Сварочные машины для листов
Сварочные машины предназначены для стыковой сварки листов из термопластов (ПП, ПЭ, ПВХ, ПВДФ и др.)
Типы сварки:
- Планарная сварка (стыковая сварка) листов
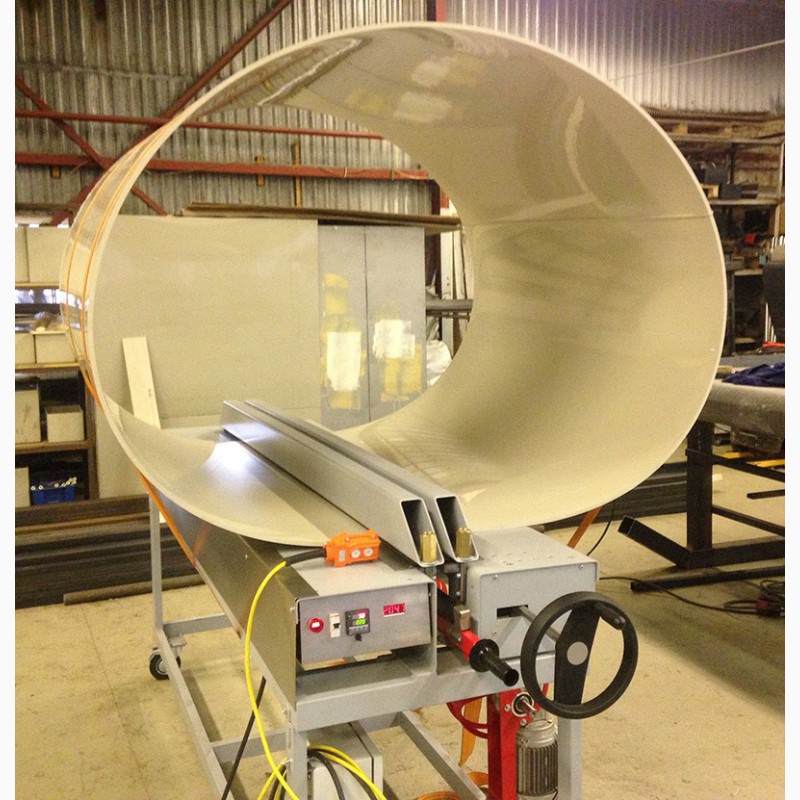
- Круговая сварка (для изготовления цилиндров)
- Угловая сварка (сварка под углом 90)
В зависимости от модели цикл сварки выполняется в полуавтоматическом или ручном режиме.
Все сварочные машины спроектированы и изготовлены с учетом стандартов DVS.
Варианты сварных соединений для сварочных стыковых машин:
Варианты сварных соединений, которые можно получить с помощью стандартных сварочных машин
Варианты сварных соединений, которые можно получить с помощью сварочных машин с дополнительной сваркой под углом 90° (Угловая сварка)
Область применения: изготовление емкостей, резервуаров, колонн, баков, ванн, систем вентиляции и т.
Наша компания предлагает поставку со складов в г. Новосибирске и г. Екатеринбурге полуавтоматические машины для стыковой сварки OBTW:
Машины OBTB являются надёжными машинами для сварки и гибки плит (листов) из полимерных материалов.
Конструкция станка:
Основная рама станка изготовлена из прочных прямоугольных пустотелых стальных профилей. Стол спроектирован таким образом, чтобы устранить погрешности в области сварки и сгиба, вызванные торсионными усилиями и нагрузкой даже при самой высокой загрузке станка. Станок имеет пневматический привод. Смазанные на весь срок эксплуатации шарикоподшипники имеют надежную конструкцию и гарантируют высокую точность работы в течение всего срока службы станка. Зажимная балка изготовлена из сплошного пустотелого профиля. Станок для сварки в основном варианте комплектации оснащен одним нижним инфракрасным нагревательным элементом и предназначен для долговременной эксплуатации при температуре не выше 400 градусов.
В пульт управления встроены простые кнопки управления. Этот пульт управления расположен в боковой части станка.
Технические характеристики:
| Модель | OBTB3000 | OBTB4000 |
|---|---|---|
| Производитель | QINGDAO OBT MACHINERY | |
| Толщина свариваемого материала (mm) | 3-30 | 3-30 |
| Рабочая длина (mm) | 3000 | 4000 |
| Минимальный диаметр цилиндра (mm) | 400 | 450 |
| Давление компрессора (kg.F/cm2) | 4 — 8 | 6 — 10 |
| Напряжение(V) | 380 | 380 |
| Мощность(KW) | 6 | 8 |
| Длина*ширина*высота (mm) | 3750 х1200 х1200 | 4750 х1200 х 1200 |
| Материал | PP- H/ -B/ -R, PE-HD, PE 63/ 80/ 100, PVDF, PVC, PMMA, PET, PS | |
| Гарантийный срок | 12 месяцев | |
Наша компания имеет возможность поставки сварочного оборудования, а также других товаров (листы, пруток, стержни, профиль и др. ) в любой город мира.
) в любой город мира.
Оборудование и станки для стыковой сварки листового полипропилена
Компания ООО «Полимеризделия» имея огромный опыт работы с полимерными материалами разработала собственную конструкцию стыковой машины для сваривания листового пластика, а так же машины для термогибки. Сварочные машины нашего производства модель MC2000 или MC2500 имеет прочную сварной конструкцию. Компоненты и детали станков обеспечивают надёжность и долговечность а так же превосходное качество стыковой сварки пластмасс. Нагревательный элемент покрыт тефлоном что гарантирует стабильно высокое качество стыковых швов. Наши станки с рабочей шириной 2 м и 2,5м соответственно, позволяют сваривать полипропилен, полиэтилен, ПВХ и ПВДФ по стандарту DVS 2208. Благодаря точности при сборке параллельно работающие столы обеспечивают постоянное давление сварки по всей рабочей длине. Наши станки дадут возможность производить трубы диаметром от 180мм, ёмкости, бассейны, ванны, а также позволят минимизировать количество отходов материала на Вашем производстве.
Наша компания при производстве использует комплектующие преимущественно ведущих Российских производителей, что позволяет нам оставаться лидерами в этом ценовом сегменте.
Сварка полипропилена
В последние годы полипропилен проникает в ключевые отрасли экономики, включая электронику и электротехнику, машино-, автомобиле- и приборостроение, строительство, транспорт, тяжелую промышленность и многие другие.
Соединение полипропилена проще всего выполнять методом сварки. Понятие «сварка термопластов» довольно ёмкое: под ним можно понимать и пайку труб и фитингов, и соединение полипропилена плёночного типа, и сварку полипропилена с помощью стыкового сварочного оборудования и т.д. При этом лучшие результаты показывает сварочный станок для пластика: поддержание постоянного давления в зоне сварки помогает добиться прочности шва до 93%, тогда как ручной экструдер гарантирует лишь 82%, а сварка феном – вообще только 76%.
Сварка полипропилена: основное
Применение автоматического оборудования дает возможность ускорить процесс производства практически любых конструкций из полипропилена и существенно снизить их стоимость. Поэтому приобретение стыковочного станка в ООО «Полимеризделия» позволит вам развивать свой бизнес, экономя материал и повышая число производимых изделий.
Стыковая сварка является наиболее эффективным способом термического соединения листов полипропилена. Она выполняется с помощью специальных сварочных станков (или, как их ещё называют, столов). Далее производится стыковка полипропилена: на станок кладут два листа, после чего они фиксируются прижимным устройством. Потом задаются параметры длины и толщины соединяемых элементов будущей конструкции.
Затем края деталей прижимают к нагревательному элементу, где они прогреваются определённое время. Когда достигается нагрев до необходимой температуры, происходит выход нагревательного элемента из зоны рабочего процесса, а сварка пластика встык продолжается путем прижимания элементов изделия раздвижными столами с необходимым усилием. Шов, который даёт стыковая сварка, как уже упоминалось выше, является наиболее прочным и надежным из всех соединений, произведённых с помощью других способов.
Стыковая сварка полипропилена на станке должна производиться в сухом и теплом помещении. Главными преимуществами данного метода являются быстрота достижения нужного результата и высокое качество получаемого стыка. Этот способ позволяет соединять изделия, имеющие практически любую толщину. Специалисты считают, что применение подобного станка является экономически оправданным, а при изготовлении большой партии продукции – фактически незаменимым.
Гибка полипропилена
При данном методе используется гибочная машина, благодаря которой полипропиленовые детали не свариваются, а сгибаются. Такая технология предоставляет возможность уменьшить количество швов на корпусе изделия, ещё больше увеличивая его прочность и фактически исключая риск возникновения производственного брака.
Поэтому гибка пластика часто применяется при производстве бассейнов, очистных сооружений и других конструкций, нуждающихся в повышенной надёжности в процессе их эксплуатации. Применение данного способа позволяет производить высококачественные конструкции, пользующиеся заслуженным спросом среди потребителей.
Применение данного способа позволяет производить высококачественные конструкции, пользующиеся заслуженным спросом среди потребителей.
Но для этого необходим качественный современный станок для сгибания пластика
, который вы всегда можете приобрести в нашей компании по нормальной цене. Оборудование позволяет сгибать материал практически под любым углом, что особенно удобно при производстве изделий с небольшими габаритами и монтаже трубопроводов.Термогибка пластика с помощью предлагаемого нами станка дает возможность точно устанавливать время каждого этапа производства и температуру вплоть до 1⁰С. Ведь уникальность полипропилена состоит в том, что, обладая достаточно высокой прочностью, он довольно пластичен при нагревании, что позволяет придавать ему различные формы и надёжно соединять элементы конструкций.
Гибка пластика позволяет создавать изделия нужного внешнего вида без повреждения структуры материала, а значит, с полным сохранением его прочностных характеристик. Однако для её качественного выполнения требуется высокотехнологичное оборудование, способное быстро и эффективно справляться с каждой поставленной задачей. Именно такое и готова предоставить вам по доступной стоимости компания «Полимеризделия». Достаточно просто обратиться к нам.
Однако для её качественного выполнения требуется высокотехнологичное оборудование, способное быстро и эффективно справляться с каждой поставленной задачей. Именно такое и готова предоставить вам по доступной стоимости компания «Полимеризделия». Достаточно просто обратиться к нам.
Купить стыковочные станки
Промышленное и профессиональное оборудование для сварки полипропиленового листа
Изделия из полипропилена бывают разными, и для их соединения применяется сварка.
Листы соединяются «стык в стык» или под углом. Процедура в ручном режиме осуществляется специальными домашними аппаратами фенами или экструдерами или промышленными автоматическими и полуавтоматическими станками.
Автоматическая сварка
Самым эффективным способом сварки листов из пропилена, признана полифузионная сварка на специальных автоматических и полуавтоматических станках промышленного назначения, которые используются в промышленных масштабах.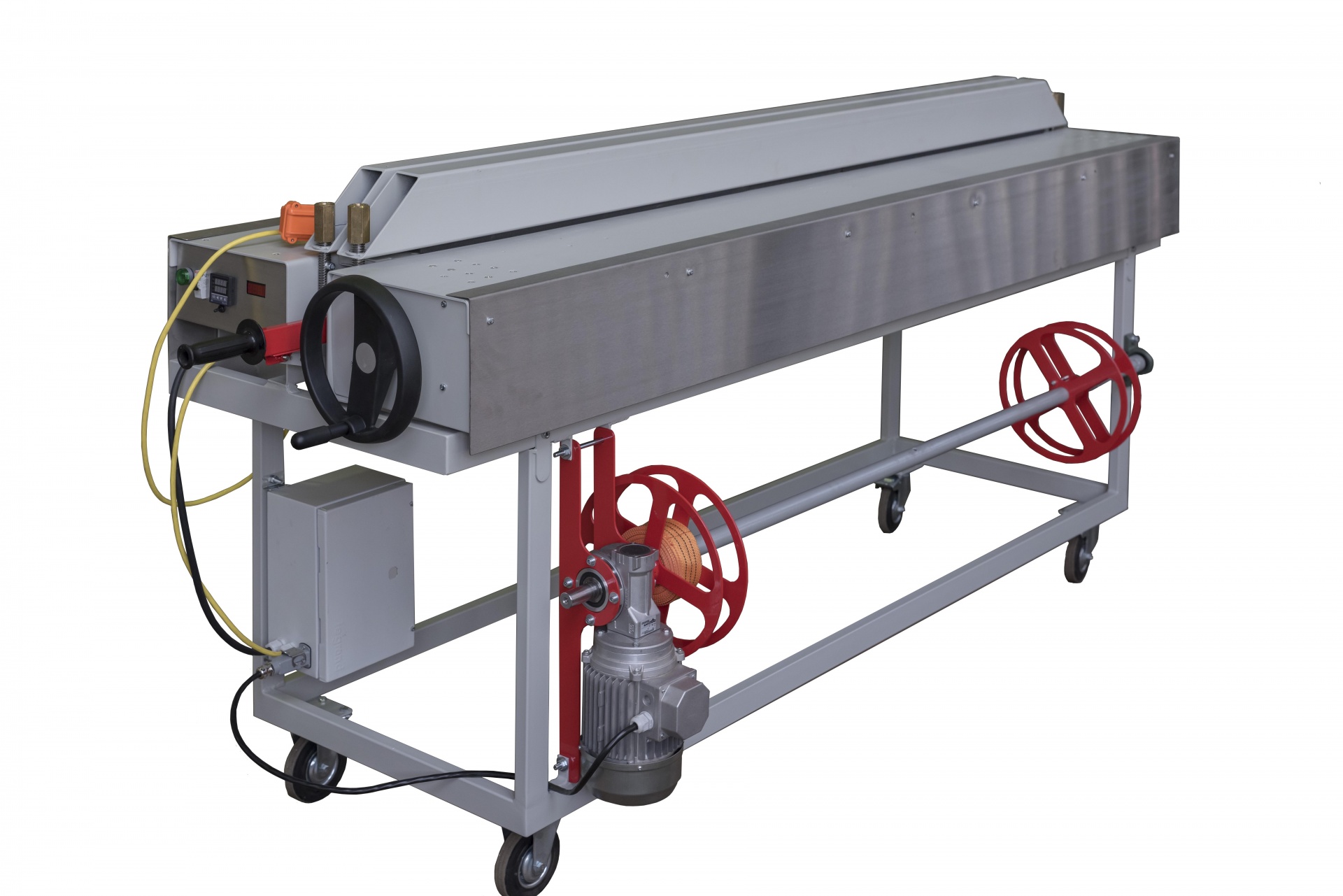 На рынке представлены огромное количество брендов, предлагающих продукцию разного качества и функциональности. На нашем сайте представлен большой выбор частной и промышленной качественной аппаратуры и с гарантией по доступным ценам.
На рынке представлены огромное количество брендов, предлагающих продукцию разного качества и функциональности. На нашем сайте представлен большой выбор частной и промышленной качественной аппаратуры и с гарантией по доступным ценам.
Сварочный станок достаточно габаритен и устанавливается в специальном производственном цехе, который должен быть сухим и теплым. Основным преимуществом использования автоматического оборудования – быстродействие, производительность и отсутствие швов между стыками. Установки могут работать с листами в рулонах более тридцати метров при ширине 3-4 метра. Полипропилен, который используются в промышленных масштабах, применяется для изготовления большого количества специализированных изделий, и применение профессионального сварочного оборудования очень выгодно, особенно при изготовлении большой партии продукции, так как время на их изготовление значительно сокращается, и, к тому же, можно хорошо сэкономить на рабочей силе.
Ручная сварка листов из полипропилена
Оборудование для ручного использования бытового или профессионального класса отличается компактными размерами, удобством управления, функциональностью и достаточной мощностью для формирования прочного и качественного шва. Для ручных аппаратов применяют и специальный полипропиленовый пруток. Листы перед соединением на стыках должны обрабатываться мелкой шкуркой, чтобы повысить их адгезивные свойства. Особое внимание должно уделяться обстоятельствам, в которых будет происходить процедура сварки, а именно процесс может осуществляться исключительно в теплом и сухом помещении, без мусора и пыли. Оборудование является электрическим, поэтому надо позаботиться о наличие электропитания.
Для ручных аппаратов применяют и специальный полипропиленовый пруток. Листы перед соединением на стыках должны обрабатываться мелкой шкуркой, чтобы повысить их адгезивные свойства. Особое внимание должно уделяться обстоятельствам, в которых будет происходить процедура сварки, а именно процесс может осуществляться исключительно в теплом и сухом помещении, без мусора и пыли. Оборудование является электрическим, поэтому надо позаботиться о наличие электропитания.
Принцип действия достаточно прост и может быть быстро изучен. В экструдер или фен подается сварочный пруток. Далее он нагревается до заданной температуры и выполняется непосредственная сварка листов из полипропилена. Важно дать остыть сварочному шву после его наложения в течение не менее пяти минут. Это гарантирует качественность и долговечность шва.
Профессиональные экструдеры и фены для сварки пластиковых труб, ПВХ мембран, полипропиленовых листов и прочих полимерных изделий обладают компактными габаритами, что делают их очень мобильными. Для тех, кто оказывают специализированные услуги на профессиональном уровне это очень удобное оборудование, которое можно взять с собой на любой объект, при этом качество шва на том же высоком уровне, как и у профессиональных установок. Кроме того, они могут сварить практически любые пластиковые конструкции.
Для тех, кто оказывают специализированные услуги на профессиональном уровне это очень удобное оборудование, которое можно взять с собой на любой объект, при этом качество шва на том же высоком уровне, как и у профессиональных установок. Кроме того, они могут сварить практически любые пластиковые конструкции.
Профессиональное и функциональное оборудование для сварки
Купить выгодно автоматическое и полуавтоматическое оборудование стационарного и мобильного типа в Plast.ru – это грамотное решение и выгодное вложение в вашу профессиональную деятельность. Только здесь высокопроизводительная, функциональная и мощная техника от брендов с мировым именем доступна всем категориям частных и корпоративных клиентов с доставкой в Москве и области, а также в регионы.
Сварка листового полипропилена
Для производства листовых сварных конструкций и резервуаров LEISTER предлагает оборудование для сварки термопластов – ПЭНД, полипропилена, непластифицированного ПВХ, ХПВХ (хлорированного поливинилхлорида), ПА, ПВДФ, этилен-хлортрифторэтилена.
Ручные экструдеры, ручные сварочные аппараты горячего воздуха, вентиляторы для подачи воздуха — это оборудование для сварки полипропилена листового.
Для сферы аппаратостроения (производство листовых сварных конструкций) и производства резервуаров LEISTER предлагает оборудование для сварки термопластов – ПЭНД, полипропилена, непластифицированного ПВХ, ХПВХ (хлорированного поливинилхлорида), ПА, ПВДФ, этилен-хлортрифторэтилена. Для разогрева, прихватки и сварки горячим газом с протяжкой применяют пистолеты DIODE PID, DIODE S, GHIBLI, GHIBLI AW, HOT JET S, LABOR S с соединительным блоком, TRIAC AT, TRIAC ST, WELDING PEN R и WELDING PEN S. Эти ручные аппараты горячего воздуха подойдут для сварки небольших деталей.
LEISTER предлагает потребителям фены как со встроенной, так и с отдельной подачей воздуха, поэтому могут потребоваться блок подачи воздуха AIRSTREAM ST, вентиляторы MINOR и ROBUST.
AIRSTREAM ST предназначен для профессионального применения. Его назначение — снабжение воздухом ручных сварочных аппаратов, использующих воздух от внешних устройств, например, фенов DIODE S, DIODE PID, WELDING PEN S, WELDING PEN R и LABOR S. Блок дает возможность эксплуатировать параллельно два ручных пистолета благодаря одновременной подаче питания и воздуха (сварку выполняют два оператора). На AIRSTREAM ST можно точно выставить требуемый расход воздуха для обоих выходов.
Фен GHIBLI AW для насаживаемых насадок имеет интуитивно понятный цифровой интерфейс «е-Drive», кроме того, он совместим со всеми насадками, применяемым с его «предшественником» — аппаратом GHIBLI. При выборе параметров ручной сварки горячим газом рекомендуется ориентироваться на сварочные таблицы по нормам DVS 2207-3, чтобы соединения получались надежными.
Ручным сварочным экструдером LEISTER, представленным в классах производимости от 0. 2 до 6 кг/ч (выход массы), осуществляется сварка листов полипропилена. ПП — это один из наиболее легких полимеров из всего ряда стандартных пластмасс. Данная характеристика полипропилена дает возможность использовать его при производстве легких конструкций и изделий. Этот материал характеризуется низкой стойкостью к действию УФ-излучения, поэтому в него часто вводятся светостабилизирующие добавки, что увеличивает срок эксплуатации материала по сравнению с немодифицированным полипропиленом.
2 до 6 кг/ч (выход массы), осуществляется сварка листов полипропилена. ПП — это один из наиболее легких полимеров из всего ряда стандартных пластмасс. Данная характеристика полипропилена дает возможность использовать его при производстве легких конструкций и изделий. Этот материал характеризуется низкой стойкостью к действию УФ-излучения, поэтому в него часто вводятся светостабилизирующие добавки, что увеличивает срок эксплуатации материала по сравнению с немодифицированным полипропиленом.
Широкое использование полипропиленовых листов в промышленной сфере для производства емкостей для кислот и химических реагентов, листов, труб, многооборотной транспортной упаковки и тары и т.д. обусловлено высоким пределом прочности ПП, его стойкостью к воздействию повышенных температур и к коррозии. Полипропиленовые изделия на химических производствах проходят ряд дополнительных проверок, соединения и швы должны быть выполнены на высшем уровне. При сварке экструдером можно ориентироваться на сварочные таблицы по нормам DVS 2207-4 (сварочные параметры: экструзионная сварка).
LEISTER предлагает две линейки экструдеров – WELDPLAST с замкнутой системой (регулировка) и FUSION с открытой системой (управление).
Экструдер WELDPLAST S6 имеет микропроцессор для управления процессом сварки полипропилена. Наличие меню для выбора программ облегчает сварку. Аппаратом WELDPLAST S6 выполняют сварку конструкций из листового полиэтилена и полипропилена большой толщины, пластиковых труб для безнапорных систем, а также полимерной гидроизоляции.
Сварка листов полипропилена шнековым экструдером со встроенной системой подачи горячего воздуха для нагрева массы и преднагрева сварного шва FUSION 3С возможна с максимальной производительностью до 3,5 кг/час. Экструдеры линейки FUSION не оснащаются ни дисплеем, ни температурным зондом. Сварка полипропиленовых листов экструдерами FUSION требует от сварщика больше внимания и опыта. Если сварочный шов при использовании оборудования для экструзионной сварки получается некачественным (с усадочными раковинами, пустотами), виной тому могут быть неправильно подобранные параметры сварки, присадочный материал с остаточной влагой, слишком высокая влажность воздуха, влажные руки сварщика, слишком холодная или короткая сварочная насадка, а также плохое качество самого материала.
Сварка полипропиленовых листов с применением термического оборудования
Широко распространенным методом соединения полипропиленовых деталей является диффузионная сварка.
Сварка листов из пропилена предполагает соединение их встык или под прямым углом. Возможен ручной способ, для этого применяется экструдер или фен, или автоматический, то есть на стыковом сварочном станке.
Автоматическая сварка
Самым качественным методом термического соединения листов из пропилена является полифузионная сварка. Она выполняется на специальных сварочных станках (столах). На станок укладывают два листа, фиксируя их прижимным устройством. Работник задает параметры толщины и длины соединяемых деталей.
Края листов прижимаются к нагревательному элементу. В процессе соединения концы поверхностей прогреваются в течение определенного периода времени. При нагреве до необходимой температуры нагревательный элемент выходит из зоны процесса, а раздвижные столы выполняют прижим деталей с определенным усилием. Образовавшийся шов является самым надежным и прочным из всех соединений, полученными другими способами. Коэффициент прочности полученного шва к исходному материалу достигает 0,9.
Образовавшийся шов является самым надежным и прочным из всех соединений, полученными другими способами. Коэффициент прочности полученного шва к исходному материалу достигает 0,9.
Стыковка полипропиленовых материалов на станке производится в сухом и теплом цеховом помещении. Плюс этого способа в быстроте и качестве полученного стыка.
Этим методом можно соединять изделия любой толщины. На станке можно сваривать листы в рулоны тридцатиметровой длины. Ширина такого рулона находится в зависимости от размеров сварочного элемента станка и обычно составляет три-четыре метра.
Указанные параметры подходят к большинству полипропиленовых изделий, что делает использование станка очень выгодным, а при изготовлении больших партий изделий — просто незаменимым.
Оборудование для сварки своими руками.
Ручная сварка полипропилена возможна, если применять такое оборудование, как экструдер или фен. При этом используется присадочный пруток из полипропилена. Перед соединением листов их стыковые поверхности зачищают мелкой шкуркой, придавая им неровность для лучшего сцепления. Нужно помнить, что весь процесс должен происходить в теплом, сухом и непыльном помещении с наличием электричества.
Перед соединением листов их стыковые поверхности зачищают мелкой шкуркой, придавая им неровность для лучшего сцепления. Нужно помнить, что весь процесс должен происходить в теплом, сухом и непыльном помещении с наличием электричества.
Присадочный пруток поступает в экструдер или фен, где происходит его разогрев до нужной температуры, затем выполняется сама сварка. После окончания процесса нужно подождать пять минут для остывания места соединения. Экструдер — это аппарат для сварки своими руками, поэтому при его использовании трудно поддерживать равномерное давление, что не лучшим образом отражается на качестве шва.
Шов, выполненный с применением экструдера менее прочный, чем место соединение деталей, полученное на станке. Коэффициент прочности полученного соединения к материалу изделия-до 0,8.
Экструдер дает возможность сваривать полимерные листы толщиной до 16 мм.
Достоинства сварки своими руками заключаются в том, что нужное оборудование и детали можно доставить непосредственно на объект и варить на месте. Это дает широкие возможности для соединения полипропиленовых конструкций разнообразных форм.
Особенности сварки феном.
Шов, полученный при использовании пистолета с горячим воздухом, обладает наименьшей прочностью. Коэффициент прочности соединения к исходному материалу достигает 0,7. Этим способом лучше всего скреплять детали толщиной до 10 мм. Поэтому указанный способ применяется при создании небольших деталей или изделий, не подвергающихся большим нагрузкам в процессе эксплуатации.
При сварке с использованием фена локально нагревается лист, предназначенный для стыковки, и добавочный пруток до температуры 180 градусов.
Конструкция аппарата предоставляет возможность поддержания одинаковой температуры нагреваемого воздуха, но температура свариваемых листов будет зависеть от скорости процесса.
Применяя экструдер и фен, следует помнить, что при замедленной сварке материал вблизи шва может перегреваться, что приведет в дальнейшем к снижению качества соединения.
При недостаточном прогреве деталей произойдет то же самое.
Важно помнить и следить за тем, чтобы соединяемые детали были выполнены из материалов, относящихся к одному классу.
В настоящее время оборудование для сварки полимерных материалов можно купить в различных компаниях по приемлемым ценам. Опытные специалисты проконсультируют Вас по всем вопросам, и подберут оптимальный вариант.
Похожие статьиУслуги сварки пластиков
Полипропилен и полиэтилен – наиболее распространенный тип пластика, который пользуется популярностью и востребованностью не только в быту, но и на производстве.
Благодаря качественным техническим характеристикам, полимер имеет широкую сферу применения. Однако при возникновении трещины или скола пластикового резервуара, использовать его больше не представляется возможным.
Как найти оптимальный выход из ситуации?
Качественная сварка полипропилена
Услуги сварки пластиков подразумевает скрепление двух однородных масс без образования шва и стыка. Любой мастер знает, что без специализированного оборудования произвести сварку полипропилена нельзя.
Наша мастерская имеет в распоряжении собственную материально-техническую базу, благодаря которой мы реализуем даже самые сложные проекты.
Сварка пластика может осуществляться только на основе одной технологии – горячего воздуха.
Холодная сварка или клеящиеся составы не смогут склеить поверхность, так как полипропилен, как и любой химический элемент, негативно реагирует на низкие температурные показатели.
Оптимальный диапазон температуры, при котором его положительные качества сохраняются, колеблется от -15 до +120 градусов Цельсия.
Сварка листов из пластика может потребоваться при ремонте бассейна, резервуара для воды, септика и прочих изделий.
Полипропиленовые емкости чаще всего используются в следующих областях:
- в пищевой промышленности для хранения и транспортировки продуктов питания;
- в животноводстве для кормления домашнего скота;
- в растениеводстве и садово-парковом искусстве для высадки цветов;
- в химической промышленности и лабораторных условиях для работы с химически-агрессивными веществами;
- в быту для изготовления бассейна, загородного душа, септика и прочего.
Качественная герметизация!
С нами выгодно сотрудничать по многим причинам. Во-первых, у нас имеется мощное оснащение в виде современного оборудования, благодаря которому все заказы выполняются быстро и качественно.
Минимально сжатые сроки исполнения заказа зависят от объема и уровня сложности предполагаемой работы, поэтому, как и цена, устанавливаются в индивидуальном порядке.
У нас вас всегда ждут только лояльные цены без надбавок и переплат, потому что мы ценим наших клиентов. Наши консультанты всегда рады ответить на все интересующие вас вопросы в режиме реального времени.
Наши консультанты всегда рады ответить на все интересующие вас вопросы в режиме реального времени.
Для этого позвоните по указанному на сайте номеру. Мы работаем 24 часа в сутки, 7 дней в неделю, поэтому готовы приступить к выполнению заказа немедленно.
Помимо услуг ремонта, мы также занимаемся изготовлением изделий из пластика.
В нашем каталоге – широкий ассортимент продукции с наглядными фото. Используйте удобный поиск, чтобы максимально быстро найти интересующий вас продукт.
В работе мы используем только качественные полимеры различного цвета: в наличии всегда белый, синий, зеленый, черный и серый тон.
Сотрудничая с нами, вы получаете первоклассного исполнителя, который выполнит всю работу качественно, а главное – точно в указанный срок!
Столы для сварки полимеров в Минске от компании «ОДО «Импорт-Сервис»».
В настоящий момент ассортимент предлагаемой нами продукции состоит из аппаратов для стыковой сварки пластиковых листов применяемых при изготовлении конструкций из полипропилена, ПВХ, полиэтилена, ПВДФ и др. В ближайшей перспективе начнется разработка гибочных станков для листов и полимерных термопластичных материалов, а также увеличение ассортимента аппаратов стыковой сварки за счет введения новой линейки столов с пневматическими прижимами. Применение пневматических прижимов позволит увеличить диапазон свариваемых листов по толщине материала. Все выпускаемые столы осуществляет как стыковую сварку полипропиленовых и полиэтиленовых листов, так и сварку полипропиленовых или листов из других полимерных материалов под углом 90°, а также сварку «вкруг» или «круговую» сварку для изготовления цилиндров из пластиковых заготовок
В ближайшей перспективе начнется разработка гибочных станков для листов и полимерных термопластичных материалов, а также увеличение ассортимента аппаратов стыковой сварки за счет введения новой линейки столов с пневматическими прижимами. Применение пневматических прижимов позволит увеличить диапазон свариваемых листов по толщине материала. Все выпускаемые столы осуществляет как стыковую сварку полипропиленовых и полиэтиленовых листов, так и сварку полипропиленовых или листов из других полимерных материалов под углом 90°, а также сварку «вкруг» или «круговую» сварку для изготовления цилиндров из пластиковых заготовок
Станки для стыковой сварки листов из полимерных материалов:
- ССПЛ 1.0 — сварочный станок для сварки листов шириной 1 000 мм и толщиной до 12 мм
- ССПЛ 1.5 — сварочный станок для сварки листов шириной 1 500 мм и толщиной до 12 мм
- ССПЛ 2.0 — сварочный станок для сварки листов шириной 2 000 мм и толщиной до 12 мм
- ССПЛ 1.
 0-П — сварочный станок для сварки листов шириной 1 000 мм и толщиной до 20 мм
0-П — сварочный станок для сварки листов шириной 1 000 мм и толщиной до 20 мм - ССПЛ 1.5-П — сварочный станок для сварки листов шириной 1 500 мм и толщиной до 20 мм
- ССПЛ 2.0-П — сварочный станок для сварки листов шириной 2 000 мм и толщиной до 20 мм
 0-П — сварочный станок для сварки листов шириной 1 000 мм и толщиной до 20 мм
0-П — сварочный станок для сварки листов шириной 1 000 мм и толщиной до 20 мм- Станок для загиба полипропиленовых и полиэтиленовых листов при «круговой сварке»
- станок для гибки листов до 1 000 мм
- станок для гибки листов до 1 500 мм
- станок для гибки листов до 2 000 мм
В конструкции наших сварочных столов применены лучшие принципы работы западных производителей и учтен опыт крупнейших предприятий по выпуску пластиковых изделий.
Наша команда – квалифицированные специалисты, имеющие многолетний опыт в эксплуатации, ремонте и обслуживании сварочного оборудования для полиэтиленовых и полипропиленовых конструкций, а также опытные инженеры в области машиностроения. Многолетний опыт и высокая квалификация служат гарантией высокого качества выпускаемой продукции.
Многолетний опыт и высокая квалификация служат гарантией высокого качества выпускаемой продукции.
Наше оборудование произведено в России с использованием преимущественно отечественных комплектующих, что помимо конкурентоспособной цены обеспечивает вам внимательное отношению к сервису и отсутствие временных задержек при поставке запасных частей при гарантийном и послегарантийном ремонте.
Гарантии
Гарантийный срок на продукцию составляет 1 год. Если в течение данного срока у вас возникнут какие-либо проблемы в эксплуатации — мы безвозмездно и в кратчайшие сроки устраним недочеты с обеспечением разумных сроков поставки запасных частей.
Обучение
При покупке оборудования мы обеспечим обучение персонала работе на станках, ведь в конечном счете именно квалификация персонала определяет качество выпускаемой продукции. В ходе обучения наши специалисты ответят на все интересующие вас вопросы и дадут ценные указания как по работе оборудования, так и дадут практические рекомендации по производству изделий из полипропилена и полиэтилена.
Производство изделий из полипропилена
Также у нас вы можете заказать изготовление конструкций любой сложности из полимерных материалов.
Эффективный и мощный аппарат для сварки полипропиленовых листов Местное послепродажное обслуживание
Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных аппаратов для сварки полипропиленовых листов для различных видов сварки. Эти машины для сварки полипропиленовых листов широко используются в коммерческом и промышленном секторах благодаря своим широким возможностям и превосходной точности, удовлетворяя всевозможные требования. Эти машины сертифицированы и протестированы строгими командами контроля качества и уполномоченными регулирующими органами для обеспечения оптимальной производительности продуктов.Покупайте эти товары у проверенных и надежных продавцов и поставщиков сварочного аппарата для полипропиленовых листов на сайте. Великолепная и высококачественная машина для сварки полипропиленовых листов , доступная на сайте, изготовлена из материалов, обладающих высокими эксплуатационными характеристиками и надежностью. Эти устройства прочны благодаря своему материалу и могут выдержать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти машины для сварки полипропиленовых листов доступны как в полуавтоматическом, так и в автоматическом вариантах в зависимости от ваших требований и моделей.Объединяя основные технологии в одном продукте, эти машины для сварки полипропиленовых листов обеспечивают более высокий уровень автоматизации.
Эти устройства прочны благодаря своему материалу и могут выдержать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти машины для сварки полипропиленовых листов доступны как в полуавтоматическом, так и в автоматическом вариантах в зависимости от ваших требований и моделей.Объединяя основные технологии в одном продукте, эти машины для сварки полипропиленовых листов обеспечивают более высокий уровень автоматизации.
На Alibaba.com вы можете выбрать из различных вариантов машины для сварки полипропиленовых листов , доступных в различных формах, размерах, цветах, функциях и мощностях в зависимости от выбранной модели. Эти выдающиеся машины для сварки полипропиленовых листов сертифицированы и оснащены мощными ультразвуковыми рожками.Компактные размеры вместе с защитными рамами делают эти машины для сварки полипропиленовых листов великолепными для коммерческого использования и обеспечивают большую универсальность.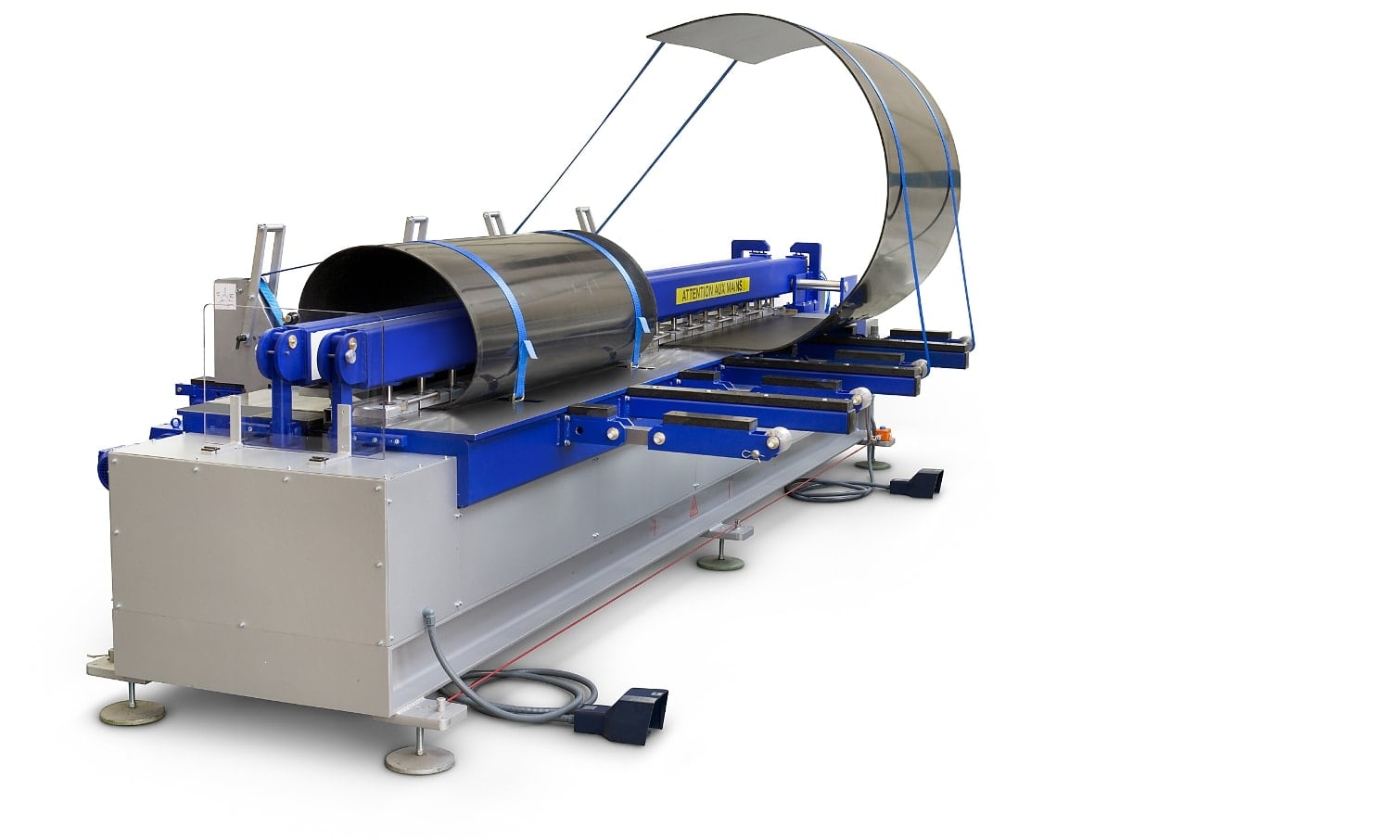
Alibaba.com предлагает полную линейку аппаратов для сварки полипропиленовых листов , которые могут соответствовать вашим требованиям и бюджету, чтобы сэкономить ваши деньги. Эти продукты сертифицированы ISO, CE, SGS для обеспечения лучшего качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой при покупке оптом.
О сварке горячей пластиной — термическая сварка термопластов
Сварка горячей пластиной — это метод термической сварки, позволяющий производить прочные воздухонепроницаемые сварные швы в термопластичных деталях. При строго контролируемом использовании тепловой энергии детали из термопласта можно очень быстро нагреть до температуры расплава, а затем соединить вместе.
Термическое тепло подается на поверхность раздела каждой половины с помощью плиты с точным контролем температуры, состоящей из нескольких картриджных нагревателей с равномерным распределением температуры.
Процесс сварки горячей пластиной:
Шаг первый
Половинки деталей помещаются в прецизионные удерживающие приспособления и надежно фиксируются ими, что обеспечивает достаточную поддержку и точное выравнивание половин деталей на протяжении всего процесса сварки горячей плитой.
Шаг второй
Для нагрева области соединения деталей между половинками детали помещается термически нагреваемая плита. Удерживающие приспособления близко сжимают и расплавляют половинки детали, которые будут приварены к плите, перемещая материал только в области соединения
Шаг третий
Сжатие и перемещение материала продолжаются до тех пор, пока не будут соблюдены прецизионные упоры, встроенные в инструмент.Тепловое тепло продолжает передаваться материалу, даже если сжатие и смещение прекратились.
Шаг четвертый
После того, как область соединения достигает температуры расплава, фиксирующие приспособления открываются, и нагревательная плита вынимается.
Шаг пятый
Затем удерживающие приспособления закрываются, сжимая две части вместе до тех пор, пока упоры на удерживающих приспособлениях не соприкоснутся друг с другом.
Шаг шестой
По завершении охлаждения механизм захвата в одном из держателей освобождает деталь, держатели открываются, и готовую деталь можно извлечь.
Наша существующая линейка сварочных аппаратов с горячей плитой обширна. Доступны конфигурации сварочного аппарата с вертикальной или горизонтальной плитой (см. ниже). От машин с ручной загрузкой и разгрузкой до полуавтоматических и полностью автоматизированных поточных систем, каждая из наших сварочных машин с нагревом предназначена для удовлетворения определенного диапазона требований применения.
Вертикальные и горизонтальные плитные системы:
Вертикальный | Горизонтальный |
| Простая ручная загрузка обеих половин детали в инструмент, что обеспечивает точное и повторяемое выравнивание во время сварки. | Загрузить обе половины детали вручную труднее, так как доступ к верхнему инструменту может быть эргономически сложным. |
Не идеально, если внутренние компоненты не закреплены внутри половин детали перед сваркой. | Идеальная система для конструкций деталей, в которых внутренние компоненты не закреплены внутри нижней половины детали перед сваркой. |
| Нет простой возможности для оператора загружать половинки детали вне станка. | Позволяет вручную загружать половинки деталей вне станка (требуется загрузка выдвижным ящиком и автоматический захват верхней половины детали). |
| Для точного выравнивания в половинках детали или в инструментах не нужно проектировать специальные установочные элементы. | Требует, чтобы специальные элементы расположения были спроектированы в самих формованных деталях или в инструментах (увеличивает стоимость/сложность инструментов) при использовании автоматического захвата верхней половины деталей. |
| Более быстрая смена инструмента, чем у большинства предлагаемых сегодня горизонтальных станков. | Обычно более медленная смена инструмента.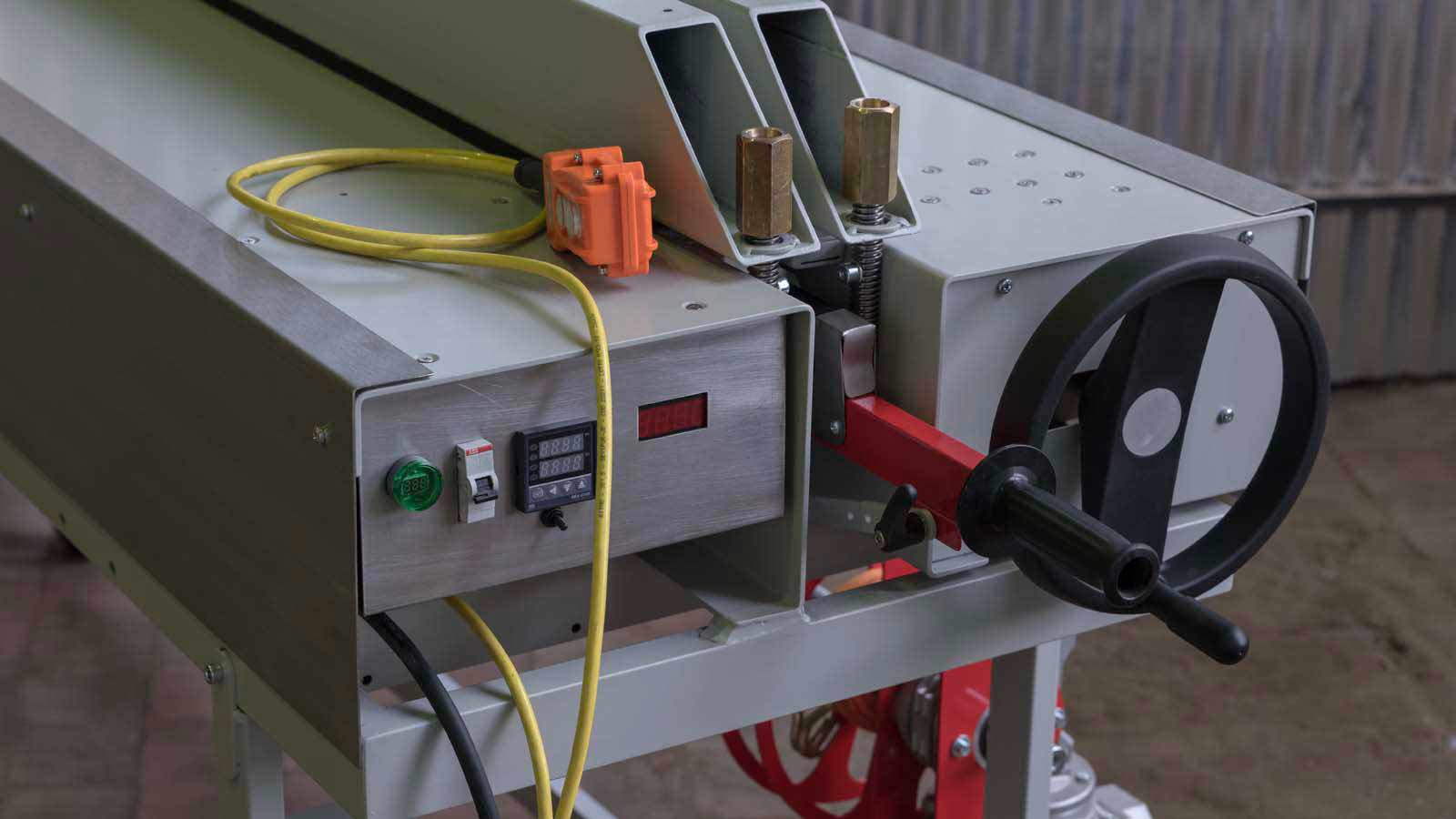 |
| Более сложный для автоматизации (часто требует действий робота). | Очень легко автоматизировать, когда используется дополнительная загрузка ящиков и автоматическое опускание деталей на конвейерную ленту. |
| Не идеально подходит для автоматического опускания деталей (на ленту конвейера) после сварки. | Позволяет легко автоматически сбрасывать детали на конвейерную ленту после сварки (при оснащении дополнительным загрузочным ящиком). |
| Крепление с двойным движением (левое и правое) позволяет независимо контролировать силу/скорость каждой половины детали как относительно нагревательной плиты, так и относительно друг друга. | Крепление с одним движением (только верхняя часть) позволяет независимо контролировать силу/скорость только верхней половины. |
Критические параметры сварщика с горячей пластиной:
- Температура
- Время плавления (детали напротив нагретой плиты)
- Время перехода (иначе: «Открытие») между этапами плавления и сварки/герметизации
- Время сварки/сварки (детали скреплены вместе)
- Глубина расплава (контролируется упорами)
- Глубина сварки/уплотнения (контролируется упорами)
- Сила плавления
- Сила сварки/уплотнения
Время и температура:
Температура плиты для расплавления поверхности раздела зависит от типа соединяемого пластика. Каждый термопласт имеет характеристическую кривую времени плавления/температуры, и сварной шов может быть получен при любой температуре на кривой. Обычно выбирается максимально возможная температура за кратчайшее время, чтобы свести к минимуму время цикла. Типичный диапазон температур нагревательной плиты составляет от 300° до 950°F.
Каждый термопласт имеет характеристическую кривую времени плавления/температуры, и сварной шов может быть получен при любой температуре на кривой. Обычно выбирается максимально возможная температура за кратчайшее время, чтобы свести к минимуму время цикла. Типичный диапазон температур нагревательной плиты составляет от 300° до 950°F.
Типы сварки горячей пластиной:
Низкотемпературный
- Температура ниже 500°F
- Для работы с низкотемпературными инструментами требуются нагревательные пластины с тефлоновым покрытием или тефлоновая ткань.
- Обычно покрытие/ткань требует замены каждые 1500-8000 циклов.
- Используется в медицинских целях даже при работе с высокотемпературными материалами для устранения загрязнения/обесцвечивания/увеличения прочности сварного шва.
- Типичное время цикла составляет 20-40 секунд.
Высокая температура
- Температура выше 500°F
- Высокотемпературные инструменты обычно изготавливаются из инструментальной стали P-20.
- Обычно не требуется антиадгезионных покрытий
- Остатки расплава испаряются или требуют очистки щеткой (нейлон)
- Наличие дыма/дымов: требуется удаление выхлопных/дымовых газов или очистка воздуха
- Типичное время цикла составляет 10-30 секунд.

Бесконтактный
- Обычно температура выше 900°F
- Нет следов на плите.
- Нет изменения цвета материала.
- Требуются точные допуски на литье.
- Не ограничивается плоскими сопрягаемыми поверхностями.
- Типичное время цикла превышает 40 секунд.
- Техника наиболее сложная и наименее часто используемая в производстве сварка горячей пластиной.
Высокая температура по сравнению сНизкотемпературная сварка горячей пластиной:
ВЫСОКОТЕМПЕРАТУРНАЯ КОНТАКТНАЯ СВАРКА(выше 500°F) | НИЗКОТЕМПЕРАТУРНАЯ КОНТАКТНАЯ СВАРКА(500°F или менее) |
| Более быстрое время цикла: | Более медленное время цикла: |
Покрытие не требуется. Остаток дымит через вытяжной вентилятор. Низкое техническое обслуживание. Остаток дымит через вытяжной вентилятор. Низкое техническое обслуживание. | Тефлоновое покрытиеили стеклоткань с тефлоновым покрытием требуется на нагревательной пластине или поверхности вставки. Более высокое техническое обслуживание. |
| Процесс хорошо работает для различных материалов (некоторые ограничения). | Процесс хорошо работает для различных материалов (некоторые ограничения). |
| Процесс может соединять определенные разнородные материалы (более широкий диапазон). | Процесс может соединять определенные разнородные материалы (ограниченное количество). |
| Не подходит для сварки полиэтилена (материал чрезмерно прилипает к сердцевине нагревательной плиты). | Идеально подходит для сварки полиэтилена. |
| Легкая сварка полипропилена. | Может сваривать полипропилен (требуется низкая температура в условиях чистых медицинских помещений). |
| Высочайшая прочность при сварке нейлона. Включает в себя сверхвысокотемпературные сердечники нагревательных плит, которые необходимо очищать металлическими щетками каждый цикл, чтобы счистить накопление остаточного материала. | Низкая прочность при сварке нейлона (слишком низкая температура). |
| Наполнители в материале могут скапливаться на нагревательной плите, что требует периодической очистки (для некоторых моделей доступны автоматические системы очистки). | Наполнители в материале редко вызывают необходимость в усиленной очистке, так как отложения возникают только тогда, когда необходимо заменить тефлоновое покрытие/ткань. |
| Дым и пары являются обычным явлением, так как остатки сжигаются на сердцевине нагревательной плиты между циклами (может потребоваться вентиляция). | Практически полное отсутствие дыма или дыма в процессе сварки при низкой температуре. |
Контактная и бесконтактная сварка горячей пластиной:
КОНТАКТНАЯ СВАРКА(высокая или низкая температура) | БЕСКОНТАКТНАЯ СВАРКА(Очень высокая температура выше 900ºF) |
| Более быстрое время цикла: | Более медленное время цикла: |
| Высшее обслуживание.Для некоторых материалов требуется тефлоновое покрытие или стеклоткань с тефлоновым покрытием на нагревательной пластине или поверхности вставки. Некоторые наполнители в высокотемпературных материалах оставляют следы на валике, который необходимо очищать/протирать щеткой несколько раз в день. | Нижнее обслуживание. Покрытие не требуется независимо от свариваемого материала. |
Детали могут быть сварены без абсолютной точности, так как поверхности соединения будут параллельны друг другу в фазе расплава, когда полимер вступает в контакт с нагревательной плитой.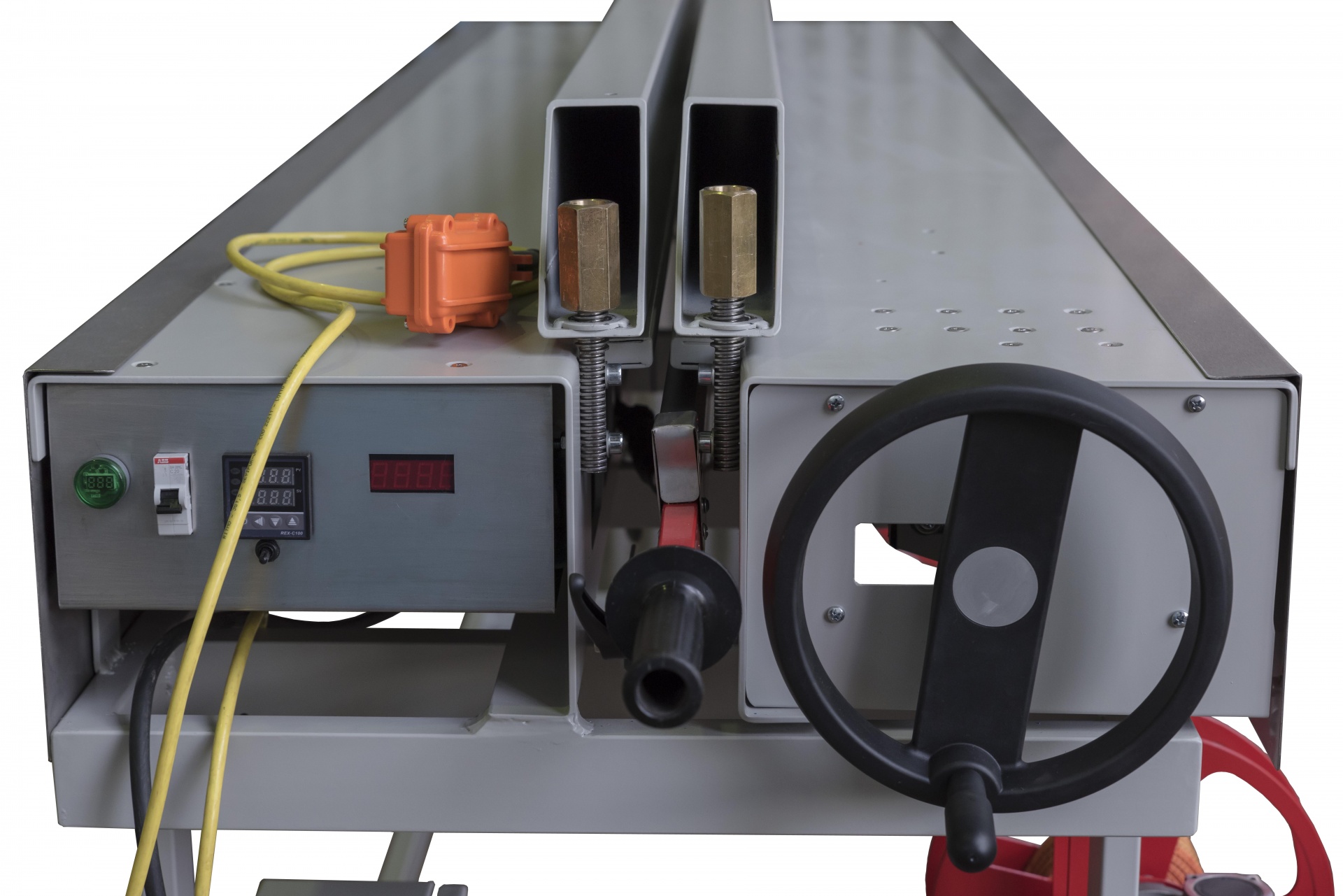 | Детали должны быть отлиты более точно, так как нет контактной стадии плавления для выравнивания/параллельного соединения поверхностей. |
| Пламегасители могут потребоваться для косметических целей при контактной сварке. | Из-за ограниченного количества вытесняемого материала часто не требуются пламегасители. |
| Температура обычно ниже 900ºF. Ограниченный риск термического повреждения несоединяемых участков деталей в непосредственной близости от источника тепла. | Температура часто превышает 900ºF. Высокий риск термического повреждения несоединяемых участков деталей в непосредственной близости от источника тепла. |
Китай 3м Автоматическая машина для сварки пластиковых листов из полиэтилена и полипропилена / Гибочная машина / Машина для стыковой сварки / Прокатная машина Поставщики и производители — Прямая цена с завода
Мы всегда обращаем внимание на проблемы, связанные с использованием нашего сварочного аппарата для стыковой сварки, трубы PPR Сварочное устройство, ручной экструдер для ПВХ и своевременное улучшение его качества. Мы стремимся открыть рынок, обслуживать каждого клиента с уникальным профессионализмом и преданностью делу, а также расти и развиваться вместе с клиентами в различных отраслях. Мы с нетерпением ждем вашего запроса и заказа. Мы завоевали хорошую репутацию и одобрение клиентов, а также в отрасли, чтобы создать отличный корпоративный имидж.
Мы стремимся открыть рынок, обслуживать каждого клиента с уникальным профессионализмом и преданностью делу, а также расти и развиваться вместе с клиентами в различных отраслях. Мы с нетерпением ждем вашего запроса и заказа. Мы завоевали хорошую репутацию и одобрение клиентов, а также в отрасли, чтобы создать отличный корпоративный имидж.
Области применения
SMD-B160/50H Машина для сварки полиэтилена предназначена для сварки труб и фитингов из материалов ПЭ, ПП и ПВДФ, проста в эксплуатации и подходит для любые сложные условия труда.
Описание
Машина для сварки полиэтилена SMD-B160/50H представляет собой машину для стыковой сварки с гидравлическим приводом, в которой используются методы сварки под высоким и низким давлением.
для сварки ПЭ/ПП труб и фитингов. Если он сваривает трубу вместе с регистратором данных, то процесс сварки происходит полуавтоматически, с непрерывным повторением циклов сварки и автоматическим контролем заданных параметров. Данные
Регистратор может хранить до 1000 циклов сварки и суммировать их в зашифрованный файл EXCEL.Этот отчет можно передать на ПК/ноутбук через порт USB.
Данные
Регистратор может хранить до 1000 циклов сварки и суммировать их в зашифрованный файл EXCEL.Этот отчет можно передать на ПК/ноутбук через порт USB.
SMD-B160 / 50H PE Сварочная машина Технические параметры
 1kw
1kw
 2.
2. Кроме того, квадратный штифт создает пульсирующее действие
Кроме того, квадратный штифт создает пульсирующее действие

 49 (2009)
49 (2009) электр.
электр. Пласт. Технол. англ.49 (2010) 595–
Пласт. Технол. англ.49 (2010) 595– Дж. Мех. заявл. 2 (2012) 24–28, https://doi.org/10.5923/j.
Дж. Мех. заявл. 2 (2012) 24–28, https://doi.org/10.5923/j. K. Саху и др. / Engineering Science and Technology, an International Journal 21 (2018) 245–254 253
K. Саху и др. / Engineering Science and Technology, an International Journal 21 (2018) 245–254 253 i{b}_{ij}\cdotp \left[{\left(\frac{\sigma_x-{\ sigma}_y}{2}\right)}_j\cdotp\mathit{\cos}\left(2\theta\right)+{\tau_{xy}}_j\cdotp\mathit{\sin}\left(2 \theta \right)\right]1\le j\le i $$
i{b}_{ij}\cdotp \left[{\left(\frac{\sigma_x-{\ sigma}_y}{2}\right)}_j\cdotp\mathit{\cos}\left(2\theta\right)+{\tau_{xy}}_j\cdotp\mathit{\sin}\left(2 \theta \right)\right]1\le j\le i $$ 25em \begin{array}{c}0\\ {}0\\ {}\begin{array}{c}0\\ {}{b}_{44}\end{массив}\end{массив}\ \right]\ast \left(\left(\begin{array}{c}{\left({\sigma}_x-{\sigma}_y\right)}_1\\ {}{\left({\sigma }_x-{\sigma}_y\right)}_2\\ {}\begin{array}{c}{\left({\sigma}_x-{\sigma}_y\right)}_3\\ {}{}{ \left({\sigma}_x-{\sigma}_y\right)}_4\end{массив}\end{массив}\right)\ast \cos\left(2\theta\right)+2\ast\ left(\begin{array}{c}{\tau}_{xy1}\\ {}{\tau}_{xy2}\\ {}\begin{array}{c}{\tau}_{xy3} \\ {}{\tau}_{xy4}\end{массив}\end{массив}\right)\ast \sin \left(2\theta \right)\right)\end{массив}} $$
25em \begin{array}{c}0\\ {}0\\ {}\begin{array}{c}0\\ {}{b}_{44}\end{массив}\end{массив}\ \right]\ast \left(\left(\begin{array}{c}{\left({\sigma}_x-{\sigma}_y\right)}_1\\ {}{\left({\sigma }_x-{\sigma}_y\right)}_2\\ {}\begin{array}{c}{\left({\sigma}_x-{\sigma}_y\right)}_3\\ {}{}{ \left({\sigma}_x-{\sigma}_y\right)}_4\end{массив}\end{массив}\right)\ast \cos\left(2\theta\right)+2\ast\ left(\begin{array}{c}{\tau}_{xy1}\\ {}{\tau}_{xy2}\\ {}\begin{array}{c}{\tau}_{xy3} \\ {}{\tau}_{xy4}\end{массив}\end{массив}\right)\ast \sin \left(2\theta \right)\right)\end{массив}} $$ Для анализа состояния глухого отверстия и неравномерного остаточного напряжения, соответственно, калибровочные коэффициенты должны быть рассчитаны с использованием моделирования методом конечных элементов, см. [25] для получения дополнительной информации.
Для анализа состояния глухого отверстия и неравномерного остаточного напряжения, соответственно, калибровочные коэффициенты должны быть рассчитаны с использованием моделирования методом конечных элементов, см. [25] для получения дополнительной информации. Процесс сверления осуществлялся вручную со скоростью сверления около 20 об/мин и скоростью подачи около 0,03 мм/мин. Такая низкая скорость сверления позволяет избежать нагрева при сверлении и, таким образом, не использовалась система охлаждения.
Процесс сверления осуществлялся вручную со скоростью сверления около 20 об/мин и скоростью подачи около 0,03 мм/мин. Такая низкая скорость сверления позволяет избежать нагрева при сверлении и, таким образом, не использовалась система охлаждения.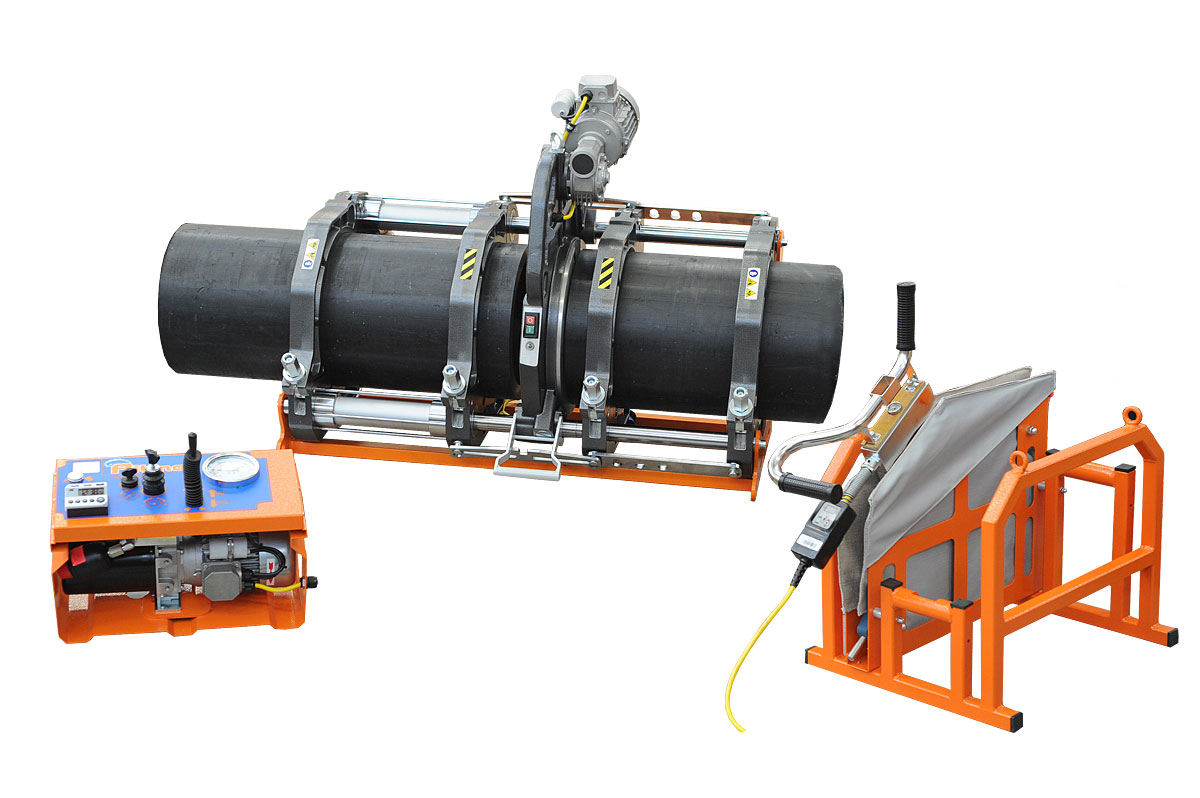 Этот метод был использован в данной работе для ПП с 0,1 мас.% технического углерода.Таким образом, тензорезистор располагался непосредственно на сварном шве, в непосредственной близости от сварного шва и на основном материале. Необходимы дальнейшие исследования для изучения вариаций и позиций материалов. В каждом случае сверлили с шагом 0,1 мм. После каждого сверления вводился период ожидания 5 мин, пока не был пробурен следующий прирост. Дальнейшие приращения бурятся без ожидания заданного периода времени; результат измерения будет фальсифицирован [26]. Общие сведения о коэффициентах и принципе измерения сверления отверстий можно найти в ASTM [20].
Этот метод был использован в данной работе для ПП с 0,1 мас.% технического углерода.Таким образом, тензорезистор располагался непосредственно на сварном шве, в непосредственной близости от сварного шва и на основном материале. Необходимы дальнейшие исследования для изучения вариаций и позиций материалов. В каждом случае сверлили с шагом 0,1 мм. После каждого сверления вводился период ожидания 5 мин, пока не был пробурен следующий прирост. Дальнейшие приращения бурятся без ожидания заданного периода времени; результат измерения будет фальсифицирован [26]. Общие сведения о коэффициентах и принципе измерения сверления отверстий можно найти в ASTM [20].
 6). Измерение остаточного напряжения с использованием метода сверления отверстий требует относительно больших затрат времени и средств. Поэтому в каждой точке измерения проводилось только одно измерение.
6). Измерение остаточного напряжения с использованием метода сверления отверстий требует относительно больших затрат времени и средств. Поэтому в каждой точке измерения проводилось только одно измерение. Таким образом, процесс сварки вызывал больше растягивающих остаточных напряжений в случае больших перемещений соединения.При поверхностном расстоянии 0,3 мм более высокое смещение соединения вызывало примерно на 2 МПа большее остаточное напряжение растяжения. С другой стороны, измерения вблизи сварного шва и в основном материале, т. е. в незатронутом материале, показывают различное состояние остаточных напряжений. Положение вблизи сварного шва и в основном материале показывает сжимающие остаточные напряжения. Остаточные напряжения в эталонном материале связаны с обработкой образца. Для процесса литья под давлением характерны сжимающие остаточные напряжения вблизи поверхности материала [27].Вблизи сварного шва значение остаточных сжимающих напряжений ниже, чем для исходного состояния, что может быть связано с процессом сварки, так как непосредственно вблизи сварного шва должны возникать растягивающие остаточные напряжения.
Таким образом, процесс сварки вызывал больше растягивающих остаточных напряжений в случае больших перемещений соединения.При поверхностном расстоянии 0,3 мм более высокое смещение соединения вызывало примерно на 2 МПа большее остаточное напряжение растяжения. С другой стороны, измерения вблизи сварного шва и в основном материале, т. е. в незатронутом материале, показывают различное состояние остаточных напряжений. Положение вблизи сварного шва и в основном материале показывает сжимающие остаточные напряжения. Остаточные напряжения в эталонном материале связаны с обработкой образца. Для процесса литья под давлением характерны сжимающие остаточные напряжения вблизи поверхности материала [27].Вблизи сварного шва значение остаточных сжимающих напряжений ниже, чем для исходного состояния, что может быть связано с процессом сварки, так как непосредственно вблизи сварного шва должны возникать растягивающие остаточные напряжения. Вблизи сварного шва обнаруживаются сжимающие напряжения, тогда как непосредственно в сварном шве наблюдаются растягивающие напряжения.Результаты ясно показывают, что измерение непосредственно в сварном шве дает приемлемые значения и, следовательно, является применимой методологией.
Вблизи сварного шва обнаруживаются сжимающие напряжения, тогда как непосредственно в сварном шве наблюдаются растягивающие напряжения.Результаты ясно показывают, что измерение непосредственно в сварном шве дает приемлемые значения и, следовательно, является применимой методологией.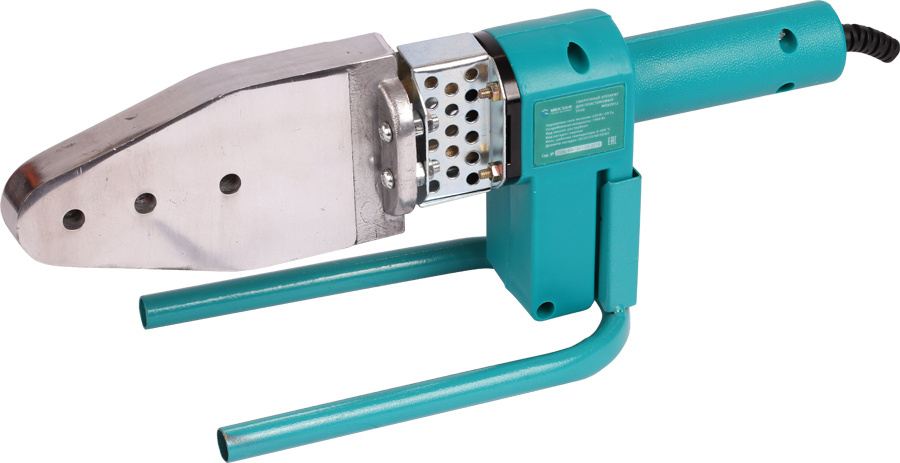 Оба измерения остаточного напряжения показывают максимальные значения между 4 и 5 МПа. Предполагая, что состояние остаточного напряжения будет ключевым фактором, влияющим на предел прочности при растяжении, определенные остаточные напряжения должны были значительно различаться в направлении x (поскольку определенные значения предела прочности при растяжении значительно различаются).
Оба измерения остаточного напряжения показывают максимальные значения между 4 и 5 МПа. Предполагая, что состояние остаточного напряжения будет ключевым фактором, влияющим на предел прочности при растяжении, определенные остаточные напряжения должны были значительно различаться в направлении x (поскольку определенные значения предела прочности при растяжении значительно различаются). Этот процесс аналогичен сварке, но не требует присадочного материала, а в случае специально разработанного Aquatherm Fusiolen PP-R и PP-RCT плавление при нагревании не ослабляет материал в месте соединения. Соединения Aquatherm для термосварки используют большую площадь соединения, что делает соединение не менее прочным, чем сама труба, а часто и прочнее.
Этот процесс аналогичен сварке, но не требует присадочного материала, а в случае специально разработанного Aquatherm Fusiolen PP-R и PP-RCT плавление при нагревании не ослабляет материал в месте соединения. Соединения Aquatherm для термосварки используют большую площадь соединения, что делает соединение не менее прочным, чем сама труба, а часто и прочнее. Для сварки с раструбом используются ручные сварочные аппараты и трубы и фитинги диаметром от ½ до 4 дюймов.
Для сварки с раструбом используются ручные сварочные аппараты и трубы и фитинги диаметром от ½ до 4 дюймов. Выпускные фитинги специально разработаны для соответствия кривизне внешней стенки трубы для прочного и надежного соединения.
Выпускные фитинги специально разработаны для соответствия кривизне внешней стенки трубы для прочного и надежного соединения. В случаях, когда труба треснула из-за напряжения, пораженный участок можно отрезать и выбросить.
В случаях, когда труба треснула из-за напряжения, пораженный участок можно отрезать и выбросить.
 ) Применяется для соединения водопроводных труб (холодная вода, горячая вода) и для соединения труб центрального отопления.
) Применяется для соединения водопроводных труб (холодная вода, горячая вода) и для соединения труб центрального отопления.