Ультразвуковой метод неразрушающего контроля в Екатеринбурге
УЗНАТЬ ЦЕНЫ УЗК
ЗАКАЗАТЬ УЗК
Ультразвуковой контроль (УЗК) сварных швов и наплавленных поверхностей – разновидность контроля, относящегося к неразрушающим видам. Применяется для обследования швов толщиной более 4 мм выполненных любым способом сварки с целью выявления внутренних дефектов: пор, трещин, непроваров, расслоений, неоднородность структуры, включений металлических и шлаковых. При проведении УЗК сварных соединений руководствуются действующими в РФ нормативно-техническими документами. Среди них ГОСТ ультразвукового метода контроля Р 55724—2013, положения которого выполняются лабораториями, выполняющими неразрушающий контроль
НОРМАТИВНЫЕ ДОКУМЕНТЫ
- ГОСТ Р 55724-2013 КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. СОЕДИНЕНИЯ СВАРНЫЕ. МЕТОДЫ УЛЬТРАЗВУКОВЫЕ
- ГОСТ 14782-86 КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ СОЕДИНЕНИЯ СВАРНЫЕ МЕТОДЫ УЛЬТРАЗВУКОВЫЕ
- ОСТ 32-100-87 УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ МОСТОВ, ЛОКОМОТИВОВ И ВАГОНОВ
- РД 153-34.
 1-17.308-2001 МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ НА КОНИЧЕСКИХ ПОДКЛАДНЫХ КОЛЬЦАХ ВОДООПУСКНЫХ ТРУБОПРОВОДОВ КОТЛОАГРЕГАТОВ
1-17.308-2001 МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ НА КОНИЧЕСКИХ ПОДКЛАДНЫХ КОЛЬЦАХ ВОДООПУСКНЫХ ТРУБОПРОВОДОВ КОТЛОАГРЕГАТОВ - РД 19.100.00-КТН-545-06 УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ СТЕНКИ И СВАРНЫХ СОЕДИНЕНИЙ ПРИ ЭКСПЛУАТАЦИИ И РЕМОНТЕ ВЕРТИКАЛЬНЫХ СТАЛЬНЫХ РЕЗЕРВУАРОВ
 1-17.308-2001 МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ НА КОНИЧЕСКИХ ПОДКЛАДНЫХ КОЛЬЦАХ ВОДООПУСКНЫХ ТРУБОПРОВОДОВ КОТЛОАГРЕГАТОВ
1-17.308-2001 МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ НА КОНИЧЕСКИХ ПОДКЛАДНЫХ КОЛЬЦАХ ВОДООПУСКНЫХ ТРУБОПРОВОДОВ КОТЛОАГРЕГАТОВУЗК используется для выявления дефектов в одно- и разнородных материалах (металлах и неметаллах) без разрушения изделия, что позволяет, при отсутствии дефектов, сразу эксплуатировать их. Применяется во всех отраслях промышленности и строительства на предприятиях в Екатеринбурге для обследования швов сварных соединений, наплавленного и склеенного слоя ответственных деталей и изделий. УЗК проводят при одностороннем и двухстороннем доступе к обследуемому материалу. При этом применяются специальные приборы, которые называются ультразвуковыми дефектоскопами. Российские и зарубежные производители выпускают их в большом ассортименте, в т.
УЗК позволяет оценить качество швов, сваренных встык, в нахлестку, угловых и тавровых. Способ прозвучивания и методику проведения контроля выбирают в зависимости от конфигурации изделия или конструкции.
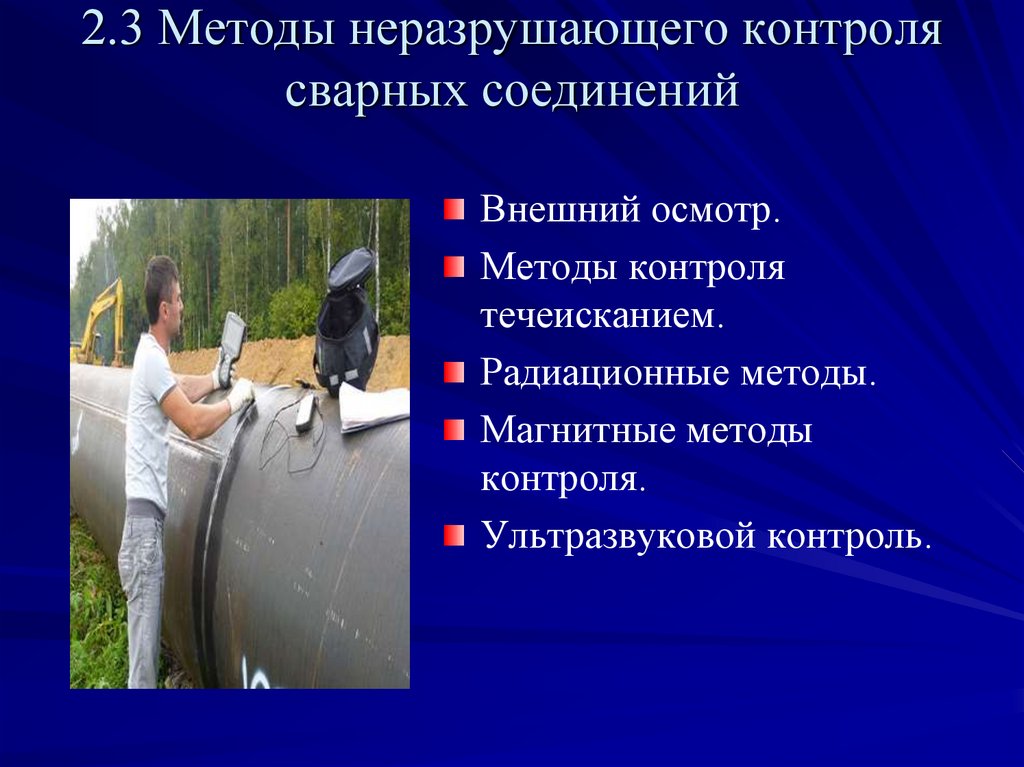
Трубопроводы магистральные, технологические и дюкеры являются технологическими изделиями, к которым предъявляются особые требования. И начинаются работы с соединения их в плети способом сварки. Поэтому проведение визуального контроля трубопроводов очень важный этап до начала проведения сварки, в процессе соединения и после окончания работ. Метод контроля газопроводов, водопроводов холодной и горячей воды, промышленных коммуникаций выбирается в зависимости от способа сварки и места его проведения. Надо отметить, что ВИК соединений трубопровода это только начальный способ контроля, после которого проводят другие виды контроля. Только совокупность нескольких видов контроля, которые позволяют выявить внутренние и наружные дефекты в трубопроводах и таким образом, гарантировать качество сварных соединений.
Надо отметить, что ВИК соединений трубопровода это только начальный способ контроля, после которого проводят другие виды контроля. Только совокупность нескольких видов контроля, которые позволяют выявить внутренние и наружные дефекты в трубопроводах и таким образом, гарантировать качество сварных соединений.
Лаборатория ООО «НДТ-контроль» проведет УЗК деталей, изделий и конструкций, выполненных всеми видами сварки в Екатеринбурге и других городах РФ по выгодным ценам и в кратчайшие сроки.
К основным преимуществам УЗК относят:
- скорость обследования;
- мобильность;
- безопасность;
- низкую себестоимость.
Сущность способа и особенности
Метод основан на способности ультразвуковых волн проникать в материал на глубину и отражаться при наличии дефектных мест. Напомним, что ультразвуковыми колебаниями называют механические колебания упругой среды, частота которых более 20 кГц, т.е. находится за порогом слышимости человеческого уха. Для УЗК применяют колебания частотой 0,5 ÷ 10 МГц. Приемники и излучатели ультразвуковых колебаний называются пьезопреобразователями. Пучок ультразвуковых колебаний от пьезокристалла (вибрирующей пластинки) вводится в шов, который необходимо проконтролировать. При наличии дефекта ультразвуковая волна отражается он него и улавливается другой пластиной. Ее основное назначение — преобразовать колебания в электрический сигнал. После его усиления колебания подаются на дисплей дефектоскопа. Возникают импульсы разной высоты и ширины. Это свидетельствует о наличии дефекта. По виду импульсов судят о глубине залегания и длине дефекта. Пьезокристалл находится в специальном щупе. Дефектоскопист перемещают его по шву соединения по волнообразной линии и, таким образом, обследует сварной шов.
Для УЗК применяют колебания частотой 0,5 ÷ 10 МГц. Приемники и излучатели ультразвуковых колебаний называются пьезопреобразователями. Пучок ультразвуковых колебаний от пьезокристалла (вибрирующей пластинки) вводится в шов, который необходимо проконтролировать. При наличии дефекта ультразвуковая волна отражается он него и улавливается другой пластиной. Ее основное назначение — преобразовать колебания в электрический сигнал. После его усиления колебания подаются на дисплей дефектоскопа. Возникают импульсы разной высоты и ширины. Это свидетельствует о наличии дефекта. По виду импульсов судят о глубине залегания и длине дефекта. Пьезокристалл находится в специальном щупе. Дефектоскопист перемещают его по шву соединения по волнообразной линии и, таким образом, обследует сварной шов.
Ультразвуковые волны, которые используются при УЗК, могут быть следующих типов:
- поверхностными;
- поперечными;
- продольными;
- головными (продольно-поперечными).
В конструкции ультразвукового дефектоскопа используют различные типы щупов, которые возбуждают в контролируемом изделии преимущественно сдвиговые, продольные и поверхностные волны.
- корпус;
- пьезоэлемент;
- устройство контактное;
- демпфер;
- электроды.
Методы УЗ контроля в Екатеринбурге
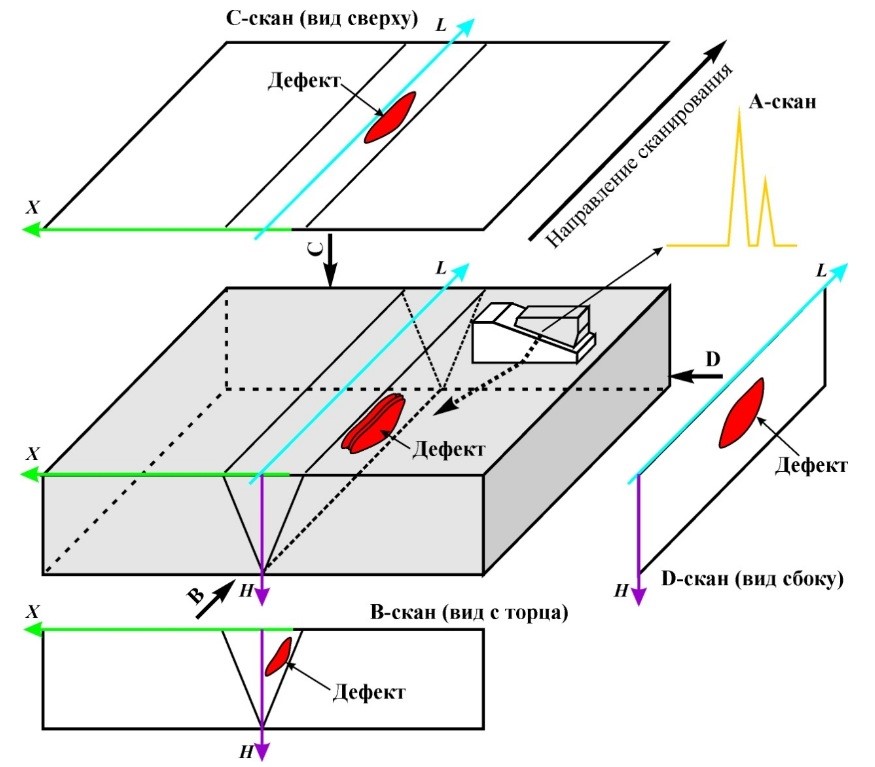
Методы акустического контроля обеспечивают выявление недопустимых дефектов в шве и околошовной и прикорневых зонах. Выбор типа преобразователя, схемы контроля и считывание параметров зависит от технологии сварки и типоразмера сварного шва. Для контроля применяют прозвучивание прямым лучом, прямым и однократно отраженным, многократно отраженным лучом, по слоям, эхо-зеркальным, зеркально-теневым и теневым методами. Все методы ультразвукового неразрушающего контроля сварных швов и оборудование, применяемое для этих целей указаны в ГОСТ 23829—79.
Способ просвечивания прямым лучом применяется для сварных швов толщиной до 10 мм, которые выполнены односторонним способом сварки с проплавлением. Преобразователь (щуп) перемещают в околошовной зоне между валиком усиления шва и точкой, расположенной на определенном расстоянии.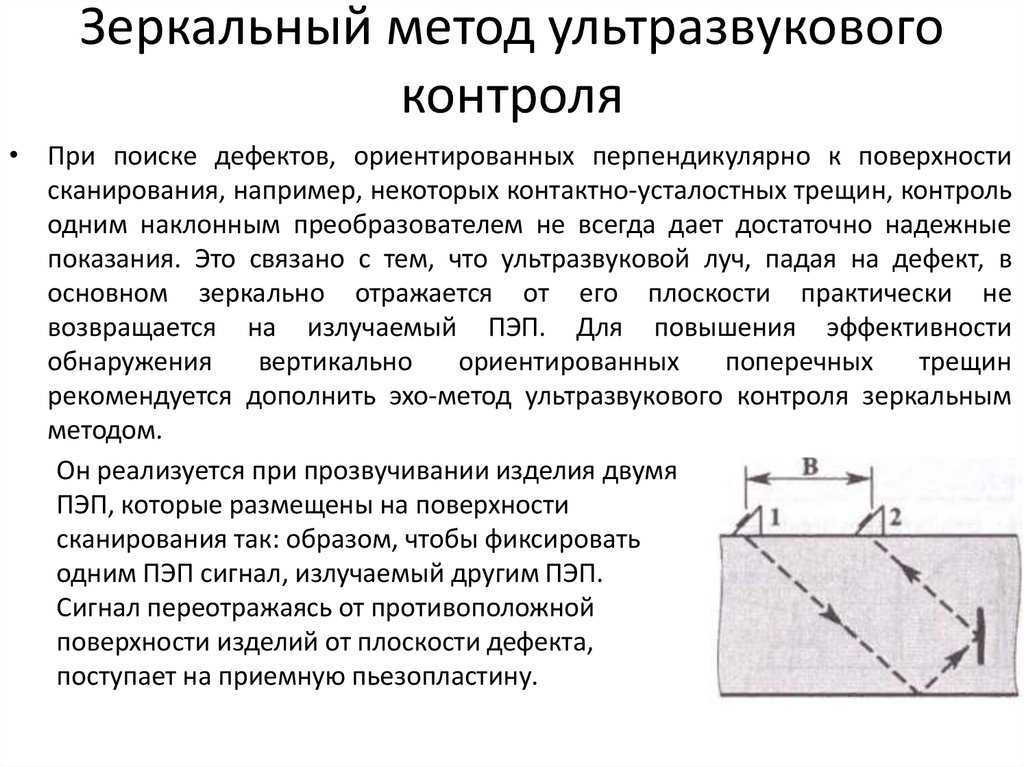
Прямым и однократно отраженным лучом осуществляют односторонний контроль путем перемещения щупа в околошовной зоне.
Контроль многократно отраженным лучом применяется в случаях ограниченного доступа к шву. Например, если соединение закрыто специальными приварными накладками.
Контроль по слоям применяется для сварных соединений, толщина которых превышает 40 мм. Прозвучивание выполняется вышеуказанными способами. Эхо-сигналы фиксируются на определенном участке.
Эхо-зеркальный метод еще называют тандемом, т.к. прозвучивание шва осуществляется двумя преобразователями. Располагаются они друг за другом. Дефектоскопист перемещает их синхронно в разные стороны относительно оси симметрии. Причем, преобразователи могут включаться по раздельной или раздельно-совмещенной схеме. Для этого в конструкции дефектоскопа предусмотрены специальные приспособления, в которых преобразователи кинематически связаны таким образом, что при перемещении одного щупа, второй синхронно перемещается в противоположную сторону.
Два последних способа – зеркально-теневой и теневой применяются для нахождения больших по размерам дефектов, выполненных контактной сваркой или трением. Здесь прозвучивание выполняется тоже двумя преобразователями, которые включены по раздельной схеме. Они размещаются с обеих сторон сварного шва. Пропадание сигнала в строб-импульсе означает наличие дефекта.
Особенности УЗ контроля металла
Ультразвуковой контроль качества сварных соединений трубопровода (УЗК) и других строительных и промышленных конструкций на объектах в городе Екатеринбург проводят после выполнения визуального контроля и устранения, выявленных после такой проверки дефектов. Поверхность готовят – протирают ветошью и смазывают специальной контактной смазкой. Для этого используют минеральные масла. Поиск дефектов осуществляют перемещением щупа в околошовной зоне. Для этого выполняют продольно-поперечные перемещения и поворотные вокруг своей оси с шагом, который не должен превышать половины размера пьезоэлемента. При появлении на экране дефектоскопа эхо-сигналов от дефектов выполняют измерение необходимых характеристик:
При появлении на экране дефектоскопа эхо-сигналов от дефектов выполняют измерение необходимых характеристик:
- координат нахождения;
- амплитуды;
- условной высоты и протяженности;
- коэффициента формы;
- количество дефектов на стандартном участке сварного шва.
Полученные результаты вносят в карту контроля и сравнивают с действующей нормативно-технической документацией.
Методика ультразвукового контроля толщины металла, радиографического ультразвукового контроль прочности бетона и сварных соединений разрабатывается для каждого конкретного случаях и должна выполняться предприятиями-изготовителями.
Сварные швы, выполненные из сталей углеродистых и низколегированных толщиной до 15 мм, просвечиваются преобразователями с большим углом наклона призмы или наклонного типа. Швы толщиной от 16 до 30 мм контролируют приборами, имеющими один преобразователь за один проход прямым и однократно отраженным лучом. При этом рекомендуется отдельно проверять прямые участки и корневые.
В некоторых случаях, прежде чем осуществлять контроль ультразвуком, необходимо шов обработать шлифовальным инструментом (листовые конструкции, соединенные односторонним швом).
Металл, толщиной от 30 до 200 мм, который выполнен односторонней сваркой с подваркой корня или двухсторонней сваркой, контролируют наклонными преобразователями на определенной частоте (1,8; 2,5 МГц).
Металл толщиной свыше 200 мм контролируют, понижая частоту до1, 25 МГц и ниже.
Самыми опасными дефектами считаются трещины и непровары. Они возникают в вертикальной плоскости. И тут необходимо применить метод контроля тандем (эхо-зеркальный).
При контроле сварных точек тоже используют ультразвуковой метод. Их контролируют зеркально-теневым методом. Лучше всего этот вид контроля осуществлять в процессе сварки.
Наша лаборатория предлагает услуги проведения УЗК контроля в городе Екатеринбург и по всей территории РФ с выдачей заключения ультразвукового контроля по установленной форме. Компания ООО «НДТ-контроль» имеет свидетельство о регистрации согласно требованиям ПБ 03-372-00 в территориальном Управлении Ростехнадзора РФ и специалистов , которые имеют необходимые допуски, аттестованы в соответствии с Правилами, действующими в области неразрушающего контроля и опыт работы. Цена на проведение ультразвукового контроля формируется в зависимости от фронта работ, которые необходимо выполнить. Она обязательно согласуется с Заказчиком. Оборудование и приборы от лучших производителей и имеют отметку о поверке. Качество выполненных работ гарантируем.
Цена на проведение ультразвукового контроля формируется в зависимости от фронта работ, которые необходимо выполнить. Она обязательно согласуется с Заказчиком. Оборудование и приборы от лучших производителей и имеют отметку о поверке. Качество выполненных работ гарантируем.
Ультразвуковой контроль
ГОСТ Р 55724-2013 · ГОСТ Р 55724-2013. Национальный стандарт Российской Федерации. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
Описание
Настоящий стандарт устанавливает методы ультразвукового контроля стыковых, угловых, нахлесточных и тавровых соединений с полным проваром корня шва, выполненных дуговой, электрошлаковой, газовой, газопрессовой, электронно-лучевой, лазерной и стыковой сваркой оплавлением или их комбинациями, в сварных изделиях из металлов и сплавов для выявления следующих несплошностей: трещин, непроваров, пор, неметаллических и металлических включений.
Настоящий стандарт не регламентирует методы определения реальных размеров, типа и формы выявленных несплошностей (дефектов) и не распространяется на контроль антикоррозионных наплавок.
Необходимость проведения и объем ультразвукового контроля, типы и размеры несплошностей (дефектов), подлежащих обнаружению, устанавливаются в стандартах или конструкторской документации на продукцию.
Разделы сайта, связанные с этим документом:
Связи документа
Связи отсутствуют
В новостях
В комментариях/вопросах
Нет комментариев, вопросов или ответов с этим документом
Оглавление
Термины
Термины
- SKH-диаграмма
графическое изображение зависимости коэффициента выявляемости от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя
см. страницу термина - А-развертка
форма представления ультразвукового сигнала на экране ультразвукового прибора, при котором ось абсцисс представляет время, а ось ординат — амплитуду
см. страницу термина - Акустическая ось
линия, соединяющая точки максимальной интенсивности акустического поля в дальней зоне преобразователя и ее продолжения в ближней зоне
см. страницу термина - АРД-диаграмма
графическое изображение зависимости амплитуды отраженного сигнала от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя
см. страницу термина - Боковое цилиндрическое отверстие
цилиндрический отражатель, расположенный параллельно поверхности ввода
см. страницу термина - Браковочный уровень чувствительности
уровень чувствительности, при котором принимается решение об отнесении выявленной несплошности к классу «дефект»
см. страницу термина - Дефект
каждое отдельное несоответствие продукции установленным требованиям
см. страницу термина - Дифракционный способ
способ ультразвукового контроля методом отражений, использующий раздельные излучающий и приемный преобразователи и основанный на приеме и анализе амплитудных и/или временных характеристик сигналов волн, дифрагированных на несплошности
см. страницу термина - Иммерсионный способ
акустический контакт через слой жидкости толщиной больше пространственной длительности акустического импульса для импульсного излучения или нескольких длин волн для непрерывного излучения
см. страницу термина - Контактный способ
акустический контакт через слой вещества толщиной менее половины длины волны
см. страницу термина - Контролепригодность
свойство объекта, характеризующее его пригодность к проведению диагностирования (контроля) заданными средствами диагностирования (контроля)
см. страницу термина - Контрольный уровень чувствительности (уровень фиксации)
уровень чувствительности, при котором производят регистрацию несплошностей и оценку их допустимости по условным размерам и количеству
см. страницу термина - Мера (калибровочный образец)
образец из материала определенного состава с заданными чистотой обработки поверхности, режимом термообработки, геометрической формой и размерами, предназначенный для калибровки (поверки) и определения параметров ультразвукового прибора неразрушающего контроля
см. страницу термина - Мертвая зона
область, прилегающая к поверхности ввода, в пределах которой не регистрируются эхо-сигналы от несплошностей
см. страницу термина - Настроечный образец
образец, изготовленный из материала, аналогичного материалу объекта контроля, содержащий определенные отражатели; используется для настройки амплитудной и (или) временной шкалы ультразвукового прибора
см. страницу термина - Несплошность
нарушение однородности материала
см. страницу термина - Опорный сигнал
сигнал от искусственного или естественного отражателя в образце из материала с заданными свойствами или сигнал, прошедший контролируемое изделие, который используют при определении и настройке опорного уровня чувствительности и/или измеряемых характеристик несплошности
см. страницу термина - Опорный уровень чувствительности
уровень чувствительности, при котором опорный сигнал имеет заданную высоту на экране дефектоскопа
см. страницу термина - Плоскодонный отражатель
плоский отражатель, имеющий форму диска
см. страницу термина - Погрешность глубиномера
погрешность измерения известного расстояния до отражателя
см. страницу термина - Поисковый уровень чувствительности
уровень чувствительности, устанавливаемый при поиске несплошностей
см. страницу термина - Предельная чувствительность контроля эхо-методом
чувствительность, характеризуемая минимальной эквивалентной площадью (в мм2) отражателя, который еще обнаруживается на заданной глубине в изделии при данной настройке аппаратуры
см. страницу термина - Преобразователь
электроакустическое устройство, имеющее в своем составе один или более активных элементов и предназначенное для излучения и (или) приема ультразвуковых волн
см. страницу термина - Стрела преобразователя
расстояние от точки выхода луча наклонного преобразователя до его передней грани
см. страницу термина - Типы УЗ волн
При УЗК сварных соединений используют следующие …: продольные, поперечные, поверхностные, продольные подповерхностные (головные).
см. страницу термина - Точка выхода луча
точка пересечения акустической оси преобразователя с его рабочей поверхностью
см. страницу термина - Угол ввода
угол между нормалью к поверхности, на которой установлен преобразователь, и линией, соединяющей центр цилиндрического отражателя с точкой выхода луча при установке преобразователя в положение, при котором амплитуда эхо-сигнала от отражателя наибольшая
см. страницу термина - Условная чувствительность контроля эхо-методом
чувствительность, которую определяют по мере СО-2 (или СО-3Р) и выражают разностью в децибелах между показанием аттенюатора (калиброванного усилителя) при данной настройке дефектоскопа и показанием, соответствующим максимальному ослаблению (усилению), при котором цилиндрическое отверстие диаметром 6 мм на глубине 44 мм фиксируется индикаторами дефектоскопа
см. страницу термина - Условное расстояние между несплошностями
минимальное расстояние между положениями преобразователя, при которых амплитуды эхо-сигналов от несплошностей фиксируются при заданном уровне чувствительности
см. страницу термина - Условный размер (протяженность, ширина, высота) дефекта
размер в миллиметрах, соответствующий зоне между крайними положениями преобразователя, в пределах которой фиксируют сигнал от несплошности при заданном уровне чувствительности
см. страницу термина - Шаг сканирования
расстояние между соседними траекториями перемещения точки выхода луча преобразователя на поверхности контролируемого объекта
см. страницу термина - Щелевой способ
акустический контакт через слой жидкости толщиной порядка длины волны
см. страницу термина - Эквивалентная площадь несплошности
площадь плоскодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преобразователя и расположенного на том же расстоянии от поверхности ввода, что и несплошность, при которой значения сигнала акустического прибора от несплошности и отражателя равны
см. страницу термина - Эквивалентная чувствительность
чувствительность, выражаемая разностью в децибелах между значением усиления при данной настройке дефектоскопа и значением усиления, при котором амплитуда эхо-сигнала от эталонного отражателя достигает заданного значения по оси ординат развертки типа А
см. страницу термина - ЭМА-преобразователь
Электромагнитоакустический преобразователь — преобразователь, принцип действия которого основан на явлении магнитной индукции (эффекте Лоренца) или магнитострикции материала объекта контроля, при котором электрические колебания преобразуются в звуковую энергию или наоборот
см. страницу термина
 страницу термина
страницу термина страницу термина
страницу термина страницу термина
страницу термина страницу термина
страницу термина страницу термина
страницу термина страницу термина
страницу термина страницу термина
страницу терминаВажно
- Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru). …
- 5.4. Дефектоскопы с преобразователями, меры, НО, вспомогательные приспособления и устройства, используемые для УЗК сварных соединений, ДОЛЖНЫ обеспечивать возможность реализации методов и способов УЗК из числа содержащихся в настоящем стандарте. …
- 5.6. Технологическая документация на УЗК сварных соединений ДОЛЖНА регламентировать: типы контролируемых сварных соединений и требования к их контролепригодности; требования к квалификации персонала, выполняющего УЗК и оценку качества; необходимость УЗК околошовной зоны, ее размеры, методику контроля и требования к качеству; зоны контроля, типы и характеристики дефектов, подлежащих выявлению; методы контроля, типы применяемых средств и вспомогательного оборудования для контроля; значения основных параметров контроля и методики их настройки; последовательность проведения операций; способы интерпретации и регистрации результатов; критерии оценки качества объектов по результатам УЗК. …
- ДОПУСКАЕТСЯ применение других способов УЗК сварных соединений, достоверность которых подтверждена теоретически и экспериментально. …
- ДОПУСКАЕТСЯ применять другие схемы прозвучивания, приведенные в технологической документации на контроль. …
- ДОПУСКАЕТСЯ применять другие схемы, приведенные в технологической документации на контроль. …
- ДОПУСКАЕТСЯ применять другие схемы, приведенные в технологической документации на контроль. …
- 6.3.1. Сканирование сварного соединения выполняют по способу продольного и (или) поперечного перемещения преобразователя при постоянных или изменяющихся углах ввода и разворота луча. Способ сканирования, направление прозвучивания, поверхности, с которых ведется прозвучивание, ДОЛЖНЫ быть установлены с учетом назначения и контролепригодности соединения в технологической документации на контроль. …
- 6.3.2. При УЗК сварных соединений применяют способы поперечно-продольного (рисунок 19) или продольно-поперечного (рисунок 20) сканирования. ДОПУСКАЕТСЯ также применять способ сканирования качающимся лучом (рисунок 21). …
- 7.1. Дефектоскопы, используемые для УЗК сварных соединений, ДОЛЖНЫ обеспечивать регулировку усиления (ослабления) амплитуд сигналов, измерение отношения амплитуд сигналов во всем диапазоне регулировки усиления (ослабления), измерение расстояния, пройденного ультразвуковым импульсом в объекте контроля до отражающей поверхности, и координат расположения отражающей поверхности относительно точки выхода луча. …
- 7.2. Преобразователи, используемые совместно с дефектоскопами для УЗК сварных соединений, ДОЛЖНЫ обеспечивать: …
- Форма и размеры преобразователя, значения стрелы наклонного преобразователя и среднего пути УЗ в призме (протекторе) ДОЛЖНЫ соответствовать требованиям технологической документации на контроль. …
- 7.3.2. Меры (калибровочные образцы), используемые при УЗК сварных соединений, ДОЛЖНЫ иметь метрологические характеристики, обеспечивающие повторяемость и воспроизводимость измерений амплитуд эхо-сигналов и временных интервалов между эхо-сигналами, по которым выполняется настройка и проверка основных параметров УЗК, регламентированных технологической документацией на УЗК. …
- 7.3.3. НО, используемые при УЗК сварных соединений, ДОЛЖНЫ обеспечивать возможность настройки временных интервалов и значений чувствительности, заданных в технологической документации на УЗК, и иметь паспорт, содержащий значения геометрических параметров и соотношения амплитуд эхо-сигналов от отражателей в НО и мерах, а также идентификационные данные мер, использованных при аттестации. …
- ДОПУСКАЕТСЯ также использовать в качестве НО калибровочные образцы V1 по ISO 2400:2012, V2 по ISO 7963:2006 (Приложение Б) или их модификации, а также образцы, изготовленные из объектов контроля, с конструктивными отражателями или альтернативными отражателями произвольной формы. …
- 8.2. Поверхность соединения, по которой перемещают преобразователь, НЕ ДОЛЖНА иметь вмятин и неровностей, с поверхности ДОЛЖНЫ быть удалены брызги металла, отслаивающиеся окалина и краска, загрязнения. …
- При механической обработке соединения, предусмотренной технологическим процессом на изготовление сварной конструкции, шероховатость поверхности ДОЛЖНА быть не хуже Rz 40 мкм по ГОСТ 2789. …
- 8.1. Сварное соединение подготавливают к УЗК при отсутствии в соединении наружных дефектов. Форма и размеры околошовной зоны ДОЛЖНЫ позволять перемещать преобразователь в пределах, обусловленных степенью контролепригодности соединения (Приложение В). …
- 8.5. Трубы и резервуары перед контролем отраженным лучом ДОЛЖНЫ быть освобождены от жидкости. …
- ДОПУСКАЕТСЯ контролировать трубы, резервуары, корпуса кораблей с жидкостью под донной поверхностью по методикам, регламентированным технологической документацией на контроль. …
- ДОПУСКАЕТСЯ вместо НО с плоскодонным отражателем применять НО с сегментными, угловыми отражателями, БЦО или другими отражателями. Способ настройки предельной чувствительности по таким образцам ДОЛЖЕН быть регламентирован в технологической документации на УЗК. При этом для НО с сегментным отражателем …
- 8.8.4. При настройке чувствительности следует вводить поправку, учитывающую различие состояния поверхностей меры или НО и контролируемого соединения (шероховатость, наличие покрытий, кривизна). Способы определения поправок ДОЛЖНЫ быть указаны в технологической документации на контроль. …
- 9.3. Шаги сканирования , определяют с учетом заданного превышения поискового уровня чувствительности над контрольным уровнем чувствительности, диаграммы направленности преобразователя и толщины контролируемого сварного соединения, при этом шаг сканирования ДОЛЖЕН быть не более половины размера активного элемента ПЭП в направлении шага. …
- 9.5. Скорость сканирования при ручном УЗК НЕ ДОЛЖНА превышать 150 мм/с. …
- Количественная разница между уровнями чувствительности ДОЛЖНА быть регламентирована технологической документацией на контроль. …
- 9.7. При УЗК сварных соединений изделий, диаметр которых менее 800 мм, настройку зоны контроля следует проводить по искусственным отражателям, выполненным в НО, имеющим ту же толщину и радиус кривизны, что и контролируемое изделие. Допустимое отклонение по радиусу образца — не более 10% номинального значения. При сканировании по наружной или внутренней поверхности с радиусом кривизны менее 400 мм, призмы наклонных ПЭП ДОЛЖНЫ соответствовать поверхности (быть притерты). При контроле РС ПЭП и прямым ПЭП следует применять специальные насадки, обеспечивающие постоянную ориентацию ПЭП перпендикулярно к поверхности сканирования. …
- Измеряемые характеристики, используемые для оценки качества конкретных соединений, ДОЛЖНЫ быть регламентированы технологической документацией на контроль. …
- 11.1. Результаты УЗК ДОЛЖНЫ быть отражены в рабочей, учетной и приемо-сдаточной документации, перечень и формы которой принимаются в установленном порядке. Документация ДОЛЖНА содержать сведения: …
- 11.2. Дополнительные сведения, подлежащие записи, порядок оформления и хранения журнала (заключений, а также форма представления результатов контроля заказчику) ДОЛЖНЫ быть регламентированы технологической документацией на УЗК. …
- 11. 3. Необходимость сокращенной записи результатов контроля, применяемые обозначения и порядок их записи ДОЛЖНЫ быть регламентированы технологической документацией на УЗК. Для сокращенной записи могут применяться обозначения по Приложению Г. …
- ДОПУСКАЕТСЯ выполнять измерение условных размеров несплошностей при значениях относительного уровня измерений от 0,8 до 0,1, если это указано в технологической документации на УЗК. …
- 12.1. При проведении работ по ультразвуковому контролю продукции дефектоскопист ДОЛЖЕН руководствоваться ГОСТ 12.1.001, ГОСТ 12.2.003, ГОСТ 12.3.002, правилами технической эксплуатации электроустановок потребителей и правилами технической безопасности при эксплуатации электроустановок потребителей, утвержденными Ростехнадзором. …
- 12.3. Уровни шума, создаваемого на рабочем месте дефектоскописта, НЕ ДОЛЖНЫ превышать допустимых по ГОСТ 12.1.003. …
- 12.2. При выполнении контроля ДОЛЖНЫ соблюдаться требования [1] и требования безопасности, изложенные в технической документации на применяемую аппаратуру, утвержденной в установленном порядке. …
- 12.4. При организации работ по контролю ДОЛЖНЫ соблюдаться требования пожарной безопасности по ГОСТ 12.1.004. …
- А.3. При контроле соединений из металлов, отличающихся по акустическим характеристикам от углеродистой и низколегированной сталей (по скорости распространения продольной волны более чем на 5%), для определения угла ввода луча, угла раскрытия основного лепестка диаграммы направленности, мертвой зоны, а также предельной чувствительности ДОЛЖЕН применяться НО СО-2А, выполненный из контролируемого материала. …
- Б.1. НО с плоскодонным отражателем представляет собой металлический блок, изготовленный из контролируемого материала, в котором выполнен плоскодонный отражатель, ориентированный перпендикулярно акустической оси преобразователя. Глубина расположения плоскодонного отражателя ДОЛЖНА соответствовать требованиям технологической документации. …
- Для сокращенной записи ДОЛЖНЫ применяться следующие обозначения: . ..
 В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru). …
В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru). … …
… ДОПУСКАЕТСЯ также применять способ сканирования качающимся лучом (рисунок 21). …
ДОПУСКАЕТСЯ также применять способ сканирования качающимся лучом (рисунок 21). … …
… …
… Способы определения поправок ДОЛЖНЫ быть указаны в технологической документации на контроль. …
Способы определения поправок ДОЛЖНЫ быть указаны в технологической документации на контроль. … При сканировании по наружной или внутренней поверхности с радиусом кривизны менее 400 мм, призмы наклонных ПЭП ДОЛЖНЫ соответствовать поверхности (быть притерты). При контроле РС ПЭП и прямым ПЭП следует применять специальные насадки, обеспечивающие постоянную ориентацию ПЭП перпендикулярно к поверхности сканирования. …
При сканировании по наружной или внутренней поверхности с радиусом кривизны менее 400 мм, призмы наклонных ПЭП ДОЛЖНЫ соответствовать поверхности (быть притерты). При контроле РС ПЭП и прямым ПЭП следует применять специальные насадки, обеспечивающие постоянную ориентацию ПЭП перпендикулярно к поверхности сканирования. … 3. Необходимость сокращенной записи результатов контроля, применяемые обозначения и порядок их записи ДОЛЖНЫ быть регламентированы технологической документацией на УЗК. Для сокращенной записи могут применяться обозначения по Приложению Г. …
3. Необходимость сокращенной записи результатов контроля, применяемые обозначения и порядок их записи ДОЛЖНЫ быть регламентированы технологической документацией на УЗК. Для сокращенной записи могут применяться обозначения по Приложению Г. … …
… ..
..Данный сборник НТД предназначен исключительно для ознакомления, без целей коммерческого использования. Собранные здесь тексты документов могут устареть, оказаться замененными новыми или быть отменены.
За официальными документами обращайтесь на официальные сайты соответствующих организаций или в официальные издания. Наша организация и администрация сайта не несут ответственности за возможный вред и/или убытки, возникшие или полученные в связи с использованием документации.
Контроль неразрушающий соединения сварные методы ультразвуковые ГОСТ 14782-86
- Москва: +7-495-514-56-46
- Москва: 8-800-222-51-57
- Обратный звонок
- Email: [email protected]
- В сравнении
- Избранное
- Вход на сайт или Регистрация
Корзина
0 — 0 руб
Товары
- Итого:
- 0 руб
Показать корзину Оформить
О компании Контакты Доставка Оплата Гарантия Сертификаты Акции и скидки
Все товарыМатериалы сварочныеСварочные электродыВольфрамовые электродыЭлектроды для строжки и резкиСварочная проволока сплошного сеченияПорошковая проволокаПрисадочный прутокСварочный флюсПодкладки керамическиеАппараты сварочныеСварочные инверторыСварочные выпрямителиСварочные трансформаторыАргонодуговые аппаратыСварочные полуавтоматыПодающие механизмыШланг-пакеты, кабеля управления для MIG/MAGСварочные горелкиКомплектующие к горелкамСварочные автоматыМашины контактной сваркиАппараты для лазерной сварки и резкиАксессуары для сваркиБлоки, регуляторы, реостаты сварочныеСварочные тележкиСварочная химияСварочные палаткиСварочные покрывалаСварочные строгачиКлеммы заземленияЭлектрододержателиЭлектропечиСварочный инструментРезка металлаАвтоматические станки для резкиАппараты плазменной резкиМашины газовой резкиПлазменные резаки Комплектующие к плазмотронамГазосваркаПодогреватели газаГазовые баллоныВентили, клапаны, затворы для газосваркиРедукторы баллонныеГазовые регуляторыГазовые горелкиГазовые резакиКомплектующие для газосваркиРукава газовыеСредства защитыСварочные маскиКомплектующие для сварочных масокОчки защитныеОдежда сварщикаОбувь для сварщикаКраги сварочныеСварочные шторыКабельная продукцияСварочный кабельКомплекты сварочных проводовРазъёмы для сварочных проводовАгрегаты сварочные и электростанцииАксессуары к генераторамСварочные генераторыГенераторыПриспособления для сваркиОстнастка для сварочных столовСварочные вращателиСварочные столыУстановки индукционного нагреваЦентраторы для сварки трубКомпрессорыБезмасляные поршневые коаксиальные компрессорыМасляные поршневые коаксиальные компрессорыНаборы компрессорного оборудованияРеменные поршневые компрессорыИнструмент и оснасткаБуры для перфоратораЛобзикиСверлаФеныДрели, шуруповертыНожницы для пластиковых трубПерфораторыДисковые пилы, отрезные пилыШлифовальные машиныКруги шлифовальныеКруги отрезныеКлиматическое оборудованиеВодонагреватели накопительныеКонвекторыРадиаторы масляныеСистемы вентиляцииИнфракрасные обогревателиТепловые пушкиТепловентиляторы электрическиеТепловые завесы ВиброоборудованиеВибраторы глубинныеВибраторы площадочныеВибропогружателиВиброрейкиВибростолыВиброуплотнители (виброплиты)Комплектующие к вибраторамВарианты комплектации оборудованияСварочные полуавтоматыОборудование для сварки полимеровОборудование для сварки полимеровСуперКарточкиСуперКарточкиПрисадочныйПрутокСуперКарточкиСварочнаяПроволокаСплошногоСеченияСуперКарточкиСварочныеЭлектродыМатериалы сварочныеСварочные электроды
- Статьи по сварке
- Справочные материалы
- Каталоги производителей
- Карта сайта
Топ продаж
Настоящий стандарт устанавливает методы ультразвукового контроля стыковых, угловых, нахлесточных и тавровых соединений, выполненных дуговой, электрошлаковой, газовой, газопрессовой, электронно-лучевой и стыковой сваркой оплавлением в сварных конструкциях из металлов и сплавов для выявления трещин, непроваров, пор, неметаллических и металлических включений.
Стандарт не устанавливает методы ультразвукового контроля наплавки.
Необходимость проведения ультразвукового контроля, объем контроля и размеры недопустимых дефектов устанавливаются в стандартах или технических условиях на продукцию.
Скачать
Компания
- О компании
- Контакты
- Сертификаты
- Вакансии
- Новости
Каталог
- Материалы сварочные
- Аппараты сварочные
- Аксессуары для сварки
- Газосварка
- Резка металла
- Средства защиты
- Кабельная продукция
- Агрегаты сварочные и электростанции
- Приспособления для сварки
- Компрессоры
- Инструмент и оснастка
- Климатическое оборудование
- Виброоборудование
Клиентам
- Политика продаж
- Доставка
- Условия гарантии
- Конфиденциальность
- Бренды
Информация
- Статьи по сварке
- Справочные материалы
- Каталоги производителей
- Карта сайта
© 2019 — 2022 Права принадлежат ООО «ТД «АРС»
Все цены на сайте www. weldexpert.ru указаны с учетом НДС. Цены приведены как справочная информация и не являются публичной офертой,
weldexpert.ru указаны с учетом НДС. Цены приведены как справочная информация и не являются публичной офертой,
определяемой положениями ст. 437 ГК РФ, и могут быть изменены в любое время без предупреждения.
Срок поставки начинает течь с первого рабочего дня, следующего за указанной датой заказа и рассчитывается в рабочих днях согласно производственному календарю РФ.
Для получения подробной информации о стоимости, сроках и условиях поставки просьба обращаться по указанным на сайте телефонам.
Неразрушающий контроль сварных швов | Structural Guide
Неразрушающий контроль сварных швов более распространен и обычно проводится по сравнению с разрушающим контролем сварных швов. Некоторые виды неразрушающего контроля сварных швов можно выполнить быстро и легко. Однако некоторые тесты требуют больше времени.
Список испытаний, проводимых в качестве неразрушающих испытаний, следующий.
- Визуальный осмотр
- Тест на проникновение ликвидности
- Тест утечки
- Тест магнитной частицы
- Ультразвуковое испытание
- Тестирование вихревого тока
- Акустическое эмиссионное тестирование
- Тест
Let Test Test.
Визуальный контроль
Визуальный контроль сварных швов является наиболее распространенным и простым типом неразрушающего контроля сварки, который может быть выполнен в качестве начального шага перед проведением любого другого контроля.
В качестве неразрушающего контроля сварных швов его можно использовать для выявления следующего.
- Размер сварного шва
- Неровности сварного шва
- Поверхностные трещины
- Неровности поверхности
- Сбор и очистка шлака
Испытание на проникновение жидкости
Краситель используется для обнаружения дефектов сварного шва.
- Этот метод можно использовать только для обнаружения трещин на поверхности и несплошностей на поверхностях сварного шва.
- Во-первых, поверхность сварного шва будет очищена.
- Затем средство распыляется на поверхность сварного шва.
- Затем он будет стерт. Агент в области трещины останется.
- Будет нанесено серебро, меняющее цвет, после чего можно будет определить дефектные области.
Испытание на герметичность
С помощью этого метода можно проверить контейнер с жидкостью. Эти виды неразрушающего контроля сварных швов (испытания сварки неразрушающим контролем) могут использоваться для испытаний контейнеров с жидкостью.
После заполнения жидкостью можно проверить утечки с поверхности.
Этот тест несколько прост по сравнению с другими типами тестов, и мы сможем собрать информацию о прочности и других параметрах сварного шва.
Осматривать можно только разрывы сварного шва.
Магнитопорошковая дефектоскопияЭтот метод используется для обнаружения дефектов на поверхности и вблизи поверхности.
- При наличии дефектов в сварном шве магнитное поле отключается.
- Этот метод можно использовать только для ферромагнитных материалов.
Ультразвуковой контроль
Изменения свойств материала можно оценить с помощью ультразвукового контроля. Скорость волны используется для определения качества, толщины и т. д. сварного шва.
д. сварного шва.
Этот метод нельзя использовать для оценки поверхностных дефектов сварных швов.
Вихретоковый контроль
Вихретоковый контроль используется для определения качества сварного шва. Этот неразрушающий контроль сварных швов не может использоваться для определения прочности сварных швов.
Когда ток проходит через катушку, расположенную близко к металлу, возникает вихревой ток. Он создает своего рода магнитное поле.
Колебания вторичного магнитного поля из-за дефектов сварного шва изменяют первичное магнитное поле в результате изменения тока через катушку.
Величина изменения тока используется для определения неоднородностей и искажений сварного шва. Это испытание сварки неразрушающим контролем используется как часть других испытаний сварки.
Испытания на акустическую эмиссию Этот метод обычно используется для оценки сварного шва существующей конструкции или крупных конструкций, таких как сосуды под давлением.
Выпуск ультразвуковых волн напряжения используется для обнаружения дефектного материала.
После оценки дефектных материалов для дальнейшей оценки используются другие методы испытаний сварки методом неразрушающего контроля или разрушающие методы испытаний.
Рентгенографический
ИспытательныйРентгеновские или гамма-лучи используются для неразрушающего контроля при сварке.
Этот метод используется для обнаружения дефектов сварных швов.
Радиографические изображения исследуются для оценки качества сварного шва.
Эти неразрушающие испытания сварных швов являются дорогостоящими.
Некоторые из связанных статей по проектированию стальных конструкций:
- Одноугловой расчет на растяжение согласно EC3
- Расчет болтового соединения с использованием Еврокода 3 9047 9
70008 Секция одноуглавого секции Проработанный пример
- Стальная колонна Дизайн EC3 Работающий пример
- Конструкция стальной колонны с использованием Eurocode 3
- Конструкция стального луча. Боковая потеря устойчивости при кручении [Теория и расчет]
- Конструкция стальной балки по BS 5950
- Классификация сечения UB по BS 5950
 Боковая потеря устойчивости при кручении [Теория и расчет]
Боковая потеря устойчивости при кручении [Теория и расчет] Неразрушающий контроль ультразвуковых сварных соединений методом ширографии | Дж. Мануф. науч. англ.
Пропустить пункт назначения навигации
Технические брифинги
Шухай Цзя,
Эн Хонг,
Реувен Кац,
Леонид С. Лев,
Сьюзан Смит,
Джеффри Абелл
Информация об авторе и статье
J. Изготовитель. науч. Eng . Июнь 2012 г., 134(3): 034502 (6 страниц)
Изготовитель. науч. Eng . Июнь 2012 г., 134(3): 034502 (6 страниц)
https://doi.org/10.1115/1.4006550
Опубликовано в Интернете: 7 мая 2012 г.
История статьи
Получено:
17 января 2011 г.
Пересмотрено:
10 февраля 2012 г.
Опубликовано:
4 мая 2012 г.
Онлайн:
7 мая 2012 г.
- Просмотры
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
- Делиться
- MailTo
- Твиттер
Иконка Цитировать Цитировать
Разрешения
- Поиск по сайту
Citation
Цзя С. , Хонг Э., Кац Р., Лев Л. К., Смит С. и Абелл Дж. (7 мая 2012 г.). «Неразрушающий контроль ультразвуковых сварных соединений методом ширографии». КАК Я. J. Изготовитель. науч. Eng . июнь 2012 г.; 134(3): 034502. https://doi.org/10.1115/1.4006550
, Хонг Э., Кац Р., Лев Л. К., Смит С. и Абелл Дж. (7 мая 2012 г.). «Неразрушающий контроль ультразвуковых сварных соединений методом ширографии». КАК Я. J. Изготовитель. науч. Eng . июнь 2012 г.; 134(3): 034502. https://doi.org/10.1115/1.4006550
Скачать файл цитаты:
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- РефВоркс
- БибТекс
- Процит
- Медларс
Расширенный поиск
Ультразвуковая сварка является быстро развивающейся областью. Это промышленный метод, при котором высокочастотные ультразвуковые акустические колебания локально воздействуют на заготовки, сжимаемые вместе, для создания твердотельного сварного шва. Большим преимуществом ультразвуковой сварки является ее эффективность при соединении разнородных тонких металлических листов или фольги, используемых в аккумуляторной, аэрокосмической и автомобильной промышленности. Изобретение более сложного и недорогого оборудования и возросший спрос привели к расширению знаний об основных процессах. Однако многие аспекты ультразвуковой сварки по-прежнему требуют дополнительных исследований, таких как более точное соотношение качества сварки с параметрами процесса. Контроль качества ультразвуковых сварных швов в поточной линии также ставит новые задачи. В настоящее время испытание на разрушающее растяжение является одним из наиболее эффективных способов контроля качества соединения в лабораторных условиях, но его нельзя применять для внутритрубного контроля. В данной работе исследована возможность использования метода ширографии для контроля качества ультразвукового сварного шва. Разработана, построена и испытана новая ширографическая система с субмиллиметровым разрешением. Было проведено обширное экспериментальное исследование неразрушающего контроля (НК) ультразвуковой сварки. Экспериментальные результаты показывают, что эффективная площадь сварного шва может быть извлечена из фазовой карты ширографии.
Изобретение более сложного и недорогого оборудования и возросший спрос привели к расширению знаний об основных процессах. Однако многие аспекты ультразвуковой сварки по-прежнему требуют дополнительных исследований, таких как более точное соотношение качества сварки с параметрами процесса. Контроль качества ультразвуковых сварных швов в поточной линии также ставит новые задачи. В настоящее время испытание на разрушающее растяжение является одним из наиболее эффективных способов контроля качества соединения в лабораторных условиях, но его нельзя применять для внутритрубного контроля. В данной работе исследована возможность использования метода ширографии для контроля качества ультразвукового сварного шва. Разработана, построена и испытана новая ширографическая система с субмиллиметровым разрешением. Было проведено обширное экспериментальное исследование неразрушающего контроля (НК) ультразвуковой сварки. Экспериментальные результаты показывают, что эффективная площадь сварного шва может быть извлечена из фазовой карты ширографии.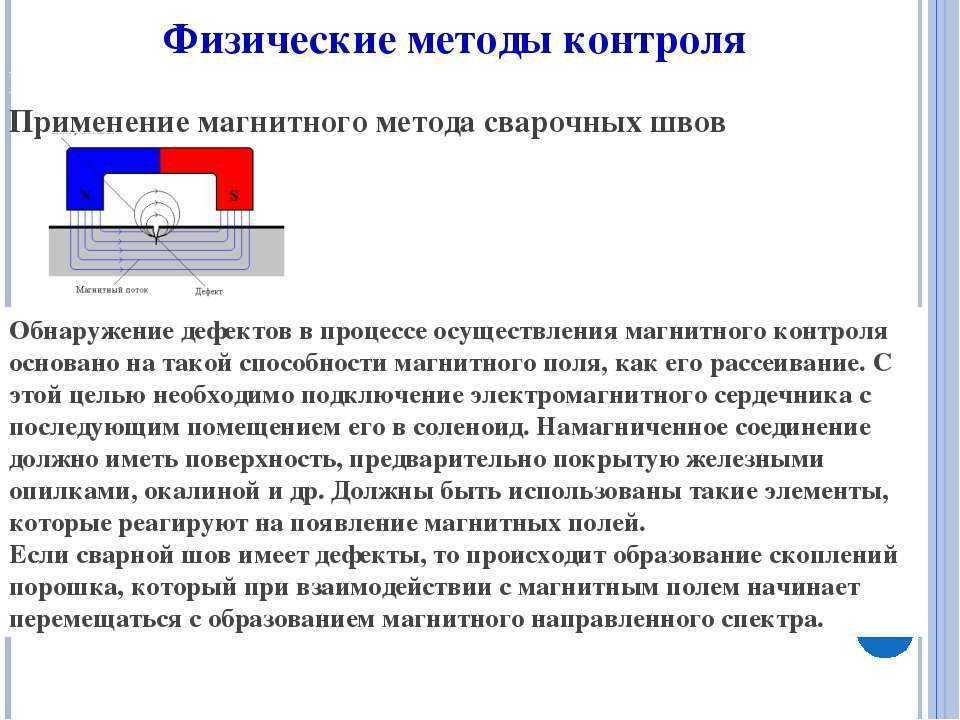 В этой статье показано, что ширография является потенциальной технологией неразрушающего контроля ультразвуковой сварки.
В этой статье показано, что ширография является потенциальной технологией неразрушающего контроля ультразвуковой сварки.
Раздел выпуска:
Технические описания
Ключевые слова:
ширография, неразрушающий контроль (НК), ультразвуковая сварка, вкладка батареи, электромобиль
Темы:
Неразрушающий контроль, ультразвуковая сварка, батареи, Инспекция
1.
Корень
,
Y.
, 2010,
Глобальная производственная революция: интеграция и реконфигурируемые системы продукта
,
John Wiley & Sons
,
Hoboken, NJ
, Chap. 6.
6.
2.
Mariam
,
H.G.
, 2007, “
Ультразвуковая сварка алюминия 6111—Исследование надежности и ремонтопригодности роботизированной сварочной системы C-Gun00200 », Труды IMECE2007, стр. 1–9.
3.
Jahn
,
R.
,
Cooper
,
R.
, and
Wilkosz
,
D.
, 2007, “
The Влияние геометрии наковальни и энергии сварки на микроструктуры при ультразвуковой точечной сварке AA6111-T4
»,
Metall. Матер. Транс. А
,
38а
, стр.
570
–
583
.
4.
BALLE
,
F.
,
Wagner
,
G.
и
EIFLER
,
D.
9000, 2007, 2007, 2007, 2007, 2007, 2007, 2007 , 2007, 2007, 2007, 2007 9000, 2007, 2007, 2007, 2007,. Точечная сварка алюминиевого листа/полимера, армированного углеродным волокном — соединения
»,
Materialwiss. Веркштоффтех.
,
38
(
11
), стр.
934
–
938
.
5.
Ditchburn
,
R. J.
J.
,
Burke
,
S. K.
, and
Scala
,
C. M.
, 1996, “
NDT of Welds: Современное состояние
»,
NDT & E Int.
,
29
(
2
), стр.
111
–
117
.
6.
Shafeek
,
H. I.
,
Gadelmawla
,
E. S.
,
Abdel-Shafy
,
A. A.
A.
, and
Elewa
,
И. М.
, 2004, «
Оценка дефектов сварки на рентгенограммах газопроводов с использованием компьютерного зрения
»,
NDT и E Междунар.
,
37
, стр.
291
–
299
.
7.
Dixon
,
S.
,
Edwards
,
C.
и
Palmer
,
S.
, 19999, 1999, 1999, 1999, 1999, 1999, 1999, 1999, 1999, 1999, 1999, 1999, 1999, 1999, 1999, 1999, 1999, 1999, 1999, 1999, 19999,
. –Система EMAT для ультразвукового контроля сварных швов
–Система EMAT для ультразвукового контроля сварных швов
»,
Ультразвук
,
37
, стр.
273
–
281
.
8.
Khmelev
,
V. N.
,
Slivin
,
A. N.
,
Abramov
,
A. D.
, and
Levin
,
S. V.
, 2008, «
Испытание на прочность сварного шва термопластов, полученных ультразвуковой сваркой
»,
9-й Международный семинар и учебные пособия по электронным устройствам и материалам 2008, ERLAGOL
, стр.
227
–
230
.
9.
Sancaktar
,
E.
и
Walker
,
E.
, 2004, «
Влияние карбоната кальция, Talc, MICA и Glass-Fiber. по ультразвуковой прочности сварного шва полипропилена
»,
J. Appl. Полим. науч.
,
94
(
5
), стр.
1986
–
1998
3 .
10.
JIA
,
S. H.
и
LI
,
Y. G.
, 2007, «
Исследование неразрушающего тестирования аэродиального комплексного материала DSPI
2,’ Исследование неразрушающего тестирования комплексного материала DSPI
, ’.
Матер. науч. Форум
,
544–545
, стр.
837
–
840
.
11.
Koren
,
Y.
и
Katz
,
R.
, 2003, «
Реконфигурируемый аппарат и метод для осмотра во время производственного процесса
2,’ Reconfigerawer Apparatus and Method For Inspection во время производственного процесса
,
»,« Реконфигурируемый аппарат и метод для осмотра ». Патент США № 6,567,162.
12.
Хонг
,
Э.
,
Кац
,
R.
,
Agapiou
,
J. S.
и
Hufnagel
,
B.
, 2010, «
Оптичный метод для информирования Surface Defects Insural Antry Antry Bore Boner 9000.
Изм. науч. Технол.
,
21
(
1
), стр.
5704
–
5711
3 .
13.
Завис
,
YY
, и
Ho
,
HP
, 2005, «
Shearography: An Optical Measurement Technique and Applications»,
9 Mater
3 9. науч. англ. Р
науч. англ. Р
,
49
, стр.
61
–
87
.
14.
Цзя
,
С. Х.
,
Юэ
,
К. Д.
3 90,
3 Tan
,
Y. S.
, 2000, «
Система двухоптического ESPI для измерения вибрации»
,
Opt. Лазеры инж.
,
34
(
1
), стр.
67
–
74
3.
15.
Мохан
,
Н. К.
, и
Растоги
,
П.
, 2003, «
Последние разработки в области цифровой интерферометрии спекл-структуры
»,
Opt. Лазеры инж.
,
40
, стр.
439
–
445
.
16.
Capanni
,
A.
,
Pezzati
,
L.
,
Bertani
,
D.
,
Cetica
,
M.
и
Francini
,
F.
, 1997, «
Фазовый сдвиг, спеклевая интерферометрия: фильтр для снижения шума для фазы Unwarping
»,
opt. англ.
,
36
(
9
), стр.
2466
–
2472
3 .
В настоящее время у вас нет доступа к этому содержимому.
$25,00
Покупка
Товар добавлен в корзину.
Проверить
Продолжить просмотр Закрыть модальный Спецификации сварки – Технические таблицы mec
Типы НК ( неразрушающие испытания)
Методы неразрушающего контроля должны выполняться в соответствии с общими принципами, изложенными в EN 12062, и с
требования стандарта, относящиеся к каждому методу:
PT: пенетрантные испытания в соответствии с EN 571-1;
MT: магнитопорошковый контроль в соответствии с EN 1290;
УЗК: ультразвуковой контроль в соответствии с EN 1714, EN 1713;
РТ:
рентгенографический контроль в соответствии с EN 1435.
Таблица 1 – Аббревиатура
Метод исследования
 85pt; border: solid windowtext 1.0pt; border-left: none; mso-border-left-alt: solid windowtext .5pt; mso-border-alt: solid windowtext .5pt; padding: 0cm 5.4pt 0cm 5.4pt; height: 16.35pt;»>
85pt; border: solid windowtext 1.0pt; border-left: none; mso-border-left-alt: solid windowtext .5pt; mso-border-alt: solid windowtext .5pt; padding: 0cm 5.4pt 0cm 5.4pt; height: 16.35pt;»> Сокращенное название
Вихретоковое исследование
Магнитопорошковое исследование
Пенетрантная экспертиза
Рентгенологическое исследование
Ультразвуковое исследование
Визуальный осмотр
 85pt; border-top: none; border-left: none; border-bottom: solid windowtext 1.0pt; border-right: solid windowtext 1.0pt; mso-border-top-alt: solid windowtext .5pt; mso-border-left-alt: solid windowtext .5pt; mso-border-alt: solid windowtext .5pt; padding: 0cm 5.4pt 0cm 5.4pt; height: 76.05pt;»>
85pt; border-top: none; border-left: none; border-bottom: solid windowtext 1.0pt; border-right: solid windowtext 1.0pt; mso-border-top-alt: solid windowtext .5pt; mso-border-left-alt: solid windowtext .5pt; mso-border-alt: solid windowtext .5pt; padding: 0cm 5.4pt 0cm 5.4pt; height: 76.05pt;»> ET
МТ
ПТ
РТ
UT
ВТ
На рисунке ниже показан типичный
дефекты сварных швов.
Методы НК, применяемые при контроле сварных соединений, отличаются от
другое очень.
Визуальный осмотр является предварительным методом неразрушающего контроля, который следует проводить для
экспертиза. Визуальный осмотр дает основную информацию о состоянии сварных соединений и рассматриваемой конструкции.
Рентгенологические методы используются чаще всего и позволяют очень надежно
обнаружение трехмерных неоднородностей, таких как поры, неметаллические включения, неполное проникновение и подрезы на недоступной стороне корня. Метод менее надежен в
обнаружение плоских, т. е. двумерных, дефектов, таких как трещины. Недостатком этого метода является стоимость и то, что он требует особого мастерства для реализации.
Ультразвуковые методы кажутся наиболее универсальными. Они
применимы ко всем типам дефектов, но они сравнительно сложны и чувствительны к различным возмущениям. Они менее надежны, поэтому заставляют себя цениться в
сварка очень медленная.
Доступны простые и надежные методы обнаружения трещин
достигая поверхности. Магнитные методы подходят для ферромагнитных материалов, а проникающие методы подходят для всех металлов.
На рисунке схематично показано применение различных методов неразрушающего контроля при контроле стыковых и угловых швов.
T Разрушающий и неразрушающий контроль должен
определяется инспектором и руководителем работ , с учетом настоящих общих правил
- ВТ (визуальный контроль) всех сварных швов (100%)
- PT (испытание проникающей способностью) или MT (магнитопорошковая дефектоскопия) применяется к
частичные швы
- RT (радиографический контроль) или UT (ультразвуковой контроль) применяется к стыковым сварным швам и
Тройники
RT обычно не подходит для угловых швов.
осмотр.
РТ не
Необходимо следовать указаниям Приложения С стандарта EN 12062:1997.
Общепринятые методы для
Контроль сварных швов приведен в таблице 2 для поверхностных дефектов и в таблице 3 для внутренних дефектов.
Для сварных швов с частичным проплавлением и угловых швов непроплавленный корень может препятствовать удовлетворительному объемному сварному шву.
обследование при использовании методов, приведенных в таблице 3.
Методы, отличные от приведенных в
Таблицы 2 и 3 могут быть согласованы для определения фактической степени проникновения и размеров других типов несовершенств.
В следующей таблице представлено справочное руководство по основным методам неразрушающего контроля. Таблица взята из хорошей статьи от NDTnet.
 К.
К.

Метод исследования | |
Вихретоковое исследование Магнитопорошковое исследование Пенетрантная экспертиза Рентгенологическое исследование Ультразвуковое исследование Визуальный осмотр |


 0pt; mso-yfti-tbllook: 1184; mso-padding-alt: 0cm 5.4pt 0cm 5.4pt; mso-border-insideh: 1.0pt solid #9BBB59; mso-border-insidev: 1.0pt solid #9BBB59;»>
0pt; mso-yfti-tbllook: 1184; mso-padding-alt: 0cm 5.4pt 0cm 5.4pt; mso-border-insideh: 1.0pt solid #9BBB59; mso-border-insidev: 1.0pt solid #9BBB59;»> 0pt; border-right: solid #9BBB59 1.0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; background: #E6EED5; padding: 0cm 5.4pt 0cm 5.4pt;»>
0pt; border-right: solid #9BBB59 1.0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; background: #E6EED5; padding: 0cm 5.4pt 0cm 5.4pt;»> 0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; background: #E6EED5; padding: 0cm 5.4pt 0cm 5.4pt;»>
0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; background: #E6EED5; padding: 0cm 5.4pt 0cm 5.4pt;»> 0pt; background: #E6EED5; padding: 0cm 5.4pt 0cm 5.4pt;»>
0pt; background: #E6EED5; padding: 0cm 5.4pt 0cm 5.4pt;»> 0pt; border-right: solid #9BBB59 1.0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; padding: 0cm 5.4pt 0cm 5.4pt;»>
0pt; border-right: solid #9BBB59 1.0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; padding: 0cm 5.4pt 0cm 5.4pt;»>
 Является единственным «продуктивным» видом инспекции.
Является единственным «продуктивным» видом инспекции. 
 0pt; mso-border-left-alt: solid #9BBB59 1.0pt; background: #E6EED5; padding: 0cm 5.4pt 0cm 5.4pt;»>
0pt; mso-border-left-alt: solid #9BBB59 1.0pt; background: #E6EED5; padding: 0cm 5.4pt 0cm 5.4pt;»>
 0pt; border-right: solid #9BBB59 1.0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; padding: 0cm 5.4pt 0cm 5.4pt;»>
0pt; border-right: solid #9BBB59 1.0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; padding: 0cm 5.4pt 0cm 5.4pt;»> 0pt; border-right: solid #9BBB59 1.0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; padding: 0cm 5.4pt 0cm 5.4pt;»>
0pt; border-right: solid #9BBB59 1.0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; padding: 0cm 5.4pt 0cm 5.4pt;»> 0pt; border-right: solid #9BBB59 1.0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; padding: 0cm 5.4pt 0cm 5.4pt;»>
0pt; border-right: solid #9BBB59 1.0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; padding: 0cm 5.4pt 0cm 5.4pt;»> 0pt; border-right: solid #9BBB59 1.0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; background: #E6EED5; padding: 0cm 5.4pt 0cm 5.4pt;»>
0pt; border-right: solid #9BBB59 1.0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; background: #E6EED5; padding: 0cm 5.4pt 0cm 5.4pt;»>
 4pt 0cm 5.4pt;»>
4pt 0cm 5.4pt;»> 0pt; border-top: none; mso-border-top-alt: solid #9BBB59 1.0pt; padding: 0cm 5.4pt 0cm 5.4pt;»>
0pt; border-top: none; mso-border-top-alt: solid #9BBB59 1.0pt; padding: 0cm 5.4pt 0cm 5.4pt;»> 0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; padding: 0cm 5.4pt 0cm 5.4pt;»>
0pt; mso-border-top-alt: solid #9BBB59 1.0pt; mso-border-left-alt: solid #9BBB59 1.0pt; padding: 0cm 5.4pt 0cm 5.4pt;»>