Кто изобрел сварочный аппарат | Все про металл
История сварки
В самом начале 19 века, а конкретно в 1802 году, Василий Владимирович Петров (1761 – 1834 гг.), будучи профессором физики Санкт-Петербургской медико-хирургической академии, открыл и описал явление электрической дуги, а также впоследствии предложил ее возможное практическое применение, включая электросварку и электропайку металлов.
 В 1882 году русский изобретатель Николай Николаевич Бенардос (1842 – 1905 гг.) открыл способ дуговой сварки с использованием угольного электрода. Дуга Бенардоса горела промеж угольного электрода и свариваемым металлом. В качестве присадочного прутка для образования шва применялась стальная проволока, а источником электрической энергии были аккумуляторные батареи. В последующие годы Н.Н. Бенардосом были разработаны и другие виды сварки: сварка дугой, горящей между двумя или несколькими электродами; сварка в атмосфере защитного газа; контактная точечная электросварка с помощью клещей. Им же были созданы и запатентованы ряд конструкций сварочного оборудования.
В 1882 году русский изобретатель Николай Николаевич Бенардос (1842 – 1905 гг.) открыл способ дуговой сварки с использованием угольного электрода. Дуга Бенардоса горела промеж угольного электрода и свариваемым металлом. В качестве присадочного прутка для образования шва применялась стальная проволока, а источником электрической энергии были аккумуляторные батареи. В последующие годы Н.Н. Бенардосом были разработаны и другие виды сварки: сварка дугой, горящей между двумя или несколькими электродами; сварка в атмосфере защитного газа; контактная точечная электросварка с помощью клещей. Им же были созданы и запатентованы ряд конструкций сварочного оборудования.
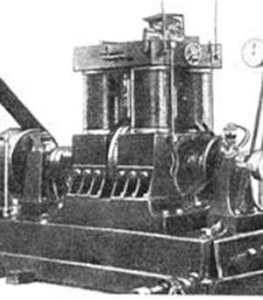
 В 1888 году Николай Гаврилович Славянов (1854 – 1897 гг.) впервые в мире на практике применил наиболее распространенный в настоящее время метод дуговой сварки – метод сварки плавящимся металлическим электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины. Н.Г. Славянов не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал в различных странах мира, но и сам широко внедрял ее в практику. С помощью обученного им коллектива сварщиков Н.Г. Славянов дуговой сваркой исправлял брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Н.Г. Славянов создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке, организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897 г.
В 1888 году Николай Гаврилович Славянов (1854 – 1897 гг.) впервые в мире на практике применил наиболее распространенный в настоящее время метод дуговой сварки – метод сварки плавящимся металлическим электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины. Н.Г. Славянов не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал в различных странах мира, но и сам широко внедрял ее в практику. С помощью обученного им коллектива сварщиков Н.Г. Славянов дуговой сваркой исправлял брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Н.Г. Славянов создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке, организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897 г.
Н.Н.Бенардос и Н.Г.Славянов заложили основы автоматизации сварочного производства. К сожалению, в условиях царской России их изобретения не нашли большого применения. Лишь после Великой Октябрьской социалистической революции сварочные технологии получают распространение в нашей стране. Уже в начале 20-х гг. под руководством профессора В.П.Вологдина на Дальнем Востоке производили ремонт судов дуговой сваркой, а также изготовление сварных котлов, а несколько позже – сварку судов и ответственных конструкций.
 Применение сварки в промышленных объемах требовало создание и скорейшего внедрения в массовое производство надежных источников питания, гарантирующих стабильное горение дуги. В 1924 году на Ленинградском заводе «Электрик» запустили производство сварочного генератора СМ-1 и сварочного трансформатора с нормальным магнитным рассеянием СТ-2. В том же году советский ученый Василий Петрович Никитин (1893 – 1956 гг.) разработал принципиально новую схему сварочного трансформатора типа СТН, выпуск которых был начат заводом «Электрик» в 1927 году.
Применение сварки в промышленных объемах требовало создание и скорейшего внедрения в массовое производство надежных источников питания, гарантирующих стабильное горение дуги. В 1924 году на Ленинградском заводе «Электрик» запустили производство сварочного генератора СМ-1 и сварочного трансформатора с нормальным магнитным рассеянием СТ-2. В том же году советский ученый Василий Петрович Никитин (1893 – 1956 гг.) разработал принципиально новую схему сварочного трансформатора типа СТН, выпуск которых был начат заводом «Электрик» в 1927 году.
В 1928 году русский изобретатель и учёный Дмитрий Антонович Дульчевский (1879 – 1961 гг.) разработал технологию автоматической сварки под флюсом.
В 1932 году русский ученый Константин Константинович Хренов (1894 – 1984 гг.) впервые в мире создал технологию электродуговой сварки и резки под водой.
 Новая фаза развития сварки приходится на конец 1930-х годов. В это время коллектив института электросварки АН УССР под руководством академика Евгения Оскаровича Патона (1870 – 1953 гг.) изобрел промышленный способ автоматической сварки под флюсом. С 1940 года началось внедрение данного метода сварки в производства, что сыграло огромную роль в годы войны при производстве военной техники (электросварные башни танков) и снарядов. В дальнейшем был разработан способ полуавтоматической сварки под флюсом.
Новая фаза развития сварки приходится на конец 1930-х годов. В это время коллектив института электросварки АН УССР под руководством академика Евгения Оскаровича Патона (1870 – 1953 гг.) изобрел промышленный способ автоматической сварки под флюсом. С 1940 года началось внедрение данного метода сварки в производства, что сыграло огромную роль в годы войны при производстве военной техники (электросварные башни танков) и снарядов. В дальнейшем был разработан способ полуавтоматической сварки под флюсом.
Конец 1940-х годов ознаменовался началом промышленного применения технологии сварки в защитном газе. В 1952 году коллективы Центрального научно-исследовательского института технологий машиностроения и Института электросварки имени Е.О. Патона разработали и внедрили в производство способ полуавтоматической сварки в углекислом газе.
Сваривать металлы практический любой толщины стало возможным после разработки в 1949 году сотрудниками Института электросварки им. Е.О. Патона технологии электрошлаковой сварки.
В дальнейшем в нашей стране стали применяться следующие способы сварки: сварка ультразвуком, диффузионная сварка, электронно-лучевая, холодная сварка, плазменная, сварка трением и др.
Кто изобрел сварку
С тех пор началась новая страница жизни человечества. Сейчас существует несколько и видов сварочных технологий, применяемых на производстве и в быту. Современная история сварки – это изобретение новых агрегатов, методов соединения металлов, индивидуальных средств защиты нового поколения. Но по-прежнему популярной остается традиционная дуговая с помощью расплавляемых и тугоплавких электродов. Сварщики создают огромные металлоконструкции и миниатюрные произведения искусства.

Роль сварки в современном мире
В настоящее время развиваются методы лазерной сварки. Разработана технология высокоточного соединения металлов. Появляются новые композитные материалы, распространено использование алюминия, нержавеющих сталей, цветных металлов. Широкое распространение получили следующие виды высокотемпературного соединения металлов:
- аргонодуговая технология позволяет получать все виды соединений: стыковые, угловые, тавровые, внахлест;
- газовая, с помощью нее создаются магистральные трубопроводы, пролегающие далеко от источников тока;
- полуавтоматическая позволяет ускорить процесс соединения элементов, обладает высокой точностью, снижает риск образования некачественного шва;
- всегда остается востребованной традиционная ручная электродуговая.
Меняются источники питания, усовершенствуются держатели, но принцип горячего соединения металлов не претерпевает изменений. Сварочный метод предпочтительнее других видов соединений из-за ряда преимуществ:
- из-за экономии металла;
- износостойкое оборудование имеет большой запас прочности, его применяют в любых условиях;
- образуются соединения на молекулярном уровне, обладающие высокой прочностью.
Первые упоминания сварки
Задолго до появления сварочных агрегатов существовали другие способы соединения металла. Найдены образцы соединений, созданных в VIII – VII веках до нашей эры. Самородное золото, кусочки меди и метеоритные сплавы использовали для бытовых целей, оружия. Их скрепляли при нагреве методом, сравнимым с ковкой.
Этап возникновения литья – следующая страница история сварочной технологии. Зазоры между частями металла заливали расплавами, получалось подобие швов. Когда были открыты легкоплавкие металлы, для соединяя металлов стали применять их, возникла пайка. Технологии пайки и ковки использовались до открытия метода электрической дуги, до конца XIX века.
Открытие электрической дуги

Физик и электротехник, академик Василий Петров открыл эффект электродуги в 1802 году. Во время опытов он пропускал электроток через металлический и угольный стержень и заметил, что возникает яркая вспышка – высокотемпературная дуга. В его трудах есть описание этого явления. Но до открытия сварочного аппарата были годы, пока развивалась электротехника. Для дуговой технологии нужны были мощные источники тока.

Русский изобретатель Николай Бенардос разработал электродуговую сварку только через 80 лет после открытия дуги. Начался новый этап истории развития сварки. Николай Николаевич применил дугу для резки и соединения металлических элементов. Через несколько лет Славянов Николай Гаврилович создал первый сварочный аппарат и электроды. Он официальный автор, признанный во всем мире. Впервые именно он, русский инженер изобрел сварку, запатентовал ее, только потом стали развиваться технологии в других странах. Славянов активно пропагандировал свой метод:
- исправлял брак, возникший при литье деталей;
- восстанавливал части паровых турбин;
- заваривал изношенные детали.

Он разработал флюсы, защищающие горячий шов от окисления, придумал сварочный генератор с регулируемой мощностью. Внедрение его изобретений занимались за рубежом. Сварка стала применяться повсеместно.
Развитие технологий в новое время
Следующий этап истории связан с фамилией Патон. Отец организовал первый институт сварки в 1929 году, под его руководством развивалась технология сварочных процессов. Во время Великой Отечественной войны новые методы применялись в оборонной промышленности. Разрабатывались новые виды флюсов, электроды для толстостенных изделий. Они применялись при производстве военной техники: танков, орудий, бомбардировщиков и их оснащения.

В киевском институте разработан метод порошковой, контактной и шлаковой сварки в жидкой и разряженной среде, для защиты шва стали применять инертные газы. Дело Евгения Патона продолжил его сын, Борис. Он возглавил институт сварки после ухода отца. Технологии космической лазерной сварки разработаны под его руководством. Стали шире применяться методы соединения металлов под водой. Эта технология используется в судоремонтных доках. Метод снижает сроки ремонта судов в 1,5 раза.
Перспективы развития сварочного процесса
В настоящее время традиционные методы потеснили лазерные методы. Им предрекают большое будущее. Управлять процессом можно будет дистанционно. Роботы приходят на смену сварщикам. Разработано устройство для автоматической подачи присадочного материала в зону шва, с высокой точностью регулируется тонкий луч, расплавляющий металл.
Второе направление развития технологии высокотемпературного соединения металлов – использование оптико-волоконных материалов. Это позволит увеличивать КПД силового оборудования: генераторов, преобразователей. Постепенно будет повышаться мощность выходного тока, сейчас максимальная 6 кВт, ее планируется довести до 25 Квт и выше.
Постепенно лазерная технология вытеснит газовый метод сварки. Будут создаваться гибкие модули, использовать которые можно будет в любых погодных условиях. Будет снижаться трудоемкость технологических процессов, разрабатываться новые методы контроля качества высокотемпературного соединения металлов.
Электродуговая сварка

 Электродуговая сварка — это способ сварки, использующий электрическую дугу для нагрева и плавки металла.
Электродуговая сварка — это способ сварки, использующий электрическую дугу для нагрева и плавки металла.
У истоков возникновения электродуговой сварки стоят видные российские ученые: В.В. Петров, Н.Н. Бенардос и Н.Г. Славянов. Они прославились рядом крупных открытий, которыми человечество пользуется и сейчас.
Открыл электродуговой разряд Василий Владимирович Петров. В 1802 г. следом за итальянским физиком А. Вольта, он создал агрегат, который мог выдавать электрическую энергию. Это был крупный на тот период источник тока, батарея, состоящая из 4200 пар цинковых и медных кружков, прослоённых бумагой, намоченных гидрофитным раствором аммония. Именно на ней впервые на планете была получена электрическая дуга.
Изобретение В.В. Петрова сильно обогнало время. Реальное использование электрической дуги началось лишь в конце XIX столетия. Это связано с тем, что к периоду открытия электродугового разряда — электрика едва начала появляться, а электротехнической индустрии не существовало. Не существовало нужных агрегатов большой мощности и простых в эксплуатации, производящих электричество для питания электрической дуги. Не имелось и нужной магнитоэлектрической электроаппаратуры.
В этот период русский умелец-самородок, Николай Николаевич Бенардос создал, на основании эл. дуги и приобретенных им знаний из истории электротехники, новый способ сварки и резки изделий из металла – электродуговой. 
Н. Н. Бенардос совершил огромное число открытий в области электрики, большинство из которых не утратили своей ценности, и в наше время. Одним из главных открытий, которое принесло ему международную известность, стал созданный в 1882 г. метод электродуговой сварки. За это Бенардос получил патенты от большинства государств Европы и Америки.
В целях практического использования своего открытия он подробно описал механизмы и специальные электро-технологические методы (образцы сварных соединений, используемые флюсы при электросварке стали и меди и др.).
В 90-х годах XIX столетия электросварка благополучно используется в России и за ее пределами. В 1886 году Э. Томсоном придумал метод, состоящий в электросварке пары стальных прутков.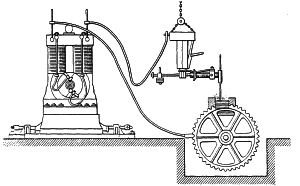
Германский электрик Г. Ценерер и будущий создатель фирмы «Дженерал электрик» Ч. А. Коффин придумали промышленный способ электродуговой сварки, названный «электрической паяльной трубкой». Дуга, возбуждаясь между угольными электродами, отклонялась при помощи магнита в сторону свариваемого металла. В данном примере использовалась дуга косвенного действия.
В это же время, наряду с Бенардосом работал и другой русский кулибин – Н. Г. Славянов. Он много сделал для совершенствования электродуговой сварки. Имея огромные познания в металлургии и электротехнике, Н.Г. Славянов разработал метод дуговой сварки плавящимся стальным электродом с защитой сварочной ванны флюсом, и приспособление для полуавтоматической подачи прута в область сварки — «электроплавильник». При сварке путём Славянова дуга расплавляла заодно металлическую деталь, электрод и сварочный флюс, формируя совместную сварочную ванну из расплавленного металла, закрытую расплавленным шлаком, который прочно закрывал металл от влияния атмосферы. Замена угольного электрода металлическим решила задачу науглероживания металла, что улучшило свойства сварных швов. Н. Г. Славянов отказался от использования аккумуляторной батареи Бенардоса, а воспользовался разработанной им динамо-машиной на 1000 А. Так появился первый на планете сварочный генератор.
Впервые в мировой практике Славянов использовал нагрев металла накануне сварки для уменьшения охлаждения. 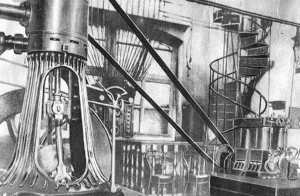 Официальный показ этого метода прошел осенью 1888 года на Пермских пушечных заводах. В 1891 г. он получил патент в России и других странах за изобретенный им прием электрического литья металлов. Его разработки допускали проводить сварочные работы на высококачественном уровне, что признано современниками. Синхронно с дуговой сваркой появился другой тип электросварки – контактная сварка.
Официальный показ этого метода прошел осенью 1888 года на Пермских пушечных заводах. В 1891 г. он получил патент в России и других странах за изобретенный им прием электрического литья металлов. Его разработки допускали проводить сварочные работы на высококачественном уровне, что признано современниками. Синхронно с дуговой сваркой появился другой тип электросварки – контактная сварка.
В 1856 г. британский электрофизик Дж.П. Джоуль обнаружил, что свитые края проволок, чрез которые идёт электрический ток, накаляются и сплавляются между собой. Лишь по истечении девяти годов джоулева теплота нашла специальное применение британцем Ф. Уальдом для сварки прутков малого диаметра.
Британский физик Уильям Томсон (граф Кельвин) инициатор проекта по прокладке кабеля связи меж Великобританией и США через Атлантический океан – рекомендовал использовать в 1856 г. стыковую контактную электросварку. Но несмотря на это, слава изобретателя этого вида сварки закрепилась за знаменитым американским изобретателем Эльхью Томсоном. Им были сконструированы все необходимые оборудования для контактной сварки: мощный трансформатор. коммутирующая аппаратура, динамо-машина, клещи-тиски для зажима свариваемых заготовок. В 1885 году он, отработав технику сварки, доводит до автоматизма безотказную работу сварочной аппаратуры.
В. П. Вологдин, основоположник использования сварочных работ в разных ветвях отечественной индустрии, построил на Дальзаводе полностью сварной корабль. Открыл первую в нашей стране профшколу электросварщиков. В июне 1921 г. организовал первый в Советском Союзе электросварочный цех. В 1925 г. создал первую в стране электролабораторию по сварке.
В 1941—1943 гг. Патон создаёт электротехнологию сварки спецсталей, которая использовалась при изготовлении танков и бомб. Это помогло снизить трудозатраты при производстве брони корпуса танка Т-34, и не требовало от рабочих специальных знаний и огромного физического труда.
История развития сварки
Первые способы сварки возникли у истоков цивилизации — с началом использования и обработки металлов.
Известны древнейшие образцы сварки, выполненные в VIII-VII тысячелетиях до н.э. Древнейшим источником металла были случайно находимые кусочки самородных металлов — золота, меди, метеоритного железа. Ковкой их превращали в листочки, пластинки, острия. Ковка с небольшим подогревом позволяла соединять мелкие кусочки более крупные, пригодные для изготовления простейших изделий.
Позже научились выплавлять металл из руд, плавить его и литьем изготовлять уже более крупные и часто весьма совершенные изделия из меди и бронзы.
С освоением литейного производства возникла литейная сварка по так называемому способу промежуточного литья – соединяемые детали заформовывались, и место сварки заливалось расплавленным металлом. В дальнейшем были созданы особые легкоплавкие сплавы для заполнения соединительных твои и наряду с литейной сваркой появилась пайка, имеющая большое значение и сейчас.
Весьма важным этапом стало освоение железа около 3000 лет назад. Железные руды имеются повсеместно, и восстановление железа из них производится сравнительно легко. Но в древности плавить железо не умели и из руды получали продукт, состоявший из мельчайших частиц железа, перемешанных с частицами руды, угля и шлака. Лишь многочасовой ковкой нагретого продукта удавалось отжать неметаллические примеси и сварить частицы железа в кусок платного металла. Таким образом, древний способ производства железа включал в себя процесс сварки частиц железа в более крупные заготовки. Из полученных заготовок кузнечной сваркой изготовляли всевозможные изделия: орудии труда, оружие и пр. Многовековой опыт, интуиции и чутье позволяли древним Мистерам иногда получать сталь очень высокого качества (булат) и кузнечной сваркой изготовлять изделия поразительного совершенства и красоты.
Кузнечная сварка и пайка были ведущими процессами сварочной техники вплоть до конца ХIХ в., когда начался совершенно новый, современный период развития сварки. Несоизмеримо выросло производство металла и всевозможных изделий из него, многократно — потребность в сварочных работах, которую не могли уже удовлетворить существовавшие способы сварки. Началось стремительное развитие сварочной техники — за десятилетие она совершенствовалась больше, чек за столетие предшествующего периода. Быстро развивались и новые источники нагрева, легко расплавлявшие железо: электрический ток и газокислородное пламя.
Особо нужно отметить открытие электрического дугового разряда, на использовании которого основана электрическая дуговая сварка — важнейший вид сварки настоящего времени. Видная роль в создании этого способа принадлежит ученым и инженерам нашей страны. Само явление дугового разряда открыл и исследовал в 1802 году русский физик и электротехник, впоследствии академик Василий Владимирович Петров.

Петров Василий Владимирович
В 1802 г. русский академик В.В. Петров обратил внимание на то, что при пропускании электрического тока через два стержня из угля или металла между их концами возникает ослепительно горящая дуга (электрический разряд), имеющая очень высокую температуру. Он изучил я описал это явление, а также указал на возможность использования тепла электрической дуги для расплавления металлов и тем заложил основы дуговой сварки металлов.
Н.Н. Бенардос в 1882 г. изобрел способ дуговой сварки с применением угольного электрода. В последующие годы им были разработаны способы сверки дугой, горящей между двумя или несколькими электродами; сварки в атмосфере защитного газа; контактной точечной электросварки с помощью клещей; создан ряд конструкций сварочных автоматов. Н.Н. Бенардосом запатентовано в России и за границей большое количество различных изобретении в области сварочного оборудования и процессов сварки.
Бенардос Николай Николаевич
Автором метода дуговой сварки плавящимся металлическим электродом, наиболее распространенного в настоящее время, является Н.Г. Славянов, разработавший его в 1888 г.

Славянов Николай Гаврилович
Н.Г. Славянов не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал в различных странах мира, но и сам широко внедрял ее в практику. С помощью обученного им коллектива рабочих-сварщиков Н.Г. Славянов дуговой сваркой исправлял брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Н.Г. Славянов создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке. Созданные Н.Н. Бенардосом и Н.Г. Славяновым способы сварки явились основой современных методов электрической сварки металлов.
Внедрение сварки в производство проходило очень интенсивно, так в России с 1890 по 1892 года было по их технологии отремонтировано с высоким качеством 1631 изделие, общим весом свыше 17 тыс. пудов, это в основном чугунные и бронзовые детали. Они даже разработали проект ремонта российского памятника литейного производства «Царь-колокола», но работа не была разрешена, и мы сейчас можем любоваться на российские нетленные символы: колокол, который не звонил, и на пушку, которая не стреляла.
Известный мостостроитель академик Патон Евгений Оскарович, предвидя огромное будущее электросварки в мостостроении и в других отраслях хозяйства, резко сменил поле своей научной деятельности и в 1929 году организовал сначала лабораторию, а позднее первый в мире институт электросварки (г. Киев). Им было разработано и предложено много новых и эффективных технологических процессов электросварки. В годы войны в короткий срок под его руководством были разработаны технология и автоматические стенды для сварки под слоем флюса башен и корпусов танков, самоходных орудий, авиабомб.
В настоящее время широкое развитие получили такие новые способы сварки как: порошковыми материалами, плазменная, контактная и электрошлаковая, сварка под водой и в космосе и др., многие из которых были разработаны в Институте электросварки имени Е.О. Патона, который в последние годы возглавлял сын основателя института — академик Борис Евгеньевич Патон.
Кроме головного, в этой отрасли, института сварки имени Е.О. Патона, вопросами сварки успешно занимаются многие учебные институты (УПИ, ЧИМЭСХ, ЛГАУ и др.), институты объединения «Ремдеталь».
Наибольшее развитие наука о сварке и техника применяемых в настоящее время передовых методов сварки подучила в нашей стране благодаря трудам многих советских ученых, инженеров и рабочих-новаторов сварочного производства. Ими создано большое количество типов сварочного оборудования, марок электродов, разработаны новые прогрессивные сварочные процессы, в том числе высокомеханизированные и автоматизированные, освоена техника сварки многих металлов и сплавов, глубоко и всесторонне разработана теория сварочных процессов.
В последние годы сварка повсеместно вытеснила способ неразъемного соединения деталей с помощью заклепок.
Сейчас сварка является основным способом соединения деталей при изготовлении металлоконструкций. Широко применяется сварка в комплексе с литьем, штамповкой и специальным прокатом отдельных элементов заготовок изделий, почти полностью вытеснив сложные и дорогие цельнолитые и цельноштампованные заготовки.
История возникновения сварочного инвертора — CUGP Строительный портал
27.2.2017Сегодня, сварочные – самые востребованные и удобные устройства для сварки, многие мастера и слышать не хотят ни о чем другом. Они выгодно отличаются от своих конкурентов, трансформаторных устройств, размером, весом и универсальностью. С их помощью можно работать со швами любой сложности, для практически любой толщины, самыми разнообразными принципами, включая так называемую «плазменную сварку».
Еще 60-80 лет назад, такая эффективность в одном устройстве была бы по настоящему сказочной, многие государства отдали бы многое за обладание подобным агрегатом, а сейчас его можно купить в большинстве строительных магазинов и супермаркетов, в сети интернет магазинов Альцест.
Первое оборудование для сварки
Тут важно вспомнить, что принцип электронагрева металла и ковки пробовал осуществить еще известный ученый Э. Томпсон в 1905 году. И хотя это больше было похоже на кузнечное дело, основную практику работы с металлом того времени, опыты Томпсона стали «первой ласточкой» для развития целой категории инструментов.
В 1907 году Линкольн Электроник и C-C Elektrick выпустили первые генераторы с изменяемым напряжением и мотор-генератор. Однако лишь в 1927 году появились по-настоящему применимые результаты. Благодаря В.П. Никитину, который добился качественной регулировки тока для сварки, запатентовал однокорпусный трансформатор для дуговой сварки.
Первые инверторы
В начале 60ых годов 20 века получили широкое применение полупроводниковые электроприборы. Именно в то время был изобретен первый импульсный преобразователь для сварки, по сути первый сварочный инвертор. Настоящий прорыв, который сделал такие устройства применимыми произошел уже ближе к 90ым годам, с внедрением ферромагнитных сплавов и возможности работать на ультравысоких частотах. Уже в 21 веке, благодаря широкому распространению IGBT-транзисторов, инверторы стали еще меньше, а также, значительно дешевле. Конечно, и сейчас можно встретить дорогие «умные» машины, в которых используется микропроцессор для контроля параметров и полностью автоматической работы. Но это уже, как говорят, по необходимости.
Кто изобрел дуговую сварку 🚩 изобретатель сварки с угольными электродами 🚩 Разное
Русский академик В.В. Петров, который первым описал возникновение электрического разряда между двумя проводниками, тщательно изучил открытое им явление. Он предположил, что возникающее в ходе этого процесса тепло может быть использовано для расплавления самых разных металлов. Так был сделан первый шаг на пути к созданию электрической дуговой сварки, ставшей выдающимся достижением электротехники.
Первые попытки соединять металлы, действуя на них электрическим током, предпринял в 1867 году инженер из США Томсон. Он брал два куска металла и плотно придвигал их друг к другу, после чего пропускал через эту систему ток малого напряжения, но большой силы. Края деталей начинали плавиться. Изобретателю в этот момент приходилось проковывать место соединения кузнечным молотком, после чего они соединялись.
Почти в это же время немецкий инженер Цернер попробовал использовать для соединения металлов угольный электрод. Заготовки он располагал горизонтально, после чего подводил к ним электроды – по два с каждой стороны. Теперь нужно было пропустить через всю систему электрический ток, в результате чего металл сильно раскалялся. Но место соединения все равно требовалось дополнительно обработать молотком, предварительно отключив ток.
И все же основателем метода дуговой сварки по праву считается Николай Николаевич Бенардос. Русский изобретатель первым выдвинул идею, которая впоследствии была положена в основу данного способа обработки металлов. В 1882 году Бенардос сконструировал и построил устройство, при помощи которого можно было качественно сваривать детали в переменном поле и в газовой струе. Для сварки дугой он использовал угольные электроды.
Бенардосу же принадлежит открытие способа магнитного управления электрической дугой. Попутно изобретатель разрабатывал приемы эффективного использования флюса и автоматизации процесса сварки. Им был также опробован способ контактной точечной сварки. Целый ряд конструктивных решений Бенардоса был запатентован им как в России, так и за рубежом.
Другой русский инженер, Николай Гаврилович Славянов, усовершенствовал уже разработанный ранее способ дуговой сварки. Фактически он сделал самостоятельное изобретение, предложив использовать не угольные, а металлические электроды. Славянов построил также сварочный генератор и систему, которая позволяла регулировать длину дуги. Инженерные решения, осуществленные на практике русскими изобретателями, легли в основу нового метода сварки, не утратившего своего значения и в современном производстве.
История электросварки.: engineering_ru — LiveJournal
Для «гуманитария» — фамилия Патон в общем-то, — мало чего значит… Разве что, — бывающие в Киеве, вспомнят красавец-мост через Днепр, носящий это имя – мост Патона… Еще меньше людей знает про то, что этот мост является уникальным и первым в мире цельносварным — и назван в честь своего создателя… И вообще электродуговая сварка является одной из тех отраслей в которой СССР , не только не отставал, но и зачастую являлся технологическим лидером. И все благодаря «царскому » инженеру-мостостроителю Патону…
«Отец русской сварки»
Евгений Оскарович Патон Родился 4 марта 1870 года в Ницце (Франция), в семье российского дипломата.
В 1894 году Е.О. Патон оканчивает Дрезденский политехнический институт и получает диплом инженера-строителя. Через два года он блестяще оканчивает второй институт — в Петербурге и получает диплом русского инженера. В 1900 году защищает диссертацию, дающую право на звание профессора. В 1904 году переезжает из Москвы в Киев и становится деканом инженерного факультета и заведующим кафедрой мостов. Он выполняет целый ряд проектов по созданию мостов и становится крупнейшим специалистом в этой области.
Несмотря на «смуту» и полнейшую неопределенность в политической жизни России, — Патон решил остаться в СССР. Многие решили, но ему в отличие от них повезло. Патон как уже говорилось был широко известен своими работами по вопросам статики сооружений и конструирования железных мостов. Им сформулирован ряд принципиальных положений по расчету и конструированию клепаных мостов. Он — руководитель и автор более 50 проектов железных клепаных мостов. Но 1928 году происходит его первое и – судьбоносное знакомство с электрической дуговой сваркой…!
История изобретения электросварки.
Тут нужно сделать ВАЖНОЕ отступление… Электрическая дуговая сварка – была изобретена не где-нибудь, а именно в «царской» России талантливым инженером Николаем Бенардосом аж в 1881 году!!!
Бенардос изобрел дуговую сварку металлов угольным (неплавящимся) электродом. Его «аппарат» получил название «Электрогефест».
Бенардос не смог сразу в 1881 году запатентовать своего «Электрогефеста». Одной из причин стало отсутствие средств. Лишь в 1884 году, когда усадьба изобретателя «Привольное» была продана за неуплату долгов , — Бенардос смог на оставшиеся деньги подать заявку на получение патента на способ дуговой электросварки. В 1885 – 1887гг. Н. Н. Бенардос получил патенты Франции, Бельгии, Великобритании, Австро-Венгрии, Швеции, Италии, Германии, США, Норвегии, Дании, Испании, Швейцарии. Патентование за рубежом финансировал купец С. А. Ольшевский, владелец доходных домов в Петербурге и Варшаве, ставший «совладельцем патентов».
Значительных успехов в области электросварки добился и другой русский инженер – Николай Славянов.
Он, в 1888 году, на Пермских пушечных заводах изобретает дуговую сварку плавящимся металлическим электродом под слоем флюса. Собственно – прообраз современной дуговой сварки. Впервые в мире Славянов применил на практике электрическую дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
В Советском Союзе первым занялся сваркой В. П. Вологдин. Исследования, проведенные под его руководством, доказали возможность применения и научного изучения сварки.
В 1928 г. исследованиями сварных соединений занялся уже 59-летний инженер — мостостроитель Е. О. Патон.
Под его руководством в Киеве была создана уникальная электросварочная лаборатория. Работы по изучению процессов и технологий электросварки в СССР – давали ощутимые результаты!
В 1932 г. — К. К. Хреновым впервые в мире в Советском Союзе осуществлена электрическая дуговая сварка под водой.
В 1935 г. в Киеве был создан Институт электросварки, (позже получивший имя Е. О. Патона).
«Проверка на прочность»
С первых опытов промышленного внедрения электросварки в серийное производство, стала понятна перспектива автоматизации сварочного процесса.
Е. О. Патон стал решать проблему автоматизации комплексно, уделив особое внимание аппаратам и защите зоны сварки. Еще в 1923 г. в Советском Союзе Д. А. Дульчевский применил при сварке меди угольный порошок и другие горючие вещества, оттеснявшие воздух от жидкого металла. Позже тоже пытались вносить защитные средства в зону сварки отдельно от электрода.
Способы автоматической сварки под флюсом совершенствовались: изменялся состав флюса, способы его подачи в зону сварки. Е. О. Патон поставил перед сотрудниками своего института задачу разработать гранулированный флюс для сварки сталей угольным и металлическим электродами. Он должен был прикрыть жидкий металл от воздуха, ввести дополнительные легирующие элементы в металл шва и связать вредные примеси. В 1939 г. был разработан флюс и изготовлен специальный аппарат (сварочный «трактор»-автомат).
Современный сварочный автомат
На самом пороге надвигающейся войны – промышленность СССР получила технологию сварки стали, — не имеющую аналогов в мире! Особенно важную роль автоматическая сварка сыграла при сварке танковых корпусов. Она позволила резко увеличить производительность и качество изделий по сравнению с ручной сваркой. Ни в США, ни в Германии такой технологии не было, танковую броню клепали, скручивали на болтах (в США…) или сваривали вручную.
В 1939-1940 годах в институте было завершено создание высокопроизводительной дуговой автоматической сварки под флюсом, и 20 декабря 1940 года было принято правительственное постановление о внедрении новой технологии на 20 заводах (в производстве вагонов, котлов, балок для мостов и других ответственных конструкций).
70-летний Е.О. Патон в годы Великой Отечественной войны совершил подвиг — силами своего, тогда очень небольшого Института электросварки АН УССР, эвакуированного в Нижний Тагил — один из уральских «танкоградов», — разработал и внедрил технологию автоматизированной сварки броневых корпусов танков Т-34.
Многое из прошлой практики приходилось пересматривать, отвергать. Трещины в броне! Как избавиться от них? Невооруженным взглядом трещины даже не видны, их обнаруживает только микроскоп, и то не всегда. Крошечные, незримые змейки тоньше волоска… Это была внешне неприметная и прозаическая, но исключительно важная исследовательская работа. Она длилась по десять-двенадцать часов в день, но, увы, утешительных результатов все не было. Ненавистные трещины упорно порочили сварной шов. Сделаны были уже десятки шлифов, но удача не приходила.
Наконец после долгих поисков нащупали правильную мысль. Первые опыты принесли радость и разочарование. Желаемый результат достигался, но скорость сварки резко сокращалась. Отсюда уже было недалеко и до предложения, внесенного Дятловым и Ивановым: применить присадочную проволоку. Эта идея оказалась «счастливой» и решающей! Опыты с присадкой повторили многократно сперва в лаборатории, а затем и в цехе. Наконец-то швы стали получаться без трещин, а производительность сварки даже увеличилась.
По инициативе Е.О. Патона на заводе № 183 в Нижнем Тагиле была введена в действие первая в мире поточная линия производства бронекорпусов танков, на которой действовало 19 установок для автоматической сварки под флюсом. Это позволило высвободить 280 высококвалифицированных сварщиков (для других работ), которых заменили 57 рабочими более низкой квалификации. Кроме работы по автоматической сварке сотрудники института наладили контроль качества электродов и сварки; решили ряд важнейших проблем газовой сварки и резки; предложили ускоренные методы подготовки сварщиков; разработали сопла с коническим каналом, позволившие резко повысить производительность бензорезки при одновременном снижении расхода кислорода и повышении качества…
В 1943 году Институт электросварки продолжал оказывать помощь военным заводам страны в деле освоения скоростной автоматической сварки под флюсом. В этом году только на заводах Наркомата танковой промышленности уже работало 50 автосварочных установок. С помощью скоростной автоматической сварки под флюсом было организовано поточное производство фугасных авиабомб, реактивных снарядов для «катюш» и других видов вооружения и боеприпасов.
Ни в одной стране, кроме Советского Союза, автоматическая сварка под флюсом броневых сталей не была еще разработана, и лишь в последние месяцы войны по примеру СССР в США начали осваивать сварку под флюсом при постройке бронекорпусов танков и самоходных артиллерийских установок. В Германии автоматическая сварка танков так и не была создана до конца войны.
«Русская» сварка
В июне 1944 года институт возвратился в Киев, где началось восстановление его научной и лабораторной базы.
Е.Патон с сыновьями…
В ознаменование 75-летия со дня рождения Е.О. Патона институту было присвоено его имя. Послевоенный период характерен углублением и расширением теоретических и экспериментальных работ по изучению свариваемости различных классов сталей, по оценке прочности сварных соединений и конструкций, а также по разработке новых систем флюсов, проволок и сварочной аппаратуры. Еще на Урале Е.О. Патон начал переориентировать работу коллектива на решение задач по восстановлению разрушенного войной народного хозяйства временно оккупированных районов.
В институте им. Патона в 1949 году был разработан принципиально новый вид сварки – электрошлаковая (ЭШС). Данный способ позволял соединять детали любой толщины (до нескольких метров…).
На международной выставке в Брюсселе в 1958 г. этот вид сварки был отмечен большой золотой медалью «Гран-при» и получил неофициальное название «Русская сварка». Электрошлаковая сварка и наплавка завоевали себе широкую известность и признание во многих странах мира.
В 1946-1953 годах Е.О. Патон комплексно разрабатывает проблемы сварного мостостроения, возглавляет работы по проектированию и изготовлению первых цельносварных мостов, в которых широко применена автоматическая сварка. В 1946 году по совету Н.С. Хрущева подает союзному правительству докладную записку о преимуществах сварного мостостроения. В том же году Совет Министров СССР принимает развернутое постановление с широкой программой применения сварки в строительстве мостов. Патон возглавляет исследовательские, проектные, заводские и монтажные работы, связанные с постройкой крупнейшего в мире цельносварного шоссейного моста через Днепр в Киеве. 5 ноября 1953 года состоялось торжественное его открытие.
Евгений Оскарович Патон скончался 12 августа 1953 года на 84-м году жизни. Постановлением правительства после смерти Патона мосту присвоено его имя.
После смерти отца, — Институт электросварки возглавил его сын — Борис Евгеньевич Патон, ставший к этому времени доктором технических наук, а в 1954 году — профессором. С 1962 года он совмещает этот пост с должностью президента Национальной академии наук Украины.
При Б.Е. Патоне к «земным» сварочным технологиям добавились космические — для строительства конструкций различного назначения в космосе, а другие достигли глубин океанов.
Огромные работы выполнены в судостроении, производстве сварных труб для магистральных газо- и нефтепроводов, в тяжелом и химическом машиностроении.
Источники nnm.ru вики
История сварки | Сварка своими руками
Истоки . .
Историческое развитие сварки можно проследить с древнейших времен. Самые ранние артефакты относятся к бронзовой эпохе. Небольшие золотые короба, хранящиеся в Ирландском национальном музее, были получены фактически сваркой давлением, которая, как известно, не требует нагрева, и производится путем пластичной деформации при комнатной температуре. Предполагается, что эти короба были изготовлены более 2 тыс. лет назад.
В железном веке египтяне и жители восточной части Средиземноморья научились сваривать куски железа вместе. Многие инструменты, которые были найдены, сделаны в период около 1000 г. до н.э.
В средние века своего рассвета достигло кузнечное искусство и многие изделия, которые появились в ту пору, были сварены ковкой, пока в 19-ом веке не изобрели сварку, какой мы ее знаем сегодня.
1800 г
Считается, что ацетилен был открыт англичанином Эдмундом Дэвисом. А вот первым получить дуговой разряд удалось другому английскому химику, одному из основателей электрохимии, почетному члену множества научных организаций, в том числе Петербургской Академии наук, сэру Гемфри Дэви. Дуговой электроразряд был получен им между двумя графитовыми стержнями, которые были подключены к полюсам электрической батареи, составленной из 2 тыс. гальванических элементов.
Начиная с середины 19 века изобретен электрогенератор, и набирает популярность освещение при помощи дугового разряда. А уже к концу 19 века появилась газовая сварка и резка, дуговая сварка угольным и стальным стержнем, сварка электросопротивлением.
1880 г
Огюст де Меритан, проводя в 1881 г исследования в лаборатории Кебот во Франции, применил тепло электродуги для сплавления свинцовых пластин аккумуляторных батарей . В то время его учеником был молодой русский ученый Николай Николаевич Бенардос, который работал с де Меританом в лаборатории во Франции и стал фактически отцом сварки. Патент на способ дуговой электросварки «Электрогефест» присвоен Николаю Бенардосу и Станиславу Ольшевскому. Британский патент выдан в 1885 г и американский – в 1887г. Также Бернадосом разработан первый электрододержатель и прочее. И хотя сварка графитовым стержнем была ограничена в возможностях, ею уже в те времена можно было варить железо и свинец. Способ стал широко внедряться в конце 1890 г – начале 1900г.
1890 г
Н.Г. Славянов представил свой вариант идеи металлопереноса через дугу (через стальной стержень), а также приспособил данный метод для литья в литейную форму и получил Российский патент на способ электрической отливки стали.
В то же время в 1890 году основатель компании «General Electric» Ч.А. Коффин из Детройта запатентовал в США точно такой же процесс электродуговой сварки стальным стержнем, который плавился под силой дуги, с последующим металлопереносом в сварочную ванну и кристаллизацией сварного шва.
1900 г
Приблизительно в 1900 г А.П. Штроменгер (Strohmenger), имя которого не известно на постсоветском пространстве, представил в Великобритании первый стальной электрод с тонким покрытием из глины или извести, которое стабилизировало дугу.
А вот электрод с флюсующей обмазкой изобрел швед Оскар Челльберг, стоявший у истоков компании ЕСАБ. Работы над созданием обмазки велись с 1907-1914 г.г. Штучные электроды были изготовлены протяжкой и порезкой цельнометаллической проволоки на прутки с последующим погружением в растворы карбонатов и силикатов. После высыхания они были готовы к реализации.
В то же время британский инженер Элиу Томсон придумал контактную сварку.
В 1903 году немец Гольдшмидт (буквально «золотых дел мастер») изобрел термитную сварку, с помощью которой соединили железнодорожные рельсы.
В течение этого времени также развивалась газовая сварка и резка. Производство кислорода, а позже и сжижение воздуха, наряду с изобретением газовой горелки этому способствовало . До 1900 года предпринимались попытки сварки в кислородно-водородном пламени, причем смесь находилась в одном баллоне. Обратный удар мог привести к мощному взрыву, поэтому химик Сент-Клер Девилем решил разделить газы и смешивать их в горелке. Процесс стал безопасней, но на выходе Сент-Клер получил низкотемпературный факел 2200 градусов. И только в 1901 г. французы Эдмон Фуше и Шарль Пикар изобрели ацетилено-кислородную горелку, чертежи и характеристики которой существенно не поменялась и до сегодня.
Первая мировая война спровоцировала милитаризацию заводов и для сварки наступил «золотой век». Начали массово выпускаться сварочные машины и электроды к ним.
1920 г- настоящее время
В 20-е годы разработаны разные виды сварочных электродов, составлены рецепты новых флюсующих обмазок, ведутся дискуссии по методологии их производства. Введение маркировки металлов требовало создания классификации обмазок и используемых стальных стержней электродов. Требовалось создавать более надежные сварочные швы.
В 20-е годы было основательно исследовано влияние защитных газов на сварочный процесс, так как О2 и N2 воздуха при контакте с жидким металлом сварного шва вызывала пористость и горячеломкость. В зону сварки подавались различные газы, затем вся тщательно анализировалось.
Американский химик Ирвинг Ленгмюр провел опытную работу с водородом в качестве защитной сварочной атмосферы. Он поставил два электрода рядом с друг другом, сначала из графита, позже из вольфрама. Между ними поджигалась вольтовая дуга в атмосфере водорода и наблюдалось активное расщепление молекул водорода на атомы. Температура диссоциированного пламени составляла ~ 3700° С, что достаточно для сварки, а высокая активность водорода обеспечивала прекрасную защиту металла шва от вреда, причиняемого О2 и N2 воздуха. Процесс получил название атомно-водородной сварки, но большого распространения не получил и применяется преимущественно для инструментальных сталей.
Подобную работу провели также американцы H.M. Hobart и P.K. Devers, только они работали с аргоном и гелием. Итогом эмпирических изысканий данных господ стал патент на электродуговую сварку в среде газа, которую можно считать первым шагом в деле создания современного инверторного аппарата аргонодуговой сварки, появившегося, правда, гораздо позднее. Запатентованый процесс идеально подходил для сварки Мg, Al, а также стали, легированной Cr и был доведен до совершенства в 1941 году, Технология получила название дуговой сварки неплавящимся вольфрамовым электродом в среде инертных газов. Сегодня она применяется, как на производстве, так и в быту. Чаще всего используются аппараты АрДС. Было в том числе разработано оборудование для работы в среде инертных/активных газов плавящимся электродом, который представляет собой сварочную проволоку, проходящую через подающее устройство к соплу горелки по гибкому шлангу.
1928 г
В 1928 году в Советском Союзе Д.А. Дульчевским изобретена автоматическая сварка под флюсом. Развитие же процесса началось в конце 30-х годов благодаря усилиям научных работников института электросварки АН УССР под началом академика Е.О. Патона, что сыграло большую роль в деле танкостроения, выпуска орудий и авиационных бомб в годы ВОВ. Сварка под флюсом нашла широкое применение во всех отраслях народного хозяйства. Это эффективный способ получения прочных швов при хорошем КПД.
В США процесс автоматической сварки получил название «сварки погруженной дугой в порошке». Его запатентовал в 1930 г. некто Robinoff, а затем продал его Linde Air Products Company. В 1938 году сварка под флюсом активно использовалась на верфях и артиллерийских заводах.
В 1930 г. был разработан любопытный процесс Stud сварки для Нью-йоркской военно-морской верфи. С помощью Stud осуществлялось крепление деревянных настилов над металлической поверхностью. Stud сварка стала востребована в судостроительной и строительной отраслях.
В 1949 году в институте им.Патона в Киеве появилась на свет электрошлаковая сварка, которая сняла ограничения со сварки крупногабаритных изделий. Теперь можно варить любые толщины! Процесс был представлен мировой общественности на Брюссельской Всемирной выставке в Бельгии в 1958 году
В 1953 г. К. В. Любавский и Н. М. Новожилов изобрели весьма экономичный способ сварки плавяшимся электродом в среде СО2. Новый способ получил мировое признание, так как он позволял работать на обычном оборудование для сварки в инертном газе.
В 1957 г. комиссариатом по атомной энергии Франции был раскрыт процесс электронно-лучевой сварки, который нашел применение в автомобилестроительной и авиационной отраслях.
В 1957 году Роберт Ф. Гейдж изобрел процесс плазменной дуговой сварки. Температура в плазмы около 30 000°С, в отличие от электрической дуги, температура которой не более 5000–7000°С.
1960 г
Начинается использование газовых смесей, заключающееся в добавлении к инертному газу небольшого количества кислорода. В целом, использование смесей для различных сталей дает положительный результат. Внедряется сварка в режиме импульсного тока.
Вскоре после изобретения советскими учеными популярного способа полуавтоматической сварки в углекислоте (СО2) было придумано взять плавящийся электрод-проволоку с флюсовым сердечником. Флюсующий порошок при плавлении давал дополнительную газовую защиту изнутри , снаружи применялась защита углекислотой. В 1959 году была придумана проволока-электрод, которая не требовала внешней газовой защиты. Сейчас она известна под названием «самозащитная флюсовая проволока», приобретается она чаще всего для случаев, когда невозможно использовать газ. С этой проволокой нет необходимости таскать туда-сюда баллон с газом.
И на закуску…
Сварка трением придумана в Советском Союзе. Здесь работает принцип превращения механической энергии в тепловую за счет сил трения, возникающих при соединении с определенным усилием сжатия двух деталей.
Лазерная сварка – инновационный сварочный процесс. Лазер был первоначально разработан в Bell Telephone Laboratories в качестве устройства связи. Но благодаря способности концентрировать огромное количество энергии в небольшом объеме, он оказался еще и мощным источником тепла, что используется сегодня для высокоэффективной сварки и резки металла.
История развития сварки – Осварке.Нет
Сварка — это один из самых распространенных технологических процессов соединения материалов. Использование сварки во всех отраслях экономики позволяет изготавливать высокотехнологичные конструкции, обеспечивает короткий срок их изготовления и ремонта при значительной экономии времени и металла.
XVII ст. является началом истории электрической сварки. В 1802 г. российский ученый В. В. Петров открыл явление электрической дуги и указал на возможность ее использования для расплавления металлов. А уже в
1882 г. российский инженер Н.Н. Бенардос открыл способ электродуговой сварки неплавящимся угольным электродом и представил конструкции простых сварочных автоматов.
В 1888 г. российский инженер Н.Г. Славьянов предложил выполнять сварку плавящимся металлическим электродом. Он был первым в мире, кто изготовил сварочный генератор, создал автоматический регулятор длины дуги и разработал металлургические основы сварки.
Развитие сварки и ее широкое промышленное применение начались в 30-е года XX ст. Сформировались новые виды сварки: электрошлаковая, под слоем флюса, в углекислом газе, электронно-лучевая, подводная.
В 1924 — 1935 гг. использовались электроды без покрытия или с тонким ионизирующим покрытием, а с 1935-1939 гг. начали широко использовать сварку на базе электродов с толстым покрытием и стержней из легированных сталей.
В 1939 г. под руководством академика АН УССР Евгения Оскаровича Патона (1870 — 1953) была создана автоматическая и полуавтоматическая сварка под слоем флюса. Способ дуговой сварки в инертных защитных газах получил свое промышленное использование с 1948 г.
В начале 50-х годов XX ст. под руководством академика Бориса Евгеньевича патона в Институте электросварки им. Е. О. Патона была разработана электрошлаковая сварка.
В 1950-1952 гг. внедрена сварка сталей в среде углекислого газа.
Для соединения химически активных и тугоплавких металлов была создана электронно-лучевая сварка французскими учеными в конце 50-х годов XX ст.
Сварка является одним из ведущих технологических процессов третьего тысячелетия. До 60% мирового потребления стального проката идет на производство сварных конструкций. Практически все металлы на земле сваривают, сваривают металлы на морских глубинах и в космосом. Масса сварных конструкций может быть от доли грамма до сотен и тысяч тонн.
Больше половины валового национального продукта промышленно развитых стран создается при помощи сварки и родственных технологий, к которым относятся наплавка, пайка, резка, нанесения покрытия, склеивание разных материалов.
Научно-техническое определения “сварка” охватывает такие смежные направление, как заготовка и сборка, диагностика и неразрушающий контроль, техника безопасности и экология сварочных процессов.
История развития, виды и сфера применения сварочного оборудования
Сварка тугоплавких материалов является одной из основ развития человеческой цивилизации. С ее возникновением и применением в строительстве появилась возможность возводить высотные здания, строить мосты над реками, проводить инженерные коммуникации. Технологии соединения металлов проникли даже в сферу здоровья человека – медицину. Мы ознакомим вас с историей возникновения сварки, видами оборудования и его сферой применения.
История появления методов сварки
Сварочные соединения начали применять еще в древности путем сплавления с помощью оловянной пайки золотых изделий, которые были найдены в египетских пирамидах. В Помпеях во время раскопок были обнаружены свинцовые водопроводные трубы с паяным швом (поперечным).
Также мы знаем, что древние мастера во время ковки путем разогревания металла до пластичного состояния соединяли части изделия. Так появлялись клинки и мечи, состоящие из нескольких полос металла. В Средние Века похожим образом изготовляли большие артиллерийские пушки, усиливая кованую трубу наружными кольцами, которые соединялись с ней при помощи кузнечной сварки. Древние здания, возведенные в эпоху Возрождения, содержат стальные соединения для поддержки несущих конструкций.
Прогресс 19-20-го веков дал новый толчок применению сварочных технологий. Изучение постоянного тока способствовало возникновению новых подходов, одним из которых была электрическая сварка. Первым подобный метод применил профессор Санкт-Петербургской медико-хирургической академии Петров, который в 1802 году открыл дуговой разряд. И он же в дальнейшем использовал метод электрической дуги для расплавления металлов. Сначала при такой сварке использовались неплавящиеся угольные электроды, а затем, в 1988 году, был впервые применен металлический. К сожалению, температура горения дуги была неравномерной, поэтому сам шов получался неровный и пористый. Лишь с использованием флюсов сварочный процесс стал более стабильным и качественным.
Двадцатое столетие ознаменовалось возникновением многих устройств, улучшающих и упрощающих процесс работы. Сварочные аппараты были одними из таких агрегатов. Хотя технологический уровень устройств и отличается от самых ранних, принцип работы остается прежним.
Первый аппарат для сварки с ацетиленкислородной сварочной горелкой был сконструирован в 1903 году, а в 1906 году появились ацетиленовые генераторы для промышленности. В 1940 году осуществлено первое использование вольфрамового электрода с применением гелия, а с 1946 года стал применяться более безопасный и чистый газ – аргон.
С начала 60-х годов 20-го века появилось несколько новых технологий сварки: с использованием нескольких электродов, с помощью порошкового электрода, газолазерная резка.
Виды оборудования
Сварочная дуга возникает под действием источников питания, которые позволяют поддерживать устойчивый разряд. Для постоянной и равномерной работы было создано специальное оборудование, которое имеет разное назначение, размеры и применение. К нему относятся:
- Электроды и проволока – являются тем видом устройств, без которых сварка в принципе невозможна. Они могут отличаться по полярности, использованию рода тока (постоянный или переменный), покрытию и материалу изготовления.
- Полуавтоматы для сварки в среде инертного/активного газа. Сложные и дорогостоящие устройства, но имеющие хорошую производительность; удобны в работе. Ими можно производить работы с железом, сталью, алюминием. Сварка ведется проволокой из различных металлов толщиной 0,6 — 1,2 мм в среде защитного газа. Регулятор тока многоступенчатого типа позволяет сделать процесс более плавным. Иногда меняется скорость проволоки. Эти два параметра и определяют режим работы.
- Аппараты с трансформатором переменного тока или трасформаторы применяются для сварки плавящимся металлическим электродом с покрытием. Отличаются простотой конструкции, надежностью, дешевизной и являются самыми распространенными. Работают с помощью плавящихся электродов с рутиловым покрытием или основным (фтористо-кальциевым), предназначенным защищать сварную ванну или придавать различные физико-химические свойства готовому соединению, например, легировать его. Метод сварки такого аппарата – встык и внахлест.
- Аппараты с трансформатором постоянного тока или выпрямители для работы с плавящимися электродами. В конструкцию устройства включен диодный или тиристорный выпрямитель, который делает переменный ток однонаправленным, при этом теряя часть его мощности. Агрегат — сложнее, тяжелее и дороже. Но, тем не менее, работа на нем более комфортная, так как стабильнее дуга. Может сваривать черные металлы, нержавеющую сталь, цветные металлы с применением соответствующих электродов.
- Инверторы, которые еще называются импульсными. Одни из самых современных и продвинутых сварочных аппаратов. Имеют различные модификации, славятся малым весом и повышенным качеством работы за счет установленных схем стабилизации питающего напряжения. Инвертор является аппаратом постоянного тока, имеет трансформатор выпрямления напряжения на входе и на выходе. Стоимость такого устройства достаточно высока, но его достоинства преобладают, и он пользуется заслуженным успехом.
- TIG-аппараты с аргонно-дуговой сваркой, позволяющие производить сплавление повышенного качества. Это необходимо для соединения особо ответственных участков. При работе используются графитовые и вольфрамовые неплавящиеся электроды.
- Аппараты точечной сварки или споттеры для локального соединения двух заготовок или деталей.
- Плазменная резка используется в процессе разрезания металла. Принцип заключается в резке изделия плазменной струей со следующим испарением (вымыванием) ионизированным потоком частиц материала.
Сфера применения
Сварочное оборудование на сегодняшний день так же востребовано, как и в начале его использования. Эти аппараты имеют разную область применения, и сейчас мы рассмотрим, для каких сфер логично выбирать определенный сварочный агрегат или метод соединения.
Трансформаторы являются самыми старыми по технологии, довольно громоздкими и тяжелыми аппаратами, для работы которых требуется большое количество электроэнергии. Кроме того, они чувствительны к колебаниям напряжения. Поэтому их применение возможно в случаях соединения черновых швов самых популярных марок стали и определенных типов чугуна. Хотя, опытные сварщики даже на таком оборудовании могут сделать прекрасные швы. Все зависит от квалификации мастера, поэтому трансформаторы довольно распространены в промышленности.
Выпрямители, которые работают с переменным током, могут сваривать не только черные металлы, но и любые цветные металлы – алюминий, медь, титан, никель, сплавы эти металлов. Поэтому область применения таких аппаратов очень большая – от промышленности до бытовых нужд.
Полуавтоматы предназначены для работы в газовой среде. Электродная проволока подается автоматически, из-за чего аппараты и получили такое название. Такое устройство дает возможность получить шов нужной толщины и качества. Полуавтоматы работают с металлами и сплавами с любыми размерами листа. Единственный недостаток – разбрызгивание раскаленного материала и создание огара.
Инверторы. Их устройство способствует точной настройке процесса и, как следствие, получению качественных швов. Инверторным аппаратом можно сваривать даже тонкостенный металл.
TIG-аппараты, хоть и имеют невысокую производительность, но пользуются популярностью из-за отличного качества шва при малых потерях металла во время работы. Могут соединять все виды металлов, их сплавы.
Точечная сварка широко используется в автопромышленности, крупных СТО, мастерских по ремонту автомашин. Работа споттера позволяет соединить мелкие детали или части кузова, поэтому такие аппараты пользуются заслуженным спросом. Добавив к устройству специальные клещи для сварных работ, вы будете успешно использовать метод точечной сварки.
Агрегаты для плазменной резки могут быть громоздкими, крупногабаритными или небольшими бытовыми устройствами. Используются как в промышленности для резки металла в крупных масштабах, так и в бытовых целях.
Несмотря на большое количество аппаратуры для сварки металлов, наиболее востребованными остаются небольшие устройства для работы обычным электродом. Простота конструкции и удобство в эксплуатации позволяет пользоваться такими агрегатами любому человеку, имеющему небольшие знания по сварке конструкций и обслуживанию подобного оборудования.