Как в домашних условиях отливать ювелирные украшения
Здравствуйте дамы и господа, сегодня поговорим про ювелирное литье в домашних условиях. К вашему вниманию представлена демонстрация процесса обращения восковой модели изделия в металл. Я расскажу про изготовление двух колец, одно из серебра, а другое из золота.
Нам понадобятся:
- Модельный воск.
- Огнеупорный гипс.
- Силикон.
- Трубки разных диаметров.
- Резцы по воску (несколько ножичков).
- Паяльник.
- Газовая горелка.
- Проволока диаметром около 1,5 мм.
- Борная кислота.
- Лимонная кислота.
- Титановая спица.
Это самое важное, по ходу изготовления пригодятся еще кое какие мелочи.
Восковая модель
Итак, все начинается с изготовления модели будущего изделия. Для этого используется твердый ювелирный воск. Рекомендую использовать красный, так как на нем лучше всего видно мелкие детали на модели. Я пытался заменить его на обычный воск, парафин, даже на термоклей, и еще не понятно что. Так вот все это ерунда, купите ювелирный воск, поскольку для нормальной работы пригоден только он! Я приобрел небольшое количество с Китая лишь на несколько отливок.
Рекомендую использовать красный, так как на нем лучше всего видно мелкие детали на модели. Я пытался заменить его на обычный воск, парафин, даже на термоклей, и еще не понятно что. Так вот все это ерунда, купите ювелирный воск, поскольку для нормальной работы пригоден только он! Я приобрел небольшое количество с Китая лишь на несколько отливок.
Для изготовления кольца необходимо найти трубку подходящего диаметра. Обматываете нитку или полоску бумаги вокруг пальца и определяете длину окружности. Для этого предлагаю таблицу размеров колец.
На трубку наматываем фольгу, чтобы позже снять восковку. И теперь воск разрезаем на небольшие куски и наплавляем их на трубку. Тут мы взяли в руки паяльник и не скоро его уберем. Смысл в том, что мы формируем «кольцо» из воска на фольге на трубке. Куски между собой сплавляем полностью, а не только кромку.
А теперь идет процесс резьбы по воску и формирования будущего изделия. Для этого я использовал маленькие тонкие ножички и надфили. В целом, весь процесс можно охарактеризовать так: снимаем и отсекаем все лишнее. Воск нельзя срезать, его необходимо как бы скаблить лезвием и надфилем.
Для этого я использовал маленькие тонкие ножички и надфили. В целом, весь процесс можно охарактеризовать так: снимаем и отсекаем все лишнее. Воск нельзя срезать, его необходимо как бы скаблить лезвием и надфилем.
После того, как восковка готова ее можно продублировать неограниченное количество раз с помощью силиконовой формы. Этим же методом можно копировать уже готовые кольца. Для Этого восковку, ну либо какое то кольцо, не снимая с трубки, ставим в опалубку из пластилина и заливаем литьевым силиконом. Ага, литьевым, ну тут можно сколхозить и использовать силиконовый герметик.
Когда силикон застынет из него можно вытащить трубку и восковку, далее разрезаем форму с боку. Теперь в нее можно все тем же паяльником вплавлять куски воска и получать точные копии. Это очень удобно, даже если делаете единичное изделие, стоит сделать силиконовую форму, особенно если восковка сложная к повторению. Лично я смог нормально отлить модель только раза с четвертого.
Лично я смог нормально отлить модель только раза с четвертого.
Гипсовая форма
Теперь к восковке прикрепляем литники – проволоку диаметром около 1,5 мм, но не более, позже поймете почему. Для этого можно добавить немного воска в месте крепления литника, а также нагреть проволоку и вставить в кольцо. Далее модель закрепляем на полусфере из пластилина. Литники не стоит делать слишком длинным и тонкими. Также для правильного литья металла необходимо соединить литники между собой все тем же воском. Также в одну гипсовую форму можно поместить две модели.
Теперь гипс. Для этих целей используется специальный огнеупорный гипс с примесью кварцевой муки. Снова колхозим и используем обычный. Если у вас нет цели стать профессиональным ювелиром, и хочется просто отлить одну две модели, то можно время от времени немного отходить от технологии.
Восковку промываем настойкой на спирту из аптеки, мыльной водой и обычной водой.
Также берем трубу диаметром около 4-5 см, ей накрываем восковку и заливаем гипс. Звучит просто, но гипс необходимо замешивать по пропорции; он быстро застывает (5-15 минут), поэтому перемешиваем тоже быстро; и самое главное из него необходимо удалить все пузыри воздуха. Для этого необходим вибростол, желательно с вакуумной камерой. В целом, такой несложно сделать, но оно нам надо разве?
Восковку можно обмазать гипсом кистью, а потом залить в трубе, но тут теряется прочность. Я этого не делаю, и отдаю предпочтение прочности гипсовой формы.
Когда гипс застыл, вытаскиваем пластилин и литники; нужно избавиться от воска. Можно при помощи водяной бани, что правильно, и воск можно собрать и использовать снова. Но я это пропускаю. Так как, в любом случае, гипсовую форму необходимо прокалить, чтобы удалить всю влагу. Я для этого использовал печь на даче. И калил около 2 или 3 часов, все равно ведь топлю, когда там нахожусь. Опять шаг в сторону от профессиональной технологии, но работает, и воск весь выгорает.
Опять шаг в сторону от профессиональной технологии, но работает, и воск весь выгорает.
Литье
Сначала подготовимся. В чашку кладем обычную туалетную бумагу и смачиваем ее так, чтобы при нажатии пальцами вода уже свободно не текла, но все равно дно должно быть довольно влажным. А титановая спица нужна, чтобы перемешивать расплавленный метал, который не будет окисляться, разве, что только титаном. Начинаем с того, что прогреваем опоку горелкой.
Для литья используется серебряный лом, я переплавил оборванные цепочки. Закидываем их в ту полусферу и начинаем греть горелкой. Когда метал начинает краснеть, засыпаем немного борной кислоты, это флюс, который не дают серебру окисляться, оно вообще не любит кислород в расплавленном состоянии. Серебро сплавляется в каплю и за счет поверхностного натяжения не стекает в литники. Когда максимально прогрели серебро, накрываем опоку чашкой и прижимаем. Вода из туалетной бумаги закипает и вдавливает метал в литники. После достаем изделие.
После достаем изделие.
Обработка и полировка
Откусываем или спиливаем литники и нагреваем изделие до красна и опускаем в раствор лимонной кислоты, чтобы снять остаточное напряжение. И кипятим этот раствор. Кипящая лимонная кислота работает как настоящая кислота и разъедает весь шлак.
Теперь заготовку можно обрабатывать наждачной бумагой. Начинаем с грубой 600 и движемся в сторону увеличения зерна, я дохожу до 2500. А после полируем пастой ГОИ.
На этом все, так можно отливать любые ювелирные украшения. В статье я уделил больше внимания воску и литью, и лишь кратко рассказал об обработке, так как в этом ничего сложного и хитрого нет.
Литье латуни в домашних условиях: оборудование, технологии
Главная » Обработка металла » Литьё » Особенности литья латуни
На чтение 5 мин
Содержание
- Характеристики и сферы применения латуни
- История технологии
- Тонкости технологии
- Что потребуется для литья?
- Подготовительные работы
- Проведение работ
Человечеству известно множество металлов и сплавов на их основе. Одним из известнейших является латунь. Это соединение на основе меди, к которой добавляются сторонние цветные металлы. Из этого материала изготавливаются различные детали, элементы для электрооборудования. Литье латуни позволяет делать из неё заготовки различной формы, размера. Проводить его можно на предприятии или в домашних условиях.
Одним из известнейших является латунь. Это соединение на основе меди, к которой добавляются сторонние цветные металлы. Из этого материала изготавливаются различные детали, элементы для электрооборудования. Литье латуни позволяет делать из неё заготовки различной формы, размера. Проводить его можно на предприятии или в домашних условиях.
Характеристики и сферы применения латуни
Латунь — это сплав главными компонентами которой являются медь и цинк. Традиционное соединение представляет собой смесь 70% первого металла, 30% второго. Однако существуют материалы где содержание цинка достигает 50%.
Чтобы понимать, как правильно работать с этим соединением, нужно разобраться с его характеристиками:
- Температура плавления — до 950 градусов.
- Плотность — около 8,7 тонн на м3.
- Электросопротивление — 0,08 микрон на метр.
- Теплоёмкость — 0,377 кДж/(кг·К)
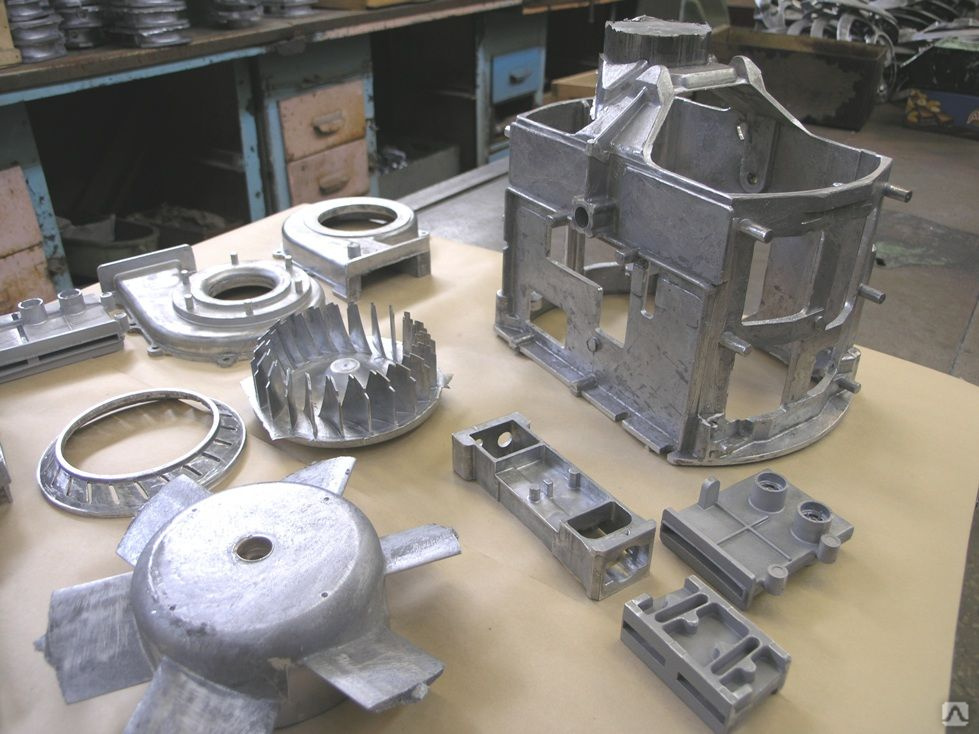
Изделия из латуни могут представлять собой смесь из меди и цинка, или этих двух компонентов и дополнительных легирующих добавок. Сплав применяется в разных отраслях:
Сплав применяется в разных отраслях:
- изготовление комплектующих для часов;
- создание статуэток, украшений, элементов интерьера;
- изготовление деталей, используемых в машиностроении;
- создание комплектующих для электрооборудования.
Латунь обладает хорошим показателем свариваемости. Кроме того, она имеет высокий показатель защиты от коррозии. Благодаря этих характеристикам, сплав используется, как защитное покрытие для других металлов при изготовлении металлоконструкций.
История технологии
Историки говорят о том, что латунь появилась одновременно с бронзой. Из сплавов изготавливали украшения, наконечники для орудий труда, оружия, посуду, столовые приборы.
Чтобы изготовить какой-либо предмет, нужно было знать технологию литья из латуни. Со временем метод развивался, совершенствовался. Сегодня материал можно изготавливать дома или на производстве. Для этого нужно точно проводить технологический процесс, следовать правилам, правильно выбирать инструменты, сырье.
Тонкости технологии
Технология художественного литья латуни схожа с изготовлением изделий из бронзы. Она имеет некоторые тонкости, о которых следует поговорить до начала работы с материалами:
- Прежде чем сделать отливку необходимо выбрать расходные металлы, расплавить их. Для этого используются разные виды печей. Благодаря низкой температуре плавления, изготовить конструкция для плавки можно самостоятельно. Она будет состоять из газовой горелки, термоустойчивой емкости.
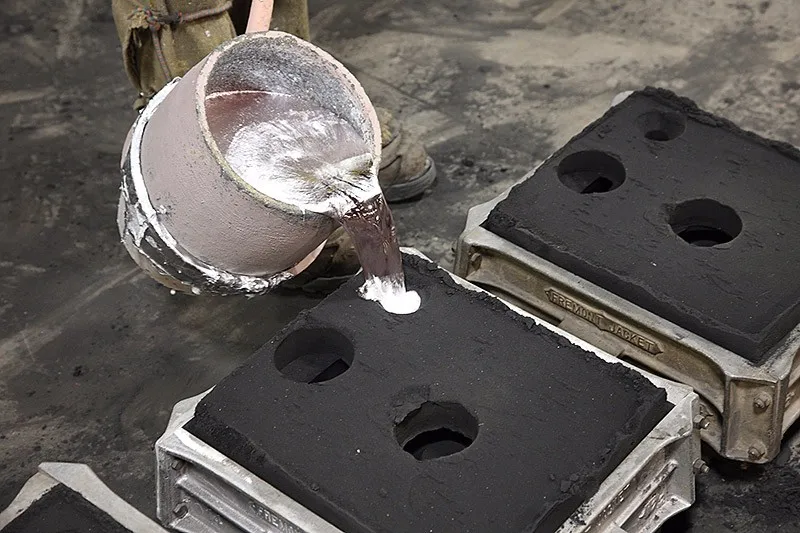
- Важный этап во время изготовления изделий — заливание расплавленного сырья в подготовленную заранее форму. Продолжительность процедуры не более 2 минут. Если выполнять заливку неправильно, изделие может получить раковины из шлака, пригары, углубления, спаи. Готовая деталь будет испорчена или потребует дополнительной обработки.
- Охлаждаться сплав должен равномерно, без использования охлаждающих жидкостей.
- Деталь после извлечения из формы требует дополнительной обработки.
 После литья на ней остаются литники, заливы, выпоры, прибыли. Их необходимо убрать.
После литья на ней остаются литники, заливы, выпоры, прибыли. Их необходимо убрать.
 После литья на ней остаются литники, заливы, выпоры, прибыли. Их необходимо убрать.
После литья на ней остаются литники, заливы, выпоры, прибыли. Их необходимо убрать.Нельзя забывать про то, что формы бывают многоразовые, одноразовые. Из первых заготовки извлекаются клещами. Вторые разбиваются молотом.
Что потребуется для литья?
Чтобы плавить латунь, нужно изначально подготовить оборудование, инструменты для проведения работ. К нему относятся:
- Формовочные композиции. Изготавливаются из огнеупорных материалов. Форма выбирается зависимо от требуемого готового изделия.
- Специальные щипцы, с помощью которых делали извлекаются из форм после застывания.
- Нагревательное оборудование. Можно использовать покупную модель или изготовить печь самостоятельно. Для сборки понадобится шамотный кирпич, огнеупорная мастика. Для нагревания можно использовать газовую горелку или проволоку из нихрома.
- Тигель — емкость, которая заполняется расходными материалами. Они плавятся во время нагревания. Затем мастер переливает расплавленные металлы в подготовленную заранее форму. Тигель изготавливают из глины или графита. Дополнительно используется жаропрочная обмазка, которая увеличивает долговечность емкости.
 Тигель изготавливают из глины или графита. Дополнительно используется жаропрочная обмазка, которая увеличивает долговечность емкости.
Тигель изготавливают из глины или графита. Дополнительно используется жаропрочная обмазка, которая увеличивает долговечность емкости.Для того чтобы достать тигель из печи, используются полукруглые щипцы.
Подготовительные работы
Прежде чем начинать изготавливать отливку нужно подготовиться к проведению основных работ. Изначально нужно разработать эскиз будущего изделия, зарисовать его на бумаге. По готовому чертежу сделать форму для заливания расплавленного сплава. Она изготавливается из глины и кварцевого песка. Существуют многоразовые, одноразовые формы. Первые изготавливать труднее, но они могут применятся при серийном изготовлении изделий из металлических сплавов.
После изготовления детали из латуни потребуется дополнительная обработка для устранения дефектов, возникающих при литье. Для этого поверхности отливки подвергается химической обработке. С помощью активнодействующих растворов с поверхности заготовок удаляются дефекты.
Поверхность отливкиПроведение работ
Чтобы расплавить латунь в домашних условиях, сделать качественную отливку, необходимо точно следовать технологическому процессу, не менять этапы местами. Проведение работ:
Проведение работ:
- Тигель заполняется измельченными расходными материалами. Желательно, чтобы их размер был как можно мельче. От этого будет зависеть скорость процесса плавки.
- Щипцами ёмкость помещается в печь. Нагревательные элементы включаются.
- Тигель разогревается до тех пор, пока все куски металла не расплавятся.
- Тигель вынимается из печи. На поверхности расплавленной латуни будет находиться плёнка, которую нужно убрать металлическим прутиком.
- Останется перелить расплавленный сплав в форму, подождать остывания.
Если форма одноразовая, нужно разбить её молотком или разломать любым инструментом. Многоразовые конструкции разъединяются.
При литье нужно учитывать правила техники безопасности:
- Надевать защитные перчатки и одежду, изготовленную из жаропрочных материалов.
- Защитные очки уберегут глаза от испарений, капель расплавленного металла.
- Помещение должно проветриваться. Пары, концентрирующиеся во время плавления металлов, могут навредить здоровью
- Исключить контакт нагревательных элементов с легковоспламеняющимися жидкостями, материалами, веществами.
Соблюдая правила техники безопасности можно обезопасить себя от получения травм.
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-57’, blockId: ‘R-A-1226522-57’ })})»; cachedBlocksArray[266488] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»; cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»; cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»; cachedBlocksArray[277810] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»; cachedBlocksArray[266499] = «window.
 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;Поделиться
плавка и литье в домашних условиях
На самом деле существует много причин, из-за которых люди желают переплавить серебро в домашних условиях.
Во-первых, серебро, содержащее в себе наименьшее количество примесей и металлов, стоит дороже. Так что, если у вас в доме имеется несколько вещей из неиспользуемого низкопробного серебра, то вы сможете переплавить их в слиток, который будет иметь приличную цену. Во-вторых, есть немало людей, которые в домашних условиях переплавляют серебряные украшения, вышедшие из моды. Это очень хорошая идея! вы не станете тратить деньги на дорогие изделия, а сделаете свои оригинальные и по низкой цене.
Большинство изделий из серебра имеет хрупкую структуру, что говорит о высоком содержании в сплаве примесей (сурьмы, цинка, олова, серы и других), поэтому предварительно необходимо провести очистку серебра от ненужных химических соединений.
Технология литья серебра
Литье серебра в заводских условиях осуществляется с применением индустриальных технологий, требующих дорогостоящего оборудования, значительных энергозатрат и использования редких и опасных компонентов. Традиционные технологии, проверенные тысячелетиями больше подходят для литья серебра на дому или в мастерской.
Наиболее распространенные из них — это литье по выплавляемым моделям. Популярно также применение специального воска для моделирования в качестве материала модели. В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.
Слитки серебра для литья
Серебро для литья можно приобрести в сбербанке или в ювелирном магазине в виде слитков. В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Литье по выплавляемым моделям. Эта технология литья из серебра наиболее доступна для освоения начинающими мастерами. Модель изготавливается из материала, температура плавления которого ниже, чем у заливаемого расплава. Вокруг модели заливается или формуется форма из гипса или песчано-глиняной смеси.
Литье по выплавляемым моделям
Наиболее распространенными материалами для выплавляемых моделей являются воск и парафин. Когда расплав заливается в форму, материал модели плавится и вытесняется из формы через специально предусмотренное отверстие. Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Изготовление колец
Производство ювелирных изделий из золота и серебра может быть специализировано. Так, например, можно выделить производство колец, особенно литых, которое известно с древнейших времен. Различные по форме кольца отливают из расплавленного благородного металла в литейных формах, изготовленных из сепии или мелкого (формовочного) песка. Формы и модели колец каждый ювелир готовит самостоятельно (рис. 15). Модель из мягкого цветного металла имеет полую шинку, размер которой зависит от величины кольца. Для приготовления литейных форм используют сепии
— известковые овальные раковины морского моллюска каракатицы размером от 8X4 до 15X6 см (рис. 16), которые водятся во всех морях Европы, однако чаще встречаются в Адриатическом море. В затвердевшем сухом состоянии сепии, с одной стороны, заполнены мягким известковым веществом. Раковину сепии разрезают в продольном направлении на две половины (для модели кольца с низким кастом) или на три части (для колец с высоким или широким кастом). Каст — корона кольца — должен быть расположен в утолщенной части формы. Известковое вещество сепии вырезают ножом, затем обрабатывают отдельные части на широкой поверхности напильника или ровном карборунде и трут одну часть о другую до тех пор, пока обе половины (третью часть пришлифовывают снизу) тесно не примкнут друг к другу. Модель кольца вдавливают посередине одной части сепии головкой вниз только до половины продольной оси. На месте, где должен находиться камень, по его размеру устанавливают древесный вкладыш, с помощью которого в отливке образуется пространство для установки камня. К первой полуформе прилаживают и прижимают вторую половину формы; снизу к ним прикладывают третью часть заготовки формы. Прежде чем вынуть модель, наружные края формы обрезают в виде призмы, а поперек зазоров пилкой или чертилкой прорезают расходящиеся в разные стороны риски для того, чтобы по этим контрольным желобкам можно было правильно сложить отдельные части формы.
Раковину сепии разрезают в продольном направлении на две половины (для модели кольца с низким кастом) или на три части (для колец с высоким или широким кастом). Каст — корона кольца — должен быть расположен в утолщенной части формы. Известковое вещество сепии вырезают ножом, затем обрабатывают отдельные части на широкой поверхности напильника или ровном карборунде и трут одну часть о другую до тех пор, пока обе половины (третью часть пришлифовывают снизу) тесно не примкнут друг к другу. Модель кольца вдавливают посередине одной части сепии головкой вниз только до половины продольной оси. На месте, где должен находиться камень, по его размеру устанавливают древесный вкладыш, с помощью которого в отливке образуется пространство для установки камня. К первой полуформе прилаживают и прижимают вторую половину формы; снизу к ним прикладывают третью часть заготовки формы. Прежде чем вынуть модель, наружные края формы обрезают в виде призмы, а поперек зазоров пилкой или чертилкой прорезают расходящиеся в разные стороны риски для того, чтобы по этим контрольным желобкам можно было правильно сложить отдельные части формы. В одной части раковины по обеим сторонам вдавленной модели прорезают чертилкой тонкие риски так называемые воздушные каналы, наискось снизу вверх для отвода воздуха при заливке расплавленного металла, а также для того, чтобы форма не разорвалась. Наконец модель вынимают из сепии и шинку кольца в обеих половинках формы окончательно дорабатывают. Одновременно ножом в верхней части формы прорезают воронкообразный литниковый канал для заливки расплавленного металла (рис. 17). После соединения одинаковых частей по обозначенным контрольным рискам форму связывают мягкой проволокой и прикрепляют к соответствующей рукоятке. Чтобы отливка не стала пористой, форма должна быть сухой, а перед непосредственной заливкой в расплавленный благородный металл необходимо добавить немного цинка. Перед заливкой металл сильно протравливают. В процессе заливки надо следить за тем, чтобы в форму вместе с металлом не попали расплавленная бура или зола. Каждую форму можно использовать только один раз, иначе сепия выгорит.
В одной части раковины по обеим сторонам вдавленной модели прорезают чертилкой тонкие риски так называемые воздушные каналы, наискось снизу вверх для отвода воздуха при заливке расплавленного металла, а также для того, чтобы форма не разорвалась. Наконец модель вынимают из сепии и шинку кольца в обеих половинках формы окончательно дорабатывают. Одновременно ножом в верхней части формы прорезают воронкообразный литниковый канал для заливки расплавленного металла (рис. 17). После соединения одинаковых частей по обозначенным контрольным рискам форму связывают мягкой проволокой и прикрепляют к соответствующей рукоятке. Чтобы отливка не стала пористой, форма должна быть сухой, а перед непосредственной заливкой в расплавленный благородный металл необходимо добавить немного цинка. Перед заливкой металл сильно протравливают. В процессе заливки надо следить за тем, чтобы в форму вместе с металлом не попали расплавленная бура или зола. Каждую форму можно использовать только один раз, иначе сепия выгорит. После извлечения отливки из формы избыток металла срезают, а заготовку обтачивают.
После извлечения отливки из формы избыток металла срезают, а заготовку обтачивают.
Рис. 15. Модель кольца английского образца
Тигель для плавки металла, изготовленный из препарированного или искусственного угля, следует соответствующим образом подготовить (рис. 18). Глубокая ямка не подходит, так как жар в нее не проникает, и в результате металл будет плавиться неравномерно, а на поверхности разбрызгиваться. При помощи воздушной струи от воздуходувки буру перед разливкой металла осаждают.
Рис. 16. Сепия (осса сепия)
Более удобен тигель с неглубокой ямкой, немного приподнятой в центре; благодаря этому увеличивается поверхность металла и расплавленный слиток не принимает форму шара. При такой форме тигля облегчается также разливка металла. Закругленный вырез в крышке с открывающимся отверстием, направленным вверх под углом, равномерно распределяет жар. Крышка, соединенная с подкладкой кусочком проволоки, не соскальзывает с нее.
Рис. 17. Форма для сепии для отливки кольца: а — из двух частей; б — в профиль; в — из трех частей; м — модель; к -литниковый канал; вк — воздушный канал; кр — контрольные риски; д — древесный вкладыш
Когда требуется отлить более крупные предметы или большее количество моделей, то для этого используют литье в формах из песка (рис. 19). При такой отливке применяют формовочную рамку
19). При такой отливке применяют формовочную рамку
(опока — прим. пер.), одну половину которой кладут на плоскую доску и наполняют утрамбованным песком, увлажненным пивом или сиропной водой. Затем в форму вдавливают модель до половины глубины песка; если формовочный песок очень глубокий, то верхний лишний слой удаляют. Форму посыпают пылью из древесного угля или известью, устанавливают на ней вторую формовочную рамку и заполняют ее мелким песком. После этого форму осторожно разъединяют и в обеих половинах прорезают к модели литниковый канал. При отливке нескольких предметов модели устанавливают одна возле другой и соединяют литниковыми каналами. Для обеспечения отвода воздуха от каждой модели проделывают вверх воздушные каналы (для золотых изделий — узкие, для серебряных — более широкие). Модель осторожно вынимают, формовочные рамки снова собирают, основательно просушивают и перед заливкой сильно нагревают.
Широкое распространение в настоящее время получила новая технология изготовления мелких предметов — центробежное литье
в «потерянном воске». Отливки, полученные этим способом, по форме и внешнему виду более совершенны, их дальнейшая обработка по сравнению с отливками в сепии или в песчаной форме значительно упрощается и становится более экономичной. Следующее преимущество заключается в том, что одновременно можно отлить несколько моделей. Последовательность изготовления моделей следующая: с предмета или модели, которые собираются отлить, снимают гипсовые оттиски; с закругленных моделей, например колец, делают двусторонние оттиски. Оригинал модели (из глины, формовочного воска, цинка, свинца, олова или латуни) смазывают тонким слоем масла и погружают горизонтально одной стороной в гипсовую кашицу так, чтобы другая половина оставалась свободной (как в сепии). Как только гипс затвердеет, модель вынимают, просушивают и промывают мыльной водой. Затем модель вкладывают назад в гипсовый оттиск и полностью заливают гипсовой кашицей. После просушки обе части быстро разъединяют и модель вынимают.
Отливки, полученные этим способом, по форме и внешнему виду более совершенны, их дальнейшая обработка по сравнению с отливками в сепии или в песчаной форме значительно упрощается и становится более экономичной. Следующее преимущество заключается в том, что одновременно можно отлить несколько моделей. Последовательность изготовления моделей следующая: с предмета или модели, которые собираются отлить, снимают гипсовые оттиски; с закругленных моделей, например колец, делают двусторонние оттиски. Оригинал модели (из глины, формовочного воска, цинка, свинца, олова или латуни) смазывают тонким слоем масла и погружают горизонтально одной стороной в гипсовую кашицу так, чтобы другая половина оставалась свободной (как в сепии). Как только гипс затвердеет, модель вынимают, просушивают и промывают мыльной водой. Затем модель вкладывают назад в гипсовый оттиск и полностью заливают гипсовой кашицей. После просушки обе части быстро разъединяют и модель вынимают.
Рис. 18. Тигель для плавки металла: I — неправильно; II — правильно; м — материал; б — бура
Вместо гипса можно использовать формовочную пасту «Эластик». «Эластиком» заливают нижнюю половину специальной рамки, в которую затем вдавливают модель (до половины). По истечении 3-5 мин «Эластик» вокруг модели затвердевает. Остаток формовочной пасты, выдавленный моделью, обрезают по нижней ее половине. Затем формовочной пастой заливают верхнюю часть рамки и другую выступающую из нижней рамки часть модели. После того, как паста затвердеет (примерно через 5 мин), рамки осторожно разъединяют и модель из нее вынимают так, чтобы не повредились края и мелкие детали. После прорезки воздушных и литниковых каналов основная негативная форма для литья по восковой модели считается готовой.
«Эластиком» заливают нижнюю половину специальной рамки, в которую затем вдавливают модель (до половины). По истечении 3-5 мин «Эластик» вокруг модели затвердевает. Остаток формовочной пасты, выдавленный моделью, обрезают по нижней ее половине. Затем формовочной пастой заливают верхнюю часть рамки и другую выступающую из нижней рамки часть модели. После того, как паста затвердеет (примерно через 5 мин), рамки осторожно разъединяют и модель из нее вынимают так, чтобы не повредились края и мелкие детали. После прорезки воздушных и литниковых каналов основная негативная форма для литья по восковой модели считается готовой.
Рис. 19. Литейная форма из песка
В специальном бачке со сливной трубкой (имеется в виду инжекционная установка со штуцером — прим. пер.) растапливают соответствующее количество голубого воска, который тонкой струйкой вливают в форму. После того, как воск затвердеет (в течение 2 мин), рамки осторожно разъединяют и восковую отливку вынимают. Излишки воска удаляют. Подобным методом можно сделать любое необходимое число отливок. Однако после отливки 20 шт. восковых моделей форма сжимается и твердеет.
Подобным методом можно сделать любое необходимое число отливок. Однако после отливки 20 шт. восковых моделей форма сжимается и твердеет.
Читать также: Как выбрать строительный фен и не ошибиться
Голубой воск имеет следующие преимущества: после охлаждения он становится твердым и пластичным, модель нетрудно исправить или изменить в соответствии с замыслом. Следы от воздушных и литникового каналов заглаживают, а затем модель при помощи толстой диаметром до 0,7 мм иглы прочно устанавливают на основании — маленькой деревянной тарелке с полукруглой приподнятой серединой, которая служит также затвором для металлической втулки, называемой кюветом (рис. 20).
Рис. 20. Кювет
Кюветы различаются по размеру и количеству моделей, которые должны быть одновременно отлиты. При литье небольших предметов воздушные каналы, как правило, не прорезают. При литье крупных предметов, особенно при отливке изделий из серебра, дополнительно готовят тонкие восковые нити, которые прикрепляют к восковой модели и к выпуклой полукруглой тарелке. Модель осторожно протирают мягкой кисточкой, смоченной в спирте (смоченная спиртом модель обезжиривается и формовочная масса плотно прилегает к модели — прим. пер.). Формовочная масса (экспадент) представляет собой смесь алебастрового гипса с мельчайшим кремниевым песком, замешенную в холодной воде до густоты взбитых сливок. Мягкой кисточкой формовочную массу (хорошо перемешанную) наносят на модель, затем сверху надевают кювет, который заливают формовочной массой. Смесь быстрее заполнит кювет, если по нему в процессе заливки слегка постукивать. Как только смесь застанет, вынимают деревянное основание, а затем и иглу, на которой крепилась модель. Оставленный иглой небольшой канал будет служить отверстием для литья металла, а полукруглое выпуклое основание создаст литейное углубление. Вместо деревянного основания можно использовать пластилин.
Модель осторожно протирают мягкой кисточкой, смоченной в спирте (смоченная спиртом модель обезжиривается и формовочная масса плотно прилегает к модели — прим. пер.). Формовочная масса (экспадент) представляет собой смесь алебастрового гипса с мельчайшим кремниевым песком, замешенную в холодной воде до густоты взбитых сливок. Мягкой кисточкой формовочную массу (хорошо перемешанную) наносят на модель, затем сверху надевают кювет, который заливают формовочной массой. Смесь быстрее заполнит кювет, если по нему в процессе заливки слегка постукивать. Как только смесь застанет, вынимают деревянное основание, а затем и иглу, на которой крепилась модель. Оставленный иглой небольшой канал будет служить отверстием для литья металла, а полукруглое выпуклое основание создаст литейное углубление. Вместо деревянного основания можно использовать пластилин.
Кювет высушивают на слабом огне или в небольшом пламени горелки Бунсена до тех пор, пока не испарится вся влага. Затем его прокаливают в печи до красноты, в результате чего восковая модель и воздушные каналы из восковых нитей растапливаются (воск «теряется» — вытекает). Однако кювет нельзя перегревать, иначе сцементировавшаяся масса растрескается и литье будет неточным.
Однако кювет нельзя перегревать, иначе сцементировавшаяся масса растрескается и литье будет неточным.
После прокаливания кювета приступают к подготовке золота или серебра к литью. Материала следует взять немного больше, чем позволяет объем модели (при небольшом кювете не более 14-16 г). Чтобы не осталось следов от буры, материал протравливают и очищают. Когда кювет достаточно прокалится, его вынимают из печи и устанавливают на ручной центрифуге (рис. 21) литниковым каналом вверх.
Рис. 21. Ручная центрифуга для центробежного литья
В литниковое углубление высыпают нарезанный на мелкие кусочки металл, который расплавляют паяльным пистолетом. Как только на поверхности металла появится зеркальный блеск, необходимо тотчас начать быстро крутить центрифугу. Расплавленный металл под действием центробежной силы проникнет в литниковый канал и заполнит пространство восковой модели. После того, как металл застынет, кювет охлаждают студеной водой, формовочную массу растворяют, а ее остатки на отливке легко счищают. Тонкую проволочную наливку отрезают. Остается проверить, все ли сделано правильно: требует отливка дополнительной обработки или нет, чистая ли она, гладкая ли у нее поверхность и точно ли отлиты мелкие детали.
Тонкую проволочную наливку отрезают. Остается проверить, все ли сделано правильно: требует отливка дополнительной обработки или нет, чистая ли она, гладкая ли у нее поверхность и точно ли отлиты мелкие детали.
Подобным способом очень удобно также отливать полые модели. Технологический процесс тот же, только восковая модель отсасывается с помощью специальной установки для всасывания воска. При таком способе литья хорошо прорабатываются тонкие детали модели. Вместо ручной центрифуги применяют специальные установки. Формовочные пасты изготавливают специальные предприятия.
Восковые модели делают также в аппаратах для литья форм в жесткой резине. Металлическую модель помещают между двумя резиновыми пластинами, которые вулканизируют под прессом, снабженным вулканизатором. При помощи такой резиновой формы можно сделать столько восковых копий, сколько их требуется для одновременной отливки. После извлечения восковой модели из резиновой формы ее крепят при помощи короткой ножки к восковому стояку в форме елки и устанавливают на основании из пластической массы (пластилина). Далее процесс протекает так же, как и при центробежном литье.
Далее процесс протекает так же, как и при центробежном литье.
Машинное литье.
Самые разнообразные и сложные по форме драгоценности сегодня серийно отливают при помощи электрических аппаратов, которые плавят металл, а также отливают изделия в «потерянном» воске, что значительно облегчает и совершенствует работу ювелира. Специальные лигатуры сплавов для центробежного литья изготовляют в аффинериях. Созданные в процессе центробежного литья образцы представлены на рис. 22.
Рис. 22. Машинное литье: стояк из восковых моделей и стояк из отливок
Изготовление восковых моделей.
Вакуумная впрыскивающая установка в течение одного рабочего процесса позволяет одновременно вакуумировать резиновые матрицы и впрыскивать воск. Откачка воздуха из резиновой формы перед впрыскиванием воска улучшает и убыстряет заливку, а также препятствует образованию воздушных пузырей. В комплект оборудования входят: установка для вакуумного всасывания и впрыскивания с автоматической регулировкой температуры, ножная педаль для управления движущимися элементами вентиля, инъектор воска с автоматической регулировкой температуры и вакуумный насос. Все оборудование устанавливается на устойчивом рабочем столе.
Все оборудование устанавливается на устойчивом рабочем столе.
Благородный металл серебро является одним из древнейших металлов, освоенных человечеством. Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.
Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.
Благородный металл в 19-20 веке широко использовался в фотографии.
Издавна было замечено еще одно важное свойство — бактерицидность. Сосуды и фильтры из серебра применяются для обеззараживания воды. В христианстве и некоторых других религиях в серебряных сосудах приготовляется т.н. «святая вода», помогающая при соответствующей молитве от всех недугов.
Инструменты для формовки и приспособления для литья по моделям
Для литья изделий из благородного металла в домашних условиях потребуются
- Тигель для расплавления или очистки металла.
- Муфельная печь или газовая горелка.
- Стальные щипцы.
- Огнеупорная подставка.
- Весы
- Воск для моделирования. Свечной воск не подойдет.
- Формовочные смеси
- Емкость для разведения смеси
- Скальпель, ножи и надфили для обработки модели и для доводки готового изделия.
- Форма для литья
- Молоток для разбивания опоки.
- Защитные рукавицы, очки и фартук.
- Огнетушитель.
- Дремель (мини — бормашина)
- Тиски, Ригели и оправки
На изготовлении формы для литья серебра стоит остановиться чуть подробнее. Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.
Модель из воска для литья из серебра
Это литник, по которому расплавленный металл попадет в форму. Далее в опоку помещается модель и заливается формовочная смесь.
Далее в опоку помещается модель и заливается формовочная смесь.
Если используется сухая формовочная смесь, то для формовки применяется метод виброуплотнения. Далее воск модели выжигается, и форма готова к заливке расплава.
Литье по моделям в земляные формы
Литье в так называемые земляные формы — старейший метод, проверенный тысячелетиями. Формовочные смеси на самом деле состоят не из чернозема, а представляют собой смесь тонкозернистого кварцевого песка и пластичной глины в определенных пропорциях. Для отливки мелких изделий с тонким рельефом и большим количеством деталей применяют смеси, содержащие 12-15% глины, для крупных отливок — до 25%. Газы, образующиеся при литье, должны свободно выходить через стенки формы.
Литье серебра по моделям в земляные формы
Модель для литья в земляные формы делается абсолютно точно повторяющей оригинал, но чуть больше по размеру. Это припуск на усадку и последующую обработку изделия. Модели традиционно делали из дерева, воска и гипса. Сегодня все большую популярность приобретают модели из пластмасс. Пластик хорошо держит форму и легко обрабатывается.
Сегодня все большую популярность приобретают модели из пластмасс. Пластик хорошо держит форму и легко обрабатывается.
Технология литья по выплавляемым моделям
Оборудование для литья серебра по выплавляемым моделям относительно несложно и доступно для использования на дому. Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Заливать металл необходимо тонкой струйкой, чтобы дать возможность материалу выплавляемой модели покинуть форму, во избежание образования брызг расплавленного металла.
Преимущества и недостатки добычи золота дома
Вышеописанный процесс, позволяющий извлекать металл из вторичного сырья, несложен. Как не дорогостоящи и реактивы. Поэтому процесс добычи золота — мероприятие выгодное. Однако можно столкнуться с такой проблемой, как ограниченный оборот прекурсоров, так как некоторые из необходимых реактивов входят в этот, утвержденный законодательством, список. И тем не менее можно выделить преимущества такого заработка:
И тем не менее можно выделить преимущества такого заработка:
- он не требует полного рабочего дня, подрабатывать можно в свободное от учебы и работы время;
- процесс обладает высокой рентабельностью;
- не требует особых навыков и инструментов для работы.
Основным же минусом является ограничение на оборот прекурсоров. Кроме того, в реакциях используются опасные вещества, особенно сильные кислоты, при работе с которыми нужно быть максимально аккуратными.
фомовачная смесь, технология в домашних условиях
Технология литья серебра
Литье серебра в заводских условиях осуществляется с применением индустриальных технологий, требующих дорогостоящего оборудования, значительных энергозатрат и использования редких и опасных компонентов. Традиционные технологии, проверенные тысячелетиями больше подходят для литья серебра на дому или в мастерской.
Наиболее распространенные из них — это литье по выплавляемым моделям. Популярно также применение специального воска для моделирования в качестве материала модели. В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.
В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.
Слитки серебра для литья
Серебро для литья можно приобрести в сбербанке или в ювелирном магазине в виде слитков. В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Литье по выплавляемым моделям. Эта технология литья из серебра наиболее доступна для освоения начинающими мастерами. Модель изготавливается из материала, температура плавления которого ниже, чем у заливаемого расплава. Вокруг модели заливается или формуется форма из гипса или песчано-глиняной смеси.
Литье по выплавляемым моделям
Наиболее распространенными материалами для выплавляемых моделей являются воск и парафин. Когда расплав заливается в форму, материал модели плавится и вытесняется из формы через специально предусмотренное отверстие. Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Литье в домашних условиях. Литейная форма. Как сделать форму для литья
Как-то мне довелось наблюдать за работой мастера литейщика. Простота, с которой из металла получались детали самой замысловатой формы, произвела на меня впечатление. А в дальнейшем я пришел к убеждению, что освоить хотя бы простейшие приемы литья необходимо каждому для исполнения фантазий, неизбежно возникающих, например, при оборудовании катера.
| Это — мой катер «Аленка». Многие детали для него сделаны из алюминия с помощью литья в домашних условиях: 1 — якорь (все-таки легковат) и вертлюг цепи; 2 — палубный клюз; 3 — кнехт; 4 — рамки иллюминаторов; 5 — головка и детали грибовидного вентилятора; 6 — кницы и брештуки внутри корпуса и снаружи (для присоединения стенок рубки).  |
Теперь я уже могу делиться опытом. Конечно, речь идет лишь о том, чтобы в домашних условиях более или менее свободно распоряжаться самым доступным, удобным и легким материалом — алюминием, а говоря правильнее, его сплавами, в первую очередь литейными (типа силуминов).
Как бы то ни было, теперь я не выбрасываю ни одной пробки от пивных бутылок, на улице не могу пройти мимо обрывков алюминиевой проволоки или обрезков листа. Из всего этого можно, в конце концов, получить великолепные утки, кнехты, уключины, киповые планки, различные петли и оковки, кронштейны, брештуки и т. д. и т. п.
 youtube.com/embed/Kea3hkmeA1E?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Kea3hkmeA1E?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Инструменты для формовки и приспособления для литья по моделям
Для литья изделий из благородного металла в домашних условиях потребуются
- Тигель для расплавления или очистки металла.
- Муфельная печь или газовая горелка.
- Стальные щипцы.
- Огнеупорная подставка.
- Весы
- Воск для моделирования. Свечной воск не подойдет.
- Формовочные смеси
- Емкость для разведения смеси
- Скальпель, ножи и надфили для обработки модели и для доводки готового изделия.
- Форма для литья
- Молоток для разбивания опоки.
- Защитные рукавицы, очки и фартук.
- Огнетушитель.
- Дремель (мини — бормашина)
- Тиски, Ригели и оправки
На изготовлении формы для литья серебра стоит остановиться чуть подробнее. Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.
Модель из воска для литья из серебра
Это литник, по которому расплавленный металл попадет в форму. Далее в опоку помещается модель и заливается формовочная смесь.
Если используется сухая формовочная смесь, то для формовки применяется метод виброуплотнения. Далее воск модели выжигается, и форма готова к заливке расплава.
 youtube.com/embed/tRI2hAPcEyo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/tRI2hAPcEyo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Опока для литья своими руками
Благородный металл серебро является одним из древнейших металлов, освоенных человечеством.
Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.
Серебро
Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.
Теплопроводность серебра
Благородный металл в 19-20 веке широко использовался в фотографии.
Бактерицидность серебра
Издавна было замечено еще одно важное свойство — бактерицидность. Сосуды и фильтры из серебра применяются для обеззараживания воды.
Сосуды и фильтры из серебра применяются для обеззараживания воды.
В христианстве и некоторых других религиях в серебряных сосудах приготовляется т.н.
«святая вода», помогающая при соответствующей молитве от всех недугов.
Инструменты для формовки и приспособления для литья по моделям
Для литья изделий из благородного металла в домашних условиях потребуются
- Тигель для расплавления или очистки металла.
- Муфельная печь или газовая горелка.
- Стальные щипцы.
- Огнеупорная подставка.
- Весы
- Воск для моделирования. Свечной воск не подойдет.
- Формовочные смеси
- Емкость для разведения смеси
- Скальпель, ножи и надфили для обработки модели и для доводки готового изделия.
- Форма для литья
- Молоток для разбивания опоки.
- Защитные рукавицы, очки и фартук.
- Огнетушитель.
- Дремель (мини — бормашина)
- Тиски, Ригели и оправки
На изготовлении формы для литья серебра стоит остановиться чуть подробнее.
Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.
Модель из воска для литья из серебра
Это литник, по которому расплавленный металл попадет в форму. Далее в опоку помещается модель и заливается формовочная смесь.
Если используется сухая формовочная смесь, то для формовки применяется метод виброуплотнения. Далее воск модели выжигается, и форма готова к заливке расплава.
Литье из бронзы: технология художественного бронзового литья
Литье бронзы позволяет изготавливать изделия, отличающиеся исключительной декоративной привлекательностью.
Технология литья из данного сплава, основу которого составляет медь, известна на протяжении многих веков, но и в наше время она продолжает совершенствоваться.
Внешний вид бронзовых изделий говорит об кропотливом труде мастера, превращающего безликий металл в художественное произведение
История технологии
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет.
Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда.
С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Современный уровень развития литья из бронзы позволяет получать из данного сплава меди различные предметы не только в производственных, но и в домашних условиях.
Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.
Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
Источник: https://steelfactoryrus.com/opoka-dlya-litya-svoimi-rukami/
Литье по моделям в земляные формы
Литье в так называемые земляные формы — старейший метод, проверенный тысячелетиями. Формовочные смеси на самом деле состоят не из чернозема, а представляют собой смесь тонкозернистого кварцевого песка и пластичной глины в определенных пропорциях. Для отливки мелких изделий с тонким рельефом и большим количеством деталей применяют смеси, содержащие 12-15% глины, для крупных отливок — до 25%. Газы, образующиеся при литье, должны свободно выходить через стенки формы.
Формовочные смеси на самом деле состоят не из чернозема, а представляют собой смесь тонкозернистого кварцевого песка и пластичной глины в определенных пропорциях. Для отливки мелких изделий с тонким рельефом и большим количеством деталей применяют смеси, содержащие 12-15% глины, для крупных отливок — до 25%. Газы, образующиеся при литье, должны свободно выходить через стенки формы.
Литье серебра по моделям в земляные формы
Модель для литья в земляные формы делается абсолютно точно повторяющей оригинал, но чуть больше по размеру. Это припуск на усадку и последующую обработку изделия. Модели традиционно делали из дерева, воска и гипса. Сегодня все большую популярность приобретают модели из пластмасс. Пластик хорошо держит форму и легко обрабатывается.
Как отлить деталь сложной формы из алюминия
На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.
Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.
Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).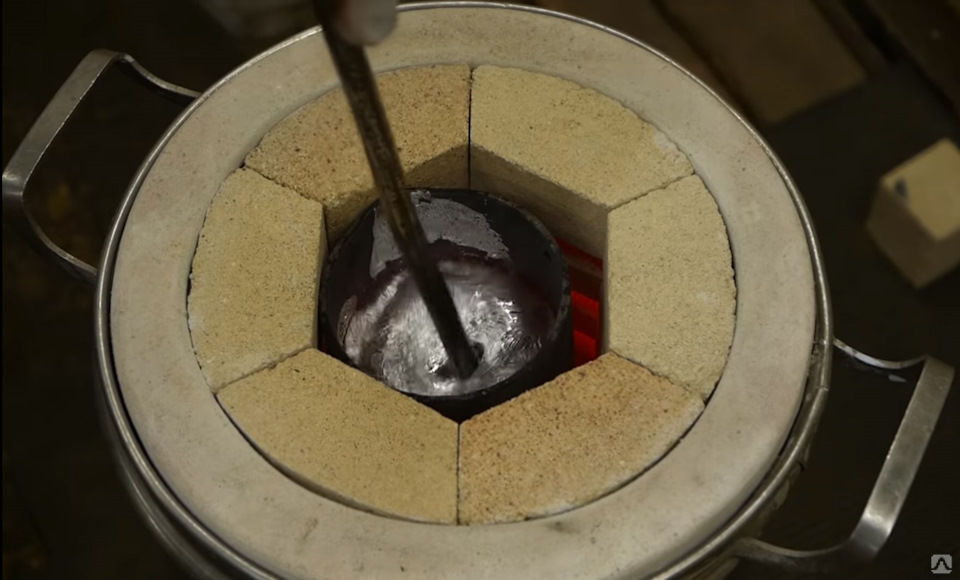
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.
3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.
Важно знать:
процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс.
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.
6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 1100С — один час и два часа при температуре 3000С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.
Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.
Технология литья по выплавляемым моделям
Оборудование для литья серебра по выплавляемым моделям относительно несложно и доступно для использования на дому. Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Заливать металл необходимо тонкой струйкой, чтобы дать возможность материалу выплавляемой модели покинуть форму, во избежание образования брызг расплавленного металла.
Литье алюминия в домашних условиях, пресс формы и смеси
Процедуру литья алюминия можно провести в домашних условиях. Существует множество разных методик, обладающих своими плюсами и минусами, поэтому иногда сделать выбор может быть непросто, именно в этой статье будет разобран вопрос: «Как совершить литье алюминия в домашних условиях?».
Интересный факт, что алюминий является самым популярным металлом в мире. Он широко используется для промышленных производств различных сфер жизни. Не обошел он стороной и различные домашние производства. Чем же обусловлен такой большой спрос? Небольшой вес и отличные характеристики, легко подается ковкости, является пластичным металлом. Но несмотря на обширный спектр методик обработки, этот вопрос иногда создает трудности. Например, изготовление формы иногда оказывается непосильной задачей.
Для начала следует вспомнить некоторые свойства алюминия. Он плавится при температуре 660 градусов, а его температура кипения – 2500 градусов. Главная особенность, на которую стоит обратить внимание – чрезвычайно быстрое окисление в случае контакта с воздухом. Зная свойства алюминия можно заниматься его литьем даже дома, многие люди самостоятельно создают различные устройства, помогающие в этом деле. Но большее количество проблем возникает именно на моменте изготовления формы для заливки.
Содержание
- Как отлить алюминий дома?
- Подготовка материалов для литья
- Изготовление форм для литья
- Самодельные печи
- Ошибки при литье
Как отлить алюминий дома?
Технология домашнего получения алюминия практически идентична промышленным способам. Поэтому при отливе требуют использовать заводские методы с небольшими поправками на масштабы производства и домашние условиях. Наиболее распространенная технология лить алюминия дома – использование форм.
Пресс-форм для литья алюминия
Учитывая все вышесказанное, требуется подобрать необходимое оборудование (печь для лома алюминия) и соорудить форму для литья (как сделать будет рассмотрено позже).
Сам процесс будет состоять из нескольких этапов:
- Очищение лома от грязи, примесей и различных наполнителей, которые могут повлиять на конечную чистоту сплава. На этом же этапе требуется измельчить алюминий до малого размера.
- Проводится процесс плавления при помощи заранее подобранного способа. Полное расплавление металла позволяет убрать из массы металла все ненужные добавки. А также на этом шаге подбирается формовочная смесь.
- Последним шагом станет добавление алюминия в подготовленную форму для плавления. Далее, следует дождаться затвердевания массы и после этого можно освобождать сплав от формы.
 Полное расплавление металла позволяет убрать из массы металла все ненужные добавки. А также на этом шаге подбирается формовочная смесь.
Полное расплавление металла позволяет убрать из массы металла все ненужные добавки. А также на этом шаге подбирается формовочная смесь.На этом процесс литья будет завершен. На протяжении всей процедуры следует соблюдать правила безопасности при работе с раскаленным металлом.
Подготовка материалов для литья
На первом этапе требуется подготовить алюминиевый лом. Важно понимать, что алюминий бывает разных видов, например, если взять проволоку, то может попасться та, что очень легко гнется, а можно выбрать практически не поддающуюся физическому воздействию.
Если вы собрались заниматься литьем алюминия, то выбор следует остановить на той, что более мягкая, именно такой материал содержит малое количество оксидов.
Второй этап заключается в подборе гипса. Именно из него изготавливается форма, если работы идут на дому. Наиболее выгодная марка – гипсовая. Однако стоимость такого продукта довольно высока и найти его бывает непросто, поэтому допускается использование белого гипса.
Именно из него изготавливается форма, если работы идут на дому. Наиболее выгодная марка – гипсовая. Однако стоимость такого продукта довольно высока и найти его бывает непросто, поэтому допускается использование белого гипса.
Его покупка возможна в любом магазине строительных материалов. Но остерегайтесь такого материала, как алебастр. Он крайне похож на гипс и именно его может посоветовать продавец в качестве замены, однако, для наших целей его применение невозможно.
На третьем этапе нужно подобрать воск, именно он является лучшим вариантом для литья деталей малого размера. Чистый воск стоит довольно дорого и его покупка возможна лишь в больших объемах, что не имеет никакого смысла, поэтому лучше всего приобретать обычные свечи, неважно какого вида. Именно при помощи их и будет происходить изготовления пресс форм.
Последнее, что нам понадобится это емкость для растапливания алюминия, сделанная из чего-то прочного, ведь ей предстоит выдержать нагревание до высоких температур. А также нельзя обойтись без главного – источника температуры.
А также нельзя обойтись без главного – источника температуры.
Для этого можно использовать что угодно, хоть газовый горн, хоть самодельную печь, это неважно. Все, что нам требуется – достичь нужной температуры.
Изготовление форм для литья
В домашнем производстве невыгодно использовать промышленные пресс-формы для литья алюминия. Процесс получится сложным и дорогим, да и сами приборы занимают очень много места.
Для того чтобы алюминий принял нужную форму, можно прибегнуть к использованию земли или изготовлению формы самостоятельно. Под первым вариантом предполагается, что пользователь должен вырыть яму определенно формы, в которую и будет производиться заливка алюминия.
Но мы пойдем другим путем и изготовим формы своими руками. Для этого можно использовать пенопласт, из которого просто вырезается нужная форма. Литье алюминия в пенопласт является безопасным и эффективным.
Литье алюминия по газифицируемым моделям
А также можно использовать гипс или цемент, но использование второго способа нецелесообразно, так как форма будет иметь только прямоугольный вид. При помощи гипса можно создать любую конфигурацию.
Самодельные печи
К печам, в которых будет расплавлен алюминий, не предъявляется практически никаких требований, нужно достичь температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огонь не обеспечивает такой температуры, именно поэтому приходится создавать закрытое пространство, разогретое до такой температуры.
Можно изготовить печь из старых кастрюль. Делается это довольно просто: нужно взять кастрюлю с проделанным сбоку отверстием для воздуха, подавать воздух (например, при помощи шланга от пылесоса), в устройство закладывается уголь и поджигается, начинается подача воздуха для удерживания пламени, емкость обкладывается углем со всех сторон и для выхода дыма немного открывается крышка.
Независимо от формовки изделия, температура во всей печи будет находиться на одинаковом уровне.
Отличным вариантом будет использование газовой горелки.
Горелка газовая
Следует знать, что такой способ возможно использовать при отливке небольших штучных изделий. Печь можно соорудить при помощи двух консервных банок, вставленных друг в друга. При таком использовании нагревается только нижняя емкость, а наружная выступает в качестве оболочки, удерживающей тепло. Конструкция может быть прикрыта крышкой для отвода продуктов горения.
Ошибки при литье
Литье алюминия в гипсовые формы часто сопровождается тремя основными ошибками, возникающие при неправильном проведении работ.
- Перед изготовлением гипсовых форм нужно убедиться в том, что вся влага испарилась, в противном случае она исчезнет под давлением и превратится в пар, который останется на алюминии в виде пор.
- В случае малого нагрева формы, алюминий не сможет полностью ее заполнить и некоторые участки могут остаться пустыми.
- Распространенный способ закалки – опускание раскаленного металла в воду. В случае с алюминием этого делать нельзя, произойдет нарушение внутренней структуры металла.
 В случае с алюминием этого делать нельзя, произойдет нарушение внутренней структуры металла.
В случае с алюминием этого делать нельзя, произойдет нарушение внутренней структуры металла.Зная эти ошибки, вы сможете не повторять их и избежать неприятных казусов во время процедуры литья и изготовления пресс формы для литья алюминия.
Видео: Пошаговая инструкция по выбору алюминия в домашних условиях
Как отлить серебро в домашних условиях
Благородный металл серебро является одним из древнейших металлов, освоенных человечеством. Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.
Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.
Отличная теплопроводность дает возможность применения и в теплотехнике.
Благородный металл в 19-20 веке широко использовался в фотографии.
Издавна было замечено еще одно важное свойство — бактерицидность. Сосуды и фильтры из серебра применяются для обеззараживания воды. В христианстве и некоторых других религиях в серебряных сосудах приготовляется т.н. «святая вода», помогающая при соответствующей молитве от всех недугов.
Технология литья серебра
Литье серебра в заводских условиях осуществляется с применением индустриальных технологий, требующих дорогостоящего оборудования, значительных энергозатрат и использования редких и опасных компонентов. Традиционные технологии, проверенные тысячелетиями больше подходят для литья серебра на дому или в мастерской.
Наиболее распространенные из них — это литье по выплавляемым моделям. Популярно также применение специального воска для моделирования в качестве материала модели. В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.
В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.
Слитки серебра для литья
Серебро для литья можно приобрести в сбербанке или в ювелирном магазине в виде слитков. В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Литье по выплавляемым моделям. Эта технология литья из серебра наиболее доступна для освоения начинающими мастерами. Модель изготавливается из материала, температура плавления которого ниже, чем у заливаемого расплава. Вокруг модели заливается или формуется форма из гипса или песчано-глиняной смеси.
Литье по выплавляемым моделям
Наиболее распространенными материалами для выплавляемых моделей являются воск и парафин. Когда расплав заливается в форму, материал модели плавится и вытесняется из формы через специально предусмотренное отверстие. Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Инструменты для формовки и приспособления для литья по моделям
Для литья изделий из благородного металла в домашних условиях потребуются
- Тигель для расплавления или очистки металла.
- Муфельная печь или газовая горелка.
- Стальные щипцы.
- Огнеупорная подставка.
- Весы
- Воск для моделирования. Свечной воск не подойдет.
- Формовочные смеси
- Емкость для разведения смеси
- Скальпель, ножи и надфили для обработки модели и для доводки готового изделия.
- Форма для литья
- Молоток для разбивания опоки.
- Защитные рукавицы, очки и фартук.
- Огнетушитель.
- Дремель (мини — бормашина)
- Тиски, Ригели и оправки

На изготовлении формы для литья серебра стоит остановиться чуть подробнее. Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.
Модель из воска для литья из серебра
Это литник, по которому расплавленный металл попадет в форму. Далее в опоку помещается модель и заливается формовочная смесь.
Если используется сухая формовочная смесь, то для формовки применяется метод виброуплотнения. Далее воск модели выжигается, и форма готова к заливке расплава.
Литье по моделям в земляные формы
Литье в так называемые земляные формы — старейший метод, проверенный тысячелетиями. Формовочные смеси на самом деле состоят не из чернозема, а представляют собой смесь тонкозернистого кварцевого песка и пластичной глины в определенных пропорциях. Для отливки мелких изделий с тонким рельефом и большим количеством деталей применяют смеси, содержащие 12-15% глины, для крупных отливок — до 25%. Газы, образующиеся при литье, должны свободно выходить через стенки формы.
Литье серебра по моделям в земляные формы
Модель для литья в земляные формы делается абсолютно точно повторяющей оригинал, но чуть больше по размеру. Это припуск на усадку и последующую обработку изделия. Модели традиционно делали из дерева, воска и гипса. Сегодня все большую популярность приобретают модели из пластмасс. Пластик хорошо держит форму и легко обрабатывается.
Технология литья по выплавляемым моделям
Оборудование для литья серебра по выплавляемым моделям относительно несложно и доступно для использования на дому. Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Заливать металл необходимо тонкой струйкой, чтобы дать возможность материалу выплавляемой модели покинуть форму, во избежание образования брызг расплавленного металла.
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением. Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.
Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Благородный металл серебро является одним из древнейших металлов, освоенных человечеством. Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.
Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.
Благородный металл в 19-20 веке широко использовался в фотографии.
Издавна было замечено еще одно важное свойство — бактерицидность. Сосуды и фильтры из серебра применяются для обеззараживания воды. В христианстве и некоторых других религиях в серебряных сосудах приготовляется т.н. «святая вода», помогающая при соответствующей молитве от всех недугов.
Технология литья серебра
Литье серебра в заводских условиях осуществляется с применением индустриальных технологий, требующих дорогостоящего оборудования, значительных энергозатрат и использования редких и опасных компонентов. Традиционные технологии, проверенные тысячелетиями больше подходят для литья серебра на дому или в мастерской.
Наиболее распространенные из них — это литье по выплавляемым моделям. Популярно также применение специального воска для моделирования в качестве материала модели. В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.
Слитки серебра для литья
Серебро для литья можно приобрести в сбербанке или в ювелирном магазине в виде слитков. В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Литье по выплавляемым моделям. Эта технология литья из серебра наиболее доступна для освоения начинающими мастерами. Модель изготавливается из материала, температура плавления которого ниже, чем у заливаемого расплава. Вокруг модели заливается или формуется форма из гипса или песчано-глиняной смеси.
Литье по выплавляемым моделям
Наиболее распространенными материалами для выплавляемых моделей являются воск и парафин. Когда расплав заливается в форму, материал модели плавится и вытесняется из формы через специально предусмотренное отверстие. Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Инструменты для формовки и приспособления для литья по моделям
Для литья изделий из благородного металла в домашних условиях потребуются
- Тигель для расплавления или очистки металла.
- Муфельная печь или газовая горелка.
- Стальные щипцы.
- Огнеупорная подставка.
- Весы
- Воск для моделирования. Свечной воск не подойдет.
- Формовочные смеси
- Емкость для разведения смеси
- Скальпель, ножи и надфили для обработки модели и для доводки готового изделия.
- Форма для литья
- Молоток для разбивания опоки.
- Защитные рукавицы, очки и фартук.
- Огнетушитель.
- Дремель (мини — бормашина)
- Тиски, Ригели и оправки
На изготовлении формы для литья серебра стоит остановиться чуть подробнее. Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.
Модель из воска для литья из серебра
Это литник, по которому расплавленный металл попадет в форму. Далее в опоку помещается модель и заливается формовочная смесь.
Если используется сухая формовочная смесь, то для формовки применяется метод виброуплотнения. Далее воск модели выжигается, и форма готова к заливке расплава.
Литье по моделям в земляные формы
Литье в так называемые земляные формы — старейший метод, проверенный тысячелетиями. Формовочные смеси на самом деле состоят не из чернозема, а представляют собой смесь тонкозернистого кварцевого песка и пластичной глины в определенных пропорциях. Для отливки мелких изделий с тонким рельефом и большим количеством деталей применяют смеси, содержащие 12-15% глины, для крупных отливок — до 25%. Газы, образующиеся при литье, должны свободно выходить через стенки формы.
Литье серебра по моделям в земляные формы
Модель для литья в земляные формы делается абсолютно точно повторяющей оригинал, но чуть больше по размеру. Это припуск на усадку и последующую обработку изделия. Модели традиционно делали из дерева, воска и гипса. Сегодня все большую популярность приобретают модели из пластмасс. Пластик хорошо держит форму и легко обрабатывается.
Технология литья по выплавляемым моделям
Оборудование для литья серебра по выплавляемым моделям относительно несложно и доступно для использования на дому. Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Заливать металл необходимо тонкой струйкой, чтобы дать возможность материалу выплавляемой модели покинуть форму, во избежание образования брызг расплавленного металла.
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением. Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.
Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил. Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо.
Теперь нам нужно обработать слепленную модель. Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое — сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл. К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу.
После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.
И на самом деле, вышло неплохо.
Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками.
Теперь следует наиболее ответственный момент — момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.
Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.
Теперь нам нужно обработать кольцо. Автор не стал брать бормашинку, а зачистил все с помощью напильников и наждачной бумаги. Все реально, но разница лишь во времени и трудоемкости занятий.
После черновой обработки, автор решил примерить кольцо, но оказалось, что оно не совсем подходит.
По окончании шлифовки кольца, можно зачернить его лицевую часть для того, чтобы придать визуальную глубину нашему рельефу, оставленному крупным зерном наждачной бумаги. Для этого нам понадобится аптечная серная мазь. Наносим тонкий слой на латунную поверхность, которую хотим зачернить и нагреваем кольцо. Греем до тех пор, пока вся мазь не выгорит и после нее не останется сухой матовой поверхности.
После чернения, снова полируем кольцо, но уже финишными абразивами и любуемся результатом.
Как говорилось вначале, кольцо пролилось отлично. Все дефекты, что вы можете заметить, были получены на стадии моделирования. Поэтому, по-хорошему, лучше использовать более обрабатываемые материалы. Ведь чем лучше подготовлена модель, тем меньше придется работать с ней после литья.
Благодарю за внимание. До новых встреч!
Научитесь литью металла [Типы и процессы]
перейти к содержаниюMetalworkingMetal
Кристин Арцт
Что такое литье металлов?
Литье металла — это процесс, которому уже 7000 лет, и который используется как в производстве, так и в изобразительном искусстве. Во время литья металла расплавленный металл переносится из тигля в форму для создания положительного металлического литого объекта. Металл и форма охлаждаются, а металлический предмет извлекается и обрабатывается. Традиционные методы литья металлов включают литье по выплавляемым моделям, литье в гипсовые формы, литье под давлением и литье в песчаные формы, и это лишь некоторые из них. Эти процессы литья металла могут выполняться в литейном цехе или в ювелирной мастерской.
Процессы литья металлов известны уже тысячи лет и широко используются для создания скульптур, украшений, транспорта, оружия и инструментов. Первый известный литой предмет — медная лягушка, датируемая 3200 г. до н. э., найденная на территории современного Ирака. В эпоху бронзы популярность металлического литья резко возросла. Бронза была гораздо более легким и прочным сплавом для работы по сравнению с золотом, и из нее отливали инструменты и оружие с использованием каменных форм. Во времена династии Шан в Китае одноразовые песчаные формы впервые использовались для литья металлов. Около 1000 г. до н.э. Индия была одной из первых древних цивилизаций, отливавших серебряные и медные монеты в качестве валюты. Позже, около 500 г. до н.э., династия Чжоу ввела чугунное литье. На протяжении всей истории Ближний Восток и Западная Африка обычно использовали литье по выплавляемым моделям. Много лет спустя в 20 веке произошел бум технологии литья металлов, разработав процессы, на которых основано большинство современных методов.
Для чего используется литье металлов?
На протяжении всей истории металлическое литье использовалось для изготовления инструментов, оружия и религиозных предметов. Литье — это недорогой способ создания сложных форм и рисунков, а также легкое создание нескольких одинаковых объектов. Процесс литья металлов широко используется в производстве, особенно в развитии технологий и транспорта. Отливки могут иметь размер от нескольких граммов, как отлитое кольцо, до тысяч фунтов, как дизельный двигатель. Формы литья различаются по сложности от чего-то совсем простого до невероятно замысловатого.
В то время как транспорт и тяжелое оборудование составляют большую часть отливок, производимых во всем мире, литье металлов является невероятно универсальным процессом. Скорее всего, вы найдете компоненты литья металлов в следующих объектах:
-
Домохозяйственные приборы
-
Строительное оборудование
-
Электрические компоненты
-
Фермерское оборудование
- 9004
-
. и оборудование
-
Transportation: automobile, aerospace, railways, and shipping
-
Machining tools
-
Artistic and sculptural objects
Different types of metal casting
Metal casting comes in two main categories: процессы с многоразовыми формами и процессы с одноразовыми формами. В обоих процессах литейщик плавит металлический материал в тигле, заливает его в форму, а затем удаляет материал формы или отливку после того, как металл остынет и затвердеет.
Литье в одноразовые формы
Литье в одноразовые формы — это метод, в котором используются одноразовые или временные формы. Эти формы обычно изготавливаются из связанного смолой песка, керамической оболочки, гипсовой паковочной массы или пенопласта. Изготовление собственной одноразовой формы — недорогой и относительно быстрый процесс. Лучше всего подходит для мелкосерийного производства.
Многоразовые формы для литья
Многоразовые формы — это многоразовые и постоянные формы для литья металлов. Они прочнее и лучше других выдерживают высокие температуры расплавленного металла. Постоянные формы часто изготавливаются из металлов, таких как сталь или чугун, из-за их высокой прочности, низкой пористости и термостойкости. Многоразовые формы идеально подходят для создания нескольких одинаковых литых металлических объектов.
Основной процесс литья металла
Основной процесс литья металла включает создание модели и формы, а затем заливку расплавленного металла в форму. Затем вы извлечете твердую металлическую отливку и закончите свою деталь. Этот процесс настраивается для различных типов литья металлов, а также для форм, размеров и многого другого.
Шаг 1. Создание шаблона
Перед изготовлением формы необходимо создать шаблон для определения формы формы. Выкройка может быть трехмерной моделью вашего окончательного слепка. Он может быть сделан из воска, песка, пластика или даже дерева. Некоторые литейщики используют формы из гипса или силикона, которые представляют собой материалы, которые не выдерживают отливки из расплавленного металла, но позволяют литейщику массово создавать кратные воски для использования в литье одноразовых форм. Когда вы формируете свой шаблон, убедитесь, что вы учитываете любую ожидаемую усадку, когда металл остывает. Шаблоны также могут быть закрыты литниками, чтобы расплавленный металл мог затекать в форму.
Шаг 2. Изготовление формы
После того, как вы создали выкройку, пришло время сделать форму. Как мы упоминали выше, вы можете сделать многоразовую форму, которая обычно изготавливается из металла, или одноразовую форму, которая может быть сделана из песка, гипса или керамической оболочки. Каждый из этих методов изготовления форм оптимизирован для различных литейных металлов и различных уровней сложности модели. Если вы работаете с восковым или пластиковым узором, вы можете выжечь узор в печи.
Шаг 3: Выберите металлический сплав
Все металлические отливки изготавливаются из сплавов черных или цветных металлов. Сплавы представляют собой смесь элементов, обеспечивающих наилучшие механические свойства для окончательного использования в отливке. Черные сплавы включают сталь, ковкий чугун и серый чугун. Цветные сплавы, которые чаще всего используются в литье, это алюминий, бронза и медь. Если вы работаете с драгоценными металлами в ювелирной мастерской, вы можете работать с серебром, медью, золотом и платиной.
Этап 4: Расплавление сплава
Процессы плавления различаются для разных сплавов, поскольку каждый сплав имеет разную температуру плавления. По сути, плавка состоит из помещения твердого сплава в тигель и нагревания его над открытым пламенем или внутри печи.
Шаг 5: Залить в форму
Залить расплавленный металл в полость формы. Если это небольшая отливка, то можно просто лить из тигля, в котором нагревался металл, прямо в форму. Для более крупного литья может потребоваться небольшая команда для поддержки нагревания металла внутри печи и переноса металла в больший тигель или ковш перед заливкой в форму.
Обязательно соблюдайте все рекомендации по технике безопасности при заливке расплавленного металла. Убедитесь, что вы носите защитную одежду, в том числе одежду из натуральных волокон, длинные брюки и рукава, утепленные перчатки и защитные очки. Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым. Дайте форме затвердеть, прежде чем переходить к следующему шагу.
Шаг 6: Извлеките отливку из формы.
Когда металл остынет и затвердеет, его можно вынуть из формы. Если вы отливаете в одноразовую форму, вы можете отделить форму от отливки. Если вы использовали гипсовую паковочную массу, вам нужно будет охладить гипс водой после того, как металл затвердеет. Вода поможет избавиться от плесени. Для многоразовых форм вы можете использовать выталкивающие штифты для извлечения отливки.
Шаг 7: Финишная обработка
Напилите и отполируйте отливку из цельного металла! Это может включать в себя очистку отлитого металлического предмета, например, удаление лишнего материала формы в воде, отламывание литейных литников кусачками для мелких предметов или даже угловой шлифовальной машиной для крупных деталей.
Обучение литью металла
Хотите ли вы отлить маленькое кольцо или сложную металлическую деталь для автомобильного двигателя, возможности литья металла безграничны. Тип металлического литья, который вы выберете, будет зависеть от вашего видения конечного продукта. Если вы заинтересованы в ювелирных изделиях, вы захотите работать с драгоценными металлами, такими как золото, серебро и платина. Если вас заинтересуют другие промышленные проекты, ваша отливка может варьироваться от небольших алюминиевых плиток до чугунной сковороды. После того, как вы определились со своими целями, вы можете изучить варианты самообразования. Местная гильдия художников по металлу предоставляет своим членам сообщество, образовательные ресурсы и многое другое. Мы всегда рекомендуем новичкам начинать с очного занятия, чтобы охватить требования безопасности, получить доступ в студию и научиться литью металла у профессионала.
Обучение литью металлов в The Crucible
The Crucible предлагает курсы литья металлов как в литейном, так и в ювелирном отделах. Наш литейный цех предлагает студентам возможность создавать свои собственные формы для песка и керамических оболочек. Мы предлагаем полностью оборудованную восковую комнату, где вы можете формировать и детализировать свои модели для литья по выплавляемым моделям. На наших литейных занятиях можно лить алюминий, бронзу и даже железо. На наших ювелирных уроках вы можете сделать свои собственные уникальные маленькие подвески, кольца и многое другое, чтобы отлить их из серебра и бронзы. Наши ювелирные курсы позволяют вам изучить весь процесс литья металла от создания восковой модели до заливки расплавленного металла, а затем отделки вашего изделия.
Часто задаваемые вопросы по литью металла
Можно ли отливать металл дома?
Вы можете создать свой собственный литейный цех и литейный цех, уделяя первостепенное внимание безопасности. Убедитесь, что вы носите защитную одежду, в том числе одежду из натуральных волокон, длинные брюки и рукава, утепленные перчатки и защитные очки. Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым.
Какие бывают виды литья металлов?
В основных видах литья металлов используются одноразовые или многоразовые формы. При литье одноразовых форм используется одноразовая форма, изготовленная из связанного смолой песка, керамической оболочки, гипсовой паковочной массы или пенопласта. Распространенными типами литья металлов, в которых используются одноразовые формы, являются литье по выплавляемым моделям, литье по выплавляемым моделям и литье в песчаные формы. Многоразовые формы — это многоразовые и постоянные формы, изготовленные из чугуна или стали. Многоразовые формы используются для литья под давлением и литья под давлением.
Какие инструменты нужны для литья металла?
Для литья металла вам потребуются защитное оборудование, хорошо проветриваемое рабочее место, форма, тигель, щипцы и печь, горелка или печь для обжига.
Какие металлы легче всего отливать?
Алюминий — удобный материал для литья металлов, поскольку он недорогой, широко доступный и быстро плавится в пропановой горелке или в электрической печи.
Как сделать форму для литья металла?
Это разные типы форм для разных проектов. Во-первых, определите, будете ли вы делать одноразовую или многоразовую форму. Формы для керамических оболочек изготавливаются путем погружения восковой модели в несколько слоев суспензии керамических оболочек перед выжиганием воска и отливкой металла внутрь. Формы для литья из песка встраиваются в деревянную раму и формируются с помощью оттиска или модели, либо рисунок вырезается прямо в песке. В гипсовых формах для выплавки также используется какая-то рама, сделанная из дерева или металла. Восковая модель помещается внутрь рамы, поверх модели заливается паковочная масса, и форма оставляется для застывания.
Продолжить изучение руководств по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота….
Читать далее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру. …
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металла до стекла, и о том, как начать работу, в этом руководстве для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
You Can Learn to Cast Metal
В Горниле еженедельно проводятся новые занятия по литью металлов.
Лаборатория Foundry
Занятия в лаборатории — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
Кольца из металлической глины
Создавайте и проектируйте несколько колец из медной и серебряной металлической глины, применяя различные техники прокатки, текстурирования, аппликации и резьбы. Обожгите каждую деталь, затем закончите…
Узнать больше и зарегистрироваться →
Ювелирные изделия и металлы I
Изучите основы ювелирного дела. Мы сосредоточимся на распиловке, опиловке, шлифовке, пайке, текстурировании, отжиге, штамповке, полировке и дизайне. Учащиеся изучат свойства…
Узнать больше и зарегистрироваться →
Чеканка и чеканка
Изучите две древние техники металлообработки для создания размеров и бесконечных деталей путем ковки листового металла в трехмерные рельефы. Работа с двухдюймовыми квадратами…
Узнать больше и зарегистрироваться →
Литейный цех I: Процесс изготовления керамических оболочек
Керамическая оболочка — это материал для форм, используемый в методе литья по выплавляемым моделям. Изучите основные методы работы с воском и изучите основы обработки металла в этом увлекательном курсе. Вы…
Узнать больше и зарегистрироваться →
Ювелирные изделия и металлы II
Развивайте свои базовые навыки кузнечного дела. Мы научим вырезать диски и делать купола, устанавливать безель, три типа заклепок и другие методы проектирования. В дополнение к…
Узнать больше и зарегистрироваться →
Основы литейного производства
Начните знакомство с металлическим литьем с этого практического обзора литейных процессов, включая восковую скульптуру, литье по выплавляемым моделям, керамическую оболочку, изготовление песчаных форм, литье и…
Узнать больше и зарегистрироваться →
Литейный цех II: Процесс изготовления керамических оболочек
Этот курс предназначен для людей с опытом литья металлов, которые завершили литье восков. Мы также можем разместить 3D-печать PLA (лучше всего без пигмента). Студенты подготовят свои. ..
Узнать больше и зарегистрироваться →
3-часовой дегустатор: Foundry
3-часовой дегустатор — отличный способ изучить новую форму искусства без более глубокого изучения полного курса. После базового введения в создание песчаных форм, создайте свою собственную форму для…
Узнать больше и зарегистрироваться →
Литье органических веществ и найденных предметов
В этом увлекательном курсе вы расширите свои ювелирные знания, создавая предметы из органики, пластика или пенополистирола. Студенты сделают два кастинга…
Узнать больше и зарегистрироваться →
Металлические черепа из глины
Используя медную и серебряную металлическую глину, создавайте изящные металлические черепа, используя различные методы прокатки, текстуры, аппликации и резьбы. Обожгите свои узоры, а затем отполируйте свои богато украшенные…
Узнать больше и зарегистрироваться →
Изучение цепного дела
Этот курс охватывает классические навыки, необходимые для изготовления плетеных и этрусских цепей. Вы научитесь манипулировать проволокой с помощью выбранных ручных инструментов, делать прыгающие кольца,…
Узнать больше и зарегистрироваться →
КЛАССЫ
2022-03-28T12:14:00-07:00 Ссылка для загрузки страницыПерейти к началу
Шаг за шагом: простое литье алюминия
| How-To
Wrenchin’ @ Random
Алюминиевые наконечники
Вы можете расплавить практически любой алюминий — даже консервные банки — но уже отлитые детали (например, водяной насос, колесо или впускной коллектор) будет иметь сплав, который лучше подходит для литья.
Алюминий льется при температуре около 1500 градусов, поэтому имейте под рукой надлежащее защитное снаряжение и огнетушитель.
01] Вот материалы, которые мы использовали, чтобы сделать нашу собственную тигельную печь для плавки металла: 12-дюймовый терракотовый котел, немного оцинкованной металлической ткани, пластиковое кашпо, 90-градусный сливной фитинг для раковины и 60-градусный сливной фитинг. фунтовый мешок бетона.
02] Мы разрезаем ткань для крепежа, чтобы она поместилась внутри нашего пластикового контейнера, затем вырезаем отверстие сбоку, чтобы наш сливной патрубок проходил через него. Слив был подключен к кашпо и ткани для оборудования, чтобы он подходил к отверстию в нижней части нашего терракотового кашпо и позволял нам добавлять воздух в наш огонь.
03] Бетонную смесь заливали в пластиковый горшок до слива. Мы упаковали немного влажного бетона в ткань для оборудования, прежде чем положить терракоту и уложить вокруг нее бетон. Мы дали четыре дня на установку.
04] Мы использовали четыре куска 1×6-дюймовых обрезков пиломатериалов, чтобы сделать литейную опоку. Деревянные полоски посередине закрепляют песок для литья, так как нам нужно будет перевернуть колбу во время процесса формовки. Мы решили использовать простую цельную форму с открытым верхом для создания педали сцепления/тормоза, используя латунную пряжку ремня в качестве шаблона. Поскольку это было что-то, что уже было отлито один раз, у пряжки были хорошие шансы аккуратно вытащить из песка.
05] Мы получили 5 галлонов литейного песка от Alcast, местного литейного завода, который отливает все, от топливных форсунок до головок Ford Boss 429. Вы можете сделать свой собственный песок для литья, но мы хотели удалить как можно больше переменных. Песок мелкий и содержит связующие вещества и воду, которые делают его немного липким. Вы знаете, что песок имеет правильную консистенцию, когда он сохраняет свою форму после того, как был сформирован вручную.
06] Оконная сетка за 7 долларов использовалась для просеивания песка на узор. Просеивание удерживает мелкий песок рядом с рисунком для более детального и плавного литья. Вы можете видеть комки песка, которые не прошли через сетку.
07] Мы просеяли несколько дюймов песка на наш шаблон, прежде чем использовать два на четыре, чтобы уплотнить песок по всему шаблону. Просеивать нужно только песок возле узора, поэтому мы просто утрамбовывали песок совками, пока колба не наполнилась.
08] Затем мы осторожно подняли колбу и перевернули ее, чтобы открыть наш узор, полностью засыпанный плотным песком. Хотя песок немного липкий и связывается сам с собой, деревянные ребра в колбе придают песку физическую форму внутри фляги.
09] Пару ударов по задней части пряжки ремня убедились, что она расстегнулась, прежде чем мы ее вытащили. Центр формы был чистым, поэтому мы просто сдули рыхлый песок с краев и отложили шаблон в сторону.
10] Чтобы в нашей печи было много воздуха, мы сделали воздуховод из алюминиевой фольги и соединили его с феном с приклеенной лентой кнопкой «охлаждение». Розовая клейкая лента не обязательна. Мы положили на дно немного стального лома, чтобы наш самодельный тигель не блокировал воздухозаборник, заполнили печь древесным углем, добавили наш алюминиевый лом, а затем зажгли ее.
11] После того, как весь уголь был зажжен, мы закрыли крышкой из шлакоблока, и менее чем через 10 минут расплавленный алюминий оказался на дне тигля.
12] Мы добавили еще немного алюминия, и вскоре он тоже расплавился, но сверху остался шлак.
13] Мы сняли шлак сверху с помощью набора щипцов с длинными ручками и обнаружили блестящий чистый алюминий снизу.
14] Тигель, который мы построили из квадратных труб, имеет два штифта сбоку, что позволило нам использовать вилочный инструмент, чтобы поднять его, и крюк, чтобы наклонить его. Не так изящно, как щипцы, но они работали, и алюминий легко выливался.
15] Пустая алюминиевая банка, помещенная в песок во второй колбе, послужила формой для слитка алюминия в следующий раз.
16] Было трудно оставить нашу только что отлитую деталь достаточно долго, чтобы она остыла, но мы дали ей почти 30 минут. У нашей первой педали сцепления/тормоза были некоторые проблемы с пористостью на поверхности, но мы скоро вернемся к этому снова.
Страницы трендов
Лучшие электромобили — самые популярные модели электромобилей
Сколько стоит Tesla? Вот разбивка цен
Лучшие гибридные автомобили — лучшие модели гибридных автомобилей
Каждый электрический внедорожник, который можно купить в США в 2022 году
Это самые экономичные пикапы, которые вы можете купить Внедорожники с лучшим расходом бензина
Популярные страницы
Лучшие электромобили — модели электромобилей с самым высоким рейтингом
Сколько стоит Tesla? Вот разбивка цен
Лучшие гибридные автомобили — лучшие модели гибридных автомобилей
Каждый электрический внедорожник, который можно купить в США в 2022 году
Это самые экономичные пикапы, которые вы можете купить Внедорожники, предлагающие лучший расход бензина
ЛИТЬЕ МЕТАЛЛА С ВОСКОМ СДЕЛАЙ САМ
Итак, вы хотите изготовить металлическое литье? Мы покажем вам, как вы можете превратить фигуры, которые вы делаете, в металлы, такие как олово, алюминий, свинец, серебро, золото и другие металлы.
Прежде чем мы начнем литье под давлением, самое главное, будьте осторожны и руководствуйтесь здравым смыслом,
Расплавленные металлы очень горячие и могут сильно обжечь вас.
Вам понадобится следующее оборудование:
- Ваша исходная форма. Мы используем напечатанного на 3D-принтере орла, но вы можете сделать свой оригинальный или мастер-объект из других материалов, включая пластик, дерево, глину или полимерную глину. Вы можете узнать больше о том, что вы можете и не можете формовать с помощью ComposiMold или ImPRESSive Putty, получив бесплатную электронную книгу на веб-сайте ComposiMold.
- Вам понадобятся материалы для изготовления форм, ComposiMold или ImPRESSive Putty. Сначала мы покажем вам ComposiMold, но в конце этого видео мы также покажем вам ImPRESSive Putty. Оба многоразовые. ComposiMold — это нагреватель и заливка, и он подберет отличные детали, просто заливая. Для ComposiMold используйте либо ComposiMold-Original, либо ComposiMold-Flex, чтобы вы могли сгибать резиновую форму вокруг воска, не вызывая повреждений. Кроме того, для ComponiMold вам нужно будет охладить форму перед заливкой воска. Вы не можете использовать ComposiMold для микрокристаллических восков из-за более высоких температур. Вместо этого используйте ImPRESSive Putty.
- ImPRESSive Putty — это материал для нагрева и прессования, из которого очень легко изготавливать формы, но он более твердый, поэтому вам может потребоваться сделать надрезы в форме, чтобы удалить воск, не сломав его. Однако, если вместо воска вы используете ComponiMold, у вас не возникнет никаких проблем. Мы покажем вам это в другом видео, но поверьте нам, это довольно круто. ImPRESSive Putty может выдерживать более высокие температуры, поэтому вам не нужно предварительно охлаждать форму.
- Другие материалы, которые вам потребуются для изготовления металлического литья по выплавляемым моделям, — это воск. Мне нравится пчелиный воск, но вы можете использовать микрокристаллический воск с ImPRESSive Putty. Вы также можете поэкспериментировать с другими восками.
- Металл. Мы используем олово. Металлы с более высокой температурой, такие как сталь, вероятно, находятся за пределами температурного диапазона, который вы можете использовать в условиях DIY.
- Штукатурка ComposiMold. Штукатурка ComponiMold содержит добавку для изготовления прочных форм внутри и вокруг ComposiMold.
- Факел. Если у вас есть высокотемпературная духовка, это тоже сработает.
- Что-то, в чем можно удерживать расплавленный металл. Я использую небольшой тигель.
- Плоскогубцы для удержания горячего металла
- Защита глаз, рук и тела. Пожалуйста, будь осторожен. Это опасно, если не делать это осторожно.
- И несколько случайных контейнеров и палочки для размешивания
- Плюс духовка и огнетушитель для безопасности тоже хорошая идея.
- Делайте это в хорошо проветриваемом помещении. Если сомневаетесь, не делайте этого.
Сделаем отливку!
Итак, общие этапы литья металла с использованием процесса литья по выплавляемым моделям здесь.
Изготовьте слепок вашего предмета из композитной формы, чтобы вы могли отлить его из воска и сделать одноразовую гипсовую форму, способную выдерживать тепло металла.
Это намного проще, чем кажется, так что давайте начнем. Растопите ComponiMold в микроволновой печи в течение примерно 40 секунд для небольшого количества. Сделайте свою резиновую форму, залив Composimold вокруг вашего объекта. Чтобы этот орел не парил, я мог приклеить его горячим клеем, но вместо этого я налил в чашку немного композитного молда и дал ему затвердеть. Затем я вылил оставшуюся часть ComponiMold на объект и вокруг него. Уже крутая ComponiMold удерживает орла на месте. Чтобы быстрее охладить, я поместила форму в морозильную камеру.
После затвердевания, примерно через 20 минут, я снял контейнер с формовочной коробкой и вытащил оригинал. Многим нравится использовать лего для изготовления коробок для форм. В этом случае чашка работала нормально.
Форма ComposiMold готова для воска. Я хочу, чтобы форма была холодной, когда я заливаю, поэтому, пока она еще холодная, находясь в морозильной камере, я растопила пчелиный воск и залила его в форму. Дайте пчелиному воску остыть, чтобы он снова был на грани затвердевания, чтобы уменьшить возможное таяние композитной формы. Воск будет остывать снаружи внутрь, поэтому он застынет и примет правильную форму.
Вы также можете использовать Composimold для заливки в форму Composimold. Я покажу вам этот процесс в другом видео. Подпишитесь на наш канал, чтобы быть там, когда это видео будет готово.
После того, как он остыл примерно через 15 минут, я вынул воскового орла из композитной формы.
Если бы я делал свечи из пчелиного воска, это был бы готовый продукт. И это очень приятно.
Теперь делаем одноразовую гипсовую форму ComposiMold из воска. Обычно я просто смотрю на него и делаю его как можно более густым, но при этом все еще льющимся. Поместите воскового орла в другую форму или чашку.
Залейте восковую фигуру гипсом и дайте затвердеть не менее часа. Лучше два часа или даже ночь.
Отрежьте коробку для формы, чтобы удалить гипсовую форму из чашки. Теперь идет процесс выплавки воска.
Орел был не совсем на дне коробки для формы, поэтому я немного отколол гипс, чтобы у меня было отверстие, чтобы вылить воск и залить металл.
Переверните форму вверх дном и расплавьте воск. Я использую несколько камней, чтобы держать форму в воздухе, чтобы воск мог выйти. Вы также можете использовать воск повторно. Я расплавил воск при 350 F в духовке около 20 минут. Не допускайте перегрева воска, он может загореться.
После удаления воска продолжайте нагревать пластырь, чтобы удалить больше воды. Вы также хотите, чтобы форма была теплой, когда вы заливаете металл, чтобы была меньшая разница температур между гипсовой формой и металлом.
Теперь последний этап литья, расплавление металла. Олово можно расплавить бутановой горелкой. Вам может понадобиться изолированная печь для плавления высокотемпературных материалов, таких как алюминий.
Очистите верхнюю часть банки. Я использовал ручку ложки, чтобы соскоблить верхний слой.
Аккуратно влейте металл в гипс. Обязательно надевайте защитные очки, а также термозащиту для тела и рук. Металл может разбрызгиваться и вызывать серьезные ожоги.
Дайте металлу остыть в форме. Вы можете захотеть закалить металл, чтобы создать другую микроструктуру в металле, но я этого не делал. Даю остыть 1 час.
С помощью зубила или отвертки и молотка отколите гипс и полюбуйтесь своей металлической отливкой.
В этом примере мы сделали оригинальную форму с помощью ComposiMold, но вы также можете использовать ImPRESSive Putty. Здесь мы покажем вам быструю демонстрацию того, как вы используете ImPRESSive Putty, материалы, способные работать при более высоких температурах, для изготовления восковой отливки. После того, как у вас есть восковая отливка, процесс изготовления гипсовой формы ComponiMold такой же.
Сообщите мне, какие у вас есть вопросы. Я хотел бы увидеть, что вы делаете. Пожалуйста, подпишитесь на другие уроки по изготовлению пресс-форм своими руками. Будьте осторожны с металлом и наслаждайтесь.
ПРОЦЕСС ЛИТЬЯ МЕТАЛЛА СВОИМИ РУКАМИ
1. Сформируйте мастер-объект с помощью ComposiMold или ImPRESSive Putty.
2. Выполните отливку предмета из воска или композитной формы, используя изготовленную вами форму
3. Выполните гипсовую отливку из воска или композитной формы
4. Расплавьте воск или композитную форму
5. Расплавьте и залейте расплавленный металл в гипсовую отливку ComposiMold
6. Разбейте гипс и полюбуйтесь своей металлической отливкой
Вы можете повторить этот процесс, используя многоразовые формовочные материалы. Итак, сейчас мы покажем вам процесс.
For More Information Visit:
www.ComposiMold.com
www.Facebook.com/ComposiMold
www. YouTube.com/ComposiMold
| ||||||||||||||||||||||||||||||||
Литье в песчаные формы | Ресурсы металлического литья
Литье в песчаные формы — это процесс, в котором для формования металлических отливок используются песчаные формы одноразового использования. С одной стороны, литье — это обманчиво простой производственный процесс: любой, кто строил замки на пляже, знает, что из песка можно создавать детализированные формы. Однако в литейном производстве, где речь идет о нагревании расплавленного металла, для достижения успеха необходимо учитывать множество факторов. Литье используется для изготовления металлических компонентов всех размеров, от нескольких унций до нескольких тонн. Песчаные формы могут быть сформированы для создания отливок с мелкими внешними деталями, внутренними стержнями и другими формами. Почти любой металлический сплав можно отлить в песчаные формы. В увлажненном песке делают углубления, заливают расплавленным металлом и оставляют остывать.
Что такое формовочная смесь?
Формовочный песок имеет три важных преимущества перед другими формовочными материалами:
- недорогой,
- легко перерабатывается, а
- выдерживает чрезвычайно высокие температуры.
Литье в песчаные формы — один из немногих доступных процессов для металлов с высокой температурой плавления, таких как стали, никель и титан. Из-за своей гибкости, термостойкости и относительно низкой стоимости литье в песчаные формы является наиболее широко используемым процессом литья.
Отливки производятся путем заливки жидкого металла в полость формы. Чтобы отливка прошла успешно, полость формы должна сохранять свою форму до тех пор, пока металл не остынет и полностью не затвердеет. Чистый песок легко распадается, но формовочный песок содержит связующий материал, который увеличивает его способность противостоять нагреву и сохранять форму.
Неочищенный песок (комбинация песка, угольной пыли, бентонитовой глины и воды) традиционно использовался при литье в песчаные формы, однако современные химически связанные формовочные системы становятся все более популярными. Наиболее широко используемым литейным песком является кремнезем (SiO 2 ).
Свойства формовочной смеси
Прочность
Способность песчаной формы сохранять свою геометрическую форму в условиях механического воздействия.
Проницаемость
Способность песчаной формы обеспечивать выход газов и пара во время процесса литья.
Содержание влаги
Содержание влаги влияет на прочность и проницаемость формы: форма с недостаточным количеством влаги может разрушиться, в то время как форма с избыточной влажностью может вызвать попадание пузырьков пара в отливку.
Текучесть
Способность песка заполнять небольшие полости в узоре. Высокая текучесть создает более точную форму и поэтому полезна для детального литья.
Размер зерна
Размер отдельных частиц песка.
Форма зерна
Это свойство оценивает форму отдельных песчинок в зависимости от того, насколько они округлые. Как правило, в формовочном песке используются три категории зерна:
- Круглое зерно Пески обеспечивают относительно низкую прочность сцепления, но хорошую текучесть и качество поверхности.
- Углевидные зерна имеют большую прочность сцепления из-за блокировки, но меньшую текучесть и проницаемость, чем округлые зерна песка.
- Угловатые зерна являются средней дорогой. Они обладают лучшей прочностью и меньшей проницаемостью по сравнению с округлыми зернами, но меньшей прочностью и лучшей проницаемостью, чем угловатые зерна.
Складной
Способность песчаной смеси разрушаться под действием силы. Повышенная разрушаемость формы позволяет металлической отливке свободно сжиматься по мере затвердевания без риска горячего разрыва или растрескивания.
Огнеупорная прочность
Форма не должна плавиться, гореть или трескаться при заливке в нее расплавленного металла. Огнеупорная прочность измеряет способность формовочного песка выдерживать экстремальные температуры.
Возможность повторного использования
Возможность повторного использования формовочной смеси (после кондиционирования песка) для производства других отливок в песчаных формах в последующих производственных операциях.
Многие свойства формовочной смеси зависят от размера зерна и распределения частиц песка: мелкий размер зерна повышает прочность формы, а крупный размер зерна обеспечивает большую проницаемость. Мелкозернистый песок обеспечивает отливкам хорошую чистоту поверхности, но обладает низкой водопроницаемостью, в то время как крупнозернистый песок обеспечивает противоположное.
Специальные добавки или связующие могут быть добавлены к основному заполнителю из песка, глины и воды для повышения сцепления. Эти связующие могут быть как органическими, так и неорганическими. Обычные связующие включают злаки, молотый пек, морской уголь, гильсонит, мазут, древесную муку, кварцевую муку, оксид железа, перлит, патоку, декстрин и патентованные материалы.
Найти идеальное сочетание непросто. Некоторые свойства песчаного заполнителя противоречат друг другу: формовочная смесь с большей разрушаемостью имеет меньшую прочность, а с большей прочностью — меньшую разрушаемость. Компромиссы часто необходимы для достижения компромисса, который обеспечивает подходящие свойства для конкретной детали и применения литья. Точный контроль свойств формовочной смеси настолько важен, что песочные лаборатории стали обычным дополнением к современным литейным цехам.
Детали формы для литья в песчаные формы
Верх вытягивается из формы.Металлическая отливка формируется в форме, которая используется для ее изготовления – хорошая форма является предпосылкой для хорошей отливки. Формы состоят из нескольких частей, которые работают вместе, чтобы повлиять на конечный продукт.
Полость формы сформирована по шаблону , полноразмерной модели детали, которая производит оттиск в песчаной форме. Некоторые внутренние поверхности не включены в шаблон и вместо этого будут созданы отдельными стержнями.
Стержень – это песчаная форма, вставленная в форму для придания формы внутренней части отливки, включая такие элементы, как отверстия или проходы. Стержни обычно изготавливают из формовочной смеси, чтобы их можно было вытрясти из отливки. Отпечаток стержня – это область, добавленная к шаблону, стержню или форме для размещения и поддержки стержня внутри формы.
Дальнейшую поддержку сердечника обеспечивают венки – небольшие металлические детали, которые крепятся между сердечником и поверхностью полости. Чтобы поддерживать эту опору, венки должны состоять из металла с такой же или более высокой температурой плавления, чем у отливаемого металла. После затвердевания венки будут заключены внутрь отливки.
Стержни из песка могут быть изготовлены с использованием многих из тех же методов, что и формы для песка: формы изготавливаются по шаблону, стержни из песка формируются с помощью стержневого ящика ; они похожи на штамп и могут быть сделаны из дерева, пластика или металла. Стержневые ящики также могут содержать несколько полостей для изготовления нескольких одинаковых стержней.
Подъемный элемент – это дополнительная полость внутри литейной формы, предназначенная для удержания избыточного металла. Предотвращает образование усадочных пустот в основной отливке за счет подачи расплавленного металла в полость формы по мере его затвердевания и усадки.
Вся песчаная форма содержится в коробке, называемой колба . В форме, состоящей из двух частей, которая является типичной для литья в песчаные формы, верхняя половина (содержащая верхнюю половину модели, опоки и стержня) называется копкой . Нижняя половина называется перетаскиванием . Линия разъема – это линия или поверхность, разделяющая верхнюю часть и перетяжку.
Как сделать литье в песчаные формы
Литье в песчаные формы включает четыре основных этапа: сборка песчаной формы, заливка жидкого металла в форму, дайте металлу остыть, затем отбейте песок и извлеките отливку. Конечно, процесс сложнее, чем кажется.
Первым этапом сборки пресс-формы является частичное заполнение корпуса песком. Выкройка, печать сердечника, сердечники и литниковая система размещаются вблизи линии разъема. Затем обшивка собирается на тягу. Дополнительный песок насыпается на половинку свода до тех пор, пока модель, сердцевина и литниковая система не будут покрыты, а затем песок уплотняется вибрацией или механическими средствами. Излишки песка удаляются отбойным стержнем.
Теперь, когда форма сформирована, верх снимается с тяги, чтобы выкройку можно было извлечь из формы.
Извлечение шаблона осуществляется осторожно, чтобы не сломать или не повредить вновь сформированную полость формы. Этому способствует проектирование чертежа : вертикальный конус, перпендикулярный линии разъема. Уклон конусности обычно составляет не менее 1°. Чем шероховатее поверхность рисунка, тем большую тягу необходимо обеспечить.
Прежде чем ее можно будет заполнить жидким металлом, необходимо подготовить всю форму; полость формы часто смазывают смывкой для облегчения удаления отливки. Затем размещаются стержни, добавляются дополнительные материалы формы, такие как веревка, чтобы предотвратить биение, а половинки формы закрываются и надежно зажимаются вместе; секции цевья и тормоза поддерживают правильное выравнивание с помощью штифтов и направляющих.
Половинки формы должны оставаться закрепленными, чтобы жидкий металл не мог вытечь через линию разъема. Перед заливкой в безопочные формы для заливки дерева или металла вокруг формы часто размещают кожухи , а сверху устанавливают грузы, чтобы крышка не поднималась.
Расплавленный металл поступает в полость литейной формы через литниковую систему : расплавленный металл заливается в литейную форму через разливочный стакан , продолжается вниз по литнику (вертикальная часть литниковой системы), а затем через желоба (горизонтальные участки). Накопившиеся газы и вытесненный воздух выходят через вент . Многочисленные точки, в которых металл вводится в полость формы из желобов, называются литниками .
После того, как отливка остынет, ее выламывают из песчаной формы. Процесс удаления песка из отливок называется выбивкой . Отливка может быть удалена вручную или с помощью автоматизированного оборудования. Обычно используются столы для перемешивания и вращающиеся тумблеры.
Существуют вариации этого базового процесса в зависимости от шаблона, типа опоки и уровня механизации:
- Погонаж предпочтительнее для небольших работ. Вся операция проводится на скамье удобной высоты.
- Напольный плинтус используется для средних и крупных работ. Как следует из названия, форма устанавливается на пол перед заливкой.
- Машинное формование используется для массового производства. Машинное формование экономит труд и обеспечивает превосходную точность и однородность, позволяя поддерживать допуски в узких пределах с высокой скоростью. Основными операциями, выполняемыми формовочными машинами, являются трамбовка формовочной смеси, обваливание формы, формирование ворот, встряхивание модели и ее извлечение.
Переработка формовочной смеси
После того, как песок стряхнули с готовой отливки, комки охлаждают и измельчают. Все частицы и металлические гранулы удаляются, часто с помощью магнитного поля. Весь песок и компоненты просеиваются с помощью шейкеров, роторных или вибрационных грохотов. Очищенный песок затем может быть повторно введен в начало цикла производства формовочной смеси.
Формовочные пески готовятся в мельницах, которые смешивают песок, вяжущее вещество и воду. Аэраторы используются вместе, чтобы разрыхлить песок, чтобы сделать его более поддающимся формованию.
Подготовленный песок доставляется на формовочный этаж обычно совковыми тележками или ленточными конвейерами, где он формуется в формы; формы могут быть размещены на полу или доставлены конвейерами на разливочную станцию. После заливки отливки удаляются от налипшего песка на станции выбивки. Использованный песок, в свою очередь, ленточным конвейером или другим способом возвращается в бункеры-накопители.
Литейный песок обычно перерабатывается и повторно используется во многих производственных циклах. По отраслевым оценкам, ежегодно в производстве используется около 100 млн тонн песка. Из этого количества выбрасывается только от четырех до семи миллионов тонн, и даже этот песок часто перерабатывается в других отраслях промышленности.
Процессы и методы формования из песка
Закрытая песчаная форма, готовая к заливке.Формы для зеленого песка
Типичная смесь зеленого песка содержит 89 процентов песка, 4 процента воды и 7 процентов глины. Зеленый песок является фаворитом в отрасли из-за его низкой стоимости и хороших общих характеристик. «Зеленый» в зеленом песке относится к содержанию влаги в смеси во время заливки.
Формы из сырого песка обладают достаточной прочностью для большинства операций литья в песчаные формы. Они также обеспечивают хорошую разборность, проницаемость и возможность повторного использования. Основные трудности возникают с содержанием влаги. Слишком много влаги может вызвать дефекты отливки, при этом устойчивость к влаге зависит от отливаемого металла.
Процессы холодного отверждения
Иногда при промышленном литье в песчаные формы используются нетрадиционные связующие. Обычные вяжущие для литья требуют тепла для отверждения, в то время как эти альтернативные вяжущие связываются химически при комнатной температуре при смешивании с песком — отсюда и термин «процессы холодного отверждения». Технически продвинутые, эти относительно новые процессы литья в песчаные формы становятся все более популярными. Процессы холодной отверждения дороже, чем формы из сырого песка, но они позволяют получать отливки с исключительной точностью размеров.
Литье в оболочковые формы
Литье в оболочковые формы является относительно недавним изобретением в технологии литья для массового производства и получения гладкой поверхности; впервые он был использован Германией во время Второй мировой войны. Формовочная масса представляет собой смесь сухого мелкозернистого кварцевого песка с минимальным содержанием глины и 3-8% термореактивной смолы (фенолоформальдегидной или силиконовой смазки). При попадании формовочной массы на нагретую модельную плиту образуется твердая оболочка толщиной около 6 мм. Чтобы полностью отвердить оболочку, ее необходимо нагреть до 440–650 ° F (от 230 до 350 т) в течение нескольких минут.
Услуги литья по индивидуальному заказу
Литейный завод Reliance совместно с клиентами разрабатывает шаблон и метод литья для каждого литья по индивидуальному заказу. Запросите предложение, чтобы получить дополнительную информацию о том, как наша служба кастинга может соответствовать требованиям вашего проекта.
Статьи по теме
- Подробное руководство по кастингу: серия Life of a Casting
- Американское литейное общество. «Процессы формования песка».
Кредиты изображений
- Заполнение формы: OKFoundry, CC BY 2.0, через Flickr
- Колпачок, извлеченный из формы: OKFoundry, CC BY 2.0, через Flickr
- Открытая песчаная форма: OKFoundry, CC BY 2.0, через Flickr
- Закрытая форма: OKFoundry, CC BY 2.0, через Flickr
Советы по гипсовой повязке рук, ног и тела в домашних условиях
Семейные гипсовые повязки станут идеальным подарком, поскольку они позволяют запечатлеть драгоценный момент на всю жизнь, ими действительно стоит дорожить. Мы в Baby Casts and Prints понимаем, что не каждый может к нам добраться, поэтому решили упростить вам задачу.
Использовали ли вы один из наших наборов для домашнего литья? Если да, то вы знаете, что создать идеальный актерский состав не так просто, как кажется. Ну так что ты делаешь?
Многие люди добились успеха, используя наше подробное руководство по эксплуатации и обучающие видеоролики. Но если вы все еще не чувствуете себя уверенно, мы знаем, что для вас важно знать все советы и рекомендации, когда речь идет о домашнем кастинге. Прежде чем вы решите приобрести один из наших комплектов для домашнего литья, мы составили это руководство, которое проведет вас через процесс литья и ответит на любые ваши вопросы.
10 советов и подсказок по домашнему кастингу
Наша команда осознает, насколько важно для вас максимально использовать ваши домашние кастинговые наборы, поэтому мы познакомим вас с нашими 10 главными советами по кастингу в домашних условиях.
- Во-первых, мы знаем, что смешивание альгината может быть сложной задачей, особенно учитывая, что скорость его схватывания составляет 2-3 минуты. Главный совет: БУДЬТЕ БЕССТРАШНЫМИ! Альгинат пахнет страхом! А если серьезно, застрять и работать как можно быстрее.
- Это может показаться очевидным; тем не менее, мы рекомендуем вам прочитать инструкции. Тщательно . Беглый просмотр инструкций означает, что есть вероятность совершить ошибку. Не торопитесь создавать свой слепок, процесс всегда намного проще, если у вас есть четкое представление о том, что делать.
- Как бы это ни было заманчиво, не смешивайте альгинат вручную. Я усвоил горький опыт, когда начал заниматься литьем в 2014 году. Альгинат очень сложно тщательно перемешать, поэтому сейчас мы выбираем более простой вариант электрического венчика, постепенно добавляя альгинат.
- Практика делает совершенным. Поговорка, которую мы все слышали, но как она применима здесь? Независимо от гипса, мы всегда помещаем руки или ноги в контейнер перед смешиванием альгината, чтобы обеспечить достаточно места вокруг людей, которым накладывают гипс.
- Когда дело доходит до смешивания альгината, это больше, чем кажется на первый взгляд. Соотношение является квинтэссенцией, когда дело доходит до получения правильного результата, поэтому мы всегда взвешиваем наш альгинат в соответствии с весом, указанным в инструкции. Если смесь слишком густая, альгинат застынет во время смешивания, тогда как если смесь состоит из слишком большого количества воды, альгинат может застыть неправильно, если вообще затвердеет. Общая пропорция смешивания составляет 100 г порошка на 300 мл воды.
- В наших руководствах по эксплуатации мы рекомендуем воду с температурой 21°C, звучит относительно тепло, не так ли? Неправильный. Пожалуйста, не угадывайте температуру воды. В большинстве домашних хозяйств термометр можно найти в аптечке, детской коробке с игрушками, а иногда даже в ящике для носков. Независимо от того, где вы держите свой термометр, мы рекомендуем вам держать его под рукой во время этой части процесса. Нет термометра? Просто используйте ХОЛОДНУЮ воду для смешивания альгината.
- Быстрый и простой совет: измерьте воду, убедившись, что вы смотрите на измерения в миллилитрах (мл). Мы все совершали ошибку, считывая неправильные единицы измерения до…
- Всегда добавляйте альгинат в воду. Если вы медленно добавляете альгинат в воду, меньше шансов, что какой-либо порошок будет упущен в процессе смешивания. Думайте об этом как о горячем шоколаде: часть порошка часто прилипает ко дну кружки, совершенно не тронутая водой. То же самое и с альгинатом.
- Смешивание гипса может привести к беспорядку, и каждый делает это по-своему. Например, в наших инструкциях предлагаются конкретные измерения. Другой, но эффективный способ получения нужной консистенции: налейте воду в одноразовый горшок и залейте гипсом до тех пор, пока вода не перестанет впитывать гипс — вы заметите сухой участок гипса поверх воды. Только после этого следует смешать два компонента вместе до идеальной консистенции.
- Не заливайте весь гипс сразу в форму, начните с добавления небольшого количества гипса и вращения формы, промывая гипсом все уголки и щели. Используя эту технику, постепенно добавляйте больше гипса, пока форма не будет заполнена.
Рекомендуемое литейное оборудование
- Мне как новичку хотелось бы, чтобы кто-нибудь сказал мне: «Используй электрический венчик». Так вот, используйте электрический венчик! Использование вашего хорошего электрического венчика не причинит никакого вреда, независимо от того, сколько беспорядка будет сделано, просто снимите альгинат с венчика, как только он затвердеет.
- Эти одноразовые пластиковые стаканчики, хранившиеся под кухонной раковиной от прошлогоднего барбекю, НАКОНЕЦ-ТО пригодятся! Мы всегда рекомендуем смешивать гипс в одноразовой посуде, чтобы не испортить кружки, собранные из новых пасхальных яиц за 7 лет.
- В следующий раз, когда вы или ваш малыш наслаждаетесь мороженым на палочке, помните: держите палочку. Мало того, что они полезны для декоративно-прикладного искусства, их также можно использовать для смешивания гипса. Однако, если погода не очень хорошая и леденец на палочке не подходит, палочки можно купить в местных магазинах для рукоделия.
- Мы знаем, что основание гипса не всегда такое гладкое, как вам хотелось бы, поэтому простым средством, позволяющим избежать этой проблемы, является наждачная бумага.
- Время веселья. Краска!
- Мне как новичку хотелось бы, чтобы кто-нибудь сказал мне: «Используй электрический венчик». Так вот, используйте электрический венчик! Использование вашего хорошего электрического венчика не причинит никакого вреда, независимо от того, сколько беспорядка будет сделано, просто снимите альгинат с венчика, как только он затвердеет.
Наши самые популярные цвета — серебристый и золотой, которые подходят к большинству домашних интерьеров. Однако это должно заставить вас чувствовать себя ограниченным. После герметизации гипса мы рекомендуем краску на акриловой основе, которая вам подходит.
Найдите наши шесть баночек с краской в магазине Amazon Store Baby Casts and Prints.
Распространенные проблемы с кастингом
Не волнуйтесь, мы слушаем. В этом разделе мы рассмотрим наиболее распространенные проблемы, возникающие при использовании комплекта для домашнего литья. Мы нашли трех участников, которые вызывают проблемы при трансляции дома, так что вот они.
- Шаг первый; не переусердствуйте.
«Порошок затвердел в течение нескольких секунд после смешивания» …
Это, по-видимому, самая распространенная проблема, о чем свидетельствуют несколько обзоров от нескольких поставщиков. Это правда, что альгинат имеет быструю скорость схватывания около 2-3 минут, однако, если вы используете холодную воду и электрический венчик, это поможет вам максимально увеличить время схватывания до того, как форма схватится. Если это ваш первый, попробуйте небольшой тест, используя небольшое количество альгината и слепив кончик пальца.
- Пузырьки воздуха случаются. Независимо от того, новичок вы или профессионал, однако есть способы избежать их. Обратимся к нашему 10 Советы по домашнему литью , номер десять предполагает, что вам будет полезно промыть форму гипсом, что поможет избежать надоедливых пузырьков воздуха.
- На что мне слепить руку моего ребенка? В некоторых видеороликах на YouTube рекомендуется наливать альгинат в пакеты для сэндвичей, вставляя руку в пакет. Для нас это просто не работает. Мы рекомендуем вам отправиться в местный B&M, чтобы найти подходящую ванну, будь то контейнер Tupperware или чайник для краски, в зависимости от того, что подходит.
Наши наборы для литья
Здесь, в Baby Casts and Prints, в настоящее время мы предлагаем семь домашних наборов для литья, от детских ударов до семейных слепков, включая недавно выпущенную безделушку для литья, набор для литья. Рождество!
Набор для семейного гипса «Держась за руки»
Все, что вам нужно для создания потрясающего гипса «Держась за руку», будь то ваша вторая половинка, ребенок или просто два друга. Идеальный подарок, наполненный сентиментальной ценностью, поставляется с полным руководством по эксплуатации и ссылками на наши обучающие видео.
Семейный набор для литья «Держащиеся за руки» XL
Очень похож на наш оригинальный набор «Держащиеся за руки», но с дополнительным пространством. Он вернулся и больше, чем когда-либо! Набор для литья, которым может наслаждаться вся семья! Подходит для 4-6 рук в зависимости от размера.
Набор для гипсования живота
Все, что вам нужно для гипсования живота беременной. Для будущей матери, чтобы помнить те драгоценные месяцы, когда она росла вместе с ребенком. Это также идеальный подарок, представленный в подарочном мешочке из натурального хлопка. Никогда не забывайте те волшебные месяцы.
Essential Baby Casting Kit
Инкапсулируйте крошечные пальцы рук и ног с нашими предметами первой необходимости для литья, которые доставляются в наших подарочных пакетах из натурального хлопка, что делает его идеальным подарком на рождение ребенка для будущих родителей. Содержит полный буклет с инструкциями, чтобы получить идеальный слепок.
Набор для гипсовой повязки для младенцев и малышей с рамкой
Вы слышали о нашем гипсовом наборе Essential Baby, это обновление. Вы можете не только сохранить эти драгоценные воспоминания, но и получить сделанную на заказ рамку, чтобы показать эти крошечные пальцы ног. Доступен в черном, серебристом, белом и дубовом цветах.
Набор для литья безделушек
Вот он. Наш личный фаворит. Набор для литья безделушек был создан по мотивам одного из наших собственных бестселлеров, поэтому, если вы не можете добраться до нас, мы можем предоставить вам! Наш набор для литья безделушек был разработан для младенцев и малышей в возрасте от 0 до 3 лет и доступен в двух размерах.