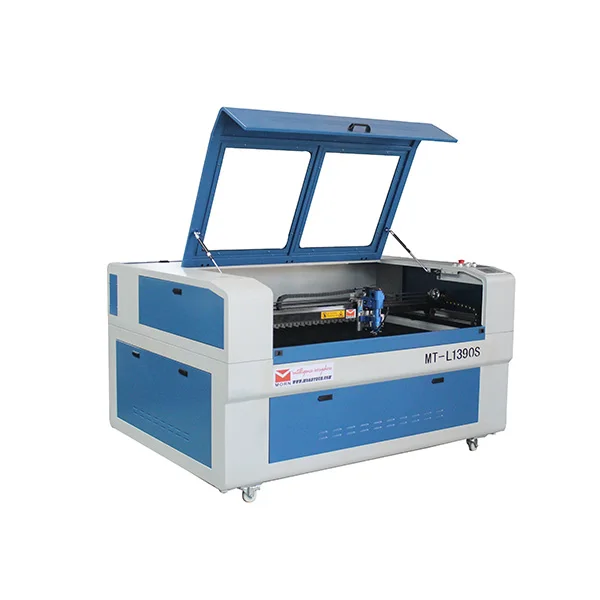
Оптоволоконный лазерный резак по металлу XTC-1530H/1000 Max XTLASER (Китай)
Применение
Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как нержавеющая, углеродистая, легированная, кремнистая сталь, алюминиевые листы, латунь, медь, оцинкованные пластины и т.д. В настоящее время оптоволоконные лазеры широко применяются в индустриях производства кухонной утвари, стальной мебели, лифтов и подъемников, автозапчастей и так далее.
Оптоволоконный станок лазерной резки является интегрированным комплектным оборудованием лазерной резки. Данное оборудование состоит из волоконной лазерной установки, холодильной камеры, волоконной режущей головки, отрезного станка, контрольной системы, системы водного и газового тракта, вытяжной системы и других деталей. Все узлы станка (оптические резонаторы, система управления ЧПУ, программное обеспечение, система перемещения и др. ) поставляются всемирно известными своим качеством и разработками производителями.
) поставляются всемирно известными своим качеством и разработками производителями.
Преимущества
- Низкая стоимость и низкие эксплуатационные расходы:
экономия энергии и экологичность. Коэффициент фотоэлектрического преобразования составляет 25% — 30%. Расход электроэнергии составляет 20%—30% от общего расхода станка с СО2 лазерами. Волоконная линия передачи не требует отражающей линзы, тем самым снижая расходы на техобслуживание и текущий ремонт;
- Идеальный промышленный дизайн
в соответствии с современными требованиями эргономики. Компактная конструкция, легко адаптируемая к производственным требованиям. Все установки спроектированы с помощью CAD, CAM и CAE – это технологии, состоящие в использовании компьютерных систем для анализа геометрии, моделирования и изучения поведения продукта для усовершенствования и оптимизации его конструкции;
- Простая программа
для чертежей резки с автоматически регулируемой скоростью подачи и выходной мощностью для каждого изготавливаемого с помощью ЧПУ изделия;
- Высокая производительность
высокая скорость резки, качественный рез, быстрая перенастройка на различные толщины;
- Легкость в использовании и безопасность:
простая и безопасная система смены сопел с сохранением центрирования луча, быстрая замена защитного стекла, автоматический контроль высоты резки, система аварийного оповещения;
- Доступность запасных частей
Особенности конструкции
Станина
Станина сварена из высококачественных труб и с дополнительным утяжелением. Станина подвержена высокотемпературному отжигу, значительно повышающему ее прочность, твердость, износостойкость. Характеризуется большим весом, прочностью и надежностью.
Станина подвержена высокотемпературному отжигу, значительно повышающему ее прочность, твердость, износостойкость. Характеризуется большим весом, прочностью и надежностью.
Литой алюминиевый портал
Высокопрочный литой портал 5-го поколения изготовлен из авиационного алюминия. Данный сплав отличается повышенной прочностью, легкостью, пластичностью и стойкостью к коррозии, благодаря особой методике закалки в течение длительного времени в агрессивной атмосферной среде, которую называют «эффектом старения».
Ролики загрузки
На рабочем столе расположено несколько шаровых опор для облегчения легкости подачи. Еще одним способом подачи является ролик. После подключения газа ролик поднимается выше стола резки таким образом, чтобы обеспечить оптимальную подачу. Одним из важнейших преимуществ данной системы подачи является предотвращение царапин материала. Сокращает время погрузочно-разгрузочных работ на 10%.
Еще одним способом подачи является ролик. После подключения газа ролик поднимается выше стола резки таким образом, чтобы обеспечить оптимальную подачу. Одним из важнейших преимуществ данной системы подачи является предотвращение царапин материала. Сокращает время погрузочно-разгрузочных работ на 10%.
Гофрозащита и кабельные цепи
Направляющие и косозубые рейки станка закрыты гофрозащитными кожухами с металлическими накладками. Обычно используется только тканевая гофра, которая со временем прогорает и перестает выполнять грязезащитную функцию. Металлические накладки служат для предотвращения попадания окалины, искр, стружки на тканевую основу. Благодаря этому металлическому панцирю многократно увеличивается срок службы гофрированных кожухов.
Все кабели уложены в гибкие кабельные цепи.
Режущая головка с автофокусом Raytools BM110
Серия BM110 — это лазерные режущие головы с автофокусировкой, выпущенные компанией Raytools AG в 2019 году для оптоволоконных лазеров мощностью до 3 кВт.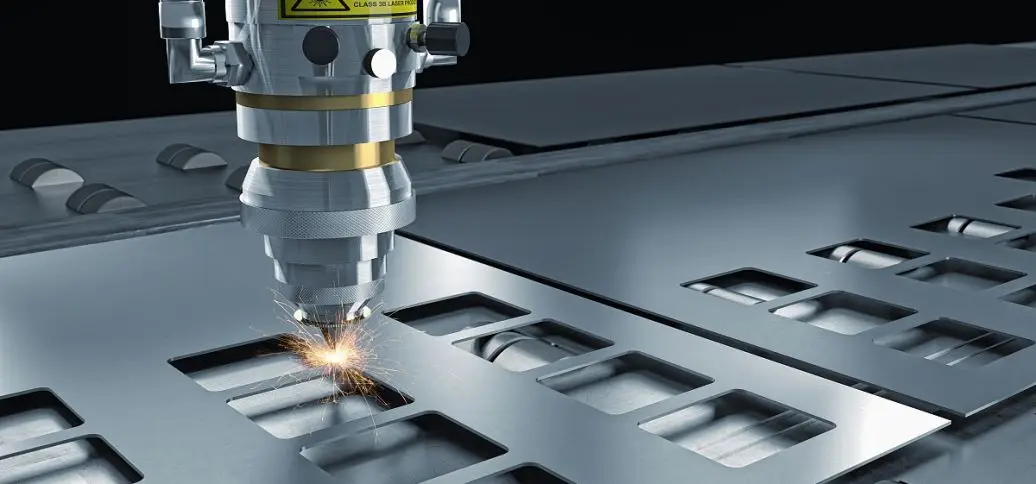
В голове BM110 применяются линзы диаметром D30.
• Оптимизированная оптическая конфигурация, плавная и эффективная конструкция воздушного потока;
• Диапазон автофокуса составляет +10 ~ -14 мм, точность регулировки 0,05 мм;
• Максимальное ускорение привода фокусирующей линзы 10 м/с², максимальная скорость 6 м/мин;
• Защитные стекла φ24,9х1,5 мм и φ27,9х4,1 мм;
• Вес ~5 кг.
Лазерный источник Maxphotonics
Производительность лазерных резонаторов Maxphotonics соответствует сертификатами CE, EMC и отвечает требованиям европейского и российского рынка указанным в EMC. Это мощные волоконные лазеры с высокой эффективностью электрооптического преобразования, компактными размерами, хорошим качеством луча и не требующим обслуживания. Все резонаторы проходят испытания на производстве.
Это мощные волоконные лазеры с высокой эффективностью электрооптического преобразования, компактными размерами, хорошим качеством луча и не требующим обслуживания. Все резонаторы проходят испытания на производстве.
Сервоприводы Fuji
Предназначены для управления скоростью, крутящим моментом и положением подвижных деталей механизмов. Быстрое и точное регулирование момента и скорости обеспечивается за счет использования контура обратной связи с функцией автоматической подстройки в реальном времени, которая обеспечивает превосходные динамические характеристики. Сервосистемы Fuji Electric характеризуется самой современной технологией, простым управлением и чрезвычайно компактным исполнением.
Редуктор Erefat
Немецкая торговая марка Erefat фокусируется на исследованиях и разработках, производстве и продаже высокоточных редукторов.
В серии KTP присутствует зубчатая передача с двойной поддержкой на закаленных и отшлифованных валах с полностью укомплектованными игольчатыми подшипниками, за счет этого увеличивается крутильная жесткость. Зазор ≤ 3 минут. Срок службы > 20000 часов. Стандартный операционный диапазон температур -10℃ до 45℃. Стандарт защиты классифицирован IP 65.
Зазор ≤ 3 минут. Срок службы > 20000 часов. Стандартный операционный диапазон температур -10℃ до 45℃. Стандарт защиты классифицирован IP 65.
Зубчатая передача «шестерня-рейка» T-win
• геометрическая точность всех размеров,
• прямизна, параллельность и перпендикулярность поверхностей,
• твердость закаленной поверхности, а также глубокий слой закалки.
Зубчатая рейка в отличие от шарико-винтовой пары дает инженерам больше возможностей для создания длинных дистанций перемещения, так как винтовая пара имеет ограничения по длине, ввиду провисания, профиль же зубчатых реек позволяет избежать провисания на больших длинах. Возможно как перемещение рейки относительно неподвижной шестерни, так и шестерни (вместе с приводом) относительно рейки.
Высокоточные направляющие Hiwin
Перемещение лазерной головки осуществляется по линейным направляющим Hiwin (Тайвань). Направляющие производства Hiwin отвечают всем международным и европейским стандартам и производится с непрерывным контролем качества. Особенности: плавный ход, высокая точность и надежность, большая грузоподъемность, уплотненные каретки, низкое трение, низкий уровень шума, легкость установки.
Направляющие производства Hiwin отвечают всем международным и европейским стандартам и производится с непрерывным контролем качества. Особенности: плавный ход, высокая точность и надежность, большая грузоподъемность, уплотненные каретки, низкое трение, низкий уровень шума, легкость установки.
Датчик низкого давления
Датчик низкого давления нужен для предотвращения работы станка при низком давлении газа в случаях когда кончился баллон или оператор забыл включить подачу. При отсутствии газа резка идёт с порчей металла и высоким шансом повреждения компонентов режущей головы станка.
Автоматическая система смазки
Все подвижные механизмы станка закрыты защитными кожухами для предотвращения попадания крупно и мелкодисперсной металлической пыли. Для удобства эксплуатации лазерный комплекс оснащён централизованной системой автоматической смазки. Система подаёт смазывающую жидкость в подвижные элементы с заданным давлением и интервалом.
Пропорциональный клапан Aventics
Высокоэффективный и экономичный пропорциональный клапан с цифровым управлением, который идеально подходит для регулирования давления. Отличается компактным размером и простой в использовании модульной конструкцией. Клапан имеет низкое энергопотребление и малое время отклика.
Современный экран Touch screen
Вертикально-ориентированный экран из закаленного стекла, отличающийся от обычных горизонтальных экранов, быстрая реакция, высокая контрастность, широкий угол обзора, низкое энергопотребление, высокое разрешение. Низкая отражательная способность — удобство работы в любых условиях.
Дистанционный пульт управления
Позволяет оператору выполнять наиболее востребованные действия, не подходя к ЧПУ. Запуск/остановка программ, обратный ход, увеличение/уменьшение фокусного расстояния, изменение скорости подачи.
Водяной чиллер
Автоматический чиллер для охлаждения излучателей лазерных станков.
Этот чиллер имеет большую мощность, что позволяет непрерывно охлаждать лазерную систему. Регулировка температуры осуществляется в автоматическом режиме.
Вытяжной вентилятор
Вытяжной вентилятор используется для удаления газов горения. Для подключения вентилятора необходимо предусмотреть удаленное выключение. Если в помещении предусмотрена система очистки воздуха, можно подключить вентилятор к этой системе.
Поддон для сбора продуктов резки
Удобный поддон на колесиках для сбора продуктов резки.
Система управления Cypcut 2000
Все электрические компоненты от производителя SCHNEIDER ELECTRONIC интегрированы в стойку управления ЧПУ. Из предустановленного П.О. происходит управление лазерным комплексом, а также калибровка необходимых узлов перед запуском в работу оборудования.
Из предустановленного П.О. происходит управление лазерным комплексом, а также калибровка необходимых узлов перед запуском в работу оборудования.
Программное обеспечение CypCut имеет простое управление, ориентированное на пользователя. Реализованы функции, существенно упрощающие и оптимизирующие процесс раскроя. Это такие функции как:
- пауза,
- обратный ход по контуру,
- быстрый переход к любой врезке,
- быстрое изменение точки врезки,
- начало резки с любого места контура,
- оптимальный выбор начала резки контура,
- расчёт динамических параметров перемещений,
- контроль соответствия обрабатываемой детали исходному чертежу,
- быстрая загрузка готовых чертежей и программ и пр.
Режимы прожига, гравировки и резки настраиваются оператором по отдельности до начала резки. Оператору не придется останавливать процесс обработки материала, чтобы перенастроить станок и ввести новые установки, т.к. переключение между режимами происходит автоматически, что увеличивает производительность раскройного комплекса.
Для получения качественных острых и прямых углов мощность лазерного излучения автоматически регулируется в зависимости от скорости передвижения оптической головки. При нулевой скорости движения оптической головки (в момент остановки на углу) выходная мощность излучения равняется минимальной мощности, заданной в настройках, что предотвращает выгорание углов.
Для указанных в библиотеке материалов ПО CypCut производит автоматический расчет времени обработки деталей, полезного использования материала, количества деталей; стоимости одного часа резки, одного метра реза, одной пробивки. Полученные данные существенно упрощают расчет стоимости отдельных деталей и сборок, например, при резке сторонних заказов и расчете себестоимости продукции и отходов.
Функция перемещения прыжками в процессе резки, функция обратной резки, позволяющая вернуться к не прорезанному участку в случае нарушения условий процесса, линейная /круговая интерполяция и функция компенсации ширины реза, функция автоматического или ручного комбинирования.
Во встроенной библиотеке материалов хранятся рекомендуемые настройки станка под определенный материал. Есть функция создания новых материалов. При выборе материала из библиотеки происходит автоматическая загрузка параметров в модули станка. Таким образом, вы избавляетесь от необходимости рутинного ввода различных значений и экономите своё время, повышая производительность.
Функция дистанционной диагностики неисправностей систем станка позволяет свести к минимуму время простоя станка и исключить выездные расходы в случае решения сервисных вопросов, связанных с неправильной настройкой оборудования.
Следует выделить ряд преимуществ П.О:
- Управление и настройка необходимых узлов лазерного комплекса;
- Отдельные параметры режимов раскроя и врезки;
- Автоматическая оптимизация задания раскроя;
- Улучшенная функция перфорации — FLYCUT;
- Оптимальное расположение деталей — NESTING;
- Функция охлаждения контура реза — LEAD POS;
- Функция микро-перемычек — MICRO JOINT;
- Функция обработки сложных контуров — PULSECUT;
- Функция вырезки контуров, лежащих на одной прямой — LINESECUT;
- Управление параметрами лазерного источника;
- Защита режущей головы;
- Дистанционная диагностика;
- Дружелюбный интерфейс.


Автоматическая оптимизация задания раскроя включает в себя ряд автоматических функций П.О:
Технология FLYCUT
Данная технология оптимизирует обработку тонких металлов. Система осуществляет раскрой не отдельными объектами, а распознает все контуры, лежащие на одной прямой и после режущая голова в высоком темпе проходит весь лист по определённой прямой. Данная функция значительно экономит время обработки при перфорации листа.
Технология NESTING
Позволяет разместить, максимально необходимое количество деталей на обрабатываемом листе, также учитывается параметр минимизации отходов. Таким образом, экономится время на подготовке задания. Также опция высчитывает время обработки данного задания. Это позволяет точно высчитать себестоимость готового изделия.
Технология LEAD POS
Обеспечивает расстановку охлаждающих точек по контуру детали для предотвращения
перегрева обрабатываемой поверхности и облоя в зоне реза. Данная функция актуальна для
раскроя металла на низких скоростях, углах и мелких элементах.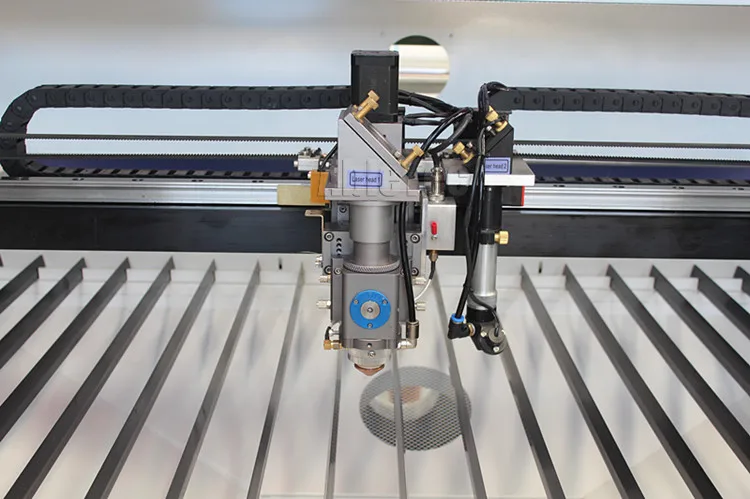
Технология MICRO JOINT
Автоматическое размещение перемычек по контуру раскроя. Благодаря данной опции готовое изделие не выпадает после раскроя, а также предотвращает разворот детали перпендикулярно заготовке. Актуально для изготовления декоративных деталей из нержавеющей стали, где царапины недопустимы.
Технология PULSECUT
Технология PulSeCut предназначена для высококачественной обработки сложных контуров. Функция позволяет обрабатывать определённые участки контуров (углы, близко расположенные участки) в импульсном режиме. Переключение между PulSeCut и обычным режимом осуществляется автоматически в соответствии с настройками. PulSeCut позволяет установке переключаться между непрерывным и импульсными режимами резки даже в пределах одного контура.
Технология LINESECUT
LineSeCut осуществляет вырезку не каждой детали по отдельности, а всех контуров, лежащих на одной прямой, что существенно сокращает время обработки тонколистовых металлов. Оптическая головка в высоком темпе построчно проходит весь лист, производя вырезку контуров на соответствующем отрезке. Экономия времени особенно заметна при резке перфорированных решеток.
Экономия времени особенно заметна при резке перфорированных решеток.
Также доступны функции компенсации толщины лазерного луча, для достижения абсолютно точных размеров изготавливаемой продукции. Возможность выставлять точки вреза вне контура обработки заготовки под произвольным углом и на разных расстояниях, как в автоматическом так и в ручном режимах.
Управление координатной системой обеспечивается как со стойки ЧПУ, так и с помощью беспроводного пульта, что значительно облегчает позиционирование режущей головы по отношению к заготовке, а также упрощает работу оператора станка.
Безопасность
Функция определения положения листа
Эта функция позволяет автоматически определять позиционные выступы и угол поворота заготовки на столе станка и скорректировать программу резки, если это потребуется. Если материал расположен на паллете не ровно, то кромки материала будут определены с помощью детектора и материал будет программно повёрнут в необходимые координаты.
Новое поколение модулей безопасного следования
Режущая головка сохраняет постоянное расстояние с заготовкой в процессе резания, это снижает риск столкновений. Станок перестанет резать при малейшем столкновении с препятствием. Это снижает уровень аварийности и улучшает производительность резания.
Система автоматического отслеживания зазора
Система автоматически отслеживает зазор между лазерной головой и листом металла, предотвращает пропуски при раскрое тонких металлов. Позволяет раскраивать даже «горбыль».
Интеллектуальная система сигнализации
Сигналы со всех узлов, имеющих обратную связь, поступают на интерфейс через центр управления, когда оборудование работает с ошибкой, и по коду ошибки можно определить неисправность.
Комплектация
| Режущая головка с автофокусом | Raytools (Швейцария) |
| Зубчатая передача «шестерня-рейка» | T-win (Тайвань) |
| Высокоточные направляющие | Pek (Италия) / Slopes (Китай) / Hiwin (Тайвань) |
| Сервопривод и привод | Fuji (Япония) |
| Редуктор | Erefat (Германия) |
| Источник излучения | Maxphotonics (Китай) |
| Система ЧПУ и софт | Cypcut (Китай) |
| Водяное охлаждение — чиллер | Hanli / S&A (Китай) |
| Пропорциональный клапан | Aventics (Германия) |
| Электрические компоненты | Schneider (Франция) |
| Вентилятор |
Дополнительные опции
| Модуль трубореза | для труб диаметром 20-240 мм и длиной 3000/6000 мм |
| Сменный стол | равный размеру основного рабочего стола |
| Увеличение рабочего стола | 1500х4500 мм / 1500х6000 мм / 2000х4000 мм / 2000х6000 мм |
Расходники
| Название | Расход, шт. /месяц /месяц | Срок службы, моточасы | В комплекте, шт. |
| Сопло | 1-2 | 500 | 10 |
| Защитное стекло | 2 | 500 | 4 |
| Фокусирующая линза | 0,1 | 1500-2000 | 1 |
| Керамическое кольцо | 0,08 | 4000 | 1 |
Таблица зависимости скорости резания от выходной мощности волоконного лазера, используемых газов, вида материала и толщины заготовки.
| Мощность источника | 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | |
| Материал / Газ | Толщина, мм | Скорость, м/мин | |||||||
Углеродистая (Кислород) |
1 | 8 | 9 | 10 | 22 | 26 | 34 | 38 | 42 |
| 2 | 4 | 5 | 6,2 | 6,8 | 7,2 | 7,5 | 7,8 | 8,2 | |
| 3 | 2,6 | 2,8 | 3 | 3,6 | 4 | 4,4 | 5 | 5,5 | |
| 4 | 1,6 | 1,8 | 2,2 | 2,8 | 3,2 | 3,8 | 4,4 | 5 | |
| 5 | 1 | 1,4 | 1,8 | 2,4 | 2,8 | 3,2 | 3,4 | 3,6 | |
| 6 | 1 | 1,6 | 2 | 2,4 | 2,8 | 3,2 | 3,4 | ||
| 8 | 0,8 | 1,2 | 1,4 | 1,6 | 2,2 | 2,6 | 3 | ||
| 10 | 0,8 | 1 | 1,2 | 1,6 | 2 | 2,4 | |||
| 12 | 0,8 | 1 | 1,4 | 1,8 | 2 | ||||
| 14 | 0,6 | 0,7 | 1 | 1,2 | 1,3 | ||||
| 16 | 0,6 | 0,8 | 1 | 1,1 | |||||
| 18 | 0,7 | 0,9 | 1 | ||||||
| 20 | 0,6 | 0,8 | 0,9 | ||||||
| 22 | 0,5 | 0,7 | 0,8 | ||||||
| 24 | 0,4 | 0,6 | |||||||
| 26 | 0,4 | ||||||||
| 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Нержавеющая (Азот) |
1 | 12,4 | 18,5 | 23,8 | 26,4 | 30 | 34 | 38 | 41,4 |
| 2 | 4,7 | 5,1 | 10,8 | 11,9 | 12,7 | 15,4 | 24,4 | 28,6 | |
| 3 | 0,7 | 1,2 | 2,3 | 4,1 | 6,1 | 8,6 | 12,8 | 15,8 | |
| 4 | 0,8 | 1,3 | 2,2 | 4,2 | 5,5 | 7,4 | 9,4 | ||
| 5 | 0,7 | 1,2 | 2 | 4,3 | 5,1 | 6 | |||
| 6 | 1 | 1,8 | 3,1 | 3,8 | 4,7 | ||||
| 8 | 0,9 | 2 | 2,4 | 3,3 | |||||
| 10 | 0,8 | 1,1 | 1,3 | ||||||
| 12 | 0,5 | 0,7 | 1,1 | ||||||
| 14 | 0,6 | 0,8 | |||||||
| 16 | 0,6 | ||||||||
| 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Алюминий (Азот) |
1 | 5,2 | 6,4 | 8,4 | 16 | 22 | 34 | 38 | 42 |
| 2 | 2,2 | 3,4 | 6,6 | 8,4 | 15 | 21 | 25,5 | ||
| 3 | 1,4 | 3,8 | 5,5 | 7,6 | 11,5 | 14,6 | |||
| 4 | 1,4 | 2,6 | 4 | 5,2 | 5,8 | ||||
| 5 | 1,7 | 3,3 | 4,4 | 4,9 | |||||
| 6 | 0,9 | 2,1 | 3,4 | 4,1 | |||||
| 8 | 0,9 | 1,3 | 2 | ||||||
| 10 | 0,6 | 1,1 | 1,7 | ||||||
| 12 | 0,5 | 0,8 | |||||||
| 14 | 0,4 | 0,6 | |||||||
| 16 | 0,5 | ||||||||
| 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Медь (Азот) |
1 | 5,2 | 6 | 8 | 12 | 14 | 22 | 26 | 32 |
| 2 | 1,8 | 3,2 | 4 | 6 | 8 | 10 | 12 | ||
| 3 | 1 | 2,2 | 3,4 | 5,2 | 6 | 6,4 | |||
| 4 | 1,4 | 1,8 | 4 | 4,8 | 5,4 | ||||
| 5 | 1,2 | 1,8 | 2,6 | 3,2 | |||||
| 6 | 0,6 | 1,4 | 1,8 | 2,2 | |||||
| 8 | 0,6 | 0,9 | 1,2 | ||||||
| 10 | 0,4 | 0,6 | |||||||
| 12 | 0,4 | ||||||||
Качество газов
| Тип газа | Качество | Чистота газа,% | Содерж-е азота и аргона(N2 +Ar),‰ | Содерж-е воды (h3O),‰ |
| Кислород O2 | 3,5 | ≥99,95 | ≤500 | ≤5 |
| Тип газа | Качество | Чистота газа,% | Содерж-е кислорода(O2),‰ | Содерж-е воды (h3O),‰ |
| Азот N2 | 4,5 | ≥99,995 | ≤10 | ≤5 |
| Азот N2 | 5 | ≥99,999 | ≤3 | ≤5 |
Получаемые изделия
Требования к условиям работы
| Электричество | Напряжение тока: 380V Частота: 50 Гц Стабильность напряжения + 5% Регулирование напряжения: <2% |
| Вспомогательный газ | Очищенный сухой сжатый воздух: Кислород (O2) особой чистоты и Азот (N2) чистотой не менее 99,9% |
| Прибор для сжатия воздуха | Давление 14 бар Объем 1 м³ |
| Температура | Диапазон температур в пределах 15-35°C. Компоненты системы не должны подвергаться воздействию прямых солнечных лучей. В случае тропических климатических условий или если температура на рабочем месте поднимается выше 35°С, рекомендуется размещать оборудование в помещении с кондиционером. Компоненты системы не должны подвергаться воздействию прямых солнечных лучей. В случае тропических климатических условий или если температура на рабочем месте поднимается выше 35°С, рекомендуется размещать оборудование в помещении с кондиционером. |
| Влажность | Температура точки росы воздуха должна быть менее 10° для предотвращения процессов конденсации в охлажденных частях машины. |
| Фундамент | Фундамент для станка должен быть ровным и без вибраций |
| Листовой металл | Однородный, ровный и чистый |
Факторы, влияющие на процесс резки
Мощность лазера
Мощность лазера является одним из самых важных факторов в процессе лазерной обработки материалов.Снижение мощности лазерного луча используется, когда нам необходима высокая точность вырезывания. С другой стороны, более толстые и прочные материалы требуют более высокой мощности лазерного луча.
Частота импульса
Частота импульса — это некоторая величина, пропорциональная мощности лазера.
Современные лазеры обладают усовершенствованными функциями управления процессом резки, которые позволяют автоматически повышать или понижать частоту импульса в зависимости от обрабатываемого материала.Тип газа, используемого при резке
Для того, чтобы процесс резки был эффективным и безопасным, для резки различных видов материалов требуются определенные типы газа. Древесина, например, является воспламеняющимся материалом и исключает применение кислорода при резке во избежании пожаров. С другой стороны, кислород можно использовать при резке металлических поверхностей, не содержащих оксиды.
Тип газа не является единственным фактором, влияющим на процесс. Качество газа не менее важно. один и тот же газ с различной частотой будет по-разному влиять на процесс резки (как на время, так и качество резки).
Давление газа
Давление газа в лазере является еще одним важным фактором. От давления газа зависит толщина разрезаемого материала. Чем тоньше материал, тем ниже должно быть давление газа, в противном случае существует риск повреждения материала и лазерного устройства.
Диаметр сопла
Режущие сопла существенно влияют на процесс резки лазером. Например, когда мы имеем дело с низким давлением лазерной резки, требуются сопла меньшего диаметра. И наоборот, когда обрабатываемый материал требует более высокого давления для резки, тогда нужно использовать сопла более крупного диаметра.
Расстояние от сопла до поверхности обрабатываемого материала
Расстояние от сопла до разрезаемой поверхности очень важно для качественного результата лазерной резки. Как правило, чем меньше расстояние между соплом и поверхностью, тем точнее и качественнее результат резки. Но в ряде случаев рекомендуется увеличить это расстояние для того, чтобы предотвратить повреждение оборудования.
 Современные лазеры обладают усовершенствованными функциями управления процессом резки, которые позволяют автоматически повышать или понижать частоту импульса в зависимости от обрабатываемого материала.
Современные лазеры обладают усовершенствованными функциями управления процессом резки, которые позволяют автоматически повышать или понижать частоту импульса в зависимости от обрабатываемого материала.
Производитель: XTLASER
Родина бренда: Китай
| Мощность лазера | 1000 Вт |
| Лазерный источник | Maxphotonics |
| Длина волн | 1080 Нм |
| Качество луча | |
| Срок службы лазерного источника | 100 000 моточасов |
| Обрабатываемая площадь (X,Y,Z) | 3000x1500x100 мм |
Макс. скорость холостого хода скорость холостого хода | 80 м/мин |
| Макс. нагрузка на стол | 1000 кг |
| Ускорение | 1G |
| Точность позиционирования (X,Y,Z) | ±0,02 мм |
| Питание | 3 фазы 380В 50Гц |
| Мощность сервоприводов | ось X — 1300Вт, ось Y — 2х1300Вт, ось Z — 400Вт |
| Рабочая температура | 15 — 35 °C |
| Рабочая влажность | |
| Графические форматы | DXF, PLT, Ai, LXD, GBX и др |
| Исполнение | открытое |
| Габариты | 4920×2280×2000 мм |
Лазерные резаки по металлу в России
- Главная
- Продажа
- Резка металла
- Лазерный резак по металлу
Вы можете очень быстро сравнить цены лазерного резака по металлу и подобрать оптимальные варианты из более чем 18418 предложений
Реклама
Оптоволоконный лазерный резак по металлу LF3015CN/2000 Raycus
Размер рабочей области: 3000х1500 мм. Мощность лазера 2000 Вт. Лазерный источник Raycus
Подробное описание и цена >>>
Реклама
Оптоволоконный лазерный резак по металлу закрытого типа XTC-1530G/3000 IPG
Размер рабочей области: 1500×3000 мм. Мощность лазера 3000 Вт. Лазерный источник IPG.
Подробное описание и цена >>>
Реклама
Оптоволоконный лазерный резак по металлу с кабиной LF3015GA/2000 IPG
Размер рабочей области: 3000х1500 мм. Мощность лазера 2000 Вт. Лазерный источник IPG. Кабина + сменный стол
Подробное описание и цена >>>
Мощность лазера 2000 Вт. Лазерный источник Raycus
Подробное описание и цена >>>
Реклама
Оптоволоконный лазерный резак по металлу закрытого типа XTC-1530G/3000 IPG
Размер рабочей области: 1500×3000 мм. Мощность лазера 3000 Вт. Лазерный источник IPG.
Подробное описание и цена >>>
Реклама
Оптоволоконный лазерный резак по металлу с кабиной LF3015GA/2000 IPG
Размер рабочей области: 3000х1500 мм. Мощность лазера 2000 Вт. Лазерный источник IPG. Кабина + сменный стол
Подробное описание и цена >>>
Оптоволоконный лазерный резак по металлу с кабиной LF3015GA/2000 IPG
Состояние: Новый
Современный станок лазерной резки листовых металлов в закрытом исполнении с оптоволоконным лазерным излучателем и электронной системой управления ЧПУ. Широко используется в различных отраслях…
Широко используется в различных отраслях…
06.10.2022 Казань (Россия)
Оптоволоконный лазерный резак по металлу с кабиной LF3015GA/2500 IPG
Состояние: Новый
Современный станок лазерной резки листовых металлов в закрытом исполнении с оптоволоконным лазерным излучателем и электронной системой управления ЧПУ. Широко используется в различных отраслях…
06.10.2022 Казань (Россия)
Оптоволоконный лазерный резак по металлу XTC-F1325/1500 Raycus
Состояние: Новый Производитель: XTLASER (Китай)
Применение Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как…
06. 10.2022
Казань (Россия)
10.2022
Казань (Россия)
Оптоволоконный лазерный резак по металлу закрытого типа XTC-1530G/3000 IPG
Состояние: Новый
Применение Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как…
06.10.2022 Казань (Россия)
Оптоволоконный лазерный резак по металлу LF3015CN/2000 Raycus
Состояние: Новый
Современный станок лазерной резки с оптоволоконным лазерным излучателем и электронной системой управления ЧПУ. Широко используется в различных отраслях промышленности — авиации, судостроении,…
06.10.2022 Казань (Россия)
Оптоволоконный лазерный резак по металлу с труборезом LF3015CNR/1500 IPG
Состояние: Новый
Современный станок лазерной резки металлических листов и труб с оптоволоконным лазерным излучателем и электронной системой управления ЧПУ. Широко используется в различных отраслях промышленности…
Широко используется в различных отраслях промышленности…
06.10.2022 Казань (Россия)
Оптоволоконный лазерный резак по металлу LF3015LN/2000 IPG
Состояние: Новый
Современные станки лазерной резки с оптоволоконным лазерным излучателем и электронной системой управления ЧПУ. Станки серии LN комплектуются лазерными источниками средней мощности и применяются…
06.10.2022 Казань (Россия)
Оптоволоконный лазерный резак по металлу XTC-1530H/1000 Raycus
Состояние: Новый
Применение Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как…
06.10.2022 Казань (Россия)
Оптоволоконный лазерный резак по металлу закрытого типа XTC-1530G/4000 IPG
Состояние: Новый
Применение
Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как…
Они применяются для резки различных металлов, таких как…
06.10.2022 Казань (Россия)
Оптоволоконный лазерный резак по металлу закрытого типа TC-P3015/6000 IPG
Состояние: Новый
Применение Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как…
06.10.2022 Казань (Россия)
Оптоволоконный лазерный резак по металлу со сменным столом TC-E6015/1500 IPG
Состояние: Новый
Применение Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как…
06.10.2022 Казань (Россия)
Оптоволоконный лазерный резак по металлу XTC-1530S/1500 Raycus
Состояние: Новый
Применение
Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как…
Они применяются для резки различных металлов, таких как…
06.10.2022 Казань (Россия)
Волоконный лазерный резак по металлу XTC-F1309S/2000 IPG
Состояние: Новый
Применение Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как…
06.10.2022 Казань (Россия)
Оптоволоконный лазерный резак по металлу XTC-1530H/1500 IPG
Состояние: Новый
Применение Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как…
06.10.2022 Казань (Россия)
Волоконный лазерный резак по металлу XTC-F1309S/4000 IPG
Состояние: Новый
Применение
Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как…
Они применяются для резки различных металлов, таких как…
06.10.2022 Казань (Россия)
Оптоволоконный лазерный резак по металлу LF3015LN/3000 IPG
Состояние: Новый
Современные станки лазерной резки с оптоволоконным лазерным излучателем и электронной системой управления ЧПУ. Станки серии LN комплектуются лазерными источниками средней мощности и применяются…
06.10.2022 Казань (Россия)
Оптоволоконный лазерный резак по металлу XTC-1530H/1500 Raycus (XY 1000 Вт)
Состояние: Новый
Применение Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как…
06.10.2022 Казань (Россия)
Лазерный резак по металлу ST-FC3015E
Состояние: Новый
В наличии
Модель ST-FC3015EМощность лазера 500W / 750W / 1000WТип лазера Волоконный лазерный источникМасштаб процесса 1500 * 3000 ммТочность позиционирования по осям X / Y ± 0,02 ммМаксимальная рабочая. ..
..
24.10.2019 Москва (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по лазерному резаку по металлу почти как на Авито и TIU
Видео лазерного резака по металлу
Зачем мне нужен лазерный резак с ЧПУ?
Зачем мне нужен лазерный резак с ЧПУ?
Эта статья поможет определиться, если дочитаете текст до конца, нужно ли вам приобрести лазерный резак. Материал предельно сокращен, чтобы не загружать вас подробными описаниями, которые легко можно найти в интернет-пространстве. Все коротко и конкретно.
Лазерные резаки применяются для разрезания и гравировки материалов: металл, дерево, кожа, акрил, стекло, пластик, полистирол, картон, композит и др.
Преимуществом лазерной резки является очень тонкий срез материала и высокая точность работ, при которой сохраняются механические свойства изделия.
Лазерные резчики используются практически во всех отраслях производства и в сервисе.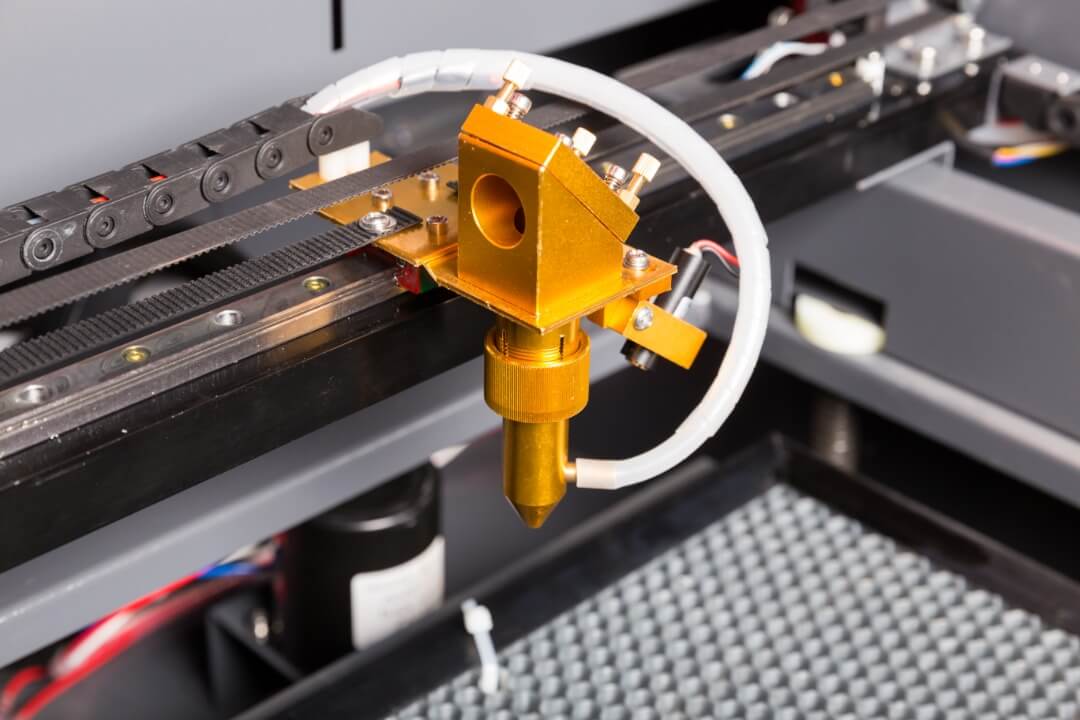 Наибольшее распространение они получили в сфере обработки металла, например, в следующих отраслях:
Наибольшее распространение они получили в сфере обработки металла, например, в следующих отраслях:
- авто-, судо-, самолето-, вагоно-, локомотивостроение;
- космический и военно-промышленный комплексы;
- изготовление рекламных, строительных, транспортных и пр. металлоконструкций;
- машиностроение;
- ювелирное производство;
- изготовление предметов быта и дизайна.
Станки для лазерной резки способны не только быстро и точно раскраивать или сваривать материал, но и создавать мелкие детали с высококачественной обработкой поверхности.
Основные типы лазерных резаков
- CO2-лазер
Лазерные резаки на углекислом газе наиболее распространены. Благодаря невысокому энергопотреблению, относительно низкой цене и высокой эффективности, эта технология лазерной резки является наиболее идеальной для потребителей и производителей. Лазерный источник генерируется из газовой смеси, которая в основном состоит из диоксида углерода. С помощью CO2-лазера вы можете обрабатывать дерево, кожу, акрил, стекло, пластик, пенопласт, резину и картон.
С помощью CO2-лазера вы можете обрабатывать дерево, кожу, акрил, стекло, пластик, пенопласт, резину и картон.
- Волоконный лазер
Относится к твердотельным лазерам. Лазерный источник, усиленный с помощью специальных стеклянных волокон или кристаллов, имеет высокую интенсивность. В основном используется для лазерной маркировки изделий, хорошо работает с металлом, керамикой, композитными материалами, а также менее твердыми, такими как дерево, пластик кожа, акрил, резина и картон.
- Полупроводниковый (неодимовый) лазер
Относится к твердотельным лазерам. Лазерный источник легирован неодимом или другими редкоземельными элементами, имеет гораздо меньшую длину волны и более высокую интенсивность по сравнению с лазерами на CO2. Используется для резания прочных материалов: металла, керамики, композитных материалов, а также для маркировки продукции.
Техника лазерной резки
- Векторная резка
Лазерный луч подается непрерывно, разрезая материал напрямую.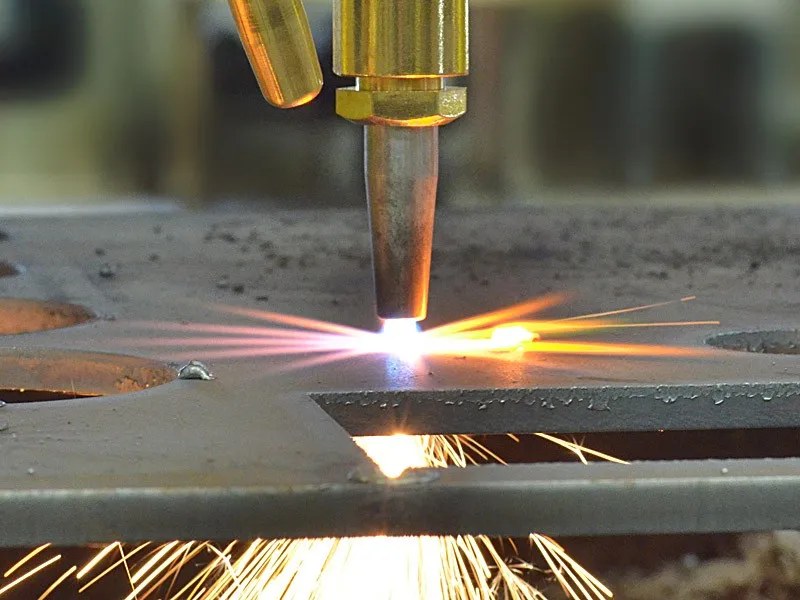 Эта техника используется исключительно для векторной графики и резки линий. Применяется для всех видов материала.
Эта техника используется исключительно для векторной графики и резки линий. Применяется для всех видов материала.
- Растровая гравировка
Выжигается только верхний слой материала без его прорезки. Элементы дизайна гравируются на поверхности, создавая растровый эффект. Применяется, в основном, для работы с деревом или кожей.
- Векторная гравировка
Лазерный луч испаряет материал, создавая рельефную поверхность. Применяется для многих видов материала.
Основные виды лазерных станков с ЧПУ
- Настольные лазерные граверы
Предназначены для индивидуальных предпринимателей. Имеют небольшие размеры, но относительно невысокую мощность. Способны наносить плоские и объемные изображения на поверхность, а также выполнять резку различных материалов (кроме металлов).
- Лазерно-гравировальные станки отличаются настольным или напольным исполнением, а также размерами рабочего стола. Предназначены для промышленного производства: скоростная лазерная резка и раскрой материалов (включая широкоформатные), а также высококачественная гравировка поверхности материала.
- Компактные лазерные маркеры

Предназначены для скоростной обработки объемных изделий с нанесением качественного изображения.
Лазерная резка или 3D-печать?
В некоторых случаях лазерная резка более выгодна, чем 3D-печать, например, она обеспечивает большие возможности для работы на плоскости. Материалы сохраняют свои механические свойства после резки или гравировки. Однако 3D-печать эффективнее для создания объемных прототипов.
Программное обеспечение
Adobe Illustrator и AutoCAD являются идеальными 2D-программами для технологии лазерной резки. Для 3D-дизайна подойдут Solidworks, Autodesk Fusion, Autodesk Inventor.
Окупаемость оборудования
При интенсивной загрузке оборудование окупается за 1-2 года. Если вам необходимо изготовить единичные изделия для тестирования рынка, то можно не тратиться на покупку лазерного резака, а воспользоваться услугами компании, специализирующейся на лазерной резке.
Лазерный гравировальный станок для металла
Лазерная маркировка стала сегодня одним из самых популярных производственных процессов, особенно для производителей и поставщиков услуг, работающих с металлами. Добавление сложных рисунков на металлические листы теперь можно выполнить за считанные минуты благодаря мощным лазерным установкам. Многие отрасли также выигрывают от повышения эффективности резки и гравировки металлов:
- Авиация
- Автомобилестроение
- Аэрокосмическая промышленность
- Общее производство товаров
- Промышленное производство
- Медицинская техника
- Электроника
- Производство полупроводников
Thunder Laser Высококачественные машины для лазерной маркировки USA могут удовлетворить производственные потребности этих отраслей.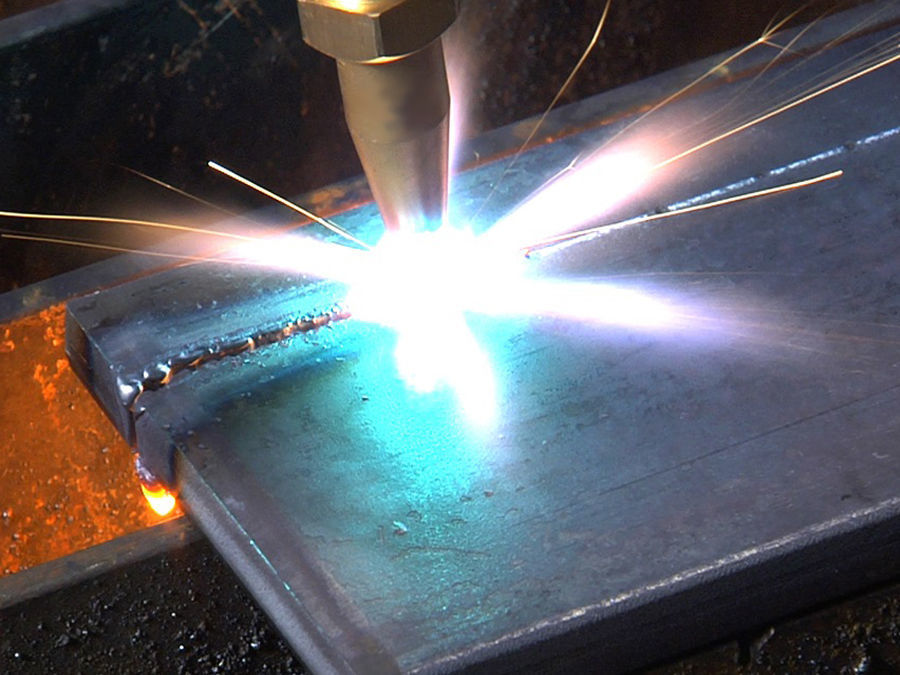 Мы оснастили нашу линейку продуктов новейшими технологиями лазерной обработки, системой ThunderCAM, надежными вращающимися роликами, а также просторными и универсальными рабочими местами.
Мы оснастили нашу линейку продуктов новейшими технологиями лазерной обработки, системой ThunderCAM, надежными вращающимися роликами, а также просторными и универсальными рабочими местами.
С помощью лазерной маркировки металла Thunder Laser USA производители могут избежать простоев, получить чистую отделку и повысить эффективность по всем направлениям.
Лазерная маркировка металла для малых и средних предприятийЛазерные технологии извлекают выгоду не только из крупных отраслей промышленности. Малые и средние предприятия также могут многое выиграть от владения станком для лазерной резки и маркировки.
Могут ли малые и средние предприятия позволить себе станки для лазерной резки? Мы понимаем озабоченность, стоящую за этим вопросом, и вот наш прямой ответ: Да, малые и средние предприятия могут позволить себе станки для лазерной резки и гравировки, особенно если они покупают у Thunder Laser USA:
- Цена: Мы предлагаем одни из самых доступных в отрасли станков для лазерной маркировки металлов, и мы делаем это, поддерживая высокие стандарты качества и производительности продукции.
- Характеристики: Мы не просто разрабатываем лазерные станки; мы настраиваем их. Когда вы покупаете продукт Thunder Laser, вы можете быть уверены, что каждая его особенность и функция имеют отношение к вашему производственному процессу.
- Производительность: Поскольку мы уделяем особое внимание функциям, которые вам нужны, вы можете производить металлические изделия с впечатляющей скоростью и качеством.

Многие лазерные станки используют CO2-лазеры для резки, травления или гравировки рисунков на различных материалах, таких как дерево, бумага и резина. К сожалению, системы лазерной резки CO2 не режут, не травят и не гравируют металл так же хорошо, как другие материалы. Для этого вам понадобится другой тип лазера: станок для резки волоконным лазером.
Чем волоконный лазер лучше подходит для резки металлов? Его фокусный диаметр чрезвычайно мал и может создавать высокоинтенсивный выходной сигнал. Высокоточные станки для волоконной лазерной резки работают не только с маркировочным составом, как станки для лазерной резки CO2; они также могут безопасно резать и гравировать металл.
Высокоточные станки для волоконной лазерной резки работают не только с маркировочным составом, как станки для лазерной резки CO2; они также могут безопасно резать и гравировать металл.
Вот как это работает. Каждая машина имеет лазерную головку, которая содержит стратегически расположенные зеркала и фокусную линзу. Машина производит пучок света высокой интенсивности и направляет его через фокальную линзу (с помощью преломляющих зеркал). Луч выходит через наконечник лазерного источника на поверхность металлического листа или предмета в зоне резки.
Ваш рисунок наносится на металл до того, как он попадет под лазерный луч, с помощью маркировочного состава, такого как Enduramark или Cermark. Он также вводится в память компьютера станка для лазерной резки. Когда лазер проходит по окрашенной поверхности, он навсегда вжигает рисунок в металл.
Луч, создаваемый лазерной трубкой, невидим невооруженным глазом. То, что вы увидите, это лазерная головка, движущаяся с высокой скоростью, направляя лазерный луч в соответствии со схемой, запрограммированной в компьютере.
Толщина резки играет важную логистическую роль в материалах, которые можно резать газовым лазером. При правильной толщине в процессе лазерной маркировки можно использовать следующие металлы:
- Сталь
- Алюминий
- Сплав
- Свинец
- Магний
- Цинк
- Медь
- Железо
Когда дело доходит до лазерной резки, некоторые материалы превосходны благодаря своей эстетической привлекательности, в то время как другие ценятся за совершенные технические детали. Читайте дальше, чтобы узнать больше о различных металлических и неметаллических материалах и о том, как их использовать с лазерным резаком.
Алюминий
Алюминий имеет наилучшее соотношение прочности и веса, поэтому он используется в аэрокосмической технике, но его поверхности очень острые и легко царапаются.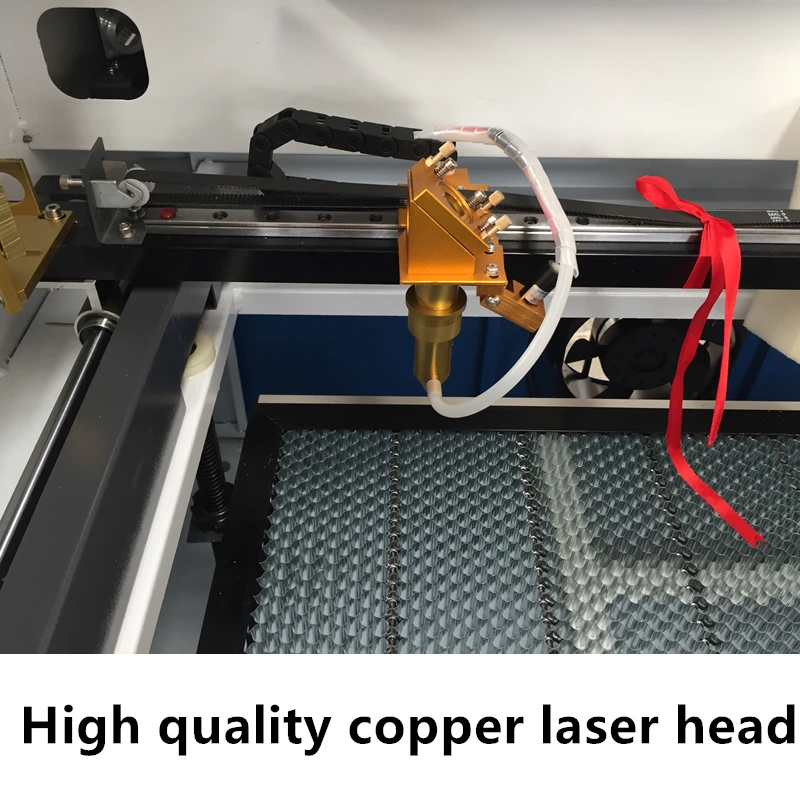 Тем не менее, все еще можно красить, шлифовать, шелкографию и полировать алюминий, чтобы улучшить отделку.
Тем не менее, все еще можно красить, шлифовать, шелкографию и полировать алюминий, чтобы улучшить отделку.
Нержавеющая сталь
Нержавеющая сталь идеально подходит для маркировки инструментов, столовых приборов, ручек и других предметов, требующих исключительной прочности. Его легко стерилизовать, его можно красить, сверлить и пилить. Тот факт, что он изготовлен из смеси хрома, никеля и стали, означает, что он может выдерживать суровые условия и противостоять ржавчине. Это лучше всего подходит для долговечных технических деталей, а не для красивых.
Необработанная сталь
Необработанная сталь устойчива к большинству термических и механических воздействий, но ее поверхность шероховатая и странно реагирует на лазерную установку. Таким образом, его лучше всего использовать для чисто структурных работ в автомобильной, архитектурной и строительной отраслях.
Акрил
Акрил предназначен исключительно для декоративных работ с красивыми, блестящими, обработанными и гладкими краями.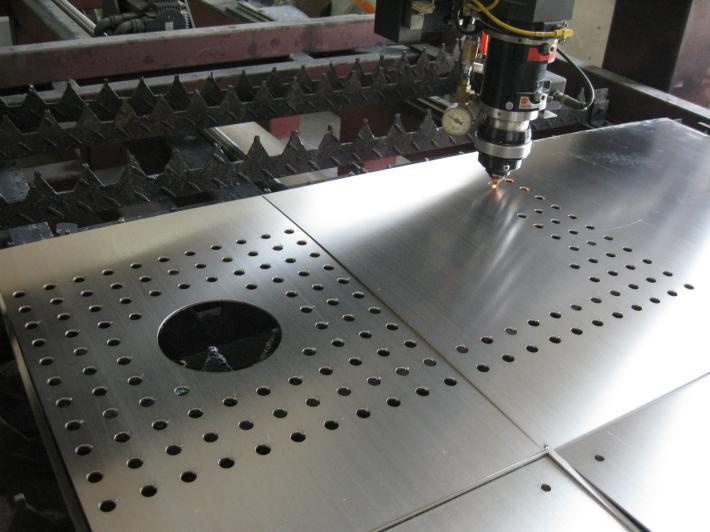 Он доступен практически в неограниченном количестве цветов, от прозрачного до полупрозрачного и непрозрачного. Этот материал идеально подходит для таких предметов, как цепочки для ключей, фирменные знаки и другие декоративные элементы.
Он доступен практически в неограниченном количестве цветов, от прозрачного до полупрозрачного и непрозрачного. Этот материал идеально подходит для таких предметов, как цепочки для ключей, фирменные знаки и другие декоративные элементы.
МДФ
МДФ является универсальным материалом, поскольку его связующие вещества из воска и смолы позволяют использовать его для технических и декоративных целей. Хотя стороны могут немного обесцвечиваться, это легко исправить. МДФ можно использовать для мебельных конструкций, вкладышей в ящики и эстетических предметов.
Фанера
Фанера — еще один материал, который может выполнять множество технических и декоративных функций. Он легкий, водостойкий и гибкий, поэтому художники и дизайнеры могут использовать его для изготовления множества предметов, таких как столы, стулья, абажуры, колонки и столы.
Лучший лазер для лазерной маркировки и резки неметаллов Технология CO2-лазера более доступна, чем станки для резки металла с волоконным лазером, и она работает с широким спектром материалов. Хотя последний обеспечивает высокую скорость резки и лучше подходит для резки таких металлов, как углеродистая сталь и другие листовые материалы, нет никаких сомнений в том, что CO2 подходит для резки мягкой стали и тонких листов металла. Лазеры CO2 также являются лучшим выбором, когда речь идет об акриле, МДФ, ткани и картоне.
Хотя последний обеспечивает высокую скорость резки и лучше подходит для резки таких металлов, как углеродистая сталь и другие листовые материалы, нет никаких сомнений в том, что CO2 подходит для резки мягкой стали и тонких листов металла. Лазеры CO2 также являются лучшим выбором, когда речь идет об акриле, МДФ, ткани и картоне.
Лазерные станки лучше всего подходят для создания рисунков на металле:
- Гладкая и четкая маркировка
- Работает с широким спектром металлов
- Быстрое производство
Thunder Laser USA имеет еще одно преимущество: наши станки более доступны по цене, чем станки для лазерной резки с ЧПУ и другие имеющиеся в продаже модели, а дополнительные эксплуатационные расходы ниже.
Мы избавляемся от вирусов, которые делают большинство станков для лазерной резки металла дорогими. Мы настраиваем вместо этого станок , что делает его наилучшим образом подходящим для ваших производственных нужд . Результатом является качественный лазерный станок, который приносит реальную пользу вашему бизнесу.
Результатом является качественный лазерный станок, который приносит реальную пользу вашему бизнесу.
Лазерный резак для дерева, акрила и металла
Лазерные резаки JustLaser
Эффективные станки для лазерной резки
Самые быстрые крупноформатные лазерные граверы со скоростью до 8,3 метра в секунду, скорость до 8,3 метра в секунду
900 900 иметь самый быстрый станок лазерной резки для гравировки больших площадей на рынке (от рабочей зоны 1320 x 1270 мм). Это означает, что вы можете добиться более высокой производительности при высочайших стандартах качества — качество резки и гравировки устанавливает беспрецедентные стандарты.
Большая гибкость с лазерным резаком
Вы сами решаете, какие материалы резать, а не лазерный резак: независимо от того, металл это, дерево, акрил или алюминий. Благодаря большому лазерному резаку JustLaser вы можете настроить свои приложения в любое время.
Интеллектуальный экстрактор осей
Экстрактор осей поддерживает чистоту лазерной головки при гравировке или резке любого материала, поэтому ее не нужно чистить. При разработке лазерной головки особое внимание уделялось тому, чтобы вес был как можно меньше, чтобы уменьшить массу маховика. Это означает, что мы можем достичь более высокой скорости гравировки и снизить затраты на техническое обслуживание.
При разработке лазерной головки особое внимание уделялось тому, чтобы вес был как можно меньше, чтобы уменьшить массу маховика. Это означает, что мы можем достичь более высокой скорости гравировки и снизить затраты на техническое обслуживание.
Лазер класса 2 с сертификацией CE
Благодаря продуманной концепции безопасности большой лазерный резак JustLaser стал единственным в своем классе открытым большим лазерным резаком, сертифицированным CE для лазера класса 2 (для обработки органических материалов). . Выгоды здесь очевидны: с одной стороны, требуется меньше мер безопасности и курсов обучения сотрудников, а с другой стороны, есть и структурные меры, которые необходимо учитывать. Более подробная информация о лазере класса 2 здесь.
| Приложение | Лазерная гравировка | Лазерная резка | Лазерная маркировка |
|---|---|---|---|
| Акрил | |||
| Пластик ПММА, ПК, АБС, ПП, ПЭ, ПОМ, ПС, ПУ, ПЭТ, нейлон, ПЭС, ПА, ПИ | |||
| Делрин и ПОМ | |||
| Камень | |||
| Дерево МДФ, ХДФ, фанера | |||
| Металл Листовой металл, медь, алюминий | |||
| Анодированный алюминий | |||
| Медь | |||
| Стекло | |||
| Керамика | |||
| Резина и силикон | |||
| Текстиль Полиэстер, фетр, бархат, микрофибра, нейлон, натуральное волокно, шерсть, шелк | |||
| Кожа и искусственная кожа | |||
| Меламин | |||
| Бумага | |||
| Картон | |||
| Пенополистирол |
- Станок для лазерной резки JustImproved
- Оборудование для лазерной резки
- Станки лазерной резки от JustLaser
- Лазерная резка с помощью нашего лазерного резака
- Технические данные лазерного резака
- Станок лазерной резки для
- Операция лазерной резки
- Программное обеспечение для лазерной резки
- Что такое лазерная резка?
- Как работает лазерная гравировка
- Есть вопросы о лазерном резаке от JustLaser?
justImproved Станок для лазерной резки
Дополнительное оборудование для лазерного резака
РЕЗКА МЕТАЛЛА С ПОМОЩЬЮ СТАНКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ
Вы можете легко дополнить свой лазерный станок устройством для резки металла. Предоставьте своим клиентам еще больше аппликаций из дерева, акрила, металла и многого другого! Наша емкостная лазерная головка собственной разработки всегда гарантирует правильную фокусировку и оптимальные результаты резки.
Предоставьте своим клиентам еще больше аппликаций из дерева, акрила, металла и многого другого! Наша емкостная лазерная головка собственной разработки всегда гарантирует правильную фокусировку и оптимальные результаты резки.
КОРПУС – ИСКЛЮЧИТЕЛЬНО ДЛЯ ЛАЗЕРНОГО РЕЗКА JUSTLASER LARGE 13,12 Л
В дополнение к опции для резки металла вы также можете выбрать комплектный корпус исключительно для лазерного резака JustLaser Large 13,12 л. Таким образом, вся лазерная установка заключена в кожух и, благодаря системе блокировки, активна только при закрытых дверях.
Z12 – Ось ДЛЯ ВЫСОКИХ МАТЕРИАЛОВ
Опция Z12 позволяет размещать под лазерным резаком заготовки высотой до 30 см, например, большие каменные заготовки.
ОПТИЧЕСКАЯ КАМЕРА ДЛЯ ВАШЕГО ЛАЗЕРНОГО РЕЗЧИКА
С нашим дополнительным пакетом k-vision мы предлагаем сложное аппаратное и программное решение, позволяющее точно резать печатный материал.
РОТАЦИОННАЯ ГРАВИРОВКА ДЛЯ ЛАЗЕРНОГО РЕЗКА
Благодаря ротационному гравировальному устройству вы можете использовать большой лазерный резак JustLaser для резки труб, гравировки стаканов и бутылок, а также для резки и гравировки закругленных и цилиндрических заготовок.
Различные размеры для вашего лазерного резака Justlaser:
Оборудование для лазерного резания
Лазерные режущие машины с большими преимуществами
Гипер-двойное движение
. Гипер-демориальная система для гипер-демориальной системы для гипер-демориальной системы для портальной системы для портала для гипер-динаальной системы для гипер-демориальной системы. наш лазерный резак имеет серводвигатель EC с каждой стороны, который перемещает портал с помощью звездочки и (фиксированного) зубчатого колеса. Два двигателя идеально синхронизированы друг с другом, благодаря чему ось работает плавно и без проблем. Надежная механическая конструкция больших размеров может преобразовывать высокие, даже скачкообразные крутящие моменты от серводвигателей в сильное ускорение с одновременным точным позиционированием и длительным сроком службы. Точность позиционирования и повторения реализована с точки зрения технологии управления с помощью 24-битных энкодеров двигателей и быстрых DSP. Это означает, что мы часто можем превосходить требования наших клиентов в отношении динамики осей и точности.
Это означает, что мы часто можем превосходить требования наших клиентов в отношении динамики осей и точности.
СИСТЕМЫ БЕЗОПАСНОСТИ – ЛАЗЕР КЛАССА 2
Воспользуйтесь преимуществами наших систем безопасности: выключатели аварийного останова, очки для защиты от лазера и герметичный путь луча между источником лазера и наконечником нагнетательного сопла – это лишь некоторые из функций безопасности системы JustLaser. Это и многое другое означает, что большой лазерный резак JustLaser является единственным лазером в своем классе, имеющим официальный сертификат CE для лазера класса 2 (для обработки органических материалов). Больше информации о лазере класса 2 здесь!
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ И ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРА
Каждый большой лазерный резак JustLaser поставляется с высокопроизводительным компьютером с операционной системой Windows. Подключить компьютер к лазеру очень просто благодаря технологии USB и программному обеспечению для лазера KCAM.
УЛУЧШЕННЫЙ ВАКУУМ
Пары, образующиеся в процессе гравировки, могут эффективно поглощаться портальным вакуумом новой конструкции. Благодаря улучшенному вакууму металлические листы могут быть надежно стабилизированы, а любые пары, образующиеся в процессе лазерной резки, могут выводиться наружу.
ПРОГРАММИРУЕМАЯ ПОДАЧА СЖАТОГО ВОЗДУХА
При установке опции резки металла можно одновременно подключить и использовать до трех источников газа. Например, это означает, что вы можете быстро прожигать нержавеющую сталь кислородом и автоматически переключаться на азот для профиля резки. В результате вы получаете блестящую кромку и рез без заусенцев.
СУПЕРИМПУЛЬСНЫЕ ЛАЗЕРНЫЕ ТРУБКИ
Каждый большой лазерный резак JustLaser поставляется с суперимпульсной лазерной трубкой. Это означает большую мощность для ваших приложений, потому что сверхимпульсный режим означает, что лазерные трубки обеспечивают гораздо большую мощность, чем приобретенная мощность в отдельных пиках. Лазерная трубка мощностью 650 Вт может обеспечивать пиковую мощность более 2000 Вт (2,0 кВт) в течение короткого периода времени. Это означает, что сверхимпульсная лазерная трубка может, например, способствовать меньшему потемнению краев среза, поскольку высокая пиковая производительность означает, что материал в зазоре для резки испаряется быстрее, а короткая продолжительность взаимодействия препятствует теплопроводности. Мощность направляется в меньший, определенный объем, что, в свою очередь, означает, что режущая канавка уменьшается.
Лазерная трубка мощностью 650 Вт может обеспечивать пиковую мощность более 2000 Вт (2,0 кВт) в течение короткого периода времени. Это означает, что сверхимпульсная лазерная трубка может, например, способствовать меньшему потемнению краев среза, поскольку высокая пиковая производительность означает, что материал в зазоре для резки испаряется быстрее, а короткая продолжительность взаимодействия препятствует теплопроводности. Мощность направляется в меньший, определенный объем, что, в свою очередь, означает, что режущая канавка уменьшается.
Станки для лазерной резки JustLaser
Применение лазерной резки
Большой лазерный резак JustLaser более гибок в работе с различными материалами, чем другие станки для лазерной резки: он режет и гравирует большое количество материалов и обеспечивает максимальная продуктивность.
Мы предлагаем обучение безопасному обращению с лазерным резаком. Дополнительную информацию об этом можно найти на странице обучения лазерной безопасности.
Лазерная резка с помощью нашего лазерного резака
Для просмотра этого видео включите JavaScript и рассмотрите возможность перехода на веб-браузер, который поддерживает HTML5 видео
Технические характеристики станка для лазерной резки
Вся информация о станке для лазерной резки
Ниже приведен технический паспорт станка для лазерной резки JustLaser Large со сравнением размеров всех моделей.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЛАЗЕРНЫЙ РЕЗАК
Станок для лазерной резки
КРИСТАЛЬНО ЧИСТЫЙ АКРИЛОВЫЙ РЕЗАК
лазерная резка акрила
Управление лазерной резкой
Проверенное программное обеспечение для лазерной резки
KCAM® — это специально разработанный программный пакет для лазерной резки и гравировки.
Благодаря многолетним исследованиям и конструктивным отзывам клиентов KCAM® стал ведущим в отрасли программным обеспечением для лазерной обработки. Программное обеспечение настраивает параметры материала и параметры программного обеспечения в удобном пользовательском интерфейсе.
Вы можете легко подключиться к распространенным программам, таким как CorelDRAW, AutoCAD LT, Adobe Illustrator и многим другим, с помощью инструмента преобразования PDF. KCAM® постоянно развивается, и наши клиенты имеют постоянный доступ к последним обновлениям программного обеспечения.
Независимо от того, имеете ли вы дело с толстым акрилом или тонким, чувствительным текстилем: KCAM® предлагает вам быстрые и точные результаты для необходимого вам лазерного контроля.
Программное обеспечение для лазерной резки
ХАРАКТЕРИСТИКИ KCAM®
Расчет времени обработки
Оценщик времени, встроенный в программное обеспечение KCAM, автоматически рассчитывает время работы загруженного файла. Этот практичный инструмент упрощает участие в торгах.
Этот практичный инструмент упрощает участие в торгах.
Несколько векторных слоев
Программное обеспечение KCAM имеет несколько цветов линий, которые доступны с независимо устанавливаемыми параметрами. Цвета можно активировать или деактивировать с помощью галочки.
Правильная работа
Вы хотите пропустить три части, сократить несколько строк в гравюре или снова вырезать вектор. Не проблема с программным обеспечением KCAM.
Система пауз
В программном обеспечении KCAM можно настроить большое количество автоматических пауз. Это позволяет оптимально контролировать рабочий процесс вашей системы.
Функции массива
С помощью функций массива вы можете быстро создавать копии отдельных частей и заполнять весь лист точно расположенными частями.
Загрузка и сохранение параметров
Легко создавайте собственную библиотеку настроек для различных материалов, с которыми вы работаете. Здесь вы можете сортировать по имени файла или создавать папки для организации пользовательских библиотек наилучшим образом.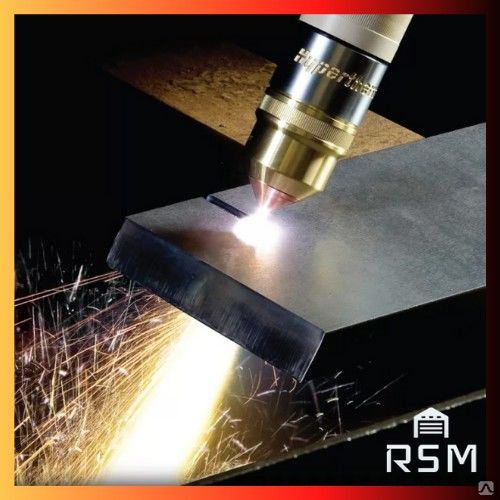
Что такое лазерная резка?
Процессы лазерной резки – лазерная пламенная резка, лазерная резка плавлением и сублимационная резка – зависят от материала, из которого изготовлена заготовка.
ЛАЗЕРНО-ПЛАМЕННАЯ РЕЗКА
При лазерной пламенной резке в качестве режущего газа и дополнительного источника энергии используется кислород, благодаря чему горение происходит в определенном месте при плавлении материала с помощью лазерного резака. При лазерной газовой резке необходимо проводить постобработку, так как, в отличие от лазерной резки плавлением, процесс приводит к окислению кромок, что приводит к образованию заусенцев. В идеале, однако, образования заусенцев можно избежать, если правильно задать параметры лазера.
ЛАЗЕРНАЯ РЕЗКА ПЛАВКОЙ
При лазерной резке плавлением металл – часто алюминиевые сплавы или нержавеющая сталь – расплавляется под действием нагрева лазерного луча. При этом в место резки обычно вдувают инертный газ, чтобы предотвратить окисление краев. Поскольку это не приводит к образованию заусенцев, этот процесс подходит для всех инструментов, которые не требуют дальнейшей обработки или для которых не требуются изменения материала. Для этого метода обычно подходит высокопроизводительный твердотельный лазер.
Поскольку это не приводит к образованию заусенцев, этот процесс подходит для всех инструментов, которые не требуют дальнейшей обработки или для которых не требуются изменения материала. Для этого метода обычно подходит высокопроизводительный твердотельный лазер.
СУБЛИМАЦИОННАЯ РЕЗКА
Особенность сублимационной резки заключается в том, что лазерная машина заставляет материал немедленно испаряться, не переходя в жидкое состояние. Это создает особенно тонкий рез без заусенцев. Этот процесс часто используется для медицинской техники.
Как работает лазерная гравировка
В отличие от механической гравировки, при которой материал удаляется царапаньем, прокалыванием или долблением, лазерная гравировка выполняется с помощью энергии лазерного луча, который испаряет поверхность.
ЛАЗЕРНАЯ ГРАВИРОВКА
При лазерной гравировке лазер с цифровым управлением нагревает поверхность обрабатываемого материала настолько, что он испаряется на определенную глубину, создавая прочную и устойчивую к истиранию гравировку.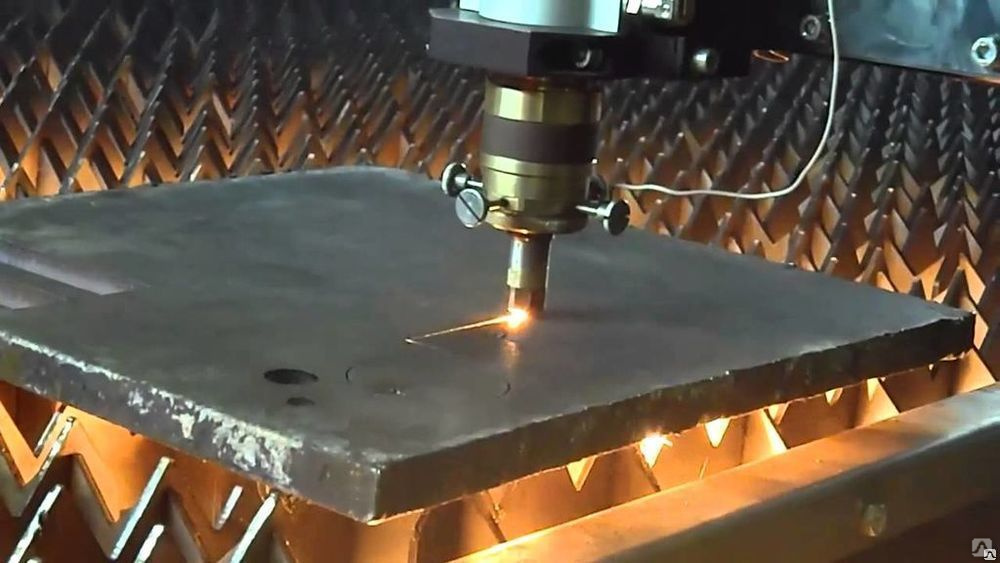 Интеллектуальная лазерная технология большого лазерного резака JustLaser покоряет людей своей максимальной точностью повторения — не требуются ручные навыки или дополнительные инструменты.
Интеллектуальная лазерная технология большого лазерного резака JustLaser покоряет людей своей максимальной точностью повторения — не требуются ручные навыки или дополнительные инструменты.
АБЛЯЦИЯ
Белые метки можно наносить на анодированный алюминий с помощью CO2-лазеров и волоконных лазеров. Установить параметры для этого очень просто. Соли хромофорных металлов подвергаются термической коррозии при повышении температуры, что означает, что надпись белая. На естественном анодированном алюминии (т. е. с металлическим блеском, но без цвета) и на чистом алюминии могут быть нанесены темные или светлые надписи. В анодированном алюминии сохраняется исключительно механически прочный, химически стойкий и неэлектропроводный слой оксида алюминия.
С окрашенных металлов или пластиковых ламинатов (не менее 2 слоев) слой краски или верхний слой пластика можно удалить с помощью CO2-лазера, часто не оставляя следов.
Есть вопросы о лазерном резаке от JustLaser?
Свяжитесь с нами!
Основы лазерной резки металла
Методы субтрактивного производства являются типичными операциями для изготовления деталей в промышленности. Одним из основных примеров таких методов является лазерная резка листового металла — важная производственная процедура.
Одним из основных примеров таких методов является лазерная резка листового металла — важная производственная процедура.
Этот процесс фокусирует лазерный луч на поверхности материала, чтобы сжечь, испарить или расплавить материалы и, наконец, получить желаемый результат. Поскольку это точный и точный процесс, он упрощает изготовление компонентов со сложными деталями.
Эта статья представляет собой подробное руководство со всей необходимой информацией о лазерной резке, которая может вам понадобиться, прежде чем вы приступите к работе над своим следующим производственным проектом.
Что такое Лазерная резка листового металла ? Изготовление листового металла является одним из основных методов промышленного производства. Таким образом, лазерная резка листового металла является одной из самых популярных процедур. Лазерная резка использует мощный луч света (лазер) для вырезания плоских и тонких листов металла. Процесс управляется оптикой и технологией числового программного управления (ЧПУ), что обеспечивает высокую точность лазерной резки деталей.
Таким образом, лазерная резка листового металла является одной из самых популярных процедур. Лазерная резка использует мощный луч света (лазер) для вырезания плоских и тонких листов металла. Процесс управляется оптикой и технологией числового программного управления (ЧПУ), что обеспечивает высокую точность лазерной резки деталей.
Технология лазерной резки существует уже более 60 лет, а первая попытка резки металлических листов была предпринята еще в 1960 году.
К 1964 году CO 2 использовать для изготовления сложных деталей, таких как сварка часовых пружин. Автоматизация и высокая точность лазерной резки по сравнению с другими процессами резки сделали ее широко используемой для деликатного производства и крупносерийного производства.
Волоконные лазеры были впервые произведены в 60-х годах, но только в конце 80-х, прежде чем они появились на коммерческом рынке. 1990-е годы считаются золотым веком лазерных технологий, поскольку они уступили место многим мощным лазерам, таким как твердотельные лазеры, которые значительно повысили эффективность и производительность. К началу 2000-х годов услуги лазерной резки стали широко распространенной производственной технологией, используемой в нескольких отраслях, таких как автомобильная и аэрокосмическая промышленность.
1990-е годы считаются золотым веком лазерных технологий, поскольку они уступили место многим мощным лазерам, таким как твердотельные лазеры, которые значительно повысили эффективность и производительность. К началу 2000-х годов услуги лазерной резки стали широко распространенной производственной технологией, используемой в нескольких отраслях, таких как автомобильная и аэрокосмическая промышленность.
Существует три различных типа лазеров для резки материалов в промышленном производстве. Каждый лазерный резак имеет уникальные особенности, которые отличают их от других. С учетом сказанного ниже приводится исчерпывающая информация о трех типах лазерных резаков.
Волоконные лазеры Станки для резки волоконным лазером являются одними из самых мощных устройств для высокоточной резки. Они относятся к твердотельным лазерам, использующим затравочные лазеры для усиления луча специальными стеклянными волокнами. Они эффективны для резки деталей из металлов, сплавов и неметаллов, таких как стекло, пластик и даже дерево. Помимо простых операций резки, они подходят для гравировки металла и отжига.
Они эффективны для резки деталей из металлов, сплавов и неметаллов, таких как стекло, пластик и даже дерево. Помимо простых операций резки, они подходят для гравировки металла и отжига.
Прорези волоконного лазера более обширны, чем другие; это может объяснить их высокую мощность. Они обладают длительным сроком службы не менее 25 000 часов и, следовательно, требуют меньше обслуживания. Они производят одни из самых прочных и стабильных балок. Однако лучше всего они подходят для материалов толщиной менее 20 мм.
CO 2 ЛазерыCO 2 Лазеры производят луч света, пропуская электричество через трубку, заполненную смесью газов. Газовая смесь содержит в основном углекислый газ и инертные газы – гелий и азот, наиболее распространенные формы для лазеров.
Однако они менее эффективны по сравнению с волоконными лазерами. CO 2 Лазерные станки могут резать только неметаллы, такие как дерево, акрил и пластик.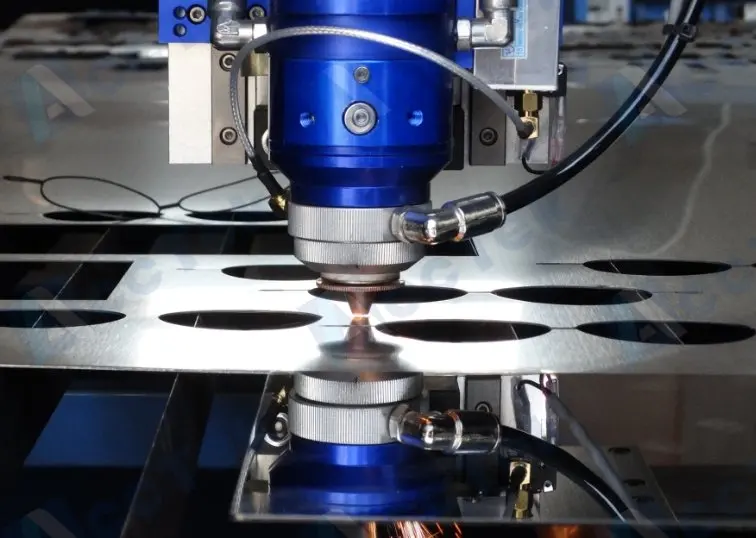 В некоторых случаях они также могут использоваться для лазерной резки листового металла, особенно тонких листов алюминия и некоторых других цветных металлов.
В некоторых случаях они также могут использоваться для лазерной резки листового металла, особенно тонких листов алюминия и некоторых других цветных металлов.
[Возможно, вы захотите узнать разницу между волоконными лазерами и CO2-лазерами.]
Кристаллические лазерыКристаллические лазерные резцы существуют в двух формах: Nd:YAG (алюминиевый гранат, легированный неодимом) и Me:YVO (кристаллы ортованадата иттрия, легированного неодимом, YVO4). Оба являются невероятно мощными режущими устройствами. Тем не менее, они довольно дороги, но их срок службы примерно вдвое меньше, чем у волоконных лазеров — от 8 000 до 15 000 часов. Они подходят для резки металлов с покрытием и без покрытия, неметаллов и пластмасс и даже керамики в определенных условиях.
Три Лазерная резка листового металла Процессы Лазерная резка листового металла — это термический процесс, который включает использование лазерного луча для вырезания деталей из металлического листа. Прежде всего, существует три метода резки листового металла.
Прежде всего, существует три метода резки листового металла.
При резке плавлением используется инертный режущий газ, часто азот или аргон, для выталкивания расплавленного материала из резака. Поскольку используется инертный газ, он предотвращает окисление на режущей кромке, не вступая в реакцию с процессом. Этот процесс подходит для плоских и тонких листов, а также для случаев, когда материал должен соответствовать высоким визуальным требованиям и иметь меньше требований к постобработке.
Пламенная лазерная резкаПламенная резка использует газообразный кислород для удаления расплавленного материала. Это вызывает экзотермическую реакцию, которая объясняет увеличение общего энерговклада в процесс. Этот процесс идеально подходит для резки низкоуглеродистой стали, а также других типов листового металла и легкоплавких материалов, таких как керамика.
Лазерная сублимационная резка Сублимационная резка использует лазер для испарения частей материала с меньшей температурой плавления. Как и при резке плавлением, в качестве режущего газа используются инертные газы – азот, гелий или аргон, что гарантирует отсутствие окислителей на режущих кромках. Несмотря на то, что он медленный, он производит высококачественные края для высокоточной резки.
Как и при резке плавлением, в качестве режущего газа используются инертные газы – азот, гелий или аргон, что гарантирует отсутствие окислителей на режущих кромках. Несмотря на то, что он медленный, он производит высококачественные края для высокоточной резки.
Ниже приведены пять важных преимуществ этой технологии производства.
Высокоточная резкаСветовой луч режет металлы с очень высокой точностью при лазерной резке. Точность и прецизионность, с которой лазер плавит и испаряет материалы, несравнимы со многими другими методами резки. Некоторые инструменты для высечки имеют уровни допуска от 1 до 3 мм, в то время как лазерные резаки режут с точностью до 0,003 мм.
Использование большого количества листов Лазерные резаки позволяют использовать большой процент производственных материалов. Технология практически не оставляет места для отходов – машина максимально увеличивает количество пригодных для использования частей любого металлического листа. Поэтому меньше беспокойтесь о предоставлении лишних материалов; вы можете купить точное количество, зная, что этого будет достаточно.
Технология практически не оставляет места для отходов – машина максимально увеличивает количество пригодных для использования частей любого металлического листа. Поэтому меньше беспокойтесь о предоставлении лишних материалов; вы можете купить точное количество, зная, что этого будет достаточно.
Операции лазерной резки отличаются высокой гибкостью и универсальностью. Один лазерный резак хорошо справляется с различными операциями резки, такими как простые вырезы, сложные со сложными деталями, разметка, сверление и даже гравировка. Поэтому производителям не нужно время от времени заменять инструменты в процессе.
Низкое энергопотребление Лазерные резаки не требуют перемещения различных частей устройства, в отличие от некоторых других станков для резки. Это позволяет им эффективно вырезать куски материала, не потребляя слишком много энергии. В то время как лазерные резаки могут работать с энергией 10 кВт, большинство других процедур могут использовать до пяти раз.
Возможно, вы думаете, что воздействие тепла на материалы при лазерной резке может привести к деформации или деформации деталей или даже к полному повреждению. Что ж, это неправда. Детали, на которые воздействует тепло при лазерной резке, минимальны и не представляют угрозы для устойчивости элементов или компонентов после изготовления.
Недостатки Лазерная резка листового металлаНесмотря на многочисленные преимущества, лазерная резка листового металла имеет несколько недостатков. Давайте обсудим их.
Требуется оператор-специалист Чтобы наилучшим образом использовать лазерные резаки, вам может потребоваться нанять профессионала для управления машиной для изготовления деталей. Например, эксперт быстро обнаружит неисправность или неправильную настройку, которые могут повлиять на производственные процессы или даже на целостность машины.
Хотя лазерная резка может хорошо работать с широким спектром материалов, включая металлические листы, при работе с толстыми металлами рекомендуется использовать другие процедуры резки. Типичные лазерные резаки отлично подходят для резки алюминиевых листов максимальной толщиной 15 мм и стали толщиной 6 мм.
Вредные газыПоскольку лазерные резаки плавят и испаряют материалы, при резке пластика они выделяют значительное количество вредных паров. Следовательно, крайне важно проводить лазерную резку в хорошо проветриваемом помещении или в безопасной рабочей среде.
Высокие первоначальные инвестиции Стоимость высококачественного лазерного резака высока. Типичный лазерный резак может стоить около 3000 долларов, что в два раза превышает стоимость гидроабразивных или плазменных резаков. Чтобы заниматься услугами лазерной резки как бизнес-средством, вам необходимо нести большие первоначальные инвестиции.
Для эффективного использования услуг лазерной резки деталей. Вам необходимо придерживаться приведенных ниже советов для дизайн изделия для лазерной резки .
Ваши данные не могут быть меньше толщины металла
Толщина является важным фактором, который необходимо учитывать при лазерной резке. Это напрямую связано с мощностью лазера. Следовательно, чем больше толщина, тем меньше лазер может проникнуть и разрезать материал. Однако увеличение мощности лазера в разы может увеличить вероятность разрезания такого материала.
Помните о пропиле В конструкции лазера важно помнить о том, что люди называют пропилом. Прорезь — это материал, который испаряется, когда лазерный луч попадает на материал для лазерной резки. Дело не только в лазерной резке. Это видно в других процессах субтрактивной обработки. Лазерная резка пропила происходит за счет толщины лазерного луча. Важно учитывать это на этапе проектирования.
Важно учитывать это на этапе проектирования.
Правильный выбор материала — это самое важное, на что следует обратить внимание перед операцией лазерной резки. Выбор материала зависит от свойств, которыми должен обладать конечный продукт. Например, материалы имеют разные свойства с точки зрения жесткости, прозрачности и гибкости. В Rapid Direct у вас будет доступ к различным видам лазерной резки листового металла, пластика, бумаги и т. д.
Интервалы важны Интервалы очень важны при лазерной резке, чтобы устранить ошибку и получить наилучший результат. Минимальное расстояние должно быть равно толщине материала. Например, при лазерной резке листового металла, если толщина листового металла составляет 2 мм, расстояние между двумя путями составляет 2 мм. Это также важно, если вы собираетесь работать с различными конструкциями из листового металла, вырезанными лазером.
Не все лазерные операции требуют вырезания текста. Однако, если вам нужно включить текст, вы должны расставить буквы текста и написать их в большом формате. Это для более плавной работы и лучшего результата. Если буквы стоят близко, они могут перекрываться, что приводит к неразборчивой надписи.
Знание приведенных выше советов может помочь снизить затраты на изготовление листового металла .
Должен ли я инвестировать в станок для лазерной резки или выбрать услугуОт простых производителей оборудования до крупных компаний, таких как аэрокосмическая и автомобильная промышленность, услуги лазерной резки имеют решающее значение для различных производственных операций. Этот метод является эффективной и высокоэффективной процедурой, подходящей для широкого спектра материалов.
Тем не менее, разумным выбором для небольших производственных компаний является выбор услуги, а не инвестирование в машину, поскольку это отличный способ сэкономить средства, но при этом предложить клиентам качество. Однако при наличии средств инвестиции в станки для лазерной резки могут быть очень прибыльными из-за многочисленных преимуществ, которые дает это устройство.
Однако при наличии средств инвестиции в станки для лазерной резки могут быть очень прибыльными из-за многочисленных преимуществ, которые дает это устройство.
В любом случае, выбор зависит исключительно от производителя. Но если вы решите нанять услугу, свяжитесь с RapidDirect — экспертом в предоставлении услуг лазерной резки листового металла.
Ваши онлайн-услуги лазерной резки деталей из листового металлаВы ищете компанию, которая гарантирует качественные услуги лазерной резки? Тогда RapidDirect — это именно то, что вам нужно для вашего производства.
Мы являемся надежной компанией, предоставляющей услуги по изготовлению листового металла для быстрого прототипирования и индивидуального производства. Мы гарантируем высококачественные услуги лазерной резки листового металла, а также предлагаем экономичные и оперативные решения в соответствии с вашим запросом.
Мы также предлагаем как мелкосерийные прототипы, так и крупносерийное производство. С RapidDirect вы можете быть уверены, что ваши продукты не будут иметь проблем с изготовлением листового металла, даже при работе с нестандартными продуктами со сложными деталями. Более того, мы также предлагаем одни из лучших услуг в области обработки с ЧПУ, 3D-печати, литья под давлением и литья под давлением.
С RapidDirect вы можете быть уверены, что ваши продукты не будут иметь проблем с изготовлением листового металла, даже при работе с нестандартными продуктами со сложными деталями. Более того, мы также предлагаем одни из лучших услуг в области обработки с ЧПУ, 3D-печати, литья под давлением и литья под давлением.
Возможно, вы не хотите использовать лазерную резку и не знаете, как вырезать формы из листового металла; Ниже приведены другие высококачественные варианты для ваших производственных нужд.
Электроэрозионная обработка Электроэрозионная обработка Электроэрозионная обработка, как и лазерная резка, использует тепловую энергию для удаления кусков материала. Он использует электрические разряды (искры), чтобы вырезать из материала нужную форму. По сравнению с лазерной резкой электроэрозионная обработка обеспечивает лучшую чистоту поверхности с меньшей зоной термического влияния. Также он подходит для резки закаленных кусков материала.
Также он подходит для резки закаленных кусков материала.
Фрезерование с ЧПУ предполагает использование высокоскоростных фрез для придания формы материалам. Фрезерные операции хорошо работают с металлами, сплавами и неметаллами. Как и лазерная резка, они представляют собой высокоточный субтрактивный производственный процесс. Основное различие между этими двумя процессами заключается в том, что при фрезеровании используются режущие инструменты — вращающиеся фрезы для вырезания или придания формы рисункам, а при лазерной резке используются лучи света, лазерное плавление или выжигание формы рисунка.
Гидроабразивная резкаГидроабразивная резка — это технология производства, при которой для резки куска материала используется вода или смесь воды и абразивных веществ под высоким давлением.
Ниже приведено сравнение гидроабразивной и лазерной резки.
- Лазерные резаки могут гравировать цифры или знаки, тогда как гидроабразивная резка позволяет только резать.