Марки электроды с основным покрытием: Электроды с основным покрытием – купить по выгодной цене в магазинах «Всё для сварки»
Содержание
3 популярные марки электродов, о которых должен знать каждый сварщик
3 популярные марки электродов, о которых должен знать каждый сварщик
Какими бы умениями не обладал сварщик, и какой бы разряд за его плечами не был, многое зависит от качества электродов. Есть хорошие электроды, а есть не очень.
Также важно понимать, что каждая марка электродов предназначена для сварки каких-то конкретных металлов, и для получения каких-то определённых характеристик шва.
В данной статье будет рассказано про три популярных марки электродов, которые отличаются повышенным качеством.
ESAB ОК 46.00
Одни из самых популярных электродов с рутилово-целлюлозным покрытием, которые не так чувствительны к загрязнению металла. Такими электродами удобно варить даже неподготовленный металл с сильной ржавчиной.
Нестрашна этим электродам и влага, поскольку они совсем нетребовательны к просушке и прокаливанию. Лёгкое отделение шлака в сварочной ванне, и отличные прочностные характеристики шва, сделали электроды ОК 46.
00 одними из самых любимых среди сварщиков.
Преимущества:
Оптимальное сочетание стоимости и качества;
Возможность сварки даже плохо подготовленных металлов;
Легкость сварки тонкостенных изделий на минимальном токе.
Недостатки:
Несмотря что прочность сварочного шва полученного данными электродами находится на высоте, для сварки ответственных конструкций всё-таки предпочтительно использовать электроды с основным покрытием.
Варить электродами ESAB-SVEL ОК 46.00 получится как у новичков, так и профессионалов сварочного дела.
Kobelco LB-52U
Кто из сварщиков не сталкивался в процессе выполнения работ с такими популярными электродами с основным покрытием, как Kobelco LB-52U. Это как раз одна из тех марок электродов для ручной дуговой сварки, которые применяются при сборке ответственных конструкций.
Наплавленный сварочный шов электродами Kobelco LB-52U отличается своей пластичностью и прочностью. Он получается ровным и без раковин, с прочностью до 600 Н/мм².
Преимущества:
Вязкий и прочный сварочный шов;
Возможность использования электродов для сварки ответственных конструкций.
Недостатки:
Электроды Kobelco LB-52U имеют высокую чувствительность к влаге.
При продолжительном хранении рекомендуется прокалить электроды LB-52U перед использованием.
УОНИ 13/55 — электроды для настоящих профессионалов
Одни из самых востребованных и распространённых электродов для сварки ответственных конструкций. Как и положено, в данном случае, электроды УОНИ 13/55 имеют основное покрытие, а не рутиловое.
Вследствие этого сварочный шов обладает высокой прочностью на сжатие и отменной стойкостью к различным нагрузкам.
Преимущества:
Высокая устойчивость сварного шва к циклическим нагрузкам;
Быстрое и лёгкое удаление шлака.
Недостатки:
Электроды имеют довольно трудный розжиг;
Варить электродами УОНИ 13/55 сложно.
Все электроды данных марок, которые были рассмотрены в этой статье, применяются не только профессионалами. Если вы новичок в электросварке, то также можете их смело использовать.
И совсем не страшно, если в процессе работы могут возникнуть проблемы с розжигом тех же УОНИ 13/55. Зато один раз, научившись решать эту проблему, она никогда вас больше не потревожит в дальнейшем.
Поделиться в соцсетях
Почему начинающим гаражным сварщикам стоит сразу учиться варить 2-мя совершенно разными видами электродов | Сварка для Начинающих
Приветствую всех наших подписчиков!
Для гостей канала представимся-наш блог для начинающих гаражно-дачных самоучек в сварке и слесарке. Здесь мы делимся практическими советами и разными хитростями по работе с металлом.
Можно до всего дойти самому методом проб и ошибок, но на это уйдёт уйму времени и нервов. И второй-осваивать новые навыки и заодно подсматривать у других, кто уже давно в теме, так всё будет гораздо быстрее и веселее!
Когда только купил сварочный инвертор, маску и электроды ты полон азарта начинать сваривать свои первые железяки! Начинаешь это делать и понимаешь что это довольно сложно, нормально приварить. Так и должно быть, ведь опыта и навыка пока нет.
Но тут огромную роль будут играть именно электроды. А какие электроды нужно сразу приобрести для своей сварки с минимальным опытом?
Раньше я топил только за электроды с рутиловым покрытием именно для начинающих. Но сейчас я изменил своё мнение. Были неоднократно такие комментарии-постарайтесь поставить себя на место начинающего и от этого уровня какие советы будут лучше всего по сварке.
Касаясь такого вопроса, какие электроды лучше взять начинающему? Стоит сразу взять электроды с рутиловым и основным покрытием. Именно так-сразу брать 2 разных вида электродов по предназначению. Почему так?
На днях я купил через интернет электроды, которые хотел попробовать. Я частенько так делаю-беру на пробу новые марки электродов. Это были электроды RB-26.
Сделал на пробу несколько швов-стыковых, угловых, на тонком и толстом металле. Да, швы этими электродами загляденье-как полуавтоматом, не сфоткал- поверьте на слово. Но при сварке много шлака. На угловых соединениях ванну частенько полностью заливает шлаком. А что это значит?Новичок просто не справится сделать этот шов, только человек с опытом сможет нормально заварить.
Получится шов с частыми местами непроваров и несплавлений. Электродам с рутиловым покрытием для сварки без отрыва, особенно в угловых швах или при сварке круглой детали с плоской нужен оператор с опытом!
Так, давайте сделаем короткий ликбез по этим 2-м видам электродов:
Электроды с рутиловым или рутил целлюлозным покрытием-они предназначены для сварки как с частым отрывом точка в точку, так и сварки без отрыва. Можно варить даже по неидеально чистому металлу.
Самые распространённые марки таких электродов это
АНО-21
МР-3
ОК-46
Но в них есть большой минус-при сварке такими электродами много шлака, он буквально окутывает сварочную ванну, иногда полностью. Новичку сложно понять, где тут металл, а где шлак. Нормально сварить такими электродами без большого опыта можно, если варить с частым отрывом-точка в точку.
Так что для сварки тонких металлов-особенно профильных труб нужно покупать электроды с рутиловым покрытием и сваривать с отрывом. Так наверняка всё получится даже с небольшим опытом.
А вот если нужно сварить что-то потолще, детали с толщиной от 4 мм. Да к тому же если соединение угловое. Тут нужно иметь электроды с основным покрытием. Они предназначены для такой сварки-зажгли и варишь без отрыва. Но поверхность под сварку должна быть чистой-хорошо подготовленной.
Зато сварка такими электродами не доставляет проблем со шлаком. Сварочная ванна расплавленного металла отлично видна, шлак при сварке остаётся далеко за сварочной ванной. Расплавленный металл хорошо заливает и сплавляется со всеми местами кромок свариваемых изделий. Шов получается цельный, без непроваров.
Самая распространённая марка электродов с основным покрытием это УОНИ 13-55.
Есть и более качественные электроды с основным покрытием, но они гораздо дороже это марка LB-52U, хорошие японские электроды.
Вот такой ценник на 5 кг пачку. Так что для гаражно-дачных сварок жирновато будет. УОНИ 13-55 самое то по цене и качеству.
Да, варить электродами с основным покрытием тоже нужно приспособиться-с непривычки они часто липнут и могут гаснуть. Но время на освоение этих электродов гораздо меньше, чем хорошо научится варить электродами с рутиловым покрытием без отрыва.
Так что подведём итог-покупать нужно сразу 2 вида электродов, с рутиловым и с основным покрытием. Тонкий металл варить с отрывом рутиловыми электродами. Что-то потолще посерьёзнее варим с основным покрытием.
Но при этом между делом практикуемся и набираемся опыта в сварке с электродами с рутиловым покрытием без отрыва, естественно на более толстом металле, чтобы не прожигать часто. И со временем появится хороший навык сварки любыми электродами!
Мегарезерв — Электроды
Электроды для сварки углеродистых и низколегированных конструкционных сталей
К группе электродов для сварки углеродистых и низколегированных конструкционных сталей относятся электроды, предназначенные для сварки углеродистых сталей, содержащих до 0,25% углерода, и низколегированных сталей с временным сопротивлением разрыву до 590 МПа.
Основными характеристиками электродов являются механические свойства металла шва и сварного соединения: временное сопротивление разрыву, относительное удлинение, ударная вязкость, угол изгиба. По этим показателям электроды, согласно ГОСТ 9467-75, классифицируются на следующие типы (в условном обозначении типа электрода две стоящие за буквой «Э» (электрод) цифры соответствуют минимальному временному сопротивлению разрыву металла шва или сварного соединения в кгс/мм2): Э38, Э42, Э46 и Э50 — для сварки сталей с временным сопротивлением до 490 МПа; Э42А, Э46А и Э50А — для сварки тех же сталей, когда к металлу шва предъявляются повышенные требования по относительному удлинению и ударной вязкости;
Э55 и Э60 — для сварки сталей с временным сопротивлением разрыву свыше 490 МПа и до 590 МПа.
Указанным стандартом регламентируется содержание серы и фосфора в наплавленном металле.
Электроды для сварки углеродистых и низколегированных сталей характеризуются также уровнем сварочно-технологических свойств, в т. ч. возможностью сварки во всех пространственных положениях, родом сварочного тока, производительностью процесса, склонностью к образованию пор, а в некоторых случаях — содержанием водорода в наплавленном металле и склонностью сварных соединений к образованию трещин.
Перечисленные характеристики, которые необходимо учитывать при выборе конкретной марки электрода, в значительной степени определяются видом покрытия. Покрытие может быть:
Электроды с кислым покрытием.
Основу этого вида покрытия составляют оксиды железа, марганца и кремния. Металл шва, выполненный электродами с кислым покрытием, имеет повышенную склонность к образованию горячих трещин. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42.
Электроды с кислым покрытием не склонны к образованию пор при сварке металла, покрытого окалиной или ржавчиной, а также при удлинении дуги. Сварку можно выполнять постоянным и переменным током.
Электроды с рутиловым покрытием.
Основу покрытия таких электродов составляют рутиловый концентрат (природный диоксид титана). Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Стойкость металла шва против образования трещин у электродов с рутиловым покрытием выше, чем у электродов с кислым покрытием. По механическим свойствам металла шва и сварного соединения большинство марок рутиловых электродов относится к электродам типа
Э42 и Э46.
Рутиловые электроды обладают целым рядом преимуществ по сравнению с другими видами электродов, а именно обеспечивают стабильное и мощное горение дуги при сварке переменным током, малые потери металла на разбрызгивание, легкую отделимость шлаковой корки, отличное формирование шва. Электроды мало чувствительны к образованию пор при изменении длины дуги, при сварке влажного и ржавого металла и по окисленной поверхности.
К электродам рассматриваемой группы также относятся электроды с ильменитовым покрытием, занимающими промежуточное положение между электродами с кислым и рутиловым покрытиями. В состав покрытия этих электродов в качестве основного компонента входят ильменитовый концентрат (природное соединение диоксидов титана и железа).
Электроды с основным покрытием.
Основу этого вида покрытия составляют карбонаты и фтористые соединения. Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей металл шва, выполненный этими электродами, отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах, а также обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55 и Э60.
Вместе с тем по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов. Они весьма чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги.
Сварка, как правило, производится постоянным током обратной полярности. Перед сваркой электроды в обязательном порядке необходимо прокаливать при высоких температурах (250-4200С).
Электроды с целлюлозным покрытием.
Покрытие этого вида содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный целлюлозными электродами, по химическому составу соответствует полуспокойной или спокойной стали. В то же время он содержит повышенное количество водорода. По механическим свойствам металла шва и сварных соединений электроды с целлюлозным покрытием соответствуют электродам Э42, Э46 и Э50. Для целлюлозных электродов характерно образование равномерного обратного валика шва при односторонней сварке на весу, возможность сварки вертикальных швов способом сверху вниз.
Все описанные выше электроды, предназначенные для сварки углеродистых и низколегированных сталей, с любым видом покрытия должны отвечать требованиям ГОСТ 9466-75 и ГОСТ 9467-75, а также требованиям технических условий на электроды. В технических условиях могут содержаться дополнительные требования, которые являются необходимыми для более эффективного ведения процесса и/или получения сварных соединений с особыми характеристиками и повышенной эксплуатационной надежностью.
Электроды для сварки углеродистых и низколегированых конструкционных сталей
Марка электрода
Тип по ГОСТ 9467-75
Диаметр, мм
Положение сварки
Род сварочного тока
1
2
3
4
5
ОЗС-41
Э38
3,0; 4,0;5,0
Все, кроме вертикального сверху вниз
переменный, постоянный
ОЗС-42
Э42
3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
переменный, постоянный
ОЗС-12И/42
Э42
3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
переменный, постоянный
ОМА-2
Э42
2,0; 2,5; 3,0
Все
переменный, постоянный
Огонек
Э42
2,0
Все
переменный, постоянный
ОЗС-23
Э42
2,0; 2,5;3,0
Все, кроме вертикального сверху вниз
переменный, постоянный
УОНИ-13/45
Э42А
2,0; 2,5; 3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
постоянный
ОЗС-3
Э46
3,0; 4,0; 5,0
Нижнее
переменный, постоянный
ОЗС-4
Э46
3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
переменный, постоянный
ОЗС-4И
Э46
3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
переменный, постоянный
ОЗС-6
Э46
3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
переменный, постоянный
ОЗС-12
Э46
2,0; 2,5; 3,0; 4,0; 5,0
Все
переменный, постоянный
ОЗС-12И
Э46
3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
переменный, постоянный
ОЗС-21
Э46
3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
переменный, постоянный
УОНИ-13/55К
Э46А
3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
постоянный
УОНИ-13/55
Э50А
2,0; 2,5; 3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
постоянный
УОНИ-13/55Т
Э50А
3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
переменный, постоянный
УОНИ-13/55Г
Э50А
3,0; 4,0
Все, кроме вертикального сверху вниз
постоянный
ОЗС-28
Э50А
3,0; 4,0; 5,0
Все
переменный, постоянный
ОЗС-33
Э50А
3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
переменный, постоянный
УОНИ-13/65
Э60
2,0; 2,5; 3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
постоянный
ВИ-10-6/Св-08А
Э60
2,0; 2,5; 3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
постоянный
Электроды для сварки углеродистых и низколегированных конструкционных сталей специализированного направления.
Марка электрода
Тип по ГОСТ 9467-75
Диаметр, мм
Положение сварки
Род сварочного тока
Область применения
1
2
3
4
5
6
ОЗС-17Н
Э46
4,0; 5,0
Нижнее
переменный
Сварка наклонным электродом
ОЗС-30
Э46
4,0; 5,0
Все, кроме вертикального сверху вниз
переменный, постоянный
Сварка ванн горячего цинкования
ОЗС-32
Э46
3,0; 4,0
Все, кроме вертикального сверху вниз
переменный, постоянный
Сварка оцинкованных сталей
ОЗС-18
Э50А
3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
постоянный
Сварка атмосферо-коррозионно-стойких сталей типа 10ХНДП
ОЗС-25
Э50А
2,5; 3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
постоянный
Сварка сталей с обеспечением хладостойкости металла шва до температуры минус 400С
ОЗС/ВНИИСТ-27
Э55
3,0; 4,0
Все, кроме вертикального сверху вниз
постоянный
Сварка сталей с обеспечением хладостойкости металла шва до температуры минус 600С
ОЗС-29
Э50А
4,0; 5,0
Все, кроме вертикального сверху вниз
постоянный
Сварка сталей с обеспечением хладостойкости металла шва до температуры минус 600С
ОЗС-24М
Э60
3,0; 4,0
Все, кроме вертикального сверху вниз
постоянный
Сварка сталей с обеспечением хладостойкости металла шва до температуры минус 700С
УОНИ-13/55У
Э55
3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
переменный, постоянный
Сварка стержней арматуры железобетонных конструкций и рельсов
ВСЦ-4М
Э42
4,0
Все
постоянный
Сварка стыков трубопроводов
ТМУ-21У
Э50А
3,0; 4,0; 5,0
Все, кроме вертикального сверху вниз
постоянный
Сварка стыков трубопроводов
ВСФ-65У
Э60
4,0; 5,0
Все, кроме вертикального сверху вниз
постоянный
Сварка стыков трубопроводов
Особенности сварочных электродов с основным покрытием
Сварочные электроды представляют собой металлический сердечник, вокруг которого нанесена особая обмазка. В зависимости от назначения, состав стержня и покрытия может отличаться для обеспечения качественного соединения и процесса сварки.
Покрытие сварочных электродов выполняет защитную функцию, укрывая сварочную ванну от окисления воздухом. Благодаря этому шов получается прочным, в нем не появляется трещин и дефектов.
Есть несколько видов обмазки, но сегодня мы будем говорить об особенностях сварочных электродов с основным покрытием.
Содержание статьи:
Состав, параметры и примеры марок электродов с основным покрытием
Покрытие представляет собой смесь из нескольких компонентов. Она наносится на стержень окунанием или прессованием. Его главная функция — это изоляция сварочной зоны.
В маркировке прутков, основное покрытие обозначается буквой “Б”. В его состав входят соединения кальция и магния. Помимо них, есть и такие компоненты, как:
мрамор;
магнезит;
доломит;
плавиковый шпат.
Другое название таких электродов — фтористо-кальциевые. Вот какими параметрами они обладают:
обеспечение защитной среды, состоящей из монооксида и диоксида углерода;
небольшое содержание водорода — обуславливает отсутствие трещин и пор;
малое количество кислорода и примесей в полученном металле.
Работа электродами с основным покрытием ведется на постоянном токе.
Теперь рассмотрим несколько моделей стержней и познакомимся с их свойствами.
Кобелко LB-52U
Эти прутки являются продукцией дочернего предприятия Kobe Steel (Япония). Их применяют для сварки ответственных конструкций с небольшим содержанием углерода. Чаще всего используются при односторонней проварке.
После работы оставляют небольшое количество шлака. Шов получается равномерным и пластичным без трещин и зазоров.
Перед сваркой электроды необходимо прокалить при t около 300°С. В противном случае они будут плохо гореть и варить ими не получится.
ОЗЛ-8
Эта марка часто применяется для сварки материалов с хромом и никелем в составе. Стержни обеспечивают прочное соединение, устойчивое к коррозии. Лучше всего подходит для сварки элементов и конструкций, работающих под большой нагрузкой. В швах не появляются трещины, но их нужно беречь от низких температур. Вот какими преимуществами обладают ОЗЛ-8:
приятная цена;
простота использования;
качественное соединение.
Уони 13/55
Эти электроды отлично подходят для сварки ответственных конструкций, выполненных из углеродистых материалов. Вот их особенности:
При плавлении обмазка принимает состояние, напоминающее смолу, защищая соединение от образования шлаковых вкраплений.
Шов получается ровным, прочным и устойчивым к различным нагрузкам.
Для работы такими электродами, сварщик должен быть опытным. Они имеют не совсем обычное покрытие, которое сложно разжечь.
Плюсы и минусы электродов с основным покрытием
Если сравнивать стержни такого типа с другими изделиями, то можно выделить несколько плюсов:
шов имеет хорошую вязкость и пластичность;
в металле содержится небольшой количество газов и примесей;
соединение является стойким к образованию горячих трещин;
работать можно в любом положении.
Среди недостатков нужно отметить следующее:
большая чувствительность к влаге — электроды должны храниться в сухом месте;
дуга может быть нестабильной при работе на переменном токе;
удлинение шва приводит к появлению пор;
при работе по влажным поверхностям, соединение может ухудшиться;
электроды следует прокаливать перед работой;
перед сваркой нужно подготавливать поверхности.
Применение
Основное покрытие отлично проявляет себя в таких работах:
сварка материалов с высоким содержанием S, С и Р и закаливающихся сталей;
работа с конструкциями и изделиями, находящимися под большими нагрузками и температурами;
сварка толстых деталей и жестких конструкций.
Электроды с основным покрытием применяются на особых производствах, где к изделиям предъявляются высокие требования стойкости к нагрузкам и температуре.
Заключение
Прутки с основным покрытием отлично показывают себя в разных работах. Чаще всего их используют при сборке трубопроводов и особых конструкций, где требуется вести монтаж в сложных условиях. Они отлично зарекомендовали себя на рынке и могут использоваться как в промышленности, так и в частном хозяйстве.
Сварочные сертификаты: сварочные электроды
Электроды изготовлены из электропроводящего материала и предназначены для подачи электрического тока к месту сварки. Типы электродов:
металлические — стальные, чугунные, медные, латунные, вольфрамовые, бронзовые и др.; Электроды плавильные металлические — покрытые и комбинированные электроды, сварочные пластины и полосы сплошной проволоки; Электроды металлические неплавящиеся — электродные стержни из вольфрамовых электродов для сварки; неметаллические (расходуемые) — Электроды угольные и графитовые.
Электроды покрытые для ручной дуговой сварки Электроды покрытые для ручной дуговой сварки стержневые длинные, обычно от 250 до 700 мм, изготовленные из проволоки, покрытой слоем покрытия. Один конец электрода длиной 20-30 мм не имеет покрытия для его крепления к электрододержателю.
Длина электрода зависит от его диаметра и химического состава стержня. Например, стержни малого диаметра, состоящие из высоколегированных сталей, делают более короткими для уменьшения электрического сопротивления (и нагрева) при сварке, а стержни малого диаметра из низкоуглеродистых сталей обладают высокой электропроводностью и, следовательно, могут быть длинными.
электрод сварочный
Электроды сварочные должны обеспечивать:
устойчивое горение дуги, равномерное плавление металла и стабильный перенос его в сварочную ванну;
адекватная защита расплавленного электродного металла и металлической сварочной ванны от воздуха;
получить желаемый химический состав и механические свойства металла шва;
хорошее формирование шва, минимальные потери при обжиге и разбрызгивании;
возможное выполнение процесса сварки;
хорошая отделяемость и легкое удаление шлака с поверхности шва;
достаточная стойкость покрытий к механическим повреждениям (выкрашиванию, выкрашиванию при относительно легком воздействии, в процессе нагрева электрода при сварке и т. п.) и недопустимость резкой порчи при хранении;
минимальная токсичность газов, выделяющихся при сварке, соблюдение санитарных норм.
Эти требования обеспечиваются подбором компонентов покрытия электрода. Вещества, входящие в состав покрытия, можно разделить на следующие группы.
Обдувочные элементы обеспечивают защиту зоны газовой сварки от воздуха. При нагревании они разлагаются с выделением газа, вытесняющего воздух.В качестве газообразующих компонентов обычно выступают на входе поверхностные минералы (мрамор, магнезит) или органические материалы (мука, крахмал, декстрин).
Шлакообразующие компоненты обеспечивают защиту расплавленного шлака и кристаллизующегося металла из воздуха. При расплавлении они образуют шлак, всплывающий на поверхность сварочной ванны. Шлак также покрывается каплей электродного металла. Шлакообразующие компоненты (кислые оксиды SiO 2 , TiO 2 , Al 2 O 3 , основные оксиды CaO, MnO, MgO; галогены CaF 2 ) содержатся в мраморе, граните, гематите, кварцевом песке, рудах, ильменитовом и рутиловом концентратах.
Раскисляющие компоненты используются для восстановления части металла в сварочной ванне в виде оксидов. К ним относятся соединения железа – углеродистый ферромарганец, ферросилиций, ферротитан.
Стабилизирующие компоненты обеспечивают устойчивость дуги за счет наличия элементов с низким потенциалом ионизации — натрия, калия, кальция и др. Последние есть в мраморе, меле, полевом шпате, кальцинированной соде, поташе и других веществах.
Легирующие компоненты придают металлу шва дополнительные свойства, такие как высокая прочность, коррозионная стойкость и др.добавляют в покрытие в виде ферросплавов — феррохрома, ферротитана, феррованадия. Основной способ легирования металла шва – легирование через стержневой электрод, дополнительный – через наплавку.
Связующие связывают материалы порошкового покрытия в однородную массу. Чаще всего в качестве связующих используют натриевое (Na 2 Si0 2 ) или калиевое (K 2 Si0 2 ) жидкое стекло. После высыхания цементирует покрытие. Для улучшения формовочных свойств покрытия в его состав вводят пластификаторы — бентонит, каолин, декстрин, слюду.
Добавление к поверхности железного порошка (до 60% от массы покрытия) позволяет увеличить производительность сварки.
Некоторые материалы выполняют несколько функций. Например, мрамор является горючим, шлакообразующим и стабилизирующим минералом.
Покрытие сварочных электродов Покрытие электродов можно создавать различными способами. В одном возможно преобладание газообразующих компонентов, в другом — шлакового. В качестве газообразующих компонентов могут быть использованы минералы или органические соединения.Выведение водорода из металла шва может осуществляться фтором или кислородом. В той или иной степени может осуществляться очистка металла шва от нежелательных примесей, в том числе фосфора и серы.
В зависимости от подхода существует четыре основных типа покрытия.
Кислое покрытие (обозначается по ГОСТ 9466-75 буквой «А») создается на основе происхождения руды. В качестве шлакообразующих компонентов используются оксиды, вспенивающих — органические соединения.При расплавлении покрытия и расплавленного металла в зоне горения дуги выделяется большое количество кислорода. Поэтому добавляйте в покрытие много раскислителей — марганца и кремния.
Преимущества кислотного покрытия электродов:
низкая склонность к образованию пор при удлинении дуговой сварки и металлическому окалине и ржавым кромкам;
высокая производительность сварки за счет тепловыделения в реакциях окисления;
дуговая сварка стабильным горением на постоянном и переменном токе.
Недостатками данного покрытия являются снижение пластичности и ударной вязкости металла шва, что связано с невозможностью сваривания сплава из-за окисления легирующих добавок. При отсутствии кальция в покрытии в металле шва присутствуют сера и фосфор, которые увеличивают вероятность образования кристаллизационных трещин. Одним из основных недостатков этого покрытия является выделение большого количества вредных веществ из-за высокого содержания в аэрозолях соединений марганца и кремния. Поэтому сварочные электроды, покрытые кислотой, применяются в последнее время редко.
Область применения электродов с кислотным покрытием — сварка конструкций из некритичных низкоуглеродистых сталей.
Базовое покрытие (обозначается буквой по ГОСТ 9466-75 « В ») создается на основе фторидов (плавиковый шпат CaF 2 ), а также карбонатов кальция и магния (мрамор CaCO 3 , магнезит MgCO 3 и доломит CaMg (CO 3 ) 2 ). Газозащита обеспечивается углекислым газом, который выделяется при разложении карбонатов:
CaCO 3 → CaO + CO 2
С помощью кальция наплавленный металл хорошо очищается от серы и фосфора.Фтор вводится в ограниченном количестве (для поддержания стабильности дуги) и связывает водород и водяной пар в термостойкие соединения:
CaF 2 + H 2 O → CaO + 2HF
2CaF 2 + 3SiO 2 → 2CaSiO 3 + SiF 4
SiF 4 + 3H → SiF + 3HF
Из-за низкого содержания водорода в металле шва сварочные электроды с основным покрытием также называют «низководородными».
Преимущества основного покрытия электродов:
низкая вероятность образования кристаллизационных трещин, высокая пластичность и ударная вязкость металла шва за счет низкого содержания в металле шва кислорода и водорода, а также его хорошее рафинирование ;
высокая стойкость к хладноломкости — появление или увеличение хладноломкости при понижении температуры;
возможностей из-за низкой легирующей окислительной способности покрытий;
более низкая токсичность по сравнению с кислотными покрытиями;
скорость осаждения увеличилась при введении порошка железа.
Недостатки основного покрытия:
склонность к образованию пор при увеличении длины дуги, повышении влажности покрытия, наличие ржавчины и окалины на свариваемых кромках, что требует большей квалификации сварщика, а также ненужность удаления кромок и прокалка электродов перед сваркой;
более низкая стабильность дуги из-за фтора, который обладает высоким потенциалом ионизации, в связи с чем сварку электродами с основным покрытием обычно выполняют на короткой дуге постоянного тока обратной полярности.
Область применения электродов с основным покрытием:
Сварка ответственных конструкций из углеродистой стали, работающих при знакопеременных нагрузках или пониженных температурах до -70°С;
сварка конструкционных сталей, жаропрочных, коррозионностойких, окалиностойких и других специальных сталей и сплавов;
Сварка легированных сталей
.
В связи с наличием в аэрозолях фтора при сварочных работах в закрытых помещениях необходимо обеспечить качественную вентиляцию воздуха, а сварщикам рекомендуется работать со средствами индивидуальной защиты органов дыхания или с чистым воздухом в зоне дыхания.
Известные марки сварочных электродов с основным покрытием: ЭСАБ ОК 48.00 (слева) и УНИ 13/55 Российские производители (справа) буква « Р ») создается на основе рутилового концентрата TiO 2 , обеспечивающего защиту от шлаков и алюмосиликатов (полевой шпат, слюда, каолин) и карбонатов (мрамор, магнезит). Газозащиту обеспечивают карбонаты и органические вещества (целлюлоза).В качестве легирующего элемента и раскислителя ферромарганец применяют в некоторых покрытиях впрыскиваемый железный порошок (ГОСТ 9466-75 маркируется буквами « AJ «). С помощью карбоната кальция, присутствующего в CaCO 3 , в металле шва удаляются сера и фосфор.
Преимущества сварочных электродов с рутилом:
более высокая скорость наплавки при введении железного порошка;
низкая токсичность;
по сравнению с электродами с основным покрытием — стабильность дуговой сварки на постоянном и переменном токе, более высокая стойкость к порообразованию, лучшее формирование шва с плавным переходом к основному металлу, менее чувствителен к увеличению длины дуги меньше коэффициент распыления металла более удобен при сварке в вертикальном и потолочном положениях (при отсутствии в них железных порошков или содержании их менее 20%).
Недостатки электродов с рутилом:
пониженная пластичность и ударная вязкость металла шва с включениями из SiO 2 ;
не применять для сварки конструкций, работающих при высоких температурах;
по сравнению с электродами с основным покрытием — меньшая стойкость металла шва к сероводородному растрескиванию под напряжением, что приводит к разрушению сварных труб в полях сероводородных соединений; меньшая стойкость к кристаллизационным трещинам, больше окисляются легирующие элементы и железо и поэтому не применяется для сварки средне- и высоколегированных сталей; высокое содержание фосфора в металле шва и склонность к хладноломкости.
Область применения электродов для сварки с рутилом:
сварка и сварка ответственных конструкций из низкоуглеродистых и низколегированных сталей отдельных марок, кроме конструкций, работающих при высоких температурах;
в некоторых случаях для сварки средних сталей, если покрытие содержит большое количество железного порошка.
Целлюлозная поверхность (обозначается по ГОСТ 9466-75 буквой «С») создается на основе органических соединений (50%) — целлюлозы, муки, крахмала, обеспечивающих газозащиту.Для защиты шлака в небольшом количестве применяют рутиловый концентрат, мрамор, карбонаты, алюмосиликаты и другие вещества. В сварном соединении образуется тонкий слой шлака. Осуществляют легирование наплавленного металлического легированного стержня, а также введением в покрытие ферросплавов и металлических порошков. По мере использования ферромарганцевых раскислителей. Химический состав металла шва соответствует полуспокойной или спокойной стали.
Преимущества сварки целлюлозными электродами:
качество корневого провара шва;
возможность сварки в ограниченном пространстве за счет тонкости покрытия;
сварка
во всех положениях.
Недостатки целлюлозных покрытий:
повышенное распыление (15%) из-за малого количества шлакообразующих компонентов и высокого поверхностного натяжения расплавленного металла;
повышенное количество водорода в металле шва.
Область применения электродов целлюлозных — Сварка первого (трудноподдающегося) слоя стыковых трубопроводов.
Применяется также и смешанное покрытие : кислородутиловое (обозначается по ГОСТ 9466-75 буквами « АР «), рутилово-основное (обозначается по ГОСТ 9466-75 буквами « РБ «), рутилово-целлюлозное (обозначается по ГОСТ 9466-75 буквами « РБ «), обозначаемые по ГОСТ 9466-75 буквами « РЦ ») и другие (обозначаемые по ГОСТ 9466-75 буквой « Р »).
СТОЛ. Обозначение охватывает сварочные электроды
Крышка типа
Обозначение по ГОСТ 9466-75
Международное обозначение ISO
Старая обозначение в соответствии с ГОСТ 9467-60
кислым
А
П — rudnokisloe
главный
B
B
F — ftoristokaltsievoe
рутил
Р
R
Т — рутил (титан )
+
целлюлозы
С
С
O — органическая
смешанное покрытие
+
kislorutilovoe
АР
АР
рутил-основного
РБ
РБ
RUTILE-Cellulosic
RC
RC
RC
P
7 P
P
7 S7
4
RUTILE с железом порошок
RJ
7 RR
сварочного электрода характеризует свойства металла шва. Для конструкционных сталей — это механические свойства (прочность при растяжении, ударная вязкость, относительное удлинение, угол изгиба), для легированных сталей со специальными свойствами (жаропрочные, жаростойкие, коррозионно-стойкие и др.) — химический состав (углерод, кремний, хром, марганец, никель и другие элементы). Обозначение типа электрода (регламентируется ГОСТ 9467-75 и ГОСТ 10052-75) содержит букву « Е », после которой на зазоре ставят временное сопротивление δ в (кг/мм 2 ). Например, «Э46А» означает, что металл, наплавленный этими электродами, имеет прочность 46 кг/мм 2 (460 МПа) и улучшенные пластические свойства.Для сварки высоколегированных и высокопрочных конструкционных сталей тип электрода может быть Э70, Э85, Э100, Э125, Э150.
Примеры обозначения типа электрода для сварки сталей со специальными свойствами:
«Э09х3М» — в металле шва содержится около 0,09 % углерода, 2 % хрома, 1 % молибдена;
«Э10х35Н13Г2Б» — в металле шва содержится около 0,1 % углерода, 25 % хрома, 13 % никеля, 2 % марганца, 1 % ниобия.
См. также: сварочный трансформатор сварочный аппарат сварочный выпрямитель сварочный инвертор ручная дуговая сварка
Сварочные материалы:
Аскайнак
Стержневые электроды
Фильтр товаров
Результаты поиска
35 найдено
Кобатек
Kobatek 111 используется для черных и цветных металлов, где необходимо нарезание канавок без дополнительных газов и специального электрододержателя.Для подготовки профилей перед сваркой …
Стержневые электроды
Подготовка поверхности и строжка
ДЕТАЛИ Кобатек
Никелевый электрод переменного/постоянного тока для сварки старых, загрязненных, промасленных серых и легированных отливок с минимальным предварительным подогревом. Сварку следует выполнять поэтапно, чтобы заготовка не нагревалась…
Стержневые электроды
Чугуны
ДЕТАЛИ Кобатек
Электрод с непроводящим флюсовым покрытием из чистого никеля для ремонта и ремонтной сварки деталей из чугуна. Kobatek 418 демонстрирует отличные характеристики дуги благодаря …
Стержневые электроды
Чугуны
ДЕТАЛИ Кобатек
Kobatek 458 имеет сплав никеля, железа и меди и был специально разработан для сварки ковкого чугуна и чугуна с шаровидным графитом или шаровидным графитом, где легкость сварки…
Стержневые электроды
Чугуны
ДЕТАЛИ Кобатек
Основной электрод с толстым покрытием. Он подходит для сварки соединений нелегированных и среднеуглеродистых сталей, мелкозернистых сталей, таких как St70, и литых сталей до GS70. Металл шва имеет …
Стержневые электроды
Высоколегированные стали, трудно свариваемые
ДЕТАЛИ Кобатек
Разработан для сварки N-A-XTRA с пределом текучести до 85 кг/мм², а также мелкозернистых и высокопрочных сталей, таких как S690.Он также подходит для сталей с пределом прочности на растяжение более . ..
Стержневые электроды
Высоколегированные стали, трудно свариваемые
ДЕТАЛИ Кобатек
Kobatek 326 имеет очень устойчивый к растрескиванию металл сварного шва. Он подходит для соединения и сварки специальных сталей, используемых как при отрицательных, так и при повышенных температурах, также рекомендуется для сталей с содержанием никеля 5-9 %…
Стержневые электроды
Высоколегированные стали, трудно свариваемые
ДЕТАЛИ Кобатек
Kobatek 326-N имеет очень устойчивый к растрескиванию металл сварного шва. Он подходит для соединения и сварки специальных сталей, используемых как при отрицательных, так и при повышенных температурах, также рекомендуется для …
Стержневые электроды
Высоколегированные стали, трудно свариваемые
ДЕТАЛИ Кобатек
Kobatek 328 имеет очень устойчивый к растрескиванию металл сварного шва. Он подходит для соединения и сварки специальных сталей, используемых как при отрицательных, так и при повышенных температурах, также рекомендуется для сталей с содержанием никеля 5-9 % …
Стержневые электроды
Высоколегированные стали, трудно свариваемые
ДЕТАЛИ Кобатек
Специальный электрод для сварки сталей с ограниченной свариваемостью, таких как марганцевые стали, закаливаемые стали и другие.Это электрод переменного/постоянного тока, дающий немагнитные и упрочняемые …
Стержневые электроды
Высоколегированные стали, трудно свариваемые
ДЕТАЛИ Кобатек
Kobatek 350 представляет собой электрод с основным покрытием, используемый для сварки сталей мартенситного и мартенситно-ферритного типов. Обладает высокой коррозионной стойкостью к воде, пару и соленой воде.Подогрев …
Стержневые электроды
Высоколегированные стали, трудно свариваемые
ДЕТАЛИ Кобатек
Kobatek 352 имеет покрытие из нержавеющей стали, легированное марганцем, содержащее Cr/Ni/Mn/Mo, который является сплавом для деформационного упрочнения. Используется для наплавки и амортизирующих слоев перед более твердыми …
Стержневые электроды
Высоколегированные стали, трудно свариваемые
ДЕТАЛИ Кобатек
Yüksek basma ve çekme dayanımı ile beraber iyileştirilmiş süneklik ve tokluğa sahip, yüksek manganlı östenik tip Hadfield çeliği yapısında kaynak metali verir.Özellikle %12-14 Mn’lı çelikler …
Стержневые электроды
Высоколегированные стали, трудно свариваемые
ДЕТАЛИ Кобатек
Kobatek 381 наплавляет наплавленный металл из нержавеющей стали на основе Cr/Ni/Mo. Он предназначен для сварки крупных деталей из высокопрочной стали, требующих быстрого многослойного наплавления с устойчивостью к растрескиванию.Это …
Стержневые электроды
Высоколегированные стали, трудно свариваемые
ДЕТАЛИ Кобатек
Обладает чрезвычайно высокой прочностью и стойкостью к растрескиванию при соединении сталей с плохой свариваемостью, таких как твердые марганцевые стали, инструментальные стали, пружинные стали, а также соединения разнородных металлов. Высоко …
Стержневые электроды
Высоколегированные стали, трудно свариваемые
ДЕТАЛИ Кобатек
Металлический дуговой электрод, предназначенный для ремонта и изготовления широкого спектра деформируемых и литых алюминиевых сплавов.Идеально подходит для восстановления утраченных участков и дефектов литья, а также для ремонта …
Стержневые электроды
Алюминиевые сплавы
ДЕТАЛИ Кобатек
Основной электрод из алюминиевого сплава, рекомендованный для производства и технического обслуживания, включая ремонт трещин, дефектов литья, наращивание секций и сломанных деталей…
Стержневые электроды
Алюминиевые сплавы
ДЕТАЛИ Кобатек
Kobatek 725 — оловянно-бронзовый электрод для покрытия и ремонта деталей из меди, бронзы, красной латуни, а также для сварки их со сталью, чугуном, никелем и никелевыми сплавами. Возможна работа на …
Стержневые электроды
Медные сплавы
ДЕТАЛИ Кобатек
Электрод переменного/постоянного тока с высоколегированным наплавленным металлом Cr/Mo/V.Наплавки обладают высокой устойчивостью к давлению и истиранию, а также умеренной ударопрочностью. Применяется на сталях, легированных сталях…
Стержневые электроды
Наплавка
ДЕТАЛИ Кобатек
Электрод постоянного тока, специально разработанный для низколегированных сталей с пределом прочности на растяжение до 900 Н/мм² и восстановления деталей, подвергающихся трению металла по металлу под высоким давлением.Легко …
Стержневые электроды
Наплавка
ДЕТАЛИ Кобатек
Самый твердый электрод с покрытием на основе кобальта для наплавки деталей, где необходимы превосходные свойства стойкости к истиранию и коррозии при повышенных температурах.
Стержневые электроды
Наплавка
ДЕТАЛИ Кобатек
Электрод с покрытием на основе кобальта для наплавки деталей, работающих при повышенных температурах, где необходимы высокая ударная вязкость и особые свойства закалки в сочетании с обрабатываемостью.
Стержневые электроды
Наплавка
ДЕТАЛИ Кобатек
Электрод, легированный кобальтом, для получения износостойких наплавок на углеродистых и легированных сталях. Отличные результаты могут быть получены даже в условиях эксплуатации при высоких температурах. Это…
Стержневые электроды
Наплавка
ДЕТАЛИ Кобатек
Электрод, легированный кобальтом, для получения износостойких наплавок на углеродистых и легированных сталях.Отличные результаты могут быть получены даже в условиях эксплуатации при высоких температурах. Это…
Стержневые электроды
Наплавка
ДЕТАЛИ Кобатек
Электрод с покрытием на основе кобальта, обладающий высокой твердостью, характеризуется очень хорошей стойкостью к истиранию металлами и минералами в сочетании с коррозией и кавитацией при высоких температурах до 800°C в условиях умеренных ударов.
Стержневые электроды
Наплавка
ДЕТАЛИ Кобатек
Kobatek 550 наплавляет легированную Cr/Mo среднеуглеродистую низколегированную сталь с твердой наплавкой, износостойкую в условиях высокого давления и ударов в сочетании с …
Стержневые электроды
Наплавка
ДЕТАЛИ Кобатек
Kobatek 551 представляет собой электрод с рутиловым покрытием с высоким коэффициентом извлечения на 150%, используемый для ремонтной и ремонтной сварки ферритных хромистых сталей с содержанием 12-15% хрома, 4% никеля и литейных сталей.
Стержневые электроды
Наплавка
ДЕТАЛИ Кобатек
Kobatek 562 — это электрод, обогащенный W, Co и Cr. Он дает наплавленный металл типа быстрорежущей стали с очень хорошей стойкостью к размягчению до 500°C. Придает высокую твердость и высокую стойкость к …
Стержневые электроды
Наплавка
ДЕТАЛИ Кобатек
Kobatek 574-Sugar представляет собой высокоэффективный стержневой электрод, специально разработанный для наплавки валков сахарных заводов в производстве сахарного тростника и универсально применимый для деталей, преимущественно подверженных шлифовальному истиранию в сочетании с низким ударным воздействием.
Стержневые электроды
Наплавка
ДЕТАЛИ Кобатек
Kobatek 576 — высокоэффективный электрод для наплавки с высоким содержанием карбида хрома и карбида бора.
ПОДРОБНОСТИ Кобатек
Электрод AC/DC с высоким содержанием карбида хрома.Он был разработан, чтобы противостоять высокому абразивному износу под давлением в сочетании со средними ударами, которые особенно вызваны грубыми …
Стержневые электроды
Наплавка
ДЕТАЛИ Кобатек
Электрод AC/DC с высоким содержанием карбида хрома. Он был разработан, чтобы противостоять сильному абразивному износу под давлением в сочетании со средними ударами, которые особенно вызваны грубыми частицами…
Стержневые электроды
Наплавка
ДЕТАЛИ Кобатек
Kobatek 818 подходит для сварки Cr-Ni-Mo аустенитных нержавеющих сталей, стабилизированных Ti или Nb. Он используется для рабочих температур от -120°C до +350°C в нефтехимической промышленности и для морской воды.
Стержневые электроды
Нержавеющая сталь
ДЕТАЛИ Кобатек
AS P-308H представляет собой высокоуглеродистый электрод с рутиловым покрытием.Это дает присадочный металл типа Cr-Ni.
Стержневые электроды
Нержавеющая сталь
ДЕТАЛИ Кобатек
Используется для ремонта серого, ковкого, сфероидального и легированного чугуна, такого как Ni-Resist (GG 35, GTS 4506, GTW 4507, GGG 60), а также для соединения деталей из чугуна со сталью.
Стержневые электроды
Чугуны
ДЕТАЛИ
Роль связующих в электродах литиевых батарей
Покрытия электродов в батареях облегчают электрохимические реакции, необходимые для доставки электроэнергии.Связующие, используемые в этих покрытиях, обычно составляют лишь небольшой процент от общего веса батареи, но они необходимы для конструкции аккумуляторных элементов и обеспечивают ряд преимуществ, от повышения безопасности и плотности энергии до емкости и многого другого.
Литий-ионные аккумуляторы
состоят из нескольких ключевых компонентов: катод (положительный электрод), анод (отрицательный электрод), сепаратор и смесь электролитов в качестве проводника. Электрохимические реакции, которые генерируют напряжение и ток, облегчаются на покрытых электродах, где происходят реакции восстановления и окисления.
Большинство литий-ионных аккумуляторов имеют схожую конструкцию, состоящую из:
положительный электрод (катод) на основе оксида металла, нанесенный на алюминиевый токосъемник
отрицательный электрод (анод) из углерода/графита, нанесенный на медный токосъемник
сепаратор с полиолефиновой мембраной, который также иногда имеет покрытие
электролиты из соли лития в органических растворителях
Во время разряда ионы перетекают от анода (окисление) к катоду (восстановление) через электролит и сепаратор.Зарядка батареи меняет направление, и ионы текут от катода к аноду.
Многоцелевой скоросшиватель
В литиевой батарее связующие выполняют несколько задач. Они должны удерживать частицы покрытия вместе и способствовать прилипанию покрытия к металлической или разделительной мембране. Папка также:
Вспомогательные вещества для образования пленки
Помогает сформировать хорошую дисперсию частиц в растворителе или воде. Связующее должно способствовать диспергированию покрытия, обеспечивая однородную суспензию и дискретные частицы на катоде и аноде
Оставайтесь стабильными в суровых условиях батареи, где происходят множественные реакции.Связующее не может развалиться или разрушиться в этой сложной среде.
Связующие могут использовать технологии на основе растворителей или на водной основе. Связующие на основе растворителей требуют дополнительных затрат на восстановление, сбор и соблюдение экологических норм. Связующие на водной основе часто предпочтительнее из соображений стоимости и защиты окружающей среды.
При выборе связующего необходимо учитывать несколько факторов. Как уже упоминалось, связующее должно выполнять ряд задач и выполнять их хорошо — диспергировать, прилипать, связывать частицы, выживать в суровых условиях… плюс, оно должно улучшать работу аккумулятора при его зарядке и разрядке.Аккумулятор может медленно терять емкость из-за циклов зарядки и разрядки сотни или тысячи раз. Связующее играет важную роль в поддержании емкости. С сотовым телефоном снижение емкости аккумулятора со временем может быть неприятностью, но с электромобилем это больше, чем неприятность. Связующее вещество может влиять на емкость и стабильность батареи и, в конечном счете, на срок службы батареи.
Связующие также должны иметь определенную степень гибкости, чтобы они не растрескивались и не образовывали дефектов.Если есть хрупкость, это может создать проблемы при изготовлении или сборке батареи, во время которой электрод с покрытием наматывается или наматывается.
Меньше, легче, мощнее
Поскольку производители аккумуляторов продолжают разрабатывать более мощные, более стабильные и компактные/легкие аккумуляторы, Lubrizol стремится помочь им. Благодаря нашему опыту и возможностям мы сосредоточены на увеличении срока службы батареи и ее конечной стоимости за счет улучшений связующих/диспергаторов для анодов, катодов и сепараторов.Это очевидно в мобильных телефонах и портативных компьютерах, поскольку они продолжают становиться тоньше и легче благодаря аккумуляторной технологии. Они также очевидны в электромобилях, где вес и размер батареи уменьшаются, а запас хода на одной зарядке продолжает увеличиваться.
Сварочные электроды Производители и поставщики в Индии
XALOY 52
ТВЕРДОСТЬ (По состоянию на хранение) : 22 — 25 Rc (Деформационное упрочнение) : 45 — 50 Rc Размер (мм) : 3.15 4,00 5,00 Ток (амперы): 100–140 120–160 150–200
Аустенитный электрод для наплавки и наплавки марганцевых сталей. Депозиты быстро твердеют, имеют чрезвычайно высокую ударную вязкость с отличной устойчивостью к текучести и усталости при повторяющихся ударных и ударных нагрузках. Применения включают железнодорожные стрелки, переезды, стрелки, а: типы молотов, кожухи дробилок и т. д.
АБРОКАР 60
ТВЕРДОСТЬ: 58–62 Rc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 80–100 110–160 140–180
ABROCAR 60 представляет собой новый электрод с основным покрытием позиции для нанесения противоизносных покрытий на углеродистую и марганцовистую сталь. Отложения обеспечивают превосходную стойкость к абразивному износу при высоких нагрузках в условиях сильного удара.Применяется для ремонта режущего инструмента, винтовых конвейеров , зубьев ковша, зубьев ковша и т.д.
АБРАЛОЙ 63
ТВЕРДОСТЬ: 57–63 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 90–120 120–170 160–200
Новый электрод с толстым покрытием и высоким коэффициентом извлечения. Разработан производителями сварочных электродов (диффузионный) для условий экстремального истирания и мягкого удара. Нагар состоит из высокопроцентного первичного карбида хрома, около 50 %. Наплавка низколегированной и малоуглеродистой стали в условиях экстремального истирания и слабого удара. Подходит для зубьев экскаватора, краев ковша, шин Muller, винтовых конвейеров и деталей смесителя, звездочек, шестерен.
ДИФФУЗАЛОЙ 68
ТВЕРДОСТЬ: 61 — 66 HRc Размер (мм): 3.15 4,00 5,00 Ток (амперы): 95–130 130–170 160–200 Полярность: AC/DC+
Электрод нового состава с толстым покрытием и высоким коэффициентом извлечения, специально разработанный для чрезвычайной стойкости к истиранию при высоких температурах. Отложения состоят из высокого процента первичного карбида хрома и вторичных карбидов ванадия и боридов для достижения оптимальных результатов. Для использования в перегонных мельницах и аглофабриках, На таких элементах, как сита дробилки, конвейерные шнеки, компоненты земснаряда и отливка наконечников.
АБРОКАР 84
ТВЕРДОСТЬ: 58–62 Rc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 90–130 100–150 140–200
Сплав на основе железа с карбидами в твердой мартенситной матрице обеспечивает превосходную стойкость к абразивному истиранию с низким напряжением от минералов. Применения включают в себя зубья ковша, кожухи дробилки , молотки-пульверизаторы, щековые дробилки, плуги, скребки, дорожные рыхлители, кромки ковша, винты вентилятора и т. д.
АРКАЛОЙ СУПЕР AC/DC
ТВЕРДОСТЬ: 58–62 Rc Размер (мм): 4,00 x 450 мм Ток (ампер): 90–130 100–150 140–200
Arcaloy AC / DC специально разработан для дугового разряда чугуна и стальных валков дробилки сахарного завода. Как «мокрого», так и «сухого» дугообразования. разработан для осаждения сложных карбидов, чтобы противостоять износу при истирании, адгезии, сжатии и коррозия.Это электрод с высокой степенью извлечения собственной разработки для осаждения «твердых капель» на вершинах зубьев валков дробилки тростника.
ТУФТУЛ 100
РАСТЯЖЕНИЕ: 100–135 кгс/мм ПРОЧНОСТЬ ТВЕРДОСТЬ: 39–43 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 85–120 110–150 140–180
Сплав Cr Ni Mo, специально разработанный для ремонта штампов горячей штамповки кузнечно-прессового производства.Также подходит для инструментов для горячей обработки, опорных блоков, наковальни, ласточкиных хвостов и вставных штампов, валков стана холодной прокатки.
Упрочняемый аустенитный тип продукта, пригодный для наплавки. Депозиты обладают очень высокой устойчивостью к деформации (т.е. ударной вязкостью). Применения включают молотки-пульверизаторы, зубья ковша, звенья цепи звездочки, кожухи дробилки, щеки дробилки , защелки ковша, ключи, изнашиваемые пластины, гусеницы ковша и т. Д.
ТУФТУЛ 200
ТВЕРДОСТЬ: 35-43 Rc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 90-120 110-140 150-200
Новейший износостойкий сплав, содержащий хром, ванадий и вольфрам в качестве основных компонентов сплава. Области применения включают футеровку инструментов, штампов, вращающихся сверл , пробивных штампов и оправок.
АБРАЛОЙ 240
ТВЕРДОСТЬ: 52 -68 Rc Размер (мм) : 3,15 4,00 5,00 Ток (ампер): 90 -100 120 -160 140 — 200
Недавно разработанный электрод с низким тепловложением с Cr, V, устойчивый к сильному истиранию, коррозии и ударам от умеренных до умеренных.Используется для углеродистых сталей и аустенитных марганцевых сталей. Рекомендуется для молотков дробилки, направляющих, кромок ковша, скребков, угольных форсунок и горелок.
АБРАЛОЙ 300
ТВЕРДОСТЬ: 57–60 Rc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 80–120 120–160 150–200
Высоколегированный электрод из хромистого железа, пригодный для высоких абразивных и умеренных ударных нагрузок . Превосходная стойкость к царапанью при низком напряжении, шлифованию под высоким напряжением, истиранию и эрозии удара частиц под малым углом. Применения включают конвейерные шнеки, бульдозер и долота , отвалы бульдозера, диафрагмы мельницы, лопасти для смешивания резины, земснаряд, крыльчатки и т. д.
ТУФАЛОЙ 320
ТВЕРДОСТЬ (по данным депонирования): 28-32 Rc (пламенная закалка): 35-40 Rc Размер (мм): 4.00 5.00 Ток (ампер): 120-160 150-200
Поддающийся механической обработке продукт для износостойких наплавок и наплавок. Стойкость к износу из-за сильных ударов, умеренного трения и легкого истирания. Подходит для мельничных шестерен, несущих и опорных роликов, натяжных роликов, крановых колес , шестерен и шестерен, хвостовых балок, зубчатых венцов и т. д.
СУПЕРАЛОЙ 495
ТВЕРДОСТЬ (на I слое) (на II слое) (По состоянию на осаждение): 47–49 HRc 41–43 HRc (После 1-го отпуска в течение 1 ч.при 600°C) : 49 — 51 HRc 44 — 47 HRc (После 2-го отпуска в течение 1 часа при 600°C) : 51 — 53 HRc 47 — 49 HRc (После 3-го отпуска в течение 1 часа при 600°C ) : 52 — 54 HRc 50 — 53 HRc Размер (мм) : 3,15 4,00 5,00 Ток (ампер) : 80-110 120-150 150-190
Это специальный электрод, наплавляющий прочный высоколегированный наплавленный металл , который обеспечивает превосходную стойкость к износу металла при температуре до 650°C.Этот электрод можно использовать для твердосплавной наплавки любого компонента, подвергающегося износу металл-металл при 0 повышенных температурах до 650°C. штампы для ковки, штампы для горячей штамповки, оправки, кольца для вытяжки, инструменты для горячей штамповки, инструменты для горячей штамповки, направляющие кольца, изнашиваемые кольца , штампы для горячего волочения, штампы для горячей обрезки и т. д.
СВЕРХАЛОЙ 550
ТВЕРДОСТЬ: 50-55Rc Размер (мм): 3.15 4,00 5,00 Ток (амперы): 85-100 110-160 140-180
Электрод из карбида железа, устойчивый к очень сильному истиранию, сошники, скребки , винтовые конвейеры, шнеки самоходной мельницы, угольные желоба, зубья ковша, зубья ковша , пластины ковша, трамбовочные инструменты и т. д.
ДИФФУЗАЛОЙ 555
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 115 кгс/мм ТВЕРДОСТЬ : 50 — 55 HRc Размер (мм) : 3. 15 4,00 5,00 Ток (амперы): 85-120 105-140 125-165 Полярность: AC/DC+
Недавно разработанный электрод с основным покрытием, предназначенный для получения высоколегированного металла сварного шва . Наплавленный металл поддается механической обработке и обладает высокой степенью ударной вязкости. Превосходно подходит для изготовления больших композитных штампов или капитального ремонта аналогичных штампов, применяемых в сталелитейной, химической, криогенной и атомной промышленности. штампы для горячей штамповки, штампы для горячей штамповки, оправки, кольца для вытяжки, инструменты для горячей штамповки, инструменты для горячей штамповки , направляющие кольца, износные кольца, штампы для горячей штамповки, штампы для горячей обрезки и т. Д.
ДИФФУЗАЛОЙ 560
Твердость: 50–60 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 90–110 120–160 140–180
Электрод для наплавки с основным покрытием, обеспечивающий плавную дугу и минимальное разбрызгивание. Шлак полностью покрывает борт и легко отделяется. Прочный наплавленный металл имеет низкое содержание водорода и очень высокую твердость. Может использоваться на углеродистой и низколегированной стали, марганцевой стали и ковком чугуне. Применение включает наплавку ковшей, колодок, зубьев ковшей, щековых дробилок, угольных дробилок, скребков , бульдозерных отвалов, зубьев ковша, винтовых конвейеров, металлорежущих и формовочных инструментов.
ДИФФУЗАЛОЙ 565 CrNi
ТВЕРДОСТЬ (на М.S.) (на чугуне) (третий слой) : 41–43 HRc 48–50 HRc (первый слой) : 42–45 HRc 18–25 HRc Размер (мм) : 3,15 4,00 5,00 Ток (ампер) ) : 85-120 105-140 125-165
Это специально разработанный основной электрод, который дает высоколегированный металл , который демонстрирует превосходное сочетание умеренно высокой твердости, ударной вязкости , коррозионной стойкости к различным водным растворам. Идеально подходит для защиты от влажной коррозии, истирания и умеренных ударов. Корпуса шламовых насосов, рабочие колеса и другие детали из чугуна.
МАКРОЛОЙ 712
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 100 кгс/мм (мин.) ТВЕРДОСТЬ (Один слой) : 45-50 Rc Размер (мм) : 3,15 4,00 5,00 Ток (ампер) : 80-110 100-130 140-1250
Прямой сплав хромированной нержавеющей стали, устойчивый к кавитационной эрозии, эрозии удара частиц , эрозии потока жидкости и коррозии.Твердость может составлять при температуре 600º. Подходит для всех типов клапанов, дисков ротора, втулок насосов , заглушек и муфт рафинера и т. д.
МАКРОЛОЙ 812
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 100 кгс/мм (мин. ) (после термообработки при 580 — 620ºC) Удлинение: 14% (мин.) ТВЕРДОСТЬ: 32-35Rc Размер (мм): 3,15 4,00 5,00 Ток (мм) ампер) : 90-120 110-140 130-180
Для наплавки на прямую хромированную мартенситную сталь.Отложения прочные и устойчивы к кавитационной эрозии, ударной эрозии частиц, истиранию и умеренной коррозии . Подходит для заглушек и разъемов рафинера, рабочих колес, патрубков насосов , корпусов насосов, рабочих колес гидроэлектрических турбин, ковшей , а также для новых или изношенных отходов сахарного завода и наковальней фибризатора.
Модифицированный химический состав по сравнению с Xaloy 52, обеспечивающий лучшее соотношение Mn и хрома. Подходит для всех типов молотов, кожухов дробилок и т.д. Разработан исключительно для ремонта стрелок и переездов с интенсивностью движения до 25 GMT.
ХАДМОЛОЙ 1400
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 60 кг/мм (мин.) ТВЕРДОСТЬ (наплавленный) : 180-200 BHN (нагартованный) : 400-450 BHN Размер (мм) : 4,00 5,00 Ток (амперы) : 120-160 150-200
Hadmoloy 140 представляет собой специально разработанный Ni-Cr-Mn противоизносный электрод , подходящий для высокопрочных, устойчивых к растрескиванию и износостойких соединений. Рекомендуется для соединения низкоуглеродистой стали с марганцевой сталью и амортизации марганца Гадфилда.
Сталь в угольной, цементной, сталелитейной промышленности.
ТУФАЛОЙ 3200
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 100 кгс/мм (мин. ) Удлинение : 14% (мин.) ТВЕРДОСТЬ : 37-45 HRc Размер (мм) : 3,15 4,00 Ток (амперы) : 90-120 120-140
Для умеренных ударов и среднего и сильного истирания. Сварочные отложения сохраняют твердость до 500°С.Области применения включают турбины, литые хромированные корпуса клапанов, нефтеперерабатывающее оборудование, трубы горелок , штампы для горячей штамповки, шестерни мельниц, землеройные машины, барабаны и т. д.
ДИФФУЗАЛОЙ 4351
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 77 кгс/мм (мин.) Удлинение : 15% (мин.) ТВЕРДОСТЬ : 38 — 42 HRc Размер (мм) : 3,15 4,00 5,00 Ток (ампер): 80-120 115-150 -190
Электрод специального назначения с основным покрытием с превосходной стабильностью дуги и легко отделяемым шлаком на гладком валике. Металл шва представляет собой мартенситную нержавеющую сталь Cr-Ni-Mo . При нанесении на мягкую сталь он дает твердость 40-42 HRc на втором слое и 37-39 Rc на пятом слое. Наплавленный наплавленный металл обладает отличной стойкостью к коррозии, точечной коррозии и ударным нагрузкам. Типичные области применения включают наплавку лопаток паровых турбин, седел клапанов и клапанов высокого давления. Также может использоваться для ремонта оборудования целлюлозно-бумажного комбината.
ДИФФУЗАЛОЙ 6 WZ
ТВЕРДОСТЬ: 60 — 64 HRc Размер (мм): 3.15 4,00 5,00 Ток (амперы): 90-120 120-150 150-200 Полярность: AC/DC+
Специально разработанный полуосновной электрод из быстрорежущей инструментальной стали, наплавляющий высоколегированный металл сварного шва, поддающийся термообработке. Для ремонта и восстановления штампов, инструментов из композитной быстрорежущей стали марки . Обеспечивает максимальную твердость кромок при высоких температурах. Отлично подходит для лезвий ножей и деталей станков , подверженных сильному фрикционному износу.Идеально подходит для создания композитных заготовок или штамповочных штампов.
ДИФФУЗАЛОЙ 6100 WZ
ТВЕРДОСТЬ: 60–64 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 90–110 120–150 140–190 Полярность: AC/DC+
Специально разработанный полуосновной электрод из быстрорежущей инструментальной стали, наплавляющий высоколегированный металл сварного шва.Он имеет отличную свариваемость в плоском, горизонтальном и вертикальном положениях вверх. Сварной валик гладкий и имеет отличное сцепление с основным металлом. Используется для ремонта и восстановления быстрорежущих инструментальных сталей, режущих инструментов, инструментов для прокалывания и бритья, штампов для горячей и холодной вырубки и обрезки , ножей для горячей и холодной резки, штамповочных штампов, захватов для подъема слитков, направляющих прокатных станов и т. д.
Супер-противоизносный сплав
АБРАЛОЙ 61 AC/DC+
ТВЕРДОСТЬ: 60 — 65 HRc Размер (мм): 3.15 4,00 5,00 Ток (ампер): 95-130 135-180 160-200
Электрод нового состава с толстым покрытием и высоким коэффициентом извлечения, специально разработанный для чрезвычайной стойкости к истиранию при высоких температурах. Твердость 0 сохраняется до 500 С. Применяется для наплавки деталей, подверженных сильному абразивному износу, трению , нагреву и коррозии. Наплавка инструментов, используемых в сталелитейной, угольной и рудной промышленности , а также в цементной промышленности.
СОП
ТВЕРДОСТЬ: 68-72 Rc ОБЪЕМНАЯ 3 РАСХОД: 300 см на кг.пасты
Состоит из сверхтвердых кристаллов борида хрома. Это самый устойчивый к истиранию материал . Ограничен тонким слоем, максимальная толщина до 1,5 мм.
АБРОКАР 184
ТВЕРДОСТЬ: : 58-62 Rc (однослойная) : 60-65 Rc (трехслойная) Размер (мм) : 3.15 4,00 5,00 Ток (ампер): 90-130 100-160 140-200
Износостойкий сплав со сложными карбидами. Превосходная стойкость к абразивному истиранию под высоким напряжением, отличная стойкость к истиранию и царапанию . Области применения такие же, как у Abrocar 84, а также рекомендуется для высокотемпературных применений, таких как угольные форсунки, угольные горелки и т. д.
АБРАЛОЙ 2412
ТВЕРДОСТЬ: 60 — 65 HRc Размер (мм): 3.15 4,00 5,00 Ток (амперы): 95–130 135–170 165–200 Полярность: AC/DC+
Новая формула электрода с толстым покрытием и высоким восстановлением, специально разработанная для обеспечения высокой стойкости к истиранию и ударам от умеренных до умеренных. В основном используется на конвейерных шнеках, дробилках клинкера , решетках в оборудовании для обогащения полезных ископаемых, бетонных и цементных насосах, трубах угольной горелки , молотах Fibrizer / Mincer, рычагах дробилки агломерата, конвейерах горячего шлака, цепях конвейера клинкера , шнеках, шламовых насосах, заготовке. Направляющие конвейера, башмаки толкателей кокса, вертикальные ролики для угольных мельниц и т. д.
АБРАЛОЙ 3000 Д
ТВЕРДОСТЬ: 63-68 Rc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 90-130 120-150 150-200
Электрод с высоким восстановлением, разработанный специально для защиты от сильного высокотемпературного абразивного износа и эрозии. Отложение состоит из первичных и вторичных карбидов.Твердость сохраняется до 600º C. Применение включает трубы для угольных горелок, молотки для измельчения волокнистых материалов, дробилки для агломерата, конвейеры для горячего шлака , конвейерные цепи для клинкера, шнеки, шламовые насосы и башмаки для выталкивания кокса.
АБРАЛОЙ 3505
ТВЕРДОСТЬ: 60–64 HRc Размер (мм): 4,00 5,00 Ток (ампер): 120–160 150–200
ABRALOY 3505 представляет собой электрод с высоким восстановлением с основным покрытием, который наплавляет твердый наплавленный металл, богатый карбидами хрома. Наплавка имеет превосходную стойкость к истиранию при низком напряжении . Из-за высокой твердости рекомендуется для однослойной наплавки . Наплавка обеспечивает противоизносное покрытие на углеродистой стали, стали Mn. Области применения включают наплавку тростниковых ножей, бульдозерных отвалов и другого горнодобывающего оборудования.
АБРАДУР 3605
ТВЕРДОСТЬ: 60 — 64 HRc Размер (мм): 3.15 4,00 5,00 Ток (амперы): 120-150 150-200 180-240
Электрод с высоким коэффициентом восстановления, содержащий хром, никель, молибден и карбид бора , устойчивый к высокотемпературному истиранию, эрозии и умеренному удару. Очень хорошо подходит для молотков-фибризаторов, агломолотов, шнеков, шламовых насосов и т. д.
АБРАЛОЙ 3720
ТВЕРДОСТЬ (на III слое): 61 — 65 HRc Размер (мм) : 3. 15 4,00 5,00 Ток (амперы): 100-140 140-175 160-200
Электрод со специальной формулой, высоколегированный, с толстым покрытием, с высокой эффективностью металла сварного шва . Добавление специального сплава дает уникальное наплавленное покрытие, которое чрезвычайно богато различными типами карбидов и демонстрирует отличные характеристики при высоких температурах. Применяется для наплавки деталей, подверженных высокому абразивному износу, эрозии и трению.Трубы угольных горелок, цепи клинкерного конвейера, шнеки, шламовые насосы, направляющие конвейера для заготовок , башмаки толкателя кокса, вертикальные ролики угольной мельницы, решетки в оборудовании для обогащения полезных ископаемых, где перерабатывается живой уголь и шлак, и т. д.
СУПЕРАЛОЙ 7000 TCC
ТВЕРДОСТЬ (на I слое) : 63-65 HRc (на II слое) : 66-70 HRc Размер (мм) : 5×350 Ток (амперы) : 100-225AC/DC +
Трубчатый электрод для наплавки, содержащий сложные карбиды. Помимо первичных карбидов вольфрама, сплав также содержит вторичные карбиды металлов, таких как ниобий, хром, ванадий и молибден. Этот сплав не имеет мягкой матрицы и обеспечивает исключительно высокую износостойкость к истиранию, эрозии и трению. Области применения включают в себя кромки ковша драглайна, отвалы бульдозера, зубья лопаты , плуги мюллера, угольные желоба, ножи и т. д.
Жаропрочный сплав
ДИФФУЗАЛОЙ 817
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 45 кгс/мм (Мин.) Удлинение (L=4d): 30% (мин.) CVN Ударная нагрузка (+20°C): 65 Дж (мин.) ТВЕРДОСТЬ (после сварки): 19–24 HRc (после закалки): 38 — 43 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 110-140 140-170 170-210
Уникальный высоколегированный электрод специального состава для наплавки и ремонта изношенных деталей, подверженных окислению, коррозии и термическому/механическому напряжению при высоких температурах. Наплавка прочная, без трещин и упрочняющая. Электрод с толстым покрытием, имеющий извлечения металла 150%. Штампы горячей ковки. Плашки для горячей обрезки. Восстановление режущей кромки горячережущих и формовочных инструментов, уплотнений клапанов.
ДИФФУЗАЛОЙ 925
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 60 кгс/мм (мин.) Удлинение : 30% (мин.) CVN Ударная нагрузка (+20°C) : 65 Дж (мин.) Размер (мм): 3,15 4,00 Ток (ампер): 60-100 75-130
Специально разработанный электрод для сварки сталей типа Sandvik 2, RK 65, Alloy 20, HV 9, Carpenter 20 и т.д. Стойкость к коррозии до 1200°C. Подходит для сварки низколегированных сталей и соединения различных сталей с мягкими сталями, а также для криогенных компонентов. Предназначен для сварки всех положений.
СВЕРХАЛОЙ 1001
ТВЕРДОСТЬ: 52-57 Rc Размер (мм): 3.15 4.00 Ток (ампер): 70-100 90-120
Электрод на кобальтовой основе с отличной свариваемостью, который не истирается, не задирается и не заедает в процессе эксплуатации. Твердость в горячем состоянии при 600ºC составляет около 42 HRC.
Области применения включают направляющие ролики, винты, керамические высекальные прессы , шаблоны, штампы и т. д.
СВЕРХАЛОЙ 1006
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 85 кгс/мм (мин.) ТВЕРДОСТЬ : 40-44 Rc Размер (мм) : 3,15 4,00 Ток (амперы) : 70-100 90-180
Электрод на кобальтовой основе для высокотемпературных применений. Отложения обладают свойством удерживания края без склонности к размягчению и образованию отложений при повышенных температурах. Хорошая стойкость к истиранию, трению и коррозии.
СВЕРХАЛОЙ 1012
ТВЕРДОСТЬ: 44 — 50 HRc Размер (мм): 2.5 3,15 4,00 5,00 Ток (А): 60-85 85-120 120-150 150-190
Лучший сплав, разработанный для работы при высоких температурах. Специальная формула на основе кобальта с высоким содержанием вольфрама обеспечивает более высокую твердость и устойчивость к абразивному износу в условиях высоких температур и коррозии. Используется для супер кондиционирования седел клапанов и ножей в ковровой и химической промышленности, горячих пуансонов, опрокидывания турбинных лопастей, опрокидывания пильных полотен, направляющих валков прутковых мельниц, режущих валов, конвейерных винтов , блоков для волочения проволоки, лезвий для горячих ножниц, кромкообрезных роликов. , Плашки для горячей обрезки и обжимные оправки.
СУПЕРАЛОЙ 1750
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 65 кг/мм (мин.) Удлинение : 30% мин. Размер (мм): 3,15 4,00 Ток (ампер): 70-100 90-130
Всепозиционный электрод на основе никеля для сварки и наплавки высокотемпературных сплавов , таких как C-276, Ni, Mo 16, Cr 15 W.Также используется для наплавки низколегированных сталей. Применяется для наплавки инструментов, пуансонов и т.п., работающих при высоких температурах в агрессивных средах . Наплавки не склонны к охрупчиванию при низких или высоких температурах.
Электрод со специальной формулой, образующий покрытие типа инконеля, не требующее какой-либо специальной термической обработки после сварки для достижения оптимальных свойств. Наплавленный наплавленный металл обладает превосходной способностью противостоять коррозии и окислению при высоких температурах в таких применениях, как компоненты печей и корпуса реакторов.Он показывает превосходную ударную вязкость при криогенных температурах (от 0 до -269 C). Наплавка дает прочное соединение , а также используется для наплавки жаропрочных хромистых и хромоникелевых сталей/литых сталей и сплавов на основе никеля.
СВЕРХАЛОЙ 1755 Mo
ТВЕРДОСТЬ (по данным депонирования): 180–240 BHN Нагартованное: 350–370 BHN Размер (мм): 2. 5 3,15 4,00 Ток (амперы): 70-100 100-130 130-170
Superaloy 1755 Mo представляет собой электрод с основным покрытием с низким тепловложением, который дает наплавку типа инконеля. Наплавка сохраняет свою высокую твердость при повышенной температуре. 550-1100°С. Применения включают соединение различных типов нержавеющих сталей , сплавов на основе никеля, особенно аустенитных, с ферритными сталями, сварку соединений в атомной энергетике, сварку криогенных сталей и антикоррозийная наплавка деталей печи.
СУПЕРАЛОЙ 1768
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 65 кгс/мм Размер (мм): 2,5 3,15 4,00 Ток (ампер): 60-90 90-130 130-170
Электрод с полуосновным покрытием, дающий покрытие типа Inconel , не требует какой-либо специальной термической обработки после сварки для достижения оптимальных свойств. Применение включает соединение различных типов нержавеющих сталей, сплавов на основе никеля, разнородных соединений, особенно аустенитных и ферритных сталей, сварку наплавки низколегированных сталей, корпусов реакторов, сварку соединений в атомной энергетике , сварку криогенных сталей, износостойкая и антикоррозионная наплавка деталей печей, термообработка печей и арматуры, изготовление переходных соединений, шиберных задвижек на фреоновых заводах и аналогичных применениях.
СУПЕРАЛОЙ 1770
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 65 кг/мм (Мин.) Размер (мм): 2,5 3,15 4,00 Ток (ампер): 80–120 100–130 150–175
SUPERALOY 1770 — это специально разработанный электрод для сварки различных типов нержавеющей стали марки , сплавов на основе никеля и разнородных соединений. Применение включает сварку криогенных сталей, задвижек, деталей печей для термообработки и корпусов реакторов. Также используется для защиты от износа и коррозии.
СУПЕРАЛОЙ 1780
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 60 кгс/мм (мин.) Удлинение: 32% (мин.) Размер (мм): 2.5 3,15 4,00 5,00 Ток (ампер): 65-90 80-120 130-155 165-190
Специально разработанный сплав, который дает покрытие типа инконеля, обладающее всеми механическими свойствами только в металле сварного шва. Его высокая прочность в сочетании с высокой пластичностью, хорошей ползучестью и термостойкостью при высоких температурах до 1000°C и превосходной ударной вязкостью при низких температурах делают его автоматическим выбором как для высоких, так и для низких температур. Соединение различных видов нержавеющих сталей , нибазовых сплавов, разнородных соединений, особенно аустенитной стали с ферритной, сварка наплавки низколегированных сталей, корпусов реакторов, сварка соединений в атомной, химической, нефтехимической промышленности, стекольных заводах , сварка криогенных сталей, противоизносная и антикоррозионная наплавка деталей печи , печи для термообработки и приспособления, печные шины Сверла и фрезы, Компоненты бетонной мельницы для тяжелых землеройных работ, изготовление переходных соединений, задвижки во фреоне растения и подобные приложения.
ДИФФУЗАЛОЙ 2535
Размер (мм): Ток (амперы) : 2,5 3,15 4,00 5,00 60-90 90-125 130-170 170-220
Это специальный электрод с высоким коэффициентом восстановления, наплавляющий полностью аустенитный металл , обладающий исключительно высокой коррозионной стойкостью к различным промышленным кислотам. Он хорошо подходит для соединения и наплавки такой же или аналогичной стабилизированной или нестабилизированной, полностью аустенитной литой стали на основе молибдена и меди. Для соединения основных материалов , упомянутых выше, или в качестве наплавки на заводах по производству фосфорной и серной кислоты металл сварного шва также обладает отличной коррозионной стойкостью ко многим органическим кислотам.
Diebuild Series
ДИСКОВАЯ СВАРКА
ТВЕРДОСТЬ: 32-36 HRc Размер (мм): 3.15 4,00 5,00 Ток (амперы): 100-120 110-150 150-170
Недавно разработанный электрод с низким тепловложением, который дает наплавку из легированной Cr-Ni-Mo-V стали , которая считается стандартной для ремонта штамповых блоков, как для лоскутных, так и для обширных работ. Наплавка хорошо поддается механической обработке и увеличивает срок службы штампа, и, следовательно, это автоматический выбор для ремонта и восстановления штампов горячей штамповки . Твердость наплавленного металла составляет 32 — 36 RC. Нагрев для снятия напряжения после сварки до 450º C в течение 1/2 ч еще больше улучшит ударную вязкость ремонтных работ.
ДЕМОНТАЖ N
ТВЕРДОСТЬ: 45-48 HRc 2 ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 100-120 кгс/мм Размер (мм): 3,15 4,00 5,00 Ток (ампер): 80-110 100-140 130-170
Электрод с основным покрытием, наплавляющий металл сварного шва с высоким содержанием Cr-Ni-Mo-V, содержащий низших атомов углерода, но в остальном аналогичный 55 Ni Cr Mo V2.Он отлично подходит для наращивания рабочей поверхности композитных штампов для горячей штамповки, как больших, так и малых. Наплавка обладает отличной износостойкостью при повышенных температурах. (до 650º C), он идеально подходит для восстановления всех типов горячих штампов, , одинаково полезен как для небольших ремонтных работ, так и для капитального ремонта.
ДЕМОНТАЖ Е
ТВЕРДОСТЬ: 41-45 HRc 2 ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 100-110 кгс/мм Размер (мм): 3.15 4,00 5,00 Ток (амперы): 80-110 100-140 130-170
Основной электрод, предназначенный для получения наплавленного металла из низкоуглеродистой легированной стали, аналогичного H 12 по содержанию сплава. Идеально подходит для изготовления больших композитных штампов или капитального ремонта аналогичных вставных штампов, используемых при горячей штамповке. Наплавленный металл имеет превосходную стойкость к тепловому растрескиванию и стойкость к тепловому удару. Он демонстрирует превосходную износостойкость при высокой температуре по сравнению с DIE-BUILD-N. Наплавка поддается механической обработке и имеет твердость 41 — 45 Rc. Его твердость можно регулировать по желанию путем применения подходящей послесварочной термообработки/отпуска.
DIEBUILD S
ТВЕРДОСТЬ: 41-47 Rc 2 ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 100-110 кгс/мм Размер (мм): 3,15 4,00 5,00 Ток (ампер): 85-110 100-130 130-160
Электрод с основным покрытием этой серии дает высоколегированный низкоуглеродистый металл шва1, аналогичный BH 10 A. Металл сварного шва поддается механической обработке и демонстрирует высокую степень ударной вязкости, превосходную горячую прочность и износостойкость при повышенных температурах наряду с хорошей стойкостью к тепловому растрескиванию. Хорошо выдерживает температурные удары и даже допускает водяное охлаждение от 500 ºC до 650 ºC. Подходит для наращивания больших композитных штампов или капитального ремонта аналогичных штампов, используемых в сталелитейной, химической и атомной промышленности.
МАТРИЦА DIFFUSALOY 100
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 75 кгс/мм (Мин.) Твердость: 42–45 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 80–120 120–150 150–190
Недавно разработанный электрод с Cr-Ni-Mo специально для ремонта кузнечных штампов в кузнечной промышленности. Наплавленный металл шва обладает высокой устойчивостью к растрескиванию даже при более высокой ударной нагрузке. Это всепозиционный электрод с высокой прочностью для ремонта больших ковочных штампов, инструментов для горячей обработки, оснований молотов, опорных блоков, наковальни и вставных штампов, валков стана холодной прокатки. Любая поверхность требует сопротивления ударам и трению.
МАТРИЦА DIFFUSALOY 101
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 115 кгс/мм (мин.) ТВЕРДОСТЬ: 37–42 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 80–120 120–150 150–190
Недавно разработанный электрод с Cr-Ni-Mo-W-Co специально для ремонта кузнечных штампов в кузнечной промышленности. Применяется для сварки высокопрочных отпущенных низколегированных сталей, а также сварки процессом стальных отливок, литых сталей соответствующей прочности. Это всепозиционный электрод с высокой прочностью для ремонта больших ковочных штампов, инструментов для горячей обработки, оснований молотов, опорных блоков, наковален и вставных штампов, валков стана холодной прокатки.
МАТРИЦА DIFFUSALOY 105
Твердость: 47 — 54 HRc Размер (мм): 3. 15 4,00 5,00 Ток (ампер): 80-120 120-150 150-190
Недавно разработанный электрод с Cr-W-V, используемый для стали аналогичного типа, а также для наплавки кромок или поверхностей инструментов из низколегированных сталей. Наплавленный металл имеет хорошую стойкость к высоким температурам , что очень полезно для увеличения срока службы. Этот продукт очень подходит для ремонта ковочных штампов в кузнечной промышленности. Используется для лезвий для горячей резки, волочильных блоков , штампов для горячей штамповки, штампов для ударного формования, ножниц для плит, контейнеров, обжимных материалов и т. д.
Трубчатый продукт
ТУБАЛОЙ 23
ТВЕРДОСТЬ (по депонированию) : 58-60 RC (многослойный) : 62-64 RC Размер (мм) : 6,00 8,00 11,00 Ток (амперы) : 80-125 140-190 190-250
Специальный сплав состоит из твердой аустенитной матрицы с карбидами хрома, ниобия, молибдена, вольфрама и ванадия. Предназначен для обеспечения стойкости к сильному истиранию и эрозии как при температуре окружающей среды, так и при повышенных температурах (до 800 ºC).
Используется для агловентиляторов, агломераторов , колоколов и бункеров доменных печей, цементных печей, изнашиваемых плит, изнашиваемых клинкерных плит.
ТУБАЛОЙ 33
ТВЕРДОСТЬ: 50-55 Rc (многослойная): 56-60 Rc Размер (мм): 6.00 8.00 11.00 Ток (ампер): 80-125 140-190 190-250
Трубчатый электрод из аустенитного железа, предназначенный для сварки марганцевых сталей для получения очень стойкой к истиранию и ударопрочной поверхности. Также используется для наплавки углеродистых и низколегированных сталей. Области применения включают молоты дробилок, кожухи и вкладыши, кромки и зубья ковша, ударные стержни и т. д.
ТУБАЛОЙ 35
ТВЕРДОСТЬ (Однослойный) : 50-60 Rc (Многослойный) : 58-62 Rc Размер (мм) : 6.00 8.00 11.00 Ток (ампер): 80-125 140-190 190-250
Трубчатый электрод из аустенитного железа с прочной аустенитной матрицей с большим содержанием карбидов хрома и молибдена. Депозит устойчив к истиранию при шлифовке. Может наноситься непосредственно на серый чугун и низкоуглеродистую сталь без предварительного нагрева. Подходит для дробильного оборудования, землеройной и сельскохозяйственной техники.
ТУБАЛОЙ108
ТВЕРДОСТЬ (по состоянию на хранение) : 15 — 20 Rc (деформационное упрочнение) : 45-48 Rc Размер (мм) : 6. 00 8.00 11.00 Ток (ампер): 80-125 140-190 190-250
Трубчатый электрод хромомарганцевого типа, содержащий ванадий в качестве компонента сплава . Депозит быстро затвердевает и придает сопротивление как к истиранию, так и к ударам. Области применения включают кожухи дробилок, молоты, ударные стержни и т. д.
Сталь
СУПЕРМАТИК
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 48 кгс/мм (мин.) Удлинение : 22% (мин.) Размер (мм) : 2,50 3,15 4,00 500 Ток (амперы) : 60-90 80-120 110-170 140-200
Для контактной сварки во всех положениях с минимальным подводом тепла для низкоуглеродистых сталей. Используется для изготовления тонких листов, резервуаров, трубопроводов, емкостей, а также валов, валов и т. д. для сахарных заводов.
ДИФФУЗАЛОЙ ГЗБ левый
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 43 кгс/мм Удлинение : 30% Размер (мм) : 3.15 4,00 5,00 Ток (амперы): 110-130 140-180 200-240
Специально разработанный электрод с уникальным покрытием, позволяющим наплавлять металл шва, который представляет собой почти чистое железо, содержащее очень мало кремния и углерода, а также весьма низкое содержание марганца. Поэтому идеально подходит для ремонта ванн цинкования. Этот электрод применяется при сварке баков ванн цинкования и для заполнения изношенных частей ванн цинкования.
УНИЛОЙ 608
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 65 кгс/мм (мин. ) Удлинение: 25% (мин.) Твердость: 160-190 BHN Размер (мм): 2,50 3,15 4,00 5,00 Ток (ампер): 45-90 60-110 100-140 140-190
Высоколегированный электрод для сварки и амортизации средне- и высокоуглеродистых, низколегированных и высоколегированных сталей марки , а также нержавеющих сталей.Подходит для термостойкости и коррозионной стойкости с лучшей пластичностью. Угловые трещины ковшей, звенья тележки , гусеницы, инструменты для разделения, детали печей, амортизирующий слой на щековых дробилках , молоты, ремонт инструментов и для коррозионно-стойких накладок на углеродистых сталях.
Для соединения и наплавки марганцевых сталей, а также для соединения их с другими сталями . Отличная стойкость к нагреву (до 900º C) и коррозии. Применение включает лопаты, экскаваторы и драглайны, гусеницы, мантии и другие детали из марганцовистой стали.
ДИФФУЗАЛОЙ 618 X
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 60-65 кгс/мм (мин.) Удлинение : 35% (мин.) Размер (мм) : 4,00 5,00 Ток (амперы) : 100-160 140-190
Электрод с высоким коэффициентом восстановления для сварки и наплавки марганцевых сталей и для соединения их с другими сталями. Отличная стойкость к истиранию, трению, нагреву и легкой коррозии.
Области применения включают лопаты, экскаваторы и драглайны, гусеницы, мантии и другие детали из марганцовистой стали.
УНИЛОЙ 620
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 65 кгс/мм (Мин. ) Удлинение: 25% (мин.) Твердость: 160–180 BHN Размер (мм): 3,15 4,00 Ток (ампер): 60–110 110–140
Для соединения и наплавки средне- и высокоуглеродистых сталей. Также для защемленных соединений и для соединения углеродистых и нержавеющих сталей. Депозиты обладают высокой прочностью на растяжение, пластичностью , термостойкостью и коррозионной стойкостью. Области применения включают гусеничные ленты, детали печей и наплавку нержавеющих сталей.
УНИЛОЙ 624
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 80–85 кгс/мм (мин.) Твердость: 175–225 BHN (однослойная) на мягкой стали Размер (мм): 2,50 3,15 4,00 5,00 Ток (ампер): 45–90 60–110 100-150 140-190
Сварочный электрод с дуплексной структурой, рекомендуемый для сварки неизвестных и непохожих сталей . Наплавки прочные, имеют очень высокую прочность на растяжение и рекомендуются для главного вала коробки передач, промежуточных валов, ремонта инструментов и штампов , соединительных изнашиваемых пластин, наконечников гидравлических экскаваторов, ковшей и т. д.
Специально разработанный высокопрочный аустенитный электрод дуплексной структуры для сварки и наплавки разнородных и очень широкого спектра легированных сталей марки . Простота в использовании с плавной дугой, малым разбрызгиванием и даже образованием валика . Общепризнанный продукт, имеющий применений практически во всех отраслях промышленности.
Специально разработан для соединения и наплавки на среднеуглеродистую сталь, низколегированную и высоколегированную сталь , нержавеющую сталь и кремнистую сталь (ламинирование). Депозит обладает высокой прочностью на растяжение, пластичностью, термостойкостью и коррозионной стойкостью. Рекомендуется для сварки штамповок из кремнистой стали.
УНИЛОЙ 685
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 68 кгс/мм (мин.) Удлинение: 30% ТВЕРДОСТЬ: 160–190 BHN Размер (мм): 2,5 3,15 4,00 5,00 -190
Уникальный электрод с низким тепловложением и превосходным составом сплава для высокопрочного соединения и амортизации средне- и высокоуглеродистых сталей, инструментальных и штамповых сталей , нержавеющих сталей, а также нержавеющих и углеродистых сталей . Также рекомендуется для наплавки на углеродистую сталь для обеспечения коррозионной стойкости и эксплуатации при высоких температурах до 1100 C. Инструменты для разъединения, соединения деталей из стали в землеройных машинах, деталей печей гусениц, охлаждающих плит , цапф роликов сахарного завода и т. д.
Всепозиционный электрод со сверхнизким содержанием водорода1 с основным покрытием, обеспечивающий сварку низколегированных, среднеуглеродистых и низколегированных высокопрочных сталей с рентгеновским качеством . Отложения свободны от водородного охрупчивания. Может использоваться на грязных сталях, включая автомобильные рамы, ступицы , стальные шестерни, звездочки, рамы локомотивов, дефекты стального литья и т. д.
ДИФФУЗАЛОЙ 818
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 56-62 кгс/мм (мин.) 2 Предел текучести: 48 кгс/мм (мин.) Удлинение: 20% (мин.) Размер (мм) : 3,15 4,00 5,00 Ток (ампер) : 100-140 130-170 160-200
Электрод с низким содержанием водорода с основным покрытием для низколегированных хромомолибденовых сталей, закаленных сталей и т. д. Предназначен для сварки в любых положениях и устойчив к окалине до 550°C. Идеально подходит для изготовления сосудов, трубопроводов и т. д.
Полностью позиционный водородный электрод с легирующими элементами, такими как Ni-Cr-Mo, обеспечивает высокопрочное покрытие. Наплавка обеспечивает радиографическое качество и сопротивление ползучести до 550ºC.
Идеально подходит для ремонта деталей из HEMM, броневой стали и т.д.
Превосходный сварочный электрод по сравнению с Diffusaloy 618. Обладает отличной стойкостью к ударам и истиранию (марка ). Электрод проявляет способность к сварке , легкое отделение шлака и повышенную трещиностойкость. Основное применение включает соединение и капитальный ремонт марганцовистой стали в горнодобывающей и землеройной промышленности.
СА 7018
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 55 — 60 кгс/мм2 ПРЕДЕЛ ТЕЧЕНИЯ : 44 кгс/мм2 (мин.) Удлинение (l=5d) : 25% (мин.) CVN Удар (-20°C) : 75 Дж (мин.) Размер (мм): 3,15 4,00 5,00 Ток (ампер): 100–140 130–170 160–200
Электрод с низким содержанием водорода «Lo Temp» предназначен для сварки рентгеновского качества на низкоуглеродистых, среднеуглеродистых и низколегированных сталях. Отложения обеспечивают устойчивость к водородному охрупчиванию. Это позиционный электрод all для сварки среднеуглеродистых низколегированных сталей и обработки стали без пористости или растрескивания. Месторождения радиографического типа с очень высокими физическими свойствами. Применение включает трубопроводы, танкеры, крановые стрелы, стальные шестерни, рамы локомотивов и т. д.
Уникальный продукт, разработанный специально для сварки низколегированных высокопрочных сталей , таких как ASTM A588 и A242. Низкотемпературный низкотемпературный сплав со специальным покрытием , предназначенный для сварки низкоуглеродистой, среднеуглеродистой и низколегированной высокопрочной стали с рентгеновским качеством . Рекомендуется для соединения или наплавки углеродистых и легированных сталей, без пористости и трещин (особенно водородного типа), с исключительно высокими физическими свойствами. Всепозиционный электрод с высокой ударной вязкостью.
Нержавеющая сталь
ДИФФУЗАЛОЙ ZF AC/DC+
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 60 кгс/мм Удлинение : 30 — 45 % Размер (мм) : 2.00 2,5 3,15 4,00 Ток (ампер): 35-45 50-70 80-100 110-140
Специально разработанный электрод из нержавеющей стали ‘ZERO FERRITE’ для всех видов позиционной сварки . Это полностью аустенитная нержавеющая сталь марки 316 L, подходящая для реакторов карбамида, химических заводов, где требуется коррозионная стойкость к сильным окислительным или азотистым средам.
Высокопрочный низкотемпературный электрод из аустенитной нержавеющей стали, содержащий специальных микролегирующих элементов. Стабильная сварка, легкое удаление шлака , гладкий и яркий шов. Он используется в компонентах печей, печах , подвесках для нефтехимических и нефтеперерабатывающих заводов, в энергетических котлах и т. Д.
ДИФФУЗАЛОЙ 304 л
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 53 кгс/мм (мин.) Удлинение: 35% (мин. ) Размер (мм): 2,00 2,5 3,15 4,00 Ток (ампер): 35-45 50-60 80-100 110-140
Электрод с контролируемым ферритовым покрытием типа ELC с основным покрытием, устойчивый к коррозии и высоким температурам до 800ºC.Наплавленный металл обладает отличной стойкостью к ползучести. Используется для соединения и наплавки стали AISI 301, 302, 304, 308, а также в молочной и химической промышленности.
Низкотемпературный всепозиционный электрод из аустенитной нержавеющей стали для сварки нержавеющих сталей AISI типов 309, плакированных сталей 316 и 310. Он также используется для разнородных и неизвестных нержавеющих сталей и для их соединения со сталями . Рекомендуется для наплавки на углеродистые стали с коррозионной стойкостью и для работы при высоких температурах от 0 до 1100 C. Идеально подходит для сварки деталей печей марки , теплообменников, термообрабатывающих коробов, пластин охладителей печи и плакированных сталей.
ДИФФУЗАЛОЙ 309 Mo
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 58 кгс/мм2 (мин.) Удлинение (L=5d) : 26% (мин.) Размер (мм) : 2,5 3,15 4,00 5,00 Ток (ампер) : 40-70 70-100 90-135 130-165
«Низкотемпературный» всепозиционный электрод из аустенитной нержавеющей стали для сварки нержавеющих сталей AISI типов 309, плакированных сталей 316 и 310. Он также используется для разнородных и неизвестных нержавеющих сталей и для соединения их со сталями . Рекомендуется для наплавки на углеродистые стали коррозионной стойкости и эксплуатации при высоких температурах от 0 до 1100 С.Идеально подходит для сварки деталей печей , теплообменников, коробов для термообработки, пластин охладителей печи и плакированных сталей.
Низкотемпературный сверхнизкоуглеродистый всепозиционный электрод из аустенитной нержавеющей стали для сварки нержавеющих сталей AISI типов 316, 316L, 317 и 318.Отложения Diffusaloy 316L обеспечивают превосходную стойкость к межкристаллитной коррозии . Для производства и технического обслуживания в химической и бумажной промышленности , где условия эксплуатации требуют превосходной стойкости к точечной коррозии и коррозии в сильно окисляющих средах.
Специально разработанный низкотемпературный электрод из аустенитной нержавеющей стали для сварки во всех положениях стабилизированных аустенитных марок нержавеющей стали, таких как AISI 321, 347 и т. д. Специальные добавки делают металл шва устойчивым к межкристаллитной коррозии. Отлично подходит для применения на молочных, пищевых, химических и ядерных предприятиях. Поскольку металл сварного шва стабилизирован, он не подвержен сенсибилизации, т.е. выделению карбида хрома.
ДИФФУЗАЛОЙ 905
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 55 кгс/мм2 (мин.) Удлинение: 30% (мин.) Размер (мм): 2,5 3,15 4,00 5,00 -180
Специальный электрод с низким тепловложением, разработанный на основе сплава с контролируемой ферритно-аустенитной структурой для высокопрочного соединения и амортизации средне- и высокоуглеродистых сталей, инструментальных и штамповых сталей.Специальное приложение включает анкерное соединение, нержавеющую сталь с мягкой сталью, входную трубу завода по производству губчатого железа . Инструменты для разъединения, соединения деталей из стали Hadfield в землеройных машинах, гусениц, деталей печи , охлаждающих пластин, цапф роликов сахарного завода и т. д.
Электрод из аустенитной нержавеющей стали типа ELC для всех видов позиционной сварки нержавеющих сталей AISI 301, 302, 304, L и 308. Сплав демонстрирует исключительную свариваемость с образованием отложений без разбрызгивания. Отлично подходит для сварки всех вышеперечисленных марок нержавеющих сталей в молочной, пищевой и химической промышленности, а также на атомных электростанциях с минимальным выделением карбида.
Всепозиционный электрод из аустенитной нержавеющей стали для сварки нержавеющих сталей AISI 309 и 310.Отличная стойкость к высокотемпературному окислению (до 1100ºC). Применения включают детали печей, теплообменники, камеры для термообработки, подставки для печей, нагревательные элементы, пластины охладителя печи и плакированные стали.
Всепозиционный электрод типа ELC из аустенитной нержавеющей стали для сварки нержавеющих сталей AISI 316, 316 L, 317 и 318. Превосходная стойкость к межкристаллитной коррозии. Минимальное осаждение карбида помогает при сварке компонентов в химической, бумажной промышленности и производстве удобрений.
ДИФФУЗАЛОЙ 917 л
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 56 кгс/мм (мин.) Удлинение (L=5d) : 35% (мин.) Размер (мм) : 2,50 3,15 4,00 5,00 Ток (ампер) : 40-70 60-110 90-150 135-185
Электрод из аустенитной нержавеющей стали типа ELC для сварки в любом положении нержавеющей стали AISI 317, 317 L, 318. Соединение и наплавка на широкий диапазон j разнородных сталей. Химический состав специального сплава обеспечивает повышенную работоспособность при температуре от -60ºС до +550ºС. Металл шва устойчив к горячему растрескиванию и микротрещинованию.
Цветной сплав
СУПЕРБРОНЗА AC/DC (+)
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 30-35 кгс/мм ТВЕРДОСТЬ : (после наплавки) : 75-80 RB (деформационное упрочнение) : 90-95 RB Размер (мм) : 3,15 4,00 Ток (ампер) : 75-120 110-160
Электрод с превосходной свариваемостью для наплавки плотных и непористых швов на стали, чугуне, бронзе и т. д.Как для соединения, так и для наложения. Отложения по цвету соответствуют бронзе. Подходит для суперкондиционирования рабочих колес насосов, клапанов, компенсационных колец, зубчатых колес, корпусов , втулок, сальников и т. д.
СУПЕРБРОНЗА DC (+)
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : от 43 до 48 кгс/мм ТВЕРДОСТЬ : (по состоянию на хранение) : 75-80 HRB (деформационное упрочнение) : 90-95 HRB Размер (мм) : 3.15 4.00 Ток (ампер): 80-110 90-130
Специально разработанный электрод из оловянной бронзы с низким тепловложением и хорошей свариваемостью для , обеспечивающий наплавку плотных и непористых сварных швов на стали. С.л. Подходит для клапанов, компенсационных колец, зубчатых колес , набивки и т. д.
СУПЕРБРОНЗА СПЕЦИАЛЬНАЯ DC +
ТВЕРДОСТЬ : 15 — 20 HRB (по состоянию на хранение) : Размер (мм) : 2. 5 3,15 4,00 Ток (ампер): 50-80 80-120 140-160
Superbronze special – это электрод как для сварки, так и для наплавки. Плотные и пористые наплавки — свободные сварные швы на стали, чугуне, бронзе и т.д. Шлак легко удаляется. Для суперкондиционирования рабочих колес насосов, клапанов, компенсационных колец, зубьев шестерен , корпусов, втулок, сальников и для соединения разнородных металлов.Отложения могут быть легко обработаны до гладкой поверхности.
DIFFUSALOY TINALOY Пайка
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 4,9 кгс/мм (мин.) Температура склеивания: 392 град. Ф
Низкотемпературная паяльная паста с флюсом для пайки разнородных металлов, кроме алюминия. Обладает очень хорошей текучестью и прочностью соединения.Области применения включают лужение, инструменты , ремонт радиаторов и т. д.
DIFFUSALOY 1301 DC (+)
Размер (мм): 3,15 4,00 Ток (ампер): 80–100 90–120 Полярность: DC+
Недавно разработанный алюминиевый электрод с покрытием для сварки алюминиевых отливок, для ремонтной сварки литых алюминиевых компонентов.Сплав обеспечивает плотное покрытие без пористости с очень хорошей механической прочностью.
ДИФФУЗАЛОЙ АЛЬБРО
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 35 кгс/мм2 ТВЕРДОСТЬ (по состоянию на хранение) : 74 — 80 HRB (деформационное упрочнение) : 90 — 95 HRB Размер (мм) : 3,15 4,00 Ток (амперы) : 80-100 100-1200
Низкотемпературный электрод со специальным покрытием и превосходной свариваемостью для наплавки плотных и непористых сварных швов на стали, чугуне, алюминии , бронзе и других бронзах. Как для соединения, так и для наложения. Для кондиционирования Super рабочих колес насосов, клапанов, компенсационных колец, корпусов зубчатых колес, втулок , сальниковых уплотнений и для соединения разнородных металлов.
Чугун
ФЕРОКАСТ 102
Размер (мм): 3,15 4,00 Ток (ампер): 80-120 100-150
Для подготовки загрязненной поверхности чугуна перед использованием изделия из чугуна Superior, поддающегося механической обработке.Депозиты быстрозамораживающие типа и необрабатываемые.
CAC1150 представляет собой электрод с ферроникелевой проволокой для сварки чугуна без предварительного нагрева. Рекомендуется для ремонта чугуна, заполнения литейных дефектов с идеальным совпадением цвета. Может использоваться для ковкого чугуна и чугуна SG.
СИНОД 160
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 35 — 40 кгс/мм2 ТВЕРДОСТЬ : 150-210 BHN Размер (мм) : 2,50 3,15 4,00 5,00 Ток (ампер): 50-85 80-120 100-140 120-0250
Электрод с высоким содержанием никеля, разработанный для высокопрочного соединения чугуна с шаровидным графитом с исключительной устойчивостью к растрескиванию.Месторождения поддаются механической обработке. Подходит для корпусов насосов, корпусов клапанов, фланцев клапанов, корпусов клапанов, крышек двигателей и т. д.
CACI 540
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 35–40 кгс/мм2 ТВЕРДОСТЬ: 140–170 BHN Размер (мм): 3,15 4,00 5,00 Ток (ампер): 45–75 75–110 100–140 130–170
Новый чугунный электрод с низким тепловложением и высокой устойчивостью к растрескиванию. для чугуна с шаровидным графитом, ковкого, а также серого чугуна с отличной обрабатываемостью. Рекомендуется для высокопрочных соединений на C.l. корпуса, штампы и для соединения чугуна со сталью.
CACI 650
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 30–35 кгс/мм2 Размер (мм): 2,50 3,15 4,00 5,00 Ток (ампер): 45–75 75–110 100–140 130–170
Новый экономичный никелевый сплав для наплавки и соединения различных типов чугуна и чугуна со сталью.Наплавки поддаются механической обработке и очень подходят для заполнения отливок из чугуна, корпусов насосов, восстановления отсутствующих секций и т. д.
ГРЕЛОЙ 850
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 30–35 кгс/мм2 ТВЕРДОСТЬ: 150–180 BHN Размер (мм): 2,50 3,15 4,00 5,00 Ток (ампер): 45–90 60–110 80–130 100–1250
Электрод из чистого никеля для максимальной обрабатываемости, подходит для наплавки как , а также для соединения различных марок чугуна и чугуна со сталью. Области применения включают в себя основания машин, блоки цилиндров, кожухи двигателей/генераторов/насосов , крыльчатки, направляющие машины и т. д.
СУПЕРЦИНОД 1600
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 40 — 48 кгс/мм2 2 ПРЕДЕЛ ТЕЧЕНИЯ : 30 — 40 кгс/мм ТВЕРДОСТЬ : 150 — 200 BHN Размер (мм) : 2,50 3,15 4,00 5,00 Ток (ампер) 5 0-8 : 8 0-8 5 100-140 100-170
Специальный чугунный электрод с высоким выходом.Специально разработан для ковкого, поддающегося механической обработке и стойкого к растрескиванию сварного шва на сером, шаровидном чугуне и ковком чугуне, а также для соединения их со сталью. Рекомендуется для использования на грязном, старом и обожженном чугуне.
Специально разработанный электрод с основным графитовым покрытием, состоящий из очень сложного химического состава флюса . Флюсовое покрытие предназначено для получения полностью покрывающего шлака , который можно легко удалить после охлаждения валика. Следовательно, как переходная зона, так и ЗТВ ПОЛНОСТЬЮ ОБРАБАТЫВАЮТСЯ, , даже ИНСТРУМЕНТОМ ИЗ ВЫСОКОСКОРОСТНОЙ СТАЛИ.Применяется для сварки всех типов чугунов — серого , ковкого чугуна, чугуна с шаровидным графитом или ковкого чугуна-перлита , а также ферритных разновидностей. Он также может сваривать чугун со сталью, грязный, маслянистый чугун , толстый и тонкий чугун.
Металлообработка
СУПЕРРЕЗ
Размер (мм): 3. 15 4,00 5,00 Ток (ампер): 125-300 150-325 175-35
Режущий электрод переменного/постоянного тока для резки, прокалывания и удаления всех металлов с использованием стандартного оборудования для электродуговой сварки .
СУПЕРГУГ
Размер (мм): 3,15 4,00 5,00 Ток (ампер): 130–190 200–260 275–325
Высокоэффективный электрод переменного/постоянного тока для снятия фасок и нарезания канавок на всех черных и цветных металлах с использованием стандартного электрода.оборудование для электродуговой сварки. Нет необходимости в воздухе или кислороде .
Припой
ДИФФУЗАЛОЙ 155 С
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 40 — 45 кгс/мм Температура пайки. : 820 — 870º C Размер (мм) : 3,15 x 450
Припой общего назначения для соединения мягкой, низкоуглеродистой и оцинкованной стали , меди и сплавов на основе меди.Для угловых и стыковых соединений на листах, трубах и листах из мягкой стали, низкоуглеродистой и оцинкованной стали, разнородных соединений между сталью и медью, латунью и бронзой. Доступны как голые, так и покрытые разновидности.
ДИФФУЗАЛОЙ 181 С
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 50 — 60 кгс/мм Температура пайки. : 820 — 870º C Размер (мм) : 3.15 х 450
Для наплавки и наплавки чугуна и стали, а также подходит для соединения разнородных металлов , включая медные сплавы. Области применения включают зубья прямозубых шестерен, поверхности подшипников и валы. Наплавки сплава имеют низкий коэффициент трения и поддаются механической обработке. Доступен как в чистом, так и в покрытом исполнении.
ДИФФУЗАЛОЙ 202
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 27 — 33 кгс/мм Температура пайки.: 750 — 850º C Размер (мм) : 1,6 x 450 3,15 x 450
Легкоплавкий самофлюсующийся сплав для соединения медных сборок и сплавов на основе меди . Области применения включают производство электродвигателей, коллекторных соединений, электрических контактов , холодильных труб и узлов.
ДИФФУЗАЛОЙ 242
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 40 — 45 кгс/мм Температура пайки.: 700 — 850º C Размер (мм) : 1,6 x 450 Прокладка : 0,12 x 25
Высокопрочный, низкотемпературный сплав серебра для высокопрочного соединения всех металлов, кроме белых металлов. Отлично подходит для соединения латуни, мягких и легированных сталей с нержавеющей сталью. Применение включает Т-образный квадрат, стыковые и фланцевые соединения.
ДИФФУЗАЛОЙ 252
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 48 — 53 кгс/мм Температура пайки.: 600 — 750º C Размер (мм) : 1,6 x 450 Подкладка : 0,12 x 25
Припой с высоким содержанием серебра для высокой прочности и для толстых и тонких текучих приложений. Идеально подходит для наконечников из карбида вольфрама, углеродистых, легированных сталей, нержавеющих сталей, никелевых сплавов , меди и медных сплавов и разнородных металлов. Стыковые и фланцевые соединения внахлест, Т-образный квадрат.
ДИФФУЗАЛОЙ 262
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 58 — 65 кгс/мм Температура пайки. : 600 — 750º C Размер (мм) : Стержень : 1,6 x 450 Прокладка : Прокладка : 0,12 x 25
Чрезвычайно универсальный легкоплавкий сплав с очень высоким процентным содержанием серебра и превосходной свариваемостью для применения с тонким потоком на медно-никелевых, углеродистых и легированных сталях. Обеспечивает высокопрочное соединение разнородных металлов.
Присадочная проволока
ДИФФЕРЕНЦИАЛ 116
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 540 Н/мм 2 Удлинение : 38 % Размер (мм) : TIG 1.6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
DIF–FILL 116 — сплошная неизолированная присадочная проволока. Содержит, как правило, сверхнизкое содержание углерода 19% Cr, 12,5% Ni, 2,0% Mo. Наличие молибдена обеспечивает сопротивление ползучести при повышенной температуре до 850 0 C. Сопротивление точечной коррозии и образованию накипи в галогенидной атмосфере является превосходным. Низкое содержание углерода в металле сварного шва обеспечивает отсутствие межкристаллитного растрескивания. Используйте постоянный ток (-) и аргон для сварки наилучшего качества..
ДИФФЕРЕНЦИАЛ 130
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 590 Н/мм 2 Удлинение: 10 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
Diff – Fill 130 – это присадочный сплав для нержавеющей стали для сварки TIG/MIG/SAW прямых хромистых сталей. Применяется как для соединения, так и для наплавки, изготавливается из легированной нержавеющей стали, рабочая температура до 450 0 С.Отличные свойства сопротивления истиранию, эрозии, износу металла по металлу.
ДИФФЕРЕНЦИАЛ 247
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 167 Н/мм². прибл. Удлинение: 8 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,0 мм.
Подходит для сварки TIG, MIG различных марок алюминиевых сплавов.Специально разработанное масло с высоким содержанием кремния, более низкой температурой плавления, более высокой текучестью. Сводит к минимуму горячее растрескивание и увеличивает прочность на сдвиг. Сварка термически обрабатываемых сплавов. При толщине более 15 мм предварительный нагрев до 150-180°С.
ДИФФЕРЕНЦИАЛ 256
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 235 Н/мм². Приблизительно Удлинение: 20 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,0 мм.
Подходит для сварки TIG, MIG различных марок сплавов, содержащих магний. Хорошая коррозионная стойкость. При толщине более 15 мм предварительный нагрев до 150-180°С.
ДИФФ-ЗАПОЛНЕНИЕ 108
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 580 Н/мм 2 Удлинение : 36 % Размер (мм) : 1.6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
DIF-FILL 108, твердая присадочная проволока из аустенитной нержавеющей стали, обычно содержит сверхнизкое содержание углерода и 20 % Cr, 10 % Ni. Низкий углерод обеспечивает отсутствие межкристаллитного растрескивания. Наплавка обладает отличной прочностью. Проволока с блестящей отделкой обеспечивает стабильный сварной шов без пористости.
ДИФФЕРЕНЦИАЛ 109
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 540 Н/мм Удлинение : 37 % Размер (мм) : 1.6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
DIF-FILL 109 – присадочная проволока из аустенитной нержавеющей стали, обычно содержащая сверхнизкое содержание углерода и 24 % Cr, 13 % Ni. применяется для сварки сталей типа 309, 309L, а также разнородных сочетаний сталей. Низкое содержание углерода в металле сварного шва повышает стойкость к межкристаллитной коррозии/растрескиванию без использования стабилизирующих элементов, таких как Ti или Nb. Обеспечивает превосходную отделку металла сварного шва при постоянном токе (-) с использованием аргона в качестве защитного газа.
ДИФФЕРЕНЦИАЛ 110
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 520 Н/мм2 Удлинение: 20 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
Diff – Fill 110 – это присадочный сплав для нержавеющей стали для сварки TIG/MIG/SAW сталей с содержанием 13 % Cr.Используется для соединения, а также для наплавки из стали AISI 410 и т. д. Рабочая температура до 450 0 C. Отличные свойства сопротивления эрозии, кавитации и износа
ДИФФЕРЕНЦИАЛ 147
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 560 Н/мм 2 Удлинение: 32 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3. 15 мм, 4,00 мм
Dif-Fill 147 представляет собой сплошную неизолированную присадочную проволоку, стабилизированную Колумбием, которая обычно дает металл сварного шва, содержащий 20 % Cr, 10 % Ni и Cb (Nb). Присутствие Cb и Ta снижает возможность межкристаллитной коррозии. Металл сварного шва также эффективно обеспечивает высокотемпературную прочность. Использование постоянного тока (-) с аргоновой защитой обеспечивает превосходное качество металла сварного шва.
ДИФФЕРЕНЦИАЛ 211
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 60 85 Н/мм².прибл. Удлинение: 40 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,0 мм.
Подходит для сварки TIG, MIG чистого алюминиевого сплава, обеспечивает очень хорошее совпадение цветов. Обладает высокой устойчивостью к химической коррозии. При толщине более 15 мм предварительный нагрев до 150-180°С. подходит для анодирования после соединения/ремонта
.
ДИФФЕРЕНЦИАЛ 243
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 130 Н/мм².прибл. Удлинение: 15 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,0 мм.
Подходит для сварки TIG, MIG различных марок алюминиевых сплавов с содержанием кремния до 8%. Сварка термически обрабатываемых сплавов. При толщине более 15 мм предварительный нагрев до 150-180°С
ДИФФЕРЕНЦИАЛ 300
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 220 Н/мм². прибл. Удлинение: 30 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,0 мм.
Подходит для сварки TIG, MIG меди и медных сплавов, таких как CuMn, CuSiMn и т. д. Подходит для наплавки легированной стали. Идеально подходит для швов с высокой нагрузкой, швов без пор.
ДИФФ-ЗАПОЛНЕНИЕ 302
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 440 Н/мм² Удлинение: 20 % Размер (мм): 1.6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
Подходит для соединения и наплавки медных и медно-никелевых сплавов. Подходит для наплавки легированной стали. Идеально подходит для температурной и коррозионной стойкости. Лучше всего подходит для морской воды, химической коррозии.
ДИФФ-ЗАПОЛНЕНИЕ 304
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 500 Н/мм² Удлинение : 35 % Размер (мм) : 1. 6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
Подходит для сварки TIG, MIG и наплавки стали, чугуна, латуни. Идеально подходит для морской воды Коррозия, химическая коррозия, высокопрочные соединения
ДИФФЕРЕНЦИАЛ 306
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 350 Н/мм².прибл. Удлинение: 40 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
Подходит для сварки TIG, MIG меди и медных сплавов, таких как CuMn, CuSiMn и т. д. Подходит для наплавки легированной стали. Идеально подходит для температурной и коррозионной стойкости.
ДИФФЕРЕНЦИАЛ 400
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 440 ДО 540 Н/мм² Удлинение: 30 % Размер (мм): 1. 6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
Подходит для сварки TIG, MIG для соединения и наплавки никелевых сплавов, плакированной стали, никеля к стали, меди к стали. Сварка и наплавка высоколегированных и низколегированных сталей. Подходит для корневого прогона и буферного слоя
.
ДИФФЕРЕНЦИАЛ 402
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 500 Н/мм² Удлинение : 35 % Размер (мм) : 1.6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
Известен как мельхиоровый сплав. Подходит для сварки TIG, MIG. Идеально подходит для коррозионной стойкости, отличного сопротивления ползучести, подходит для температур от -196 ºC до 450 ºC
ДИФФЕРЕНЦИАЛ 404
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 590 Н/мм² Удлинение: 35 % Размер (мм): 1. 6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
Превосходная жаропрочность, коррозионная стойкость, стойкость к термическим ударам, подходит для температур от -196°С до + 1000°С. Сварные соединения без пористости. Легкотекучий сплав.
ДИФФЕРЕНЦИАЛ 406
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 740 Н/мм² Удлинение : 30 % Размер (мм) : 1.6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
Подходит для сварки TIG, MIG нержавеющей стали, сплавов, содержащих молибден. Также подходит для различных коррозионностойких сплавов. Устойчив к высоким температурам.

 Он получается ровным и без раковин, с прочностью до 600 Н/мм².
Он получается ровным и без раковин, с прочностью до 600 Н/мм².

 Так и должно быть, ведь опыта и навыка пока нет.
Так и должно быть, ведь опыта и навыка пока нет. Но при сварке много шлака. На угловых соединениях ванну частенько полностью заливает шлаком. А что это значит?Новичок просто не справится сделать этот шов, только человек с опытом сможет нормально заварить.
Но при сварке много шлака. На угловых соединениях ванну частенько полностью заливает шлаком. А что это значит?Новичок просто не справится сделать этот шов, только человек с опытом сможет нормально заварить. Новичку сложно понять, где тут металл, а где шлак. Нормально сварить такими электродами без большого опыта можно, если варить с частым отрывом-точка в точку.
Новичку сложно понять, где тут металл, а где шлак. Нормально сварить такими электродами без большого опыта можно, если варить с частым отрывом-точка в точку.

 ч. возможностью сварки во всех пространственных положениях, родом сварочного тока, производительностью процесса, склонностью к образованию пор, а в некоторых случаях — содержанием водорода в наплавленном металле и склонностью сварных соединений к образованию трещин.
ч. возможностью сварки во всех пространственных положениях, родом сварочного тока, производительностью процесса, склонностью к образованию пор, а в некоторых случаях — содержанием водорода в наплавленном металле и склонностью сварных соединений к образованию трещин.
 В состав покрытия этих электродов в качестве основного компонента входят ильменитовый концентрат (природное соединение диоксидов титана и железа).
В состав покрытия этих электродов в качестве основного компонента входят ильменитовый концентрат (природное соединение диоксидов титана и железа).
 В технических условиях могут содержаться дополнительные требования, которые являются необходимыми для более эффективного ведения процесса и/или получения сварных соединений с особыми характеристиками и повышенной эксплуатационной надежностью.
В технических условиях могут содержаться дополнительные требования, которые являются необходимыми для более эффективного ведения процесса и/или получения сварных соединений с особыми характеристиками и повышенной эксплуатационной надежностью.
 В зависимости от назначения, состав стержня и покрытия может отличаться для обеспечения качественного соединения и процесса сварки.
В зависимости от назначения, состав стержня и покрытия может отличаться для обеспечения качественного соединения и процесса сварки. Вот какими параметрами они обладают:
Вот какими параметрами они обладают: Стержни обеспечивают прочное соединение, устойчивое к коррозии. Лучше всего подходит для сварки элементов и конструкций, работающих под большой нагрузкой. В швах не появляются трещины, но их нужно беречь от низких температур. Вот какими преимуществами обладают ОЗЛ-8:
Стержни обеспечивают прочное соединение, устойчивое к коррозии. Лучше всего подходит для сварки элементов и конструкций, работающих под большой нагрузкой. В швах не появляются трещины, но их нужно беречь от низких температур. Вот какими преимуществами обладают ОЗЛ-8:
 Чаще всего их используют при сборке трубопроводов и особых конструкций, где требуется вести монтаж в сложных условиях. Они отлично зарекомендовали себя на рынке и могут использоваться как в промышленности, так и в частном хозяйстве.
Чаще всего их используют при сборке трубопроводов и особых конструкций, где требуется вести монтаж в сложных условиях. Они отлично зарекомендовали себя на рынке и могут использоваться как в промышленности, так и в частном хозяйстве. Один конец электрода длиной 20-30 мм не имеет покрытия для его крепления к электрододержателю.
Один конец электрода длиной 20-30 мм не имеет покрытия для его крепления к электрододержателю. п.) и недопустимость резкой порчи при хранении;
п.) и недопустимость резкой порчи при хранении;
 После высыхания цементирует покрытие. Для улучшения формовочных свойств покрытия в его состав вводят пластификаторы — бентонит, каолин, декстрин, слюду.
После высыхания цементирует покрытие. Для улучшения формовочных свойств покрытия в его состав вводят пластификаторы — бентонит, каолин, декстрин, слюду. В качестве шлакообразующих компонентов используются оксиды, вспенивающих — органические соединения.При расплавлении покрытия и расплавленного металла в зоне горения дуги выделяется большое количество кислорода. Поэтому добавляйте в покрытие много раскислителей — марганца и кремния.
В качестве шлакообразующих компонентов используются оксиды, вспенивающих — органические соединения.При расплавлении покрытия и расплавленного металла в зоне горения дуги выделяется большое количество кислорода. Поэтому добавляйте в покрытие много раскислителей — марганца и кремния.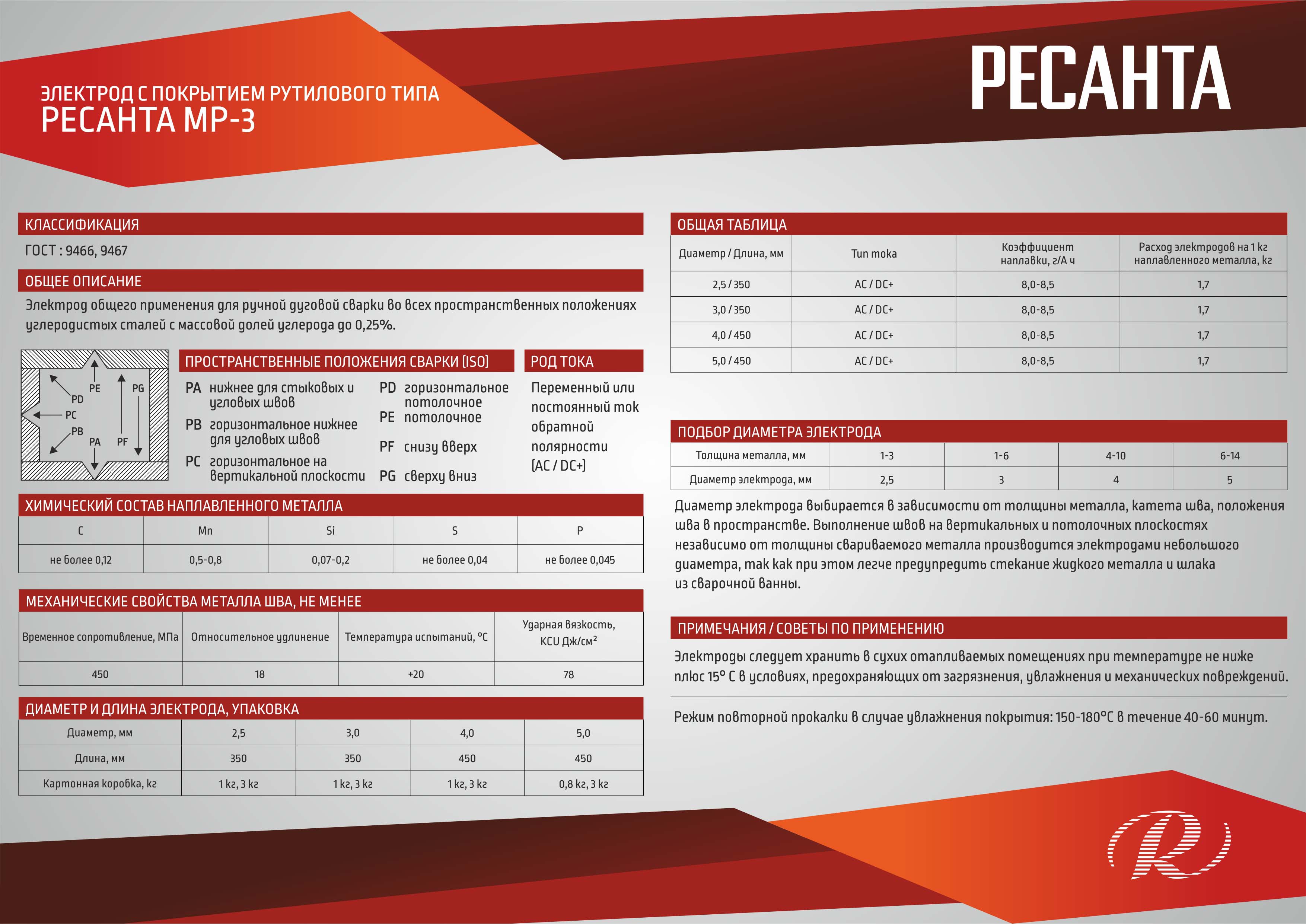 Поэтому сварочные электроды, покрытые кислотой, применяются в последнее время редко.
Поэтому сварочные электроды, покрытые кислотой, применяются в последнее время редко.

 Газозащиту обеспечивают карбонаты и органические вещества (целлюлоза).В качестве легирующего элемента и раскислителя ферромарганец применяют в некоторых покрытиях впрыскиваемый железный порошок (ГОСТ 9466-75 маркируется буквами « AJ «). С помощью карбоната кальция, присутствующего в CaCO 3 , в металле шва удаляются сера и фосфор.
Газозащиту обеспечивают карбонаты и органические вещества (целлюлоза).В качестве легирующего элемента и раскислителя ферромарганец применяют в некоторых покрытиях впрыскиваемый железный порошок (ГОСТ 9466-75 маркируется буквами « AJ «). С помощью карбоната кальция, присутствующего в CaCO 3 , в металле шва удаляются сера и фосфор.

 Обозначение охватывает сварочные электроды
Обозначение охватывает сварочные электроды  Для конструкционных сталей — это механические свойства (прочность при растяжении, ударная вязкость, относительное удлинение, угол изгиба), для легированных сталей со специальными свойствами (жаропрочные, жаростойкие, коррозионно-стойкие и др.) — химический состав (углерод, кремний, хром, марганец, никель и другие элементы). Обозначение типа электрода (регламентируется ГОСТ 9467-75 и ГОСТ 10052-75) содержит букву « Е », после которой на зазоре ставят временное сопротивление δ в (кг/мм 2 ). Например, «Э46А» означает, что металл, наплавленный этими электродами, имеет прочность 46 кг/мм 2 (460 МПа) и улучшенные пластические свойства.Для сварки высоколегированных и высокопрочных конструкционных сталей тип электрода может быть Э70, Э85, Э100, Э125, Э150.
Для конструкционных сталей — это механические свойства (прочность при растяжении, ударная вязкость, относительное удлинение, угол изгиба), для легированных сталей со специальными свойствами (жаропрочные, жаростойкие, коррозионно-стойкие и др.) — химический состав (углерод, кремний, хром, марганец, никель и другие элементы). Обозначение типа электрода (регламентируется ГОСТ 9467-75 и ГОСТ 10052-75) содержит букву « Е », после которой на зазоре ставят временное сопротивление δ в (кг/мм 2 ). Например, «Э46А» означает, что металл, наплавленный этими электродами, имеет прочность 46 кг/мм 2 (460 МПа) и улучшенные пластические свойства.Для сварки высоколегированных и высокопрочных конструкционных сталей тип электрода может быть Э70, Э85, Э100, Э125, Э150.
 Kobatek 418 демонстрирует отличные характеристики дуги благодаря …
Kobatek 418 демонстрирует отличные характеристики дуги благодаря … ..
.. Он подходит для соединения и сварки специальных сталей, используемых как при отрицательных, так и при повышенных температурах, также рекомендуется для сталей с содержанием никеля 5-9 % …
Он подходит для соединения и сварки специальных сталей, используемых как при отрицательных, так и при повышенных температурах, также рекомендуется для сталей с содержанием никеля 5-9 % … Используется для наплавки и амортизирующих слоев перед более твердыми …
Используется для наплавки и амортизирующих слоев перед более твердыми … Высоко …
Высоко … Возможна работа на …
Возможна работа на …


 Он используется для рабочих температур от -120°C до +350°C в нефтехимической промышленности и для морской воды.
Он используется для рабочих температур от -120°C до +350°C в нефтехимической промышленности и для морской воды.




 Для использования в перегонных мельницах и аглофабриках,
Для использования в перегонных мельницах и аглофабриках,  Как «мокрого», так и «сухого» дугообразования.
Как «мокрого», так и «сухого» дугообразования.  )
)  Области применения включают футеровку инструментов, штампов, вращающихся сверл
Области применения включают футеровку инструментов, штампов, вращающихся сверл  Превосходная стойкость к царапанью при низком напряжении, шлифованию под высоким напряжением, истиранию
Превосходная стойкость к царапанью при низком напряжении, шлифованию под высоким напряжением, истиранию  д.
д. штампы для ковки, штампы для горячей штамповки,
штампы для ковки, штампы для горячей штамповки,  15 4,00 5,00
15 4,00 5,00 

 )
) 
 )
)  Металл шва представляет собой мартенситную нержавеющую сталь Cr-Ni-Mo
Металл шва представляет собой мартенситную нержавеющую сталь Cr-Ni-Mo  Для ремонта и восстановления штампов, инструментов из композитной быстрорежущей стали марки
Для ремонта и восстановления штампов, инструментов из композитной быстрорежущей стали марки 
 Превосходная стойкость
Превосходная стойкость  Направляющие конвейера, башмаки толкателей кокса, вертикальные ролики
Направляющие конвейера, башмаки толкателей кокса, вертикальные ролики  Наплавка имеет превосходную стойкость к истиранию при низком напряжении
Наплавка имеет превосходную стойкость к истиранию при низком напряжении 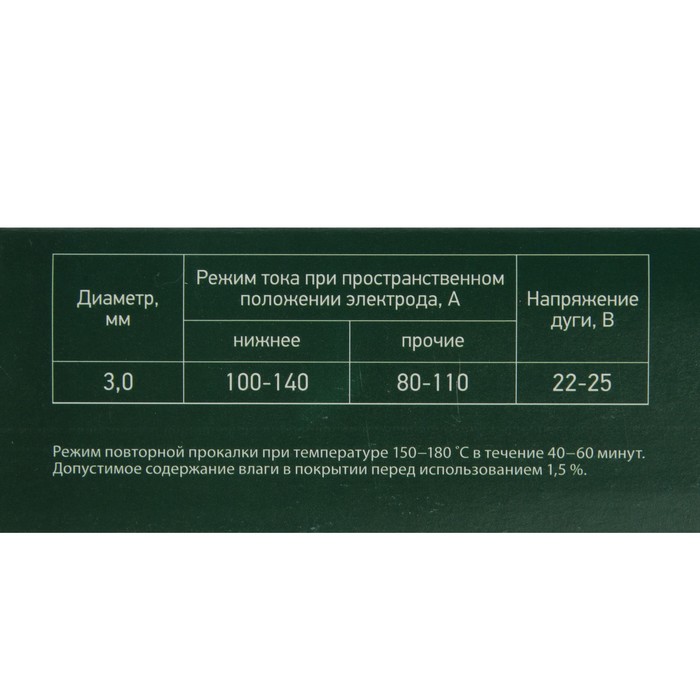 15 4,00 5,00
15 4,00 5,00  Помимо первичных карбидов вольфрама, сплав
Помимо первичных карбидов вольфрама, сплав 

 Отложения обладают свойством удерживания края
Отложения обладают свойством удерживания края  , Плашки для горячей обрезки и обжимные оправки.
, Плашки для горячей обрезки и обжимные оправки. )
)  5 3,15 4,00
5 3,15 4,00 
 Соединение различных видов нержавеющих сталей
Соединение различных видов нержавеющих сталей 

 Наплавка обладает отличной износостойкостью
Наплавка обладает отличной износостойкостью  Он демонстрирует превосходную износостойкость
Он демонстрирует превосходную износостойкость 

 15 4,00 5,00
15 4,00 5,00 
 д.
д. 00 8.00 11.00
00 8.00 11.00  д. для сахарных заводов.
д. для сахарных заводов. )
)  Отличная стойкость к нагреву (до 900º C) и коррозии.
Отличная стойкость к нагреву (до 900º C) и коррозии.  )
) 
 Также рекомендуется для наплавки на углеродистую сталь для обеспечения коррозионной стойкости
Также рекомендуется для наплавки на углеродистую сталь для обеспечения коррозионной стойкости  Отложения свободны от водородного охрупчивания.
Отложения свободны от водородного охрупчивания.  )
)  Обладает отличной стойкостью к ударам и истиранию (марка
Обладает отличной стойкостью к ударам и истиранию (марка  Месторождения радиографического типа с очень высокими физическими свойствами.
Месторождения радиографического типа с очень высокими физическими свойствами. 

 )
) 
 Рекомендуется для наплавки на углеродистые стали коррозионной стойкости
Рекомендуется для наплавки на углеродистые стали коррозионной стойкости  Для производства и технического обслуживания в химической и бумажной промышленности
Для производства и технического обслуживания в химической и бумажной промышленности 
 д.
д. )
)  Превосходная стойкость
Превосходная стойкость  д.Как для соединения, так и для наложения.
д.Как для соединения, так и для наложения.  5 3,15 4,00
5 3,15 4,00 
 Как для соединения, так и для наложения. Для кондиционирования Super
Как для соединения, так и для наложения. Для кондиционирования Super  Рекомендуется для ремонта чугуна, заполнения литейных дефектов
Рекомендуется для ремонта чугуна, заполнения литейных дефектов 
 Области применения включают в себя основания машин, блоки цилиндров, кожухи двигателей/генераторов/насосов
Области применения включают в себя основания машин, блоки цилиндров, кожухи двигателей/генераторов/насосов  )
)  15 4,00 5,00
15 4,00 5,00  : 820 — 870º C
: 820 — 870º C  Наплавки сплава имеют низкий коэффициент трения и поддаются механической обработке.
Наплавки сплава имеют низкий коэффициент трения и поддаются механической обработке.  Отлично подходит для соединения латуни, мягких и легированных сталей с нержавеющей сталью.
Отлично подходит для соединения латуни, мягких и легированных сталей с нержавеющей сталью.  : 600 — 750º C
: 600 — 750º C 

 Приблизительно
Приблизительно  Проволока с блестящей отделкой обеспечивает стабильный сварной шов без пористости.
Проволока с блестящей отделкой обеспечивает стабильный сварной шов без пористости.
 15 мм, 4,00 мм
15 мм, 4,00 мм Обладает высокой устойчивостью к химической коррозии. При толщине более 15 мм предварительный нагрев до 150-180°С. подходит для анодирования после соединения/ремонта
.
Обладает высокой устойчивостью к химической коррозии. При толщине более 15 мм предварительный нагрев до 150-180°С. подходит для анодирования после соединения/ремонта
. прибл.
прибл.  6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм 6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм 6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм
6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм