Магнитная порошковая дефектоскопия | Контроль и испытание металла элементов котлов
Метод магнитной порошковой дефектоскопии, называемый также методом магнитной суспензии, основан на выявлении нарушения целости металла по скоплению магнитного порошка около дефекта. В этих местах образуются потоки рассеяния и возникают магнитные полюса, притягивающие частички порошка. При небольшой намагниченности выявляются открытые трещины и надрывы, при намагниченности 300—500 Гс * — поверхностные плены и более глубокие волосовины. По мере увеличения намагниченности обнаруживаются более мелкие волосовины, а при намагниченности около 1000 Гс выявляются и неглубокие риски на поверхности. При намагниченности около 1500 Гс обнаруживаются волосовины и другие дефекты, не доходящие до поверхности на 1—3 мм.
Методом магнитной дефектоскопии выявляют трещины в заклепочных и сварных швах, вальцовочных соединениях, трубных решетках и днищах барабанов котлов.
Магнитную суспензию приготовляют путем смешения магнитного порошка и олеинового мыла с водой. Магнитный порошок получают из сухого мелкоразмолотого немагнитного железного сурика (Fe2O3), смешивая его с керосином до тестообразного состояния и прокаливая в металлическом или глиняном тигле с негерметической крышкой на кузнечном горне или в газоходе котла при 650—800° С. Полученный черный порошок магнитной окиси железа (Fe3O4) во избежание повторного окисления охлаждают и хранят без доступа свежего воздуха. Красный или желтый цвет порошка свидетельствует о недостаточном его раскислении. Такой порошок плохо притягивается магнитом; его снова смешивают с керосином и прокаливают вторично. Если нет сухого железного сурика, можно использовать тертый масляный сурик, прокалив его в тигле без добавления керосина. Получающийся порошок загрязнен маслянистой сажей, но вполне пригоден для приготовления магнитной суспензии.
При приготовлении магнитной суспензии на 1 л суспензии берут 15—12 г олеинового мыла и 50—60 г магнитного порошка. Мыло растворяют в небольшом количестве горячей воды, затем добавляют магнитный порошок и тщательно все перемешивают. После этого суспензию разбавляют горячей водой до нужной консистенции. Олеиновое мыло позволяет получить однородную и устойчивую смесь порошка и воды. Иногда применяют хозяйственное мыло хорошего качества, в этом случае смесь получается менее однородной.
Мыло растворяют в небольшом количестве горячей воды, затем добавляют магнитный порошок и тщательно все перемешивают. После этого суспензию разбавляют горячей водой до нужной консистенции. Олеиновое мыло позволяет получить однородную и устойчивую смесь порошка и воды. Иногда применяют хозяйственное мыло хорошего качества, в этом случае смесь получается менее однородной.
Для намагничивания контролируемых участков барабанов используют обычно переменный ток 1400—1700 А напряжением 3—6 В, получаемый от сварочного или испытательного трансформатора. Поверх существующей вторичной (разомкнутой) обмотки сварочного трансформатора накладывают 3—5 витков гибкого кабеля или изолированной шинной красной меди сечением 100—240 мм
Первичную обмотку трансформатора присоединяют к сети через предохранители и двухполюсный рубильник закрытого типа. Второй рубильник устанавливают вблизи трансформатора. Монтер, обслуживающий этот рубильник, должен находиться в поле зрения рабочего, стоящего у лаза барабана, или сам должен стоять у лаза.
Второй рубильник устанавливают вблизи трансформатора. Монтер, обслуживающий этот рубильник, должен находиться в поле зрения рабочего, стоящего у лаза барабана, или сам должен стоять у лаза.
Сопротивление вторичной цепи должно быть минимальным. Трансформатор устанавливают возможно ближе к барабану. Длина цепи должна быть не больше 10—15 м, а число контактов — не более 4. Мощность трансформатора должна быть 8— 10 кВА. Допускается и меньшая мощность, так как при очень коротких промежутках времени включения перегрузка неопасна. Предохранители в этом случае ставят на ток, составляющий 40— 50% полного рабочего тока. Это предохраняет трансформатор от перегрузки при нахождении его по каким-либо причинам под рабочим током длительное время.
* В системе СИ магнитная индукция измеряется в тесла (Тл). 1 Тл = 104 Гс (гаусс).
Магнитопорошковый контроль
Лаборатория «ПРОконтроль». Мы знаем о магнитной дефектоскопии всё!
Мы знаем о магнитной дефектоскопии всё!
В процессе производства детали, начиная от литья и далее, во время обработки (прокатка, ковка, сварка), а также в процессе эксплуатации стальных деталей (сгибание и растягивающие нагрузки), возникают предпосылки для возникновения микротрещин. Чаще всего, образование трещин начинается на поверхности изделия. Затем, трещина распространяется вглубь металла, что обусловлено концентрацией напряжений в вершине трещины. В результате, появление любой незначительной микротрещины, может привести к усталостному разрушению детали. Именно поэтому — трещины, являются важным типом дефектов и должны быть своевременно выявлены и устранены. Наиболее чувствительным методом для обнаружения поверхностных трещин в ферромагнитных деталях — является магнитопорошковая дефектоскопия проводимая специалистами «ПРОконтроль».
Магнитная дефектоскопия и области её применения.
Магнитный неразрушающий контроль — применяется во всех отраслях, где используются детали из:
Стали;
Чугуна;
Металлов и сплавов, обладающих ферромагнитными свойствами.
Метод широко применяется на всех этапах обработки металлов и в их процессе эксплуатации. Методом магнитопорошковой дефектоскопии, производится контроль сварных соединений, контроль готовой продукции и полуфабрикатов. А так же контроль деталей бывших в употреблении.
Магнитопорошковая дефектоскопия — физические принципы.
Магнитопорошковая дефектоскопия — надёжный метод неразрушающего контроля. Магнитная дефектоскопия деталей, используется для обнаружения: трещин, пористости, не провара сварных швов. Востребована при выявлении других дефектов у ферромагнитных материалов. Метод позволяет визуально фиксировать характер и величину поверхностных, и около поверхностных дефектов детали. Метод тестирования, заключается в наведении магнитного поля на компонент, подлежащий контролю, и обработки намагниченной поверхности порошком или раствором оксида железа.
Если деталь не имеет повреждений — магнитное поле распределяется по всей поверхности равномерно, ориентируя слой оксида железа вдоль силовых линий. При наличии разрывов поверхности — силовые линии на границах разрыва имеют большую плотность. Именно это явление вызывает притягивание частиц порошка по краям области разрыва, что позволяет визуально зафиксировать наличие дефекта. Для выявления дефект, а силовые линии магнитного поля должны быть направленны перпендикулярно разрыву, что вызывает большее возмущение потока. Если линия разрыва проходит параллельно магнитным силовым линиям, возмущение незначительно, и выявить такие дефекты затруднительно.
При наличии разрывов поверхности — силовые линии на границах разрыва имеют большую плотность. Именно это явление вызывает притягивание частиц порошка по краям области разрыва, что позволяет визуально зафиксировать наличие дефекта. Для выявления дефект, а силовые линии магнитного поля должны быть направленны перпендикулярно разрыву, что вызывает большее возмущение потока. Если линия разрыва проходит параллельно магнитным силовым линиям, возмущение незначительно, и выявить такие дефекты затруднительно.
Как это работает?
Намагничивание — достигается путем воздействия на деталь внешним магнитным полем, либо путем пропускания электрического тока через диагностируемый объект. Оба метода могут быть объединены, чтобы дать возможность выявления трещин во всех направлениях:
Намагничивание внешним магнитным полем. В этом случае, объект зажимается в коромысле электромагнита. Таким образом, магнитное поле генерируется в продольном направлении объекта и трещины, которые ориентированы перпендикулярно к полю (т. е. поперечные трещины) вызывают возмущение магнитного потока и концентрацию порошка.
е. поперечные трещины) вызывают возмущение магнитного потока и концентрацию порошка.
Намагничивание электрическим током. Применяется для выявления продольных трещин. При подключении источника тока к детали, перпендикулярно направлению тока — формируется кольцевое магнитное поле. Продольные трещины — вызывают возмущение потока и концентрацию порошка на краях продольных трещин.
Комбинированное намагничивание. Часто, трещины не имеют преобладающее направление. Массовые продукты, например, в автомобильной промышленности, как правило, проверяются в стационарных лабораториях, проводящих магнитный неразрушающий контроль. В этом случае — метод намагничивания магнитным полем, чередуют с методом намагничивания электрическим током. Комбинированный метод позволяет выявить трещины любой ориентации.
«ПРОконтроль» — в наличие всё необходимое!
Средства визуализации дефекта: Для визуальной фиксации места магнитного возмущения, вызванного дефектом диагностируемой детали, используется жидкая суспензия на основе очень мелкого ферромагнитного порошка железа, или оксида железа.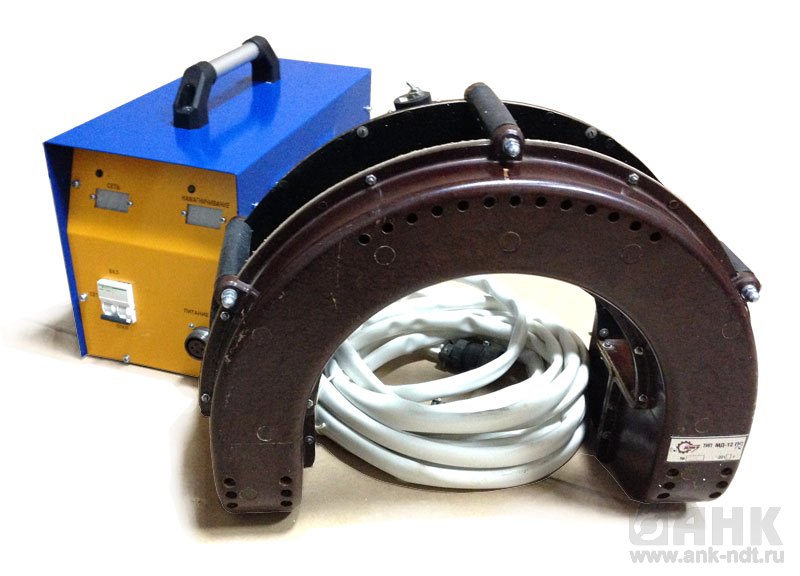
Для того, что бы добиться повышения контраста частиц оксида — порошок железа окрашивают, с помощью флуоресцентных пигментов. При освещении ультрафиолетовым светом (УФ-излучение) в лабораторных условиях и на объектах, трещины проявляются ярким желто-зелёным цветом с высокой контрастностью. Это позволяет, с высокой точностью фиксировать микротрещины.
Неоспоримые преимущества магнитопорошковой дефектоскопии «ПРОконтроль»:
Порошковая дефектоскопия обеспечивает самую высокую чувствительность, для обнаружения поверхностных трещин;
Выявляет четкие и воспроизводимые признаки трещин;
Короткое время тестирования;
Магнитно порошковая дефектоскопия не потребует специальной подготовки поверхности;
Возможность обнаружения скрытых трещин;
Не предъявляет повышенных требований в отношение объектов исследований.
Специалисты Научно-производственной лаборатории «ПРОконтроль» — выполнят работы любой сложности.
Минимально возможные цены на наши Услуги, обусловлены маркетинговой политикой «ПРОконтроль» и оптимизацией расходов. «ПРОконтроль» — это минимально возможные сроки проведения магнитно порошковой дефектоскопии, личная ответственность каждого специалиста, гарантированный результат!
«ПРОконтроль» — это минимально возможные сроки проведения магнитно порошковой дефектоскопии, личная ответственность каждого специалиста, гарантированный результат!
| Subject area | English | Russian |
| math. | a particle experiences forces in the presence of magnetic fields | испытывать на себе силы |
| Makarov. | charged particle motion along magnetic field lines | движение заряженных частиц вдоль силовых линий магнитного поля |
| weld. | Dry Magnetic Particle Inspection | сухая магнитопорошковая дефектоскопия (Johnny Bravo) |
| met. | fluorescent magnetic particle inspection | контроль магнитно-люминесцентным методом |
astronaut. | fluorescent magnetic particle inspection | магнитолюминесцентный контроль |
| tech. | fluorescent magnetic-particle inspection | магнитно-люминесцентная дефектоскопия |
| tech. | fluorescent magnetic particle inspection | магнитно-люминесцентная дефектоскопия |
| mater.sc. | fluorescent magnetic-particle inspection | флюоресцентная магнитодефектоскопия |
| qual.cont. | fluorescent magnetic particle method | магнитно-люминесцентный метод (контроля) |
| pipes. | fluorescent magnetic particle method | магнитнопорошковый люминесцентный метод (дефектоскопии, например, труб) |
| cables | fluorescent magnetic particle method | магнитно-люминесцентный метод |
met. | fluorescent magnetic particle method | магнитно-люминесцентный метод (обнаружения дефектов) |
| tech. | fluorescent magnetic particle method | магнитно-люминесцентный метод (в дефектоскопии) |
| O&G. tech. | fluorescent magnetic-particle survey | магнитно-люминесцентная дефектоскопия |
| Makarov. | fluorescent magnetic-particle test | магнитно-люминесцентная дефектоскопия |
| tech. | fluorescent magnetic-particle testing | магнитно-люминесцентная дефектоскопия |
| O&G, tengiz. | full length magnetic particle inspection | магнитопорошковая дефектоскопия по всей длине трубы … по длине всей трубы |
polygr. | magnetic ink particle | частица магнитной краски |
| geophys. | magnetic mineral particle | зерно магнитного минерала |
| oil | magnetic particle | магнитопорошковый метод |
| met. | magnetic particle | намагниченная частица |
| tech. | magnetic particle | магнитная частица |
| railw. | magnetic particle and fluorescent method | метод обнаружения трещин в осях вагонов и др. деталях с применением ультрафиолетовых лучей и дефектоскопии с магнитными порошками |
| oil | magnetic particle brake | магнитный тормоз с добавкой железного порошка |
O&G, oilfield. | magnetic particle brake | магнитный порошковый тормоз |
| mining. | magnetic particle brake | магнитный тормоз с добавкой железного порошка в зазоре между стационарным магнитным полюсом и ротором электромагнитного тормоза |
| dril. | magnetic particle brake | магнитный тормоз с добавкой железного порошка в зазор между стационарным магнитным полем и ротором электромагнитного тормоза |
| O&G, oilfield. | magnetic particle clutch | порошковая муфта |
| tech. | magnetic particle clutch | порошковая электромагнитная муфта |
| tech. | magnetic particle coupling | слипание частиц магнитного порошка |
el. | magnetic particle coupling | ферромагнитная порошковая муфта |
| el. | magnetic particle coupling | магнитная порошковая муфта |
| tech. | magnetic particle coupling | электромагнитная порошковая муфта |
| weld. | magnetic particle crack detection | дефектоскопия магнитным порошком (Yeldar Azanbayev) |
| O&G. tech. | magnetic particle dye penetrant inspection | контроль проникающим красителем (agrabo) |
| O&G. tech. | magnetic particle dye penetrant inspection | магнитопорошковый контроль (agrabo) |
| O&G | MAGNETIC PARTICLE EXAMINATION | МАГНИТОПОРОШКОВЫЙ МЕТОД ИССЛЕДОВАНИЯ (marysa21) |
tech. | magnetic particle flaw detection | магнитопорошковая дефектоскопия |
| tech. | magnetic particle flaw detection | дефектоскопия магнитным порошком |
| pipes. | magnetic particle flaw detection | магнитнопорошковая дефектоскопия (дефектоскопия, например, труб, методом магнитного порошка) |
| pipes. | magnetic particle flaw detection | дефектоскопия например, труб методом магнитного порошка |
| tech. | magnetic-particle flaw detection | магнитно-порошковая дефектоскопия |
| O&G, oilfield. | magnetic-particle flaw detection method | метод магнитно-порошковой дефектоскопии |
| metrol. | magnetic particle flaw detector | магнитный дефектоскоп |
tech. | magnetic-particle flaw detector | магнитно-порошковый дефектоскоп |
| tech. | magnetic-particle inspection | магнитно-порошковый контроль (в дефектоскопии) |
| mater.sc. | magnetic-particle inspection | магнитно-порошковый метод контроля |
| tech. | magnetic-particle inspection | порошковая магнитная дефектоскопия |
| weld. | magnetic particle inspection | магнитный контроль (Yeldar Azanbayev) |
| O&G | magnetic particle inspection | магнитная дефектоскопия |
| astronaut. | magnetic particle inspection | магнитнопорошковый способ контроля |
metrol. | magnetic particle inspection | магнитнопорошковый контроль |
| mil., avia. | magnetic particle inspection | контроль с использованием магнитного порошка |
| weld. | magnetic particle inspection | испытание магнитными частицами (Yeldar Azanbayev) |
| automat. | magnetic particle inspection | контроль методом магнитного порошка |
| pipes. | magnetic particle inspection | магнитнопорошковая дефектоскопия |
| O&G | magnetic particle inspection | электромагнитные методы обнаружения утечек в трубах (MichaelBurov) |
| pipes. | magnetic particle inspection | контроль например, труб с применением намагниченных частиц |
| O&G | magnetic particle inspection | магнитоскопия (andrushin) |
| oil | magnetic particle inspection | магнитоскопия |
well. contr. contr. | magnetic particle inspection | магнитно-порошковая дефектоскопия |
| nano | magnetic-particle inspection | магнитопорошковый контроль |
| qual.cont. | magnetic particle inspectionконтроль | магнитным порошком |
| tech. | magnetic particle inspection | магнитопорошковая дефектоскопия |
| O&G, sakh. | magnetic particle powder inspection | магнитнопорошковая дефектоскопия (MPI) |
| Makarov. | magnetic-particle inspection | магнитно-порошковый контроль материалов (в дефектоскопии) |
| avia. | magnetic particle inspection check | магнито-порошковая дефектоскопия |
Makarov. | magnetic-particle inspection instrument | магнитно-порошковый дефектоскоп |
| tech. | magnetic particle inspection process | магнитная дефектоскопия |
| tech. | magnetic particle method | метод магнитного порошка |
| pipes. | magnetic particle method | магнитнопорошковый метод (дефектоскопии) |
| Makarov. | magnetic particle method | метод магнитного порошка (в дефектоскопии) |
| qual.cont. | magnetic particle magnetic powder method | метод магнитного порошка (при дефектоскопии) |
| automat. | magnetic-particle method | магнитная дефектоскопия |
| O&G | magnetic-particle method | магнитный метод дефектоскопии (труб) |
| O&G | magnetic particle method | магнитопорошковый метод |
automat. | magnetic-particle method | магнитно-порошковый метод (сварки) |
| O&G, sakh. | magnetic particle method | магнитнопорошковый метод |
| biotechn. | magnetic particle separator | магнитный сепаратор клеток (olga don) |
| O&G, sakh. | magnetic particle test | магнитно-порошковая дефектоскопия |
| polym. | magnetic particle test | магнитный контроль методом порошков |
| tech. | magnetic particle test | магнитопорошковое испытание |
| construct. | magnetic particle test | метод дефектоскопии ферромагнитных материалов без разрушения |
O&G, sakh. | magnetic particle test | магнитнопорошковое испытание (MPT) |
| O&G, sakh. | magnetic particle test | магнитнопорошковая дефектоскопия |
| automat. | magnetic particle test | магнитная порошковая дефектоскопия |
| qual.cont. | magnetic particle test | дефектоскопия магнитным порошком |
| pipes. | magnetic particle test | магнитнопорошковая дефектоскопия (контроль, например, труб, с применением намагниченных частиц) |
| pipes. | magnetic particle test | контроль например, труб с применением намагниченных частиц |
| O&G | magnetic particle test | магнитопорошковая дефектоскопия |
qual. cont. cont. | magnetic particle test | контроль магнитным порошком |
| Makarov. | magnetic-particle test | магнитно-порошковый контроль материалов (в дефектоскопии) |
| Makarov. | magnetic-particle test instrument | магнитно-порошковый дефектоскоп |
| qual.cont. | magnetic particle test, MPT | магнитопорошковый контроль (Phyloneer) |
| tech. | magnetic particle testing | магнитопорошковая дефектоскопия |
| tech. | magnetic-particle testing | магнитно-порошковая дефектоскопия |
| O&G. tech. | magnetic particle testing | испытание по методу магнитных частиц (Johnny Bravo) |
mining. | magnetic particle testing | магнитные измерения частиц |
| tech. | magnetic-particle testing | магнитно-порошковый контроль (в дефектоскопии) |
| Makarov. | magnetic-particle testing | магнитно-порошковый контроль материалов (в дефектоскопии) |
| polygr. | magnetic particles | частицы магнитного порошка |
| avia. | magnetic particles | магнитный порошок |
| tech. | magnetic particles display | магнитооптический транспарант |
| tech. | magnetic particles display | магнитооптический индикатор |
| Makarov. | motion of particle across the line offeree of the magnetic field | движение частицы попёрек силовой линии магнитного поля |
Makarov. | motion of particle along the line of force of the magnetic field | движение частицы вдоль силовой линии магнитного поля |
| Makarov. | particle is held on a circular path by a magnetic field | частица удерживается на круговой траектории с помощью магнитного поля |
| Makarov. | particle residence time in the local magnetic well | время пребывания частицы в локальной магнитной яме |
| mil., astronaut. | solar, anomalous and magnetic particle explorer | спутник для исследования солнечного излучения, аномальных явлений и магнитных частиц |
| Makarov. | stability of the adiabatic motion of charged particle in the Earth magnetic field | устойчивость адиабатического движения заряженной частицы в магнитном поле Земли |
Makarov. | trapped-particle orbit in a magnetic dipole field | орбита частицы, захваченной в магнитное поле диполя |
| O&G, sakh. | wet fluorescent magnetic particle inspection | влажная магнитно-люминесцентная дефектоскопия (WFMPI) |
| dril. | wet fluorescent magnetic particle inspection | Неразрушающий контроль капиллярным методом тж.-капиллярный метод контроля (Термин «влажная магнитопорошковая дефектоскопия» придуман переводчиками, в жизни не существует, присутствует только в некоторых англо-русских словарях. Val61) |
| O&G | wet-magnetic particle inspection | магнитопорошковая дефектоскопия «мокрым методом» (Jenny1801) |
| weld. | wet magnetic particle inspection | влажная магнитопорошковая дефектоскопия (Johnny Bravo) |
tech. | wet magnetic particle testing | влажная магнитопорошковая дефектоскопия (Post Scriptum) |
| O&G | X-ray, penetrant, magnetic particle, ultrasonic | Р,Г,М,У рентгенография, капиллярный, магнитопорошковый, ультразвуковой способы контроля сварных соединений (Bemer) |
Магнитопорошковая дефектоскопия
Магнитопорошковый метод – способ исследования качества ферромагнитных материалов
С его помощью выявляются дефекты, исследуется структура, твердость и прочие физические параметры материалов, замеряется толщина покрытий и механических напряжений, а также проводится химический анализ и классификация стали по маркам. Данный способ используется для анализа состояния промышленных объектов и продукции.
Магнитно-порошковая дефектоскопия – быстрый, наглядный способ получения информации о наличии дефектов. Метод позволяет работать с деталями любой конфигурации. Магнитно-порошковая дефектоскопия высоко чувствительна к обнаружению мелких углублений (трещин), подходит для контрольных образцов, значения относительной магнитной проницаемости которых выше 40.
Магнитно-порошковая дефектоскопия высоко чувствительна к обнаружению мелких углублений (трещин), подходит для контрольных образцов, значения относительной магнитной проницаемости которых выше 40.
Сущность метода
В основе магнитно-порошковой диагностики заложена способность магнитных характеристик исследуемых объектов изменяться под действием внешнего намагничивающего поля. Несплошности провоцируют перераспределение потоков, которые приводят к формированию магнитных полей рассеяния.
Способы воздействия определяются типом объекта и предполагаемым местоположением дефекта. Для этого используется переменное, постоянное или комбинированное магнитное поле, имеющее циркулярное, поперечное или продольное направление. По завершении исследований материал размагничивают. Образец нагревают выше точки Кюри или воздействуют переменным магнитным полем с постепенно уменьшающимся действием.
Исследования проводятся с применением ферромагнитного вещества (порошка или суспензии), которым покрывают намагниченный объект. Действие магнитного поля провоцирует скопление частиц над дефектом. Для лучшей визуализации и фиксации несплошностей применяется вещество определенного оттенка. На темных объектах хорошо заметны цветные и люминесцентные порошки. Светлые блестящие материалы исследуются черным магнетитом. В некоторых случаях на поверхность контрольных объектов наносят белый нитролак или тонкий просвечивающий слой белой краски. Так удается добиться лучшей видимости черного порошка.
Действие магнитного поля провоцирует скопление частиц над дефектом. Для лучшей визуализации и фиксации несплошностей применяется вещество определенного оттенка. На темных объектах хорошо заметны цветные и люминесцентные порошки. Светлые блестящие материалы исследуются черным магнетитом. В некоторых случаях на поверхность контрольных объектов наносят белый нитролак или тонкий просвечивающий слой белой краски. Так удается добиться лучшей видимости черного порошка.
Магнитно-порошковая дефектоскопия направлена на выявление пустот с глубиной не менее 0, 025 мм и раскрытием выше 0,0025 мм. С помощью данного способа обнаруживаются полые и заполненные инородным веществом несплошности. В отношении глубины распространения трещин в металлах магнитно-порошковый способ неинформативен.
Контроль сварных соединений трубопроводной арматуры
Авг 05, 2021
Для оценки качества сварных соединений применяют контрольное сварное соединение. Контрольным считается сварное соединение, идентичное контролируемым производственным сварным соединениям (тех же марок стали соединяемых элементов, толщины и диаметра, типа и конструкции соединения, формы разделки кромок). При контроле однотипных соединений толщина и диаметр контрольного сварного соединения должны соответствовать одному из типоразмеров сварных соединений. Технологический процесс выполнения контрольного сварного соединения должен соответствовать технологическому процессу‚ применяемому при изготовлении контролируемой арматуры или при соединении ее с трубопроводом (тот же способ сварки, положение, сварочные материалы, режимы, с тем же подогревом и термообработкой и т.п.). Выполняться они должны в тот же период времени, что и контролируемые ими производственные сварные соединения, тем же сварщиком, на том же оборудовании и по той же технологии.
При контроле однотипных соединений толщина и диаметр контрольного сварного соединения должны соответствовать одному из типоразмеров сварных соединений. Технологический процесс выполнения контрольного сварного соединения должен соответствовать технологическому процессу‚ применяемому при изготовлении контролируемой арматуры или при соединении ее с трубопроводом (тот же способ сварки, положение, сварочные материалы, режимы, с тем же подогревом и термообработкой и т.п.). Выполняться они должны в тот же период времени, что и контролируемые ими производственные сварные соединения, тем же сварщиком, на том же оборудовании и по той же технологии.
Контрольные сварные соединения выполняют на специальных припусках или на приварных контрольных пластинах совместно со сваркой основного изделия либо отдельно от изделия, если совместное их изготовление невыполнимо. Качество сварного шва оценивается по результатам наиболее ответственной из предъявляемых контрольной пробой соединений. При обнаружении неисправимых дефектов все производственные сварные соединения должны быть проверены в полном объеме тем же методом дефектоскопии, которым выявлены дефекты, за исключением случаев, когда производственные сварные соединения подвергаются 100 %-ному контролю.
При обнаружении неисправимых дефектов все производственные сварные соединения должны быть проверены в полном объеме тем же методом дефектоскопии, которым выявлены дефекты, за исключением случаев, когда производственные сварные соединения подвергаются 100 %-ному контролю.
Все сварные соединения должны иметь клеймение или иное условное обозначение.
Внешнему осмотру и измерению размеров шва подлежат основной метал и все швы по всей длине. При проверке выявляются поверхностные дефекты и отклонения от заданных размеров. Осмотр и измерение сварных соединений должны проводиться с обеих сторон шва, если они доступны для контроля. В целях обеспечения качественного контроля поверхность сварного шва, а также прилегающие к нему участки основного металла шириной не менее 20 мм перед осмотром должны быть освобождены от шлака, брызг расплавленного металла и других загрязнений и зачищены.
При осмотре и измерениях используется универсальный и специальный измерительный инструмент. Швы на трубопроводах I и II категории осматривают с помощью лупы с девятикратным увеличением, на трубопроводах III и IV категорий — без нее. Выявляются внешние дефекты шва: трещины, прожоги, свищи, наплывы, незаваренные кратеры, непровары и т.п. Измеряют ширину, высоту выпуклости и катет сварочного шва и сравнивают их с требуемыми по техническим условиям, чертежам и т. д.
Швы на трубопроводах I и II категории осматривают с помощью лупы с девятикратным увеличением, на трубопроводах III и IV категорий — без нее. Выявляются внешние дефекты шва: трещины, прожоги, свищи, наплывы, незаваренные кратеры, непровары и т.п. Измеряют ширину, высоту выпуклости и катет сварочного шва и сравнивают их с требуемыми по техническим условиям, чертежам и т. д.
Рентгено- или гамма-дефектоскопия являются наиболее надежным методом контроля. При этом методе с помощью рентгеновской установки или источника гамма-излучения просвечиваются стенки детали. Рентгеновская дефектоскопия может осуществляться двумя способами: диаскопическим при помощи флюоресцирующего экрана и фотографическим путем фиксации дефектов на высокочувствительной пленке.
Рентгеновское излучение создают специальными рентгеновскими трубками или стационарной рентгеновской установкой. Толщина просвечиваемого металла в зависимости от применяемой установки может достигать 200 мм. Рентгеновская дефектоскопия применяется главным образом в лабораториях, где легче создать условия, безопасные для работы обслуживающего персонала.
Рентгеновская дефектоскопия применяется главным образом в лабораториях, где легче создать условия, безопасные для работы обслуживающего персонала.
Гамма-дефектоскопия может быть использована для контроля металла толщиной до 300 мм. С одной стороны помещают источник излучения (обычно кобальт-60), с другой — сверхчувствительную пленку, которая засвечивается гамма-излучением, прошедшим через металл. На пленках газовые раковины в отливках выглядят в виде затемнений из-за меньшей толщины слоя металла с четким очертанием контура, усадочные раковины — со слабо выраженным очертанием трещины выглядят как интенсивные темные ломаные линии и т.д. Просвечиванием проникающим излучением может быть выявлена ликвация металла.
Ценным свойством гамма-дефектоскопии является возможность обнаружения дефектов в сварных швах и выявления их характера: непровар, трещина, газовая или шлаковая раковина.
Сварные соединения контролируются в соответствии с ГОСТ 7512 и другими нормативными документами. обязательному просвечиванию подлежат все сварные соединения из сталей различных классов. Должны также быть просвечены все места пересечений и сопряжений сварных соединений вне зависимости от их категории. Проведение ультразвуковой дефектоскопии не исключает необходимости просвечивания проникающими излучениями, при этом просвечивание участков, подлежащих этому виду контроля, не засчитывается в регламентированные объемы контроля. Объем просвечивания устанавливается Правилами Госгортехнадзора и может быть уменьшен по согласованию с соответствующими организациями.
обязательному просвечиванию подлежат все сварные соединения из сталей различных классов. Должны также быть просвечены все места пересечений и сопряжений сварных соединений вне зависимости от их категории. Проведение ультразвуковой дефектоскопии не исключает необходимости просвечивания проникающими излучениями, при этом просвечивание участков, подлежащих этому виду контроля, не засчитывается в регламентированные объемы контроля. Объем просвечивания устанавливается Правилами Госгортехнадзора и может быть уменьшен по согласованию с соответствующими организациями.
Если просвечивание шва проникающими излучениями или ультра- звуком, предусмотренными техническими условиями, невозможно, внешний осмотр и измерения сварного соединения производятся послойно в процессе выполнения технологического процесса сварки.
Результаты осмотра и измерений регистрируются в специальном журнале.
Чувствительность рентгено- и гамма-дефектоскопии зависит от плотности и толщины просвечиваемого металла, местоположения и формы дефекта в детали и других факторов. Чувствительность рентгенографирования значительно выше гаммаграфирования, причем разница наиболее сильно проявляется при малых толщинах металла.
Чувствительность рентгенографирования значительно выше гаммаграфирования, причем разница наиболее сильно проявляется при малых толщинах металла.
Контрольные сварные соединения проверяют всеми методами неразрушающей дефектоскопии, предусмотренными для соответствующих сварных производственных соединений. Как минимум должны быть выполнены внешний осмотр, просвечивание и ультразвуковая дефектоскопия. Контроль осуществляется по всей длине шва в полном объеме.
Ультразвуковая дефектоскопия сварных соединений основана на способности упругих колебаний отражаться от границы двух сред с различными физическими свойствами и выполняется в соответствии с ГОСТ 14782 и другими нормативными материалами. С помощью ультра- звуковой дефектоскопии выявляются внутренние дефекты сварного соединения: трещины, непровары, шлаковые включения, несплавление наплавленного слоя с основным металлом и т. п.
Объем ультразвуковой дефектоскопии устанавливается Правилами Госгортехнадзора и может быть уменьшен по согласованию с проектной организацией, материаловедческой организацией, с местными органами Госгортехнадзора в случае серийного изготовления предприятием однотипных изделий при неизменном технологическом процессе, специализации сварщиков на отдельных видах работ и высоком качестве сварных соединений, подтвержденном результатами контроля за период не менее одного года. При ультразвуковой дефектоскопии о наличии дефектов судят по расположению, затуханию или скорости импульсных сигналов.
При ультразвуковой дефектоскопии о наличии дефектов судят по расположению, затуханию или скорости импульсных сигналов.
Для выполнения ультразвуковой дефектоскопии контактным методом швы должны быть обработаны механическим способом с шероховатостью поверхности не выше Rz = 10 мкм. Для контроля могут быть использованы переносные дефектоскопы. Наибольшее распространение получили импульсные дефектоскопы, позволяющие обнаружить и определить координаты дефектов, являющихся нарушением сплошности, трещин, раковин, расслоении, зон рыхлости на глубине от 1 до 250 мм. Ультразвуковой дефектоскопией весьма успешно контролируют, например, концы патрубков литой арматуры.
Основными показателями эксплуатационных качеств дефектоскопа являются: чувствительность, т.е. минимальная площадь отражателя, расположенного на заданном расстоянии от точки ввода ультразвуковых колебаний и четко регистрируемого прибором; дальность действия, т.е. максимальное расстояние, на котором может быть четко обнаружен донный эхо-сигнал; разрешающая способность, т. е. минимальное расстояние между двумя дефектами или расстояние между дефектом и донной гранью изделия, при котором эхо-сигналы от них могут быть отмечены индикатором раздельно; размер «мертвой зоны”, т.е. минимальная глубина залегания дефекта, при которой он может быть отмечен индикатором; точность определения координат обнаруживаемого дефекта.
е. минимальное расстояние между двумя дефектами или расстояние между дефектом и донной гранью изделия, при котором эхо-сигналы от них могут быть отмечены индикатором раздельно; размер «мертвой зоны”, т.е. минимальная глубина залегания дефекта, при которой он может быть отмечен индикатором; точность определения координат обнаруживаемого дефекта.
Перед проведением ультразвуковой дефектоскопии должны быть подготовлены основные данные о контролируемом объекте и предъявляемые требования, затем разработана основная методика контроля и выбраны параметры дефектоскопа. Настройка проводится по образцам, имеющим искусственные дефекты. Качество контролируемого материала оценивается в результате анализа осциллограмм.
Магнитная дефектоскопия используется для контроля деталей и заготовок из ферромагнитных материалов (перлитных сталей, чугуна). При этом выявляются поверхностные и подповерхностные пороки, которые не могут быть обнаружены внешним осмотром. Существуют индукционный метод магнитной дефектоскопии и метод магнитных порошков или магнитно-порошковая дефектоскопия.
Существуют индукционный метод магнитной дефектоскопии и метод магнитных порошков или магнитно-порошковая дефектоскопия.
Индукционный метод предназначен для выявления подповерхностных и открытых, выходящих на поверхность, пороков. Он заключается в намагничивании контролируемой детали электрическим током, после чего наблюдают за изменением электродвижущей силы в различных точках с помощью катушки искателя и контрольных приборов (гальванометров‚ сигнальных ламп).
Магнитно-порошковая дефектоскопия основана на обследовании магнитного сопротивления шва. При наличии дефектов искажается форма магнитного поля, создаваемая мелким порошком окиси железа (Fe2O4 или Fe2O3, частично восстановленные при температуре 800 °С). На деталь накладывают сверхчувствительную фотобумагу, на которую насыпают ровный тонкий слой порошка и помещают в поле сильного соленоида постоянного тока, порошок опрыскивают быстросохнущим прозрачным лаком (цапонлак и др), затем бумагу освещают ярким светом и проявляют. В результате на бумаге создается картина магнитного поля, по которой определяют наличие или отсутствие дефектов.
В результате на бумаге создается картина магнитного поля, по которой определяют наличие или отсутствие дефектов.
Люминесцентная дефектоскопия используется для выявления поверхностных
дефектов деталей из сталей перлитного и аустенитного классов. Принцип основан на способности люминесцентных растворов, обладающих высокой смачиваемостью, проникать в капиллярные трещины, рыхлости и другие дефекты. При освещении ультрафиолетовым светом люминесцентный состав, проникший в трещины, начинает светиться, обнаруживая форму и характер дефекта.
Цветная дефектоскопия отличается от люминесцентной только тем, что вместо люминесцентного состава используют растворы, окрашенные красителем в яркий цвет (красный). Например, в качестве краски используют краску судан, а в качестве адсорбирующего состава — белила.
Люминесцентная и цветная дефектоскопия относятся к вспомогательным средствам контроля и используются в основном для сталей склонных в трещинообразованию. Проверяют 10 % длины шва каждого типа с обязательной проверкой начального и конечного участков шва. Если обнаружены трещины, контролируется весь шов.
Проверяют 10 % длины шва каждого типа с обязательной проверкой начального и конечного участков шва. Если обнаружены трещины, контролируется весь шов.
Поверхностные дефекты могут быть обнаружены также визуально. Поверхности сварного шва в местах выявления дефектов зачищают шлифовальным кругом и полируют до зеркального блеска, смачивают керосином и выдерживают в течение часа, а затем обрабатывают песком. Через полчаса после обработки поверхность осматривают, дефекты выявляют по керосиновым пятнам. Часто дефекты удается обнаружить на полированной поверхности без дополнительной обработки, в некоторых случаях применяют травление полированной поверхности.
Translate magnetic particle inspection in Russian
English
this missing weld gave an indication, during the magnetic particle inspection, that an internal crack was present along the length of the missing weld.
Russian
Выявленное в процессе магнитно-порошковой дефектоскопии отсутствие корневого сварочного шва позволило заметить, что по всей длине отсутствующего сварного шва проходит внутренняя трещина.
Last Update: 2016-12-04
Usage Frequency: 1
Quality:
NDT Магнитопорошковая продукция, магнитная дефектоскопия
Продукты
ДУБЛ-ЧЕК ГЛО-НЕТИК
GW-1 Флуоресцентная магнитная частица
ДУБЛ-ЧЕК GW-1
Флуоресцентные частицы магнитного оксида
ДЮБЛ-ЧЕК Красный Оксид № 1
Красные двойные подвесные частицы магнитного оксида
ДУБЛ-ЧЕК Красный Оксид №8
Частицы красного оксида, предварительно смешанные со смачивающим агентом
ДУБЛ-ЧЕК красный подводный №1
Подводные частицы магнитного оксида
ДЮБЛ-ЧЕК МПФ
Жидкость с магнитными частицами
ДУБЛ-ЧЕК W5-C
Кондиционер для воды с магнитной дисперсией
ДУБЛ-ЧЕК GW-8
Частицы флуоресцентного оксида, предварительно смешанные со смачивающим агентом
ДУБЛ ЧЕК СР-2
Белая контрастная краска
ДУБЛ ЧЕК БО-1
Видимая магнитная частица
ДУБЛ-ЧЕК ЧЕРНЫЙ ОКСИД №1
Видимая магнитная частица
Синий порошок № 6
Синий магнитный порошок
Серый порошок № 6
Серый магнитный сухой порошок для присыпки
Красный порошок № 6
Красный магнитный порошок
Желтый порошок № 6
Желтый магнитный порошок
Магнитопорошковый контроль — это процесс неразрушающего контроля (НК) для обнаружения поверхностных и подповерхностных несплошностей в ферромагнитных материалах. Процесс помещает магнитное поле в деталь. Callington поставляет флуоресцентные пенетранты, смываемые и несмываемые водой, в том числе смываемые и несмываемые пенетранты видимой водой для магнитопорошковой дефектоскопии.
Процесс помещает магнитное поле в деталь. Callington поставляет флуоресцентные пенетранты, смываемые и несмываемые водой, в том числе смываемые и несмываемые пенетранты видимой водой для магнитопорошковой дефектоскопии.
MPI для магнитного обнаружения трещин MR 114HB — на водной основе, क्रैक डिटेक्टर — Compac Technologies India Limited, Mohali
О компании
Год основания2002
Юридический статус фирмы Limited Company (Ltd./Pvt.Ltd.)
Характер деятельностиДистрибьютор/торговый партнер
Количество сотрудников от 11 до 25 человек
Годовой оборот рупий. 10–25 крор
IndiaMART Участник с августа 2015 г.
GST03AABCC8483F1ZS
Мы «Compac Technologies India Ltd.» является Public Limited Company и одним из старейших и авторизованных основных торговых партнеров ведущих индийских и международных брендов различных категорий промышленных продуктов, таких как обычные и специальные промышленные смазочные материалы, пищевые смазочные материалы, высокотемпературные. Смазочные материалы, жидкости для металлообработки, синтетические смазки, средства для защиты от ржавчины, клеи, герметики, покрытия и разделительные составы. Основанная в 2002 году, мы занимаемся торговлей , распространением и поставкой более 6000 продуктов, включая компрессорные масла, шпиндельные масла, масла для судовых двигателей, гидравлические масла специального назначения, индустриальное масло, гидравлическое масло, Смазочное масло, трансмиссионное масло, масла для холодильных компрессоров и т. д. Предоставленные продукты тщательно обрабатываются нашими руководителями с использованием одобренных химических соединений и современного оборудования в соответствии с отраслевыми стандартами качества.Предлагаемые продукты высоко приветствуются и ценятся нашими уважаемыми клиентами за их качественные характеристики, такие как точный состав, подходящая вязкость, длительный срок хранения, высокая термическая стабильность и удобство использования.
Смазочные материалы, жидкости для металлообработки, синтетические смазки, средства для защиты от ржавчины, клеи, герметики, покрытия и разделительные составы. Основанная в 2002 году, мы занимаемся торговлей , распространением и поставкой более 6000 продуктов, включая компрессорные масла, шпиндельные масла, масла для судовых двигателей, гидравлические масла специального назначения, индустриальное масло, гидравлическое масло, Смазочное масло, трансмиссионное масло, масла для холодильных компрессоров и т. д. Предоставленные продукты тщательно обрабатываются нашими руководителями с использованием одобренных химических соединений и современного оборудования в соответствии с отраслевыми стандартами качества.Предлагаемые продукты высоко приветствуются и ценятся нашими уважаемыми клиентами за их качественные характеристики, такие как точный состав, подходящая вязкость, длительный срок хранения, высокая термическая стабильность и удобство использования. Мы поставляем эти продукты в различных сортах и вариантах упаковки в соответствии с точными потребностями и требованиями наших престижных клиентов по рентабельным ставкам. Мы являемся авторизованным дистрибьютором компании Kluber Lubrication India Pvt. Ltd., OKS Specialty Lubricants, Bharat Petroleum Corporation Ltd., Henkel Adhesives (Loctite), Tectyl Oil & Chemical India Ltd . и многое другое.
Мы поставляем эти продукты в различных сортах и вариантах упаковки в соответствии с точными потребностями и требованиями наших престижных клиентов по рентабельным ставкам. Мы являемся авторизованным дистрибьютором компании Kluber Lubrication India Pvt. Ltd., OKS Specialty Lubricants, Bharat Petroleum Corporation Ltd., Henkel Adhesives (Loctite), Tectyl Oil & Chemical India Ltd . и многое другое.Видео компании
Стандартная практика магнитопорошковых испытаний для промышленности общего назначения
Лицензионное соглашение ASTM
ВАЖНО — ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ВХОДОМ В ЭТОТ ПРОДУКТ ASTM.
Приобретая подписку и нажимая на это соглашение, вы вступаете в
контракт, и подтверждаете, что прочитали настоящее Лицензионное соглашение, что вы понимаете
его и соглашаетесь соблюдать его условия. Если вы не согласны с условиями настоящего Лицензионного соглашения,
немедленно покиньте эту страницу, не входя в продукт ASTM.
Если вы не согласны с условиями настоящего Лицензионного соглашения,
немедленно покиньте эту страницу, не входя в продукт ASTM.
1.Право собственности:
Этот продукт защищен авторским правом, как
компиляции и в виде отдельных стандартов, статей и/или документов («Документы») ASTM
(«ASTM»), 100 Barr Harbour Drive, West Conshohocken, PA 19428-2959 USA, за исключением случаев, когда
прямо указано в тексте отдельных документов. Все права защищены. Ты
(Лицензиат) не имеет прав собственности или иных прав на Продукт ASTM или Документы.Это не продажа; все права, право собственности и интерес к продукту или документам ASTM
(как в электронном, так и в печатном виде) принадлежат ASTM. Вы не можете удалять или скрывать
уведомление об авторских правах или другое уведомление, содержащееся в Продукте или Документах ASTM.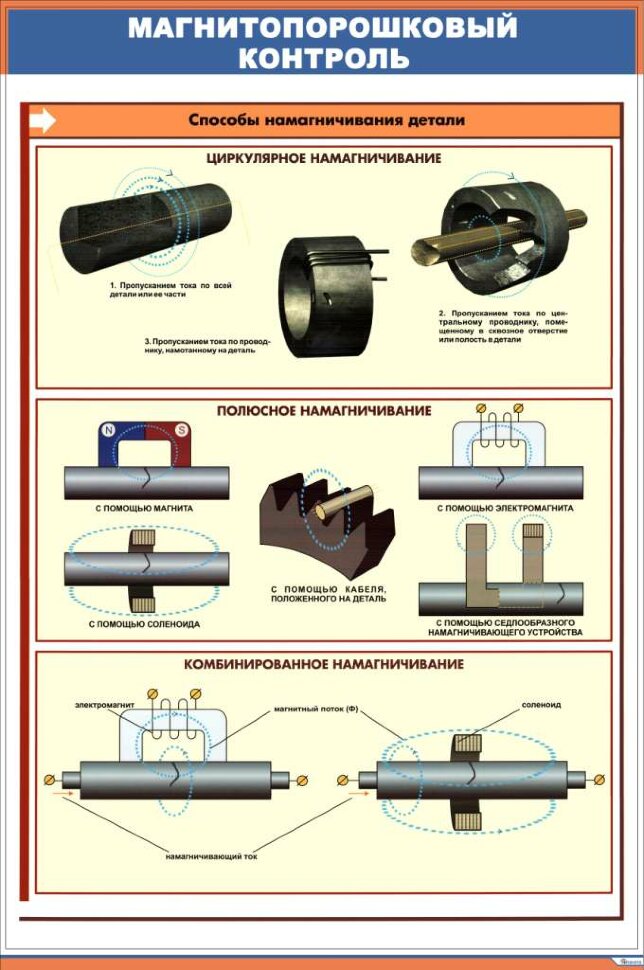
2. Определения.
A. Типы лицензиатов:
(i) Индивидуальный пользователь:
один уникальный компьютер с индивидуальным IP-адресом;
(ii) Одноместный:
одно географическое местоположение или несколько
объекты в пределах одного города, входящие в состав единой организационной единицы, управляемой централизованно;
например, разные кампусы одного и того же университета в одном городе управляются централизованно.
(iii) Multi-Site:
организация или компания с
независимое управление несколькими точками в одном городе; или организация или
компания, расположенная более чем в одном городе, штате или стране, с центральным управлением для всех местоположений.
B. Авторизованные пользователи:
любое лицо, подписавшееся
к этому Продукту; если Site License также включает зарегистрированных студентов, преподавателей или сотрудников,
или сотрудник Лицензиата на Одном или Множественном Сайте.
3. Ограниченная лицензия.
ASTM предоставляет Лицензиату ограниченное,
отзывная, неисключительная, непередаваемая лицензия на доступ посредством одного или нескольких
авторизованные IP-адреса и в соответствии с условиями настоящего Соглашения использовать
разрешенных и описанных ниже, каждого Продукта ASTM, на который Лицензиат подписался.
А.Специальные лицензии:
(i) Индивидуальный пользователь:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать отдельные копии
отдельных Документов или частей таких Документов исключительно для собственного использования Лицензиатом. То есть Лицензиат может получить доступ к электронному файлу Документа (или его части) и загрузить его.
Документа) для временного хранения на одном компьютере в целях просмотра и/или
печать одной копии документа для личного пользования.Ни электронный файл, ни
единственный печатный отпечаток может быть воспроизведен в любом случае. Кроме того, электронный
файл не может распространяться где-либо еще по компьютерным сетям или иным образом. Это
электронный файл нельзя отправить по электронной почте, загрузить на диск, скопировать на другой жесткий диск или
в противном случае разделены. Одна печатная копия может быть распространена среди других только для их
внутреннее использование в вашей организации; его нельзя копировать.Индивидуальный загруженный документ
иным образом не может быть продана или перепродана, сдана в аренду, сдана в аренду, одолжена или сублицензирована.
То есть Лицензиат может получить доступ к электронному файлу Документа (или его части) и загрузить его.
Документа) для временного хранения на одном компьютере в целях просмотра и/или
печать одной копии документа для личного пользования.Ни электронный файл, ни
единственный печатный отпечаток может быть воспроизведен в любом случае. Кроме того, электронный
файл не может распространяться где-либо еще по компьютерным сетям или иным образом. Это
электронный файл нельзя отправить по электронной почте, загрузить на диск, скопировать на другой жесткий диск или
в противном случае разделены. Одна печатная копия может быть распространена среди других только для их
внутреннее использование в вашей организации; его нельзя копировать.Индивидуальный загруженный документ
иным образом не может быть продана или перепродана, сдана в аренду, сдана в аренду, одолжена или сублицензирована.
(ii) Односайтовые и многосайтовые лицензии:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать отдельные копии отдельных Документов или частей таких Документов для личных целей Авторизованного пользователя. использовать и передавать такие копии другим Авторизованным пользователям Лицензиата в компьютерной сети Лицензиата;
(c) если образовательное учреждение, Лицензиату разрешается предоставлять печатная копия отдельных Документов отдельным учащимся (Авторизованные пользователи) в классе по месту нахождения Лицензиата;
(d) право отображать, загружать и распространять печатные копии
Документов для обучения Авторизованных пользователей или групп Авторизованных пользователей.
(e) Лицензиат проведет всю необходимую аутентификацию и процессы проверки, чтобы гарантировать, что только авторизованные пользователи могут получить доступ к продукту ASTM.
(f) Лицензиат предоставит ASTM список авторизованных IP-адреса (числовые IP-адреса домена) и, если многосайтовый, список авторизованных сайтов.
Б.Запрещенное использование.
(i) Настоящая Лицензия описывает все разрешенные виды использования. Любой другой использование запрещено, является нарушением настоящего Соглашения и может привести к немедленному прекращению действия настоящей Лицензии.
(ii) Авторизованный пользователь не может производить этот Продукт, или
Документы, доступные любому, кроме другого Авторизованного Пользователя, будь то по интернет-ссылке,
или разрешив доступ через его или ее терминал или компьютер; или другими подобными или отличными средствами или договоренностями.
(iii) В частности, никто не имеет права передавать, копировать,
или распространять любой Документ любым способом и с любой целью, за исключением случаев, описанных в Разделе
3 настоящей Лицензии без предварительного письменного разрешения ASTM. Особенно,
за исключением случаев, описанных в Разделе 3, никто не может без предварительного письменного разрешения
ASTM: (a) распространять или пересылать копию (электронную или иную) любой статьи, файла,
или материал, полученный из любого продукта или документа ASTM; (b) воспроизводить или фотокопировать любые
стандарт, статья, файл или материал из любого продукта ASTM; в) изменять, видоизменять, приспосабливать,
или переводить любой стандарт, статью, файл или материал, полученный из любого продукта ASTM;
(d) включать любой стандарт, статью, файл или материал, полученный из любого продукта ASTM или
Документировать в других произведениях или иным образом создавать любые производные работы на основе любых материалов.-services/tuv-rheinland-magnetic-particle-inspection-mpi-services_core_4_3.jpg) получено из любого продукта или документа ASTM; (e) взимать плату за копию (электронную или
иным образом) любого стандарта, статьи, файла или материала, полученного из любого продукта ASTM или
Документ, за исключением обычных расходов на печать/копирование, если такое воспроизведение разрешено
по разделу 3; или (f) систематически загружать, архивировать или централизованно хранить существенные
части стандартов, статей, файлов или материалов, полученных из любого продукта ASTM или
Документ.Включение печатных или электронных копий в пакеты курсов или электронные резервы,
или для использования в дистанционном обучении, не разрешено настоящей Лицензией и запрещено без
Предварительное письменное разрешение ASTM.
получено из любого продукта или документа ASTM; (e) взимать плату за копию (электронную или
иным образом) любого стандарта, статьи, файла или материала, полученного из любого продукта ASTM или
Документ, за исключением обычных расходов на печать/копирование, если такое воспроизведение разрешено
по разделу 3; или (f) систематически загружать, архивировать или централизованно хранить существенные
части стандартов, статей, файлов или материалов, полученных из любого продукта ASTM или
Документ.Включение печатных или электронных копий в пакеты курсов или электронные резервы,
или для использования в дистанционном обучении, не разрешено настоящей Лицензией и запрещено без
Предварительное письменное разрешение ASTM.
(iv) Лицензиат не может использовать Продукт или доступ к
Продукт в коммерческих целях, включая, помимо прочего, продажу Документов,
материалы, платное использование Продукта или массовое воспроизведение или распространение Документов
в любой форме; а также Лицензиат не может взимать с Авторизованных пользователей специальные сборы за использование
Продукт сверх разумных расходов на печать или административные расходы.
C. Уведомление об авторских правах . Все копии материала из ASTM Продукт должен иметь надлежащее уведомление об авторских правах от имени ASTM, как показано на начальной странице. каждого стандарта, статьи, файла или материала. Сокрытие, удаление или изменение уведомление об авторских правах не допускается.
4. Обнаружение запрещенного использования.
A. Лицензиат несет ответственность за принятие разумных мер
для предотвращения запрещенного использования и незамедлительного уведомления ASTM о любых нарушениях авторских прав или
запрещенное использование, о котором Лицензиату стало известно. Лицензиат будет сотрудничать с ASTM
при расследовании любого такого запрещенного использования и предпримет разумные шаги для обеспечения
прекращение такой деятельности и предотвращение ее повторения.
B. Лицензиат должен прилагать все разумные усилия для защиты Продукт от любого использования, не разрешенного настоящим Соглашением, и уведомляет ASTM о любом использовании, о котором стало известно или о котором было сообщено.
5. Постоянный доступ к продукту.
ASTM резервирует
право прекратить действие настоящей Лицензии после письменного уведомления, если Лицензиат существенно нарушит
условия настоящего Соглашения.Если Лицензиат не оплачивает ASTM какую-либо лицензию или
абонентской платы в установленный срок, ASTM предоставит Лицензиату 30-дневный период в течение
что бы вылечить такое нарушение. Для существенных нарушений период устранения не предоставляется
связанные с нарушениями Раздела 3 или любыми другими нарушениями, которые могут привести к непоправимым последствиям ASTM. вред. Если подписка Лицензиата на Продукт ASTM прекращается, дальнейший доступ к
онлайн-база данных будет отклонена.Если Лицензиат или Авторизованные пользователи существенно нарушают
настоящую Лицензию или запрещать использование материалов в любом продукте ASTM, ASTM оставляет за собой право
право отказать Лицензиату в любом доступе к Продукту ASTM по собственному усмотрению ASTM.
вред. Если подписка Лицензиата на Продукт ASTM прекращается, дальнейший доступ к
онлайн-база данных будет отклонена.Если Лицензиат или Авторизованные пользователи существенно нарушают
настоящую Лицензию или запрещать использование материалов в любом продукте ASTM, ASTM оставляет за собой право
право отказать Лицензиату в любом доступе к Продукту ASTM по собственному усмотрению ASTM.
6. Форматы доставки и услуги.
A. Некоторые продукты ASTM используют стандартный интернет-формат HTML.
ASTM оставляет за собой право изменить такой формат с уведомлением Лицензиата за три [3] месяца,
хотя ASTM приложит разумные усилия для использования общедоступных форматов.
Лицензиат и Авторизованные пользователи несут ответственность за получение за свой счет
подходящие подключения к Интернету, веб-браузеры и лицензии на любое необходимое программное обеспечение
для просмотра продуктов ASTM.
B. Продукты ASTM также доступны в Adobe Acrobat (PDF) Лицензиату и его Авторизованным пользователям, которые несут единоличную ответственность за установку и настройка соответствующего программного обеспечения Adobe Acrobat Reader.
C. ASTM приложит разумные усилия для обеспечения онлайн-доступа
доступны на постоянной основе. Доступность будет зависеть от периодического
перерывы и простои для обслуживания сервера, установки или тестирования программного обеспечения,
загрузка новых файлов и причины, не зависящие от ASTM. ASTM не гарантирует доступ,
и не несет ответственности за ущерб или возврат средств, если Продукт временно недоступен,
или если доступ становится медленным или неполным из-за процедур резервного копирования системы,
объем трафика, апгрейды, перегрузка запросов к серверам, общие сбои сети
или задержки, или любая другая причина, которая может время от времени делать продукт недоступным
для Лицензиата или Авторизованных пользователей Лицензиата.
7. Условия и стоимость.
A. Срок действия настоящего Соглашения _____________ («Период подписки»). Доступ к Продукту предоставляется только на Период Подписки. Настоящее Соглашение останется в силе после этого для последовательных Периодов подписки при условии, что ежегодная абонентская плата, как таковая, может меняются время от времени, оплачиваются.Лицензиат и/или ASTM имеют право расторгнуть настоящее Соглашение. в конце Периода подписки путем письменного уведомления, направленного не менее чем за 30 дней.
B. Сборы:
8. Проверка.
ASTM имеет право проверять соответствие
с настоящим Соглашением, за свой счет и в любое время в ходе обычной деятельности
часы. Для этого ASTM привлечет независимого консультанта при соблюдении конфиденциальности.
соглашение, для проверки использования Лицензиатом Продукта и/или Документов ASTM. Лицензиат соглашается
разрешить доступ к своей информации и компьютерным системам для этой цели. Проверка
состоится после уведомления не менее чем за 15 дней, в обычные рабочие часы и в
таким образом, чтобы не создавать необоснованного вмешательства в деятельность Лицензиата.Если
проверка выявляет нелицензионное или запрещенное использование продуктов или документов ASTM,
Лицензиат соглашается возместить ASTM расходы, понесенные при проверке и возмещении
ASTM для любого нелицензированного/запрещенного использования. Применяя эту процедуру, ASTM не отказывается от
любое из своих прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности путем
любым другим способом, разрешенным законом.
Для этого ASTM привлечет независимого консультанта при соблюдении конфиденциальности.
соглашение, для проверки использования Лицензиатом Продукта и/или Документов ASTM. Лицензиат соглашается
разрешить доступ к своей информации и компьютерным системам для этой цели. Проверка
состоится после уведомления не менее чем за 15 дней, в обычные рабочие часы и в
таким образом, чтобы не создавать необоснованного вмешательства в деятельность Лицензиата.Если
проверка выявляет нелицензионное или запрещенное использование продуктов или документов ASTM,
Лицензиат соглашается возместить ASTM расходы, понесенные при проверке и возмещении
ASTM для любого нелицензированного/запрещенного использования. Применяя эту процедуру, ASTM не отказывается от
любое из своих прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности путем
любым другим способом, разрешенным законом. Лицензиат признает и соглашается с тем, что ASTM может внедрять
определенная идентифицирующая или отслеживающая информация в продуктах ASTM, доступных на Портале.
Лицензиат признает и соглашается с тем, что ASTM может внедрять
определенная идентифицирующая или отслеживающая информация в продуктах ASTM, доступных на Портале.
9. Пароли:
Лицензиат должен немедленно уведомить ASTM
о любом известном или предполагаемом несанкционированном использовании(ях) своего пароля(ей) или о любом известном или предполагаемом
нарушение безопасности, включая утерю, кражу, несанкционированное раскрытие такого пароля
или любой несанкционированный доступ или использование Продукта ASTM.Лицензиат несет исключительную ответственность
для сохранения конфиденциальности своего пароля (паролей) и для обеспечения авторизованного
доступ и использование Продукта ASTM. Личные учетные записи/пароли не могут быть переданы.
10. Отказ от гарантии:
Отказ от гарантии:
Если не указано иное в настоящем Соглашении,
все явные или подразумеваемые условия, заверения и гарантии, включая любые подразумеваемые
гарантия товарного состояния, пригодности для определенной цели или ненарушения прав
отказываются от ответственности, за исключением случаев, когда такие отказы признаются юридически недействительными.
11. Ограничение ответственности:
В пределах, не запрещенных законом,
ни при каких обстоятельствах ASTM не несет ответственности за любые потери, повреждения, потерю данных или за особые, косвенные,
косвенные или штрафные убытки, независимо от теории ответственности,
возникающие в результате или в связи с использованием продукта ASTM или загрузкой документов ASTM.
Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную Лицензиатом по настоящему Лицензионному соглашению.
12. Общие.
A. Прекращение действия:
Настоящее Соглашение действует до
прекращено. Лицензиат может расторгнуть настоящее Соглашение в любое время, уничтожив все копии
(на бумажном, цифровом или любом носителе) Документов ASTM и прекращении любого доступа к Продукту ASTM.
B. Применимое право, место проведения и юрисдикция:
Это
Соглашение должно толковаться и толковаться в соответствии с законодательством
Содружество Пенсильвании.Лицензиат соглашается подчиняться юрисдикции и месту проведения
в суды штата и федеральные суды Пенсильвании по любому спору, который может возникнуть в соответствии с настоящим
Соглашение. Лицензиат также соглашается отказаться от любых претензий на неприкосновенность, которыми он может обладать.
C. Интеграция:
Настоящее Соглашение представляет собой полное соглашение
между Лицензиатом и ASTM в отношении его предмета. Он заменяет все предыдущие или
одновременные устные или письменные сообщения, предложения, заверения и гарантии
и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любой цитаты, заказа, подтверждения,
или другое сообщение между сторонами, относящееся к его предмету в течение срока действия
настоящего Соглашения.Никакие изменения настоящего Соглашения не будут иметь обязательной силы, если они не будут в письменной форме
и подписан уполномоченным представителем каждой стороны.
D. Уступка:
Лицензиат не может уступать или передавать
свои права по настоящему Соглашению без предварительного письменного разрешения ASTM.
E. Налоги.
Лицензиат должен уплатить все применимые налоги,
за исключением налогов на чистый доход ASTM, возникающий в результате использования Лицензиатом Продукта ASTM.
и/или права, предоставленные по настоящему Соглашению.
Магнитопорошковый контроль, флуоресцентный влажный контроль
Намагничивание для поиска разрывов
Магнитопорошковая дефектоскопия успешно обнаруживает поверхностные и приповерхностные дефекты в ферромагнитных материалах, таких как сталь и железо. Это всего лишь один из видов неразрушающего контроля (НК), проводимого в Laboratories Testing Inc. Методы неразрушающего контроля позволяют тестировать или проверять материалы и продукты без повреждений. LTI также обеспечивает капиллярную, ультразвуковую, радиографическую (рентгеновскую) и визуальную проверку, а также испытание на гидростатическое давление.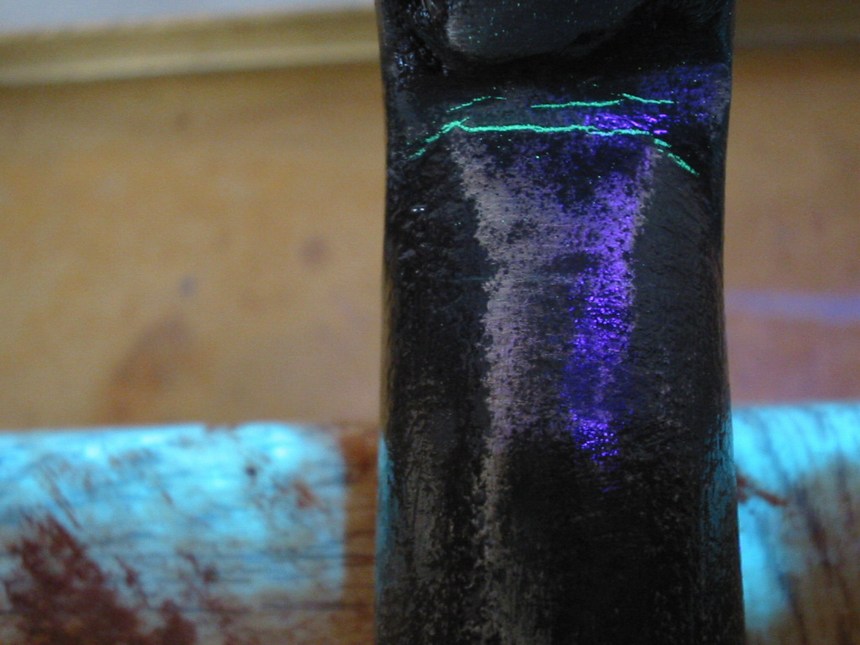 Эти методы неразрушающего контроля будут обсуждаться в нескольких следующих выпусках LabNews.
Эти методы неразрушающего контроля будут обсуждаться в нескольких следующих выпусках LabNews.
Процесс
Магнитопорошковая дефектоскопия выполняется путем распределения мелких магнитных частиц по поверхности образца по мере его намагничивания, вызывая скопление частиц в таких неровностях, как трещина, нахлест, включение или шов. Эти частицы обладают высокой магнитной проницаемостью, поэтому они легко намагничиваются и притягиваются к малым магнитным полям рассеяния от несплошностей. Обученный и опытный технический специалист интерпретирует показания, которые могут наблюдаться во время осмотра.
Магнитные частицы можно наносить сухими в виде порошка или влажными в виде суспензии в носителе на нефтяной или водной основе. Сухие частицы чаще всего используются для проверок в полевых условиях. Флуоресцентный влажный контроль считается лучшим для обнаружения очень маленьких несплошностей, потому что он использует гораздо более мелкие частицы, а жидкий носитель позволяет этим частицам легко течь к небольшим полям утечки, формируя признаки.
Влажный контроль имеет преимущество перед сухим контролем, поскольку оборудование, используемое в этом процессе, может быстро и легко распылять равномерный слой частиц на поверхность проверяемого материала или детали.Магнитное поле может создаваться с помощью цепей постоянного тока (DC) или цепей переменного тока (AC). Цепи переменного тока создают поля, которые ограничены ближней поверхностью испытуемого образца и полезны при обнаружении поверхностных трещин. Цепи постоянного тока создают магнитные поля, которые проникают в испытуемый образец на небольшое расстояние и полезны также для обнаружения несплошностей под поверхностью.
Магнитопорошковая дефектоскопия может применяться к сырью, деталям или продуктам на различных этапах производственного процесса.Он также применяется при техническом обслуживании и капитальном ремонте оборудования или машин для поиска усталостных трещин.
Проверки в LTI
В LTI наиболее распространенным методом, используемым для магнитопорошкового контроля, является флуоресцентный влажный непрерывный метод с использованием двухполупериодного постоянного тока (FWDC). Деталь помещается в одну из наших трех горизонтальных флуоресцентных установок, а затем прикладывается магнитное поле, в то время как суспензия магнитных частиц распыляется или выливается на испытуемый образец. Наши горизонтальные блоки имеют размер от 6 футов.до 12 футов в длину. Детали большего размера проверяются с помощью тросов, хомутов и переносного оборудования.
Деталь помещается в одну из наших трех горизонтальных флуоресцентных установок, а затем прикладывается магнитное поле, в то время как суспензия магнитных частиц распыляется или выливается на испытуемый образец. Наши горизонтальные блоки имеют размер от 6 футов.до 12 футов в длину. Детали большего размера проверяются с помощью тросов, хомутов и переносного оборудования.
Преимущества и ограничения
Относительно нет ограничений на размер деталей, которые можно контролировать с помощью магнитопорошкового метода, за исключением ограничений, связанных с мощностью испытательного оборудования. Для осмотра крупных деталей обычно требуются большие токи. Проверки необходимо проводить в двух направлениях, чтобы гарантировать обнаружение несплошностей в продольном и окружном направлениях.
Перед проверкой не требуется тщательной или тщательной предварительной очистки деталей, обычно для удаления масел требуется только обезжиривание растворителем. Краску, окалину после термообработки, жир и т. д. следует удалить, чтобы обеспечить наиболее точные результаты испытаний. Проверки можно проводить до и после нанесения покрытия. Стандартной практикой является размагничивание деталей после осмотра и последующая очистка деталей для удаления магнитных частиц.
д. следует удалить, чтобы обеспечить наиболее точные результаты испытаний. Проверки можно проводить до и после нанесения покрытия. Стандартной практикой является размагничивание деталей после осмотра и последующая очистка деталей для удаления магнитных частиц.
Стандарты и спецификации
Различные стандарты и спецификации используются в качестве основы для проведения магнитопорошкового контроля.К ним относятся разделы Кодексов Американского общества инженеров-материаловедов (ASME), Спецификации аэрокосмических материалов (AMS), Спецификации Общества автомобильных инженеров (SAE), Стандарты Американского общества испытаний и материалов (ASTM), различные военные стандарты и Американское общество Рекомендации по неразрушающему контролю (ASNT).
Как использовать QQI и индикаторы магнитного потока
Образцы для испытаний магнитных частиц помогут вам поддерживать процесс магнитных частиц, проверяя характеристики магнитных частиц.Эти инструменты проверяют износ магнитных частиц, сравнивают различные магнитные порошки, проверяют чувствительность или видимость, а также определяют направление и силу поля. Мы рассмотрим основное использование индикаторов количественного качества (QQI) и индикаторов магнитного потока , которые предназначены для проверки направления и силы поля.
Мы рассмотрим основное использование индикаторов количественного качества (QQI) и индикаторов магнитного потока , которые предназначены для проверки направления и силы поля.
Напряженность и ориентация поля являются ключевыми факторами успешного магнитопорошкового исследования. Должно присутствовать достаточное магнитное поле для формирования индикации на исследуемой поверхности.А поскольку магнетизм по своей природе направлен, только неоднородности, пересекающие линии потока, будут создавать поля рассеяния, формирующие эти признаки.
К сожалению, магнитное поле внутри детали невозможно измерить напрямую. Поэтому многие практикующие врачи используют искусственные дефекты или тестовые образцы для подтверждения силы магнитного поля. В то же время искусственные дефекты могут подтвердить направление, поскольку только те, которые ортогональны линиям потока, будут формировать указания. Наиболее распространенными искусственными недостатками в использовании являются QQI и полоски индикатора потока.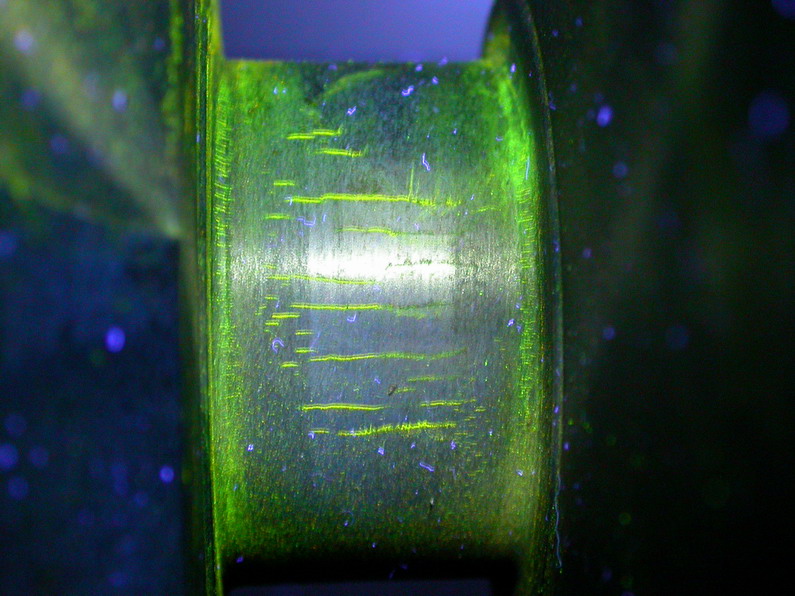 Каждый из них имеет свои преимущества и недостатки, которые следует учитывать при выборе правильного инструмента для проверки.
Каждый из них имеет свои преимущества и недостатки, которые следует учитывать при выборе правильного инструмента для проверки.
Количественные индикаторы качества (QQI)
QQI представляют собой искусственные прокладки с надрезами, которые прикрепляются к образцам деталей и обычно используются для демонстрации как напряженности поля, так и направления внутри детали. Они бывают нескольких различных конфигураций: выгравированы в виде круглых и крестообразных узоров, а также имеют разную глубину дефектов. Шаблоны обеспечивают индикацию во всех направлениях, поэтому, пока ваш процесс MPI работает, вы должны видеть индикацию где-то вдоль протравленной поверхности.
Размеры стального сплава и выреза, указанные в AS 5371, предназначены для индикации, когда основная часть намагничена не менее чем до 30 Гс. Более тонкие прокладки полезны, потому что они могут соответствовать изогнутым поверхностям деталей и обычно прикрепляются к детали с помощью постоянных клеев. Постоянное исправление QQI не всегда необходимо; иногда можно использовать ленту, чтобы приклеить ее к детали. Однако при использовании ленты обратите внимание, что ее следует наклеивать только по бокам, а не поверх искусственных обозначений (дополнительную информацию о ленте см. ниже в разделе «Как использовать»).QQI
Постоянное исправление QQI не всегда необходимо; иногда можно использовать ленту, чтобы приклеить ее к детали. Однако при использовании ленты обратите внимание, что ее следует наклеивать только по бокам, а не поверх искусственных обозначений (дополнительную информацию о ленте см. ниже в разделе «Как использовать»).QQI
отлично подходят для настройки параметров намагничивания для методов конкретных деталей и могут использоваться для создания примера детали для ежедневной проверки производительности системы намагничивающего оборудования. Это полезные инструменты для настройки и балансировки разнонаправленных полей, поскольку они имеют круглые дефекты, которые показывают признаки во всех направлениях одновременно.
Преимущества
- Тонкие и гибкие, соответствуют контурам поверхности детали
- Надрезы в нескольких направлениях для отображения как продольных, так и круговых полей можно использовать с разнонаправленными полями
Недостатки
- Одноразовые, прочно закреплены на поверхности детали
- Необходимо тщательно очистить прокладку и поверхность детали перед использованием пользователь
- Подвержен коррозии и ржавчине
Как использовать
Перед использованием снимите с QQI антикоррозионную пленку. Рекомендуются такие растворители, как SKC-S, ацетон или средство для удаления клея, Goof-Off или аналогичный. Соблюдайте осторожность при обращении, чтобы не повредить или не деформировать прокладку. QQI должны быть размещены в тесном контакте с выемками, обращенными внутрь к поверхности детали. Другими словами, QQI должны быть размещены на детали лицевой стороной вниз . Рекомендуется постоянный клей, такой как цианоакрилат, суперклей или аналогичный. Прикрепите QQI в соответствии с поверхностью детали без зазоров или незакрепленных участков.После прикрепления QQI на внешней проверяемой поверхности не должно оставаться клея. Для крепления QQI можно использовать целлофановую ленту Scotch Brand серий 191, 471 или 600. Следует позаботиться о том, чтобы покрыть только края QQI, чтобы центральная область с выемкой была четкой. Если лента ослабнет, полностью снимите QQI, очистите и снова наклейте новую ленту.
Рекомендуются такие растворители, как SKC-S, ацетон или средство для удаления клея, Goof-Off или аналогичный. Соблюдайте осторожность при обращении, чтобы не повредить или не деформировать прокладку. QQI должны быть размещены в тесном контакте с выемками, обращенными внутрь к поверхности детали. Другими словами, QQI должны быть размещены на детали лицевой стороной вниз . Рекомендуется постоянный клей, такой как цианоакрилат, суперклей или аналогичный. Прикрепите QQI в соответствии с поверхностью детали без зазоров или незакрепленных участков.После прикрепления QQI на внешней проверяемой поверхности не должно оставаться клея. Для крепления QQI можно использовать целлофановую ленту Scotch Brand серий 191, 471 или 600. Следует позаботиться о том, чтобы покрыть только края QQI, чтобы центральная область с выемкой была четкой. Если лента ослабнет, полностью снимите QQI, очистите и снова наклейте новую ленту.
Индикаторы магнитного потока
Ламинированные полосы магнитного потока, также известные как полосы Burmah-Castrol типа G, имеют сердечник из высокопроницаемой стали с латунным покрытием 0. 002 дюйма / 0,05 мм толщиной с обеих сторон. Материал сердечника имеет три прорези разной ширины, обеспечивающие разрывы, которые проявляются в виде линейных индикаторов в магнитном поле. Полоски обычно используются с влажными видимыми материалами для проверки силового оборудования и ярма, но также могут использоваться с сухими магнитными порошками. Ламинированные полосы магнитного потока жестче, чем QQI, и не так легко приспосабливаются к изогнутым поверхностям. Но, в отличие от QQI, ламинированные полосы магнитного потока не прикрепляются к детали постоянно, поэтому их можно повторно использовать для различных целей.Поскольку они формируют линейные показания только в одном направлении, ламинированные полосы магнитного потока не подходят для использования с разнонаправленным намагничиванием.
002 дюйма / 0,05 мм толщиной с обеих сторон. Материал сердечника имеет три прорези разной ширины, обеспечивающие разрывы, которые проявляются в виде линейных индикаторов в магнитном поле. Полоски обычно используются с влажными видимыми материалами для проверки силового оборудования и ярма, но также могут использоваться с сухими магнитными порошками. Ламинированные полосы магнитного потока жестче, чем QQI, и не так легко приспосабливаются к изогнутым поверхностям. Но, в отличие от QQI, ламинированные полосы магнитного потока не прикрепляются к детали постоянно, поэтому их можно повторно использовать для различных целей.Поскольку они формируют линейные показания только в одном направлении, ламинированные полосы магнитного потока не подходят для использования с разнонаправленным намагничиванием.
Преимущества
- не прикреплены к поверхности части
- Указывает поток на фактической поверхности, рассматриваемой, не отдельный тестовый кусок
- Без Очистки или подготовки Требуется
- Латунная облицовка защищает от коррозии
- Минимальная гибкость, не соответствует контурным поверхностям
- Линейные насечки только в одном направлении
- Недостаточно для демонстрации напряженности магнитного поля
- Не для использования с разнонаправленными полями
- _га
Регистрирует уникальный идентификатор, который используется для создания статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _гид
Регистрирует уникальный идентификатор, который используется для создания статистических данных о том, как посетитель использует веб-сайт.
Срок действия: 24 часов - НИД
Cookie содержит уникальный идентификатор, который Google использует для запоминания ваших предпочтений и другой информации, такой как предпочитаемый вами язык (например,г. английский), сколько результатов поиска вы хотите отображать на странице (например, 10 или 20), и хотите ли вы, чтобы фильтр безопасного поиска Google был включен.
лет
Срок действия: 2 - _gat_UA-########-#
Используется для регулирования скорости запросов. Если Google Analytics развернут через Диспетчер тегов Google, этот файл cookie будет называться _dc_gtm_
Срок действия: 1 минута - _gac_<идентификатор-свойства>
Содержит информацию о кампании для пользователя.
Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайта AdWords будут считывать этот файл cookie, если вы не откажетесь от этого.
Срок действия: 90 дней - AMP_TOKEN
Содержит токен, который можно использовать для получения идентификатора клиента из службы идентификатора клиента AMP. Другие возможные значения указывают на отказ, запрос в процессе или ошибку при получении идентификатора клиента из службы идентификатора клиента AMP
год
Срок действия: 1 - TitanClientID
Уникально идентифицирует пользователя для поддержки исторического отслеживания настроек согласия.
лет
Срок действия: 10 - CookieConsent_
Отражает последние настройки согласия для текущего сайта.
лет
Срок действия: 2 - идентификатор_посетителя#
Уникально идентифицирует пользователя
лет
Срок действия: 10 - идентификатор_посетителя#-ХЭШ
Уникально идентифицирует пользователя
лет
Срок действия: 10 - pi_opt_in
Флаг согласия на личную информацию
лет
Срок действия: 10 - ИПВ
Несекретный
Срок действия: Сессия - Пардо
Несекретный
Срок действия: Сессия - dtCookie
Несекретный
Срок действия: Сессия - IDE
Используется Google для регистрации и отчета о действиях пользователя веб-сайта после просмотра или нажатия на одно из объявлений рекламодателя с целью измерения эффективности объявления и представления целевой рекламы пользователю.
Срок действия: 6 месяцев - НИД
Несекретный
Срок действия: 6 месяцев - DSID
Несекретный
Срок действия: Сессия - р/собирать
Несекретный
Срок действия: 6 месяцев - IDE
Используется Google DoubleClick для регистрации и отчета о действиях пользователя веб-сайта после просмотра или нажатия на одно из объявлений рекламодателя с целью измерения эффективности объявления и представления целевой рекламы пользователю.
год
Срок действия: 1 - test_cookie
Используется для проверки того, поддерживает ли браузер пользователя файлы cookie.
Срок действия: Сессия - Вихретоковая решетка может использоваться через краску
- Данные могут быть записаны через краску
- Сварную деталь можно контролировать с помощью вихревых токов с технологией компенсации отрыва
- Вихретоковый контроль менее подвержен влиянию погодных условий
- Интуитивно понятное изображение
- Отслеживаемые результаты и анализ после обработки
- Высокая скорость сканирования и мгновенные результаты
- Быстро оценить глубину дефектов
- Регулируемая чувствительность
- Прочный зонд ECA, специально разработанный для сварки
- Гибкий матричный датчик помогает обеспечить постоянный контакт со сварным швом
- Динамическая компенсация отрыва корректирует чувствительность
- Износостойкая защита зонда, подходит для дальности до 22 км.
- Сменные клинья, не требующие использования инструментов, подходят для большинства труб и сосудов
- Доступны ручные сканеры, полуавтоматические сканеры и моторизованные сканеры
- Сканеры подходят для сосудов высокого давления и труб
- Быстрая оценка размера и глубины дефектов
Недостатки
Как использовать
5 Место индикаторную полоску флюса в тесном контакте с исследуемой областью. Другими словами, полоски индикатора флюса должны быть размещены на детали лицевой стороной вниз. Полоску можно зафиксировать вручную или с помощью клея или ленты. Не закрывайте центр полоски лентой, так как это предотвратит образование индикации. Полоски индикатора потока обеспечивают наилучшие показания, когда они расположены так, что их длинная сторона перпендикулярна приложенному магнитному полю. После того, как полоска установлена, включите магнитное поле и нанесите магнитные частицы (влажную суспензию или сухой порошок).Показания, перпендикулярные магнитному потоку, будут более сильными и более четкими, чем показания под углом. Никакие индикации не будут формироваться, если полоса выровнена параллельно (на одной линии) с магнитным потоком.
Другими словами, полоски индикатора флюса должны быть размещены на детали лицевой стороной вниз. Полоску можно зафиксировать вручную или с помощью клея или ленты. Не закрывайте центр полоски лентой, так как это предотвратит образование индикации. Полоски индикатора потока обеспечивают наилучшие показания, когда они расположены так, что их длинная сторона перпендикулярна приложенному магнитному полю. После того, как полоска установлена, включите магнитное поле и нанесите магнитные частицы (влажную суспензию или сухой порошок).Показания, перпендикулярные магнитному потоку, будут более сильными и более четкими, чем показания под углом. Никакие индикации не будут формироваться, если полоса выровнена параллельно (на одной линии) с магнитным потоком.
Самое важное, что следует помнить при использовании индикаторных полосок магнитного потока, это то, что их можно использовать только для демонстрации направления магнитного потока, а не напряженности поля. Для определения напряженности магнитного поля требуется деталь с известными неоднородностями, использование QQI или прямое измерение с использованием калиброванного гауссметра.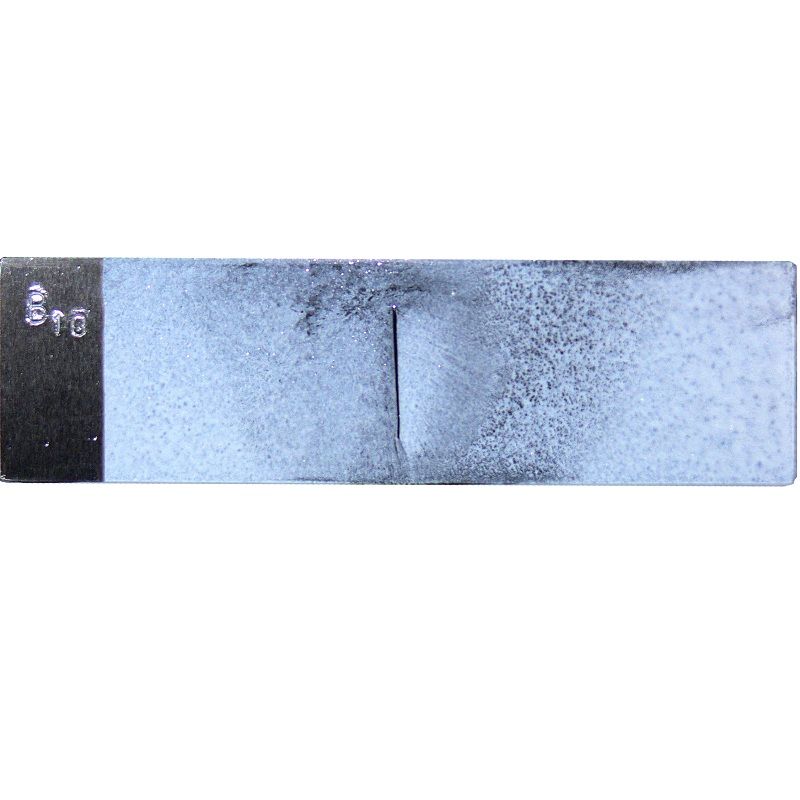 Более подробные инструкции по использованию QQI и полосок-индикаторов флюса см. в ASTM E709, E1444 и E3024.
Более подробные инструкции по использованию QQI и полосок-индикаторов флюса см. в ASTM E709, E1444 и E3024.
Источник:
Гейс, Дэвид. «Разборка того, как использовать индикаторы магнитного потока и QQI». Блог Magnaflux, , 7 августа 2018 г., https://www.magnaflux.com/Magnaflux/Resources/Blog/Flux-Indicators-and-QQIs
1 Серый
Ваша конфиденциальность
Когда вы посещаете веб-сайт, он может собирать информацию о вашем браузере, ваших предпочтениях или вашем устройстве, чтобы веб-сайт работал так, как вы ожидаете.Эта информация собирается в виде файлов cookie. Собранная информация не идентифицирует вас напрямую, но может дать вам более персонализированный опыт использования веб-сайта. Ниже описываются различные типы файлов cookie, которые мы используем, и предоставляется возможность запретить использование некоторых типов файлов cookie. Нажмите на заголовки категорий, чтобы узнать больше и изменить настройки файлов cookie по умолчанию. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на работу вашего веб-сайта.
Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на работу вашего веб-сайта.
Строго необходимо
Эти файлы cookie необходимы для того, чтобы вы могли перемещаться по веб-сайту и использовать его функции.Без этих файлов cookie услуги веб-сайта, такие как запоминание товаров в корзине, не могут быть предоставлены. Мы не можем отключить эти файлы cookie в системе. Хотя вы можете настроить свой браузер так, чтобы он блокировал эти файлы cookie или уведомлял вас о них, некоторые части веб-сайта не будут работать без них.
Модули:Производительность
Эти файлы cookie собирают анонимную информацию о том, как люди используют веб-сайт: посещения веб-сайта, источники трафика, характер кликов и аналогичные показатели.Они помогают нам понять, какие страницы наиболее популярны. Вся собранная информация является агрегированной и, следовательно, анонимной.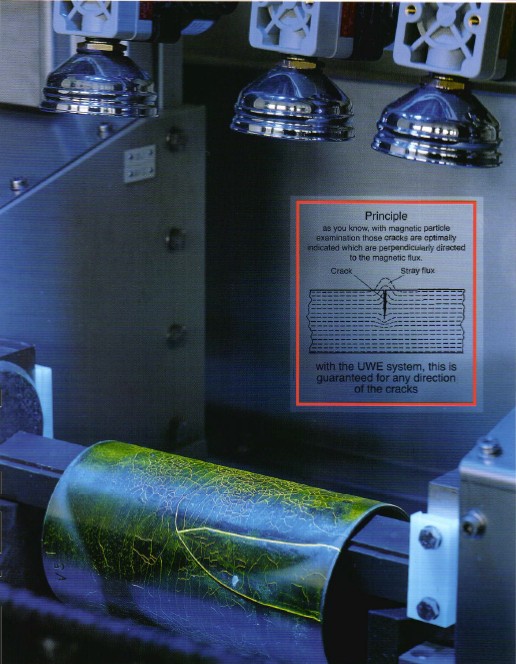 Если вы не разрешите использование этих файлов cookie, мы не будем знать, когда вы посещали наш веб-сайт.
Если вы не разрешите использование этих файлов cookie, мы не будем знать, когда вы посещали наш веб-сайт.
Функциональный
Эти файлы cookie запоминают сделанные вами выборы, такие как страна, из которой вы посещаете веб-сайт, язык и т. д. Они могут помочь предоставить вам опыт, более соответствующий вашему выбору.Они могут быть установлены нами или сторонними поставщиками, услуги которых мы добавили на страницы нашего веб-сайта. Если вы не разрешите использование этих файлов cookie, некоторые функции могут работать не так, как предполагалось.
Модули:Таргетинг/реклама
Эти файлы cookie собирают информацию о ваших привычках просмотра, чтобы сделать рекламу более актуальной для вас и ваших интересов. Они настраиваются через наших рекламных партнеров, которые обобщают ваши интересы и нацеливают вас на релевантную рекламу на других веб-сайтах или платформах. Если вы не разрешите эти файлы cookie, вы не увидите нашу целевую рекламу в других местах в Интернете.
Если вы не разрешите эти файлы cookie, вы не увидите нашу целевую рекламу в других местах в Интернете.
Платформа ASP.NET
Стек технологий, необходимый для размещения веб-сайта
ИксДиспетчер тегов Google
Используется для загрузки скриптов на страницы сайта.
ИксGoogle Analytics
Google Analytics собирает информацию о веб-сайте, что позволяет нам понять, как вы взаимодействуете с нашим веб-сайтом, и, в конечном итоге, сделать его более удобным.
Имя файла cookie:

 Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайта AdWords будут считывать этот файл cookie, если вы не откажетесь от этого.
Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайта AdWords будут считывать этот файл cookie, если вы не откажетесь от этого. Диспетчер согласия титанов
Используется для отслеживания настроек конфиденциальности и согласия конечных пользователей на веб-сайтах, размещенных на Titan CMS.
Имя файла cookie:

Поиск IP
Эти файлы cookie используются Magnaflux для направления пользователей на веб-сайт Magnaflux для их конкретной страны. Это делается автоматически.
ИксПардо
Для наших веб-сайтов, которые содержат веб-формы или отслеживание Pardot, мы собираем информацию о страницах, которые вы посещаете, о том, как долго вы находитесь на сайте, как вы сюда попали и на что вы нажимаете.Pardot помогает Magnaflux обеспечить беспрепятственный пользовательский интерфейс для тех клиентов и пользователей, которые создали у нас учетную запись для получения сообщений электронной почты.
Имя файла cookie:
Условия поиска
Для наших веб-сайтов, которые содержат поисковые запросы на сертификацию пакетов переводов, мы устанавливаем файл cookie, в котором сохраняется используемый поисковый запрос.
Отслеживание Google AdSense
Google использует файлы cookie, чтобы показывать рекламу на веб-сайтах своих партнеров, таких как веб-сайты, на которых размещена реклама Google или участвующие в рекламных сетях, сертифицированных Google. Когда пользователи посещают веб-сайт партнера Google, в браузере этого конечного пользователя может быть сохранен файл cookie.
Имя файла cookie:
Отслеживание Google AdSense
Собирает данные для измерения эффективности просмотренных или кликнутых объявлений и показывает целевые объявления
Имя файла cookie:

Аутентификация Titan CMS
Стек технологий, необходимый для размещения веб-сайта
Вихретоковый контроль как альтернатива магнитопорошковому контролю сварных швов из углеродистой стали
Контроль сварных швов из углеродистой стали
Магнитопорошковая дефектоскопия используется для контроля целостности сварных труб и сосудов под давлением.Этот метод использовался на протяжении десятилетий, в первую очередь из-за его портативности и простоты использования. Общепринятой отраслевой практикой является использование специально разработанных носителей на масляной и водной основе для магнитных частиц, что увеличивает затраты на химические вещества и утилизацию химических отходов. Кроме того, этот метод также требует удаления краски и повторной окраски, что увеличивает стоимость проверки.
Кроме того, этот метод также требует удаления краски и повторной окраски, что увеличивает стоимость проверки.
Вихретоковый контроль является экономичной неразрушающей альтернативой магнитопорошковому контролю.Вихретоковый контроль быстр, надежен, прост в использовании и может контролировать непосредственно окрашенные поверхности. С вихретоковым методом инспекторам больше не нужно зачищать и перекрашивать трубы и сосуды. В качестве дополнительной функции вихревые токи позволяют легко регистрировать длину и глубину дефекта.
Преимущества вихретоковой решетки для контроля сварных швов по сравнению с магнитопорошковой:
Процесс контроля с использованием вихретоковой технологии выполняется быстро, а подготовка сведена к минимуму — не требуется интенсивная очистка или удаление краски. Вихретоковый контроль также эффективен в большинстве погодных условий, включая дождь, жару и холод. Для упрощения последующего анализа и архивирования данных файлы настроек можно сохранять и использовать для следующего задания. Кроме того, файлы отчетов можно легко создавать прямо из прибора.
Вихретоковый контроль также эффективен в большинстве погодных условий, включая дождь, жару и холод. Для упрощения последующего анализа и архивирования данных файлы настроек можно сохранять и использовать для следующего задания. Кроме того, файлы отчетов можно легко создавать прямо из прибора.
Новое программное обеспечение, разработанное для сварки
Вихретоковый массив (ECA) — OmniScan ® Instruments
Рис. 1. Дефектоскоп Omniscan MX с датчиком MagnaFORM.
Новые датчики ECA, использующие технологию динамической компенсации отрыва

Рис. 2: Зонд MagnaFORM.
Рис. 3. Датчик MagnaFORM в разобранном виде.
Рис. 4. Сменные клинья зонда.
Готов к сканерам
Рисунок 5: Изображение датчика MagnaFORM, установленного на сканере
Новый инструмент оценки глубины дефекта
Рис. 6: Скриншот измерительных инструментов дефектоскопа.
Надежное обнаружение дефектов
Гибкая технология печатной платы датчика в сочетании с технологией динамической компенсации отрыва позволяет обнаруживать дефекты во всех областях сварного шва.