Сварочный аппарат лига
Информация
«Лига» — сварка на воде
Газосварочные аппараты «Лига» работают от сети 220В на дистиллированной воде.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Рис. 1. Газосварочный аппарат «Лига-02»
Принцип работы «Лиги» таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным «сухим» пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 º С.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
В процессе работы установки уровень электролита постоянно понижается. При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
Область применения
- пайка, сварка и резка чёрных (толщиной до 4,5 мм) и цветных металлов
- ювелирные и стоматологических работы
- ремонт сложной техники (холодильники, автомобили)
- пайка и ремонт металлических оправ, очковой оптики
- ремонт и монтаж сантехнического оборудования
- обработка стекла, в том числе кварцевого
- сварка термопар (никель-константановых, платиновых и т.п.)
- закалка, местный отжиг, нормализация и отпуск
- запайка ампул биологических и медицинских препаратов
Модификации и комплектация
На данный момент осуществляется производство двух модификаций газосварочного аппарата «Лига» — «Лиги-02» и «Лига-22».
В зависимости от области применения существует пять различных комплектаций — 02, 02С, 02О, 22 и 22Д.
Особенности модификаций и комплектаций
Информация
Припои и флюсы
Ниже приведены описания и характеристики припоев и флюсов, рекомендуемых к использованию при проведении сварочных работ аппаратами «Лига».
Припой П-81 (диам. 2 мм)
Состав: Медь 52-54%, Фосфор 6-7%, Никель 6-7%, Цинк – 32-36%.
Соединяемые материалы: медь, серебро, никель и их сплавы (в т.ч. латунь), стали (в т.ч. нержавеющая), чугун, твердые сплавы и их сочетания и др. Пайка с использованием флюса.
Температура плавления 630-660 град.С, температура пайки 680-700 град.С.
Свойства: предел прочности на срез по стали 170 МПа, область разрушения телескопического соединения медь-сталь – по меди. Обеспечивает высокую герметичность паяных конструкций под давлением до 16 атм., обеспечивает высокую надежность работы фреоновых систем, высокое качество при ремонте твердосплавного инструмента.
Наиболее эффективен взамен высокосеребряных припоев ПСр25, ПСр29. 5, ПСр40, ПСр45.
5, ПСр40, ПСр45.
Рекомендуемые флюсы: ФК-250, ФК-235, ПВ-209.
Припой П-14к ( диам. 2 мм ) / П-14к офлюсованный ( диам. 2 мм)
Состав: Медь 90%, Фосфор 5,5-6 %, Олово 3,5-4 %, Цирконий 0,01-0,05 %.
Соединяемые материалы: медь, серебро, медные сплавы (латунь, бронза, нейзильбер).При пайке меди возможна пайка без применения флюса.
Температура плавления 640-680 град.С, температура пайки 720-740 град.С.
Свойства: прочность паяных соединений из латуни 290-320 МПа, ударная вязкость разрушения 1,5-3,0 кДж*м/кв.см., область разрушения телескопического соединения медь-медь – по меди, замена серебра – до 45%. Обеспечивает высокие механические характеристики и высокую герметичность паяных швов, работающих в различных средах (фреон, масло и т.д.).
Эффективен взамен серебряных припоев ПСрФ 5-5, ПСр15, ПСр25, ПСр29.5, ПСр40, ПСр45.
Рекомендуемые флюсы: ФК-250, ФК-235, ПВ-209.
Припой П-21 (ЛОК-57)
Состав: Медь 55-57%, Олово 6,7-7,3%, Никель 0,7-1,4%, Цинк – 34-38%.
Соединяемые материалы: стали, медь и ее сплавы, никель и его сплавы и их сочетания.
Температура плавления 800-830 град.С, температура пайки 850-890 град.С.
Свойства: предел прочности на разрыв по стали 240-260 МПа, область разрушения телескопического соединения – паяемый материал. Применяется для пайки стальных тонкостенных изделий, пайки штуцеров компрессоров и других конструкций с повышенными требованиями по прочности.
Рекомендуемые флюсы: ФК-250.
Припой А4047
Состав: Алюминий 86,5%, Кремний 12%, Железо 0,8%, Медь 0,3%, остальное Mn, Mg, Zn.
Соединяемые материалы: алюминий с алюминием. Пайка с использованием флюса.
Температура плавления 570 град.С, температура пайки 580-600 град.С.
Свойства: предел прочности 2464 кг/кв.см.
Жидкотекучий материал с отличными свойствами капиллярного притяжения, пластичности и проникновения. Высокая коррозионностойкость.
Рекомендуемый флюс: Al-braze.
Флюс ФК-250 / Флюсовая паста ФКП-250
Элементный состав (масс.%): В – 13-16%, К – 31-35%, О – 30-33%, F – остальное.
Предназначен ие : высокотемпературн ая пайки меди, никеля, серебра, их сплавов, жаропрочных и твердых сплавов, конструкционных и нержавеющих сталей.
Является эффективной заменой стандартных флюсов ПВ-209 и ПВ-284 (соотношение эффективности 250/209 – 4:1).
Свойства: температура плавления 400-450 град.С, температурный интервал активности
550-950 град.С. На его основе можно приготовить водную суспензию.
Рекомендации по применению флюса ФК-250 / Флюсовой пасты ФКП-250:
– Развести необходимое для пайки количество флюса водой до состояния жидкой сметаны (для флюса ФК-250)
– Нанести на поверхности деталей
– Нагреть место пайки до температуры плавления флюса
– Продолжая нагревать до температуры плавления припоя, внести в зону пайки припой .
Флюс Al-braze
Предназначен ие : пайк а алюминиевым твердым припоем с применением газовой горелки.
Свойства: температура плавления 400-450 град.С, температурный интервал активности
500-800 град.С. На его основе можно приготовить водную суспензию.
Рекомендации по применению флюсов по алюминию:
– Очистить соединяемые детали от жира, масла, грязи.
– Удалить прочную окисную пленку с алюминиевой поверхности щеткой с проволокой из нержавеющей стали.
– Развести необходимое для пайки количество флюса водой или спиртом до состояния жидкой сметаны и нанести на поверхности деталей.
– Нагреть слегка пруток твердого припоя пламенем горелки и покрыть его флюсом, погрузив в сухой флюс.
– Нагреть место пайки до температуры плавления флюса, когда флюс станет прозрачным.
– Продолжая нагревать до температуры плавления припоя, внести в зону пайки припой. Избегать перегрева!
– После пайки удалить остатки флюса с помощью горячей воды и проволочной щетки.
Все указанные выше припои и флюсы вы можете приобрести у нас сразу при покупке аппарата.
Лига-02С газосварочный аппарат для зубных техников, литейщиков и ювелиров (работает на воде и самый безопасный)
Заказать в 1 клик
Описание товара
Лига-О2С – «не дорогая палочка выручалочка» для зубного техника и литейщика.
Поставив себе цель купить паяльный, сварочный и недорогой аппарат
которым бы можно было устранять баланс и запаивать брак при литье и т.п,
объездив все стоматологические выставки, включая Кельнскую, с высаженной
и распиленной подковой на модели из жидкого полиуретана для прочности, в кармане…
Перепробовал все, включая даже лазерную сварку.
Признаюсь: потратил много времени и сил! Остановился на лучшем и не дорогом.
Имея 5 летний опыт использования данной модификации именно Лига-О2С
у нас в круглосуточной литейной лаборатории Скиф.
Видя реальную картину проблем у зубных техников и литейщиков и разумеется
зуботехнических лабораторий со своими даже литейками, мы пришли к мнению,
что нужно с вами поделиться наработанным материалом.
Ну а теперь самое важное:
1.Вам больше не нужно тратить время на переделку, а это заново отмоделировать,
отлить и высадить на рабочую или мастер модель.
Потеря на переделку целого дня, если учитывать, что вас в литейке не предупредили о браке
и поставили перед фактом, еще и литейка находиться не рядом.
Или баланс моста из 3 и более единиц… это мне надо распилить, высадить,
зафиксировать и к вам снова в литейку приехать спаять на другой конец города в час пик.
2.Пайка занимает от 1 до 3 минут в зависимости от сложности ремонта.
Огромная экономия времени (рабочий день или 3 минуты)
Для более сложной пайки мы все равно используем «Умного паука».
3.Компактный аппарат габариты 240x280x395, легкий вес всего20кг, не занимает много места
(на стол, под стол), работает от сети 220В на дистиллированной воде (как утюг),
очень простой в использовании и безопасный (ни каких баллонов с газом),
бесшумный, паяйте, сваривайте, хоть дома.
4. Включает в себя 2 горелки (“стандартная” и “игла” для ювелиров),
если одна сломалась, используйте вторую +запасные сопло-2шт.
И опять плюс: не простаивает производство.
5.Небольшие финансовые затраты (аналоги паяльных аппаратов других производителей
стоят в десятки раз дороже и менее эффективны). Очень ограничена их функциональная возможность.
Как правило используют их только для фиксации деталей, как точечную сварку,
чтобы не ждать 1час (в начале фиксация спаиваемых деталей беззольной пластмассой
Стабилопаст, Патерн Резин, Пи-Ку Пласт, Формпаст и т.п до полного отвердевания 15-20мин.
Затем пакуем в паковочную массу на воде, до полного затвердевания 30-45 минут.
Вот и еще часик вам спасли…
Область применения для зуботехнической лаборатории:
1.Запаивание отверсий, лункеров, пор, трещин в дентальных сплавах
2.Устранение баланса, методом разрезания и спаивания частей каркаса
3.Ремонт бюгельных каркасов, кламмеров, дуг, седел и т. п где необходимо
п где необходимо
использование КХС и Ni припоя.
Вы все еще переделываете.
Когда можно починить.
Кто не ценит время, тот его теряет.
Не бойся, что не знаешь-бойся, что не учишься.
Принцип работы «Лиги» таков: при протекании электрического тока через воду
выделяются газообразные водород и кислород. Произведённая в электролизёре
водород-кислородная газовая смесь проходит через охладитель-обогатитель газа,
в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора
вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.).
Полученная газовая смесь по шлангам поступает в горелку,
оснащенную встроенным «сухим» пламегасителем.
Количество произведённой газовой смеси, а значит сила пламени,
регулируется регулятором тока.
Максимально достигаемая температура пламени — 2600 ºС.
Если производительность установки не соответствует диаметру сопла горелки
или засорены газовые магистрали, то внутри электролизёра увеличивается давление.
При превышении давления над 0,4 атм. срабатывает электронный датчик давления,
который выключает ток через электролизер, подает непрерывный звуковой сигнал,
при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно
(перед введением в эксплуатацию) добавляют щёлочь КОН
(150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе
выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов
В процессе работы установки уровень электролита постоянно понижается.
При достижении минимального уровня включается электронный датчик уровня,
который подает прерывистый звуковой и световой сигнал.
Электролизер Лига-41 — Первые впечатления
Помыкался я с выбором источника тепла, от миниатюрных газовых постов на одноразовых баллонах кислород-пропан/MAP до полноформатных кислород/ацитилен, но идея работы и содержания горючих газов в моей берлоге что-то не радовала. Да, кул, эти все ацитилены- и температура и возможность балансировать пламя от окислительного до восстановительного, и даже отрезать 5 см железа, но не в этот раз)))
Подумал и заказал электролизер, он же HHO генератор, он же водородный генератор производства компании Лига (СПБ). Очковал сильно, так как исторически «люблю» Российских производителей, да и аппаратов, именно 41-х нет так чтобы с утра деньги, вечером стулья- на заказ 3 недели со 100% предоплатой.
Очковал сильно, так как исторически «люблю» Российских производителей, да и аппаратов, именно 41-х нет так чтобы с утра деньги, вечером стулья- на заказ 3 недели со 100% предоплатой.
Трансфер деловыми линиями аппарат пережил, хотя отправили его просто в тонюсенькой картонной коробке, без какой-либо защиты, при весе под 40 кг, удивляюсь, что в процессе доставки ничего не отломали и не располовинили, хотя корпус немного погнут под ручкой (либо с завода так вышел, ибо погнуть двух миллиметровый кожух и ни него не поцарапать- практически не реально).
На фото прочувствовали всю суровость питерских умельцев? Вилку на кабель прицепить? Жилы пометить хотя бы?)))
Комплектация, вся сразу:
Горелка REDIUS Г2-23 в комплекте с сухими огнепреградителями, и два куска кислородного шланга метра по 2. доложить кусок 30 см от выхода до обогатителя не судьба, приходится отрезать по 30 см сразу с обоих шлангов.
Не фотографировал выход аппарата и охладитель-обогатитель- но тоже ни одной подписи, где выход обогащенный, где просто HHO — сами догадайтесь.
Хомуты в комплекте- ага, щас.
Инструкция, мягко говоря мало информативная, и тоже ни про кабель, ни про выходы обогатителя, как нибудь сфотографирую, что с чем соединять.
Хоть и пищется, что Лига-41 поставляется полностью заправленным, я долил больше литра дистиллированной воды.
Поругался, теперь о ощущениях:
Аппарат по хорошему кондовый, но снаружи достаточно качественно сделан, внутрь пока нет желания лезть.
Очень быстро выходит на режим. От включения до возможности поджига горелки реально секунды.
Себестоимость работы, как по мне копеечная, я развлекался пару часов, долил 50 мл дистиллированной воды.
Результирующая стоимость не сильно дороже нормального газового поста, но не надо ни куда ездить заправлять, поверять и прочее, плюс маленький объем- сунул ящик под стол, и все.
Кушает электролизер на максимуме 4кВт, если долго так гонять, минут через 20 выщелкивает 16-ти амперный автомат, прямо как по учебнику.
Для нагреть, припаять мягким/жестким припоями, закалить мелочь- идеально, варить водородом в чистом виде- смутное удовольствие, из-за высокой способности водорода растворяться в металле, как будет бензол для того, чтобы залить в обогатитель- сделаю еще один подход.
Если просто греть и паять- защита глаз не нужна, но если пытаетесь варить, то обязательно одевать защитные темные очки газосварщика, мне очень понравилось варить в темно-зеленых №5 JACKSON NEMESIS, которые брал для плазмореза.
1,983 просмотров всего, 2 просмотров сегодня
А р т и з а н
мастерская свободной энергии
Газосварочный электролизёр ЛИГА – Водородный сварочный аппарат
Газосварочное оборудование нового поколения: работающие на воде электролизеры ЛИГА
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Температура пламени достигает 2600ºC, что обеспечивает сварку, пайку и резку черных и цветных металлов толщиной до 4,5 мм.
Себестоимость газовой сварки при применении электролизных установок «Лига» уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов. (с) ЗАО «Василеостровский электромеханический завод».
Аппарат Лига-12 малогабаритный, переносной, питается от бытовой сети 220 В. При незначительной потребляемой мощности 1,8 кВт позволяет сваривать и резать сталь и цветные металлы толщиной до 2 мм. Температура чистого пламени легко регулируется от 600оС до 2600оС. Данный аппарат хорошо себя зарекомендовал у ювелиров, стоматологов и ремонтников холодильного оборудования. Технологические возможности аппарата Лига-12 — рекордные при малом весе (12 кг.) и незначительной потребляемой мощности (1,8 кВт). Он вырабатывает за 1 час работы около 330 л газовой смеси, расходуя при этом 150 мл дистиллированной воды.
Аппарат Лига-31 позволяет резать и сваривать сталь и цветные металлы толщиной стенки до 3 мм. Он нашел себе применение на станциях технического обслуживания автомобилей, где применение баллонов с взрывоопасными газами (пропан, кислород) чревато серьезными последствиями. Аппарат очень удобен при наплавке и пайке цветных и черных металлов.
Газовой сварке уже почти сто лет. Несмотря на появление множества новых способов сварки, многие работы и сейчас удобнее выполнять газовой горелкой. В качестве горючего газа для сварки повсеместно используют ацетилен. Объем применения прочих горючих газов ничтожно мал. В 70-80 гг. исследования, проведенные специалистами Института электросварки им. Е. О. Патона, Киевского политехнического института и ряда других организаций в СССР и за рубежом, показали, что вместо ацетилена можно использовать водород. При этом производительность и качество сварки углеродистых сталей и многих других сплавов могут быть такими же, как при работе с ацетиленом.
Несмотря на появление множества новых способов сварки, многие работы и сейчас удобнее выполнять газовой горелкой. В качестве горючего газа для сварки повсеместно используют ацетилен. Объем применения прочих горючих газов ничтожно мал. В 70-80 гг. исследования, проведенные специалистами Института электросварки им. Е. О. Патона, Киевского политехнического института и ряда других организаций в СССР и за рубежом, показали, что вместо ацетилена можно использовать водород. При этом производительность и качество сварки углеродистых сталей и многих других сплавов могут быть такими же, как при работе с ацетиленом.
Давно известно, что тепловые характеристики водородно-кислородного пламени позволяют сваривать, резать, паять, плавить и термически обрабатывать большинство металлов, кварц, любое стекло и керамику. По температуре оно такое же, как ацетилено-кислородное, а увеличение расхода водородно-кислородной смеси в 1,7-2,0 раза по сравнению с ацетилено-кислородной позволяет обеспечить такую же скорость локального нагрева металла до температуры плавления. Но ацетилено-кислородное пламя является восстановительным по отношению к жидкому железу, а водородно-кислородное — окислительным. Это долгое время мешало сваривать сталь водородно-кислородным пламенем: сварочная ванна покрывалась сплошным слоем шлака, а шов получался хрупким и пористым. Но выяснилось, что если добавлять к водородно-кислородной смеси пары органических веществ, связывающих кислород, то можно получать безупречные по качеству швы. В Киевском политехническом институте доказали, что достаточно добавить пары бензина в количестве всего 2,2 % объема, — и пламя становится химически нейтральным. Вместо бензина можно добавлять различные углеводороды с температурами кипения от 30°С до 80°С. (Бензины, гексан, гептан — предельные углеводороды, бензол, толуол — непредельные углеводороды). Расход добавки мизерный, так как она является не теплоносителем, а раскислителем, связывающим лишний кислород. Для выполнения такого объема сварки стали, на который расходуют баллон ацетилена, требуется всего около 100 г бензина.
Но ацетилено-кислородное пламя является восстановительным по отношению к жидкому железу, а водородно-кислородное — окислительным. Это долгое время мешало сваривать сталь водородно-кислородным пламенем: сварочная ванна покрывалась сплошным слоем шлака, а шов получался хрупким и пористым. Но выяснилось, что если добавлять к водородно-кислородной смеси пары органических веществ, связывающих кислород, то можно получать безупречные по качеству швы. В Киевском политехническом институте доказали, что достаточно добавить пары бензина в количестве всего 2,2 % объема, — и пламя становится химически нейтральным. Вместо бензина можно добавлять различные углеводороды с температурами кипения от 30°С до 80°С. (Бензины, гексан, гептан — предельные углеводороды, бензол, толуол — непредельные углеводороды). Расход добавки мизерный, так как она является не теплоносителем, а раскислителем, связывающим лишний кислород. Для выполнения такого объема сварки стали, на который расходуют баллон ацетилена, требуется всего около 100 г бензина.
Таким образом, технологические ограничения на применение водородно-кислородной смеси при сварке были сняты, однако объем применения водорода для сварки все еще остается ничтожным. Причина: до последнего времени не было пригодного для сварки источника водорода. Баллоны тут не годятся: их потребуется в 3-5 раз больше, чем при работе на ацетилене и кислороде. Это явно нерентабельно. Но там, где есть электроэнергия, источником водорода и кислорода может быть обычная вода. При электролизе воды получаются сразу и горючий газ (водород), и окислитель (кислород), к тому же в оптимальном соотношении. Значит, если сделать электролизер, который можно доставлять к месту сварки, то можно подавать газы из него прямо в горелку и обходиться без баллонов.
Эту очевидную идею пытались реализовать с 30-х гг., но безрезультатно.
Основным препятствием оказалось соотношение веса электролизера и количества вырабатываемого газа. Газосварочное оборудование обычно должно быть передвижным. Но долгие годы количества газа от передвижных электролизеров хватало только для ювелирных работ либо для пайки зубных протезов. В 80-90 гг. наряду с 300-килограммовыми стационарными электролизерами, применяемыми для сварки стали толщиной 5-6 мм, появились передвижные электролизеры, позволяющие сваривать лист толщиной 1-2 мм. Однако для строительства и общепромышленного применения этого явно недостаточно.
В 80-90 гг. наряду с 300-килограммовыми стационарными электролизерами, применяемыми для сварки стали толщиной 5-6 мм, появились передвижные электролизеры, позволяющие сваривать лист толщиной 1-2 мм. Однако для строительства и общепромышленного применения этого явно недостаточно.
Закрытое акционерное общество “Лига” преодолело “весовой барьер”, совершив скачок в соотношении веса и производительности по сравнению с электролизерами других фирм. В 1993 г. предприятие первым в мире сделало передвижной электролизер, пригодный по производительности, времени непрерывной работы без дозаправки и другим характеристикам для общепромышленного применения, а также в строительстве.
К настоящему времени создан параметрический ряд электролизно-водных сварочных аппаратов, охватывающий почти все задачи газопламенной обработки материалов. В состав каждого аппарата входят собственно электролизер, шланги длиной до 6 метров, горелка. Аппарат Лига-41 по желанию может комплектоваться резаком.
Названные аппараты позволяют выполнять практически все виды газопламенной обработки материалов за исключением резки стали толще 30 мм. Они применимы повсеместно, в частности, при сварке труб в зданиях, ремонте автомашин, строительной, сельскохозяйственной и бытовой техники, при газопламенной пайке и наплавке, при ювелирных работах, в стоматологии, термической обработке, отжиге стекла.
Они применимы повсеместно, в частности, при сварке труб в зданиях, ремонте автомашин, строительной, сельскохозяйственной и бытовой техники, при газопламенной пайке и наплавке, при ювелирных работах, в стоматологии, термической обработке, отжиге стекла.
Это первые передвижные и переносные электролизные аппараты для общепромышленного применения и строительства за все время существования газовой сварки. До них реальной альтернативы баллонам при газовой сварке в промышленности и строительстве не было (а кроме них нет и сейчас).
Аппараты сертифицированы Госстандартом России и Республики Беларусь, также качество аппаратов подтверждено сертификатами развитых стран Европы, Скандинавии и Америки.
Технологические возможности каждого из аппаратов определяются его производительностью по газу. Для сварки листовой стали нужно не менее 270-300 л/ч водородно-кислородной смеси на 1 мм толщины. Больше можно: квалифицированный сварщик сумеет сварить тонкий металл мощным пламенем и не прожечь его. Меньше нельзя: не хватит тепла, и не будет ни производительности, ни качества.
Меньше нельзя: не хватит тепла, и не будет ни производительности, ни качества.
Аппарат Лига-12 малогабаритный, переносной, питается от бытовой сети 220 В. При незначительной потребляемой мощности 1,8 кВт позволяет сваривать и резать сталь и цветные металлы толщиной до 2 мм. Температура чистого пламени легко регулируется от 600оС до 2600оС. Данный аппарат хорошо себя зарекомендовал у ювелиров, стоматологов и ремонтников холодильного оборудования. Технологические возможности аппарата Лига-12 — рекордные при малом весе (12 кг.) и незначительной потребляемой мощности (1,8 кВт). Он вырабатывает за 1 час работы около 330 л газовой смеси, расходуя при этом 150 мл дистиллированной воды.
Аппарат Лига-31 позволяет резать и сваривать сталь и цветные металлы толщиной стенки до 3 мм. Он нашел себе применение на станциях технического обслуживания автомобилей, где применение баллонов с взрывоопасными газами (пропан, кислород) чревато серьезными последствиями. Аппарат очень удобен при наплавке и пайке цветных и черных металлов. Температура чистого пламени в нем также легко регулируется от 600°С до 2600°С. Очень простой контроль производительности делают сварочный аппарат легко приспосабливаемым для выполнения самых различных задач в труднодоступных местах (ремонт радиаторов, блоков двигателей, ступиц, при кузовных работах). Встроенная система контроля подает сигнал в случаях достижения давления и уровня электролита своих предельных значений и автоматически отключает аппарат от электрической сети, обеспечивая этим двойную пожаровзрывобезопасность.
Температура чистого пламени в нем также легко регулируется от 600°С до 2600°С. Очень простой контроль производительности делают сварочный аппарат легко приспосабливаемым для выполнения самых различных задач в труднодоступных местах (ремонт радиаторов, блоков двигателей, ступиц, при кузовных работах). Встроенная система контроля подает сигнал в случаях достижения давления и уровня электролита своих предельных значений и автоматически отключает аппарат от электрической сети, обеспечивая этим двойную пожаровзрывобезопасность.
Аппарат Лига-41 разработан по предложению сотрудников аварийных служб. Он предназначен для выполнения ремонтных работ в тех местах, где отсутствует трехфазная сеть 380 В. Аппарат позволяет сваривать трубы с толщиной стенки до 5 мм, производить заварку дефектов чугунного и цветного литья. Также его можно применять для ручной и машинной резки металлов толщиной до 30 мм. В этом случае подогревающее пламя резака питается от аппарата, а режущий кислород подают из баллонов. При такой технологии резки поверхность реза гораздо чище, чем при резке ацетиленом или пропаном, металл не науглевоживается и не закаливается, отсутствует грат, воздух не загрязняется окислами азота. Данная технология позволяет технически решать проблему безопасного выполнения кислородной резки в колодцах и тоннелях, в метрополитене, где использование ацетилена и пропана запрещено.
При такой технологии резки поверхность реза гораздо чище, чем при резке ацетиленом или пропаном, металл не науглевоживается и не закаливается, отсутствует грат, воздух не загрязняется окислами азота. Данная технология позволяет технически решать проблему безопасного выполнения кислородной резки в колодцах и тоннелях, в метрополитене, где использование ацетилена и пропана запрещено.
Аппарат Лига-41А по своим характеристикам аналогичен аппарату Лига-41. Различие состоит в том, что он может работать в интервалах температуры от –15оС до +40оС, что позволяет его применять в строительных и ремонтно-восстановительных работах при отрицательной температуре воздуха.
Все аппараты позволяют выполнять и мелкие работы, в том числе и микрофакелом диаметром менее 1 мм. Других изготовителей с такой производительностью по газу и технологическими возможностями, пожаровзрывобезопасности в странах СНГ нет. Есть, однако, зарубежные аналоги, но их вес превышает 250-300 кг.
К настоящему времени уже накоплен определенный опыт производственного использования электролизно-водных сварочных аппаратов. Переход на работу с этими аппаратами не вызывал затруднений у профессиональных газосварщиков. Переучивать их не требовалось, — достаточно было краткого инструктажа. Качество сварных соединений трубопроводов, выполненных с применением аппаратов, удовлетворяет требованиям СНиП 3.05.01-84 и СНиП 3.05.05-85. Паять различными припоями цветные металлы удобнее и быстрее. Аппараты оказались очень эффективными при выполнении пайки и сварки в труднодоступных местах. Для стекла и оксидной керамики водородно-кислородное пламя — вообще идеальный источник нагрева, так как окислительный характер пламени в этом случае представляет преимущество, а не препятствие, как при сварке стали.
Переход на работу с этими аппаратами не вызывал затруднений у профессиональных газосварщиков. Переучивать их не требовалось, — достаточно было краткого инструктажа. Качество сварных соединений трубопроводов, выполненных с применением аппаратов, удовлетворяет требованиям СНиП 3.05.01-84 и СНиП 3.05.05-85. Паять различными припоями цветные металлы удобнее и быстрее. Аппараты оказались очень эффективными при выполнении пайки и сварки в труднодоступных местах. Для стекла и оксидной керамики водородно-кислородное пламя — вообще идеальный источник нагрева, так как окислительный характер пламени в этом случае представляет преимущество, а не препятствие, как при сварке стали.
Преимущества при работе с аппаратами Лига по сравнению с работой с ацетиленом и пропаном при газопламенной обработке материалов следующие.
Во-первых, аппараты пожаровзрывобезопасны и при хранении, и при работе. Время от включения холодного, неработающего аппарата до выхода на рабочий режим составляет всего лишь 1-5 мин. в зависимости от окружающей температуры и требуемого расхода газа. При работе аппарата газ не накапливается, так как никаких ресиверов и тому подобных узлов в нем нет.
в зависимости от окружающей температуры и требуемого расхода газа. При работе аппарата газ не накапливается, так как никаких ресиверов и тому подобных узлов в нем нет.
Во-вторых, производительность аппарата автоматически поддерживается равной расходу газа на горелку. Поэтому масса взрывающегося вещества (водородно-кислородной смеси) в работающем аппарате мала, и если газ в аппарате взорвать каким-либо способом, то энергия взрыва будет небольшой. Прочность аппарата обеспечивает его безопасность и исправность даже при нарушениях норм эксплуатации.
В-третьих, сварка становится экологически чистой. При работе на ацетилене воздух рабочей зоны загрязняется окислами азота. Они токсичны, и для снижения их концентрации ниже предельно допустимой нужна очень большая кратность воздухообмена. Поэтому при работе с ацетиленом в помещениях норматив содержания окислов азота, как правило, не выполняется. Это явно сказывается на самочувствии сварщиков. При работе с аппаратами Лига нет ни жидких, ни твердых отходов. Единственный продукт горения — водяной пар: окислы азота в рабочей зоне даже не обнаруживаются обычными методами анализа.
Единственный продукт горения — водяной пар: окислы азота в рабочей зоне даже не обнаруживаются обычными методами анализа.
В-четвертых, работа сварщика не зависит от поставок баллонного газа или карбида кальция.
В-пятых, сварка резко удешевляется. На тот объем сварочных работ, на который в иных случаях расходуют баллон ацетилена и баллон кислорода, описываемым аппаратам нужно около 6,5 кВтч электроэнергии, 0,8 л дистиллированной воды и 100 г бензина. Заправка баллонов стоит раз в 10 дороже, чем электроэнергия и все остальное, что необходимо для работы аппаратов.
В-шестых, эксплуатировать аппараты гораздо легче, чем обычные передвижные генераторы ацетилена: дозаправляют их реже, а трудоемкость дозаправки в несколько раз меньше трудоемкости перезарядки генератора.
Наконец, в-седьмых, при машинной кислородной резке питание подогревающего пламени от аппаратов позволяет улучшить качество резки, снизить расходы на нее и предотвратить загрязнение воздуха окислами азота.
Применение баллонов и ацетиленовых генераторов оправдано только для сварки в полевых условиях, когда нет электроэнергии. В остальных случаях на смену баллонам должны прийти аппараты, работающие на воде. Необходимые технические предпосылки для этого созданы, и, по-видимому, в ближайшие годы электролизно-водные сварочные аппараты найдут широкое массовое применение.
В остальных случаях на смену баллонам должны прийти аппараты, работающие на воде. Необходимые технические предпосылки для этого созданы, и, по-видимому, в ближайшие годы электролизно-водные сварочные аппараты найдут широкое массовое применение.
Андрей САУЛИЧ
Водородный сварочный аппарат
Преимущества водородной сварки
Водородно – кислородное пламя имеет хорошую эффективность и является предпочтительной заменой ацетилено-кислородного пламени, для сварки, пайки и резки.
Водородно – кислородная сварка частично заменяет сварку и пайку в среде инертных газов (например, аргона), и в отличии от стандартных способов газосварки, является абсолютно безвредной, так как продуктом горения является водяной пар.
Водородно – кислородный сварочный аппарат можно использовать для широкого спектра обрабатываемых материалов: любой стали, цветные и благородные металлы, чугун, стекло, керамика, золото и т.д.
Для работы водородно – кислородного сварочного аппарата необходима только вода в маленьком количестве.
Для обеспечения бесперебойной работы водородного сварочного поста, не нужно создавать запасы ацетилена и кислорода в баллонах.
Наш водородный сварочный аппарат позволяет выполнять широкий спектр работ – от сварки, микросварки и пайки пламенем размером с иголку до резки листовой стали толщиной до 10 мм и более. Обычно водородно – кислородная смесь превосходит ацетилено-кислородную по технологическим возможностям, а не просто является её более дешевым заменителем.
Водородный сварочный аппарат может работать непрерывно.
При применении водородно-кислородного пламени уменьшаются затраты на обслуживание рабочих мест, отсутствуют отходы производства, абсолютно безвредно – продуктом горения является водяной пар.
Преимущество этого аппарата перед аналогами
– большая производительность при маленьких габаритах
– специальная технология изготовления пластин обеспечивет большой ресурс работы
– применение ШИМ (PWM) позволило уменьшить энергозатраты и снизить вес оборудования
– различные режимы работы
– удобство в использовании
– долговечность и простота обслуживания
– удобное управление мощностью
– широкий спектр применения
– высокое качество при небольшой стоимости
– высокая эффективность и удобство, по сравнению с газобаллонным оборудованием
– один аппарат можно использовать для работ на нескольких рабочих местах одновременно. Аппарат будет самостоятельно подстраиваться под действия персонала, автоматически удерживая нужное давление газа в системе.
Аппарат будет самостоятельно подстраиваться под действия персонала, автоматически удерживая нужное давление газа в системе.
В аппарате существуют автоматический и ручной режимы работы:
– в ручном режиме Вы выбираете необходимую мощность, процессор прибора стабилизирует выбранный параметр,
– в автоматическом режиме Вы выбираете нужную программу (под используемый номер сопла), а аппарат стабилизирует выбранный режим,
– в ждущем режиме (когда горелка закрыта а прибор включен) аппарат поддерживает нужное давление в системе и следит за температурой электролизера,
– автоматика отслеживает температуру, мощность, давление, уровень жидкости,
– автоматика следит за всеми критическими параметрами и при необходимости отключит аппарат или снизит мощность.
Автоматика обеспечивает своевременный долив жидкости из расширительного бачка в электролизер. Вам не надо постоянно следить за уровнем жидкости. Аппарат сам подскажет, когда необходимо долить воду.
Автоматика облегчает переход от использования баллонов к интеллектуальному, современному, экономичному оборудованию. У Вас в руках та же горелка, тот же принцип регулирования расхода газа, прибор сделает все остальное сам.
Сравнение затрат при эксплуатации сварочного оборудования
Стандартное газобалонное оборудование:
Стоимость Ацетилен баллона 40 л. – 905,00 грн./шт.
Заправка Ацетилен баллона 40 л. – 315,00 грн./шт.
Стоимость Пропан-бутан баллона 50 л. – 285,00 грн./шт.
Заправка Пропан-бутана 50 л. – 195,00 грн./шт.
Стоимость Кислород баллон 40 л. – 865,00 грн./шт.
Заправка Кислород баллон 40 л. – 48,00 грн./шт.
Редуктор + манометр – 300,00 грн.
Стоимость комплекта с баллоном Ацетилен – 2433 грн.
Стоимость комплекта с баллоном Пропан-бутан – 1693 грн.
(без шлангов, горелок и т.д)
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
1 баллон Ацетилена + 10 баллонов Кислорода = 795 грн.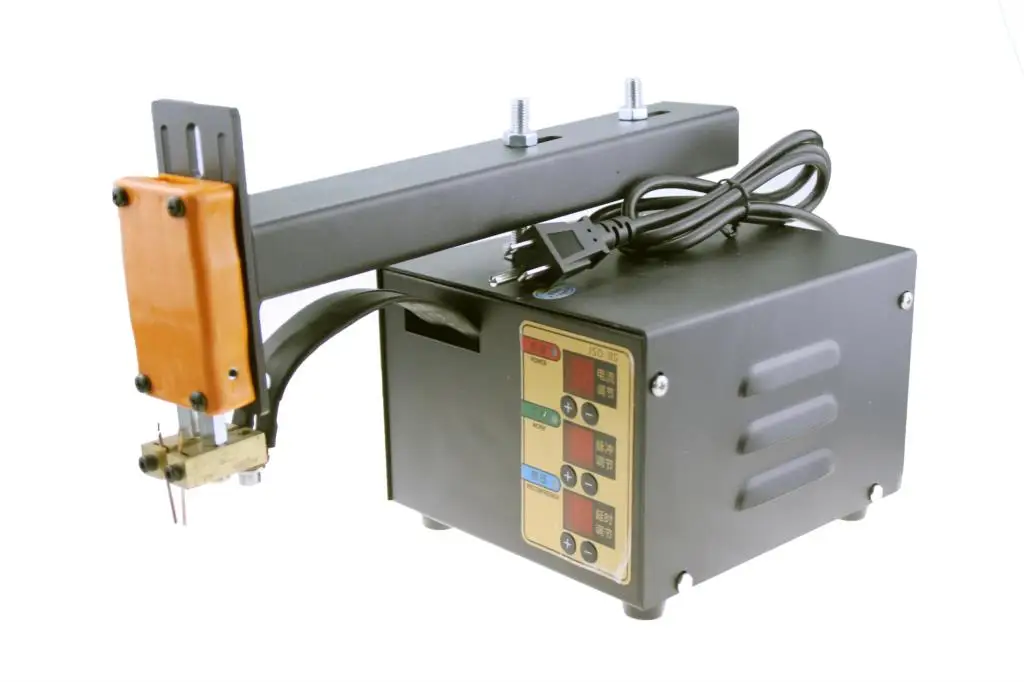
1,3 баллон Пропан-бутан + 10 баллонов Кислорода = 733 грн.
+ доставка баллонов, стоимость которой часто превышает стоимость самого газа.
Стоимость водородно-кислородного газосварочного оборудования:
Ориентировочная стоимость – 20000 грн.
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
Мощность 2,5 кВт/час
2,5 х 30 = 75 кВт/час ( потребление ел. Энергии за 30 часов.)
75 х 0,75 = 56,25 грн. ( стоимость ел. Энергии за 30 часов.)
Расход воды 15 л.
15 х 1 = 15 грн. (стоимость дистиллированой воды)
56,25 + 15 = 71,25 грн. (затраты на 30 рабочих часов)
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
Ацетилена + Кислорода = 795 грн.
Пропан-бутан + Кислорода = 733 грн.
Вода + Эл. Энергия = 71, 25 грн.
Питание – 220 (380)В, 50 Гц
Потребляемая мощность – 4,4 кВт
Давление газа – 0,4 атм.
Макс. температура пламени – 2600 – 3000 ºC
Производительность газовой смеси – от 0 до 16,6 л/мин.
Средний расход воды – 225 см3/ч
Время непрерывной работы – 8 часов
Толщина свариваемой стали – от 0,1 до 5 мм.
Мультиплаз. Устройство и работа. Применение и особенности
Мультиплаз представляет собой многозадачный плазменный аппарат, применяемый для проведения резки материалов, пайки и сварки металлов. В основе его работы лежит принцип создания горящего факела из плазмы, получаемого в результате переработки обычной питьевой воды. Аппарат оснащен по последнему слову техники. Он может работать 24 часа в сутки без остановки, чем не может похвастаться ни один газовый резак или обычный сварочный аппарат.
В комплект оборудования входит:
- Блок питания.
- Две горелки разного предназначения.
- Ключи для обслуживания.
- Шприц для заправки.
- Расширяющие насадки на горелку.
- Сменные сопла.
- Фирменная сумка.
Главными деталями аппарата являются – плазменная водяная горелка и блок питания. В отличие от прочего оборудования применяемого для выполнения подобных задач он не нуждается в подключении баллонов с газом. Его горелка представляет собой компактный пистолет с соплом из которого выходит горящий факел. Она заправляется обычной водой с помощью шприца, идущего в комплекте. Расход воды составляет 250 мл в час. Емкость заправочной камеры позволяет обеспечивать непрерывную работу на протяжении 20-30 минут без дозаправки. Для активизации работы необходимо включить кнопку питания на блоке и нажать кнопку розжига в задней части горелки. Как только факел загорится и наберет требуемую силу, проводится регулировка. Она осуществляется на самом блоке питания путем выставления напряжения, а также на кнопке розжига, которая помимо нажатия также вращается. Настройка на горелке позволяет менять расстояние между анодом и катодом, размещенным внутри.
Его горелка представляет собой компактный пистолет с соплом из которого выходит горящий факел. Она заправляется обычной водой с помощью шприца, идущего в комплекте. Расход воды составляет 250 мл в час. Емкость заправочной камеры позволяет обеспечивать непрерывную работу на протяжении 20-30 минут без дозаправки. Для активизации работы необходимо включить кнопку питания на блоке и нажать кнопку розжига в задней части горелки. Как только факел загорится и наберет требуемую силу, проводится регулировка. Она осуществляется на самом блоке питания путем выставления напряжения, а также на кнопке розжига, которая помимо нажатия также вращается. Настройка на горелке позволяет менять расстояние между анодом и катодом, размещенным внутри.
Настройка позволяет менять интенсивность превращение воды в пар, что происходит в результате взаимодействия между соплом анодом и катодом, расположенным внутри горелки. Электрическая дуга, которая появляется между ними, превращает пар в плазму. Температура плазменной струи на максимальных настройках составляет 8000 градусов. Выдаваемый факел обеспечивает практически мгновенную и термическую обработку заготовок.
Выдаваемый факел обеспечивает практически мгновенную и термическую обработку заготовок.
При работе мультиплаз выделяет водород и гидроксил. Они являются безопасными для человека. Гидроксил выступает в роли защитной газовой ванны, препятствующей окислению обрабатываемой поверхности.
Для работы аппаратом следует учитывать, что хотя и себестоимость его использования низкая, поскольку не требуется использования газа или прочих дорогостоящих расходных материалов, но все же он нуждается в периодической замене катода и анода. Ресурс работы катода составляет до 40 часов, а анода до 100 часов. Их замена не подразумевает никаких сложных операций. Входящий в набор комплект ключей позволяет провести замену за несколько минут.
На что способен аппаратАппарат применяется для проведения:
- Резки.
- Сварки.
- Пайки.
Данные функции во многих смыслах превосходят результат, который можно получить на традиционном оборудовании, таком как обычные сварочные аппараты или газокислородные горелки.
Применение мультиплаза для резки позволяет вести раскрой металлов, в том числе и высоколегированной стали. Также аппарат может резать кварцевое стекло и керамику. Толщина разделяемых поверхностей зависит от модификации устройства, в бытовых аппаратах составляет до 10 мм. Оборудование обладает высокой производительностью. Скорость реза стали толщиной 2 мм составляет 8 мм в секунду. Ширина реза выставляется в зависимости от используемого сопла и доходит до 1,5 мм. Это довольно тонкий шов, который можно достигнуть только применяя болгарку с тонким отрезным кругом. В связи с этим мультиплаз существенно превосходит газовые горелки. Что касается преимуществ над использованием болгарки, то здесь вопрос спорный, поскольку отрезной круг позволяет получить чистый срез, а в результате работы плазменным аппаратом на обратной стороне детали образуются капли расплавленного металла.
Сварка и пайкаДля осуществления сварки или пайки необходимо провести предварительную подготовку аппарата. Для этого нужно установить соответствующую горелку, которая идет в комплекте. Сварочная горелка имеет более низкую температуру работы, благодаря чему термообработка поверхности происходит менее интенсивно. В результате металл разогревается, но не переходит в текучее состояние. Оборудование позволяет осуществлять сварку любым удобным способом. Можно выбрать метод точечно соединения, встык или внахлест.
Для этого нужно установить соответствующую горелку, которая идет в комплекте. Сварочная горелка имеет более низкую температуру работы, благодаря чему термообработка поверхности происходит менее интенсивно. В результате металл разогревается, но не переходит в текучее состояние. Оборудование позволяет осуществлять сварку любым удобным способом. Можно выбрать метод точечно соединения, встык или внахлест.
Преимущества использования данного аппарата над обычной электродуговой сваркой заключается в отсутствии летящих капель расплавленного металла, при этом шов получается более прочным и без образования микропор. Также к достоинствам мультиплаза нужно отнести более низкую стоимость расходных материалов. Аппарат позволяет проводить сварку используя обычные металлические прутки из того материала, который соединяется. Присадочная проволока стоит намного дешевле, чем электроды, поэтому ее применение более выгодное.
Аппарат позволяет проводить сварку таких металлов:
- Алюминий.

- Медь.
- Латунь.
- Сталь.
- Чугун.

При сварке алюминия необходимо использовать флюс А-34. Проволока окунается в банку с флюсом на несколько сантиметров. Далее сварка осуществляется до того момента, пока участок проволоки с флюсом не будет расплавлен. После этого окунание в ванночку с флюсом повторяется.
Осуществляя пайку с помощью мультиплаза необходимо провести предварительное нанесение флюса на соединяемые поверхности деталей и их обезжиривание. Осуществляя прогрев важно учитывать, что теплопроводность соединяемых заготовок отличается. В связи с этим следует постараться прогреть больше ту деталь, масса и толщина которой в месте соединения является более высокой.
Правила использованияДля использования аппарата важно проводить заправку водой перед каждым применением. Обычная питьевая вода используется в случае с резкой. Для пайки и сварки заправка должна осуществляться смесью воды и спирта в пропорции 1:1 Жидкость набирается в заправочный шприц и заливается в специальную камеру, размещенную в горелке. Нужно лить до момента пока струя не начнет вытекать сквозь сопло, через которое выходит дуга, когда устройство запущено.
Нужно лить до момента пока струя не начнет вытекать сквозь сопло, через которое выходит дуга, когда устройство запущено.
После осуществления резки, сварки или пайки сопло горелки необходимо опустить в воду до момента пока не прекратится шипение. После этого его следует почистить щеткой по металлу, чтобы удалить окалину. Это позволяет продлить ресурс сопла и снизить частоту его замены.
Преимущества аппаратаК достоинствам, которыми обладает мультиплаз, можно отнести:
- Малый вес.
- Многозадачное применение.
- Низкая себестоимость работы.
- Отсутствие вредных выделений.
- Возможность работы в закрытом непроветриваемом помещении.
- Полная безопасность.
- Низкая себестоимость использования.
Скорость резки аппаратом в 2-3 раза выше, чем при применении газокислородного резака. Данное оборудование выпускается в различных модификациях, поэтому его можно подобрать для выполнения практически любых задач. К примеру, MULTIPLAZ-15000 может разрезать листовой металл толщиной до 50 мм. Что касается себестоимости работы, то затраты направлены только на электроэнергию, периодическую замену анода и катода, а также покупку присадочной проволоки для сварки. Что касается расхода энергии, то бытовые модели такие как MULTIPLAZ-3500, потребляет 3500 Вт энергии в час. Самое мощное на данный момент устройство MULTIPLAZ-15000 потребляет 15 кВт. Что касается последнего, то оно относится к промышленному оборудованию, мощность которого избыточна для бытовых целей.
К примеру, MULTIPLAZ-15000 может разрезать листовой металл толщиной до 50 мм. Что касается себестоимости работы, то затраты направлены только на электроэнергию, периодическую замену анода и катода, а также покупку присадочной проволоки для сварки. Что касается расхода энергии, то бытовые модели такие как MULTIPLAZ-3500, потребляет 3500 Вт энергии в час. Самое мощное на данный момент устройство MULTIPLAZ-15000 потребляет 15 кВт. Что касается последнего, то оно относится к промышленному оборудованию, мощность которого избыточна для бытовых целей.
Похожие темы:
- Паяльник. Виды. Работа. Применение. Как выбрать. Особенности
- Сварочный аппарат. Виды и типы. Устройство и работа. Как выбрать
- Паяльная лампа. Виды. Устройство. Применение. Работа. Безопасность
- Газовая горелка. Виды. Работа. Применение. Особенности
Калькулятор самогонщика онлайн: расчет важных параметров
Перед вами несколько простых калькуляторов, рассчитывающих важные для самогоноварения параметры. Эти сервисы будут полезны как опытным, так начинающим винокурам. Они экономят время, избавляя от необходимости делать вычисления вручную.
Эти сервисы будут полезны как опытным, так начинающим винокурам. Они экономят время, избавляя от необходимости делать вычисления вручную.
Калькулятор разбавления спирта водой
Определяет количество воды, которое нужно добавить для получения спирта заданной крепости.
Объем спирта:
литров
Вы ввели неверные данные
Процент спирта до:
%
Вы ввели неверные данные
Процент после:
%
Вы ввели неверные данные
Введите слева исходные данные
Для получения после разбавления,
нужно добавить воды
Калькулятор смешивания двух спиртосодержащих жидкостей
Позволяет рассчитать крепость, объем и вес смеси из двух спиртосодержащих жидкостей при указанной температуре. Калькулятор может использоваться и для расчета параметров разбавления самогона водой, для этого достаточно задать крепость воды равной нулю.
Количество жидкости N 1
литров
Вы ввели неверные данные
Объемная доля спирта
%
Вы ввели неверные данные
Количество жидкости N2
литров
Вы ввели неверные данные
Объемная доля спирта
%
Вы ввели неверные данные
Единицы измерения
Объем в литрахМасса в килограммах
Температура
°C
Вы ввели неверные данные
Введите слева исходные данные
Расчет параметров сахарной браги
Калькулятор определяет правильные пропорции браги и максимально возможное содержание спирта в ней после окончания брожения.
Внимание! Учитывайте толерантность (концентрацию спирта в браге, при которой дрожжи погибают) своего штамма дрожжей! Для большинства штаммов этот показатель не превышает 16%.
Вес сахара:
килограмм
Вы ввели неверные данные
Объем раствора:
(вода и сахар)
литров
Вы ввели неверные данные
Введите слева исходные данные
На выходе получится брага с содержанием и удельной плотностью
Потребуется
Замена сахара глюкозой или фруктозой
После брожения из глюкозы или фруктозы получается на 5% меньше спирта, чем из сахарозы, но более высокого качества. Калькулятор рассчитывает, сколько нужно глюкозы, чтобы выход самогона был как с 1 кг сахара.
Из глюкозы и фруктозы получается меньше спирта, чем из сахарозы на 5%, но качество спирта в итоге выше
Количество сахара
кг
Вы ввели неверные данные
Введите слева исходные данные
Вам потребуется кг глюкозы (фруктозы)
Спирт в браге до и после брожения
Для рефрактометра со шкалой Brix Wort SG.
Калькулятор рассчитывает, насколько эффективным было брожение (переработали ли дрожжи весь сахар в спирт).
Введите слева исходные данные
На выходе получится сусло с содержанием
Калькулятор дистилляции до воды
Ориентируясь по объему браги и содержанию в ней спирта, сервис рассчитывает предполагаемый выход самогона и объем барды в перегонном кубе, который останется после дистилляции.
Объем жидкости:
литров
Вы ввели неверные данные
Содержание спирта:
%
Вы ввели неверные данные
Процент спирта
(в полученном дистилляте)
%
Вы ввели неверные данные
Введите слева исходные данные
На выходе должно получиться собранного дистиллята
и барды в кубе
Калькулятор чистого спирта и отбора голов
Рассчитывает количество спирта в дистилляте первой перегонки и определяет объем «голов» в зависимости от указанного процента. Крепость напитка желательно измерять при температуре 20 °C.
Объем спирта-сырца
литров
Вы ввели неверные данные
Крепость
%
Вы ввели неверные данные
Процент «голов»
%
Вы ввели неверные данные
Введите слева исходные данные
Оптимальная кислотность сусла
Среда кислотностью 4,0-4,5 рН помогает брожению и препятствует развитию нежелательных бактерий. Коррекцию сусла делают перед внесением дрожжей. Для этого можно использовать лимонную кислоту или сок (5 грамм кислоты эквивалентно соку одного среднего лимона). Для определения начальной кислотности сусла нужен хотя бы самый простой pH-метр.
Объем браги
литров
Вы ввели неверные данные
Требуемое
значение PH
pH
Вы ввели неверные данные
Введите слева исходные данные
Для разведения понадобится всего кислоты, т.е. на один литр.
Коррекция показаний ареометра в зависимости от температуры
Замерять крепость самогона (дистиллята) нужно строго при температуре 20 °C, иначе ареометр покажет неправильное значение, таков физический принцип его работы. Калькулятор позволяет узнать реальную крепость при другой температуре самогона.
Калькулятор позволяет узнать реальную крепость при другой температуре самогона.
Температура дистиллята
°C
Вы ввели неверные данные
Показания ареометра
%
Вы ввели неверные данные
Введите слева исходные данные
Реальная крепость: % (об.)
На данный момент лучшим калькулятором для самогонщиков в виде приложения для операционных систем семейства «Windows» является программа авторства Rudy, которая распространяется бесплатно. Скачать CalcSam v4.3.
Настольные сварочные аппараты Hydroflux — Сообщество производителей ювелирных изделий Ганоксин
Первоначально эта статья была опубликована в январском номере журнала AJM Magazine за 2000 год. Посетите AJM в Интернете по адресу www.ajm-magazine.com.
Соединение
С помощью технологий соединение металлов никогда не было проще. Соединения являются важной частью ювелирного производства. Мы делаем их с поставщиками, с розничными торговцами, даже с людьми, которые покупают и носят наши украшения. Но некоторые из наиболее важных соединений — это те, которые мы устанавливаем между металлами. Независимо от того, создаете ли вы единичные изделия на заказ или производите их в больших объемах, ювелиры должны постоянно устанавливать физические соединения между металлическими предметами, ушными вкладышами и серьгами, застежками на цепочках и кольцами практически со всем. И все больше и больше они обращаются к новым технологиям, которые помогут им сделать это за меньшее время, с меньшими затратами и с большим удобством.
Но некоторые из наиболее важных соединений — это те, которые мы устанавливаем между металлами. Независимо от того, создаете ли вы единичные изделия на заказ или производите их в больших объемах, ювелиры должны постоянно устанавливать физические соединения между металлическими предметами, ушными вкладышами и серьгами, застежками на цепочках и кольцами практически со всем. И все больше и больше они обращаются к новым технологиям, которые помогут им сделать это за меньшее время, с меньшими затратами и с большим удобством.
Недавно у меня была возможность поэкспериментировать с несколькими настольными сварочными аппаратами, которые в той или иной степени достигают этих целей. Эти устройства, два аппарата для сварки водой и три аппарата для сварки плавлением, могут работать по разным принципам, но все они повышают эффективность: некоторые значительно экономят время, некоторые экономят деньги, а некоторые просто повышают гибкость работы цеха. Однако все они доказывают ценность использования технологий в магазине.
Первые устройства, которые я протестировал, были водяными сварщиками. По словам Майка Маккоя, вице-президента профсоюза Okai Corp. из Нью-Джерси, производителя сварочного аппарата Hydroflux, эти машины используются в ювелирной промышленности уже некоторое время, по крайней мере, 15 лет. Хотя водяные сварочные аппараты не являются новейшей инновацией в отрасли, постоянные усовершенствования позволили уменьшить их размер и стоимость. Среди их преимуществ наиболее важным является то, что они устраняют потенциальную опасность хранения легковоспламеняющихся газов в баллонах и трубопроводах. Вместо этого они производят водород и кислород на месте в результате разложения дистиллированной воды. Это особенно важно для баллонного газа; обычно приобретаемый и хранимый в контейнерах под давлением, он подпадает под ужесточающееся регулирование и может быть запрещен в некоторых регионах.
Ганоксин спонсируется
Две машины, которые я тестировал, были сварочными аппаратами Okai Hydroflux и SRA h3O #250. Несмотря на то, что все они имеют общие основные рабочие характеристики, они различаются по нескольким параметрам. Обе машины вырабатывают топливный газ, пропуская электрический ток через дистиллированную воду, проводимость которой улучшена за счет добавления электролита, гидроксида калия. Ток разрывает связи между атомами кислорода и водорода молекул воды, высвобождая их в виде смешанного газа. Затем этот газ «барботируют» через флюсовый раствор метилового спирта и борной кислоты.
Несмотря на то, что все они имеют общие основные рабочие характеристики, они различаются по нескольким параметрам. Обе машины вырабатывают топливный газ, пропуская электрический ток через дистиллированную воду, проводимость которой улучшена за счет добавления электролита, гидроксида калия. Ток разрывает связи между атомами кислорода и водорода молекул воды, высвобождая их в виде смешанного газа. Затем этот газ «барботируют» через флюсовый раствор метилового спирта и борной кислоты.
Этот раствор, который включается в топливный газ, выполняет две функции. Во-первых, он снижает температуру горения пламени примерно с 5600 градусов по Фаренгейту до 4850 градусов по Фаренгейту, помогая операторам избежать непреднамеренного плавления деталей. (И наоборот, это снижение температуры увеличивает значение BTU пламени.) Во-вторых, борная кислота помогает защитить припаиваемый объект от оксидов и окалины. Этому также способствует высокое содержание водорода в пламени, которое создает восстановительную атмосферу, которая частично устраняет потенциал окисления, присутствующий в большинстве топливных газов.
Не помню когда, но в какой-то момент в прошлом у меня сложилось впечатление, что пламя водяных сварочных аппаратов не выгодно отличается от моей старой надежной кислородно-ацетиленовой установки. Возможно, это произошло из-за наблюдения; наконечник сварочной горелки представляет собой не что иное, как короткую иглу для подкожных инъекций, внешний вид которой выглядит довольно забавно для пользователя баллонного газа. Но хотя пламя может показаться маленьким и анемичным, в данном случае внешность обманчива: пламя на самом деле горячее и точное. Одна корректировка, которую мне пришлось внести, заключалась в том, чтобы научиться ощущать более горячее водородное пламя, сварка происходит намного быстрее при такой высокой температуре, но я быстро акклиматизировался.
Ганоксин спонсируется
Эти сварочные аппараты, подходящие для небольших работ размером с мужское кольцо включительно, показали себя очень хорошо во всех областях слесарных работ. Я обнаружил, что они действительно создают меньше паяльной каши в виде оксидов. Кроме того, обе горелки работали так же или даже лучше, чем кислородно-ацетиленовая система, которую я обычно использую. Единственное преимущество моей старой кислородно-ацетиленовой горелки и ее сменных наконечников заключается в том, что при необходимости я могу генерировать огромное пламя, например, при измерении размера большого серебряного кольца с драгоценным камнем, который должен быть погружен в воду для защиты от тепла.
Я обнаружил, что они действительно создают меньше паяльной каши в виде оксидов. Кроме того, обе горелки работали так же или даже лучше, чем кислородно-ацетиленовая система, которую я обычно использую. Единственное преимущество моей старой кислородно-ацетиленовой горелки и ее сменных наконечников заключается в том, что при необходимости я могу генерировать огромное пламя, например, при измерении размера большого серебряного кольца с драгоценным камнем, который должен быть погружен в воду для защиты от тепла.
Оба сварочных аппарата также отличаются портативностью. Когда их камеры метанола/борной кислоты опустошаются, эти машины могут путешествовать с мастерами, которые берут с собой свои скамейки для демонстраций или для ремонта и определения размеров на месте в растущей площадке для «выставок ремесел». Даже в условиях статического цеха портативность этих машин может оказаться полезной, поскольку их можно легко перемещать с одного рабочего стола на другой.
Эти две машины имеют некоторые отличия. Аппарат SRA имеет относительно небольшую площадь, 11 дюймов на 6,5 дюймов, а сварочный аппарат Hydroflux немного больше, 16 дюймов на 10 дюймов. Кроме того, пламя Hydroflux можно контролировать, просто заменив наконечник горелки; устройство оснащено переключателем давления, который реагирует на размер наконечника и циклически включается, чтобы поддерживать давление около 3 фунтов на квадратный дюйм. В машине SRA используется комбинация силы тока для регулирования выхода газа и размера наконечника для регулирования пламени, так что выход газа можно более точно согласовать с работой.
Аппарат SRA имеет относительно небольшую площадь, 11 дюймов на 6,5 дюймов, а сварочный аппарат Hydroflux немного больше, 16 дюймов на 10 дюймов. Кроме того, пламя Hydroflux можно контролировать, просто заменив наконечник горелки; устройство оснащено переключателем давления, который реагирует на размер наконечника и циклически включается, чтобы поддерживать давление около 3 фунтов на квадратный дюйм. В машине SRA используется комбинация силы тока для регулирования выхода газа и размера наконечника для регулирования пламени, так что выход газа можно более точно согласовать с работой.
Ганоксин спонсируется
Хотя оба сварщика справились превосходно, мне пришлось задаться вопросом: буду ли я платить больше, если я откажусь от баллонного газа+? кубических футов газа. Поскольку один кубический фут преобразуется в 28,317 литров, математика показывает, что я плачу около 0,6 цента за литр баллонированного водорода. Я предположил, что при аренде газового баллона по цене около 6,50 долларов в месяц цена на водород в баллонах приближается к 1 центу за литр в целом — приблизительное сравнение затрат, но это только начало.
Мне также нужно было определить, сколько будет стоить электроэнергия для водяного сварщика, а это расходы, которых у меня нет с моим кислородно-ацетиленовым подключением. Я позвонил президенту SRA Стэну Рубинштейну, и он сказал, что #250 производит около 45 литров в час и потребляет примерно столько же электроэнергии, сколько 150-ваттная лампочка. Маккой согласился с этой оценкой и для своей машины. Затем я связался с Майклом Лангом, специалистом по управлению энергопотреблением в моей местной коммунальной компании в Юджине, штат Орегон; он сообщил мне, что средняя стоимость эксплуатации 150-ваттной лампочки в течение одного часа составляет примерно 0,006 цента.
Разделив эту цифру на 45 литров газа, мы получим стоимость 0,0001333 цента за литр. Мне пришлось добавить накладные расходы в размере около 138 долларов в год на электролит, метанол и борную кислоту, но потом я вспомнил, что для получения водорода в баллонах требуется кислород в баллонах, который стоит около 16 долларов за баллон.
Ганоксин спонсируется
Fusion Fun
Другой способ подключения вообще не требует использования топливного газа. Системы сварки плавлением уже много лет являются основой ювелирной промышленности; правильно настроенные и используемые, они могут обеспечить быстрое и чистое соединение между подобными и разнородными металлами.
Некоторые из этих систем требуют использования выводов специальной конструкции (доступных у многих поставщиков), которые имеют небольшой наконечник диаметром примерно 0,01 дюйма в центре плоской контактной пластины. Фактическая сварка происходит, когда электрический заряд протекает в процессе, называемом емкостным разрядом, через находку плавления, касающуюся поверхности принимающего металла. Происходит небольшой взрыв, который выдувает все оксиды и газы из сварного шва. В течение следующей миллионной доли секунды или около того существует вакуум, позволяющий металлам связываться в остаточном тепле.
Происходит небольшой взрыв, который выдувает все оксиды и газы из сварного шва. В течение следующей миллионной доли секунды или около того существует вакуум, позволяющий металлам связываться в остаточном тепле.
Одним из таких аппаратов для сварки плавлением является Sparkie II, производимый компанией Triad Inc. в Чартли, штат Массачусетс. Во время моих тестов я обнаружил, что это потенциально полезный инструмент для производителей, связанных с большими объемами производства и стандартными или, по крайней мере, предсказуемыми формами, которые могут приспособиться к находке с зазубринами (например, булавки для галстука и стержни для серег). Успех со Sparkie зависит от координации предварительно установленных движущихся частей: подпружиненного цилиндра с цангой, которая удерживает находку, и зажимного приспособления, которое удерживает заготовку и зацепляет цангу. Шаблон, держатель шаблона и цанга имеют взаимозаменяемые детали для адаптации к различным видам сварки.
Ганоксин спонсируется
Для непосвященных процесс сварки Sparkie может показаться очень драматичным, но на самом деле он очень прост и понятен. Цилиндр включается путем фиксации его в положении с натяжением пружины. Термоядерная находка помещается в цангу, а конденсатор блока заряжается простым нажатием кнопки и наблюдением за показаниями вольтметра.
Цилиндр включается путем фиксации его в положении с натяжением пружины. Термоядерная находка помещается в цангу, а конденсатор блока заряжается простым нажатием кнопки и наблюдением за показаниями вольтметра.
(Хотя это и определяется соединяемыми деталями, напряжение обычно находится в диапазоне от 80 В до 120 В.) Оператор помещает заготовку в приспособление, удерживая ее на месте пальцем (разумеется, должным образом защищенным резиновая перчатка). При освобождении цилиндра находка погружается в сторону детали. Короткий хлопок, маленькая искра, и у вас немедленная и надежная связь. Небольшой остаток нагара, оставшийся вокруг свариваемых деталей, можно легко стереть или смыть. Руководство по эксплуатации, прилагаемое к Sparkie, адекватно объясняет процесс настройки и обслуживания машины. Устройство может вмещать специальные приспособления, в том числе поставляемый Triad крепежный диск, в котором ювелиры могут изготавливать слепочные формы из двухкомпонентного полимера.
Одно важное замечание о контроле качества, как указано в руководстве по эксплуатации Sparkie: «простота и скорость сварки плавлением могут ввести в заблуждение. Правильное выравнивание машины и подготовка деталей к сварке очень важны, и их нельзя переоценить». По своему опыту я обнаружил, что в большинстве случаев неправильное выравнивание приводило к неудачному соединению. Но даже с учетом тщательности, необходимой для правильного выравнивания деталей, я считаю, что Sparkie II может быть бесценным инструментом для производственной сварки, что приводит к увеличению производительности по сравнению с традиционной пайкой. С очень небольшой практикой я обнаружил, что мы можем сваривать от шести до десяти деталей в минуту, что примерно в четыре-пять раз больше, чем я мог бы делать с помощью пайки горелкой.
Правильное выравнивание машины и подготовка деталей к сварке очень важны, и их нельзя переоценить». По своему опыту я обнаружил, что в большинстве случаев неправильное выравнивание приводило к неудачному соединению. Но даже с учетом тщательности, необходимой для правильного выравнивания деталей, я считаю, что Sparkie II может быть бесценным инструментом для производственной сварки, что приводит к увеличению производительности по сравнению с традиционной пайкой. С очень небольшой практикой я обнаружил, что мы можем сваривать от шести до десяти деталей в минуту, что примерно в четыре-пять раз больше, чем я мог бы делать с помощью пайки горелкой.
Нестандартный подход
В то время как Sparkie хорошо работает с предсказуемыми приложениями, еще одна система, предлагающая повышенную гибкость, — это Tack II. Эта машина для сварки плавлением, изготовленная компанией Aelectronic Bonding Inc. в Крэнстоне, штат Род-Айленд, работает аналогично Sparkie II. Однако он ориентирован не на постоянное соединение, а на этап предварительной сварки точного выравнивания деталей.
Ганоксин спонсируется
Tack II в основном состоит из конденсатора; один электрический провод, прикрепленный к медной контактной площадке; и один другой провод, соединенный с термоядерным карандашом, парой пинцетов или любым из нескольких других электрических проводников. Как и в случае с Sparkie, конденсатор создает электрический ток между выводом и заготовкой, создавая связь. Оператору важно экспериментировать с уровнями напряжения. При слишком малом напряжении соединение может не произойти. А при слишком большом напряжении небольшая часть может быть довольно хорошо испарена, как мы несколько раз чуть не сделали.
Чтобы проиллюстрировать работу Tack II, позвольте мне описать, как я использовал ее для размещения головок зубцов на кольцевом креплении. Придерживая кольцевое крепление к контактной площадке, я использовал пинцет, чтобы удерживать головку штыря в нужном положении. Затем я нажал на педаль, чтобы разрядить конденсатор, который пропускал достаточный ток между двумя частями, чтобы зафиксировать их на месте.
Эта процедура хорошо работает для любой собранной детали, требующей точного выравнивания, тем более что она допускает ошибки: если вы не получите правильное положение с первой попытки, вы можете отвернуть головку зубца от крепления и повторить процедуру. После того, как детали на месте, традиционная пайка навсегда прикрепляет головку или другой объект. Буклет с инструкциями и видео, которые прилагаются к устройству, предоставляют множество похожих способов использования этой удобной машины, например, всегда сложное скрепление концов цепи вместе и изготовление деталей произвольной формы.
Ганоксин спонсируется
Одно из применений, которое я не смог попробовать, но очень хочу поэкспериментировать , включает новый способ размещения шариков для грануляции. Одно из насадок для разгрузки, доступных с Tack II, представляет собой небольшую трубку, к которой прикреплено миниатюрное вакуумное устройство. Вакуум можно использовать, чтобы подобрать одну бусину и удерживать ее на месте, подлежащем гранулированию. После выгрузки шарик мгновенно сплавляется с поверхностью, надежно удерживаясь на месте без необходимости использования какого-либо химического клея. Когда все бусины размещены, вы можете сплавить их с металлом с помощью пайки в духовке. Могу только представить, сколько времени это может сэкономить мастеру, занимающемуся грануляцией.
После выгрузки шарик мгновенно сплавляется с поверхностью, надежно удерживаясь на месте без необходимости использования какого-либо химического клея. Когда все бусины размещены, вы можете сплавить их с металлом с помощью пайки в духовке. Могу только представить, сколько времени это может сэкономить мастеру, занимающемуся грануляцией.
Еще одна машина, созданная и распространяемая Aelectronic Bonding, Tack III, совсем другой зверь. Первоначально разработанный для специального использования прихватки половинок полых изделий перед пайкой в печи, Tack III на самом деле представляет собой «карандаш для дуговой сварки», что означает, что он также использует емкостной разряд для сплавления металла, но другим способом. В нем используется вольфрамовый электрод, который, если держать его на очень небольшом расстоянии от свариваемой детали, пропускает электрическую дугу, которая разжижает металл и образует связь.
Поскольку этот процесс иногда вызывает окисление вокруг точки контакта, Tack III был разработан таким образом, чтобы к сварочному карандашу можно было присоединить линию подачи аргона. Вольфрамовый электрод сварочного карандаша помещен в керамический корпус, диаметр которого немного больше диаметра электрода; это позволяет инертному газу обтекать электрод и омывать дугу и окружающий металл в неокисляющей атмосфере аргона. Когда педаль нажата, газовая линия активируется за долю секунды до того, как происходит разряд, поэтому в процессе используется очень мало газа.
Вольфрамовый электрод сварочного карандаша помещен в керамический корпус, диаметр которого немного больше диаметра электрода; это позволяет инертному газу обтекать электрод и омывать дугу и окружающий металл в неокисляющей атмосфере аргона. Когда педаль нажата, газовая линия активируется за долю секунды до того, как происходит разряд, поэтому в процессе используется очень мало газа.
Безопасность, как и любого инструмента, является проблемой для этих устройств для сварки плавлением и дуговой сварки. Можно испытать болевой шок, если кожа оператора станет путем наименьшего сопротивления для разряда конденсатора. Рекомендуется использовать резиновые перчатки, а также обязательна какая-либо защита для глаз. Для лучшей защиты роговицы вы можете надеть темные сварочные очки, я рекомендую как минимум 5 оттенков, но в них трудно увидеть что-либо, кроме искры. Поскольку разрядка конденсатора для всех этих машин очень короткая, я обнаружил, что во время разрядки обычно мигает. Другой, более безопасный метод – просто отвести взгляд.
Когда эти меры предосторожности соблюдены, я обнаружил, что Tack III очень полезен. На самом деле, я настроил машину не более чем на день, когда обнаружил, насколько полезной она может быть. В магазин вошла новая покупательница с ожерельем из янтаря и жемчуга, нанизанным на нейлон, и заметила, что заглушки отошли от застежки. Традиционный ремонт потребовал бы перенатяжения с помощью более прочной заглушки или натягивания непосредственно на застежку. Стоимость ее многожильного ожерелья, по моим оценкам, составила бы около 65 долларов США.
Вспомнив недавно приобретенную технологию, я сделал ей предложение. Я бы попытался сплавить язычок торцевой крышки с Tack III, чтобы он снова не оторвался. В случае успеха я бы брал с нее только минимальную сумму в моем магазине, 15 долларов. Если нет, я бы завершил ремонт традиционным методом, и она заплатила бы полные 65 долларов.
Честно говоря, я был удивлен, как хорошо работает система. Мой сварной шов был немного неаккуратным, так как у меня был только день практики, но инструмент работал отлично. Я не только успешно сплавил язычок торцевой крышки, но и не расплавил нейлон, к которому он был привязан! Я сэкономил своей клиентке 50 долларов на ее первом задании со мной, выполнил его, пока она ждала, и, возможно, приобрел клиента на всю жизнь.
Я не только успешно сплавил язычок торцевой крышки, но и не расплавил нейлон, к которому он был привязан! Я сэкономил своей клиентке 50 долларов на ее первом задании со мной, выполнил его, пока она ждала, и, возможно, приобрел клиента на всю жизнь.
В последующие дни мы с моими рабочими освоились с Tack III, найдя его полезным для различных рутинных операций в магазине. Теперь мы редко используем горелку для пайки соединительных колец; Tack III производит идеально склеенное прыгающее кольцо за считанные секунды без необходимости очистки. Я также с большим успехом использовал его для сплавления металла в литейных ямах.
Конечно, иногда нам приходится жить с новой технологией, прежде чем будут обнаружены все возможные варианты ее использования. Но поиск этих применений — одна из многих вещей, которые волнуют меня в моей работе и в ювелирной индустрии в целом. У меня есть друг, керамист, который горячо выражает свою связь со своим медиумом, заявляя: «каждый день прикасайтесь к глине». Как ювелиры, у нас почти такая же связь с нашим металлом, и с такими инструментами, как эти сварочные аппараты, эта связь, несомненно, будет продолжать развиваться.
Как ювелиры, у нас почти такая же связь с нашим металлом, и с такими инструментами, как эти сварочные аппараты, эта связь, несомненно, будет продолжать развиваться.
Примечание редактора
В дополнение к благодарности производителям продуктов, протестированных для этой статьи, AJM хотела бы поблагодарить Eisinger Enterprises в Ньюарке, штат Нью-Джерси, за помощь в приобретении сварочного аппарата Sparkie II и сварочного аппарата Hydroflux.
Обзор сварщиков
Сварочный аппарат Hydroflux Water
Okai Corp., Union, New Jersey
Цена: 975 долларов США
SRA h3O #250
SRA Inc., Foxboro, Massachusetts0003
Sparkie II
Triad Inc., Chartley, Massachusetts
Цена: $ 1,195
TACK II
AELECTRONIC BONDING INC., Cranston, Rhode Islish
. Крэнстон, Род-Айленд
Цена: 3900 долларов США
Китайское оборудование для лазерной сварки, компания по производству оборудования для лазерной сварки
Блог- Блог
Категории
- Руководство по техническому обслуживанию лазеров лазерных сварочных аппаратов зимой
- Контроль параметров лазерной маркировочной машины
- Советы по улучшению эффекта маркировки и скорости машины для маркировки волоконным лазером
- Маркировочная машина с волоконным лазером VS УФ-лазерная маркировочная машина, что лучше?
- Почему в ручных лазерных сварочных аппаратах при сварке используется защитный газ?
Новый блог
- Сварочный аппарат с волоконным лазером
- лазерный сварочный аппарат
- ручной лазерный сварочный аппарат
Метки
- 16 Детали безопасной эксплуатации сварочной головки
29 июня 2021 г.
Наши ручные сварочные аппараты для волоконного лазера в настоящее время продаются более чем в 50 странах. При решении проблем послепродажного обслуживания клиентов мы обнаружили, что сварочная горелка, оснащенная лазерным сварочным аппаратом мощностью 1500 Вт, всегда используется клиентами ненадлежащим образом. Здесь я резюмирую некоторые детали безопасной эксплуатации сварочной горелки: 1. Наша сварочная горелка имеет много оптических компонентов, с которыми необходимо обращаться бережно…
- ручной лазерный сварочный аппарат
- Лазерный сварочный аппарат мощностью 1500 Вт
- лазерные сварочные аппараты
Теги :
- Как правильно использовать чиллер в лазерном сварочном аппарате
01 июля 2021 г.
Сегодня мы научимся использовать охладитель воды в лазерном сварочном аппарате. При первом использовании чиллера сварочного аппарата необходимо добавить в чиллер чистую или дистиллированную воду. При температуре воздуха ниже 4-5°С и ниже следует добавить технический спирт. Соотношение воды и спирта 4:1, рекомендуется не выключать машину на ночь во избежание…
- лазерный сварочный аппарат
- сварочный аппарат
- Аппарат для сварки волокон
Теги :
- Как выбрать ручной волоконный лазерный сварочный аппарат
06 июля 2021 г.
На рынке поставок ручного волоконно-лазерного сварочного оборудования сложилась неоднозначная ситуация. Есть производственные предприятия и большое количество торговых компаний, которые не имеют возможности поддерживать лазерные технологии. PES LASER надеется провести для читателей анализ с точки зрения производителя, чтобы читатели могли найти ручной аппарат для сварки волокон, наиболее подходящий для них в соответствии с их …
- ручной лазерный сварочный аппарат
- оборудование для лазерной сварки
- Лазерный сварочный аппарат мощностью 1500 Вт
Теги :
- Внедрение машины для лазерной очистки PES
08 июля 2021 г. Оборудование для лазерной очистки
— это новое поколение высокотехнологичных продуктов для очистки поверхностей. Его легко установить, контролировать и внедрять автоматизацию. При простом управлении, переключении источника питания откройте устройство, после чего можно будет выполнить очистку без химического реагента, промывки средой и водой, он имеет много преимуществ ручной регулировки фокуса, очистки поверхности соединения, более высокой чистоты поверхности очистки …
- Оборудование для лазерной очистки
- лазерные очистители
- машина для лазерной очистки
Теги :
- Типы и функции защитного газа для лазерной сварки
13 июля 2021 г.
Ручной лазерный сварочный аппарат мощностью 1000 Вт часто использует инертный газ для защиты расплавленной ванны во время использования. Если свариваемый материал не имеет поверхностного окисления, защитный газ можно не использовать. Но в большинстве случаев защитный газ все же необходим. Сегодня редактор расскажет о типах и функциях защитного газа для лазерной сварки. Обычно используемые типы защитного газа для…
- ручной лазерный сварочный аппарат
- оборудование для лазерной сварки
- Ручной лазерный сварочный аппарат мощностью 1000 Вт
Теги :
- Представление 6-осевого кобота от PES LASER
20 июля 2021 г.
Чтобы лучше обслуживать наших клиентов, наша компания запустила кобот серии GCR с 6 осями. Сварочная головка нашего ручного лазерного сварочного аппарата может быть установлена на этом совместном роботе для реализации автоматической сварки. хотят реализовать автоматизированное производство. Существует три типа 6-осевых коботов: GCR5-910(грузоподъемность 5кг, рабочий диапазон 917мм), GCR14-1400…
- ручной лазерный сварочный аппарат
- Система лазерной сварки Cobot
- оборудование для лазерной сварки
Теги :
- Внедрение механизма подачи проволоки для лазерной сварочной машины
22 июля 2021 г. Лазер
PES всегда настаивал на предоставлении клиентам лучшего обслуживания и самого современного оборудования для лазерной сварки. Для удобства клиентов и улучшения результатов сварки мы недавно выпустили пятое поколение сварочных горелок. В то же время мы также усовершенствовали механизм подачи проволоки, надеясь, что он будет более удобным и быстрым для клиентов. Далее я буду…
- оборудование для лазерной сварки
- система лазерной сварки
- ручной лазерный сварочный аппарат
Теги :
- Внедрение механизма подачи проволоки для лазерной сварочной машины 2
29 июля 2021 г.
В прошлый раз я поделился с вами тем, как установить механизм подачи проволоки на лазерный сварочный аппарат. Сегодня мы научимся управлять механизмом подачи проволоки с панели управления. &н…
- лазерный сварочный аппарат
- лазерный сварочный аппарат
- оборудование для лазерной сварки
Метки :
12
3
45
. ..
9
Всего 9 страниц
Спасение сварочного аппарата, частично находившегося под водой
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Спасение сварочного аппарата, частично находившегося под водой
14.03.2016 #1
спасение сварочного аппарата, частично находившегося под водой
Привет всем! У меня есть несколько вопросов о сварочных аппаратах, которые были частично или полностью погружены в воду.
Я из северо-западной части Луизианы, которая была затоплена на прошлой неделе и до сих пор находится во многих местах. Вода у меня еще не совсем сошла. Но я просто хочу получить какие-либо советы, предложения, которые могут быть предложены по спасению сварочных аппаратов, если это возможно, когда я смогу попасть в здание. Одна машина — Miller Econotig, а другая — сварочный аппарат Lincoln 180 mig. Электричество в коробке отключено, и я знаю, что нельзя использовать что-либо электрическое, пока они полностью не высохнут.
Я планирую приобрести чистящее средство для контактов, денатурированный спирт и тому подобное. Я тоже ищу информацию в сети. Это наводнение застало всех врасплох! Мое место и раньше затопляло, но не так. У меня также есть несколько дизельных машин, которые были затоплены, но, надеюсь, вода не поднялась достаточно высоко, чтобы попасть в воздухозаборники.
Спасибо за ваш вклад. Я сейчас в библиотеке и собираюсь уйти через несколько минут, чтобы проверить фильтры трактора и получить информацию. но я вернусь онлайн сегодня вечером. Я надеюсь, что другие участники Weldingweb в Северо-Западной Луизиане в порядке!Родни
Благословение Господа делает человека богатым,
И Он не добавляет к этому печали». Притчи 10:22 NKJVОтветить с цитатой
14.03.2016 #2
Re: Спасение сварочного аппарата, частично находившегося под водой
Снимите крышки, дайте им высохнуть, затем положите их в коробку и положите в (СУХОЙ) рис на несколько дней.
Я сделал это, и это работает в 90% случаев.www.georgesplasmacuttershop.com
Продажа и ремонт плазменной резки и сварочных аппаратов — магазин Ebay
Тех.Мо. Дилерские расходные материалы для горелок PT и IPTОтветить с цитатой
14.03.2016 #3
Re: Спасение сварочного аппарата, частично находившегося под водой
Econotig может быть барахлом.
Плата и некоторые компоненты внутри не подлежат восстановлению. Сначала я бы промыл его чистой водой, чтобы удалить любой мусор или осадок. Если это соленая вода, обязательно промойте все в пресной воде, прежде чем сушить.Используйте сжатый воздух, чтобы ударить по стоячей воде. С рисом тоже хорошо получается. На данный момент это не повредит и стоит дешево. Отсоедините и откройте педаль (если применимо). Это может быть старый тип Linemaster с контактами по бокам, которые вдавливаются. Откройте его, продуйте вместе с разъемом на конце шнура. Я использую коробчатый вентилятор, чтобы тщательно высушить сварочные аппараты после их мытья. Возможно, вам повезет, и после того, как он высохнет в течение нескольких дней. Просто убедитесь, что соленая вода не попала на внутренности машины, и сначала промойте ее. Соленая вода разрушит компоненты, как только начнет их разъедать.
Лично я бы поговорил со своим страховым агентом. Это может быть прекрасной возможностью заменить вашу технику на более новую и лучшую.
Econotig не стоит ремонтировать, я бы не стал вкладывать в него деньги.Удачи.
ИМХО конечно
Expert Garage Hack….
https://www.facebook.com/steven.webber.948
Ответить с цитатой
14.03.2016 #4
Re: Спасение сварочного аппарата, частично находившегося под водой
Никогда раньше не переживая наводнения, я не могу представить, что потеряю свое снаряжение из-за одного, надеюсь, все будет хорошо!
Ответить с цитатой
14.
03.2016
#5Re: Спасение сварочного аппарата, частично находившегося под водой
Любое страховое покрытие? Если да, то пусть беспокоятся об этом.
Дэн Д.
Манипулятор металла
Ответить с цитатой
14.03.2016 #6
Re: Спасение сварочного аппарата, частично находившегося под водой
Большинство людей думают, что погружение в воду — это смерть для электроники.
Возможно, это было 40 лет назад, но сегодня, если в погруженном состоянии нет активных батарей или другого источника тока, он, вероятно, будет работать после тщательного высыхания… Иногда они моют эти платы водой/моющим средством в производственный процесс…… WD40 полезен для максимально возможного вытеснения воды после высыхания. Однако такие вещи, как сенсорные переключатели и экраны, невозможно высушить. Кстати, сухой рис работает очень хорошо. Я привез с собой два сотовых телефона, которые «поплыли на байдарках» с этим.Ответить с цитатой
14.03.2016 #7
Re: Спасение сварочного аппарата, частично находившегося под водой
Очистите внутреннюю часть пресной водой.
Если вы можете поставить их на солнце примерно на неделю, по крайней мере, с вентилятором, дующим внутри. Переворачивание вверх дном пару раз также поможет вытеснить любую воду, попавшую в ловушку. Затем подключите их на несколько часов, не используйте, пока они не будут включены. Тогда пусть устанавливается на другой день. После этого проверьте функции. Если это сработает, у вас должно быть все готово. ЕСЛИ нет, я бы привлек своего страховщика домовладельца.Последний раз редактировалось tinker001; 14.03.2016 в 20:34.
Klutch 220si mig, stick и tig dc
Хобарт 140
АХП АЛЬФА 200X 2016
Лотос LTP5000D
Смит O/PОтветить с цитатой
14.03.2016 #8
Re: Спасение сварочного аппарата, частично находившегося под водой
После того, как вы промоете его, возьмите немного денатурата и очистите зубной щеткой все платы и соединения.
Изопропанол также будет работать, если его содержание выше 90%. Дайте ему высохнуть в течение нескольких дней, прежде чем собирать то, что вы разобрали. Это хорошо работает.Ответить с цитатой
14.03.2016 #9
Re: Спасение сварочного аппарата, частично находившегося под водой
Спасибо, 7A749 за ваш ответ. Да, у Econotig были проблемы до потопа. Раньше я возвращал к жизни некоторое оборудование. Компрессор в здании опрокинулся, оказавшись на вертикальной опоре. Но он приземлился на что-то, что удержало его от гибели. Но у меня есть еще один компрессор, который можно использовать, и он не был залит.
Я тоже купил тепловую лампу. Вода в основном пресная. Я действительно хотел бы спасти сварщика Линкольна. Но если нет, то его заменят.Родни
Благословение Господа делает человека богатым,
И Он не добавляет к этому печали». Притчи 10:22 NKJVОтветить с цитатой
14.03.2016 #10
Re: Спасение сварочного аппарата, частично находившегося под водой
Спасибо, tinker001.
Я планирую сделать это вместе с некоторыми другими работами по очистке и сушке. Как только вода отступит достаточно.Родни
Благословение Господа делает человека богатым,
И Он не добавляет к этому печали». Притчи 10:22 NKJVОтветить с цитатой
14.03.2016 #11
Re: Спасение сварочного аппарата, частично находившегося под водой
Спасибо zippymbr за ответ.
Я тоже буду использовать денатурат. Наряду с другими замечательными советами, которые дали другие участники.Родни
Благословение Господа делает человека богатым,
И Он не добавляет к этому печали». Притчи 10:22 NKJVОтветить с цитатой
14.03.2016 #12
Re: Спасение сварочного аппарата, частично находившегося под водой
Спасибо, Juckclone, за совет.
Я никогда раньше не пробовала технику сухого риса. Я могу просто сделать это.Родни
Благословение Господа делает человека богатым,
И Он не добавляет к этому печали». Притчи 10:22 NKJVОтветить с цитатой
14.03.2016 №13
Re: Спасение сварочного аппарата, частично находившегося под водой
Нет.
Там, где я живу, и раньше заливало, но не так сильно за такое очень короткое время. У меня, как и у многих других людей, есть работа на ближайшие дни. По крайней мере, погибших было очень мало.
Спасибо за ваш вклад.Родни
Благословение Господа делает человека богатым,
И Он не добавляет к этому печали». Притчи 10:22 NKJVОтветить с цитатой
14.03.2016 №14
Re: Спасение сварочного аппарата, частично находившегося под водой
Спасибо, BrianC.
За эти годы у меня было несколько наводнений на участке, и я спасал вещи от опасности воды, которые не выжили бы, если бы на них попала вода. Некоторые вещи не сильно пострадали бы. А других я просто отпускаю. Этот потоп застал многих, если не всех, врасплох! Одна главная магистраль с севера на юг, Hwy. 71 находится полностью под водой в низине недалеко от того места, где я живу. Излишне говорить, что это всего лишь одна дорога. Что ж, молитва, Милость Божия и решимость помогут нам пройти через это.Родни
Благословение Господа делает человека богатым,
И Он не добавляет к этому печали». Притчи 10:22 NKJVОтветить с цитатой
14.03.2016 №15
Re: Спасение сварочного аппарата, частично находившегося под водой
Спасибо, механик416.
Я получил очень хороший совет от нескольких участников. Спасибо еще раз!Родни
Благословение Господа делает человека богатым,
И Он не добавляет к этому печали». Притчи 10:22 NKJVОтветить с цитатой
15.03.2016 №16
Re: Спасение сварочного аппарата, частично находившегося под водой
Как только вы вытащите всю воду, какую сможете, используйте wd-40, чтобы вытеснить воду из скрытых щелей, до которых вы не можете добраться.
Ответить с цитатой
15.03.2016 # 17
Re: Спасение сварочного аппарата, частично находившегося под водой
Ваш маленький MIG должен быть в порядке с полосканием и продувкой. Я помыл, наверное, более тысячи сварочных аппаратов за 15 лет, когда я их покупал и продавал. Я знаю, что внутри Миллера есть некоторые хрупкие вещи, которые могут не выдержать погружения под воду на какое-то время.