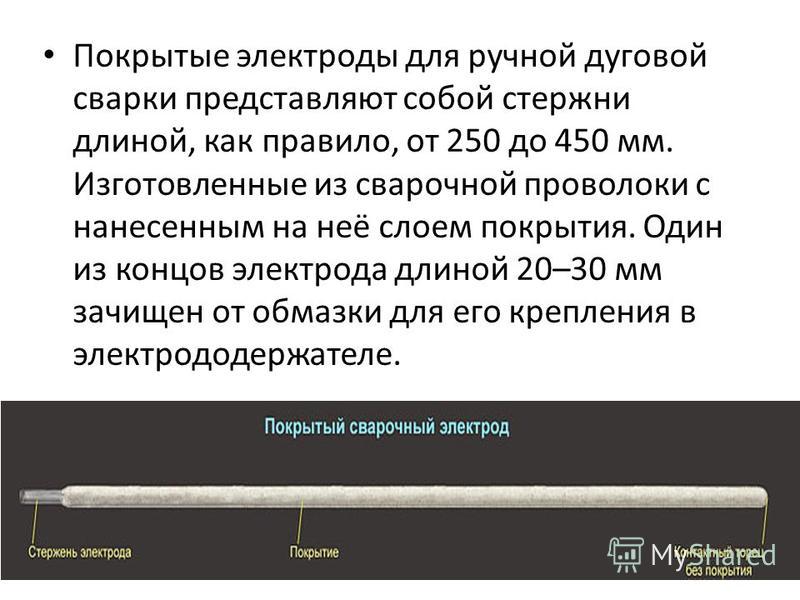
Маркировка электродов для ручной дуговой сварки
У начинающих сварщиков часто возникают связанные со специальностью вопросы. К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
СОДЕРЖАНИЕ
- Тип и маркировка сварочных электродов
- Марки электродов для ручной дуговой сварки
- Диаметр
- Назначение
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
- Особые обозначения
- Пример расшифровки маркировки электродов
- Заключение
Тип и маркировка сварочных электродов
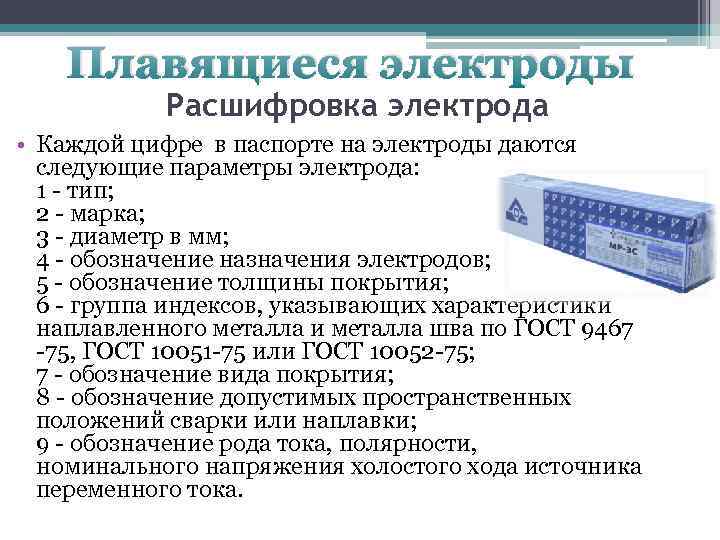
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке.
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Марки электродов для ручной дуговой сварки
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» — соединение заготовок с особыми свойствами; «Н» — для наплавки.
Коэффициент толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» — покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие. К примеру, «М» — покрытие тонкое, «С» — среднее, «Г» — очень толстое.
К примеру, «М» — покрытие тонкое, «С» — среднее, «Г» — очень толстое.
Группа индексов
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» — основное;
- «Ц» — целлюлозное;
- «Р» — рутиловое;
- «А» — кислое;
- «П» — прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» — рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» — универсальный;
- «3» — работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» — сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Характеристики сварочного тока
Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения
Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов
На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи. Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Читайте также: Ручная дуговая сварка MMA
Маркировка электродов для ручной дуговой сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 14, Средняя: 3
Маркировка электродов для ручной дуговой сварки
 К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.СОДЕРЖАНИЕ
- Тип и маркировка сварочных электродов
- Марки электродов для ручной дуговой сварки
- Диаметр
- Назначение
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
- Особые обозначения
- Пример расшифровки маркировки электродов
- Заключение
Тип и маркировка сварочных электродов
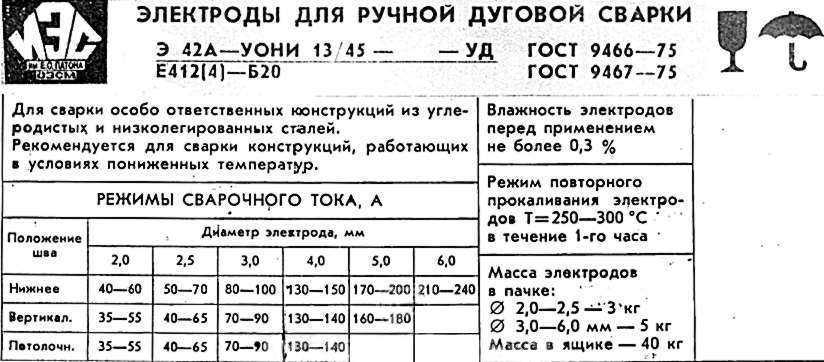
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Марки электродов для ручной дуговой сварки
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» — соединение заготовок с особыми свойствами; «Н» — для наплавки.
Коэффициент толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» — покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие. К примеру, «М» — покрытие тонкое, «С» — среднее, «Г» — очень толстое.
К примеру, «М» — покрытие тонкое, «С» — среднее, «Г» — очень толстое.
Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» — основное;
- «Ц» — целлюлозное;
- «Р» — рутиловое;
- «А» — кислое;
- «П» — прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» — рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении.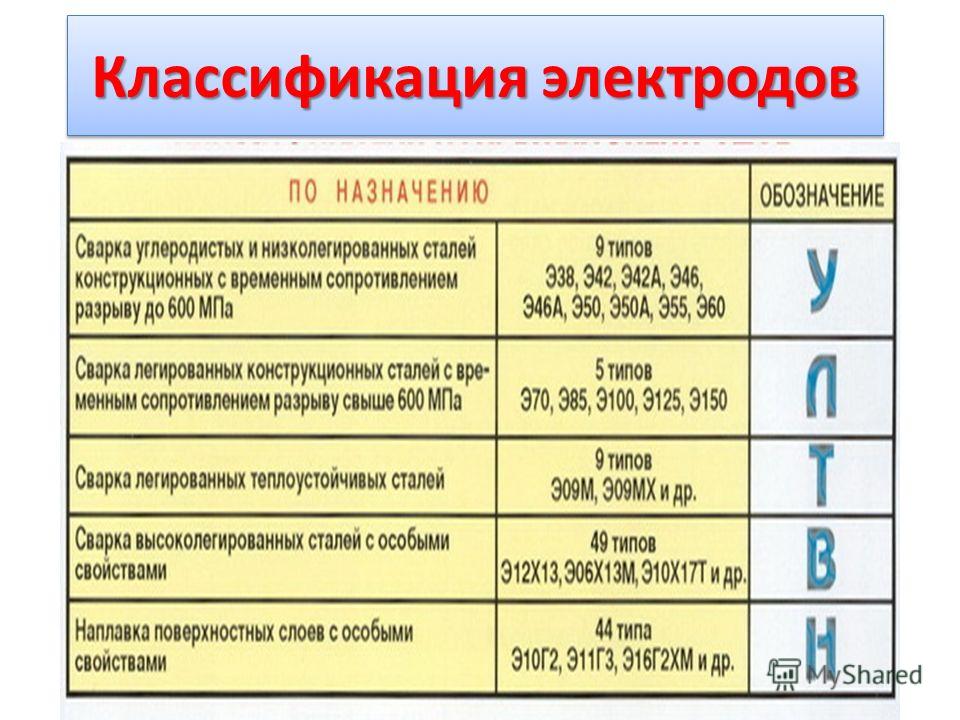 В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» — универсальный;
- «3» — работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» — сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Характеристики сварочного тока
Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения
Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов
На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи. Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Читайте также: Ручная дуговая сварка MMA
Маркировка электродов для ручной дуговой сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 14, Средняя: 3
Плюсы и минусы дуговой сварки Этот тип сварки использует электрод (стержень) и может использоваться для сварки почти всех черных металлов, а также других металлов.
 Это один из наиболее широко используемых сварочных процессов.
Это один из наиболее широко используемых сварочных процессов. Во время сварки электродом или сварочным стержнем, который имеет сердечник из проволоки с флюсовым покрытием, используется для передачи тока и обеспечивает большую часть металла сварного шва. После того, как кончик электрода касается поверхности металла, высокая тепловая энергия расплавляет стержень и металлическую основу и создает сварной шов.
Когда флюсовое покрытие испаряется, оно образует слой газа и шлака, который защищает сварной шов от любых загрязнений. Затем сварщик счищает шлак с валика сварного шва после завершения сварки.
Из-за своей портативности электродуговая сварка используется в таких областях, как ремонт тяжелого оборудования, строительство, сварка трубопроводов и подобных отраслях.
Как и другие методы сварки, сварка электродами имеет своих сторонников и противников. Вот некоторые плюсы и минусы этого старейшего метода сварки.
Преимущества сварки стержнем
Сварка стержнем имеет определенные преимущества:
- Сварка стержня эффективна даже в ветреную или дождливую погоду
- Необходимое оборудование не очень дорогое
- что экономит деньги
- Менее чувствителен к краске, коррозии и грязи в месте сварки, экономит время на очистке перед сваркой
- Легко заменяет стержни для разных металлов
- Заземляющий зажим можно прикрепить далеко от точки сварки
Ограничения при сварке электродом
Справедливости ради следует отметить некоторые недостатки:
- По сравнению
к другим методам сварки, сварка электродом медленная
- Это
более сложный процесс, который
требуется сварщик с навыками и опытом сварки электродом
- Это
требует много времени для удаления шлака, образовавшегося во время сварки
- Это
могут быть затруднены при сварке более тонких металлов
- сварочные стержни должны быть заменены больше
чаще, чем при других видах сварки
- Есть
Убедитесь, что вы нанимаете квалифицированных сварщиков
В компании Van Industries работают высококвалифицированные сварщики, поэтому вы можете быть уверены, что ваша работа будет в опытных руках. Хотя в большинстве случаев предпочтительны другие варианты сварки, если для вашего проекта лучше всего подходит сварка электродами, наши профессиональные сварщики могут предоставить вам эту услугу.
Хотя в большинстве случаев предпочтительны другие варианты сварки, если для вашего проекта лучше всего подходит сварка электродами, наши профессиональные сварщики могут предоставить вам эту услугу.
Чтобы узнать больше о наших услугах по сварке, позвоните нам по телефону 610-582-1118 , свяжитесь с нами через Интернет или перейдите в раздел «Сварочные услуги по индивидуальному заказу». страница.
← Предыдущее сообщение
Новое сообщение →
 Главные электроды подвергаются
строгому контролю качества на каждом этапе, начиная с тестирования
сырья до испытаний готовой продукции. Это гарантирует
электроды высшего качества, которые поставляются по очень конкурентоспособным ценам.
цены клиентам.
Главные электроды подвергаются
строгому контролю качества на каждом этапе, начиная с тестирования
сырья до испытаний готовой продукции. Это гарантирует
электроды высшего качества, которые поставляются по очень конкурентоспособным ценам.
цены клиентам. Его можно использовать там, где
применяются строгие требования по неразрушающему контролю и коды испытаний.
Его можно использовать там, где
применяются строгие требования по неразрушающему контролю и коды испытаний.
 нагрузка для низкотемпературных применений.
нагрузка для низкотемпературных применений. д., используемые в котлах, электростанциях, нефтеперерабатывающих заводах и
Химические заводы.
д., используемые в котлах, электростанциях, нефтеперерабатывающих заводах и
Химические заводы.