Каталог статей — ПромСнабСервис
Обозначение электродов по ГОСТ, ISO, EN, DIN, AWS
В большинстве стран разработаны системы обозначения электродов, которые позволяют произвести идентификацию каждой марки. Что стоит за этими обозначениями. Начнем с того, что марка электрода практически не несет информации о его свойствах и характеристиках наплавленного металла. В связи с этим в большинстве стран разработаны системы обозначения электродов, которые позволяют произвести идентификацию каждой марки.
Обозначение электрода состоит из ряда цифровых и буквенных символов, характеризующих основные свойства металла, наплавленного данными электродами. Обозначение электрода проставляется в сопроводительной документации, на упаковочной наклейке, в справочной литературе. Наиболее распространенными стандартами в обозначении электродов являются ГОСТ 9466-75, международный стандарт ISO, Европейский стандарт EN, американский стандарт AWS. Многие позиции этих стандартов похожи, но полностью они не совпадают.
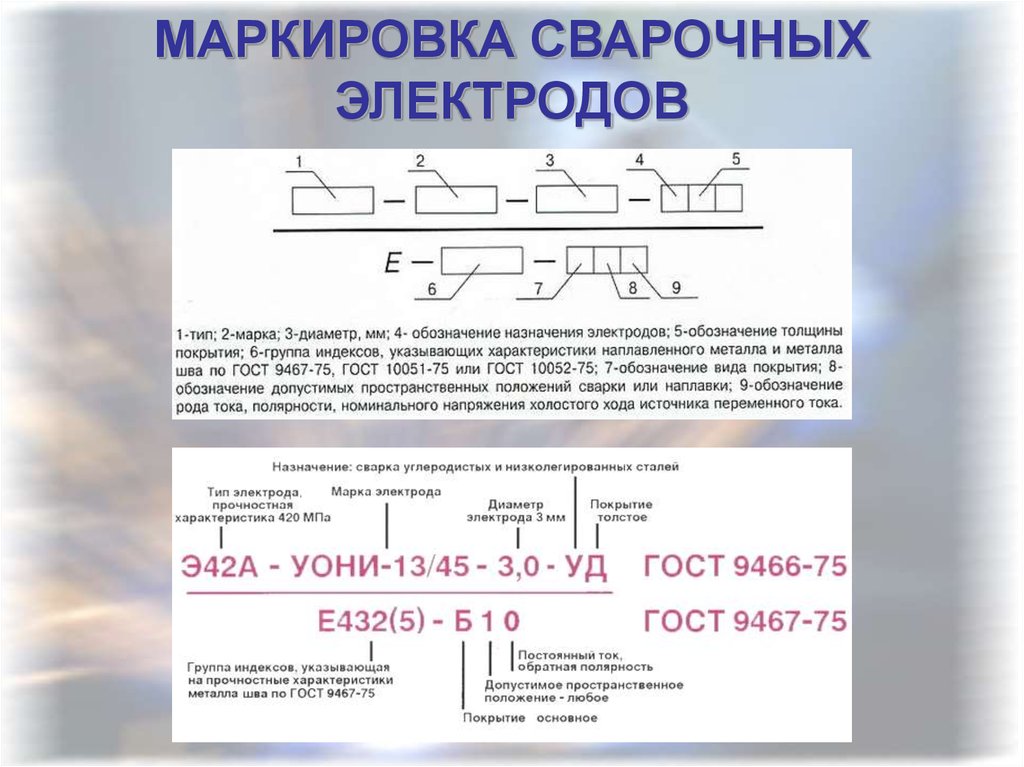
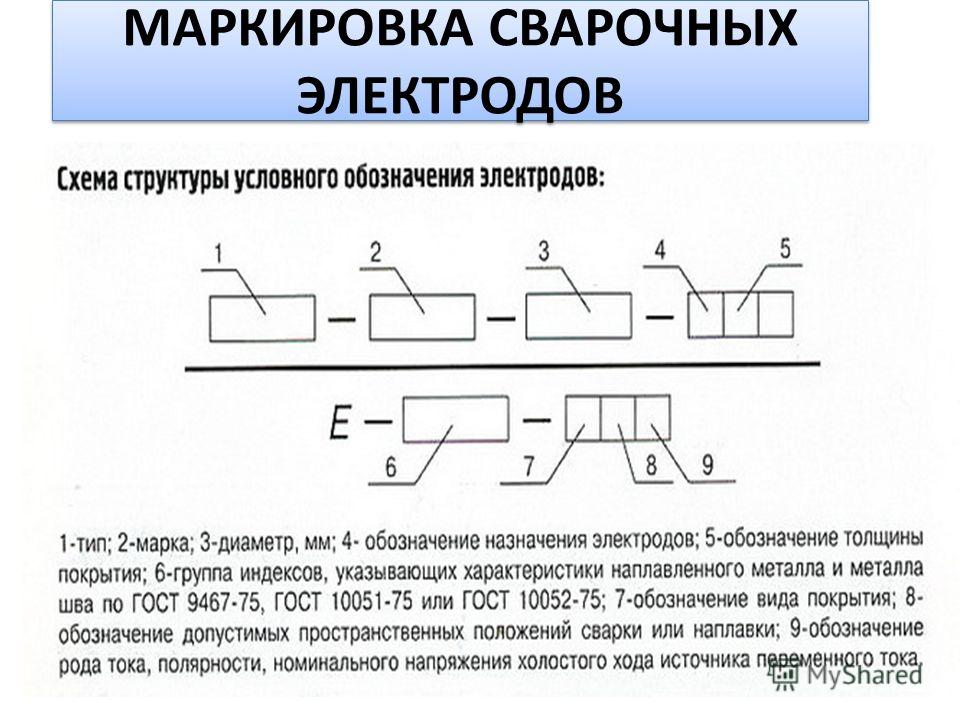
Обозначение элетродов по ГОСТ 9466-75
Производится в виде дроби, в числителе и знаменателе которой указываются отдельные характеристики электродов:
- тип электрода;
- марка электрода;
- диаметр электрода Ø;
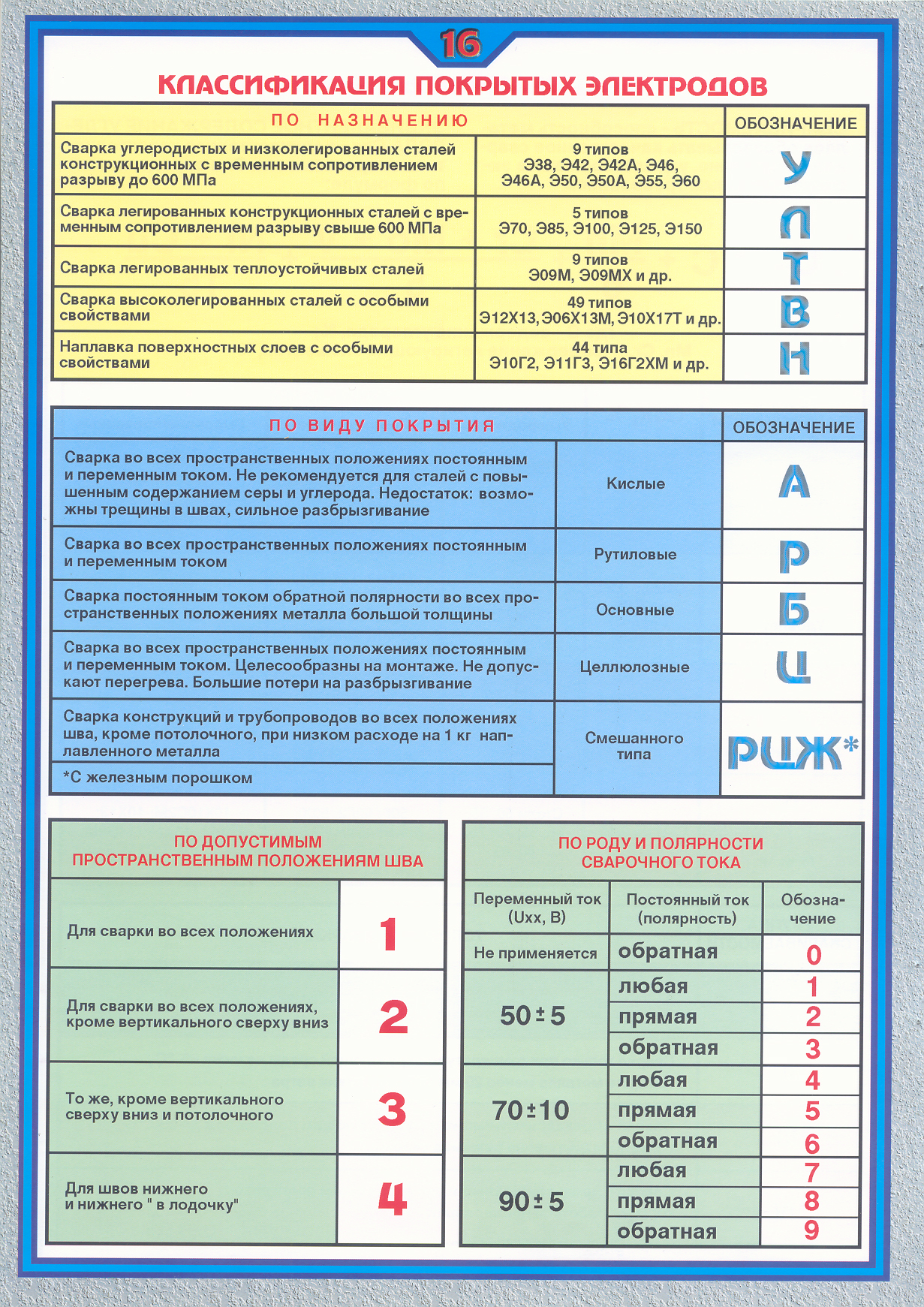
- назначение: У — для сварки углеродистых и низколегированных сталей; Л — легированных конструкционных сталей; Т — легированных теплоустойчивых сталей; В — высоколегированных сталей; Н— для наплавки;
- обозначение толщины покрытия, которое устанавливается в зависимости от соотношения диаметра покрытого электрода (D) к диаметру стержня (d): М — тонкое покрытиие D/d<1,2 ; С — средняя толщина покрытия D/d=1,2-1,45; Д — толстое покрытие D/d=1,46-1,8; Г — особо толстое — D/d>1,8;
- группа электродов в зависимости от их качества при изготовлени: 1 — низкие требования к качеству; 2 — средние; 3 — высокие требования;
- группа индексов, указывающая механические характерисики наплавленного металла;
- обозначение типа покрытия: А — кислое; Б — основное; Р — рутиловое; Ц — целлюлозное; П — прочие;
- обозначение допустимых пространственных положений сварки: 1 — для всех простанственных положений; 2— для всех, кроме вертикального, при сварке сверху вниз; 3 — для нижнего, горизонтального и вертикального при сварке снизу вверх; 4 — для нижнего положения;
- обозначение рода тока полярности и напряжения источника питания, на которые рассчитан электрод;
- обозначение стандарта, регламентирующего требования к электродам ГОСТ 9466-75;
- обозначение стандарта, регламенитрующего типы элеткродов ГОСТ 9467-75; ГОСТ 10052-75 или ГОСТ 10051-75, если электроды для наплавки.

Обозначение электродов по международному стандарту ISO
Производится в зависимости от группы сталей, для сварки которых предназначен электрод. ISO-2560 — электроды для сварки углеродистых и низколегированных конструкционных сталей, ISO-3580 — электроды для сварки высоколегированных сталей.
- Обозначение предела прочности наплавленного металла.
- Минимальное относительное удлинение.
- Типы покрытия: R — рутиловое, RR — рутиловое большой толщины, B — основное, C — целлюлозное, A — кислое, AR — рутилово-кислое, S — прочие.
- Индекс, характеризующий производительность сварки (переход металла в шов). Изменяется от 100 до 200%, обычно проставляется в электродах с железным порошком в покрытии и показывает процент повышения производительности.
- Положение шва при сварке: 1 — все положение; 2 — все, кроме вертикального сверху вниз; 3 — нижнее, горизонтальное, вертикальное снизу вверх; 4 — нижнее, горизонтальное вертикальное снизу вверх и сверху вниз.
- Индекс полярности и напряжения холостого хода источника питания: 0 — только обратная; 1 — любая, 50В; 2 — прямая, 50В; 3 — обратная, 50В; 4 — любая, 70В и т.д.
Обозначение электрода по Европейскому стандарту EN-499
- Предел текучести наплавленного металла.
- Обозначение пластичности. Минимальная температура эксплуатации, при которой обеспечивается ударная вязкость 47 Дж/см
- Содержание легирующих элементов в направленном металле.
- Тип покрытия (как и в ISO-2560).
- Положение шва в пространстве (как и в ISO-2560).
- Код производительности и рода тока.
- Обозначение содержания в наплавленном металле водорода h20 — максимальное содержание водорода 10 мл на 100 г наплавленного металла.
Обозначение электродов по американскому стандарту AWS 5.
 1
1- Предел прочности наплавленного металла.
- Положение швов в пространстве.
- Цифра, характеризующая тип покрытия, рекомендуемый род тока: 1 — целлюлозное, постоянный и переменный ток; 2 — рутиловое, постоянный и переменный; 3 — рутиловое, постоянный и переменный при низком напряжении холостого хода; 4 — рутиловое с железным порошком; 5, 6, 7, 8 — основное покрытие с различным родом тока и напряжения холостого хода.
- Минимальная температура эксплуатации шва при ударной вязкости KCV-27 Дж/см2.
- Содержание водорода в наплавленном металле.
- Показатель влагостойкости покрытия R — электрод имеет влажность не больше 0,3% при выдержке в течение 9 ч в помещении с температурой 26,7 С и влажностью 80%.
Обозначение электродов по американскому стандарту AWS 5.1
| ГОСТ | Э46 — ОЗС — 12 — Ø — УД E431(3) — P12 |
|---|---|
| ISO | E433R12 |
| EN | E38AR12 |
| AWS | E6013 |
Маркировка импортных электродов .
 Сварочные работы. Практическое пособие
Сварочные работы. Практическое пособиеСогласно DIN EN 499, у электродов для сваривания нелегированных сталей существуют покрытия следующих типов: A – кислое, C – целлюлозное, R – рутиловое, RR – толстое рутиловое, RC – рутилово-целлюлозное, RA – рутилово-кислое, RB – рутиловое основное, B – основное.
При этом следует различать основные и смешанные типы покрытий. Используемые как условные обозначения буквы происходят от английских терминов. Здесь буква C = cellulose (целлюлоза), A = acid (кислый), R = rutile (рутил), B = basic (основной).
В Германии основную роль играет рутил. Покрытие стержневых электродов может быть тонким, средним и толстым. Поскольку покрытие рутиловых электродов может быть любой толщины, для электродов с толстым покрытием было введено отдельное обозначение RR.
У легированных и высоколегированных электродов такого разнообразия покрытий нет. У стержневых электродов для сваривания нержавеющих сталей, которые регламентированы в DIN EN 1600, различают, к примеру, электроды с рутиловым и основным покрытием, как и у электродов для сваривания жаропрочных сталей (DIN EN 1599), однако и в этом случае среди рутиловых электродов есть смешанные рутилово-основные типы, что, впрочем, никак не проявляется в обозначениях.
Стержневые электроды для сваривания высокопрочных сталей (DIN EN 757) выпускаются только с основным покрытием.
Свои обозначения в маркировке электродов нашли даже рекомендуемые позиции при сварке (рис. 18). Для сварки вертикальных швов сверху вниз электроды имеют маркировку PG, в противоположном направлении – PF. Сварка сверху в вертикальной позиции – РА, в горизонтальной – РВ. Сварка снизу в вертикальной позиции – РЕ, в горизонтальной – PD.
Рис. 18. Рекомендуемые позиции при ручной сварке стержневыми электродами согласно ISO 6947
Согласно DIN EN 499, существуют и указания относительно минимальных значений предела текучести, прочности при растяжении и вязкости металла шва и относительно сварочных характеристик. Например, короткое условное обозначение E 46 3 B 42 H5 содержит следующую информацию: стержневой электрод для ручной сварки (Е) обладает пределом текучести не менее 460 Н/мм 4). Работа развития трещины, равная 47 Дж, достигается при температуре –30 °C (показатель 3 согласно табл. 5). Покрытие электрода основное (В). Первая цифра в пятой группе (42) указывает на вывод и предпочтительный вид тока (согласно табл. 6), вторая цифра в этой группе обозначает разрешенные положения при сварке (табл. 7). Приведенный в качестве примера электрод обладает выводом от 105 до 125 % и сваривается только при постоянном токе (4) в любых положениях, кроме вертикального сверху вниз (2). Содержание водорода в металле шва составляет менее 5 мл/100 г металла шва. На это указывает последняя группа (Н5). Нормированы также показатели Н10 и Н15 с соответствующим содержанием водорода. Если металл шва, кроме марганца, содержит и другие легирующие элементы, указание на них содержится перед показателем типа покрытия с обозначением химического элемента и, возможно, с указанием на процентное содержание (например, 1Ni).
4). Работа развития трещины, равная 47 Дж, достигается при температуре –30 °C (показатель 3 согласно табл. 5). Покрытие электрода основное (В). Первая цифра в пятой группе (42) указывает на вывод и предпочтительный вид тока (согласно табл. 6), вторая цифра в этой группе обозначает разрешенные положения при сварке (табл. 7). Приведенный в качестве примера электрод обладает выводом от 105 до 125 % и сваривается только при постоянном токе (4) в любых положениях, кроме вертикального сверху вниз (2). Содержание водорода в металле шва составляет менее 5 мл/100 г металла шва. На это указывает последняя группа (Н5). Нормированы также показатели Н10 и Н15 с соответствующим содержанием водорода. Если металл шва, кроме марганца, содержит и другие легирующие элементы, указание на них содержится перед показателем типа покрытия с обозначением химического элемента и, возможно, с указанием на процентное содержание (например, 1Ni).
Похожие системы обозначений существуют для высокопрочных электродов (DIN EN 757), жаропрочных электродов (DIN EN 1599) и нержавеющих электродов (DIN EN 1600). У жаропрочных и нержавеющих электродов с основным материалом, помимо характеристик прочности, должны совпадать и характеристики жаропрочности, и антикоррозионные свойства металла шва. Поэтому в этих случаях действует правило, согласно которому для получения требуемых характеристик легирование металла шва должно быть как можно ближе к легированию основного материала либо несколько выше.
У жаропрочных и нержавеющих электродов с основным материалом, помимо характеристик прочности, должны совпадать и характеристики жаропрочности, и антикоррозионные свойства металла шва. Поэтому в этих случаях действует правило, согласно которому для получения требуемых характеристик легирование металла шва должно быть как можно ближе к легированию основного материала либо несколько выше.
Маркировка сварочных электродов. Износостойкое клише.Дополнительная защита от контрафакта.
ООО «Астрон Плюс» предлагает по самым привлекательным ценам полимерные клише для маркировки сварочных электродов любых типов.
Для того, чтобы сварщики могли быстрее понимать составляющие покрытия сварочных электродов, наносится цветная маркировка. Однако у нее есть один недостаток. Сварочные электроды, произведенные в разных странах и разными производителями могут отличаться, потому что у таких крупных производителей есть свои личные обозначения. Так как производители электродов по всему миру не пришли к одним стандартам обозначения, на данный момент приходится использовать электроды, маркировку которых Вы знаете. Гораздо удобнее для потребителя, если буквенно-цифровая маркировка нанесена не только на упаковку, но и на изделие.
Так как производители электродов по всему миру не пришли к одним стандартам обозначения, на данный момент приходится использовать электроды, маркировку которых Вы знаете. Гораздо удобнее для потребителя, если буквенно-цифровая маркировка нанесена не только на упаковку, но и на изделие.
Маркировка заключается в нанесении цифро-буквенного кода на каждый электрод. Краски приготовленные на водной основе не обеспечивают быстрого высыхания краски на поверхности сварочных электродов, что приводит к повреждению обмазки. C нашими клише используются специальные термостойкие быстросохнущие краски, сохраняющие свои свойства и после прокалки готовой продукции при 400 гр.С.
Такая маркировка исключает пересортицу марок электродов во время сварки и является надежной защитой от недобросовестных поставщиков аналогичной продукции, т.к. позволяет использовать в маркировке также и изображение товарного знака производителя.
ООО «Астрон Плюс» изготовит для Вас по самым привлекательным ценам полимерные клише для маркирови сварочных электродов любых типов. Наши клише позволяют получать четкие оттиски при использовании различных типов красок. Износостойкость одного клише составляет до 20 тонн продукции при правильной настройке оборудования.
Наши клише позволяют получать четкие оттиски при использовании различных типов красок. Износостойкость одного клише составляет до 20 тонн продукции при правильной настройке оборудования.
Преимущества клише ООО «Астрон Плюс»:
— в производстве клише применяется только высококачественный импортный полимер
— стандартный размер клише 290 мм х 30/70 мм
— высокая износо и химостойкость клише
— срок изготовления не более 1 дня
— доступные цены
Для постоянных клиентов предусмотрены накопительные скидки.
Уже сегодня нашими постоянными клиентами являются крупнейшие заводы России и Казахстана.
Маркировка электродов – учимся расшифровывать
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 103109
[~ID] => 103109
[NAME] => Маркировка электродов – учимся расшифровывать
[~NAME] => Маркировка электродов – учимся расшифровывать
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
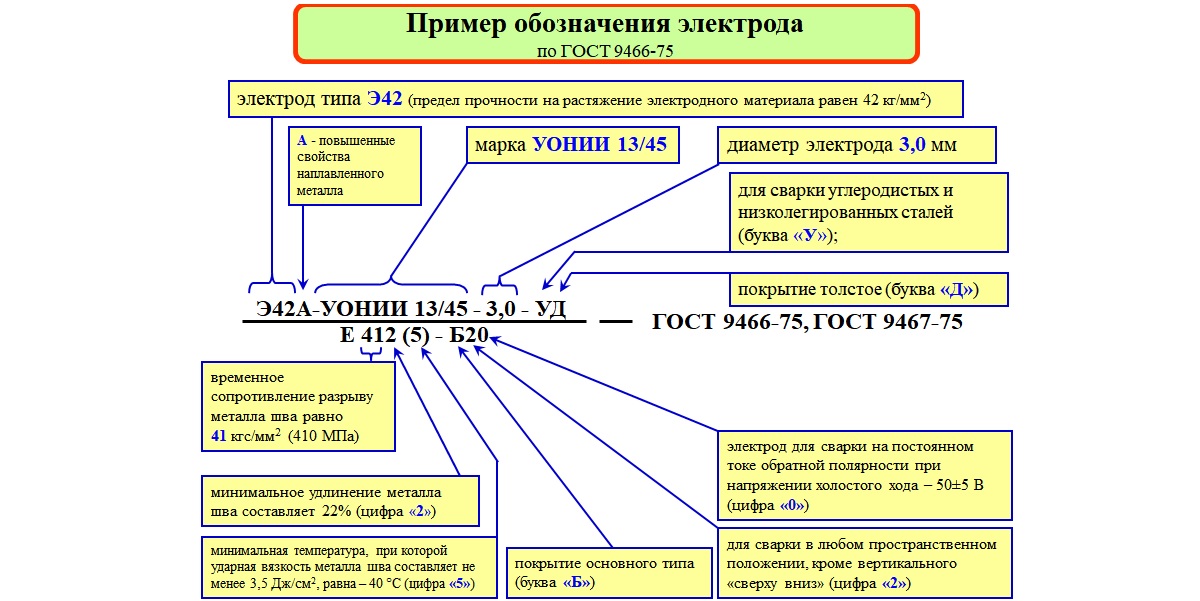
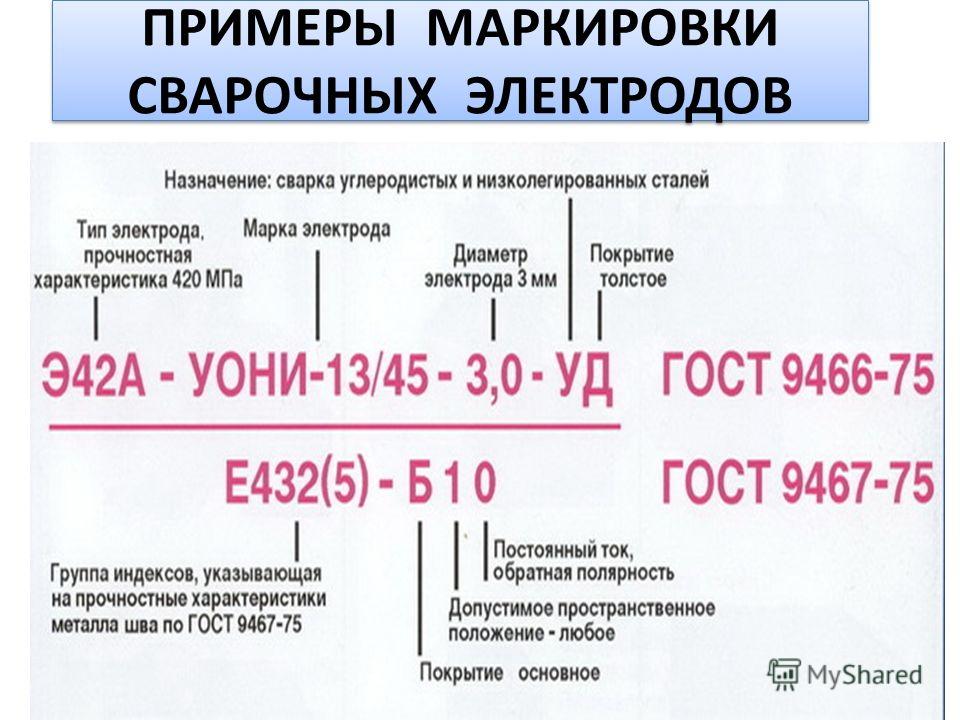
Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода. И, для того, чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует государственному стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ – ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим маркировку электрода, на примере одного из них. Итак, в нашем примере рассмотрим электрод Э46-ЛЭЗМР-3С (также его называют «синим» электродом).
Маркировка может отличаться от того, что будет описана в примере, однако, принцип расшифровки остается одинаковым. Причиной различной маркировки является использование электродов в тех или иных условиях сварки, при работе с различными металлами, материалами и так далее.
Итак, электрод – Э46-ЛЭЗМР-3С. Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.
«Э46» – это сочетание указывает на тип электрода, который в данном случае предназначен для сваривания углеродистых и низколегированных сталей, предел прочности, при разрыве которых достигает до 46 кгс/кв. мм.
«ЛЭЗМР» – указывает на марку электрода и производителя (в данном случае, это «Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø» – символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на упаковке).
«УД» – сочетание, указывающее на назначение электрода.
«У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности, при растяжении которых достигает значения в 588 МПа, или же 60 кгс/кв.мм.
«Д» – указывает на коэффициент толщины покрытия, в данном случае, это толстое покрытие 1,45< D /d≤1,8.
«Е» – индекс, указывающий на плавящееся покрытие электрода.
«43» – значение, указывающее на предел прочности при растяжении (значению 43 соответствует величина в 430 МПа, или 44 кгс/кв.мм.).
«1» – указывает на относительное удлинение, значение «1» соответствует показателю в 20%.
«(3)» – это обозначение указывает на минимальную температуру, при которой ударная вязкость металла шва должна составлять не менее 32 Дж/кв.см, значение «3» соответствует температуре -20°С.
«РЦ» – значение, указывающее на вид покрытия, в данном случае, сочетание «РЦ» указывает на рутилово-целлюлозное покрытие.
«13» – сочетание, указывающее на допустимые пространственные положения, сварочный ток и напряжение холостого хода. В данном случае, «1» соответствует значению «для любого пространственного положения», а цифра «3» указывает на возможность сварки переменным и постоянным током обратной полярности, а также на напряжение ХХ (холостого хода) около 50В.
Примерно в такой способ маркируются электроды. Для расшифровки обозначений электродов, предлагаем ознакомиться с подробной информацией и всеми возможными обозначениями, которые встречаются в электродах.
Тип электрода. Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей, маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры, которая указывает на предел прочности при растяжении, и букву «А», которая указывает на то, что металл шва имеет повышенную пластичность и ударную вязкость.
Для сваривания теплоустойчивых или высоколегированных сталей, а также для наплавки, тип электрода может иметь дополнительные символы, указывающие на процентное содержание других химических элементов.
Марка электрода. В этом случае, каждому типу электрода может соответствовать как одна, так и несколько марок.
Диаметр электрода. Значение диаметра электрода будет соответствовать диаметру металлического стержня этого электрода.
Назначение электрода. В данном случае, достаточно руководствоваться таблицей, приведенной ниже.
Коэффициент толщины покрытия. Это значение указывает на соотношение между диаметром покрытия электрода и диаметром металлического стержня. В зависимости от этого, значение коэффициента будет соответствовать таким значениям:
Группа индексов, указывающих на характеристики металла шва, или же наплавляемого металла. Для электродов, которые используются при сварке углеродистых и низколегированных сталей (предел прочности, при растяжении которых равен до 588 МПа).
Для сталей, у которых этот предел выше 588 МПа, характеристика металла шва электродов будет выглядеть несколько иначе:
Для теплоустойчивых сталей:
Для высоколегированных сталей (4 индекса):
Для наплавки поверхностных слоев (2 индекса):
Вид покрытия. Для определения вида покрытия, достаточно руководствоваться следующей таблицей значений:
Пространственные положения нумеруются по такой таблице значений:
А также, указываются международные пространственные положения в таком виде:
Характеристики сварочного тока и напряжения холостого хода определяются по следующей таблице:
Вот, собственно, и всё, что нужно знать о маркировке и расшифровке электродов. На практике, достаточно знать несколько значений для того чтобы понять, какой именно электрод подходит для тех или иных видов сварочных работ.
Источник:
vse-o-svarke.org
[~DETAIL_TEXT] =>
Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода. И, для того, чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует государственному стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ – ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим маркировку электрода, на примере одного из них. Итак, в нашем примере рассмотрим электрод Э46-ЛЭЗМР-3С (также его называют «синим» электродом).
Маркировка может отличаться от того, что будет описана в примере, однако, принцип расшифровки остается одинаковым. Причиной различной маркировки является использование электродов в тех или иных условиях сварки, при работе с различными металлами, материалами и так далее.
Итак, электрод – Э46-ЛЭЗМР-3С. Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.
«Э46» – это сочетание указывает на тип электрода, который в данном случае предназначен для сваривания углеродистых и низколегированных сталей, предел прочности, при разрыве которых достигает до 46 кгс/кв. мм.
«ЛЭЗМР» – указывает на марку электрода и производителя (в данном случае, это «Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø» – символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на упаковке).
«УД» – сочетание, указывающее на назначение электрода.
«У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности, при растяжении которых достигает значения в 588 МПа, или же 60 кгс/кв.мм.
«Д» – указывает на коэффициент толщины покрытия, в данном случае, это толстое покрытие 1,45< D /d≤1,8.
«Е» – индекс, указывающий на плавящееся покрытие электрода.
«43» – значение, указывающее на предел прочности при растяжении (значению 43 соответствует величина в 430 МПа, или 44 кгс/кв.мм.).
«1» – указывает на относительное удлинение, значение «1» соответствует показателю в 20%.
«(3)» – это обозначение указывает на минимальную температуру, при которой ударная вязкость металла шва должна составлять не менее 32 Дж/кв.см, значение «3» соответствует температуре -20°С.
«РЦ» – значение, указывающее на вид покрытия, в данном случае, сочетание «РЦ» указывает на рутилово-целлюлозное покрытие.
«13» – сочетание, указывающее на допустимые пространственные положения, сварочный ток и напряжение холостого хода. В данном случае, «1» соответствует значению «для любого пространственного положения», а цифра «3» указывает на возможность сварки переменным и постоянным током обратной полярности, а также на напряжение ХХ (холостого хода) около 50В.
Примерно в такой способ маркируются электроды. Для расшифровки обозначений электродов, предлагаем ознакомиться с подробной информацией и всеми возможными обозначениями, которые встречаются в электродах.
Тип электрода. Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей, маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры, которая указывает на предел прочности при растяжении, и букву «А», которая указывает на то, что металл шва имеет повышенную пластичность и ударную вязкость.
Для сваривания теплоустойчивых или высоколегированных сталей, а также для наплавки, тип электрода может иметь дополнительные символы, указывающие на процентное содержание других химических элементов.
Марка электрода. В этом случае, каждому типу электрода может соответствовать как одна, так и несколько марок.
Диаметр электрода. Значение диаметра электрода будет соответствовать диаметру металлического стержня этого электрода.
Назначение электрода. В данном случае, достаточно руководствоваться таблицей, приведенной ниже.
Коэффициент толщины покрытия. Это значение указывает на соотношение между диаметром покрытия электрода и диаметром металлического стержня. В зависимости от этого, значение коэффициента будет соответствовать таким значениям:
Группа индексов, указывающих на характеристики металла шва, или же наплавляемого металла. Для электродов, которые используются при сварке углеродистых и низколегированных сталей (предел прочности, при растяжении которых равен до 588 МПа).
Для сталей, у которых этот предел выше 588 МПа, характеристика металла шва электродов будет выглядеть несколько иначе:
Для теплоустойчивых сталей:
Для высоколегированных сталей (4 индекса):
Для наплавки поверхностных слоев (2 индекса):
Вид покрытия. Для определения вида покрытия, достаточно руководствоваться следующей таблицей значений:
Пространственные положения нумеруются по такой таблице значений:
А также, указываются международные пространственные положения в таком виде:
Характеристики сварочного тока и напряжения холостого хода определяются по следующей таблице:
Вот, собственно, и всё, что нужно знать о маркировке и расшифровке электродов. На практике, достаточно знать несколько значений для того чтобы понять, какой именно электрод подходит для тех или иных видов сварочных работ.
Источник:
vse-o-svarke.org
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода.
[~PREVIEW_TEXT] => Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 31.07.2019 13:44:07
[~TIMESTAMP_X] => 31.07.2019 13:44:07
[ACTIVE_FROM] => 31.07.2019
[~ACTIVE_FROM] => 31.07.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103109/
[~DETAIL_PAGE_URL] => /news/115/103109/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => markirovka_elektrodov_uchimsya_rasshifrovyvat
[~CODE] => markirovka_elektrodov_uchimsya_rasshifrovyvat
[EXTERNAL_ID] => 103109
[~EXTERNAL_ID] => 103109
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 31. 07.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Маркировка электродов – учимся расшифровывать
[SECTION_META_KEYWORDS] => маркировка электродов – учимся расшифровывать
[SECTION_META_DESCRIPTION] => Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода.
[SECTION_PAGE_TITLE] => Маркировка электродов – учимся расшифровывать
[ELEMENT_META_TITLE] => Маркировка электродов – учимся расшифровывать
[ELEMENT_META_KEYWORDS] => маркировка электродов – учимся расшифровывать
[ELEMENT_META_DESCRIPTION] => Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода.
[ELEMENT_PAGE_TITLE] => Маркировка электродов – учимся расшифровывать
[SECTION_PICTURE_FILE_ALT] => Маркировка электродов – учимся расшифровывать
[SECTION_PICTURE_FILE_TITLE] => Маркировка электродов – учимся расшифровывать
[SECTION_DETAIL_PICTURE_FILE_ALT] => Маркировка электродов – учимся расшифровывать
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Маркировка электродов – учимся расшифровывать
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Маркировка электродов – учимся расшифровывать
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Маркировка электродов – учимся расшифровывать
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Маркировка электродов – учимся расшифровывать
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Маркировка электродов – учимся расшифровывать
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Маркировка электродов – учимся расшифровывать Маркировка указывает на основную информацию и параметры того или иного типа электрода. И, для того, чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
Маркировка указывает на основную информацию и параметры того или иного типа электрода. И, для того, чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
 Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.
Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.



 Для определения вида покрытия, достаточно руководствоваться следующей таблицей значений:
Для определения вида покрытия, достаточно руководствоваться следующей таблицей значений:

 мм.
мм.

 Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей, маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры, которая указывает на предел прочности при растяжении, и букву «А», которая указывает на то, что металл шва имеет повышенную пластичность и ударную вязкость.
Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей, маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры, которая указывает на предел прочности при растяжении, и букву «А», которая указывает на то, что металл шва имеет повышенную пластичность и ударную вязкость.

 Для определения вида покрытия, достаточно руководствоваться следующей таблицей значений:
Для определения вида покрытия, достаточно руководствоваться следующей таблицей значений:
 [~PREVIEW_TEXT] => Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 31.07.2019 13:44:07
[~TIMESTAMP_X] => 31.07.2019 13:44:07
[ACTIVE_FROM] => 31.07.2019
[~ACTIVE_FROM] => 31.07.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103109/
[~DETAIL_PAGE_URL] => /news/115/103109/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => markirovka_elektrodov_uchimsya_rasshifrovyvat
[~CODE] => markirovka_elektrodov_uchimsya_rasshifrovyvat
[EXTERNAL_ID] => 103109
[~EXTERNAL_ID] => 103109
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 31.
[~PREVIEW_TEXT] => Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 31.07.2019 13:44:07
[~TIMESTAMP_X] => 31.07.2019 13:44:07
[ACTIVE_FROM] => 31.07.2019
[~ACTIVE_FROM] => 31.07.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103109/
[~DETAIL_PAGE_URL] => /news/115/103109/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => markirovka_elektrodov_uchimsya_rasshifrovyvat
[~CODE] => markirovka_elektrodov_uchimsya_rasshifrovyvat
[EXTERNAL_ID] => 103109
[~EXTERNAL_ID] => 103109
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 31.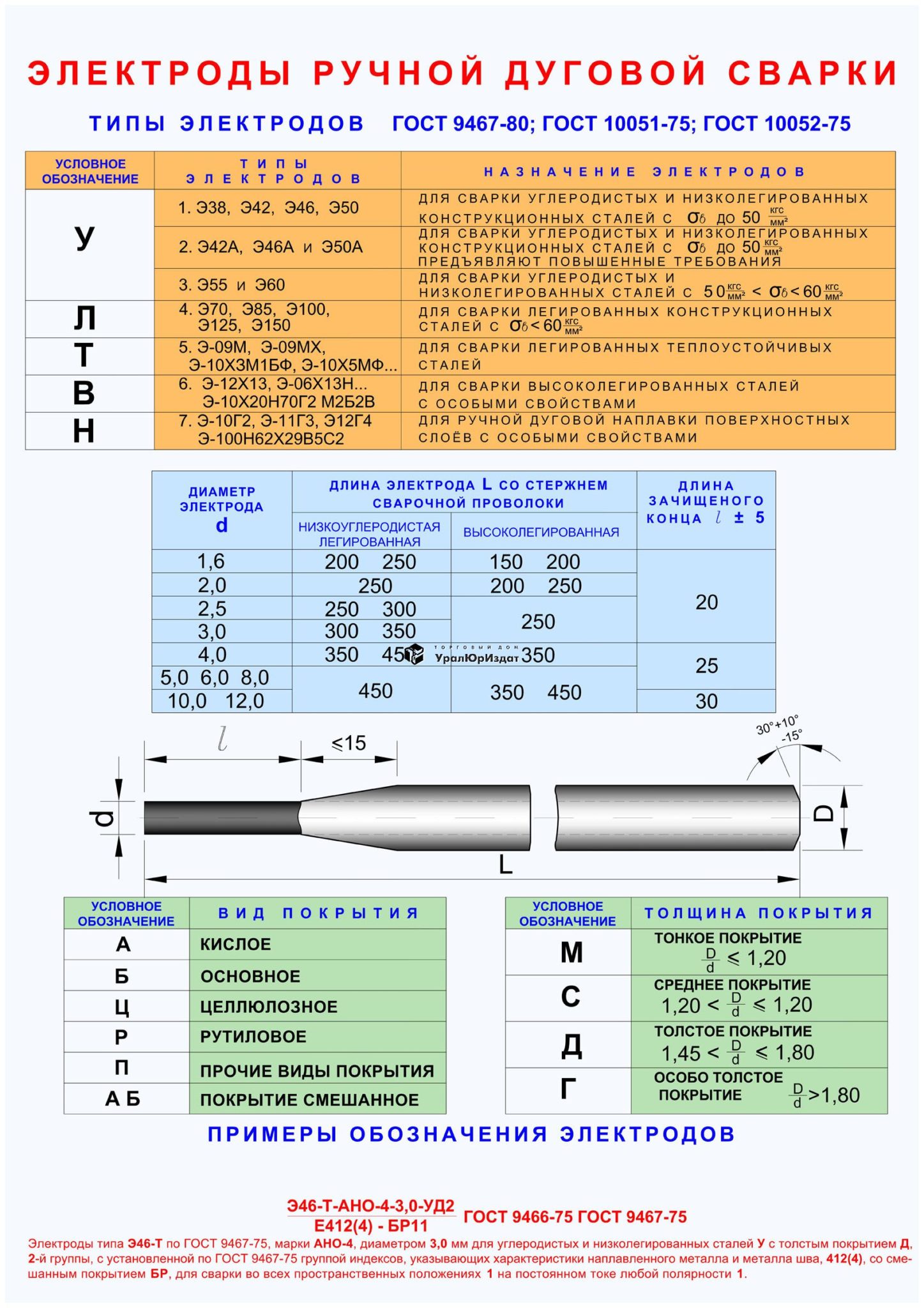 07.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Маркировка электродов – учимся расшифровывать
[SECTION_META_KEYWORDS] => маркировка электродов – учимся расшифровывать
[SECTION_META_DESCRIPTION] => Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода.
[SECTION_PAGE_TITLE] => Маркировка электродов – учимся расшифровывать
[ELEMENT_META_TITLE] => Маркировка электродов – учимся расшифровывать
[ELEMENT_META_KEYWORDS] => маркировка электродов – учимся расшифровывать
[ELEMENT_META_DESCRIPTION] => Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода.
[ELEMENT_PAGE_TITLE] => Маркировка электродов – учимся расшифровывать
[SECTION_PICTURE_FILE_ALT] => Маркировка электродов – учимся расшифровывать
[SECTION_PICTURE_FILE_TITLE] => Маркировка электродов – учимся расшифровывать
[SECTION_DETAIL_PICTURE_FILE_ALT] => Маркировка электродов – учимся расшифровывать
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Маркировка электродов – учимся расшифровывать
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Маркировка электродов – учимся расшифровывать
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Маркировка электродов – учимся расшифровывать
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Маркировка электродов – учимся расшифровывать
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Маркировка электродов – учимся расшифровывать
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
07.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Маркировка электродов – учимся расшифровывать
[SECTION_META_KEYWORDS] => маркировка электродов – учимся расшифровывать
[SECTION_META_DESCRIPTION] => Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода.
[SECTION_PAGE_TITLE] => Маркировка электродов – учимся расшифровывать
[ELEMENT_META_TITLE] => Маркировка электродов – учимся расшифровывать
[ELEMENT_META_KEYWORDS] => маркировка электродов – учимся расшифровывать
[ELEMENT_META_DESCRIPTION] => Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода.
[ELEMENT_PAGE_TITLE] => Маркировка электродов – учимся расшифровывать
[SECTION_PICTURE_FILE_ALT] => Маркировка электродов – учимся расшифровывать
[SECTION_PICTURE_FILE_TITLE] => Маркировка электродов – учимся расшифровывать
[SECTION_DETAIL_PICTURE_FILE_ALT] => Маркировка электродов – учимся расшифровывать
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Маркировка электродов – учимся расшифровывать
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Маркировка электродов – учимся расшифровывать
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Маркировка электродов – учимся расшифровывать
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Маркировка электродов – учимся расшифровывать
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Маркировка электродов – учимся расшифровывать
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
31. 07.2019
07.2019
Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода. И, для того, чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует государственному стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ – ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим маркировку электрода, на примере одного из них. Итак, в нашем примере рассмотрим электрод Э46-ЛЭЗМР-3С (также его называют «синим» электродом).
Маркировка может отличаться от того, что будет описана в примере, однако, принцип расшифровки остается одинаковым. Причиной различной маркировки является использование электродов в тех или иных условиях сварки, при работе с различными металлами, материалами и так далее.
Итак, электрод – Э46-ЛЭЗМР-3С. Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.
«Э46» – это сочетание указывает на тип электрода, который в данном случае предназначен для сваривания углеродистых и низколегированных сталей, предел прочности, при разрыве которых достигает до 46 кгс/кв. мм.
«ЛЭЗМР» – указывает на марку электрода и производителя (в данном случае, это «Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø» – символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на упаковке).
«УД» – сочетание, указывающее на назначение электрода.
«У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности, при растяжении которых достигает значения в 588 МПа, или же 60 кгс/кв.мм.
«Д» – указывает на коэффициент толщины покрытия, в данном случае, это толстое покрытие 1,45< D /d≤1,8.
«Е» – индекс, указывающий на плавящееся покрытие электрода.
«43» – значение, указывающее на предел прочности при растяжении (значению 43 соответствует величина в 430 МПа, или 44 кгс/кв.мм.).
«1» – указывает на относительное удлинение, значение «1» соответствует показателю в 20%.
«(3)» – это обозначение указывает на минимальную температуру, при которой ударная вязкость металла шва должна составлять не менее 32 Дж/кв.см, значение «3» соответствует температуре -20°С.
«РЦ» – значение, указывающее на вид покрытия, в данном случае, сочетание «РЦ» указывает на рутилово-целлюлозное покрытие.
«13» – сочетание, указывающее на допустимые пространственные положения, сварочный ток и напряжение холостого хода. В данном случае, «1» соответствует значению «для любого пространственного положения», а цифра «3» указывает на возможность сварки переменным и постоянным током обратной полярности, а также на напряжение ХХ (холостого хода) около 50В.
Примерно в такой способ маркируются электроды. Для расшифровки обозначений электродов, предлагаем ознакомиться с подробной информацией и всеми возможными обозначениями, которые встречаются в электродах.
Тип электрода. Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей, маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры, которая указывает на предел прочности при растяжении, и букву «А», которая указывает на то, что металл шва имеет повышенную пластичность и ударную вязкость.
Для сваривания теплоустойчивых или высоколегированных сталей, а также для наплавки, тип электрода может иметь дополнительные символы, указывающие на процентное содержание других химических элементов.
Марка электрода. В этом случае, каждому типу электрода может соответствовать как одна, так и несколько марок.
Диаметр электрода. Значение диаметра электрода будет соответствовать диаметру металлического стержня этого электрода.
Назначение электрода. В данном случае, достаточно руководствоваться таблицей, приведенной ниже.
Коэффициент толщины покрытия. Это значение указывает на соотношение между диаметром покрытия электрода и диаметром металлического стержня. В зависимости от этого, значение коэффициента будет соответствовать таким значениям:
Группа индексов, указывающих на характеристики металла шва, или же наплавляемого металла. Для электродов, которые используются при сварке углеродистых и низколегированных сталей (предел прочности, при растяжении которых равен до 588 МПа).
Для сталей, у которых этот предел выше 588 МПа, характеристика металла шва электродов будет выглядеть несколько иначе:
Для теплоустойчивых сталей:
Для высоколегированных сталей (4 индекса):
Для наплавки поверхностных слоев (2 индекса):
Вид покрытия. Для определения вида покрытия, достаточно руководствоваться следующей таблицей значений:
Для определения вида покрытия, достаточно руководствоваться следующей таблицей значений:
Пространственные положения нумеруются по такой таблице значений:
А также, указываются международные пространственные положения в таком виде:
Характеристики сварочного тока и напряжения холостого хода определяются по следующей таблице:
Вот, собственно, и всё, что нужно знать о маркировке и расшифровке электродов. На практике, достаточно знать несколько значений для того чтобы понять, какой именно электрод подходит для тех или иных видов сварочных работ.
Источник: vse-o-svarke.org
Просмотров: 1505
Маркировка электродов для ручной дуговой сварки
Тип и маркировка сварочных электродов
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Прокалка (сушка)
Если электроды хранились не в герметичной упаковке и могли отсыреть, то их советуют прокалить. Надо отметить, что прокалка электродов непосредственно перед применением относится к ответственным процедурам, обеспечивающим загорание дуги.
При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
Желательно точно просчитать требуемое количество изделий и просушить с таким расчётом, чтобы по завершении работ их не осталось совсем или оставалось по минимуму.
При следующем обращении к сварочным операциям просушенные ранее электроды должны быть отработаны в первую очередь.
Прокаливание необходимо ещё и для того, чтобы несколько поднять температуру расходного материала непосредственно перед его использованием для сварки труб, например. Немногие образцы изделий способны сразу обеспечить требуемый рабочий режим по причине слишком большого перепада температур в зоне сварки.
Дополнительный прогрев стержней также обеспечивает герметичность соединения, образующегося при так называемой «сварке под давлением». Однако при этом необходим постепенный их нагрев, позволяющий выпарить скопившуюся влагу во избежание появления известкового налёта.
Вопрос прокалки тесно связан с предельным временем и условиями хранения. Согласно действующим нормативам срок годности этих изделий составляет примерно пять лет. Но, по мнению ряда специалистов, они могут эксплуатироваться ещё какое-то время по окончании гарантийного срока.
 виды покрытий электродов» data-lazy-type=»iframe» data-src=»https://www.youtube.com/embed/Ve0SZDn5M1U?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
виды покрытий электродов» data-lazy-type=»iframe» data-src=»https://www.youtube.com/embed/Ve0SZDn5M1U?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» — соединение заготовок с особыми свойствами; «Н» — для наплавки.
В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» — соединение заготовок с особыми свойствами; «Н» — для наплавки.
Какие бывают электроды
Электроды, применимые для работ с ручной дуговой сваркой разделяются на плавящиеся и неплавящиеся. Стержни, плавящиеся при сварке, изготавливают из чугуна, стали, меди или другого металла, в зависимости от материала. Они играют роль анода или катода, а также выполняют функцию присадочного материала. Бывают покрытые или непокрытые.
Покрытие в плавящихся стержнях выполняет много функций от удержания дуги, до формирования газового облака, препятствующего окислению шва. Неплавящиеся электроды для сварки, изготавливают из различных тугоплавких материалов – графит, вольфрам или уголь. Служат они для розжига и удержания дуги, а заполнение шва присадками выполняется с помощью ручной подачи плавкого материала.
Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом. Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
Тип покрытия обозначается литерами, которые значат:
- «Б» — основное;
- «Ц» — целлюлозное;
- «Р» — рутиловое;
- «А» — кислое;
- «П» — прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» — рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.
Нержавеющая проволока может пригодиться в случаях, когда необходимо соединить никелированные, хромированные металлы из нержавеющей стали.

Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.

Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении.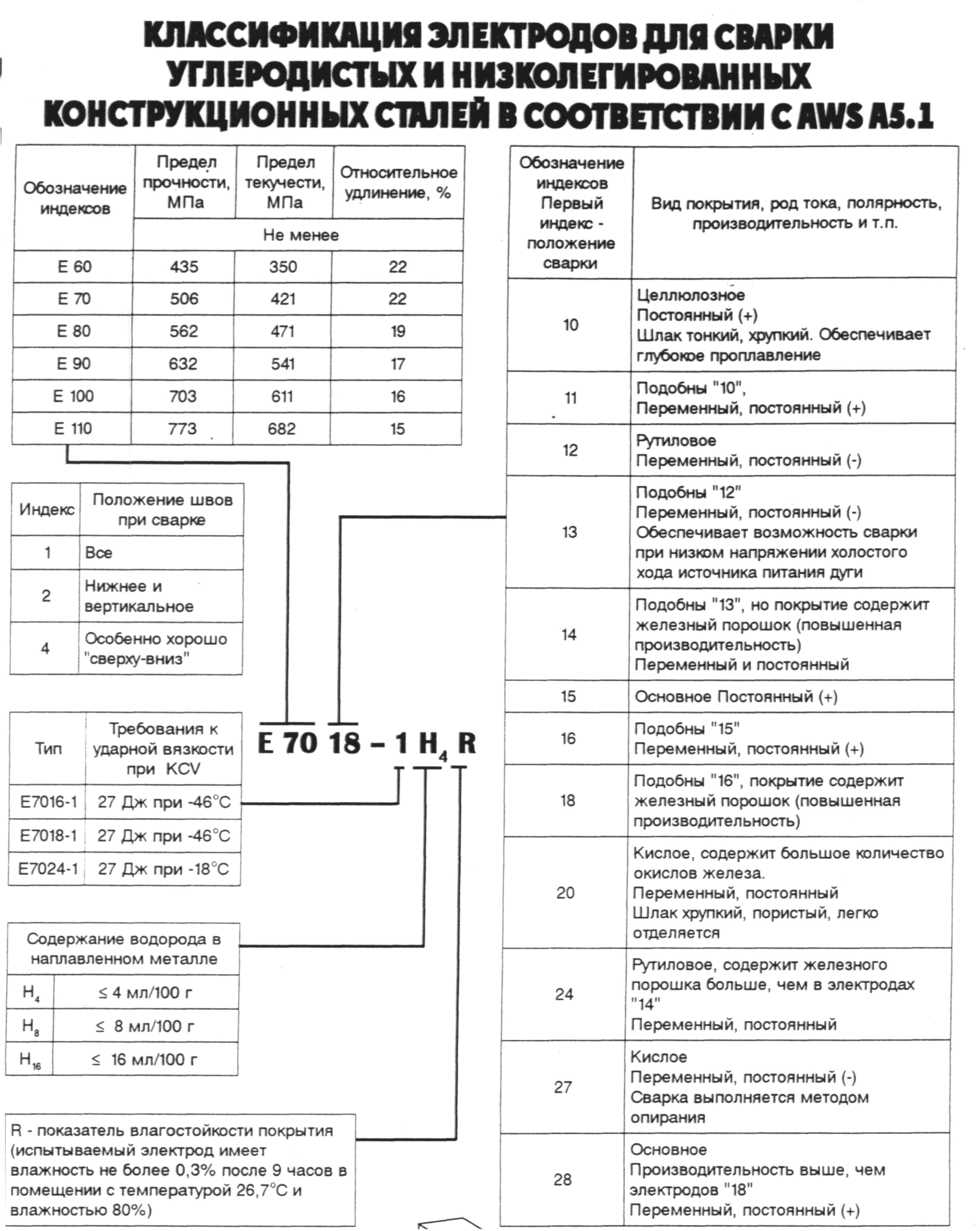 В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» — универсальный;
- «3» — работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» — сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Из чего состоит плавящийся электрод
Плавящиеся электроды для ручной дуговой сварки состоят из внутреннего стержня и внешнего слоя. Согласно требованиям Госстандарта, при создании плавящихся электродов сварочных используются разнообразные стали: углеродистые, с большим или малым числом примесей, также применяют медь, алюминий, никель и другие цветные сплавы. Состав стержня обусловлен свариваемым материалом, так как оба металла должны подходить друг другу. Исключение составляет чугун, который может свариваться как стальными, так и электродами из меди и железа.
Как и стержень, внешний слой изготавливается с учетом свариваемого металла, именно поэтому его состав может несколько меняться. Но несмотря на это оно неизменно выполняет следующие функции:
- способствует удержанию дуги;
- производит шлак обволакивающий сварочную ванну, расплавляя минеральные компоненты покрытия;
- производит защитный газ, появляющийся как следствие горения органических компонентов покрытия.
- выполняет раскисление или легирование металла.
Рекомендуем! Электроды для сварки нержавейки фирмы ESAB и их отечественные аналоги
ИДЕНТИФИКАЦИЯ ЭЛЕКТРОДАЭлектроды для дуговой сварки идентифицируются используют систему нумерации A.W.S (Американское общество сварщиков) и изготавливаются в размерах от 1/16 до 5/16. Примером может служить сварочный пруток, идентифицированный в качестве электрода 1/8 дюйма E6011.Электрод 1/8 дюйма диаметр «Е» означает дуговую сварку. Далее будет либо 4 или 5-значный номер, выбитый на электроде. Первые две цифры 4-значное число и первые 3 цифры 5-значного числа указывают минимальная прочность на растяжение (в тысячах фунтов на квадратный дюйм) сварного шва, который будет производить стержень, снято напряжение. Примеры быть следующим: E60xx будет иметь растяжение прочность 60 000 фунтов на квадратный дюйм E110XX будет 110 000 фунтов на квадратный дюйм Предпоследняя цифра указывает положение, в котором можно использовать электрод.
Последние две цифры вместе,
указать тип покрытия на электроде и сварочный ток
электрод можно использовать с. ИСПОЛЬЗУЕМЫЕ ЭЛЕКТРОДЫ И ТОКИ
| ТИПЫ ТОКАSMAW выполняется с использованием либо переменного или постоянного тока.Поскольку постоянный ток течет в одном направлении, постоянный ток может быть прямым постоянным током (отрицательный электрод) или обратным постоянным током (положительный электрод). При реверсивном постоянном токе (DC+, DCEP ИЛИ DCRP) проплавление сварного шва будет глубоким.
Прямой DC (DC-, DCEN ИЛИ DCSP) сварной шов будет иметь более быстрое расплавление и
депозитная ставка. Сварной шов будет иметь средний провар. Переменный ток
(AC) меняет полярность 120 раз в секунду. При реверсивном постоянном токе (DC+, DCEP ИЛИ DCRP) проплавление сварного шва будет глубоким.
Прямой DC (DC-, DCEN ИЛИ DCSP) сварной шов будет иметь более быстрое расплавление и
депозитная ставка. Сварной шов будет иметь средний провар. Переменный ток
(AC) меняет полярность 120 раз в секунду. | НЕКОТОРЫЕ ТИПЫ ЭЛЕКТРОДОВВ этом разделе будет кратко описано четыре электрода, которые обычно используются для ремонтной и ремонтной сварки из мягкой стали.Есть много других электродов для сварки. из других видов металлов. Обратитесь к местному дилеру сварочных материалов. для электрода, который следует использовать для свариваемого металла.E6010 — Этот электрод используется для сварки во всех положениях с использованием DCRP (DCEP). Он производит глубокое проникающий сварной шов и хорошо работает на грязных, ржавых или окрашенных металлах E6011 — Этот электрод
имеет те же характеристики, что и E6010, но может использоваться с переменным током и
токи постоянного тока. E6013 — Этот электрод может использоваться с переменным и постоянным током. Производит среднюю проникающую способность. сварка с превосходным внешним видом сварного шва. E7018 — Этот электрод известен как электрод с низким содержанием водорода и может использоваться с переменным или постоянным током. Покрытие на электроде имеет низкое содержание влаги, что снижает введение водорода в сварной шов. Электрод может производить швы рентгеновского качества со средним проплавлением.(Обратите внимание, этот электрод должны быть сухими. Храните этот стержень в герметичных контейнерах или в горячем ящике.) |
 электрод.
электрод. Например, постоянный ток прямой, (постоянный ток -) обратный ток постоянного тока
(DC+) или AC
Например, постоянный ток прямой, (постоянный ток -) обратный ток постоянного тока
(DC+) или AC
Уменьшающая поверхностная маркировка на соединениях контактной точечной сваркой
Часто задаваемые вопросы
Точечная сварка сопротивлением включает расплавление сварного шва на границе раздела листов, подлежащих соединению.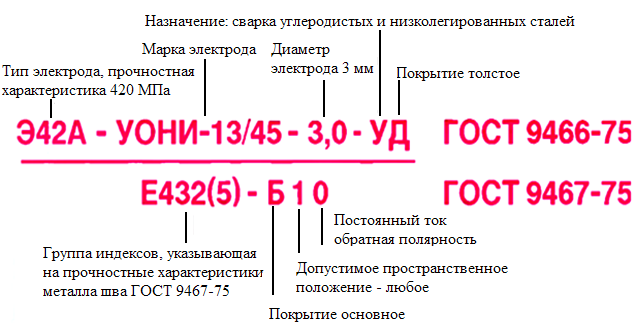 Относительно высокие электродные усилия используются для сдерживания расплавленного материала и минимизации нагрева между электродом и поверхностью листа.Обычно при сварке на каждой поверхности листа образуется вмятина размером до 10-20 % толщины листа при обжатии электродами размягченного материала.
Относительно высокие электродные усилия используются для сдерживания расплавленного материала и минимизации нагрева между электродом и поверхностью листа.Обычно при сварке на каждой поверхности листа образуется вмятина размером до 10-20 % толщины листа при обжатии электродами размягченного материала.
В некоторых случаях требуется хороший внешний вид поверхности на одной стороне соединения (лицевой стороне). Хотя практически невозможно полностью устранить метку при выполнении сварных швов в соответствии с нормальными требованиями к диаметру сварного шва, существуют способы минимизировать метки.
- На лицевой стороне можно использовать плоский электрод или опорную пластину.Он должен иметь гладкую поверхность и хорошо совпадать как с самим листом, так и с противоположным кончиком электрода. Хорошее охлаждение является преимуществом.
- Также можно использовать самовыравнивающийся плоский электрод, чтобы обеспечить некоторое самовыравнивание с соединяемыми листами. Однако они имеют ограниченную подвижную способность и худшую охлаждающую способность по сравнению с твердым электродом. По-прежнему важно, чтобы противоположный электрод был хорошо выровнен. Сварка серии
- позволяет выполнять сварку на плоской подложке.Для тонкого листа этот стержень обычно изготавливается из медного сплава и обеспечивает токовую связь между точками сварки. Если лицевая сторона листа достаточно толстая, то можно использовать изолирующую подложку, и сварочный ток протекает через сам лист к обратному электроду.
- Можно использовать выступающую сварку, при этом выступы пробиваются в листе напротив лицевого листа. Одновременно можно выполнять несколько сварных швов. Большой плоский электрод на лицевой стороне может свести к минимуму маркировку, как при точечной сварке, при условии, что механический износ электрода (в виде неглубокой вмятины) контролируется.
 Однако они имеют ограниченную подвижную способность и худшую охлаждающую способность по сравнению с твердым электродом. По-прежнему важно, чтобы противоположный электрод был хорошо выровнен.
Однако они имеют ограниченную подвижную способность и худшую охлаждающую способность по сравнению с твердым электродом. По-прежнему важно, чтобы противоположный электрод был хорошо выровнен. Стали с покрытием представляют особую проблему для выполнения сварных швов с минимальной маркировкой, так как сплав покрытия с электродом вызывает быстрый износ электрода, а на поверхности листа видны следы изношенной поверхности на лицевом электроде.
Таким образом, основными факторами минимизации маркировки являются:
- Хорошее выравнивание контактных поверхностей электрода и заготовки.
- Гладкая поверхность лицевого бокового электрода.
- Хорошее охлаждение.
Важно убедиться, что при использовании электродов с разной контактной площадью не нарушается формирование сварного шва. Положение самородка имеет тенденцию формироваться ближе к электроду с меньшей площадью контакта. Это может быть особой проблемой, когда лицевая сторона листа самая тонкая.
Полезным компромиссом для контроля над маркировкой в особых случаях может быть использование электрода с большим радиусом лицевой стороны на лицевой стороне для получения гладкой неглубокой вмятины с хорошим внешним видом.
В настоящее время у вас недостаточно прав для чтения этого закона
В настоящее время у вас недостаточно прав для чтения этого закона Логотип Public.Resource.OrgЛоготип представляет собой черно-белый рисунок улыбающегося тюленя с усами. Вокруг печати красная круглая полоса с белым шрифтом, на которой в верхней половине написано «The Creat Seal of the Seal of Approval», а в нижней половине «Public.Resource.Org». На внешней стороне красной круглой марки находится круглая серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.
Вокруг печати красная круглая полоса с белым шрифтом, на которой в верхней половине написано «The Creat Seal of the Seal of Approval», а в нижней половине «Public.Resource.Org». На внешней стороне красной круглой марки находится круглая серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
США
Этот документ в настоящее время недоступен для вас!
Уважаемый земляк:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource судится за ваше право читать и высказываться в соответствии с законом. Для получения более подробной информации см. досье этого незавершенного судебного дела:
.Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, охлаждению и кондиционированию воздуха (ASHRAE) v.Public.Resource.
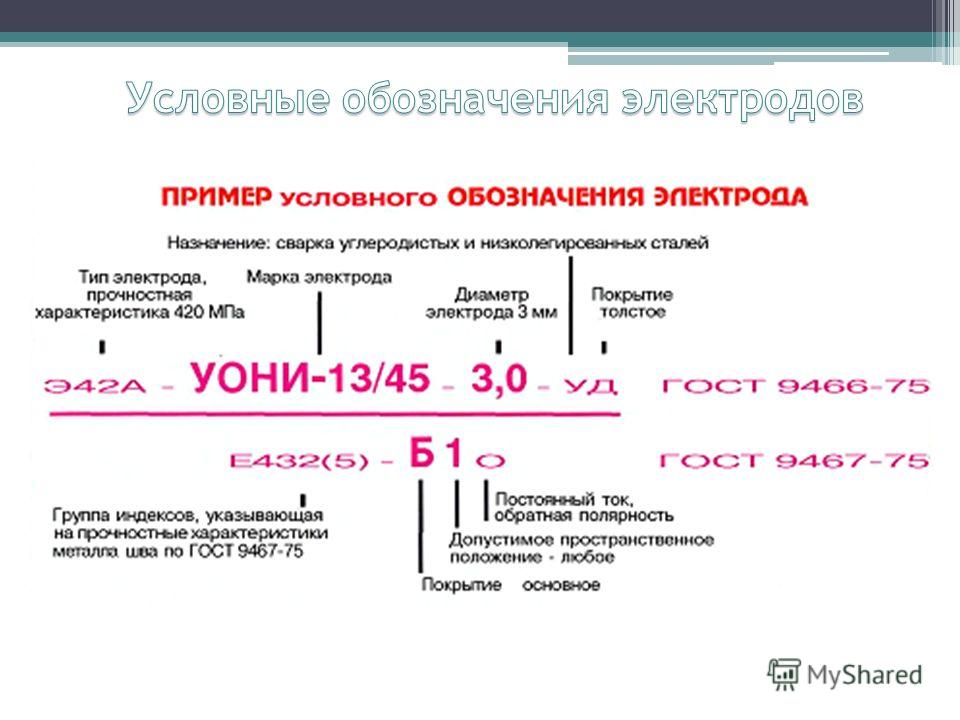 Org (общедоступный ресурс),
DCD 1:13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Org (общедоступный ресурс),
DCD 1:13-cv-01215, Объединенный окружной суд округа Колумбия [1]Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за ваше право читать и говорить о законах, по которым мы хотим управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на чтение этого закона, ознакомьтесь со Сводом федеральных правил или применимыми законами и правилами штата. для имени и адреса поставщика.Для получения дополнительной информации о указах правительства и ваших правах как гражданина в соответствии с верховенством права , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Более подробную информацию о нашей деятельности вы можете найти на сайте Public Resource. в нашем реестре деятельности 2015 года. [2][3]
Спасибо за интерес к чтению закона. Информированные граждане являются фундаментальным требованием для того, чтобы наша демократия работала. Я ценю ваши усилия и приношу извинения за неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Примечания
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public.resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
WT20-3,2 × 150 мм и 1/8» X 6» Торированный 2% вольфрамовый электрод с красной маркировкой для сварки TIG, 10 шт. в упаковке —
35 долларов. 20 35,20$
20 35,20$
- Убедитесь, что он подходит, введя номер модели.
- Вольфрамовый электрод, красная маркировка WT20
- Торированный 2% для сварки TIG, красная маркировка
- Размер вольфрамового электрода: 3,2 × 150 мм и 1/8» x 6»
- Количество в упаковке: 10
- сделать с цветом коробки и связан с цветом стержня

АВС А5.13/А5.13М
AWS A5.13/A5.13M — это спецификация для наплавочных электродов для дуговой сварки в защитных газах. Первое издание было опубликовано Американским обществом сварщиков (AWS) в 1956 году. Позже оно превратилось в серию из двух наборов: A5.13 и A5.21. AWS A5.21 предусматривает сплошные неизолированные электроды и стержни для наплавки, в то время как AWS 5.13 фокусируется на наплавочных электродах для дуговой сварки защищенным металлом (SMAW). Редакции 1970, 1980 и 2000 годов AWS A5.13 были выпущены впоследствии. Последнее издание, представленное в этой статье, — AWS A5.13/A5.13M: редакция 2010 года. Наплавка относится к наплавке или наплавке на металлическую заготовку в этом контексте.
Позже оно превратилось в серию из двух наборов: A5.13 и A5.21. AWS A5.21 предусматривает сплошные неизолированные электроды и стержни для наплавки, в то время как AWS 5.13 фокусируется на наплавочных электродах для дуговой сварки защищенным металлом (SMAW). Редакции 1970, 1980 и 2000 годов AWS A5.13 были выпущены впоследствии. Последнее издание, представленное в этой статье, — AWS A5.13/A5.13M: редакция 2010 года. Наплавка относится к наплавке или наплавке на металлическую заготовку в этом контексте.
Стандартная спецификация в первую очередь вводит четыре группы наплавочных электродов для процесса SMAW. Включает в себя:
- Электроды для наплавки на железной основе : EFe-1, EFe-2, EFe-3, EFe-4, EFe-5, EFe-6, EFe-7, EFeMn-A, EFeMn-B, EFeMn-C, EFeMn -D, EFeMn-E, EFeMn-F, EFeMnCr, EFeCr-A1A, EFeCr-A2, EFeCr-A3, EFeCr-A4, EFeCr-A5, EFeCr-A6, EFeCr-A7, EFeCr-A8, EFeCr-E1, EFeCr -E2, EFeCr-E3, EFeCr-E4.
- Электроды для наплавки на основе никеля и кобальта : ECoCr-A, ECoCr-B, ECoCr-C, ECoCr-E, ENiCr-C, ENiCrMo-5A, ENiCrFeCo.
- Электроды для наплавки на медной основе : ECuAl-A2, ECuAl-B, ECuAl-C, ECuAl-D, ECuAl-E, ECuSi, ECuSn-A, ECuSn-C, ECuNi, ECuNiAl, ECuMnNiAl.
- Электроды для наплавки из карбида вольфрама : EWCX-12/30, EWCX-20/30, EWCX-30/40, EWCX-40, EWCX40/120.

Стандарт AWS A5.13/A5.13M:2010 также охватывает многие другие аспекты: вопросы безопасности и гигиены труда, единицы измерения, справочные документы, классификацию, приемку, сертификацию, процедуру округления, сводку результатов испытаний, повторное испытание, сварку. испытательная сборка, требования к химическому составу наплавочных электродов на основе железа, никеля и кобальта и меди, требования к химическому составу гранул карбида вольфрама, размер ячеек и количество гранул карбида вольфрама, метод производства, стандартные размеры и длины, сердечник и покрытие, оголенный сердечник, идентификация электродов, упаковка, маркировка упаковок, информационное приложение А и приложение В.
Щелкните, чтобы загрузить последнюю редакцию 2010 г. в формате PDF:
AWS A5.13/A5.13M PDF Part-1
AWS A5.13/A5.13M PDF Part-2
(Примечание: литература должен использоваться только для внутреннего обучения и общения.)
Сопутствующие товары
| Срок | Определение
| ||
Определение
| |||
| Срок | Определение | ||
| Срок | |||
 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок  gif»>
Определение
gif»>
Определение | металлические шпонки с флюсовым покрытием |
| Дуговая сварка металлическим электродом в среде защитного газа (SMAW) |
| Сварочный процесс с использованием покрытых флюсом металлических прутков |
 flashcardmachine.com/images/preview_card_back.gif»>
Термин
flashcardmachine.com/images/preview_card_back.gif»>
Термин | Дуговая или электродуговая сварка |
| Флюс и примеси всплывают на поверхность сварного шва, образуя слой |
 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок | процент времени, в течение которого сварщик может работать на полную мощность |
| мера скорости тока в проводнике |
 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок | любой материал, пропускающий через себя ток |
| является мерой электрического давления |
 com/images/preview_card_back.gif»>
Срок
com/images/preview_card_back.gif»>
Срок | является мерой доступной энергии или работы, которую можно выполнить |
| Покрытие высокого напряжения и низкой силы тока до низкого напряжения и высокой силы тока |
 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок | американский ток, который часто меняет направление течения |
| машина, производящая постоянный ток |
 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок | течет только в одном направлении в соответствии с настройками сварочного аппарата. |
| относится к направлению потока электричества в сварочном контуре |
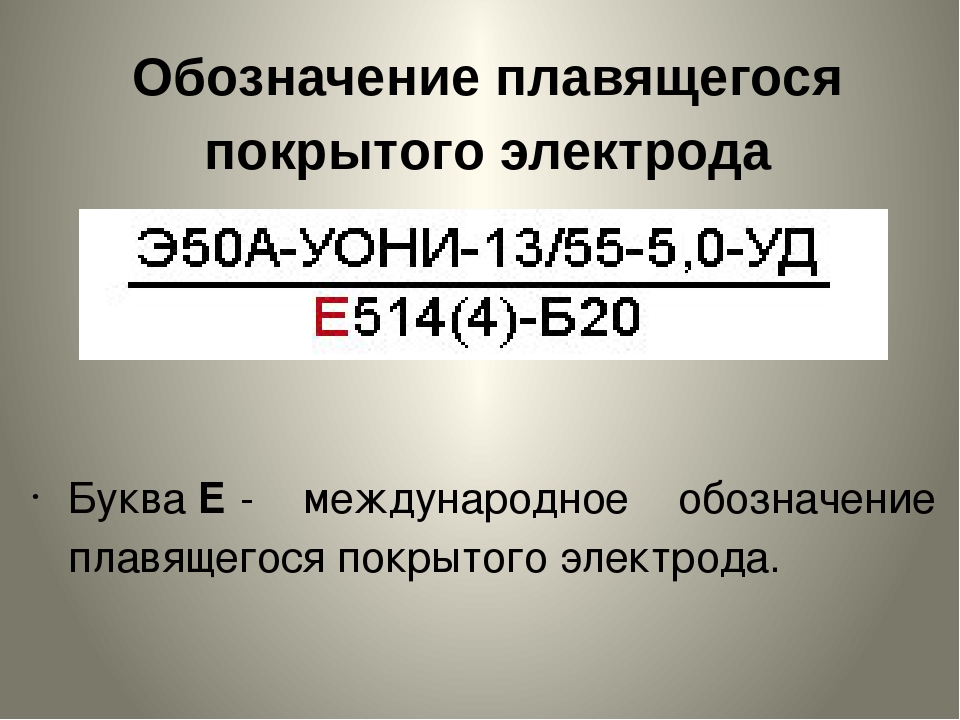 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок | представляет собой подпружиненное устройство с изолированными ручками для захвата сварочного электрода |
| подпружиненный зажим, прикрепленный к электрическому кабелю |
 flashcardmachine.com/images/preview_card_back.gif»>
Термин
flashcardmachine.com/images/preview_card_back.gif»>
Термин | Национальная ассоциация производителей электрооборудования (NEMA) |
| разработана система, позволяющая производителям |
 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок | Цвет на голой поверхности
|
| Таким образом, электроды идентифицируются по цвету их конца и пятна |
 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок | относится к степени растяжения или растяжения, которое может выдержать сварной шов |
| устройство, удерживающее две угольные палочки и производящее пламя за счет энергии электросварки |
Классификация сварочных электродов для SMAW » Мир трубопроводной инженерии
Теги: #PIPING_ENGINENING # WRIRING #smaw # Welding_Electrode
AWS сварочный электрод Классификация для SMAW
Мяжелистые стальные электроды с покрытием
Пример назначения электрода:
E7018-x-x E — указывает на то, что это является электродом.
70 – Указывает предел прочности при растяжении. Измеряется в тысячах фунтов на квадратный дюйм.
1 – указывает положение сварки.
8 – указывает на используемое покрытие, проникновение и тип тока.(См. классификационную таблицу ниже)
X — указывает на наличие дополнительных требований. (См. Дополнительные требования ниже)
Сварочные позиции
| 1 | Все позиции (плоский, горизонтальный, вертикальный (вверх), накладные) | ||||
| 2 | плоский, горизонтальный | ||||
| 4 | , Горизонтальный, накладные, вертикальные (вниз) |
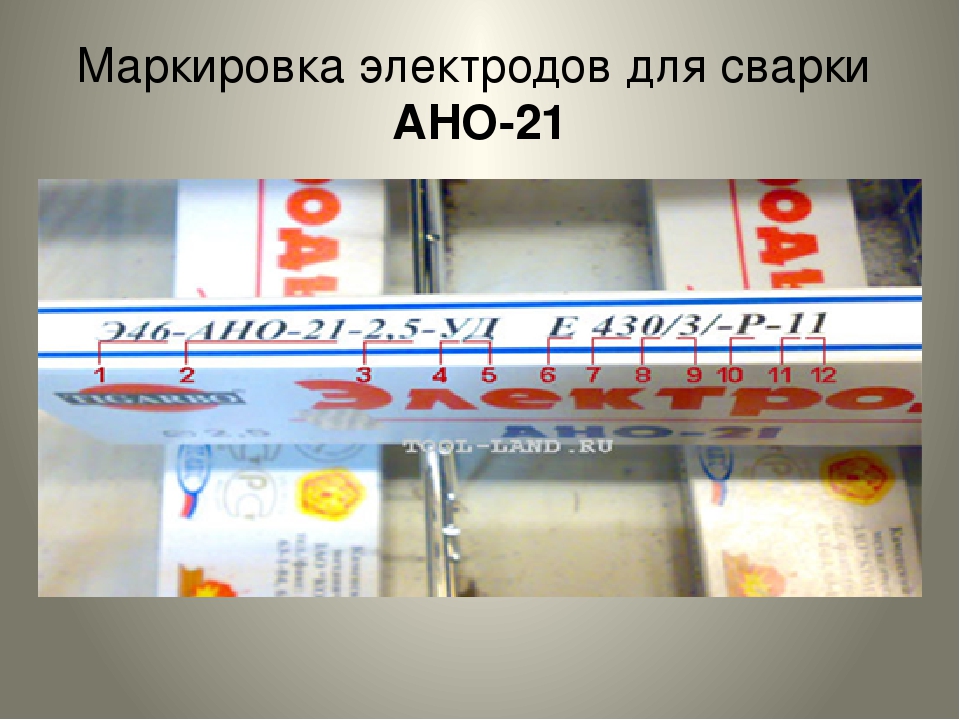
 75 — 2.25 Cr 0,40 — 0,65 МО
75 — 2.25 Cr 0,40 — 0,65 МО Мн 0,25 — 0,45 МО
Мн 0,25 — 0,45 МО