Как варить красивые швы начинающим сварщикам. Подробный разбор сварки электродом.
содержание видео
Рейтинг: 4.5; Голоса: 2Как варить красивые швы начинающим сварщикам. В этом видео мы подробно разберем сварку под просвет начинающему сварщику. Труба 323 мм. Видео канала: Гори Дуга — Категория: Своими РукамиДата: 2020-09-05
Похожие видео
Комментарии и отзывы: 9
Амаду
Спасибо за полезный контент! Решил научиться варить, так для себя, для дома, как хобби (основной вид деятельности — адвокат, сидячий образ жизни в кабинете надоедает, почему сварка, сам не знаю. Купил аппарат Ресанту, маску, электроды, болгарку и. не все так просто оказывается. Пошарил в ютубе и наткнулся на этот контент, самый полезный и приятный для просмотра, на мой взгляд. Так держать, парни, молодцы!
P. S.: Куда вопросы нужно писать, прямо здесь задавать можно?
ФулХаус
Я думаю кинооператором, последовательность сьёмки камерой не совсем правильная тактика, не удачная) Вначале надо показать как сварщиком под каким углом ведётся электрод, эпизодически менять далее опять показывать на ванну сварки кадр и через светофильтр конечно показывать процесс горения металла самой сварки, далее быстро менять кадр на угол электрода и т. д )
Мартин
Ребята, здравствуйте! Как специалисты, подскажите мне дилетанту, как правильно и грамотно приварить инвертером и рутиловыми электродами проволоку 3-4 мм к профильной трубе? В частности, сетка армирующая d-3 мм к профильной трубе15/15 -(ограда для цветов, винограда, например) и т. п. Спасибо!
Zagorsky
Добрый день! Возможно банальный вопрос, по тавровым соединениям, переодически возникает проблема шлаковых включений навариваются два валика, а посередке непровар и шлак. Все остальные швы ровные и чистые получаются. Электроды ок 46 esab. Веду углом назад, в чем может быть ошибка?
Синий
52 минуты — как одна! Страшно интересно, и даже не знаю, что лучше — сварка трубасика или зачистке его болгаркою: -D.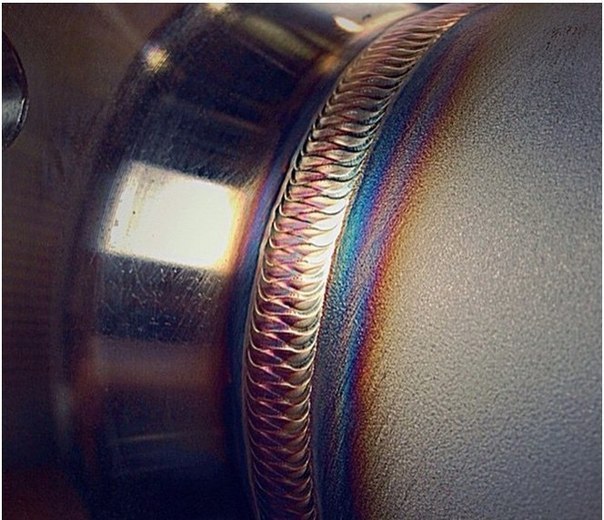
Фильм нравится.
Дмитрий
Мужики Вы просто красавчики! Столько времени и сил потрачено только на это видио. Вся инфа понятна и все тут же показано на примере, и ее намного больше чем на курсах сварных ( хотя я их не заканчивал, я самоучка. Будет лишняя деньга кину донат. Удачи вам!
Андрей
Гори Дуга, Ответь пожалуйста, при сварке Уонями бывает вылазят поры (из-за чего они я знаю, а вот они сквозные пора сквозь весь шов, или поверхностные просто на верху шва небольшая пора и через нее вода не побежит?
Сергей
здраствуй, успехов в деле!
если возможно сними видос с заполнением трубы толстостенной с помощью электрода 20 например, может хитрости заполнения (ниточный или размазывая )
заранее слова добрые.
Олег
Друг увидел у тебя резак расскажи о нем сам я тоже сварщик и опыт имеется но в оснавном пользуемся бензо-резами. Расскажи о газо-резе будет интересно! и также желаю удачи!
Техника ручной дуговой сварки | Строительный справочник | материалы — конструкции
Траектория движения электрода
Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу.
Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером.
Схема дуговой сварки
Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
| Рис. 2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой | Рис. 3. Виды швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной |
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т. д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
«Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис. 2,д). Продолжая в той же последовательности, заполняют весь шов.
2,д). Продолжая в той же последовательности, заполняют весь шов.
Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки.
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
| Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок | Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. |
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
Использованы репродукции http://welding.su/gallery/
Как новичку варить красивые и ровные швы
Автор solbon На чтение 2 мин. Просмотров 424 Опубликовано
Сварочные швы при ручной дуговой сварке получаются красивыми, если соблюдать несколько правил. Первым делом правильно подобрать сварочный ток, угол наклона электрода и равномерная скорость ведения электродом. Соблюдение однородности ширины сварочного шва.
Покажу простой метод сварки швов, при котором ширина получается равномерной, плюс к этому скорость формирования будет одинаковой, а значит шов получится красивым с плотными чешуйками. Поехали, не переключайтесь!
Представим что эта дорожка из дисков -сварочный шов новичка. Он будет неравномерным по ширине, и частенько уходит в стороны от прямой. На примере дорожки из дисков сначала дам теорию правильной техники сварки.
Зажигаем электрод, формируем сварочную ванну и здесь начинается наша хитрость.
В процессе сварки шва мы смотрим не на всю ширину шва. а сосредотачиваем внимание на его левой кромке. Нужный ток, естественно, уже подобран. Смотрим на левую кромку шва и стараемся делать её в прямой линии.
Нужный ток, естественно, уже подобран. Смотрим на левую кромку шва и стараемся делать её в прямой линии.
Дуга нам подсвечивает как минимум пару сантиметров левой кромки, значит мы постоянно делаем на протяжении этого расстояния прямой, и так на всей длине. Варим, смотрим на левую кромку и стараемся сделать её максимально прямой.
При таком способе будет равномерная скорость сварки и правая кромка шва также будет идти по прямой, почти также как и левая. Ну теперь поварим на практике.
Возьму кусок швеллера и наложу поперёк сварочный шов нашим способом, контролируя прямоту левой кромки. Никаких видимых маячков у нас нет от чего нам отталкиваться, постараемся сварить ровно и красиво.
Варю электродами 3 мм АНО-21 с рутиловым покрытием. Сварочный ток примерно 110 ампер, полярность обратная, плюс на электроде.
Ждём когда наш шов немного остынет, хотя по технике безопасности нужно ждать полного остывания сварочных швов перед обстукиванием шлака.
Смотрим что получилось. Шов лёг ровно поперёк швеллера, как и хотели. Левая кромка шва идёт по ровной линии, насколько это возможно. Только в одном месте произошло небольшое зауживание равномерной ширины шва, в остальном всё хорошо.
Чешуйки мелкие, так как скорость была равномерной, правая сторона шва также идёт практически по прямой. Заканчиваем шов заваркой кратера. Всё получилось как надо.
Друзья, плюсом к статье и фотографиям, я снял подробное видео с этим способом сварки. Обязательно посмотрите для полной картины процесса.
Источник
«Прекрасная» технология сборки пластмасс »Декорирование пластмасс
Приянк Кишор, глобальный менеджер по продукции не-ультразвуковых технологий сборки в Emerson
Всегда был роман с эстетикой произведенных продуктов, предметов, которые тщательно спроектированы, красиво собраны и элегантны по своим функциям и работе. Опытные потребители, ценящие такую красоту, могут указать на изделие из керамики, кресло с обивкой, точный инструмент или инструмент, или на отделку классического автомобиля.
Опытные потребители, ценящие такую красоту, могут указать на изделие из керамики, кресло с обивкой, точный инструмент или инструмент, или на отделку классического автомобиля.
Для экономных, но технически подкованных молодых потребителей впечатления и ценность красивого дизайна могут несколько отличаться, им придется конкурировать с ценой и практичностью, но они, тем не менее, присутствуют. Для этих потребителей более тонкая форма красоты может быть замечена в компактном дизайне портативного компьютера, элегантности и надежности операционной системы, четких цветах и отклике сенсорного экрана или в том, как линии отделки одного мобильного телефона позволяют ему гораздо легче поместиться в руке, кошельке или кармане, чем другие мобильные телефоны.
Итак, каждый дизайнер и каждый производитель должны стремиться привнести чувство продуманного дизайна и подлинного мастерства в сборку каждого продукта. Эта эстетика еще более важна для продуктов массового производства, изготовленных из пластмассовых деталей. Пластмассы с трудом достигают блеска, присущего продуктам, изготовленным из более традиционных материалов, но они предлагают преимущества легкого веса, более низкой стоимости, постоянной прочности и почти неограниченной гибкости дизайна с точки зрения размера, формы и цвета деталей.
Нет недостатка в технологии сборки для продуктов, в которых используются пластмассовые детали. Наряду с крепежными деталями, клеями и защелками существует ряд методов соединения на основе трения — ультразвуковая, вибрационная, вращательная и горячая. И для любого конкретного продукта каждый метод может предложить определенные преимущества, которые соответствуют конструктивным и производственным возможностям, размеру и производительности производственного цикла, а также степени трудозатрат по сравнению с автоматизацией, которую должен обеспечить процесс сборки.
Но растущий спектр высокотехнологичных приложений — в электронике, автомобилестроении, бизнесе и медицине — требует не только эффективности, но и более высокого уровня эстетики качества сборки и чистоты. Именно здесь уникальные качества лазерной сварки подходят для растущего числа производственных операций.
Технология сборки, отвечающая более высоким стандартам
Лазерная сварка — это бережный и сверхчистый процесс соединения, который позволяет сваривать пластмассовые детали сложной геометрии и материалы широкого диапазона, которые сложно или невозможно соединить с помощью других методов.Этот процесс сочетает в себе высокую производительность с максимальной эстетикой: он может обеспечить привлекательное, надежное герметичное уплотнение за один этап, который занимает всего несколько секунд. Это также процесс, который настолько же удобен в производственной зоне чистых помещений, насколько и на загруженном производственном цехе.
Лазерная сварка не всегда является первым решением для соединения пластмасс, которое рассматривают производители. Но те, кто в этом нуждается, быстро узнают, что он необычайно универсален и хорошо подходит для требовательных и эстетически важных приложений.Он может соединять более широкий спектр полимерных материалов, чем процессы соединения на основе трения, такие как ультразвуковая сварка. И его способность доставлять точно выровненные детали с почти невидимыми сварными швами не превосходит любую технологию соединения пластмасс.
Сам процесс прост: при лазерной сварке используется тепло, выделяемое лазерным источником света с длиной волны 980 нм, генерируемым лазерными диодами. Этот свет концентрируется через волоконно-оптические пучки, подключенные к сварочной оснастке, а затем точно направляется через волноводы по зоне сварки деталей в соответствии с требуемой плотностью нагрева.
Разработан новый процесс — запатентованная технология лазерной сварки с одновременным прохождением через инфракрасный порт ® (STTIr ® ). Процесс STTIr отличается от других лазерных технологий, таких как отслеживание и отслеживание, тем, что он нагревает сразу всю поверхность сварного шва.
Этот процесс — тот же самый, который используется многими производителями медицинских изделий для производства микрофлюидных продуктов и продуктов для доставки лекарств — обеспечивает точный нагрев и снижает усилие зажима, необходимое для сборки. Полученные сварные швы получаются очень точными, с такой малой «глубиной схватывания» между поверхностями деталей, что сварные швы можно сделать практически невидимыми.
Полученные сварные швы получаются очень точными, с такой малой «глубиной схватывания» между поверхностями деталей, что сварные швы можно сделать практически невидимыми.
Лазерная сварка соединяет гораздо более широкий спектр материалов, чем ультразвуковая сварка и другие методы сварки трением. Традиционно он предъявлял только два требования к конструкции детали: во-первых, каждая сборка должна иметь одну деталь, материал которой пропускает или прозрачен для используемой длины волны лазера, а материал сопрягаемой части является абсорбирующим или черным для этой длины волны (рисунок 1).Во-вторых, геометрия детали и наложение должны обеспечивать прохождение лазерной энергии через передающую часть в зону сварного шва, где расплав происходит в верхней части абсорбирующей части.
Выполнить эти требования к конструкции несложно. Существует множество прозрачных пластиковых материалов, в том числе окрашенных, которые легко пропускают лазерный свет, даже если кажутся непрозрачными. То же самое и с впитывающими частями. Помимо технического углерода, лазерный свет поглощается целым рядом цветных пигментов.Чтобы убедиться в правильности сочетания цветов деталей и пигментов, проконсультируйтесь с поставщиком сварочного оборудования.
Привлекательность растет с последними инновациями
Технологические достижения продолжают расширять возможности процесса лазерной сварки. Например, новый вариант лазерной сварки устраняет необходимость использования пропускающих / поглощающих деталей, что позволяет сваривать две пропускающие или прозрачные детали. Этот передовой процесс сочетает в себе технологию лазерной сварки STTIr ® и раствор, поглощающий лазер, который наносится с помощью технологии ультразвукового напыления.
Рис. 2. Emerson предлагает запатентованную технологию лазерной сварки STTIr®, разработанную Branson ™.
Ключом к новому процессу является прецизионная обработка стыка сварного шва одной прозрачной детали с помощью биосовместимого лазерного поглотителя. Поглотитель лазера содержит микрочастицы пигментного красителя или сажи, которые суспендированы в жидкости-носителе, такой как изопропиловый спирт или ацетон. Во время процесса сварки энергия лазера попадает на поглотитель и поглощает его, выделяя тепловую энергию, которая проходит через зону сварки обеих сопрягаемых частей, которые затем соединяются вместе под действием силы сжатия (рис. 2).
Рис. 3. Две прозрачные сопрягаемые детали теперь можно сваривать лазером, используя новый инновационный процесс сварки, который позволяет надежно создавать сложные пути прохождения жидкости при сохранении превосходного соотношения сторон. Фото любезно предоставлено Emerson.Второй шаг вперед, на этот раз с технологией приводов, обеспечивает точное позиционирование и лазерную сварку очень маленьких и хрупких пластмассовых деталей с использованием сверхнизкого усилия срабатывания. Аппараты для лазерной сварки могут быть оснащены этим новым электромеханическим приводом, который может управлять усилием зажима до 1 Ньютона.
В сочетании со способностью оборудования для лазерной сварки точно направлять тепловую энергию, способность нового привода управлять низким усилием зажима упрощает соединение очень маленьких и хрупких деталей, сложных по геометрии или встроенных в электронные компоненты, проводку или датчики. . Риск деформации, изгиба, растрескивания или повреждения встроенной электроники практически исключен.
Заключение
Сегодняшние продукты — будь то автомобили, бытовая техника, компьютеры или носимые устройства — требуют не только превосходного дизайна и функциональности, но и превосходного исполнения при сборке, чтобы максимизировать привлекательность, удобство использования и долговечность.Технология лазерной сварки, уже являющаяся лидером в области эстетики и чистоты при сборке пластиковых деталей, продолжает развиваться, обеспечивая удобство использования с широким спектром материалов и областей применения.
Приянк Кишор (Priyank Kishor) — глобальный менеджер по продуктам, не связанным с ультразвуком, для технологий сборки в Emerson, ведущий мировой лидер в области маркетинга и продуктовой стратегии для лазерной сварки и других продуктов, не связанных с ультразвуком, в портфеле технологий сборки Branson. Он имеет десятилетний опыт управления программами и командами, занимающимися глобальной разработкой продуктов и международным маркетингом.Для получения дополнительной информации посетите www.emerson.com.
Лазерная сварка сборки пластмасс: красота больше, чем глубина кожи
Лазерная сварка дает ряд важных преимуществ при сборке изделий, в том числе:
- Превосходная эстетика. Производители все чаще используют лазерную сварку для эстетики, поскольку они точны и не имеют заусенцев. Линии сварки практически не видны.
- Больше свободы при проектировании деталей. В то время как традиционные методы сварки пластмасс часто требуют плоских деталей, излучающие лазерные лучи волноводы могут точно соответствовать сложной геометрии детали, что позволяет лазерной сварке деталей конструкции, которые максимизируют эстетические или функциональные характеристики.Лазерная сварка также позволяет конструкторам использовать несколько отражающих отсеков или встраивать сложную электронику, датчики или осветительные приборы, такие как органические светодиоды (OLED), что приводит к созданию более ярких, отличающих от бренда деталей.
- Превосходное качество сварки. Лазерная сварка не требует трения, вибрации или движения. Волноводы с лазерным излучением могут точно соответствовать даже сложной геометрии детали, чтобы обеспечить быстрое и равномерное плавление на границе раздела сварного шва. В результате получается однородный, неизменно прочный сварной шов с точной глубиной схватывания расплава и идеальным выравниванием деталей.
- Низкое механическое напряжение. Новейшие аппараты для лазерной сварки могут управлять сверхнизкими усилиями зажима, позволяя соединять хрупкие или большие детали без механического напряжения, поэтому отпадает необходимость в отжиге деталей или снижении напряжения материала.

- Исключительная чистота. При лазерной сварке не образуются вспышки и частицы. Это процесс для чистых помещений, который одинаково подходит для любого производственного цеха.
- Большая универсальность. Технология лазерной сварки позволяет склеивать широкий спектр полимерных материалов, включая ПК, PA, PS, ABS, эластомеры (TPU, TPE), PP HDPE, LDPE, PETG, PBT, PPS, PMMA, PEEK, COC и другие.

Мастерство MIG за 90 минут — научитесь быстро сваривать
Введение в сварку MIG
В первом модуле я ПОКАЖУ ВАМ свои простые «ЭТАПЫ ПОДГОТОВКИ К СВАРКЕ».
Я покажу вам основы работы с металлом (и где его дешево достать), инструменты, которые вам понадобятся для начала работы (это не так много), обзор сварочных процессов, все о сварочных стержнях и проволоке, очистка металла, подготовка к сварке и, самое главное, БЕЗОПАСНОСТЬ … и я покажу вам все это, не тратя много денег и не теряя времени на копание в книгах и видео, пытаясь изучить эти вещи.
Разбивка модуля
- Введение в сварку
- Обзор процессов сварки
- Основы работы с металлом
- Инструменты для сварки и металлообработки
- Безопасность при сварке
Введение в газовую сварку металла
В модуле 2 из 90 Минутный курс MIG Mastery Я покажу вам, что такое газовая дуговая сварка металла и как вы можете легко сделать красивые и прочные сварные швы, поэтому вы можете быть уверены, что все, что вы свариваете, будет не только прочным, но и красивым.
Разбор модуля
- Введение в GMAW
- Ваш аппарат MIG
- Напряжение и скорость подачи проволоки
- Полярность
- Защитный газ
- Сварочные провода GMAW
- Вылет электрода
- Сварочные брызги
Сварочный пуд
В модуле 3 я собираюсь показать вам все о сварочной ванне и управлении сварным швом … и вы получите несколько крупноформатных видеозаписей, на которых я провожу сварной шов, чтобы вы могли точно увидеть, с какой скоростью должно быть движение вашего пистолета, и как медленно двигаться, чтобы обеспечить максимальное проникновение сварного шва…
Разрушение модуля
- Сварочная ванна
- Подготовка сварного шва
- Типы сварных швов
- Вид за линзой
- Нажатие против вытягивания
- Получение хорошего проникновения сварного шва
- Burn Through Vs. Холодная сварка
- Пористость
- Испытание на разрыв
- Устранение неисправностей
 Холодная сварка
Холодная сваркаВведение в дуговую сварку с флюсовой сердцевиной
Четвертый модуль посвящен обучению сварке без использования газа, и этот процесс известен как дуговая сварка с сердечником из флюса…
Структура курса
- Введение в FCAW
- Полярность FCAW
- Провода для сварки сердечником
- Подготовка стыка
- Прижимные ролики
- Направление движения
- FCAW За линзой
Положения при сварке
Если вы только выучите одну сварку положение и кончено, вы теряете лодку БОЛЬШОЕ время! Кроме того, вы резко снизите вероятность того, что с первого раза у вас получится хороший сварной шов.
Вы обнаружите, что как только вы начнете этот первый проект, вы будете использовать все сварочные позиции.
Скорее всего, вы собираетесь сваривать горизонтальную, вертикальную, плоскую и потолочную сварку, прежде чем все будет сказано и сделано… а для этого вам нужно попрактиковаться во всех этих положениях.
Структура курса
- Введение в сварочные позиции
- Плоское положение
- Вертикально вниз
- Горизонтальное положение
- Положение над головой
Введение в сварочные соединения
В этом модуле вы узнаете все об основных сварочные соединения, которые вам необходимо уметь выполнять, чтобы вы могли приступить к работе над собственными проектами.
Структура курса
- Введение в сварные соединения
- Обзор сварных соединений
- Стыковые соединения
- Нахлесточные соединения
- Т-образные соединения
- Угловые соединения
- Квадратные трубки на пластину
- Квадратные трубки на квадратные трубки
Дополнительные материалы по содержанию
Вот несколько видеороликов, которые я добавил после запуска этого курса.
Я решил бесплатно раздать их своим членам.Иногда добавляю еще.
Только здесь более 2 часов контента.
Разбивка
- Проект Создание сварочной тележки
- Проект: Создание рабочего стола
- Проект: Строительство регулируемой роликовой стойки
- Проект: Создание пропановой плиты
- Мастерство резки и измельчения
- Ninja Trick To Tune Ваше напряжение и скорость подачи проволоки
- Как использовать плазменный резак
- Сварочный / гибочный стенд
- 3 ошибки, совершаемые новичками
Сварочный лагерь Hill Country — Texas Monthly
Недавно в субботу утром я мчался в сторону Хилл-Кантри на своем старом, довольно ненадежном Ford Ranger с круассаном и кофе в руке.По мере того как я ехал, линия горизонта Остина в моем зеркале заднего вида становилась все меньше, и ее сменяли темные зловещие грозовые облака, которые кажутся характерными для неба Техаса. Дожди пошли быстро и сильно, заставив меня и мой грузовик для гидропланирования остановиться на стоянке заправочной станции, где я понял, что, помимо новых шин, мне также нужно починить кондиционер. Но буря прошла так же быстро, как и пришла, и я, теперь немного потрясенный и немножко вспотевший, продолжил свой путь к месту назначения: сварочной мастерской KKDW.
Мастерские KKDW возглавляют дуэт мужа и жены Келли ДеВитт Норман и Трэвис Норман на их обширной территории в Фишере. Пара, которая познакомилась в студии звукозаписи почти семь лет назад, ведет бизнес по изготовлению цветочного дизайна, изготовления и мебели на заказ. Норманны заработали репутацию за качественную, красивую и функциональную работу; именно этот опыт побудил их проводить интимные мастер-классы по сварке и цветочному дизайну.
«[Мастерские] стали нашей любимой частью бизнеса», — объясняет Келли.«Мы хотим, чтобы все ушли с уверенностью в том, чего они только что достигли — что они действительно чему-то научились. Кроме того, мы завершаем день пивом и барбекю, что, вероятно, помогает ».
Кроме того, мы завершаем день пивом и барбекю, что, вероятно, помогает ».
Фотография Николь Млакар
После парковки на большом поле перед главным домом меня приветствует Аарон Уорд, друг детства Трэвиса, который работает с этой парой. Когда мы поднимаемся на небольшой холм, мимо цветочной студии и вокруг большой груды кустов — места, которое скоро превратится в цветник, — мы подходим к магазину, где уже собрались семь других студентов.
Фотография Николь Млакар
В просторном, просторном здании магазин, где Келли и Трэвис производят большую часть своих работ, был первым зданием, построенным на территории. Помимо магазина и цветочной студии, здесь есть жилые помещения пары и случайный набор небольших зданий, разбросанных по всей площади.
Фотография Николь Млакар
Через несколько минут после входа в магазин мне вручают сварочные перчатки, защитные очки и маску.Вооружившись новым снаряжением, я представляю своего напарника Боба. Я быстро узнаю, что Боб — инженер-механик, помощник начальника пожарной охраны округа Хейс и невероятно терпеливый партнер по сварке.
Фотография Николь Млакар
После инструктажа по основным методам и изучения протокола безопасности всем ученикам раздают сварщиков Линкольна, чтобы они начали процесс превращения семи металлических кусков и двух кусков в настоящую скамью.
Фотография Николь Млакар
Магазин — излюбленное место как Трэвиса (на фото), так и Келли.«Вся собственность действительно особенная, но я думаю, что нам больше всего нравится находиться в нашем магазине, — говорит Келли. — Она немного выше, чем остальная собственность, и с нее открывается прекрасный вид».
Фотография Николь Млакар
В течение дня Келли обходит каждую сварочную станцию, чтобы дать совет и обратную связь. Я узнал, что сварка — это не только техника, но и медлительность. Чтобы сварка прошла хорошо, ее нужно делать намеренно.
Фотография Николь Млакар
Осмотрев мою первую некачественную сварку, Келли подбадривает меня: «Сварка — это медитативный процесс; тебе нужно сосредоточиться ».
Фотография Николь Млакар
Каждое рабочее место оборудовано для двух студентов, многие из которых никогда раньше не встречались. «Мы ограничиваем размер класса, чтобы у каждого была возможность по-настоящему поработать сварщиками и понять, что они делают», — говорит Келли.
Фотография Николь Млакар
После перерыва на обед, состоящий из вегетарианского перца чили, фруктов и домашнего печенья с шоколадной крошкой, мы возвращаемся в магазин, чтобы продолжить собирать наши скамейки.В течение следующих нескольких часов мы свариваем, молотим, полируем и герметизируем, пока у задней стены не будет восемь одинаковых скамеек. Келли говорит, что это процесс, который она любит наблюдать во время каждого семинара. «Большинство людей, которые подписываются, не имеют опыта сварки — и, как правило, опыта работы с электроинструментом», — говорит она. «Так здорово наблюдать, как человек, робко ведающий себя утром, создает красивые сварные швы к обеду, а затем, наконец, сам создает свой собственный предмет мебели.”
Фотография Николь Млакар
Бекки — одна из трех собак норманнов и единственная, кто научился сбегать со двора у дома и пробираться в магазин.
Фотография Николь Млакар
«Нас всегда тянуло к стране холмов», — говорит Келли, и Трэвис соглашается. «Такое ощущение, что вы находитесь в глуши, но куда вам нужно отправиться, это примерно в часе езды».
Фотография Николь Млакар
Хорошо продуманный и продуманный стиль пары распространяется на весь их дом и рабочее пространство.«Мы хотели бы преобразовать некоторые из существующих зданий, чтобы лучше приспособить мою цветочную студию, и связать все с нашим окончательным архитектурным видением, что может занять у нас время», — говорит Келли.
Фотография Николь Млакар
Венок в цветочном магазине — пример того, как Келли сочетает свои технические навыки сварки с артистизмом флористики. Как цветочный дизайнер, она создает изделия на заказ для мероприятий по всему региону.
Фотография Николь Млакар
Пара приобрела недвижимость Fischer в конце 2015 года и въехала в нее в начале 2016 года.«Когда мы искали место для покупки, мы знали, что здесь должна быть мастерская», — объясняет Келли. «Нам понравилось, что эта собственность была достаточно большой для этого, а также для некоторых других».
Фотография Николь Млакар
Все необходимое для сварочной мастерской: Topo Chico, сварочный шлем, перчатки, рулетка и индивидуально разработанная сварочная направляющая KKDW.
Фотография Николь Млакар
Закончив скамейку, один из отдыхающих болтается у огня, а Трэвис и Келли начинают готовиться к обеду.Остальной класс мигрирует на крыльцо, где мы находим кадки с ледяным Топо Чико и Шайнер Руби Редберд. Пока Трэвис разогревает гриль, Келли идет внутрь, чтобы поджарить перец для ночного застолья.
Фотография Николь Млакар
По мере того, как день подходит к концу, мы с Бобом обмениваемся визитными карточками, и я обещаю присоединиться к нему и его жене за ужином в следующий раз, когда я буду в Дриппинг-Спрингс. Он помогает мне поставить скамейку в грузовик, и мы прощаемся. Делая часовую поездку обратно в Остин, я думаю о том, что взрослая жизнь предлагает так мало возможностей узнать что-то новое, и насколько особенным является то, что Келли и Трэвис создают для нас пространство для этого.
Фотография Николь Млакар
Сварочное пищевое оборудование | HomeBrewTalk.com
Как сварщик и кто-то, кто хочет собрать вместе новую пивоваренную установку, я нахожусь в таком же положении, как и вы. Мои навыки сварки TIG невысоки, и то, что я делаю на работе, не обязательно должно соответствовать санитарным нормам, но я знаю достаточно, чтобы поделиться своим в некоторой степени квалифицированным (хотя и не экспертным) мнением. кладуе предложил пару продуктов в качестве альтернативы продувке спины. Раньше я не использовал Superior 49, но я использовал Solar Flux.Он работает нормально, и я подумывал об его использовании, но их веб-сайт рекомендует выполнить обратную очистку, если вы делаете что-нибудь, связанное с едой. Это не значит, что это не сработает; Их предупреждение может быть скорее вопросом ответственности, и если вы сможете смахнуть проволочной щеткой остатки после сварки, все будет в порядке. Однако, если у вас возникнут проблемы с изготовлением и сваркой собственного оборудования, вы можете также уделить время правильной обратной продувке.
Это не значит, что это не сработает; Их предупреждение может быть скорее вопросом ответственности, и если вы сможете смахнуть проволочной щеткой остатки после сварки, все будет в порядке. Однако, если у вас возникнут проблемы с изготовлением и сваркой собственного оборудования, вы можете также уделить время правильной обратной продувке.
Я не могу не согласиться ни с одним из комментариев о гладкой шлифовке сварных швов (и я отшлифовал более чем свою справедливую долю гладких сварных швов во время работы).Однако вместо того, чтобы планировать наложение большого сварного шва и затем его гладкую шлифовку, я бы сосредоточился на вещах, которые помогут вам получить хороший сварной шов, не требующий шлифовки (например, практика сварки TIG, а также получение хорошей посадки и действительно хорошо очищая свои части). В том же духе, что и в моем комментарии о спине, если вы собираетесь это делать, делайте это правильно с самого начала (или, по крайней мере, старайтесь изо всех сил). Судя по вашим сообщениям, вы, очевидно, либо сварщик по профессии, либо работаете со сварщиками, поэтому получить качественный шов не должно быть слишком сложно.С продувкой спины, практикой и хорошей посадкой вы сможете добиться правильного проникновения и иметь красивую бусину внутри и снаружи.
Я не пытаюсь свысока смотреть на тех, кто говорил о шлифовании после сварки, и, вероятно, было бы неплохо запастись некоторыми из упомянутых ранее абразивов. Но я считаю, что всякий раз, когда я делаю что-то, что должно оказаться «хорошим», я бы предпочел потратить дополнительное время перед , чтобы максимально упростить работу, чем пытаться навести порядок после .Опять же, только мое квалифицированное, но не экспертное мнение.
Сварочные брызги вызывают проблемы? Покрытие может исправить это…
В идеале, современное цифровое сварочное оборудование можно настроить так, чтобы не было разбрызгивания, а инженеры-сварщики и техники могут сделать красивый сварной шов в начале производства с помощью совершенно нового оборудования.
Однако в реальных производственных условиях параметры сварного шва редко соответствуют лабораторным параметрам. Приварные приспособления смещены.Допуски компонентов со временем меняются. Сварочное оборудование изнашивается. Параметры сварки изменяются с каждой новой попыткой устранения неполадок. В конечном итоге все это способствует накоплению сварочных брызг.
Существует несколько решений, позволяющих предотвратить накопление брызг сварочного шва, которое может вызвать проблемы с качеством или производительностью в сварочной среде большого объема.
Очистка брызг вручную — это первый и наиболее очевидный способ. Однако этот метод приводит к дорогостоящим задержкам и сбоям в производительности из-за очистки сварочной арматуры молотком, отверткой, воздушным долотом или любыми другими объектами тупой силы, с которыми могут столкнуться операторы.Это также приводит к быстрой деградации сварочной арматуры и оборудования из-за постоянного, хотя и необходимого, неправильного обращения.
В качестве альтернативы решением может быть аэрозоль, временное распыляемое химическое средство против разбрызгивания. Хотя изначально он функционален, он создает беспорядок на сварочных приспособлениях. Это также требует инвентаризации продукта против разбрызгивания и текущих расходов. В конечном счете, на каждом сварочном приспособлении PM необходимо смыть маслянистую грязь вместе с любыми сварочными брызгами, которые могли прилипнуть из-за того, что спрей для предотвращения брызг не был полностью эффективным.В некоторых случаях брызги будут даже прилипать к скоплению спрея против брызг.
Лучшее общее решение — технология перманентного покрытия. Это покрытие распыляется на приспособления и отверждается при высокой температуре.
После отверждения эта стойкая к брызгам сварка формула предотвращает прилипание брызг. Это устраняет необходимость в аэрозольных распылителях, предотвращающих разбрызгивание, а также в постоянном соскабливании или удалении брызг с сварочных приспособлений.
Чтобы проверить и продемонстрировать рабочие характеристики этого покрытия, DECC провела испытание сварочным брызгом.Мы наложили 100 сварных швов на вертикальную плоскую поверхность с наполовину непокрытой, наполовину стойкой к брызгам покрытой поверхностной пластиной 6 дюймов по горизонтали под сварными швами.
Испытательный стенд с горизонтальным сравнением панели с наполовину покрытой и наполовину без покрытия
При сравнении покрытых и непокрытых поверхностей на покрытой поверхности было нулевое прилипание сварочных брызг.
DECC регулярно наносит это покрытие на сварные приспособления для множества различных клиентов. Когда брызги не попадают на сварные приспособления, производительность повышается, а проблемы с качеством уменьшаются.Наши клиенты видят:
- Сокращение времени простоя за счет устранения брызг
- Уменьшение повреждений сварочной арматуры из-за удаления брызг.
- Улучшенная сборка сварных деталей
- Уменьшение проблем с качеством
- Уменьшенные расходные материалы для сварочной арматуры, такие как защита от брызг, установочные штифты и сетчатые подушки
Если вам нужен образец с покрытием бесплатно, чтобы вы могли попробовать и посмотреть, подходит ли это решение для вашего приложения, свяжитесь с DECC сегодня.
Сварные валики — Типы валиков
В этой статье будут рассмотрены типы сварочных швов, которые являются общими для трех основных процессов (TIG, Stick, MIG). Изучение различных типов бусинок поможет вам понять, что лучше всего подходит для ваших конкретных проектов и потребностей.
Нам нравится думать об использовании «сварочных шаблонов» для получения различных профилей шва.
Сварочные валики TIG
Сварочные валики TIG обычно имеют вид «стопки монет». Это связано с тем, что по мере движения дуги TIG сварщик другой рукой добавляет равномерно распределенные «мазки» присадочного металла.Каждый из этих мазков имеет круглую форму, поскольку они накладываются друг на друга. Время нанесения мазков может сильно повлиять на внешний вид сварного шва. Более быстрая подача присадочного металла приведет к уменьшению расстояния между монетами и наоборот. Благодаря такому виду сварные швы TIG могут быть одними из самых красивых. Укладка копеек: Wikimedia Commons
Время нанесения мазков может сильно повлиять на внешний вид сварного шва. Более быстрая подача присадочного металла приведет к уменьшению расстояния между монетами и наоборот. Благодаря такому виду сварные швы TIG могут быть одними из самых красивых. Укладка копеек: Wikimedia Commons
Сварные швы TIG не всегда выглядят как «стопка монет». Иногда сварщики «ходят по чашке». Здесь проводится присадочная проволока, лежащая на свариваемой детали.Сварщик перемещает чашку TIG взад и вперед, продвигаясь вперед по сварному шву. При этом присадочный стержень расплавляется и расплавляется по сварному шву — представьте себе сливочный сыр на бублик! Этот метод особенно популярен среди сварщиков труб. Иногда для увеличения количества наносимого наполнителя используют сразу 2 или 3 присадочных стержня. Думайте о ходьбе по чашке как о «переплетении», а не о прямом сварном шве. Ходьба по чашке с TIG, классическое плетение: Wikimedia Commons
Сварочный валик
Сварочный шов может иметь несколько характеристик валика.Семейство стержней с низким содержанием водорода весьма универсально. Стержень с низким содержанием водорода 7018 можно тянуть как прямую бусину. Эти бусины известны как «стрингеры», потому что они ровные и узкие. Это популярно при плоской, горизонтальной и потолочной сварке штангой. Вертикальная сварка 7018 может выиграть, если использовать узор типа плетения. Работая в гору, сварщик может использовать различные схемы для распределения присадочного металла в стыке. Плетение намного проще при вертикальных испытаниях, но иногда CWI допускают только проходы стрингера.Образец вертикального переплетения
Ниже представлена наша любимая справочная таблица для обозначений сварки. Символы будут указывать на тип сварного шва, который будет определять размер и тип сварного шва.
Таблица символов сварки — проверьте цену на Amazon
Стержни из целлюлозы, т.е. 6010-е и 7010-е должны выполняться с определенной техникой «хлыст и пауза». Конечный результат имеет вид, похожий на хороший сварной шов TIG. Эти сварные швы, как правило, не так хороши, как настоящая сварка TIG, но, тем не менее, эффект мерцания заметен.С помощью этой техники сварщик зажигает дугу и удерживает стержень в нужном положении, чтобы получилась монета. Затем они выскочат и вернутся, чтобы внести следующие десять центов. Для открытых корней на трубе и пластине можно тянуть целлюлозные стержни 6010, как 7018, и они отлично работают. Некоторые наглядные изображения сварных швов 6010 можно найти ниже. Это видео создано Джоди Коллиером из книги «Советы и рекомендации по сварке»
Конечный результат имеет вид, похожий на хороший сварной шов TIG. Эти сварные швы, как правило, не так хороши, как настоящая сварка TIG, но, тем не менее, эффект мерцания заметен.С помощью этой техники сварщик зажигает дугу и удерживает стержень в нужном положении, чтобы получилась монета. Затем они выскочат и вернутся, чтобы внести следующие десять центов. Для открытых корней на трубе и пластине можно тянуть целлюлозные стержни 6010, как 7018, и они отлично работают. Некоторые наглядные изображения сварных швов 6010 можно найти ниже. Это видео создано Джоди Коллиером из книги «Советы и рекомендации по сварке»
MIG-валики
Hardwire MIG очень универсален, потому что существует множество методов для создания хорошего сварного шва.Некоторые предпочитают толкать лужу, а некоторые — тянуть лужу. Всегда велись споры о том, толкать или тянуть сильнее. Поскольку в MIG проводной сварке нет флюсового покрытия, пользователю не нужно тащить лужу. Есть обычная сварочная поговорка: «Если есть шлак, надо тащить». Это связано с тем, что в большинстве случаев, если вы нажимаете на сварочный стержень или пистолет MIG с флюсовым сердечником, шлак застревает в сварном шве. Это создает пористость. При использовании методов сварки с флюсовым покрытием метод перетаскивания позволяет шлаку образовываться и затвердевать в задней части лужи по мере того, как вы продолжаете двигаться вперед.
Многие сварщики MIG не ткают и не используют какой-либо узор. Они просто проведут прямую бусину стрингера. Хотя это может обеспечить качественный сварной шов, использование рисунка переплетения может быть полезным для более широких стыков и вертикальных сварных швов. Он больше распределяет присадочный металл, в результате чего валик становится более плоским. Сварочный образец Cursive E
Сварочный образец Cursive E
Последней тенденцией является повальное увлечение «MIG, как TIG». Именно здесь при определенных настройках MIG может получиться бусинка, похожая на монеты TIG, о которых мы упоминали выше.Это также во многом связано с особой техникой с низкой скоростью подачи проволоки. Эти бусинки не такие прочные, потому что при слабом нагревании металл проникает в металл намного меньше, чем обычно. Тем не менее, они стали стандартом в культуре бездорожья, потому что это такие чистые сварные швы (особенно на автомобильных деталях). С этой техникой можно весело поиграть. Ниже есть отличное видео от 5th Street Fab.
MIG-гранулы с флюсовой сердцевиной
MIG с сердечником из флюса (особенно с двойным экраном) может нанести тонну наполнителя за короткое время.Большинство бусинок с флюсовым сердечником выполняется с помощью простых стрингеров. Вертикальные сварные швы с флюсовой сердцевиной обычно требуют переплетения, чтобы справиться с лужей. Плетение валика с флюсовой сердцевиной предотвратит образование потеков на середине сварного шва. Это происходит, когда сварной шов становится слишком горячим, и расплавленный металл капает с вашего куска материала на пол.
Заключение
Для домашних сварочных работ существует множество различных вариантов сварочных процессов и характеристик валика. Лучше всего научиться сварке MIG, TIG и Stick, чтобы вы были готовы к любой работе! Использование нескольких шаблонов сварных швов поможет вам получить шов любого типа.
Спасибо за чтение
Художник по металлу объединяет прочность и красоту — Образ жизни — The Daily News
Металл и цветы Мало что имеет меньшее общее.
Металл и цветы мало что общего.
Один олицетворяет жесткую, созданную руками человека функциональность, а другой — естественную, утонченную красоту.
Стивен Завистовски взял на себя обязательство объединить эти две вещи в своих произведениях искусства, взяв металл и превратив его в флору штата.
Превратить сталь в нечто тонкое — это увлекательно, — сказал Завистовски.
Завистовски всю жизнь увлекался пониманием того, как все работает.
В детстве он разбирал тележку, чтобы посмотреть, как она работает. Когда его отец, механик морской пехоты и ветеран трех войн, увидел, что он делает, Завистовский сказал, что его отец использовал это как обучающий момент.
Нам нужно провести остаток выходных, собирая все вместе, — сказал Завистовски.Не думаю, что он вообще был этим расстроен. Также его интересовало, как все устроено.
Впрочем, Завистовски открыл для себя сварку во время посещения кузнечной мастерской только в подростковом возрасте, когда он совершил учебную экскурсию в колониальный Вильямсбург. По словам Завистовского, опыт затронул элементальную часть его.
Это было шумно, грязно … Искры летели повсюду от столкновения двух металлических кусков вместе, — сказал Завистовски. Мне он понравился как мужчина.Я был загипнотизирован. Я думал, что это отличный навык.
Спустя десятилетия Завистовский вспоминал то, что он видел, и держал это в памяти, когда рос и начинал свою карьеру в качестве агента Государственного бюро расследований, работу, которую он проработал бы почти 30 лет. Завистовски сказал, что его характер как наглядного, наблюдательного человека хорошо ему служил в те годы, когда он работал над обеспечением соблюдения законов штата о наркотиках.
Любой сотрудник правоохранительных органов является обученным наблюдателем, сказал Завистовски.У меня большое воображение, и я могу продумывать ситуации. Понимание человеческой природы и наличие воображения для того, чтобы делать то, что нам нужно, было положительным признаком.
В течение многих лет, когда Завистовский был в ритме, он продолжал работать над своим искусством. Первоначально Завистовский работал в основном с резьбой по дереву и витражами. Затем, более чем через два десятилетия после посещения кузнечной мастерской, Завистовский увидел сварочный комплект на распродаже за 20 долларов, что было относительной кражей. Завистовски сказал, что он начал работать над тем, чтобы выяснить, как соединить два куска холодного твердого металла в один.Хотя Завистовски сказал, что ему потребовалось несколько недель, чтобы научиться это делать, процесс сварки требует практики на протяжении всей жизни.
Это непрерывный процесс, сказал Завистовски. Механикам требуется несколько недель, чтобы понять, но для того, чтобы делать это правильно и делать это хорошо, это то, что продолжается и продолжается. Это бесконечный процесс, и это то, что делает его интересным.
Завистовский продолжал работать со своим металлом, особенно после ухода из SBI летом 2009 года.У Завистовского уже был бизнес Stephen Z Metal Design, который создавал декоративные перила, мебель для ворот и подарки. В течение прошедшего года Завистовски также работал над серией изделий, в которых прочность стали сочетается с красотой растений, произрастающих в Северной Каролине.
«Я пытаюсь смешать искусство и промышленность», — сказал Завистовски. Я очарован красотой природы. Цветок прекрасен не для пользы людей, а для того, чтобы насекомые его опыляли.Подобно этим цветам, я пытаюсь смешать форму и функциональность, сделать более функциональные предметы для дома и в то же время сделать их красивыми.
Плоды труда Завистовского выставлены в Совете искусств в центре Джексонвилля. Конни Веннер, исполнительный директор Совета искусств, говорит, что такие экспонаты, как Завистовский, редки не только по природе, но и по качеству.
Он перфекционист, сказал Веннер. Он знает, что он хочет делать и как он хочет, чтобы это выглядело.