Основные виды сварных соединений и швов
В сегодняшней статье мы расскажем вам об основных видах сварных соединений и швов. Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными, хотя от этого смысл не меняется.
В этой статье они так же будут упоминаться по разному, в зависимости от оборота речи, но помните: сварной и сварочный по отношению к соединениям и швам – это одно и то же.
Сварные соединения и швы классифицируются по нескольким признакам
Существует ряд типов сварных швов в зависимости от вида соединения:
— шов стыкового соединения
— шов таврового соединения
— шов нахлесточного соединения
— шов углового соединения
Стыковое соединение
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
— Односторонним
— Двусторонним
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
— Без скоса кромок
— Со скосом кромок
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение — процесс Laser Hybrid Weld). Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа. Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
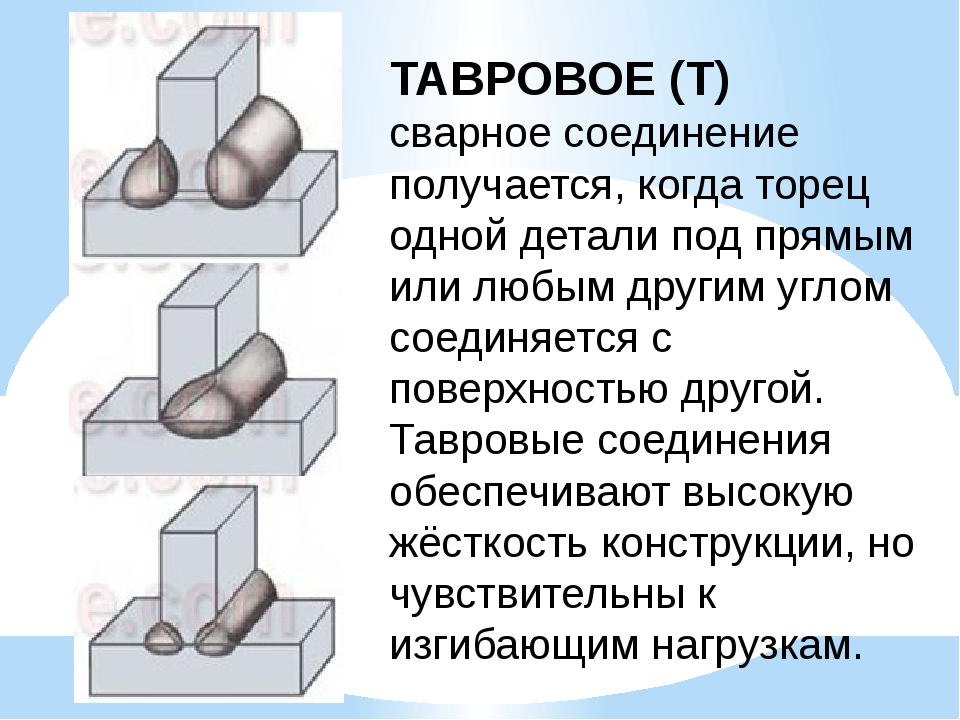
Тавровое соединение
Тавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т». Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.
Некоторые советы по сварке таврового соединения:
1. При сварке таврового соединения тонкого металла с более толстым, необходимо, чтобы угол наклона электрода или сварочной горелки был около 60° к более толстому металлу. Как это показано ниже:
2. Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки.
Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки.
Сварка «в лодочку» используется также при автоматической и роботизированной сварке, где изделие кантуется при помощи специального кантователя в нужное для сварки положение.
3. В настоящее время существуют специальные сварочные процессы для увеличенного проплавления. Применяя их, можно добиться односторонней сварки достаточно толстого металла с гарантированным проваром и формированием обратного валика с другой стороны.
Соединение внахлестку
Данный тип соединения рекомендуется применять при сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих сторон.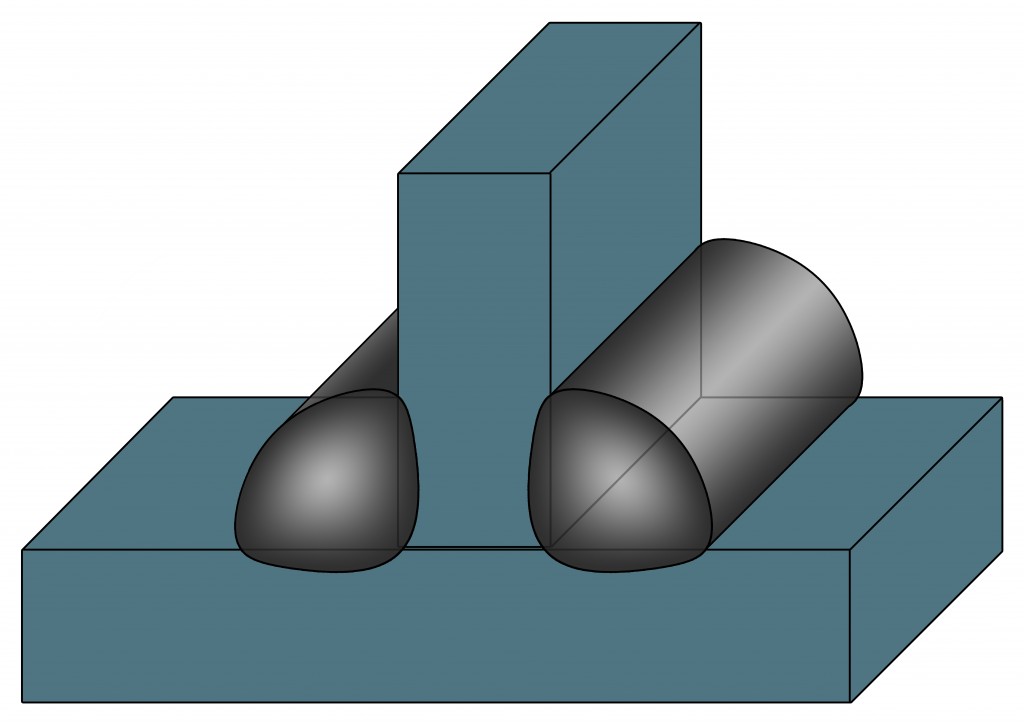 Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Угловое соединение
Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым или другим углом. Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Классификация по другим признакам
Сварные соединения и швы также классифицируют по другим признакам.
Типы соединений по степени выпуклости:
— нормальные
— выпуклые
— вогнутые
Выпуклость шва зависит как от применяемых сварочных материалов, так и режимов сварки. Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.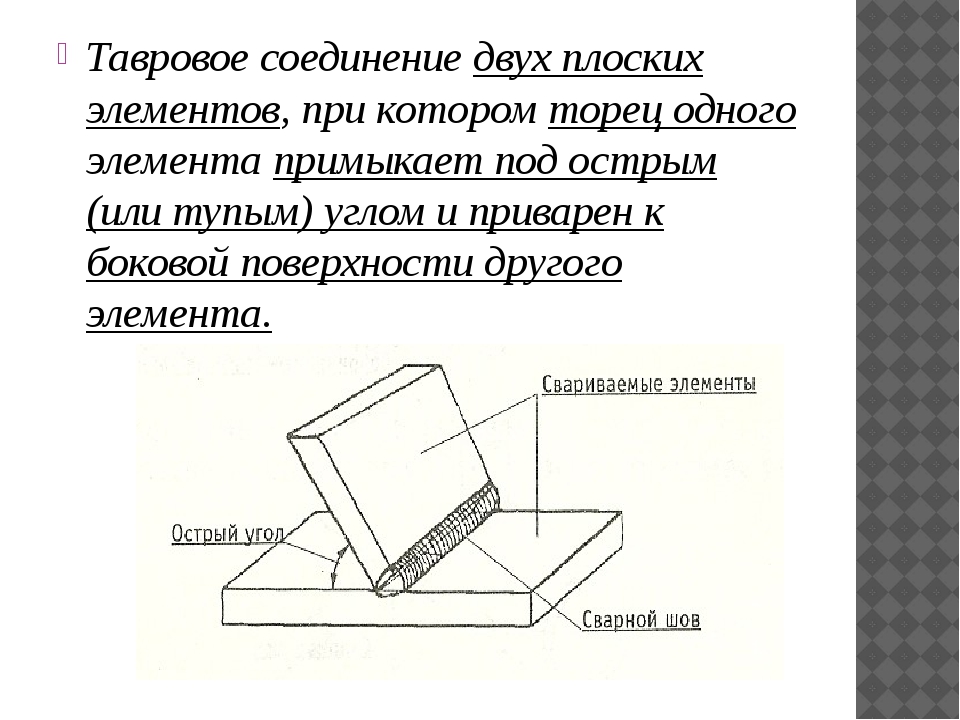
Типы соединений по положению в пространстве:
— нижнее
— горизонтальное
— вертикальное
— потолочное
Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от сварщика повышенной квалификации, а потолочное является наиболее трудоемким и не безопасным.
Типы сварных соединений по степени протяженности:
— сплошные (непрерывные)
— прерывистые
Прерывистые сварные швы применяются в соединениях, где не требуется герметичности.
Надеюсь, данная информация по типам сварных швов и соединений будет полезна вам и поможет увеличить качество и производительность ваших сварных конструкций при проектировании.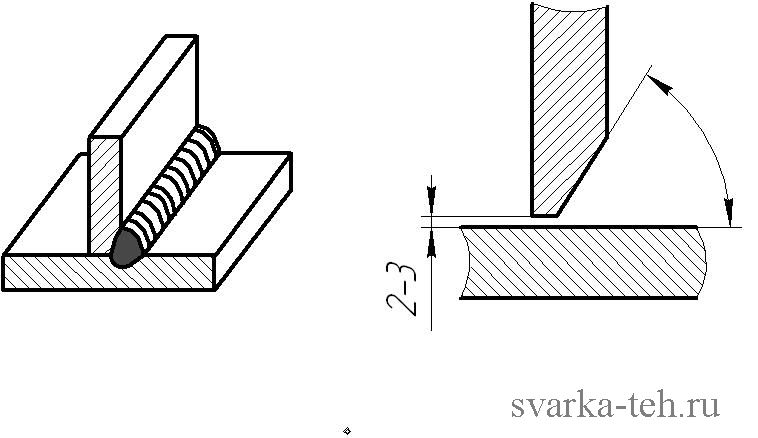 А так же поможет сделать сам сварочный процесс безопасным и наиболее оптимальным. Спасибо за внимание, читайте также другие статьи.
А так же поможет сделать сам сварочный процесс безопасным и наиболее оптимальным. Спасибо за внимание, читайте также другие статьи.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
http://www.smart2tech.ru/osnovnye-vidy-svarnykh-soedinenij-i-shvov
Тавровое соединение двух пластин 8мм и стыковое соединение пластин 5.5 и 8 мм. — Ручная дуговая сварка — ММA
Здравствуйте !
В балку 20Б1в стенку нужно вварить треугольник толщиной 8мм (только такой толщины есть металл для заготовок), толщина стенки балки 5.5 мм а толщина полки балки 8мм, далее я просто это обозначил как просто сварка пластин таврового и стыкового соединения чтобы было понятней….
Нужно сварить две пластины по 8мм (тавровое соединение) и стыковое соединение двух пластин 5.5 и 8мм.
Есть электроды уони 13/55 толщ.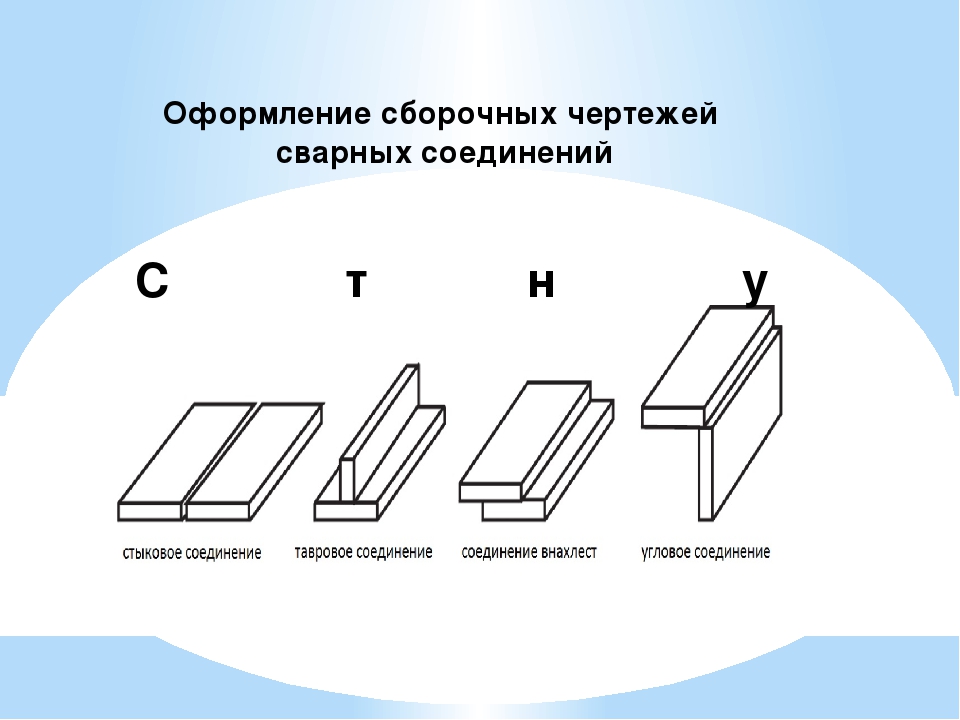 3 и 4мм ( Орловские)
3 и 4мм ( Орловские)
Вопрос:
1.
Как подготовить и сварить две пластины 8мм (с двух сторон будет шов)так чтобы шов был проварен полностью на всю толщину вертикальной пластины и чтобы внутри не было «не проваров» т е полностью монолит?
Если снимать две кромки у верт. пластины ( V — образное снятие кромок) то сколько делать притупление в конце V-образной кромки и сколько делать щель между вертикальной и горизонтпльной пластиной ?
А так же каким током и какой толщиной электродов варить чтобы пройти за один проход с одной стороны и за второй проход с другой стороны и проварить полностью без «не проваров»?
«Не провары»-это когда пластина не проварена полностью и внутри между двумя швами остается полоса от стыка (среза) пластин.
2. Нужно ли делать V-образную кромку на пластине 8мм и делать притупление кромки а так же делать щель 2мм для того чтобы приварить к этой пластине встык пластину 5.5мм или просто достаточно сделать щель 2мм и проварить с двух сторон электродом 4мм и током 160-190а ?
Самое главное это то чтобы в этих двух соеднениях стыковых и тавровых, пластины были проварены полностью на 100% т к будет на них упор как минимум 1600 кг.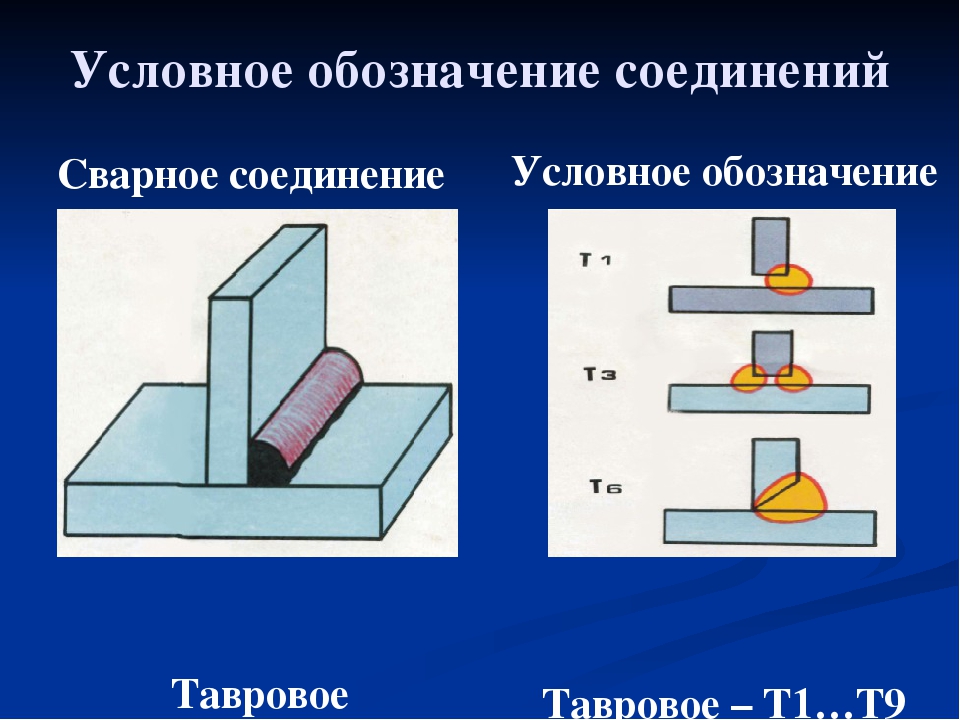
Внизу я прикрепил фото балки в стенку которой надо вварить треугольник и фото шва который я хочу сварить а чтобы сделать такой шов мне нужен совет специалиста который подскажет как такой шов можно сделать (красота не обязательна, главное чтобы полностью было проварено на 100% и желательно за один проход заполнить полностью шов а не за несколько раз.
Заранее огромное спасибо !!!
P.s. я только что зарегистрировался на форуме, осталось 9 сообщений на сегодня.
Поэтому отвечайте кратко, четко и ясно иначе всем не смогу ответить если что.
Спасибо за понимание.
Изменено пользователем SAM77Классификация основных типов сварных соединений. Сварка
Классификация основных типов сварных соединений
Сварка – это процесс получения монолитного неразъемного соединения материалов за счет необратимых термодинамических процессов превращения энергии и вещества в зоне соединения.
Сварным соединением называется неразъемное соединение деталей, выполненное сваркой.
В конструкциях применяются следующие основные типы сварных соединений:
С: стыковое соединение – это сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
Н: нахлесточное соединение – сварное соединение, в котором сварные элементы расположены параллельно и частично перекрывают друг друга.
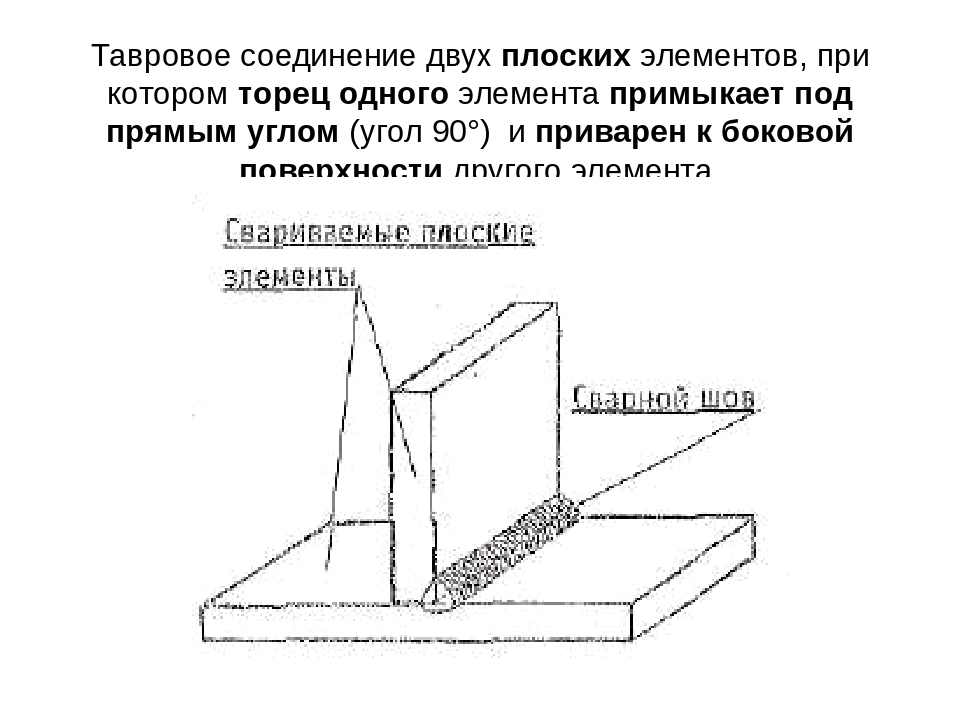
Т: тавровое соединение – сварное соединение, в котором торец одного элемента примыкает под углом к боковой поверхности другого элемента.
У: угловое соединение – сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
Когда боковые поверхности сваренных элементов примыкают друг к другу, угловое соединение называют торцовым.
Сварку выполняют при помощи сварных швов.
Сварной шов – этот участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетанием кристаллизации и давления.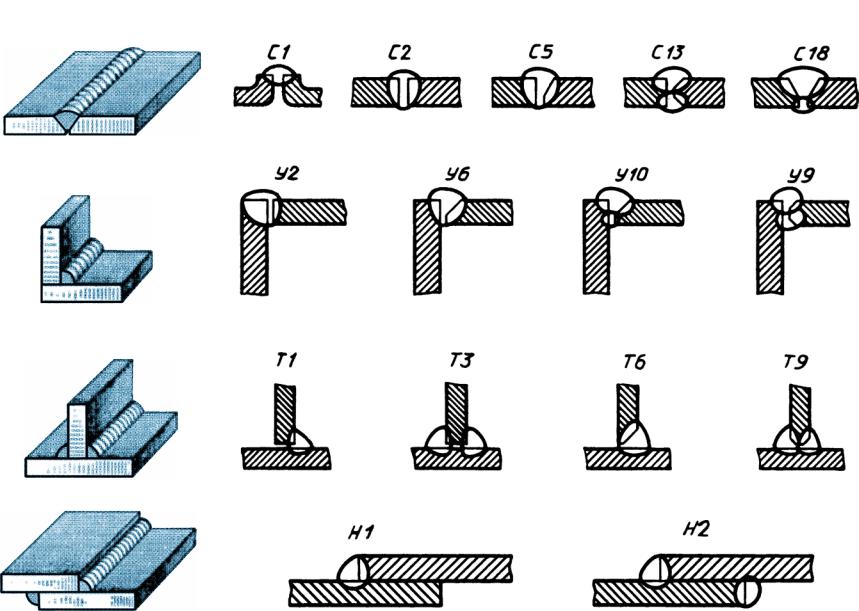
С помощью, например, дуговой или газовой сварки можно выполнить стыковой или угловой шов.
Стыковой шов – это сварной шов стыкового соединения.
Угловой шов – это сварной шов углового, нахлесточного или таврового соединения (ГОСТ 2601–84).
В угловых соединениях стыковой шов чаще всего называют торцовым, а в тавровых соединениях – швом с глубоким противлением.
Рис. 39. Виды сварных соединений:
1 – стыковое; 2– нахлесточное; 3 – тавровое; 4 – угловое
Рис. 40.
Стыковой (а) и угловой (б) сварные швы
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРесСварные соединения металлов — Сборка металлоконструкций
Сварные соединения металлов
Категория:
Сборка металлоконструкций
Сварные соединения металлов
Наиболее распространенный вид соединений металлических конструкций — сварной. Он представляет собой неразъемные соединение, выполненное сваркой. Основные виды сварных соединений: стыковое, угловое, тавровое, нахлесточное. Та часть сварного соединения, которая образуется расплавленным в процессе сварки и затем затвердевшим металлом, называется сварным швом.
Он представляет собой неразъемные соединение, выполненное сваркой. Основные виды сварных соединений: стыковое, угловое, тавровое, нахлесточное. Та часть сварного соединения, которая образуется расплавленным в процессе сварки и затем затвердевшим металлом, называется сварным швом.
Перед сваркой кромки соединяемых деталей часто обрезают под прямым или косым углом.
Рис. 1. Виды сварных соединений: а — без скоса кромок, б — с односторонним скосом кромок, в —с двусторонним скосом кромок, г — с криволинейной обработкой кромок; тавровые: д — без скоса кромок, е — с односторонним скосом, ж -с двусторонним скосом, з — на-хлесточное;
Стыковое соединение — соединение двух элементов, расположенных в одной плоскости или на одной поверхности. Этим способом чаще всего соединяют листы. Однако применяют его и для соединения двутавровых балок, швеллеров, уголков.
Свариваемые элементы могут быть расположены в горизонтальной, вертикальной плоскостях или по криволинейной поверхности.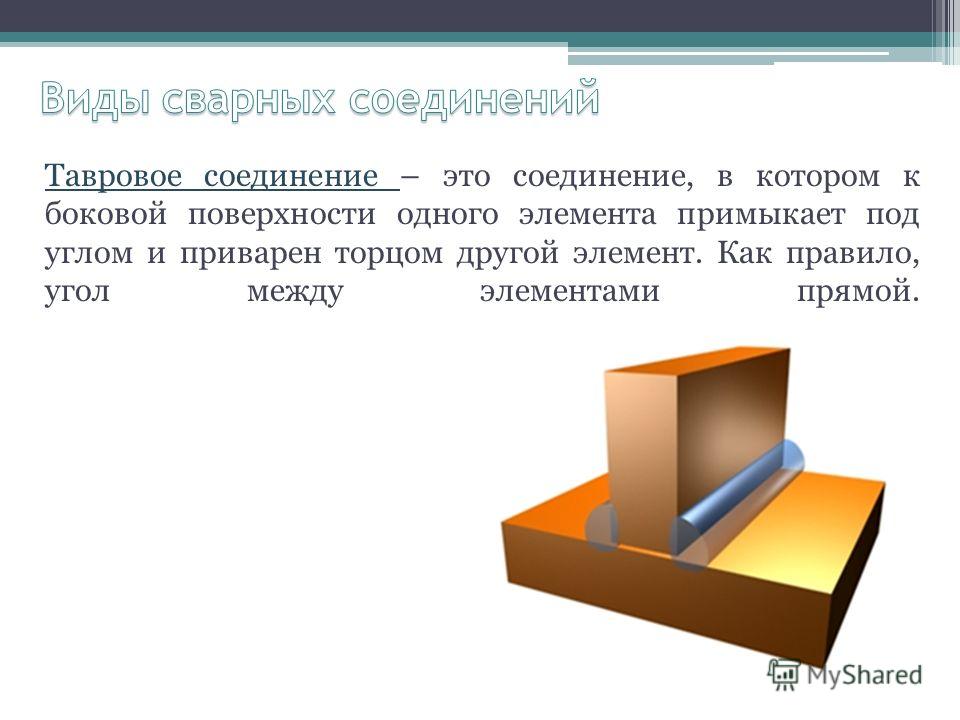
Листы толщиной до 8 мм сваривают без скоса кромок. При большей толщине листов применяют стыковые соединения с односторонним или двусторонним скосом кромок. Подготовленные кромки соединяемых листов при одностороннем скосе образуют угол раскрытия 50°, а при двустороннем — 55° (ГОСТ 5264—80). Установленные углы раскрытия кромок обеспечивают провар в стыке на полную толщину листов. С применением угла более 55° увеличивается количество наплавленного металла, следовательно, увеличивается зона нагрева основного металла, что приводит к большому короблению.
Сварные швы стыкового соединения бывают нормальные и усиленные. В нормальном шве поверхность наплавленного металла находится заподлицо с основным металлом, в усиленном— наложенный металл шва выступает над поверхностью основного металла.
Стыковые соединения с односторонним и двусторонним скосом кромок применяют при сварке листов толщиной более 12 мм.
Объем наплавленного металла при сварке листов одинаковой толщины со скосами двусторонним швом в 2 раза меньше, чем односторонним швом — площадь Д abc в 2 раза больше суммы площадей Ааоп и Дкос. Для двустороннего шва кромки притупляют.
Для двустороннего шва кромки притупляют.
Стыковые соединения бывают с односторонним и двусторонним криволинейным скосом кромок. Если толщина листов превышает 30 мм и шов можно наложить с двух сторон, то лучше вести сварку с двусторонней подготовкой кромок листа с криволинейным скосом.
Количество наплавленного металла при сварке листов одинаковой толщины с криволинейным скосом подготовки кромок значительно меньше, чем при сварке листов с прямолинейной подготовкой кромок. Недостаток этого типа соединений — в более сложной обработке кромок, так как кромки листа в поперечном сечении имеют криволинейный контур.
В стыковых соединениях профильного металла угол раскрытия кромок, притупление и зазоры в стыках применяют такие же, как и в стыковых соединениях листов.
Угловое соединение — это сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев. Элементы, соединенные под углом, сваривают угловыми швами с одной наружной стороны или с наружной и внутренней.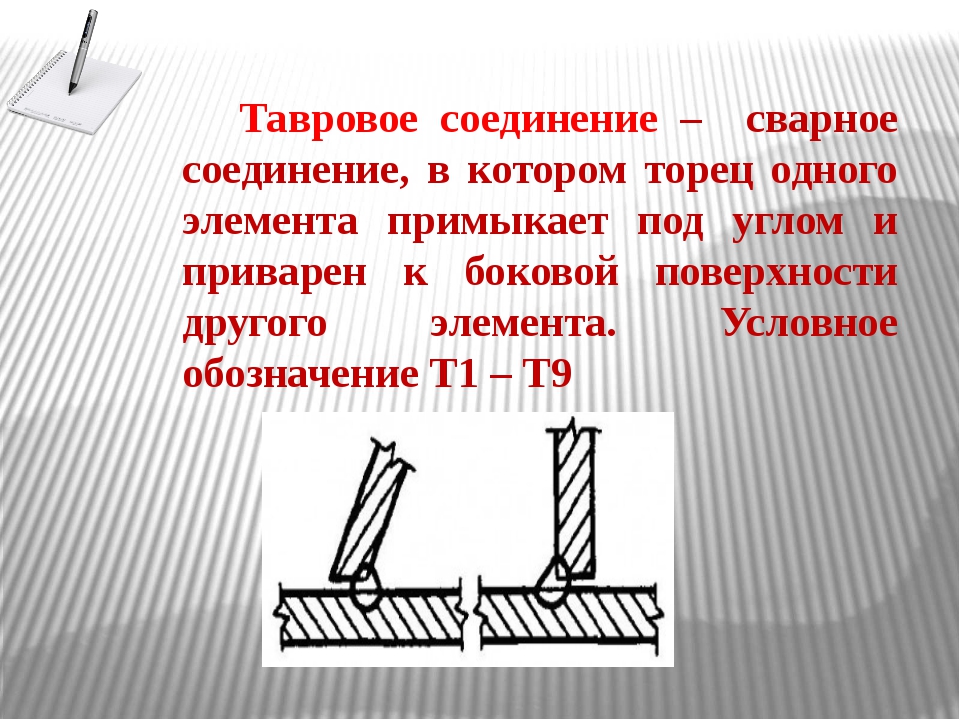
Угловой шов в поперечном сечении представляет собой прямоугольный треугольник с равными сторонами (катетами), которыми и определяется размер углового шва.
Угловыми соединениями листов с кромками заподлицо сваривают листы толщиной 1 до 3 мм швами с наружной стороны, без скоса кромок — на полную толщину листов. Угловые соединения листов со смешанными кромками применяют при толщине листов более 6 мм. В этих соединениях один лист перекрывает кромку другого на 2 мм и более. Величина перекрытия зависит от толщины соединяемых листов. Такие соединения сваривают с наружной стороны или с наружной и внутренней.
Для всех видов угловых соединений допускаемые зазоры в соединении элементов установлены до 2 мм. Если свариваемые детали расположены под тупым углом, то их кромки должны составлять угол не меньше 55° для того, чтобы обеспечить провар вершины угла. В соединениях листов под острым углом делают скос кромки у одного из листов, так как угол для шва получится более 90°. Такое соединение непрочно, потому что шов будет растянутым в поперечном сечении и ослаблен из-за недостаточной толщины. В подобных соединениях у одного из листов кромку скашивают под таким углом, чтобы угол раскрытия кромок был не более 90°.
Такое соединение непрочно, потому что шов будет растянутым в поперечном сечении и ослаблен из-за недостаточной толщины. В подобных соединениях у одного из листов кромку скашивают под таким углом, чтобы угол раскрытия кромок был не более 90°.
Рис. 2. Стыковые швы: а — нормальный, б — усиленный, в — соотношение площадей поперечного сечения швов с односторонним и двусторонним скосом кромок
Рис. 3. Стыковые соединения профильного металла: а — двутавра с фасонкой, б — уголка с фасонкой, в — швеллеров
Рис. 4. Угловые соединения листов: а — с кромками заподлицо, б — со смещением кромок, в — со смещением одной кромки относительно другой на полную толщину листа, г — под тупым углом, д — под острым углом без скоса кромок, е — то же, со скосом одной кромки
Тавровое соединение, или Т-образное, — соединение, в котором к боковым поверхностям одного элемента примыкает под углом и приварен торцом другой элемент. В зависимости от толщины листов и назначения конструкции кромки листов тавровых соединений могут быть подготовлены с односторонним и двусторонним скосом или совсем без скосов.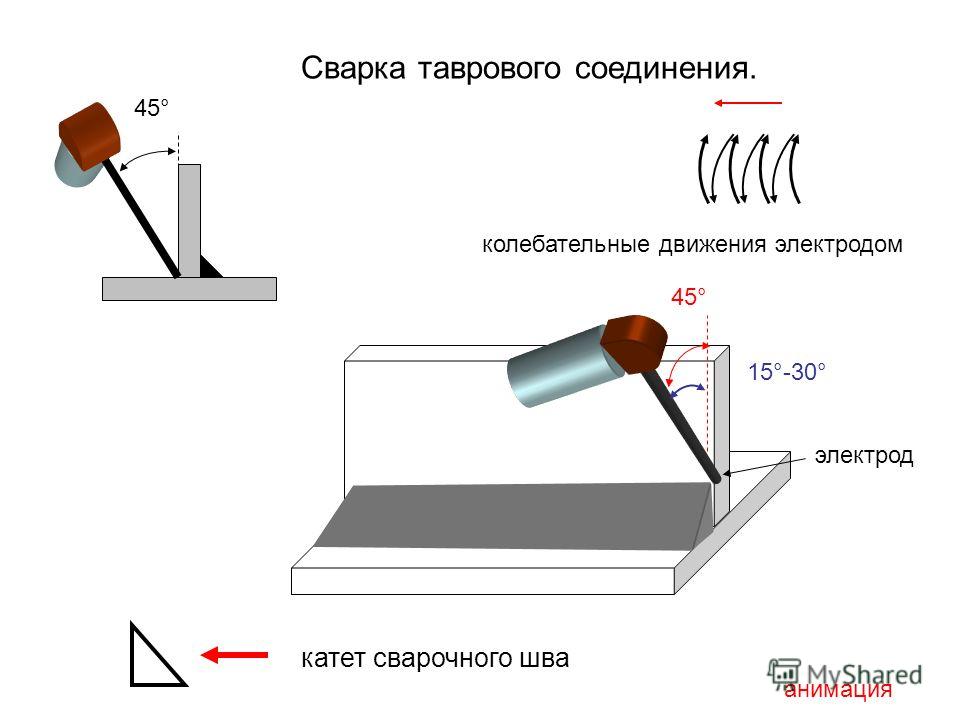 В тех случаях, когда в тавровом соединении наложение швов с двух сторон невозможно, у листа, примыкающего к поверхности другого листа, кромку скашивают с одной стороны. При сварке тавровых конструкций из листов толщиной более (иногда менее) 30 мм применяют скос кромок с двух сторон. Для соединения с односторонним скосом угол раскрытия делают 50°.
В тех случаях, когда в тавровом соединении наложение швов с двух сторон невозможно, у листа, примыкающего к поверхности другого листа, кромку скашивают с одной стороны. При сварке тавровых конструкций из листов толщиной более (иногда менее) 30 мм применяют скос кромок с двух сторон. Для соединения с односторонним скосом угол раскрытия делают 50°.
Для тавровых соединений без скоса кромок допускаются зазоры между элементами до 2 мм в зависимости от толщины листов согласно ГОСТ 5264—80. Поэтому при сварке тавровых соединений без зазоров кромки листов должны иметь обработанную поверхность, что достигается строганием кромок на кромкострогальных станках, автоматической или полуавтоматической газовой резкой.
Рис. 5. Тавровые соединения: а – без скоса кромок, б — косоугольное, в — со скосом одной кромки, г — со скосом двух кромок
Тавровые сварные соединения имеют большое распространение во всех типах конструкций.
Нахлесточное соединение — такое соединение, в котором свариваемые элементы расположены параллельно и перекрывают друг друга. Сваривают элементы между собой угловыми швами. Эти соединения применяют в строительных решетчатых конструкциях (фермах, стойках, колоннах).
Сваривают элементы между собой угловыми швами. Эти соединения применяют в строительных решетчатых конструкциях (фермах, стойках, колоннах).
В нахлесточных соединениях один элемент перекрывает другой на величину нахлестки, определяемую расчетом. Допускаемый зазор между поверхностями наложенных элементов в зависимости от толщины должен быть не более 1 …2 мм. Кромки соединяемых элементов не обрабатывают, а только обрезают.
В зависимости от направления действующих на шов сил сварные швы делятся на фланговые, торцевые, комбинированные и косые.
Фланговые швы накладывают параллельно действующей силе; торцевые — перпендикулярно действующим силам. Шов называется комбинированным, если сварка производилась фланговым и торцевым швами.
Соединение электрозаклепками (ГОСТ 14776—79) — это такое соединение листов, в котором один лист накладывают сверху на другой и заваривают обычно цилиндрические отверстия в одном из листов. В некоторых случаях отверстия делают со скосом кромок под углом 60°.
Рис. 6. Нахлесточное соединение: 1 — фланговый шов, 2— торцевой шов
Рис. 7. Соединения листов электрозаклепочные (а) и впрорезь (б) (t — толщина листа)
Электрозаклепочные соединения применяют в том случае, если угловые швы по контуру листа не обеспечивают достаточной надежности и плотности.
На рис. 7 представлено прорезное соединение, в котором завариваемые отверстия имеют не цилиндрическую форму, а прямоугольную с закругленными углами.
Реклама:
Читать далее:
Заклепочные соединения металлов
Статьи по теме:
Сварные соединения — строение сварного шва
Если невнимательно отнестись к сварочному процессу и неграмотно подготовить свариваемые элементы, их прочность будет недолговечной, и в какой-то момент конструкция разрушится. Особого подхода и профессионализма требует сварка тавровых соединений, так как существуют правила исполнения и методы получения подобных соединений.
В процессе сварки соединяются:
- Уголки,
- Металлические листы,
- Квадраты,
- Продукция трубопроката,
- Швеллера,
- Рельсы.
При этом используется ручная электродуговая сварка с различным уровнем мощности. Если же подача электрического тока отсутствует, применяется газопламенная ручная, но для ее выполнения нужно транспортировать тяжелое и объемное оборудование.
Типы соединений элементов с помощью сварочных аппаратов
Нередко виды сварных конструкций требуют предварительной обработки поверхностей, которые будут соединяться. Даже в большинстве технологических процессов заложены всевозможные пазы и освобождения, позволяющие обеспечивать надежность сварного шва. Детали необходимо правильно фиксировать и располагать в пространстве, чтобы быстро и качественно сварить между собой.
Подготовка свариваемых поверхностей может происходить при помощи электрического инструмента – шлифовальных кругов, отрезных кругов.
Если нужно обеспечить определенный угол, как раз отрезным кругом можно выполнить подобную работу.
 Если нужно обеспечить определенный угол, как раз отрезным кругом можно выполнить подобную работу.
Если нужно обеспечить определенный угол, как раз отрезным кругом можно выполнить подобную работу.Шлифовальные процедуры позволяют получить гладкие и ровные поверхности на соединяемых элементах.
Обработка может коснуться одной детали, а другая сохраниться в первоначальном виде, и тогда несколько экономится металл. Существует и односторонняя и двусторонняя сварка, и поэтому нужно подбирать виды обработки поверхностей. Сварщики обычно работают с угловыми, тавровыми или сваривают встык.
Преимущества
Основными преимуществами являются:
- Обеспечивает связь в трудных местах, которые в противном случае были бы невозможны.
- Область контакта может быть поцарапана с любой стороны, увеличивая ее прочность.
- Может использоваться для объединения более тонких и тонких частей.
- Нет необходимости использовать дополнительные прокладки, потому что при надежном креплении можно прошить только приклад.
- После работы с такими комбинациями, конструкция может выдержать немалый вес.

Разделка швов для достижения качества
Наиболее распространенным вариантом разделки является обработка торцов, когда выполняется скос под определенным углом, и полученное пространство заполняется расплавленным металлом во время сваривания.
Металлические могут иметь толщину от 4 до 25 миллиметров, и для них используется торцевой скос определенной формы. Если же деталь имеет толщину от 12 миллиметров, тогда может потребоваться предварительная двусторонняя разделка.
При использовании разделки уменьшается расход сварных материалов, поэтому данный способ полезен не только для надежности, но и для увеличения экономических показателей.
И сварка тавровых соединений требует дополнительной разделки швов, поэтому нужно предусмотреть предварительную обработку деталей.
Кромка одного элемента должна перпендикулярно прилегать к плоскости другой детали, так что объединение нужно выполнять с обеспечением максимальной прочности и с соблюдением перпендикулярности.
Если толщина металлических элементов меньше или равна 10 миллиметров, разделку применять не обязательно и сварка производится с двух сторон. Кромка металлической детали не обрабатывается, и только контролируется качество поверхности.
Но когда элемент, располагаемый перпендикулярно, обладает меньшей толщиной, чем вторая часть таврового соединения, тогда необходимо выбирать угол расположения электрода.
Приветствую вас, уважаемые читатели. В сегодняшней статье мы расскажем вам об основных видах сварных соединений и швов.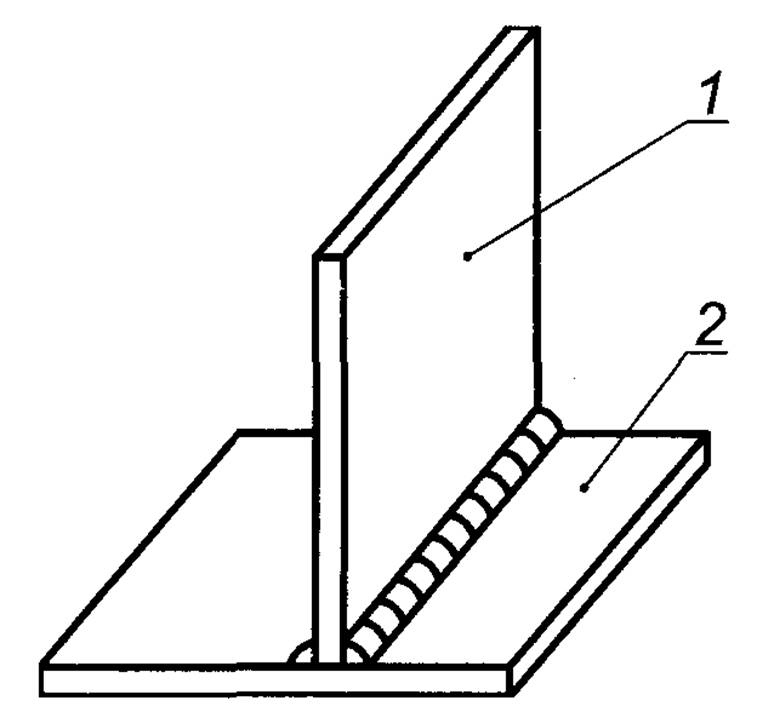 Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными, хотя от этого смысл не меняется.
Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными, хотя от этого смысл не меняется.
В этой статье они так же будут упоминаться по разному, в зависимости от оборота речи, но помните: сварной и сварочный по отношению к соединениям и швам – это одно и то же.
Сварные соединения и швы классифицируются по нескольким признакам
Существует ряд типов сварных швов в зависимости от вида соединения:
- — шов стыкового соединения
- — шов таврового соединения
- — шов нахлесточного соединения
- — шов углового соединения
Стыковое соединение
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
- — Односторонним
- — Двусторонним
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
- — Без скоса кромок
- — Со скосом кромок
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение — процесс Laser Hybrid Weld). Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа. Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
Тавровое соединение
Тавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т». Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.
Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.
Некоторые советы по сварке таврового соединения:
- 1. При сварке таврового соединения тонкого металла с более толстым, необходимо, чтобы угол наклона электрода или сварочной горелки был около 60° к более толстому металлу. Как это показано ниже:
- 2. Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки. Сварка «в лодочку» используется также при автоматической и роботизированной сварке, где изделие кантуется при помощи специального кантователя в нужное для сварки положение.

- 3. В настоящее время существуют специальные сварочные процессы для увеличенного проплавления. Применяя их, можно добиться односторонней сварки достаточно толстого металла с гарантированным проваром и формированием обратного валика с другой стороны. Подробнее о сварочном процессе Rapid Weld можно ознакомиться здесь. О сварочном оборудовании для односторонней сварки таврового шва с обратным вормированием валика можно узнать в разделе «сварочный полуавтомат QINEO TRONIC PULSE»
Соединение внахлестку
Данный тип соединения рекомендуется применять при сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих сторон. Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Угловое соединение
Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым или другим углом. Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Классификация по другим признакам
Сварные соединения и швы также классифицируют по другим признакам.
Типы соединений по степени выпуклости:
- — нормальные
- — выпуклые
- — вогнутые
Выпуклость шва зависит как от применяемых сварочных материалов, так и режимов сварки. Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.
Типы соединений по положению в пространстве:
- — нижнее
- — горизонтальное
- — вертикальное
- — потолочное
Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от сварщика повышенной квалификации, а потолочное является наиболее трудоемким и не безопасным.
Типы сварных соединений по степени протяженности:
- — сплошные (непрерывные)
- — прерывистые
Прерывистые сварные швы применяются в соединениях, где не требуется герметичности.
Надеюсь, данная информация по типам сварных швов и соединений будет полезна вам и поможет увеличить качество и производительность ваших сварных конструкций при проектировании. А так же поможет сделать сам сварочный процесс безопасным и наиболее оптимальным. Спасибо за внимание,
Требования к сварным швам таврового соединения
Но если сварка тавровых соединений требует высокой степени прочности и это предписано в технологическом процессе, тогда в обязательном порядке исполняется разделка.
Толстая, располагаемая перпендикулярно, должна дополнительно обрабатываться, чтобы сварка позволила добиться качественного совмещения. Пользуются односторонней или двусторонней разделкой, при этом кромка срезается под углом 45 градусов.
Пользуются односторонней или двусторонней разделкой, при этом кромка срезается под углом 45 градусов.
Свариваемые элементы, которые превышают своей толщиной 10 миллиметров, свариваются в несколько слоев, таким образом, происходит заполнение всех имеющихся пустот.
Все предварительные виды обработки на производственных предприятиях всегда описываются в технологических процессах, и если в чертеже имеется тавровое соединение, технолог должен подробно расписать методы разделки.
Перед тем, как попасть к сварщику на участок, детали могут обрабатываться слесарями для получения поверхностей, которые впоследствии будут соединяться посредством сварки.
В бытовых условиях все несколько упрощено, и человеку, пытающемуся сварить две детали перпендикулярно, придется самостоятельно принимать решение о предварительной обработке и использовать специальный инструмент.
Еще по этой теме на нашем сайте:
- Сколько стоит сантиметр аргонной сварки — используем сварочный аппарат, сваривая алюминий Аргонная сварка, цена за сантиметр которой варьируется, достаточно популярна среди используемых видов сварки сегодня. В основном, используется в работе сварка аргоном алюминия. Видео можно увидеть…
- Сварка чугуна электродом — видео процесса Чугун представляет собой железоуглеродистый специальный сплав, который отличается высоким содержанием углерода (2,14%). Благодаря этому в сравнении с другими сталями он находится в свободном состоянии. К…
- Ручная сварка для начинающих — самоучитель по сварке дома В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика….
- Mig Mag сварка — что это и какой выбрать сварочный полуавтомат Mig для сварки Отвечая на вопрос: «Mig Mag сварка: что это и как работает?», в первую очередь, необходимо рассказать о принципе действия этого метода сварки. Данный метод основан…
 В основном, используется в работе сварка аргоном алюминия. Видео можно увидеть…
В основном, используется в работе сварка аргоном алюминия. Видео можно увидеть…Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Недостатки
Есть также некоторые недостатки, которые усложняют использование шитья в некоторых областях.
К ним относятся:
- Сложность соединения должна быть стабилизирована перед сваркой детали (если это недостаточно надежно, геометрия конструкции нарушается).
- Многие детали, особенно с двойными швами, трудно сваривать из-за высокого риска возникновения деформации.
- При использовании в профессиональной области всегда требуются точные первоначальные расчеты тройных сварных соединений, чтобы не было опасности во время работы.
Техника и особенности сварки таврового соединения
Выполняя угловые соединения, контролируют размер шовного катета, внешний вид валика – его делают максимально плоским.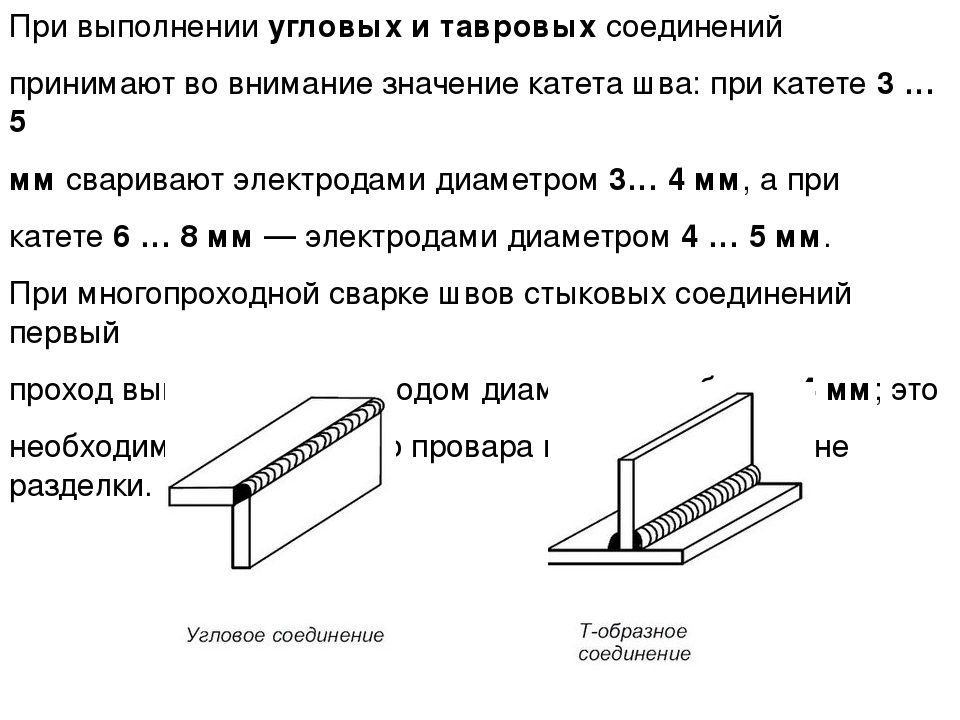 Чтобы проварить тавровое соединение равномерно, не делают резких движений держателем. Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
Чтобы проварить тавровое соединение равномерно, не делают резких движений держателем. Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
- зачистку металла в рабочей зоне;
- укладку заготовок под нужным углом с сохранением необходимого размера зазора;
- фиксацию элементов зажимами или прихватками.
Сварка труб
При РДС заглушек, фланцев, запорной арматуры в трубопроводы руководствуются требованиями ГОСТ 16037-80. Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Когда производится врезка, торец патрубка подгоняют под трубу так, чтобы он плотно прилегал к поверхности без образования больших зазоров. Трубы небольшого диаметра «доводят» болгаркой. При раскрое больших заготовок под сварку используют трафареты развертки или стандартные шаблоны.
Когда есть вращательные столы, применяют технологию сварки в поворотном положении. Шов формируется быстрее, получается ровным. Проваривать неповоротные швы сложнее, валик формируется по кривым линиям. В этом случае сварку проводят в несколько приемов, участками. Второй начинают на получившемся валике, внахлест, чтобы тавровое соединение получилось герметичным. В зависимости от толщины стенки, варят трубу в одни проход или несколько. Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
Сварочные соединения и швы « Я сварщик!
Сварочные соединения и швы
Сварное соединение — это неразъемное соединение выполненное сваркой.
Сварной шов — это конструктивный элемент сварочного соединения, образованный затвердевшим после расплавления металлом по линии перемещения источника сварного нагрева.
Сварные соединения и швы классифицируются по:
- виду соединения
- конфигурации и протяженности
- виду сварки
- положению в котором выполняется сварка
- количеству наложению слоев
- материалу который применяется для сварки
- расположению свариваемых деталей относительно друг друга
- форме подготовленных кромок
- форме свариваемой конструкции
- объему наплавленного металла
- действующему на шов усилию
Все соединения элементов под сварку подразделяют на четыре основных вида: стыковое, угловое, тавровое, нахлесточное, а швы делят на два вида: стыковые и угловые.
Стыковое соединение это соединение двух элементов, примыкающих к друг другу торцевыми поверхностями.
Угловое соединение это сварное соединение двух элементов, расположенных под углом к друг другу (не обязательно под углом в 90 градусов) и сваренных вместе примыкания их краев.
Тавровое соединение это соединение в котором торец одного элемента примыкает под углом (также не обязательно под углом в 90 градусов) и приварен к боковой поверхности другого элемента.
Нахлесточное соединение это соединение при котором элементы расположены параллельно друг другу и частично друг друга перекрывают.
По расположению в пространстве различают сварные швы нижние, вертикальные, горизонтальные и потолочные.
По протяженности швы подразделяются на сплошные и прерывистые. Сплошные швы в сою очередь делятся на длинные, средние и короткие.
Сплошные швы в сою очередь делятся на длинные, средние и короткие.
Сварные швы также разделяются по форме наружной поверхности, которая может быть плоской (нормальной), выпуклой или вогнутой.
Соединения с выпуклой формой лучше работают со статической нагрузкой, однако они менее экономичны. Вогнутые и плоские швы лучше работают при динамических и знакопеременных нагрузках.
100884012 Тройник
100884012 ТройникОбзор
Обзор
Тройник 100884012 имеет вращающиеся фланцы CF 3 3/8 дюйма для сверхвысокого вакуума на двух портах и невращающийся фланец CF 3 3/8 дюйма на другом порту со стандартным модулем. Наши тройники изготовлены из нержавеющей стали 304 и используются для создания ответвлений в трубопроводах сверхвысокого вакуума (UHV) с фланцем CF. Фитинги серии 88 типа CF являются стандартом для применения в условиях сверхвысокого вакуума (СВВ). В них используется плоская прокладка, помещенная между двумя лезвиями ножей, чтобы обеспечить герметичное уплотнение. Ответные фланцы имеют одинаковые профили, т. е. не имеют пола, что избавляет от необходимости хранить два типа или беспокоиться о совместимости. Компоненты серии 88 CF подходят для использования в сверхвысоком вакууме до значений ниже 10 -13 торр и при температурах от -196° до 500°C.Характеристики материалов фланцев, уплотнений, винтов и гаек выбраны таким образом, чтобы обеспечить высокую производительность в широком диапазоне температур. Вращающиеся и невращающиеся фланцы размером от мини 1-1/3 до 4-5/8 дюймов доступны с несколькими размерами отверстий, чтобы соответствовать диапазону диаметров вакуумных трубок.
Наши тройники изготовлены из нержавеющей стали 304 и используются для создания ответвлений в трубопроводах сверхвысокого вакуума (UHV) с фланцем CF. Фитинги серии 88 типа CF являются стандартом для применения в условиях сверхвысокого вакуума (СВВ). В них используется плоская прокладка, помещенная между двумя лезвиями ножей, чтобы обеспечить герметичное уплотнение. Ответные фланцы имеют одинаковые профили, т. е. не имеют пола, что избавляет от необходимости хранить два типа или беспокоиться о совместимости. Компоненты серии 88 CF подходят для использования в сверхвысоком вакууме до значений ниже 10 -13 торр и при температурах от -196° до 500°C.Характеристики материалов фланцев, уплотнений, винтов и гаек выбраны таким образом, чтобы обеспечить высокую производительность в широком диапазоне температур. Вращающиеся и невращающиеся фланцы размером от мини 1-1/3 до 4-5/8 дюймов доступны с несколькими размерами отверстий, чтобы соответствовать диапазону диаметров вакуумных трубок. Компоненты CF соединяются путем вставки прокладки между двумя поверхностями фланцев, а затем закрепления узла болтами. Болты следует затягивать по диагонали, а не последовательно по окружности, для надежного вакуумного уплотнения.Сборка экономически эффективна за счет повторного использования компонентов и дюймовых заглушек, муфт и трубок. Надежная конструкция обеспечивает герметичные соединения.
Компоненты CF соединяются путем вставки прокладки между двумя поверхностями фланцев, а затем закрепления узла болтами. Болты следует затягивать по диагонали, а не последовательно по окружности, для надежного вакуумного уплотнения.Сборка экономически эффективна за счет повторного использования компонентов и дюймовых заглушек, муфт и трубок. Надежная конструкция обеспечивает герметичные соединения.
Технические характеристики
Тип компонента
Тройник
Серия
Серия 88
Фланец Тип
КФ
Размер фланца
3.
375 дюймовТрубка НД
2,0 дюйма
Поворотные фланцы
Два
Невращающиеся фланцы
Один
 375 дюймов
375 дюймовОтверстия под болты
Сквозные отверстия
Материал
Нержавеющая сталь 304
Модуль
3.
21 дюйм (82 мм)Длина
6,42 дюйма (166 мм)
Размер «А»
3.21 дюйм
Размер «В»
6,42 дюйма
 21 дюйм (82 мм)
21 дюйм (82 мм)Технические характеристики
Тип компонента
Тройник
Серия
Серия 88
Фланец Тип
КФ
Размер фланца
3.
375 дюймовТрубка НД
2,0 дюйма
Поворотные фланцы
Два
Невращающиеся фланцы
Один
 375 дюймов
375 дюймовОтверстия под болты
Сквозные отверстия
Материал
Нержавеющая сталь 304
Модуль
3.
21 дюйм (82 мм)Длина
6,42 дюйма (166 мм)
Размер «А»
3.21 дюйм
Размер «В»
6,42 дюйма
 21 дюйм (82 мм)
21 дюйм (82 мм) Тройник, 3. Фланец CF 375 дюймов, стандартный модуль, нержавеющая сталь 304
Фланец CF 375 дюймов, стандартный модуль, нержавеющая сталь 304
Модель: 100884012
Дополнительные чертежи не доступны для этого продукта.
Введите свой адрес электронной почты ниже, чтобы сбросить пароль учетной записи.
Удалить этот продукт из списка сравнения?
Укажите номер заказа и почтовый индекс, чтобы проверить статус заказа или загрузить счет-фактуру для отправленного заказа. Войдите, чтобы просмотреть полную историю заказов.
Войдите, чтобы просмотреть полную историю заказов.
Чтобы получить доступ к этому и другим ценным техническим ресурсам, войдите или зарегистрируйте новую учетную запись в Интернете.
Также доступен в Ньюпорте.ком
Идентификатор НДС имеет недопустимый формат. Он не будет сохранен вместе с заказом при отправке. Тройник, 3. Фланец CF 375 дюймов, стандартный модуль, нержавеющая сталь 304
Фланец CF 375 дюймов, стандартный модуль, нержавеющая сталь 304
T-Connection — обзор | Темы ScienceDirect
16.
 2 Насосная система
2 Насосная системаКак показано на рис. 16.1, штанговая насосная система состоит из насосного агрегата на поверхности и плунжерного насоса, погруженного в добываемую жидкость в скважине.
Рисунок 16.1. Схематический чертеж штанговой насосной системы (Golan and Whitson, 1991).
Первичный двигатель представляет собой либо электродвигатель, либо двигатель внутреннего сгорания. Современный метод заключается в снабжении каждой скважины собственным мотором или двигателем. Электродвигатели наиболее желательны, потому что их можно легко автоматизировать.Крутящий момент от первичного двигателя передается на первичный вал шестеренчатого редуктора с помощью клиноременной передачи . Выходной вал редуктора приводит в движение кривошип с меньшей скоростью (~4–40 оборотов в минуту [об/мин] в зависимости от характеристик скважины и свойств жидкости). Вращательное движение кривошипа преобразуется в колебательное движение с помощью балансира через шатун . Конская головка и подвесной трос используются для обеспечения того, чтобы восходящее натяжение колонны насосных штанг всегда было вертикальным (таким образом, на сальниковую коробку не действует изгибающий момент).Полированный стержень и сальниковая коробка обеспечивают хорошее уплотнение жидкости на поверхности и, таким образом, заставляют жидкость течь в Т-образное соединение непосредственно под сальниковой камерой.
Конская головка и подвесной трос используются для обеспечения того, чтобы восходящее натяжение колонны насосных штанг всегда было вертикальным (таким образом, на сальниковую коробку не действует изгибающий момент).Полированный стержень и сальниковая коробка обеспечивают хорошее уплотнение жидкости на поверхности и, таким образом, заставляют жидкость течь в Т-образное соединение непосредственно под сальниковой камерой.
Обычные насосные агрегаты доступны в широком диапазоне размеров с длиной хода от 12 до почти 200 дюймов. Ходы насосных агрегатов любого типа доступны с шагом (размер агрегата). В пределах каждого типоразмера длина хода может варьироваться в определенных пределах (возможно около шести различных длин).Эти разные длины достигаются за счет изменения положения соединения шатуна на шатуне.
Номинальные характеристики шагающей балки выражаются в допустимых нагрузках на полированный шток (PRL) и варьируются примерно от 3000 до 35 000 фунтов.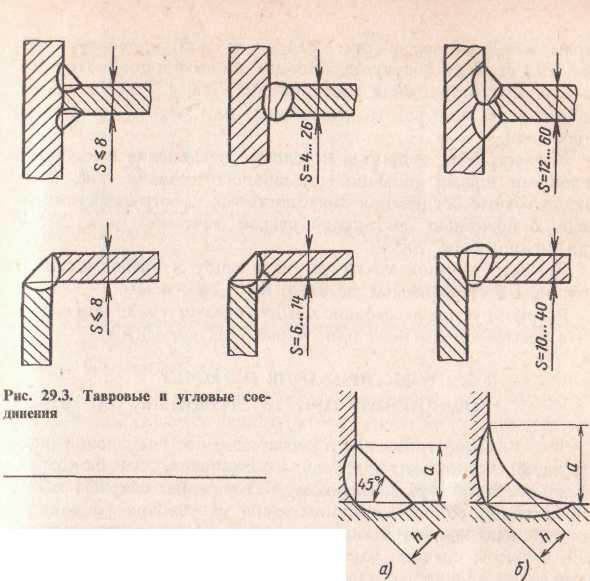 Уравновешивание обычных насосных агрегатов достигается за счет размещения грузов непосредственно на балке (в небольших блоках) или путем прикрепления грузов к вращающимся кривошип (или комбинация двух методов для более крупных агрегатов). В более поздних конструкциях поворотный противовес можно отрегулировать, сместив положение груза на кривошипе с помощью винтового домкрата или реечного механизма.
Уравновешивание обычных насосных агрегатов достигается за счет размещения грузов непосредственно на балке (в небольших блоках) или путем прикрепления грузов к вращающимся кривошип (или комбинация двух методов для более крупных агрегатов). В более поздних конструкциях поворотный противовес можно отрегулировать, сместив положение груза на кривошипе с помощью винтового домкрата или реечного механизма.
Есть еще два основных типа насосных агрегатов. Это Lufkin Mark II и блоки с воздушной балансировкой (рис. 16.2). В этих двух типах устройств рука сошки и голова лошади находятся на одной стороне шагающей балки (рычажная система класса III). Вместо использования противовесов в агрегатах типа Lufkin Mark II в агрегатах с воздушной балансировкой используются пневматические цилиндры для уравновешивания крутящего момента на коленчатом валу.
Рисунок 16.2. Эскиз трех типов насосных агрегатов: (A) обычный агрегат; (B) Устройство Lufkin Mark II; (C) блок с воздушной балансировкой.
Американский институт нефти (API) установил обозначения для штанговых насосных установок, используя строку символов, содержащую четыре поля. Например,
Например,
C-228D-200-74.
Первое поле – это код типа насосного агрегата. C для обычных блоков, A для блоков с воздушной балансировкой, B для блоков с балочным противовесом и M для блоков Mark II. Второе поле представляет собой код максимального крутящего момента в тысячах дюйм-фунтов и редуктор. D означает двухступенчатый редуктор. Третье поле — это код рейтинга PRL в сотнях фунтов стерлингов. Последнее поле — это код длины хода в дюймах.
На рис. 16.3 показан принцип работы плунжерного насоса. Насос устанавливается в колонне НКТ ниже динамического уровня жидкости. Состоит из рабочего ствола и хвостовика , стоячего клапана (СВ) и передвижного клапана (ТВ) в нижней части плунжера , который соединен с насосными штангами .
Рисунок 16.3. Цикл откачки: (А) плунжер движется вниз, в нижней части хода; (B) плунжер движется вверх, в нижней части хода; (C) плунжер движется вверх в верхней части хода; (D) плунжер движется вниз в верхней части хода (Nind, 1964).
По мере того, как плунжер перемещается вниз с помощью колонны насосных штанг, ТВ открывается, что позволяет жидкости проходить через клапан, который позволяет плунжеру перемещаться в положение непосредственно над ПЗ. Во время этого движения плунжера вниз клапан закрывается; таким образом, жидкость принудительно проходит через ТВ.
Когда плунжер находится в нижней части хода и начинает движение вверх, TV закрывается, а SV открывается. По мере продолжения восходящего движения жидкость из скважины ниже КА втягивается в объем выше КА (жидкость, проходящая через открытый КА). Жидкость продолжает заполнять объем над SV до тех пор, пока плунжер не достигнет верхней точки своего хода.
Существует два основных типа плунжерных насосов: насос трубочный и штанговый (рис. 16.4). Для насосно-компрессорных труб рабочий ствол или хвостовик (с НК) свинчивается (т.е., прикрепленный) к нижней части эксплуатационной колонны насосно-компрессорных труб и должен быть спущен в скважину вместе с НКТ.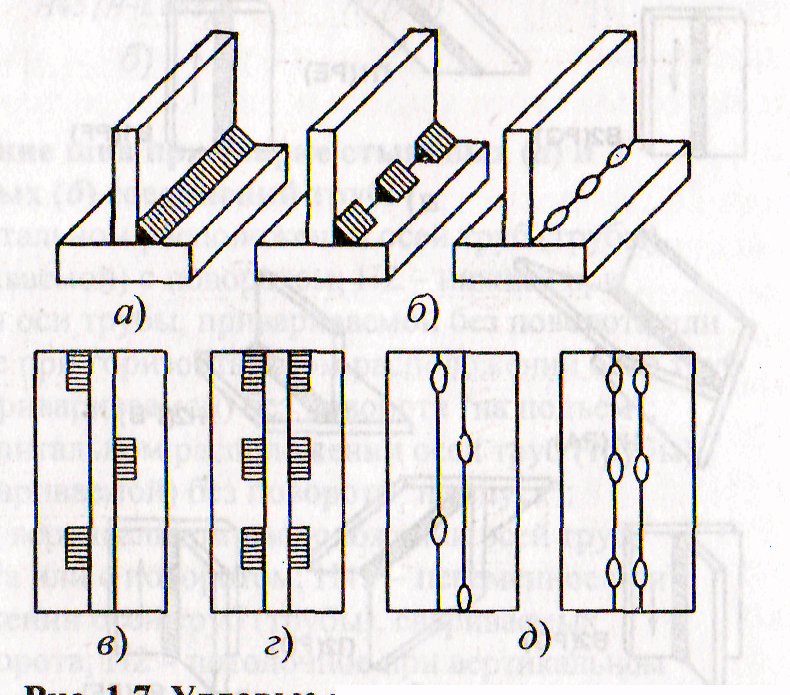 Плунжер (с ТВ) спускается в скважину (внутри НКТ) на колонне насосных штанг. Как только плунжер установлен в рабочем цилиндре, можно начинать откачку. Штанговый насос (как рабочий ствол, так и плунжерный) спускается в скважину на штанговой насосной колонне и садится на седло клинового типа, которое крепится к нижнему стыку НКТ. Диаметр поршня варьируется от ⅝ до 4⅝ дюйма.Площадь плунжера варьируется от 0,307 дюйма 2 до 17,721 дюйма 2 .
Плунжер (с ТВ) спускается в скважину (внутри НКТ) на колонне насосных штанг. Как только плунжер установлен в рабочем цилиндре, можно начинать откачку. Штанговый насос (как рабочий ствол, так и плунжерный) спускается в скважину на штанговой насосной колонне и садится на седло клинового типа, которое крепится к нижнему стыку НКТ. Диаметр поршня варьируется от ⅝ до 4⅝ дюйма.Площадь плунжера варьируется от 0,307 дюйма 2 до 17,721 дюйма 2 .
Рисунок 16.4. Два типа плунжерных насосов (Nind, 1964). (A) насос трубки и (B) насос штанги.
100761416 Тройник
Тройник, фланец NW160 ISO-MF, стандартный модуль, нержавеющая сталь 304
Модель: 100761416
Тройник 100761416 имеет вакуумные фланцы ISO-MF размера NW160 на всех трех концах со стандартным модулем упругости.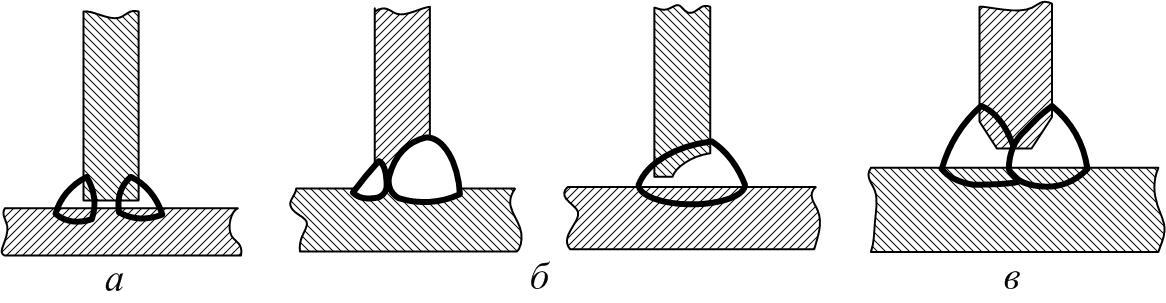 Наши тройники изготовлены из нержавеющей стали 304 и используются для создания ответвлений во фланцевых вакуумных трубопроводах ISO-MF. Компоненты серии 76 ISO-MF оснащены вакуумной системой отбортовки фитингов диаметром от 63 мм до 630 мм с размерами фланцев, соответствующими требованиям, установленным Международной организацией по стандартизации (ISO). Они функционируют как модульные строительные блоки в системах вакуумных трубопроводов и совместимы с компонентами других производителей, отвечающими требованиям ISO. Фланцы ISO-MF «бесполые» с уплотнением на симметричном центрирующем кольце, которое сопрягается с двумя фланцами ISO одинакового размера.Фланцы ISO-MF более компактны, чем фланцы ASA, которые были разработаны для работы под давлением и излишне массивны для использования в вакууме. Фланцы серии 76 ISO-MF можно соединять с другими фланцами ISO-MF с помощью двойных кулачковых зажимов, с фланцами ISO-BF с помощью вращающегося болтового кольца, гаек и болтов или с резьбовым фланцем с помощью одинарных кулачковых зажимов.
Наши тройники изготовлены из нержавеющей стали 304 и используются для создания ответвлений во фланцевых вакуумных трубопроводах ISO-MF. Компоненты серии 76 ISO-MF оснащены вакуумной системой отбортовки фитингов диаметром от 63 мм до 630 мм с размерами фланцев, соответствующими требованиям, установленным Международной организацией по стандартизации (ISO). Они функционируют как модульные строительные блоки в системах вакуумных трубопроводов и совместимы с компонентами других производителей, отвечающими требованиям ISO. Фланцы ISO-MF «бесполые» с уплотнением на симметричном центрирующем кольце, которое сопрягается с двумя фланцами ISO одинакового размера.Фланцы ISO-MF более компактны, чем фланцы ASA, которые были разработаны для работы под давлением и излишне массивны для использования в вакууме. Фланцы серии 76 ISO-MF можно соединять с другими фланцами ISO-MF с помощью двойных кулачковых зажимов, с фланцами ISO-BF с помощью вращающегося болтового кольца, гаек и болтов или с резьбовым фланцем с помощью одинарных кулачковых зажимов. Области применения Универсальные компоненты ISO включают черновую и форвакуумную сантехнику, высоковакуумные соединения с высокой проводимостью, модульные системы, требующие частых модификаций, и исследовательские лаборатории.
Области применения Универсальные компоненты ISO включают черновую и форвакуумную сантехнику, высоковакуумные соединения с высокой проводимостью, модульные системы, требующие частых модификаций, и исследовательские лаборатории.
Технические характеристики
Тип компонента
Тройник
Серия
Серия 76
Фланец Тип
ИСО-МФ
Размер фланца
СЗ160
Материал
Нержавеющая сталь 304
Модуль
138 мм
Длина
276 мм
А
138 мм
Б
276 мм
Тип компонента
Тройник
Серия
Серия 76
Фланец Тип
ИСО-МФ
Размер фланца
СЗ160
Материал
Нержавеющая сталь 304
Модуль
138 мм
Длина
276 мм
А
138 мм
Б
276 мм
для неармированных экструдированных тройниковых соединений для трубопроводов
Лицензионное соглашение ASTM
ВАЖНО — ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ВХОДОМ В ЭТОТ ПРОДУКТ ASTM.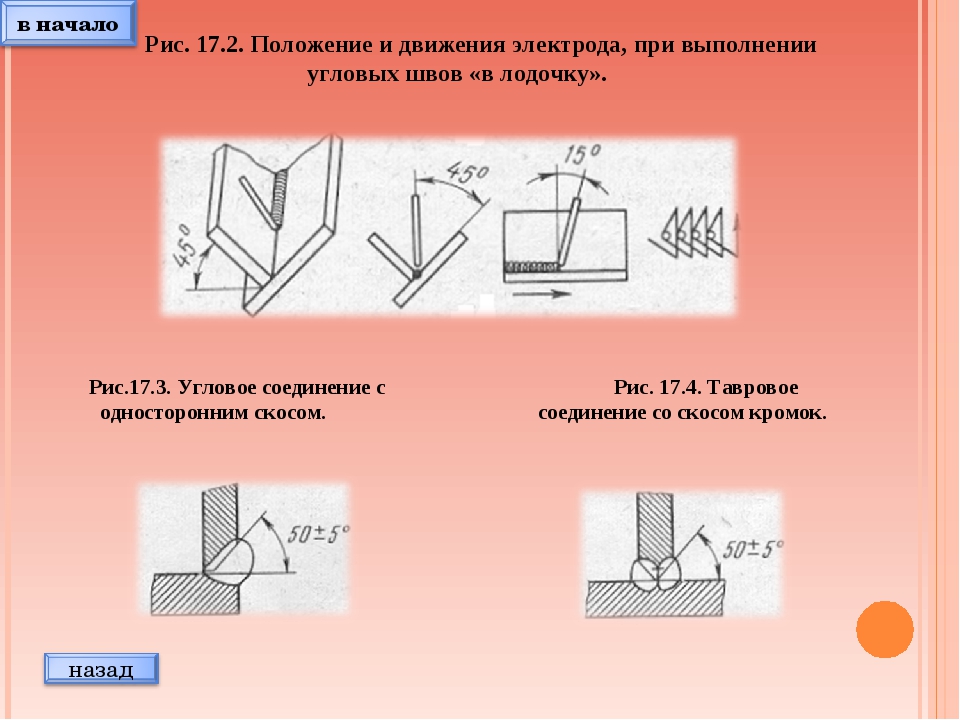
Приобретая подписку и нажимая на это соглашение, вы вступаете в
контракт, и подтверждаете, что прочитали настоящее Лицензионное соглашение, что вы понимаете
его и соглашаетесь соблюдать его условия. Если вы не согласны с условиями настоящего Лицензионного соглашения,
немедленно покиньте эту страницу, не входя в продукт ASTM.
1.Право собственности:
Этот продукт защищен авторским правом как
компиляции и в виде отдельных стандартов, статей и/или документов («Документы») ASTM
(«ASTM»), 100 Barr Harbour Drive, West Conshohocken, PA 19428-2959 USA, за исключением случаев, когда
прямо указано в тексте отдельных документов. Все права защищены. Ты
(Лицензиат) не имеет прав собственности или иных прав на Продукт ASTM или Документы.Это не продажа; все права, право собственности и интерес к продукту или документам ASTM
(как в электронном, так и в печатном виде) принадлежат ASTM. Вы не можете удалять или скрывать
уведомление об авторских правах или другое уведомление, содержащееся в Продукте или Документах ASTM.
Вы не можете удалять или скрывать
уведомление об авторских правах или другое уведомление, содержащееся в Продукте или Документах ASTM.
2. Определения.
A. Типы лицензиатов:
(i) Индивидуальный пользователь:
один уникальный компьютер с индивидуальным IP-адресом;
(ii) Одноместный:
одно географическое местоположение или несколько
объекты в пределах одного города, входящие в состав единой организационной единицы, управляемой централизованно;
например, разные кампусы одного и того же университета в одном городе управляются централизованно.
(iii) Multi-Site:
организация или компания с
независимое управление несколькими точками в одном городе; или организация или
компания, расположенная более чем в одном городе, штате или стране, с центральным управлением для всех местоположений.
B. Авторизованные пользователи:
любое лицо, подписавшееся
к этому Продукту; если Site License также включает зарегистрированных студентов, преподавателей или сотрудников,
или сотрудник Лицензиата на Одном или Множественном Сайте.
3. Ограниченная лицензия.
ASTM предоставляет Лицензиату ограниченное,
отзывная, неисключительная, непередаваемая лицензия на доступ посредством одного или нескольких
авторизованные IP-адреса и в соответствии с условиями настоящего Соглашения использовать
разрешенных и описанных ниже, каждого Продукта ASTM, на который Лицензиат подписался.
А.Специальные лицензии:
(i) Индивидуальный пользователь:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать отдельные копии
отдельных Документов или частей таких Документов исключительно для собственного использования Лицензиатом. То есть Лицензиат может получить доступ к электронному файлу Документа (или его части) и загрузить его.
Документа) для временного хранения на одном компьютере в целях просмотра и/или
печать одной копии документа для личного пользования.Ни электронный файл, ни
единственный печатный отпечаток может быть воспроизведен в любом случае. Кроме того, электронный
файл не может распространяться где-либо еще по компьютерным сетям или иным образом. Это
электронный файл нельзя отправить по электронной почте, загрузить на диск, скопировать на другой жесткий диск или
в противном случае разделены. Одна печатная копия может быть распространена среди других только для их
внутреннее использование в вашей организации; его нельзя копировать.Индивидуальный загруженный документ
иным образом не может быть продана или перепродана, сдана в аренду, сдана в аренду, одолжена или сублицензирована.
То есть Лицензиат может получить доступ к электронному файлу Документа (или его части) и загрузить его.
Документа) для временного хранения на одном компьютере в целях просмотра и/или
печать одной копии документа для личного пользования.Ни электронный файл, ни
единственный печатный отпечаток может быть воспроизведен в любом случае. Кроме того, электронный
файл не может распространяться где-либо еще по компьютерным сетям или иным образом. Это
электронный файл нельзя отправить по электронной почте, загрузить на диск, скопировать на другой жесткий диск или
в противном случае разделены. Одна печатная копия может быть распространена среди других только для их
внутреннее использование в вашей организации; его нельзя копировать.Индивидуальный загруженный документ
иным образом не может быть продана или перепродана, сдана в аренду, сдана в аренду, одолжена или сублицензирована.
(ii) Односайтовые и многосайтовые лицензии:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать отдельные копии отдельных Документов или частей таких Документов для личных целей Авторизованного пользователя. использовать и передавать такие копии другим Авторизованным пользователям Лицензиата в компьютерной сети Лицензиата;
(c) если образовательное учреждение, Лицензиату разрешается предоставлять печатная копия отдельных Документов отдельным учащимся (Авторизованные пользователи) в классе по месту нахождения Лицензиата;
(d) право отображать, загружать и распространять печатные копии
Документов для обучения Авторизованных пользователей или групп Авторизованных пользователей.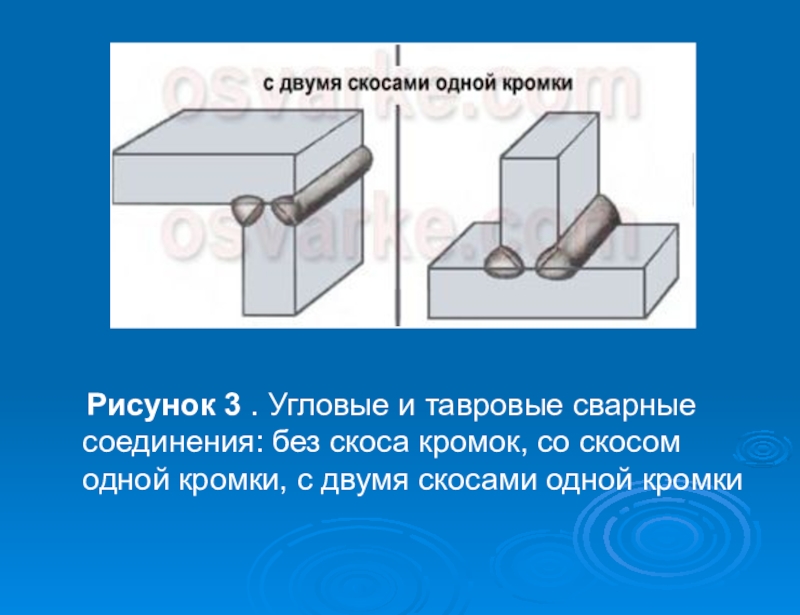
(e) Лицензиат проведет всю необходимую аутентификацию и процессы проверки, чтобы гарантировать, что только авторизованные пользователи могут получить доступ к продукту ASTM.
(f) Лицензиат предоставит ASTM список авторизованных IP-адреса (числовые IP-адреса домена) и, если многосайтовый, список авторизованных сайтов.
Б.Запрещенное использование.
(i) Настоящая Лицензия описывает все разрешенные виды использования. Любой другой использование запрещено, является нарушением настоящего Соглашения и может привести к немедленному прекращению действия настоящей Лицензии.
(ii) Авторизованный пользователь не может производить этот Продукт, или
Документы, доступные любому, кроме другого Авторизованного Пользователя, будь то по интернет-ссылке,
или разрешив доступ через его или ее терминал или компьютер; или другими подобными или отличными средствами или договоренностями.
(iii) В частности, никто не имеет права передавать, копировать,
или распространять любой Документ любым способом и с любой целью, за исключением случаев, описанных в Разделе
3 настоящей Лицензии без предварительного письменного разрешения ASTM. Особенно,
за исключением случаев, описанных в Разделе 3, никто не может без предварительного письменного разрешения
ASTM: (a) распространять или пересылать копию (электронную или иную) любой статьи, файла,
или материал, полученный из любого продукта или документа ASTM; (b) воспроизводить или фотокопировать любые
стандарт, статья, файл или материал из любого продукта ASTM; в) изменять, видоизменять, приспосабливать,
или переводить любой стандарт, статью, файл или материал, полученный из любого продукта ASTM;
(d) включать любой стандарт, статью, файл или материал, полученный из любого продукта ASTM или
Документировать в других произведениях или иным образом создавать любые производные работы на основе любых материалов. получено из любого продукта или документа ASTM; (e) взимать плату за копию (электронную или
иным образом) любого стандарта, статьи, файла или материала, полученного из любого продукта ASTM или
Документ, за исключением обычных расходов на печать/копирование, если такое воспроизведение разрешено
по разделу 3; или (f) систематически загружать, архивировать или централизованно хранить существенные
части стандартов, статей, файлов или материалов, полученных из любого продукта ASTM или
Документ.Включение печатных или электронных копий в пакеты курсов или электронные резервы,
или для использования в дистанционном обучении, не разрешено настоящей Лицензией и запрещено без
Предварительное письменное разрешение ASTM.
получено из любого продукта или документа ASTM; (e) взимать плату за копию (электронную или
иным образом) любого стандарта, статьи, файла или материала, полученного из любого продукта ASTM или
Документ, за исключением обычных расходов на печать/копирование, если такое воспроизведение разрешено
по разделу 3; или (f) систематически загружать, архивировать или централизованно хранить существенные
части стандартов, статей, файлов или материалов, полученных из любого продукта ASTM или
Документ.Включение печатных или электронных копий в пакеты курсов или электронные резервы,
или для использования в дистанционном обучении, не разрешено настоящей Лицензией и запрещено без
Предварительное письменное разрешение ASTM.
(iv) Лицензиат не может использовать Продукт или доступ к
Продукт в коммерческих целях, включая, помимо прочего, продажу Документов,
материалы, платное использование Продукта или массовое воспроизведение или распространение Документов
в любой форме; а также Лицензиат не может взимать с Авторизованных пользователей специальные сборы за использование
Продукт сверх разумных расходов на печать или административные расходы.
C. Уведомление об авторских правах . Все копии материала из ASTM Продукт должен иметь надлежащее уведомление об авторских правах от имени ASTM, как показано на начальной странице. каждого стандарта, статьи, файла или материала. Сокрытие, удаление или изменение уведомление об авторских правах не допускается.
4. Обнаружение запрещенного использования.
A. Лицензиат несет ответственность за принятие разумных мер
для предотвращения запрещенного использования и незамедлительного уведомления ASTM о любых нарушениях авторских прав или
запрещенное использование, о котором Лицензиату стало известно. Лицензиат будет сотрудничать с ASTM
при расследовании любого такого запрещенного использования и предпримет разумные шаги для обеспечения
прекращение такой деятельности и предотвращение ее повторения.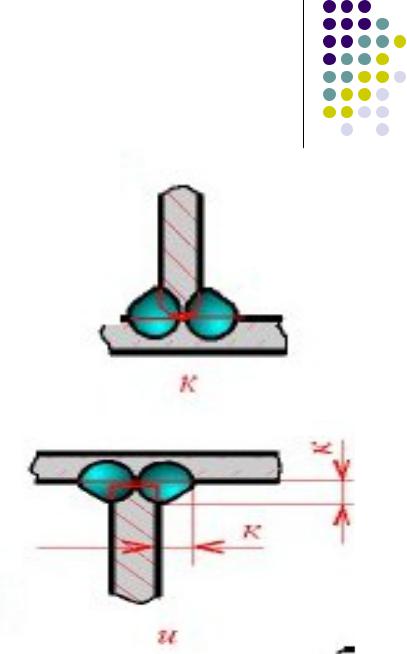
B. Лицензиат должен приложить все разумные усилия для защиты Продукт от любого использования, не разрешенного настоящим Соглашением, и уведомляет ASTM о любом использовании, о котором стало известно или о котором было сообщено.
5. Постоянный доступ к продукту.
ASTM резервирует
право прекратить действие настоящей Лицензии после письменного уведомления, если Лицензиат существенно нарушит
условия настоящего Соглашения.Если Лицензиат не оплачивает ASTM какую-либо лицензию или
абонентской платы в установленный срок, ASTM предоставит Лицензиату 30-дневный период в течение
что бы вылечить такое нарушение. Для существенных нарушений период устранения не предоставляется
связанные с нарушениями Раздела 3 или любыми другими нарушениями, которые могут привести к непоправимым последствиям ASTM. вред. Если подписка Лицензиата на Продукт ASTM прекращается, дальнейший доступ к
онлайн-база данных будет отклонена.Если Лицензиат или Авторизованные пользователи существенно нарушают
настоящую Лицензию или запрещать использование материалов в любом продукте ASTM, ASTM оставляет за собой право
право отказать Лицензиату в любом доступе к Продукту ASTM по собственному усмотрению ASTM.
вред. Если подписка Лицензиата на Продукт ASTM прекращается, дальнейший доступ к
онлайн-база данных будет отклонена.Если Лицензиат или Авторизованные пользователи существенно нарушают
настоящую Лицензию или запрещать использование материалов в любом продукте ASTM, ASTM оставляет за собой право
право отказать Лицензиату в любом доступе к Продукту ASTM по собственному усмотрению ASTM.
6. Форматы доставки и услуги.
A. Некоторые продукты ASTM используют стандартный Интернет-формат HTML.
ASTM оставляет за собой право изменить такой формат с уведомлением Лицензиата за три [3] месяца,
хотя ASTM приложит разумные усилия для использования общедоступных форматов.
Лицензиат и Авторизованные пользователи несут ответственность за получение за свой счет
подходящие подключения к Интернету, веб-браузеры и лицензии на любое необходимое программное обеспечение
для просмотра продуктов ASTM.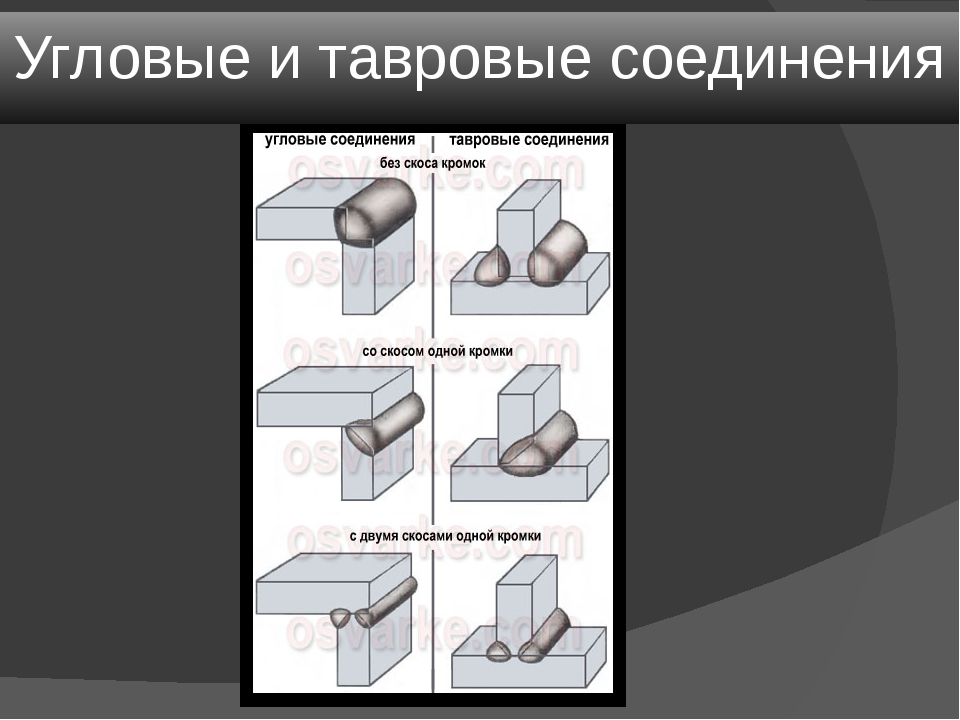
B. Продукты ASTM также доступны в Adobe Acrobat (PDF) Лицензиату и его Авторизованным пользователям, которые несут единоличную ответственность за установку и настройка соответствующего программного обеспечения Adobe Acrobat Reader.
C. ASTM приложит разумные усилия для обеспечения онлайн-доступа
доступны на постоянной основе. Доступность будет зависеть от периодического
перерывы и простои для обслуживания сервера, установки или тестирования программного обеспечения,
загрузка новых файлов и причины, не зависящие от ASTM. ASTM не гарантирует доступ,
и не несет ответственности за ущерб или возврат средств, если Продукт временно недоступен,
или если доступ становится медленным или неполным из-за процедур резервного копирования системы,
объем трафика, апгрейды, перегрузка запросов к серверам, общие сбои сети
или задержки, или любая другая причина, которая может время от времени делать продукт недоступным
для Лицензиата или Авторизованных пользователей Лицензиата.
7. Условия и сборы.
A. Срок действия настоящего Соглашения _____________ («Период подписки»). Доступ к Продукту предоставляется только на Период Подписки. Настоящее Соглашение останется в силе после этого для последовательных Периодов подписки при условии, что ежегодная абонентская плата, как таковая, может меняются время от времени, оплачиваются.Лицензиат и/или ASTM имеют право расторгнуть настоящее Соглашение. в конце Периода подписки путем письменного уведомления, направленного не менее чем за 30 дней.
B. Сборы:
8. Проверка.
ASTM имеет право проверять соответствие
с настоящим Соглашением, за свой счет и в любое время в ходе обычной деятельности
часы.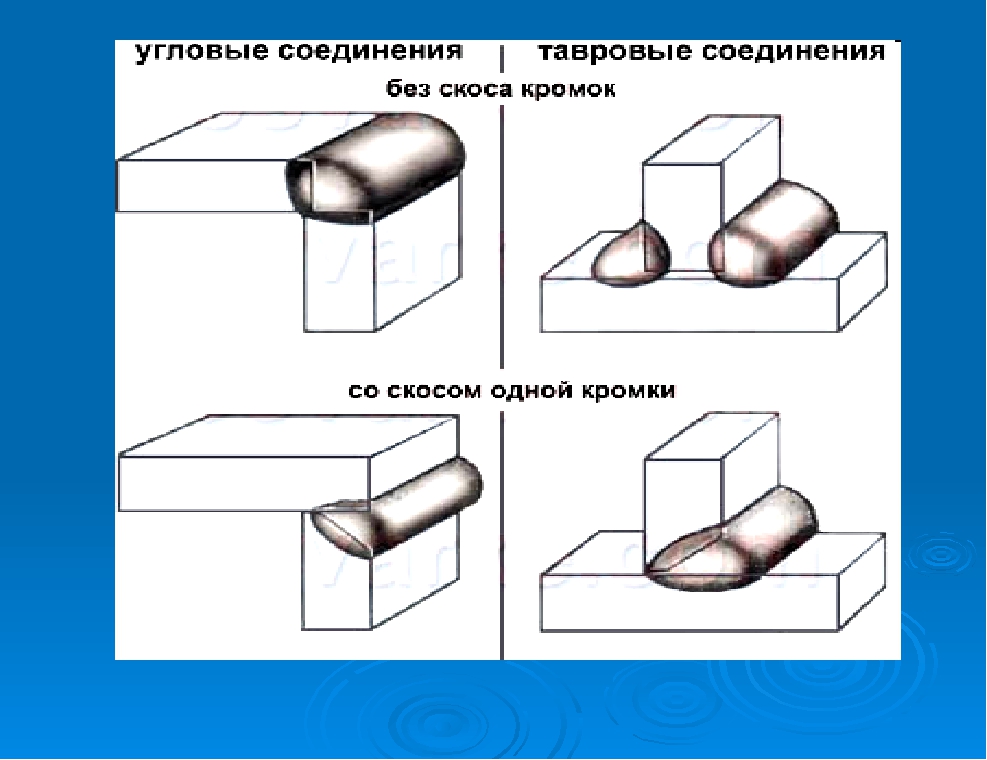 Для этого ASTM привлечет независимого консультанта при соблюдении конфиденциальности.
соглашение, для проверки использования Лицензиатом Продукта и/или Документов ASTM. Лицензиат соглашается
разрешить доступ к своей информации и компьютерным системам для этой цели. Проверка
состоится после уведомления не менее чем за 15 дней, в обычные рабочие часы и в
таким образом, чтобы не создавать необоснованного вмешательства в деятельность Лицензиата.Если
проверка выявляет нелицензионное или запрещенное использование продуктов или документов ASTM,
Лицензиат соглашается возместить ASTM расходы, понесенные при проверке и возмещении
ASTM для любого нелицензированного/запрещенного использования. Применяя эту процедуру, ASTM не отказывается от
любое из своих прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности путем
любым другим способом, разрешенным законом.
Для этого ASTM привлечет независимого консультанта при соблюдении конфиденциальности.
соглашение, для проверки использования Лицензиатом Продукта и/или Документов ASTM. Лицензиат соглашается
разрешить доступ к своей информации и компьютерным системам для этой цели. Проверка
состоится после уведомления не менее чем за 15 дней, в обычные рабочие часы и в
таким образом, чтобы не создавать необоснованного вмешательства в деятельность Лицензиата.Если
проверка выявляет нелицензионное или запрещенное использование продуктов или документов ASTM,
Лицензиат соглашается возместить ASTM расходы, понесенные при проверке и возмещении
ASTM для любого нелицензированного/запрещенного использования. Применяя эту процедуру, ASTM не отказывается от
любое из своих прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности путем
любым другим способом, разрешенным законом.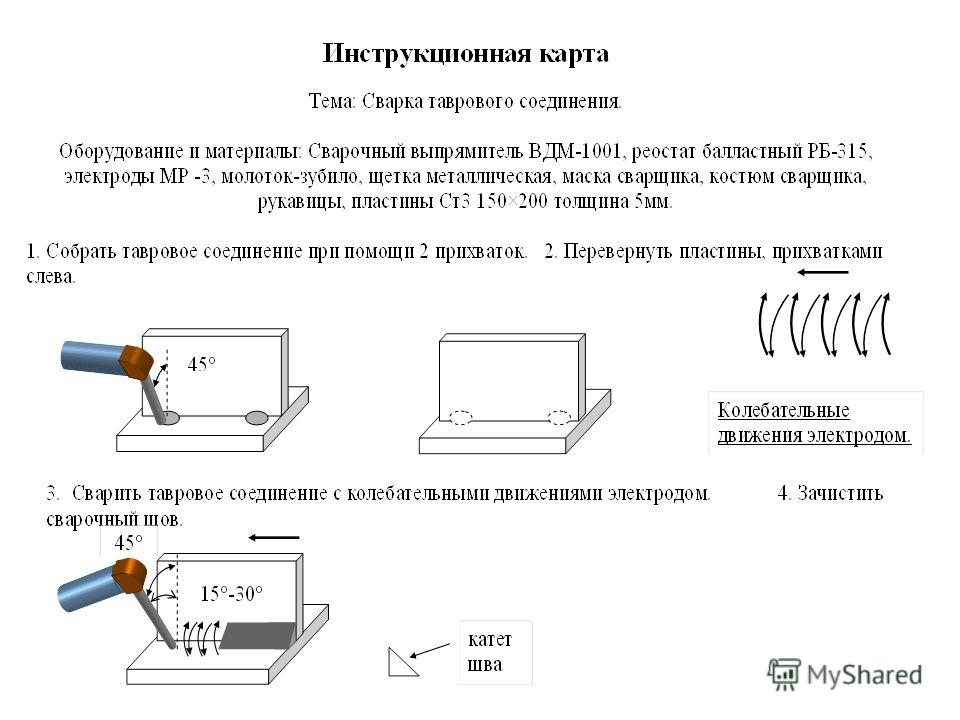 Лицензиат признает и соглашается с тем, что ASTM может внедрять
определенная идентифицирующая или отслеживающая информация в продуктах ASTM, доступных на Портале.
Лицензиат признает и соглашается с тем, что ASTM может внедрять
определенная идентифицирующая или отслеживающая информация в продуктах ASTM, доступных на Портале.
9. Пароли:
Лицензиат должен немедленно уведомить ASTM
о любом известном или предполагаемом несанкционированном использовании(ях) своего пароля(ей) или о любом известном или предполагаемом
нарушение безопасности, включая утерю, кражу, несанкционированное раскрытие такого пароля
или любой несанкционированный доступ или использование Продукта ASTM.Лицензиат несет исключительную ответственность
для сохранения конфиденциальности своего пароля (паролей) и для обеспечения авторизованного
доступ и использование Продукта ASTM. Личные учетные записи/пароли не могут быть переданы.
10. Отказ от гарантии:
Отказ от гарантии:
Если не указано иное в настоящем Соглашении,
все явные или подразумеваемые условия, заверения и гарантии, включая любые подразумеваемые
гарантия товарного состояния, пригодности для определенной цели или ненарушения прав
отказываются от ответственности, за исключением случаев, когда такие отказы признаются юридически недействительными.
11. Ограничение ответственности:
В пределах, не запрещенных законом,
ни при каких обстоятельствах ASTM не несет ответственности за любые потери, повреждения, потерю данных или за особые, косвенные,
косвенные или штрафные убытки, независимо от теории ответственности,
возникающие в результате или в связи с использованием продукта ASTM или загрузкой документов ASTM.
Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную Лицензиатом по настоящему Лицензионному соглашению.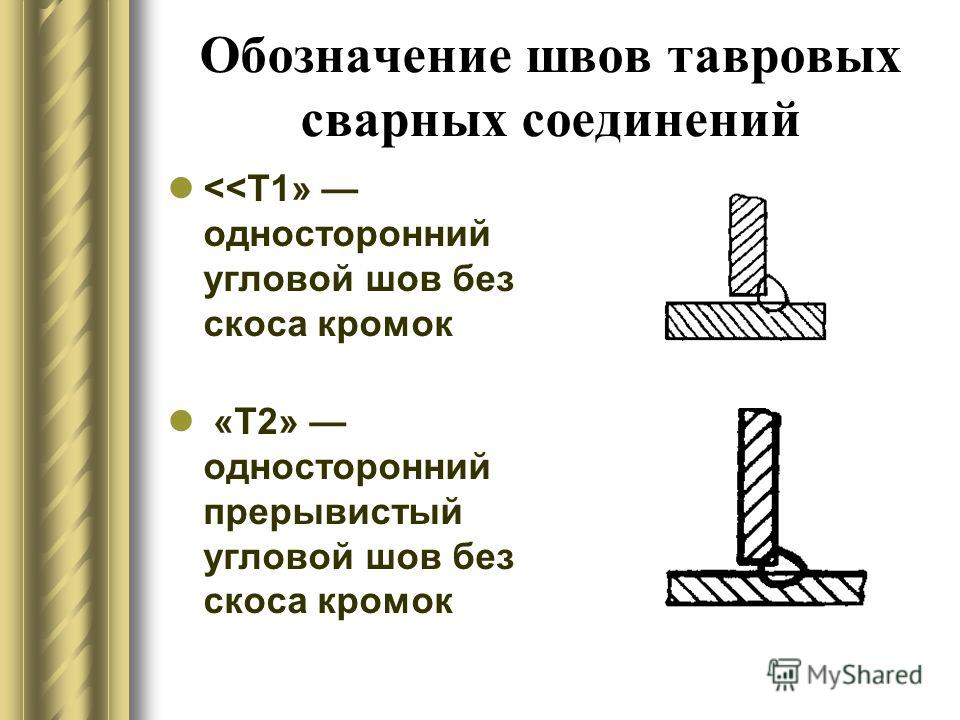
12. Общие.
A. Расторжение:
Настоящее Соглашение действует до
прекращено. Лицензиат может расторгнуть настоящее Соглашение в любое время, уничтожив все копии
(на бумажном, цифровом или любом носителе) Документов ASTM и прекращении любого доступа к Продукту ASTM.
B. Применимое право, место проведения и юрисдикция:
Это
Соглашение должно толковаться и толковаться в соответствии с законодательством
Содружество Пенсильвании.Лицензиат соглашается подчиняться юрисдикции и месту проведения
в суды штата и федеральные суды Пенсильвании по любому спору, который может возникнуть в соответствии с настоящим
Соглашение. Лицензиат также соглашается отказаться от любых претензий на неприкосновенность, которыми он может обладать.
C. Интеграция:
Настоящее Соглашение представляет собой полное соглашение
между Лицензиатом и ASTM в отношении его предмета. Он заменяет все предыдущие или
одновременные устные или письменные сообщения, предложения, заверения и гарантии
и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любой цитаты, заказа, подтверждения,
или другое сообщение между сторонами, относящееся к его предмету в течение срока действия
настоящего Соглашения.Никакие изменения настоящего Соглашения не будут иметь обязательной силы, если они не будут в письменной форме
и подписан уполномоченным представителем каждой стороны.
D. Переуступка:
Лицензиат не может уступать или передавать
свои права по настоящему Соглашению без предварительного письменного разрешения ASTM.
E. Налоги.
Лицензиат должен уплатить все применимые налоги,
за исключением налогов на чистый доход ASTM, возникающий в результате использования Лицензиатом Продукта ASTM.
и/или права, предоставленные по настоящему Соглашению.
Установка вентиляционного отверстия с помощью тройника | Главная Руководства
Каждая система дренажа отходов нуждается в сети вентиляционных труб, чтобы поддерживать поток воздуха через систему. Это предотвращает отрицательное давление внутри труб, которое может привести к засорению и опорожнению P-ловушек. В соответствии с сантехническими нормами, каждая арматура P-trap должна иметь вентиляцию, и нормы предъявляют особые требования к расстоянию вентиляции от ловушки и диаметру вентиляционной трубы.В нем также указано, какие типы фитингов следует использовать при установке вентиляционных отверстий. У вас есть выбор между Т-образными фитингами для отходов, также называемыми санитарными тройниками или санти, вентиляционными тройниками и Y-образными фитингами.
Определите диаметр вентиляционной трубы, необходимой для дренажа, который вы вентилируете. Код указывает, что вентиляционное отверстие должно быть не менее половины диаметра слива и никогда не может быть меньше 1 1/4 дюйма в диаметре.
Установите вентиляционное отверстие на расстоянии не более пяти футов от дна ловушки, которую обслуживает вентиляционное отверстие.Используйте рулетку, чтобы определить лучшее место.
Используйте санитарный тройник для соединения горизонтального сифона с вертикальным сливом и вентиляционным отверстием. Подметание на санти должно быть обращено вниз, чтобы оно было направлено в сторону стока. Приклейте входное отверстие тройника к рычагу ловушки с помощью клея для пластиковых труб, а также приклейте дренаж и вентиляционное отверстие к двум вертикальным стволам. Если диаметр вентиляционной трубы меньше диаметра дренажной трубы, приклейте на верхнюю бочку переходник.
Установите Y-образный фитинг на горизонтальную дренажную трубу для перехода к вертикальной вентиляционной трубе. Y должен подметать к канализации. Приклейте короткий отрезок трубы к выходному отверстию, затем приклейте изгиб под углом 45 градусов, чтобы обеспечить вертикальное выходное отверстие для вентиляционного отверстия.
Y должен подметать к канализации. Приклейте короткий отрезок трубы к выходному отверстию, затем приклейте изгиб под углом 45 градусов, чтобы обеспечить вертикальное выходное отверстие для вентиляционного отверстия.
Соедините вентиляционную трубу от отдельного устройства с трубой от другого устройства, чтобы сформировать основную вентиляционную трубу с помощью вентиляционного тройника. В отличие от санти или Y-образного фитинга, вентиляционный тройник имеет короткий изгиб без закругления.
Выдвиньте вентиляционное отверстие вертикально от любого стока так, чтобы оно было не менее чем на шесть дюймов выше линии перелива для приспособления. С этого момента вы можете запустить его горизонтально, сохраняя уклон 1/4 дюйма на фут в сторону стока, и тройником в другой вертикальный вентиляционный канал.
Справочные материалы
Ресурсы
Советы
- Вы можете опорожнить пару приспособлений, например две близлежащие раковины, в общий слив с помощью санитарного креста. Каждое приспособление входит в один из горизонтальных входов, а слив и вентиляция соединяются с вертикальными стволами. Убедитесь, что зачистки направлены вниз.
- Если это разрешено вашими местными сантехническими нормами, вы можете вентилировать раковину с помощью впускного клапана, который иногда называют перепускным клапаном. Используйте Y-образный фитинг и изгиб под углом 45 градусов, чтобы установить его в горизонтальный сифон раковины.Он должен быть доступен и находиться в хорошо проветриваемом месте.
 Каждое приспособление входит в один из горизонтальных входов, а слив и вентиляция соединяются с вертикальными стволами. Убедитесь, что зачистки направлены вниз.
Каждое приспособление входит в один из горизонтальных входов, а слив и вентиляция соединяются с вертикальными стволами. Убедитесь, что зачистки направлены вниз.Биография писателя
Крис Дезиэль имеет степень бакалавра физики и степень магистра гуманитарных наук. Помимо неизменного интереса к популярной науке, Дезиэль с 1975 года активно занимается строительством и проектированием домов. Как ландшафтный строитель, он помог основать две садовые компании.
Конструкция разъемных тройниковых соединений для специальных составных моментных рам
Участник
БЕСПЛАТНОНе член
10 долларов. 00
 00
00Фишер, Эрика К.; Варма, Амит Х. (2015). «Проектирование разъемных тройниковых соединений для рам со специальным композитным моментом», Engineering Journal , Американский институт стальных конструкций, Vol.52, стр. 185-202.
Соединения балки с колонной специальных композитных моментных рам (C-SMF), служащих в качестве основной системы сопротивления сейсмическим силам (SFRS) строительной конструкции, должны соответствовать критериям эффективности, указанным в Положениях AISC по сейсмостойкости 2010 года. Глава K Положений по сейсмостойкости гласит, что экспериментальные результаты должны использоваться для доказательства того, что конкретное соединение балки с колонной удовлетворяет требованиям прочности и угла наклона этажа.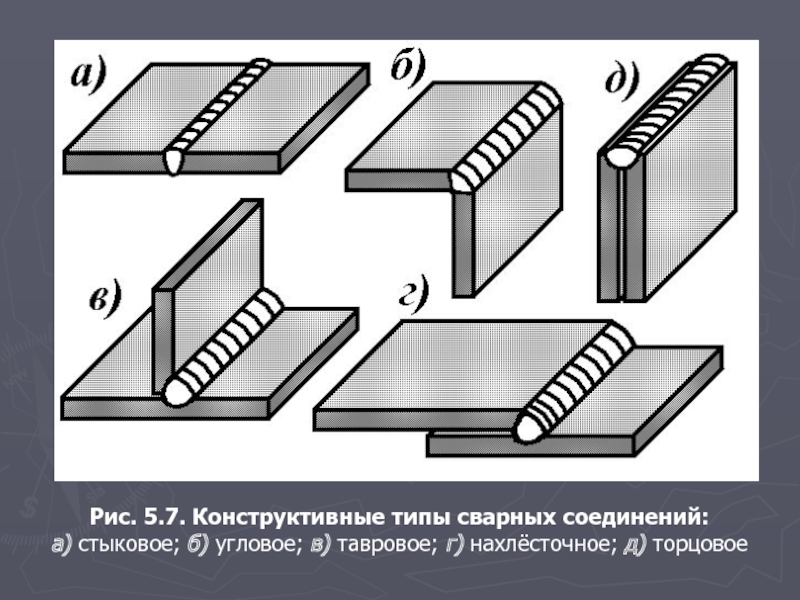 В этой статье основное внимание уделяется разъемному тройнику для C-SMF с балками с широкими полками (WF) и прямоугольными колоннами из труб, заполненных бетоном (CFT). В статье дано общее описание разъемного тройникового соединения с указанием его основных особенностей и компонентов. Далее следует обсуждение ожидаемого поведения в упругом и неупругом диапазонах циклической нагрузки. Это обсуждение основано на предшествующих исследованиях и широкомасштабных испытаниях и сосредоточено на различных предельных состояниях, контролирующих прочность и деформационную способность соединения.Документ включает в себя полную процедуру проектирования разъемных тройников вместе с подробным примером проекта. Информация, представленная в этом документе, может быть использована для создания совокупности доказательств, которые можно использовать для предварительной квалификации аналогичных разъемных тройниковых соединений в C-SMF.
В этой статье основное внимание уделяется разъемному тройнику для C-SMF с балками с широкими полками (WF) и прямоугольными колоннами из труб, заполненных бетоном (CFT). В статье дано общее описание разъемного тройникового соединения с указанием его основных особенностей и компонентов. Далее следует обсуждение ожидаемого поведения в упругом и неупругом диапазонах циклической нагрузки. Это обсуждение основано на предшествующих исследованиях и широкомасштабных испытаниях и сосредоточено на различных предельных состояниях, контролирующих прочность и деформационную способность соединения.Документ включает в себя полную процедуру проектирования разъемных тройников вместе с подробным примером проекта. Информация, представленная в этом документе, может быть использована для создания совокупности доказательств, которые можно использовать для предварительной квалификации аналогичных разъемных тройниковых соединений в C-SMF.
- Опубликовано: 2015 г. ,
3 квартал
 ,
3 квартал
,
3 кварталАвтор(ы)
Эрика С.Фишер и Амит Х. Варма
Коаксиальный тройник | John Guest
Технические характеристики
Диапазон рабочего давления и температуры
Фитинги Super Speedfit подходят для следующих давлений и температур.
Темп. | Давление | |
5/32″ – 5/16″ | 3/8″- 1/2″ | |
| Воздух | ||
| -20°C | 16 бар | 10 бар |
| Питьевые жидкости и воздух | ||
| +1°С | 16 бар | 10 бар |
| +20°C | 16 бар | 10 бар |
| +65°C | 10 бар | 7 бар |
Также подходит для вакуума
В зависимости от используемой трубы при определенных условиях фитинги могут использоваться при более высоких давлениях и температурах. Пожалуйста, обратитесь за инструкциями в наш отдел обслуживания клиентов. Примечание 1 бар = 14,5 фунтов на кв. дюйм изб.
Пожалуйста, обратитесь за инструкциями в наш отдел обслуживания клиентов. Примечание 1 бар = 14,5 фунтов на кв. дюйм изб.
Типы труб
Пластиковая трубка – полиэтилен, нейлон и полиуретан, соответствующие указанным ниже допускам. Для мягких трубок или тонкостенных трубок мы рекомендуем использовать трубные вставки.
Плетеная трубка – При использовании трубки важно использовать соединение трубки со штоком шланга, перечисленное на стр. 11, 16, 18, 21 и 26. Рекомендуется использовать зажимы для удержания плетеной трубки на зазубринах.
Металлическая трубка (мягкая) – Латунь, медь или низкоуглеродистая сталь, соответствующая указанным ниже допускам.
Металлическая трубка (жесткая) – Мы не рекомендуем фитинги Super Speedfit для труб из твердого металла или хромированных трубок.
Для труб из нержавеющей стали и других полированных металлов мы рекомендуем использовать фитинги Superseal.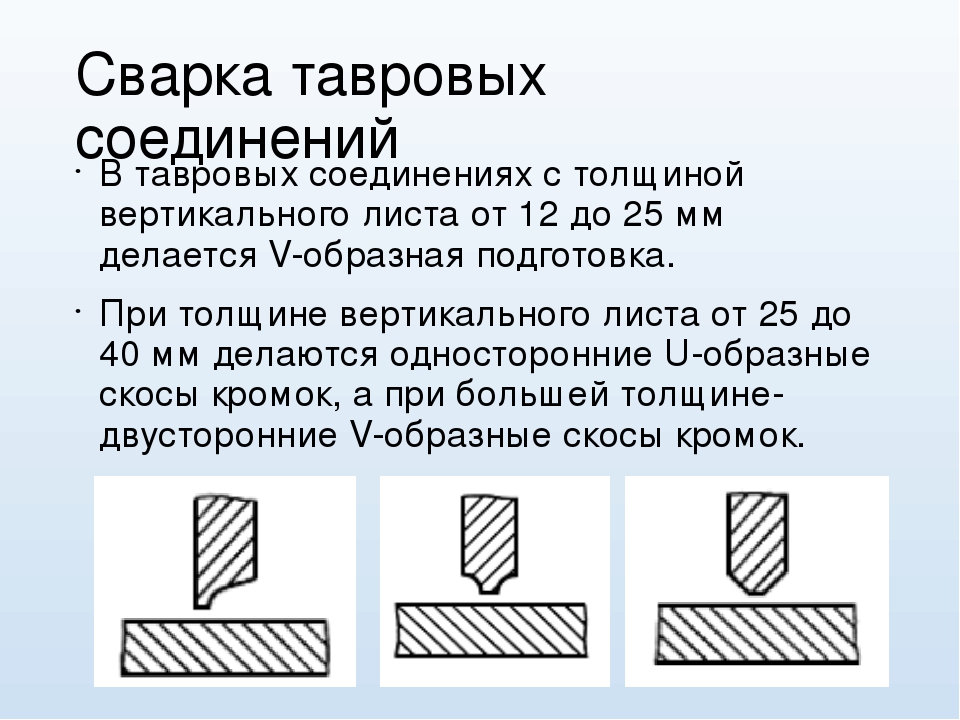 Они показаны на странице 9 данной брошюры.
Они показаны на странице 9 данной брошюры.
Крайне важно, чтобы на наружном диаметре не было зазубрин и чтобы перед установкой фитинга на трубе были сняты заусенцы.
Допуски на трубы
Фитинги Super Speedfit предлагаются для труб с внешним диаметром, соответствующим следующим допускам.
Размер (дюймы) | 5/32 – 3/16 | 1/4 – 1/2 |
Допуск (дюймы) | +0,001/-0,003 | +0.001 / -0,004 |
Размер (мм) | 4–5 мм | 6 мм – 2 мм |
Допуск (мм) | +0,05/-0,07 | +0,05/-0,10 |
Установка и тестирование системы
Фитинги и трубка перед использованием должны быть чистыми и неповрежденными.
Все установки труб и фитингов должны быть испытаны под давлением после установки, чтобы гарантировать целостность системы перед передачей конечному пользователю. См. также «Как установить соединение».
1/4-оборотные клапаны
Эти клапаны предназначены для временного обслуживания последующего оборудования и должны использоваться только в полностью открытом или полностью закрытом положении.
НЕ ИСПОЛЬЗУЙТЕ ЭТИ КЛАПАНЫ: В частично открытом положении для управления потоком; обеспечить постоянное прекращение; без трубок в сборе или заглушек (или герметизированных резьбовых соединений, или в виде крана или «крана»).
Химикаты
Для использования с химикатами или другими потенциально агрессивными жидкостями обращайтесь в наш отдел обслуживания клиентов. В общем, используйте только краски на водной или масляной основе. НЕ ДОПУСКАТЬ КОНТАКТА С краской на основе целлюлозы, разбавителями или растворителями для краски, флюсом для припоя или агрессивными очистителями (см. Очистители и дезинфицирующие средства). Держите вдали от генераторов озона, таких как электродвигатели, ртутные лампы и высоковольтное электрооборудование.
Очистители и дезинфицирующие средства). Держите вдали от генераторов озона, таких как электродвигатели, ртутные лампы и высоковольтное электрооборудование.
Фитинги Super Speedfit не рекомендуется использовать со взрывоопасными газами, уайт-спиритом и другими видами топлива или в системах центрального отопления.
Крышки цанги
Доступны в качестве дополнительной защиты от извлечения трубки или для простого средства цветовой маркировки. Покрытие предлагается в шести цветах. См. стр. 26 этой брошюры.
Качество пищевых продуктов
Фитинги стандартаNSF 51, перечисленные в этой брошюре, производятся из материалов, соответствующих требованиям Управления по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA), и поэтому рекомендуются для применения в пищевой промышленности.Большинство фитингов в этом каталоге также поддерживаются декларацией John Guest о соответствии Европейскому регламенту (ЕС) № 1935/2004
.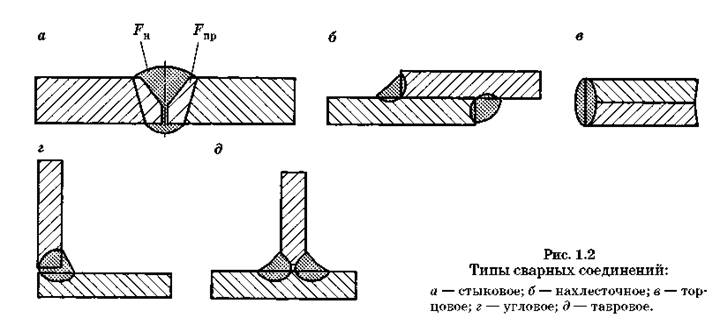
Максимальные значения крутящего момента для пластиковой резьбы BSP, BSPT и NPT.
Пластиковые нити обычно не такие прочные, как латунные. Заказчики и конечные пользователи должны знать об этом при выборе продуктов для своих приложений. Чрезмерное затягивание пластиковой резьбы вызовет чрезмерное напряжение и возможное растрескивание и утечку. Максимальные значения крутящего момента для резьбы BSP и BSPT, используемых на фитингах John Guest с ответной резьбой, соответствующей соответствующим стандартам резьбы BS или международным стандартам, показаны ниже.
| Резьба | |||
1/8 – 1/4 | 3/8 – 1/2 | 3/4 | |
| Максимальный крутящий момент | 1,5 Н·м | 3,0 Н·м | 4,0 Н·м |
John Guest рекомендует OEM-клиентам рассмотреть возможность замены резьбовых портов на более современные картриджные системы.
Перед использованием рекомендуется проверить все установки, чтобы убедиться в наличии пломбы.
Интервалы технического обслуживания и замены
Изделия John Guest обычно требуют минимального обслуживания, но мы рекомендуем как минимум регулярный визуальный осмотр. Частота визуального осмотра будет зависеть от серьезности применения и риска отказа. Если после визуального осмотра продукты John Guest кажутся поврежденными, треснувшими, обугленными, обесцвеченными, деформированными под действием тепла или коррозией, их следует заменить.Любое изделие, которое протекает или кажется протекающим, должно быть заменено.
Срок службы изделия зависит от тяжести применения, агрессивности рабочей среды и контакта с агрессивными химическими веществами или жидкостями. Поэтому важно, чтобы спецификаторы/пользователи/заказчики рассматривали конкретные интервалы замены на основе предыдущего срока службы или когда отказ может привести к недопустимому простою, повреждению или риску травм.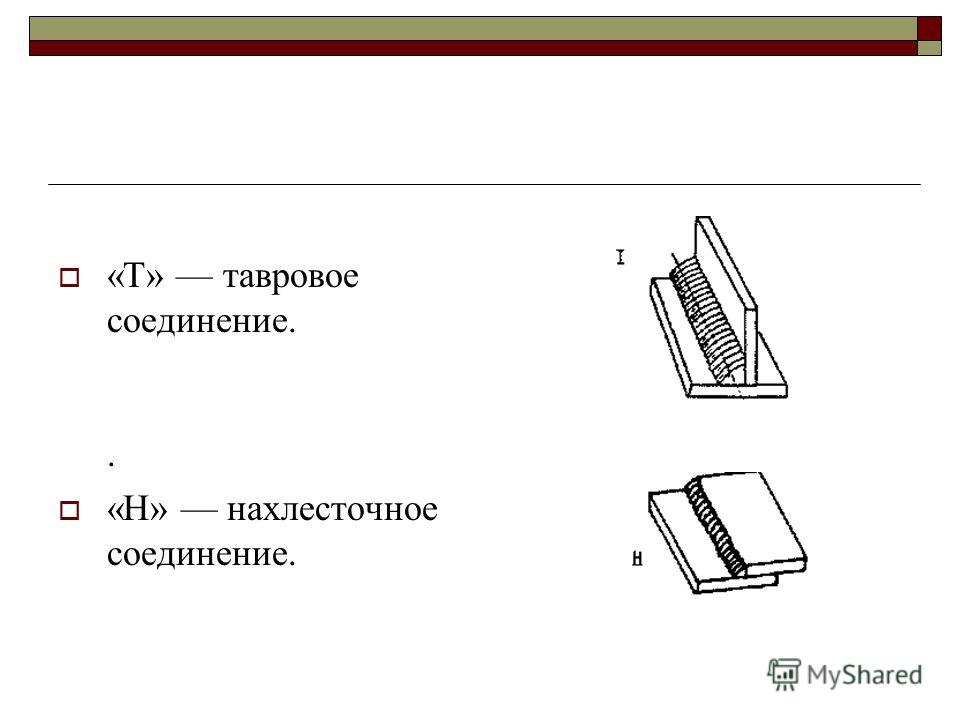
Очистители и дезинфекция арматуры
Внешние поверхности продуктов John Guest не должны вступать в контакт с окисляющими или кислотными чистящими и дезинфицирующими средствами, например (но не ограничиваясь ими) с ниже pH 4, с высоким содержанием гипохлорита натрия (отбеливатель) или содержащими перекись водорода.Наши поставщики пластиковых материалов рекомендуют ECOLAB Oasis 133 в качестве подходящего очистителя для внешних поверхностей продуктов, производимых John Guest. Существует несколько различных методов дезинфекции внутренних поверхностей жидкостных систем, включая гипохлорит натрия, перекись водорода, диоксид хлора или озон. Конечный пользователь несет полную ответственность за определение того, подходит ли выбранный метод для использования с продуктами John Guest в течение запланированного срока службы системы. Однако, чтобы избежать ненужных преждевременных отказов, Джон Гест требует, чтобы дезинфицирующий раствор был немедленно смыт во всех точках водоразбора свежей, полезной водой в конце периода дезинфекции. Решение не должно оставаться в системе . Дезинфицирующие растворы должны соприкасаться только с внутренними (проводящими жидкость) поверхностями системы. При контакте любых других поверхностей фитинга с дезинфицирующим раствором необходимо немедленно заменить весь фитинг . Фитинги из полипропилена обладают большей устойчивостью к агрессивным химическим веществам, чем фитинги из ацеталя, но не обладают такими же механическими свойствами. Полипропиленовые фитинги John Guest обычно обозначаются префиксом PP или PPM к номеру детали.
Решение не должно оставаться в системе . Дезинфицирующие растворы должны соприкасаться только с внутренними (проводящими жидкость) поверхностями системы. При контакте любых других поверхностей фитинга с дезинфицирующим раствором необходимо немедленно заменить весь фитинг . Фитинги из полипропилена обладают большей устойчивостью к агрессивным химическим веществам, чем фитинги из ацеталя, но не обладают такими же механическими свойствами. Полипропиленовые фитинги John Guest обычно обозначаются префиксом PP или PPM к номеру детали.
Боковые нагрузки
Изделия John Guest не предназначены для использования под боковой нагрузкой, так как это может отрицательно повлиять на их способность функционировать в течение длительного времени. Всегда следите за тем, чтобы трубы были правильно совмещены с фитингом. Они также не должны подвергаться никаким ударам или другим повреждениям, таким как удары или падения, даже случайно. Если фитинги повреждены или подверглись удару, их следует немедленно заменить. Гарантия John Guest не распространяется на убытки, вызванные каким-либо повреждением.
Гарантия John Guest не распространяется на убытки, вызванные каким-либо повреждением.
Гарантия
Несмотря на то, что мы даем гарантию на отсутствие дефектов изготовления или материалов, заказчик несет ответственность за обеспечение того, чтобы фитинги и сопутствующие товары соответствовали их применению. Установка должна выполняться правильно в соответствии с нашими рекомендациями, с соблюдением общепризнанных норм и правил и соответствующих национальных стандартов, а также должным образом обслуживаться. Пожалуйста, ознакомьтесь с нашими условиями продажи.
.