фомовачная смесь, технология в домашних условиях
Благородный металл серебро является одним из древнейших металлов, освоенных человечеством. Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.
Серебро
Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.
Теплопроводность серебра
Благородный металл в 19-20 веке широко использовался в фотографии.
Бактерицидность серебра
Издавна было замечено еще одно важное свойство — бактерицидность. Сосуды и фильтры из серебра применяются для обеззараживания воды. В христианстве и некоторых других религиях в серебряных сосудах приготовляется т. н. «святая вода», помогающая при соответствующей молитве от всех недугов.
н. «святая вода», помогающая при соответствующей молитве от всех недугов.
Содержание
Технология литья серебра
Литье серебра в заводских условиях осуществляется с применением индустриальных технологий, требующих дорогостоящего оборудования, значительных энергозатрат и использования редких и опасных компонентов. Традиционные технологии, проверенные тысячелетиями больше подходят для литья серебра на дому или в мастерской.
Наиболее распространенные из них — это литье по выплавляемым моделям. Популярно также применение специального воска для моделирования в качестве материала модели. В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.
Слитки серебра для литья
Серебро для литья можно приобрести в сбербанке или в ювелирном магазине в виде слитков. В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Литье по выплавляемым моделям. Эта технология литья из серебра наиболее доступна для освоения начинающими мастерами. Модель изготавливается из материала, температура плавления которого ниже, чем у заливаемого расплава. Вокруг модели заливается или формуется форма из гипса или песчано-глиняной смеси.
Литье по выплавляемым моделям
Наиболее распространенными материалами для выплавляемых моделей являются воск и парафин. Когда расплав заливается в форму, материал модели плавится и вытесняется из формы через специально предусмотренное отверстие. Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Инструменты для формовки и приспособления для литья по моделям
Для литья изделий из благородного металла в домашних условиях потребуются
- Тигель для расплавления или очистки металла.
- Муфельная печь или газовая горелка.
- Стальные щипцы.
- Огнеупорная подставка.
- Весы
- Воск для моделирования. Свечной воск не подойдет.
- Формовочные смеси
- Емкость для разведения смеси
- Скальпель, ножи и надфили для обработки модели и для доводки готового изделия.
- Форма для литья
- Молоток для разбивания опоки.
- Защитные рукавицы, очки и фартук.
- Огнетушитель.
- Дремель (мини — бормашина)
- Тиски, Ригели и оправки
На изготовлении формы для литья серебра стоит остановиться чуть подробнее. Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.
Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.
Модель из воска для литья из серебра
Это литник, по которому расплавленный металл попадет в форму. Далее в опоку помещается модель и заливается формовочная смесь.
Если используется сухая формовочная смесь, то для формовки применяется метод виброуплотнения. Далее воск модели выжигается, и форма готова к заливке расплава.
Литье по моделям в земляные формы
Литье в так называемые земляные формы — старейший метод, проверенный тысячелетиями. Формовочные смеси на самом деле состоят не из чернозема, а представляют собой смесь тонкозернистого кварцевого песка и пластичной глины в определенных пропорциях. Для отливки мелких изделий с тонким рельефом и большим количеством деталей применяют смеси, содержащие 12-15% глины, для крупных отливок — до 25%. Газы, образующиеся при литье, должны свободно выходить через стенки формы.
Газы, образующиеся при литье, должны свободно выходить через стенки формы.
Литье серебра по моделям в земляные формы
Модель для литья в земляные формы делается абсолютно точно повторяющей оригинал, но чуть больше по размеру. Это припуск на усадку и последующую обработку изделия. Модели традиционно делали из дерева, воска и гипса. Сегодня все большую популярность приобретают модели из пластмасс. Пластик хорошо держит форму и легко обрабатывается.
Технология литья по выплавляемым моделям
Оборудование для литья серебра по выплавляемым моделям относительно несложно и доступно для использования на дому. Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Заливать металл необходимо тонкой струйкой, чтобы дать возможность материалу выплавляемой модели покинуть форму, во избежание образования брызг расплавленного металла.
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением. Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.
Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
Успехов вам в освоении этого раздела металлургии!
фомовачная смесь, технология в домашних условиях
Технология литья по выплавляемым моделям
Оборудование для литья серебра по выплавляемым моделям относительно несложно и доступно для использования на дому. Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Заливать металл необходимо тонкой струйкой, чтобы дать возможность материалу выплавляемой модели покинуть форму, во избежание образования брызг расплавленного металла.
Особенности производства профессиональных форм в домашних условиях
Применение специальных машин для процедуры литья и изготовления алюминия своими руками нецелесообразно не только в экономическом плане, но также и в виду сложности высокоточной технологии. Также спецоборудование, работающее под определенным уровнем давления, имеет слишком крупные габариты и не подходит для домашнего применения.
Как расплавить алюминий в домашних условиях?
Существует необычный метод изготовления формы, называемый «литье в землю». Процедура позволяет получать детали непосредственно в «домашних» условиях. С помощью удобного метода можно осуществлять литье алюминия в домашних условиях. Качественные формы можно сконструировать из высокопрочного цемента. Также используют гипсовые модели форм, которым легко можно придавать любую заданную форму. При помощи высокоточных форм можно смело осуществлять литье алюминия на заказ.
Стоит отметить, что самым важным показателем правильно организованного процесса литья в непроизводственных условиях является степень усадки металла. Небольшие детали выплавляют в специальной форме, придать форму которой можно с помощью специального воска
Небольшие детали выплавляют в специальной форме, придать форму которой можно с помощью специального воска
При этом формы, предназначенные непосредственно для литья алюминия, важно предварительно обрабатывать и наносить специальное масло. После изготовления необходимой детали проводят процедуру чернение алюминия, которая производится при помощи специального раствора
Технология литья алюминия в домашних условиях: порядок основных действий
Предварительно необходимо тщательно подготовить форму. Также при использовании метода «литье в землю» необходимо тщательно проверить уровень оптимального углубления и убедиться, что он в точности повторяет форму необходимой детали.
Необходимо контролировать степень усадки, поскольку именно от этого будет зависеть качество процедуры плавка алюминия в домашних условиях.
Для того чтобы усадка была минимальна, необходимо непосредственно на форме выполнить из глины специальный кант небольших размеров.
Для правильного осуществления процедуры
следует использовать качественную стальную емкость, а также печь для литья алюминия
Также необходимо купить алюминий для литья в требуемом количестве, обращая внимание на его качество.
При правильной организации процесса процедура формовочное литье алюминия своими руками не займет много времени, при этом качество получаемых деталей будет выполнено на высоком уровне. Главное в процедуре литья алюминия в домашних и производственных условиях — грамотное соблюдение технологии, которая гарантирует высокое качество получения идеальной поверхности будущей детали.
Технологии литья бронзовых изделий
Плавка, как и обработка резанием, широко распространенная операция получения деталей. Для плавки рекомендуется использовать индукционные плавильные или тигельные нагревательные печи. Выбор обуславливается экономным потреблением электричества.
Чтобы сохранить химический состав сплавов применяются флюсы. С их помощью можно:
- Защитить внешний слой поверхности расплава:
- от окисления;
- повысить объем годного расплава;
- исключить неметаллические компоненты;
- Дегазировать состав из-за чего снижается образование:
- газовых пор;
- раковин.


Для получения гладких поверхностей на отливке и легкости ее извлечения после охлаждения используются антипригарные краски. Их использование обеспечивает:
- смазку пресс-форм;
- защиту от разрушения при контакте с расплавом;
- отсутствие пригаров.
Литье под давлением
Литье под давлением происходит при воздействии избыточного или недостаточного (вакуумического) давления. Для подачи расплава под избыточным давлением используется прессовый принцип. На поршень действует усилие от гидро- или пневмосистемы. Высокая скорость подачи наряду с высокой вязкостью создают высокое давление, позволяющее полностью заполнить форму. У полученных отливок высокая точность и мелкозернистая структура.
За счет вакуумного всасывания расплав втягивается в форму кристаллизатора.Охлаждение происходит к центру формы. Требуемое количество расплава втягивается за определенный промежуток времени.
После восстановления нормального (атмосферного) давления излишки расплава стекают. После охлаждения за счет усадки деталь самостоятельно извлекается из формы. Автоматизация процесса вакуумного всасывания позволяет заполнять форму в минимальное количество времени, вплоть до 0,1 секунды.
После охлаждения за счет усадки деталь самостоятельно извлекается из формы. Автоматизация процесса вакуумного всасывания позволяет заполнять форму в минимальное количество времени, вплоть до 0,1 секунды.
Готовое изделие из бронзы
Центробежное литье
Целесообразно использовать центробежное литье, разливая бронзу и латунь при изготовлении деталей типа тел вращения. Формирование деталей происходит на машинах с горизонтальной и вертикальной осями вращения. На машинах с горизонтальной заливкой отливают:
- втулки;
- вкладыши;
- кольца.
На машинах с вертикальной заливкой отливают:
- шестерни;
- червячные колеса;
- гребные винты.
Центробежное литье
В основе технологии лежит центробежная сила, которая образуется при вращении формы. Расплав уплотняется под действием сил, вытесняя сторонние компоненты.
Художественное литье
Современные тенденции диктуют применять литье не только при производстве деталей к механизмам и агрегатам, но и при получении элементов интерьера. Так, используя технологию художественного литья можно изготавливать:
Так, используя технологию художественного литья можно изготавливать:
- барельефы, скульптуры;
- элементы оград, решеток, ограждений ворот;
- сувенирную продукцию;
- светильники, бра;
- элементы интерьера.
Этапы технологии получения отливок следующие:
- изготовление модели;
- изготовление формы;
- подготовка формы;
- плавка шихты;
- подготовка расплава к заливке;
- охлаждение;
- извлечение из формы;
- обрубка;
- чистка и придание товарного вида.
Готовые отливки, по замыслу мастера, соединяются в единое изделие, если оно является многокомпонентным. После чего могут хромироваться, никелироваться, покрываться патиной и другими металлами.
Формовочные материалы
Представляют собой смесь особо отобранных песков и глины, доля которой меняется от 2 до 50%. Доля определяется видом литья в землю и назначением земли. Архитектурное и скульптурное литье проводят в формы, содержащие 12-25%, для больших по размерам и отливок долю увеличивают до 25%
Классификация формовочных смесей
Формовочные материалы по назначению делят на:
Облицовочные смеси
Располагаются на внутренней поверхности формы и контактируют с жидким расплавом. К ним предъявляются особые требования по термостойкости, возможности противостоять перепадам температур, значительным поверхностным и объемным напряжениям. Облицовочные составы имеют мелкодисперсную структуру для более точной передачи деталей рельефа литья. От них также требуется достаточная пластичность, чтобы покрыть модель и точно повторить ее конфигурацию. Также важна и газопроницаемость.
К ним предъявляются особые требования по термостойкости, возможности противостоять перепадам температур, значительным поверхностным и объемным напряжениям. Облицовочные составы имеют мелкодисперсную структуру для более точной передачи деталей рельефа литья. От них также требуется достаточная пластичность, чтобы покрыть модель и точно повторить ее конфигурацию. Также важна и газопроницаемость.
Изготовление формовочной смеси
Наполнительные смеси
Заполняют часть опоки между моделью и стенками. К ним предъявляются другие требования. Их главное назначение –
- держать форму отливки, перераспределяя механические напряжения при литье и последующем остывании
- обеспечить выход плавильных газов, просачивающихся сквозь массы смеси.
В случае выхода плавильных газов через литники, верхняя часть отливки будет испорчена. Там образуются пузырьки и более крупные каверны.
 youtube.com/embed/Ua-6hWFOuY8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Ua-6hWFOuY8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Земли для литья в сырую форму используют для отливок несложных по геометрии чугунных деталей. Земли для литья в подсушенную форму применяют при подготовке к высокоточному, а также к художественному литью.
Технология
Технология литья деталей из алюминия в домашних условиях довольно проста, но требует тщательного выполнения требований и большого внимания к деталям. Наиболее простая технология заключается в заливке расплавленного алюминия в подготовленные формы. При этом необходимо иметь минимальный набор необходимого оборудования.
Главной задачей является расплавление воска или парафина внутри формы с заменой пустот алюминием, после чего остывшую деталь можно легко достать. Первое, что нужно сделать – это подготовить опалубку, в качестве которой можно взять любую картонную коробку, например, из-под обуви, или изготовить ее из фанеры. В нее заливается парафин или воск.
В нее заливается парафин или воск.
Парафиновая форма для литья
При работе с парафином следует учитывать некоторые особенности:
- Залитый в форму парафин очень быстро остывает, поэтому не следует ускорять этот процесс. Деталь должна остыть самостоятельно, это позволит сохранить однородную структуру. Для полного остывания нужно подождать около суток, после чего можно перейти к его обработке.
- Парафин может сильно просесть в центре заготовки, поэтому нужно учитывать этот факт при оценке необходимых габаритов заготовки.
Вырезать правильную форму из заготовки – очень трудная задача. Поэтому человек, не имеющий должного опыта, не сможет справиться с ней.
Форму для заливки алюминия следует изготовить из оргстекла, который прочно скрепляется с помощью герметика. После этого на дне подготовленного «аквариума» располагается заготовка, которую нужно закрепить, чтобы она не сместилась в процессе заливки гипсом. Сделать это можно с помощью пластилина.
 » src=»https://www.youtube.com/embed/o7CXWKOPatg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
» src=»https://www.youtube.com/embed/o7CXWKOPatg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Затем следует подготовить гипсовую смесь, которая приготавливается с добавлением мелкозернистого песка (в соотношении один к одному)
Это очень важно, так как чистый гипс содержит много влаги, которая испаряется при отливке детали и влияет на качество готового изделия
Стоит помнить, что гипс очень быстро застывает, поэтому выполнять работы нужно в быстром темпе. Полностью залив форму, ее стоит встряхнуть, чтобы избавиться от пузырьков воздуха.
После застывания гипса форму из оргстекла необходимо снять. Затем следует удаление парафина. Это можно сделать, положив форму вверх ногами на горячий лист железа, разогреваемого на огне. Также можно прокипятить форму в воде, что позволит более тщательно избавиться от парафина. После этого гипсовую форму нужно высушить.
Существует несколько способов расплавления алюминия, но технология литья в домашних условиях предусматривает самостоятельное изготовления тигельной печи или использование муфельной. Тигельная печь изготавливается только из огнеупорного кирпича.
Тигельная печь изготавливается только из огнеупорного кирпича.
Плавка алюминия в домашних условиях
После расплавления металла можно начинать процесс литья алюминия. С помощью ложки из нержавеющей стали следует снять окисную пленку. Плавление металла можно попробовать произвести с помощью газовой горелки, которой будет достаточно при небольшом объеме.
Технология может видоизменятся в зависимости от требований к готовому изделию и имеющихся инструментов. Методом проб и ошибок можно добиться оптимальной технологии.
Общие сведения
Технология литья серебра
В заводских условиях для литья серебра используются индустриальные технологии и дорогостоящее оборудование. Это требует дополнительного использования редки и довольно опасных компонентов, а так же значительного количества электроэнергии. Но традиционные технологии, которые известны человечеству уже более нескольких тысячелетий отлично подходят для литья металла в условиях мастерских или дома. Самая распространенная технология – это литье по выплавляемым моделям, литье с помощью специального воска для моделирования, в качестве формы могут выступать глиняно-песчаные смеси или гипс.
Но традиционные технологии, которые известны человечеству уже более нескольких тысячелетий отлично подходят для литья металла в условиях мастерских или дома. Самая распространенная технология – это литье по выплавляемым моделям, литье с помощью специального воска для моделирования, в качестве формы могут выступать глиняно-песчаные смеси или гипс.
Серебро для создания украшений можно купить в банках или в ювелирных магазинах в виде слитка металла. В этом случае будут вы точно будете уверены в его составе и выбранной пробе металла. Можно использовать и старые изделия из серебра – ложки, ювелирные изделия, но в этом случае дополнительно придется провести очистку материала от примесей других металлов, это может быть свинец, медь или что-то еще. Очистку проводят путем плавки металла в тигле с добавлением соды, буры и селитры. Селитра имеет свойство окисления и связывания неблагородных металлов. Бура и сода переводят окисленные и связанные металлы в состояние жидкого шлака, а серебро остается на дне в виде слитка.
Ваш заказ в надежных руках
Мы всегда проверяем представленную в литье модель перед сдачей ее в работу. Грамотно подходим к процессу напайки литников и креплению восковок на “елку”, что дает уверенность в качественном исполнении нашей с Вами работы. Литье серебра у нас даст вам некоторые преимущества, и в первую очередь это возможность не переплачивать. Наши цены всегда будут приемлемыми на любые наши услуги, что позволит вам выполнить заказ без дополнительных усилий с вашей стороны.
При выполнении всех вышеперечисленных работ, наши мастера используют индивидуальный подход, что позволяет быть уверенными в результате и в том, что все ваши пожелания будут воплощены в реальность. И для этого с вашей стороны не потребуется особых усилий, достаточно будет обратиться именно к нам, чтобы специалисты с многолетним опытом произвели необходимое вам литье драгоценных металлов.
Наши преимущества:
- Низкий процент угара: при литье золота – 0,8 %, при литье серебра – 1 %, при полном цикле изготовления ювелирного изделия – 10%.
- Сборка елок – за наш счет!
- Изготовление полностью или только литье ювелирных изделий возможно как из нашего сырья, так и по давальческой схеме. Цены на металл: курс ЦБ + 20%.

Заказав услуги по литью золота и серебра в компании “Атрикс”, вы получите высокое качество, приемлемые цены, индивидуальный подход, взаимовыгодное сотрудничество.
Курсы литья художественных изделий в Русской Академии Ремесел интересны не только ювелирам. Изучаемые технологии дополнят профессиональный арсенал любого мастера, работающего с металлом – изготовителя сувениров, бижутерии, оригинальной фурнитуры для интерьера, одежды или галантереи
Ювелиры же обратят особое внимание на литье с камнями, ведь эта технология преподается на курсах крайне редко
Практические занятия проходят в оборудованной мастерской, слушатели успевают изготовить несколько учебных работ. Некоторые из изучаемых технологий можно применять в домашних условиях, без специального оборудования, и использовать на досуге, например, при изготовлении рыцарского снаряжения или моделей техники. В завершение учебы слушатели выполняют дипломную работу и по итогам ее защиты получают документ о квалификации.
В завершение учебы слушатели выполняют дипломную работу и по итогам ее защиты получают документ о квалификации.
Общая характеристика металла
Бронза – это сплав меди в сочетании с оловом, реже в качестве дополнительного элемента используется кремний, свинец или алюминий. В зависимости от процентного соотношения металлов бронза приобретает различный цвет.
Базовые показатели этого материала обусловили его широкое применение в различных направлениях. Бронза отличается следующими свойствами:
- высокая прочность;
- износостойкость;
- низкий уровень коррозии;
- простота обработки;
- паростойкость;
- высокая тепло и электропроводность;
- устойчивость к различным повреждающим факторам. К ним относится и влияние окружающей среды.
По сравнению с другими аналогичными сплавами бронза отличается особой прочностью и стойкостью. Температура ее плавления 1000–1100 градусов.
Специалисты по работе с металлом используют два варианта бронзы: с содержанием олова и без него. Ко второй группе относятся такие типы бронзы:
Ко второй группе относятся такие типы бронзы:
- свинцовый – обладает высоким уровнем стойкости и устойчивости;
- бериллиевый – этот сплав характеризуется наибольшей стойкостью и прочностью, превосходя показатели стали;
- кремниецинковый – обладает наиболее высокой текучестью в расплавленном состоянии;
- алюминиевый – наиболее стоек перед различными раздражителями, особенно химическими.
Несмотря на хорошие показатели, оловянный тип бронзы получил самое широкое распространение. Особенностью бронзового литья является небольшой процент усадки, поэтому его часто используют для изготовления деталей, требующих точного соблюдения размера.
Поэтому такие изделия после отливки нуждаются в минимальной обработке, так как они имеют гладкую поверхность и четкие контуры. Это качество металла проявилось и в художественном литье, а также в отрасли машиностроения для изготовления различных деталей.
Смазка для форм тротуарной плитки своими руками
Применение самодельных составов для плиточных форм позволяет сэкономить на приобретении расходных материалов и не думать над тем, чем смазать форму для бетона.
Для приготовления средства возьмите жидкое моющее средство или машинное масло и разведите его с обычной водой в соотношении от 1:3 до 1:5. Точная пропорция состава зависит от желаемой густоты получаемого материала. Для приготовления эмульсии на основе масла необходимо использовать строительный миксер, вставленный в высокооборотную дрель.
Для получения солевого раствора используйте пачку поваренной соли на ведро воды. Для лучшего растворения жидкость можно нагреть, но в работе применять только охлажденный рассол.
Требуемые свойства
Для получения качественной отливки необходима литейная форма, изготовленная из ингредиентов, подобранных под разлив определенного металла. Формовочная смесь для литья должна обладать определенной влажностью. При малой влажности форма склонна к осыпаемости, что затрудняет формовку.
Свойства формовочных смесей характеризует твердость. Она зависит от равномерности и степени уплотнения. Уплотнение формы сверх нормы провоцирует появление таких дефектов как:
Литье в песчано-глинистую форму
Высокая прочность формы и стержня не позволяет изменять геометрию отливки. Чтобы ее получить применяются специальные связующие материалы.
Чтобы ее получить применяются специальные связующие материалы.
Литье по выплавляемым моделям: производство
Немного иначе проводится ЛВМ для изготовления ответственных деталей, имеющих сложную форму и (или) тонкие стенки. На отливку готового металлического изделия может уйти от недели до месяца.
На отливку готового металлического изделия может уйти от недели до месяца.
Первый шаг – заполнить воском форму. На предприятиях для этого часто применяют алюминиевую изложницу (аналог рассматриваемой выше силиконовой пресс-формы) – полость, имеющую форму детали. На выходе получают восковую модель чуть больших размеров, чем конечная деталь.
Далее модель послужит основой для керамической пресс-формы. Она также должна быть чуть больше итоговой детали, так как металл после остывания сожмется. Затем, используя горячий паяльник, к восковой модели припаивают специальную литниковую систему (также из воска), по которой раскаленный металл польется в полости формы.
Литье в песок + глина в домашних условиях
- BonnFactory
- 9 мая 2017
- Самоделки и поделки из металла своими руками
Всем привет! Хочу поделиться с вами своим опытом литья в песчано-глиняную форму.
 youtube.com/embed/5LfWXFJNiJk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/5LfWXFJNiJk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> В прошлый раз (вы можете найти эту статью в моем профиле) я лил алюминий по выжигаемой модели, т.е. вырезал модель из пенополистирола и просто засыпал песком. И некоторые из вас подметили, что к процессу я отнесся довольно небрежно. Все верно, целью было просто опробовать технологию и я совсем не заморочился с качеством отливки. Признаю это. В этот раз я постараюсь сделать все более аккуратно. Весь процесс с пояснениями есть на видео, но я так же распишу все сейчас и в текстовом формате. Поэтому, приятного просмотра и прочтения!
Многие кустарные источники пишут, что нужно смешать то-то и то-то «по вкусу», т.е. предлагают выяснять все опытным путем. Это неплохой для понимания, но долгий для получения результата процесс. Поэтому я нашел неплохой учебник-методичку по художественному литью в песок ( «Художественное литье: учебное пособие для учащихся средних профессионально-технических училищ» , Борис Никитич Зотов, 1982 г. ). Я не претендую на какой-то профессионализм. Нет-нет! Это вообще моя первая отливка по технологии из этого учебника. Я тот еще кустарь, поэтому, все советы и обоснования ошибок от вас я приму с честью и буду рад, если вы поправите меня! Да и дочитал я лишь до части формовки смеси. Уже после отливки выяснил пару моментов по расплаву и термической обработки отливки…
). Я не претендую на какой-то профессионализм. Нет-нет! Это вообще моя первая отливка по технологии из этого учебника. Я тот еще кустарь, поэтому, все советы и обоснования ошибок от вас я приму с честью и буду рад, если вы поправите меня! Да и дочитал я лишь до части формовки смеси. Уже после отливки выяснил пару моментов по расплаву и термической обработки отливки…
Самодельные печи
К печам, в которых будет расплавлен алюминий, не предъявляется практически никаких требований, нужно достичь температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огонь не обеспечивает такой температуры, именно поэтому приходится создавать закрытое пространство, разогретое до такой температуры.
Можно изготовить печь из старых кастрюль. Делается это довольно просто: нужно взять кастрюлю с проделанным сбоку отверстием для воздуха, подавать воздух (например, при помощи шланга от пылесоса), в устройство закладывается уголь и поджигается, начинается подача воздуха для удерживания пламени, емкость обкладывается углем со всех сторон и для выхода дыма немного открывается крышка.
Независимо от формовки изделия, температура во всей печи будет находиться на одинаковом уровне.
Отличным вариантом будет использование газовой горелки.
Горелка газовая
Следует знать, что такой способ возможно использовать при отливке небольших штучных изделий. Печь можно соорудить при помощи двух консервных банок, вставленных друг в друга. При таком использовании нагревается только нижняя емкость, а наружная выступает в качестве оболочки, удерживающей тепло. Конструкция может быть прикрыта крышкой для отвода продуктов горения.
Литьё ювелирных изделий — Ювелирная мастерская MosGold
Изготовление ювелирных изделий является одним из самых древних занятий на земле, и одним из самых востребованных. Оно требует не только наличия материала (золото, серебро, платина), но и умений, которые могут освоить далеко не все. Не менее важным является и метод изготовления, на сегодняшний день метод литья является наиболее популярным так как позволяет создавать самые разнообразные изделия из драгоценных металлов быстро и и в больших количествах.
Литьё ювелирных изделий по выплавляемым моделям, получило очень большую популярность не только на крупных предприятиях, но и в небольших мастерских. Этот метод позволяет серийно выпускать любое изделия, при этом получая высокую точность и чистоту поверхности. В данной статье мы более подробно расскажем о данной технологии, оборудовании, которое необходимо для такого литься, а также обо всех его преимуществах.
Преимущества технологии литья по выплавляемым моделям
Такой метод как литье получил большую популярность в первую очередь благодаря тому, что даже не имея сильных познаний в ювелирном искусстве, можно без проблем наладить производство различных изделий из золота и серебра. Можно даже организовать такое литье ювелирных изделий в домашних условиях, однако необходимо наличие специального помещения и соответствующего оборудования.
К остальным преимуществам стоит отнести возможность изготовления сложных изделий по своей конфигурации, с очень высокой точностью. Помимо этого, литьё по выплавным моделям обеспечивает высокую чистоту поверхности, которая соответствует 5-6 классу.
Помимо этого, литьё по выплавным моделям обеспечивает высокую чистоту поверхности, которая соответствует 5-6 классу.
Оборудования для литья ювелирных изделий
В зависимости от того, насколько современное и многофункциональное оснащение используется в изготовлении изделий, зависит их качество и сложность конечного продукта. К основным видам оборудования для ювелиров можно отнести:
- центробежное и вакуумные установки;
- вулканизаторы;
- электрические печи;
- насосы;
- компрессоры;
- индукционные и муфельные установки.
Для литья в домашних условиях, не обязательно приобретать самое дорогое оснащение, также можно обойтись без некоторых видов оборудования. Для крупных предприятий, где изготовление ювелирных изделий имеет большие объёмы, наличие всех вышеописанных устройств является обязательным.
Описание технологии литья
Литье золота или серебра по специальным моделям, также может называться как центробежное литье ювелирных изделий, поскольку основным устройством в изготовлении и отливке являются специальные центробежные установки.
- для изготовления образца эталона можно использовать любой металл, однако лучшим выбором будет именно те сплавы, из которых и будет производятся изготовление всех последующих изделий;
- необходимо четко определить возможности изготовления изделий по эталону, при помощи центробежного литья;
- чтобы ваши ювелирные изделия были утончёнными и эксклюзивными, образец-эталон должны создавать профессиональные ювелиры и художники;
- чистота поверхности образца должна быть не меньше 8 класса.
После того как был изготовлен образец, на основе которого будут создаваться будущие изделия, приступают к созданию пресс-формы. Важным фактором при изготовлении этой детали, является лёгкость изъятия из неё восковых моделей. Для изготовления пресс-формы используют вулканизатор, в который закладывается сырая резина и образец эталон.
Восковые модели также являются ключевым элементом в литье ювелирных изделий из золота или серебра. Они изготавливаются путём заполнения пресс-формы специальным воском, после чего форма раскрывается и из неё, вручную, извлекают готовую модель. Очень важно перед тем, как перейти к последующему этапу производится, провести осмотр восковой модели на наличие недоливов или переливов. В первом случае, восковую модель отбраковывают, во втором, подвергают очистке.
Для создания литьевой формы, восковые модели объединяют в специальный блок, который больше напоминает ёлочку. Такой блок заливается специальной смесью и отправляется в печь для прокалывания. После этого, воск выплавляется в печи при температуре сначала 120-140 градусов, позже её поднимают до 200 и 700 градусов. После 3 часов такого прокаливания, модель является готовой для литья золота, серебра и прочих металлов.
Конечным этапом, является разборка блока изделий, его отбеливание и просушка. Только после завершения всех этих этапов, изделия аккуратно отсоединяют от блока при помощи кусачек и подвергают последнему этапу обработки, шлифовке и полировке.
Один из самых древних методов изготовлении изделий из золота и серебра, сегодня очень активно развивается. Способствует этому также создание таких видов оборудования как 3D принтеры, стереолитографические системы и прочее, которые только усовершенствуют и улучшают данную технологию.
Литье серебряных изделий дома
Серебро – это благородный металл, один из самых древних металлов, который был освоен человеком. Серебро, благодаря нахождению в природе в виде самородков и своей невысокой температуре плавления (962 градуса Цельсия), было освоено человеком уже в IV-III тысячелетии до нашей эры. Самое интересное, что из этого металла можно создавать ювелирные украшения даже в домашних условиях.
В этой статье расскажу о базовых знаниях, которые помогут вам создать ювелирное изделие дома.
Вы узнаете про процесс моделирования изделия, литье металла, обработку и ковку, а так же про чернение латуни на примере создания серебряного кольца и некоторых других изделий.
Содержание
- Общие сведения
- Определение
- Технология литья серебра
- Подробности
- Литье по выплавляемым моделям
- Изготовление формы для литья
- Литье по выплавляемым моделям
- Литье кольца из серебра в домашних условиях и подручными средствами
- Как сделать копию ювелирного изделия из серебра?
Общие сведения
Определение
Серебро – это пластичный и мягкий металл, который используется для создания украшений, предметов интерьера, зеркал, чеканки монет и в ритуалистике, в конце XIX начале ХХ века серебро активно использовалось в фотографии. Кроме того, серебро имеет высокую бактерицидность, поэтому его активно использовали для очистки и обеззараживания воды. Серебро отличается самой высокой среди металлов электропроводностью, поэтому часто используется как компонент электроприборов и теплотехники.

Технология литья серебра
В заводских условиях для литья серебра используются индустриальные технологии и дорогостоящее оборудование. Это требует дополнительного использования редки и довольно опасных компонентов, а так же значительного количества электроэнергии. Но традиционные технологии, которые известны человечеству уже более нескольких тысячелетий отлично подходят для литья металла в условиях мастерских или дома. Самая распространенная технология – это литье по выплавляемым моделям, литье с помощью специального воска для моделирования, в качестве формы могут выступать глиняно-песчаные смеси или гипс.
Серебро для создания украшений можно купить в банках или в ювелирных магазинах в виде слитка металла. В этом случае будут вы точно будете уверены в его составе и выбранной пробе металла. Можно использовать и старые изделия из серебра – ложки, ювелирные изделия, но в этом случае дополнительно придется провести очистку материала от примесей других металлов, это может быть свинец, медь или что-то еще. Очистку проводят путем плавки металла в тигле с добавлением соды, буры и селитры. Селитра имеет свойство окисления и связывания неблагородных металлов. Бура и сода переводят окисленные и связанные металлы в состояние жидкого шлака, а серебро остается на дне в виде слитка.
Очистку проводят путем плавки металла в тигле с добавлением соды, буры и селитры. Селитра имеет свойство окисления и связывания неблагородных металлов. Бура и сода переводят окисленные и связанные металлы в состояние жидкого шлака, а серебро остается на дне в виде слитка.
Подробности
Литье по выплавляемым моделям
Этот способ литья самый доступный для начинающих. Для него необходимо создать модель из такого материала, температура которого существенно ниже, чем у расплавленного серебра. Вокруг выбранной модели изделия заливается форма из глиняно-песчаной смеси или гипса. В качестве самых простых и распространенных материалов для выплавки моделей используются парафин или воск. Расплавленный металл заливается в форму, материал для моделирования плавиться, что вытесняет лишний металл, который стекает через специально подготовленные отверстия. Другой вариант – восковая модель изделия выжигается при помощи нагрева формы до высокой температуры, а расплавленное серебро заливается уже в пустую форму.
Инструменты и приспособления для формовки и литься серебра по модели.
приспособления для литья по моделям:
- Тигель для очистки и плавки металла,
- Газовая горелка или муфельная печь,
- Щипцы из стали,
- Подставка из огнеупорного материала,
- Весы,
- Специальный воск для моделирования,
- Смеси для формовки и емкости для их разведения,
- Ножи, скальпели, надфили для обработки и доводки готового изделия,
- Формы для литья,
- Молоток, которым разбивается опока,
- Средства защиты – рукавицы, фартук, очки,
- Огнетушитель,
- Дремель – миниатюрная версия бормашины,
- Ригели, тиски и оправки.
Изготовление формы для литья
Для того, чтобы получить нужную форму для литья изделия, сначала создается модель изделия из воска. Модель лепиться и затем скальпелем вырезаются мелкие детали. Модель должна полностью повторять форму готового изделия, но при этом иметь тонкий выступ в форме круглого прутика, который называется литник. Литник необходимо для того, чтобы расплавленный металл попал точно в форму для заливки. Эта модель помещается в опоку и заливается сверху формовочной смесью. Иногда используется сухая формовочная смесь, тогда формовка проходит методом виброуплотнения. Затем восковая модель выжигается и получается форма для заливки расплавленного металла.
Литник необходимо для того, чтобы расплавленный металл попал точно в форму для заливки. Эта модель помещается в опоку и заливается сверху формовочной смесью. Иногда используется сухая формовочная смесь, тогда формовка проходит методом виброуплотнения. Затем восковая модель выжигается и получается форма для заливки расплавленного металла.
Еще один способ литья, известный людям тысячелетиями — литье по модели в земляные формы. В этом случае формовой смесью будут выступать тонкозернистый кварцевый песок и пластичная глина, которые смешиваются в определенных пропорциях. Если будущее изделие имеет тонкий рельеф и большое количество мелких деталей, то глины в смеси должно быть порядка 12-15%, если изделие крупное – то до 25%. Газы, которые выделяются при литье, свободно выходят через стенки самой формы. Модель для литья в земляные формы полностью повторяет оригинал, но имеет чуть больший размер, это необходимо для того, чтобы учесть усадку материала и возможности последующей обработки изделия. Сами модели делаются из воска, гипса, или дерева. Сегодня модели можно еще делать из пластмасс, которые хорошо держат форму и довольно легко поддаются обработке.
Сами модели делаются из воска, гипса, или дерева. Сегодня модели можно еще делать из пластмасс, которые хорошо держат форму и довольно легко поддаются обработке.
Литье по выплавляемым моделям
Такое литье можно использовать в домашних условиях. Для этого потребуется модель, которая выполнена из легкоплавкого материала, который при контакте с расплавленным серебром плавиться и вытесняется из формы через заранее предусмотренные отверстия. Форму полностью занимает расплавленный металл, повторяя все контуры будущего изделия. В этом случае сам металл необходимо заливать медленно и тонкой струйкой, чтобы дать возможность вытечь расплавному материалу и не допустить брызг металла.
ВАЖНО: лить серебро в домашних условиях небезопасно. Это довольно сложный и пожароопасный процесс. Поэтому мастерская должна быть оборудована огнеупорными подставками и огнетушителями. Не стоит забывать и о собственной безопасности и использовать защитные очки, перчатки и фартук.
В домашних условиях можно лить серебро с использования одной из следующих технология:
- Моделирование воском,
- Литье в земляные формы,
- Использование тигля газовой горелки.

Естественно, что если у вас профессиональное оборудование в виде вибростола, центрифуги и муфельной печи, то ваши изделия станут качественнее на порядок.
Литье кольца из серебра в домашних условиях и подручными средствами
Для создания ювелирного кольца можно попробовать использовать свечной парафин, для этого необходимо расплавить свечу горелкой и собрать парафин в жестяную банку. В таком состоянии он довольно долго остается жидким, а затем еще длительное время сохраняет свою пластичность. Затвердевая, он становиться довольно ломким и рыхлым, если честно, то это не самый удачный вариант для моделирования, но это самый бюджетный и доступный способ попробовать литье дома. Для создания модели кольца можно использовать болт М20 или тот, который приблизительно подходит к вашим пальцам рук. Болт имеет низкую температуру и при погружении в парафин довольно быстро превращает его в твердую субстанцию, которая прилипает к самому болту. Окунуть болт в парафин нужно несколько раз, чтобы увеличить севший слой. Далее следует подождать несколько минут и можно приступать к моделированию скальпелем, убирая лишний материал. Можно дополнительно пройтись сверху паяльником, чтобы сплавить появившиеся границы. Слепленную модель стоит дополнительно еще обработать наждачной бумагой, чтобы сформировать нужную текстуру.
Далее следует подождать несколько минут и можно приступать к моделированию скальпелем, убирая лишний материал. Можно дополнительно пройтись сверху паяльником, чтобы сплавить появившиеся границы. Слепленную модель стоит дополнительно еще обработать наждачной бумагой, чтобы сформировать нужную текстуру.
Далее необходимо подготовить основание для фиксации получившейся модели. Самый простой вариант сделать его из пластилина – слепить полусферу, в которую позднее можно поместить литники, туда же будет стекать излишней расплавленный металл. В качестве опоки можно использовать любую металлическую трубу, которую можно найти в виде обрезков в любом сантехническом магазине. Сами литники можно создать из пары гвоздей. Для этого необходимо будет кусачками откусить лишнюю длину и установить их в пластилиновую сферу. Для того, чтобы прикрепить парафиновую модель к только что установленным литникам необходимо сами гвозди нагреть на горелке и затем пристроить к ним парафиновое кольцо. Так они легко войдут внутрь модели изделия. Такое положение конструкции нужно сохранить до момента остывания гвоздей. Далее форму необходимо аккуратно залить гипсом, лучше делать это тонкой струйкой, чтобы избежать формирования пузырей в основе.
Такое положение конструкции нужно сохранить до момента остывания гвоздей. Далее форму необходимо аккуратно залить гипсом, лучше делать это тонкой струйкой, чтобы избежать формирования пузырей в основе.
После застывания гипса необходимо почистить форму от образовавшегося наплыва и отделить пластилин с литниками. Следующий этап – один из самых ответственных в изготовлении изделия – прокалка формы. Здесь важно сделать плавный нагрев в начале, чтобы начала испаряться вода из гипса и парафин начал плавно расплавляться и вытекать. Для этого можно использовать кровельную или даже бытовую горелку, и даже духовку. Важно разместить форму литниками вниз и поместить в какой-то поддон, чтобы парафин вытекал в отдельную емкость. Заливать металл можно с помощь глины, картошки или какого-то другого плотного и влагосодержащего материала. При наличии можно воспользоваться ручной центрифугой. Внешне она напоминает стакан с четырьмя болтами, которые более надежно фиксируют опоку, цепочки и ручки, сооруженной из ПВХ-трубы и размещенными внутри подшипниками.
 Эту форму необходимо раскалить до красна и подготовиться к заливке серебра. В процессе плавки металла нелишним будет посыпать расплавленный металл бурой. После расплавления металла необходимо убрать горелку и начать вращательные движения с выбранной емкостью. После пары минут нехитрых действий опоку необходимо поместить в ведро с водой. После чего масса разрушиться и освободить отливку. Остается только обработать получившееся кольцо. Сделать это можно с помощью бормашины, наждачной бумаги или напильников.
Эту форму необходимо раскалить до красна и подготовиться к заливке серебра. В процессе плавки металла нелишним будет посыпать расплавленный металл бурой. После расплавления металла необходимо убрать горелку и начать вращательные движения с выбранной емкостью. После пары минут нехитрых действий опоку необходимо поместить в ведро с водой. После чего масса разрушиться и освободить отливку. Остается только обработать получившееся кольцо. Сделать это можно с помощью бормашины, наждачной бумаги или напильников.После шлифовки лицевую часть кольца можно зачернить, чтобы придать изделию большую рельефность и глубину. Для этого можно использовать серную мазь из аптеки, которую нужно нанести на ту поверхность кольца, которую вы хотите затенить. И нагреть до того момента, пока вся мазь не испариться, образовав сухую матовую поверхность на изделии. После чернения остается еще раз отполировать кольцо каким-то финишным абразивом.
 youtube.com/embed/g5SrTNZc9Ow?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/g5SrTNZc9Ow?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Как сделать копию ювелирного изделия из серебра?
Для этого вам необходимо выбранное изделие подготовить – покрыть слоем вазелина, чтобы защитить уже образовавшуюся патину. Вазелин создаст тонкую пленку жира, которая предупредит прилипание резины в процессе создания модели. Далее необходимо найти подходящий кусок резины, которая поможет в создании копии. Кусок резины должен соответствовать размерам исходного изделия. Понадобиться два одинаковых кусочка, суммарной толщиной порядка 16 мм. На ровность кусочков можно не обращать особого внимания, так как при нагревании резина расширится и заполнит все оставшиеся полости. Изделие помещаем на одну полоску резины, плотно придавливаем и покрываем вторым кусочком.
ВАЖНО: выбирая резину в магазине, крайне важно выбирать ту, температура вулканизации которой составляет 90 градусов.
Далее добиваемся в вулканизаторе температуры в 90 градусов и ожидаем час для того, чтобы резина приобрела необходимые свойства. Она становится похожа на ластик. Далее получившийся резиновый кубик необходимо разрезать на две части. Резать лучше зигзагообразно, чтобы половинки не смещались одна относительно другой. Как только увидите заготовку, то работать нужно с еще большей аккуратностью. Разрезать необходимо четко по краю изделия. Если все сделали правильно, то получаются две формы, которые идеально совмещаются между собой.
В получившейся заготовке необходимо сделать каналы, через которые будет выходить воздух, иначе модель из воска получится с пузырями.
Сам воск легко плавится в любой самодельной нагревалке при достижении температуры в 68 градусов. Расплавленный воск необходимо залить в получившуюся форму, для этого можно воспользоваться обычным шприцом. Через минуту воск полностью застынет, и можно будет разобрать форму. Вы получите восковую модель своего изделия.
Для создания формовочной массы можно использовать специальную смесь и воду. Количество смеси и воды зависит от размеров вашей опоки, в качестве которой может выступать кусок металлической трубы. Смесь заливать нужно на вибростоле по самому краю опоки, так вероятность появления пузырей будет минимальной, внутрь опоки необходимо поместить восковую модель вашего изделия. Смесь застывает в течение нескольких часов, после чего ее можно поставить на паровую баню для того, чтобы вытопить воск. Это не обязательный пункт, то если решитесь его потом прокаливать изделие дома, то готовьтесь к тому, что будет очень много дыма и неприятного запаха. Прокалка опок происходит в течение 4-6 часов в муфельной печи при температуре от 100 до 720 градусов.
Далее переходим к самой плавке серебра. После чего помещаем нужное количество металла в опоку и начинаем ее нагревать, периодически присыпая бурой. Затем всю конструкцию отправляем в центробежную машину. После остывания остается только очистить заготовку от опоки и гипса. Часто после этого процесса серебро выглядит грязным, придать ему блеск можно с помощью лимонной кислоты. Достаточно поместить изделие в раствор лимонной кислоты на 10 минут.
Часто после этого процесса серебро выглядит грязным, придать ему блеск можно с помощью лимонной кислоты. Достаточно поместить изделие в раствор лимонной кислоты на 10 минут.
Все появившиеся дефекты можно убрать с помощью механической обработку остроконечной насадкой или бормашиной. Дополнительно можно нанести патину с помощью серной мази, как описано выше. Через несколько часов после нанесения можно протереть изделие мягкой тряпочкой.
Вот так просто можно в домашних условиях отлить изделие из серебра.
 Так, например, можно выделить производство колец, особенно литых, которое известно с древнейших времен. Различные по форме кольца отливают из расплавленного благородного металла в литейных формах, изготовленных из сепии или мелкого (формовочного) песка. Формы и модели колец каждый ювелир готовит самостоятельно (рис. 15). Модель из мягкого цветного металла имеет полую шинку, размер которой зависит от величины кольца. Для приготовления литейных форм используют сепии – известковые овальные раковины морского моллюска каракатицы размером от 8X4 до 15X6 см (рис. 16), которые водятся во всех морях Европы, однако чаще встречаются в Адриатическом море. В затвердевшем сухом состоянии сепии, с одной стороны, заполнены мягким известковым веществом. Раковину сепии разрезают в продольном направлении на две половины (для модели кольца с низким кастом) или на три части (для колец с высоким или широким кастом). Каст – корона кольца – должен быть расположен в утолщенной части формы. Известковое вещество сепии вырезают ножом, затем обрабатывают отдельные части на широкой поверхности напильника или ровном карборунде и трут одну часть о другую до тех пор, пока обе половины (третью часть пришлифовывают снизу) тесно не примкнут друг к другу.
Так, например, можно выделить производство колец, особенно литых, которое известно с древнейших времен. Различные по форме кольца отливают из расплавленного благородного металла в литейных формах, изготовленных из сепии или мелкого (формовочного) песка. Формы и модели колец каждый ювелир готовит самостоятельно (рис. 15). Модель из мягкого цветного металла имеет полую шинку, размер которой зависит от величины кольца. Для приготовления литейных форм используют сепии – известковые овальные раковины морского моллюска каракатицы размером от 8X4 до 15X6 см (рис. 16), которые водятся во всех морях Европы, однако чаще встречаются в Адриатическом море. В затвердевшем сухом состоянии сепии, с одной стороны, заполнены мягким известковым веществом. Раковину сепии разрезают в продольном направлении на две половины (для модели кольца с низким кастом) или на три части (для колец с высоким или широким кастом). Каст – корона кольца – должен быть расположен в утолщенной части формы. Известковое вещество сепии вырезают ножом, затем обрабатывают отдельные части на широкой поверхности напильника или ровном карборунде и трут одну часть о другую до тех пор, пока обе половины (третью часть пришлифовывают снизу) тесно не примкнут друг к другу. Модель кольца вдавливают посередине одной части сепии головкой вниз только до половины продольной оси. На месте, где должен находиться камень, по его размеру устанавливают древесный вкладыш, с помощью которого в отливке образуется пространство для установки камня. К первой полуформе прилаживают и прижимают вторую половину формы; снизу к ним прикладывают третью часть заготовки формы. Прежде чем вынуть модель, наружные края формы обрезают в виде призмы, а поперек зазоров пилкой или чертилкой прорезают расходящиеся в разные стороны риски для того, чтобы по этим контрольным желобкам можно было правильно сложить отдельные части формы. В одной части раковины по обеим сторонам вдавленной модели прорезают чертилкой тонкие риски так называемые воздушные каналы, наискось снизу вверх для отвода воздуха при заливке расплавленного металла, а также для того, чтобы форма не разорвалась. Наконец модель вынимают из сепии и шинку кольца в обеих половинках формы окончательно дорабатывают. Одновременно ножом в верхней части формы прорезают воронкообразный литниковый канал для заливки расплавленного металла (рис.
Модель кольца вдавливают посередине одной части сепии головкой вниз только до половины продольной оси. На месте, где должен находиться камень, по его размеру устанавливают древесный вкладыш, с помощью которого в отливке образуется пространство для установки камня. К первой полуформе прилаживают и прижимают вторую половину формы; снизу к ним прикладывают третью часть заготовки формы. Прежде чем вынуть модель, наружные края формы обрезают в виде призмы, а поперек зазоров пилкой или чертилкой прорезают расходящиеся в разные стороны риски для того, чтобы по этим контрольным желобкам можно было правильно сложить отдельные части формы. В одной части раковины по обеим сторонам вдавленной модели прорезают чертилкой тонкие риски так называемые воздушные каналы, наискось снизу вверх для отвода воздуха при заливке расплавленного металла, а также для того, чтобы форма не разорвалась. Наконец модель вынимают из сепии и шинку кольца в обеих половинках формы окончательно дорабатывают. Одновременно ножом в верхней части формы прорезают воронкообразный литниковый канал для заливки расплавленного металла (рис.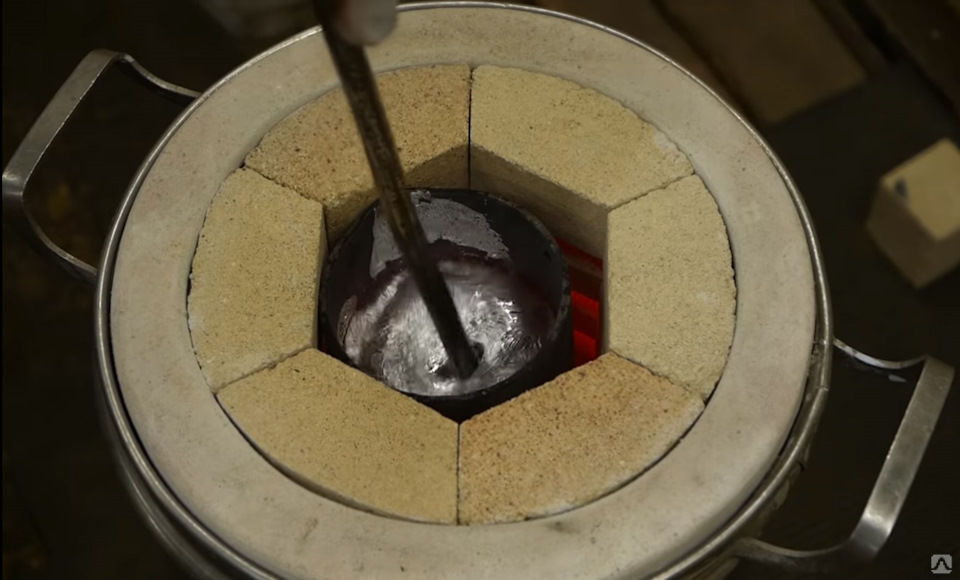 17). После соединения одинаковых частей по обозначенным контрольным рискам форму связывают мягкой проволокой и прикрепляют к соответствующей рукоятке. Чтобы отливка не стала пористой, форма должна быть сухой, а перед непосредственной заливкой в расплавленный благородный металл необходимо добавить немного цинка. Перед заливкой металл сильно протравливают. В процессе заливки надо следить за тем, чтобы в форму вместе с металлом не попали расплавленная бура или зола. Каждую форму можно использовать только один раз, иначе сепия выгорит. После извлечения отливки из формы избыток металла срезают, а заготовку обтачивают.
17). После соединения одинаковых частей по обозначенным контрольным рискам форму связывают мягкой проволокой и прикрепляют к соответствующей рукоятке. Чтобы отливка не стала пористой, форма должна быть сухой, а перед непосредственной заливкой в расплавленный благородный металл необходимо добавить немного цинка. Перед заливкой металл сильно протравливают. В процессе заливки надо следить за тем, чтобы в форму вместе с металлом не попали расплавленная бура или зола. Каждую форму можно использовать только один раз, иначе сепия выгорит. После извлечения отливки из формы избыток металла срезают, а заготовку обтачивают.
 Затем в форму вдавливают модель до половины глубины песка; если формовочный песок очень глубокий, то верхний лишний слой удаляют. Форму посыпают пылью из древесного угля или известью, устанавливают на ней вторую формовочную рамку и заполняют ее мелким песком. После этого форму осторожно разъединяют и в обеих половинах прорезают к модели литниковый канал. При отливке нескольких предметов модели устанавливают одна возле другой и соединяют литниковыми каналами. Для обеспечения отвода воздуха от каждой модели проделывают вверх воздушные каналы (для золотых изделий – узкие, для серебряных – более широкие). Модель осторожно вынимают, формовочные рамки снова собирают, основательно просушивают и перед заливкой сильно нагревают.
Затем в форму вдавливают модель до половины глубины песка; если формовочный песок очень глубокий, то верхний лишний слой удаляют. Форму посыпают пылью из древесного угля или известью, устанавливают на ней вторую формовочную рамку и заполняют ее мелким песком. После этого форму осторожно разъединяют и в обеих половинах прорезают к модели литниковый канал. При отливке нескольких предметов модели устанавливают одна возле другой и соединяют литниковыми каналами. Для обеспечения отвода воздуха от каждой модели проделывают вверх воздушные каналы (для золотых изделий – узкие, для серебряных – более широкие). Модель осторожно вынимают, формовочные рамки снова собирают, основательно просушивают и перед заливкой сильно нагревают. Следующее преимущество заключается в том, что одновременно можно отлить несколько моделей. Последовательность изготовления моделей следующая: с предмета или модели, которые собираются отлить, снимают гипсовые оттиски; с закругленных моделей, например колец, делают двусторонние оттиски. Оригинал модели (из глины, формовочного воска, цинка, свинца, олова или латуни) смазывают тонким слоем масла и погружают горизонтально одной стороной в гипсовую кашицу так, чтобы другая половина оставалась свободной (как в сепии). Как только гипс затвердеет, модель вынимают, просушивают и промывают мыльной водой. Затем модель вкладывают назад в гипсовый оттиск и полностью заливают гипсовой кашицей. После просушки обе части быстро разъединяют и модель вынимают.
Следующее преимущество заключается в том, что одновременно можно отлить несколько моделей. Последовательность изготовления моделей следующая: с предмета или модели, которые собираются отлить, снимают гипсовые оттиски; с закругленных моделей, например колец, делают двусторонние оттиски. Оригинал модели (из глины, формовочного воска, цинка, свинца, олова или латуни) смазывают тонким слоем масла и погружают горизонтально одной стороной в гипсовую кашицу так, чтобы другая половина оставалась свободной (как в сепии). Как только гипс затвердеет, модель вынимают, просушивают и промывают мыльной водой. Затем модель вкладывают назад в гипсовый оттиск и полностью заливают гипсовой кашицей. После просушки обе части быстро разъединяют и модель вынимают. По истечении 3-5 мин «Эластик» вокруг модели затвердевает. Остаток формовочной пасты, выдавленный моделью, обрезают по нижней ее половине. Затем формовочной пастой заливают верхнюю часть рамки и другую выступающую из нижней рамки часть модели. После того, как паста затвердеет (примерно через 5 мин), рамки осторожно разъединяют и модель из нее вынимают так, чтобы не повредились края и мелкие детали. После прорезки воздушных и литниковых каналов основная негативная форма для литья по восковой модели считается готовой.
По истечении 3-5 мин «Эластик» вокруг модели затвердевает. Остаток формовочной пасты, выдавленный моделью, обрезают по нижней ее половине. Затем формовочной пастой заливают верхнюю часть рамки и другую выступающую из нижней рамки часть модели. После того, как паста затвердеет (примерно через 5 мин), рамки осторожно разъединяют и модель из нее вынимают так, чтобы не повредились края и мелкие детали. После прорезки воздушных и литниковых каналов основная негативная форма для литья по восковой модели считается готовой..jpg)
 пер.). Формовочная масса (экспадент) представляет собой смесь алебастрового гипса с мельчайшим кремниевым песком, замешенную в холодной воде до густоты взбитых сливок. Мягкой кисточкой формовочную массу (хорошо перемешанную) наносят на модель, затем сверху надевают кювет, который заливают формовочной массой. Смесь быстрее заполнит кювет, если по нему в процессе заливки слегка постукивать. Как только смесь застанет, вынимают деревянное основание, а затем и иглу, на которой крепилась модель. Оставленный иглой небольшой канал будет служить отверстием для литья металла, а полукруглое выпуклое основание создаст литейное углубление. Вместо деревянного основания можно использовать пластилин.
пер.). Формовочная масса (экспадент) представляет собой смесь алебастрового гипса с мельчайшим кремниевым песком, замешенную в холодной воде до густоты взбитых сливок. Мягкой кисточкой формовочную массу (хорошо перемешанную) наносят на модель, затем сверху надевают кювет, который заливают формовочной массой. Смесь быстрее заполнит кювет, если по нему в процессе заливки слегка постукивать. Как только смесь застанет, вынимают деревянное основание, а затем и иглу, на которой крепилась модель. Оставленный иглой небольшой канал будет служить отверстием для литья металла, а полукруглое выпуклое основание создаст литейное углубление. Вместо деревянного основания можно использовать пластилин.

 Специальные лигатуры сплавов для центробежного литья изготовляют в аффинериях. Созданные в процессе центробежного литья образцы представлены на рис. 22.
Специальные лигатуры сплавов для центробежного литья изготовляют в аффинериях. Созданные в процессе центробежного литья образцы представлены на рис. 22. э.
э.

 Далее воск модели выжигается, и форма готова к заливке расплава.
Далее воск модели выжигается, и форма готова к заливке расплава. Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
 2.5.1) состоит из двух частей: нижней (ящик с дном) и верхней (рамка с двумя-тремя поперечинами в середине). Для прочного соединения обеих частей опоки на ящике устанавливают фиксаторы, а на рамке делают углубления.
2.5.1) состоит из двух частей: нижней (ящик с дном) и верхней (рамка с двумя-тремя поперечинами в середине). Для прочного соединения обеих частей опоки на ящике устанавливают фиксаторы, а на рамке делают углубления. Размещают модель таким образом, чтобы выступы и другие ее части легко вынимались из формы и не разрушали ее. Землю в ящике снова посыпают графитом или тальком, на нижнюю часть опоки устанавливают верхнюю, совмещая фиксаторы с отверстиями. В неответственной части будущей детали ставят коническую пробку широкой частью кверху для формирования литника, через который расплавленный металл будут заливать в форму (рис. 2.5.2). После этого в опоку с избытком насыпают формовочную землю и хорошо ее утрамбовывают. Затем очень аккуратно вынимают пробку под литник, острым предметом снимают верхнюю часть формы и вынимают модель из нижней. На обеих частях формы должны быть углубления, которые точно отображают форму детали. Иногда приходится подправлять модель тонким гибким ножом, удаляя излишки формовочной земли или, наоборот, добавляя ее в том месте формы, где она прилипла к модели и вынулась вместе с ней. Если деталь длинная, то в одном ее конце устраивают литник, а в другом формируют отверстие, аналогичное
Размещают модель таким образом, чтобы выступы и другие ее части легко вынимались из формы и не разрушали ее. Землю в ящике снова посыпают графитом или тальком, на нижнюю часть опоки устанавливают верхнюю, совмещая фиксаторы с отверстиями. В неответственной части будущей детали ставят коническую пробку широкой частью кверху для формирования литника, через который расплавленный металл будут заливать в форму (рис. 2.5.2). После этого в опоку с избытком насыпают формовочную землю и хорошо ее утрамбовывают. Затем очень аккуратно вынимают пробку под литник, острым предметом снимают верхнюю часть формы и вынимают модель из нижней. На обеих частях формы должны быть углубления, которые точно отображают форму детали. Иногда приходится подправлять модель тонким гибким ножом, удаляя излишки формовочной земли или, наоборот, добавляя ее в том месте формы, где она прилипла к модели и вынулась вместе с ней. Если деталь длинная, то в одном ее конце устраивают литник, а в другом формируют отверстие, аналогичное 2.5.2. Формовка металла
2.5.2. Формовка металла Изделия, получаемые описанным методом, как правило, имеют шероховатую поверхность и нуждаются в дополнительной чистовой обработке.
Изделия, получаемые описанным методом, как правило, имеют шероховатую поверхность и нуждаются в дополнительной чистовой обработке. Этим требованиям лучше всего соответствует воск пчелиный, сплав одинаковых частей стеарина и парафина, зубопротезные воски: “Воск для базисов”, “Воск моделировочный”, “Воск для бюгельных работ”.
Этим требованиям лучше всего соответствует воск пчелиный, сплав одинаковых частей стеарина и парафина, зубопротезные воски: “Воск для базисов”, “Воск моделировочный”, “Воск для бюгельных работ”. Перед заливанием верхней части модели на ее край ставят металлическую вставку из толстой проволоки или гвоздя для образования литникового отверстия. После затвердевания гипса верхнюю часть отсоединяют от нижней с помощью тонкого ножа, вынимают оригинал и литниковую вставку, придают конусность верхней части литникового отверстия (для удобства при заливке воска), соединяют обе половины формы, ориентируясь на спички-фиксаторы, плотно сжимают. В результате имеем готовую форму для получения восковой модели. Расплавленную восковую массу заливают через литниковое отверстие в форму, и после охлаждения аккуратно вынимают. Если изделие неправильной формы и имеет большое количество выступов, то наряду с литниковым отверстием формируют одно или несколько тонких отверстий для выхода воздуха, вытесняемого расплавленным воском. С готовой модели аккуратно удаляют остатки литника и воздуховыводящих каналов, а также заусенцы.
Перед заливанием верхней части модели на ее край ставят металлическую вставку из толстой проволоки или гвоздя для образования литникового отверстия. После затвердевания гипса верхнюю часть отсоединяют от нижней с помощью тонкого ножа, вынимают оригинал и литниковую вставку, придают конусность верхней части литникового отверстия (для удобства при заливке воска), соединяют обе половины формы, ориентируясь на спички-фиксаторы, плотно сжимают. В результате имеем готовую форму для получения восковой модели. Расплавленную восковую массу заливают через литниковое отверстие в форму, и после охлаждения аккуратно вынимают. Если изделие неправильной формы и имеет большое количество выступов, то наряду с литниковым отверстием формируют одно или несколько тонких отверстий для выхода воздуха, вытесняемого расплавленным воском. С готовой модели аккуратно удаляют остатки литника и воздуховыводящих каналов, а также заусенцы. Формовочная масса, которой заливают восковую модель, при литье изделия из алюминия и легкоплавких бронз (температура плавления 860—880 град.С) состоит из следующих компонентов (в массовых частях):
Формовочная масса, которой заливают восковую модель, при литье изделия из алюминия и легкоплавких бронз (температура плавления 860—880 град.С) состоит из следующих компонентов (в массовых частях):
 Чаще всего форму просто кипятят в воде. Литниковое отверстие должно находиться в верхней части формы, погруженной в воду, чтобы расплавленный воск мог свободно выходить наружу и всплывать на поверхность воды. Если отливаемая деталь имеет сложную поверхность, то в процессе кипячения необходимо многократно переворачивать форму для полного ее освобождения от воска. После удаления восковой массы внутри формы образуется полость, точно соответствующая модели. Перед заливкой металла форму необходимо прокалить в муфельной печи или горне. Сначала печь разогревают до 550—600 град. С, потом в нее кладут форму и поднимают температуру до 900 град. С. При этой температуре прокаливание длится 2—4 ч (в зависимости от массы формы).
Чаще всего форму просто кипятят в воде. Литниковое отверстие должно находиться в верхней части формы, погруженной в воду, чтобы расплавленный воск мог свободно выходить наружу и всплывать на поверхность воды. Если отливаемая деталь имеет сложную поверхность, то в процессе кипячения необходимо многократно переворачивать форму для полного ее освобождения от воска. После удаления восковой массы внутри формы образуется полость, точно соответствующая модели. Перед заливкой металла форму необходимо прокалить в муфельной печи или горне. Сначала печь разогревают до 550—600 град. С, потом в нее кладут форму и поднимают температуру до 900 град. С. При этой температуре прокаливание длится 2—4 ч (в зависимости от массы формы). Но если отливка имеет маленькие размеры, то хорошего качества изделия добиться невозможно, так как воздух не позволяет жидкому металлу заполнить все полости формы. Преодолеть эту трудность можно, поместив форму в ручную центрифугу. Центробежная сила помогает вытеснить воздух и дает возможность металлу полностью заполнить все пустоты формы. Однако производить эту операцию необходимо быстро, пока металл находится в расплавленном состоянии.
Но если отливка имеет маленькие размеры, то хорошего качества изделия добиться невозможно, так как воздух не позволяет жидкому металлу заполнить все полости формы. Преодолеть эту трудность можно, поместив форму в ручную центрифугу. Центробежная сила помогает вытеснить воздух и дает возможность металлу полностью заполнить все пустоты формы. Однако производить эту операцию необходимо быстро, пока металл находится в расплавленном состоянии.Как сделать бижутерию или метод литья по выплавляемым моделям!
Как Вы знаете, интернет магазин «Жемчужина» представляет производство. Мы производим бижутерию с покрытием из особого ювелирного сплава на основе меди, олова, цинка и некоторых специальных лигатур.
Суть процесса вкратце: берём модель, снимаем форму, делаем восковую модель, снимаем форму, нагреваем форму, воск вытекает, в получившуюся пустоту заливаем металл.
 Полный состав нашего сплава является коммерческой тайной. Почти все наши украшения изготовляются методом вакуумнго литья по выплавляемым моделям.
Полный состав нашего сплава является коммерческой тайной. Почти все наши украшения изготовляются методом вакуумнго литья по выплавляемым моделям.Операция восковки
Для начала технологического процесса необходима модель будущего изделия. С неё мы снимем резиновую форму, из которой сделаем нужное количество моделей уже из ювелирного воска.
Если отливка нужна в единственном экземпляре – при эксклюзивных заказах мы изготавливаем модель изготавливают сразу из воска – или вырезаем, или выращиваем при помощи трехмерной печати.
На фотографии ниже форма из вулканизированной ювелирной резины и восковая модель.
От пласта ювелирной резины отрезается два куска нужных нам размеров, между которыми укладывается модель. Резиновая пресс-форма изготавливается в подобных опалуюках:
Вулканизация происходит в прессе.
 Опалубка с резиной прессуется и выдерживается в сжатом состоянии на заданной температуре заданное же время.
Опалубка с резиной прессуется и выдерживается в сжатом состоянии на заданной температуре заданное же время.Теперь форма готова к использованию. Плавится воск, форма фиксируется в собранном состоянии.
Для заполнения пресс-формы используется восковой инжектор.
Отличие ювелирного воска от пчелиного и парафина заключается в меньшем коэффициенте термического расширения и том, что при прокаливании формы под литьё, остатки его выгорают, не оставляя нагара — важно для качества поверхности отливки.
Получившиеся восковки наплавляются на стержень – литник. Получается то, что называется профессиональным термином «восковая елка».
Операция формовки
Литник елки вставляется в опору, на готовую ёлку сверху ставится металлическая опока.
Потом вся конструкция заматывается снаружи скотчем и заливается ювелирной формомассой.
После заливки формомассы опока продерживается в вакуумной камере для удаления лишних газов. Это улучшает прочность формы и качество будущей отливки.
Так выглядит готовая к следующему этапу форма. Теперь надо вытопить воск и прокалить форму.

Этот процесс занимает несколько часов, поскольку набирать температуру нужно по строгому графику с выдерживанием заданной температуры в течение заданного времени.
Сперва форма устанавливается в печь литниковой чашей вниз потом переворачивается и уже просто прокаливается — это надо для удаления остатков воды и упрочнения. Так же металл в нагретую форму заливается лучше. Итоговая рабочая температура формы около 600 градусов.
Операция литья
Сплав плавится в графитовом тигле в печи.
Графитовый тигель используется потому что позволяет нагревать металл до нужной температуры в индукционной печи.
Принцип вакуумного литья изображён на схеме.
Далее опока вынимается из печки, ставится в вакуумный инжектор.
 Одновременно достается тигель и расплав заливается в опоку при включенном вакуумном насосе.
Одновременно достается тигель и расплав заливается в опоку при включенном вакуумном насосе.После контакта с горячим металлом формомасса становится хрупкой. Опока погружается в размывочную ванну, где формомасса смывается с поверхности металлической елки.
Вот так выглядят получившиеся металлические елки после литья:
С литника остригаются изделия и отправляются в монтировку. Но это тема для отдельной статьи, и об этом будет рассказано в дальнейшем.
2019-10-18 13:58:24
0
2829
Комментарии:
Рекомендуемые статьи
Производство ювелирной бижутерии
Здравствуйте, как Вы наверное уже знаете, наш интернет-магазин существует не только в интернете, прежде всего мы ювелирное производство. Вся бижутерия на сайте нашего собственного производства и дизайна. «Жемчужина» занимается производством и продажей ювелирной бижутерии свыше десяти лет, поэтому мы можем представить нашим клиентам такой широкий выбор камней, покрытий и размеров. К сожалению, быст..
К сожалению, быст..
Опубликовано: 2018-09-28 16:01:38
Комментарии: 0
Просмотры: 1504
Рейтинг:
Как чистить серебрённые украшения и серебро от почернения?
Серебро – универсальный металл, с мягким красивым блеском. К сожалению серебро самый химически активный благородный металл. Серебрение может потускнеть, почернеть и поцарапаться. Очистка серебра – дело весьма деликатное. Тем не менее, чтобы вернуть серебру красивый внешний вид достаточно легко. Вы можете не быть профессионалом, что бы успешно чистить серебро самим в домашних условиях!Первый метод:..
Опубликовано: 2020-01-27 11:02:14
Комментарии: 1
Просмотры: 7570
Рейтинг:
Весеннее обновление!
Насладитесь шикарными весенними новинками! Жемчужина открывает долгожданный весенний сезон!Мы подготовили именно те новинки, что Вы ждете: шикарные серьги под мятый металл – безусловный тренд всего сезона, серьги с кольцами, длинные серьги и несколько классических гарнитуров!Торопитесь, станьте первым покупателем! Успейте забрать себе самые лакомые и трендовые украшения весны этого года!Напоминаем. .
.
Опубликовано: 2020-03-02 11:32:16
Комментарии: 0
Просмотры: 714
Рейтинг:
Производство бижутерии по эскизу!
Закажите любую ювелирную бижутерию по Вашим эскизам!У нас Вы можете заказать любую ювелирную бижутерию по Вашим эскизам! Мы не только производим и продаем украшения под собственным брендом, но и выполняем задания сторонних брендов.В настоящее время мы кроме собственного ассортимента производим украшения для двух французских брендов. По условиям договора мы не можем публиковать их названия. На теку..
Опубликовано: 2020-07-22 14:12:04
Комментарии: 0
Просмотры: 5149
Рейтинг:
Как отлить ювелирные изделия за 7 шагов
перейти к содержаниюКристин Арцт
Возможности создания из воска, огня и расплавленного металла безграничны. Отливайте ювелирные изделия и скульптуры из воска, чтобы запечатлеть мелкие детали вашего изделия. Литье ювелирных изделий является эффективным с точки зрения затрат и времени, и это дает вам возможность сделать несколько одинаковых украшений.
Отливка из воска не обязательно является видом искусства, которым вы можете заниматься самостоятельно без надлежащего руководства. Посещение занятий обеспечивает безопасность под руководством опытного инструктора и является более рентабельным, чем покупка всего необходимого оборудования. И никакого предварительного опыта не требуется!
Мы записались на урок «Отливка воска в серебро», чтобы узнать, как это делается. Литые украшения не только для взрослых! Мы также предлагаем его во время наших молодежных летних лагерей.
Инструменты, которые вам понадобятся
- Подготовленная восковая форма для литья
- Металл – бронза или серебро на ваш выбор
- Инвестиции
- Колба
- 2,5-дюймовая резиновая основа
- Резиновая чаша для смешивания
- Мерная колба для воды
- Вакуумная камера
- Печь для обжига
- Малый круглый тигель для центрифуги
- Флюс
- Маленький фонарик
- Защитное снаряжение: кожаные перчатки, защитные очки
- Ведро с водой
- Большие стальные щипцы для захвата горячей колбы
Шаг 1.
 Вырежьте и придайте форму воску
Вырежьте и придайте форму воскуВырежьте изделие из воска. Для достижения желаемого результата можно использовать различные типы воска. Скульптурный воск мягкий, и ему можно придать форму глины, в то время как некоторые виды воска более твердые, и их можно использовать для придания текстуры литым украшениям.
Шаг 2. Прикрепите литники и основание
Прикрепите литники и взвесьте восковую модель с прикрепленными литниками. Растопите воск на кнопке основания фляги и прикрепите восковую модель к основанию.
Шаг 3: паковка
Измерьте соотношение паковочной массы и воды в зависимости от веса вашей модели. Добавьте смесь в воду и перемешайте до получения однородной массы (например, блины). Поместите паковочную массу в вакуумную камеру примерно на 30 секунд, затем осторожно перелейте ее в колбу. Дайте ему высохнуть в течение ночи.
Шаг 4: Выгорание воска
Поместите опоку в печь, чтобы удалить воск и подготовить опоку к отливке. Время и температура будут скорректированы в зависимости от размера вашей колбы. Тогда готовьтесь! Наденьте защитные очки и перчатки, прежде чем прикасаться к горячей колбе.
Тогда готовьтесь! Наденьте защитные очки и перчатки, прежде чем прикасаться к горячей колбе.
Шаг 5: Литье
Закройте центрифугу, поместите колбу в держатель и прижмите тигель к колбе. Разогрейте тигель, затем залейте в него предварительно взвешенный металл. С помощью кислородно-ацетиленовой горелки расплавьте металлы в тигле и время от времени перемешивайте их палочкой для перемешивания. Когда металлы полностью расплавятся, разблокируйте центрифугу, активировав ее, и залейте расплавленный металл в свою колбу. Центрифуга будет вращаться около одной минуты. С помощью щипцов достаньте фляжку из подставки (она горячая!).
Шаг 6: Закалка
После того, как колба остынет и перестанет светиться красным, возьмите ее щипцами и полностью погрузите в ведро для закалки, пока не перестанет пузыриться. Старайтесь держать фляжку горизонтально, чтобы отливка не выскользнула и не упала на дно ведра. Соскоблите мягкую паковочную массу из опоки и извлеките отливку.
Шаг 7: Отделочные работы
Отрежьте литники, отшлифуйте все острые края, отшлифуйте и отполируйте изделие и наслаждайтесь!
Продолжайте читать…
Заниматься искусством с друзьями и семьей — это гарантированно прекрасное времяпрепровождение! На наших трехчасовых дегустационных занятиях, которые пройдут 8 и 9 октября, вы и ваши близкие сможете опробовать техники в восьми.
Читать далее →
Наши последние занятия 2022 года вот-вот начнутся! В списке более 100 классов с октября по декабрь, и каждый найдет занятие для любого возраста и уровня подготовки….
Читать далее →
Совет директоров Crucible — талантливая и преданная своему делу группа, которая помогает нам выполнять свою миссию. За последние несколько лет, пока мы боролись с пандемией, наш Совет директоров…
Читать далее →
Каждое лето наша студия оживает, когда молодые летние туристы возвращаются на недельные занятия промышленным искусством. Этим летом у студентов будет возможность отливать металл,…
Подробнее →
Ранее в этом году мы возобновили работу нашего отдела выдувания стекла, уделяя больше внимания сообществу. Идея заключалась в том, чтобы расширить наши предложения, включив в них бесплатное или субсидируемое программирование…
Подробнее →
За последние четыре месяца группа основателей The Crucible Open For Business — Эми Аламан, Брэндин Уилридж, Кори Пиллоуз и Комойя Джонсон — приобретают новые навыки в. ..
..
Подробнее →
2021-06-30T08:49:37-07:00 Ссылка для загрузки страницыПерейти к началу
Услуги по литью профессиональных серебряных ювелирных изделий
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Casting House предоставляет ювелирным магазинам и ювелирным дизайнерам доступ к профессиональным услугам по литью серебра. Эти услуги можно использовать для создания репродукций любимых дизайнов украшений; или их можно использовать для изготовления уникальных украшений по индивидуальному заказу для ваших клиентов.
Серебряное литье: проверенный и проверенный способ создания высококачественных репродукций ювелирных изделий
В течение многих лет процесс серебряного литья позволял ювелирам и ювелирным магазинам использовать проекты, которые были только нарисованы или созданы с помощью программного обеспечения САПР. и превратить их в настоящие украшения.
и превратить их в настоящие украшения.
Работая с этими индивидуальными дизайнами, Casting House наблюдает за вашими ювелирными украшениями на каждом этапе процесса литья серебра:
- Восковая модель и подготовка к литью. На основе рисунка вырезается или печатается восковая модель. Он прикрепляется к восковому стержню отдельно или с другими моделями с помощью литников. Они образуют каналы, по которым расплавленное серебро будет поступать в форму.
- Инвестиции. Восковые модели, прикрепленные к ножке, помещаются в специальную оправу, называемую опокой, которая затем заполняется паковочной массой, которая затвердевает.
- Выгорание. После того, как паковочная масса схватится и затвердеет, опоку помещают в специальную печь для выжигания воска внутри нее. Когда весь воск расплавится и сгорит, останется полость, которая является формой.
- Плавление. В зависимости от типа серебра и используемого сплава серебро плавится при очень высоких температурах, начиная с 1615 градусов по Фаренгейту.
- Литье. Жидкое серебро можно заливать непосредственно в форму, но существуют различные методы, в том числе центробежное литье, литье под вакуумом и литье под давлением, которые можно использовать для обеспечения равномерного распределения металла и его достижения в каждой точке формы. Casting House использует все эти методы, а также факельное литье, при котором горелка плавит очень небольшое количество металла, заливаемого в форму.
- Продажа. После того, как серебро остынет и затвердеет, отливки удаляются из паковочной массы физическими или химическими средствами. Литник отрезается от каждой отливки, и каждая деталь очищается и полируется для устранения дефектов.

Доверьтесь опытным специалистам по серебряному литью Литейного дома
Внешний вид конечного продукта зависит от качества серебряного литья: Некачественные серебряные отливки будут иметь газовую и усадочную пористость, пятна от огня, оксидные включения, изломы или трещины. . Важно, чтобы вы работали с опытными экспертами по литью серебра, такими как профессионалы Casting House.
. Важно, чтобы вы работали с опытными экспертами по литью серебра, такими как профессионалы Casting House.
Литейный дом имеет большой опыт в литье серебра. Мы знаем, какие методы использовать, и имеем доступ к новейшему специализированному оборудованию для литья серебра. Сочетание опыта и доступа к специализированному оборудованию означает, что мы можем превратить ваши проекты в физические украшения.
Наши клиенты предпочитают работать с нашими экспертами по литью серебра по следующим причинам:
- Чрезвычайно быстрое выполнение работ: Наша служба зажима и доставки может доставить вам серебряное литье на следующий рабочий день.
- Создание репродукций высокого разрешения с использованием высококачественных силиконовых форм.
- Использование новейших формовочных и фотополимерных технологий.
- Все отливки серебряных ювелирных изделий проходят многоэтапный процесс обеспечения качества, который включает профессиональную подготовку отливки, окончательную магнитную галтовку и индивидуальную лазерную проверку.
- Серебро 925 пробы (де-окс) и серебро-платина с содержанием драгоценных металлов 3,5% на выбор.

Casting House — это единый источник для всех ваших потребностей в производстве ювелирных изделий
Формирование партнерства с Casting House идеально, потому что мы предлагаем различные ценные услуги по производству ювелирных изделий, которые могут помочь вам расширить свой бизнес.
Вместо того, чтобы использовать несколько компаний для различных услуг по производству ювелирных изделий, просто используйте одну компанию — Casting House.
Помимо услуг по литью серебряных украшений, мы предлагаем следующие услуги:
- Услуги по литью других драгоценных металлов, таких как золото, платина и палладий
- Услуги по изготовлению на заказ
- Двухдневные Услуги САПР
- Услуги по оправке драгоценных камней и бриллиантов
- Услуги по изготовлению продукции
- Создание прототипа
- Доступ к нашей коллекции Private Label
- Персональные координаторы работы, которые помогут пройти весь производственный процесс от начала до конца
Станьте партнером Casting House в сфере услуг по литью серебра и других услуг по производству ювелирных изделий и наблюдайте за развитием своего бизнеса. Свяжитесь с нами сегодня, чтобы узнать, как наши услуги могут помочь вашему ювелирному магазину.
Свяжитесь с нами сегодня, чтобы узнать, как наши услуги могут помочь вашему ювелирному магазину.
О Casting House
У нас есть долгая история создания исключительных украшений для наших клиентов, чтобы помочь им развивать свой бизнес.
Независимо от того, хотите ли вы создать единственные в своем роде изделия, разработать идеальный прототип, разработать собственную линию ювелирных украшений или создать готовую коллекцию каталогов ювелирных изделий, Casting House — ваш единственный источник.
Подробнее о нас
Политики
Информация о компании
БЕСПЛАТНЫЙ часы работы: с 8:30 до 17:30 по центральному поясному времени, с понедельника по пятницу,
. Пожалуйста, свяжитесь с нами, чтобы узнать о специальных часах пикового сезона и праздников.
© 2016 Casting House Store. Все права защищены.
В начало
Как изготавливать формы для литья серебра? (с диаграммами)
Поделись с другими рокхаундами!
Отливка серебра — не самая простая задача на свете. То, что сначала кажется самой простой задачей в мире, быстро усложняется, и даже знание того, какая форма вам нужна, является началом большого количества исследований. Итак, давайте уделим немного времени и поговорим о том, как делать различные типы пресс-форм и каковы их ограничения.
То, что сначала кажется самой простой задачей в мире, быстро усложняется, и даже знание того, какая форма вам нужна, является началом большого количества исследований. Итак, давайте уделим немного времени и поговорим о том, как делать различные типы пресс-форм и каковы их ограничения.
Без лишних слов, давайте приступим к делу и обсудим, как именно изготавливаются формы для литья серебра.
- Руководство для начинающих по работе с серебром
- Полное руководство по работе с горелками для работы с серебром
Несколько слов о типах форм
Литье — это немного сложнее, чем просто заливка расплавленного металла в форму и надежда на получение наилучшего качества. Даже самая лучшая пресс-форма по-прежнему требует техники, а для некоторых типов потребуется дополнительное оборудование.
В общем, , если вы пытаетесь использовать как можно меньше оборудования, вам лучше использовать литье в песок или литье костей каракатицы. Литье по выплавляемым моделям требует серьезного оборудования.
Литье по выплавляемым моделям требует серьезного оборудования.
Здесь я сосредоточусь только на формах, а не на деталях заливки и последующей обработки детали. Тем не менее, процесс заливки может показаться немного странным людям, плохо знакомым с серебром. Следующие советы помогут вам добиться успеха:
- Держите факел на серебре, пока оно не станет похожим на воду. Поверхностное натяжение немного снижается при более высоких температурах, и это то место, где вы хотите, чтобы ваше серебро было при заливке.
- При использовании горелки необходимо держать пламя на серебре и носике тигля во время заливки.
- Быстро наливай. Новички часто пытаются использовать медленную, размеренную заливку… и это вызовет проблемы. Выливайте металл как можно быстрее, сохраняя контроль над горелкой и тиглем.
Это должно помочь вам попасть в нужное место. Для литья по выплавляемым моделям обычно требуется как минимум печь, а для получения действительно хорошей заливки вам также понадобится вакуумная камера. Они немного выходят за рамки этой статьи и выходят за рамки многих семинаров.
Они немного выходят за рамки этой статьи и выходят за рамки многих семинаров.
Вся надежда на это еще не потеряна, многие серебряные мастера отправляют свои восковые фигурки для отливки в чью-то мастерскую. Это неплохая идея, литье по выплавляемым моделям — серьезное вложение.
Формы для литья в песчаные формы
Литье в песчаные формы очень просто, но позволяет быстро создавать сложные объекты из чистого серебра. Для начала вам понадобится какая-то форма и глина или песок.
Доступны наборы, которые дадут вам все необходимое, чтобы справиться с задачей. Вы также можете купить песок или глину для литья, а затем сделать форму. Моим первым литьем в песчаные формы было латунное украшение в раме из обрезков дерева.
Делфтская глина для литья в песчаные формы Deluxe Kit
Проверить текущую цену
Мы получаем комиссию, если вы переходите по этой ссылке и совершаете покупку без каких-либо дополнительных затрат для вас.
Процесс прост, но имеет ограничения.
Самое большое ограничение при литье в песчаные формы заключается в том, что вы не сможете отливать объекты с поднутрениями . Подрезка, когда речь идет о формах, — это любая деталь, которая препятствует чистому извлечению из формы, конструкция должна иметь уклон наружу от центра.
Вы можете отливать подрезанные детали в песок, но это серьезная работа и требует большой тонкой настройки. В начале лучше просто лить без подрезов, если они вам серьезно нужны на изделии, вы можете вырезать их гибким стержнем после первоначального литья.
Ваша модель — это начало. На мой взгляд, лучше всего использовать дерево, но вы также можете использовать 3D-принтер для печати модели из твердого пластика. В любом случае модель будет многоразовой. В большинстве случаев древесина оказывается самой простой и быстрой формой.
Открытое литье очень просто: вдавите модель в половину подготовленной формы. После этого просто залейте расплавленный металл в углубление, и у вас останется односторонний кусок металла в форме формы.
После этого просто залейте расплавленный металл в углубление, и у вас останется односторонний кусок металла в форме формы.
Модели часто состоят из двух частей, чтобы облегчить сборку пресс-формы.
Для тех, кто никогда не занимался литьем, достаточно просто запрессовать детали и сделать литник, ведущий к ним из устья опоки. Реальность такова, что если вы попытаетесь это сделать, то в итоге получите беспорядок из металла, который практически не похож на то, что вы собираетесь делать.
Вместо этого вы должны подойти к форме как к головоломке.
Основными деталями являются литник , направляющая и сердцевина. Ядро — это место, где ваша модель оставила пустое место в песке.
Легче всего построить сердечник, используя модель, состоящую из двух частей. Подготовьте песок и опоку в соответствии с инструкциями, затем прижмите форму к верхней половине модели. Затем вы повторите этот процесс для нижней половины.
Соответственно, верхняя и нижняя части ваших пресс-форм называются верхней и нижней частью.
Сердцевина — это не вся форма, это только начало.
Я обычно использую дюбель ¼” для запрессовки литника и стояка. Вы можете использовать все, что под рукой.
Литник должен соединяться с сердцевиной детали. Вы также должны расширить воронку в верхней части литника, чтобы облегчить заливку металла. Глубины в один дюйм и ширины от 1 до 1 ½ дюйма в верхней части достаточно для большинства целей.
Часто вам может понадобиться создать вторичный канал для доступа к ядру. Это называется воротами и обычно работает на 9Угол 0° к литнику.
Во время заливки в форме будет воздух. Металл будет нагревать воздух, заставляя его подниматься вверх, а металл в воронке булькать. Это… не очень хорошо, и это вызовет проблемы с окончательным составом.
Вместо делаем вторичный канал после сердечника, называемый стояком. Вертикальная часть позволяет выходить воздуху и примет любой излишек, который случается, когда вы работаете над изделием.
Краткое руководство см. на следующей схеме.
Это только одно из возможных решений проблем, с которыми вы столкнетесь. Люди с большим опытом часто экспериментируют со своими заливками, пытаясь получить лучший конечный результат. Вышеупомянутое будет работать для большинства ситуаций, и вы всегда можете переплавить и залить снова, если возникнут проблемы.
Литье в песчаные формы «за» и «против»
Литье в песчаные формы выполняется легко, быстро и имеет некоторые проблемы, которые делают его непригодным для некоторых целей.
Преимущества:
- Быстрая установка
- Многоразовая модель
- Простейшая форма литья
Литье в песчаные формы наиболее легкодоступно. Есть также несколько интересных приложений, которые выполняются со сложными 3D-печатными деталями, но они не имеют отношения к использованию в ювелирном деле.
Недостатки могут быть болезненными, но не решающими:
- Пористость гарантирована в окончательной отливке
- Плохая отделка поверхности
- Распространенные дефекты
Хотя перечисленные выше недостатки могут доставлять неудобства, это по-прежнему самая простая форма литья, и она очень хорошо работает для органических форм.
Отливка из кости каракатицы
Еще один простой и немного примитивный способ изготовления формы – использование кости каракатицы. Все, что вам понадобится, это кость, немного наждачной бумаги и какая-нибудь вязальная проволока. Нержавеющая сталь лучше, но медь тоже подойдет.
Вам также понадобится немного лома латуни или медного листа, нарезанного на полоски. Идеальный калибр 18-20.
Кости каракатицы могут показаться экзотическим материалом, но они используются в качестве добавки кальция для птиц. Они есть в любом местном зоомагазине, и вы также можете найти их недорого в Интернете. Постарайтесь найти большие, чтобы у вас было достаточно места для работы.
Ваша модель должна быть примерно на 10% больше желаемого конечного размера. Отливка каракатицы ужасна с точки зрения точности размеров, но эмпирическое правило потери размера в процессе охлаждения составляет около 10%.
Возьми свою кость и разруби ее на три части. С этой задачей отлично справляется ножовка.
Теперь вам нужно отшлифовать или напилить поверхность каждой кости, чтобы они могли сесть друг на друга. Они должны сидеть как можно ближе. Также отшлифуйте нижнюю часть двух частей, чтобы они могли сидеть заподлицо. Носите маску и работайте над мусорным ведром, это создает много пыли.
Возьмите кусочки меди или латуни и согните их под прямым углом. Они могут быть довольно маленькими, мы просто собираемся использовать их, чтобы скрепить форму.
Прижмите их к одной стороне кости вместе с моделью, а затем прижмите модель к стороне кости металлом.
Осторожно, но плотно прижмите кости друг к другу. Кость уплотнится и создаст пустоту, необходимую для заливки металла. Затем раздвиньте их и аккуратно снимите модель. Кость каракатицы довольно хрупкая, так что делайте это осторожно .
С каракатицей мы просто используем очень широкую воронку, а не стояк.
Все сказано и сделано, у вас должно получиться что-то похожее на следующую схему:
Литье каракатицы может быть довольно сложным, поэтому я рекомендую сначала научиться делать «ключи». Вы можете использовать другой кусок кости, например, если хотите достичь дополнительного измерения. Пока все в порядке, все будет хорошо.
Вы можете использовать другой кусок кости, например, если хотите достичь дополнительного измерения. Пока все в порядке, все будет хорошо.
Кость каракатицы Плюсы и минусы
Прелесть литья каракатицы в том, что это быстро, легко и позволяет создавать сложные трехмерные формы. Однако, как и литье в песчаные формы, оно имеет ряд серьезных недостатков.
Первый выключен, хорошие детали:
- Самый дешевый метод литья для установки
- ОБСЛУЖИВАЕТСЯ, КОГДА ПРЕДОСТАВЛЯЕТСЯ ФОРМЫ
- Очень простой процесс управления

Тем не менее, литье каракатицы доступно и легко выполняется в домашних условиях, что делает его привлекательным для начинающих ювелиров.
Формы для литья по выплавляемым моделям
Литье по выплавляемым моделям, несомненно, является лучшим, когда речь идет о точности, отделке и… ну, во всем, кроме времени и материальных вложений, чтобы сделать это дома.
Литье по выплавляемым моделям намного сложнее, чем кажется на первый взгляд. Убедитесь, что вы провели дополнительные исследования, прежде чем пытаться это сделать, но для фактического литья вам понадобится обжиговая печь или печь и вакуумная камера.
Для изготовления формы нам понадобится восковая модель, прикрепленная к литнику. Есть также некоторые полимеры, используемые в 3D-принтерах, которые выгорают при соответствующей температуре. Литник должен быть широким.
Этот метод заклинания… заноза в заднице. По этой причине люди часто строят большие литники, чтобы одновременно отливать много деталей.
Вам также понадобится гипс. Это то, что составляет форму.
Литейный порошок премиум-класса для изготовления ювелирных изделий
Проверить текущую цену
Мы получаем комиссию, если вы переходите по этой ссылке и совершаете покупку без каких-либо дополнительных затрат для вас.
По сути, вы делаете всю литниковую систему, литники, воронки и все остальное из воска. В этом виде кастинга есть масса хитростей, но часто бывает достаточно базовой настройки.
Ниже показано простое дерево с четырьмя кольцами, прикрепленными к системе литников воска:
Для более крупных объектов часто используется несколько каналов для заливки металла в отливку. Просто убедитесь, что каналы могут питаться под действием силы тяжести.
Литье по выплавляемым моделям сложно и требует большого количества оборудования. Потребуются эксперименты, и если вы учитесь дома, я предлагаю использовать бронзу несколько раз, чтобы привыкнуть к процессу.
После создания вашей системы вы захотите поместить ее во влажную гипсовую массу, помещенную в опоку для литья. Смешайте гипс вместе, обычно это гипс 2:1 по объему, но проверьте свою марку.
Затвердевание гипса занимает от 16 до 48 часов.
Затем нужно просто дать ему высохнуть. После высыхания форму можно поместить в печь для обжига, чтобы расплавить воск из формы. Это оставляет его готовым к заливке.
Литье по выплавляемым моделям: плюсы и минусы
Литье по выплавляемым моделям – идеальный метод изготовления ювелирных изделий. Он создает окончательную отливку со следующими свойствами:
- Меньшая пористость по сравнению с другими методами
- Улучшенная отделка поверхности
- Улучшенная детализация
- Отлично подходит для сохранения одинакового размера
Это просто обеспечивает наилучший возможный конечный продукт, по крайней мере, в том, что касается ювелирных изделий. Это метод выбора для всего, что связано с большим количеством деталей в мире искусства, от скульптур в натуральную величину до тонких ювелирных колец.
Это метод выбора для всего, что связано с большим количеством деталей в мире искусства, от скульптур в натуральную величину до тонких ювелирных колец.
Не стоит недооценивать силу серебра, выходящего точно по размеру. Размерные свойства очень важны для закрепки камней, и выплавляемый воск часто используется для создания колец для конкретного камня.
Недостатки?
- Требуется более дорогое оборудование
- Занимает больше времени
- Форма может использоваться только один раз одноразовые предметы. Как только они были использованы, они сделаны.
Однако вы также можете изготовить силиконовые формы для литья воска или попросить кого-нибудь сделать их для вас. Силиконовые формы требуют немного больше затрат и оборудования, но думайте о них как о резервной копии для чрезвычайно детализированных деталей.
Отливка по выплавляемым моделям — долгий путь, но это лучший способ отлить большинство ювелирных изделий.
Тем не менее, для тех, кто делает это редко, может быть лучше отправить восковые модели профессионалу. Уверяю вас, первые несколько попыток не будут удачными.- Автор
- Последние сообщения
Джереми Холл
Джереми — профессиональный писатель, но его настоящая страсть связана с камнями. Имея за плечами два десятилетия коллекционирования, а также десятилетие огранки, он любит делиться своим обширным опытом и знаниями о скалолазании. Сейчас его можно найти в своей мастерской, где он устанавливает камни, о которых мечтал в детстве. Вы можете найти его знания здесь и его ручную работу в его магазине Etsy.
Последние сообщения Джереми Холла (посмотреть все)
- 7 ценных камней и минералов, которые могут быть на вашем заднем дворе! — 19 сентября 2022 г.
- Список горных пород, минералов и драгоценных камней, найденных в Южной Каролине — 15 сентября 2022 г.
- Полное руководство по содалиту: что это такое и где его найти — 14 сентября 2022 г.
Искатель камней Клуб скалолазов
Присоединяйтесь к растущему сообществу скалолазов! Познакомьтесь с единомышленниками со всего мира и даже рядом с вами! Приходите учиться и делиться с нами.
- Больше, чем просто форум для скалолазания! Место, где можно пообщаться с другими рокхаундами!
- Приходите посмотреть, что внутри!
Проверьте прямо сейчас!
Что такое литье воды и как это делается? — Рабочее серебро
Люди занимаются литьем металла уже 5000 лет! Наш мир без кастинга невообразим! Литье также использовалось в ювелирном деле на протяжении тысячелетий. Одна из прелестей литья в воду заключается в том, что это невероятно увлекательный, органичный, ремесленный процесс литья ювелирных изделий, когда расплавленное жидкое серебро или золото выливают в воду, чтобы сформировать интересные формы — без форм и без траты тысяч долларов на оборудование для литья.
Эти органические элементы из стерлингового серебра или золота затем используются для создания единственных в своем роде украшений. (Эта запись в блоге посвящена использованию серебра.) Элементы Watercast выходят из воды в различных формах и размерах. Иногда вы получаете именно то, что задумали для предмета на скамейке, но во многих случаях формы, которые вы получаете, направляют ваше творение в совершенно другое, но не менее интересное и красивое направление.Вот несколько примеров украшений, сделанных либо полностью с использованием элементов, отлитых из воды, либо с добавлением этих элементов в структуру других украшений. Возможности безграничны!! Кроме того, загляните на нашу СТРАНИЦУ PINTEREST и нажмите на доску Casting — Water, Broom, Salt для вдохновения. Я знаю ремесленника-серебряника, вся линия украшений которого создана на основе элементов, отлитых из воды.
ПОСМОТРЕЕМ!!
ВАМ ПОТРЕБУЕТСЯ:
- большое ведро для воды – с большой чашей на дне ведра для сбора расплавленного серебра. Если у вас ничего нет на дне пластикового ведра, вы можете проплавить отверстия на дне. Также легче достать отливки из ведра, если они находятся в миске.
- Тигель (чашка/блюдо и ручка) с ручкой 6 или 12 дюймов. Убедитесь, что чаша для тигля ЗАКРЕПЛЕНА в ручке — для фиксации чашки будет натяжной винт.
- Борная кислота (Borax или Aquiflux) для подготовки чашки для тигля и нанесения на серебро во время плавки
- Горелка, достаточно горячая, чтобы расплавить стерлинговое серебро до температуры литья (чтобы полностью расплавить серебро в расплавленную жидкость). Я рекомендую ацетиленовую/кислородную горелку LittleSmith или воздушно-ацетиленовую горелку Smith Silversmith. Вы также можете использовать газовую горелку MAP, которую можно приобрести в хозяйственном магазине. Дело в том, что вам нужно МНОГО тепла, чтобы расплавить металл в расплавленной/жидкой форме в тигле.
ПЕРВАЯ ПОДГОТОВКА ЧАШКИ/ЧАШКИ ДЛЯ ТИГЛА : Чашки для тигля (также называемые чашей) изготовлены из плавленого кварца с глиняной связкой и должны быть «покрыты» борной кислотой, чтобы создать «стеклянную» поверхность, которая облегчает плавление.
и движение серебра в чаше. Некоторые люди насыпают порошок буры (вам нравится тот, который используется для стирки одежды) в чашу тигля, но я предпочитаю использовать Aquiflux — все флюсы, по сути, представляют собой борную кислоту, смешанную с жидкой средой.- Нагрейте чашку горелкой.
- Наполните нагретую чашку примерно на 1/4 жидкостью Aquiflux и испарите эту жидкость с помощью горелки, пока вы перемещаете жидкость в чашке, используя ручку, чтобы осторожно перемещать чашу из стороны в сторону и вокруг.
- Поскольку Aquiflux поставляется в бутылке с распылителем, его очень легко продолжить наносить на внутреннюю часть чашки тигля путем распыления и сушки с помощью горелки. Aquiflux превратится в белый порошок при нагревании горелкой, затем «расплавится» и создаст «стекловидное» покрытие в чашке.
- Продолжайте распылять Aquiflux в чашу тигля и сушить горелкой до тех пор, пока не получите тонкое, ровное «стекловидное» покрытие, которое покроет всю внутреннюю часть чашки и отверстия для заливки.
- Теперь ваш тигель готов к плавке металла.
- Эта подготовка необходима только для НОВЫХ чашек.
ПРИМЕЧАНИЕ. Чашки необходимо заменять, когда покрытие из борной кислоты становится слишком толстым или когда оно мешает плавлению и заливке серебра — иногда в покрытии появляются дыры и т. д. Нет необходимости покупать новый тигель — доступны сменные чашки. ЗДЕСЬ
ЭТАПЫ ЗАЛИВАНИЯ ВОДЫ:
- Наполните ведро водой комнатной температуры на пару дюймов от верха – убедитесь, что большая миска находится на дне ведра.
- Поместите небольшое количество (10 граммов или меньше??? на ваше усмотрение) мелко нарезанных кусочков ЧИСТОГО (без припоя) стерлингового или чистого серебра в подготовленную форму для тигля. Важно, чтобы на вашем серебре не было припоя, потому что припой также расплавится и изменит сплав и цвет серебра.
- Нанесите на серебро Aquiflux
- Удерживая горелку неведущей рукой и тигель за ручку доминирующей рукой: нагрейте серебро в чашке тигля горелкой до «температуры литья», что означает, что оно находится в расплавленном жидком состоянии. Покатайте серебро в чашке, чтобы убедиться, что оно полностью расплавлено.
- ДЕРЖИТЕ ФАКЕЛ НА СЕРЕБРЕ, чтобы серебро оставалось в расплавленной форме, пока вы осторожно выливаете серебро в воду.
- Вы получите разные результаты в зависимости от температуры воды, высоты, с которой вы льете, и скорости, с которой вы льете. Мне нравится наливать воду комнатной температуры примерно на 6 дюймов выше уровня воды, но это не значит, что я всегда получаю те формы, на которые надеюсь. Заливка водой является органической, а это означает, что при заливке водой нет полной защиты. Вы также получите различные формы отливаемой воды, если будете ПЕРЕМЕШИВАТЬ воду непосредственно перед заливкой.
- Если вы не получаете формы, которые хотите, вы можете переплавить серебро, но в конечном итоге серебро будет СПЕКАТЬСЯ и не будет хорошо отливаться, поэтому после того, как вы переплавили одно и то же серебро 2 раза, добавьте в чашку свежий лом серебра. .
Вот несколько примеров того, как МОГУТ выглядеть ваши отлитые водой формы в виде элементов:
Люди часто хотят «чашки» из серебра, но спиральные элементы также предлагают интересные возможности.
Решите, какие элементы вы хотите оставить, и поместите их в кастрюлю для рассола, чтобы очистить. После того, как они очищены, промыты и высушены, они готовы к пайке в интересные формы для подвесок или серег, или на стержни колец, на манжеты и т. д. и т. д.
Когда ваши ювелирные изделия закончены (но ДО закрепки жемчуга или камня), лучше всего подойдет полировка в барабане, но вы также можете отполировать небольшие участки с помощью 3-метровых дисков.
Если вы вставляете жемчуг или камни в готовые изделия WaterCast – всегда делайте это ПОСЛЕДНИМ – после переворачивания.
ПРОДОЛЖАЙТЕ ТВОРИТЬ!!!
Kathy’s Finished Jewellery
Kathy’s Finished Jewellery можно приобрести ЗДЕСЬ
Рекомендуемый продукт
9Бутылка 0108 SILVER BLACK (4 унции). Griffith Silver Black — прекрасный способ покрыть ваши изделия патиной, чтобы придать им дополнительный интерес. Это окислитель на основе кислоты, мгновенно образующий глубокую черную патину на серебре, золоте, меди или бронзе. В продаже ЗДЕСЬ. Спасибо за покупки!Как… литье в песчаные формы | Silver Nutshell
Литье в песчаные формы — настоящая алхимия. Я беру кусочки переработанного стерлингового серебра, переплавляю их и превращаю в прекрасные украшения. От настоящей ракушки, которую я нашел на пляже, до великолепной 9Ожерелье из ракушек из стерлингового серебра 25 пробы, процесс волшебный и полный чудес.
Секрет получения отличных результатов при литье в песчаные формы заключается в подготовке. Здесь я засыпал металлические кольца песком. Не песок с пляжа, а немного липкий, маслянистый песок, называемый дельфтской глиной, красный и идеально подходящий для улавливания мельчайших деталей и текстур органических форм.
Существует множество деталей, которые помогают сделать форму правильной, а секрет отличного литья заключается в том, чтобы построить форму, которая поможет потоку серебра.
Под этим я подразумеваю, подумайте о том, как серебро будет затекать в форму; угол, ширину отверстия литника и убедитесь, что ваши дымоходы чисты, чтобы вытесненный воздух мог выходить. Дымоходы — это крошечные отверстия и каналы, которые вы встраиваете в форму. Как я уже сказал, литье в песчаные формы состоит из многих частей, и точность является ключом к созданию прекрасно детализированной морской раковины. Я думаю, мне придется написать еще один пост, посвященный созданию форм!Вдавливание этой морской ракушки в песок создает прекрасное впечатление. Посмотрите, как гребни раковины запечатлены в песке. Те линии, которые вы видите, будут гребнями серебряной раковины, когда она будет отлита. Каждый раз, когда я создаю подобную деталь, даже используя одну и ту же оболочку, она будет немного отличаться. В этом прелесть кастинга.
Литье в песчаные формы не для слабонервных. Безопасность превыше всего, и подготовка снова очень важна. Я буду делать это только в безопасном месте.
Процесс включает плавление серебра до температуры, при которой оно расплавлено, чтобы его можно было залить в форму с молниеносной скоростью, прежде чем оно снова затвердеет. Для расплавления переработанного серебра может потребоваться 10 минут, а для повторного затвердевания — доли секунды.Вторичное серебро необходимо нагреть с помощью большой горелки или факела. Посмотрите выше на тигель, наполненный обрезками стерлингового серебра, а также любыми предметами, которыми я не доволен на 100%. Я увеличил огонь и жду, когда серебро превратится в жидкость. Если вы пробовали это, то знаете, что это требует терпения. Вам нужно крепко держать горелку, а наблюдение за плавлением серебра завораживает, поэтому необходима 100% концентрация.
Серебро может выглядеть расплавленным, но под его поверхностью могут все еще скрываться твердые частицы, поэтому важно тщательно взмахивать серебром, чтобы поддерживать постоянное тепло. Я всегда добавляю небольшое количество порошка буры, чтобы уменьшить количество примесей.
Их можно щелкнуть по сторонам тигля. Вы определенно не хотите их в разлив!Заливка требует навыков и аккуратности, но это приходит с практикой. Важно держать факел на расплавленном серебре до последней секунды. Заливка должна быть решительной и быстрой, но в то же время контролируемой и точной.
После заливки и удаления изделия, которое, я надеюсь, прошло хорошо, остается только обгоревший отпечаток серебряной раковины в песке. Формы для литья из песка нельзя использовать повторно, поэтому пришло время оставить кольца остывать, переработать хороший, чистый песок и установить новую форму.
Вот маленькая ракушка с литником, который образуется, когда расплавленное серебро попадает в форму. Я использовал пилу, чтобы вырезать литник из корпуса, который я переработаю и расплавлю в следующий раз. Это серебряная оболочка в необработанном виде. Это незавершенное, нелюбимое и потребует больше часов работы, чтобы создать украшение, которое можно носить.
Если у вас есть опыт изготовления серебряных украшений, то вы знаете, что это 20% авторство и 80% обработка! Мне нравится процесс подачи, потому что после шума и шума кастинга он успокаивает и лечит.
Именно здесь термин «ручная работа» действительно вступает в свои права. К тому времени, когда эта работа будет закончена, я буду хорошо знаком с каждым изгибом, и она не покинет мою студию, пока я не буду уверен, что это лучшее естественное воссоздание оригинала.Мне нравится включать мой любимый подкаст или аудиокнигу и сохранять файл до тех пор, пока я не буду на 100% счастлив, что тот, кто получит одно из моих произведений, полюбит его так же сильно, как и я.
Смотрите здесь, настоящая ракушка рядом с ракушкой из стерлингового серебра. Он уменьшится примерно на 10% в размере, и, конечно же, цельное серебро тяжелее, чем настоящая полая раковина. Этот малыш весит 4,6 г, что достаточно легко, чтобы носить его как подвеску на браслете или кулон на ожерелье. Это ниже установленного законом предела для клеймения в Великобритании, поэтому я не буду отправлять его для клеймения, если клиент специально не попросит об этом.
Вы можете купить это ожерелье из стерлингового серебра 925 пробы с подвеской из ракушек в магазине Silver Nutshell Etsy.
Просто разместите заказ, а я сделаю все остальное.Мои изделия изготовлены из переработанного стерлингового серебра и красиво упакованы в перерабатываемую или многоразовую упаковку. Вы можете добавить персонализированное сообщение «В двух словах…», и я использую почтовые ящики, поэтому вам не нужно присутствовать, чтобы получить посылку. Скажите что-то особенное, подарив кусочек мира природы, и создайте связи, которые останутся на всю жизнь.
Натуральное украшение идеально подходит для особых случаев, таких как годовщина, чтобы сказать спасибо, с днем рождения или в качестве особого подарка для подружек невесты. Эта подвеска из стерлингового серебра 925 пробы также является отличным способом передать любовь и наилучшие пожелания вашей любимой русалочке.
Как отливать золото и серебро
У нас часто бывают новички в литейном бизнесе, которым интересно узнать о процессе литья. Каждый, от любителя до начинающего бизнеса, хочет знать основы литья золота и серебра.
Это руководство даст вам краткое представление о том, как работает этот процесс, и проведет вас через основные этапы отливки золота и серебра.Что вам понадобится
Прежде чем начать, вам необходимо убедиться, что у вас есть необходимые материалы, машины и оборудование. Посетите страницы нашего магазина, если вы что-то пропустили. У Романофф есть все, что вам нужно, чтобы начать кастинг!
- Невулканизированная резиновая формовочная смесь
- Инструмент с лезвиями
- Инъекционный воск
- Воскотопка
- Инжектор воска
- Литейная колба
- Материал для формования на основе гипса
- Печь
- Золото или серебро
- Молоток
- Абразивный круг
- Литейная машина
- Литейный тигель
1 — Выберите модель для литья
Первый шаг — решить, что именно вы собираетесь делать. Перед любыми другими шагами вам необходимо сначала выбрать модель, которая будет воспроизведена путем изготовления слепка.
Например, украшение, которое вы хотите воспроизвести.2 — Сделайте резиновую форму для вашей модели
- Далее вам нужно начать с невулканизированной резиновой формовочной массы. Это мягкий и податливый состав, в который вы будете вдавливать свою модель, чтобы оставить отпечаток. Полностью покройте вашу модель формовочной смесью, чтобы обеспечить успешную форму
- Нагревайте форму в соответствии со спецификациями резиновой формы до тех пор, пока она не будет должным образом вулканизирована или отверждена.
- Аккуратно извлеките модель из формы с помощью лезвия. Будьте внимательны, чтобы не повредить модель слишком глубоким разрезом. В идеале вы хотите разрезать модель вдоль по центру, чтобы форма открывалась, как дверь.
- Извлеките модель из формы. Очень важно извлечь модель, не повредив форму. Любой разрыв или деформация вызовут дефекты в конечном продукте.
- Используйте лезвие, чтобы прорезать два неглубоких канала в полую камеру в форме. Каналы должны встречаться, когда форма закрыта, что позволяет вводить воск в туннель.
3 — Впрыск расплавленным воском в форму
Romanoff предлагает широкий выбор воска для этой стадии процесса литья. Для разных проектов могут потребоваться разные типы воска, и вы можете предпочесть определенный тип воска, поэкспериментировав больше.
- Растопите воск в соответствии со спецификациями выбранного воска. Различные типы парафина имеют разную температуру плавления и могут потребовать различного оборудования для обеспечения успешного и эффективного плавления.
- Впрысните расплавленный воск в закрытую форму через созданный вами желоб.
4- Дайте воску полностью остыть
Как и температура плавления, время охлаждения зависит от воска, который вы использовали.
5 — Извлеките восковую модель из резиновой формы
Это будет то, что вы будете использовать для своей модели в процессе литья ювелирных изделий по выплавляемым моделям.
6 — Изготовление подставки для модели
Используя тонкую палочку из затвердевшего воска, вы можете сделать подставку для восковой модели. Прикрепите его к модели с помощью расплавленного воска.
7 — Закрепите подставку для восковой модели на дне колбы для литья
Используйте еще немного расплавленного воска, чтобы убедиться, что модель установлена и закреплена на колбе.
8 — Смешайте паковочную форму
Смешайте сухие ингредиенты паковочной массы на основе гипса с водой в соответствии с инструкциями производителя.
9 — Заливка смеси для опоки
Залейте смесь для опоки в колбу. Обязательно окружите модель полностью.
10 — Подождите, пока формовочная масса застынет
11 — Поместите всю опоку в печь
Тепло печи затвердеет форму и расплавит воск. Это оставляет полую камеру в центре формы для литья ювелирных изделий.
12 — Удаление формы из колбы
13 — Заливка отливки
- Вам потребуется расплавить соответствующее количество золота или серебра в соответствующем тигле для заливки.
 Тем не менее, для тех, кто делает это редко, может быть лучше отправить восковые модели профессионалу. Уверяю вас, первые несколько попыток не будут удачными.
Тем не менее, для тех, кто делает это редко, может быть лучше отправить восковые модели профессионалу. Уверяю вас, первые несколько попыток не будут удачными.
 Эти органические элементы из стерлингового серебра или золота затем используются для создания единственных в своем роде украшений. (Эта запись в блоге посвящена использованию серебра.) Элементы Watercast выходят из воды в различных формах и размерах. Иногда вы получаете именно то, что задумали для предмета на скамейке, но во многих случаях формы, которые вы получаете, направляют ваше творение в совершенно другое, но не менее интересное и красивое направление.
Эти органические элементы из стерлингового серебра или золота затем используются для создания единственных в своем роде украшений. (Эта запись в блоге посвящена использованию серебра.) Элементы Watercast выходят из воды в различных формах и размерах. Иногда вы получаете именно то, что задумали для предмета на скамейке, но во многих случаях формы, которые вы получаете, направляют ваше творение в совершенно другое, но не менее интересное и красивое направление. Если у вас ничего нет на дне пластикового ведра, вы можете проплавить отверстия на дне. Также легче достать отливки из ведра, если они находятся в миске.
Если у вас ничего нет на дне пластикового ведра, вы можете проплавить отверстия на дне. Также легче достать отливки из ведра, если они находятся в миске. и движение серебра в чаше. Некоторые люди насыпают порошок буры (вам нравится тот, который используется для стирки одежды) в чашу тигля, но я предпочитаю использовать Aquiflux — все флюсы, по сути, представляют собой борную кислоту, смешанную с жидкой средой.
и движение серебра в чаше. Некоторые люди насыпают порошок буры (вам нравится тот, который используется для стирки одежды) в чашу тигля, но я предпочитаю использовать Aquiflux — все флюсы, по сути, представляют собой борную кислоту, смешанную с жидкой средой.
 Покатайте серебро в чашке, чтобы убедиться, что оно полностью расплавлено.
Покатайте серебро в чашке, чтобы убедиться, что оно полностью расплавлено. .
. Griffith Silver Black — прекрасный способ покрыть ваши изделия патиной, чтобы придать им дополнительный интерес. Это окислитель на основе кислоты, мгновенно образующий глубокую черную патину на серебре, золоте, меди или бронзе. В продаже ЗДЕСЬ. Спасибо за покупки!
Griffith Silver Black — прекрасный способ покрыть ваши изделия патиной, чтобы придать им дополнительный интерес. Это окислитель на основе кислоты, мгновенно образующий глубокую черную патину на серебре, золоте, меди или бронзе. В продаже ЗДЕСЬ. Спасибо за покупки! Под этим я подразумеваю, подумайте о том, как серебро будет затекать в форму; угол, ширину отверстия литника и убедитесь, что ваши дымоходы чисты, чтобы вытесненный воздух мог выходить. Дымоходы — это крошечные отверстия и каналы, которые вы встраиваете в форму. Как я уже сказал, литье в песчаные формы состоит из многих частей, и точность является ключом к созданию прекрасно детализированной морской раковины. Я думаю, мне придется написать еще один пост, посвященный созданию форм!
Под этим я подразумеваю, подумайте о том, как серебро будет затекать в форму; угол, ширину отверстия литника и убедитесь, что ваши дымоходы чисты, чтобы вытесненный воздух мог выходить. Дымоходы — это крошечные отверстия и каналы, которые вы встраиваете в форму. Как я уже сказал, литье в песчаные формы состоит из многих частей, и точность является ключом к созданию прекрасно детализированной морской раковины. Я думаю, мне придется написать еще один пост, посвященный созданию форм! Процесс включает плавление серебра до температуры, при которой оно расплавлено, чтобы его можно было залить в форму с молниеносной скоростью, прежде чем оно снова затвердеет. Для расплавления переработанного серебра может потребоваться 10 минут, а для повторного затвердевания — доли секунды.
Процесс включает плавление серебра до температуры, при которой оно расплавлено, чтобы его можно было залить в форму с молниеносной скоростью, прежде чем оно снова затвердеет. Для расплавления переработанного серебра может потребоваться 10 минут, а для повторного затвердевания — доли секунды. Их можно щелкнуть по сторонам тигля. Вы определенно не хотите их в разлив!
Их можно щелкнуть по сторонам тигля. Вы определенно не хотите их в разлив! Именно здесь термин «ручная работа» действительно вступает в свои права. К тому времени, когда эта работа будет закончена, я буду хорошо знаком с каждым изгибом, и она не покинет мою студию, пока я не буду уверен, что это лучшее естественное воссоздание оригинала.
Именно здесь термин «ручная работа» действительно вступает в свои права. К тому времени, когда эта работа будет закончена, я буду хорошо знаком с каждым изгибом, и она не покинет мою студию, пока я не буду уверен, что это лучшее естественное воссоздание оригинала. Просто разместите заказ, а я сделаю все остальное.
Просто разместите заказ, а я сделаю все остальное. Это руководство даст вам краткое представление о том, как работает этот процесс, и проведет вас через основные этапы отливки золота и серебра.
Это руководство даст вам краткое представление о том, как работает этот процесс, и проведет вас через основные этапы отливки золота и серебра. Например, украшение, которое вы хотите воспроизвести.
Например, украшение, которое вы хотите воспроизвести. Каналы должны встречаться, когда форма закрыта, что позволяет вводить воск в туннель.
Каналы должны встречаться, когда форма закрыта, что позволяет вводить воск в туннель.
