Что такое «контактное зажигание дуги» (TIG LIFT)?
Чтобы начать сварку TIG, необходимо переключить аппарат в режим сварки TIG. Электрическая дуга возбуждается при соприкосновении электрода с изделием:— Газовое сопло горелки и наконечник вольфрамового электрода необходимо осторожно установить на изделие (протекает ток контактного зажигания, независимо от настроенного значения основного тока).
— Опираясь на газовое сопло, повернуть горелку, пока между наконечником электрода и изделием не останется зазор 2-3 мм (возбуждается дуга, значение тока поднимается до настроенного значения).
— Увеличить длину дуги до рабочего значения.
Как подобрать сварочный электрод?
Сварочный электрод состоит из металлического стержня и электродного покрытия.
Металлический стержень электрода должен быть схожим по химическому составу с металлом свариваемых деталей.
Выбор диаметра электрода во многом зависит от толщины свариваемого изделия.
В таблице представлены рекомендации для нижнего положения шва.
ТОЛЩИНА МЕТАЛЛА, мм | ДИАМЕТР ЭЛЕКТРОДА, мм |
2-3 | 1,6; 2,0 |
2-5 | 2,0; 2,5; 3,0; 3,2; 4,0 |
5-8 | 3,0; 3,2; 4,0; 5,0 |
Для чего существуют данные функции ARC FORCE, ANTI-STICK, HOT START?
- ARC FORCE — стабильность горения дуги.
- ANTI-STICK — препятствие залипанию электрода.
- HOT START — легкое возбуждение сварочной дуги.
Что необходимо для стабильного горения дуги?
Для стабильного горения дуги нужно избегатьСварка короткой дугой | Возможно залипание электрода |
Ржавый, с окалинами или загрязненный металл | Затруднен поджиг дуги |
Подводка тока далеко от места сварки | Большое сопротивление |
Нахождение у места сварки большого количества ферромагнитных масс | Отклонение дуги в сторону внешнего источника магнитных масс |
Большое расстояние между электродом и свариваемым изделием | Невозможен поджиг дуги из-за большого воздушного промежутка |
Какие газы используются для полуавтоматической сварки?
При полуавтоматической сварке используются следующие защитные газыУглекислота (углекислый газ — 100%СО2.
Существует пищевая и техническая.
Техническая более предпочтительна, т.к. содержит значительно меньшее количество влаги. Углекислота наиболее доступна и более дешевая. Применяется для сварки только углеродистой стали.
Смесь газов — аргон плюс углекислота в различных пропорциях (80% Аr + 20% CO2; 92% Ar+ 8% СО2; 98% Ar + 2% CO2 и др.)
Самой популярной и распространенной является смесь 80%/20%. Данная смесь используется для сварки углеродистой стали, иногда и для нержавеющей стали.
Для сварки алюминия применяется аргон 100% Ar.
Как выбрать полярность при полуавтоматической сварке проволокой?
Полуавтоматическая сварка сплошной проволокой производится в среде защитного газа СО2 или смесях (например, Аr + CO2).
Как правило, проволока покрывается тонким слоем меди для лучшего скольжения и электрического контакта. Наиболее распространенная сварочная проволока — Св -08Г2С или импортные аналоги SG 2, SG 3.
При полуавтоматической сварке сплошной проволокой применяется обратная полярность (сварочная горелка подключается к положительному выводу).
Полуавтоматическая сварка флюсовой проволокой производится без применения защитного газа или смесей, так как она имеет покрытие, которое выполняет функции, аналогичные обмазке штучного электрода. Что такое «синергетика»?
СИНЕРГЕТИКА — наука о способности системы к самоорганизации. Сущность синергетики в применении к сварочному процессу сводится к упрощенной процедуре настройки и оптимизации параметров режима сварки.
Полуавтоматы MIG/MAG с синергетическим управлением содержат библиотеку программ, занесенную в память. Все параметры устанавливаются автоматически за счет встроенного программного обеспечения.
Что такое «заварка кратера»? Как правильно ее проводить?
Правильная заварка кратера при обрыве дуги — окончании сварки играет важную роль в сварочном процессе. В зоне кратера скапливается наибольшее количество вредных примесей, образовавшихся в процессе кристаллизации металла.
В этой зоне трещины образуются наиболее часто. Если сварка закончена, то при обрыве дуги не рекомендуется резко отводить электрод от изделия. Перемещения электрода следует прекратить, и до обрыва медленно удлинять дугу. Такой прием способствует заполнению кратера электродным металлом.
Популярные сварочные аппараты нашего магазина:
Советы начинающим
- При использовании удлинителя
- Не используйте обычные бытовые удлинители.
- Сечение жил не должно быть меньше 3,5 — 5 мм2
- Чем больше длина кабеля и меньше сечение, тем больше потери напряжения
- ВАЖНО!!! Удлинители на катушках обязательно полностью разматывайте.
- Перед сваркой не спешите сразу взять электрододержатель, для начала подсоедините клемму массы и осмотрите место планируемого соединения.
- Если металл имеет явные следы коррозии в предполагаемом месте сварочного шва, то его необходимо зачистить до металлического блеска.
- Клемма массы подсоединяется как можно ближе к планируемому сварочному шву. Никогда не пытайтесь зажечь дугу, не глядя через светофильтр. Лучше начать шов на небольшом удалении от места стыка и потом зачистить его.
- Если дугу не удалось зажечь, то ознакомьтесь с рекомендациями по технике зажигания дуги. Не стоит искать причину в аппаратах, прежде всего, убедитесь, что Вы все сделали правильно.
- Если дуга все также не загорается, то стоит проверить напряжение сети, оно не должно быть меньше 180 В, иначе аппарат не будет работать, т.к. сработает защита.
- Изредка дотрагивайтесь до кожуха аппарата, тем самым, проверяя его температуру. Хотя все аппараты и снабжены термореле, но дополнительная безопасность еще никому не вредила.
- Контролируйте состояние розетки и удлинителя (если используется), а также следите за плотным соединением сварочных проводов к аппарату.
- Не следует использовать сварочные аппараты с IP 21S во влажных помещениях, при осадках на улице и во время образования росы, если Вы работаете вне помещения.
оборудование и сфера применения метода, принцип работы аппарата – Дуговая сварка на Svarka.guru

Среди современных видов надежного соединения металлических конструкций выделяется метод сварки TIG, который применяется в машиностроении, при ремонте автомобилей на СТО, а также на многих других предприятиях, когда нужно сварить детали разной конфигурации. После такого воздействия остаются аккуратные швы, которые не портят внешний облик изделия, но сохраняют его прочность.
Общая информация
TIG сварка — это ручной вид сваривания деталей, при котором применяется неплавящийся электрод из вольфрама, защиту выполняет чистый аргон
. Аббревиатура расшифровывается просто вольфрам плюс защитный инертный газ, а вот что это такое тиг сварка, надо объяснить более подробно. Главную роль играет электрод из вольфрама с большой температурой плавления, поэтому во время работы он практически не изменяет свой конфигурации.Вольфрамовый стержень закрепляется в центре сопла, из которого под давлением выходит аргон, защищающий место сварки от окисления. Сварочная дуга оплавляет металл кромок деталей, присадочную проволоку, формируя прочный шов. Применяя такой вид сварки, новички успешно соединяют детали из алюминия, который трудно поддается такому виду обработки из-за особого строения поверхности.
Изучив на практике, что это такое tig сварка, исполнители, не имеющие опыта в соединении цветных металлов, будут уверенно работать на производстве, потому что инертный газ надежно защитит расплавленный металл от возможного окисления.
Применение на производстве
Такой прогрессивный вид сварки получил широкое использование из-за большой температуры дуги, позволяющей качественное соединение углеродистых сталей и цветных металлов. Исполнитель может с одинаковой уверенностью обрабатывать изделия из чугуна, алюминия и их сплавы, варить тугоплавкие металлы. При сварке конструкций из нержавеющей стали получаются эстетичного вида шовные соединения, которые не требуют дополнительной обработки.
Автомобильные концерны, производители ракетно-авиационной техники, пищевая и нефтеперерабатывающая промышленности — все заинтересованы в приобретении аналогичного оборудования из-за его надежности и качества сварки.
Преимущества и минусы

ТИГ сварка имеет в своем арсенале множество достоинств:
- При нагревании металл деформируется минимально.
- Аргон намного тяжелее молекул кислорода, содержащихся в воздухе, поэтому он вытесняет их из сварочной ванны, не допуская окисления.
- Все виды работ выполнить нетрудно, исполнитель, даже не имея большого опыта, быстро справляется с поставленной задачей.
- Шов получается ровным и аккуратным, не требуется последующая обработка.
- Легко соединяются тугоплавкие металлы и алюминиевые конструкции, считающиеся на производстве проблемными.
- Минимальное негативное воздействие на экологию окружающей среды.
Welding TIG имеет и ряд негативных свойств:
- на открытом воздухе при порывах ветра ее невозможно применить, так как инертный газ выдувается из сварочной ванны;
- требуется тщательная предварительная подготовка кромок деталей;
- проблемы сварки в труднодоступных местах из-за конструкции горелки.
Новички часто задают вопрос — что это за название TIG lift,
Технология выполнения

Перед началом работы надо тщательно зачистить свариваемые стыки, так как посторонние примеси могут нарушить целостность шва, негативно влияя на качество.Для выбора силы тока существуют специальные таблицы, которые для удобства использования размещают на лицевой стороне аппаратов. Оптимальная длина сварочной дуги не более трех и не менее полутора миллиметров. При сварке методом встык ее выход не более 5 мм, а при соединении угловых конструкций — до 8 мм.
Как варить TIG сваркой
Выбирая правильный режим, сварщик уже имеет 50% успеха в прочном соединении конструкции. В таблице приведены варианты подборки диаметра электрода и силы тока, которые напрямую зависят от толщины соединяемых деталей.
| Толщина заготовки, мм | Величина тока, ампер | Размер электрода, мм |
| 1 | 44—56 | 1,5 |
| 2 | 79—91 | 2,0 |
| 3 | 121—150 | 3,2 |
| 4 | 165—190 | 5,0 |
Затем устанавливают вариант полярности: прямую при постоянном токе и обратную при переменном его значении. На качество и скорость сварки влияет острота заточки, а ее угол меняется для соединения толстых металлов.
Чтобы активировать дугу сварщик проводит прутком по поверхности конструкции (принцип зажигания спичек) или используется TIG lift. Бесконтактный вариант возбуждения возможен только при эксплуатации профессионального аналогичного типа оборудования.
Особенности комплектации
Она довольно простая: нужен аппарат, для подсоединения массы и горелки — прочные шланги, редуктор, обеспечивающий регулировку давления защитного газа установливается на газовый баллон. Горелки используются двух видов:
- №1 — металлы толщиной не более 3 мм.
- №2 — для более толстых конструкций.
Величина тока при первом варианте не столь большая, поэтому корпус быстро остывает естественным способом, второй вариант — применяется водяное охлаждение: смесь спирта-этанола и дистиллированной воды циркулирует от аппарата к горелке, охлаждая шланг и корпус, а также защищая их в минусовую погоду от переохлаждения.
Правильное использование инвертора
При аргонной сварке из инвертора своими руками, новичкам полезно узнать некоторые нюансы: вначале настроить аппарат на необходимую силу тока, подключить шланги. Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
| Расход газа, л/мин | Металлы |
| 15—20 | алюминий |
| 10—12 | медь |
| 6—8 | низколегированная сталь |
| 12—14 | сплавы магния |
| 10—12 | никелевые сплавы |
Теперь можно активировать дугу и начинать сварку, добавляя присадочную проволоку для улучшения качества сварки.

Горелку сварщик держит под определенным углом, что позволяет ему визуально правильное выполнение соединения металлов.
Делаем аппарат в домашних условиях

Простой способ — это использовать уже обычный инвертор MMA с подходящими для сварки параметрами, но надо его доработать и перенастроить. В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.
Второй вариант предусматривает изготовление всех компонентов схемы собственноручно — это снижает денежные затраты, но от исполнителя требуются знания и высокие навыки в сборке, изготовлении сложных плат и деталей, а также много свободного времени.
Функциональные режимы
Постоянный ток
К электроду подключают минус, а к конструкции плюс, это позволяет:
- увеличить скорость процесса;
- сварочная ванна получается узкая и глубокая;
- повышать срок эксплуатации неплавящихся электродов.
Аналогичный режим применяют для сварки нержавеющих и высоколегированных сталей.
Переменный ток
Такое подключение позволяет менять полярность в процессе соединения металлов, тем самым разрушая окисную пленку. При этом производят такие регулировки:
- повышая величину обратной полярности, исполнитель улучшает очистку поверхности металла от окисления;
- подача минуса на электрод увеличивает проплавку металла и оптимальную глубину сварочной ванны.
Процесс используется для тугоплавких сплавов и цветных металлов.
Электроды и их характеристики
При TIG сварке применяются стержни, состоящие до 99% из прочного вольфрама, разные добавки способствуют улучшению шовного соединения. Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагреваются при эксплуатации, поэтому срок службы — наиболее продолжительный. Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги. А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
Виды заточки
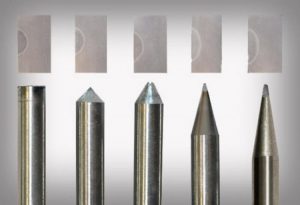
Качество шва зависит от формы обработки: постоянный ток — электроды заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.
Распространенные ошибки
Уменьшение объема электрода происходит при неправильной регулировке силы тока и недостаточном давлении газа, подача которого продолжается не менее 10 секунд после деактивации дуги. Если же газ отключается сразу, то происходит окисление разогретого стержня.
Электрод изменяет цвет из-за небольшой скорости подачи защитного газа, а некачественный шов получается при попадании водяных паров, вследствие неплотного резьбового соединения шлангов, где происходит циркуляция охлаждения.
Техника безопасности
Нарушения правил безопасности ведет к профзаболеваниям исполнителей, возникновению предпосылок к несчастным случаям и травматизму на производстве. При больших объемах сварочных работ они должны проводиться в специальных помещениях или отгороженных кабинах, где устраивается вентиляция для удаления вредоносных газов.
При строительстве зданий устраиваются огороженные площадки, при этом высота щитов должна быть не менее двух метров, сварка в пожароопасных местах производится с неукоснительными соблюдениями требований пожаробезопасности. Оборудование на открытых участках защищается от осадков навесами или укрывается плотным брезентом.

Важно! Аргонодуговую сварку запрещено производить, когда идет дождь, особенно это опасно при грозе, т. к. вероятность поражения электроразрядом высокой силы многократно возрастает.
При сварке цветных металлов выделяется огромное количество вредоносных газов и пыли, что негативно сказывается на здоровье сварщиков, поэтому нужно обеспечить эффективную вытяжку и приточную вентиляцию в помещении. При их оборудовании надо учесть, что вредные примеси удаляются от места проведения сварки под углом и в противоположную от исполнителя сторону.

В. И. Никаноров, образование: ПТУ, специальность: оператор аргонодуговой сварки, опыт работы: с 1995 года: «Начинающие сварщики должны помнить, что здоровье зависит только от вас самих, поэтому никогда не соглашайтесь работать в местах необорудованных надежной вентиляцией — молоко не спасет вас от отравления вредоносными отходами сварки, скопления их в организме».
Выводы
Методика TIG основана на технологичном способе сварки различных металлов при защите от окисления нейтральными газами, с участием присадочной проволоки и неплавящегося вольфрамового электрода. Даже начинающий сварщик свободно соединяет черные и цветные металлы, а также тугоплавкие сплавы. Оборудование позволяет осуществить глубокую сварку различных конструкций, но теоретические знания и профессиональные навыки нужны, как и в любой другой профессии.
TIG сварки | Telwin
A. ВВЕДЕНИЕ
Дуговая сварка инертным газом с неплавящимся вольфрамовым электродом (Tungsten Inert Gas) – это процесс, в котором тепло, необходимое для выполнения сварки, подается электрической дугой, поддерживаемой между не плавящимся электродом и обрабатываемой деталью; электрод, используемый для проведения тока – это вольфрамовый электрод или электрод из вольфрамового сплава. Зона сварки, расплавленный металл и не плавящийся электрод защищены от воздействия атмосферы при помощи инертного газа, подаваемого через горелку, в которой находится электрод. Сварка с применением процесса TIG может вестись с припоем из другого материала (стержень материала припоя) или посредством расплавления материала основы под действием электрической дуги.
B. СВАРОЧНЫЙ КОНТУР
Сварочный контур состоит из следующих основных частей
1. генератор тока
2. горелка, в которой находится вольфрамовый электрод, с пучком кабелей
3. стержень материала припоя
4. газовый баллон с контуром под давлением
5. зажим с кабелем массы
6. узел водяного охлаждения
1. Генератор тока
Генератор – это устройство, чьей задачей является поддержание горящей электрическую дугу, формирующуюся между материалом основы и вольфрамовым электродом, подавая достаточное количество тока для поддержания горящей дуги.
Внутри генератора обычно имеется регулировочное устройство тока сварки механического типа (магнитный шунт) или электронного типа (системы с тиристорами или системы с инвертером).
Можно выделить две категории генераторов:
a) генератор переменного тока AC (alternating current)
Выходной ток/напряжение генератора приобретает типичную форму квадратной волны, меняющей свою полярность через равные интервалы, с частотой 20 или 200 циклов в секунду (Герц) или более, в зависимости от типа используемого генератора. Это достигается при помощи одного или нескольких устройств, которые преобразуют синусоидальный ток/напряжение сети в подходящий для сварки переменный ток/напряжение.
b) генератор постоянного тока DC (direct current)
Выходной ток генератора приобретает форму постоянной волны, получаемую при помощи устройств, которые позволяют преобразование переменного тока/напряжения в постоянный ток.
В том случае, если сварочный контур состоит из генератора постоянного тока (DC), можно ввести дополнительную классификацию, в зависимости от способа соединения полюсов источника сварки со свариваемым материалом или от формы волны тока сварки:
i) постоянный ток с соединением с прямой полярностью
При прямой полярности горелка, с соответствующим кабелем, соединяется с отрицательным полюсом, и свариваемый материал соединяется с положительным полюсом источника; в этом случае электроны переходят от электрода к детали и приводят к плавлению.
Это наиболее часто используемый тип тока с системой TIG. Он гарантирует хорошую сварку почти на всех металлах и обычно свариваемых сплавах, за исключением алюминия. Постоянный ток с прямой полярностью производит узкое и глубокое поле расплава, а также дает более глубокое проникновение по сравнению с получаемым при обратной полярности.
ii) постоянный ток с соединением с обратной полярностью
При обратной полярности горелка, с соответствующим кабелем, соединяется с положительным полюсом, и свариваемый материал соединяется с отрицательным полюсом источника.
Этот тип питания мало используется, поскольку производит плоский расплав с неглубоким проникновением. Обратная полярность приводит к избыточному нагреву электрода; для того, чтобы не вызвать его сгорание, необходимо применять ограниченную силу тока.
С этим связано его незначительное применение. Существует дополнительная группа генераторов, которые определяются как генераторы постоянного тока, независимо от полярности соединений, и точнее генераторы модулированного или импульсного постоянного тока.
Генератор модулированного тока – это генератор постоянного тока, оснащенный особыми устройствами, которые позволяют изменять амплитуду тока сварки. Модулированный или импульсный ток достигается, накладывая на основной постоянный ток другой компонент, обычно квадратные волны, приводя к периодической пульсации дуги. При помощи данной системы достигается сварочный шов, сформированный постоянным наложением друг на друга точек сварки, которые, одна за другой, формируют единый сварочный шов. Обычно этот ток применяется на небольших толщинах, где необходимо контролировать подачу температуры, чтобы избежать прожигания свариваемой детали, не нарушая при этом глубину проникновения сварки.
2. Горелка, в которой устанавливается вольфрамовый электрод с пучком кабелей
Горелка, в которой находится электрод, — это устройство, которое включает вольфрамовый электрод, и соединяется с кабелями, идущими к генератору, которое подает электропитание и направляет защитный газ.
В зависимости от типа использования, существуют горелки с естественным охлаждением, посредством защитного газа, если требуется низкая сила тока, и горелки с водным охлаждением, когда применяется сильный ток (200 — 500 A) и сварка ведется часто.
3. Стержень материала припоя
Толщина материала, тип соединения и необходимые характеристики сварки влияют на решение применять или не применять материал припоя, добавляемый к расплаву. Добавление материала припоя к расплаву при ручной сварке выполняется, погружая стержень материала припоя в зону дуги, рядом с расплавом.
Металл припоя обычно сходен с металлом основы и к нему часто добавляется ограниченное количество раскислителей или других элементов, улучшающих свойства зоны расплава.
4. Газовый баллон с контуром под давлением
Газовый баллон с контуром под давлением состоит из следующих частей:
— баллон с защитным газом
— манометр, прибор, используемый для указания на количество газа внутри баллона
— редуктор давления
— электроклапан, который имеется в том случае, если горелка оборудована кнопкой пуска, управляемой той же кнопкой, которая открывает и закрывает приток газа, в зависимости от потребностей оператора.
5. Зажим с кабелем массы
Зажим с кабелем массы позволяет осуществлять электрическое соединение между генератором тока и свариваемым материалом основы. Кабель должен иметь сечение и длину, соответствующие максимальной силе тока источника сварки.
6. Узел водного охлаждения
Узел водного охлаждения используется для охлаждения горелки, если она охлаждается водой, когда высокие значения сварочного тока приводят к избыточному перегреву. При помощи насоса, узел обеспечивает постоянную циркуляцию воды в горелке и посредством системы охлаждения управляет защитой от перегрева.
C. Защитные газы
Основной функцией защитного газа является замена воздуха рядом с расплавом, электродом и кончиком стержня с металлом припоя, чтобы избежать риска загрязнения вредными веществами, присутствующими в атмосфере.
Физические и химические характеристики газа могут по-разному влиять на сварку, в зависимости от разных типов металла. Защитные газы, используемые для сварки TIG, следующие: аргон, гелий, смеси аргона и гелия и смеси аргона и водорода.
Важно, чтобы эти газы были как можно более чистыми, так как даже незначительное количество примесей может влиять на хорошее качество сварки, делая его неприемлемым.
Во время сварки, используя в качестве защитного газа аргон, дуга остается довольно устойчивой, но расплав менее горячий; поэтому данный газ лучше подходит для сварки небольших толщин.
Следует отметить, что аргон широко применяется из-за своей гораздо более низкой стоимости, по сравнению с гелием; это фактор является особенно значимым при выборе защитного газа.
Дуга с гелием вырабатывает более сильное тепло, по сравнению с аргоном; его использованием рекомендуется для сварки материалов с высокой теплопроводностью, позволяя увеличить скорость сварки.
Поскольку гелий легче воздуха, для создания правильной защиты расплава необходимо его применение в большем количестве, по сравнению с количеством используемого аргона.
Смеси аргона и гелия используются для получения защитного газа с промежуточными характеристиками.
D. Неплавящиеся электроды
В продаже имеются различные типы неплавящихся электродов:
- электроды из чистого вольфрама.
Они используются при более низкой силе тока и при переменном токе, так как дуга является более устойчивой. С точки зрения стоимости, это наименее дорогие электроды. - электроды из торированного (покрытого торием) вольфрама.
Выдерживают высокую силу тока. Дуга легко разжигается и, после розжига, является довольно устойчивой. Применение данных электродов рекомендуется для сварки стали при постоянном токе с прямой полярностью. - электроды из вольфрама с цирконием.
Применение данных электродов рекомендуется для ручной сварки алюминия, магния и его сплавов при средне-низкой силе тока. - электроды с церием.
Они отличаются высоким выделением электронов, позволяя хорошее проникновение и удовлетворительную прочность при износе.
E. Системы розжига дуги
Розжиг электрической дуги происходит благодаря быстрому контакту между вольфрамовым электродом и деталью, или при помощи специального устройства для бесконтактного розжига.
Для того чтобы не загрязнять электрод или чтобы избежать ударов дуги по материалу основы, часто дуга разжигается на чистой пластине (из меди или той же природы, что и материал основы), расположенной рядом со скосом-
Типы розжига дуги, используемые наиболее часто, следующие:
- зажигание HF (высокочастотное). Пилотная искра дается высокочастотным генератором, которая налагает на напряжение сварки импульс высокого напряжения; мощность этого устройства минимальная, но позволяющая на расстоянии произвести розжиг электрической дуги.
Зажигание HF требует использование особой горелки сварки, на которой имеется также кнопка, позволяющая управлять розжигом. - зажигание с пилотной дугой. В этом случае дуга загорается между вольфрамовым электродом и вспомогательным электродом, которым может быть кольцо, помещенное на форсунку самой горелки.
Зажигание пилотной дуги происходит посредством искры высокой частоты, воздействующей на контур самой пилотной дуги; после того, как пилотная дуга загорелась, пилотная искра отключается, так как основная дуга загорается самостоятельно посредством простого разряда вольфрамового электрода, который воспламеняется в атмосфере из ионизированного газа. Это возбуждение дуги чаще всего используется в автоматических установках. - зажигание LIFT. Достигается при помощи устройства, работающего с током низкой величины, чтобы не повредить наконечник вольфрамового электрода, когда он находится в контакте со свариваемым материалом.
В тот момент, когда электрод отдаляется от детали, образуется искра, приводящая к розжигу дуги; генератор увеличивает ток сварки до начальной заданной величины. Запуск LIFT, из-за отсутствия высокой частоты, обладает свойством не создавать электромагнитные помехи; контакт наконечника электрода со свариваемым материалом в любом случае создает загрязнение расплава. - возбуждение дуги трением (scratch). Этот розжиг получается при помощи трения вольфрамового электрода по свариваемой детали, с последующим возбуждением дуги. Как следствие контакта между электродом и свариваемой деталью, в начале шва имеются вольфрамовые включения, снижающие качество сварки.
F. Сварка TIG различных материалов
Применение данного процесса в основном используется при сварке нержавеющей стали, алюминия и его сплавов, никеля, меди, титана и их сплавов. Нержавеющие стали свариваются при постоянном токе (DC) с прямой полярностью.
Можно варить без материала припоя детали с толщиной до 2,5 мм; свыше указанной толщины с краев следует снимать фаску и нужно использовать стержень материала припоя, который должен соответствовать качеству свариваемой нержавеющей стали. Перед началом сварки рекомендуется тщательно очистить материал щеткой из нержавеющей стали.
Алюминий и его сплавы свариваются при переменном токе (AC) и требуют, для хорошего результата шва, использование высокочастотного генератора с соответствующими характеристиками. Если имеется сильное окисление, его следует удалить при помощи щетки или травления (химический процесс для удаления имеющихся на материале оксидов).
В таком случае также можно вести сварку без материала припоя на толщинах до 2,5 мм; свыше указанной толщины с краев следует снимать фаску и нужно использовать стержень материала припоя.
Сварка в аргоновой атмосфере, с вольфрамовым электродом, применяется с мягкими и легированными сталями, никелем и его сплавами, медью и ее сплавами, титаном и его сплавами, а также сварку благородных металлов. Для данных металлов и сплавов используется постоянный ток (DC) с прямой полярностью.
Режим tig сварки что это — Moy-Instrument.Ru
Особенности и преимущества TIG сварки
Аргонодуговая TIG сварка (или просто сварка тиг) очень популярна у профессиональных сварщиков. Ее широко используют не только на крупных производствах, но и в небольших мастерских, например, автосервисах. Все дело в универсальности такой технологии: вы сможете без труда сварить как тонкий эстетичный шов, так и полностью проплавить толстые стыки деталей. Вам также не страшна сварка меди, алюминия или нержавеющей стали. Но не все так просто. Эта технология имеет ряд нюансов, которые нужно учесть перед сваркой.

В этой статье мы подробно расскажем, что такое аргонодуговая tig сварка, какие достоинства и недостатки есть у этой технологии, как правильно варить тиг сваркой и какое оборудование необходимо для работы.
Общая информация
Что такое автоматическая аргонодуговая сварка или ручная аргонодуговая сварка TIG? Давайте начнем с самой аббревиатуры. TIG означает «tungsten –Inertgasschweißen» (адаптивный перевод «вольфрам-защитный инертный газ»). В этой аббревиатуре заложена вся суть данного метода сварки: в работе применяется вольфрамовый электрод и защитные газы.

Вольфрамовый электрод — ключевой компонент TIG сварки. Он обладает уникальными свойствами: плавится при относительно небольшой температуре (около 3500 градусов по Цельсию), так что его можно без проблем использовать со всеми видами алюминия и стали. При этом «плавление» номинальное. Сам электрод считают неплавящимся, а это значит, что его необходимо периодически затачивать, чтобы дуга была стабильной и ее было легче вести. Сам стержень фиксируется в горелке, при этом нет нужды беспокоиться о длине электрода, поскольку неиспользуемая длина находится в специальном колпачке.
На конце горелки расположено сопло, в котором держится электрод, и вокруг горелки осуществляется подача защитного газа с помощью специальной кнопки. В большинстве случаев в качестве защиты используют газ аргон. Если не использовать аргон, то в сварочную ванну попадет кислород и качество шва будет неудовлетворительным. Соединение будет пористым и непрочным, не исключено образование трещин. Все эти проблемы и предотвращает газ.
Необходимо зажечь дугу. Она будет плавить предварительно разделанные кромки. Если есть возможность расположить детали как можно ближе друг к другу, то это хорошо. Шов получится очень надежным и герметичным. Если имеет место работа с зазорами или нужно сварить крайне прочный шов, способный переносить существенные механические нагрузки, то сварщики используют присадочную проволоку.
В качестве присадочного материала нужно использовать проволоку, изготовленную из того же металла, который требуется сварить. С помощью такой технологии можно легко сварить алюминий, с которым у новичков обычно много проблем. При высокой температуре на поверхности алюминия образуется окисная пленка, которая препятствует формированию качественного шва. В худших случаях пленка просто не дает сделать сварочную ванну и вести шов. С помощью тиг сварки можно решить эту проблему, поскольку защитный газ не дает пленке формировать на поверхности металла.
Применение
TIG сварка с поддувом получила свое распространение еще и потому, что температура горения дуги достаточно высокая. Благодаря такой особенности сварщик может соединить и углеродистую сталь, и цветной металл. При этом качество шва будет на достойном уровне. Можно работать с чугуном, алюминием и его сплавами, титаном и другими металлами. Особенно эстетичными получаются швы при тиг сварке нержавейки. Шов сразу получается чистым, его не нужно очищать от шлака или брызг.

Все эти достоинства TIG сварки позволяют данной технологии находить себе применение на заводах крупных автоконцернов, в пищевом бизнесе, в химической и нефтеперерабатывающей отрасли, многих частных автосервисах и станций технического обслуживания автомобилей.
Преимущества
Помимо всех перечисленных выше плюсов есть еще ряд достоинств, которые нельзя не упомянуть. Все они связаны, конечно, с использованием вольфрамовых стержней и инертных газов. Итак, плюсы:
- Не смотря на высокую температуру минимальная деформация металла при сварке за счет узкой зоны прогрева.
- Газ аргон тяжелее кислорода, поэтому воздух беспрепятственно вытесняется из сварочной зоны.
- Работа проводится быстро, обучиться не сложно, сваркой может заниматься даже мастер без высокой квалификации.
- Сварное соединение получается очень аккуратным и ровным, не требуется никакая механическая обработка шва.
- Можно сварить множество металлов, в том числе проблемных (вроде алюминия).
- Значительно меньше негативного влияния на экологию.
Недостатки
Аргоновая сварка всем хороша, но наша статья объективна, так что расскажем и о минусах:
- Сварка на открытом воздухе при ветреной погоде затруднительна, поскольку газ буквально выдувается из сварочной зоны (проблема решается установкой ветрозащитных щитов, но при этом расход газа существенно увеличиться).
- В отличие от других видов сварки, тиг сварка требует тщательной подготовки металла. Кромки нужно зачистить, не должно быть никаких следов масла и грязи, поверхности должны быть обезжирены. Если проигнорировать этот этап, то шов получится пористым и некачественным.
- Горелка устроена таким образом, что работа в труднодоступном месте может превратиться в настоящую проблему. Мастера предлагают увеличивать вылет стержня или обрезать электрод, но все это приводит к перегреву или другим неприятностям.
- Если вы используете в своем аппарате функцию «TIG lift», при этом разжигаете дугу вне сварочной зоны, то на поверхности металла могут образоваться следы, которые нужно потом зачищать. Но это скорее минус, связанный с неопытностью сварщика.
Как варить TIG сваркой
Запомните самое главное: 50% успеха — это правильный режим TIG. От этого зависит, насколько оправдаются ваши старания по подбору электрода. Но об этих особенностях мы поговорим позднее. Для начала расскажем о подготовке металла.
Очистите кромки от грязи, краски, масла и коррозии (если имеется). Даже если вам кажется, что кромки не нуждаются в очистке, все равно не игнорируйте этот этап. Затем нужно выбрать силу тока. От этого будет зависеть то, насколько хорошо проплавится металл. Ниже таблица с рекомендациями по установке силы тока.

Затем нужно установить полярность. Если вы работаете на постоянном токе, то используйте прямую полярность. Если вам предстоит тиг сварка переменным током, то соответственно обратную полярность.
Также нужно хорошо заточить электрод. Конец электрода следует отполировать. Если вам нужно сварить тонкий металл, то выбираются специальные электроды для тонкого металла, которые затем затачиваются до остроты. Если предстоит сварка тиг толстого металла, то можно изменять угол заточки.
Чтобы зажечь дугу можно провести электродом по поверхности металла (метод чирканья, по аналогии со спичками), можно включить функцию TIG lift, упрощающую поджиг дуги, или пользоваться методом бесконтактного поджига. Мы рекомендуем использовать именно третий метод, но он доступен только при работе с профессиональными дорогими аппаратами.
А теперь поговорим немного про оборудование, которое обязательно вам понадобиться, если вы решите заниматься этим видом сварки профессионально. Для начала приобретите или узнайте, если на вашем рабочем месте аппарат, в котором доступны разные режимы TIG сварки, кабель для крепления на массу, газовый баллон и редуктор. Это очень важно.
Также неплохо было бы узнать о том, какая горелка используется в вашем аппарате. Есть два типа: первый применяется при работе с тонкими металлами (до 3 миллиметров), второй соответственно для всех остальных металлов. Горелка для тонких металлов отличается малой мощностью, поэтому с ней удобнее работать, она быстро остывает. А вот горелка второго типа нуждается в дополнительной системе охлаждения. Например, система водяного охлаждения, когда в горелку встроена трубка с подачей холодной воды и спирта, чтобы вода не замерзла, когда система охлаждения долго не используется.
Вместо заключения
Сварка tig — технологичный и современный способ сварки, открывающий новые возможности даже для опытного мастера. Сварка аргоном с применением вольфрамового электрода или присадочной проволоки позволяет сварить различные типы металлов, от тонких до толстых. Вам доступна быстрая и качественная сварка меди, алюминия, чугуна и титана. Больше не нужно тратить уйму времени, пытаясь решить все проблемы, связанные с особенностями каждого металла.
TIG сварка — это выбор профессионалов своего дела. Эта технология востребована во многих сферах деятельности человека и постоянно требуются мастера со знанием этой технологии. Применяя в своей работе наши рекомендации вы сможете приступить к сварке и успешно завершить ее. Но не останавливайтесь на достигнутом, изучайте как можно больше теории, чтобы затем применить ее на практике. Желаем удачи в работе!
Cварка TIG — что это ?
Среди разнообразия видов сваривания двух металлических изделий выделяется сварка TIG. Она применяется на различных производствах и автосервисах. Этот вид идеально подходит как для аккуратных тонких швов, так и для надежного проплавления стыков толстых изделий. Что такое TIG сварка? Каковы ее преимущества и недостатки? Как выполняется процесс ведения дуги, и какое используется оборудование?

Аргонодуговая сварка TIG — что это?
Аббревиатура, используемая для обозначения данного вида сваривания металлических элементов, имеет перевод с английского как «вольфрам и инертный газ». Это отражает суть сварочного процесса — электрическая дуга горит в среде инертного газа.
Основным элементом является вольфрамовый электрод. Его температура плавления немногим меньше 4000°C. Благодаря этому возможна работа практически со всеми видами стали. Электрод является не плавящимся, а лишь требует периодической заточки для точной и аккуратной работы ведения шва. Вольфрамовый элемент помещается в специальную цангу и фиксируется в горелке. Лишняя длина электрода, незадействованная в процессе выполнения шва, находится в специальном колпаке, для предотвращения замыканий об массу.
На конце горелки имеется керамическое сопло, по центру которого расположен электрод, а по окружности подается инертный газ. Роль последнего выполняет аргон. Без его участия в сварочную ванну попадает окружающий воздух и это приводит к выделению водорода и пористости шва при кристаллизации затвердевающего металла. Подобные явления можно увидеть на видео в интернете. Кнопка на горелке запускает подачу газа и напряжения.
Зажженная дуга начинает плавить кромки свариваемого металла. Если две части изделия расположены вплотную друг к другу, то для получения герметичного шва достаточно только этого металла. Если между пластинами имеется зазор, или требуется крепкий шов для сопротивления на разрыв и излом, то дополнительно используется присадочная проволока. Она подается в зону плавления свободной рукой сварщика.
Применение
TIG сварка широко используется ввиду высокой температуры горения дуги. Это позволяет применять ее как для сваривания обычной углеродистой стали, так и для работы с цветными металлами: медью, чугуном, титаном, алюминием и драгоценными сплавами. Очень красивые швы получаются при аргоновой сварке нержавеющей стали. В отличии от сварки MMA, требующей очистки от шлака и выполняющейся на меньшей скорости, ТИГ сразу оставляет чистый шов.
В качестве присадочной проволоки используется тот же вид материала, что и свариваемые стороны. Кроме предотвращения пористости, ТИГ сварка делает возможным сварочный процесс для соединения алюминия. Без инертного газа этот расплавленный металл, при взаимодействии с кислородом, сильно окисляется. Образуется пленка не позволяющая создать жидкую сварочную ванну и вести шов. Но благодаря защитной среде, как можно увидеть на соответствующих видео в сети, происходит равномерное расплавление алюминия и формирование шва.
Эти преимущества TIG сварки находят применение в:
- машиностроении;
- изготовлении посуды для пищевой промышленности;
- изготовлении емкостей для химической и нефтеперерабатывающей отрасли;
- производстве полотенцесушителей;
- автосервисах.
Преимущества аргоновой TIG сварки
Применение вольфрамового электрода и защитного газа имеет определенные плюсы по сравнению с иными видами сварки. Среди них:
- небольшая зона прогрева свариваемого изделия, что позволяет избежать значительных деформаций;
- полное вытеснение внешнего воздуха из сварочной ванны за счет подачи аргона, который тяжелее, чем кислород;
- высокая скорость проведения работ;
- несложный метод обучения процессу;
- аккуратный шов, не требующий механической обработки, как при ММА;
- разнообразие свариваемых металлов;
- меньше выбросов в атмосферу вредных веществ.
Технология выполнения и параметры
Существует много видео сваривания металлов в различных режимах TIG. Для начала необходимо очистить кромки от ржавчины, масла или краски. Выбирается величина сварочного тока, толщина электрода и давление в подаче аргона.
Электрод затачивается так, чтобы риски оставались параллельно оси стержня. Чем они будут меньше, тем качественнее будет шов. После наждачного круга рекомендуется полировка кончика электрода. Когда предстоит сварка тонких металлов, выбираются соответствующие электроды и производится острая заточка их кончика. При работе с толстыми свариваемыми частыми, угол заточки можно увеличивать.
Сила тока напрямую влияет на степень проплавки и ширину шва. Вот несколько рекомендаций для основных ситуаций:
Среди видов розжига дуги выделяется три способа:
- проведение иглой по металлу;
- точечное касание, называемое Lift TIG;
- бесконтактный розжиг.
Ведение дуги производится по-разному, в зависимости от требуемого результата. Для получения тонкого и ровного шва необходимо соблюдать зазор между иглой и поверхностью в 3 мм. Увеличение этого расстояния приведет к расширению сварочной ванны, и уменьшению степени проплавки. Шов выполняется справа налево, без колебательных движений. Эта технология применяется для соединения тонких частей.
Когда работа ведется с толстыми пластинами, то выполняется разделка кромок под 45°. Корневой шов ведется ровно. Заполняющий и накладной швы выполняются поперечно-колебательными движениями с дополнительной присадкой проволоки. Вылет иглы при стыковых соединениях должен быть 5 мм. Для угловых выставляется индивидуально, исходя из диаметра сопла и доступности к зоне сварки. Соответственно необходимо увеличить подачу аргона, чтобы защитить сварочную ванну.
Недостатки режима TIG
Аргоновая сварка очень универсальна, но не лишена недостатков. Распространенными минусами могут быть:
- Вытеснение инертного газа ветром при работе на улице. Для предотвращения этого необходимо выставлять специальные щиты, закрывающие рабочее место и увеличивать подачу аргона, что ведет к перерасходу газа.
- Предварительная очистка поверхности. В отличии от MMA, TIG требует тщательной зачистки свариваемых кромок от масла и ржавчины, а также краски. Без этого гарантированы поры в структуре шва.
- Сопло и колпачок на горелке могут мешать вести шов в труднодоступных местах. Это относится к угловым соединением с малым градусом или к работе внутри небольших пространств для руки. В первом случае увеличивают вылет иглы, что приводит к ее перегреву, а во втором — переставляют малый колпачок, но для этого приходится обрезать вольфрамовый электрод.
- TIG lift, при розжиге вне зоны шва, может оставить небольшой след на поверхности, требующий зачистки в случае если это лицевая сторона изделия.
Комплектация для TIG
Чтобы выполнять работы этим видом сварки необходим аппарат, поддерживающий различные режимы TIG, кабель для крепления на массу, газовый баллон и редуктор. Важным элементом является горелка, которая бывает двух видов: №1 и №2. Первая применяется при работе с металлом до 3мм толщины. Максимальная сила тока не очень велика, поэтому горелка остывает естественным путем. Вторая, используется для сваривания материалов от 3 мм и выше. В ручку встроено водоохлаждение, циркулирующее через весь кабель канал от аппарата к горелке. В составе жидкости применяется дисциплинированная вода и этиловый спирт, для предотвращения замерзания.
Аргоновая сварка является востребованным способом соединения большинства видов металла в промышленности. Высокая производительность, аккуратный вид шва, и хорошие показатели на прочность, делают ее выбором многих специалистов. Применяя изложенные в статье рекомендации, можно успешно выполнять необходимые сварочные работы.
Сварка методом TIG
Без сварочных работ трудно себе представить авиацию, космос, машиностроение и строительство, востребована сварка и в быту. Самые разнообразные способы соединения металлов и их сплавов широко используются в настоящее время, и отдельное место здесь занимает недорогой, но эффективный метод TIG-сварки. Мы проведём обзор способов работы, технологий и металлов, которые свариваются этим методом. Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, а также принципам работы в среде защитного инертного газа.
Преимущества и недостатки аргонодуговой сварки
Одним из методов сварки металлов является ММА, при котором работа производится плавящимися покрытыми электродами, переменным или постоянным (AC/DC) выходным током. Кроме того, широко используется полуавтоматическая сварка MIG/MAG в среде защитного или активного газа. Следующей, промежуточной по ценовой категории, является TIG сварка, которую иначе называют аргонодуговым методом. В нём процесс сварки металлов дугой короткого замыкания производится неплавким вольфрамовым электродом в среде защитного газа, препятствующего окислению на открытом воздухе.
В качестве источника АС/DC-тока используется сварочный инвертор, оснащённый евроразъёмом, через который подаётся газ и выходной ток к горелке, а также проходят управляющие сигналы. В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение. Это делается для того, чтобы сварка начиналась в среде защитного газа, который подаётся под давлением и будучи тяжелее воздуха препятствует окислению заготовок.

Лучше понять, что такое TIG-сварка, поможет оценка достоинств и недостатков данного способа соединения металлов, особенно в сравнении с методами MMA и MIG. К преимуществам аргонодуговой сварки относятся следующие параметры:
- возможность работать как с тонкостенными деталями, так и с заготовками значительной толщины;
- работа в AC/DC-режимах;
- широкие диапазоны регулировки параметров сварочного тока;
- использование негорючих газов, что повышает безопасность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажим горелки для сменных электродов различной толщины;
- наличие осциллятора для улучшенного розжига дуги;
- возможность работы с прямой и обратной полярностью.
У этого метода есть и определённые недостатки, которые не оказывают существенного влияния на рабочий процесс. Они заключаются в следующем:
- невысокая скорость сварки по сравнению с другими методами;
- необходимость работы в закрытых помещениях, чтобы исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.

Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для щадящего воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики сварочного шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок. Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями. Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока называется импульсной сваркой, поскольку разогрев металла происходит на пиковых значениях высокочастотных колебаний. При базовых показаниях силы тока нагрев заготовок снижается, что не допускает перегрева (особенно тонкостенного) металла. Тугоплавкий электрод необходимо держать под углом, близким к 90 о , но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности электрода. Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием. Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии.
Заключение
Мы постарались максимально подробно рассказать о ТИГ-сварке и её применении при работе с различными металлами и в режимах постоянного и переменного тока. Метод требует затрат и определённой квалификации, но овладев им, вы получите универсальный способ соединения самых разнообразных деталей и возможности ремонта металлоизделий разной толщины.
Сварочный инвертор TIG BlueWeld Prestige TIG 222 AC/DC HF/Lift — Оборудование для аргонодуговой сварки
Приветствую коллег по сварке.
Тоже приобрёл 222й аппарат. Немного покурил форум, посмотрел видео и попрактиковался в разных режимах. Варю в основном тонкуюнержавейку.
Пока однозначно сказать ничего не могу. Мало опыта и знаниий. Но бывает получается неплохо.
С режимом 4Т пока не пробую варить, так поигрался немного, что бы понять о чём речь. Это уже когда хороший опыт будет, тогда он мне будет полезен. Пока с этим режимом путаюсь маленько, скорее не успеваю все переварить в рабочий цикл.
Обратил внимание, что дистанционно дуга не всегда зажигается. Иногда надо коснуться детали\стола электродом, с отключенной кнопкой горелки, после этого разряд проходит и дуга зажигается. Грешу на общее заземление стола и аппарата — его пока нет. В гараже есть несущие металоконструкции, как земля работает, но что то побаиваюсь заземлять на них, так как любой урод может ноль на него подключить и пробить всё нахрен. Или заземлиться и не париться? Может я что то не догоняю в этом вопросе?
Часто перегреваю свариваемые детали. Например: надо вварить трубочку D=6 стенка ~0,5мм в торецевое отверстие трубки D12 стенка 1мм. Ток 5А, электрод 1мм с красной маркировкой, газ 5л/ч, сопло№6, дугу начинаю на более толстстенной детали, жду ванночку, добовляю присадку, а она (капелька) не заполняет угол между трубками, не натягивается на маленькую трубочку. Пиходится пегревать тонкую трубку и в итоге перегрев, шипы и подобие пайки а не сварки получается. У меня есть похожие сваренные детали, очень всё аккуратно и сварка а не пайка. И такое тоже не очень понятно, на малом токе 5А дуга не стабильна и гуляет. В чём причина?
spiro, если будет время дай пожалуйста основные режимы сварки по нержавейке а алюминию. То есть базовые режимы, от которых есь смысл дальше эксперементировать в каком то диапазоне. А то как начнеш крутить все подряд, а где хоть как примерно правильно и не знаеш.
Про алюминий я вообще молчу. В основном все с черным налётом, провылы, присадка висит — жуть. Но пару раз сварил в стык два профиля удачно.
Ну а в общем аппарат нравиться. Горелка удобная