Defectoscopy / NDT Surgut — Магнитный контроль, методы неразрушающего контроля
Магнитным неразрушающим контролем называется спектр методик, которые нацелены на обнаружение недочетов в образцах, изготовленных из металла ферромагнитного типа. Также он применяется по отношению к сплавам, в которых не наблюдается нарушение поверхностного слоя.
Базируется методика на взаимодействии контрольного металлического порошка с образующимися в процессе намагничивания полями. Если погрешности отсутствуют, на внешнем слое появляется равномерное покрытие, однако любое магнитное искажение сформирует порошковое накопление, которое получится выявить при визуальном изучении при помощи специальных инструментов.
Магнитный метод контроля дает возможность увидеть скрытые дефекты, которые могут присутствовать в инженерных коммуникациях, промышленном производстве, в сварных швах и водных, воздушных, космических, наземных транспортных средствах
Часто к нему прибегают в области тяжелой и легкой промышленности, во время проверки сварных конструкций, энергосети и трубопровода.
Магнитный метод контроля
Магнитный контроль способствует выявлению следующих разновидностей дефектов:
- При наличии непроваров, трещин и пор. Благодаря данному способу можно изучить качественные показатели шва прямо во время приема работы или при использовании образца.
- Расслоение или несплошные отрезки. Такая методика отличается эффективностью для обнаружения подобного рода дефектов в области металлургии.
-
Малые поверхностные погрешности любой категории. Сюда можно поместить вкрапления инородного характера в металлическую толщу. Их нельзя найти при помощи капиллярной методики, так как разрывы фактически не присутствуют, поэтому контрольная жидкость не попадает внутрь, но искаженность магнитного типа сразу становится заметной.


Способ производителен только для той поверхности, где отсутствуют немагнитные защитные покрытия. В противном случае потребуется изучение за счет приложенного магнетического тока с пониженной степенью продуктивности.
На выставке будут представлены все позиции, которые нужны для осуществления магнитопопрошкового контроля:
- Магнетический дефектоскоп наряду с электромагнитом или намагничивающим приспособлением, за счет которого осуществляется намагничивание исследуемого образца.
- Магнитометр, который способен замерить свойства магнетического поля и показателей сырья.
- Индикаторы магнитного поля. С их помощью производится замер показателей магнитного поля.
- Контрольные образцы, оценивающие работоспособность и уровень чувствительности магнитного порошка.
Подобный способ контроля активно применяется в ж/д транспорте, в авиационной, судостроительной, химической, машиностроительной отраслях, а также в сфере машиностроения и нефтедобыче. Он пользуется популярностью благодаря высокой производительности, чувствительности и наглядности итогов исследования. Если грамотно пользоваться таким способом, можно обнаружить погрешности даже на самой начальной стадии их образования.
Он пользуется популярностью благодаря высокой производительности, чувствительности и наглядности итогов исследования. Если грамотно пользоваться таким способом, можно обнаружить погрешности даже на самой начальной стадии их образования.
Магнитный контроль. Программа и сроки подготовки и аттестации специалистов I, II и III уровня
Программа подготовки и аттестации разработана в соответствии с требованиями Ростехнадзора и международных стандартов. В июне 2000 года программа согласована с Ростехнадзором.
Программа для I и II уровня
| N | Наименование темы | Кол-во часов |
| 1. | Общие вопросы неразрушающего контроля | 4 |
| 2. | Физические основы магнитных методов контроля | 4 |
3. | Физические основы метода магнитной памяти металла (метода МПМ) | 8 |
| 4. | Параметры метода МПМ и их регистрация | 2 |
| 5. | Аппаратура. Приборы контроля и специализированные сканирующие устройства | 10 |
| 6. | Программное обеспечение для обработки данных «ММП-Система» и «МПМ-Ресурс» | 4 |
| 7. | Основы технологии метода МПМ. Методические и метрологические основы метода МПМ | 2 |
| 8. | Применение метода МПМ. Методики и объекты контроля | 8 |
9. | Основы разработки инструкций и составления отчетов по контролю методом МПМ | 4 |
| 10. | Лабораторные занятия | 12 |
| 11. | Аттестация по методу МПМ | 10 |
| 12. | Аттестация по правилам промышленной безопасности на опасных производственных объектах, поднадзорных Ростехнадзору | 4 |
| ИТОГО: | 72 |
По заявке Заказчика дополнительно проводится подготовка по бесконтактной магнитометрической диагностике (БМД) подземных трубопроводов с применением специализированных сканирующих устройств Тип 11 в течение 2 дней.
Сроки подготовки и аттестации
- 18-28 января 2021
- 08-18 февраля 2021
- 15-25 марта 2021
- 12-22 апреля 2021
- 17-27 мая 2021
- 15-25 июня 2021
- 12-22 июля 2021
- 13-23 сентября 2021
- 18-28 октября 2021
- 15-25 ноября 2021
- 13-23 декабря 2021
Программа для III уровня
| N | Наименование темы | Кол-во часов |
| 1. | Эксплуатационные причины отказов и повреждений промышленного оборудования. Критерии надежности. Общие вопросы неразрушающего контроля (НК) и технической диагностики (ТД). Проблемы оценки остаточного ресурса стареющего оборудования. Решение проблем НК и ТД на основе метода магнитной памяти металла (МПМ). | 4 |
2. | Основные нормативные документы, ГОСТы, международные стандарты ISO: ГОСТ Р 52005-2003. Контроль неразрушающий. Метод магнитной памяти металла. Общие требования. ГОСТ Р 52081-2003. Контроль неразрушающий. Метод магнитной памяти металла. Термины и определения. СТО РНТСО 004-03. Контроль неразрушающий. Сварные соединения оборудования и конструкций. Метод магнитной памяти металла. ISO 24497-1:2007(E) Контроль неразрушающий — Метод магнитной памяти металла — Часть 1: Терминология. ISO 24497-2:2007(E) Контроль неразрушающий — Метод магнитной памяти металла — Часть 2: Общие требования. ISO 24497-3:2007(E) Контроль неразрушающий — Метод магнитной памяти металла — Часть 3: Контроль сварных соединений. ГОСТ Р 52330-2005. Контроль неразрушающий. Контроль напряженно-деформированного состояния объектов промышленности и транспорта. Общие требования. ГОСТ Р 53006-2008. Техническая диагностика. Оценка ресурса потенциально опасных объектов на основе экспресс-методов. 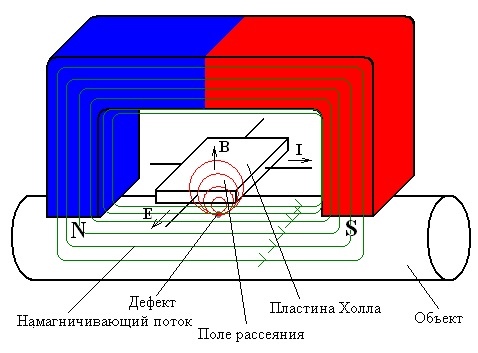 РД 03-484-02. Положение о порядке продления срока безопасной эксплуатации технических устройств, оборудования и сооружений на опасных производственных объектах. | 4 |
| 3. | Разработка методик контроля промышленного оборудования с использованием метода МПМ. Приборы и метрологическое обеспечение. Программное обеспечение «ММП-Система». | 6 |
| 4. | Контроль напряженно-деформированного состояния (НДС) оборудования. Энергетические критерии оценки НДС и ресурса. Оценка ресурса с применением результатов контроля методом МПМ и программы «МПМ-Ресурс». Экспертные заключения. | 8 |
| 5. | Квалификационный экзамен на III уровень | 18 |
| ИТОГО: | 40 |
Сроки подготовки и аттестации
На III уровень по методу МПМ сроки согласовываются индивидуально.
ГОСТ 24450-80 Контроль неразрушающий магнитный. Термины и определения
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ
МАГНИТНЫЙ
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
ГОСТ 24450-80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ ССС Р ПО СТАНДАРТАМ
Москва
|
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ МАГНИТНЫЙ Термины и определения Magnetic
non-destructive inspection. |
ГОСТ |
 Terms and definition
Terms and definitionПостановлением Государственного комитета СССР по стандартам от 28 ноября 1980 г. № 5672 срок введения установлен
с 01.01.1982 г.
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области магнитного неразрушающего контроля качества материалов, полуфабрикатов и изделий.
Термины, установленные настоящим стандартом, обязательны для применения в документации всех видов, научно-технической учебной и справочной литературе.
Для каждого понятия установлен один стандартизованный термин. Применение терминов синонимов стандартизованного термина запрещается.
Для отдельных
стандартизованных терминов в стандарте приведены их краткие формы, которые
разрешается применять в случаях, исключающих возможность их различного
толкования.
Установленные определения можно, при необходимости, изменять по форме изложения, не допуская нарушения границ понятий.
В случаях, когда необходимые и достаточные признаки понятия содержатся в буквальном значении термина , определение не приводится и, соответственно, в графе «Определение» поставлен прочерк.
В стандарте приведен алфавитный указатель содержащихся в нем терминов.
Настоящий стандарт следует применять совместно с ГОСТ 19880-74, ГОСТ 19693-74, ГОСТ 20906-75, ГОСТ 16504-74 и ГОСТ 16263-70.
Стандарт и зованные термины набраны полужирным шрифтом, их краткая форма — светлым.
В стандарте имее тс я рекомендуемое приложение, в котором приведены термины способов намагничивания объекта контроля.
|
Тер м ин |
Определе н ие |
|
ОСНОВНЫЕ ПОНЯТИЯ |
|
|
1 . |
Неразрушающий контроль , основанный на регистрации магнитных полей рассеяния, возникающих над дефектами, или на определении магнитных свойств объект а контроля. Примечан ие . Дефект по ГОСТ 15467-80 |
|
2 . Магнитная дефектоскопия |
Выявл е ние дефектов типа нарушения сплошности материала объе кта контроля методами магнитного неразрушающего контроля |
|
3 . Магнитная дефектометри я |
Измерение геометрических размеров дефектов и определение и х местоположения в объекте контроля методами магнитн ого неразрушающего контроля |
|
4 . |
— |
|
5 . Магни тная струк туроскоп ия |
— |
|
6 . Приложенное магнитное поле |
Внешнее магн и тное поле, в котором находится объект магнитного неразрушающего контроля или его часть |
|
7 . Магнитное поле рассеян ия дефекта |
Локальное магнитное поле, возн и кающее в зоне дефекта вследствие магн итной поляризации его границ |
|
8 . Остаточное магни тное поле Остаточное поле |
Магн и тное поле, создаваемое в пространстве объектом контроля после воздействия на него приложенного магн итного поля |
|
9 . |
Маг н итоизм ерит ельный преобразователь, предназначенный для измерения и ( или) регистрации, и (или) индикации магнитн ого поля при магнитном неразрушающем контроле. Пр им ечание . Термины видов магнитных преобразователей, не установленные в настоящем стандарте, — по ГОСТ 20906-75 |
|
10 . Си гнал магнитного преобразов ателя |
Сигнал (э.д.с., напряжение и ли сопротивление магнитного преобразователя), несущий информацию об измеряемом магн итном поле |
|
11. Отн ошение сигнал-шум при магни тном неразрушающем контроле Отноше н ие сигнал-шум |
Отношение пи к ового зна чения сигнала магнитного преобразователя, вызванного изменением измеряемой характери стики магнитного поля , к среднему квадратич ескому значению амплитуды шумов, обусловленных влиянием мешающих параметров объекта контроля |
|
12 . Чувствительность |
Отношен и е приращени я си гнала магнитного преобразов ателя к вызв авшему ег о малому приращению к онтролируемого параметра объекта к онтроля |
|
13 . Порог реагирования средств а магнитного неразрушающего контроля Порог реагиро в ани я |
Наименьшее значение параметра объекта контроля, вызывающее изменение магнитного поля, которое еще может быть зар е гистри ровано с требуемой степенью достоверности средствами магнитного неразрушающего контроля |
|
14 . Зона контроля магнитного преобразователя Зона к онтроля |
Участок поверхности объекта контроля, в пределах которого к онтролируемый параметр магнитного поля может быть измерен с з аданной чувствительностью магни тным преобразов ателем |
|
15 . |
Рисунок, образованный на поверхности объекта к онтроля ферромагнитным порошком в местах возникновения магни тного поля рассеяния дефекта |
|
РЕЖИМ РЕГИСТРАЦИИ ПАРАМЕТРОВ МАГНИТНОГО ПОЛЯ ПРИ МАГНИТНОМ НЕРАЗРУШАЮЩЕМ КОНТРОЛЕ |
|
|
1 6. Режим остаточной намагни ченности |
Режим рег и страции значени й параметров магнитного поля объекта контроля после снятия приложенного поля |
|
17 . Режим приложенного поля |
Режим регистрации значения параметра магнитного поля объ е кта к онтроля одноврем енно с ег о намагничиванием приложенным полем |
|
18 . |
Реж и м регистраци и зн ачения параметра магнитного поля на маг нитном носителе с последующей ви зуализацией сечений рельефа магнитного поля |
|
19 . Ярк остн ая индикация |
Режим регистрации значения параметра магнитного поля, зафикс и рованного на магнитном носителе, воспрои зведением отпечатков одновременно ряда сечений его рельефа в виде плоск ого полутонового изображения |
|
СРЕДСТВА РЕГИСТРАЦИИ И ИНДИК А ЦИИ ПАРАМЕТРОВ МАГНИТНОГО ПОЛЯ |
|
|
20 . Магнитный порошок |
Порошок из ферромагнетика, используемый в к ачестве и ндикатора магни тного поля рассеяния |
|
21 . |
Магнитный порошок, частицы которого по к рыты неотслаивающей ся пленкой люминофора |
|
22 . Цветной магнитный порошок |
— |
|
23 . Магнитная паста |
Смесь, содержаща я магнитный или люминесцентный магнитный порошо к, жидкую основу и, при необходимости, смачивающую анти коррозийную и другие добавки |
|
24 . Магнитная суспензия |
Взвесь магнитного или люминесцентного магнитного порошка в дисперсион ной среде, содержащей смачивающие, антикоррозийные и, при необходимости, анти вспенивающ ие, ан тик оагулирующ ие и другие добавки |
|
25 . |
Магнитный преобразователь, предназ н аченный для контроля части сечени я по периметру объекта контроля и расположен ный над поверхностью объекта, и не охватывающий его по всему сечению |
|
26 . Проходной магнитный преобразователь |
Магнитный преобразователь, предн а значенный для контроля всего сечения по периметру объекта контроля и расположенный с внешней стороны объекта контроля, охватывая его, либо с внутренней стороны, когда объект контроля охватывает преобразователь |
|
27 . Ф еррозондовый преобразователь |
Ф ерромод уляционный преобразователь с пермаллоевым и сердечниками |
|
МЕТОДЫ МАГНИТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ |
|
|
28 . |
Метод магнитного неразрушающего контроля, основанный на и спользовани и в качестве индикатора магнитного порошка |
|
29 . Индукционный метод |
Метод магнитного неразрушающего контроля, основанны й на регистрации магнитных полей объекта контроля индукционными преобразователями |
|
30 . Феррозондовый метод |
Метод магнитного неразрушающего контроля, основанный на регистрации магнитных полей объекта контроля феррозондов ым и преобразователями |
|
31. Метод эффекта Холла |
Метод магнитного не разруш ающ его контроля, основанный на регистрации магнитн ых полей объекта контроля преобразователями Холла |
|
32 . |
Метод магнит н ого неразрушающего контроля, основ анный на записи магни тных, полей объекта контроля на магнитный носитель с последующим восп роизведением сиг налограммы . Примечание . С и гн алограмма по ГОСТ 13699-74 |
|
33 . Магниторезистивный метод |
Метод магнитног о неразрушающего контроля, основанный на реги страции магнитного поля объе кта контроля м агни торезис тивными преобразователями |
|
34 . Пондеромоторны й метод |
Метод магнитного неразрушающего контроля, ос н ов анный на п ондеромот орн ом взаимодействии регистрируемого магнитного поля объекта кон троля и магнитного поля постоянного магнита, эле ктромагнита или рамки с током |
|
35 . |
Метод магнитного неразрушающего контроля, основанный на регистрации магнитного поля объекта к онтроля магни тополу проводниковыми приборами |
|
СРЕДСТВА МАГНИТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ |
|
|
36 . Магнитный дефектоскоп |
Прибор, предназначенный для выявле н ия дефектов ти па нарушений сплошн ости материала объекта контроля и основанный на методе магни тного неразрушающего контроля |
|
37 . Магнитный толщиномер |
Прибор, предназначенный для измерения толщины объекта контроля или его покрытия и основанный на методе магнит н ого неразрушающего контроля |
|
38 . |
Прибор, предназначенный для определ е ния физ ико-механических свойств или химичес кого состава объекта к онтроля и основанный на методе магнитного неразрушающего контроля |
|
39 . Маг нитоп орошковы й дефектоскоп |
Магнитный дефектоскоп, основанный на маг н итопорошковом методе магнитного неразрушающего контроля |
|
40 . Индукционный дефектоскоп |
Магнитный дефектоскоп, использующий в качестве чувств и тельных элементов ин дукционные преобразователи |
|
41. Ф еррозон довы й дефектоскоп |
Магнитный дефектоскоп, использующий в качест в е чувствительных элементов феррозон довые преобразователи |
|
42 . |
Магнитный дефектоскоп , использующий в качестве чувствительных элементов маг ниторези стивн ые преобразователи |
|
43 . Магнитополупроводниковый дефектоскоп |
Магнитный дефектоскоп, и спользующий в качестве чувстви тел ьного элемента магни топол упров одни ков ый прибор |
|
44 . Дефектоскоп пондеромоторн ого действия |
Магнитный дефектоскоп по ндеромоторн ого метода н еразруш ающ ег о контроля |
|
45 . Дефе ктоскоп на преобразователях Холла |
Магнитный дефектоскоп, использующий в качестве чу в ствительн ого элемента — преобразователь Холла |
|
46 . |
Магнитный дефектоскоп, использующ и й в качестве чувствительного элемента магнитный носитель записи |
|
47 . Анализатор к онцентрации суспен зии |
Прибор для определения концентра ци и магни тн ого порошка в магнитной суспензии |
|
48 . Ф ерритометр |
Пр и бор для измерения процентного содержания ф ерритной фаз ы в структуре контролируемого объекта |
|
49 . Намагничивающее устройство |
— |
|
50 . |
— |
|
51 . Воспрои зводящее устройство магнитографического дефектоскопа |
Устройство для вос п роизведения магнитного поля объекта, зафиксиров анного на магнитном носителе |
|
52 . Считывающее устройство магнитографического дефектоскопа |
Устройство преобразования магнитного поля , зафиксированного на магнитном носителе, в э лектрический сигнал |
 Магнитный
неразрушающий контроль
Магнитный
неразрушающий контроль Магнитная
толщ инометрия
Магнитная
толщ инометрия Магнитный
преобразователь
Магнитный
преобразователь Чувствительность
магнитного преобразователя к контролируемому параметру
Чувствительность
магнитного преобразователя к контролируемому параметру Индикаторный
ри сунок
Индикаторный
ри сунок Импульсн ая индикация
Импульсн ая индикация Люминесцентный
магнитный по рошок
Люминесцентный
магнитный по рошок Накладной
магнитный преобразователь
Накладной
магнитный преобразователь Маг нитопорошковый метод
Маг нитопорошковый метод Магнитографический
метод
Магнитографический
метод Магнитополупроводниковый
м етод
Магнитополупроводниковый
м етод Магнитный
структуроскоп
Магнитный
структуроскоп Маг ни торезисторный
дефектоскоп
Маг ни торезисторный
дефектоскоп Магнитографический
дефектоскоп
Магнитографический
дефектоскоп Размагн ичивающее устройство
Размагн ичивающее устройствоАнализатор концентраци и суспензии 47
Де ф ектометрия магнитная 3
Дефектоскоп индукционный 40
Дефектоскоп магнитный 36
Дефектоскоп магнитографический 46
Дефектоскоп магнитополупроводнико вы й 43
Дефектоскоп магнитопорошковы й 39
Дефектоскоп магниторезисторн ы й 42
Дефектоскоп на преобразователях Холла 45
Дефектоскоп пондеро м оторного действия 44
Дефектоскоп феррозондов ы й 41
Дефектоскопия магн и тная 2
Зона контроля 14
Зона контроля магнитного преобразователя 14
Индикация импульсная 18
Индикация яркостная 19
Контроль неразрушающий магнитный 1
Метод индукционный 29
Метод магнитографический 32
Метод магнитополупроводниковый 35
Метод магнитопорошков ы й 28
Метод маг н иторези стивны й 33
Метод по н деромоторный 34
Метод феррозондовый 30
Метод эффекта Холла 31
Отношение сигнал-шум 11
Отношение сигнал-шум при магнитном неразрушающем контроле 11
Паста магнитная 23
Поле магнитное остаточное 8
Поле магнитное приложенное 6
Поле магнитное рассеяния дефекта 7
Поле остаточное 8
Порог реагирования 13
Порог реагирования средства магнитного неразрушающего контроля 13
Порошок магнитный 20
Порошок магнитный люминесцентный 21
Порошок маг н итн ый цветной 22
Преобразователь магнитный 9
Преобразователь магнитный накладной 25
Преобразователь магнитный проходной 26
Преобразователь феррозондовый 27
Режим остаточной намагниченности 16
Режим приложенного поля 17
Рисунок индикаторный 15
С и гнал ма гни тного преобразователя 10
Струк т урос коп магнитный 38
Стр ук турос ко пия магнитная 5
Сус п ензия магнитна я 24
Толщиномер м а гнитный 37
Т олщино метрия магнитная 4
Устро й ство воспроизводящее магн итографического дефектоскопа 51
Устройство намаг н ичивающее 49
Устройство размагничивающее 50
Устройство сч и тывающее магнитографического дефектоскопа 52
Ф еррит ометр 48
Ч ув ств ител ьн ость 12
Ч увст вит ельнос ть магни тно го преоб разователя к контролируемому п араметру 12
Рекоменд у емое
|
Терми н |
П о ясн ение |
|
1 . |
Намагничивание объекта, при котором магнитные с и ловые ли нии пересекают его пов ерхность |
|
2 . Продольное нама гничи вание |
Полюсное намагничивание объекта, при котором направлен и е магни тных силовых лини й совпадает с направлением продольной оси объекта |
|
3 . Поперечное намагничивание |
Полюсное намагн и чи вание объекта, при котором н аправление магнитных силовых линий приложенного поля перпенди кулярно продольной оси объекта |
|
4 . Циркулярн ое н амагничивание |
Н амагничивани е объекта контроля пропускани ем э лектрического тока через объект и ли специальный проводник, расположенный около или внутри объекта контроля |
|
5 . |
Намагн и чивани е объекта двумя или н есколькими магнитными полями, при котором результирующий вектор напряженности магни тного поля в течение пери ода меняет свою ориентацию между заданными на правлени ями |
|
6 . Импуль сное намагничивание |
Намагничивание контролируемого объекта, при к отором приложенное поле кратковременно воздействует на объект |
 Полюсное н амагни чивание
Полюсное н амагни чивание Комбини ров анное намагни чивание
Комбини ров анное намагни чиваниеСОДЕРЖАНИЕ
|
Алфавитный указатель терминов . 4 Приложение Термины способов намагничивание объекта, применяемые в магнитном неразрушающем контроле . 5 |
Магнитный контроль | ООО «Контрольно-испытательный центр», Сургут
Технология магнитного контроля основана на принципе анализа поля рассеяния. Для диагностики металла проводится намагничивание переменным, постоянным или комбинированным полем. В тех местах, где есть трещины, пустоты и другие нарушения целостности материала, проницаемость магнита ниже, чем в тех точках, в которых металл сплошной. Дефекты искривляют силовые линии, возникают поля рассеяния. Их требуется зафиксировать и расшифровать. После этого исследуемый материал размагничивается.
Для диагностики металла проводится намагничивание переменным, постоянным или комбинированным полем. В тех местах, где есть трещины, пустоты и другие нарушения целостности материала, проницаемость магнита ниже, чем в тех точках, в которых металл сплошной. Дефекты искривляют силовые линии, возникают поля рассеяния. Их требуется зафиксировать и расшифровать. После этого исследуемый материал размагничивается.
Сферы применения
Магнитный контроль сварных соединений чаще всего используется при диагностике:
- трубопроводов;
- металлопроката;
- отдельных труб разного диаметра;
- арматуры;
- металлических резервуаров.
Для проведения исследования используются стационарные и мобильные аппараты. Оборудование хорошо приспособлено для полевых работ. Эта технология позволяет на месте определять дефекты в разных частях металлических изделий, конструкций, объектов.
Магнитный неразрушающий контроль применяется для:
- обнаружения мест с несплошной структурой – трещин, расслоений, не проваренных точек;
- измерения изменившейся площади сечения стальных канатов, поиска дефектов;
- определения физических свойств и микроструктуры разных видов металлопроката, в том числе листов с немагнитным покрытием и труб из стали.

Для проведения магнитного контроля сварных швов прибор калибруем, проверяем по эталонам. Поверхность исследуемой детали очищаем, проводим намагничивание, наносим индикаторный химический состав. Деталь осматриваем, чтобы получить рисунок. Анализ проводим при помощи дефектоскопа, полученные изображения сравниваем с эталонами.
Для проведения неразрушающего контроля мы имеем все необходимые разрешения: лицензии, свидетельства, заключения и пр. Контроль выполняют подготовленные специалисты, в их распоряжении имеется современное оборудование.
Особенности метода
Преимущества магнитного метода неразрушающего контроля:
- хорошая чувствительность к дефектам, даже самым мелким;
- несложная технология использования аппаратуры;
- низкая стоимость оборудования и расходных материалов;
- санитарная и экологическая безопасность.
Магнитные порошки и другие вещества намного безопаснее для человека, чем индикаторные жидкости, используемые в некоторых других методах неразрушающего контроля.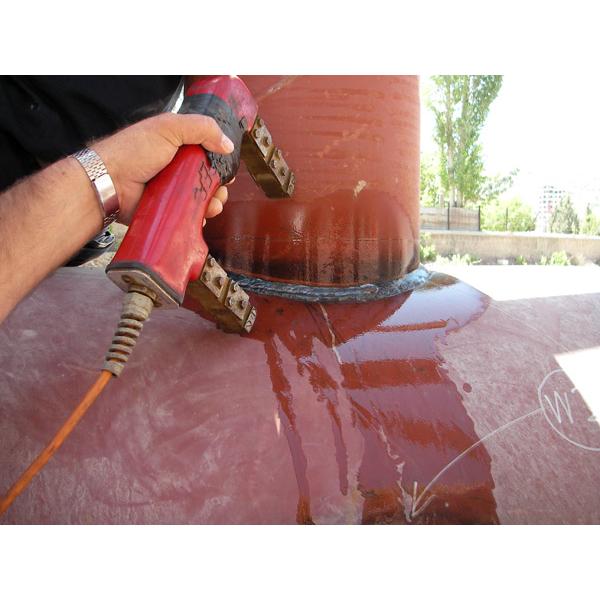 Сама процедура не требует использования сложных средств защиты. Для проверок мы используем передовое оборудование, подготовленные лаборатории, в том числе передвижные.
Сама процедура не требует использования сложных средств защиты. Для проверок мы используем передовое оборудование, подготовленные лаборатории, в том числе передвижные.
ООО «Контрольно-Испытательный Центр» – качественные услуги от надежного исполнителя!
Неразрушающий контроль. Том 6. Справочник
Неразрушающий контроль. Том 6. Справочник. Под общ. ред. В.В. Клюева
|
Кн. 1. В.В. Клюев, В.Ф. Мужицкий, Э.С. Горкунов, В.Е. Щербинин. Магнитные методы контроля. Кн. 2. В.Н. Филинов, А.А. Кеткович, М.В. Филинов. Оптический контроль. Кн. 3. В.И. Матвеев. Радиоволновой контроль. Год издания: 2006. Издание: 2-е. Объем: 848 стр. Формат: 70 х 100 1/16. Вес 1200 г |
Цена: 1100 руб (доставка почтой не включена в цену) заказать
В первой книге рассмотрены физические основы магнитного неразрушающего контроля, методы и средства магнитной дефектоскопии и структуроскопии, примеры взаимосвязи между магнитными параметрами и механическими характеристиками ферромагнитных металлов, применение для технической диагностики усталостных явлений и оценка остаточного ресурса. Обобщены результаты исследований закономерностей изменения магнитных, электрических и механических свойств сталей при вариации температуры отжига, закалки и отпуска. Проанализированы возможности использования магнитных характеристик для контроля качества закалки и отпуска, поверхностного упрочнения и оценки напряженного состояния изделий из сталей. Приведены результаты исследований контроля прочностных и пластических свойств сталей, а также приборы магнитного неразрушающего контроля.
Обобщены результаты исследований закономерностей изменения магнитных, электрических и механических свойств сталей при вариации температуры отжига, закалки и отпуска. Проанализированы возможности использования магнитных характеристик для контроля качества закалки и отпуска, поверхностного упрочнения и оценки напряженного состояния изделий из сталей. Приведены результаты исследований контроля прочностных и пластических свойств сталей, а также приборы магнитного неразрушающего контроля.
Во второй книге рассмотрены структурные схемы, элементная база и алгоритмы обработки дефектоскопической информации в автоматизированных системах оптического неразрушающего контроля. Описаны методы контроля микрообъектов и средства эндоскопии, системы размерного контроля и структуроскопии. Особое внимание уделено перспективным направлениям оптической дефектоскопии с применением лазерной техники, голографических технологий контроля, средств комплексной диагностики объектов. Приведены примеры реализации средств оптического контроля и диагностики в ведущих отраслях промышленности.
В третьей книге изложены основы и области применения радиоволнового контроля, рассмотрены методы контроля, элементы техники СВЧ, типовые схемы построения преобразователей и приборов. Для каждого из радиоволновых методов даны особенности технической реализации с примерами конкретных применений. Приведены национальные стандарты по радиоволновым методам и приборам, программы обучения и аттестации, перечни вопросов для сдачи квалификационных экзаменов.
Для специалистов промышленности, работников служб контроля, эксплуатации и ремонта, а также для специалистов, обслуживающих медицинскую и таможенную технику, может быть полезен преподавателям и студентам вузов.
Магнитный вид — неразрушающий контроль
Магнитный вид — неразрушающий контроль
Cтраница 1
Магнитный вид неразрушающего контроля основан на анализе взаимодействия магнитного поля с контролируемым объектом. Его, как правило, применяют для контроля объектов из ферромагнитных материалов. По характеру взаимодействия физического поля с объектом этот вид контроля не дифференцируют: во всех случаях используют намагничивание объекта и измеряют параметры, используемые при контроле магнитными методами. Свойства, которые требуется контролировать ( химический состав, структура, наличие несплошностей и др.), обычно связаны с параметрами процесса намагничивания и петлей гистерезиса.
[1]
По характеру взаимодействия физического поля с объектом этот вид контроля не дифференцируют: во всех случаях используют намагничивание объекта и измеряют параметры, используемые при контроле магнитными методами. Свойства, которые требуется контролировать ( химический состав, структура, наличие несплошностей и др.), обычно связаны с параметрами процесса намагничивания и петлей гистерезиса.
[1]
Магнитный вид неразрушающего контроля применяют в основном для контроля изделий из ферромагнитных материалов, т.е. из материалов, которые способны существенно изменять свои магнитные характеристики под воздействием внешнего ( намагничивающего) магнитного поля. Операция намагничивания ( помещения изделия в магнитное поле) при этом виде контроля является обязательной. Съем информации может быть осуществлен с полного сечения образца ( изделия) либо с его поверхности. [2]
Магнитный вид неразрушающего контроля применяют в основном для изделий из ферромагнитных материалов. Магнитные характеристики таких материалов являются информативными параметрами, так как зависят от их физико-механических свойств, химического состава, вида механической и термической обработки, а также от размеров и сплошности изделий.
[3]
Магнитные характеристики таких материалов являются информативными параметрами, так как зависят от их физико-механических свойств, химического состава, вида механической и термической обработки, а также от размеров и сплошности изделий.
[3]
Магнитный вид неразрушающего контроля применяют в основном для контроля изделий из ферромагнитных материалов, т.е. из материалов, которые способны существенно изменять свои магнитные характеристики под воздействием внешнего ( намагничивающего) магнитного поля. Операция намагничивания ( помещения изделия в магнитное поле) при этом виде контроля является обязательной. Съем информации может быть осуществлен с полного сечения образца ( изделия) либо с его поверхности. [4]
Магнитный вид неразрушающего контроля применяют в основном для контроля изделий из ферромагнитных материалов, т.е. из материалов, которые способны существенно изменить свои магнитные характеристики под воздействием внешнего магнитного поля. [6]
[6]
Одним из таких методов, позволяющих оценить величину поглощенной энергии, является метод оценки по величине коэрцитивной силы, относящийся к магнитному виду неразрушающего контроля. Установлено, что для ряда конструкционных сталей, относящихся к классу разупрочняемых, с увеличением энергии, затраченной на накопление дефектов и повреждений, одновременно растет и коэрцитивная сила, являющаяся энергетической характеристикой. Это объясняется единством природы намагничивания металла, упругопластической деформации, накопления повреждений и роста коэрцитивной силы. [7]
Магнитные методы НК основаны на измерении параметров магнитных полей, создаваемых в контролируемом объекте путем его намагничивания. Поэтому магнитный вид неразрушающего контроля применяют в основном для контроля изделий из ферромагнитных материалов, т.е. из материалов, которые способны существенно изменять свои магнитные характеристики под действием внешнего ( намагничивающего) магнитного поля. Операция намагничивания ( помещения изделия в магнитное поле) при этом виде контроля является обязательной. Съем информации может быть осуществлен с полного сечения образца ( изделия), либо с его поверхности.
[8]
Операция намагничивания ( помещения изделия в магнитное поле) при этом виде контроля является обязательной. Съем информации может быть осуществлен с полного сечения образца ( изделия), либо с его поверхности.
[8]
Страницы: 1
Магнитные клещи для дефектоскопии | ООО «Квалитест»
Магнитный неразрушающий контроль — метод неразрушающего контроля, основанный на регистрации магнитных полей рассеяния, возникающих над дефектами или на определении магнитных свойств объекта контроля. Магнитная дефектоскопия это выявление дефектов типа нарушения сплошности материала объекта контроля методами магнитного НК. Для проведения дефектоскопии используются специальные магнитные клещи, которые позволяют провести метод одному человеку.
Магнитные клещи (электромагниты)
По способу получения первичной информации различают следующие методы магнитного контроля:
- магнитопорошковый (МП),
- магнитографический (МГ),
- феррозондовый (ФЗ),
- индукционный (И).

Неразрушающий контроль целостности поверхности металлических изделий производится методом магнитной дефектоскопии.
Портативные магнитные дефектоскопы (магнитные клещи) — предназначены для проверки объектов в лабораториях, цехах, а также в «полевых» условиях.
Подробнее о стационарных магнитных дефектоскопах Вы можете прочитать здесь.
Преимущества магнитной дефектоскопии
Магнитная дефектоскопия не занимает много времени и проводится довольно просто. Применение такого метода возможно только для исследования изделий из ферромагнитных металлов.
Магнитопорошковый метод контроля основан на регистрации магнитных полей рассеяния, возникающих над дефектами или на определении магнитных свойств объекта контроля. При проведении контроля используются индикаторные чернила (суспензии) либо сухие порошки из ферромагнетика.
Магнитопорошковый метод применяют для обнаружения поверхностных и подповерхностных дефектов в объектах различной формы и размеров изготовленных из ферромагнитных материалов. С его помощью могут быть выявлены трещины различного происхождения: волосовины, закаты, непровары сварных соединений и другие дефекты шириной раскрытия несколько микрометров. Метод может быть использован для контроля объектов с немагнитным покрытием.
С его помощью могут быть выявлены трещины различного происхождения: волосовины, закаты, непровары сварных соединений и другие дефекты шириной раскрытия несколько микрометров. Метод может быть использован для контроля объектов с немагнитным покрытием.
На деталь или интересующее место конструкции наносится индикаторная жидкость (суспензия) либо магнитный порошок. Объект необходимо намагнитить, так что индикатор может образовать на поверхности рисунок — порошок притягивается именно к тем местам, где есть какие-либо повреждения целостности поверхности. Результат лучше оценивать при хорошем освещении с применением увеличительного стекла, чтобы увидеть и обозначить даже мельчайшие дефекты.
Портативные магнитные дефектоскопы (магнитные клещи Magnaflux или электромагниты) могут быть нескольких типов:
- Одни обеспечивают только переменное поле (Magnaflux Y6).
- Другие импульсное постоянное поле (Magnaflux Y8 с батарейным питанием).
- Универсальные модели, которые при помощи встроенного конвертера напряжения могут вырабатывать как переменное так и постоянное магнитное поле (Например, Magnaflux Y7).

Переменное поле более эффективно при обнаружении поверхностных дефектов и менее эффективно при поиски подповерхностных трещин, но при этом детали после проведения контроля с применением переменного магнитного поля легче размагнитить. Постоянное позволяет выявить дефекты. Также разработаны постоянные магниты развивающие большую напряженность магнитного поля (Например, постоянный магнит MAGNAFLUX YM-5).
Преимущество магнитных клещей Magnaflux заключается в том, что дефектоскопию может проводить один человек. За относительно небольшой промежуток времени он в состоянии проинспектировать внушительный объем оборудования. Расстояние между полюсами до 35 см позволяет исследовать объекты большой толщины. Кривизна их также может быть различна.
Наибольшей популярностью портативные магнитные дефектоскопы — магнитные клещи, электромагниты — пользуются в областях, где необходимо осуществлять постоянный контроль целостности изделия. Например, к ним можно отнести объекты нефтяной, газовой, судостроительной, судоремонтной, атомной, авиационной, аэрокосмической отраслям, при экспертизе промышленной безопасности, где от состояния оборудования напрямую зависит безопасность персонала, а также экология.
Также, в нашем каталоге представлена размагничивающая установка, которая может использоваться и при проведении техобслуживания машин и механизмов в цехах и на станциях.
Закажите магнитные клещи Magnaflux на нашем сайте прямо сейчас. Для этого Вам необходимо заполнить форму на нашем сайте или позвонить нам по телефону (812) 923-56-10.
Испытание магнитными частицами (MPT) | Инспекционная
Испытание магнитными частицами (MPT) , также называемое контролем магнитных частиц, представляет собой метод неразрушающего контроля (NDE) , используемый для обнаружения поверхностных и слегка приповерхностных дефектов в большинстве ферромагнитных материалов, таких как железо, никель и кобальт, и некоторые из их сплавов. Поскольку это не требует той степени подготовки поверхности, которая требуется для других методов неразрушающего контроля, проведение MPT является относительно быстрым и легким. Это сделало его одним из наиболее часто используемых методов NDE.
Это сделало его одним из наиболее часто используемых методов NDE.
БЕСПЛАТНЫЙ РЕСУРС: Щелкните здесь, чтобы загрузить подробный обзор испытаний на магнитные частицы.
MPT — это довольно простой процесс с двумя вариациями: влажное испытание магнитными частицами (WMPT) и сухое испытание магнитными частицами (DMPT). В любом из них процесс начинается с пропускания магнитного тока через компонент. Любые трещины или дефекты в материале прервут прохождение тока и вызовут распространение магнетизма от них.Это создаст «поле утечки потока» в месте повреждения.
Второй этап включает нанесение металлических частиц на компонент. Если на поверхности или рядом с ней есть какие-либо дефекты, поле рассеяния потока будет притягивать частицы к месту повреждения. Это дает видимую индикацию приблизительного размера и формы дефекта.
Есть несколько преимуществ MPT по сравнению с другими методами неразрушающего контроля. Он очень портативный, обычно недорогой и не требует строгой предварительной очистки.MPT также является одним из лучших вариантов для обнаружения мелких поверхностных трещин. Это быстро, легко и работает через тонкие покрытия . Наконец, существует несколько ограничений относительно размера / формы образцов для испытаний.
Он очень портативный, обычно недорогой и не требует строгой предварительной очистки.MPT также является одним из лучших вариантов для обнаружения мелких поверхностных трещин. Это быстро, легко и работает через тонкие покрытия . Наконец, существует несколько ограничений относительно размера / формы образцов для испытаний.
Несмотря на свои сильные стороны, этот метод не безграничен. Материал должен быть ферромагнитным. Точно так же ориентация и сила магнитного поля имеют решающее значение. Метод обнаруживает только поверхностные и приповерхностные дефекты. Те, что ниже, требуют альтернативных методов.Иногда для выполнения этого метода требуются большие токи, поэтому иногда возможно «сжигание» испытываемых деталей. Кроме того, после завершения MPT компонент необходимо размагнитить, что иногда может быть затруднено.
Это определение неполное? Вы можете помочь, внося свой вклад.
Связанные темы
Инструменты темы
Поделиться темой
Внести вклад в определение
Мы приветствуем обновления этого определения Integripedia от сообщества Inspectioneering.Щелкните значок ссылку ниже, чтобы открыть форму, которая позволит вам внести изменения в определение и отправить их инспекционному составу.
Способствовать определениюКонтроль магнитных частиц с помощью передовых решений неразрушающего контроля
Контроль магнитных частиц
Технология неразрушающего контроля Magnetic Particle Inspection или MT, как ее обычно называют, представляет собой простой инструмент для обнаружения трещин для черных металлов. MPI используется в основном для обнаружения дефектов поверхности. Некоторые методы позволяют обнаружить большие подповерхностные дефекты. Существует несколько уровней чувствительности и способов создания магнитных полей в материалах. Метод определяется конкретным применением и конфигурацией проверяемой детали. Чтобы выполнить этот метод проверки, необходимо удалить все покрытия и очистить поверхность от грязи, окалины и жира.
MPI используется в основном для обнаружения дефектов поверхности. Некоторые методы позволяют обнаружить большие подповерхностные дефекты. Существует несколько уровней чувствительности и способов создания магнитных полей в материалах. Метод определяется конкретным применением и конфигурацией проверяемой детали. Чтобы выполнить этот метод проверки, необходимо удалить все покрытия и очистить поверхность от грязи, окалины и жира.
MPI обнаруживает дефекты, перпендикулярные магнитному полю, по этой причине необходимо намагничивать материал как минимум в двух направлениях.
Во время MPI частицы железа находятся в сухой или влажной форме. Во влажном виде они либо на масляной, либо на водной основе.
Метод сухого порошка — Высокотемпературное и грубое растрескивание — обычно не используется и является наименее чувствительным из трех методов NDT MPI. Для этого метода проверки используются электромагнит или постоянные магниты.
Контрастная техника — Использует фоновую краску для улучшения индикации трещин, средняя чувствительность может использоваться при прямом свете и является наиболее распространенной техникой. Широко используется для проверки сварных швов конструкционной стали и при техническом обслуживании установок и оборудования. При этом методе проверки используются электромагнит или постоянные магниты.
Широко используется для проверки сварных швов конструкционной стали и при техническом обслуживании установок и оборудования. При этом методе проверки используются электромагнит или постоянные магниты.
Мокрый флуоресцентный магнитный тест (WFMT) — этот метод требует использования ультрафиолетового света в затемненной среде. Это наиболее чувствительный метод MPI, который широко используется в электроэнергетике и нефтехимической промышленности во время технического обслуживания. Для этого метода контроля используются электромагнит или переносные катушки переменного / постоянного тока.
Все проверки выполняются опытным персоналом, сертифицированным ANS для ASNT или PCN. Спецификации, регулирующие контроль магнитных частиц, включают ASME V и EN17638.
MPI испытательного образца, выполненный инженером-инспектором ANS
Трещина обнаружена с помощью метода видимого контраста MPI
Контроль влажных флуоресцентных магнитных частиц
Y-2 Yoke: Последние достижения в испытании на контроль магнитных частиц
Yoke Magnaflux Y-2 делает контроль магнитных частиц быстрым и простым Y-2 Yoke создает сильное магнитное поле переменного тока для облегчения обнаружения признаки поверхности во время испытания магнитных частиц..jpg)
Проверяете ли вы сварные швы на нефтепроводе или крепежные болты на воздушном винте, неразрушающий контроль (NDT) с использованием магнитопорошкового контроля (MPI) имеет важное значение для обеспечения структурной целостности. Один из инструментов для этого — магнитное ярмо.
Портативные магнитные ярмы, используемые для выполнения MPI на открытом воздухе и в удаленных местах, однако, представляют собой некоторую дилемму. С одной стороны, устройство должно быть прочным и долговечным, способным выдерживать самые суровые условия.С другой стороны, прибор должен быть легким, эргономичным и легко перемещаться в любом направлении. До недавнего времени было трудно найти переносное магнитное ярмо со всеми этими возможностями, но новое ярмо Magnaflux Y-2 все меняет.
Y-2, легкое, но надежное, электромагнитное ярмо переменного тока создает сильные магнитные поля для обнаружения признаков поверхности во время MPI. При весе всего 4,8 фунта по сравнению с более чем 7 фунтами у конкурирующих продуктов Y-2 с новым эргономичным дизайном повышает производительность. А долговечный и прочный дизайн рассчитан на долгие годы.
А долговечный и прочный дизайн рассчитан на долгие годы.
Благодаря легкому весу руки меньше деформируются и утомляются запястья, что означает, что операторы могут выполнять больше работы, легко устанавливая и перемещая вилку. Он поставляется со стальными щитками для защиты ног и превосходит требования ATSM для подъема. А благодаря герметичному корпусу с уплотнительным кольцом IP-54, вилка Y-2 предотвращает попадание пыли и воды, что делает ее идеально подходящей для любой ситуации. Новый дизайн также включает в себя такие функции, как сменный шнур питания, водостойкий переключатель активации и защелкивающийся светодиодный светильник.
Партнер по неразрушающему контролю Чтобы в полной мере воспользоваться преимуществами Y-2, вам понадобится партнер по неразрушающему контролю. Партнер, который является не только дистрибьютором товаров Magnaflux, но и авторизованным сервисным центром Magnaflux, который может выполнять ремонт и гарантийную поддержку. Для проведения неразрушающего контроля вам потребуется партнер, у которого есть запасы наиболее часто используемых продуктов Magnaflux.
Для проведения неразрушающего контроля вам потребуется партнер, у которого есть запасы наиболее часто используемых продуктов Magnaflux.
И вы также захотите, чтобы вашим партнером была калибровочная лаборатория, аккредитованная по стандарту ISO 17025, а также провайдер обучения работе с продуктами и обучения ASNT.
Berg Engineering более 50 лет обслуживает отрасли оборудования для неразрушающего контроля, испытания материалов и электрического контроля. У них отличная репутация благодаря надежной технической поддержке, обслуживанию клиентов и быстрому реагированию. Они являются дистрибьютором некоторых из самых известных лидеров индустрии инспекций, включая Magnaflux. И теперь у них есть Y-2 вместе со всеми продуктами и поддержкой, которые вам понадобятся для проведения тестирования MPI.
Ценностное предложение Y-2 Magnaflux и Berg Engineering образуют идеальное партнерство, когда вы решаете воспользоваться преимуществами и особенностями новой вилки Y-2. Чтобы воспользоваться всеми преимуществами Y-2, вам, вероятно, понадобится один или несколько из следующих продуктов.
Чтобы воспользоваться всеми преимуществами Y-2, вам, вероятно, понадобится один или несколько из следующих продуктов.
Эти магнитные частицы, используемые при испытаниях методом сухого метода в видимом свете, обеспечивают сильный контраст на металлических поверхностях для обнаружения поверхностных и небольших подповерхностных неоднородностей. Их можно использовать в воздуходувке для порошка или вытряхивать из бутылки во время намагничивания, и их можно удалить, пока еще подается ток.Частицы бывают трех цветов: серый №1, желтый №2 и красный №8А.
Подвеска видимых магнитных частиц на масляной основе
Эти высокочувствительные магнитные частицы на масляной основе идеально подходят для обнаружения мелких и средних неоднородностей на готовых деталях для использования во влажных испытаниях в видимом свете. Аэрозольный баллон идеален для полевых испытаний, выборочных проверок и мест, где массовая обработка нецелесообразна.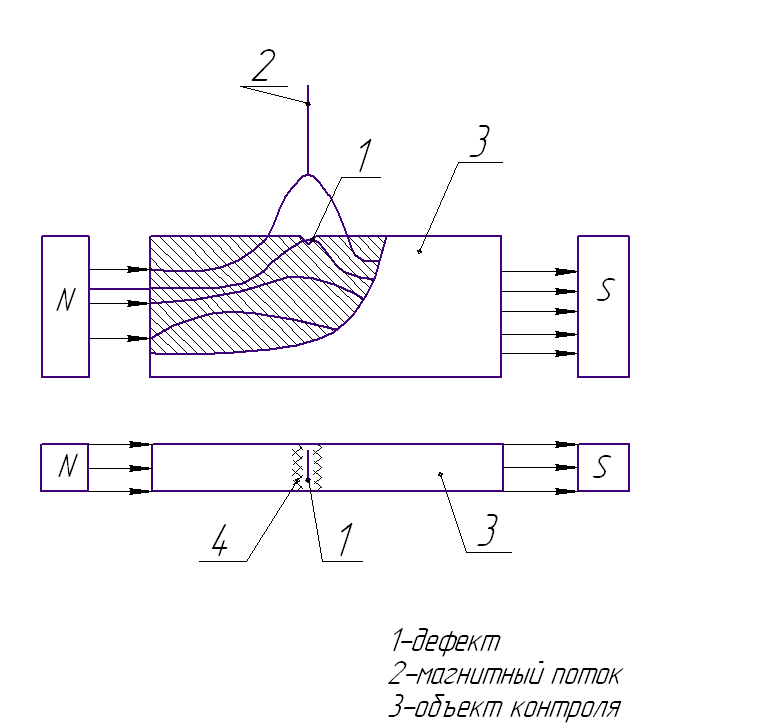 А широкий рисунок распыления позволяет легко покрывать большие площади для более быстрой обработки во время удаленных проверок.Часто используется в сочетании с белой контрастной краской.
А широкий рисунок распыления позволяет легко покрывать большие площади для более быстрой обработки во время удаленных проверок.Часто используется в сочетании с белой контрастной краской.
Белая контрастная краска обеспечивает высококонтрастный фон для облегчения обнаружения при проверке видимых магнитных частиц. Этот быстросохнущий аэрозоль краски распыляется равномерно, без отслаивания, перед проверкой, поэтому при нанесении нефлуоресцирующих цветных магнитных частиц показания четко видны на непрозрачном белом фоне.
Измеритель напряженности магнитного поля
Используемый для тангенциального измерения магнитных полей переменного и постоянного тока, измеритель напряженности поля используется для расчета характеристик магнитных столов, генераторов электромагнитного тока и другого намагничивающего оборудования во время работы системы проверки производительности. Устройство поставляется с интерфейсом RS-232, датчиком тангенциального поля и сетевым адаптером.
Устройство поставляется с интерфейсом RS-232, датчиком тангенциального поля и сетевым адаптером.
Этот испытательный груз, сертифицированный на вес ровно 10 фунтов, разработан специально для магнитных ярм переменного тока, чтобы подтвердить, что ярмо имеет достаточную прочность для выполнения MPI. Каждый испытательный груз Yoke имеет встроенную направляющую для позиционирования ног, чтобы гарантировать сбалансированное распределение и точные результаты испытаний.
Yoke Light
Этот яркий светодиодный дополнительный аксессуар к Y-2 улучшает видимое обнаружение дефектов и неоднородностей в условиях низкой освещенности.Устройство быстро и легко устанавливается, не требует подключения дополнительных проводов и автоматически активируется при подаче напряжения на ярмо.
Универсальные комплекты
Не хотите покупать по частям? Также доступен универсальный комплект Y-2 хомутов. В комплект входят красный магнитный порошок №8А и серый магнитный порошок №1, желтый маркер и чистящая ткань. И, конечно же, вся продукция Magnaflux поставляется в удобном футляре для удобной транспортировки.
В комплект входят красный магнитный порошок №8А и серый магнитный порошок №1, желтый маркер и чистящая ткань. И, конечно же, вся продукция Magnaflux поставляется в удобном футляре для удобной транспортировки.
Запасные части
Хомут Y-2 легко обслуживается с помощью сменного шнура питания и изолированного сменного пускового переключателя.Полевые работы не должны прекращаться из-за случайного повреждения, и Berg Engineering имеет запасные части, которые вам понадобятся, чтобы этого не произошло.
Отличия Berg Будь то быстрая отгрузка, доставка на складе или консультации экспертов, Berg Engineering готова удовлетворить все ваши потребности в MPI и неразрушающем контроле. Berg — это калибровочная лаборатория, аккредитованная ISO / IEC 17025 (ANAB). Компания предлагает как дистанционное обучение, так и обучение на месте клиента, и все классы (как пенетрантное тестирование уровней I и II, так и тестирование магнитных частиц уровня I и II) преподаются сертифицированными специалистами ASNT NDT Level III.
Berg Engineering — поставщик комплексных решений неразрушающего контроля, от исследования и покупки продукта до поддержки и обучения после покупки. Свяжитесь с Berg Engineering по телефону 1-847-577-3980 или напишите по адресу [email protected], чтобы узнать о новом семействе продуктов Magnaflux Y-2 или о других потребностях в испытательном оборудовании.
Ресурсы:
Американское общество неразрушающего контроля
Magnaflux на BergEng.com
Berg Engineering
Berg Engineering and Sales Company поставляет оборудование для неразрушающего контроля и контроля материалов с 1969 года.Мы представляем ведущих мировых производителей устройств неразрушающего контроля (NDT). Мы публикуем статьи, которые охватывают темы, представляющие интерес для нынешних и будущих членов сообщества NDT.
Традиционный неразрушающий контроль — Контроль неразрушающего контроля
Как лидер отрасли в области неразрушающего контроля ( NDT ), MISTRAS предлагает широкий набор традиционных решений NDT в качестве основы для многих наших программ защиты активов
Неразрушающий контроль ( NDT ) — также известный как неразрушающий контроль ( NDE ) и неразрушающий контроль (NDI), в зависимости от отрасли, — это эффективный способ проверки оборудования, поскольку нет необходимости отключать или вводить актив, увеличивая время безотказной работы и производительность. В отличие от своего аналога, разрушающего тестирования ( DT ), ненавязчивое приложение NDT не оказывает существенного влияния на целостность проверяемого актива.
В отличие от своего аналога, разрушающего тестирования ( DT ), ненавязчивое приложение NDT не оказывает существенного влияния на целостность проверяемого актива.
Каждый метод NDT предназначен для обнаружения и / или количественной оценки конкретных повреждений. Например, методы ультразвукового контроля ( UT, ) эффективны для обнаружения и отслеживания активных дефектов, коррозии и эрозии, в то время как акустическая эмиссия ( AE ) является эффективным выбором для выявления усталости, утечек и трещин.
Поскольку многие клиенты нуждаются в инспекции на высоте, в замкнутом пространстве и под водой, услуги по инспекции MISTRAS NDT включают бригады веревочного доступа, сертифицированных пилотов беспилотных систем и обученных водолазов для обеспечения активов в труднодоступных местах. проверяются настолько регулярно, насколько это необходимо.
проверяются настолько регулярно, насколько это необходимо.
MISTRAS предлагает широкий выбор методов NDT , а также специалистов в данной области, которые помогут выбрать подходящий метод. В дополнение к решениям, упомянутым ниже, ознакомьтесь со списком OneSource List, чтобы узнать больше об обширном диапазоне доступных традиционных решений MISTRAS NDT , в том числе:
- Акустическая эмиссия ( AE )
- Вихретоковый ( ET )
- Магнитная частица ( MT )
- Тест на пенетрант ( PT )
- Положительная идентификация материала ( PMI )
- Радиографическое исследование ( RT )
- Ультразвуковой контроль ( UT )
- Визуальное тестирование ( VT )
Испытание на акустическую эмиссию (AE) — мощный метод изучения поведения материалов, деформирующихся под нагрузкой.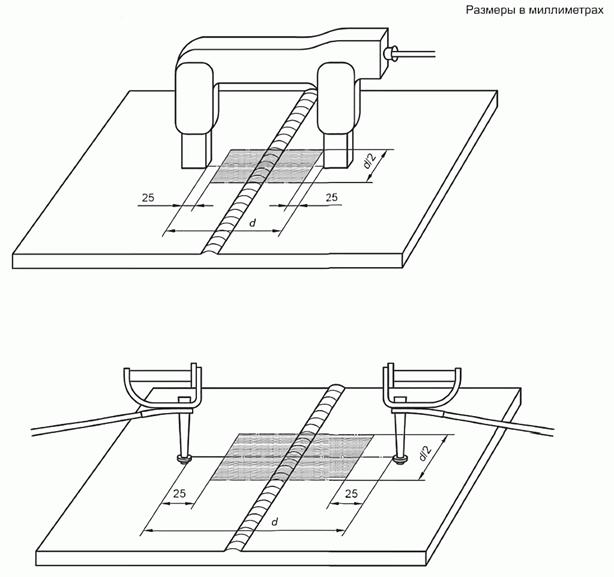 Аппаратура АЭ «прислушивается» к звукам роста трещин, разрывов волокон и многих других видов активного повреждения в напряженном материале. Мелкомасштабные повреждения обнаруживаются задолго до отказа, поэтому AE можно использовать в качестве метода неразрушающего контроля (NDT) для обнаружения дефектов во время испытаний контроля качества (QC), структурных контрольных испытаний и эксплуатации завода. AE также предлагает уникальные возможности для исследования и разработки материалов в лаборатории.
Аппаратура АЭ «прислушивается» к звукам роста трещин, разрывов волокон и многих других видов активного повреждения в напряженном материале. Мелкомасштабные повреждения обнаруживаются задолго до отказа, поэтому AE можно использовать в качестве метода неразрушающего контроля (NDT) для обнаружения дефектов во время испытаний контроля качества (QC), структурных контрольных испытаний и эксплуатации завода. AE также предлагает уникальные возможности для исследования и разработки материалов в лаборатории.
Мелкомасштабные повреждения обнаруживаются задолго до отказа, поэтому AE можно использовать в качестве неразрушающего метода для поиска дефектов во время контрольных испытаний конструкции и эксплуатации завода. AE также предлагает уникальные возможности для исследования и разработки материалов в лаборатории. Наконец, оборудование AE можно адаптировать ко многим формам контроля качества производства ( QC ), включая контроль сварных швов и обнаружение утечек.
Узнайте больше об инспекции AE.
Вихретоковый (ET)Вихретоковый (ЕС) контроль индуцирует электрический ток в проводящем материале. Любые изменения тока из-за геометрии, изменений материалов или неоднородностей, таких как точечная коррозия, эрозия, коррозия, растрескивание перегородки, растрескивание или другая аномалия, нарушают течение вихревого тока, потенциально указывая на наличие повреждений.Он чувствителен к мелким и подповерхностным трещинам и дефектам.
Вихретоковый контроль обычно используется для проверки проводящих немагнитных (цветных металлов) и слабомагнитных сплавов. Вихретоковые испытания очень чувствительны к мелким дефектам, таким как коррозионное растрескивание под напряжением. Интерпретация вихретоковых данных очень сложна, поэтому MISTRAS предоставляет сертифицированных инспекторов с многолетним опытом для правильной характеристики формирования сигналов.
Узнайте больше об инспекции ET.
Магнитные частицы (MT) MT — это быстрый и экономичный метод неразрушающего контроля для обнаружения поверхностных и приповерхностных неоднородностей, доступный в полевых условиях или в лаборатории. В МТ техники MISTRAS намагничивают ферромагнитный материал и наносят на него тонко измельченные частицы железа, покрытые красителем. Частицы указывают на неоднородность материала, собираясь непосредственно над ним, что можно визуально обнаружить при надлежащих условиях освещения.
В МТ техники MISTRAS намагничивают ферромагнитный материал и наносят на него тонко измельченные частицы железа, покрытые красителем. Частицы указывают на неоднородность материала, собираясь непосредственно над ним, что можно визуально обнаружить при надлежащих условиях освещения.
MISTRAS использует испытания сухим порошком и влажными флуоресцентными магнитными частицами ( MT ) для обнаружения поверхностных / приповерхностных дефектов в ферромагнитном материале. MT требует наличия квалифицированного специалиста, чтобы различать важные и нерелевантные показания. Он часто используется для обнаружения растрескивания металла, проверки сварных швов и обнаружения растрескивания под напряжением.
Подробнее об инспекции MT.
Тестирование на пенетрант (PT) Традиционный, относительно простой метод неразрушающего контроля в полевых или лабораторных условиях, пенетрантный контроль (PT) используется для обнаружения разрывов поверхности на относительно гладких, непористых поверхностях. Он основан на свойствах капиллярного действия или феномене подъема или подъема жидкости, когда она ограничена небольшим отверстием. После удаления лишнего пенетранта и нанесения проявителя обученный инспектор может определить любой оставшийся пенетрант, который может указывать на дефект.
Он основан на свойствах капиллярного действия или феномене подъема или подъема жидкости, когда она ограничена небольшим отверстием. После удаления лишнего пенетранта и нанесения проявителя обученный инспектор может определить любой оставшийся пенетрант, который может указывать на дефект.
Также называемый жидкостной инспекцией ( LPT ), тестирование на проницаемость ( PT ) используется для цветных материалов, таких как металлы, композиты и керамика, для выявления поверхностных аномалий, таких как трещины, швы, расслоения, раковины. , нахлесты, внешние разрывы и дефекты сварки.
Узнайте больше о техническом осмотре.
Радиографический контроль (RT) При проведении радиографических испытаний (RT) используются источники рентгеновского или гамма-излучения для просмотра и оценки внутренней структуры актива. RT чувствителен к коррозии, изменениям толщины, пустотам, трещинам и изменениям плотности материала и может обнаруживать как поверхностные, так и подповерхностные дефекты с минимальной необходимой подготовкой поверхности..jpg) RT используется как в полевых условиях, так и в лаборатории, и особенно полезен, поскольку обеспечивает постоянный учет инспекций, что делает его полезным для оценки активов до и после обработки и на различных этапах их эксплуатационного срока.
RT используется как в полевых условиях, так и в лаборатории, и особенно полезен, поскольку обеспечивает постоянный учет инспекций, что делает его полезным для оценки активов до и после обработки и на различных этапах их эксплуатационного срока.
( RT ) позволяет техническим специалистам точно определять местонахождение, размер и определять внутренние и внешние дефекты. RT — это распространенное и эффективное решение для инспекции NDT ) для широкого спектра объектов, включая трубопроводы, трубопроводы, сосуды под давлением, резервуары для хранения и многое другое. Наш штат квалифицированных, сертифицированных профессиональных рентгенологов работает в строгом соответствии с параметрами безопасности и использует наш значительный отраслевой опыт для производства высококачественных рентгенограмм.
Подробнее об инспекции RT.
Обычный ультразвуковой контроль (UT) — это широко используемый метод неразрушающего контроля (NDT), который измеряет распространение механических колебаний (ультразвуковых волн) через материал для проверки свойств, измерения толщины, определения упругости и определения диапазона неоднородностей, включая коррозию / эрозию, дефекты, трещины и т. д.
Скоба NDT ), технические специалисты MISTRAS используют традиционный ультразвуковой контроль ( UT ) для обнаружения поверхностных и подповерхностных дефектов и получения точных показаний, касающихся размера и формы несплошностей.Ультразвуковые исследования используются в качестве основного метода инспекции для программ эрозии / коррозии завода и широко используются на наших многочисленных вечнозеленых участках по всему миру.
Узнайте больше об инспекции UT.
Визуальное тестирование (VT) Самый старый и самый простой вид неразрушающего контроля, традиционный визуальный контроль, включает в себя техников MISTRAS, которые проверяют оборудование своими глазами, чтобы определить любые визуальные дефекты. MISTRAS предлагает визуальных инспекторов, сертифицированных по различным отраслевым кодексам и правилам.
MISTRAS предлагает визуальных инспекторов, сертифицированных по различным отраслевым кодексам и правилам.
Часто первая технология, которую MISTRAS использует в начале проекта, MISTRAS предоставляет различные услуги визуального контроля ( VT ) для различных отраслей. Этот метод полезен для определения масштабов проекта, определения степени существующего ущерба и информирования технического специалиста о том, где необходимы более сложные и углубленные проверки.
Узнайте больше об инспекции VT.
Неразрушающий контроль — RNDT
Неразрушающий контроль ( NDT ) — это широкая группа методов анализа, используемых в науке и промышленности для оценки свойств материала, компонента или системы без причинения ущерба.Поскольку неразрушающий контроль не приводит к постоянному изменению проверяемого изделия, это очень ценный метод, позволяющий сэкономить деньги и время при оценке продукта, устранении неполадок и исследовании. Распространенные методы неразрушающего контроля включают ультразвуковой, магнитопорошковый, проникающий, радиографический, дистанционный визуальный контроль (RVI), вихретоковый контроль.
Распространенные методы неразрушающего контроля включают ультразвуковой, магнитопорошковый, проникающий, радиографический, дистанционный визуальный контроль (RVI), вихретоковый контроль.
RNDT работают специалисты по неразрушающему контролю, признанные во всем мире лидерами в области неразрушающего контроля. У нас есть несколько профессионалов, которые занимаются неразрушающим контролем более 30 лет и работают во всех отраслях промышленности.Мы можем разработать для вас метод неразрушающего контроля вашего продукта. Заполните форму запроса, и мы свяжемся с вами в течение 24 часов.
Неразрушающий контроль сварных швов
Сварные швы могут испытывать нагрузки и усталость в течение всего срока службы изделия, и есть вероятность, что они могут выйти из строя, если они не произведены в соответствии с надлежащими спецификациями. Например, основной металл должен достичь определенной температуры во время процесса сварки, должен охлаждаться с определенной скоростью и должен быть сварен с совместимыми материалами, иначе сварной шов может быть недостаточно прочным, чтобы удерживать детали вместе, или в сварном шве могут образоваться трещины. сварка, вызывающая его выход из строя.Типичные дефекты сварки (отсутствие плавления сварного шва с основным металлом, трещины или пористость внутри сварного шва, а также колебания плотности сварного шва) могут привести к разрыву конструкции или трубопровода.
сварка, вызывающая его выход из строя.Типичные дефекты сварки (отсутствие плавления сварного шва с основным металлом, трещины или пористость внутри сварного шва, а также колебания плотности сварного шва) могут привести к разрыву конструкции или трубопровода.
Сварные швы можно испытывать с использованием методов неразрушающего контроля, таких как промышленная радиография или промышленное компьютерное сканирование с использованием рентгеновских лучей, ультразвуковой контроль, проникающий контроль, контроль магнитных частиц или вихревые токи. В случае правильного сварного шва эти испытания будут указывать на отсутствие трещин на рентгенограмме, показывать четкое прохождение звука через сварной шов и обратно или указывать на чистую поверхность без проникновения пенетранта в любые трещины.
RNDT Inc. обеспечивает неразрушающий контроль, промышленную радиографию, контроль магнитных частиц и многое другое. RNDT, Inc. — это коммерческая испытательная лаборатория, аккредитованная A2LA ISO-17025, со штаб-квартирой в Джонстауне, Пенсильвания. Наши полевые и лабораторные услуги предлагаются всем отраслям промышленности. RNDT обеспечивает неразрушающий контроль в форме промышленных рентгеновских испытаний (промышленная радиография), позитивной идентификации материалов (PMI), жидких пенетрантов, магнитных частиц и ультразвуковых испытаний, а также визуальных (CWI) проверок для большинства отраслей промышленности.В RDNT работают высококвалифицированные и опытные специалисты по неразрушающему контролю, которые имеют действующие сертификаты, соответствующие требованиям ASNT SNT-TC-1A и CP-189, национального аэрокосмического стандарта NAS-410 Rev.3, Директивы 97/23 EC по оборудованию, работающему под давлением, для проектов PED. Эти сертификаты удовлетворяют глобальным требованиям к персоналу по неразрушающему контролю.
Наши полевые и лабораторные услуги предлагаются всем отраслям промышленности. RNDT обеспечивает неразрушающий контроль в форме промышленных рентгеновских испытаний (промышленная радиография), позитивной идентификации материалов (PMI), жидких пенетрантов, магнитных частиц и ультразвуковых испытаний, а также визуальных (CWI) проверок для большинства отраслей промышленности.В RDNT работают высококвалифицированные и опытные специалисты по неразрушающему контролю, которые имеют действующие сертификаты, соответствующие требованиям ASNT SNT-TC-1A и CP-189, национального аэрокосмического стандарта NAS-410 Rev.3, Директивы 97/23 EC по оборудованию, работающему под давлением, для проектов PED. Эти сертификаты удовлетворяют глобальным требованиям к персоналу по неразрушающему контролю.
Магнитные частицы — Baker Testing Services
Контроль поверхности ферромагнитных материалов
Контроль магнитных частиц (MPI), также известный как контроль магнитных частиц (MT), — это эффективный, экономичный и надежный метод неразрушающего контроля для обнаружения критических дефектов в ферромагнитных материалах [i] .
Обычно применяется для проверки поверхности [ii] углеродистой стали и других сплавов, которые могут быть намагничены, магнитопорошковая проверка может точно выявить дефекты, которые невозможно обнаружить при обычном визуальном осмотре, в том числе:
- трещины
- швы
- нахлестов
- несплошности сплавления
Более высокие нагрузки напряжения и наиболее серьезные дефекты обычно сосредоточены на внешних поверхностях компонентов, чем в их внутреннем объеме.Следовательно, усовершенствованные процессы контроля поверхности, такие как испытания на магнитные частицы и проникающие жидкости, имеют решающее значение для обнаружения дефектов и предотвращения отказов.
Незаметные для глаза трещины сварных швов открываются при нанесении на поверхность флуоресцентного средства; магнитные частицы скапливаются в трещинеПриложения для контроля качества
Применения для магнитопорошкового контроля включают испытания сварных швов, отливок, инструментов, прутков и других компонентов для контроля качества, целостности поверхности, соответствия нормам и предварительного просеивания.
Процесс контроля магнитных частиц
Когда материалы намагничиваются постоянным электрическим током или индукцией от намагничивающих катушек и ручных соленоидов ярмообразного типа, силовые линии (или поток) магнитного поля, подобные магнитным полям постоянных магнитов и самой Земли, прерываются дефектами материала и существенные изменения.
Дефекты на металлических поверхностях (или чуть ниже) вызывают утечку приложенного магнитного поля, которая притягивает очень мелкие, чувствительные, цветные или флуоресцентные частицы к неоднородности.
Признаки, образованные частицами, притянутыми к этим дефектам, могут быть оценены нашими обученными и сертифицированными специалистами на предмет соответствия нормам или отказа, целостности поверхности и обеспечения надежной работы компонентов, подверженных нагрузкам и износу.
Испытание с помощью магнитных частиц часто используется в сочетании с другими методами неразрушающего контроля или для их поддержки в лабораториях Baker Testing Services и на местах.
Различные намагничивающие устройства, методы, типы частиц, чувствительность и методы применения могут быть адаптированы к требованиям продукта и соответствию нормам для поддержки приложений для выработки электроэнергии, сварки, литья, проектирования, строительства, производства и предотвращения отказов.
Проверка сварного шва двутавровой балки включает использование контурного зонда, известного как ярмо, которое намагничивает сварной шов.Квалифицированные специалисты по контролю
- Крупные и мелкие детали или компоненты могут быть проверены в соответствии с кодами или спецификациями ASME, AWS, MIL-STD, AMS, ASTM, а также конкретными требованиями заказчика.
- Baker Testing Services располагает техническими специалистами с более чем 40-летним опытом в области испытаний с использованием магнитных частиц и других методов неразрушающего контроля, чтобы обеспечить экспертный контроль для большинства приложений.
- Наш опытный персонал уровней II и III обучен и сертифицирован в соответствии с требованиями ASNT-TC-1A, CP-189 и MIL-STD-410 / NAS 410.
- Квалификации и процедуры BTS соответствуют требованиям ASTM и военным требованиям и принимаются заказчиками во многих различных областях и приложениях.
- Veriforce Operator Qualified (OQ)

[i] Ферромагнитные материалы, такие как железо, никель, кобальт и другие сплавы с относительно высоким содержанием железа (Fe), позволяют им намагничиваться.Магнитная проницаемость — это термин, используемый для обозначения способности материала намагничиваться; он варьируется в зависимости от сплава.
[ii] Хотя МП является высокочувствительным методом контроля поверхности, особенно при использовании переменного тока, некоторые мелкие дефекты материала могут быть обнаружены с помощью постоянного тока в зависимости от типа дефекта, размера и проницаемости материала.
Неразрушающий контроль | ATI Aviation Services
Шасси самолета страдают от многих видов структурного износа, включая коррозию, усталость при эксплуатации и нагрузки при обслуживании.
Крайне важно осмотреть поверхности на предмет любых повреждений, которые могут существовать, чтобы определить объем необходимых ремонтных работ, будь то в результате эксплуатации воздушного судна или во время ремонта. ATI проводит все испытания неразрушающего контроля на месте.
Контроль магнитных частиц
Магнитопорошковый контроль — это метод обнаружения трещин, перехлестов, швов, пустот, ямок, подповерхностных отверстий и других поверхностных или слегка подповерхностных неоднородностей в ферромагнитных материалах. MPI использует тенденцию магнитных силовых линий или потока приложенного поля проходить через металл, а не через воздух.Дефект на поверхности металла или рядом с ней искажает распределение магнитного потока, и часть потока вынуждена проходить через поверхность.
| Технические характеристики | |
|---|---|
| Контроль магнитных частиц: |
|
Инспекция жидких пенетрантов
Жидкостный проникающий контроль — широко применяемый метод, используемый для обнаружения поверхностных дефектов в непористых материалах. Это достигается обработкой участка специальной жидкостью для выявления недостатков. LPI используется для обнаружения дефектов поверхности, таких как микротрещины, поверхностная пористость и усталостные трещины на компонентах.
Это достигается обработкой участка специальной жидкостью для выявления недостатков. LPI используется для обнаружения дефектов поверхности, таких как микротрещины, поверхностная пористость и усталостные трещины на компонентах.
| Технические характеристики | |
|---|---|
| Инспекция жидкого пенетранта: |
|
Nital Etch
ИнспекцияNital Etch широко используется для проверки деталей самолетов перед дробеструйной очисткой или металлизацией.Обработка или шлифование могут привести к сильному нагреву стального компонента. Nital Etch используется для проверки механических повреждений или пригара деталей из закаленной стали.
| Технические характеристики | |
|---|---|
| Нитальный травитель: |
|
Для получения дополнительной информации о наших возможностях неразрушающего контроля свяжитесь с нами.