавляют и заваривают вновь. Аналогичным образом поступают с пережженными участками.
В сварных конструкциях, изготовленных из углеродистых сталей, применяют как выплавку, так и вырубку швов; в конструкциях же из легированных сталей швы можно только вырубать, так как при выплавке происходит изменение структуры и свойств основного металла.
Неполномерность шва устраняют наплавкой дополнительных слоев, а подрезы заваривают тонкими валиковыми швами.
Наплавы, натеки, а также чрезмерное усиление шва (лишний металл в сечении шва) удаляют пневматическим зубилом или абразивным инструментом.
При перегреве металла выполняют соответствующую термическую обработку.
Исправление деформированных элементов сварных конструкций
В том случае, когда величина деформаций выходит за пределы допустимой, необходимо выправлять элементы или изделия механическим, термическим или термомеханичееким способом.
Уменьшение величины напряжений
Внутренние напряжения в сварных швах снижают послойной проковкой швов, предварительным или сопутствующим подогревом изделий, термической обработкой после сварки.
Заключение
В данном курсовом проекте спроектирован чертеж «Стрелы трубоукладчика», а также выбран материал для его изготовления с учетом условий эксплуатации и нагрузок, а также разработан сварочный технологический процесс производства и контроль качества, в котором учитываются способы и режимы для изготовления сварной конструкции; возможные дефекты и их устранение.
Список литературы
1) Технология электрической сварки металлов и сплавов плавлением. Под ред. Акад. Б.Е. Патона. М., «Машиностроение», 1974. 768 с.
2) Сварка в машиностроении: Справочник в 4-х т./Редкол.: Г.А. Николаев (пред.) и др. – М.: Машиностроение, 1978 – Т.1/ Под ред. Н.А. Ольшанского. 1978. 504 с., ил.
3) Сварка в машиностроении: Справочник в 4-х т./Редкол.: Г.А. Николаев (пред.) и др. – М.: Машиностроение, 1978 – Т.2/ Под ред. А.И. Акулова. 1978. 462 с., ил.
4) Николаев Г.А., Куркин С.А., Винокуров В.А. Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций: Учеб. Пособие. – М.: Высш. Школа, 1983. – 344с., ил.
5) Потапьевский А.Г. Сварка в защитных газах плавящимся электродом. М., «Машиностроение», 1974, 240 с.
6) Марочник сталей и сплавов, М.: «Машиностроение», 1989.
7) Акулов А.И., Бельчук Г.А., Деманцевич В.П. Технология и оборудование сварки плавлением. Учебник для студентов вузов. М.: «Машиностроение», 1977.
8) «Сварные соединения. Общие технические требования к изготовлению, контролю и приемке» НО 5926-69, Москва, 1970.
9) «Методика и нормативы для определения норм расхода материалов в сварочно-наплавочном производстве» ИН 105-03-004-75, Москва, 1975.
10) ГОСТ 17066-94 «Прокат тонколистовой из стали повышенной прочности. Технические условия»
11) ГОСТ 19281-89 «Прокат из стали повышенной прочности. Общие технические условия
12) ГОСТ 2,312-72 «Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений»
13) ГОСТ 11534-65 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами»
14) ГОСТ 11533-65 «Автоматическая и полуавтоматическая сварка под флюсом. Соединения сварные под острыми и тупыми углами»
15) ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначения, определения»
15) Интернет сайт www.svarka-info.ru
16) Контроль качества сварных соединений. Щебеко Л.П., Яковлев А.П. М.-1972
Дефекты сварных соединений | Учебные материалы
В сварочном производстве принято выделять следующие типы дефектов (рисунок 3.15):
- Дефекты подготовки и сборки изделий под сварку.
- Дефекты формы шва.
- Наружные и внутренние дефекты.
Дефекты подготовки и сборки
Характерными видами являются неправильный угол скоса кромок в швах с V–, X– и U–образной разделкой, слишком большое или малое притупление по длине стыкуемых кромок; непостоянство зазора между кромками; несовпадение стыкуемых плоскостей ведущих к смещению кромок, слишком большой зазор между кромками, расслоения и загрязнения кромок.
Форма и размеры сварных швов обычно задаются техническими условиями, указываются на чертежах и регламентируются стандартами: конструктивные элементы b – ширина шва, высота усиления С и глубина провара h.
Основные дефекты – неравномерная ширина и высота усиления, местные бугры и седловины. Эти виды дефектов наиболее характерны при ручной электродуговой сварке.
Такие дефекты снижают прочность соединения и косвенно указывают на возможность образования внутренних дефектов.
Дефекты сварных соединений характеризуются как недопустимые, так и допустимые. Недопустимые дефекты вновь перевариваются.
Готовые сварные соединения прежде всего подвергаются внешнему осмотру на выявление внешних дефектов (трещины, ослабление шва, наплывы, подрезы, прожоги, местная ноздреватость, пористость и др.).
Трещины: горячие (технологические) и холодные. Горячие – в жестко закрепленных конструкциях легированных сталей (особенно при недостаточном качестве – Smax). Холодные – закалочная теория (Сmax) Сэкв=6,25 и водородная.
Наплывы образуются в результате стекания расплавленного металла на нерасплавленный металл.
Подрезы образуются по краям шва в основном металле (глубиной от десятых долей до нескольких мм). Прожоги – дефекты в виде сквозного отверстия в сварном шве (первый корневой слой или тонкий металл, или стекание через большой зазор).
Наличие скрытых внутренних дефектов в сварных соединениях контролируется различными физическими методами: просвечивание рентгеновскими лучами, просвечивание – лучами радиоактивных изотопов (кобальт – 60, цезий – 137), магнитографический метод, метод магнитного порошка и ультразвуковая дефектоскопия, контроль течеисканием.
Каждый из этих методов имеет свои специфические особенности, обуславливающие его чувствительность и область применения.
Рисунок 3.15 – Виды дефектов сварных швов и причины их возникновения
Испытание изделий на герметичность (ограничение проникновения жидкости или газа), или контроль течеисканием, выполняют применением легко проникающих сред (жидкостей или газов), хорошо различных визуально или с помощью приборов.
К внутренним дефектам относят поры, шлаковые включения, непровары, несплавления и трещины. Поры образуются вследствие загрязнений, влажности флюса или покрытия электродов, недостаточной защиты в среде защитного газа. Непровары из-за плохой зачистки кромок от окалины, ржавчины, шлака, блуждания дуги из-за магнитного дутья; неправильный выбор режима сварки (силы тока и напряжения дуги, скорости сварки) и т.п.
Кроме контроля качества внешним осмотром и с применением различных физических методов проверяется соответствие механических свойств и хим.состава сварных соединений требованиям технических условий и технологических инструкций по сварке на образцах – свидетелях.
Контроль качества исходных материалов, технологии и квалификации сварщиков
Для обеспечения высокого качества сварных соединений необходим контроль исходных материалов (основного металла, электродов, сварочной проволоки, флюсов, защитных газов и т.д.). Качество исходных материалов устанавливают на основании сертификатных данных, для чего определяют соответствие требованиям данного технологического процесса сварки изделий. При наличии внешних дефектов, а также при отсутствии сертификатов исходные материалы допускают только после проведения химического анализа, механических испытаний и испытаний на свариваемость.
При контроле основного металла особое внимание обращают на зоны, подлежащие к сварке – они должны быть очищены от грязи, масла, краски, ржавчины.
Прокат проверяют на наличие расслоений, окалины, равномерности толщины листа и т.д.
Электроды, сварочную проволоку проверяют выполняя пробную сварку для установления качества материалов по показателям характера плавления, легкость отделения шлака и качество формирования сварного шва. Они должны удовлетворять требованиям действующих ГОСТов.
Свариваемость – это свойство металла образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленной конструкцией и условиями эксплуатации изделия. Свариваемость контролируют обычно в двух случаях: при выборе материалов и разработке технологии сварки, например, при стадии проекта или при технологической подготовке производства. Вторая проверка связана с возможными отклонениями показателей свойств основного металла, проволоки, партии электродов и флюсов от сертификатных значений.
Большое значение для обеспечения качества имеет контроль в процессе производства сварочных работ. Сюда относятся отмеченные выше методы контроля, включая контроль исправности сварочного оборудования и сварочных приспособлений и соблюдения установленных режимов сварки (по току, напряжению и скорости сварки). Такой контроль осуществляют технологи, мастера и другие инженерно–технические работники ответственные за работу данного участка, цеха, предприятия.
Тщательный планомерный контроль подготовки изделий под сварку и процесса сварки не будет эффективным без проверки уровня подготовленности сварщиков. Например, при сварке труб на монтаже более 70% брака возникает по вине сварщиков.
Для проверки квалификации сварщиков администрация предприятия организует квалификационную комиссию с участием инспектора Госгортехнадзора. Испытания должны проходить периодически. При этом проводят испытания по теории и практике сварочных работ с включением сварки образцов соответствующего изделия. Образцы сваривают в тех же условиях и пространственных положениях, что и реальное изделие (например, трубы – поворотные и неповоротные стыки). После внешнего осмотра сваренные образцы проверяют предусмотренными методами неразрушающего контроля, а также подвергают механическим испытаниям.
Количество образцов для испытаний регламентируются “Правилами аттестации сварщиков”.
Тестовое задание по ПМ.04 Дефектация сварных швов и контроль качества сварных соединений
Государственное бюджетное профессиональное образовательное учреждение «Кулебакский металлургический колледж»
Тесты по ПМ 04. Дефектация сварных швов и контроль качества
сварных соединений по профессии
15.01.05 Сварщик (электросварочные и газосварочные работы)
Составила: Игошина Т.В.
Кулебаки
2015
МДК 04.01 Дефекты и способы испытания сварных швов
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Выбрать правильный ответ:
Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1.Кратерные трещины
2.Непровар
3.Поры
Выбрать правильный ответ:
Укажите причины образования кратера:
1.Кратер образуется в месте выделения газов в процессе сварки
2.Из-за резкого отвода дуги от сварочной ванны
3.Из-за значительной усадки металла в процессе кристаллизации.
3. Выбрать правильный ответ:
Назовите основные наружные дефекты шва при РДС:
1. Нарушение размеров и формы шва, подрезы, прожоги, наплывы, свищи, не заваренный кратер.
2. Нарушение размеров и формы шва, трещины, поры, шлаковые включения.
3.Прожоги, наплывы, свищи, оксидные вольфрамовые включения, несплавления.
4. Установить правильную последовательность операций при керосиновом способе испытания сварного шва(4, 3, 6,2,5,1)
1. Вторую сторону сварного шва обильно смочить керосином.
2. Одну сторону шва окрасить меловым раствором
3. Тщательно очистить шов от шлака, грязи
4.Простучать шов молотком
5.Дать шву высохнуть
6. Развести в воде мел
5. Вставить пропущенное слово:
Дефект на участке сварного соединения, где отсутствует сплавление между свариваемыми деталями называется «непроваром»
6. Выбрать правильный ответ:
Обратный выгиб детали для уменьшения и предупреждения деформаций при сварке — это:
1. когда деформированное соединение обрабатывают на прессе или кувалдой
2. когда перед сваркой детали предварительно изгибают на определенную величину в обратную сторону по сравнению с изгибом, вызываемым сваркой
3. когда перед сваркой детали очень жестко закрепляют и оставляют в таком виде до полного охлаждения после сварки
7. Установить соответствие между названием и изображением дефектов (1-3,2-4,3-5,4-2,5-1)
Поры, шлаковые включения
 .
.
Наплывы
Непровар
Подрезы
Трещины
8. Закончить определение:
Способ исследования сварных швов, при котором не нарушается целостность соединения и самой конструкции в целом — это неразрушающий контроль сварных соединений.
9. Выбрать правильный ответ:
Зона термического влияния – это:
1. участок основного металла, подвергшийся расплавлению
2. участок основного металла, не подвергшийся расплавлению, структура которого изменяется
3. участок основного металла, не подвергшийся расплавлению, структура которого не меняется
10. Выбрать правильный ответ:
Горячие трещины в металле шва возникают из-за:
1. повышенного содержания фтора
2. повышенного содержания водорода
3. повышенного содержания серы
11. Выбрать правильный ответ:
После холодной и горячей правки для снятия остаточных напряжений необходимо производить
термический отпуск
термический отжиг
нормализацию
12. Выбрать правильные ответы:
К внутренним дефектам сварных швов относят:
Непровары
Наплывы
Поры
Подрезы
Прожоги
Шлаковые включения
13. Выбрать правильный ответ:
Ширина околошовной зоны, подвергаемой зачистке при ручной дуговой сварке составляет не менее:
70 мм
30 мм
20 мм
14. Вставить пропущенные слова:
Горячая правка производится «местным нагревом» до пластического состояния «выпуклой» стороны изделия.
15. Выбрать правильный ответ:
Какой дефект сварного соединения называют наплывом?
Неровности поверхности металла шва или наплавленного металла
Несплавление валика металла шва с основным металлом
Дефект в виде металла, натекшего на поверхность сваренного металла и не сплавившегося с ним.
16. Выбрать правильный ответ:
Причина возникновения деформаций при сварке – это:
Неравномерный нагрев и охлаждение свариваемой детали
Нерациональная сборка детали под сварку
Неправильно проведенная термообработка детали после сварки
17. Выбрать правильный ответ:
Горячие трещины в металле шва возникают из-за:
Повышенного содержания фтора
Повышенного содержания водорода
Повышенного содержания серы
18. Выбрать правильный ответ:
Внутренние дефекты в металлоконструкциях выявляются…
Неразрушающими методами контроля
Люминисцентным методом
Металлографическими исследованиями
Внешним осмотром
19. Выбрать правильный ответ:
Когда появляются временные сварочные деформации?
Возникают после сварки
Образуются во время сварки
Появляются после охлаждения свариваемого металла
20. Вставить пропущенное слово:
Дефект в виде металла, натекшего на поверхность сваренного металла и не сплавившегося с ним называют – «наплывом»
Список использованной литературы
1. Маслов В.И. Сварочные работы Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2012;
2. Овчинников В.В. Расчет и проектирование сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
3. Овчинников В.В. Дефекты сварных соединений: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
4. Овчинников В.В. Дефектация сваных швов и контроль качества сварных соединений: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
5. Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010