всё, что вам нужно знать
Умение прочитать маркировку электрода поможет начинающему сварщику правильно выбрать расходные элементы. Навык необходим снабженцам для подбора товаров, закупаемых на производство. От грамотности выбора зависит качество шва и себестоимость изделия. Рассмотрим, что означает каждая буква или цифра в маркировке, какие бывают марки электродов и прочие подробности, пригодящиеся в подборе.
- Типы электродов
- Марки электродов
- Диаметр электродов
- Назначение электродов
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
Где найти маркировку
Маркировка необходима для обозначения свойств и характеристик металлического стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения.
В обязательном порядке маркировка наносится на упаковку. Надпись вынесена на белое или синее поле, свободное от декоративного оформления пачки. На плавящемся покрытии, ближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некоторые производители дополнительно указывают данные на боковой стороне пачки, но это не является требованием.
Типы электродов
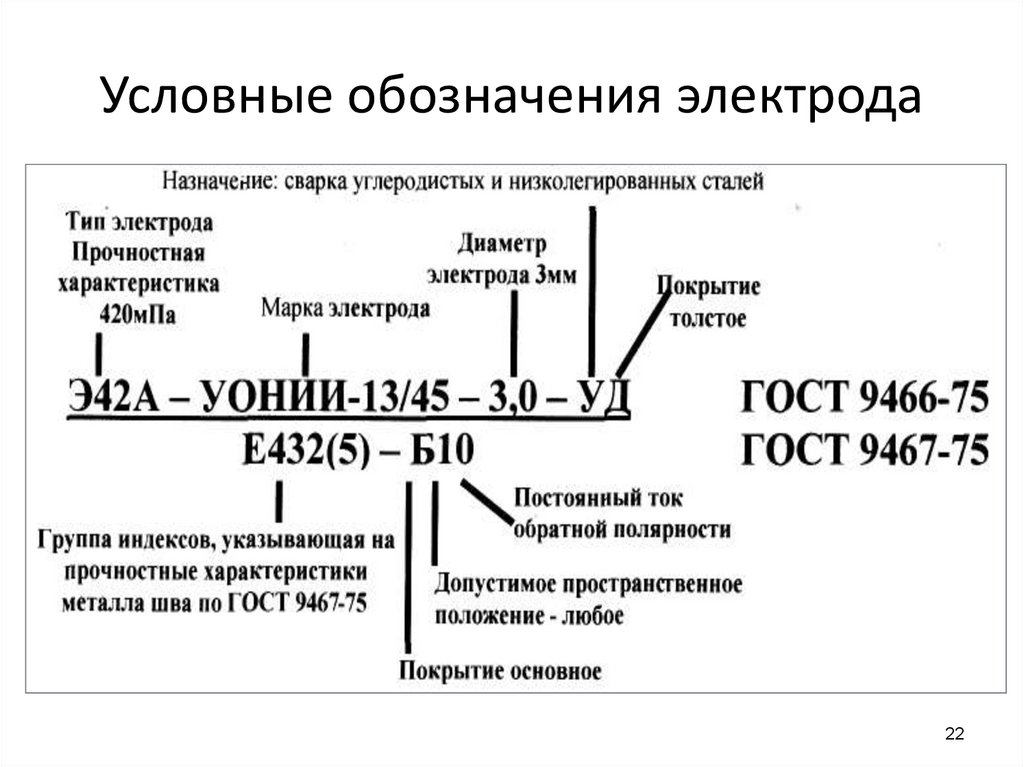
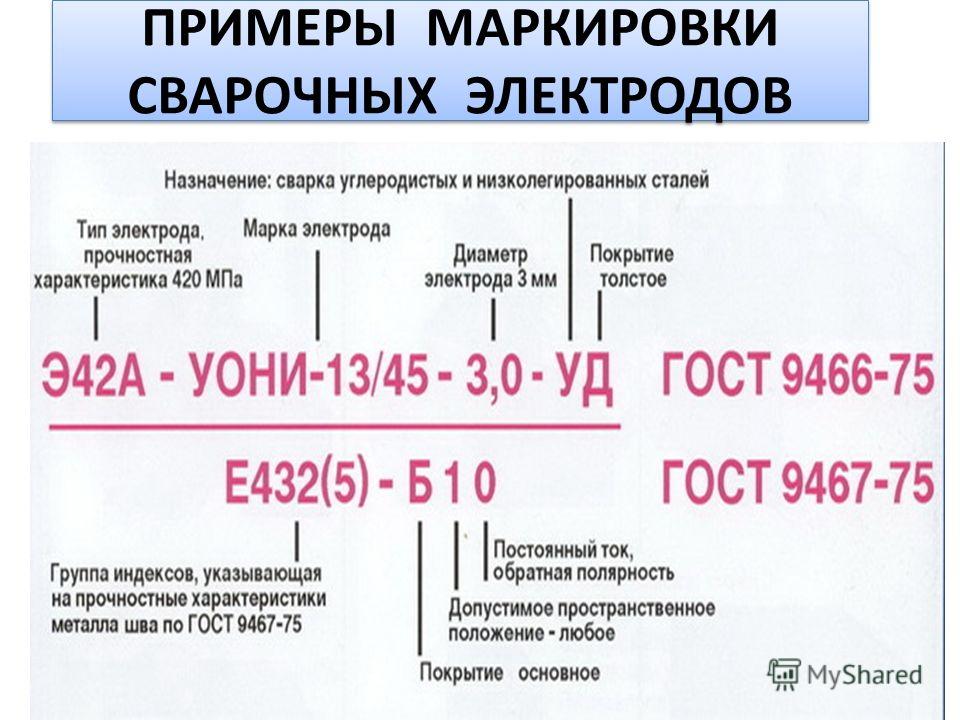
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
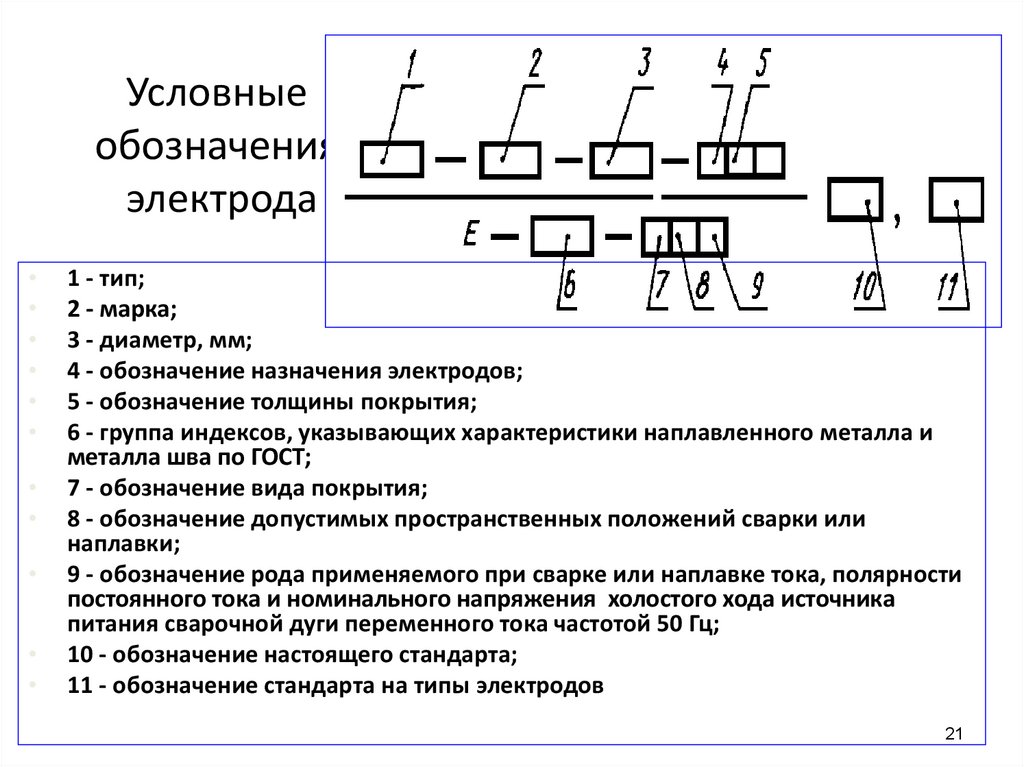
Маркировка состоит из группы букв и цифр, за которыми стоят определенные характеристики. Для наглядности пояснения возьмем за пример распространенные электроды с такой маркировкой:
Первые индексы Э42А указывают на тип расходного элемента. Их несколько и они поясняют сварщику, какой металл лучше сваривается определенными электродами.
| Наплавка поверхностного слоя металла | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — всего существует 38 типов этой группы |
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
| Сварка углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
В нашем примере указан тип Э42А, где:
- Э — электроды для РДС.

- Цифра 42 — предел прочности, измеряемый в кг на мм?.
- А — металл шва будет обладать повышенной пластичностью и ударной вязкостью.

Благодаря знанию этой части маркировки вы сможете легко подобрать электроды по прочности шва — чем выше цифра, тем прочнее соединение. Например, в нашем случае 42 означает, что сваренный шов выдержит нагрузку в 42 кг на 1 квадратный миллиметр. Когда требуется устойчивость к резким нагрузкам, выбирайте расходники с приставкой «А» в типе.
Марки электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Марка определяется ГОСТом или патентуется отдельно производителем, если ее обозначение отличается от общепринятых стандартов. Указывает на предназначение расходных элементов. Среди стандартных марок по ГОСТу существуют следующие:
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНИ 13/45, 13/55, МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей.
- ОЗЛ-6, -8, -17У, -9А, -25Б, ЗИО-8, АНЖР-3У, НЖ-13, НИИ-48Г — для сварки высоколегированной стали.
- ЦЧ-4, МНЧ-2 — для сварки чугуна.
- Т-590, -620, ЦН-6Л, -12М, ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.

Некоторые производители создали собственные марки электродов для всех этих процессов и запатентовали обозначения. Самой распространенной является ОК от ESAB.
Диаметр электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Следующим в маркировке прописывается диаметр металлического стержня. Значение указывается в миллиметрах с десятыми долями, через запятую. Сечение электрода подбирается исходя из толщины свариваемых заготовок и сварочного тока. Слишком тонкие электроды будут быстро сгорать и разбрызгивать присадочный металл, а слишком толстые создадут дополнительное сопротивление и сделают сварку некачественной из-за малой глубины проплавления.
Назначение электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Это еще один элемент, указывающий на пригодность для сварки определенных металлов и сплавов, как и в случае типа электродов:
- В — сварка высоколегированных сталей.
- Т — сварка теплоустойчивых сплавов.
- Л — сварка конструкционных сталей, в которых присутствуют легирующие элементы.
- Н — используются только для наплавки.
- У — сварка низколегированных и углеродистых сталей.
Коэффициент толщины покрытия
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Обмазка необходима для защиты жидкого металла сварочной ванны от взаимодействия с внешней средой. Покрытие плавится по мере горения дуги и плавления стержня. Чем толще обмазка, тем больше выделяется защитного газа.
- М — тонкое.
- С — среднее.
- Г — очень толстое (максимальное из возможных).
- Д — толстое.
Группа индексов
Иногда в маркировке присутствует дополнительное обозначение, прописываемое под горизонтальной чертой.
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Цифра 4 указывает на устойчивость сварного шва к коррозии. Всего существует пять ступеней (0/2/3/4/5) — чем выше число, тем лучше. В нашем примере цифра 4, что говорит о высокой защите шва от ржавчины при последующей эксплуатации.
Цифра 3 относится к максимальной температуре, при которой сохраняется жаропрочность соединения. Всего бывает 9 вариантов, где 1 — 500 градусов, а 9 — свыше 850 градусов. В нашем случае 3 — шов выдержит нагрев до 560-600? С без потери свойств.
Цифра 2 — предел рабочей температуры шва. Тоже имеет 9 уровней с показателем от 600 до 1100 градусов. В нашем примере 2 указывает на пределе в 650? С, после которого в металле начнутся изменения.
Значение взятое в скобки (5) — количестве ферритной фазы в шве. Индекс подразделяется на 8 уровней с процентным содержанием от 0.5-4.0% до 10-20%. При нашем показателе 5 содержание ферритной фазы колеблется от 2.0 до 8.0%.
Такая группа индексов указывает сразу не несколько характеристик. Обычно, она пишется на упаковках электродов, предназначенных для работы с низколегированными и легированными металлами.
Тип покрытия
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Буква Е в начале второй строки маркировки указывает на плавящийся электрод, покрытие которого сгорает от температуры электрической дуги. А вот тип обмазки сообщает буква Б.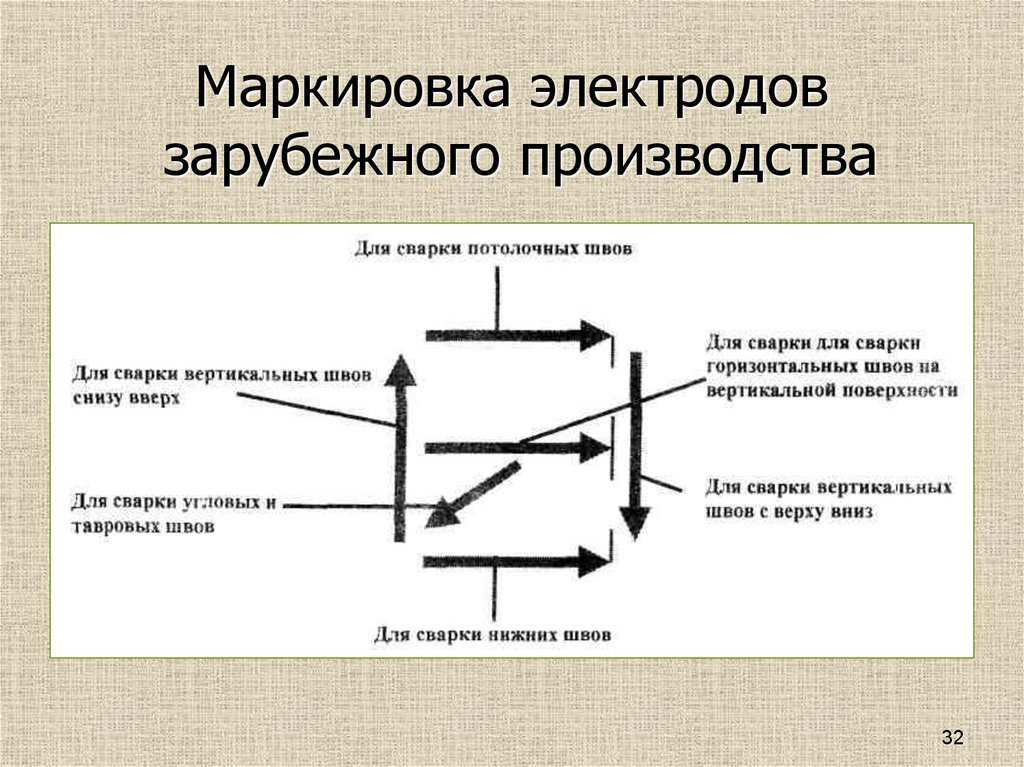 Существует четыре основных варианта, а также их смешивание между собой:
Существует четыре основных варианта, а также их смешивание между собой:
- А — так обозначается кислое покрытие. Электроды с такой маркировкой изготавливаются для работ во всех пространственных положениях на постоянном и переменном токе. Но сверху-вниз варят плохо. Не подходят для соединения металлов с высоким содержанием углерода и серы, содействуют разбрызгиванию капель, возможны трещины в шве.
- Б — это основное покрытие, рассчитанное на сварку постоянным током обратной полярности. Подходит для соединения толстых заготовок.
- Р — обозначение для рутиловой обмазки. Электродами можно работать на переменном или постоянном токе в любом пространственном положении, но вертикалы сверху-вниз даются плохо.
- Ц — целлюлозное покрытие. Расходники используются для монтажа металлоконструкций, отлично варят во всех положениях в пространстве на постоянном и переменном токе. Но присутствуют повышенных потери на разбрызгивание.
- РБ, АЦ — смешанные варианты обмазки. Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
 Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.Чтобы электрод соответствовал маркировке, в его обмазке должны присутствовать химические вещества в определенных пропорциях. Это могут быть: кварцевый песок, каолин, мрамор, марганцевая руда, титановый концентрат, мел и пр. Именно газ от расплавленного покрытия вступает в реакцию со сварочной ванной и придает шву определенные характеристики. Такой процесс происходит во время горения дуги и после ее затухания, пока формируется новая кристаллическая решетка.
Пространственное положение
Указывает, для каких положения в пространстве предназначены электроды. Игнорирование этой части маркировки приводит к плохому провару, прожогам, повышенному расходу металла на разбрызгивание и каплепадение. Всего существует четыре варианта индекса:
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
- универсальные для всех положений (как в нашем примере).
- для всех положений, кроме вертикального сверху-вниз.
- оптимально варят по горизонтали на вертикальной поверхности. Не предназначены для потолочной сварки.
- для нижних угловых, тавровых и обычных соединений.

Характеристики сварочного тока
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Этот параметр не всегда указывается отдельно, поскольку определяется по типу обмазки. Но некоторые производители его выводят в отдельный индекс маркировки. Цифра 0 означает, что электроды подходят для сварки постоянным током обратной полярности. Дополнительно есть еще 9 вариантов с указанием напряжения от 50 до 90 В и типом полярности:
- 50 V, полярность любая.
- 50 V, прямая.
- 50 V, обратная.
- 70 V, любая.
- 70 V, прямая.
- 70 V, обратная.
- 90 V, любая.
- 90 V, прямая.
- 90 V, обратная.

Отклонения в напряжении допускаются в пределах -/+ 10 V.
Ответы на вопросы: маркировка электродов
Какими электродами лучше варить чернуху?
СкрытьПодробнее
Малоуглеродистую и углеродистую сталь хорошо варят электроды типа Э42, Э46. Если это ответственная конструкция (рама грузового автомобиля, крановая установка и пр.), используйте электроды Э46А, Э50А.
Какими электродами лучше варить нержавейку?
СкрытьПодробнее
Для работы с нержавейкой выбирайте электроды, в маркировке которых есть следующие индексы — Э-12Х13, Э-06Х13Н, Э-10Х17Т. Это типы для работы с высоколегированной сталью.
Электроды сильно брызгаются и трещат при сварке, что делать?
СкрытьПодробнее
Повышенное разбрызгивание и треск указывают на то, что обмазка отсырела.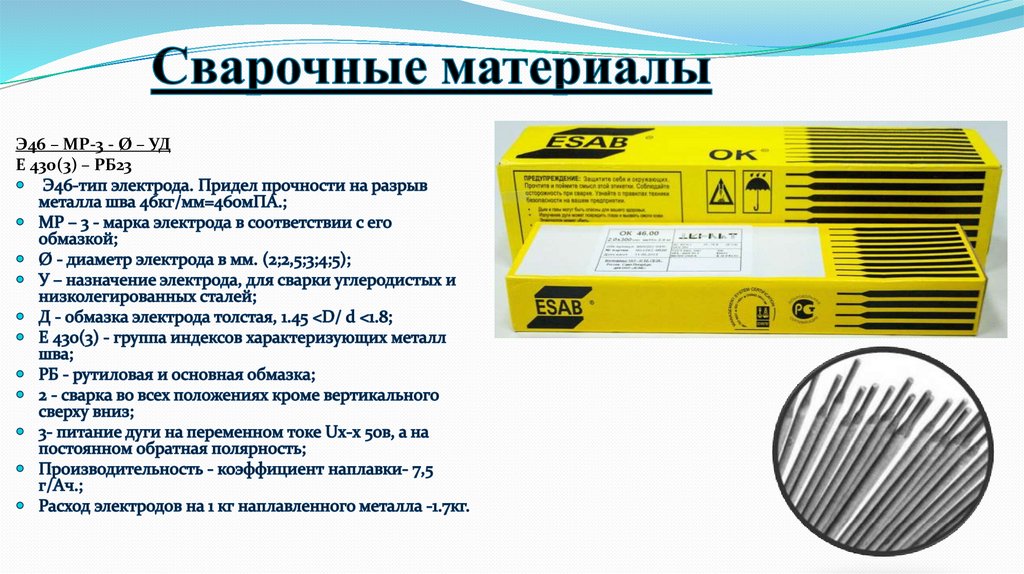 Прокалите электроды в специальной сушилке на производстве или в электродуховке дома при температуре 170? С в течение часа.
Прокалите электроды в специальной сушилке на производстве или в электродуховке дома при температуре 170? С в течение часа.
Какое покрытие электродов лучше?
СкрытьПодробнее
Здесь нет однозначного ответа и все зависит от производственных задач. С целлюлозным будет легко варить потолок постоянным током, а рутиловое снижает разбрызгивание металла, подходит для переменного тока.
Посоветуйте, какие марки электродов для сварки переменным током лучше?
СкрытьПодробнее
Существует много вариантов для сварки аппаратами, вырабатывающими переменный сварочный ток. Используйте, например, МР-3, АНО-4, ОЗС-12, АНО-21.
Что значит электроды для подводной сварки?
СкрытьПодробнее
Это электроды определенных марок, обеспечивающие горение электрической дуги под водой. При сварке обычными электродами практически не возможно добиться горения дуги и формирования жидкой сварочной ванны, поскольку вода затекает и охлаждает разогретый металл. Электроды для сварки под водой выделяют много газов, отталкивая воду. Это позволяет удерживать стабильную дугу, расплавить кромки и выполнить сварочное соединение.
При сварке обычными электродами практически не возможно добиться горения дуги и формирования жидкой сварочной ванны, поскольку вода затекает и охлаждает разогретый металл. Электроды для сварки под водой выделяют много газов, отталкивая воду. Это позволяет удерживать стабильную дугу, расплавить кромки и выполнить сварочное соединение.
Такие электроды пригодятся при сварке труб и резервуаров, если нельзя полностью удалить жидкость, но требуется заварить трещину, свищ, приварить латку. При этом под воду можно погружать только кончик электрода, а не держатель.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрЭлектроды ESAB ОЗЛ-8 ⌀ 2,5 мм, пачка 2,5 кг 2 250 руб / кг
Купить
Быстрый просмотрЭлектроды МР-3С ⌀ 3,0 мм, пачка 5,0 кг (СпецЭлектрод) 274 руб / кг
Купить
Быстрый просмотрЭлектроды BOHLER УОНИ 13/55 ⌀ 4,0 мм, пачка 5 кг 219 руб / кг
Купить
Быстрый просмотрЭлектроды ESAB АНО-4С ⌀ 3,0 мм, пачка 5 кг (СВЭЛ) 446 руб / кг
Купить
Быстрый просмотрЭлектроды ESAB ОЗС-12 ⌀ 3,0 мм, пачка 5,0 кг (СВЭЛ) 423 руб / кг
Купить
Быстрый просмотрЭлектроды ТМУ-21У ⌀ 4,0 мм 265 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 5 кг
- пачка 5 кг
ПРОИЗВОДИТЕЛЬ:
БАРС
- БАРС
- Риметалк
- СЗСМ (Ротекс)
- ЛЭЗ
- Симэл
- ВЭЗ (Волгодонск)
- Ярославль
Электроды Т-590 ⌀ 4,0 мм 302 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 4 кг
- пачка 4 кг
- пачка 5 кг
- пачка 5,5 кг
ПРОИЗВОДИТЕЛЬ:
ЯЭМП
- БАРС
- Риметалк
- СЗСМ (Ротекс)
- ЛЭЗ
- ЯЭМП
- Звезда (НТЦ Сварка)
- Тольятти
- Высокие Технологие (Ярославль)
- Ярославль
хит продаж
Быстрый просмотрЭлектроды ESAB OK 46. 00 ⌀ 3,0 мм, пачка 5,3 кг
433 руб / кг
00 ⌀ 3,0 мм, пачка 5,3 кг
433 руб / кг
Купить
Марки электродов и их применение
Детальная классификация электродов, описание маркировки и области применения
Для формирования качественного сварного шва необходимо правильно подобрать марку электродов. Это возможно только после ознакомления с основными нормативными документами – ГОСТами. В них подробно описываются характеристики электродов, их эксплуатационные и технические параметры.
Маркировка
Электроды предназначены для поступления тока к заготовке для формирования соединительного или ремонтного шва. Они различаются по материалу изготовления, области применения и специфике работы.
Сначала предварительно следует разобраться с особенностями классификации и маркировки электродов. При умении правильно распознавать символы можно подобрать оптимальную марку.
При умении правильно распознавать символы можно подобрать оптимальную марку.
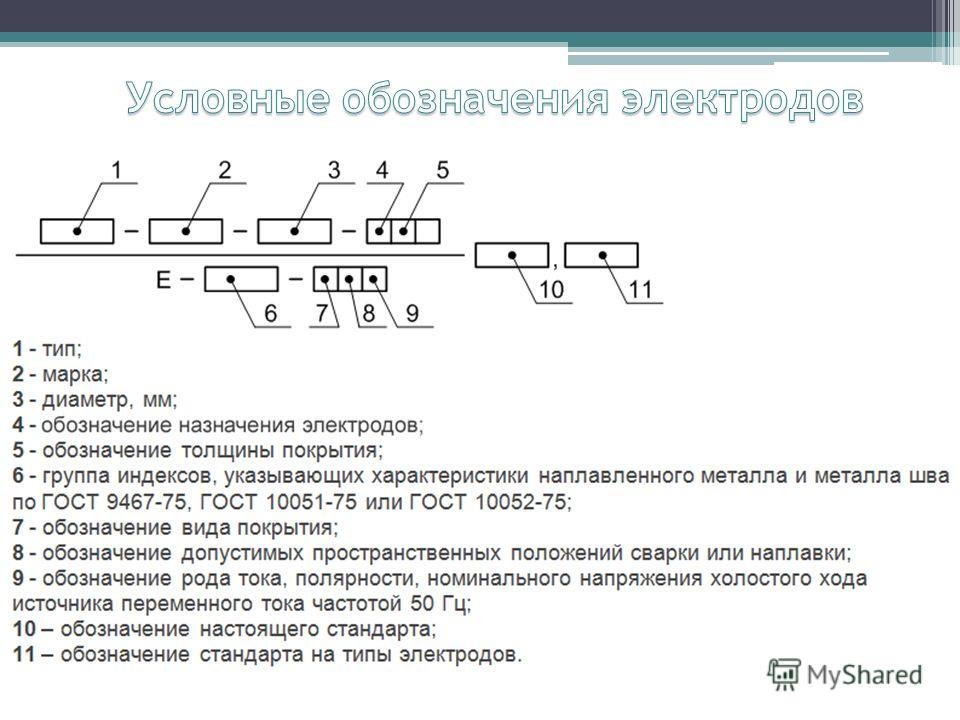
Маркировка состоит из нескольких разделов:
- Прочностная характеристика, Мпа. Уникальная марка – числовое и буквенное обозначение. Диаметр, мм. Область применения – указание контентных видов сталей или других металлов. Толщина покрытия. Специальный индекс, по которому можно определить характеристики металлов. Это указывается в ГОСТ 10051-75, 10052-75 и 9467-75. Эксплуатационные параметры. Вид покрытия, пространственное положение при сварке и режим работы аппарата – ток (постоянный или переменный), его полярность.
Каждая из этих характеристик указывает на область применения электрода, его эксплуатационные качества. Поэтому нужно рассмотреть их подробнее.
Назначение
Наиболее важной характеристикой является область применения электродов относительно материалов сваривания. Некоторые модели могут успешно формировать соединительные и ремонтные швы у металлов различных видов. Но чаще всего существуют ограничения по определенному виду.
Главным критерием является марка металла и виды работы с ним. Согласно этому параметру существует 5 классов электродов, в каждом из которых есть несколько типов:
- «У» — работа с углеродистыми и низкоуглеродистыми марками сталей, которые характеризуются временным сопротивлением разрыва более 600 Мпа. «Л» — сварочные работы с высоколегированными металлами и сопротивлением разрыва свыше 600 Мпа. «Т» — для теплоустойчивых сортов стали. «В» — работа с металлами, обладающими особыми свойствами. «Н» — для наплавки поверхностных слоев.
В таблице указаны некоторые марки электродов по области назначения.
Точное назначение указывается производителем на упаковке. Но кроме него необходимо правильно подобрать модель в зависимости от типа выполняемых работ.
Таким образом можно подобрать оптимальную марку расходных материалов для сварки.
Характеристики покрытия
Покрытие электродов определяет параметры будущего сварочного шва. Оно наносится в процессе производства и в большинстве случаев необходимо для формирования оптимальной газовой среды в ванной.
Различают 5 типов покрытия:
Каждый из них предназначен для выполнения определенной работы. Также они напрямую влияют на возможные направления сварки.
Кроме этого, следует обращать внимание на толщину покрытия. От этого будет зависеть объем газовой среды. Основной характеристикой является соотношение диаметров стального стержня и покрытия.
Положение электрода
Перед проведением сварочных работ необходимо правильно выбрать расположение электрода относительно детали. Не все модели могут работать в нижнем или вертикальном положении. В особенности это важно при сварке в труднодоступных местах стальных конструкций.
Узнать возможные положения можно из данных маркировки. Они могут быть как цифирные, так и в виде графического изображения. Последнее удобно, так как наглядно можно увидеть рекомендуемое положение электрода относительно плоскости детали.
Стоит отметить, что от положения сварки зависит трудоемкость работ. Чем меньше вариантов для конкретной марки электродов – тем труднее будет сделать сварной шов.
Режимы работы сварочного аппарата
Важно учитывать допустимые режимы работы сварочного аппарата. К ним относятся значение холостого хода и полярность. Также необходимо знать допустимые отклонения этих характеристик.
Зная вышеописанные параметры, можно подобрать оптимальную марку электродов, тем самым обеспечив качественный сварной шов. Но нужно помнить, что это во многом зависит от квалификации и опыта рабочего.
Источник: ismith.ru
Существующие виды электродов, их классификации и характеристики
Электрод представляет собой отрезок проволоки малой длины, покрытой защитным слоем.
Проволока и покрытия могут быть выполнены из различных видов материала. Выбор материала в свою очередь зависит характера свариваемых деталей.
Для чего нужны электроды?
Обычно они служат для соединения чугунов и сталей, цветных металлов, но могут быть использованы и для их резки. Сейчас ими можно варить практически во всех пространственных положениях.
Разновидностей стержней огромное количество, каждый изготавливается для своей конкретной задачи, поэтому все марки делятся на определенные классы.
Так какие бывают марки электродов? Какие бывают виды электродов для сварки?
Итак, теперь выясним, какие существуют виды сварочных электродов.
В первую очередь начнем с того, что марки электродов для сварки бывают плавящиеся и неплавящиеся. Плавящиеся электроды не только передают ток на деталь, они также путем расплавления вступают в химическую связь с расплавленным металлом и обеспечивают соединение деталей. Неплавящиеся стержни обеспечивают подвод тока к соединяемым деталям, а присадки подводятся отдельно. Их изготавливают из различного рода тугоплавких материалов, таких как графит и вольфрам.
Кроме этого, группы электродов делятся на металлические и неметаллические. Ко второй марке электродов для сварки относятся графитовые и угольные стержни. Они обладают хорошей проводимостью и хорошо справляются со сваркой и резкой, и наплавкой, хорошо проводят токи, обладают высокой температурой плавления.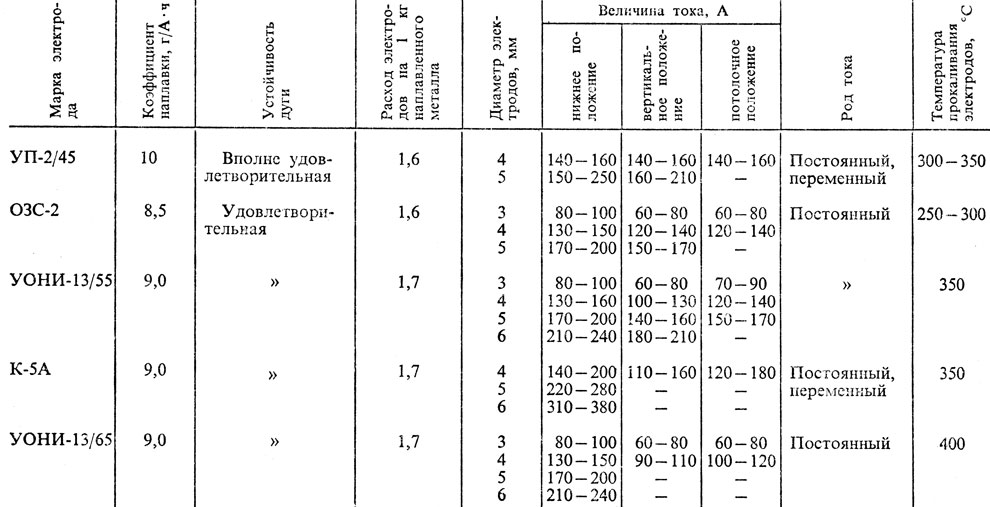 Применяются они вместе с присадкой, которая может подаваться на дугу во время сварки, а может быть уложена на соединяемую область сразу. К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
Применяются они вместе с присадкой, которая может подаваться на дугу во время сварки, а может быть уложена на соединяемую область сразу. К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
В свою очередь металлические виды электродов для сварки состоят из сердечника. Они имеют специальные покрытия, обеспечивающие высокое качество шва, улучшение эксплуатационных свойств изделия после работы и предотвращении попадания вредных включений в сварочную ванну. В газообразующее покрытие могут входить такие элементы, как крахмал, пиролюзит и другие. Такой метод повышает производительность процесса за счет применения большой величины тока, образования защитной пленки на поверхности металла и тем самым препятствию попадания атмосферного воздуха в зону сварки, более стабильная дуга.
Классификация сварочных электродов
Перейдем к вопросу о том, какие бывают электроды для сварки. Остановимся на классификации электродов по назначению.
Остановимся на классификации электродов по назначению.
Для того, чтобы знать характеристики тех или иных стержней, существует понятие маркировки, в которой указаны различные характеристики электродов для сварки и прочие данные. Важно знать и толщину стержней. Это необходимо для правильного его подбора, работе с изделием определенной толщины. Описание, классификация и маркировка обычно указывается на упаковке.
- устойчивое горение дуги и легкое зажигание;
- равномерное расплавление покрытия;
- равномерное покрытие шлаком шва;
- не затрудненное удаление шлака со шва;
- отсутствие пор, трещин и непроваров.
Назначение электродов в большой мере зависит от состава его металлического сердечника. При изготовлении берутся во внимание ряд факторов, влияющих на качество шва:
- классификация по назначению;
- прямое назначение отдельного типа сплавов и металлов;
- пространственного положения работ и условия проведения работ;
- толщины деталей и конструкций;
- узкоспециализированные характеристики шва (изгиб, сопротивление разрыву, насыщенность кислорода, текучесть жидкого шва и др. ).
 ).
).Учет маркировки сведен соответствующими стандартами и сортаментами. Стержень определенной маркировки должен соответствовать всем техническим условиям, маркировка на упаковке должна совпадать с содержимым качественно и количественно. Классификация электродов по назначению характеризуется металлом, над которым будут проводиться сварочные работы.
- У — низколегированные и углекислотные стали: Э6, Э55, Э46, Э42 и другие;
- Л — легированные стали: Э70, Э85, Э100 и другие;
- Т — легированные теплоустойчивые стали: Э09М, Э09МХ и другие;
- В — высоколегированные стали с особыми свойствами: Э12Х13, Э10Х17Т и другие;
- Н — наплавка поверхностных слоев с особыми свойствами: Э10Г2, Э11ГЗ, Э16Г2ХМ и другие.
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.
Нержавеющая проволока может пригодиться в случаях, когда необходимо соединить никелированные, хромированные металлы из нержавеющей стали.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.

Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Некоторые правила использования электродов
Необходимо соблюдать их сохранность. Для качественной и безопасной работы ее геометрия не должна быть нарушена, вес и масса ее должны совпадать с данными на упаковке, шлаковые корки должны с легкостью отделяться от шва. Все должно быть герметично упаковано, а упаковка должна предотвращать попадание влаги во внутрь. Электроды должны быть сухими, попадание влаги на них приводит к отсыреванию покрытия, а значит, и к ухудшению сварочного процесса. Допускается сушить их в специально оборудованных печах при заданной температуре 260 градусов Цельсия, а после сушки должны быть герметично упакованы для предотвращения повторного попадания воды на них. Также влага не самым лучшим образом влияет на характеристики покрытия, расплавленный металл может сильно разбрызгиваться. Из-за влаги могут образовываться поры, трещины, раковины и другие дефекты. Не рекомендуется варить гнутыми стержнями с поврежденным покрытием.
Допускается сушить их в специально оборудованных печах при заданной температуре 260 градусов Цельсия, а после сушки должны быть герметично упакованы для предотвращения повторного попадания воды на них. Также влага не самым лучшим образом влияет на характеристики покрытия, расплавленный металл может сильно разбрызгиваться. Из-за влаги могут образовываться поры, трещины, раковины и другие дефекты. Не рекомендуется варить гнутыми стержнями с поврежденным покрытием.
Многие характеристики занесены в таблицы. Таблица — удобный и наглядный способ получения информации о характеристиках материалов,о марках сварочных электродов и многом другом.
В настоящее время наиболее распространена ручная дуговая сварка. Электроды для ручной сварки похожи на металлический пруток. Такой тип сварки проще в применении, чем многие другие виды, компактен, допускает сварку в труднодоступных местах, с его помощью можно работать с чугуном, сталью, многими цветными металлами, прост в использовании и не требует больших материальных вложений. К минусам такого типа соединения можно отнести то, что качество шва напрямую зависит от квалификации рабочего, довольно низкий КПД по сравнению с остальными типами сварки, вредные условия труда для рабочих и другие. Для ручной дуговой сварки применяют специальные сварочные инверторы. Электроды для ручной сварки изготавливаются в соответствии с требованиями ГОСТ9466.
К минусам такого типа соединения можно отнести то, что качество шва напрямую зависит от квалификации рабочего, довольно низкий КПД по сравнению с остальными типами сварки, вредные условия труда для рабочих и другие. Для ручной дуговой сварки применяют специальные сварочные инверторы. Электроды для ручной сварки изготавливаются в соответствии с требованиями ГОСТ9466.
В заключение можно сказать, что на сегодняшний день имеется огромный спектр типов электродов и их применение, а сварка по-прежнему является важной частью многих строительных, производственных, монтажных работ. Их огромное количество, они различаются по маркам, толщинам, химическому составу и прочим характеристикам. Важно знать, какие стержни можно применять при различного рода работах, дабы добиться максимального результата и получить на выходе качественное изделие или деталь. Данный вид работ привлекает все новых специалистов, ученые продолжают работу над улучшением технологического процесса, ведь спрос на сварочные работы довольно велик.
Источник: svarkaed.ru
Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и стала технологией, позволившей изготавливать объекты огромных размеров — от океанских кораблей до небоскребов. Сварные соединения и сегодня остаются наиболее распространенным видом создания неразъемных соединений.
Однако сварочные работы требуют специальных инструментов — прежде всего электродов, которые должны обеспечить надежное скрепление металлов «намертво». Поскольку в промышленности используется большое количество сортов стали и сплавов цветных металлов, для проведения сварочных работ требуется большое количество разных сортов электродов, приспособленных для разных материалов и видов сварки.
Сварочные работы делятся на несколько основных видов:
— электроды для сварки конструкционных сталей;
— электроды для сварки легированной стали;
— электроды для сварки высоколегированных видов стали с особенными свойствами;
— электроды для сварки чугуна;
— электроды для наплавки металла;
— электроды для сварки цветных металлов;
В общем, вариантов сварки много, и подборка необходимых для сварочных работ электродов – это ответственное дело, к которому нужно относиться внимательно. Итак.
Итак.
Что требуется от электрода?
При сварке от всякого электрода прежде всего требуется:
-устойчивое горение вольтовой дуги,
-равномерное плавление металла и стабильный перенос его в сварочную ванну;
-защита свариваемых металлов от воздействия воздуха;
-получение прочного шва с нужным химическим составом и механическими свойствами;
-минимальные потери металла при сварке на угар и брызги; -чтобы шлак легко удалялся с поверхности шва;
-минимальную токсичность газов, выделяющихся при сварке.
Данные требования обеспечиваются благодаря подбору компонентов покрытия электрода.
Конструкция электродов
Самыми распространенными являются плавящиеся электроды для дуговой сварки. Такой электрод — это стержень из сварочной проволоки с нанесенным на его поверхность специальным покрытием. Его работа проста — проволока под воздействием высокой температуры плавится в вольтовой дуге и образует «тело» сварочного шва. а зачем нужно покрытие электрода?
Прежде всего для того, чтобы обеспечить газовую защиту зоны сварки от окружающего воздуха. При нагревании покрытие электрода разлагается с выделением газов, которые вытесняют воздух.
При нагревании покрытие электрода разлагается с выделением газов, которые вытесняют воздух.
Кроме того, при сварке покрытие электрода выделяет химические вещества, которые вступают в химические реакции с расплавленным металлом шва, придавая ему особые качества или образуют на поверхности шва шлаковую корку.
Из чего состоит покрытие электрода?
Поэтому, по назначению в покрытии электрода можно выделить:
Газообразующие компоненты, которые при нагревании они разлагаются на газы вытесняющие воздух. К ним относятся некоторые минералы (мрамор, магнезит) или органические вещества (мука, крахмал, декстрин).
-Шлакообразующие компоненты, которые обеспечивают защиту кристаллизующегося металла от воздейцствия кислорода из воздуха. При высокой температуре они формируют шлак, всплывающий на поверхности шва. К ним относятся окислы кремния, титана, алюминия, кальция, марганца и др. Они содержатся в мраморе, граните, гематите, кварцевом песке, рудах, ильменитовом и рутиловом концентрате.
-Раскисляющие компоненты, которые могут восстановить до полноценного металла часть окислов. К раскислителям относят железосодержащие соединения – ферромарганцы, ферротитаны и ферросилиции.
-Стабилизирующие компоненты, которые облегчают горение вольтовой дуги. Они содержатся в мраморе, меле, полевом шпате, кальцинированной соде, поташе.
-Легирующие компоненты, которые придают шву дополнительную прочность и устойчивость к коррозии. В покрытии электрода присутствуют в виде сплавов – феррохрома, ферротитана, феррованадия.
Все эти элементы измельчаются в порошок и связываются в однородную массу при помощи натриевого или калиевого жидкого стекла.
Некоторые материалы покрытия выполняют несколько функций. Например, мрамор является газообразующим, шлакообразующим и стабилизирующим минералом.
Поэтому виды электродов для сварки различают по толщине покрытия:
Отношение диаметра с покрытием (D)
к диаметру электрода
без покрытия (d)
Буквенное обозначение по ГОСТ 9466-75
Международное обозначение
Тонкое покрытие
Среднее покрытие
Толстое покрытие
Особо толстое покрытие
Маркировка покрытия сварочных электродов
В одних покрытиях электродов могут преобладать газообразующие элементы, в других – шлакообразующие. При этом для газообразования могут использоваться минералы или углеводородные органические соединения. Различные добавки могут выполнять очистку шовного металла шва от посторонних ключений — фосфора и серы.
При этом для газообразования могут использоваться минералы или углеводородные органические соединения. Различные добавки могут выполнять очистку шовного металла шва от посторонних ключений — фосфора и серы.
В зависимости от этого покрытия электродов делятся на
Создаются на основе фтористых соединений (плавиковый шпат), и карбонатов кальция и магния (мрамор, магнезит и доломит). Газовая защита осуществляется за счет углекислого газа, который выделяется при их разложении. С помощью кальция металл шва очищается от серы и фосфора.
Электроды с подобным видом покрытия используются для сварки легированных сталей и работы на ответственных конструкциях, подверженных большим нагрузкам и отрицательным температурам до -70°C.
Создаются на основе естественных руд. В качестве шлакообразующих компонентов используются оксиды, газообразующих – органические составляющие. При плавлении покрытия в расплавленном металле и в зоне горения дуги выделяется большое количество кислорода. Поэтому в покрытие добавляют много раскислителей – марганца и кремния.
Подобное покрытие обладает определенными токсичными характеристиками.
Область применения электродов с кислым покрытием – сварка неответственных конструкций из низкоуглеродистых сталей.
В состав таких покрытий входят ферросплавы, органическая смола, целлюлоза, и др. вещества, обеспечивающих газовую защиту. На сварном шве образуют тонкий слой шлака.
Металл шва по химическому составу соответствует полуспокойной или спокойной стали.
Электроды для сварки этого вида отличаются удобством в использовании, однако шов характеризуется невысокой пластичностью.
Они создается на базе рутилового концентрата, а также алюмосиликатов (полевой шпат, слюда, каолин) и карбонатов (мрамор, магнезит). Газовую защиту обеспечивают карбонаты, а шлаковую — алюмосиликаты. В качестве легирующего компонента и раскислителя используется ферромарганец, в некоторые покрытия вводится железный порошок (обозначаются по ГОСТ 9466-75 буквами «РЖ»). С помощью кальция, присутствующего в карбонате, из шовного металла удаляются сера и фосфор.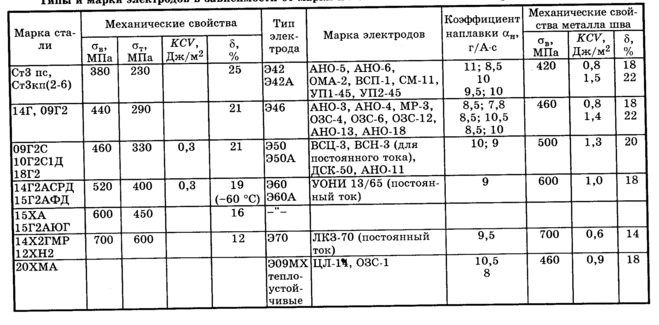
Используются при сварке и смешанные покрытия: кислорутиловое (обозначается буквами «АР»), рутилово-основное («РБ»), рутилово-целлюлозное («РЦ»), рутиловое с желдезным порошком («РЖ») и прочие («П»).
Маркировка стержней электродов
Тем не менее покрытие электрода — это именно покрытие. Оно может защитить или укрепить поверхность сварного шва, но главные его свойства будут определяться все-таки тем самым металлом, из которого этот шов сделан — то есть из стержня электрода.
Для конструкционных сталей главные свойства швов — это прежде всего их механические механические свойства (то есть сопротивление разрыву, ударная вязкость, относительное удлинение и т.д.).
Эти качества регламентируются в маркировках, определенных в ГОСТ 9467-75 и ГОСТ 10052-75. В них обозначение типа электрода содержит букву «Э», после которой ставится показатель временного сопротивления шва на разрыв.
Например, маркировка «Э46А» означает, что металл, наплавленный этими электродами, имеет прочность 46 кг/кв. мм (460 МПа) и улучшенные (об этом говорит литера «А») пластические свойства. Для сварки легированных конструкционных сталей повышенной и высокой прочности тип электрода может быть Э70, Э85, Э100, Э125, Э150.
мм (460 МПа) и улучшенные (об этом говорит литера «А») пластические свойства. Для сварки легированных конструкционных сталей повышенной и высокой прочности тип электрода может быть Э70, Э85, Э100, Э125, Э150.
В то же время, для легированных сталей важен и химический состав металла. Содержание этих элементов в стержне электрода будет по ГОСТу обозначаться так:
«Э 09 Х2 М» — значит в шовном металле будет 0,09% углерода, 2% хрома, 1% молибдена
«Э 10 Х25 Н13 Г2 Б» — это значит, что в металле шва будет содержится примерно 0,1% углерода, 25% хрома, 13% никеля, 2% марганца, 1% ниобия.
Также стержни электродов маркируются в зависимости от того, для сварки какого материала они должны использоваться, обозначаются буквами:
У — сварка углеродистой и низколегированной стали
Т — сварка легированных теплоустойчивых сталей
Л— сварка легированных конструкционных сталей
В— сварка высоколегированной стали
Н — наплавка поверхностных слоев
Типы и марки электродов — как в них разобраться?
Общих правил для маркировки электродов в целом не существует.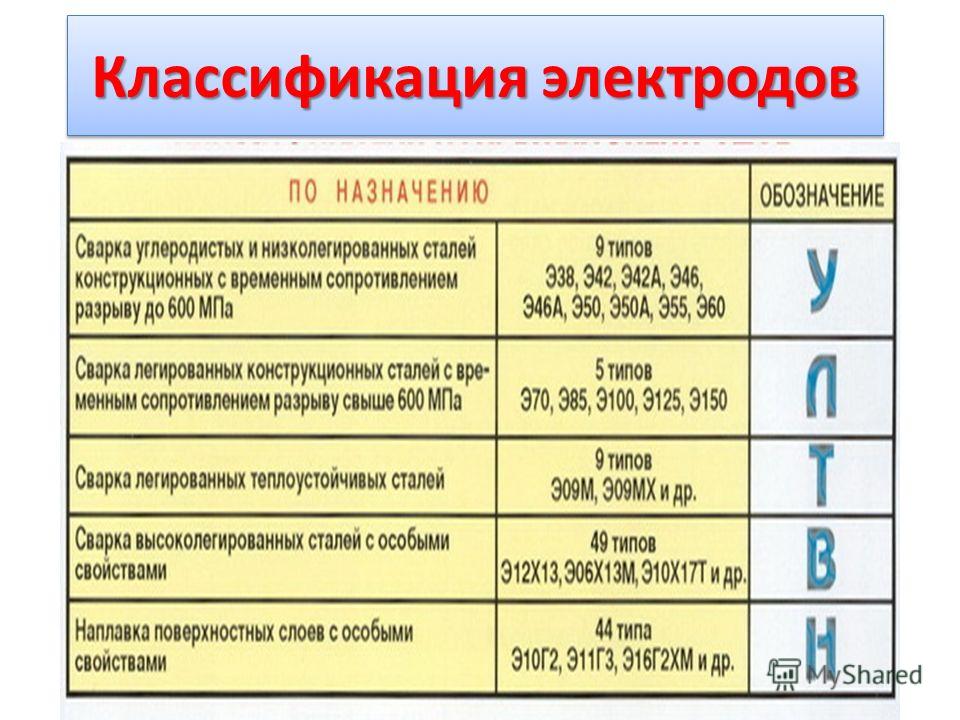 Поэтому марка электрода (например — АНО-3 , ОЗС-6 , УОНИ 13/45 и т.д.) сопровождается целым рядом числовых и буквенных индексов, которые должны определить их качества и назначение.
Поэтому марка электрода (например — АНО-3 , ОЗС-6 , УОНИ 13/45 и т.д.) сопровождается целым рядом числовых и буквенных индексов, которые должны определить их качества и назначение.
Эти индексы будут определять не только марку и тип электрода, но и целый ряд других показателей, включая толщину центрального стержня, сварочный ток и ориентацию электрода при сварке.
Последняя может определяться цифрами от 1 до 4, которые означают:
1– допустимы все возможные положения;
2– допустимы все положения, кроме вертикального сверху вниз;
3– допустимо нижнее, горизонтальное и вертикальное сверху вниз;
4– только нижнее положение;
В итоге, полная маркировка электрода марки УОНИ 13/45 будет выглядеть так:
Также это очень важно помнить еще и потому что если Вы сварите изделие не подходящим видом электродов, то Вам никто не даст гарантию, что оно доживет до завтра. Правильно относиться к выбору электродов Вам помогут и прайс-листы наших заводов-изготовителей.
Видео по теме:
Источник: stvybor.ru
Электроды для ручной дуговой сварки
На сегодняшний день сварочные работы проводятся достаточно часто. Это связано с относительной простотой процесса и низкими финансовыми затратами при приемлемом уровне качества получаемого шва. Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения.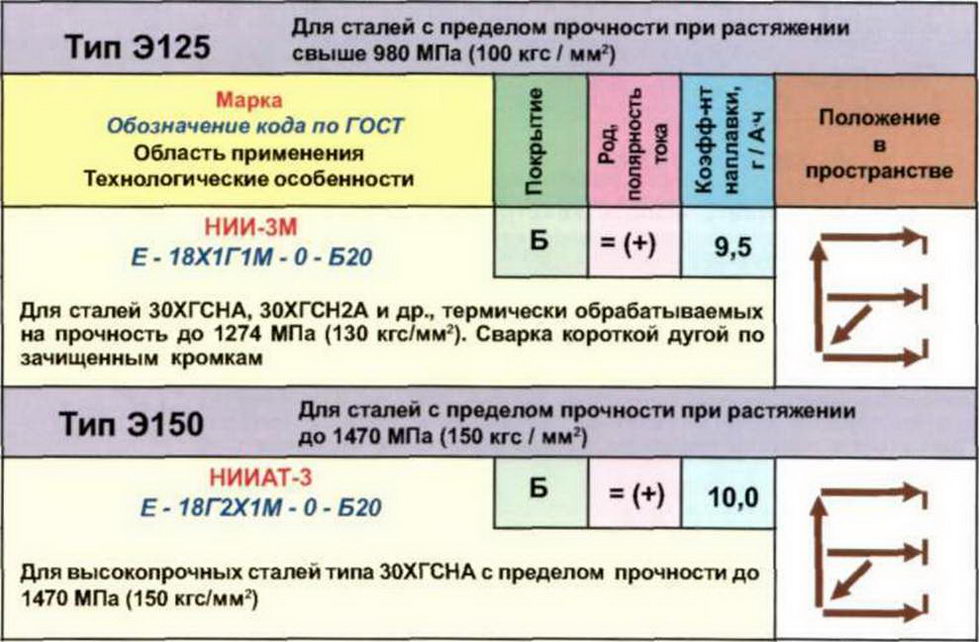 Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
 Достигаемое значение сопротивления на разрыв составляет 600 МПа.
Достигаемое значение сопротивления на разрыв составляет 600 МПа.Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.
 Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
 Только при этом условии можно обеспечить условия для формирования качественного шва.
Только при этом условии можно обеспечить условия для формирования качественного шва.Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Особенности покрытия
При изготовлении электродов могут использоваться самые различные покрытия. Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
Специальная обмазка электродов для ручной дуговой сварки может стабилизировать образующуюся дугу и обеспечить наиболее благоприятные условия для работы. С каждым годом появляются новые виды покрытия электродов для ручной дуговой сварки, которые обладают более привлекательными эксплуатационными качествами.
Используются электроды достаточно просто, у сварочного аппарата есть соответствующий зажим. Не стоит забывать, что у этого расходного материала условия хранения и транспортировки точно, такие же, как и у сварочной проволоки. При необходимости проводится прокалывание электродов для ручной электродуговой сварки не позднее, чем за 5 суток перед сваркой. Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Принципы маркировки
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов. Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
- ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.
- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.
Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Качество сварки во многом зависит от качества применяемой проволоки в виде основы. Следующим определяющим показателем можно назвать тип применяемого материала в качестве обмазки.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
К другим особенностям выбора отнесем нижеприведенные моменты:
- При толщине металла не более 8 мм следует применяться электроды с диаметром 8-12 мм, а сила тока 450А. Длина шва достигает 45 см. Свариваемые элементы могут изготавливаться при применении различных металлов.
- Расходный материал с диаметром 6 мм может применяться при силе тока 370А, толщина металла может составлять 4-15 м. Сварочный шов также достигает длины 45 см.
- В продаже встречаются варианты исполнения с диаметром 5 мм. Подходят они для случая, когда сила тока составляет 280А. Толщина применяемого металла от 4 до 15 мм.
- При диаметре 4 мм сварка должна проходить при токе 100-220А. За счет снижения силы тока толщина металла уменьшена до 10 мм.
- При силе тока 50-70А диаметр применяемого расходного материала составляет 2 мм. Толщина металла всего 1-2 мм.
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва. Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного. А вот стоимость может варьироваться в достаточно большом диапазоне.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: stankiexpert.ru
Марки электродов для сварки
Электроды УОНИ
Электроды АНО
Электроды ОЗЛ
Электроды ОЗС
Электроды МР-3
Электроды ЦЛ
Электроды ЛЭЗ
Впервые, сварочный электрод появился в 1802 году. С тех пор многое изменилось, появились новые виды и марки. Сварочный электрод является самым распространённым материалом. Каждая марка электрода обладает своими свойствами. Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод.
Самые популярные марки электродов, предназначенные для углеродистой и низколегированной стали: УОНИ-13/НЖ/12х13. Электроды этой марки предназначены для сварки коррозионностойких сталей. Эта модель создана по всем правилам ГОСТ 9466-75. Сварка с таким электродом происходит на постоянном токе.
УОНИ 13/55. Такой сварочный электрод используется для сварки как низколегированной, так и углеродистой стали. Соответствует ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272002010558589. Процесс сварки идет как при переменном, так и при постоянном токе обратной полярности.
МР-3С. Сварочной электрод этой марки предназначен для сварки изделий из углеродистой и низколегированной стали. Сварка осуществляется с помощью постоянного и переменного тока.
МР-3Т. Данный электрод предназначен для сварки изделий из углеродистой, низколегированной стали. Сварка может осуществляться как с постоянным, так и с переменным током. Полярность постоянного тока — обратная. Но для таких электродов есть один нюанс, содержание углерода должно быть не меньше 0,25%, а временное сопротивление разрыву не должно превышать 490Мпа. Такие электроды соответствуют ГОСТ 9466-75,ГОСТ 9467-75.
ОЗС-12. Такие электроды также предназначены для углеродистой и низколегированной стали. Временное сопротивление разрывы составляет 490Мпа. Угольные сварочные электроды: ВДК ВДП СК Самые популярные марки вольфрамовых неплавящихся электродов, которые соответствуют ГОСТ23949-80: ЭВЧ ЭВЛ ЭВИ-1 ЭВИ-2 ЭВТ-15 Существуют также специальные электроды для сварки меди, и сплавов из меди: ОЗБ-2М ОЗБ-3 АНЦ/ОЗМ2 Комсомолец 100 АНЦ/ОЗМ3 Для сварки такого материала, как никель и его сплавы, используют электроды: ОЗЛ-32, Б-56У. Если вы собираетесь работать с такими материалами, как алюминий, и его сплавы, то следует выбирать электроды: ОЗАНА-1,ОЗА-1,ОЗА-2, ОЗАНА-2.
Источник: elektrod-3g.ru
Типы, марки и особенности электродов для ручной дуговой сварки
Содержание
- 1 Классификация по материалу производства
- 1.1 По предназначению
- 1.2 По толщине покрываемого вещества
- 1.3 По чистоте покрытия и расположению в пространстве
- 2 Маркировка, расшифровка
- 3 Особенности покрытия
- 4 Основные требования
- 5 Используемые компоненты для производства
- 6 Скачать ГОСТ
Методов соединения деталей существует множество, но особую популярность заслужила ручная дуговая сварка. Применяется она посредством использования единичных сварочных электродов.
В процессе ручного сваривания металлических деталей важную роль играют электроды. В зависимости от выбранных марок и грамотно настроенного оборудования можно получить высококачественный шов, даже в труднодоступной области.
Содержание
- Классификация по материалу производства
- По предназначению
- По толщине покрываемого вещества
- По чистоте покрытия и расположению в пространстве
- Маркировка, расшифровка
- Особенности покрытия
- Основные требования
- Используемые компоненты для производства
- Скачать ГОСТ
Классификация по материалу производства
Какие бывают электроды? Как известно, все сварочные расходные материалы для ручной дуговой сварки делятся на плавкие и неплавкие виды. К плавким элементам относят: сварочный инструментарий, изготовленный из чугуна, алюминия, меди, стали. Все зависит от типа свариваемой металлической поверхности. Металлический стержень может выступать как анодом, так и катодом, а может выполнять функции дополнительного компонента в сварочной области.
К неплавким материалам относят угольные, из вольфрама и графита. Они выполняют лишь первичную функцию, да и в процессе сваривания используется вспомогательная проволока. Вольфрамовые стержни активно применяются при ручной дуговой сварке в среде инертного газа.
Согласно ГОСТ 9466, стержни в процессе сварки могут отличаться по нескольким функциональным признакам.
По предназначению
Основываясь на ГОСТ 9466 и ГОСТ 9467, электроды подразделяются на категории:
- Для сваривания металлических поверхностей (сталь) с незначительным и умеренным содержанием углерода. Сопротивление разрыва находится на уровне 600 МПа. Указывается в описании, как буквенное обозначение — «У».
- Для соединения легированных и теплостойких сталей. Отмечают «Т».
- Для легированного железа с сопротивлением 600 МПа. Обозначают «Л».
- Для наплавления внешних наслоений с нужными характеристиками. Отмечают «Н».
- Для высоколегированных (с повышенным содержанием добавок) сталей со специальными свойствами. Помечают «В».
- Для соединения металлических поверхностей с пластичными параметрами. Обозначают «А».
По толщине покрываемого вещества
Классификация электродов при сваривании поверхностей может осуществляться и по толще покрываемого слоя. Данные значения зависят от сечения. Отмечают несколько видов:
- Тонкая оболочка « М». Толща покрытия колеблется на уровне 20% поперечника.
- Слой умеренной толщины «С». Толщина составляет примерно 45% сечения элемента. Это наиболее встречаемый вариант.
- Толстая оболочка «Д». Покрываемый слой достигает 80% от двойного радиуса инструмента.
Сверхтолстый слой «Г». Толщина оболочки более 80% поперечника.
По чистоте покрытия и расположению в пространстве
Наслоение может быть как в чистовом варианте, так и в смеси с другими материалами, то есть содержать несколько компонентов. Оно может быть: кислотным (А), основным (Б), целлюлозным (Ц), рутиловым (Р) и иными типами (П).
Отдельные электроды для электродуговой сварки неприменимы в некоторых пространственных положениях, потому что они чрезмерно текучи. Для обозначения этого параметра на упаковке указан пункт о применении в пространстве:
- «1» — работать можно в абсолютно любой плоскости;
- «2» — все позиции разрешены, кроме вертикального;
- «3» — В работе исключается потолочное положение;
- «4» — работать можно только в горизонтальных плоскостях.
Если сварочное устройство, электроды и защитное снаряжение подобраны верно, то все работы по свариванию металлических поверхностей ручным способом будут безопасными, а шов – надежным, качественным и долговечным.
Маркировка, расшифровка
Бывает, что электроды для сварки разнородных сталей имеют много буквенных обозначений и цифр, поэтому многим новичкам сварного дела непонятна их суть. Рассмотрим электрод «Э-46 ЛЭЗАНО21 УД Е 43 1(3) РЦ13». В этом наименовании:
- Э-46 – типовая составляющая, используемая для сталей с незначительным и умеренным содержанием углерода;
- ЛЭЗАНО21 – марка электрода для ручной сварки;
- «У» — предназначение элемента, то есть для низколегированного (с незначительным содержанием добавок) и углеродистого железа;
- «Д» — толстый слой покрытия;
- «Е» — причисляется разряду плавких;
- «43» — прочностной разрывной максимум — 430 МПа. Этот показатель соответствует ГОСТ 9466-75;
- «1» — условное удлинение находится на уровне 20%;
- «3» — для сохранности ударной вязкости рекомендуется комнатная температура;
- «РЦ» — буквы расшифровываются, как сочетание рутилово-целлюлозного наслоения;
«1» — работать можно в любой плоскости; - «3» — применяемый ток для сварки постоянным током, соблюдая обратную полярность. Можно использовать и переменный ток, но для этого потребуется сварочный трансформатор.
Так выглядит расшифровка маркировки электродов для сварки поверхностей из металла.
Особенности покрытия
Сварочный стержень для ручного соединения металлических поверхностей производят из специальной мерной проволоки с нанесением защитного наслоения. Покрытие играет важную роль в возделывании сварочного участка, помогая область защитить от внешнего окружающего воздействия и обеспечить стойкое горение дуги.
Защитная оболочка включает в себя:
- Стабилизаторы процесса. Они обеспечивают устойчивую дугу благодаря агрегациям из щелочных земель и металлов щелочного ряда. Они практически неспособны к ионизации. Среди подобных металлов выделяют, калий, менее активный натрий и кальций.
- Шлакоформирователи. Благодаря этим элементам в сварочной области возникает защитная оболочка из шлаков, которая не дает развиваться процессам окисления. К этим компонентам причисляют некоторые минералы и руды, например, гранит.
- Газообразователи. Их роль заключается в надежной газовой защите области сварки. Выделяемые газы создают защитную оболочку в области контактирования. Газообразные вещества подразделяются на неорганические и органические элементы. Яркими представителями этих компонентов считаются мрамор, магнезит, крахмал, мука из дерева.
- Элементы, изменяющие состав металла и раскислители. Их применение связано с тем, что в определенных ситуациях необходимо изменить состав металла либо избавиться от растворенного в сплаве кислорода. Кроме того, раскисляющие элементы способны восстанавливать в рабочей области свариваемые металлы в виде окислов. К подобным веществам относят марганец, титан, кремний и их сплавы с железом.
- Связывающие средства. Данные элементы связывают порошкообразные вещества и придают им цельность. Жидкое стекло – яркий представитель этой категории.
- Формовые модификаторы. Подобные элементы придают покрытию дополнительные пластичные характеристики. Среди таких веществ выделяют декстрин, слюду и многие другие.
Популярность ручного сваривания металла обуславливается элементарностью проведения процедуры, а также незначительными финансовыми вложениями при высококачественном уровне процесса. В ручном дуговом сваривании применяют разные сорта (марки) электродов. В соответствии с видом свариваемого металла осуществляется и подбор расходного компонента, чтобы достичь максимальной идентичности используемого инструмента и заготавливаемого изделия. Кроме того, существует немало факторов, влияющих на рабочие условия процесса связывания. Эта среда и определяет выбор электрода для ручной дуговой сварки металлических поверхностей.
Основные требования
Расходные материалы, используемые для сварки либо наплавки, можно разделить по области реализации и различным производственным характеристикам. Например, ручное сваривание дугой может классифицироваться по механическим параметрам шовного соединения, методом нанесения металла на изделие, физическим параметрам шлака.
При проведении сварочных работ к электродам предъявляются требования, установленные ГОСТ 9466-75:
- должны гарантировать хорошее горение дуги и качественное шовное соединение без пор и трещин, особенно для сварки трубопроводов в домашних условиях. Так, применяют электроды для сварки переменным током;
- в рабочей зоне должен формироваться металл особого состава;
- плавка осуществляется равномерно, рассредотачиваясь по обоим участкам свариваемого металла;
- не должно быть сильного разбрызгивания металла, тем самым обеспечивая хорошую производительность;
- образуемый шлак должен легко отходить;
- высокая прочность покрытия;
- должен длительное время сохранять первоначальные свойства;
- минимальный уровень вредных выбросов во время проведения сварных работ
повышенная механическая устойчивость к возможным воздействиям.
Ручная дуговая сварка покрытыми электродами осуществляется посредством применения вспомогательных компонентов, в виде целлюлозного или рутилового покрытия. В основном подобные стержни применяются для сварных работ со сталью.
Используемые компоненты для производства
Основываясь на ГОСТ, для производства металлического прутка плавящихся электродов применяют разнородные сорта стали, а именно – углеродистые, легированные и высоколегированные. Металлическую проволоку обозначают особым образом. Наличие на марке электродов для сварки обозначения «Св» значит элемент сварочного типа. Если указывает число, то это означает процентное содержание углерода. После цифры идет кодировка легирующих компонентов и их процент в составе металла. К примеру, в металлическом изделии содержится 0,10% углерода, по 1% хрома, кремния, 2% марганца, то маркировка электродов для сварки выглядит следующим образом — Св-10ХГ2С. Подобная модель создана по всем правилам ГОСТ 9466-75. Структура проволоки и свариваемого металлического изделия должны взаимно соответствовать.
Для соединения металлов цветного ряда электрод должен быть изготовлен из медного состава, никеля, пластичного алюминия или бронзы. Но стоит учесть, что чугунные детали связываются не только лишь стальными электродами, они могут соединяться медно-железными видами стержней. Благодаря разнородности, в ходе сварки выделяется углерод, что заметно повышает прочностные характеристики. Такие электроды для ручной дуговой сварки, как правило, состоят из 10% железа и 90% меди.
Осуществление сварки невозможно без применения электродов. Их значение крайне велико, так как от оптимального выбора расходного материала зависит качество шва возделываемых поверхностей. Большое разнообразие марок электродов для ручной дуговой сварки говорит о широком предназначении элементов. Благодаря этому очень важно разбираться в обозначениях электродов для ручной дуговой сварки, потому что это помогает понять, какие типы электродов требуются для соединения металла и сделать правильный выбор.
Скачать ГОСТ
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей.
Выбор марки электродов для дуговой ручной сварки
Екатерина
Сварка — одно из важнейших ремесел для человека. Благодаря открытиям в этой области мы можем воплотить любые, даже самые смелые идеи: от изготовления распашных ворот до конструирования космических кораблей. Существует множество видов сварки, в том числе и промышленной, но среди них именно ручная дуговая сварка получила наибольшее распространение. Это простая и понятная технология, которой можно обучиться самостоятельно.
Современный рынок предлагает разные типы электродов для ручной дуговой сварки, в которых трудно разобраться начинающим сварщикам. В этой статье мы расскажем, какие бывают марки электродов для электродуговой ручной сварки и как их выбрать исходя из своих задач.
Содержание статьи
- Суть ручной дуговой сварки
- Краткая классификация электродов
- Виды электродов по назначению
- Виды покрытий для электродов
- Выбор диаметра электрода
- Выбор электродов в зависимости от типа шва
- Марки электродов, подходящие для ручной дуговой сварки
- Как выбрать качественные электроды
- Вместо заключения
Суть ручной дуговой сварки
Прежде чем мы расскажем об электродах, давайте разберемся, что из себя представляет ручная дуговая сварка. Дугой называют поток частиц, образующихся в ходе ионизации анода и катода. Сам процесс ионизации образуется при взаимодействии тока и короткого замыкания. При этом на процесс сварки влияет также состав обмазки электрода и кислород, получаемый из атмосферы. В совокупности эти процессы приводят к нагреву дуги и выделению большого количества тепла, достаточного для плавления кромок свариваемых деталей. Затем кромки остывают, образуя прочный и надежный шов.
Ключевым элементом этого процесса является электрод. Без него невозможно зажечь дугу и поддерживать ее горение. Сварку можно производить, используя один или несколько электродов для дуговой сварки. Не существует единой классификации стержней, поскольку виды электродов для ручной сварки можно разделить на множество небольших категорий: начиная от назначения, заканчивая материалами изготовления. Кстати, сами электроды для электродуговой сварки могут изготавливаться не только из металла и об этом мы поговорим далее.
Краткая классификация электродов
Как мы писали выше, электроды сложно классифицировать лишь по одному параметру. Но в основном все стержни прежде всего делятся по типу материала, из которых они изготовлены, а также по покрытию (или обмазке). Вот краткая классификация электродов:
- Плавящиеся электроды. Их изготавливают из металла, например, чугуна, алюминия, стали или меди. Материал, из которого изготовлен электрод, подбирается в соответствии с металлом, который необходимо сварить. Плавящиеся электроды одновременно являются и анодом, и катодом. Это самый распространенный тип стержней на данный момент.
- Неплавящиеся электроды. Изготавливаются из угля, графита или вольфрама. Их используют в паре со сварочной проволокой, потому что такие стержни не способны сформировать сварочный шов. При использовании угольных стержней используйте прямую полярность вместо обратной. Вольфрамовые стержни незаменимы при аргонодуговой сварке за счет высокой температуры плавления, но редко используются при ручной дуговой сварке.
- Электроды без покрытия или обмазки. Они используются в связке с флюсом, который непрерывно подается на протяжении всего сварочного процесса. При ручной дуговой сварке такие стержни не используются.
- Электроды с покрытием или обмазкой. Самые распространенные электроды на рынке. Покрытие электродов для ручной дуговой сварки выполняет сразу несколько функций: защищает металл от негативного влияния кислорода, обеспечивает стабильное горение дуги, улучшает качества сварного соединения. Такие электроды используются не только при ручной дуговой сварке, но и при полуавтоматической и автоматической.
Виды электродов по назначению
В зависимости от свариваемого металла выбирается режим работы сварочного аппарата и электроды. Для разных металлов необходимы разные электроды, это называется назначением. Назначение указывается одной буквой на упаковке и на самом стержне.
Электроды с маркировкой «У» используются для сварки низколегированных и углеродистых сталей. Буквой «Л» обозначают стержни, используемые для сварки легированных конструкционных сталей, а для высоколегированных используется обозначение «В». Буквой «Т» обозначают стержни для теплостойких металлов, а буквой «Н» — стержни для наплавки.
Виды покрытий для электродов
На ряду с материалом изготовления и назначением выбирается и тип покрытия электрода. Выбор покрытия также зависит от свариваемого металла. Покрытие (или обмазка) выполняет защитную функцию. При плавлении электрода покрытие выделяет защитные вещества и шлак, что улучшает качество шва, получаются надежные и долговечные сварные соединения. Производители используются следующие виды покрытий электродов:
- Кислое покрытие. Маркируется буквой «А» на упаковке и самом электроде. Используется для узконаправленных задач, например, для нижних сварочных швов. Можно использовать как с переменным, так и с постоянным током.
- Рутиловое покрытие. Маркируется буквой «Р». Одно из самых популярных покрытий как у новичков, так и у профессионалов. По сравнению с другими покрытиями почти не токсично и обеспечивает хорошее качества швов. При сгорании образует шлак с защитными свойствами. Состав может быть разнообразным, но в основе всегда двуокись титана или просто рутил. Отсюда и название.
- Целлюлозное покрытие. Маркируется буквой «Ц». Подходит для выполнения любых сварных соединений, обеспечивает хорошее качество шва, но при этом способствует сильному разбрызгиванию металла. Мы рекомендуем использовать электроды с целлюлозным покрытием при сварке трубопровода, поскольку при такой работе недостатки не критичны.
- Основное покрытие. Обозначается буквой «Б». Самый популярный вид покрытия на ряду с рутиловым. Имитирует сварку под газом за счет выделения углекислоты при горении дуги. Мы рекомендуем использовать стержни с основным покрытием только в сочетании с постоянным током и обратной полярностью. Если использовать переменный ток, то сварочный шов получится некачественным и потребуются дополнительные меры по улучшению прочности шва.
- Прочие виды покрытий. Маркируются буквой «П». В составе содержат легирующие вещества. Благодаря этому качество шва улучшается. В целом, прочие виды покрытий используются реже всего.
- Специальные виды покрытий. Обозначаются буквой «С» или надписью «специальные» на упаковке. Используются для сложной сварки под водой, поскольку содержат в своем составе жидкое стекло и смолосодержащие вещества.
Как видите, электроды выбираются исходя из конкретных задач. Для ручной дуговой сварки чаще всего используют стержни с рутиловым покрытием, поскольку они универсальны.
Выбор диаметра электрода
Большинство начинающих сварщиков классифицируют сварочные стержни именно по диаметру, что правильно. Ведь от толщины детали напрямую зависит диаметр электрода. И даже если вы выберите стержень с нужным покрытием и из нужного материала, но размер будет неправильным, вы не получите качественный шов.
Диаметр электрода указывается в миллиметрах на упаковке или на самом стержне. При этом от диаметра зависит и длина электрода. Для сварки в домашних условиях обычно используют электродов для дуговой сварки с диаметром от 2 до 4 мм. Это универсальный размер, подходящий для большинства сварочных работ. Более толстые электроды используются на заводах или в частных мастерских.
Выбор электродов в зависимости от типа шва
Также целесообразно проводить выбор электродов для ручной дуговой сварки по типу шва, которым вы собираетесь варить металл. Помимо стандартных горизонтальных, вертикальных, наклонных и швов под углом существуют также косые, стыковые, со скосами и многие другие. Это полезно скорее для опытных мастеров, но и начинающим сварщикам стоит знать эту информацию. Теперь поговорим о том, какие бывают марки электродов для ручной дуговой сварки.
Марки электродов, подходящие для ручной дуговой сварки
Существуют также виды электродов для ручной дуговой сварки, разделяющиеся по маркам. Марка используемого электрода так же зависит от металла, который вам нужно сварить.
Для сварки углеродистых низколегированных сталей используются следующие марки:
- Э42: марки АНО-6, АНО-17, ВСЦ-4М.
- Э42: УОНИ-13/45, УОНИ-13/45А.
- Э46: АНО-4, АНО-34, ОЗС-6.
- Э46А: УОНИ-13/55К, АНО-8.
- Э50: ВСЦ-4А, 550-У.
- Э50А: АНО-27, АНО-ТМ, ИТС-4С.
- Э55: УОНИ-13/55У.
- Э60: АНО-ТМ60, УОНИ-13/65.
Для сварки легированных сталей (в том числе высокопрочных):
- Э70: АНП-1, АНП-2.
- Э85: УОНИ-13/85, УОНИ-13/85У.
- Э100: АН-ХН7, ОЗШ-1.
- Э125: НИИ-3М, Э150: НИАТ-3.
Для наплавки металла: ОЗН-400М/15Г4С, ЭН-60М/Э-70Х3СМТ, ОЗН-6/90Х4Г2С3Р, УОНИ-13/Н1-БК/Э-09Х31Н8АМ2, ЦН-6Л/Э-08Х17Н8С6Г, ОЗШ-8/11Х31Н11ГСМ3ЮФ.
Для сварки чугуна: ОЗЧ-2/Cu, ОЗЧ-3/Ni, ОЗЧ-4/Ni.
Для сварки алюминия и его сплавов: ОЗА-1/Al, ОЗАНА-1/Al.
Для сварки меди и ее сплавов: АНЦ/ОЗМ-2/Cu, ОЗБ-2М/CuSn.
Для сварки никеля и его сплавов: ОЗЛ-32.
Как выбрать качественные электроды
Как и любое оборудование для сварки, электроды подчиняются ГОСТам, которые регулируют их качество. Так, согласно нормативам, стержни должны быть изготовлены из качественных материалов, закупленных у сертифицированных поставщиков.
Покрытие электродов для ручной дуговой сварки не должно иметь существенных дефектов, допускается наличие небольших трещин и вмятин из-за плохой транспортировки. При плавлении покрытие электрода не должно осыпаться или плавиться неравномерно, а также должно разбрызгиваться в пределах нормы для каждого конкретного типа обмазки.
Стержни должны быть прочными и устойчивыми к механической нагрузке. Шов должен получаться качественным, без трещин и пор. Зная эти особенности, вы сможете без труда выбрать качественные электроды и быть уверенным в результате.
Вместо заключения
Теперь вы знаете, как бывают типы покрытий электродов для ручной сварки и как их правильно выбрать. Начинающим сварщикам трудно разобраться в разнообразии маркировок и предназначении каждого типа электродов, но изучив их однажды вы существенно расширите свои возможности. Опытные мастера могут поделиться своим опытом в комментариях, он будет полезен для всех новичков. Желаем удачи!
Похожие публикации
Маркировка электродов для ручной дуговой сварки
У начинающих сварщиков часто возникают связанные со специальностью вопросы. К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
СОДЕРЖАНИЕ
- Тип и маркировка сварочных электродов
- Марки электродов для ручной дуговой сварки
- Диаметр
- Назначение
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
- Особые обозначения
- Пример расшифровки маркировки электродов
- Заключение
Тип и маркировка сварочных электродов
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Марки электродов для ручной дуговой сварки
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» — соединение заготовок с особыми свойствами; «Н» — для наплавки.
Коэффициент толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» — покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие. К примеру, «М» — покрытие тонкое, «С» — среднее, «Г» — очень толстое.
Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом. Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» — основное;
- «Ц» — целлюлозное;
- «Р» — рутиловое;
- «А» — кислое;
- «П» — прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» — рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» — универсальный;
- «3» — работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» — сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Характеристики сварочного тока
Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения
Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов
На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи. Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Читайте также: Ручная дуговая сварка MMA
Маркировка электродов для ручной дуговой сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 13, Средняя: 3
их виды, маркировка и ее расшифровка
Выбирая электроды для сварки, следует особое внимание обратить на маркировку. Дело в том, что там приведена наиболее важная информация о приобретаемых электродах, включая предприятие-изготовитель, состав и иные характеристики. Если ориентироваться на эти сведения, то упрощается задача по выбору наиболее подходящего материала, который обеспечит качественный результат при работе в определенных условиях с запланированными для соединения металлами и сплавами. Для этого перед принятием решения необходимо тщательным образом изучить знаки, которые расположены на упаковке.
Сварка электродами
В качестве основного расходного материала для ручной дуговой сварки, с применением которой сегодня чаще всего и сваривают металлы, используют электроды. По своему исполнению они выглядят в виде металлического прутка или изделия, изготовленного из другого материала, которое может предусматривать покрытие или не иметь его. Один конец прутка обязательно имеет покрытие. Именно этой стороной его и размещают в электродержателе.
Во время выполнения сварочных работ на участке, образованном концом электрода и обрабатываемой поверхностью, образуется электрическая дуга. Процесс соединения поверхностей с применением сварочного оборудования проходит в условиях повышенных температур, при этом вещества, с использованием которых выполняется плавление, подвергаются чересчур интенсивному взаимодействию по отношению друг к другу.
Преимущества электродов
Электроды являются наиболее предпочтительным расходным материалом для сварки по следующим причинам:
- их использование позволяет создать ровный сварной шов, не имеющий пор и лишенный непроваренных участков.
- зажигание дуги не требует больших усилий. Также не возникает проблем и с его поддержанием.
- использование электродов позволяет создать равномерное покрытие на основе шлака, которое без особых усилий можно убрать после окончания сварочных работ.
Основное назначение и состав сварочных электродов
По своему исполнению электрод имеет вид стержня, выполненного из металла или иного материала, благодаря которому ток достигает свариваемого изделия. По этой причине обрабатываемый материал должен отличаться высокой электропроводностью. Чаще всего такие конструкции выполнены на основе проволоки и сплавов, обладающих различным уровнем легированности.
Для придания изделию требуемых характеристик у него предусмотрено специальное покрытие. Благодаря ему электрод прекрасно переносит воздействие газов, прежде всего, азота и кислорода, а также помогает поддерживать устойчивость горения дуги, бороться с вредными примесями, содержащимися в расплавленном металле. Польза покрытия заключается в том, что применяемый для сварки металл или сплав обогащается необходимыми легирующими элементами.
В целом можно отметить, что для обеспечения электроду необходимых свойств в составе покрытия должны присутствовать определенные компоненты.
Важная роль отводится шлакообразующим веществам, например, мелу, мрамору, благодаря которым обеспечивается высокая защита от негативного воздействия со стороны азота и кислорода, вред которых заключается в воздействии окислительными процессами. Избавить же расплавленный металл от кислорода можно посредством таких веществ, как ферросплавы титана, марганца, алюминия и кремния. Последние представляют группу раскисляющих веществ, за счет чего и обеспечивается требуемый результат.
Для создания защитной газовой среды используют специальные газообразующие компоненты, наиболее яркими представителями которых являются древесная мука и декстрин. Задачу по приданию шву исключительных характеристик в плане устойчивости к износу, не подверженности влиянию коррозии, решают при помощи введения в состав специальных легирующих добавок.
Список этих компонентов достаточно велик, поэтому мы приведем лишь некоторые из них: хром, титан, никель, ванадий и пр. Группу стабилизирующих веществ образуют калий, натрий и кальций. Основной их эффект заключается в обеспечении ионизации сварочной дуги. Для создания надежной связи между каждым компонентом покрытия и стержнем электрода необходимо применять специальные связующие вещества, в качестве которых чаще всего используется силикатный клей.
Маркировка электродов для сварки и требования к ним
Классификация электродов подразумевает их разделение на два типа:
- плавящиеся;
- неплавящиеся.
Первая группа включает себя изделия, изготавливаемые на основе таких материалов, как сталь, медь, чугун и бронза. Отличительной особенностью является наличие дополнительного покрытия. Особую группу образуют плавящиеся непокрытые элементы, однако наибольшее распространение они получили в качестве проволоки для сварки конструкций, осуществляемой в среде защитных газов. К категории неплавящейся разновидности электродов для сварки следует отнести изделия, создаваемые на основе таких материалов, как вольфрам, торий и лантан.
Еще одним признаком классификации электродов для сварки может выступать тип покрытия. Изделия, у которых в маркировке присутствует буква А, относятся к классу изделий с кислым покрытием. Подобные электроды нежелательно применять для сварки, осуществляемой для соединения сталей, характеризующихся высокой концентрацией углерода и серы. Если говорить о пространственном положении, то здесь нет никаких ограничений. Исключением здесь является размещение по вертикали, когда электрод подносится сверху вниз. Наиболее часто обнаруживаемые дефекты — появление сильных брызг и риск растрескивания шва.
Для обозначения базового покрытия применяется буква Б. Электроды для сварки с подобной маркировкой не должны применяться для сварки в вертикальном положении. Это же касается и тех изделий, которые имеют рутиловое покрытие, на которое указывает буква Р. Если маркировка содержит букву Ц, то это является подсказкой об использовании целлюлозного покрытия. Подобные электроды сохраняют свои эксплуатационные характеристики в любом положении.
Если говорить об их минусах, то сюда следует отнести образование сильных брызг и риск перегрева, из-за чего они требуют особого внимания во время работы. Последнюю группу электродов образуют изделия с маркировкой АЦ и РБ. Они представляют собой комбинированный вариант, к которому прибегают для соединения трубопроводов и конструкций различного назначения. Работая с ними, следует помнить о том, что их недопустимо размещать в потолочном положении.
Познакомившись с особенностями этих элементов и их конструкцией, можно перейти к требованиям, которым они должны соответствовать. Скажем, для любого электрода для сварки важно создавать благоприятные условия, при которых дуга будет стабильно гореть, что в свою очередь обеспечит равномерное плавление металла. Вдобавок к этому создаваемый шов должен удовлетворять требованию по своему химическому составу. Последний может предусматривать различные составные компоненты, что определяется условиями эксплуатации детали и составом металлоизделий, которые необходимо соединять.
Расшифровка маркировки электродов для сварки
Настала пора познакомиться более подробно с тем, какую же информацию скрывает маркировка электродов для сварки. Она всегда начинается с символов, которые соответствуют типу, содержащему подсказку о предельной нагрузке. Скажем, Э46 говорит о том, что для свариваемых деталей максимальная нагрузка составляет 46 кг/мм2. За ней уже идет марка, сообщающая о предприятии-изготовителе, а после нее приводятся сведения о толщине и назначении:
- наличие в маркировке буквы У указывает на то, что рассматриваемый электрод подходит для сваривания изделий, изготовленных на основе низколегированных и углеродистых сталей;
- маркировка, которая содержит букву Л, говорит о том, что эти электроды могут применяться для соединения легированных конструкционных сплавов;
- если стоит задача по соединению конструкций, выполненных на основе теплоустойчивых или высоколегированных сталей, применяемый для сварки электрод должен иметь обозначения Т и В;
- качественно выполнить наплавку слоя, который должен обладать исключительными свойствами, можно при условии, что используемый электрод имеет маркировку в виде буквы Н.
Толщина, диаметр, ток
Также в маркировке дается подсказка о толщине покрытия, для чего в ней предусмотрены следующие обозначения:
- М — означает тонкое покрытие;
- С — среднее покрытие;
- Д — ему соответствует толстое покрытие;
- Г — указывает на наличие покрытия максимальной толщины.
Далее в маркировке приводится информация о диаметре. Иногда она может не содержать численных обозначений, эта информация может приводиться лишь в виде значка. В этом случае необходимо сделать вывод о том, что необходимые данные приведены на печати. Следующими символами выступают индекс и его значение, по которому можно понять характеристику металла. Речь идет о таких свойствах, как относительное удлинение, ударная вязкость и сопротивление разрыву. Для получения более точной информации об этих параметрах необходимо обратиться к ГОСТ 9467–75.
В самом конце содержится информация о типе покрытия, о котором шла речь выше. По последним двум цифрам можно понять, какое пространственное положение предусмотрено для электрода конкретной марки и какой рекомендуемый показатель должен иметь рабочий ток.
Если там присутствует цифра 1, то выбираемый электрод подходит для работы в любом положении. 2 указывает на отсутствие ограничений за исключением положения сверху-вниз.
Иногда предпоследней идет цифра 3, что позволяет говорить о том, что этот электрод запрещается размещать в потолочной ориентации. Присутствие цифры 4 указывает на то, что изделие предназначено для выполнения нижних швов, а также нижних в «лодочку».
Последняя цифра, которая сообщает о рекомендованном токе, может предусматривать следующие показатели:
- 1, 4, 7 — указывает на отсутствие ограничений;
- 2, 5, 8 — распространяется на токи с прямой и остальными видами полярности;
- 3, 6, 9 — предусматривает, что ток должен иметь обратную полярность.
Заключение
Выполнение сварочных работ невозможно без использования такого важного расходного материала, как электроды. При этом нельзя преуменьшать его значение, поскольку от правильного выбора зависит качество соединения обрабатываемых поверхностей. Наличие различных маркировок электродов уже позволяет говорить о том, что они имеют различное назначение. По этой причине важно иметь представление о том, что означает та или иная маркировка. Зная о подобных обозначениях, можно легко понять, какой именно электрод подходит для сварочных работ и сделать верный выбор.
- Автор: Николай Иванович Матвеев
- Распечатать
Оцените статью:
(5 голосов, среднее: 4.2 из 5)
Поделитесь с друзьями!
Руководство по выбору электродов и электродных материалов: типы, характеристики, области применения
Электроды и электродные материалы представляют собой металлы и другие вещества, используемые в качестве составных частей электрических компонентов. Они используются для контакта с неметаллической частью цепи и представляют собой материалы в системе, через которую передается электрический ток.
Существует множество различных типов электродов, различающихся зарядом и назначением.
Электроды электроэрозионные используются в электроэрозионной обработке (EDM), процессе, который удаляет металл с помощью электрического разряда очень короткой продолжительности и высокой плотности тока между электродом и заготовкой.
Аноды — это положительно заряженные электроды, используемые в различных электрохимических процессах, таких как защита от коррозии (жертвенные аноды) и гальванопокрытие (покрытие анодов), а также компоненты аккумуляторов, топливных элементов и электрохимических устройств.
Катоды — это отрицательно заряженные электроды, используемые в батареях, топливных элементах, системах электролиза, гальванике, электролизе, эмиссии электронов и других специализированных процессах.
Катодные эмиттеры и нити накала представляют собой катодные, полевые или термоэмиссионные катоды, которые испускают электроны в условиях высокого напряжения или высокой температуры. Термоэмиссионные излучатели часто состоят из нити накала из вольфрама или тугоплавкого металла. В настоящее время используются эмиттеры из борида латана, которые обеспечивают более длительный срок службы.
Печные электроды используются для нагрева и плавления металлов или керамики в дуговых печах. Дуга зажигается между электродами и материалом загрузки печи. Дуга или плазма создают чрезвычайно высокие температуры. Электроды обычно изготавливаются из материалов на основе углерода.
Электрические контакты состоят из высокопроводящего, мягкого и стойкого к окислению материала, часто со второй фазой для обеспечения защиты от сварки и/или дуги. Они используются в автоматических выключателях, реле, переключателях и приложениях EDM.
Материалы для электродов
Некоторые из наиболее известных сплавов и материалов, используемых в качестве материалов для электродов, — это медь, графит, титан, латунь, серебро и платина.
Медь уступает только серебру по объемной электропроводности. Медь обладает большей прочностью, чем серебро, но обладает меньшей стойкостью к окислению. Медь является распространенным основным металлом для электрических контактов и электродов. Он также используется в сплавах с графитом, теллуром и вольфрамом, а также для изготовления латуни и бронзы. Медь имеет лучшую износостойкость для электроэрозионной обработки, чем латунь, но ее труднее обрабатывать, чем латунь или графит. Медь также дороже графита.
Графит и углерод используются в различных электродах. Графит, чешуйчатый графит и графитовый углерод имеют гексагональную кристаллическую структуру, которая легко расщепляется или срезается, что делает графит мягким материалом и эффективной смазкой. Графит является наиболее часто используемым электродным материалом для электроэрозионной обработки из-за его хорошей обрабатываемости, износостойкости и низкой стоимости. Как и углерод, графит является неметаллическим веществом с чрезвычайно высокой температурой сублимации, что обеспечивает устойчивость к высокотемпературным дугам. Мелкозернистый графит, как правило, обладает лучшими характеристиками эрозии и износа, но стоит дороже. Углерод очень прочен, устойчив к коррозии и электрохимически благороден по сравнению со многими металлами, что делает углерод полезным материалом для электрохимических и электролизных электродов.
Титан — это цветной металл с отличной коррозионной стойкостью, хорошими усталостными свойствами и высоким отношением прочности к весу. Превосходные антикоррозионные свойства титана приводят к использованию титана в электрохимических процессах, таких как гальванопокрытие, электрофорез, электроосаждение, гальванопластика, электрогидролиз, электрохлорирование, электрофторирование и электролиз.
Латунь представляет собой сплав меди и цинка. Латунные материалы используются для изготовления электроэрозионной проволоки и небольших трубчатых электродов. Латунь не так устойчива к износу, как медь или вольфрам, и имеет более низкую проводимость, чем медь, но ее гораздо легче обрабатывать, и ее можно отливать под давлением или экструдировать для специальных применений. Электроэрозионная проволока не должна обеспечивать износостойкость электроэрозионной обработки или сопротивление дуговой эрозии, поскольку новая проволока подается непрерывно в процессе резки электроэрозионной проволоки.
Серебро обладает самой высокой электропроводностью среди всех металлов. Высокая проводимость, мягкость (низкая твердость) и высокая стойкость к окислению делают серебро отличным материалом для контактных материалов. Серебро укрепляется медью и другими добавками из сплавов, но в ущерб проводимости. Чистое серебро — это серебро очень высокой чистоты (99,99% Ag). Чистое или чистое серебро слишком мягкое для большинства коммерческих применений, но этот материал используется в качестве исходного компонента для формирования других сплавов на основе серебра.
Платина и палладий обладают очень высокой эрозионной и коррозионной стойкостью при низком контактном сопротивлении. Платина образует полезные сплавы с иридием, рутением и вольфрамом. Палладий образует полезные сплавы с медью и рутением. Основными недостатками этих металлов являются высокая стоимость и образование пленок с высоким контактным сопротивлением в присутствии органических паров.
Электроды из смешанного оксида металла (MMO) имеют оксидное покрытие на сердцевине из инертного металла или углерода. Оксиды состоят из оксидов драгоценных металлов (Ru, Ir, Pt) для катализа реакции электролиза. Оксиды титана используются для инертности, защиты электродов от коррозии и снижения стоимости. Электрохлорирование является одним из распространенных применений. Основными металлами являются титан (наиболее распространенный), цирконий, ниобий или тантал.
Свойства материалов
Важными свойствами электродных материалов являются проводимость, коррозионная стойкость, твердость, токовая нагрузка, форма и размер. Многие из них определяются внутренними характеристиками материала.
Проводимость — это мера способности материала проводить или проводить электрический ток. Часто указывается в процентах от стандарта на медь, который составляет 100% IACS (Международный стандарт на отожженную медь). Серебро имеет IACS 105 и обладает самой высокой электропроводностью.
Коррозионная стойкость — это способность материала сопротивляться химическому разложению. Материал с низкой коррозионной стойкостью быстро разрушается в агрессивных средах; в результате сокращается продолжительность жизни. Металлы платиновой группы известны своей высокой коррозионной стойкостью.
Твердость является мерой устойчивости материала к различным видам необратимых деформаций, возникающих в результате приложенной силы. Твердость зависит от пластичности, эластичности, пластичности, прочности на растяжение и ударной вязкости материала.
Форма относится к форме, которой должен соответствовать электрический материал, чтобы выполнять свою работу. Некоторые формы включают контактные наконечники, штифты, гнезда, штамповки, листы, провода и колеса.
Размер относится к толщине, длине и ширине или внешнему диаметру формы, которую принимает материал.
Еще одна характеристика, которую следует учитывать, — токсичность, особенно важная, когда материал работает в открытых или открытых средах.
Каталожные номера
Журнал EDM Today – Выбор материала для электродов Sinker
Изображение предоставлено:
Memory Protection Devices, Inc.
Электроды из нержавеющей стали H по сравнению с L и типами покрытия
В: У меня есть новый проект по изготовлению стеллажей печей из нержавеющей стали 304H, и в спецификациях указано, что его нужно сваривать электродом E308H. Однако у меня уже есть несколько штучных электродов E308/E308L, и я хочу знать, могу ли я использовать их вместо них? В чем разница между 308, 308L и 308H? На самом деле у меня есть две марки электродов E308/E308L, у одного типа есть «-16» после цифр 308, а у другого — «-17». Что это значит?
A: Во-первых, обратите внимание, что электрод с классификацией E308 Американского общества сварщиков (AWS) предназначен для сварки аустенитных типов нержавеющей стали. Поэтому в этой статье речь пойдет только об этом типе. В то время как аустенитные нержавеющие стали очень распространены, существуют также ферритные, мартенситные, дуплексные и дисперсионно-твердеющие типы нержавеющих сталей.
Ответ на ваш первый вопрос: нет, электрод из нержавеющей стали E308/E308L не предназначен для использования на основном металле AISI типа 304H. Вам нужно использовать электрод E308H. Причина будет объяснена в ближайшее время. Что касается вашего второго вопроса, «308» — это особый тип нержавеющей стали. Обычно он используется для изготовления сварочных электродов и используется для соединения распространенных типов аустенитных нержавеющих сталей, таких как 301, 302, 304 и 305. Обозначения «H» и «L» указывают на определенный состав электрода. Более конкретно, они относятся к процентному содержанию углерода в электроде, при этом электроды «H» относятся к верхнему пределу, а электроды «L» — к нижнему пределу углеродного диапазона электрода. Электрод из нержавеющей стали типа E308 должен содержать не более 0,08% углерода по весу (C). Однако электрод E308H должен иметь содержание углерода не менее 0,04 %, но не более 0,08 %. В основном они используются в промышленном оборудовании при высоких рабочих температурах (иногда более 2000°F (1,093°С). Таким образом, электрод E308H будет подходящим выбором для вашего проекта стеллажа печи. И наоборот, электрод E308L может содержать не более 0,04% C. Электроды типа «L» иногда называют типами «ELC» (со сверхнизким содержанием углерода). Более низкое содержание углерода помогает свести к минимуму вредное воздействие на коррозионную стойкость зоны термического влияния (т. е. сенсибилизацию), вызванное межкристаллитным осаждением карбида. Они чаще всего используются для сварных соединений, которые работают в тяжелых коррозионных условиях при температурах ниже 800°F (427°C)
Обратите внимание, что конкретный электрод может быть и часто имеет двойную классификацию. Его можно классифицировать как E308/E308L или как E308/E308H. Марка 308 имеет более широкий диапазон содержания углерода, поэтому, если содержание углерода в конкретном электроде подпадает под более жесткие требования к уровню углерода L или H, он также соответствует более общему требованию 308. Тем не менее, вы никогда не сможете получить электрод с классификацией E308L / E308H, поскольку один электрод никогда не может иметь содержание углерода, которое соответствует как нижнему, так и верхнему пределу диапазона углерода. Также обратите внимание, что обозначения углерода «H» и «L» могут применяться к другим типам аустенитных нержавеющих сталей, кроме E308. Некоторые примеры включают E309H, E309L, E310H, E316H, E316L и т. д.
Ваш третий вопрос относится к типу покрытий, которые доступны для электродов с экранированной металлической дугой из нержавеющей стали. Существует три типа покрытия: «15», «16» и «17». Электрод «15» имеет покрытие на основе извести и предназначен только для полярности DC+. У них более легкий шлак, чем у двух других типов, и они используются для сварки во всех положениях, при этом некоторые электроды этого типа используются в основном для сварки в вертикальном положении вниз. Электрод «16» имеет покрытие на основе диоксида титана или рутила и может использоваться как с полярностью постоянного, так и переменного тока. Электроды размером 5/32 дюйма (4,0 мм) и меньше часто используются для всех положений сварки. Обратите внимание, что существует также классификация «26», которая аналогична покрытию типа «16», но предназначена для более интенсивного осаждения и ограничивается только плоским и горизонтальным положением. Электрод «17» имеет покрытие типа оксид кремния-титан и является модификацией покрытия 16, в котором часть оксида титана заменена кремнеземом. Они также могут использоваться как с полярностью постоянного, так и переменного тока. Дополнительный кремний в покрытии действует как смачивающий агент, увеличивая текучесть лужи. Это особенно полезно для нержавеющей стали, так как она имеет более вялый сварной шов, чем углеродистая сталь. Электроды семнадцатого типа обеспечивают более плоский профиль валика, чем два других типа, и часто используются для сварки в плоском и горизонтальном положении. Однако размеры электродов 5/32 дюйма (4,0 мм) и меньше можно использовать для сварки во всех положениях. Обратите внимание, что при вертикальной восходящей последовательности для более медленного застывания шлака потребуется больше техники переплетения, чем при использовании электрода типа 16.
Рисунок 1: Примеры электродов из нержавеющей стали типа «H» и «L»
Руководство по выбору pH-электродадля типов компонентов и типов
Используйте это руководство, чтобы определить компоненты и тип электрода, которые лучше всего подходят для измеряемых растворов.
Компоненты электродов
Большинство рН-электродов являются комбинированными. Электрод состоит из двух основных элементов. Один элемент представляет собой воспринимающую полуячейку, а другой — эталонную полуячейку. Оба блока полуэлементов должны использоваться вместе, чтобы завершить цепь pH, чтобы получить измерение pH. Воспринимающая полуячейка — это часть электрода, отвечающая за измерительную часть системы; думайте об этом как о положительном (+) конце цепи. Эта часть электрода обычно содержит мембрану, чувствительную к изменению рН измеряемого раствора. Эталонная полуячейка обеспечивает стабильный эталонный потенциал, необходимый для измерения pH; думайте об этом как об отрицательном (-) конце цепи.
Большинство pH-электродов, предлагаемых Cole-Parmer, представляют собой комбинированные электроды. Комбинированные электроды содержат обе полуячейки — воспринимающую и эталонную полуячейки — в одном зонде. Cole-Parmer также предлагает традиционные сенсорные и эталонные полуэлементы, но они стали гораздо менее популярными. Лучший вариант будет зависеть от типа образцов, которые будет измерять пользователь. В следующих разделах описываются различные типы электродов и поясняются основные отличия каждого из них.
Эпоксидная смола против стекла
Электроды для тела с эпоксидной смолой более долговечны, как правило, являются более экономичным выбором и идеально подходят для условий, в которых ожидается грубое обращение. Однако максимальный температурный предел для большинства электродов с эпоксидным покрытием составляет примерно 176ºF (80ºC).
Электроды со стеклянным корпусом способны выдерживать гораздо более высокие температуры, до 230ºF (от 100 до 110ºC) в зависимости от конкретного электрода, а также обладают химической стойкостью к высококоррозионным материалам или растворителям. Электроды со стеклянным корпусом также легче чистить после использования. Любой тип электрода требует осторожности при обращении, так как даже небольшая трещина в колбе или корпусе электрода может привести к ошибочным показаниям.
Герметичные и многоразовые электроды
Герметичные или заполненные гелем электроды практически не требуют технического обслуживания и идеально подходят для большинства применений. Они также имеют тенденцию быть более экономичным выбором. Однако, как только уровень внутреннего заполняющего раствора станет низким (или если он высохнет), электрод необходимо будет заменить. Вот почему герметичные электроды могут иметь более короткий срок службы, чем перезаправляемые электроды.
Многоразовые электроды имеют отверстие в верхней части электрода, которое позволяет заправлять их, когда внутренний заполняющий раствор заканчивается или заканчивается. Во многих случаях это может значительно продлить срок службы электрода. Многоразовые электроды позволяют пользователю менять заполняющий раствор в случае его загрязнения. При необходимости пользователи также могут заменить заполняющий раствор для специальных применений, например, при измерении pH в органических растворителях.
Распространенное заблуждение состоит в том, что многоразовые электроды более точны, чем герметичные. Однако это не так, поскольку доступны высокоточные герметичные электроды, которые обеспечивают сравнимые или более точные показания, чем перезаправляемые электроды. Одним из примеров являются заполненные полимером герметичные электроды Oakton ® , точность измерения которых составляет 0,02 единицы pH. Для сравнения, большинство многоразовых электродов обеспечивают точность от 0,01 до 0,02 единиц pH.
Однопереходный и двухпереходный
В комбинированных электродах контакт сравнения позволяет ионам H+ свободно проходить между эталонной и чувствительной полуячейками, замыкая электрическую цепь. Наиболее распространенные соединения изготавливаются из керамического материала и бывают одинарными или двойными. Экономичные электроды с одним переходом идеально подходят для применения в системах общего назначения и в системах с более чистой водой. Как правило, их не рекомендуется использовать с образцами, содержащими белки, органические вещества, тяжелые металлы, сульфиды, трис-буферы или любые другие биологические среды. Эти образцы будут реагировать со следовыми количествами серебра, присутствующими в электродах. Для этих применений рекомендуются электроды с двойным спаем, поскольку они имеют дополнительный барьер, предотвращающий эту реакцию. Электроды с двойным переходом также имеют тенденцию служить дольше для многих применений из-за этого дополнительного барьера.
Хотя большинство эталонных ячеек имеют стеклянный спай, проницаемый для H+, также доступны электроды с эталонным спаем из ПТФЭ. Электроды с соединениями из ПТФЭ лучше подходят для использования с растворами высокой вязкости или с растворами, содержащими частицы, которые забивают обычные стеклянные соединения. Эти приложения могут включать измерение масел, красок, паст или чернил.
Также доступны различные специализированные соединения электродов для конкретных применений:
Электроды эталонного типа
Серебро/хлорид серебра (Ag/AgCl)
Ag/AgCl — наиболее распространенный внутренний элемент этого типа, подходящий почти для всех применений (их температурный предел 176°F (80°C)).
Другим эталонным типом являются электроды Thermo Scientific™ ROSS™.Этот эталонный тип имеет внутренний эталон с окислительно-восстановительной парой йод/йод (I 2 /I).Внутренний эталон йод/йод в сочетании с платиновой проволокой создает окислительно-восстановительный потенциал. Это обеспечивает более быструю реакцию и лучшую стабильность с течением времени, чем электрод с серебряной проволокой и традиционным заполняющим раствором комплекса Ag/AgCl.Однако во всех многоразовых электродах ROSS используется внешний эталонный раствор 3M KCl.
Измерение температуры и температурная компенсация
Как и при любом измерении pH, учитывайте измерение температуры при выборе правильного электрода для приложения. pH раствора может сильно варьироваться в зависимости от температуры раствора, и любое изменение температуры образца также повлияет на показания.
Почти все счетчики имеют ручную или автоматическую температурную компенсацию в качестве стандартной функции. Ручная температурная компенсация требует, чтобы пользователь вручную ввел измеренное значение температуры измеряемого образца. Автоматическая температурная компенсация или ATC постоянно измеряет температуру и корректирует изменения в электроде и показаниях из-за изменения температуры раствора. Для измерения температуры требуется дополнительный датчик.
Выберите один из двух вариантов датчика при использовании расходомера с ATC. Одним из вариантов является использование датчика температуры, отдельного от рН-электрода. Тип подключения датчика ATC зависит от марки и модели расходомера, поэтому при выборе учитывайте это. Основным преимуществом использования отдельного температурного зонда является то, что он дает вашему измерителю гибкость, позволяющую использовать различные типы рН-электродов. Это удобно для различных изменений приложения или при размещении различных типов сэмплов. Зонд ATC также не нужно заменять, когда pH-электрод выходит из строя.
Второй вариант — использование pH-электрода со встроенным элементом ATC. Этот тип электрода называется электродом «все в одном» или «три в одном». Электроды «все в одном» более удобны, поскольку в образец входит только один зонд. Поскольку эти датчики имеют электроды pH и ATC в одном блоке, обычно имеется два разъема. Один разъем обычно представляет собой стандартный разъем BNC для pH-части электрода. Другой разъем будет температурным разъемом электрода, характерного для марки рН-метра. Выбор универсального электрода может уменьшить количество вариантов электродов, доступных для глюкометра. Индивидуальные решения доступны по запросу. Многие портативные pH-метры также включают в себя как pH-электрод, так и электрод ATC в одном устройстве. pH-метры — это измерители, предназначенные для полевых и более тяжелых условий эксплуатации.
Тип соединения
К pH-метру подключаются различные соединения pH-электрода. Большинство pH-электродов поставляются с разъемом BNC. Датчики BNC будут совместимы с широким спектром измерительных приборов; однако это не относится к электродам со встроенной температурной компенсацией (ATC). Вот список наиболее распространенных типов соединений:
- • BNC — соединение BNC является наиболее распространенным и универсальным типом соединения электродов. в УВД
- • Стандарт США — это более старый стандарт, который используется реже
- • Штыревой наконечник — этот тип соединения использовался в основном с полуэлементными электродами, которые были заменены комбинированными электродами
В дополнение к pH-электроду, ATC также имеет специализированную связь. Датчики ATC менее универсальны, так как большинство производителей используют другой тип датчика температуры и тип соединения. Обычно лучше всего найти подходящий электрод ATC, заглянув в раздел «Принадлежности» руководства к рН-метрам. Вот несколько вариантов:
- • Mini DIN
- • 8-контактный DIN
- • Тюльпан
- • 4-контактный
- • Штекер RCA
- • Гнездо Phono (3,5 мм или другое)
– около 1 2 2 электродов 9006 9006 мм в диаметре; типичный лабораторный электрод
- • Узкие электроды – примерно от 6 до 8 мм в диаметре; увеличенная длина для использования с бутылями, сосудами и пробирками
- • Полумикроэлектроды – диаметром приблизительно от 6 до 8 мм; возможность измерения до 200 мкл размера образца
- • Прочные грушевидные электроды – более прочная конструкция для предотвращения поломки; отлично подходит для использования в полевых условиях
- • Электроды с наконечником копья – используются для прокалывания твердых или полутвердых образцов; сыры, мясо и т. д.; подходит для небольших объемов проб
- • Электроды с плоской поверхностью – используются для измерения рН поверхностей, твердых веществ или гелей; подходит для небольших объемов проб
- • pH-электроды PerpHecT™ – специально разработаны для использования с pH-метрами Thermo Scientific™ PerpHecT™; Функция температурной компенсации LogR позволяет одновременно измерять pH и температуру без использования отдельного датчика ATC.
- • Электроды из сурьмы – специально разработаны для устойчивости к плавиковой кислоте, поскольку они не содержат стекла. Как правило, они могут выдерживать концентрацию кислоты HF до 5%. Основная проблема при использовании сурьмяного зонда заключается в том, что они имеют другое смещение, чем стандартные зонды. При рН 7 показание мВ составляет около –400 мВ ±30 мВ, а наклон составляет около 50 мВ/рН по сравнению с 59 мВ. Требуется измеритель, который может компенсировать это, и его может быть труднее найти.
Руководство по выбору электродов для определенных областей применения
- • Биологические образцы — электрод с двойным спаем или электрод ROSS
- • Фармацевтика — электрод с двойным спаем или электрод ROSS
- • Плавиковая кислота — электрод на основе сурьмы или ВЧ
- • Образцы с низкой ионной силой и кислотные дожди — AccuFlow или смываемые модели
- • Бойлер питательная вода и дистиллированная вода – AccuFlow или модели с промывкой
- • Питьевая вода – стандартный Ag/AgCl с одинарным спаем
- • Сточные воды – электрод с двойным спаем или ROSS
- • Растворы с тяжелыми металлами – Двойной спай
- • Образцы почвы – Почвенный электрод или двойной спай
- • pH >9 и высокий Na + – Большинство электродов с одинарным или двойным спаем, Ag/AgCl
- • Высокий или быстро меняющийся температура – типы ROSS
- • Влажные плоские поверхности – тип плоской поверхности
- • Сыр, агар, бумага и кожура – тип плоской поверхности
- • Полутвердые образцы – наконечник копья, Ag/AgCl, ISFET
- • фрукты, сыр, и мясо – Наконечник копья, Ag/AgCl, ISFET
- • Неводные образцы, растворители и спирты — типы AccuFlow, промываемые стили или двойное сочленение
- • Вязкие образцы, суспензии, взвешенные твердые частицы и шламы — стили AccuFlow, промываемые стили, двойное сочленение или ISFET
- • Эмульсии и масла — модели AccuFlow, смываемые модели, двойное соединение или ISFET
- • Краски и чернила — модели AccuFlow, модели с промывкой, двойное соединение или ISFET
используются вместе для завершения цепи рН.
Большинство электродов, которые мы предлагаем, представляют собой комбинированные электроды, в которых обе полуэлемента находятся в одном зонде.Чувствительные полуэлементы
Чувствительные полуэлементы представляют собой измерительную часть электродной системы и содержат рН-чувствительную мембрану.
Сравнение стекла с датчиками ISFET
Стеклянная мембрана или колба электрода сконструирована для использования в определенных условиях. Различные типы стеклянных мембран могут укрепить электрод, расширить его температурный диапазон или предотвратить погрешность измерения натрия при высоких значениях pH.
- Стекло общего назначения: различные диапазоны pH, температуры до 212°F (100°C).
- Синее стекло: pH 0-13, температура до 230°F (110°C)
- Янтарное стекло: pH 0-14, температура до 230°F (110°C), ошибка с низким содержанием натрия (Na + ) (В растворах с высокой концентрацией Na + Na + может быть неверно истолкован как H + при pH 12 и выше. )
также предлагает твердотельные ISFET (ион-специфические полевые транзисторы) электроды. Нестеклянная измерительная поверхность не бьется и легко протирается при хранении в сухом виде — отлично подходит для использования в пищевой промышленности.
Эпоксидный или стеклянный корпус
Электроды с эпоксидным корпусом ударопрочны и идеально подходят для грубого обращения, но их нельзя использовать при более высоких температурах или для неорганических материалов. Электроды со стеклянным корпусом выдерживают высокие температуры и коррозионно-активные материалы или растворители.
| 9307730308 |
Эталонные полуэлементы
Эталонные полуэлементы обеспечивают эталонный потенциал, необходимый для измерения pH. Наш выбор электродов включает в себя различные варианты эталонных ячеек:
Одинарный или двойной переход
В комбинированных электродах электрод сравнения позволяет ионам H + свободно проходить между контрольной и воспринимающей полуячейками. для завершения электрической цепи. Экономичные однопереходные электроды идеально подходят для универсальных применений. Используйте электроды с двойным соединением с растворами, содержащими сульфиды, тяжелые металлы или трис-буферы, чтобы предотвратить загрязнение эталонной ячейки.
Хотя большинство эталонных ячеек имеют проницаемый стеклянный переход H + , также доступны электроды с эталонными спаями из ПТФЭ, которые можно использовать с растворами, которые могут засорить обычные стеклянные переходы.
Серебро/хлорид серебра (Ag/AgCl) и каломель (Hg/Hg
2 Cl 2 )
: 176°F (80°C)]. Hg/Hg 2 Cl 2 рекомендуется для использования в растворах, содержащих белки, органические соединения или тяжелые металлы, которые могут вступать в реакцию с серебром и забивать холодный спай [предел температуры: 158°F (70°C)].
Многоразовые и герметичные электроды
Многоразовые электроды имеют порты, которые позволяют повторно наполнять эталонную камеру эталонным раствором — они экономичны и долговечны. Герметичные электроды прочны и практически не требуют обслуживания; однако их необходимо заменить при низком уровне заполняющего раствора.
Зонды и электроды | Фишер Научный
Комбинированные электроды для титрования pH/ОВП (450)
Принадлежности для pH-электрода (199)
Комбинированные ионоселективные электроды (159)
Электроды проводимости(118)
Принадлежности для ионоселективных электродов (89)
Принадлежности для датчиков растворенного кислорода (69)
Датчики растворенного кислорода и БПК (68)
Зонды с автоматической температурной компенсацией (55)
Индикаторные электроды половинной ячейки (48)
Микроэлектроды pH (27)
Электрохимические анализаторыДатчики онлайн (17)
Индикаторные полуэлементные ионоселективные электроды (17)
Аксессуары для кондуктометрических ячеек(14)
Аксессуары для датчиков удельного сопротивления(3)
Наборы многопараметрических электродов (2)
Принадлежности для датчиков хлора (1)
1 – 30 из 933 результаты
1
Датчик pH/ATC 3-в-1 Thermo Scientific™ Orion™ Triode™
Используйте этот универсальный зонд как в поле, так и на заводе. Содержит не требующий особого ухода электрод, заполненный гелем, со встроенной функцией ATC.
Fisher Scientific Edge
Заказ до 14:00. для доставки в тот же день.
Узнать больше
| Соединения | Банановая вилка |
|---|---|
| Описание | Триод pH/ATC |
| Длина (метрическая) | 120 мм |
| Температура (английский) Рабочая | от 32°F до 194°F |
| Диапазон pH | от 0 до 14 |
| Длина (английский) | 4,7 дюйма |
| Диаметр (метрический) Крышка | 22 мм |
| Материал | Эпоксидная смола |
| Справочный тип | Ag/AgCl |
| Диаметр (английский) Корпус | 0,47 дюйма |
| Для использования с (оборудованием) | Орион 260А/А+, 261, 261С, 265А/А+, 266, 266С Измерители |
| Развязка | Фитиль |
| Температура (метрическая) Рабочая | от 0°C до 90°C |
| Диаметр (метрический) Корпус | 12 мм |
2
Датчик ATC Thermo Scientific™ Orion™
1 с эпоксидной смолой Проводите быстрые и точные измерения в лаборатории или в полевых условиях с помощью этого зонда ATC, который автоматически корректирует измерения pH с учетом изменения наклона электрода из-за изменения температуры.
3
Комбинированный рН-электрод с плоской поверхностью Thermo Scientific™ Orion™ 8135BN ROSS™
Получите стабильные показания pH до 0,01 менее чем за 30 секунд с помощью этого комбинированного рН-электрода с плоской поверхностью.
Fisher Scientific Edge
Заказ до 14:00. для доставки в тот же день.
Узнать больше
| Диаметр (английский) Корпус | 0,47 дюйма |
|---|---|
| Температура (английский) Рабочая | от 32°F до 212°F |
| Точность | 0,01 |
| Диапазон pH | от 0 до 14 |
| Диаметр (метрический) Крышка | 16 мм |
| Заполняющий раствор Тип | 3M KCl |
| Материал | Корпус из эпоксидной смолы |
| Развязка | Стекловолокно |
| Дрейф | <0,002 pH/день |
| Требования к хранению | Кратковременное хранение (до одной недели): замочите электрод в растворе для хранения pH-электрода ROSS, кат. № 810001 или стандартный раствор для хранения pH-электрода, кат. №1. Для улучшения характеристик электрода используйте раствор для хранения pH-электрода ROSS. Длительное хранение (более одной недели): заполните эталонную камеру и надежно закройте заливное отверстие. Накройте сенсорную колбу и эталонный спай защитным колпачком, рукавом или бутылью для хранения, содержащей несколько капель раствора для хранения. Прежде чем вернуть электрод в эксплуатацию, подготовьте его как новый электрод. |
| Температура (метрическая) Рабочая | от 0°C до 100°C |
| Диаметр (метрический) Корпус | 12 мм |
| Внутренний номер | РОСС |
4
Модуль датчиков фторбората Thermo Scientific™ Orion™ на 9305BN Фтороборатный полуселективный ион-селективный электрод
Измеряйте ионы фторбората в водных растворах быстро, просто, точно и экономично с помощью фторборатного полуселективного ионно-селективного электрода, его принадлежностей и запасных частей.
5
Электроды Thermo Scientific™ Orion™ из серебряных заготовок
Получите точное определение потенциометрических галогенидов с помощью двойных электродов, используя эти электроды из серебряных заготовок.
| Длина (метрическая) | 120 мм |
|---|---|
| Температура (метрическая) Рабочая | от 0° до 80°C |
| Диаметр (метрический) Корпус | 12 мм |
| Внутренний номер | Ag/AgCl |
6
Полуэлементный эталонный электрод Thermo Scientific™ Orion™
0 Sure-Flow™
Точное измерение с помощью ионоселективных электродов с помощью этого электрода сравнения Ag/AgCl гильзового типа.
Fisher Scientific Edge
Заказ до 14:00. для доставки в тот же день.
Узнать больше
7
pH-электрод Thermo Scientific™ Orion™ 8135BNUWP ROSS Ultra™
Точное определение pH с помощью высокоэффективного эпоксидного корпуса pH-электрода Thermo Scientific™ Orion™ 8135BNUWP ROSS Ultra™.
Fisher Scientific Edge
Заказ до 14:00. для доставки в тот же день.
Узнать больше
8
Нитратные электроды Thermo Scientific™ Orion™
С помощью этих электродов просто, точно и экономично измеряйте нитраты в водных растворах.
| Дрейф | бездрейфовые потенциалы |
|---|---|
| Развязка | Свободнотекучее соединение Sure-Flow™ обеспечивает стабильность |
9
Датчик БПК Thermo Scientific™ Orion™ AUTO-STIR™
Точно и удобно проводите измерения растворенного кислорода с помощью этого датчика БПК со встроенной мешалкой.
| Макс. Избыточное давление | 6 бар |
|---|---|
| Длина кабеля (метрическая) | 2 м |
| Время отклика | 90% конечного значения за 10 сек. |
| Потребление кислорода | 0,008 мкг/ч (мг/л) -1 при 20°C |
| Типы датчиков | Двойной термически разделенный |
| Длина (английский) Кабель | 6,56 футов |
| Мин. Образец потока | 10 см/сек. |
| Дрейф | ∼0,1%/день |
| Тип зонда | Полярографический DO |
| Для использования с (приложением) | Лаборатория |
10
Thermo Scientific™ Орион™ 927005MD Датчик ATC с эпоксидной смолой
Проводите быстрые и точные измерения в лаборатории или в полевых условиях с помощью этого зонда ATC, который автоматически корректирует измерения pH в зависимости от изменения наклона электрода.
Fisher Scientific Edge
Заказ до 14:00. для доставки в тот же день.
Узнать больше
| Диаметр (английский) Корпус | 0,2 дюйма |
|---|---|
| Точность | ±1°С |
| Длина (метрическая) | 120 мм |
| Температура (английский) Рабочая | от 32°F до 176°F |
| Диапазон pH | от 0 до 14 |
| Длина (английский) | 4,7 дюйма |
| Материал | Эпоксидная смола |
| Температура (метрическая) Рабочая | от 0°С до 80°С |
| Диаметр (метрический) Корпус | 6 мм |
11
pH-электрод Thermo Scientific™ Orion™ 8102BNUWP ROSS Ultra™
Выполняйте точные определения pH с помощью этого высокоэффективного комбинированного электрода общего назначения со стеклянным корпусом и водонепроницаемым разъемом BNC.
12
Хлорэлектроды Thermo Scientific™ Orion™
Быстро и точно измеряйте общий остаточный хлор с помощью этих хлорных электродов.
| Тип | Комбинированный ионселективный электрод |
|---|---|
| Для использования с (оборудованием) | Измерители ISE |
13
Хлоридные электроды Thermo Scientific™ Orion™
Измерение свободного хлорида в диапазоне от 1 x 10 -5 М до 1 М с помощью хлоридных электродов Thermo Scientific™ Orion™.
| Тип | Комбинированный ионселективный электрод |
|---|---|
| Для использования с (оборудованием) | Хлоридные электроды можно использовать с любым расходомером ISE с разъемом BNC. Электроды также можно использовать с расходомерами с различными входами при использовании переходного кабеля. |
14
Свинцовые электроды Thermo Scientific™ Orion™
Быстро, просто, точно и экономично измеряйте ионы свинца в водных растворах с помощью этих свинцовых электродов.
| Дрейф | бездрейфовые потенциалы |
|---|---|
| Развязка | Свободнотекучее соединение Sure-Flow™ обеспечивает стабильность |
15
Датчик растворенного кислорода/БПК Thermo Scientific™ Orion™
Превратите любой рН-метр в измеритель растворенного кислорода с помощью этого датчика растворенного кислорода/БПК.
Fisher Scientific Edge
Заказ до 14:00. для доставки в тот же день.
Узнать больше
16
pH-электрод Thermo Scientific™ Orion™ ROSS™ Sure-Flow™ с соединением Sure-flow, разъемом BNC
Измерение общего pH, а также вязких или коллоидных образцов с помощью pH-электрода Thermo Scientific™ Orion™ 8172BNWP ROSS™ Sure-Flow™.
Доступны акции
17
Комбинированные электроды Thermo Scientific™ Orion™ ROSS Ultra™ Low Maintenance pH/ATC Triode™
Измеряйте pH и температуру в образцах с помощью этих комбинированных электродов pH/ATC, не требующих особого ухода.
| Гарантия | 18 месяцев |
|---|---|
| Длина (метрическая) | 120 мм |
| Точность | 0,01 |
| Диапазон pH | от 0 до 14 |
| Изопотенциальная точка | 7 |
| Диаметр (метрическая система) | 12 мм |
| Заполняющий раствор Тип | Не требуется |
| Материал | Прочный эпоксидный корпус, заполненный гелем, не требующим особого ухода |
| Развязка | Стеклянный капилляр |
| Относительная точность pH | 0,03 pH для буферов с автоматической температурной компенсацией |
| Температура (метрическая) Рабочая | от 0°C до 80°C |
| Внутренний номер | РОСС |
18
Комбинированный pH-микроэлектрод Thermo Scientific™ Orion™ PerpHecT™ ROSS™
Измеряйте микрообъемы образцов с помощью многоразового стеклянного электрода с двойным спаем.
19
Thermo Scientific™ Orion™ 8163BNWP ROSS™ pH-электрод с комбинированным наконечником Spear
Результаты расчетов в три-пять раз более точные, чем при использовании обычных электродов, с этим комбинированным рН-электродом с наконечником копья.
| Включает | Флакон 60 мл раствора для заполнения электродов ROSS |
|---|---|
| Размер образца | 100 мкл |
| Длина (метрическая) Наконечник | 20 мм |
| Тип наконечника | Копье |
| Температура (английский) Рабочая | от 32°F до 212°F |
| Точность | 0,01 |
| Диапазон pH | от 0 до 14 |
| Заполняющий раствор Тип | 3M KCl |
| Материал | Стеклянный корпус |
| Развязка | Керамика |
| Дрейф | <0,002 pH/день |
| Температура (метрическая) Рабочая | от 0°С до 100°С |
| Внутренний номер | РОСС |
20
Медные электроды Thermo Scientific™ Orion™
Быстро, просто, точно и экономично измеряйте ионы меди в водных растворах с помощью этих медных электродов.
| Развязка | Свободнотекущая жидкостная мембрана обеспечивает стабильные потенциалы без дрейфа |
|---|
21
Высокоэффективный аммиачный электрод Thermo Scientific™ Orion™
Получите более линейный отклик при более низких уровнях и улучшенное время отклика при измерении аммиака с помощью высокоэффективного аммиачного электрода Thermo Scientific™ Orion™.
22
Бромидные электроды Thermo Scientific™ Orion™
Быстро, просто, точно и экономично измеряйте ионы брома в водных растворах с помощью этих бромистых электродов.
| Развязка | Свободнотекущий переход Sure-Flow обеспечивает стабильные потенциалы без дрейфа |
|---|
23
pH-электрод с двойным переходом Thermo Scientific™ Orion™ 9110DJWP
Измерение образцов объемом от 0,2 мл с помощью Thermo Scientific™ Orion™ 9110DJWP pH-электрод с двойным переходом.
24
pH-электрод низкого сопротивления Thermo Scientific™ Orion™ с водонепроницаемым разъемом BNC
Используйте рН-электрод низкого сопротивления Thermo Scientific™ Orion™ 9162BNWP в вязких растворах.
25
Полуэлементный эталонный электрод Thermo Scientific™ Orion™
0 Sure-Flow™ Выполните определение ИСЭ с помощью эталонного полуэлементного электрода Thermo Scientific™ Orion™ 0 Sure-Flow™, эталонного электрода с двойным переходом.
26
pH-электрод Thermo Scientific™ Orion™ 8103BNUWP ROSS Ultra™
Получайте точные значения pH в пробах микрообъемов с помощью этого универсального комбинированного электрода с полумикронаконечником и высококачественным стеклянным корпусом.
27
Натриевые электроды Thermo Scientific™ Orion™
Быстро, точно и экономично измеряйте натрий в водном растворе с помощью этих натриевых электродов.
| Длина кабеля (метрическая) | 1М |
|---|---|
| Рабочий диапазон (метрическая система) | 1 x 10-6 M до насыщения 0,02 ppm до насыщения |
| Заполняющий раствор Тип | 0 или2 для низкого уровня Na+; Раствор для заполнения натриевого электрода ROSS: 50 мл |
| Температура (метрическая) Рабочая | от 0° до 100°С |
28
Электрод Thermo Scientific™ Orion™ 8115BNUWP ROSS Ultra™
Измерение pH в микрообъемах водных растворов с помощью надежного электрода Thermo Scientific™ Orion™ 8115BNUWP ROSS Ultra™.
29
Серебряные/сульфидные электроды Thermo Scientific™ Orion™
Эти электроды позволяют быстро, просто, точно и экономично измерять содержание ионов серебра и сульфидов в водных растворах.
| Длина кабеля (метрическая) | 1М |
|---|---|
| Дрейф | бездрейфовые потенциалы |
| Развязка | Свободнотекучее соединение жидкости обеспечивает стабильность |
| Температура (метрическая) Рабочая | от 0° до 80°C |
30
pH-электрод с двойным переходом Thermo Scientific™ Orion™ 9102DJWP
Работа с pH-электродом с двойным спаем Thermo Scientific™ Orion™ 9102DJWP — точным и надежным комбинированным электродом со стеклянным корпусом.
Типы электродов — Perez Precision Works
Различные типы электродов, используемых для сварки
Изготовление металлических конструкций должно осуществляться профессионалами и с использованием соответствующих материалов, электроды отвечают за соединение используемых металлических деталей.
Не все одинаковы, каждый тип металла и место, где он используется, заслуживает того, чтобы работать с электродом, отвечающим определенным требованиям.
Содержание
Что такое электрод?
Сварочный электрод представляет собой металлический стержень, покрытый различными материалами. Тип материала стержня и покрытия помогает нам классифицировать существующие типы электродов и их различные области применения.
Электроды в основном классифицируются в зависимости от характеристик и свойств материала наполнителя и их использования. Что такое материал наполнителя? Это центральная часть электрода, выступающий стержень, который используется для крепления его к электрододержателю.
В PPW Мы выполняем всю нашу работу с материалами, произведенными в соответствии с самыми высокими стандартами качества. Если вы хотите развивать свой проект, не беспокоясь о качестве результатов, вы попали по адресу.
Категории типов электродов определяются в основном двумя организациями, AWS (Американское общество сварщиков) и ASME (Американское общество инженеров-механиков), это наиболее важные органы в области сварки. сварка.
Тип электрода, который будет использоваться в каждой работе, должен быть четким, так как от этого зависят ее конечные результаты.
Типы электродов
Существует множество различных типов сварочных электродов, и существует множество способов их классификации в зависимости от их состава, использования, способа представления и т. д. Здесь мы разделим их на три основные категории:
- электроды с покрытием.
- Электроды без покрытия.
- Сплошные или проволочные электроды.
Электроды этого типа имеют металлический сердечник, образованный наполнителем, который покрыт компаундом на химической основе.
Функция заключается в создании газов для защиты расплавленного металла от проникновения кислорода и азота из атмосферы, а также для предотвращения резкого охлаждения металла.
Наиболее часто используемые электроды в этой категории:
- Электрод E6011 является наиболее используемым обычным электродом, поскольку он позволяет работать в большем количестве приложений, он адаптируется ко многим железным материалам, но мы должны помнить что он подходит не для всех видов работ.
- Электрод E6010 представляет собой тип электрода, очень похожий на электрод E6011, его использование ограничено, поскольку его можно использовать только с постоянным током, в то время как E6011 с аналогичными характеристиками можно применять с постоянным и переменным током.
- Электрод E6013 обеспечивает более чистую и лучшую отделку, чем E6011, не рекомендуется использовать на прочных конструкциях, его преимущество в том, что его можно использовать как с переменным, так и с постоянным током.
- Электрод E7018 , это электроды, которые оставляют менее пористую и ломкую конечную поверхность, рекомендуется для работ, где конечный результат будет контактировать с водой или влажной средой, например, трубы или верфи.
- Электрод Э308 , используется при работе с нержавеющей сталью, может работать на переменном или постоянном токе, его стоимость выше, чем у обычных электродов, таких как Э6011 и Э6013, но если сэкономить время и ресурсы в других материалах принимаются во внимание, поскольку нет необходимости ретушировать или полировать с помощью дисков, безусловно, стоит выбрать этот тип электрода.
- Электрод AW127 , у некоторых производителей он синего цвета, используется для работы с литьем и чугуном, позволяет работать на загрязненных поверхностях, с краской, маслом или даже смазкой, поэтому его функционал широк .
Это тип сварочных электродов без покрытия, это просто ламинированная проволока, они используются в процессах газовой сварки, называемой инертной атмосферой, для предотвращения проникновения кислорода и азота .
Этот тип сварки известен как сварка TIG, эти электроды изготовлены из вольфрама или его сплавов, результаты, полученные при этом виде сварки, более качественные и более стойкие. Он применим к большинству металлов, стали, алюминию.
Непрерывные или проволочные электродыЭто тип непрерывного электрода, по форме напоминающий нить, отсюда и его название, он обеспечивает непрерывную работу. Этот электрод подается автоматически и непрерывно через подающую катушку, примером такого типа электрода может быть AW ER 70S6.
Различные типы электродов или в данном случае сварочной проволоки классифицируются в соответствии с их морфологией и химическим составом, они подразделяются на две большие группы: сплошные проволоки и проволоки с сердечником.
Сплошные проволоки изготавливаются из одного металла, они обычно имеют тот же химический состав, что и материал, существуют различные диаметры этого типа электродов, но наиболее распространены 0,6; 0,8; 1,2 и 1,6 миллиметра.
У проводов с сердечником и газовой защитой структура их иная, они состоят не из цельного цельного металла, а состоят из гранулированного порошка внутри.
Этот тип непрерывного электрода обладает большей стабильностью и более точным проникновением, чем сплошная проволока; так достигается более эстетичный союз.
Номенклатура, используемая для классификации типов электродов
В различных типах электродов мы можем прочитать буквы и цифры, такие как E6013, каждый элемент этого определения представляет характеристику этой категории электродов, давайте посмотрим, что означает каждый из них:
- В конкретном примере E6013 буква E означает слово «электрод», поэтому бренды некоторых производителей иногда игнорируют ее.
- Первые два числа, в данном случае 60, представляют минимальную прочность на растяжение, это значение следует интерпретировать в тысячах фунтов на квадратный дюйм, то есть E6013 выдерживает около 60 тысяч фунтов на квадратный дюйм, 60 000 фунтов/(в )2.
- Третья цифра указывает положение, в котором должна производиться сварка в соответствии с типом электрода, у Е6013 цифра 1 указывает, что его можно сваривать во всех положениях.
- Четвертая и последняя цифра указывает тип покрытия, из которого изготовлен электрод, что позволяет нам определить тип тока, который мы должны использовать, в этом примере цифра 3 указывает, что могут использоваться оба типа тока, переменный или продолжайте.
Как узнать, какой тип электрода использовать
Мы должны принять во внимание несколько ключевых аспектов, чтобы узнать, какой тип электрода мы должны использовать,
- Мы должны определить тип материала, в котором будет выполняться сварка , толщина, форма и состояние, в котором он находится, если на нем есть ржавчина или краска.
- Тип соединения, который мы должны получить в итоговой работе, так как таким образом мы можем определить необходимое нам проплавление от электрода.
- Особые требования к выполняемой нами работе, минимальное сопротивление, которое должно быть, теплопередающая способность и т. д.
- Положение и ориентация, в которой будет выполняться сварка.
- Тип тока, который будет использоваться для выполнения сварки, является одним из наиболее важных элементов, которые необходимо учитывать. Существуют аппараты, которые подают только постоянный ток, а другие работают только с переменным током.
Вся наша работа выполняется профессионалами с многолетним опытом и лучшими материалами для получения идеальной отделки, ваше удовлетворение является для нас самым важным, если у вас есть какие-либо или вы хотите узнать больше о наших услугах, свяжитесь с нами.
Вам также может понравиться
Нержавеющая сталь против оцинкованной стали
30 августа 2022 г. Комментариев нет
Узнайте о преимуществах каждого из них Нержавеющая сталь — один из типов стали с наилучшими свойствами для использования в различных типах
Читать далее »
Углеродистая сталь и нержавеющая сталь
29 августа 2022 г. Комментариев нет
Углеродистая сталь и нержавеющая сталь Существуют разные типы стали, и в каждом проекте необходимо использовать соответствующий. Существует более 5000 видов стали, каждая из которых
Подробнее »
Как определить нержавеющую сталь
24 августа 2022 г. Комментариев нет
Как определить нержавеющую сталь Мы научим вас некоторым методам определения нержавеющей стали С момента изобретения стали более
Подробнее »
Типы электродов
17.08.2022 Нет комментариев
Различные типы электродов, используемых для сварки Изготовление металлоконструкций должно осуществляться профессионалами и с использованием соответствующих материалов,
Подробнее »
Характеристики и преимущества кухонь из нержавеющей стали
17 августа 2022 г. Комментариев нет
Нержавеющая сталь является предпочтительным материалом для изготовления кухонь. Есть несколько вариантов, когда мы хотим изготовить кухню для нашего дома, промышленности или
Читать дальше »
Производство разной стали
8 августа 2022 Нет комментариев
Разработка и производство всех видов разной стали для любого использовать Если вы заинтересованы в производстве различных сталей, а также в
Подробнее »
Подпишитесь на наше сообщество
Хотите узнать больше?
Посетите наш блог и подпишитесь.
Facebook-f Instagram
Устройство pH-электродов
Методы измерения pH
(обновлено в сентябре 2021 г.)
Как работают pH-электроды? Для измерения активности ионов водорода в растворе можно использовать визуальные, фотометрические и потенциометрические методы. Визуальные и фотометрические методы основаны на изменении цвета конкретных органических пигментов для определения рН. Визуальные методы дополняются визуальными индикаторами, такими как тест-полоски для определения pH, тогда как фотометрическое определение включает в себя просветление образца и измерение абсорбции.
Применение визуального или фотометрического определения pH ограничено. Измерения будут ненадежными, если измеряемый раствор мутный или имеет характерный цвет. Некоторые измерительные растворы также содержат химические связи, которые разрушают цветовые индикаторы в результате окисления или восстановления и дают неверные результаты.
Потенциометрические методы определяют рН с использованием электрического потенциала рН-чувствительных электродов в качестве измерительного сигнала. Недостатки визуальных и фотометрических методов отсутствуют у потенциометрических методов рН-зонда. Потенциометрическое определение pH можно использовать практически в любых приложениях, поскольку потенциометрические датчики очень чувствительны и избирательны.
Различают водородные, металлические (например, сурьмяные) и стеклянные электроды, при этом стеклянный электрод является наиболее часто используемым датчиком pH.
Как работают датчики pH? Стеклянный рН-зонд является примером ионоселективного электрода (ИСЭ). Эта измерительная система в основном состоит из ISE, реагирующего на ион особого типа, в данном случае на ион водорода, и электрода сравнения, которые совместно погружаются в измеряемый образец. (Подробнее, Принципы измерения pH и передовые методы измерения | Вебинар).
Водородный ISE обеспечивает электрохимический потенциал, на который влияет активность ионов водорода в растворе. Однако электрод сравнения предназначен для создания электрохимического потенциала, не зависящего от состава образца. Разница между этими потенциалами, напряжение (мВ), отображаемое на рН-метре, определяет значение рН на основе уравнения Нернста.
Конструкция и конструкция стеклянного рН-электрода
Типичный рН-электрод состоит из нескольких уникальных структур, каждая из которых показана на рис. 1. Основными компонентами являются корпус электрода, рН-чувствительная стеклянная мембрана, электрод сравнения (т. е. система сравнения ), эталонный электролит и эталонный спай.
Рисунок 1: Структура типичного pH-электрода
Корпус электрода
или стеклянный корпус электрода. Скорее, «стеклянный электрод» используется для описания материала мембраны (т. е. стеклянной мембраны).
Все полевые электроды YSI изготовлены из пластика, так как электроды с пластиковым корпусом более прочные и с меньшей вероятностью треснут, чем стеклянные. YSI предлагает для лаборатории электроды со стеклянным и пластиковым корпусом, при этом стеклянные электроды обычно имеют более широкий диапазон рабочих температур.
Полевые датчики pH YSI не всегда полностью пластиковые. Модуль датчика pH в датчиках pH ProDSS и EXO изготовлен из пластика, но остальная часть корпуса электрода изготовлена из титана для обеспечения долговечности в полевых условиях. Датчик pH/ОВП ProDSS показан на Рисунке 2.
Рисунок 2: Датчик pH/ОВП YSI ProDSS
Стеклянная мембрана датчик.
Эта мембрана заполнена буферным раствором с известным рН (обычно рН = 7). Эта конструкция электрода создает среду с постоянным связыванием ионов H+ на внутренней стороне стеклянной мембраны, в то время как внешняя часть стеклянной мембраны подвергается воздействию образца, в котором присутствует различное количество ионов H+. Разница в ионах H+ создает потенциал, который считывается по сравнению со стабильным потенциалом электрода сравнения.Для обеспечения оптимального увлажнения стеклянной мембраны форма мембраны может варьироваться. Мембраны сферической и конической формы могут использоваться в большинстве случаев, но для уникальных приложений может потребоваться специальная мембрана, такая как TruLine 21 с наконечником копья для проникновения в полутвердые среды и TruLine 27 с плоской мембраной для поверхностных измерений (рис. 3). В таблице 1 представлен обзор различных типов рН-мембран.
Рисунок 3: YSI TruLine 21 (мембрана наконечника копья) и YSI TruLine 27 (плоская мембрана)
Таблица 1: Формы стеклянных мембран
Зачем нужен эталон?
Измерение pH стеклянным pH-электродом основано на измерении напряжения. Для измерения напряжения необходимы две точки с разными значениями электрического потенциала. Электрод сравнения предназначен для поддержания постоянного электрического потенциала, который не зависит от состава и температуры образца. Электрод, селективный по отношению к ионам водорода (ИСЭ) со стеклянной мембраной, напротив, обеспечивает электрический потенциал, который зависит от активности ионов водорода (Н+) в растворе пробы. Следовательно, при определении pH необходимы как электрод сравнения, так и водородный ISE.
Типы систем сравнения
Электрод/система сравнения и водородный ИСЭ (т. е. электрод со стеклянной мембраной) могут быть отдельными электродами (рис. 4) или для удобства их можно объединить в один электрод (рис. 1 и рис. 5). Электроды комбинированного типа очень распространены, и все электроды YSI относятся к комбинированному типу.
Независимо от конструкции электрода или типа используемой системы сравнения электрод сравнения погружается в электролит сравнения (обычно KCl). Эталонный электролит будет рассмотрен более подробно.
Рисунок 4: Схематическая структура водородного ISE, эталона и вольтметра
Рис. сегодня используется система серебро/хлорид серебра (Ag/AgCl). Поскольку серебро не токсично для человека, электроды Ag/AgCl также могут использоваться в медицине и пищевых технологиях, где запрещены системы с ядовитой ртутью и таллием. Утилизация Ag/AgCl также менее критична, чем таллия и ртути. Ag/AgCl имеет широкий спектр применения в зависимости от температуры (до 140°C) и поэтому также подходит для стерилизуемых электродов. Большинство электродов YSI имеют систему сравнения Ag/AgCl.
Система с хлоридом ртути (Hg/Hg2Cl2) используется уже давно. Эта система сравнения демонстрирует наиболее стабильный потенциал в присутствии KCl. Однако сегодня его применяют только в исключительных случаях из-за токсичности ртути. Кроме того, надежный диапазон температур при использовании хлорида ртути относительно узок. При температуре выше 60°C Hg2Cl2 начинает разлагаться.
Недавно была разработана система йод/йодид, относительно новая эталонная система с малым временем отклика. По сравнению с обычными электродами с системами сравнения Ag/AgCl, электроды с системами сравнения йода/йодида имеют преимущество гораздо более низкой температурной чувствительности, так как температурный коэффициент этой системы сравнения почти равен нулю.
Система йод/йодид также не содержит ионов металлов, что особенно полезно при измерении в Трис-буфере и белковых растворах. Эталонные системы с ионами металлов (например, Ag/AgCl) будут взаимодействовать с этими растворами, что в конечном итоге приведет к засорению эталонного перехода.
Усовершенствованная серия рН-электродов YSI IoLine оснащена эталонной системой йод/йодид. Уникальный цвет номера IoLine можно увидеть на рисунке 6.
Рисунок 6: рН-электрод YSI IoLine
Свойства хорошего эталонного электролита
Эталонный электролит соединен с образцом через переход, поскольку он служит для замыкания электрической цепи в электроде.
Хороший эталонный электролит должен обладать определенными качествами. Эталонный электролит должен иметь хорошую электропроводность и быть химически нейтральным. Поскольку некоторое количество электролита обычно просачивается в образец во время измерения, также важно, чтобы электролит не вступал в реакцию с измеряемым раствором.
Ионы раствора электролита также должны быть одинаково подвижны. Если ионы в растворе электролита диффундируют с разной скоростью, электрический потенциал (т. е. диффузионный потенциал ) может образоваться из-за разделения положительного и отрицательного заряда. Этот нежелательный потенциал может быть весьма проблематичным при измерении pH. Для некоторых ионов (например, K+ и Cl-) разница в скорости диффузии невелика, что приводит к гораздо меньшему диффузионному потенциалу.
Хлорид калия (KCl) обладает всеми этими качествами. В результате KCl является наиболее часто используемым раствором электролита.
Форма жидкого электролита
Электроды могут иметь гель, полимер или жидкий электролит. Все полевые электроды YSI и некоторые лабораторные электроды YSI (например, TruLine 25 и TruLine 26) имеют гелевый электролит, в то время как большинство лабораторных электродов YSI имеют эталонный жидкий электролит, который можно пополнять. Полимерный электролит используется в специализированных электродах YSI с плоским наконечником (TruLine 27) и остроконечным наконечником (TruLine 21).
Жидкий электролит
Электроды с жидким электролитом обычно можно заправлять, что увеличивает срок службы электрода. Поэтому, в отличие от электрода с гелевым электролитом, электролит можно легко слить и заменить, если электролит загрязнится.
При использовании лабораторного электрода YSI с многоразовым эталоном важно помнить , что отверстие для заполнения всегда должно быть открыто во время калибровки и измерения! Также убедитесь, что уровень электролита не менее чем на 2 см выше уровня калибровочного и/или измерительного раствора.
Рис. 7: Ползунок (слева) и стопор (справа) заливные отверстия для лабораторных электродов YSI
Время отклика обычно меньше при использовании электродов с жидким электролитом. Также электроды с жидким электролитом имеют меньше ограничений по области применения, так как гелевые и полимерные электролиты обладают меньшей устойчивостью к температуре и температурным перепадам. В отличие от электродов с жидким электролитом невероятно малая скорость истечения гелевого и полимерного электролита в сильнокислых, щелочных и слабоионных растворах может привести к ошибкам измерения из-за образования диффузионных потенциалов.
Все многоразовые лабораторные электроды YSI используют 3 M KCl в качестве электролита сравнения. Однако, поскольку электролит соединяется с образцом через переход, в некоторых случаях требуются специальные электролитные растворы.
Рис. 8: Лабораторные многоразовые электроды YSI (Science pHT-G и TruLine 17)
Конструкция электрода YSI IoLine позволяет использовать другие электролиты, соответствующие требованиям приложения для отбора проб. Например, если требуется электролит, который полностью не содержит хлоридов (т. е. не KCl), с IoLine можно использовать другой мостовой электролит, например, 0,6 М сульфата калия (K2SO4).
Гель и полимерный электролит
Гелевый электролит по-прежнему состоит из KCl, но добавлен гелеобразующий агент, чтобы предотвратить легкое просачивание электролита в образец через контрольный спай во время измерения. Так как потери электролита практически отсутствуют, такие электроды проще в обслуживании, так как нет необходимости доливать их электролитом. Электроды с гелевым электролитом, поскольку их нельзя заправлять, имеют меньший срок службы, чем электроды с жидким электролитом.
Рис. 9: Электрод YSI TruLine pH 25 с гелевым электролитом и пластиковым корпусом
Полимерный электролит является твердым и может непосредственно контактировать с образцом во время измерения. Из-за отсутствия оттока электролита подвижность всех ионов сильно ограничена. Это приводит к отсутствию осаждения серебра на стыке и делает практически невозможной диффузию посторонних ионов в электрод.
Специализированные рН-электроды YSI TruLine 21 и 27 оснащены системой REFERID, уникальной формой полимерного электролита. Эти электроды неприхотливы в обслуживании и характеризуются высокой устойчивостью к давлению и перепадам давления. В системе REFERID также имеется видимый запас KCl.
Эталонный узел pH, какова ваша функция?
Эталонный спай, также известный как диафрагма, создает электрический контакт между эталонной системой и раствором. Подобно эталонному электролиту, эталонный спай должен обладать определенными свойствами.
Диффузионные напряжения на переходе являются распространенной ошибкой измерения, поэтому переход играет важную роль в точности измерений. Чтобы эти разрушающие потенциалы были небольшими, переход должен гарантировать относительно большой и постоянный отток эталонного электролита. Однако соединение должно быть лишь слегка проницаемым, чтобы предотвратить слишком быструю утечку электролита, что особенно важно для электродов, использующих жидкий электролит. Разные типы соединений имеют разную скорость истечения электролита.
В дополнение к проницаемости соединения, его электрическое сопротивление должно быть как можно ниже, и он должен быть химически инертным.
Типы эталонных соединений
Существует несколько типов соединений, каждый из которых имеет уникальные характеристики. В зависимости от области применения для электродов YSI с жидкими электролитами необходимо принять решение о том, какой из них лучше всего подходит для условий измерения: керамический, шлифованный или платиновый. В таблице 1 представлен обзор различных типов соединений, включая соединения с кольцевым зазором (TruLine 27) и оптоволокна (TruLine 25 и TruLine 26, MultiLab IDS 4110).
Таблица 2: Типы эталонных спаев
Керамика
Керамический спай использует пористость неглазурованной керамики. Керамические соединения имеют скорость истечения KCl ~ 0,2 мл / день и относительно высокое электрическое сопротивление (1 кОм). Диффузионные потенциалы легко создаются в измерительных растворах с большей ионной силой, поскольку градиент концентрации на стыке очень велик. В растворах с более низкой ионной силой сопротивление испытуемого материала может быть слишком высоким для точных измерений. Оба эффекта усиливаются низкой скоростью истечения, поэтому керамические соединения в таких случаях менее подходят. Из-за высокого риска закупорки его пор он также не подходит для растворов, содержащих взвешенные частицы. Только в измерительных растворах, содержащих окисляющие вещества, керамический спай превосходит платиновый.
Платина
Платиновый переход состоит из тонких скрученных платиновых нитей, между которыми электролит вытекает по точно определенным каналам. Платиновый переход имеет очень постоянный отток и не может быть легко заблокирован. При скорости истечения ~1 мл/сут и электрическом сопротивлении ~0,5 кОм имеет преимущества перед керамическими переходами. Платиновый переход более чувствителен к механическим воздействиям, а также менее чем оптимален для сильно окисляющих или восстановительных растворов из-за возникновения разрушающих потенциалов. Однако платиновый переход можно использовать практически повсеместно.
Рис. 10: Электрод TruLine pH 17 с платиновым переходом
Заземление
Заземление работает с тонким зазором несмазанного матового стекла в качестве выходного отверстия для электролита. Скорость оттока ~ 3 мл/сут и более. Он имеет очень низкое электрическое сопротивление (0,1 кОм). Соединение заземления подходит для измерений в загрязненных растворах, так как его легко чистить. Благодаря высокой скорости оттока он подходит как для растворов с высоким, так и с низким содержанием ионов.
Рис. 11: Электрод Science pHT-G с соединением заземления
Пластик
Соединения, изготовленные из пластиковых волокон, также могут использоваться для специальных применений. Например, комбинированные электроды с пластиковым стержнем часто имеют соединения из нейлоновых волокон, чтобы избежать загрязнения соединительного отверстия. Для технологических измерений в растворах, содержащих фтор, используются электролитические ключи с соединениями из ПТФЭ.
Рис. 12: Электрод TruLine pH 25 с соединением из пластикового волокна
Дополнительные соединения сравнения
Дополнительные соединения могут использоваться для предотвращения загрязнения эталонной системы. В этой конструкции электрод сравнения погружен в раствор электролита внутри дополнительной камеры. Эта дополнительная камера действует как дополнительный барьер против загрязнения, в то время как дополнительные соединения используются для обеспечения контакта эталонной системы с измеряемым раствором. Эталонная система все еще может быть загрязнена измерительным раствором, но раствор должен сначала диффундировать через дополнительные соединения.
Эталонная система Silamid от YSI представляет собой особый тип электрода с двойным спаем, в котором используется уникальная конструкция эталонной системы серебро/хлорид серебра.